




Radwell.com UNWANTED INVENTORY TAKING UP VALUABLE SPACE? Radwell.com purchases industrial automation product BENEFITS - Lower warehousing costs - Increases cash flow - Liquidate aging inventory - Liquidate slow-moving inventory - Eliminate used or overstock inventory - Increases warehouse space - A better option than placing it in a dumpster - Go Green Selling your surplus inventory to us gives you a financial return on products you’d normally pay to have it disposed of. Radwell’s Asset Recovery Service always provides FREE freight service for your surplus stock. hether you have one facility or multiple our Asset Recovery program is an exceptional resource for your company. We offer cash for parts and products you don’t need. In many cases, selling your excess inventory to Radwell gives you the opportunity of adding dollars SELLING TO US IS AS EASY AS Gather it 1. 2. 3. Box it Arrange free pick up Radwell.com - 800.884.5500 - sellto@radwell.com 5/22/2020 4:20:26 PM Whether you have one facility or multiple facilities, our Asset Recovery program is an exceptional resource for your company. We offer cash for parts and products you don’t need. In many cases, selling your excess inventory to Radwell gives you the opportunity of adding dollars to your bottom line. BENEFITS • Lower warehousing costs • Increases cash flow • Liquidate aging inventory • Liquidate slow-moving inventory • Eliminate used or overstock inventory • Increases warehouse space Radwell.com Radwell.com UNWANTED INVENTORY TAKING UP VALUABLE SPACE? Radwell.com purchases industrial automation product BENEFITS - Lower warehousing costs - Increases cash flow - Liquidate aging inventory - Liquidate slow-moving inventory - Eliminate used or overstock inventory - Increases warehouse space - A better option than placing it in a dumpster - Go Green Selling your surplus inventory to us gives you a financial return on products you’d normally pay to have it disposed of. Radwell’s Asset Recovery Service always provides FREE freight service for your surplus stock. hether you have one facility or multiple our Asset Recovery program is an exceptional resource for your company. We offer cash for parts and products you don’t need. In many cases, selling your excess inventory to Radwell gives you the opportunity of adding dollars SELLING TO US IS AS EASY AS Gather it 1. 2. 3. Box it Arrange free pick up Radwell.com - 800.884.5500 - sellto@radwell.com 5/22/2020 4:20:26 PM Radwell-FC-01-2022.indd 1 12/16/21 3:32 PM IndustrialMachineryDigest.com | May 2023 North America’s Manufacturing Resource for Industry Professionals Since 1986 Airfoils & Thermal Dissipation: The Science Behind A Big Ass Fan Commercializing Defense Technology Pipeline Plastics Robotic Automation and the Workforce Roadmapping your Move to Robots Selecting the Right Robotic Spindle 3D Printing: To Buy or Not to Buy Industry News #DigitalTransformation #AdvancedManufacturingCapacity
Clamping solutions for all types of machines


Strong clamping pressure for small clamping torque

Highly adjustable through integrated sliding plate


Fast clamping, short set-up time, quick release action
Step-less adjustability horizontal and vertical




Our MQ Series may be used as an extension to the machine plate



LENZKESUSA.COM | 540-381-1533 | INFO@LENZKESUSA.COM LENZKES MINIMIZES YOUR SET-UP TIME. WITH OVER 40 YEARS EXPERIENCE AND OVER 100,000 SATISFIED CUSTOMERS WORLDWIDE, LENZKES IS RENOWNED FOR ITS HIGH-QUALITY WORK-HOLDING SOLUTIONS MAXIMIZE YOUR PROFIT.
SPARE PARTS & ACCESSORIES MULTI-QUICK SERIES CHAIN CLAMP MULTI-QUICK SERIES SELF-CENTERING VISE THE LENZKES DIFFERENCE:









Lifting
Application
Lifts up to 500 lbs! Ergonomic Portable Lightweight Meets OSHA & ASME
Customized Safety
Devices For Any
SAFETY FIRST Prevent Lifting Injuries




4 | IMD May 2023 8 EDITORIAL DIRECTIONS 10 INDUSTRY NEWS #DigitalTransformation #AdvancedManufacturingCapacity 14 BUSINESS 4.0 3D Printing: To Buy or Not To Buy #Additive Manufacturing #3DPrintingAsAService 16 TALKING SHOP Airfoils, Airflow, & Thermal Dissipation: The Advanced Science behind Big Ass Fans #Simulation #Analysis #IoT #Analytics #Thermodynamics #Airflow #BuildNewBusiness 22 SAFETY & MAINTENANCE New Submerged HPUs Increase Reliability #HydraulicSystems #Reliability 24 MANUFACTURING SHOWCASE Pipeline Plastics #Plastics #AdvancedManufacturing 30 INDUSTRIAL AUTOMATION Still Stuck with Hand Deburring? #CNC #ManufacturingAutomation 34 WORKFORCE DEVELOPMENT Better Workforce Environments Through Automation #Plastics #ManufacturingAutomation #Robotics #Safety 36 PROCESS How to Reduce Chatter in Robot Milling Applications #Robotics #SpindleSelection 38 INDUSTRY INSIGHT Manufacturers’ Latest ‘Weapons:” The Commercialization of US Defense Technology #Robotics #Aerospace #AdvancedTechnology #DigitalAnalysis #MRO #Metrology #AGVs #DefenseSpending 40 NEW TECHNOLOGY Robotic Roadmapping: Tips for Production Workflow Optimization #Robotics #ManufacturingAutomation 44 PRODUCT SHOWCASE 49 CLASSIFIEDS 50 ADVERTISER INDEX 14 16 24 40 May 2023 ON THE COVER Cover Sponsor: Radwell International, Inc. Photo: Big ass Fans TABLE OF CONTENTS
Robotic material removal reimagined
Exact contact force and dynamic responsiveness are critical for achieving consistent surface quality – even in tight spaces. A big challenge. Until now.




Take control with EFC-02


Suhner’s fully electric active compliance system delivers the precise force control you need in a game changing small, robust package. Its compact, lightweight design makes it easier to grind, debur and polish traditionally hard-to-reach areas.








The result? Superior surface quality in every area – regardless of the shape or orientation of surfaces.







Phone: 706-314-2978
Email: machining.us@suhner.com robotic-grinding.suhner.com/efc02-us

Introducing EFC-02
Stop by Booth #1850 at AUTOMATE to see the new EFC-02 in action.
SUHNER PROCESS KNOW-HOW Designed for small- and medium-sized shops
William C. Strickland III, Publisher william.strickland@indmacdig.com
800-366-0676 ext. 103 | Fax: 866-826-5918
Trey Bell, Editor-in-Chief trey@indmacdig.com
800-366-0676 ext. 104 | Fax: 866-826-5918
Brian Self, associate Editor assoc.editor@indmacdig.com
Shane Bell, Creative Director sbell@indmacdig.com
SALES

Lisa Hanschu, Sr. account Executive lisa@indmacdig.com 785-965-9159 | Fax: 785-965-7199
William C. Strickland III, National Sales 205-903-9178 | fax 866-826-5918




adrienne Gallender, Media adviser agallender@indmacdig.com 888-407-7737


Susan Strickland, accounting susan@indmacdig.com 205-542-1098 | Fax: 866-826-5918
CIRCULATION & SUBSCRIPTIONS
IMD, 3590-B Hwy 31 South, Suite 233, Pelham, aL 35124 circulation@indmacdig.com | Fax: 866-826-5918










REPRINTS
To purchase article reprints please call 800-366-0676 ext. 103 or email wstrickland@indmacdig.com
6 | IMD May 2023
360
PUBLICATION
source media llc
A
OF:
Hwy
PMB
aL
INDUSTRIAL MACHINERY DIGEST (ISSN 1542-5223) is published 12x per year by Source 360 Media. POSTMASTER: Please send change of address to INDUSTRIAL MACHINERY DIGEST, 3590-B US Hwy 31 South, PMB 233, Pelham, AL 35124. Printed in the U.S.A. SUBSCRIPTION POLICY: Individual subscriptions are available without charge in the U.S. to qualified individuals. Publisher reserves the right to reject nonqualified subscribers. One-year subscription to nonqualified individuals in the United States: $96.00. Single copies available (prepaid only) $20.00 each. Alabama Automotive Manufacturers Association SERVING AMERICAN MANUFACTURERS FOR OVER 37 YEARS North America’s Manufacturing Resource for Industry Professionals Since 1986 ACTEKMFG.COM 200% PROOF LOAD TESTED INDIVIDUALLY SERIAL NUMBERED FOR BETTER TRACEABILITY ORDERS SHIPPED SAME DAY RATED LOAD 400 LBS - 250,000 LBS 800-752-7229 | SALES@ACTEKMFG.COM HOIST RINGS ACTEK Forged Street Plate™ Swivel Hoist Rings Side Load Hoist Rings Hoist Ring Kits Pivots180° Swivels360° Drop Forged Hoist Rings Mold Handler™ Swivel & Pivot Hoist Rings Round Base Swivel & Pivot Hoist Rings Forged Swivel Hoist Rings ISO 9001
Source 360 Media LLC 3590-B
31 South
#233 Pelham,
35124








The Best Tool Cabinet You Will Ever Buy GUARANTEED 100%MADE IN THE USA INEVERY WAY WWW.STORLOC.COM • 1-800-STORLOC 1-800-786-7562 MADE BY AMERICAN CRAFTSMEN IN THE USA sales@storloc.com
Changing Times, Changing Needs
I was doing some research on the Inflation Reduction act passed last year, and learned quite a bit about the focus of the law - from my perspective the general focus is to really get clean energy and sustainability back on the forward agenda through tax incentives and tax credits. There may be more to it than that, but in a nutshell if you are building a factory that uses sustainable building materials, or has a carbon neutral footprint, or puts energy back on the grid then there are funds available for you to claim. Manufacturing supply chains are being incentivized to consider deployment of green technology.
In this edition of Industrial Machinery Digest, we showcase Pipeline Plastics headquartered in Westlake, Texas. The rise of metal costs and the increased focus on sustainable material use are just two of the factors that have created serious growth opportunities in the HDPE plastic market. Pipeline Plastics is well positioned to take advantage of this growth. We talked with Mike Leathers, the President and CEO of Pipeline Plastics in our Manufacturing Showcase section this edition. Did you know that with the correct airspeed flowing over skin, you can impact the comfort level of a worker by 7 degrees, without changing the dry bulb temperature? That’s just one of the many ways that science and solution design for specific applications is playing a critical role in how Big ass Fans goes to market. In Talking Shop, we connected with andrew Koukis, GM of the Industrial Business Unit, and David Rose, Sr. Manager of the applications Engineering Group, to learn about how a fan can move up to 270,000 cubic feet per minute of air. yes, not a typo. Read the article, it is truly applicable to many of our thermal challenges not just in the upcoming summer season but also year round.
Industrial automation takes a look at automating deburring, while our maintenance section takes a look at an innovative approach to keeping hydraulic power units (HPUs) running longer with more reliability by submerging critical components in the oil reservoir.
In our Workforce Development section, Tri-Mation discusses the benefits of automation in a plastics assembly environment. Furthering the discussion with automation, we look at roadmapping your robotic initiatives in New Tech, and being more deliberate with your selection of robotic arms and spindles in Process.
One of the fantastic articles in our Industry Insight section is a piece from aerobotix on commercialization of defense technology, and how the requirement to commercialize is generally written into most defense contracts by the DoD.
We’ve curated our Industry News for you this time as we did last edition. It is very inspiring to see all the investment in new factories that is being generated by some of the funds going toward manufacturing (Inflation Reduction act, Chips and Science act for example). and you will notice this edition, as well as last, we have included “tags” so you know what the content represents to us that you are reading.
I hope you enjoy this edition. Let me know your thoughts - trey@indmacdig.com.
Keep building.

8 | IMD May 2023 EDITORIAL DIRECTION
Trey Bell – Editor in Chief trey@indmacdig.com
AMERICAN-MADE SHEARS & PRESS BRAKES


Hydraulic Shears: 1/8” (10GA), 3/16”, 1/4”, 3/8”, 1/2”, 5/8”, 3/4”, 1” and 1-1/4”
Press Brakes: 50-Ton to 550-Ton
C-Frame Presses: 40-Ton to 200-Ton


Custom Designs: for Custom Applications


Retrofit Backgauges: for Shears and Press Brakes. Made to fit most machines with minimum modifications.

Precision Knife Sharpening
For over 50 years! www.betenbender.com Call for a free catalog! Phone: 319-435-2378 | Fax: 319-435-2262 | sales@betenbender.com
#DigitalTransformation
Tacton Survey Highlights Top Manufacturer Priorities: Digital Transformation, Supply Chain and Sustainability
Tacton, industrial manufacturing’s Configure, Price, Quote (CPQ) SaaS partner for design to sales automation, today announced the results of its “State of Digital Manufacturing 2023” survey, revealing an industry focused on building resiliency to ensure smooth end-to-end operations as it braces for a potential global recession.
Based on a survey of 200 executives and managers across multiple manufacturing sectors in North a merica and Europe, the report showcases important insights into manufacturers’ digital strategies and priorities for 2023 and beyond. For the past three years, disruptions have had a huge impact on how manufacturers operate, with the ongoing COVID pandemic, growing climate legislation and new consumer buying habits challenging the status quo of selling and causing disruption across every business function.


Now, a new disruption has arrived. With rumblings of a recession possible across the globe, businesses are focused on reducing their spending to ensure profits don’t falter. In 2023, these uncertain economic conditions are driving where manufacturers choose to invest, as they move to accelerate digital efforts, build resilience and meet rising regulations and consumer expectations.
Key findings from the survey include:
» Digital transformation is central to manufacturers’ success in 2023: Manufacturers understand that investing in software and digital technologies is essential to keep up in a quickly changing and very competitive market. In fact, 74% of respondents
noted the importance of digital transformation to achieving their business goals in the coming year.
» Uncertain economic times are driving investments: The dynamics of global economies are always in flux, but for complex manufacturers the impact of economic swings can be particularly damaging. a s such, manufacturers are striving to optimize and automate processes from end to end. To withstand potential economic challenges in 2023, 32% of respondents are accelerating digital transformation with 67% of respondents prioritizing sales transformation.
» Supply chain optimization tops investment areas: In recent years, with the COVID-19 pandemic and other geopolitical disruptions, the fragility of manufacturing supply chains has become clear. Issues around supply chain predictability, resource scarcity and staff availability remain a top concern for manufacturers today, driving 64% of respondents to invest in supply chains in 2023.
» Regulations and customer demand are driving manufacturers’ sustainability agendas: a s demands from consumers, investors and regulators increase, sustainability and Environmental, Social and Governance (ESG) goals are now top-of-mind for manufacturers everywhere. 63% of respondents think sustainability is very or extremely important, recognizing its potential to create value and mitigate organizational risk.
For more information and to download the full “State of Digital Manufacturing 2023” report, visit: https://www2.tacton.com/2023digital-manufacturing-survey
10 | IMD May 2023 INDUSTRy NEWS Industrial Machinery Digest's
News features the latest news
press releases from
WANT TO BE FEATURED? Send your press releases to editorial@indmacdig.com www.IndustrialMachineryDigest.com INDUSTRY NEWS
Industry
and
some of the industry's top companies.
#AdvancedManufacturingCapacity
aBB to add new US manufacturing facility to support grid hardening and resiliency
» Investment of $40 million will create new albuquerque facility to support the US Utility sector in strengthening the electric grid
» Operations creates 55 new jobs in New Mexico
» Increases production of high-demand Elastimold® cable accessory solutions used to improve reliability and safety for a merican consumers and businesses
aBB is reinforcing its commitment to the US market and Utility industry with the addition of a new manufacturing facility in albuquerque, New Mexico, for its Installation Products Division, formerly Thomas & Betts. Planning and construction of the new 90,000-square-foot facility is underway and represents an investment of $40 million. The greenfield facility will create 55 new jobs in the area and produce cable products used by electric utility providers in grid hardening and resiliency initiatives. With over 75,000 miles of underground cabling estimated to be in place by 2040 across the US, aBB’s new facility will meet increased demand for its leading Elastimold® solutions essential to wildfire mitigation, as well as underground and grid hardening projects that power homes, businesses and communities in a safe and
reliable way. When completed in 2024, the albuquerque facility will include aBB Robotics technology and digital automation to produce more than 1 million additional units annually – the vast majority will be supplied to US customers.
The new manufacturing facility will be located on aBB’s 40-acre site in albuquerque, in addition to its existing Installation Products manufacturing facility, which opened in 1973. That adjacent plant already employs nearly 450 production, engineering and quality specialists who develop, test, and make a wide range of custom and standard utility solutions. This newest investment will make aBB one of the top ten manufacturing employers in New Mexico and adds to over $100 million in Installation Products expansions and improvements made in the US over the past few years to increase capacity and drive innovation. It also builds on the $14 billion aBB has already invested in the US since 2010.
For more information: www.abb.com
Redwire Wins NaSa Contract to advance New In-Space Manufacturing Capability for Journeys to Moon, Mars and Beyond
Redwire Corporation (NySE: RDW), a leader in space infrastructure for the next generation space economy, has been awarded a $5.9 million contract from NaSa
DID YOU KNOW TORMACH SELLS PLASMA TABLES?

Premium features make better parts.
• Closed-loop servo motors for reliable accuracy
• Floating head with Digital Torch Height Control that help make cuts to uneven surfaces like corrugated metal
• Standard breakaway torch holder with collision detection to minimize machine damage if things go wrong
• Minimized run times with fast rapids (1,000 in./min., 400 in./min. cuts) and acceleration (30 in./sec.²)
• Integrated water table mounted on sliding rails, ideal for cutting pipes and larger parts
• The only plasma table built with PathPilot, Tormach’s award-winning CNC controller, and access to PathPilot HUB, Tormach’s browser-based version of PathPilot
INDUSTRI a L MACHINERY DIGEST COM IMD | 11 IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
CNC MILLS | CNC LATHES | CNC PLASMA TABLES | CNC ROUTERS | INDUSTRIAL ROBOTS | AUTOMATIC FEED BANDSAWS
Learn more and build yours at tormach.com/1300PL/IMD
to complete the design of FabLab, a new in-space manufacturing system. FabLab is expected to be tested onboard the International Space Station (ISS) and serve as a precursor for a rtemis missions to the Moon and Mars. The multi-material 3D printer will allow N a S a crews in deep space to manufacture tools and components on demand using materials such as metal, plastic, ceramics and electronics, enabling a sustainable human presence on and around the Moon, Mars, and beyond.
“FabLab is a solution for some of the key logistics challenges with sustained human deep space exploration aboard the Lunar Gateway and on the Moon and Mars,” said Redwire Executive Vice President John Vellinger. “a stronauts won’t need to pack their spacecraft with every tool or part they may need millions of miles from Earth. Make it, don’t take it.”
In 2017, Redwire was selected to prototype FabLab through N a S a’s Next Space Technologies for Exploration Partnerships program. This latest contract will see the FabLab design fully matured to spaceflight-ready status. a n anticipated follow-on contract will support the construction of a FabLab unit and its test aboard the ISS in low-Earth orbit (LEO). Testing FabLab on the ISS will be an important step toward building versions for use at destinations beyond LEO, such as N a S a’s Gateway. With FabLab technology, crews on the Moon, Mars, and in deep space will be able to manufacture critical assets, such as tools, replacement parts, and printed circuit boards on demand.
“Having an integrated capability for on-demand manufacturing and repair of components and systems during space missions will be integral for sustainable exploration missions,” said Jim Reuter, associate administrator for N a S a Space Technology Mission Directorate programs. “This is a rapidly-evolving, disruptive area in which N a S a wants to continue working with industry and academia to develop these technologies through collaborative mechanisms such as this one.”
FabLab leverages Redwire’s leadership in in-space manufacturing. Redwire’s a dditive Manufacturing Facility ( a MF), the first permanent commercial manufacturing platform to operate in LEO, has manufactured over 200 tools, parts, and assets onboard the ISS. a MF’s versatility and durability have made it a reliable resource for government and commercial customers since its activation in 2016. Building on this expertise, Redwire is continuing to develop new capabilities that will leverage in-space manufacturing for unprecedented applications to meet future space exploration goals.
For more information, please visit redwirespace.com
a BB invests $170 million in the U.S.
» Investment reflects increased customer demand for electrification and automation products
» Wisconsin greenfield facility for drives and services
demonstrates continued commitment to U.S. customers and workforce
» Inflation Reduction act supports company’s continued investment in creating more secure supply chain and strengthening local manufacturing
a BB is accelerating its growth strategy in the United States by investing approximately $170 million and creating highly skilled jobs in manufacturing, innovation and distribution operations. a BB is committed to growing in the U.S. by investing in its electrification and automation businesses that meet increased demand from industry-leading customers, while supporting the clean energy transition and the trend towards reshoring of production. This commitment is highlighted by today’s pouring of the concrete foundations for a greenfield drives and services facility in New Berlin, Wisconsin. The U.S. is a BB’s largest market, comprising 24 percent of the company’s annual revenue.
a BB technology touches every sector of the economy, from transportation to utilities to buildings. Recently passed legislation like the Inflation Reduction a ct, CHIPS a ct, and Infrastructure Investment and Jobs a ct, gives a BB confidence to invest in manufacturing capacity, distribution systems and technology innovation to bring products and services closer to customers.
Investment projects underway across the U.S. include:
» New Berlin, Wisconsin: Opening of Drives and Services manufacturing facility will increase U.S. production capacity of industrial electric drives and provide additional customer services. The business manufactures a wide range of aC variable frequency drives and controls which reduce energy consumption in buildings and industrial applications in the U.S. market. The nearly $100 million greenfield investment is expected to be completed in late 2024 and is replacing a neighboring existing facility, which employs approximately 720 workers. Some 100 new jobs will be added over the next three years.
» Memphis, Tennessee: Investing $3 million in the opening of an Installation Products Research & Development Lab and Innovation Center to accelerate development of new products. a BB remains the seventh-largest private employer in Memphis.
» atlanta, Georgia: Opening of packaging and logistics facility for end-to-end robotic automation solutions in warehouse and distribution, retail, and logistics industries. This $2 million investment will open in 2023 and create approximately 15 jobs.
» a lbuquerque, New Mexico: Previously announced $40 million investment in a new facility to manufacture Elastimold, the leading brand for underground cable accessories, to support strengthening a more sustainable U.S. electrical grid. It underpins a BB’s commitment to improve reliability
12 | IMD May 2023
and resilience of the U.S. infrastructure and assure greater safety for a merican consumers, businesses, and communities. The investment will create 55 new jobs and will be completed by 2024.
» auburn Hills, Michigan: Previously announced expansion of North american robotics headquarters and manufacturing facility as more customers turn to automation to build resilience while improving efficiency and flexibility as part of the near and reshoring of production. The $20 million investment will create 72 jobs and be completed by the end of 2023.
» Lehigh Valley, Pennsylvania: Previously announced opening of Installation Products Division Northeast Distribution Center in 2023. This more than $4 million investment will create more than 100 jobs and further regionalize aBB’s global supply chain to help reduce delivery times of high-demand electrification products to contractors by up to 50 percent.
» Columbia, South Carolina: Previously announced opening of electric vehicle charger manufacturing facility to build up to 10,000 chargers per year, ranging from 20kW to 180kW in power, to support operators building the national charging infrastructure. aBB E-mobility’s investment will create over 100 jobs.
“The Inflation Reduction act is triggering investment in clean energy and supporting businesses that can
produce technology locally,” said Michael Gray, U.S. Country Holding Officer of aBB. “More than ever before, aBB is designing and producing products domestically to serve our U.S. customers, as they move toward more sustainable electric power generation, clean energy manufacturing, electric transportation, and industrial efficiency including carbon capture and storage, as well as methane reduction.”
The U.S. federal government projects real gross domestic product to increase 2.5 percent in 2023, average 2 percent annual growth between 2024-2028, and grow 2.3 percent per year during 2029-2032. This projected GDP growth, combined with an estimated global EV infrastructure investment of more than $1 trillion by 2040, gives aBB the confidence to continue investing. aBB projects 25 percent of global EV infrastructure investment will take place in the U.S.
Since 2010, aBB has invested $14 billion in U.S. plant expansions, operational improvements, state-of-the-art equipment, products, and people, making it the company’s largest market. With approximately 20,000 employees in more than 40 manufacturing and distribution facilities, aBB is investing, growing and serving customers across america through industries that create jobs, encourage innovation and achieve a more productive, sustainable future.
For more information: www.abb.com
INDUSTRI a L MACHINERY DIGEST COM IMD | 13 www.trimlok.com info@trimlok.com Trim-Lok Corporate 6855 Hermosa Circle Buena Park, CA 90620 Trim-Lok Midwest 5540 Beck Drive Elkhart, IN 46516 CELE B R ATING YEARS CELE B R ATING 80 0 - 663-9507 CALL US TODAY! ® TRIMS AND SEALS S C M Y CM MY CY CMY K 2022 IMD AD final 11-21-2.pdf 1 11/22/22 12:16 AM TrimLok-HH-2023.indd 1 1/22/23 4:18 PM
To Buy or Not to Buy? In-house vs. Outsourcing 3D Printing

#AdditiveManufacturing #3DPrintingAsAService
Nick Dinges, CTO of Replique
With increasing uptake of 3D printing/additive manufacturing, more applications emerge. In turn, more companies consider integrating the technology into their processes. With this, the question of whether they should outsource 3D printing or produce in-house arises. a s with most business decisions, there is no simple answer and there are pros and cons for each option. However, the following six considerations should help in finding the right solution.
1. Location
If you only need to provide the parts within one country or region, having the printers centrally would likely be the best solution. However, if providing parts globally, shipping parts to the other side of the world is expensive, even without the ongoing supply chain disruptions. Engaging with multiple print farms or even with a 3D printing platform could be the better solution.
2. Design flexibility
When a product is still in the prototyping phase, parts need to be produced, tested, and sometimes redesigned multiple times. This is easiest and quickest when 3D printing is close to hand in-house, as there is less to-ing and fro-ing and design changes can be implemented quickly. When outsourcing, it can take longer to make changes as there is typically an extra link in the chain and parts need to be shipped.
3. Scalability
To decide on the scalability of in-house and external 3D printing two factors need to be considered:
» Number of different designs. With the continually increasing number of 3D printing technologies and materials, the printer-material combinations are endless. If you plan to produce a large array of
different products, this would most likely mean that they would be produced in different materials and printing technologies, and so multiple different printers would need to be purchased. In this case, outsourcing is the better solution to reduce complexity and investment costs.
» Number of parts. If large quantities of parts are needed, it might be preferable to outsource, to reduce complexity and time spent producing them in-house. Similarly, if only one or two parts are needed per week, it does not make sense to invest in a 3D printer. Ultimately, it’s about assessing your specific needs to ensure a return on investment.
4. Investment
While there are budget-friendly desktop 3D printers on the market, for certain parts, you might need high-end systems that require significant upfront investment. On top of that, maintenance, training and hiring of employees, and material procurement will contribute to the overall cost. If these expenses are not justified by production volume or innovational power, working with a 3D print farm or online production platform is likely to be more cost-effective.
5. Capability (Knowhow & Quality assurance)
3D printing differs highly from other manufacturing methods and there are several design and production
14 | IMD May 2023 BUSINESS 4.0
guidelines you need to fulfill to ensure high-quality parts. This may not be a huge problem if you possess the internal expertise and resources, but if you are falling short in any of these areas then outsourcing might be the better option to ensure high quality parts.
6. Timeline
Setting up an internal 3D printing service will take time. The buying process and installation of 3D printers is a matter of weeks, however training or hiring of employees and setting up production operations is something that will take much longer. again, this may not pose an issue in instances where time is not an issue, but if you are on a tight schedule, it might be worth considering external 3D printing.
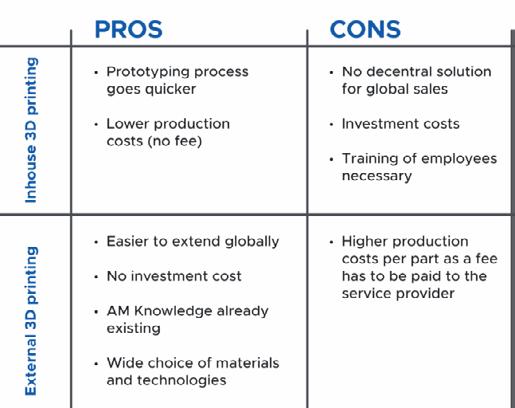
Overview Pros and Cons of Inhouse vs. Outsourcing 3D Printing

Both inhouse and external 3D printing have its pros and cons, depending on your use case. you can find a short summary of the main decision parameters to the right.
Why not combine both solutions?
In some cases, combining both options might be the best solution. you produce certain parts in-house that can be handled by your own 3D printer, while you order the rest of the parts externally. This might sound like it needs quite some coordination, however, with a digital platform this




would be very easy. Within your personal platform you can connect your own 3D printers, and can either select to print the parts in-house, or place an order and let the parts be printed externally by a 3D printing service bureau near to where the parts are needed.
Nick Dinges is CTO of BaSF-owned, Replique, which offers an industrial 3D printing platform that enables OEMs to provide parts on-demand anytime and anywhere to their customers through a global, decentralized and secured 3D printing network.
INDUSTRI a L MACHINERY DIGEST COM IMD | 15 IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
POWER
three • A merican Made Ironworkers 45 to 150 Ton Models • Circular Cold Saws Manual to Fully Automatic for Ferrous & Non-Ferrous • Tube & Pipe Notchers Manual, Electric & Abrasive Convenient & Free. We bring Scotchman machinery to your location. See them in action & test cut your material without leaving your place of business, anywhere in the lower 48. Scan QR code or Call (800) 843-8844 www.scotchman.com Scotchman IMD Half Page Ads 2022.indd 1 Half Page Ads 2023.indd 1 3/31/23 1:24 PM
of
airfoils, airflow, & Thermal Dissipation: The advanced Science Behind Big ass Fans
FEATURING:
Dealing with Heat
Ever heard of thermal stratification? If you’ve had a chocolate bar, or you’ve had a glass of wine it is a high probability that the product you consumed came from a facility that is completely familiar with temperature gradients and the thermal differential between the bottom shelf of storage and the top of shelf storage. The items on the top shelf in the storage facility were probably subject to higher temperatures than the items on the lower shelves. and when the wine was fermenting in barrels, many producers choose to rotate barrels in storage so that the average temperature that the barrel is exposed to is more consistent and wine quality is more predictable. a lot of energy is expended to keep the products rotated - what about solving the problem directly?
ah, we just hit on one of the sweet spots for Big a ss Fans. admittedly when I ventured down this path to understand the science behind a Big a ss Fan, I had no idea what to expect. I saw products for industrial and commercial applications with pretty significant wingspans. I knew a friend that actually purchased one for his home. Since this is an industrial focused magazine, I wondered whether our readers would be interested in Big a ss Fans - it took me 10 minutes of reading case studies to realize this isn’t a company that sells fans. It is a company that sells airflow solutions that solve thermal and occupant comfort problems.
Big a ss Fans is based in Lexington, Kentucky and employs 625+ people globally. My understanding is the original name was “The HVLS Fan Company” and the company started by cooling areas for dairy cows. The company now addresses airflow issues related to comfort

or thermal challenges like the temperature differential issues described above in commercial, industrial, or residential settings. Everything from “it’s hot in here” to loss prevention on storage solutions are in the scope of applications that Big a ss Fans addresses.
We talked shop with andrew Koukis, who has been with Big a ss Fans for about 7 years in a variety of roles. His experience includes residential sales, industrial sales, inside sales, outside sales, and product management of BaF industrial fans and BaF residential fans. Currently he is the GM for the Industrial fan business, and brings to our discussion a view that comes from working with all the different groups within the Big a ss Fans’ organization, whether it be marketing and sales, or engineering and the operations team including manufacturing and logistics.

Generally we reserve Talking Shop for a 1:1 discussion, however in this case I wanted to also bring to our readers an understanding of the science and engineering that is being brought to bear when applications of the products are being designed to solve real world problems. David Rose is a 7.5 year veteran at the company, and uses his Mechanical Engineering background to solve problems for clients. He manages the applications engineering group and is responsible for developing and proving new applications for Big a ss Fans products. anytime someone calls with a non-mainstream problem, David’s group is called upon. David’s group includes 8 other MEs that design tests, unique applications, design guidance documentation, and perform simulation and analysis on their solutions (including computational fluid dynamics, heat balance energy modeling, thermal imaging, and thermal transfer analysis). He most recently took on the role of Product Manager for BaF’s industrial HVLS product lines.

16 | IMD May 2023
TALKING SHOP WITH: andrew Koukis, GM of the Industrial Business Unit, and David Rose, Sr. Manager of the applications Engineering Group.
#simulation #analysis #IoT #analytics #thermalscience #airflow #buildnewbusiness
TALkING SHOP
Andrew Koukis David Rose
Going To Market
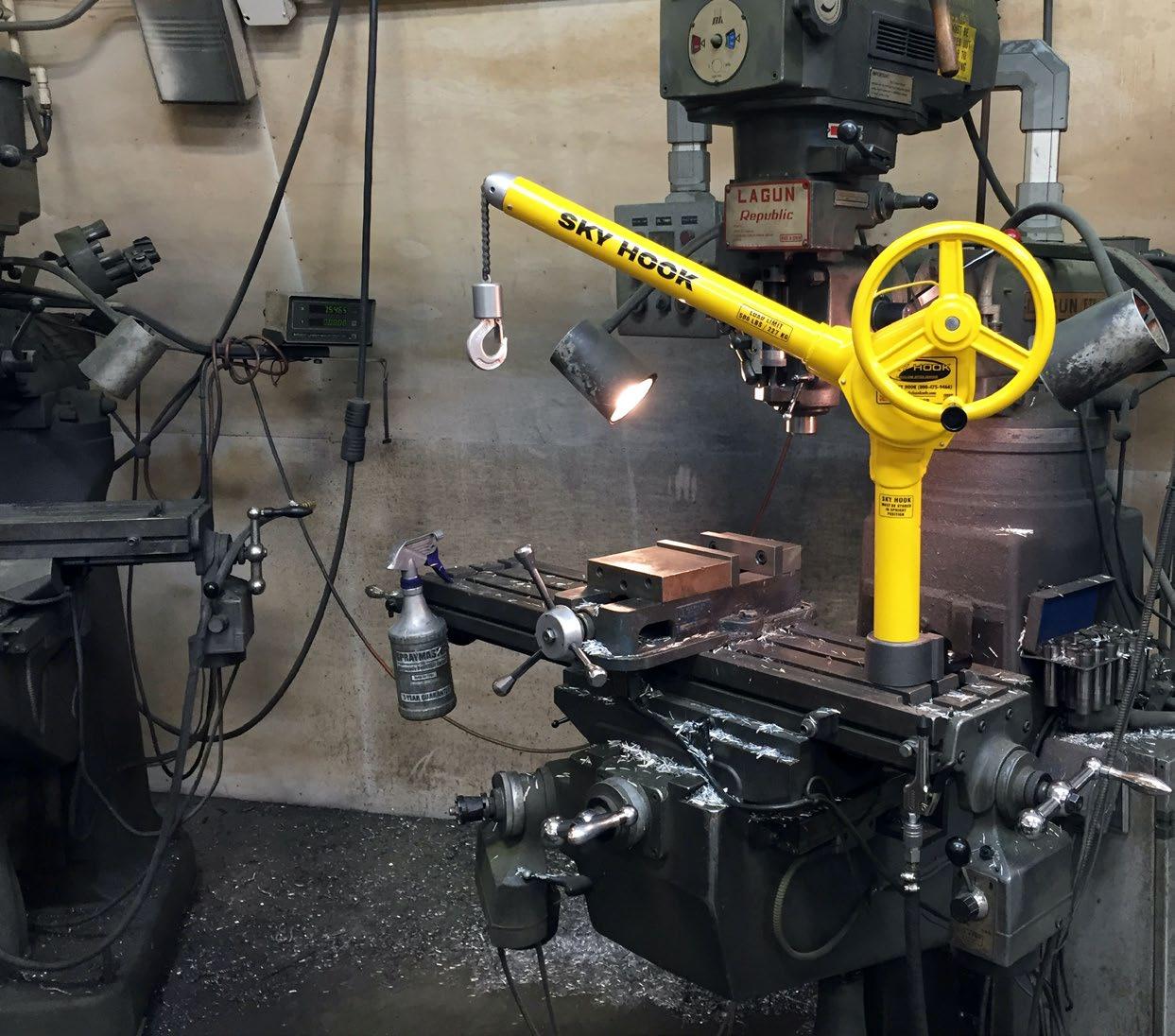
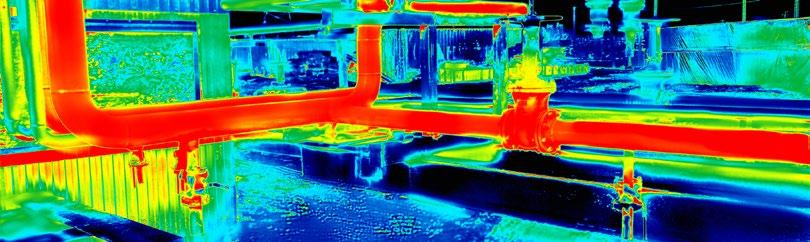
TREY: I see that one important objective that you guys have is to positively impact the work environment. I also see that there are situations where in the industrial chain of product creation or a line in a factory where you can have specific solutions that may be required to modify or reduce the temperature as an item moves from one work center to the next, maybe because it has to be handled differently. I saw this example in your white papers with these tow hooks that were a case study where heat maps had been prepared and some thermal analysis performed. How do companies engage with you for these projects? What are the lines of business that you have? How are you organized in terms of going to market?
ANDREW: From a business perspective, organizationally we have 5 different segments. We have an Industrial segment that comprises
about 70% of our revenue, and that business is focused on a direct to industrial consumer, or B2B model. We have an aftermarket group which is focused on providing aftermarket parts and customer service, that employs over 20 customer service representatives here in Lexington, Kentucky and are focused really on providing the best service in the world. Our net promoter score is 82 or above and if you look at our annual averages, this score is absolutely world class. People like amazon, apple, and Tesla are in the 50s and they are considered the best. When I say the men and women in our customer service team are the heart of our organization, I think everyone in the company would agree with that. Their technical aptitude is through the roof and they take care of the customer every single time. That could mean flying to some far off country, to fix 800 fans that were installed incorrectly, which is something we have done. We do that on our dime.
We have a New Construction business which is primarily focused on industrial and commercial spaces and works through some of the best industrial equipment partners in the world.

TREY: That’s probably what you would consider to be Design/Build services right? The customer is designing the climate systems for their environment, and you are identifying what kind of role the Big a ss Fans can play to make the environment more efficient, more energy efficient maybe, and more human efficient in terms of impact you can have on the workers in the facility. Right?
ANDREW: Exactly. and that is a new arm of our business. I would say probably 6-7 years ago it was something that we were not interested in at all, we were entirely just B2B. So, it is an expanding and new arm for us. It’s something that has been beneficial to us from a revenue perspective and also from an awareness perspective. We think everyone knows what a Big ass Fan is, but in reality there
INDUSTRI a L MACHINERY DIGEST COM IMD | 17
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
are plenty of people that don’t know the benefits of High Volume Low Speed fans in general, as a product category. another portion of our business, which is certainly not as well known but that we really take pride in, is our Residential business. We have about 80-90% of this business as B2C via third party channels or our direct ecommerce channel. We have 13 inside sales representatives, which allows any consumer to pick up the phone and call Big a ss Fans to order one Haiku for your home, or your interior designer to call and buy 10 Haikus for another place. It’s an important part of our business and something we have had in our portfolio since 2012 and it has continued to grow and expand with additional product lines. We are certainly under-penetrated in that market, but we also sell a residential fan that can approach $2,500 where most fans from the large home warehouse stores that most consumers have in their homes are $150 or $200. So we really created that upper market.
The final segment that we have is our International business. That is a growing market for us. Certainly awareness of HVLS fans and airflow in general, really the importance of worker comfort, productivity, and safety across 7 different continents, is wildly different abroad than here in North america. However, that is a business that is a core focus for us and we have offices in australia, Singapore, Malaysia and Canada, where they service their regions respectively.
OILGEAR HYDRAULIC PRODUCTS

AXIAL PISTON PUMPS… Oilgear open loop axial piston pumps are offered in a variety of models and displacement sizes to match required performance. Models include both medium and high horsepower, medium and heavy duty, low viscosity pumps, plus a series of multiple fixed delivery pumps. Of the many industries Oilgear serves, a primary one is mobile and off-highway applications. Oilgear pumps are recognized for high performance in the toughest environments. Their heavy duty designs resist contamination as well as operating on low viscosity specialty fluids.

VARIABLE PUMPS…


Whatever the application, Oilgear has the ideal pump to fulfill the requirements.

MULTIPLE FIXED DELIVERY CHECK VALVE PUMPS…


• High pressure to 15,000 psi
• Heavy duty construction
• High contamination tolerance
• Operation on low viscosity fluids
• Multiple deliveries up to three displacements from a single pump
Problem Statement

DAVID: If I remember the question, it was how do we get to an engagement point with a customer that is trying to cool a tow hook that is coming out of an oven at 700 degrees Fahrenheit?
TREY: Right.
DAVID: Whether it’s tow hooks, employee retention, or looking to save money on energy bills because a customer looks down and thinks “Wow, energy has gotten expensive,” or whatever it is, it always starts with a problem. Very few of our customers call and say they would like to purchase two of a very specific SKU and have them installed two months from now. It is a very different engagement than most B2B interactions are. We are really focused on the right solution.
So a lot of these customer conversations start with a problem. “My facility is too hot…”, “My people are quitting in heat waves…”, “My energy bill has gone up 30% because my cooling equipment just runs all the time now…”. These large problem statements usually get passed from a sales rep to a dedicated application engineer with a specialty in the solution area. We are one of the only companies out there that have this type of specialized group and have handled these types of situations before. One differentiator is that we aren’t making super special customized products for each problem.
If you were to engage a mechanical contractor, they would probably cobble together a very customized “Frankenstein”-type of machine that would be difficult to service and be lacking in reliability. We are really about engaging the problems, and presenting solutions that use the products we have developed.
airfoils and airflow
TREY: Tell me a little bit about the design of your airfoils without giving away any IP or trade secrets. It sounds like it is a lot like designing a wing.
DAVID: It is, except that the wing is going through the air with a direct angle of attack and air is flowing above and below in relatively the same direction. We have to take into account and manage a certain rotary slip condition for our airfoils. The way that we do that on our products that are focused more on raw performance is a lot of winglet optimization [Ed Note: winglets are on the edge of the wing that help to manage smooth flow of air off the edge of the wing and are usually shaped like vertical fins on the edge of the wing]. One of ours right now looks a lot like an airbus a 320 winglet.
7355
The other way that we do that is with what we call an “air fence”. It is about the size of half a winglet, and about two-thirds of the way out on the airfoil. The air fence manages the slip condition and reduces some of the turbulence induced on the inner half of the airfoil. So, instead of the air slipping off the backend of the airfoil it is actually redirected to ensure it goes down to the floor
18 | IMD May 2023
847-676-2910 FAX: 847-676-0365
N. Lawndale Ave., PO Box 6, Skokie, IL 60076 PHONE:
WWW.MACMHYDRAULIC.COM
where we are delivering impact. It generates a bit more thrust, more thrust means more airflow, more airflow means more happiness.
TREY: What are the volumes of air that you can typically move with one of your solutions? I know it sounds like it's big.
DAVID: yes it is quite large. For our 24 ft, which is our largest standard size (diameter) that we sell, and our premium product which is Powerfoil X4, that one moves an aMCa-certified 273,838 CFM (cubic feet per minute). That is quite a lot. So could you effectively zip tie 20 fans together and get to 270,000 CFM? yes, sure. But the magic of HVLS fans is that 270,000 CFM is being moved by a 2.5 hp (horsepower) motor. That’s it.





TREY: That’s awesome.
DAVID: yes. and I would say, about the design process, one of the things that separates Big a ss Fans from not only other manufacturers of HVLS fans, but also other manufacturers of mechanical equipment at large, is that everything on our premium fans is designed to be on a fan. We aren’t going out and just picking motors and gearboxes, we aren’t picking NaCa (National advisory Committee for aeronautics) airfoil shapes. That airfoil was iterated, designed, and tweaked until we were happy with how it performs on an actual HVLS fan. Same thing with the motor, the gearbox, the VFD (variable frequency drive). all of it is selected and designed in concert with our component
manufacturing partners to make sure it is absolutely dialed to be on an HVLS fan.
Service, Support, and Safety
ANDREW: and that exact point is reflected in our warranties. We have true industry leading warranties in that what we say is very up front. Up to 15 years “bumper-to-bumper,” no questions asked. If something goes wrong, you call us and get us and it is on us.
David’s point is something I want to reiterate. The design from our engineering team is a direct reflection of us wanting to ensure that safety and performance are the key elements of a Big a ss Fan at all times. The safety of the workers and their health is of vital importance. The airflow is great for that, but we will never compromise on safety, we will never compromise on quality. That’s why we will spend 2 years and $5 million developing a motor in-house, then going to find a sourcing partner to make that motor. Our motors are our motors. We may not manufacture them but we design them. Our drives are our drives. Our Powerfoil D fans, we do the SMT (surface mount circuit boards) for them here on-site in Lexington. That is one of the big differentiators when we talk about design - we have the capacity, the personnel, and the acumen to do it.
TREY: So you do all the component placement from


INDUSTRI a L MACHINERY DIGEST COM IMD | 19
See Us Online or Call : (251) 937-0947 HEAVY DUTY - LARGE CAPACITY MEMBER SUPPORTER www.carellcorp.com • www.eaglebendingmachines.com Angle Rolls • 1” to 10” Capacities, 30 Models, Custom Tooling, CNC & Coiling Options Section Bending Machines 1" to 4" Capacities, 15 Models, CNC Options Twist & Spiral Options Available 30yrs of Plate Rolls • 16Ga. to 6” Capacities, 80 Models, CNC Options & More!
the component reels and do the soldering on the circuit boards?
ANDREW: yes on our PFD line.
TREY: These blades are big right? 24-30ft?
ANDREW: That is the diameter. So the blades are 12-14 ft. on some of the larger units.
TREY: Still that is big. How do you make sure they are safe? Do you have sensors on the blades? How do you measure fatigue or stress or see stress fractures? It seems to me you are operating in environments where there could be significant temperature gradients to which your blades are being exposed, through different seasons, and eventually, I don’t know the material they are made of but it seems like that could induce stress related failures. How do you measure those kinds of things, and how do you prevent them? How do you know when they are about to happen? What are the preventative maintenance indicators, and what kind of redundancy is built in for this huge 270,000 CFM device that is on the ceiling operating above my workers? How do I make sure I don’t show up and find it on the ground one day?
DAVID: Safety is something we don’t compromise on, even down to our most economic offering. It has the same safety features as our most premium offering. Safety isn’t something that gets value-engineered out at Big a ss Fans. a lot of the airfoil stress can be mitigated through a proper hub design. Contrary to a lot of what people think, something very stiff also transfers a lot of stress. So our hub is not one piece of aluminum that we have machined out and have the airfoils attached to, but rather 12 or 13 different plates that are assembled together with hardware. What that allows the hub to do is to flex and move with
the dynamic nature of those large cantilevered airfoils. The other thing is our spar attachment is more robust and that distributes the stress more effectively. Those designs are validated through simulation and real-world testing. We have a 40,000 sq ft R&D facility with all sorts of testing equipment.

In the case of an airfoil attached to a hub, we place it on something we call a shaker test. It is basically a vertical oscillator that takes the hub and shakes it up and down for millions and millions of cycles. That allows us to get a really good idea of what that fatigue and stress limit is for that assembly. additionally to that, we know where certain applications are going to have more induced stress on those assemblies than others, and we have really well developed guidelines about fans and where they should be mounted, from our accumulated knowledge over the years. For instance, if you are located in Oklahoma, and have a building with no side walls, don’t mount the fans exposed below an eve where you will routinely get 30-40 mph cross-winds.
ANDREW: That is also the benefit of working directly with the end user. Not only does it drive safety improvements, and us being the first entrant into the market we had that benefit of learning in real-time, but it drives innovation and new products too. We hear from the customer what their problems are, we hear about new applications and the customer may want to do something themselves, and we say to them “don’t do it that way, let us develop a solution for you.” Our core innovation beliefs are to do it better than anyone else does, to do it safer than anyone else does, and provide a product that solves a problem in the real world, and all of that starts with safety.
20 | IMD May 2023
Our aFRS, or a irFoil Restraint System, is effectively a seat belt for the airfoil. It connects to the hub and runs through the inside of the airfoil all the way to the winglet. In the event that something were to happen to an airfoil that was critical in nature, it would never make an impact with the ground. It would never fall from the fan and the associated engineered redundancies
Moving Heat
TREY: How much thermal transfer can I expect with 270,000 CFM of air being moved? When you design these solutions, how do you take into account thermal dissipation? What is the expectation someone should have for thermal impact?
DAVID: The magic of it is I don’t need to change the dry bulb temperature for occupants. That dry bulb temperature is what your wall thermostat reads. The airflow we are creating comes off the fan in a relatively vertical column and is being pushed at fairly high dynamic pressure such that when it hits the floor or target area, it spreads out. Imagine if you had a bottle of water and poured it over your dining room table. It would spread out in all directions and likely much further than you think it should from the 12 oz bottle you used. Being able to spread air like this, by using a relatively low power consumption, and that it can cover such a large area with airspeed is very important to the overall application. I mentioned airspeed there because it is a little different than airflow. a irflow, of course, we are talking about a volume of air per given time. a irspeed is how fast the air is moving across where your occupants are. a nd that airspeed is what provides the cooling effect to your occupants. That cooling effect is due to the evaporative heat losses due to your slightly wetted skin, and due to convective heat losses.
TREY: I get it now. you are providing a medium for moving the heat. you are not actually changing the temperature. It’s providing the transport to pick up heat and move it away.
DAVID: yes, whether it is a tow hook or the human body, it is about how you define that system. We know if you define the system as the four walls and roof of the warehouse, the total energy in the warehouse is the same. But if we define the system as a worker that is 6’ tall and 200 lbs, and we introduce them to 200 feet per minute of airflow, we know we are going to reject the energy equivalent of about 7 degrees Fahrenheit of thermal comfort to their body. They are going to be a lot happier than they were before.
Sensors and Data
TREY: Where does additive manufacturing play a role in your manufacturing process? a re the airfoils made through additive manufacturing?
DAVID: There are no additive manufacturing techniques
in production parts but we do use it extensively in prototyping and R&D work.
TREY: Do sensors play a role in the devices?
DAVID: Sensors absolutely play a crucial role. Most importantly, BaF HVLS fan controllers like our premium controller BaFCon, measure air temperature and automatically adjust fan speed to continuously deliver thermal comfort even as conditions change. BaFCon also takes inputs from the variable frequency drive on the fan to relay any cautions/warnings/faults to the user and allows the fan to be reconfigured or reset from ground level. On the fans themselves, some of our products also have an accelerometer onboard to detect impact or imbalances caused by external forces. If these events are detected, the fan will adjust its speed or shut off to avoid damage.
TREY: a re there IoT integrations or monitoring on these fans?
DAVID: We are developing an IoT system for industrial fans currently with targeted launch in 2024. Our residential products are supported by an IoT system and practically all of our products are routinely integrated into 3rd party building automation systems in both commercial and industrial spaces.
TREY: What role does analytics play in either the front end or ongoing support?
DAVID: Data aggregated from connected fans and the users of our residential IoT system are turned into insights about thermal comfort preferences of different categories of users in various settings and conditions, and insights about how fans are actually operated in different types of spaces. These insights have been used to inform product development efforts in the past and in the future. On the industrial side, we're hopeful of the forthcoming IoT system being able to identify potential failures or issues before they occur and kick off a predictive maintenance event.
FOR MORE INFORMaTION:
Big a ss Fans is an HVLS fan company based in Lexington, Kentucky. For more information contact trey@indmacdig.com or gretchen@bigassfans.com. The website for Big a ss Fans is www.bigassfans.com.

INDUSTRI a L MACHINERY DIGEST COM IMD | 21
Increase Reliability of All Hydraulic Powered Machinery
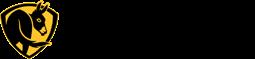
Innovative, patented design places motor and gear pump in the oil reservoir to protect critical components while limiting maintenance and equipment downtime
For heavy machinery like snowplows, dump trucks, backhoes, front loaders, and rear loaders, Hydraulic Power Units (HPUs) provide the “muscle” behind critical operating machinery used to lift or control articulating arms as well as dig, hammer, pound, and compact. Similarly, HPUs are critical for operating industrial machinery such as tilt trailers, lifts, jacks, lift gates, boat lifts, dock locks, compactors, and cranes. However, frequent exposure to moisture from weather, washdowns, worksites, and roadways as well as humidity and other corrosion-causing factors can wreak havoc on the hydraulic component parts.
For decades, there has been little variation in the basic component configuration of HPUs, which convert electrical power to hydraulic energy. Highly complex hydraulic systems consist of many components including manifolds, directional valves, heat exchangers, pressure gauges, and the system’s motor and pump, which are mounted to the top of the oil reservoir. additional components such as filters, pressure gauges, and heat exchangers may also be needed to meet application requirements.
While the design is technically sufficient, OEMs have long sought ways to improve the overall reliability of hydraulic systems that must operate in inhospitable, moisture-laden environments. One challenge is that high-value components like the motor and pump are also the most likely to require repair or replacement in many cases. yet current HPU design involves mounting the motor and pump to the reservoir, which exposes the components to the environment and potential corrosion damage.
Even if the HPU is in a toolbox with the vehicle battery, it is regularly exposed to moisture from various sources. accelerated corrosion only leads to premature service, repair, and replacement.
Since critical equipment and machinery cannot function without a sound hydraulic system, downtime and lost revenue can result as well. When this occurs, OEMs receive service calls and complaints from customers that are having problems with the unit. This can reflect poorly on the brand, lead to negative online
reviews, and even a loss of future sales.
In addition, while not a concern in all applications, smaller, more compact HPUs are generally preferred where space is limited.
To significantly increase HPU reliability and provide greater design flexibility, a leading hydraulic parts manufacturer, KTI Hydraulics Inc., redesigned these vital components to create the industry’s first “Submerged
22 | IMD May 2023 New Submerged HPUs
SAFET y & MAINTENANCE
DC HPU.” Founded in 1998, the Santa a na, C a- based company provides Hydraulic Power Units and components for use in commercial and industrial hydraulic equipment.
In the patented design, the motor and gear pump are protectively submerged in the reservoir fluid, rather than the typical configuration of mounting the motor/gear pump and manifold to the top of the reservoir.
Protecting the motor and gear pump in this manner has many benefits. When the motor and gear pump are submerged, the high-value parts require substantially less maintenance and replacement. The new units are particularly ideal for equipment and machinery operated in harsh, wet corrosive environments. The oil also functions as coolant, resulting in a longer duty cycle.
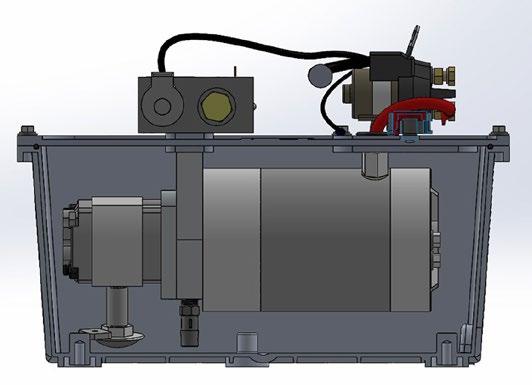
KTI Hydraulics Inc. offers the Submerged HPU with a 1.8 KW 12V and 24V DC motor with superior ingress protection (IP) ratings (a measure of an enclosure’s resistance to dust or liquid intrusion). The HPU includes a pressure-loaded gear pump, potted solenoid, and a reservoir with five quarts of usable volume. Several optional add-ons are available as well.



The new, innovative HPU configuration also enables a more compact design (15 1/2” x 9 1/2” x 8”), which is ideal for OEMs looking to minimize the space required for hydraulic components.
To provide more flexibility in design for OEMs, the Submerged HPU is offered with a variety of common
hydraulic circuits. Custom circuits can be designed upon request. This configurable approach allows for one base unit to utilize multiple circuits.
The Submerged HPU allows the OEM to change the manifold to work with a multitude of different standard or custom circuits. This contrasts with current HPU designs that lock the OEM into either a single-acting or doubleacting configuration.
For hydraulic equipment distributors, the capability eliminates the need to stock four different types of HPUs, conserving inventory space and capital. With the submerged HPU, the distributor can purchase a single SKU item to hold in inventory and then the needed manifolds.
Given the critical importance of Hydraulic Power Units in industries from agriculture to construction, heavy equipment, mobile and recreational vehicles, Submerged HPUs are bound to appeal to OEMs experiencing excessive service calls. By ensuring the motor and gear pump are protected within the oil reservoir from wet or humid environments, the result will be fewer repairs and greater equipment reliability.
FOR MORE INFORMaTION:
For more information, visit ktihydraulicsinc.com or call 949-752-8818. U.S. Patent: 16/714.592; International Patent: PCT/ US19/ 66410.
INDUSTRI a L MACHINERY DIGEST COM IMD | 23
Industrial Magnetics Inc. 1385 M-75 S, Boyne City, MI 49712 PHONE: 1.231.582.3100 magnetics.com ADVANTAGE LIFT™ MAGNETS Industrial Magnetics Inc. imi@magnetics.com Phone: 888.582.0822 Get the Advantage with » Permanent Rare Earth Lift magnet that’s built to last in heavy-duty industrial work environments » Handle locking lifting bail prevents accidental load release during lift » Handle moves laterally instead of pulling, pressing buttons or levers » Vertical lift lug adapter optional Scan Me! IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
Pipeline Plastics
#Plastics #AdvancedManufacturing
By Trey Bell
according to the IBISWorld Industry Report, the metal pipe and tube manufacturing industry in the US is expected to decline by 4.4% in 2023. The industry's revenue is expected to reach $17.4 billion in 2023, down from $18.2 billion in 2022, and below the $18.0 billion in 2018. The decline in the metal pipe and tube manufacturing industry is being driven by a number of factors, including the increasing popularity of plastic pipe, the rising cost of metal, and the growing demand for sustainable materials.

» In 2022, the global metal pipe industry generated $123.98 billion in revenue.
» In 2023, the global metal pipe industry is expected to generate $119.74 billion in revenue.
» This represents a decline of 3.3% in revenue from 2022 to 2023.
» The decline in revenue is expected to continue in the future, as plastic pipe becomes more popular and the cost of metal continues to rise.
» Metal pipe is not a sustainable material as it requires significant energy to produce.
Growth of Plastics Pipe
HDPE pipe has been growing in popularity in recent years due to its many advantages over traditional metal pipe. In 2020, the global HDPE pipe market was valued at $36.9 billion and is expected to reach $52.1 billion by 2027. The growth of the HDPE pipe market is being driven by a number of factors, including:
» The increasing demand for expansion and replacement of aging water and wastewater infrastructure
» The need for corrosion-resistant pipe
» The ease of installation of HDPE pipe
» The cost-effectiveness of HDPE pipe
a s a replacement for metal pipe opportunities, HDPE pipe has a number of advantages including:
24 | IMD May 2023
MANUFACTURING SHOWCASE
» Corrosion resistance: HDPE is resistant to corrosion from a wide range of chemicals, including acids, bases, and salt, as well as soils and wastewater byproducts. This soil and wastewater byproduct resistance makes it ideal for use in applications such as water and wastewater treatment.
» Flexibility: HDPE is a flexible material, which makes it easy to install in a variety of applications. It can be bent and shaped to fit around obstacles, which can save time and money on installation. HDPE is a more desired product for trenchless installation such as horizontal directional drilling (HDD).
» Durability: HDPE is an extremely tough material that can withstand a wide range of environmental conditions and rigorous operating conditions of force mains. It is not affected by extreme temperature, or UV radiation.
» Cost-effectiveness: HDPE pipe is often more cost-effective than traditional metal pipe. This is due to the fact that HDPE is a lighter material, which means it is easier to transport and install. HDPE is also less expensive to manufacture than metal pipe.
Municipalities and High Density Polyethylene (HDPE)
Population increase in many metropolitan areas is stressing older infrastructure. In some cases this potable water and wastewater infrastructure is over 100 years old. a s a result, many municipalities find themselves in a position of not just
need but indeed requirement to change. HDPE demand is being driven in large part by these municipalities, especially as more of these factors emerge:
» Rapid urbanization: a s we previously mentioned, urbanization is a major driver of demand for municipal HDPE pipe. a s cities grow, they need to invest in new infrastructure, including water and sewer systems.
» Increased infrastructure spending: Governments around the world are investing in upgrading aging infrastructure, including water and sewer systems. This is driving demand for HDPE pipe, which is a popular material for these applications.
» Demand for sustainable materials: There is a growing demand for sustainable materials, and HDPE is a sustainable material. It is made from polyethylene, which is a renewable resource.
» Improved performance: HDPE pipe has improved performance over the years. It is now more durable and corrosion-resistant than ever before.
» Cost-effectiveness: HDPE pipe is often more cost-effective than other materials, such as metal pipe.
a s a result of these factors, the municipal HDPE demand is expected to continue to increase in the future. according to a report by MarketsandMarkets, the global market for municipal HDPE pipe is expected to grow from $12.8 billion in 2022 to $21.2 billion by 2027. This
Hydraulex is now one of five Authorized Linde Service Centers within the USA & Canada. Being a part of the Linde Service Center (LSC) Program - we have factory-trained technicians, and are factory-supported by Linde Hydraulics. We can help with your Linde HPV, HPR, HMV, HMF, HMA, CMV and CMF series components with replacement units, repairs and parts.
To learn more, give us a call, email us or visit us at HYDRAULEX.COM
1.800.323.8416
INDUSTRI a L MACHINERY DIGEST COM IMD | 25
AUTHORIZED LINDE
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
seattlesales@hydraulex.com WE’RE AN
® SERVICE CENTER www.hydraulex.com
represents a compound annual growth rate (CaGR) of 7.6% from 2022 to 2027.
The report also projects that the a sia Pacific region will be the largest market for municipal HDPE pipe, followed by North america and Europe.

Well Positioned to Win
There are generally two types of HDPE pipe manufacturers in North america - those companies that are owned or controlled by resin manufacturers, and those that are free to choose the resin they want to use. Examples of the former include WL Plastics owned by Ineos, Performance Pipe owned by Chevron Phillips, and JM Eagle with family connections to Formosa, agru, and others. “Converters,” as pipe manufacturers are generally referred, because they convert resin to pipe, include two category manufacturers which are 1) Solid Wall - pressure pipe (water and wastewater) and non pressure pipe (conduit for data, electrical), and 2) Corrugated - mainly storm water pipe which operated under gravity flow. Pipeline Plastics, based in Westlake, Texas, is the largest Solid Wall converter in the United States not owned by a resin company.
Mike Leathers, the President and CEO of Pipeline Plastics, believes they are best positioned to take advantage of the growth opportunity in HDPE. By 2024, Pipeline will have capacity for production of nearly half billion (480,000k) lbs across 4 plants. This is based on a growth plan to utilize existing available space for new lines and
adding buildings. Not only are they filling capacity, but they are doing so with a tendency toward sustainability.
“We are one of the better companies from a sustainability perspective. With energy efficient equipment, safety culture, recycling and reuse helps keep our “footprints” [carbon] low. Lines that have really high output capacities assist these efficiencies.”
Jordan Latham, Vice-President of Manufacturing, also provided this insight on the company when asked about advanced manufacturing. “Our industry, as well as Pipeline Plastics, has transitioned into the 21st century with an enormous amount of automated processes to help ensure constant supply to the customer of quality products and to support company growth. 10 to 15 years ago, all of our process equipment still had analog control systems. you would manually calculate pounds per hour (PPH) because an extruder is just a volumetric pumping machine that is not entirely controlled.
Now with a push of a button, our gravimetric system and operating control systems allow us to control every aspect of our product precisely. With our inline wall monitor system, we can give customers the reassurance that the product is perfect. This, coupled with our automatic coiling system, helps to ensure that we will continue to make pipe even with the constraints in the staffing market now.
In the future, our facilities will become automated even further to overcome the shortage of skilled employees
26 | IMD May 2023
in the market. We have already started down this path for our 2023 and 2024 Capex.”
Leathers told us Pipeline provides water and wastewater pipe to municipalities, mining, agriculture, irrigation, industrial, and energy sector as well as pipe for natural gas distribution (NGD - yellow pipe). “Our pipe is a versatile product serving a diversified industry base - which really helps in balancing our business against the ups and downs of different industry segments.” Mike went on to let me know that they were providing pipe for a couple of semiconductor and battery fabs in arizona and North Caroline, respectively. He was keenly aware of the CHIPS act that we discussed in our March edition of IMD, and the positive impact to the semiconductor industry of the funding which has been made available by Congress to the semiconductor ecosystem. Further tailwinds for both oil & gas as well as municipal water funding are beginning.
Manufacturing HDPE Pipe
I asked for an overview of the manufacturing process, as my experience with plastics was limited to some injection molding lines at a facility in Erie, Pa where large presses forced resin through precision dies to create enclosures and triggers for spray bottles. The presses were big and the dies were super heavy - causing change over challenges. I figured with a pipe it would be something close - but was proven wrong out of the gate.
“Is it pressure or temperature that melts the resin?” I asked. “Temp mainly but a combination of factors to provide highest outputs and quality” said Leathers. Ok, time to sit back and learn was my reaction.
The resin arrives via rail to the manufacturing locations, and is pumped via air into the silos. White pellets of virgin ethane-based resin (ethane, ethylene, other by-products of fossil fuels - so consuming waste from other processes) and Pipeline Plastics uses resin from US-based providers. It is considered a 5th generation resin, with a formulation designation of PE4710 which is the latest formulation. This resin is generally considered to produce a higher performance pipe, and provides for improved benefits along with great margins of safety against unforeseen operating challenges. The mix is called salt and pepper because the virgin white resin pellets are mixed with a 6% content of carbon black concentrate. My initial thought was that carbon black provided some type of structural integrity, but that was incorrect. It is primarily for UV radiation (sunlight) protection so if the pipe is in the sun it isn’t going to degrade the material integrity, after even decades of direct exposure.
air moves the resin pellets from the silos to the line destinations, where the pellets are fed through blender and

dryer system, and eventually through a gravimetric feed to a feed throat The feed throat delivers the material to screws which moves it through barrels that have different heat zones, which incrementally heat the material to keep it flowing. It then hits the die and pin and comes out in the shape of a pipe. a vacuum tank and puller begin the pipe down the line, where the pipe will encounter spray tanks and annealing zones.
The secret to success here is the measurement of variables and the reaction to the variables - how fast can the material heat up, how fast can the pipe be moved, how fast can it be cooled down. There is a closed loop feedback system to the puller and extruder to manage speed of pull and quantity of material being introduced. The typical approach is to keep the screw speed (extruder) consistent and vary the speed of pull based on the melt indexwhether it is melting faster or slower than anticipated to hold wall thickness.
Removing Heat
Getting rid of the heat in the extruded pipe is the next extrusion challenge. Spray tanks are used on the lines. These spray tanks are different from the “older” extruded approach where the pipes would be submerged under water to be cooled. With technology, it was determined that water was acting more like an insulator in this situation - which limited thermal dissipation. Now the approach is basically to spray or mist the pipe rather than submerge the pipe into water. Water pumping and chiller equipment cool the water and enable water recycling for the line.
While water is being sprayed on the outside, cold air is being forced through the middle of the pipe. This dual cooling approach allows the pipe to be cooled from the inside and the outside.
annealing zones between the spray tanks allow heat to radiate to the outside of the pipe to reduce any residual stresses caused by this differential cooling.
INDUSTRI a L MACHINERY DIGEST COM IMD | 27
Nothing is Wasted
The continuous pipe run then moves through an automated saw on the line to cut the delivery lengths. For instance on large pipes, it is usually delivered in 50ft sticks. However, the delivery method depends on the pipe size and can be in a bundle of sticks, or in a coil depending on pipe dimensional characteristics. Sometimes this can be in the form of 2500 ft or 5000 ft coil of pipe. “We can make a mile of pipe as a single piece on 8” and lower,” said Leathers.
This entire process happens over a 300 ft section with auto saw cuts, then auto load to tables occurring as the last work step inside the four walls. a manual forklift moves the staged pipe to the yard and quality control checks and processes are completed.
Throughout the manufacturing process, any startup pipe or test pipe used for testing pressure performance, testing density, or testing mixtures of additives, is simply sent back to a grinder to be ground back into the resin pellets and used again.
To measure whether tolerances have been met for wall thicknesses, SONaR is used. Inoex provides the SONaR (Warp System) for measurements. The WaRP system provides a 360 degree, continuous measurement of the OD and pipe walls to assure the pipe is uniform and complies with all dimensional requirements.
Changeovers and Interchangeable Lines
Pipeline Plastics has 4 plant locations with multiple lines at each location. Generally the production lines can be configured to do anything from ½” CTS going 80 fpm to 65.5”. Various lines can do changeovers to perform different sizes within a line group, for example. 1”-8”, 8”-16”, 12” - 24”, 24”-36”, then large lines up to 65”, which in aggregate provides the market with one of the largest size range options available. There is line redundancy for highest volume HDPE and NGD (natural gas distribution pipe).
Changeovers require a new die, new pin, seals for tanks, and half-moons that move the pipe.
Says Leathers, “We can make very thick or thin pipe. HDPE pipe is normally specified by its OD and diameter ratio, or DR - for example 24" DR7. This means a nominal 24" IPS outside diameter and a OD/DR ratio of 7. The lower the DR the thicker the pipe, and the more pressure it can take - to satisfy pressures like 100 psi, 200 psi, or 300 psi. The beauty of this product is that the connecting of pipes is just melting them together which is known as a heat fusion process. This creates a continuous pipe with no gaskets. There is nothing to crack or leak, and no cyclical fatigue if pressures change. a mong other things, the pipe can also be ‘snaked’ - there is less need for fittings for minor directional changes.”
Managing Production and Building People - Safely
Pipeline Plastics uses a proprietary system which provides executives with a view of the plant performance in real-time. Production schedules, and production metrics
can be reviewed at the click of a button, much like navigating spreadsheets. Data being captured includes production data and history, production output (PPH), downtime, and other metrics.
Quality and safety metrics are also part of the production operations system. Mike Leathers is proud of the company’s safety culture, driven largely by organic development of skills and resources. “We try to grow our people from within, “ explains Leathers, “there is significant training and investment in people.” a Step Progression program has been established for employee engagement and empowerment. This program ensures consistent floor training for safety and quality. additionally, applied automation lessens labor impacts. Ultimately all of these focus points and supporting technology have created an employee culture of safety.
Replacing the Old and Building The Future
There is a bright future on the horizon according to some market figures from 2022. Pipeline Plastics sees over a 2 Billion pound market opportunity for HDPE, with a strong rebound from the Pandemic low of just over 1.6 Billion in 2020. In their view, the largest product segment is conduit which includes data, telephony, some electrical and was nearly 600,000k lbs of pipe in 2022. Some other segments have nice growth forecasts as well:
» Oil & Gas pipe has increased nearly 70% since the pandemic. Pipeline Plastics pipe can be used to take frack water to the well site and to remove processed water off the well site. This produced water is collected for reuse many times, or moved by pipelines to disposal wells which eliminates thousands of trucks from roads daily.
» 2022 was the equal to the highest demand for clean water pipe ever, matching 2017 total.
» NGD pipe hit a high in 2022. Industry and mining pipe is growing rapidly due to copper demands and lithium battery demands.
Part of the opportunity manifests through techniques and technology that is being used to replace the aging metal pipes and other older pipes like asbestos cement. a common technology uses a trenchless approach, such as pipe bursting which bursts the old pipe in place and pulls in new HDPE pipe behind it. a nother is sliplining and swedging. Swedging is pulling the pipe through a die making it a smaller OD so that is can be pulled through a failing pipe, then releasing the tension - resulting in a new pipeline from the plastic pipe that has been swedged through.
advancing Technology
a lot of production data capture is still manual entry. Pipeline is looking at the next large investments being sensor data, with more and more real-time feedback. Currently, Leathers says they are doing some sensor data capture and feedback looping as a pilot. Instead of
28 | IMD May 2023
manual entry, every operator would have an iPad that feeds back data to a central system. The data entry would be automated.
additionally, inner cooling on all the lines that are not coiling - blowing cold air through a coil would be an interesting proposition.
Leathers feels continued improvements of resins and pipe extrusion technologies as well as installations are essential for long term successes building the future now!
a re embedded sensors in the pipe coming? He says possibly, and continues, “a good approach would be embedded RFID technology to be able to detect the pipe more easilyso reliance on as-built data would be lessened and could be tracked above ground more easily.”

No matter what technological advancements are achieved, the right people at every level of the organization that are hired, trained, and retained are essential for real success—having the best pipe makers and leaders all aligned with the same goals. alignment with vendors, operators, end users, and distributors/customers must also be part of the solution.
Bursting on the Scene
In his last example of how Pipeline Plastics is replacing aging municipal infrastructure, he said “Our pipe is installed with pipe bursting which is putting a cutter on the front and pulling pipe through while the old pipe is being burst open, typically used for a ductile line that is starting to fail because it is 100 yrs old. The City of a rlington (Texas) recently did this using our pipe to replace some old asbestos cement pipe - and in this situation the nice thing for them is that they didn’t have to bring the asbestos to the surface and worry about environmental contaminants - the pipe can be left in the ground safely encapsulating it in the soil where it is not a danger.”
a nd that is how the old becomes new again. Right place, right time, right leadership, right product.
INDUSTRI a L MACHINERY DIGEST COM IMD | 29
Still Stuck with Hand Deburring?
Consistent quality and steady volume are vital concerns with hand deburring

No blueprint ever revealed, no engineer ever designed, a part with burrs. It is only after a process is selected for making a part that the burring issues become obvious. Veteran designers have learned that even when a deburring process is planned, chances are high that additional burr developments will require attention. In most cases, unanticipated deburring is needed in a hurry. a temporary hand-deburring solution is usually the immediate fix until a better solution can be implemented.
Hand Deburring
If you are doing hand deburring as an ongoing solution, then poor quality, inconsistency, a high scrap rate, and employee turnover are likely significant issues for your business. For hand deburring to achieve desirable results, considerable training must be provided. Maintaining a reliable pool of hand deburring workers is tough, and you
are always training someone new. James Richards, founder of James Engineering, explained how manufacturers tend to accept hand deburring as a satisfactory fix despite the drawbacks. “I watched a demonstration of a company’s best hand-deburring specialist as they processed an airplane cylinder head. It was impressive to watch; 17 minutes later, the specialist was done. I said, ‘Great! Three cylinder heads an hour with a three-minute turn around and you can do 21-heads a day; Right?’ ‘Oh no,’ was his reply; “We do seven heads a day.”
It is rare to find a person who can maintain production anywhere close to a theoretical or averaged cycle time. On the other hand, the positives of hand deburring are that you can always find a way to complete the job.
Manual Gear Deburring Machines
Gear deburring machines require an operator to manually
30 | IMD May 2023
INDUSTRIAL
AUTOMATION
set up each deburring tool. Early models used single tools, usually an air tool holding a 3-inch diameter grinding wheel on a weighted, hinged lever. If the deburring of simple gears is your need, these early machines are still effective. However, since such machines generally use only one tool to chamfer gear teeth, the exit burrs need to be filed off using a manual lathe or similar method, before this deburring method can be used effectively.
By the 1980s, companies such as James Engineering came along and added up to four tools to these manualmachine designs, which enabled more tools to be used, resulting in a quicker cycle time. Removing exit burrs using this new manual-machine design was no longer a separate operation. This multi-tool advancement changed everything.
In the late ‘80s, James Engineering added its automatic wheel-wear compensation control feature and a unique raised-gear holding capability to further distinguish its early manualmachine models. Together, these additions made the flipping of gears an unnecessary step in the manual-machine finishing process.
Gears could finally be removed from a gear cutter and put onto the James Engineering gear deburring manualmachine. Tool number one is manually set up to remove the exit burrs of the gear. Just a few degrees behind this operation, chamfer tools number two and three can be set up to put chamfers on both sides of the gear. Tool number four, an abrasive brush, can be used to remove the micro-burrs of the chamfered gear teeth, completing four operations and producing a completely finished part in a single cycle.
a s the early manual-machine deburring systems gained popularity, people found that each tool took up to five minutes to set up, test, adjust the setup and retest, and then run a batch of parts. These machines would run cycles of 15 to 30 seconds a side for gears measuring six inches in diameter or smaller. Larger gears might have a cycle time of a minute per side. These types of manual deburring machines are still used today.
The negative to a manual-machine deburring system is that an operator with skill and knowledge of how to perform the manual setup for each gear type is required. another drawback becomes clear if you are a job shop or production operation with multiple short-run batches.
In these cases, you will spend a significant amount of time each day setting up a manual machine for new parts.
a common scenario is that a business wants to set up six parts each day on a manual machine. Their operator spends 15 minutes setting up the machine, then 10 to 20 minutes getting the setup to produce the quality of part needed by tweaking the setup. On the surface, this timing doesn’t seem bad; but losing three hours to set up the machine out of an 8-hour shift means you’ve lost 37 percent of each day’s production time.
Today, we are in a digital, computer-controlled world where operators just want to download a program and run parts. Not all manual gear deburring machines are the same. Many use pivoting axes, which are difficult to set up to achieve the desired results. Moving a pivot point for multiple

INDUSTRI a L MACHINERY DIGEST COM IMD | 31
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
axes means you have shifted all the axes of the tool you are trying to set up along multiple planes at once — a complex visual and spatial problem for an operator to solve quickly.
Other machines introduced small openings, which make it difficult to see what is going on during the setup. If this method appeals to you, the best advice is to compare brand features, and do your homework.
Focused Deburring™, Chamfering, and Finishing
It was the introduction of the Ma X System™ by James Engineering that gave birth to the phrase, Focused Deburring™. The Ma X System™ eliminates the need for skilled operators to manually change setups from one part to another. all the machine operator needs to do is select the correct recipe from the inventory of recipes; press enter; load the part into the machine; then press cycle start. Run one part or 100 parts; select-enter-cycle start and run another one or 100 parts.
To run six different part types during an 8-hour shift, for example, takes less than 30 seconds to set up all six parts. The Ma X™ can run six or 60 different parts in the course of one 8-hour shift and only lose a couple minutes total time to select-enter-cycle start as needed.
Once a part has a recipe, you never need to create another one; and every time you run a recipe, the part that is produced is identical. a spur gear only requires five minutes to create a recipe, and anyone can be trained to do it. No CaM Software or even CaD model is required. Everything is done from the Ma X System™ machine interface.
Today’s Ma X System™ is composed of tool towers attached to the machine’s roof. Each model comes standard with one to four towers, and each can use up to six axes of fully synchronized motion. Each tower can have up to three tools capable of 1,000-ipm rapid travel, which makes quick work of complex motions. additionally, the machines can be fitted with a 1,000-rpm rotary table. This nets an impressive system where all axes and rotary tables are fully synchronized, and interpolation, threading, and repeating are easily manageable. This configuration enables the maximum amount of work to be performed simultaneously by each tower system and delivers a maximum amount of output in short cycle times.
These upgraded axes give each Ma X™ machine a wide, three dimensional tooling range and ability to deburr and finish surfaces no other multi-axes machines can match. In this patented design, all electric servos, ball screws, and linear motions are out of the work area, so toxic nanoparticles cannot affect these components’ daily operations.
The patented tool-head design of the Ma X™ delivers precision, computer-controlled working forces behind its perishable tooling media and produces consistent, ultraprice edge and surface finishes. active axes, along with automatic wheel-wear compensation control, allow a wide range of media to be applied with different, precise forces to every part as each tool head moves over different surfaces, performing multiple, distinct deburring and surface finishing processes. In addition, the technology can create different
sized chamfers and edge radii to distinct areas of the same part, and apply these combined functions within a single cycle for precise quality and consistency, at extremely high throughput rates.
along with its Focused Deburring™, the Ma X System™ delivers selective surface finishing for only the part surfaces manufacturers deliberately choose to finish. The Ma X™’s selective finishing abilities — to quickly process some part features and completely avoid others, without requiring part masking or special setup adjustments — is a new option for this industry, especially for those who have leaned heavily on abrasive finishing.
Perhaps the biggest misconception of the Ma X™ is price. Back to the 1960s and 1970s everyone thought CNC machines would never replace manual mills and lathes for the same reason. Today, manual shops are all but nonexistent. The Ma X™ is less expensive than most CNC machines with comparable axes numbers. The Ma X™ has begun to take deburring, chamfering, and selective surface finishing by storm, because it does the job faster, better, cheaper, and without requiring skilled operators.
Combining Focused Deburring™, chamfering, and finishing allows the Ma X™ to work specific part-features. The advantages realized from Focused Deburring™, Chamfering, and Finishing are: 1) reduced cost-per-part, 2) least amount of energy consumed per part, and 3) greatest number of parts produced per perishable tool use. By precisely deburring and finishing only surfaces you want processed, the Ma X™ saves you time, consumables cost, and energy, for Ma X™(imum) Efficiency.
Product Specifications
James Engineering revealed an automated alternative to traditional deburring and chamfering methods with its patented 11-axis Ma X System™ CNC-type deburring and chamfering machine that includes technology to increase speed and simplify programming, setup, and operation. This machine consists of two, five-axis heads and a C-axis rotary worktable. Servomotors position the heads via an X-y overhead gantry using hardened, chrome, ground shafts and carriers with multiple, preloaded bearings.
In addition, the Ma X System™ features multiple nozzles delivering water-based coolant with a rust inhibitor at 200 gpm to not only keep the part and tools cool during an operation, but also to wash the part and machine work zone. The two heads can perform finishing operations concurrently using various brushes and abrasive tools to minimize overall cycle times. Both of the heads are fully customizable with twelve types of tools available.
One of the main features of the Ma X System™ is having the ability to store as many as 100 part programs, referred to as “recipes”. Individual operations can be chained together to further speed programming. The Ma X™ is capable of such high precision that the company calls it “Focused Deburring™” so only the part or place on that part that requires finishing operations are touched, ensuring the finished product will meet perfect standards.
32 | IMD May 2023


www.IndustrialMachineryDigest.com SERVING AMERICAN MANUFACTURERS FOR OVER 37 YEARS THE BEST ADVICE I CAN GIVE YOU IS TO SUBSCRIBE TO NEWSLETTERS! North America’s Manufacturing Resource for Industry Professionals Since 1986 Business & Workforce Development Fabrication & Manufacturing Showcase Products & New Technology Industry Insight, Safety & Maintenance Manufacturing Process & Automation What’s in YOUR InBox?
Better Workforce Environments Through Automation
#Plastics #ManufacturingAutomation #Robotics #Safety
By: Tri-Mation Industries
Why Plastics Manufacturing automation Helps attract and Retain Employees
Companies that use plastics in their manufacturing operations are facing a labor shortage. If every unemployed person in the country found a job, we would still have 4 million unfilled positions. according to a recent survey, 38% of executives say attracting new workers is their top priority for the production workforce, followed by retention (31%) and reskilling (13%).
While most companies focus on pay levels and benefits packages when considering ways to attract and retain employees, companies that use plastic assemblies and parts in their manufacturing operations can use automation to make the work more interesting, productive, and safer. and those factors are elements of something that Millennials and Gen Z workers have told survey-takers they value most: “well-being.”
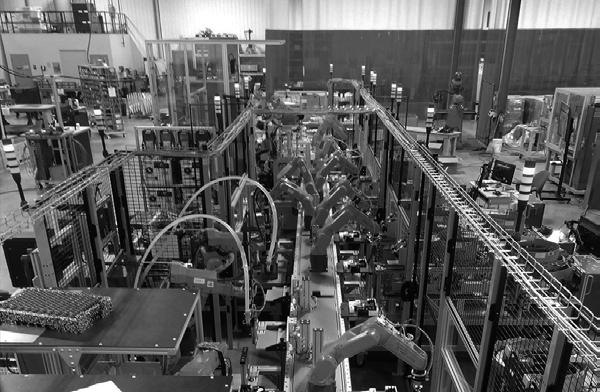
In their surveys of employees, Gallup defines well-being as consisting of various aspects: purpose, social, financial, community, and physical.
Purpose: Plastics Manufacturing automation Makes Work More Engaging and Enjoyable
Gallup says that liking what you do daily and being motivated to achieve your goals is tied up with “purpose.” a company that adopts automation has more people who wake up in the morning and ask themselves, “how can I make things better and more productive today?” That’s an intriguing question, and such an attitude causes work to be more engaging and fun - like playing and winning a game.
In contrast, people rightly view jobs that simply repeat the same motions over and over again as monotonous and unappealing.
and for companies that use plastic assemblies and parts in their manufacturing, plenty of such repetitive processes exist.
Robots and industrial automation can do such mundane jobs well, allowing people to carry out more creative and higher-value assignments. Overseeing a fleet of robots or a highly automated production environment
are roles more appropriate to the human capacities for problem-solving and innovation.
Financial: automation and Robotics Improve Profitability
Current and potential employees told Gallup they want well-being in the form of financial security to reduce stress in their lives. In today’s competitive environment, companies utilizing plastics in their manufacturing that don’t invest aggressively in automation and robotics will almost certainly fall behind, and their profitability and stability will suffer. and who wants to work for a company that isn’t investing in the future?
Improved quality brought about by automation enhances the reputation of the manufacturer - an indispensable trait for any firm that wishes to provide stability to its employees.
Will automation Put People Out of a Job?
What about the often-repeated idea that automation will steal people’s jobs? The same view was widely touted when computers entered the workplace in the 1960s and 70s. and on the one hand, computers made millions of jobs (like telephone operators) obsolete. In fact, a McKinsey report showed that computers displaced 3.5 million jobs from the 1950s to the present. On the other hand, the McKinsey
34 | IMD May 2023 WORkFORCE DEVELOPMENT
report showed the computer industry created 19.3 million jobs during that same period.
In other words, computers created more than five times as many jobs as they displaced.
Recent studies show that companies that implement robotics and automation grow faster than those that don’t - and consequently, end up hiring more people!
Physical: Manufacturing automation Makes the Workplace Safer




The recent pandemic heightened people’s concerns about safety in their place of employment and increased fears about their physical well-being. automation can help alleviate those concerns.
Robots can take on repetitive manufacturing tasks like plastic parts assembly and reduce people's need to do them.
a ssembly operations often bring repetitive motion injuries. Removing parts from molding machines, usually
required by companies that use plastics as part of their manufacturing processes, is another source of potential health hazards.
Using automation to keep workers safe makes people feel the company has their well-being in mind. It also makes good economic sense. according to OSHa , musculoskeletal disorders (MSDs) account for over $20 billion annually in workers’ compensation and up to $100 billion for indirect costs like hiring and training replacement workers.
Community: automation Sends a Message to your Employees
By investing in robotics and automation, plastics manufacturers send a strong message to their workforce that they are committed to modernizing their operations and keeping pace with the latest technology trends – something that today's workers value highly.
Feeling pride in your company and the idea that you are personally involved in the progress the team
can make are intangible qualities that nevertheless make all the difference in the world when it comes to a feeling of “well-being.”
Bring your Business-Changing Ideas to Life
Tri-Mation Industries, located in southwestern Michigan, specializes in assembly automation and machining services. With over 20 years in business, Tri-Mation can help with all aspects of an automation assignment, starting with helping to define the task. The company has extensive experience in automating plastic parts assembly, among other applications. Tri-Mation procures the parts and builds and assembles the automation solution. They follow up with ongoing support and service.
If you’re considering automating a task in your plastics manufacturing environment, reach out and start a conversation with a friendly and knowledgeable Tri-Mation sales engineer. Let them help in increasing your people’s well-being!
INDUSTRI a L MACHINERY DIGEST COM IMD | 35 IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
Form your own inserts. • Cost savings (up to 90%) • High load threads - stronger joints • High process reliability • Faster production cycles Advantages & Benefits • No special machinery required • Small investment • Increased material thickness • Long tool life 773-290-1040 | info@formdrill-usa.com | www.formdrill-usa.com • Chipless process • Innovative technology suitable for steel, stainless steel, copper, brass, and aluminum Drill. Tap. Assemble.
How to Reduce Chatter in Robotic Milling Applications
#Robotics #SpindleSelection
By Mark Fairchild - Precision Drive Systems
Have you optimized the performance of your robotic arm as it performs milling operations? Machining with articulated robot arms is an attractive alternative to machine tools because they offer ease of set-up, repeatability, a large workspace, and versatility. However, machine tools are as much as 50 times stiffer than robotic arms1 . This lack of stiffness in robots makes it challenging to produce the desired performance. Minimizing chatter is a frequent concern and should not be overlooked to ensure the right results the first time.
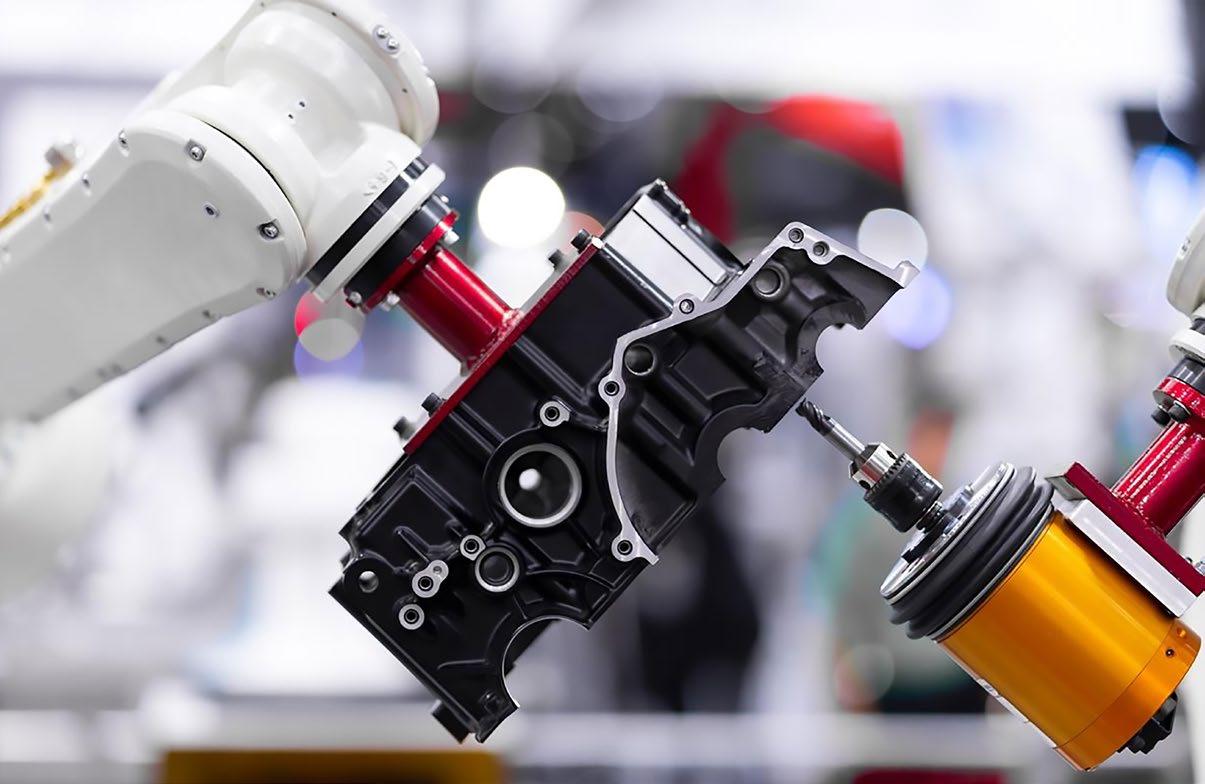
In this article, we explore some best practices for reducing chatter with a focus on the spindle and tooling.
The Crucial Importance of the Spindle
Many robotics integrators will choose the robot first and leave the choice of the spindle to later. "It should be the other way around," says Kenny Wilson, a Precision Drive Systems project engineer with more than 25 years of experience. a spindle with a standard set of bearings may not offer longevity in a milling application because of the
36 | IMD May 2023
1. Posture optimization in robotic machining based on comprehensive deformation index considering spindle weight and cutting force. PROCESS
radial loads to which the spindle is subjected.
Wilson goes on to explain:
"Choosing a standard spindle for milling can be deceiving because, in initial testing, the system may do the job. But then, at the customer's site, when put into the production environment, within six months or so, parts start to go out of tolerance, and the spindle can fail rather quickly. The customer is unhappy, and the integrator looks bad. They send the spindle to us for repair and want to know why this is happening."
If the material is hard and the feed rates are sufficiently high, the standard spindle will not be able to handle the loads. To achieve greater radial stiffness and resilience, a triplex or quad set of bearings in the spindle may be needed to more effectively withstand the physical demands.
"a quad set of bearings is often not something you can order from a catalog," remarked Wilson. "It often has to be custom built." He also pointed out a trade-off is involved because increasing the number of bearings to increase radial stiffness usually requires reducing the rotational speed of the spindle. That's because, with a larger number of bearings, the heat in the spindle increases.
Custom building of spindles is a service Precision Drive System offers.
To underscore the crucial impact of choosing the right spindle upfront, Wilson also commented that sometimes the integrator is stuck because adding bearings to a spindle increases its weight. and the integrator may have chosen a robot arm that can't handle the extra weight. This may happen after the integrator has supplied the customer with multiple robot arms. Therefore, the upgrade cost can be significant because of initial oversight.
at that point, the robot integrators may resign themselves to having a system in which the spindles routinely fail after six to nine months. They are forced to buy additional or spare spindles to swap in so they can maintain the uptime of the system. and the result is that the customer is unhappy with the increased and unexpected costs and likely dissatisfied with the uptime or reliability of their automation investment. This is clearly not the optimal way of designing a new system and is far from an operating best practice.
If the spindle had been properly considered first, then the robot that could handle that spindle would have been chosen, and such downstream issues would be avoided. Such a solution might have taken more time upfront, but everyone would be happier with the lower operating costs and greater longevity of the result. The design and products chosen would be optimized for the operating specifications of the customer application.
Tooling and Its Effect on Chatter
"Reducing the number of flutes on the end mill may reduce chatter," said Wilson. Shortening the length of the tooling and increasing the speed of the spindle can help. "It's all about feeds and speeds," he said. Sometimes cutting back on the feed rate can eliminate or minimize the chatter.
"Most customers know they need to use balanced tooling," remarked Wilson. Sometimes the key is to use tooling with a larger diameter. The interface is also a crucial factor. It must have a sufficient gripping force to do the job. Various interfaces are available, and choosing the right interface for the task is vitally important.
The Fixture Can Be the Key
"We've had cases where there was chatter, and it turned out it was the fixture," related Wilson. The workpiece was secured with a pneumatic gripper, and over time, dust and chips clogged things up. The result was the part itself was vibrating, and that was the cause of the chatter. By changing the nature of the fixture or making sure everything was cleaned out, and routinely maintained, the problem was solved.
Conclusion
Reducing chatter in robotic milling is both an art and a science. One must take a methodical approach to investigating the root causes or operating variables and limits, which could be a combination of factors. Choosing the right spindle for the job as part of the design process is critically important. It is often the single greatest factor in a successful project versus one that needs to be reworked – or worse, completely re-designed.
• Heavy Gauge Steel Design
• Press Bed bolted on, not welded, to prevent distortion.

• Large press bed to accommodate a variety of tooling other than just punching.

• Pump, motor, valve and reservoir are all easily accessible for maintenance.
• Large rectangular tubes used at base of machine to give safe, instant portability.
INDUSTRI a L MACHINERY DIGEST COM IMD | 37
HYDRAULIC MACHINES OF IOWA A Division of Betenbender Mfg. Inc Phone: 319.435.2378 | Fax: 319.435.2262 www.betenbender.com
C-FRAME PRESSES
WE CAN BUILD A CUSTOM MACHINE FOR YOU! IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
Manufacturers’ Latest ‘Weapons’: The Commercialization of U.S. Defense Technology
#robotics #aerospaceanddefense #advancedtechnology #digitalanalysis #MRO #metrology #AGVs
By Josh Tuttle
It’s no secret that many government-funded technologies initially developed for the aerospace and defense sectors eventually become available to civilian industries. But what you might not know is that, in some cases, the U.S. Government contractually obligates defense contractors to commit to commercializing their innovations. In fact, that commitment is included in the standard contracts for certain government-funded programs, such as the U.S. air Force’s Small Business Innovation Research (SBIR) program.
Bigger Budgets and Greater Risk-Taking
There are two key reasons why the government-funded aerospace and defense sectors have often driven technological innovation. Compared with commercial manufacturers, they’re 1) less cost-focused and 2) less risk-averse. Of course, the government sector is risk-averse, too, but the military has larger budgets, which allow it to more easily mitigate the risks of developing and testing new technology. Moreover, commercial manufacturers often – and quite understandably so – subscribe to the maxim of, “If it ain’t broke, don’t fix it.” Industry leaders might not, therefore, be willing to consider new technology until it has already established a strong track record elsewhere.
Farming out Defense Technology
at robotics company aerobotix, the same automated painting solutions we’ve developed to coat fighter jets and missiles for the U.S. air Force and army is now also being used in commercial manufacturing, most notably for painting agricultural equipment. Just like the air Force, manufacturers of agricultural equipment have welcomed the benefits of automation, including time and cost savings, and improved product quality.
The commercialization of those robotic painting technologies quickly followed their development for the defense sector, and sometimes even happened simultaneously. But for other defense technologies, it can be a much longer timeline for commercialization. This might be because some technologies remain classified –the U.S. Government doesn’t want to risk them being shared
with unfriendly nations – or just because the commercial sector is slow to embrace them.
The use of unmanned systems in warfare was first recorded during World War I and continues to expand in capabilities. Meanwhile, commercial use of automation and robots has also expanded over the past few decades to include manufacturing, healthcare, retail, agriculture and mining, among other industries – and this growth will only accelerate as robots become more sophisticated and affordable.
From the Defense Base to your Local airport
In 2021, the U.S. air Force took delivery of the first collaborative mobile robot for its maintenance depots. This adaptive radome diagnostic system (aRDS) was a collaboration between aerobotix and Compass Technology Group (CTG), a provider of cutting-edge radio frequency (RF) materials measurement equipment. It was built for the Warner Robins air Logistics Complex (WR-aLC) in Georgia and developed under the air Force’s Small Business Innovation Research (SBIR) program. The aRDS won the top Defense Manufacturing Technology achievement award at the 2021 Defense Manufacturing Conference. The aRDS manipulates an advanced microwave mapping probe (aMMP), which uses microwave signals for non-destructive evaluation (NDE) of aircraft radomes to identify defects such as delamination or water ingress. This automated, digitized analysis puts aircraft back into service faster and at less cost. The aRDS project team developed new expert system algorithms specifically for diagnosing radome health and performance, including in high-tempo depot or factory environments.
We know that the commercial aerospace sector is paying close attention to the aRDS as well as other next-generation automated guided vehicles (aGVs) being utilized in the defense industry. But we also know that the commercial sector is more risk-averse and cost-focused than its government-funded counterpart, and for those reasons, the commercial aerospace industry is still likely several years away from starting to use the latest aGVs in earnest. The biggest hurdle that next-generation aGVs
38 | IMD May 2023
INDUSTRy INSIGHT
must overcome is scalability. With many aerospace and defense clients still taking delivery of their first mobile robot, and with most of these aGVs being custom built, the technology’s production has not yet been scaled and its costs therefore remain relatively high. Those costs can, however, be offset over time by the improved efficiencies that an aGV will achieve for an organization.
In addition to commercial aerospace, the mobile robot technology we developed for air Force maintenance depots also have other potential commercial maintenance applications. These include wind turbines, boats and any other structures comprised of composite parts that require delamination inspections.

Radar and Satellite Tech Goes Commercial
Originally developed for military purposes, radar is now used in a variety of commercial applications, such as air traffic control and weather forecasting. Military operation of radar was widespread across many countries during World War II, and the first successful use of radar by the U.S Navy occurred more than 100 years ago. Today, radar applications are used commercially as airlines track passenger flights. In combination with LiDaR, radar is also used by autonomous self-driving vehicles. additionally, civilians are using radar applications on a daily basis when searching websites and apps to see real-time storm patterns that could be approaching their local area in the next few days, hours or even minutes.
Meanwhile, satellites are another technology that has expanded from military to commercial use over time. In 1957, the Soviet Union famously launched the Sputnik satellite, and a frenzied “space race” between competing countries began. Since then, the Hubble telescope and International Space Station are further examples of how satellite technology has developed to include imaging and research capabilities.
However, the most widespread commercial implementation of satellites is likely the Global Positioning System (GPS). GPS was designed by the Department of Defense in the 1970s, and is still owned by the U.S. Government and today is operated by the Space Force branch of the military.
after the USSR shot down Korean air Lines Flight 007 in 1983 for accidentally straying into Soviet territory, President Ronald Reagan ordered that GPS be made more broadly available for the public good. Today, anytime the average individual uses, for example, a Maps feature or Waze app on their smartphone, they’re benefitting from the advancements made over the past several decades in satellite and GPS technology. This resource also helps prevent tragic events like Flight 007 from happening again.
Benefits of the Technology Transfer
The process by which the U.S. Government partners with defense contractors has been mutually beneficial to both parties and has developed historically to also include many advantages for commercial industries and the general public. The commercialization of aerospace and defense technology has had a far-reaching positive impact on countless other industries and has further led to the development of additional new technologies, reduction of overall costs and increased safety. Clearly, the technology transfer from the military sector to commercial and civilian segments has broader applications than just those for defense purposes and will continue to be utilized as a driver of innovations to benefit society.
Josh Tuttle is a business development manager at aerobotix, an innovative leader in robotic solutions for the aerospace and defense industries. Headquartered in Huntsville, alabama, the company specializes in the creation of cutting-edge automated robotic solutions for high-value, high-precision components, aircraft and vehicles.
INDUSTRI a L MACHINERY DIGEST COM IMD | 39
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
Robotic Roadmapping: Tips for Production Workflow Optimization
By: Chris Caldwell, Product Manager at Yaskawa America Inc. – Motoman Robotics Division

Faster, cheaper and more efficient – these are concepts that every manufacturer is tasked with maintaining without sacrificing product quality. achieving process success for a more resilient operation, however, takes dedication and resources. Key to this organizational turnaround is the concept of workflow optimization, where production processes are streamlined in such a way that risk is mitigated and throughput is optimized. Companies that can successfully implement innovative concepts and new technologies will be primed for maximum production agility.
Forward-thinking decision makers are realizing this. So much so, that many are embracing trends toward workflow optimization for continued business performance. From tech investment for end-to-end value delivery to enterprise resource planning (ERP) for data-driven optimized planning, much can be encompassed into this concept. However, streamlining processes and optimizing capacity at a large scale rarely happens without the presence of flexible robotic automation. From faster cycle times for optimal production
output to reduced part rework for improved product quality, the strategic planning that goes into robot integration is key.
Robotic Roadmapping
Whether decision makers are choosing to implement a complete system from end- to-end or they are looking to integrate a single workcell to alleviate an operational bottleneck, there are multiple concepts to consider where continuous improvement and workflow for automation are concerned:
Understand the “Why”
Outlining key objectives to better understand production needs before robot selection will help drive the project from start to finish. From adding production capacity, to tackling quality concerns and meeting on-time demand, to gaining competitive advantage, raising additional revenue and much more, listing all relevant end goals and working from those will guide the decision making process. Important questions to ask at this stage include:
40 | IMD May 2023
NEW TECHNOLOGy
» What is the motivation behind capital investment?
» How will short-term or long-term success be measured?
» What are key performance indicators?
» What are the target cycles per minute/day/hour and acceptable failures per day/hour/minute?
Being honest with answering these questions, and others, goes a long way to determining system type. Depending on target goals, application requirements and floorspace constraints, a faster system with limitations may be necessary versus a slower yet perfect system.
Know the Process
While it may seem obvious, having a clear understanding of the production process and what it is needing to thrive is a must. Whether via in-house research or by recruiting the expertise of a robot professional during a site audit, it is important to weigh questions like the following:
» How will automation be utilized (i.e., single-step vs. end-to-end, or somewhere in between)?
» How much flexibility does the application require?
» Is a stationary system needed or is a mobile robotic platform in order?
» How “smart” or cutting-edge does the system and tooling need to be?
» How controlled are infeeds and outfeeds?
The compilation of answers will dictate robot usage and system design. Keep in mind that current production layouts that use more fixed or hard automation will most likely be less complicated to automate. Random layouts with multiple infeeds and outfeeds, on the other hand, will up the complexity factor.
Cultivate Employee Buy-In
Perhaps as important as defining clear cut goals is motivating internal employees and valued stakeholders to grasp the idea of robotic automation and work hard to help fulfill the vision. To pursue unmotivated individuals, decision makers might want to provide answers to the following:
» What are the quality of life benefits that the automation will bring?
» What job advancement opportunities will be available as a result of internal robot use?
» What kind of training will be provided to robot operators?
Regarding the ladder concept of training, companies may choose to appoint, or even hire, a “workcell champion.”
This employee – fully dedicated and accountable for integration, programming utilization and maintenance of the robot system – is instrumental, and can be advantageous in helping decision makers garner support for meeting project deliverables.
INDUSTRI a L MACHINERY DIGEST COM IMD | 41
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
Partner for Performance
To save on time, effort and resources, it is always advised to work with an experienced robot integrator or supplier. Inviting a knowledgeable expert into your facility to meet the production team and perform a site audit will get the project off to a smooth start, as well as answer any questions about production bottlenecks, worker safety, robot peripherals, etc. Keep in mind, every production floor is unique, and questions to be mindful of are:



» What is the technical feasibility of the task I want to automate? Is there a better way?
» are there other areas on our production floor that would easily benefit from robotic automation?
» Is my process common among other companies or significantly unique that automation may be breaking new ground?
With respect to technical feasibility, if the task in question cannot logically and safely be addressed, finding another option is in order. Moreover, having a skilled individual assess current production can help address other areas for automation that may have been overlooked.
automation Inspiration
While a majority of manufacturers looking to improve workflow will have a pre-planned idea as to what application they would like to automate, it is not uncommon

for select companies to be unsure of where to begin. This “cold turkey” approach to robotic automation can be overwhelming, but again, enlisting the professional know-how from a skilled robotics integrator or supplier can help guide the robot selection and integration process. For decision makers searching for the right place to implement robotic automation, here are some popular robot installations to inspire:
Palletizing
The relatively simple process of end-of-line palletizing is often the best place for manufacturers to start. Highly repetitive, this back-breaking application that typically involves moving uniform boxes from a conveyor to a pallet is perfect for robotic automation. Plus, the process can be further simplified via easy-to-use software that enables users to generate even the most complicated package and pallet layouts offline. For environments that demand more flexibility, heavy-payload collaborative robots with plug and play tool flange capability for quick changeover are being used. These fenceless systems are ideal for providing consistent and cost-effective palletizing in low- to medium-speed settings.
Picking and Placing
adding a bit of difficulty to the mix is the concept of pick and place, where individual items are placed in trays or onto a conveyor for further packaging down the line. Often utilizing intuitive software and feature-rich vision technology to identify, orient and place objects with speed and precision, this process can definitely serve to improve cycle times.
Picking and Packing
For operations looking to move trays from a pick and place process, or load singulated or grouped items into bigger cartons, picking and packing can be an ideal place to start for new robot users. Keep in mind that while picking and packing can be achieved using clever conveyor and tooling designs for uniform products, the sortation of mixed items adds complexity and will require the use of sophisticated peripherals.
Sortation
Considered the “holy grail” of unloading, sortation of unstructured, mixed objects is one of the most complex tasks to automate. However, intelligent robot systems using a mix of various technologies, including Human Machine Interfaces (HMI), a I software and 3D vision, are modernizing this process and making it more accessible than ever – allowing robots to pick up objects quickly and reliably with minimum human intervention. Easily integrated with a wide range of traditional equipment, high-speed induction systems are especially helpful for reducing production bottlenecks where rapid sortation and singulation for downstream processes are concerned.
42 | IMD May 2023
www.coxreels.com FOLLOW US: TOLL FREE | 800.269.7335 PRO GRADE HOSE, CORD, & CABLE REELS quality matters. every time. AIR / WATER | HYDRAULIC | PNEUMATIC | VACUUM | WELDING | POWER CORD SOLUTIONS FOR: AND MORE
Machine Tending
Whether making agricultural, appliance or automotive components, robots excel at the transfer of parts for optimal production flow. Collaborative robots with Power and Force Limiting technology are well-suited in busy settings where there is the potential for harmful contact situations. Easily integrated with existing automation or machinery, cobot systems using speed and separation monitoring (i.e., laser scanners and light curtains) for safety zone monitoring are ideal.
Welding
For operations that require welding, optimizing product throughput may be as simple as adding a single robot arm – as this has the potential to reduce the cycle time per part in half, while maintaining the footprint of the workcell. New robot users on the other hand may want to consider a complete welding workcell. From ultra-compact options for adding capacity to pre- engineered efficiency workcells that are geared toward mitigating labor shortage and quality concerns, multiple solutions exist. Growing in popularity for this task is the use of human-collaborative robots. From highly portable weld carts that are easily rolled-up to large workpieces to complete collaborative workcells that are fully equipped with an industrial pedigree cobot, integrated weld package, intuitive weld interface, arc flash protection,
Additive Manufacturing a driving force for advanced prototyping and production, the use of 3D printing is an extremely beneficial application for manufacturers looking to reduce lead times. Ideal for making one-off parts or fixtures, being able to adapt and leverage design freedom with less labor and raw materials is quickly making this a shop floor must have. From plastic to plaster, the variety of compatible materials available for 3D printing is also advantageous for fulfilling unique application requirements. Basic desktop 3D printers and those with stair stepper motors are giving way to servo-controlled 3D printers with high resolution feedback. Moreover, the use of six axis robots with few limitations for printing unique angles is growing, causing manufacturers to take a second look at the possibilities this process and technology can bring to the shop floor. Companies, like aDDiTEC, are taking this concept a step further by offering an intuitive human machine interface (HMI) with a high-performance robot. This enables the unique ability to process two wire materials in a single part, along with the ability to print power and wire materials at that same time, making this process ideal for the creating of highly complex components from demanding materials. While the robotic system chosen to optimize operations will obviously depend on the task at hand, these applications provide a glimpse of what is within reach. Overall, the use of robotic automation is most often an expedient, cost-effective
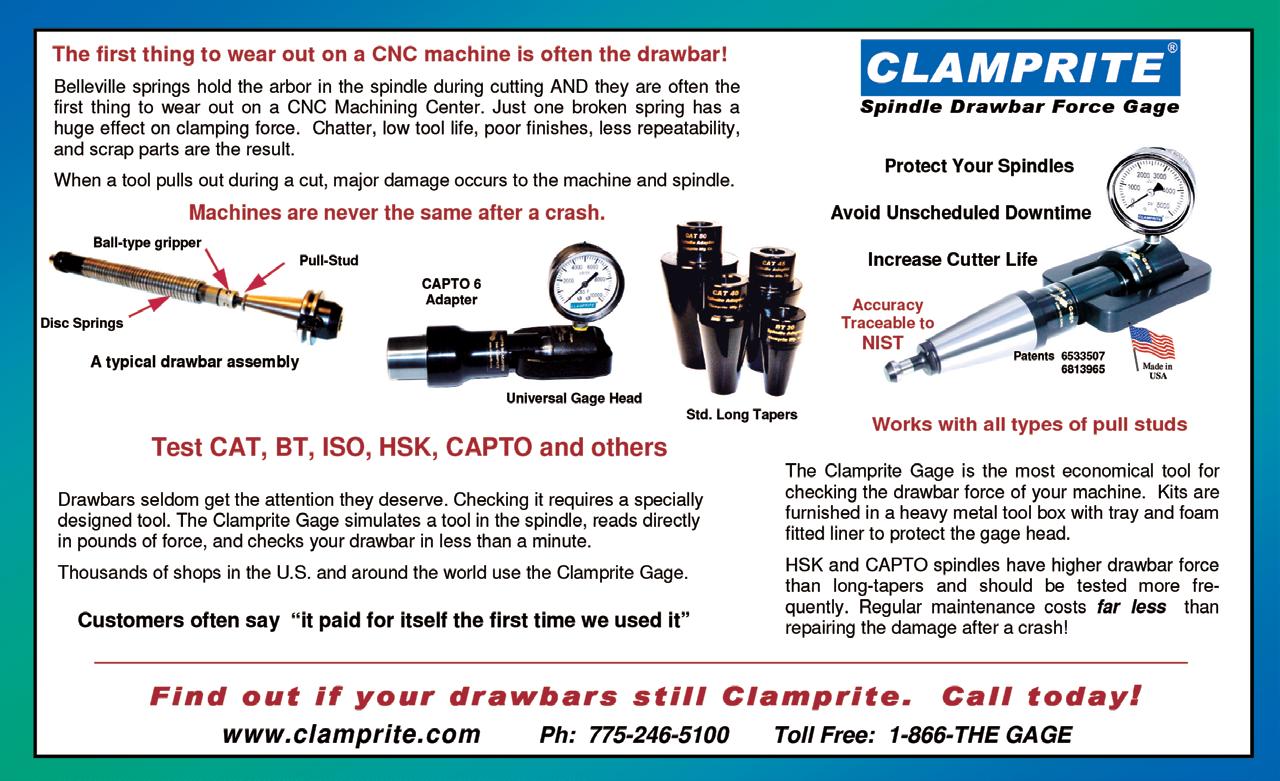
INDUSTRI a L MACHINERY DIGEST COM IMD | 43
aIMS Metrology Brings Full Range Of Turnkey, Software-Supported 5-a xis CMM Technology To Eastec 2023
The drive to propel growth through data-informed decisions has made coordinate measuring machines (CMM) with infinite 5-axis probe head positioning a fixture on the shop floor. aIMS Metrology will demonstrate its turnkey 5-axis CMM systems and single source software platforms at Booth #3251. The OEM’s Revolution Series Summit 10.10.10, LM and HB provide accurate, flexible three-dimensional inspection of small to large in-process and post-process parts on the shop floor, in the lab or in an automated cell.
aIMS’ lab-grade LM offers multi-sensor capabilities with Renishaw’s REVO-2 delivering measuring speeds up to 500 mm/second and data collection rates of up to 4,000 points per second for increased part throughput. The mobile HB, fitted with Renishaw’s 5-axis PH20, can be placed on or near a production line to provide dimensional verification and process flow monitoring in real time. The Summit’s large part inspection capacity (40 in. from left to right, top to bottom and front to back) can accommodate REVO-2’s RVP vision and SFP2 surface measurement. aIMS’ designs minimize wear and tear for zero maintenance and use 110/220-volt outlets, eliminating the need for shop air.
“We’re a single source provider that builds and assembles our CMMs in the U.S.,” says Mark Gearding, aIMS co-owner and vice president. “We have an in-house service group and application team that allows us to customize the CMM to a job shop or fabricator’s needs. That includes programming, custom holding fixtures, tooling, automation, service and support.”

Raw material and labor shortages and the need to understand what is happening on the shop floor at any given moment, mean fabricators can’t afford to run 20 or 30 parts before the first part is inspected.

“We’re seeing more and more applications where
a turnkey system from a support perspective is the best solution,” Gearding says. “Our 5-axis CMMs coupled with the right software package are helping job shops and fabricators implement an Industrial Internet of Things model where integrated measurement technology can effectively contribute to more efficient manufacturing processes through connectivity. Multisensor inspection requirements will continue to grow in order to adapt to ongoing product changes. We are one of the few OEMs that can provide a true shop floor turnkey package along with the service and support.”
44 | IMD May 2023
Visit aimsmetrology.com or call 937/320-4930 PRODUCT SHOWCASE PRODUCT SHOWCASE Industrial Machinery Digest's Monthly Product Showcase features the latest from some of the manufacturing industry's top suppliers. WANT TO BE FEATURED? Send your latest product information to editorial@indmacdig.com
Treat. Cure. Clean. Repeat…With Baldwin
Baldwin Technology Company Inc. — a one-stop source for high-performance treating, cleaning, curing, coating and inspection solutions — introduced a groundbreaking solution that makes maintenance and cleaning of its pioneering corona surface treatment technology easier than ever at ICE Europe 2023.

Baldwin provides printers, converters and manufacturers with expertise and a broad range of market-leading innovations that offer superior results and enhance the economic and environmental efficiency of production processes. Solutions on display at ICE included corona surface treatment systems, automated cylinder cleaning systems, LED-UV curing, roto-spray systems, and technologies for color management and defect detection. Common to all the technologies is that they increase productivity, reduce waste, improve working conditions and provide full control of producing flawless products. With easy automation and compatible software, Baldwin’s technologies are seamlessly integrated with one another. By stacking their tech with Baldwin, converters can compound the benefits of Baldwin’s solutions and achieve superior results.
Baldwin will be showcasing the “Easy Change” feature for its corona treatment systems, which allows for a seamless replacing of electrodes and a rapid cleaning and removal of fiber and dust residues. Easy Change results in a complete cleaning in just seconds, reducing downtime to a minimum. Cleaning with Easy Change does not require a special skill set or tools – anyone can do it!

“We provide tailor-made corona treatment systems perfectly adapted for each converting process,” said Baldwin Technology product manager alexander Rau. “The new Easy Change feature makes the process efficient and smooth, and our operators have never been happier.”
also at ICE, Baldwin featured its automated FilmCylinderCleaner™, which consistently and efficiently cleans debris from the surface of process cylinders, ending the need for hand-cleaning. By automating this process, film extruders avoid stopping the line for debris buildup on the cylinder surface, eliminating restart waste and web-breaks, and dramatically increasing operator safety. By enabling shorter production changes, the FilmCylinderCleaner increases output and efficiency, while improving quality.
“Customers don’t want to clean these large cylinders by hand,” Matthias Knoch said. “The demands for a safer working environment, quality output, reduced downtime
and increased production capacity are driving the industry to adopt automated solutions. Baldwin’s automated FilmCylinderCleaner is a proven, easy win that offers the added benefit of dramatically reducing the risk of damaging cylinder surfaces.”

For more, visit baldwintech.com.
BIG DaISHOWa introduces MEGa 12DS power chuck for heavy-duty end milling

BIG DaISHOWa has announced a new addition to the MEG a DOUBLE POWER CHUCK lineup for heavy-duty end milling: the MEG a 12DS. Designed for trochoidal milling with anti-vibration end mills, the MEG a 12DS series features high rigidity and gripping strength and is available in BBT30/40, HSK-a , C for metric and BCV40 for inch.
The Mega Double Power Chuck system features an expanded contact diameter of the nut to the flange, which provides the highest rigidity—as if the chuck and nut were one solid piece. This superior rigidity ensures heavy duty machining without chatter.
INDUSTRI a L MACHINERY DIGEST COM IMD | 45 RUGGED. RELIABLE. OPERATOR-FRIENDLY. LOW OPERATING COST. 740-453-1000 | SALES@SPRINTERMARKING.COM SPRINTERMARKING.COM • Product/date coding, dot/spot marking, lot/part numbering, pass/fail marking • Machines can be mounted in any orientation • The sealed ink system allows discontinuous operations with immediate start-up of comparable previous impressions • Machines can be modified or made to order for your particular marking application INDUSTRIAL INK–CODE MARKING Model 416 Ink Code Marking Machine
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
The MEG a Series high-speed milling chucks are precision ground and balanced, with all components specifically designed for high-speed applications. Like the full MEG a DOUBLE POWER CHUCK lineup, the new MEG a 12DS series enables max of 30,000 RPM.
a secure, jet-through coolant supply enables improved surface finish, smoother chip evacuation, extended tool life, and better cooling and lubrication of tools.
CaPTURE 3D Increases Throughput and Productivity
with the New Modular ZEISS ScanBox Series 5 for automated Quality Control
The ZEISS ScanBox Series 5 is a collection of turn-key intelligent 3D scanning and inspection robotic solutions designed to adapt to the changing needs of modern industrial environments
CaPTURE 3D, a ZEISS company and the leading provider of innovative 3D digitizing solutions in the U.S., announced the ZEISS ScanBox Series 5 — the latest addition to its collection of automated 3D scanning and inspection solutions designed and developed for industrial environments. The new series replaces the former proven and successful ScanBox Series 5 models with further enhanced optical 3D measuring machines featuring a modular concept designed to meet the demands of modern production, such as a new faster robot module for increased scanning speed, an integrated control tower for greater efficiency, a rotation table with a load capacity of up to two tons, and modular components for an adaptable floorplan layout.
Developing a reliable automation strategy continues to be a critical success factor for modern manufacturers to meet the demands of the changing landscape while improving quality control and dimensional inspection, whether near-line, at-line, or in-line production. The ZEISS ScanBox Series 5 solves this need with its aTOS 5 high-speed 3D sensor
compatibility and an easy-to-program and operate interface to program complex measurements with the touch of a button.
“In today’s manufacturing environment, having the right automation strategy is key to increasing throughput and productivity while minimizing costs. The ZEISS ScanBox Series 5 capitalizes on strengths that already have made the series part of our customers’ success while upgrading essential features to deliver an automated solution that saves companies time and money,” said C aPTURE 3D General Manager Richard White.
The new model series consists of three off-the-shelf versions for different part or tooling size requirements: ZEISS ScanBox 5110, ZEISS ScanBox 5120, and ZEISS ScanBox 5130. The previous ScanBox Series 5 solutions are widely used within the aerospace, automotive, consumer goods, medical, and power generation industries to digitize and inspect parts ranging from turbine blades, knee implants, injection molded components, assemblies, and automotive sheet metal panels, to aerospace structures.
Meets the ScanBox Standard: Integration of Hardware and Software for Full Automation
ZEISS ScanBox Series 5 features the aTOS 5 blue light 3D scanner for the fast digitalization of various complex parts such as plastics, metals, or castings. The automated solution offers two entrance options to fit the user’s unique needs. The robot module consists of a FaNUC M20iD/25 robotic arm secured on a floor mount. Users with little to no robotics experience can easily plan and program measuring sequences using the Virtual Measuring Room (VMR) software module. By programming the measuring routine within the VMR, the robot intuitively moves the aTOS 5 sensor to optimal scanning positions, enabling the fully automated execution of measurement sequences. after importing the CaD data and the corresponding measurement plan, the software computes the required

sensor positions and robot paths. With a complete, detailed geometric digital twin of the physical part, users can compare the data against the CaD model and visualize GD&T deviations and details like trimming and hole positions. Users can display inspection results in a comprehensive report with images, tables, diagrams, texts and graphics for detailed trend/SPC analysis.
Modular Concept Adapts to Changing Customer Needs
The control tower, rotation table and robot modules are identical across each ZEISS ScanBox Series 5 model, allowing users to expand the layout by adding additional working areas or components as needs change. The entrance of the 5110 and 5120 models can be equipped with either a door or a safety light curtain. The 5130 model is always supplied with a safety light curtain to accommodate larger test components, such as automotive sheet metal closures. a pallet loading system can supplement the ZEISS ScanBox 5120 and 5130 models. Positioning pins enable the fast and reproducible loading of pallets for increased throughput.
Ergonomically Optimized Features
The operator station includes a new variable swivel arm incorporated into the control tower. The swivel arm allows the user to adjust the table height to operate the automated 3D scanning solution either sitting or standing.
ZEISS ScanBox Series 5 is available now through C aPTURE 3D. For more information or to schedule a demo, visit: www.capture3d.com
46 | IMD May 2023
























INDUSTRI a L MACHINERY DIGEST COM IMD | 47 SURPLUS BUyING AND SELLING Standard-Direct.us Denver Breaker & Supply StayConnected www.DenverBreaker.com Mention SBSDA2023 for a 10% Discount! YES...WeHaveThat! One of the Nation’s Largest Inventory of New, Obsolete, Inspected & Tested Electrical Equipment! Circuit Breakers • Controls Panel Mount Switches Motor Bus Duct Plugs • Transformers Starters and More! Providing Same Day, Next Day Air Shipments for Emergency Needs! CALLUSTODAY! 855-4UR-BRKR WE ALSO BUY YOUR USED EQUIPMENT… EASY-TO-USE KANETEC MAGBORE DRILL GUIDES Offer sure, positive, firm footing! Model KCD-MN1 (Drill not included) Models now available for round pipe in two styles: Magnetic for ferrous steel or Chain grip for PVC, aluminum, and other non-ferrous materials. 630-860-1545 MAGNETIC DRILL STAND • COMPACT • LIGHTWEIGHT • HOLDS POSITIVELY • MAGNETICALLY ATTRACTS OR RELEASES • WEIGHS UNDER 12 LBS. For Round Pipe in Magnetic or Chain Visit: KANETEC.COM KANETEC@KANETEC.COM




48 | IMD May 2023 ESSEX PROVIDES Pre-Engineered Buildings Built to Withstand the Rugged Northeast Winters. Commercial, Industrial, and Agricultural Buildings Built to Satisfy Your Building Needs. Steel Structure, Sub-Structure, and Sheeting 800-323-7739 www.EssexStructuralSteel.com 607-753-9384 • FAX: 607-753-6272 • 607 Route 13, Cortland, NY 13045 Call For A Quote On Your Next Project STRUCTURAL STEEL CO., INC. STRUCTURAL STEEL CO., INC. ESSEX-FP-2022.indd 1 12/12/21 1:05 PM
ENM’s PT16F is a LCD tachometer and hour meter combination with extra functions such as a job timer, service timer, and ability to set various firing patterns. The meter also keep track of the maximum RPM which can help in early detection of issue with engine. The unit has an IP67 rating which will protect against dust and water and will work in various environments
ENM’s PT16F is a LCD tachometer and hour meter combination with extra functions such as a job timer, service timer, and ability to set various firing patterns. The meter also keep track of the maximum RPM which can help in early detection of issue with engine. The unit has an IP67 rating which will protect against dust and water and will work in various environments.
LCD TACH/HOUR METER PT16 SERIES









ENM’s PT16F is a LCD tachometer and hour meter combination with extra functions such as a job timer, service timer, and ability to set various firing patterns. The meter also keep track of the maximum RPM which can help in early detection of issue with engine The unit has an IP67 rating which will protect against dust and water and will work in various environments
INDUSTRI a L MACHINERY DIGEST COM IMD | 49 CLASSIFIEDS MachineShopWeb.com AmericanMachineShop.com BoothLocation.com ........... Visit Online Today! ........... Visit Online Today! Visit Online Today! Need Work Benches ? workbenchmarket.com In Stock-Factory Direct workbenchmarket.com Need Work Benches ? workbenchmarket.com In Stock-Factory Direct Need Work Benches ? workbenchmarket.com In Stock-Factory Direct Need Work Benches ? workbenchmarket.com In Stock-Factory Direct OIL MIST & SMOKE IN YOUR SHOP? www.mistcollectors.com Tel: 1-800-645-4174 FURNACE CO,INC • Trims 9” Disc Down 4 Times • Shapes 9” Disc 4 Times • Maintains Perfect Balance •Discs Run Cooler and Longer FOR ALL INDUSTRIAL APPLICATIONS DON’T WASTE THE UNUSED AREA OF YOUR DISCS! SAVE MONEY! THE MORGAN TRIMEEZER DISC CUTTER Use and Re-Use Discs. Morgan Manufacturing, Inc. SAVE 75% ON FLEXIBLE ABRASIVE DISCS 800-423-4692 CustomerService@MorganMfg.com www.morganmfg.com INDUSTRIAL EQUIPMENT M A D E I N T H E U S A www.enmco.com E-MAIL: customerservice@enmco com TOLL FREE: 888-372-0465 various firing patterns. The meter also keep track of the maximum RPM which can help in early detection of issue with engine. The unit has an IP67 rating which will protect against dust and water and will work in various environments. 2110MD_ENM.indd 1 9/16/21 10:05 AM M A D E I N T H E U S A www.enmco.com E-MAIL: customerservice@enmco.com TOLL FREE: 888-372-0465
2110MD_ENM.indd 1 9/16/21 10:05 AM M A D E I N T H E U S A www.enmco.com E-MAIL: customerservice@enmco.com TOLL FREE: 888-372-0465
M A D E I N T H E U S A www.enmco.com E-MAIL: customerservice@enmco com TOLL FREE: 888-372-0465
2110MD_ENM.indd 1 9/16/21 10:05 AM www.enmco.com EMIAL: customerservice@enmco.com TOLL FREE: 888-372-046

50 | IMD May 2023 ADVERTISER INDE x SERVING AMERICAN MANUFACTURERS FOR OVER 37 YEARS ARE YOU LISTED? We have launched our online, searchable directory with over 400 categories specifically designed for the industrial machinery industry. IF YOU’RE NOT LISTED, YOU’RE MISSING OUT! actek Manufacturing and Engineering Inc. — www.actekmfg.com 6 aTTCO, Inc. DBa Syclone aTTCO Service — www.skyhookmfr.com 3 attica Hydraulic Exchange — www.hydraulex.com 25 Betenbender Manufacturing, Inc — www.betenbender.com 9 Carell Corporation — www.carellcorp.com 19 Clamprite — www.clamprite.com 43 Cosen Saws, USa — www.cosensaws.com 17 COXREELS — www.COXREELS.com 42 Denver Breaker & Supply — www.denverbreaker.com 47 Design-2-Part Shows — www.d2p.com 48 Dynabrade, Inc. — www.dynabrade.com BC Eagle Bending Machines — www.eaglebendingmachines.com 19 ENM Co — www.enmco.com 49 Essex Structural Steel Co. — www.essexstructuralsteel.com 48 Formdrill USa Inc. — www.formdrill-usa.com 35 H&K Equipment, Inc. — www.hkequipment.com 48 HMI div of Betenbender Manufacturing — www.betenbender.com 37 Industrial Magnetics, Inc. — www.magnetics.com 23 Kanetec USa Corp — www.kanetec.com 47 KHK Gears — www.khkgears.us 41 Lenzkes Clamping Tools, Inc. — www.lenzkesusa.com IFC L&L Special Furnace Co., Inc. — www.llfurnace.com 49 MacMillin Hydraulic Engineering Corporation — www.macmhydraulic.com 18 Morgan Manufacturing, Inc. — www.MorganMfg.com 49 Pro-Line — www.1proline.com 49 Radwell International, Inc. — www.Radwell.com FC Royal Products — www.mistcollectors.com 49 Schweiss Doors — www.schweissdoors.com 49 Scotchman Industries, Inc. — www.scotchman.com 15 SME — www.mtseries.com IBC Sprinter Marking, Inc. — www.sprintermarking.com 45 Standard Direct — www.Standard-Direct.com 47 Stor-Loc — www.storloc.com 7 Suhner Industrial Products — www.suhner-machining.com 5 Tormach — www.tormach.com 11 Trim-Lok — www.trimlok.com 13
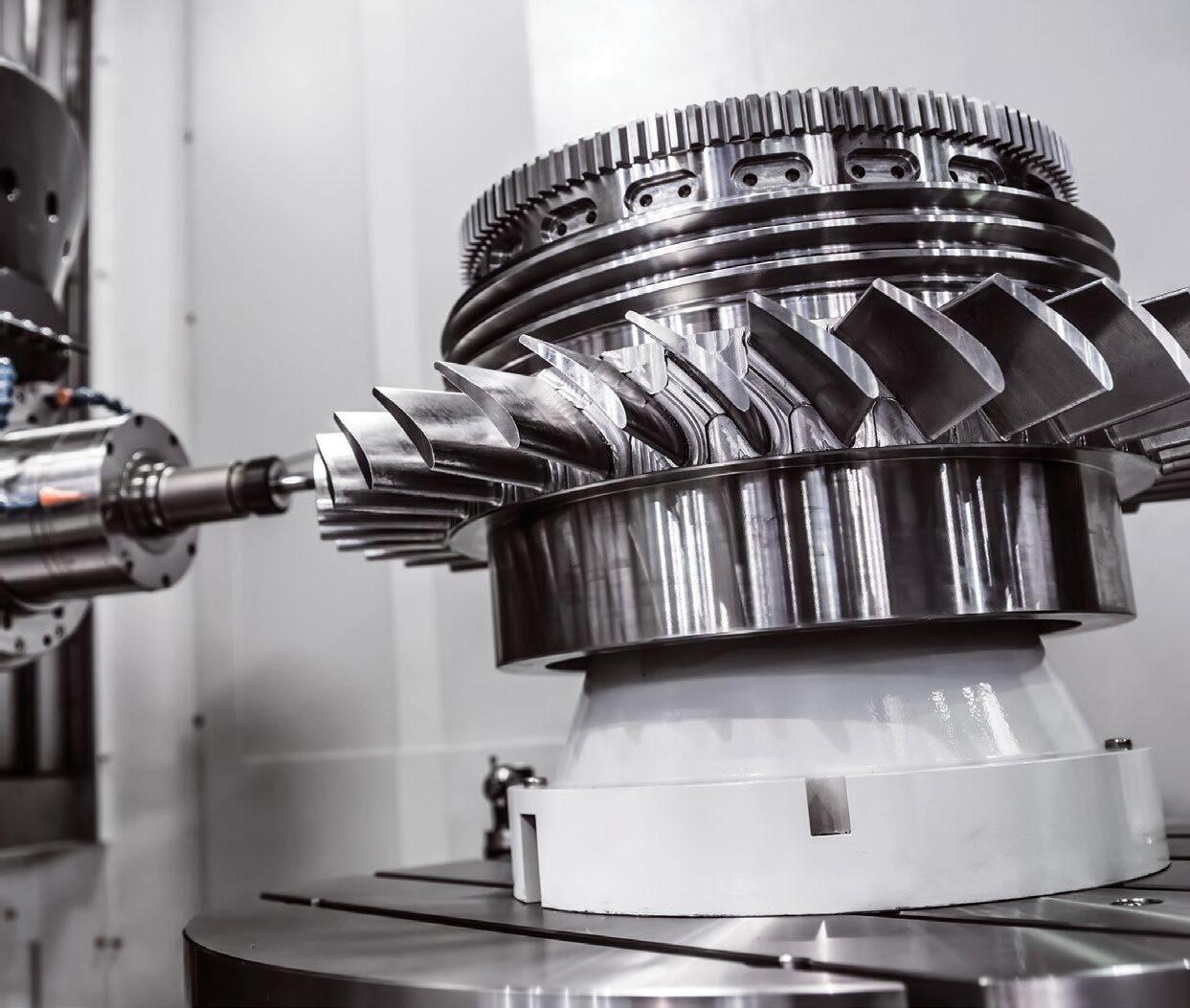
The Manufacturing Technology Series connects decision-makers from diverse industries with leading suppliers of advanced manufacturing technology, equipment and tooling. Don’t miss the most important manufacturing technology events in the U.S. in 2023. The Manufacturing Technology Series 2023: Four Regions . One Mission . Visit mtseries.com to learn more. Feb. 21-23, 2023 May 16-18, 2023 Oct. 24-26, 2023 Nov. 7-9, 2023
DIE GRINDERS & DISC SANDERS
– Durable, American made air tools are ideal for rapid material removal, deburring, finishing and polishing.






– Straight-Line, Right Angle and 7° Offset models offered in front and rear exhaust configurations.
– Tools available in horsepowers ranging from .3 hp to 3 hp, with speeds ranging from 3,200 RPM to 100,000 RPM.
WE LISTEN. WE OBSERVE. WE OPTIMIZE.
Contact Us for a Free No-Obligation Demonstration! PROUDLY DESIGNED, ENGINEERED AND BUILT IN AMERICA SINCE 1969 Dynabrade, Inc. | 1.800.828.7333 | dynabrade.com | IndustrialMachineryDigest.com 3590-B Hwy 31 South PMB #233 Pelham, aL 35124 PRSRT STD U.S. POSTAGE PAID ALABASTER, AL. PERMIT NO. 44
