


KUNSTSTOFF XTRA OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG www.wittmann-group.com WX Serie Januar / Februar 2023 1–2/2023
100 Jahre Familienunternehmen Hehl. Daraus hervorgegangen: rund 70 Jahre ARBURG. Das ist die richtige Mischung für einen heute weltweit führenden und seit Jahren erfolgreich am Markt agierenden Kunststofftechnik-Hersteller. Was dazu gehört? Tradition, Motivation, Innovation und die richtigen Mitarbeitenden. Das war so. Und das bleibt so. Auf die nächsten 100!
www.arburg.ch

Es geht nur gemeinsam
Alles ist miteinander verbunden. Aus diesem Grund kann es auch keine abgeschlossenen oder isolierten Lösungen für die grossen Herausforderungen unserer Zeit geben. Eine nachhaltige Wirtschaftsweise etwa beginnt zwar bei einem selbst, kann aber am Ende nur gemeinsam gelingen.
Das wurde mir erst kürzlich klar vor Augen geführt. Ich habe meinen ökologischen Fussabdruck berechnet und bin auf folgendes Resultat gekommen: Wenn alle Menschen der Welt so «nachhaltig» lebten wie ich, bräuchten wir 1,65 Planeten. Den Kommentar zu diesem Resultat konnte ich nur ironisch verstehen: «Gratulation, sie sind besser als der Durchschnitt.» Was soll das nützen? Wenn man wirklich von echter Nachhaltigkeit sprechen will, dürfte da maximal 1 stehen.
Eine kurze Recherche ergab, dass dem persönlichen Fussabdruck noch ein erheblicher Betrag hinzugerechnet wird, der durch öffentliche Dienste entsteht. Daraus entnehme
ich: Um in einem weit entwickelten Land wie der Schweiz nachhaltig leben zu können, reichen meine persönlichen Anstrengungen nicht aus. Es braucht gemeinsame Bestrebungen auf verschiedenen Ebenen.
Dass es alleine nicht geht, zeigen auch zahlreiche Bestrebungen beim Recycling von Kunststoffen (interessante Erkenntnisse dazu lieferte etwa auch die Swiss Plastics Expo in Luzern). «Für eine funktionierende Kreislaufwirtschaft braucht es die gesamte Wertschöpfungskette», schreibt Rahel Ostgen, Leiterin Kreislaufwirtschaft bei Swiss Recycling in ihrem Artikel. Gemäss dieser Erkenntnis arbeitet Swiss Recycling, die Dachorganisation für Schweizer RecyclingSysteme, am Projekt «Sammlung 2025». Dabei haben über 70 Organisationen den Pact «Kreisläufe für KunststoffVerpackungen und Getränkekartons schliessen» unterzeichnet und ein klares Zeichen für die Vision von einer Kreislaufwirtschaft bei Verpackungen in der Schweiz bis 2030 gesetzt.

Ich bin gespannt, um wie viel das meinen Fussabdruck senken wird.
Thomas Meier, Redaktor

KUNSTSTOFF XTRA AUTOMATION 1–2 /2023 EDITORIAL
Ein Unternehmen der GRAFE Gruppe. Masterbatch & Compounds www.colortechnik.swiss Masterbatch
Swissmade Compounds
4
ENERGIE
Auf die Motivation der Mitarbeiter kommt es an
Auf der K 2022 in Düsseldorf gab Markus Schertler, Geschäftsführer der Engel (Schweiz) AG, einen Einblick, wie das Unternehmen seine Kunden beim Energiesparen unterstützt.


6
CIRCULAR ECONOMY
Recycling in der Schweiz

Warum braucht es ein nationales Sammelsystem für Kunststoffe und Getränkekartons?
11
UMWELT
Netto-Null-Ziel erfordert schnelle Investitionen
Wenn Europa nicht so schnell wie möglich 302 Milliarden Euro in klimarelevante Infrastrukturen investiert, wird es sein Ziel von netto Null Treibhausgasemissionen bis 2050 verfehlen.
IMPRESSUM
KUNSTSTOFF XTRA
Die Fachzeitschrift für Werkstoffe – Verarbeitung – Anwendung
Erscheinungsweise 7 × jährlich
Jahrgang
13. Jahrgang (2023)
Druckauflage
4100 Exemplare
WEMF / SW-Beglaubigung 2022
3264 Exemplare total verbreitete Auflage
1280 Exemplare davon verkauft
ISSN-Nummer 1664-3933

Internet www.kunststoffxtra.com
Geschäftsleiter
Andreas A. Keller
13
MESSEN
Die ideale Plattform
Das war die Swiss Plastics Expo 2023

22
MESSEN/PRÜFEN
Exzellenz in der Kunststoffverarbeitung
Evco Plastics strebt danach, seinen Kunden Mehrwert für deren Spritzgiessteile zu bieten.
28
FORSCHUNG/ ENTWICKLUNG Betrachtungen zur
Poissonzahl
Vertiefte Kenntnisse über die Poissonzahl als wichtiger Kennwert zur Beschreibung des Verformungsverhaltens der Werkstoffe und damit auch für die Berechnung der Bauteile scheinen nicht sehr verbreitet zu sein.
Herausgeber/Verlag
SIGWERB GmbH

Unter Altstadt 10, Postfach
CH-6302 Zug
Telefon +41 41 711 61 11 info@sigwerb.com, www.sigwerb.com
Anzeigenverkaufsleitung
Thomas Füglistaler
Anzeigenverkauf
SIGImedia AG
Jörg Signer
Alte Bahnhofstrasse 9a
CH-5610 Wohlen
Telefon +41 56 619 52 52
Telefax +41 56 619 52 50 info@sigimedia.ch
Redaktion
Thomas Meier
Telefon +41 79 310 01 59 thomas.meier@sigwerb.com
Marianne Flury (Senior Editor)
Telefon +41 32 623 90 17 m.flury@sigwerb.com
Vorstufe
Triner Media + Print
Schmiedgasse 7 CH-6431 Schwyz
Telefon +41 41 819 08 10 beratung@triner.ch www.triner.ch
Abonnemente
Telefon +41 41 711 61 11 info@sigwerb.com www.kunststoffxtra.com
Druck Fontana Print SA
Via Giovanni Maraini 23 CH-6963 Pregassona +41 91 941 38 21 www.fontana.ch
Jahresabonnement Schweiz: CHF 38.00 (inkl. Porto/MwSt.)
Jahresabonnement Ausland: CHF 58.00 (inkl. Porto)
Copyright Zur Veröffentlichung angenommene Originalartikel gehen in das ausschliessliche Verlagsrecht der SIGWERB GmbH über. Nachdruck, fotomechanische Vervielfältigung, Einspeicherung in Datenverarbeitungsanlagen und Wiedergabe durch elektronische Medien, auch auszugsweise, nur mit Genehmigung des Verlags. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen.
Copyright 2023 by SIGWERB GmbH, CH-6302 Zug
2 KUNSTSTOFF XTRA INHALTSVERZEICHNIS 1–2 /2023
34
AUS-/WEITERBILDUNG
«Wir brauchen eine konzertierte Aktion»
Der Personalmangel macht sich in der Kunststoff- und Gummimaschinenindustrie immer stärker bemerkbar.
36
WERKSTOFFE
Weisse Masterbatches ohne Titandioxid


Auf der K2022 in Düsseldorf stellte Tosaf eine Reihe neuer weisser Masterbatches mit sehr guten Eigenschaften in Bezug auf Weissgrad, Farbstärke und Opazität vor, die kein Titandioxid (TiO2) enthalten.
VERPACKUNG
Blitzschutz für die Elektronik
Elektronische Baugruppen sind empfindlich gegenüber plötzlichen Entladungen statischer Elektrizität und können dadurch beschädigt oder gar zerstört werden.

ZUM TITELBILD
Wittmann WX Serie
Mit der WX Serie von Wittmann wurde die ganze Roboterserie für Spritzgiessmaschinen im mittleren und grossen Schliesskraftbereich neu aufgebaut. Mit einer intelligenten Anordnung von Stahl und Aluachsen konnten die Traggewichte gegenüber der W8 Serie wesentlich erhöht werden. Innenliegende Verschlauchung im vertikalen Y-Rohr sind bei der WX Serie Standard. Am Ende der Vertikalachse können bis zu drei Zusatzachsen angebaut werden, wobei die neu entwickelten Motorregler innerhalb des Standartschaltschrankes Platz finden. Die WX Serie wird mit der neuesten Version der intern verbauten WITTMANN CNC9 Steuerung und der R9 TeachBox ausgeliefert. Die R9 greift in ihrer Funktionalität auf die vielfach bewährte Version R8 zurück, wobei die Features der R9 TeachBox
43
SOFTWARE
Ein Adapter räumt auf
Gollmer und Plaston optimierten mit Hilfe von Simulation und der Varimos Variantenanalyse von Simcon einen neuartigen Stacking-Adapter.


47
AUTOMATION
Markant weniger Maschinenstillstände
Im Projekt «ReGuMa» arbeitet Aisemo mit fünf Spritzgiessunternehmen und zwei Forschungspartnern zusammen, um die Stabilität des Spritzgiessprozesses zu erhöhen.

AUS DER BRANCHE 48
PRODUKTE 54
LIEFERANTENVERZEICHNIS 55
KUNSTSTOFF XTRA
noch diverse weitere Verfeinerungen erfahren haben. Die TeachBox wartet nun mit weiter verbesserten Möglichkeiten der Visualisierung auf, mit einem vergrösserten, nun 10,1" messenden Display mit Multitouch-Eigenschaften. Die Auflösung des Bildschirms hat sich auf 1280 x 800 Pixel erhöht. Im Gehäuse implentierte Step-Tasten erleichtern das Positionieren des Roboters durch taktile Rückmeldung. Natürlich offeriert die R9 TeachBox weiterhin die schon bekannten Programmier- und Teach-Umgebungen wie TextEditor und QuickEdit und den QuickNew Wizard.
Wittmann Kunststofftechnik AG

Uznacherstrasse 18, CH 8722 Kaltbrunn info@wittmann group.ch www.wittmann group.ch

3 KUNSTSTOFF XTRA INHALTSVERZEICHNIS 1–2 /2023
38
OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG www.wittmann-group.com WX Serie Januar Februar 2023 1–2/2023
Einfach effiziente Produkte kaufen reicht nicht
Auf die Motivation der Mitarbeiter kommt es an
Engel bietet viele Assistenzsysteme für den Spritzgiessprozess. Auf dem Messestand an der K 2022 in Düsseldorf gab Markus Schertler, Geschäftsführer der Engel (Schweiz) AG, einen Einblick, wie das Unternehmen seine Kunden beim Energiesparen unterstützt.
 Thomas Meier
Thomas Meier
Ein wichtiges Thema bei Engel sind die steigenden Strompreise, «das ist vielleicht nicht so spektakulär, es betrifft die Industrie aber am meisten», sagt Markus Schertler, Geschäftsführer der Engel (Schweiz) AG. Bezüglich der massiv steigenden Preise hat er mit vielen Kunden Gespräche geführt: «Da gibt es einige, die mit doppelten bis dreifachen Stromkosten im Vergleich zum letzten Jahr auskommen müssen.»
Um das abzufedern haben doch viele Hersteller Rahmenverträge mit gebundenen Preisen?
Beschränkt, sagt Schertler. In der Schweiz kann ein Unternehmen wählen, ob es einen Energievertrag mit der Gemeinde abschliesst, oder Strom am freien Markt einkauft. Da haben einige Firmen am freien Markt eingekauft, und übrigens auch Gemeinden. Das heisst, die letzten Jahre konnte man da noch profitieren, weil die Preise immer etwas unter den langfristigen Verträgen waren, aber jetzt mit diesem starken Anstieg, haben sie das Nachsehen.
Dazu kommt noch, die Laufzeiten solcher Verträge betragen vielleicht 2 bis 3 Jahre, d.h. viele Verträge laufen nächstes oder übernächstes Jahr aus. Niemand rechnet damit, dass sich die Preise bald wieder normalisieren, deshalb treibt dieses Thema gerade viele um.
Wie kann man als Fertiger konkret Strom sparen? Die Herstellung von Kunststoffteilen ist ja nunmal energieintensiv.
Viele Kunden haben Spritzgussanlagen 20 bis 30 Jahre in Betrieb. Dort sind Antriebssysteme und Technologien verbaut, die
sehr viel mehr Strom verbrauchen als heutige Technologien.
Wir haben Rechenbeispiele gemacht: Wenn ich beispielsweise eine hydraulische 200t Maschine, die 20 Jahre alt ist durch eine vollelektrische neue Anlage ersetze, ist die Energieeinsparung bei einem verdoppelten Strompreis höher als die Leasing rate der neuen Maschine.
Heisst das es lohnt sich wegen den steigenden Energiepreisen, Maschinen zu ersetzen, die noch nicht am Ende ihres Lebenszyklus angekommen sind? Absolut.
Rechnen sie denn durch diese Situation mit einem höheren Auftragseingang?
Wir glauben nicht, dass das den grossen Run auslöst, weil wir uns doch in einer herausfordernden wirtschaftlichen Situation befinden. Da müssen die Firmen genau abwägen, was kommt in den nächsten Monaten auf uns zu, was kann ich an Energiekosten sparen.
Ich denke das erste, was eine Firma heute machen kann, ist den Energieverbrauch zu messen. Die Evaluation der Energiekosten zeigt häufig, dass die grossen Verbraucher nicht die sind, die man vielleicht vermutet.
Wir bieten Komplettsysteme an, mit denen man die Maschine mit Automation und Temperierung messen kann. Da sieht man sehr schnell, dass z. B. die kleinen Temperiergeräte einen sehr hohen Stromverbrauch haben. Zwei kleine Temperiergeräte brauchen doppelt so viel Strom wie eine vollelektrische 100t Maschine. Viele Kunden haben diese Systeme noch in alten Ausführungen im Einsatz. Auch Pneumatik ist ein grosser Energieverbraucher. Grosses Potenzial liegt noch darin, dass man all diese Systeme be
darfsgerecht steuert. Dass etwa Antriebe nur dann laufen, wenn die Leistung auch benötigt wird.
Heisst das, dass viele Anwender bis heute nicht genau wissen, wo die gros sen Verbraucher stecken und diese Fragen erst jetzt bei steigenden Stromkosten in den Fokus rücken? Das ist so. Den energetischen Vorteil hat man früher einfach mitgenommen beim Kauf einer neuen Maschine. Aber es war nicht der wichtigste Entscheidungsgrund. Die aktuelle Situation rückt das Thema natürlich in den Vordergrund. Viele Unternehmen, die sich da früher keine Gedanken gemacht haben, steigen jetzt voll ein. Ein ebenso wichtiges Thema ist der Spitzenstrom. Wenn z. B. nach dem Wochenende Montag morgens alle Maschinen auf einmal eingeschaltet und aufgeheizt werden, entsteht eine hohe Stromspitze, die man teuer bezahlen muss. Wenn man die Einschaltung des Maschinenparks kontrol
4 1–2/2023 KUNSTSTOFF XTRA En E rgi E
Markus Schertler, Geschäftsführer, Engel (Schweiz) AG (Bild: Jörg Signer)
liert über mehrere Stunden macht, lassen sich diese Spitzen reduzieren. Für all diese Dinge bieten wir intelligente Software an.
Ihre Maschinen können das bestimmt schon länger, sodass Sie nun direkt passende Lösungen anbieten können. Wir haben bereits vor 15 Jahren drehzahlgeregelte Pumpen in der Hydraulik eingesetzt. Wir sind da schon länger stetig dran.
Wie weit lässt sich eine Spritzgussmaschine energetisch noch optimieren?
Wir fahren schon auf Linearführungen reibungsminimiert oder haben mit isolierten
Vakuumsparschaltung
Engel hat bei Robotern für Pick & Place Anwendungen standardmässig eine Vakuumsparschaltung eingebaut. Das funktioniert so, dass für die Aufnahme eines Teils nur Druckluft benötigt wird, um einen Unterdruck herzustellen. Sobald der erreicht ist, schliesst ein Ventil automatisch ab, bis das Teil wieder abgelegt wird. Auf der K in Düsseldorf zeigte ein Demonstrator, dass auf diese Weise bei einem BeispielZyklus von 18 Sekunden nur gerade 1 Sekunde lang ein Vakuum aufgebaut wird. Ohne diese Sparschaltung würde der Greifer permanent Luft ansaugen.
Heizungen die Abstrahlwärme reduziert. Da ist nicht mehr so viel Potenzial. Deshalb haben wir uns auch dem Gesamtsystem gewidmet, und bspw. bei den neuen Robotern eine Vakuumsparschaltung als Standard integriert (siehe Box). Zudem bieten wir Temperiergeräte an mit drehzahlgeregelten Pumpen. Das alles noch in Kombination mit intelligenten Assistenzsystemen sorgt dafür, dass wir einen möglichst niedrigen Energieverbrauch erreichen. Wir haben die Systeme schon und können Firmen, die diese Themen im Fokus haben optimal beraten. Kunden sind nun auch zunehmend bereit, solche Investitionen zu tätigen, weil sie sich unter diesen Voraussetzungen sehr schnell rechnen.
Das heisst technisch ist das Potenzial schon bald ausgeschöpft?
Das einzelne Produkt zu optimieren, ist schon ziemlich ausgereizt. Potenzial liegt aber noch bei den Produkten im Zusammenschluss mit der Peripherie. Und dann lässt sich übergreifend über alle Maschinen in der Fertigungshalle noch einiges erreichen.
Wenn die technischen Lösungen vorhanden sind, fehlt es demnach noch am Bewusstsein der Anwender, dass noch nicht so viele Anstrengungen in eine effiziente Produktion gesteckt werden?
Ganz klar. Produkte kaufen ist das eine. Aber das Wichtige ist, dass man die Mitarbeiter mitnimmt und Energiesparen zum Thema macht. Wenn ein Unternehmen es schafft die Mitarbeiter zum Energiesparen zu motivieren, lassen sich ungeahnte Potenziale heben. Dabei können fast alle Abteilungen einen Beitrag leisten.

An erster Stelle steht das Visualisieren und Messen des Verbrauchs, danach kann optimiert werden.
Durch bedarfsgerechte (nur so viel wie nötig) Einstellung der Produktionsparameter wie Temperaturen, Drücke, Geschwindigkeiten, etc. lassen sich einige Energiesparpotenziale heben.
Wir helfen unseren Kunden dabei mit intelligenten Systemen, wie jetzt neu mit iQ hold control der automatischen Ermittlung der optimalen Nachdruckzeit. Damit lässt sich Energie und Zykluszeit einsparen, ohne Abstriche in der Bauteilqualität. Am meisten Potenzial hat allerdings der Ersatz alter Anlagen, die noch nicht über effiziente bedarfsgerechte Antriebe verfügen. Es macht wenig Sinn, dass wir neue Anlagen um die zweite Kommastelle der Kilowattstunde optimieren, und daneben steht eine Maschine, die doppelt so viel Strom benötigt.
Kontakt
Engel (Schweiz) AG
CH 8500 Frauenfeld
www.engelglobal.com
5 1–2/2023 KUNSTSTOFF XTRA En E rgi E BPG_Schweiz_Ad_Nachhaltigkeit_184x85mm_RZ.indd 1 16.12.2021 08:17:11
n
Nationales Recyclingsystem
Gemeinsam für eine schweizweite Lösung
Warum braucht es ein nationales Sammelsystem für Kunststoffe und Getränkekartons? Welche Standards gibt es bereits? Und was ist der Schlüssel zum Erfolg? Der folgende Beitrag gibt Antworten.
Rahel Ostgen ¹
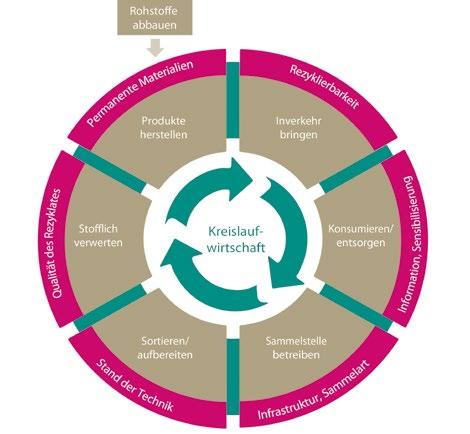
Im Rahmen des Projekts «Sammlung 2025» arbeiten Organisationen entlang der ganzen Wertschöpfungskette an einer Kreislaufwirtschaft für Kunststoffverpackungen und Getränkekartons. Über 70 Organisationen haben den Pact «Kreisläufe für Kunststoff-Verpackungen und Getränkekartons schliessen» unterzeichnet und ein klares Zeichen für die Vision von einer Kreislaufwirtschaft bei Verpackungen in der Schweiz bis 2030 gesetzt. Mit dem Pact startete letztes Jahr der Bau eines nationalen Sammelsystems für Kunststoff-Verpackungen und Getränkekartons. Das Projekt befindet sich mitten im Aufbauprozess mit entsprechender Or-
ganisation und Finanzierungslösung. Grundlage für das System sind ambitionierte Ziele in den drei Säulen der Nachhaltigkeit (Ökologie, Ökonomie und Soziales). Um eine praxisorientierte und breit akzeptierte Lösung zu entwickeln, ist die Einbindung von Akteuren der gesamten Wertschöpfungskette essenziell. 2023 sollen die Voraussetzungen für das schweizweit koordinierte System geklärt und ein Aufbau danach ermöglicht werden.
Warum es ein nationales Recycling-System braucht

Verschiedene Voraussetzung erhöhen den Bedarf für ein nationales System. Zum einen bieten Kunststoffe ein hohes Mengenpotenzial – von heute ca. 9000 t liegt das Sammelpotenzial bei über 100 000 t Gemischtkunststoff. Weiter handelt es sich um eine komplexe Fraktion aufgrund ihrer
diversen Ausprägungen und Materialien. Das bedarf einheitlicher Kommunikationsmassnahmen. Auch in der Konzipierung der Verpackung, im Design for Recycling, besteht Handlungsbedarf, so dass Verpackungen, die gesammelt werden, auch effektiv wieder recycelt werden können. Heute tragen ausserdem die Erlöse aus dem Verkauf des recycelten Materials nur einen kleinen Teil der Kosten für das Sammel- und Recyclingsystem. Das heisst, es braucht eine deckende Finanzierung. Mit einem flächendeckenden, nationalen Recycling-System kann das Mengenpotenzial und Synergien für mehr Ökoeffizienz realisiert werden. Es kann national einheitlich kommuniziert und sensibilisiert werden und die Produzenten für das Design for Recycling und den Ausbau der Sekundärmärkte eingebunden werden. Ein nationales Recycling-System mit am -
Für eine funktionierende Kreislaufwirtschaft braucht es die ganze Wertschöpfungskette. (Bilder: Swiss Recycling)
6 1–2/2023
1 Rahel Ostgen, Leiterin Kreislaufwirtschaft, Swiss Recycling
Neugasse 29 _ 6300 Zug
Tel. +41 (41) 711 18 00
info@mas-concept.ch
mas-concept AG
Hotel- und Reiseangebote: www.duesseldorf-tourismus.de
bitionierten Zielen kann Planbarkeit und Investitions-Sicherheit bieten. Es geht dabei um mehr als nur die Sammlung und das Recycling – Kreisläufe sollen geschlossen werden.
Chance für eine freiwillige Branchenlösung
Weiter ist die politische Grundlage mit der Motion Dobler (20.3695) für ein schweizweit harmonisiertes Sammelsystem gegeben. Der Bundesrat hat den Auftrag, den Rechtsrahmen für eine schweizweit koordinierte Kunststoffsammlung festzulegen. Dabei liegt die Priorität bei freiwilligen Lösungen der Branche. Verstärkt wird dieser Druck auch durch das internationale Markt umfeld (europäische Regulationen, Druck internationaler Unternehmen, Design for Recycling Vorgaben, technologische Entwicklungen).
Auch die Schweizer Bevölkerung ist bereit, Kunststoffe und Getränkekartons zu sammeln. Das haben verschiedene bestehende Sammlungen von Städten, Gemeinden, Zweckverbänden, privaten Anbietern und Detailhändlern gezeigt.
Die Chance für eine freiwillige Branchenlösung ist gegeben. Mit einem flächendeckenden, nationalen System können die ökologischen, ökonomischen und gesellschaftlichen Vorteile ausgeschöpft werden
Drehscheibe Kreislaufwirtschaft
Schweiz by Swiss Recycling
Mit der «Drehscheibe Kreislaufwirtschaft Schweiz» schafft Swiss Recycling eine Plattform für engagierte Organisationen, welche die Kreislaufwirtschaft aktiv umsetzen wollen. Mit Partnern der gesamten Wertschöpfungskette (vom Hersteller über den Detailhandel bis zum Recycler) werden neue Lösungen erarbeitet, damit Verpackungen und Produkte möglichst optimal im Kreislauf gehalten werden können. In den verschiedenen Themenplattformen werden mit den Partnern konkrete, umsetzungsorientierte Lösungen erarbeitet – von der Branche, für die Branche.
www.circular-economy.swiss
und bessere Voraussetzungen für die Weiterentwicklung geschaffen bzw. diese aktiv gesteuert werden (z. B. laufende Mengensteigerung, einheitliche Sensibilisierung, positives Signal an Investoren).
Transparenz und Rückverfolgbarkeit der Stoffflüsse Vor allem bei Wertstoffen, die wenig Ertrag bringen und einen tieferen Marktwert haben, besteht die Gefahr einer Verwertungs-Divergenz. Das heisst, dass nicht automatisch die beste Lösung der Verwertung gewählt wird, sondern im Gegenteil ein Trend zu niederwertigem Recycling besteht. Ohne Standards driftet die Verwertung weg vom Bestmöglichen und hin zum günstigsten Weg (z. B. Kunststoffe in Asien). Mit der im Jahr 2020 eingeführten Zertifizierung des Vereins Schweizer Plastic Recycler (VSPR) für die stoffliche Verwertung von Kunststoffabfällen aus Haushalten ist bereits ein solcher Standard vorhanden. Es wird Transparenz in Bezug auf die Stoffflüsse von Kunststoffverwertungsunternehmen geschaffen. Ein Recycling-System soll eine nachhaltige und weitsichtige Lösung für Verpackungen ermöglichen. Aufbauend auf bestehenden Zielsystemen und Monitorings, z. B. des VSPR und dem Verein Getränkekarton Recycling Schweiz, kann ein Recycling-System mit einem umfassenden und transparenten Zielsystem in allen Bereichen der Nachhaltigkeit (Ökologie, Wirtschaft, Gesellschaft) den Nutzen
des gesamtschweizerisch harmonisierten Systems ausweisen und verbessern.
Zusammenarbeit als Schlüssel
Das Schliessen von Kreisläufen von Kunststoff ist ein wichtiger Schritt, um Klima und Umwelt zu schützen. Damit das möglich ist, braucht es die ganze Wertschöpfungskette – von Hersteller über Handel und Konsument bis zur Sammelstelle und zum Recycler.
Das Potenzial der Kreislaufwirtschaft kann erst abgerufen werden, wenn alle Beteiligten, von den Herstellern bis zu den Konsumenten, ihren Anteil beitragen und einfordern. Es braucht eine ganzheitliche Sichtweise, welche die konkreten Verwertungsmöglichkeiten nach Stand der Technik, die Einsatzmöglichkeiten des wiederverwerteten Materials und die Information und Sensibilisierung bis hin zum Konsumenten berücksichtigt. Der Schlüssel für eine erfolgreiche Umsetzung ist die Kooperation über die gesamte Wertschöpfungskette. Dabei ist die Rückkoppelung vom Recycling in das Produktdesign ein wesentlicher Erfolgsfaktor. Alle Akteure sind gefordert, um eine funktionierende Kreislaufwirtschaft zu ermöglichen.
Kontakt
Swiss Recycling
CH-8006 Zürich
+41 44 342 20 00
www.swissrecycling.ch
n
Rezyklierbare Verpackungen aus Kunststoff werden gesammelt, sortiert, zu Rezyklat verarbeitet und können als Sekundärmaterial wieder eingesetzt werden.
8 1–2/2023 KUNSTSTOFF XTRA Cir C ular E C onomy
Herman Miller erweitert seine nachhaltige Möbelkollektion
Möbel aus Plastikmüll
Die überarbeitete Version des Bürostuhl Sayl ist durch den Einsatz von Ocean Bound Plastic (OBP) der jüngste Beitrag des US-amerikanischen Möbelherstellers Herman Miller zum erklärten Unternehmensziel, bis 2030 bei allen Produkten 50 Prozent recycelte Materialien zu verwenden.
Herman Miller weitet den Einsatz von Ocean Bound Plastic (OBP) in seinen Kollektionen aus. Bei dem aktuell überarbeiteten
Bürostuhl «Sayl» des Schweizer Designers


Yves Béhar werden pro Stuhl bis zu 1,36 kg OBP verwandt. Damit setzt Herman Miller seine Bemühungen fort, seine Produkte möglichst ressourcenschonend herzustellen. Seit Herman Miller 2021 als erstes die Designikone Aeron in einer OBP-Variante angeboten hatte werden immer mehr Produkte mit recycelten Materialien ausgestattet. Durch den Einsatz von OBP beim Sayl jetzt jährlich rund 9,6 Millionen Plastikflaschen – das entspricht in etwa 95 Tonnen Plastikmüll – zusätzlich aus den Meeren und Flüssen geborgen. (Basierend auf aktuellen Verkaufsprognosen)
Unternehmensziel:
Nachhaltiges Engagement
Sayl reiht sich damit in die Liste von Herman Miller-Produkten, bei denen bereits OBP verwendet wird, ein. Bezogen auf die gesamte Produktpalette werden jährlich insgesamt rund 234 Tonnen des recycelten Rohstoffs einer neuen Nutzung zugeführt. Das entspricht rund 23 Millionen
Bei der Designikone Aeron sind ab sofort vier Farbvarianten als OBP-Variante erhältlich. (Bild: Herman Miller)

Plastikflaschen. Ocean Bound Plastic kommt ausser beim Sayl beim Aeron, der OE1 Office Collection und den RevenioStoffen zum Einsatz.

«Echte Innovation besteht nicht darin, fortwährend neue Produkte zu entwickeln und herzustellen», sagt Gabe Wing, Director of Sustainability bei MillerKnoll. «Es geht darum, Bestehendes zu verbessern, indem man neue Forschungser gebnisse, Perspektiven und Ressourcen nutzt. Wir
arbeiten kontinuierlich daran, unsere Produkte fortwährend im Sinne eines verantwortungsvollen Umgangs mit den Ressourcen unserer Erde zu verbessern.»
Vorreiter in Sachen Nachhaltigkeit
Sayl war bei seiner Einführung im Jahr 2010 schon ein Vorreiter in Sachen verantwortungsbewusstes und umweltfreundliches Design. Inspiriert von der Golden Gate
9 1–2/2023 KUNSTSTOFF XTRA Cir C ular E C onomy
Plastservice GmbH Schäracher 12 CH-6232 Geuensee Telefon +41 41 450 15 60 Telefax +41 41 450 15 94 info@plastservice.ch plastservice.ch Fiege electronic Heisskanalregler Geräte mit Systemcharakter und Mehrwert.
Bridge optimiert das Design von Sayl den Materialeinsatz und bietet gleichzeitig ergonomische Unterstützung und Komfort. Ausserdem ist der Stuhl zu 92% recycelbar. «Für Charles Eames war ‹Design nie fertig›. Das trifft auch auf Sayl zu, der nach seiner Markteinführung stetig verbessert wurde und wird», kommentierte Yves Béhar, Designer und Gründer von fuseproject die An -

kündigung von Herman Miller. «Sayl wurde von Anfang an als leichter, einfacher Stuhl mit geringerem CO2-Fussabdruck in der Kategorie der voll ausgestatteten Arbeitsstühle konzipiert. Jetzt freue ich mich, dass Sayl in seiner neusten Variante Materialien enthält, die aus recyceltem Kunststoffabfall hergestellt werden. Bei fuseproject war das schon immer ein Schwerpunkt und eine Leidenschaft, und es wird auch weiterhin im Mittelpunkt unserer Arbeit stehen.»
In den Farbenvarianten werden je nach gewählter Farbe zwischen 0,907 kg und 1,36 kg OBP verwandt, wobei die schwarze Version des Sayl den höchsten Anteil aufweist. Alle OBP-Versionen sind ab sofort in Europa erhältlich. Zukünftig wird der recycelte Kunststoff auch in der GamingSonderedition von Herman Miller eingesetzt.
OBP-Variante in vier Farben
Auch alle Farbenvarianten des Aeron sind ab sofort als OBP-Variante erhältlich. Vier
Farben stehen zur Auswahl: Onyx, ein ultraschwarzer Farbton, Graphit, ein markantes, dunkles Grau, Carbon, ausgeglichen und neutral und Mineral als hellste Variante. Je nach Konfiguration kommt beim Aeron OBP im Gestell und in den Klappenabdeckungen des Stuhls zum Einsatz. Pro Stuhl werden so zwischen 226,8 g und 1,13 kg verbaut, was in etwa 23 bis 114 Plastikwasserflaschen entspricht. Die Farbe Onyx enthält dabei mit 1,13 kg pro Stuhl die grösste Menge OBP. Alle Stühle aus der Aeron-Kollektion sind zu 90 Prozent recycelbar und bestehen zu über 50 Prozent aus recyceltem Material. Aeron in der OBP-Variante ist für Vertragskunden in Europa bei MillerKnoll- oder bei Herman Miller-Händlern erhältlich. Im Laufe des Jahres wird er auch über die Einzelhandelsstandorte von Herman Miller in Europa zu beziehen sein.
Kontakt
Effizienz und Bedienkomfort im neuen Design.
Effizienz und Bedienkomfort
www.temperiergeraete.com


Gemeinsam zu noch mehr Power und
Unverzichtbar für eine CO 2 -neutrale Produktion Kühlen und Temperieren mit System. Weltweit.


KUNSTSTOFF XTRA Cir C ular E C onomy
Ingenieurbureau Dr. Brehm AG · Lettenstrasse 2/4 · CH-6343 Rotkreuz · Telefon +41 41 790 41 64 · info@ brehm.ch · www.brehm.ch Gesellschaft Wärme Kältetechnik mbH Scherl 10 D-58540 Meinerzhagen power to transform
COOLING SOLUTIONS
www.hermanmiller.com n
Bürostuhl Sayl in weiss zusammen mit weiteren Produkten aus dem Herman Miller Programm. (Bild: Herman Miller)
Klimaneutral bis 2050
Netto-Null-Ziel erfordert schnelle Investitionen
Eine neue Studie von ETH-Forschenden zeigt: Wenn Europa nicht so schnell wie möglich 302 Milliarden Euro in klimarelevante Infrastrukturen investiert, wird es sein Ziel von netto Null Treibhausgasemissionen bis 2050 verfehlen.

Sowohl die Europäische Union als auch die Schweiz haben sich zum Ziel gesetzt, bis 2050 klimaneutral zu werden und ihre Treibhausgasemissionen auf Netto-Null zu reduzieren. Um dieses Ziel zu erreichen, sind grosse Investitionen in die Stromerzeugung aus erneuerbaren Energien, die Stromnetze, Speicherkapazitäten und andere klimarelevante Infrastrukturen erforderlich. Wie hoch diese aber in den nächsten 15 Jahren ausfallen müssen und welche Bereiche dabei am wichtigsten sind, war bis anhin unklar.
Diese Lücke füllt nun eine Meta-Studie von ETH-Professor Bjarne Steffen und Lena Klaassen, die kürzlich in der Fachzeitschrift Nature Climate Change erschienen ist. Die Autoren kommen zu dem Schluss: Wenn in den nächsten zwei Jahren nicht jährlich 302 Milliarden Euro in klimarelevante Infrastrukturen in Europa fliessen, ist das Netto-Null-Ziel gefährdet.
Ein Drittel mehr Investitionen nötig
«Im Vergleich zu den letzten Jahren müssen die Investitionen in grüne Infrastrukturen pro Jahr um 87 Milliarden Euro steigen und das so schnell wie möglich. Das sind über ein Drittel mehr als bisher», erklärt Erstautorin Klaassen, die an der Professur für Klimafinanzierung der ETH Zürich doktoriert. Angesichts der Grösse der europäischen Aktien- und Anleihemärkte ist das
Geld dafür vorhanden. Die Herausforderung bestehe aber vor allem darin, die nötigen politischen Weichen schnell genug zu stellen, damit das Kapital in die richtigen Projekte fliesst.
Die ETH-Forschenden untersuchten 56 Technologie- und Investmentstudien aus der Wissenschaft, der Industrie und dem öffentlichen Sektor. Sie konzentrierten sich dabei auf die Staaten der EU, berücksichtigen aber auch Daten zum Vereinigten Königreich, zu Norwegen und zur Schweiz. Die gesamteuropäischen Trends sind daher auch für die Schweiz relevant.
Drei Bereiche sind besonders relevant
Am deutlichsten steigt der Investitionsbedarf bei der Stromerzeugung aus erneuerbaren Energien. «Um die Entkarbonisierung aller Lebensbereiche voranzutreiben, müssen in den nächsten Jahren jährlich
11 1–2/2023
Am deutlichsten steigt der Investitionsbedarf bei der Stromerzeugung aus erneuerbaren Energien, beim Ausbau der Verteilnetzte und bei der Eisenbahninfrastruktur. (Bild: Pexels)
«Im Vergleich zu den letzten Jahren müssen die Investitionen in grüne Infrastrukturen pro Jahr um 87 Milliarden Euro steigen und das so schnell wie möglich.»
Lena Klaassen
rund 75 Milliarden in Solar- und Windkraftanlagen fliessen. Das sind 24 Milliarden mehr pro Jahr als in der jüngeren Vergangenheit», sagt Steffen. Ähnlich sieht es beim Ausbau der Verteilnetze und der Eisenbahn aus: Auch in diese Bereiche müssen verglichen mit dem Zeitraum 2016 bis 2020 40 bis 60 Prozent mehr Mittel fliessen, um die Elektrifizierung und die Verlagerung des Verkehrs von der Strasse auf die Schiene auszuweiten.
Ukrainekrieg verstärkt Trends
Den Autoren zu Folge verstärkt der Krieg in der Ukraine diese Trends zusätzlich: «Um möglichst wenig Gas aus Russland zu importieren, müsste Europa rund 10 Milliarden Euro pro Jahr zusätzlich in die Solarenergie und die Windkraft investieren. Im
Vergleich dazu ist der Investitionsbedarf für zusätzliche Erdgasinfrastruktur wie LNG-Terminals mit rund 1,5 Milliarden pro Jahr deutlich geringer», sagt Steffen. Laut der ETH-Studie sollten fossile Energieträger wie Kohle, Öl- und Gas in Europa in Zukunft weniger Kapital binden. Insbesondere der Investitionsbedarf in konventionelle Kraftwerke sinkt um 70% innerhalb weniger Jahre.



Regulierung auf unterschiedliche Bereiche zuschneiden


Was kann die Politik tun, damit schnell mehr Kapital für den Ausbau grüner Infrastrukturen zur Verfügung steht? «Politische Massnahmen sollten auf die Finanzierung in jenen Sektoren zugeschnitten sein, wo der grösste Investitionsbedarf besteht», erklärt Klaassen. Dies sei heute nicht


selbstverständlich: So konzentrieren sich bestehende Regulierungen in der EU auf die Identifikation nachhaltiger Wertpapiere, obwohl wichtige klimarelevante Infrastrukturen gar nicht über Aktienmärkte finanziert werden.
Der Ausbau erneuerbarer Energien wird hingegen oft durch private Investoren wie Pensionsfonds und Banken ermöglicht. Die öffentliche Hand sollte deren Risiko durch Erlösgarantien und durch möglichst rasche und berechenbare Bewilligungsverfahren minimieren. Zudem können öffentliche Investitionen in neue Technologien wie zum Beispiel die CO2-Speicherung dazu beitragen, dass sich auch private Investoren in diese Bereiche vorwagen.

12 1–2/2023 KUNSTSTOFF XTRA Umwelt
Innovation in Kunststoff – so kommen Kunststoffverarbeiter auf einen grünen Zweig
www.ethz.ch n
Kontakt
Swiss Plastics Expo 2023
Die Ideale Plattform
Die siebte Ausgabe der Swiss Plastics Expo ist am 19. Januar 2023 erfolgreich zu Ende gegangen. Während drei Tagen bot die Fachmesse Inspiration, Fachwissen und Netzwerk für die gesamte Wertschöpfungskette der Schweizer Kunststoffindustrie. Es wurden wichtige Themen aufgegriffen und Besuchende und Aussteller schätzten den persönlichen Austausch.
Vom 17. bis 19. Januar 2023 wurde die Swiss Plastics Expo zum Treffpunkt für alle, die mit Kunststoff arbeiten. 4100 Besuchenden entdeckten bei den 200 Ausstellern neue Produkte und Lösungen aus unterschiedlichsten Anwendungsbereichen und bekamen aufgezeigt, wie sich die Kunststoffindustrie aktuell präsentiert. Dabei spielte auch das Netzwerken eine zentrale Rolle. Messeleiterin Sara Bussmann zieht ein positives Fazit: «Wir konnten an der Swiss Plastics Expo die richtigen Menschen zusammenbringen. Es hat sich einmal mehr gezeigt, dass der persönliche Austausch sowohl von Ausstellern als auch von Besuchenden sehr geschätzt wurde und unverzichtbar ist.» Dies bestätigt auch Andreas Villiger, Aussteller und CEO der Mythentec AG: «Die Stimmung ist viel offener und familiärer als bei anderen Messen. So bietet sich die ideale Möglichkeit, Kunden abseits der Hektik im Alltag zu treffen und sich Zeit für qualitativ gute Gespräche zu nehmen.»
Swiss Plastics Expo Award 2023
Im Rahmen der Swiss Plastics Expo 2023 wurde der zweite Swiss Plastics Expo Award vergeben. Gewonnen haben in der
– Kategorie Business: Tide Ocean SA, Transparenz ist alles: #tide bietet neu Material-Passports an
– Kategorie Engineering: Zühlke Engineering AG – Cutiss: Personalisierte künstliche Haut für Verbrennungsopfer
– Kategorie Nachhaltigkeit: IWK Institut für Werkstofftechnik und Kunststoffverarbeitung – Das FREITAG CIRCCASE System: Vom Skischuh zur nachhaltigen Handyhülle
– Kategorie Publikumsliebling: UpBoards GmbH – Wertstoff Plastikabfall: Recyclingplatten aus Mischkunststoffabfall
Nachhaltigkeit als wichtiges Thema
An der Swiss Plastics Expo wurden zahlreiche Inhalte rund um die Schwerpunkte Digitalisierung, Effizienzsteigerung und Nachhaltigkeit präsentiert. Insbesondere das Thema Nachhaltigkeit stiess dabei auf viel Aufmerksamkeit. Die Aussteller haben mit innovativen Produkten und neuen Ideen für die Thematik sensibilisiert. Sara Bussmann ist sich sicher, dass dies auch in Zukunft ein wichtiger Bestandteil in der Kunststoffindustrie bleiben wird. «Nachhaltiges Wirtschaften betrifft alle und wird in Zukunft noch mehr im Fokus stehen. Die Swiss Plastics Expo hat dies eindrücklich gezeigt.» Ein Indiz dafür waren auch die sehr gut besuchten Referate im Innovation
Symposium in den Themenblöcken «Neue Wege im Kunststoff-Recycling» und «Verfügbarkeit und Anwendung von Biokunststoffen».
Praxisnahe Vermittlung von neustem Fachwissen
Auch die zahlreichen anderen Schwerpunkte wie CEO-Session, Kaffee-Welt oder Journée de la Romandie im Innovation Symposium stiessen auf grosses Interesse. Beim abwechslungsreichen Vortragsprogramm mit hochkarätigen Referierenden stand die Wissensvermittlung mit insgesamt 100 Referaten auf zwei Bühnen im Zentrum. Die Besuchenden profitierten von den Einblicken in viele unterschiedliche Bereiche. Wer die Vorträge verpasst hat, kann diese im Nachgang zur Messe auf der Swiss Plastics Platform unter swissplasticsplatform. com nachschauen.
Die nächste Swiss Plastics Expo findet vom 20. bis 22. Januar 2026 statt
Während drei Tagen bot die Swiss Plastics Expo Inspiration, Fachwissen und Netzwerk für die gesamte Wertschöpfungskette der Schweizer Kunststoffindustrie. (Bild: Messe Luzern)
13 1–2/2023 KUNSTSTOFF XTRA Messe
Beim Material-Handling-Spezialisten motan nimmt Nachhaltigkeit einen grossen Stellenwert ein. Auf dem Bild motan-Geschäftsführerin Sandra Füllsack im Gespräch mit Kunden.


Die Firma Grütter präsentierte ihr Angebot im Thermo- und Rotationsformen von Kunststoffen.
kunststoff.swiss setzt sich u.a. ein für Kreislaufwirtschaft und Nachwuchsförderung.

aXpel trat gleich in dreifacher Ausführung auf: Injection, Composites und Verpackungslösungen sind dabei im Angebot.


 Wittmann Kunststofftechnik und Battenfeld (Schweiz) präsentieren Komplettlösungen der Wittmann Gruppe.
Telsonic steht für industrielle Ultraschalllösungen.
Stefan Imhof, Thomatech – die Schweizer Vertretung für die Boy-Spritzgiessautomaten
Wittmann Kunststofftechnik und Battenfeld (Schweiz) präsentieren Komplettlösungen der Wittmann Gruppe.
Telsonic steht für industrielle Ultraschalllösungen.
Stefan Imhof, Thomatech – die Schweizer Vertretung für die Boy-Spritzgiessautomaten
14 1–2/2023 KUNSTSTOFF XTRA Messe
Poesia: Das grosse Sortiment an Dichtungsprofilen lässt keine Wünsche offen.



Der inhabergeführte Familienbetrieb SKS überzeugt mit ganzheitlichen Lösungen in den Bereichen Spritzgussteile und Werkzeugbau.



 Primaform bietet Präzisionsarbeit auf höchstem Niveau im Werkzeug- und Formenbau.
Albis bietet ein breites Produktportfolio für nachhaltige Materiallösungen an.
Granula AG: Jürg Weibel (sitzend) und Barry de Groot (rechts) im Gespräch mit Kunden.
Die Spezialisten von Hasco geben kompetent Auskunft bei Fragen rund um den Werkzeugund Formenbau.
Primaform bietet Präzisionsarbeit auf höchstem Niveau im Werkzeug- und Formenbau.
Albis bietet ein breites Produktportfolio für nachhaltige Materiallösungen an.
Granula AG: Jürg Weibel (sitzend) und Barry de Groot (rechts) im Gespräch mit Kunden.
Die Spezialisten von Hasco geben kompetent Auskunft bei Fragen rund um den Werkzeugund Formenbau.
15 1–2/2023 KUNSTSTOFF XTRA Messe
Lockere Stimmung am gut besuchten Stand der aarePlast AG
Büchler, Reinli + Spitzli: Spezialist für optimal ausgearbeitete Werkzeugkonzepte


Thomaplast GmbH, für alle Kunststoffverarbeiter ein bekannter Partner im Bereich Peripherie





Krauss-Maffei (Schweiz) AG demonstriert die Stärken der vollelektrischen PX-Baureihe für medizinische kundenspezifische Anwendungen.
Silac

ihre langjährige Erfahrung in den Bereichen Verpackung und Technik zum Nutzen des Kunden.
Beim Ultraschallschweissen geht es nicht ohne qualifizierte Beratung und individuelle Kundenbetreuung.
Herrmann
Wissensvermittlung im Innovation Symposium
Rinco Ultrasonics: Schweissen mit höchster Prozesssicherheit
verbindet
Meusburger rüstet digital auf zur Optimierung verschiedenster Prozesse.
16 1–2/2023 KUNSTSTOFF XTRA Messe
Ultraschall:
Energiesparende Produktion
die
Ineichen bietet spezifisch auf ein Unternehmen ausgerichtete Maschinen und Anlagen für die Holz- und Kunststoffverarbeitung.
Vielen Dank für Ihren Besuch an der Swiss Plastics Expo. Wir sind gerne für Sie im Einsatz!






 Inmex steht für Energieeffizienz
–
Anlagen von Fanuc sind gefragter denn je.
Die Argo Werkstätte ist Teil eines RecyclingProjekts des IWK, das mit dem Swiss Plastics Expo Award ausgezeichnet wurde.
Exponat am Stand der Firma A. Aubry AG
Inmex steht für Energieeffizienz
–
Anlagen von Fanuc sind gefragter denn je.
Die Argo Werkstätte ist Teil eines RecyclingProjekts des IWK, das mit dem Swiss Plastics Expo Award ausgezeichnet wurde.
Exponat am Stand der Firma A. Aubry AG
1–2/2023 KUNSTSTOFF XTRA Messe
Beliebte Wine & Cheese Party
Tide Ocean: Gewinner des Swiss Plastics Expo Award, Kategorie Business
die
Intelligente Temperiertechnik am Stand von






 Wittich: kompetenter Partner für das Bedrucken und Kennzeichnen von Produkten.
Rémy Stoll (KATZ) im Gespräch mit Christian Merz (emaform)
Tooltemp präsentiert
neuen Temperiergeräte der Matic Linie.
Regloplas
Das IWK gewinnt den Swiss Plastics Expo Award, Kategorie Nachhaltigkeit.
Auf Basis einer vollelektrischen e-mac zeigte Engel sein gesamtes Portfolio an digitalen Lösungen.
Es brummt – so macht eine Messe Freude.
Wittich: kompetenter Partner für das Bedrucken und Kennzeichnen von Produkten.
Rémy Stoll (KATZ) im Gespräch mit Christian Merz (emaform)
Tooltemp präsentiert
neuen Temperiergeräte der Matic Linie.
Regloplas
Das IWK gewinnt den Swiss Plastics Expo Award, Kategorie Nachhaltigkeit.
Auf Basis einer vollelektrischen e-mac zeigte Engel sein gesamtes Portfolio an digitalen Lösungen.
Es brummt – so macht eine Messe Freude.
18 1–2/2023 KUNSTSTOFF XTRA Messe
Die Schweizer Color Technik AG ist neu Teil der Grafe Gruppe.
Welches Potenzial die Kombination von Digitalisierung und Automatisierung bietet demonstrierte eine ‹smarte› Turnkey-Anlage von Arburg.
Die westschweizer Kunststoffindustrie – ein wichtiger Bestandteil der Messe.





Trocknen, Fördern, Lagern, Mischen, Dosieren, Recyceln – das alles liefert Plastservice aus einer Hand.

Messeauftakt mit Frühstück, gesponsort von kunststoff.swiss
Hatag, der Vertriebspartner namhafter Lieferanten der Kunststoffbranche.
Seit Anfang Jahr vertritt Dr. Brehm AG die italienische Piovan Gruppe.
19 1–2/2023 KUNSTSTOFF XTRA Messe




 Metallersatz ist ein zentrales Thema bei Ems-Grivory.
Nadelverschlusslösung von Günther für den Mikrospritzguss
Angela und Roger Eggenberger von der units Ost im Gespräch mit Kunden.
Ultrapolymers Schweiz AG ist Teil des paneuropäischen Kunststoff-Distributors Ultrapolymers Group NVBelgien
Metallersatz ist ein zentrales Thema bei Ems-Grivory.
Nadelverschlusslösung von Günther für den Mikrospritzguss
Angela und Roger Eggenberger von der units Ost im Gespräch mit Kunden.
Ultrapolymers Schweiz AG ist Teil des paneuropäischen Kunststoff-Distributors Ultrapolymers Group NVBelgien
20 1–2/2023 KUNSTSTOFF XTRA Messe
Auf der Messe fühlt Lenorplastics den Puls der Branche.
Christian Fliegel (sitzend) mit einem Exponat der GEISS AG als Anbieter von Thermoformmaschinen und CNC Fräsen
Stäubli überzeugt mit ihrer Komplettlösungskompetenz für Verbindungslösungen.





 Fabian Meier (KATZ), Jens Fischer (SKZ), Rémy Stoll (Katz) und Matthias Ruff (SKZ) am gemeinsamen Stand.
Die frequenzgeregelten Temperiergeräte der Series 6 von HB-Therm sind energieeffizient und nachhaltig.
Swissmem trifft kunststoff.swiss
Hochleistungs-Mikrospritzgiessen bei Ewikon
Fabian Meier (KATZ), Jens Fischer (SKZ), Rémy Stoll (Katz) und Matthias Ruff (SKZ) am gemeinsamen Stand.
Die frequenzgeregelten Temperiergeräte der Series 6 von HB-Therm sind energieeffizient und nachhaltig.
Swissmem trifft kunststoff.swiss
Hochleistungs-Mikrospritzgiessen bei Ewikon
21 1–2/2023 KUNSTSTOFF XTRA Messe
Mapag zeigt mit einer IntElect und dem SAM-C Robot von Sumitomo eine nachhaltige Lösung für das Spritzgiessen im Medtech-Bereich.
Die Fischer und Söhne AG feiert dieses Jahr das 100-Jahr-Jubiläum
Marco Piani von der Firma Mopac, Anbieter von Tiefziehteilen als Lösungen für technische Verpackungen.
Strategische Partner für NullfehlerProduktion beim Spritzgiessen
Exzellenz in der Kunststoffverarbeitung
Evco Plastics strebt danach, seinen Kunden Mehrwert für deren Spritzgiessteile zu bieten. Nun geht der Hersteller mit Sitz in den USA eine Partnerschaft mit Kistler ein, um flächendeckende Exzellenz in der Kunststoffverarbeitung zu erreichen.

Technische Verbesserungen und wachsende Kundenerwartungen beschleunigen den Fortschritt hin zur Nullfehler-Produktion in fast jeder Branche. Natürlich trifft dies auch auf das Spritzgiessen zu, wo Hersteller Optimierungschancen nutzen und Mehrwert generieren können, indem sie Spritzgiesswerkzeuge mit Werkzeuginnendrucksensoren und Prozessüberwachung ausrüsten. Evco Plastics ist ein weltweit renommierter Marktführer im Bereich Spritzgiessen und vielen weiteren Technologien. Das Familienunternehmen – gegründet 1964 in Wisconsin – verfügt über eine Belegschaft von über 1800 Mitarbeitenden an elf Standorten in den USA, China und Mexiko. Anna Bartz, Director of Communications, erklärt: «Zusammen mit unseren Kunden und Partnern heben wir die Kunststoffverarbeitung auf eine neue Ebene. Nach dem jüngsten Wachstumsschub betreiben wir nun mehr als 260 Spritzgiessmaschinen. Wir bieten jedoch nicht nur exzellentes Spritzgiessen – in Bezug auf modernste Technologie, enge Zusammenarbeit, kleine Toleranzen und hohe Qualitätsanforderungen –, sondern auch Technologien und Dienstleistungen
entlang der gesamten Wertschöpfungskette, z. B. in der Automatisierung, der Verpackung, der Kennzeichnung und anderen.» Precision Molding ist eine der vier Hauptdivisionen von Evco. Sie bietet Produkte und Lösungen über verschiedene Branchen hinweg, von der Landwirtschaft über Kraftsport und Verpackung bis hin zu Konsumgütern. «Wir sind in so ziemlich allem

ausser Kraftfahrzeugteilen und implantierbaren Geräten involviert – die Medizintechnik ist jedoch ein wichtiger Geschäftszweig für uns, der ungefähr 20 Prozent unseres Jahresumsatzes ausmacht», fährt Bartz fort. Entsprechend sind zwei Standorte von Evco mit ISO-Klasse-8-Reinräumen ausgestattet: der Hauptsitz von Evco in Deforest, Wisconsin, und die chinesische Produktionsstätte in Dongguan.
Automatische Heisskanalbalancierung
Bevor er zu Evco stiess, führte Mike Busser sein eigenes Kunststoffunternehmen für Mikropräzisionsteile. Nun ist er seit mehr als drei Jahren als Innovation Center Manager bei Evco tätig ist. Er berichtet: «Die Anforderungen an die Medizinprodukte-Herstellung bezüglich Normen und Vorschriften sind viel höher als in anderen Branchen. Wir wollen unseren Kunden Lösungen mit Mehrwert anbieten. Der Trend zeigt klar in Richtung Nullfehler-Produktion – und da kommt Kistler ins Spiel.» Die
22 1–2/2023 KUNSTSTOFF XTRA Messen/Prüfen
Mit der Unterstützung durch Sensoren und Systeme von Kistler hebt der führende US-Hersteller Evco die Kunststoffverarbeitung auf die nächste Stufe, z.B. in der Medizintechnik.(Bild: Kistler)
Moderne Produktionsanlagen und die Partnerschaft mit Kistler: Dank dieser Kombination kann Evco seinen Kunden Prozesse mit Mehrwert sowie Nullfehler-Produktion bieten. (Bild: Kistler)
beiden Unternehmen sind auf der K 2019 in Düsseldorf zum ersten Mal in Kontakt getreten, als Evco nach Optimierungspotenzial für seine Medizintechnik-Produkte suchte. Auf dieser Fachmesse lernte Evco die Werkzeuginnendrucksensoren von Kistler und das Prozessüberwachungsund -steuerungssystem ComoNeo kennen – inklusive ComoNeoMultiflow, einer Funktion, welche die Heisskanalbalancierung für Mehrfachwerkzeuge basierend auf präziser Werkzeuginnendruckmessung ermöglicht. «Multiflow erkennt den Füllungsstatus in einzelnen Formnestern und passt die Temperatur der Einspritzdüsen automatisch an», erklärt Busser. «Wir verwenden das System zurzeit für die Nullfehler-Produktion einer Komponente für ein medizinisches Diagnose-Kit. Im Prinzip sind jedoch heute all unsere Formen für den Einsatz von Sensoren vorbereitet Nun, da uns das Team von Kistler in den USA mit einem ComoNeo ausgestattet hat, sind wir in der Lage, dieses flexibel für verschiedene Projekte einzusetzen.»
Vorteile durch integrierte Messtechnik
Die derzeitige Lösung bei Evco arbeitet mit 16 Kraftmessringen 9011C von Kistler –eine für jede Kavität am Fliesswegende. Diese sind mithilfe einer Hülse indirekt gelagert. Verbindungskabel können im Fall von Schäden oder Übertragungsproblemen unabhängig vom Sensor gewechselt werden; nicht den Anforderungen entsprechende Formteile werden an jeder Kavität per Roboter automatisiert aussortiert. Das Verfahrenstechnik-Team unter der Führung von Mike Busser hat ausserdem ein Diagnose-Tool installiert, das den Status des
Werkzeugs und des integrierten Messsystems von Kistler jederzeit überwachen kann. «Diese einzigartige Lösung hat uns sehr dabei geholfen, die Nullfehler-Produktion für unsere Kunden zu realisieren. Ohne die enorme Unterstützung von Kistler USA – namentlich durch Jim Flom, Curtis Krick und Mike Prisby, die nun zur Familie gehören – wäre das nicht möglich gewesen. Durch den Einsatz von ComoNeo haben wir nicht nur die Herausforderung des Kernversatzes eliminiert, sondern auch die Produktivität gesteigert und die Durchlaufzeit verringert.»
Angesichts dieser überzeugenden Resultate und der umfassenden Kundenzufriedenheit sind die beiden Unternehmen bereit, eine strategische Partnerschaft zu lancieren. Anna Bartz meint dazu: «Unser Wachstum und die Erfolgsgeschichte mit Kistler beginnen gerade erst. Mit Hilfe von Kistler können wir unseren Kunden Lösungen anbieten, die sie noch gar nicht kennen. Wir schauen uns zum Beispiel bereits Projekte in unserem Grossteilegeschäft an und es gibt weitere Potenziale mit einem weltweit präsenten Medizinprodukte-Hersteller, bei der wir mit Sicherheit auf Kistler zählen können.»
Als Entwicklungspartner und Lösungsanbieter unterstützen wir Sie und Ihre Projekte mit unseren vernetzten Leistungen in den Bereichen:
• Moldflow-Simulation
• 3D-Digitalisierung
• Reverse-Engineering
• Werkzeugkorrekturen
• Industrielle Messtechnik
• Computertomografie
In jeder Phase - von der Idee bis zur Fertigung und Optimierung – verschafft Ihnen unser Know-how einen langfristigen Mehrwert.

Fordern Sie uns heraus!
www.units.ch
units OST AG Rosenbergsaustrasse 1 CH-9434 Au (SG)
T. +41 71 242 42 00 info@units.ch
units MITTELLAND AG Industriestrasse 14 CH-4528 Zuchwil
T. +41 32 671 60 70 mittelland@units.ch
units AUSTRIA GmbH
Millennium Park 4 A-6890 Lustenau
T. +43 5577 84 111 info@units.at
23 1–2/2023 KUNSTSTOFF XTRA Messen/Prüfen SIMULATION ENGINEERING INDUSTRIELLE MESSTECHNIK
Wir sind mehr als ein Messlabor!
Anna Bartz (links), Director of Communications bei Evco: «Mit der Hilfe von Kistler können wir unseren Kunden Lösungen anbieten, die diese noch gar nicht kennen.» (Bild: Kistler)
Innovation zusammen mit Partnern und Kunden
Ein weiteres zentrales Element des gemeinsamen Vorgehens von Evco und Kistler wird die Kundeninformation sein. Lösungen von Kistler sind in den USA noch nicht so bekannt oder breit vertreten wie in anderen Märkten. Ein Tech Center, das alle Technologien und Chancen aufzeigt, welche die beiden Partner zusammen einem grösseren Publikum anbieten können, wäre ein wichtiger Schritt nach vorn im Spritzgiessen und in der Kunststoffverarbeitung allgemein. Wie Busser bemerkt, könnte dies enormes Potenzial für Kunden von Evco in Amerika und darüber hinaus freisetzen. «Wir können mehr tun! Das war immer unsere Einstellung und Botschaft an unsere Kunden. Zusammen mit Kistler sind wir in der Lage, ihnen Lösungen für Bedürfnisse zu bieten, derer sie sich bisher nicht bewusst waren. Dafür ist vorher allerdings einiges an Aufklärung nötig.» James Flom, Field Sales Engineer Plastics bei Kistler, kommentiert: «Wir lassen uns voll und ganz
auf die Idee ein, zusammen neue und bestehende Kunden zu informieren, und wir freuen uns auf die vielen neuen Chancen und Programme.»
Das Spritzgiessen ist eine Technologie, die niemals stillsteht. Bei Evco streben Ingeni -
ComoNeo von Kistler, integriert in eine Spritzgiessmaschine bei Evco: Mit der Multiflow-Funktion können Mehrkavitätenwerkzeuge auf Basis präziser Werkzeuginnendruckmessungen gesteuert und überwacht werden. (Bild: Kistler)


eurinnen und Ingenieure danach, die Rückverfolgbarkeit bis hinunter zum einzelnen Formteil und dessen Manufacturing Footprint zu verbessern (einschliesslich der vollständigen Aufzeichnung der Produktionsbedingungen) – sogar für hohe Volumen von Millionen Formteilen. «Wir erfassen hier bereits wertvolle Daten in dem ComoDataCenter, es gibt aber noch einiges zu tun, bis wir die Daten jedem einzelnen produzierten Formteil zuweisen können – zum Beispiel mit einem QR-Code», erklärt Busser. Flüssigsilikon (LSR) ist eine weitere Innovation, die Evco vorantreibt. Der einzigartige Werkstoff bietet neue Möglichkeiten für die Industrie im Allgemeinen und die Medizintechnik-Branche im Besonderen. «Es gibt zahllose mögliche Anwendungen, aber auch viel Skeptizismus auf dem Markt, da die Technologie so andersartig ist. Mit Kistler als Trumpf in der Hinterhand sind wir optimistisch, dass wir die Technologie schon bald auf den Markt bringen werden.» www.kistler.com
DER ORT, AN DEM IDEEN ZU PRODUKTEN WERDEN.
Fachmesse für Design, Entwicklung und Beschaffung von Kunststoffprodukten
GRATISTICKET SICHERN mit Code: 1723
Einlösen auf www.kpa-messe.de
PERFECT MATCH
Finden Sie den passenden Kandidaten!
Schnell zum größten und meistgenutzten Stellenmarkt
24 1–2/2023 KUNSTSTOFF XTRA Messen/Prüfen 08. – 09. März 2023, Ulm-Messe
*)
Anzahl Stellenangebote (Jan. 2009 - Dezember 2022, eigene Berechnung) sowie Anzahl Page Impressions (lt. IVW Online Jul. 2009 - Dezember 2022 in der Kategorie „Jobs Rubrikenmärkte / Kleinanzeigen“)
buchen – 60 Tage Laufzeit E-Mail Alerts an potenzielle Bewerber Kostenlose Verlängerung der Laufzeit auf Kundenwunsch uvm.
Einmal
Kontinuierliche Prozessoptimierung durch Daten in Echtzeit
Bis zu 30 Prozent effizienter
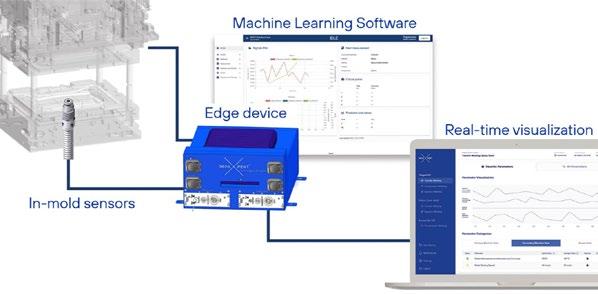
Netzsch Process Intelligence hat die Einführung von sensXpert angekündigt, ein Technologieunternehmen, das den verarbeitenden Betrieben in der Kunststoffindustrie durch datengestützte Fertigungslösungen erhebliche Produktivitäts- und Qualitätsvorteile verschaffen soll. Der integrierte Ansatz basiert auf über 50 Jahren Erfahrung auf den Gebieten Materialwissenschaften und Sensortechnologie.

sensXpert kombiniert Echtzeit-Materialdaten aus dem Werkzeug mit moderner Software für maschinelles Lernen zur Analyse des Materialverhaltens. Die intelligente Technologie ermöglicht eine kontinuierliche Prozessoptimierung und damit eine Steigerung der Produktionseffizienz um bis zu 30 Prozent. Die technologisch fortschrittlichen, im Werkzeug integrierten Sensoren bieten Echtzeiteinsicht und Transparenz im Prozess, um auf Materialabweichungen reagieren und so Ausschuss vermeiden zu können. Während sensXpert eine dynamische und adaptive Produktion ermöglicht und damit den Durchsatz maximiert, gewährleistet es eine direkte Qualitätskontrolle im Prozess für jedes einzelne Formteil.
«Es gibt einen wachsenden Bedarf an digitalen Technologielösungen in der kunststoffverarbeitenden Industrie, um den Herausforderungen einer strengeren Kostenkontrolle, umfassender Qualitätssicherung und verbesserten Nachhaltigkeit gerecht zu werden», sagt Alexander Chaloupka, Geschäftsführer & CTO von sensXpert. «Durch die Nutzung der künstlichen Intelligenz unserer Machine-LearningSoftware zur Auswertung kritischer Material-, Maschinen- und Prozessdaten helfen wir unseren Kunden, ihre Fertigungseffizienz in Echtzeit zu optimieren, so dass zeit- und arbeitsaufwändige nachträgliche Anpas sungen nicht mehr erforderlich sind.»
Machine Learning
Als Herzstück der Fertigungslösungen von sensXpert integriert ein Edge Device die Hard- und Software für Machine-LearningModelle. Diese sind darauf ausgelegt, selbst kleinste Abweichungen von Material- und Prozessparametern zu erfassen. Basierend auf Messdaten, die von hochpräzisen im Werkzeug integrierten Sensoren gesammelt werden, werden intelligente maschinelle Lernalgorithmen angewendet, welche das tatsächliche Materialverhalten auf jeder einzelnen Maschine simulieren, vorhersagen und analysieren. Die Lernmodelle werden mit Schlüsselparametern von Standardmaterialwerten und experimentellen Werten zu Glasübergangstemperatur, Druck und
25 1–2/2023
Basierend auf Messdaten, die von Sensoren im Werkzeug stammen, werden maschinelle Lernalgorithmen angewendet, welche das tatsächliche Materialverhalten auf jeder einzelnen Maschine simulieren. (Bild: Pixabay)
erforderlichem Aushärtungsgrad trainiert. In Abhängigkeit von den im Laufe der Zeit gemessenen Daten werden die Modelle kontinuierlich präzisiert.
sensXpert verfolgt einen «kundenorientierten» Ansatz, der kunststoffverarbeitenden
Betrieben volle Transparenz in ihrer Fertigung ermöglicht. Neben der nahtlosen Integration von Sensoren von Drittanbietern hat das Unternehmen das Potenzial erkannt, Produktionsmaschinen und Werkzeuge mit Materialwissenschaft zu ver-
knüpfen und zu verbinden. Das Ergebnis ist eine exponentielle Leistungssteigerung, die sofort genutzt werden kann. Getreu dem Motto von sensXpert: Qualitätssicherung durch Echtzeit-Daten.

Datengestützte Produktivität
«Stakeholder in der Industrie 4.0 benötigen Echtzeit-Antworten auf das, was in ihren Fertigungsprozessen passiert», ergänzt Cornelia Beyer, Geschäftsführerin & CEO von sensXpert. «Unser Ansatz erschliesst das Potenzial komplett datengestützter Produktivität und bringt unseren Kunden in der kunststoffverarbeitenden Industrie unmittelbare Qualitäts- und Effizienzvorteile. Die sensXpert-Technologie lässt sich an alle gängigen Verarbeitungsverfahren für Duroplaste, Thermoplaste und Elastomere anpassen, vom Spritzgiessen, Pressen und Spritzpressen bis zum Thermoformen, Vakuuminfusion und Autoklavhärtung. Die Lösung wird über Standard-Industrieschnittstellen mit den bestehenden Fertigungs- und Steuer ungssystemen der Kunden verbunden und als cloudbasierte Equipment-as-a-Service (EaaS)-Lösung angeboten. Eine intuitive Web-App ermöglicht den bequemen Zugriff vor Ort oder aus der Ferne.
Anwendungsfälle in wichtigen Industriesegmenten, wie z. B. bei der Herstellung von Felgen aus Verbundwerkstoffen für die Automobilindustrie und Flugzeugtragflächen, haben eine erhebliche Steigerung der Gesamtanlageneffizienz (OEE) gezeigt, einschliesslich einer soliden Investitionsrendite (ROI). Ähnliche Lösungen lassen sich auch in anderen Branchen leicht umsetzen.
26 1–2/2023 KUNSTSTOFF XTRA Messen/Prüfen Erfolgreich werben mit der KunststoffXtra. Machen Sie den richtigen Zug! KUNSTSTOFF XTRA +41 (0)56 619 52 52 · info@sigimedia.ch
Process Intelligence GmbH www.netzsch.com n
Kontakt Netzsch
sensXpert kombiniert sensorbasierte Werkzeugdaten mit fortschrittlicher Maschinenlernsoftware.(Bild: sensXpert)
sensXpert liefert datengestützte Fertigungslösungen, die Kunden in der kunststoffverarbeitenden Industrie helfen, ihre Produktionseffizienz zu maximieren.(Bild: sensXpert)
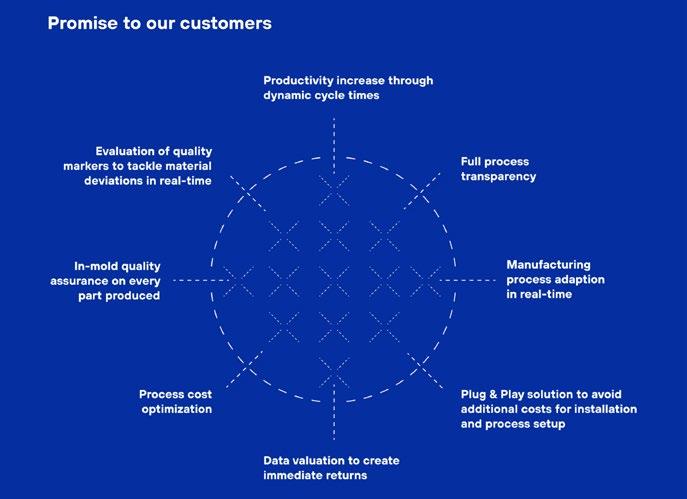
PROAKTIVE PRODUKTIONSÜBERWACHUNG
MIT SOCIALPRODUCTION – JEDERZEIT UND ÜBERALL
IHRE VORTEILE
• Automatische Überwachung des Produktionsprozesses

• Schnellste Reaktion auf Produktionsauffälligkeiten
• Analyse von Produktivität und Stabilität
• Visualisierung in App- und Web- Anwendung


• Prozessunterbrechungen erkennen, bevor ein Stillstand auftritt
Pioneering Plastics
Mehr zu socialProduction erfahren Sie unter:
HEBEN SIE IHRE FERTIGUNGSEFFIZIENZ AUF EIN NEUES NIVEAU. SOCIALPRODUCTION ERMÖGLICHT DEN PERMANENTEN BLICK AUF DIE PRODUKTIVITÄT, WARNT IN ECHTZEIT BEI ABWEICHUNGEN IM PROZESS UND NUTZT DIE VERTRAUTEN MÖGLICHKEITEN MODERNER CHAT-KOMMUNIKATION.
kraussmaffei.com
!"#$%&'#()*")+,($+-./00.),%'1
Werkstoffmechanik der Kunststoffe
Betrachtungen zur Poissonzahl
^2E#+%)--)2D!#2D!+0),%)+&*/0!2&/0+!$)T%A2D$1%!
$)8)T)!*&/0!$)&!%)19)2!()%'*+,--)2!E8&*/0)2!>3?!#2D!>3b3!8,$)&!D)%!#2+)%)!()%+!D&)!_%)2E)!9&P
2)1% )91*+&*/0)2!S)%019+)2*!.1%'&)%) 6*!T&$+! +)2!#2D G,&**,2E109)2!#.!>3=!,D)%!D1%#2+)%
Vertiefte Kenntnisse über die Poissonzahl als wichtiger Kennwert zur Beschreibung des Verformungsverhaltens der Werkstoffe und damit auch für die Berechnung der Bauteile scheinen nicht sehr verbreitet zu sein. Verlässliches Zahlenmaterial ist noch immer nur begrenzt verfügbar, so dass sich der Anwender mit Abschätzungen behelfen muss. Grund genug, einige Aspekte der Poissonzahl genauer zu betrachten.
V)&.!'%&+&*/0)2!V9&/' &2!D&)!41/09&+)%1+#% -%1T
Johannes Kunz 1
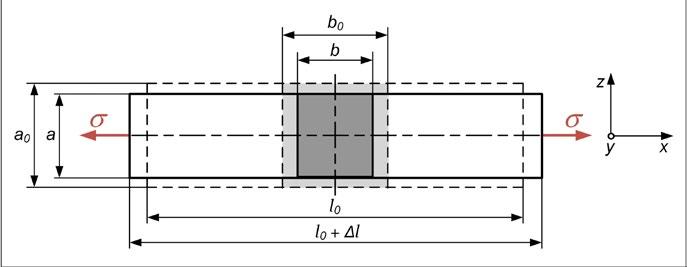
Die Poissonzahl, benannt nach dem französischen Physiker und Mathematiker Siméon Denis Poisson (1781–1840), setzt die Verformung eines Körpers quer zur Beanspruchungsrichtung ins Verhältnis zu seiner Längsverformung (Abb. 1). Sie ist für die Berechnungspraktiker ein unverzichtbarer Werkstoffkennwert – gleichbedeutend wie der Elastizitäts- bzw. Kriechmodul.
Blick in Datenbanken und Fachliteratur
Leider aber – aus Sicht der Anwendungstechnik – wird die Poissonzahl noch immer nicht systematisch gemessen und fehlt dementsprechend in den meisten Datenbanken. Im Campus-Grundwertekatalog, der auf DIN EN ISO 10350-1 [1] basiert, ist die Poissonzahl nicht enthalten. In der Datenbank MatWeb [2] gibt es für die Poissonzahl immerhin eine Rubrik; Zahlenangaben findet man aber unter den fast 98 000 Polymerwerkstoffen nur gerade bei gut 1700 davon. Warum das so ist, bleibe dahingestellt.
Erschwerend für den Anwender kommt dazu, dass die wenigen in der Fachliteratur auffindbaren Zahlenwerte der Poissonzahl z. T. weit auseinander klaffen. Wenn dann etwa behauptet wird, Abweichungen der verwendeten Poissonzahl-Werte würden sich auf die Berechnungsergebnisse nur minim auswirken, so ist dies weder hilfreich noch generell zutreffend. Insbeson -
1 Prof. Dipl.-Ing. Johannes Kunz, Institutspartner, IWK Institut für Werkstofftechnik und Kunststoffverarbeitung Rapperswil an der OST Ostschweizer Fachhochschule
dere bei Verformungsberechnungen ist je nach Problemstellung mit Einflüssen in der Grössenordnung von bis zu mehreren 10 Prozent zu rechnen. Wird beispielsweise bei der Berechnung des dünnwandigen Zylinders unter Innendruck die Poissonzahl von 0,35 auf 0,4 erhöht, reduziert sich die Umfangsdehnung um rund 3 Prozent, die Längsdehnung dagegen um über 30 Prozent.
Unzutreffend und theoretisch nicht begründbar sind auch Aussagen, die Grösse der Poissonzahl bewege sich bei realen Werkstoffen zwischen 0,3 und 0,5, wobei der untere Wert die Grenze linear-elastischen Verhaltens markiere. Es gibt isotrope Werkstoffe mit linear-elastischem Verhalten und Poissonzahlen um 0,2 oder darunter, wie z. B. technische Gläser [3]. Beim kritischen Blick in die Fachliteratur fragt man sich auch, warum die international genormte Bezeichnung «Poissonzahl» oder allenfalls «Querkontraktionszahl» und das Symbol « μ » nicht durchwegs verwendet werden [4]. So begegnet man nach wie vor dem Symbol «ν » sowie Begriffen wie Querzahl, Querdehnzahl oder auch Poissonsche Konstante, welch letzteres sie wegen ihrer diversen Abhängigkeiten definitiv nicht ist.
!"#$%&'#()*")+,($+-./00.),%'1
V)E)&/02#2T!jG,&**,2E109k!,D)%!199)2-199*!jl#)% D#%/08)T*!Y)%8)2D)+!8)%D)2 cQd;!J, $)T)T -)2 8&)!l#)%E1093!l#)%D)02E109 ,D)%!1#/0 &0%)% D&Y)%*)2!Z$0W2T&T')&+)2!D)-&2&+&Y!2&/0+!&*+;
^2E#+%)--)2D!#2D!+0),%)+&*/0!2&/0+!$)T%A2D$1%!*&2D 1#/0!Z#**1T)23! $)8)T)!*&/0!$)&!%)19)2!()%'*+,--)2!E8&*/0)2!>3?!#2D!>3b3!8,$)&!D)%!#2+)%)!()%+!D&)!_%)2E)!9&P
2)1% )91*+&*/0)2!S)%019+)2*!.1%'&)%)
Definitionen und Bezeichnungen
3"7/)/#/.)") ()5+!","/&')()*")
6*!T&$+!&*,+%,7)!()%'*+,--)
+)2!#2D G,&**,2E109)2!#.!>3=!,D)%!D1%#2+)%3!8&)!E;V;!+)/02&*/0)!_9W*)%
4A%!D&) 21/0-,9T)2D)2 6%H%+)%#2T)2!&*+!)*!8&/0+&T E109!1#*)&212D)%E#019+)2 #2D!.&+!T))&T2)+)2!\2D&E)*!E#!')22E)&/02)2
V)&.!'%&+&*/0)2!V9&/' &2!D&)!41/09&+)%1+#% -%1T+ .12!*&/0!1#/0
V)E)&/02#2T!jG,&**,2E109k!,D)%!199)2-199*!jl#)%',2+%1'+&,2*E109k D#%/08)T*!Y)%8)2D)+!8)%D)2 cQd;!J, $)T)T2)+!.12!21/0!8&)!Y,%!
()%D)2!D&)!F)02#2T)2 +)/02&*/0!$)*+&..+3!D;0;!19*!XW2
-)2 8&)!l#)%E1093!l#)%D)02E109 ,D)%!1#/0 G,&**,2*/0)!B,2*+12+) &0%)% D&Y)%*)2!Z$0W2T&T')&+)2!D)-&2&+&Y!2&/0+!&*+;
Z#*T12T*9W2T)3!*, T&9+!$)&!\*,+%,7&)!#2D!.&+!D)2!
0#2T
3"7/)/#/.)") ()5+!","/&')()*")
Für die nachfolgenden Erörterungen ist es wichtig, die unterschiedlichen Definitionen der Poissonzahl auseinanderzuhalten und mit geeigneten Indizes zu kennzeichnen. Werden die Dehnungen technisch bestimmt, d. h. als Längenänderung bezogen auf die zugehörige Ausgangslänge, so gilt bei Isotropie und mit den Richtungsbezeichnungen von Abb. 1 die Beziehung
4A%!D&) 21/0-,9T)2D)2 6%H%+)%#2T)2!&*+!)*!8&/0+&T3!D&)!#2+)%*/0&)D9&/0)2! E109!1#*)&212D)%E#019+)2 #2D!.&+!T))&T2)+)2!\2D&E)*!E#!')22E)&/02)2
!! " $"! $#! " $$! $#!
19*!+)/02&*/0)!G,&**,2E109;!J&)!'122
()%D)2!D&)!F)02#2T)2 +)/02&*/0!$)*+&..+3!D;0;!19*!XW2T)2W2D)%#2T!$)E,T)2!1#-!D&)!
Z#*T12T*9W2T)3!*, T&9+!$)&!\*,+%,7&)!#2D!.&+!D)2!"&/0+#2T*$ 0#2T
2,/0!Y,2!D&Y)%*)2!6&2-9 F1#)%!#2D!_)*/08&2D&T')&+!D)%!V)12*7%#/0#2T
als technische Poissonzahl. Sie kann noch von diversen Einflussgrössen wie Temperatur, Höhe, Dauer und Geschwindigkeit der Beanspruchung, Kristallisationsgrad usw. abhängen.
V)&!V)%)/02#2T)2!.&+ 810%)23!D&--)%)2E&)99)2!F)02#2T)2
S)%-,%.#2T)23!&*+!',2*)U#)2+)%8)&*)!D&)!810%)!G,&**,2E109!
!! " $"! $#! " $$! $#! 19*!+)/02&*/0)!G,&**,2E109;!J&)!'122 2,/0!Y,2!D&Y)%*)2!6&2-9 F1#)%!#2D!_)*/08&2D&T')&+!D)%!V)12*7%#/0#2T3!B%&*+199&*1+&,2*T%1D!#*8; V)&!V)%)/02#2T)2!.&+ 810%)23!D&--)%)2E&)99)2!F)02#2T)23!E;V
Bei Berechnungen mit wahren, differenziellen Dehnungen, z. B. bei FEM-Analysen mit grossen Verformungen, ist konsequenterweise die wahre Poissonzahl
S)%-,%.#2T)23!&*+!',2*)U#)2+)%8)&*)!D&)!810%)!G,&**,2E109!
!% " $"% $#% " %&'( ) $"! * %&'( ) $#! * " %&'( !! + %&'( ) $# E#!Y)%8)2D)2 @)%'9&/0!8&%D!&0%) Z$8)&/0#2T!Y,2!D)% +)/02&*/0)% F)02#2T !!" \2!L=R!&*+ D&)!+)/02&*/0)!G,&**,2E109! +)/02&*/0)2!F)02#2T )&2E#*)+E)23!8&)!D1*!8)&+)%!#2+)2!
!% " $"% $#% " %&'( ) $"! * %&'( ) $#! * " %&'( !! $#! * %&'( ) $#! * E#!Y)%8)2D)2 @)%'9&/0!8&%D!&0%) Z$8)&/0#2T!Y,2!D)% +)/02&*/0)2! +)/02&*/0)% F)02#2T !!" \2!L=R!&*+ D&)!+)/02&*/0)!G,&**,2E109! +)/02&*/0)2!F)02#2T )&2E#*)+E)23!8&)!D1*!8)&+)%!#2+)2!.&+!V)E&)0#2T!L
(2)
zu verwenden. Merklich wird ihre Abweichung von der technischen Poissonzahl ab etwa 5 % technischer Dehnung ε1t . In (2)
F&) D)02#2T*1$0W2T&T)2!G,&**,2E109)2 21/0!LMR!#2D L=R!2)0.)2 F)02#2T)2 A$)%)&2*+&..)2D!D)2 ()%+!µ# 12 F&)*)%!'122!E G,&**,2E109!$)E)&/02)+!8)%D)2; 6% 9W**+!*&/0 -A%!D)2!7%1'+&*/0 T9)&/0*)+E)23!D&) 1#*!D).!B#%EE)&+ f#TY)%*#/0 cQd!$)&!"1#.+).7)%1+#%!0)%Y,%T)0+;
F&) D)02#2T*1$0W2T&T)2!G,&**,2E109)2 21/0!LMR! F)02#2T)2 A$)%)&2*+&..)2D!D)2 ()%+!µ# 12 G,&**,2E109!$)E)&/02)+!8)%D)2; 6% 9W**+!*&/0 T9)&/0*)+E)23!D&) 1#*!D).!B#%EE)&+ f#TY)%*#/0
-./00.),%'1+()5 8#"/7/*2"/#
-./00.),%'1+()5 8#"/7/*2"/#
Abb. 1: Querkontraktion am einachsig gezogenen Stab (Bilder: IWK).
28 1–2/2023 KUNSTSTOFF XTRA Forschung/Entwicklung
(1)
ist die technische Poissonzahl μ t in ihrer Abhängigkeit von der technischen Dehnung einzusetzen, wie das weiter unten mit Beziehung (9) erläutert wird. Die dehnungsabhängigen Poissonzahlen nach (1) und (2) nehmen bei verschwindend kleinen Dehnungen übereinstimmend den Wert μ o an. Dieser kann zur klaren Unterscheidung als Basis-Poissonzahl bezeichnet werden. Er lässt sich für den praktischen Gebrauch mit der Poissonzahl gleichsetzen, die aus dem Kurzzeit-Zugversuch [4] bei Raumtemperatur hervorgeht.
Poissonzahl und Steifigkeit
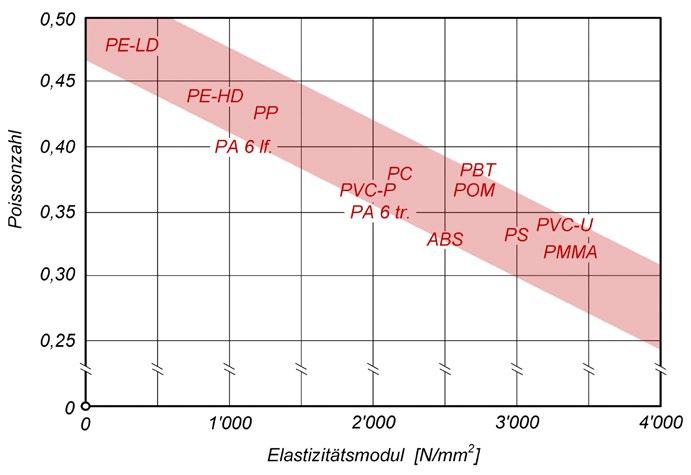
Interessant ist die Erkenntnis, dass sich die Poissonzahl umso mehr dem Wert 0,5 nähert, je geringer der Elastizitätsmodul ist [5, 6]. Diese qualitative Aussage scheint nicht nur auf Kunststoffe zuzutreffen, sondern grundsätzlich auch auf metallische Konstruktionswerkstoffe. Bei näherer Betrachtung von unverstärkten bzw. ungefüllten Thermoplasten zeigt sich tatsächlich ein Zusammenhang zwischen den Grössenordnungen der Steifigkeit, repräsentiert durch den KurzzeitZugmodul E bei Raumtemperatur, und der Basis-Poissonzahl μ o (Abb. 2). Diese Tatsache kann für die Ableitung einer Formel genutzt werden, mit der sich die Basis-Poissonzahl abschätzen lässt gemäss
\2+)%)**12+!&*+!D&)!6%')22+2&*3!D1**!*&/0!D&)!G,&**,2E109!#.*,!.)0%!D).!()%+!>3b!2W0)%+3!i)!T)P %&2T)%!D)%!691*+&E&+W+*.,D#9 &*+ cb3!od;!F&)*)!U#19&+1+&Y)!Z#**1T) */0)&2+!2&/0+!2#%!1#- B#2*+*+,--)! E#E#+%)--)23!*,2D)%2!T%#2D*W+E9&/0!1#/0!1#-!.)+199&*/0)!B,2*+%#'+&,2*8)%'*+,--);!V)&!2W0)%)%!V)P +%1/0+#2T!Y,2!#2Y)%*+W%'+)2!$E8;!#2T)-A99+)2!h0)%.,791*+)2!E)&T+!*&/0!+1+*W/09&/0!)&2 f#*1.P .)2012T!E8&*/0)2!D)2!_%H**)2,%D2#2T)2!D)%!J+)&-&T')&+3!%)7%W*)2+&)%+!D#%/0!D)2!B#%EE)&+ f#TP .,D#9!, $)&!"1#.+).7)%1+#%3!#2D!D)%!V1*&* G,&**,2E109!µ# LZ$$;!=R; F&)*)!h1+*1/0)!'122!-A%! D&)!Z$9)&+#2T!)&2)%!4,%.)9!T)2#+E+!8)%D)23!.&+!D)%!*&/0!D&)!V1*&* G,&**,2E109!1$*/0W+E)2!9W**+ T).W**
(3)
!"#$%&'#()*")+,($+-./00.),%'1 3 \2+)%)**12+!&*+!D&)!6%')22+2&*3!D1**!*&/0!D&)!G,&**,2E109!#.*,!.)0%!D).!()%+!>3b!2W0)%+3!i)!T)P %&2T)%!D)%!691*+&E&+W+*.,D#9 &*+ cb3!od F&)*)!U#19&+1+&Y)!Z#**1T) */0)&2+!2&/0+!2#%!1#- B#2*+*+,--)! E#E#+%)--)23!*,2D)%2!T%#2D*W+E9&/0!1#/0!1#-!.)+199&*/0)!B,2*+%#'+&,2*8)%'*+,--);!V)&!2W0)%)%!V)P +%1/0+#2T!Y,2!#2Y)%*+W%'+)2!$E8;!#2T)-A99+)2!h0)%.,791*+)2!E)&T+!*&/0!+1+*W/09&/0!)&2 f#*1.P .)2012T!E8&*/0)2!D)2!_%H**)2,%D2#2T)2!D)%!J+)&-&T')&+3!%)7%W*)2+&)%+!D#%/0!D)2!B#%EE)&+ f#TP .,D#9!, $)&!"1#.+).7)%1+#%3!#2D!D)%!V1*&* G,&**,2E109!µ# LZ$$;!=R; F&)*)!h1+*1/0)!'122!-A%! D&)!Z$9)&+#2T!)&2)%!4,%.)9!T)2#+E+!8)%D)23!.&+!D)%!*&/0!D&)!V1*&* G,&**,2E109!1$*/0W+E)2!9W**+ T).W** !& ', * - ./0 ( (1 , , ' L?R F1%&2!&*+!, ' " (( ... 2 33" " ( 567 8 D)% V)E#T* 6 @,D#9; F1$)&!.#** .&+!)&2)%!^2*/0W%-)!Y,2 )+81 9 ./.: ./.< T)%)/02)+!8)%D)2;!6&2)!199-W99&T)!Z$8)&/0#2T!Y,2!D)%!"1#.+).7)%1+#%!=& 19*! V)E#T*T%H**)!8&)!1#/0 D)%!6&2-9#**!D)%!V)91*+#2T*D1#)%!'H22)2 .&+!)&2)%!8)&+)%)23!-%A0)%!*/0,2! 7#$9&E&)%+)2!`W0)%#2T*-,%.)9 $)%A/'*&/0+&T+!8)%D)2 cNd F)%)2!B,.$&21+&,2!.&+!L?R!-A0%+!E#%!V)P E&)0#2T
!& ', * - ./0 ( (1 + , , ' L?R
dass die Festlegung der Poissonzahl nachvollziehbar ist und dokumentiert werden kann.
! '>/ =* - ./0 ( (1 + , , ' + ,) '>/ = * ,) '>/ =& * LQR
.&+ ,) 19* B%&)/0.,D#9!E#%!f)&+!> #2D!= 19* 1'+#)99)% h).7)%1+#%
Darin ist E * = 1000 N/mm 2 = 1 GPa der Bezugs-E-Modul. Dabei muss mit einer Unschärfe von etwa + 0,02 0,03 gerechnet werden. Eine allfällige Abweichung von der Raumtemperatur als Bezugsgrösse wie auch der Einfluss der Belastungsdauer können mit einer weiteren, früher schon publizierten Näherungsformel berücksichtigt werden [7]. Deren Kombination mit (3) führt zur Beziehung
F1%&2!&*+!, ' " (( ... 2 33" " ( 567 8 D)% V)E#T* 6 @,D#9; F1$)&!.#** .&+!)&2)%!^2*/0W%-)!Y,2 )+81 9 ./.: ; ./.< T)%)/02)+!8)%D)2;!6&2)!199-W99&T)!Z$8)&/0#2T!Y,2!D)%!"1#.+).7)%1+#%!=& 19*! V)E#T*T%H**)!8&)!1#/0 D)%!6&2-9#**!D)%!V)91*+#2T*D1#)%!'H22)2 .&+!)&2)%!8)&+)%)23!-%A0)%!*/0,2! 7#$9&E&)%+)2!`W0)%#2T*-,%.)9 $)%A/'*&/0+&T+!8)%D)2 cNd F)%)2!B,.$&21+&,2!.&+!L?R!-A0%+!E#%!V)P E&)0#2T
Poissonzahl und Kompressibilität
(4)
mit EC als Kriechmodul zur Zeit t und ϑ als aktueller Temperatur. Die wenigen konkret bekannten Zahlenwerte deuten darauf hin, dass auch bei verstärkten und gefüllten Thermoplasten
die Poissonzahl mit zunehmender Steifigkeit sinkt. Zur Ableitung einer Näherungsformel reicht aber die vorhandene Datenbasis nicht aus. Immerhin kann pro 10 Gewichts-Prozenten Verstärkungs- bzw. Füllstoff von einer Abnahme der Poissonzahl um etwa 0,01 ausgegangen werden. So hilfreich solche Näherungen sein können, so darf man sich nicht darüber hinwegtäuschen, dass sie nicht mehr sein können und wollen als ein Behelf bei Fehlen genauerer Angaben. Aussagen über ihre Trefflichkeit im Einzelfall sind ohnehin nicht möglich. Dennoch hat ihre Verwendung gegenüber einer gefühlsmässigen Daumenpeilung zumindest den Vorteil,
In der Poissonzahl drückt sich auch die Komprimierbarkeit eines Werkstoffs aus, also dessen Eigenschaft, unter mechanischer Belastung sein Volumen zu ändern. Allerdings ist die Skala bei der Poissonzahl etwas ungewöhnlich. Bei isotropen Werkstoffen reicht sie von μ o = 0 bei maximaler Kompressibilität bis μ n = 0,5 bei deren Fehlen. Darin nicht enthalten ist der Sonderfall des auxetisches Verhaltens
F&)!8)2&T)2!',2'%)+ $)'122+)2!f109)28)%+)!D)#+)2!D1%1#-!0&23!D1**!1#/0!$)&!Y)%*+W%'+)2!#2D! T)-A99+)2!h0)%.,791*+)2!D&)!G,&**,2E109!.&+!E#2)0.)2D)%!J+)&-&T')&+!*&2'+;!f#%!Z$9)&+#2T!)&2)%! `W0)%#2T*-,%.)9!%)&/0+!1$)%!D&)!Y,%012D)2)!F1+)2$1*&*!2&/0+!1#*;!\..)%0&2!'122!7%,!M>!_)P 8&/0+*PG%,E)2+)2!S)%*+W%'#2T*P $E8;!4A99*+,--!Y,2!)&2)%!Z$210.)!D)%!G,&**,2E109!#.!)+81!>3>M! 1#*T)T12T)2!8)%D)2;
J,!0&9-%)&/0!*,9/0)!`W0)%#2T)2 *)&2!'H22)23!*, D1%-!.12!*&/0!2&/0+!D1%A$)%!0&28)T+W#*/0)23! D1**!*&)!2&/0+!.)0%!*)&2!'H22)2!#2D!8,99)2!19*!)&2!V)0)9- $)&!4)09)2 T)21#)%)% Z2T1$)2 Z#**1P T)2!A$)%!&0%)!h%)--9&/0')&+!&.!6&2E)9-199!*&2D!,02)0&2!2&/0+!.HT9&/0;!F)22,/0!01+ &0%)!S)%8)2D#2T
T)T)2A$)%!)&2)%!T)-A09*.W**&T)2!F1#.)27)&9#2T!E#.&2D)*+ D)2!S,%+)&93!D1**!D&) 4)*+9)T#2T!
D)%!G,&**,2E109!21/0Y,99E&)0$1%!&*+ #2D!D,'#.)2+&)%+!8)%D)2 '122
! '>/ =* - ./0 ( (1 + , , ' + ,) '>/ = * ,) '>/ =& * LQR .&+ ,) 19* B%&)/0.,D#9!E#%!f)&+!> #2D!= 19* 1'+#)99)% h).7)%1+#% F&)!8)2&T)2!',2'%)+ $)'122+)2!f109)28)%+)!D)#+)2!D1%1#-!0&23!D1**!1#/0!$)&!Y)%*+W%'+)2!#2D! T)-A99+)2!h0)%.,791*+)2!D&)!G,&**,2E109!.&+!E#2)0.)2D)%!J+)&-&T')&+!*&2'+;!f#%!Z$9)&+#2T!)&2)%! `W0)%#2T*-,%.)9!%)&/0+!1$)%!D&)!Y,%012D)2)!F1+)2$1*&*!2&/0+!1#*;!\..)%0&2!'122!7%,!M>!_)P 8&/0+*PG%,E)2+)2!S)%*+W%'#2T*P $E8;!4A99*+,--!Y,2!)&2)%!Z$210.)!D)%!G,&**,2E109!#.!)+81!>3>M! 1#*T)T12T)2!8)%D)2;
J,!0&9-%)&/0!*,9/0)!`W0)%#2T)2
29 1–2/2023 KUNSTSTOFF XTRA Forschung/Entwicklung
!"#$%&'#()*")+,($+-./00.),%'1 3
*)&2!'H22)23!*, D1%-!.12!*&/0!2&/0+!D1%A$)%!0&28)T+W#*/0)23!
Abb. 2: Korrelation zwischen den Grössenordnungen von Elastizitätsmodul als Steifigkeitskennwert und Basis-Poissonzahl ungefüllter Thermoplaste bei Raumtemperatur.
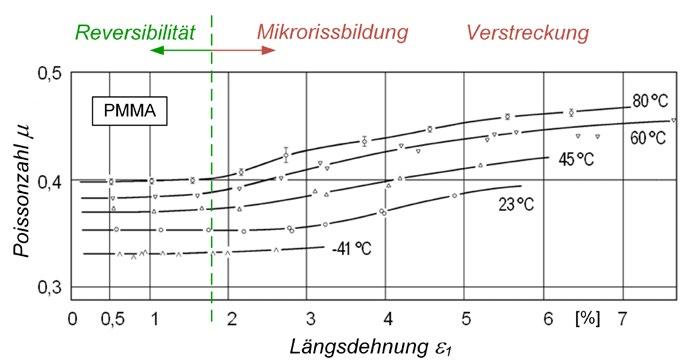
Abb. 3: Technische Poissonzahl von PMMA in Funktion von technischer Dehnung und Temperatur (Bild: IWK, nach [11]).
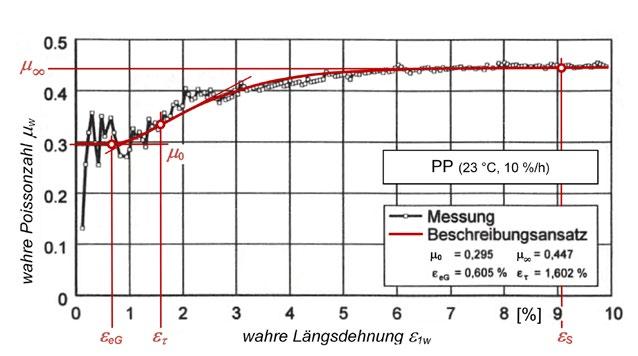
Abb. 5: Wahre Poissonzahl von Polypropylen in Funktion der wahren Dehnung im Vergleich von Messung und Beschreibungsansatz (Bild IWK, nach [12]).
!"#$%&'#()*")+,($+-./00.),%'1
der Orthotropie streng genommen nicht angewendet werden. In der Praxis liegt der Ausweg aus dieser Komplexität meistens darin, dass man dennoch näherungsweise von isotropem Verhalten ausgeht.
[2] MatWeb. Material Property Data. Online-Datenbank www.matweb.com
[3] Wikipedia: Poissonzahl; abgerufen 29.1.2023
[4] DIN EN ISO 527-1:2019-12: Kunststoffe – Bestimmung der Zugeigenschaften – Teil 1: Allgemeine Grundsätze
[5] Oberbach, K.: Kunststoff-Kennwerte für Konstrukteure. 2. Auflage, Carl Hanser Verlag München 1980, S. 104
[6] Meyer, B.-R.: Entwicklung und Konstruktion von Kunststoffteilen. Carl Hanser Verlag München 2021, S. 140
[7] Kunz, J.: Die Querkontraktionszahl in der Konstruktionspraxis. KunststoffXtra 1(2011)6, S. 27–30
[8] Wikipedia: Auxetisches Material, abgerufen 29.1.2023
[9] Kunz, J.: Spannungszustand und Werkstoffverhalten. KunststoffXtra 8(2018)4, S. 14–18
Schlussbemerkung
[10] Schenkel, G.: Verfahren zum Bestimmen der Poissonzahl insbesondere bei Kunststoffen. Kunststoffe 63(1973)1, S. 49–53
(11) !"#$%&'#()*")+,($+-./00.),%'1 6 G,&**,2E109!-#2'+&,219&*&)%+!8)%D)23!#2D!E81%
810%)2!G,&**,2E109!-#2'+&,219&*&)%+!8)%D)23!#2D!E81% E# )&2).!*&T.,&D-H%.&T)2!Z#*D%#/' LZ$$;! bR!&2!D)%!4,%.
E# )&2).!*&T.,&D-H%.&T)2!Z#*D%#/' LZ$$;!
O LMMR F&)!_%H**)2!!& #2D!!. *+1..)2!1#*!D)%!G,&**,2E109 @)**#2T3!$/0 #2D!$1 *&2D!/01%1'+)%&*+&*/0)! ()%+)!1#*!D).!T9)&/0E)&+&T 1#-T)2,..)2)2!J7122#2T* F)02#2T* F&1T%1..; V)&!6%%)&/0)2!D)*!
*+1..)2!1#*!D)%!G,&**,2E109
Die Grössen μ 0 und μ ∞ stammen aus der Poissonzahl-Messung, ε eG und ε t sind charakteristische Werte aus dem gleichzeitig aufgenommenen Spannungs-DehnungsDiagramm. Bei Erreichen des vollplastischen Zustandes mit Inkompressibilität müsste theoretisch μ ∞ = 0,5 sein. Der Ansatz hat allerdings den Nachteil, dass er die Existenz einer Streckgrenze voraussetzt (Abb. 5).
[11] Frank, U.: Die Querkontraktionszahl von Kunststoffen, dargestellt am Beispiel amorpher Thermoplaste. Diss. Universität Stuttgart 1984
[12] Dassow, J.: Messung und Beschreibung der Querkontraktionszahl von teilkristallinen Thermoplasten als nichtlinear viskoelastischer Materialkennwert. Diss. RWTH Aachen 1996; Aachener Beiträge zur Kunststoffverarbeitung, Band 50, 1996
Y,99791*+&*/0)2!f#*+12D)*!.&+!\2',.7%)**&$&9&+W+!.A**+)!+0),%)+&*/0!!. " ./0 *)&2; F)%!Z2*1+E 01+ 199)%D&2T* D)2!`1/0+)&93!D1**!)% D&)!6p&*+)2E!)&2)%!J+%)/'T%)2E)!Y,%1#**)+E+ LZ$$;!bR; \2!D&)*).!f#*1..)2012T!Y,2!V)D)#+#2T &*+!1$)%!1#/0!D&)!h1+*1/0)3!D1**!*&/0 )&2)!12-W2T9&/0!
Y,%012D)2)!\*,+%,7&)!8)T)2!D).!6&2-9#**!D)% F)02#2T 1#-!D&)!G,&**,2E109 E#%!a%+0,+%,7&)!812P D)9+3!8&)!.12!D&)*!$)&!T%,**)2!S)%-,%.#2T)2!&2!)&2)%!"&/0+#2T!1#/0!&2!V)E#T!1#-!D&)!4)*+&T')&+)2! ')22+; F1.&+!8&%D!D1*!l#)%D)02#2T*Y)%019+)2!&2!D)2!D%)&!m1#7+)$)2)2!D)*!J7122#2T*E#*+12P D)*!#2+)%*/0&)D9&/03!#2D!)*!T&$+!')&2)!T).)&2*1.)!G,&**,2E109!.)0%;!F,/0!8)T)2!D)%!.&+!T%H*P *)%)2!F)02#2T)2!E#2)0.)2D)2!`&/0+9&2)1%&+W+ 'H22)2!D&)!)91*+&E&+W+*+0),%)+&*/0)2!_)*)+E)!D)%! a%+0,+%,7&)!*+%)2T!T)2,..)2!2&/0+!12T)8)2D)+!8)%D)2;!\2!D)%!G%1p&*!9&)T+ D)%!Z#*8)T!1#*!D&)P *)%!B,.79)p&+W+!.)&*+)2*!D1%&23!D1**!.12!D)22,/0!2W0)%#2T*8)&*)!Y,2!&*,+%,7).!S)%019+)2 1#*T)0+
8&'1(004":"$2()*
In diesem Zusammenhang von Bedeutung ist aber auch die Tatsache, dass sich eine anfänglich vorhandene Isotropie wegen dem Einfluss der Dehnung auf die Poissonzahl zur Orthotropie wandelt, wie man dies bei grossen Verformungen in einer Richtung auch in Bezug auf die Festigkeiten kennt. Damit wird das Querdehnungsverhalten in den drei Hauptebenen des Spannungszustandes unterschiedlich, und es gibt keine gemeinsame Poissonzahl mehr. Doch wegen der mit grösseren Dehnungen zunehmenden Nichtlinearität können die elastizitätstheoretischen Gesetze
Der sachgerechte Umgang mit der an sich unspektakulären Poissonzahl erfordert gründliche Kenntnisse über ihre Eigenheiten und über das Querkontraktionsverhalten der Werkstoffe. Dies gilt speziell bei der Auslegung von Bauteilen, die grösseren Verformungen unterworfen sind. Dringend wünschbar wäre die Verfügbarkeit verlässlichen Zahlenmaterials, ansonsten läuft jede Bemühung um realitätsnahe Berechnungsresultate mittels noch so ausgefeilter Programme letztlich ins Leere. Über die nach wie vor unbefriedigende Datenbasis können auch die verschiedenen Abschätzformeln nicht hinwegtäuschen, auch wenn sie als Behelf dienlich sein mögen. Es ist an den Anwendern, ihre diesbezüglichen Ansprüche bei Kunststofferzeugern, Datenbankbetreibern, Herstellern und Ausrüstern von Prüfmaschinen usw. geltend zu machen. Einer systematischen Messung und Dokumentation der Poissonzahl sollte im Zeitalter der berührungslosen Zugprüfung z. B. mittels Videoextensometrie eigentlich nichts im Wege stehen.
[13] Kunz, J.: Reversibilität als Auslegungskriterium. Kunststoffe 108(2018)2, S. 67–71
[14] Kunz, J.: Ein Plädoyer für die dehnungsbezogene Auslegung. Kunststoffe 101(2011)4, S. 50–54
[15] Pózfalvi, Ö.: Über das Elastizitätsgesetz und die Poissonsche Zahl von gummielastischen Werkstoffen. Periodica Polytechnica; Transportation Engineering 10(1982)1, S. 61–66
Kontakt
^.T12T!.&+!D)%!12!*&/0!#2*7)'+1'#9W%)2!G,&**,2E109!)%-,%D)%+ T%A2D9&/0)! A$)%!&0%)!6&T)20)&+)2!#2D!A$)%!D1*!l#)%',2+%1'+&,2*Y)%019+)2!D)%!()%'*+,--) F&)*! T&9+!*7)E&)99!$)&!D)%!Z#*9)T#2T!Y,2!V1#+)&9)23!D&)!T%H**)%)2!S)%-,%.#2T)2!#2+)%8,%-)2!*&2D; F%&2P 8W%)!D&)!S)%-AT$1%')&+!Y)%9W**9&/0)2!f109)2.1+)%&19*3!12*,2*+)2!9W#-+!i)D)!V)P .A0#2T!#.!%)19&+W+*210)!V)%)/02#2T*%)*#9+1+)!.&++)9*!2,/0!*,!1#*T)-)&9+)% G%,T%1..)!9)+E+9&/0! 21/0!8&)!Y,%!#2$)-%&)D&T)2D) F1+)2$1*&* 'H22)2!1#/0!D&)!Y)%*/0&)D)2)2!Z$P 2&/0+!0&28)T+W#*/0)23!1#/0!8)22!*&)!19*!V)0)9-!D&)29&/0 *)&2!.HT)2;!6*!&*+!12!D)2! Z28)2D)%23!&0%)!D&)*$)EAT9&/0)2!Z2*7%A/0)!$)&!B#2*+*+,--)%E)#T)%23!F1+)2$12'$)+%)&$)%23!m)%P 2D!Z#*%A*+)%2!Y,2!G%A-.1*/0&2)2!#*8;!T)9+)2D!E#!.1/0)2; 6&2)%!*I*+).1+&*/0)2!@)*P *#2T!#2D!F,'#.)2+1+&,2!D)%!G,&**,2E109!*,99+)!&.!f)&+19+)%!D)%!$)%A0%#2T*9,*)2!f#T7%A-#2T!E;V;!
Literatur
[1] DIN EN ISO 10350-1:2018: Kunststoffe – Ermittlung und Darstellung vergleichbarer Einpunktkennwerte – Teil 1: Formmassen
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung
Prof. Dipl.-Ing. Johannes Kunz CH-8645 Rapperswil-Jona
johannes.kunz@ost.ch
www.ost.ch/iwk n
31 1–2/2023 KUNSTSTOFF XTRA Forschung/Entwicklung
6
Verformungen und Verwendung der wahren Poissonzahl (2) ist deren Dehnungsabhängigkeit durch Beachtung von (9) zu berücksichtigen. Dazu kann auch der Berechnungsansatz von Dassow [12] hilfreich sein. Mit diesem können gemessene Werte der wahren Poissonzahl funktionalisiert werden, und zwar zu einem sigmoidförmigen Ausdruck (Abb. 5) in der Form !% '$#% * " !. '!. !& * + N( ) $#% $/0 $1 $/0 O + PQR N $#% $/0 $1 $/0
. !& * N( ) $#% $/0 $1 $/0 O PQR N $#% $/0 $1 $/0 O LMMR #2D!!.
:"$2()*
.&++)9*!S&D),)p+)2*,.)+%&)!)&T)2+9&/0!2&/0+*!&.!()T)!*+)0)2;
F)%!*1/0T)%)/0+) ^.T12T!.&+!D)%!12!*&/0!#2*7)'+1'#9W%)2!G,&**,2E109!)%-,%D)%+ T%A2D9&/0)! B)22+2&**)!A$)%!&0%)!6&T)20)&+)2!#2D!A$)%!D1*!l#)%',2+%1'+&,2*Y)%019+)2!D)%!()%'*+,--) F&)*! T&9+!*7)E&)99!$)&!D)%!Z#*9)T#2T!Y,2!V1#+)&9)23!D&)!T%H**)%)2!S)%-,%.#2T)2!#2+)%8,%-)2!*&2D; F%&2P T)2D!8A2*/0$1% 8W%)!D&)!S)%-AT$1%')&+!Y)%9W**9&/0)2!f109)2.1+)%&19*3!12*,2*+)2!9W#-+!i)D)!V)P .A0#2T!#.!%)19&+W+*210)!V)%)/02#2T*%)*#9+1+)!.&++)9*!2,/0!*,!1#*T)-)&9+)% G%,T%1..)!9)+E+9&/0! &2*!X))%);!q$)% D&)!21/0!8&)!Y,%!#2$)-%&)D&T)2D) F1+)2$1*&* 'H22)2!1#/0!D&)!Y)%*/0&)D)2)2!Z$P */0W+E-,%.)92 2&/0+!0&28)T+W#*/0)23!1#/0!8)22!*&)!19*!V)0)9-!D&)29&/0 *)&2!.HT)2;!6*!&*+!12!D)2! Z28)2D)%23!&0%)!D&)*$)EAT9&/0)2!Z2*7%A/0)!$)&!B#2*+*+,--)%E)#T)%23!F1+)2$12'$)+%)&$)%23!m)%P *+)99)%2!#2D!Z#*%A*+)%2!Y,2!G%A-.1*/0&2)2!#*8;!T)9+)2D!E#!.1/0)2; 6&2)%!*I*+).1+&*/0)2!@)*P *#2T!#2D!F,'#.)2+1+&,2!D)%!G,&**,2E109!*,99+)!&.!f)&+19+)%!D)%!$)%A0%#2T*9,*)2!f#T7%A-#2T!E;V;! .&++)9*!S&D),)p+)2*,.)+%&)!)&T)2+9&/0!2&/0+*!&.!()T)!*+)0)2;
@)**#2T3!$/0 #2D!$1 *&2D!/01%1'+)%&*+&*/0)! T9)&/0E)&+&T 1#-T)2,..)2)2!J7122#2T* F)02#2T* F&1T%1..; V)&!6%%)&/0)2!D)*! Y,99791*+&*/0)2!f#*+12D)*!.&+!\2',.7%)**&$&9&+W+!.A**+)!+0),%)+&*/0!!. " ./0 *)&2; F)%!Z2*1+E 01+ D)2!`1/0+)&93!D1**!)% D&)!6p&*+)2E!)&2)%!J+%)/'T%)2E)!Y,%1#**)+E+ LZ$$;!bR; 2!D&)*).!f#*1..)2012T!Y,2!V)D)#+#2T &*+!1$)%!1#/0!D&)!h1+*1/0)3!D1**!*&/0 )&2)!12-W2T9&/0! Y,%012D)2)!\*,+%,7&)!8)T)2!D).!6&2-9#**!D)% F)02#2T 1#-!D&)!G,&**,2E109 E#%!a%+0,+%,7&)!812P 3!8&)!.12!D&)*!$)&!T%,**)2!S)%-,%.#2T)2!&2!)&2)%!"&/0+#2T!1#/0!&2!V)E#T!1#-!D&)!4)*+&T')&+)2! F1.&+!8&%D!D1*!l#)%D)02#2T*Y)%019+)2!&2!D)2!D%)&!m1#7+)$)2)2!D)*!J7122#2T*E#*+12P 3!#2D!)*!T&$+!')&2)!T).)&2*1.)!G,&**,2E109!.)0%;!F,/0!8)T)2!D)%!.&+!T%H*P *)%)2!F)02#2T)2!E#2)0.)2D)2!`&/0+9&2)1%&+W+ 'H22)2!D&)!)91*+&E&+W+*+0),%)+&*/0)2!_)*)+E)!D)%! *+%)2T!T)2,..)2!2&/0+!12T)8)2D)+!8)%D)2;!\2!D)%!G%1p&*!9&)T+ D)%!Z#*8)T!1#*!D&)P .)&*+)2*!D1%&23!D1**!.12!D)22,/0!2W0)%#2T*8)&*)!Y,2!&*,+%,7).!S)%019+)2
Pilze setzen PE-Abfälle in interessante Stoffwechselprodukte um
Pharmaka aus Kunststoffabfällen
Kunststoffabfälle sind eine der bedeutendsten ökologischen und ökonomischen Belastungen unserer Zeit. Ein Forschungsteam stellt in der Zeitschrift Angewandte Chemie einen chemisch-biologischen Ansatz für das Upcycling von Polyethylen-Abfällen vor: Durch katalytische Spaltung werden Dicarbonsäuren erzeugt, die anschliessend durch gentechnisch veränderte Pilze in pharmakologisch interessante Naturstoffe umgesetzt werden.
Kunststoffe sind aus unserem täglichen Leben nicht mehr wegzudenken. Schätzungen zufolge wird die weltweite Produktion bis 2040 1,1 Mrd. Tonnen pro Jahr erreichen. Entsprechend steigen die Abfallmengen, die auf Deponien oder in den Weltmeeren landen. Sie bedrohen zunehmend unsere Nahrungsmittelversorgung und Ökosysteme. Besonders problematisch sind Polyethylene (PE). Obwohl sie die häufigsten Kunststoffe sind, sind die Recyclingansätze sehr begrenzt. Dieselben Eigenschaften, die PE im Gebrauch widerstandsfähig und nützlich machen, behindern Abbau und Recycling. Ein Problem ist ihr Kohlenwasserstoff-Rückgrat, das keinerlei «Sollbruchstellen» für eine Spaltung bietet, sodass keine Bruchstücke definierter Länge zu erhalten sind und breite Produktgemische von geringem Wert entstehen.

Das Team um Travis J. Williams und Clay C. C. Wang an der University of Southern California (Los Angeles) sowie Berl Oakley an der University of Kansas (Lawrence) stellt jetzt einen kombinierten chemischbiologischen Ansatz vor, mit dem ein Upcycling von PE-Abfällen zu wertvollen und komplexen pharmakologisch interessanten Verbindungen gelingt. Im ersten Schritt setzt das Team das PE katalytisch mit Sauerstoff bei 150 ° C zu verschiedensten Dicarbonsäuren (Kohlenwasserstoffketten
mit zwei Säuregruppen) um. Diese werden im zweiten Schritt an Pilze «verfüttert», die daraus interessante Naturstoffe machen. Dies konnte das Team u. a. an realen PE-Abfällen aus dem Nordpazifikwirbel zeigen.
Nach der PE-Spaltung müssen zunächst die für Pilze giftigen kurzkettigen Dicarbonsäuren abgetrennt werden. Diese können als Rohstoffe dienen, z. B. für die Synthese bioabbaubarer Kunststoffe für die Landwirtschaft. Die längerkettigen Disäuren mit mehr als zehn Kohlenstoffatomen können Pilzkulturen von Aspergillus nidulans als Nahrung verwerten. Pilze wachsen rasch, sind kostengünstig kultivierbar und werden bereits breit eingesetzt, um Wirkstoffe herzustellen, man denke nur an Antibiotika wie z. B. Penicillin. Das Team entwickelte eine robuste Strategie, um die Stoffwechselwege von A. nidulans gentechnisch so zu modifizieren, dass der Pilz das gewünschte Produkt in hoher Ausbeute herstellt. Als Beispiel -
substanzen stellten sie Asperbenzaldehyd, Citreoviridin bzw. Mutilin her – Naturstoffe, die Ausgangspunkte für die Suche nach Wirkstoffen gegen Krankheiten, wie Alzheimer und Krebs, bzw. nach Mitteln gegen Antibiotika-resistente Bakterien sein könnten. Eine breite Palette weiterer bioaktiver Substanzen könnte mit dieser Strategie ausgehend von PE-Abfällen erzeugt werden.
Die «Angewandte Chemie» ist eine Publikation derGesellschaft Deutscher Chemiker (GDCh).
Originalpublikation:
https://doi.org/10.1002/ange.202214609
Kontakt Angewandte Chemie
D-69451 Weinheim
angewandte@wiley-vch.de www.gdch.de
32 1–2/2023 KUNSTSTOFF XTRA Forschung/Entwicklung www.katz.ch
KUNSTSTOFFTECHNOLOGIE FÜR
„Hand in Hand mit der Industrie und mit Forschungsinstitutionen bilden wir die Zukunft der Kunststofftechnologie der Schweiz.“
DIE ZUKUNFT
n
Pilze setzen Polyethylen-Abfälle in pharmakologisch interessante Stoffwechselprodukte um (Bild: Wiley-VCH)
Forscher stellen Verschlussdüse für 3D-Drucker vor
Schäume im 3D-Drucker
Bisher war es problematisch Schäume mit geringer Dichte bei additiven Produktionsverfahren einzusetzen. Doch nun hat ein Forschungsteam vom Fraunhofer IPA eine Verschlussdüse für 3D-Drucker entwickelt und druckt damit Bauteile von zuvor unerreichter Qualität.
Wer dünnflüssige oder aufschäumbare Kunststoffe mit einer minimalen Dichte von 80 kg/m3 für die additiven Fertigungsverfahren «Fused Layer Modelling» oder «Fused Filament Fabrication» nutzen wollte, hatte bisher mit einem ärgerlichen Problem zu kämpfen: Bei Fahrten ohne Materialaustrag floss dennoch ungewollt flüssiges Material aus der Düse. So entstanden qualitativ wenig überzeugende Bauteile, die von Hand nachbearbeitet werden mussten. Und es wurde während des Druckprozesses mehr Material verbraucht als eigentlich nötig gewesen wäre. Ein Forschungsteam vom Zentrum für Additive Produktion (ZAP) am Fraunhofer Institut für Produktionstechnik und Automatisierung IPA hat nun einen Lösungsansatz vorgestellt. Es entwickelte eine Verschlussdüse, die den Materialfluss an vorgegebenen Stellen automatisch unterbricht: Der Extrudermotor befördert das Filament aus Kunststoff zur Düse, die durch einen Federmechanismus verschlossen ist. Kurz oberhalb der Düse passiert das Filament ein Heizelement. Der Kunststoff schmilzt, wird flüssig und sammelt sich in einem Hohlraum innerhalb der Düse. Ab einem
gewissen Innendruck drückt die Schmelze eine Hohlnadel, durch die das Filament zuvor selbst befördert wurde, und somit die Feder nach oben. Die Düse öffnet sich und der Kunststoff fliesst aus ihr.
Hartschaum-Bauteile additiv fertigen

Gestoppt wird der Materialfluss, indem die Fördereinheit kein Material mehr in Richtung Heizelement befördert. »Der restliche aufgeschmolzene Kunststoff in der Düse wird noch verdruckt. Der Hohlraum entleert sich, der Druck nimmt ab, die Feder schiebt die Hohlnadel wieder nach unten und verschliesst so die Öffnung der Düse«, erklärt Jonas Fischer vom ZAP, der massgeblich an der Entwicklung der zum Patent angemeldeten Verschlussdüse beteiligt war. Bisher haben die Forscherinnen und Forscher ausschliesslich Schäume mit sehr geringer Dichte, die das Fraunhofer Institut für Chemische Technologie ICT in Karlsruhe zuvor entwickelt hatte, mit ihrer Verschlussdüse verdruckt. Denkbar wäre, dass mit diesen Schäumen in naher Zukunft beispielsweise Unterkonstruktionen für Sitzmöbel, Isolierungen, Verpackungen oder
Produziert Bauteile von bisher unerreichter Qualität: Prototyp einer Verschlussdüse für 3D-Drucker. (Bild: Fraunhofer IPA)

Leichtbaustrukturen additiv gefertigt werden. An sich ist die Verschlussdüse aber auch für dünnflüssige Kunststoffe wie Polyamid geeignet. Erste Testdrucke stehen jedoch noch aus.
Kontakt
Fraunhofer Institut für Produktionsstechnik und Automatisierung IPA
Jonas Fischer
www.ipa.fraunhofer.de n
33 KUNSTSTOFF XTRA Additive Fertigung Spritzguss Werkzeugbau Baugruppenmontage Martignoni AG Dorfmattweg 5 Postfach 1204 CH-3110 Münsingen Schweiz Fon +41 (0) 31 724 10 10 Fax +41 (0) 31 724 10 19 www.martignoni.ch info@martignoni.ch Wir
machen mehr aus Kunststoff
Nachwuchsprobleme in der Kunststoff- und Gummimaschinenindustrie
Der Personalmangel macht sich in der Kunststoff- und Gummimaschinenindustrie immer stärker bemerkbar. In einem Interview beschreibt Thorsten Kühmann, Geschäftsführer des Fachverbands Kunststoff- und Gummimaschinen im VDMA, die Situation und zeigt mögliche Auswege auf.
Herr Kühmann, die Hersteller von Kunststoff- und Gummimaschinen klagen über Personalmangel. Können Sie den quantifizieren?
Thorsten Kühmann: In einer aktuellen Blitzumfrage des VDMA geben 77 Prozent der Unternehmen an, Fachkräfte zu suchen. 27 Prozent davon bezeichnen ihren Fachkräftemangel sogar schon als sehr ernstes Problem. Und knapp ein Drittel befürchtet, dass die Lage in den nächsten Monaten schlimmer werden wird. Die Situation spitzt sich also immer mehr zu.
Was sind die Gründe für den Mangel an qualifiziertem Personal?
Kühmann: Ein Grund ist der demographische Wandel. Man hat das schon länger kommen sehen. Jetzt schlägt er durch. Es gehen mehr Menschen in Rente, als junge Menschen ins Berufsleben einsteigen. Der Maschinenbau ist ausserdem in den letzten Jahren dank gestiegener Nachfrage gewachsen, daraus ergibt sich ein zusätzlicher Bedarf an Fachkräften. Ein weiterer Grund ist, dass sich junge Leute leider zu wenig von der Kunststoffindustrie ange -
sprochen fühlen. Die jungen Menschen haben oft ein schlechtes Bild von Kunststoff. Offenbar haben wir es bisher nicht geschafft deutlich zu machen, dass wir die Industrie sind, die jetzt alle Weichen für
die Zirkularität stellt. Sprich, wer sich in der Kunststoffindustrie engagiert, kann einen wichtigen Beitrag zur Nachhaltigkeit leisten. Wir sind eine Industrie, die sich mitten im ökologischen Wandel befindet und die in der Digitalisierung weit vorne ist. Das sind zwei Themen, die junge Leute heute ansprechen.
Was kann der Kunststoffmaschinenbau tun?
Thorsten Kühmann: «Bislang agieren die Unternehmen weitgehend für sich, wenn es um ihr Bild in der Öffentlichkeit und um Nachwuchsförderung geht.» (Bild: VDMA)

SERVICE FÜR VAKUUMPUMPEN.
SWISS MADE.
Unsere Serviceteams sind im ganzen Land für Sie da. Ob für die Wartung einfacher Vakuumpumpen oder die Instandhaltung ganzer Vakuumsysteme. Wir haben stets die passende Servicelösung für Sie. Einfach. Immer. In Ihrer Nähe. Profitieren Sie von unserem Service. Für reibungslose Prozessabläufe.
www.buschvacuum.com
Kühmann: Wir brauchen in unserer Industrie eine konzertierte Aktion, um unser Image bei den jungen Menschen zu verbessern. Und zwar nicht nur im Maschinenbau. Es müssen alle Glieder der Wertschöpfungskette Kunststoff mitmachen, von den Herstellern über den Maschinenbau, die Recycler bis hin zu den Verwendern. Wenn wir dadurch zeigen, wofür wir wirklich stehen, dann werden wir auch für die jungen Menschen interessant. Bislang agieren die Unternehmen weitgehend für sich, wenn es um ihr Bild in der Öffentlichkeit und um Nachwuchsförderung geht. Ich sehe aber ein grosses Potenzial, wenn wir versuchen, diese Anstrengungen zu
34 1–2/2023 KUNSTSTOFF XTRA Aus-/Weiterbildung
«Wir brauchen eine konzertierte Aktion»
kanalisieren. Die Unternehmen sehen den Handlungsbedarf auch und zeigen sich zunehmend offen dafür, über die eigenen Initiativen hinaus eine gemeinsame Klammer zu schaffen. Wie das genau aussehen wird, ist noch offen. Denkbar wäre zum Beispiel ein gemeinsamer Tag, an dem sich die gesamte Kunststoffindustrie dem Nachwuchs stellt. In den USA gibt es etwas ähnliches schon. Davon können wir lernen.
industrie. Die Kunststoffproduktion wird in den nächsten Jahren weltweit noch deutlich zunehmen. Wir haben jetzt noch die Möglichkeit zu handeln und das müssen wir auch tun.

Lässt sich mit immer besserer Technologie die Personallücke verkleinern?
Kühmann: In der Zukunft ganz bestimmt. Wir arbeiten derzeit daran, Intelligenz in die Maschinen, aber auch in ganze Anlagen und Systeme zu bringen. Wir werden Maschinen haben, die sich weitgehend selbst fahren und sogar optimieren können, weil sie mit Künstlicher Intelligenz ausgestattet sind. Das ist unser langfristiges Ziel, davon sind wir heute noch weit entfernt. Wenn wir das aber erreicht haben, wird sich das Fachkräfteproblem etwa im Bereich der Maschinenführer etwas entspannen. Aber das wird das grundsätzliche Problem des Fachkräftemangels nicht entscheidend verbessern. Wir brauchen keine Lückenbüsser. Wir brauchen gut ausgebildete Menschen auf allen Ebenen, auf der Ausbildungsseite ebenso wie in der Entwicklung oder im IT-Bereich. Denn schliesslich müssen wir auch noch die Transformation unserer Industrie zu einer wirklichen Zirkularität bewerkstelligen. Für alles brauchen wir dringend gute Fachkräfte.
Was passierte, wenn der Fachkräftemangel nicht behoben würde?
Kühmann: Dann würde das Wachstum in unserer Industrie unmöglich werden. Viele Stellen würden unbesetzt bleiben. Aufträge könnten nicht mehr angenommen werden. Das wäre der schlimmste Fall und den gilt es unbedingt zu verhindern. Noch ist es zum Glück nicht so weit. Wir sind eine wachsende Industrie, eine Zukunfts-
Ende Oktober hat eine Umfrage des IfoInstituts unter deutschen Familienunternehmen ergeben, dass ein Viertel wegen der Energiekrise Jobs abbauen will. Wie ordnen Sie das ein? Kühmann: Die Energiekrise gibt es, das ist unbestritten. Es ist daher nicht auszuschliessen, dass einige Unternehmen Personal abbauen werden. Man darf aus einer kurzfristigen Krise jedoch keinen langfristigen Trend ableiten. Viele Unternehmen stellen ihre Energieversorgung bereits nach allen Kräften um und suchen nach Alternativen zu Öl sowie Gas. Das geht nicht von jetzt auf gleich, doch der Prozess läuft. Der Bedarf an Spitzentechnologie im Bereich Gummi- und Kunststoffmaschinen ist mit Blick auf die Kreislaufwirtschaft und Recycling jedenfalls da, damit verbunden sind auch attraktive Jobs.
Unsere Produkte
Universal Temperiergeräte bis 150 °C
Wasser Temperiergeräte bis 90 °C
Druckwasser Temperiergeräte bis 160 °C
Öl Temperiergeräte bis 360 °C



Kühlgeräte von -25 °C bis +40 °C

Wie wichtig wäre ein Einwanderungsgesetz?
Kühmann: Sehr wichtig. Die Einwanderung von Fachkräften aus Drittstaaten kann den Fachkräftemangel lindern. Deshalb unterstützt der VDMA jede Massnahme, die die Einwanderung qualifizierter Arbeitskräfte erleichtert. Allerdings nützt das beste Gesetz nicht viel, wenn die praktische Vermittlung von einwanderungswilligen Fachkräften an unsere Firmen, die Fachkräfte dringend brauchen, nicht funktioniert. Hierbei könnten Personalvermittler aus der Zeitarbeit aufgrund ihrer Expertise, die sie bereits bei der Integration von Flüchtlingen in den deutschen Arbeitsmarkt bewiesen haben, eine entscheidende Rolle spielen. Hierzu muss die Politik die notwendige Reform des Fachkräfteeinwanderungsgesetzes in Angriff nehmen. Kontakt
35 1–2/2023 KUNSTSTOFF XTRA
www.tool-temp.ch
«Aus E ahrung pe ekt temperiert»
«Wir arbeiten derzeit daran, Intelligenz in die Maschinen, aber auch in ganze Anlagen und Systeme zu bringen.»
«Die Kunststoffproduktion wird in den nächsten Jahren weltweit deutlich zunehmen.»
www.vdma.org n
Hochwertige Additive

Weisse Masterbatches ohne Titandioxid
Auf der K2022 in Düsseldorf stellte Tosaf eine Reihe neuer weisser Masterbatches mit sehr guten Eigenschaften in Bezug auf Weissgrad, Farbstärke und Opazität vor, die kein Titandioxid (TiO2 ) enthalten.
Mit seinen neuen Masterbatches reagiert Tosaf auf eine zunehmende Zahl von Kundenanfragen, da herkömmliches Weisspigment im Verdacht steht, krebserregend zu sein, wenn es in Pulverform eingeatmet wird, und weil die EU es als Lebensmittelfarbstoff verboten hat (E171). Diese Entscheidung der EU verbietet zwar nicht die Verwendung von TiO2 als Pigment in Polymeren, die mit Lebensmitteln in Berührung kommen, aber dennoch sind Hersteller von Hart- und Weichverpackungen für die Lebensmittelindustrie sowie von Teilen für die Spielzeug- und Kosmetikindustrie zunehmend bestrebt, in Zukunft auf TiO2-freie Masterbatches umzustellen. Tosaf hat solche Masterbatches jetzt als zylindrisches und kugelförmiges Granulat
entwickelt. Sie sind das Ergebnis einer von Tosaf Benelux R & D initiierten Studie zur Suche nach Alternativen für die Weisseinfärbung von Kunststoffen. Obwohl ihre Formulierung kein ungebundenes Titandioxid enthält, liegen ihre Opazität und ihre Farbstärke auf demselben hohen Niveau wie die von Standard-TiO2Masterbatchen bei gleicher Dosierung. Der Farbton selbst kann von gelblich über neutral bis bläulich eingestellt werden. Da dies unabhängig vom Trägersystem gilt, sind die neuen zum Patent angemeldeten weissen Masterbatches von Tosaf mit jedem Basispolymer kompatibel. Die geringe Abrasivität ermöglicht lange Werkzeugstandzeiten, und bei der Verarbeitung kommt es nicht zu Plate-out.
Dazu Michel Theunisz, General Manager von Tosaf Benelux: «Mit der Entwicklung und Markteinführung unserer neuen weissen Non-TiO2-Masterbatches, die mit verschiedenen Trägersystemen erhältlich sind, lösen wir für Kunststoffverarbeiter und Markenartikler das Problem rund um die Weisseinfärbung von Kunststoffen für Lebensmittel-, Kosmetik- und medizinische Verpackungen sowie Spielwaren, unabhängig vom Verarbeitungsverfahren und der Endanwendung. Das neue weisse Masterbatch von Tosaf ermöglicht der Kunststoffindustrie, proaktiv den Einsatz von TiO2 in Kunststoffen zu verringern.»
36 1–2/2023
www.tosaf.com n
Hersteller von Hart- und Weichverpackungen für die Lebensmittelindustrie sowie von Teilen für die Spielzeug- und Kosmetikindustrie sind zunehmend bestrebt, in Zukunft auf TiO 2 -freie Masterbatches umzustellen. (Bild: Tosaf)
Energieausbeute erneut gesteigert
Rekordwirkungsgrad von 22,2 Prozent
Ein Jahr nach ihrem letzten Wirkungsgradrekord haben Empa-Wissenschaftlerinnen und -Wissenschaftler einen neuen Höchstwert von 22,2% für flexible CIGS-Solarzellen auf Plastikfolien erreicht. Solarzellen dieses Typs eignen sich besonders für Anwendungen auf Gebäuden, Fahrzeugen, Satelliten, Luftschiffen und mobilen Geräten.
Die Empa-Forschenden haben den Wirkungsgrad von flexiblen CIGS-Solarzellen erneut verbessert. Unabhängig zertifizierte Messungen ergaben einen Wert von 22,2% bei der Umwandlung von Licht in Strom, was eine Verbesserung gegenüber dem bisherigen Rekordwert von 21,4% bedeutet. Zum Vergleich: Der maximale Wirkungsgrad einer starren Solarzelle aus kristallinem Silizium liegt bei 26,7%. Das Team um Romain Carron, Gruppenleiter im Empa-Labor für Dünnschichten und Photovoltaik unter der Leitung von Ayodhya N. Tiwari, präsentierte seine neusten Resultate an der «8. World Conference on Photovoltaic Energy Conversion» (WCPEC-8) am 26. September 2022 in Mailand.
Seit 23 Jahren regelmässig neue Rekorde
Die flexiblen Solarzellen werden auf einer Polymerfolie verarbeitet mit Cu(In,Ga)Se2 als lichtabsorbierende Halbleiterschicht, die durch ein Niedrigtemperatur-Co-Verdampfungsverfahren abgeschieden wird. Der Empa-Wissenschaftler Shiro Nishiwaki veränderte die Zusammensetzung der Schicht, um die Leistung und die Ausgangsspannung der Zellen zu verbessern. «Zwei unterschiedliche Ansätze zur Legierung des Kristalls führten zu einer ähnlichen Verbesserungen in der Leistung des Bauelements», sagt Romain Carron. Daher lassen sich die Ergebnisse auf unterschiedliche Weise, aber mit gleichwertigen Ergebnissen auf einen industriellen Massstab übertragen. Der Wirkungsgrad der Solarzelle von 22,2% wurde unabhängig am Fraunhofer-Institut für Solare Energiesysteme ISE in Freiburg bestätigt. Ayodhya Tiwari forscht mit seinem Team seit mehr als 23 Jahren an flexiblen Dünn -
schichtsolarzellen. Mit ihrem profunden Wissen über die Technologie und die grundlegenden physikalischen Prozesse haben sie im Laufe der Jahre mehrere Effizienzrekorde aufgestellt. Ihre «Rekordserie» begann im Jahr 1999 mit einer Effizienz von 12,8 %, ging dann weiter auf 14,1 % (2005), 17,6 % (2010), 18,7 % (2011) und 20,4 % (2013) und erreichte schliesslich 20,8 % im Jahr 2019 und 21,4 % im Jahr 2021.
Angesichts der bereits sehr hohen Wirkungsgrade erfordert jede noch so kleine Steigerung eine sorgfältige Untersuchung der Faktoren, die die Energieumwandlung einschränken, und innovative Ansätze zu deren Bewältigung. Die aktuelle Steigerung des Wirkungsgrads geht auf die Legierung der lichtabsorbierenden Halbleiterschicht
zurück, um deren elektronische Eigenschaften verbessert hat.
Flexible und leichte Solarmodule mit dieser Technologie eignen sich besonders für Anwendungen auf Dächern und Fassaden von Gebäuden, auf Gewächshäusern, Fahrzeugen und Luftschiffen sowie für tragbare Elektronik. Die Empa arbeitet mit der Schweizer Firma Flisom an der Rollezu-Rolle-Herstellung von leichten, flexiblen Solarmodulen für derartige Anwendungen. Die Forschung wurde vom Bundesamt für Energie (BFE) unterstützt.
Kontakt
Empa
CH-8600 Dübendorf
+41 58 765 11 11
www.empa.ch n
37 1–2/2023 KUNSTSTOFF XTRA Werkstoffe
Flexible CIGS-Solarzellen bestehen aus sehr dünnen Schichten, darunter eine Verbindung aus den Elementen Kupfer, Indium, Gallium und Selen. Die Schichten werden auf flexible Polymersubstrate aufgebracht, hauptsächlich durch Vakuumverfahren. (Bild: Empa)
ESD-Trays und Verpackungen
Blitzschutz für die Elektronik

Elektronische Baugruppen erobern immer mehr Produkte, vom Kinderspielzeug über Sportgeräte und Schlüssel bis zur Maschine und dem Auto. Sie sind jedoch empfindlich gegenüber plötzlichen Entladungen statischer Elektrizität und können dadurch beschädigt oder gar zerstört werden. Transport und Verpackung sollten daher ausschliesslich mithilfe von Unterlagen oder Umhüllungen aus leitfähigen Kunststoffen erfolgen.
«Um optimalen Schutz zu bieten und zugleich wirtschaftlich zu sein, sollten antistatische Trays und Verpackungen massgeschneidert ausgelegt werden», weiss Reto Grütter, Geschäftsführer der Grütter Kunststoff und Formen AG in Hombrechtikon (Schweiz). Statische elektrische Spannungen zwischen Kunststoffflächen und geerdeten Komponenten können schnell einige 100 bis 1000 Volt erreichen. Durch Überschlag (ESD, Electrostatic Discharge) kann es zu Schäden an elektronischen Bauteilen oder Baugruppen kommen. Schutz bieten leitfähige Unterlagen oder Verpackungen. Dabei sollten die betreffenden Teile jedoch nicht wie Schüttgut behandelt werden. Insbesondere bei automatisierten Prozessen, die eine lagerichtige Zuführung erfordern, werden solche Teile in der Produktion meist in passend geformten Trays transportiert. Für den Versand gibt es ebenfalls massgeschneiderte Verpackungen. Entscheidende Voraussetzung für ihre Herstellung ist die Leitfähigkeit der verwendeten Kunststoffe. Diese wird in der Regel erreicht, indem nicht leitfähigen Kunststoffgrundmassen bei der Herstellung feines Graphitpulver zugemischt wird. Das Rohmaterial wird zumeist in Form von Halbzeug (Folien oder Platten) geliefert, die anschliessend tiefgezogen oder geprägt werden. Bei dickwandigen, hohlen Teilen kann auch das Rotationsgiessen eingesetzt werden. Hierbei wird leitfähiges Kunststoffgranulat in eine Metallform gefüllt. Darin wird es zunächst aufgeschmolzen und anschliessend unter ständiger taumelnder Bewegung abgekühlt. In der Form entsteht
so ein Hohlkörper mit der gewünschten Geometrie. Auch hierbei ist die Verwendung von ESD-Kunststoffen möglich.
Werktoffe
«Aufgrund bestimmter Eigenschaften der ESD-Kunststoffe gibt es nur eine Handvoll Unternehmen, die überhaupt ESD-Verpackungen anbieten», sagt Jannis Petros, Leiter Vertrieb und Technische Beratung bei Grütter. Das Unternehmen beschäftigt sich bereits seit vielen Jahren mit diesem Thema und erzielt damit dank seines breiten Know-hows rund 20% seines Umsatzes. Übliche Werkstoffe sind PS und PET, Copolymere sowie bei Schaumstoffen Polyethylen. Letzterer kommt vor allem in geschlossenporiger Form für formangepasste Einlagen zum Einsatz, mit denen das Innere von Trays oder Verpackungen ausgepolstert wird. Um Kunden schnell bedienen zu können, wird im Unternehmen eine ganze Reihe von Tiefziehwerkstoffen mit unterschiedlichsten Eigenschaften in einer Vielzahl von Wanddicken auf Lager gehalten. Auf Wunsch sind auch kundenspezifisch massgeschneiderte Mehrschichtfolien bzw.
-platten mit zwei oder gar drei Schichten erhältlich. Für die Beschaffung kann sich Grütter auf ein weitgespanntes und leistungsfähiges Netzwerk bewährter Lieferanten stützen, so dass auch grössere Materialmengen oft kurzfristig bereitgestellt werden können.
Aufgrund der Graphitbeimengung sind diese Werkstoffe zumeist schwarz, mit Ausnahme z. B. dünner PET-Folien, die durchsichtigrauchig erscheinen. Das Material wird je nach Erfordernis in Form von Folien oder Platten bezogen und durch Tiefziehen oder Prägen geformt. Attraktiv ist dabei unter ESG-Gesichtspunkten der hohe Anteil an Regenerat, der in vielen Fällen bei 80% liegt. Im Hause anfallende Materialreste werden sortenrein erfasst und direkt wieder an spezialisierte Recycler verschickt.
Beratung ist das A und O
«Solche Verpackungen müssen oft gleichzeitig unterschiedlichste Zwecke erfüllen. Die Ermittlung des sowohl technisch als auch kostenmässigen Optimums erfordert daher viel Erfahrung und Know-how», verrät Reto Grütter. Das beginne bereits mit der
38 1–2/2023 KUNSTSTOFF XTRA Verpackung
Klaus Vollrath ¹
Reto Grütter (l.) und Jannis Petros vor einer modernen Tiefziehanlage. (Bild: Privat)
Massgeschneiderte Verpackung aus ESDKunststoff für eine Elektronikplatine. (Bild: Klaus Vollrath)
1 Klaus Vollrath, Redaktionsbüro Klaus Vollrath, Aarwangen
Festlegung der Anforderungen und der Auswahl des für den Anwendungsfall geeignetsten Werkstoffs. Dabei gehe es um Werkstoffwissen ebenso wie darum, wie die Kosten für individuelle Anpassungen insbesondere bei kleineren und mittleren Stückzahlen im vertretbaren Rahmen gehalten werden können.
Fragen frühzeitig im Team klären
Das beste Ergebnis finde sich in der Regel dann, wenn sich der Kunde so früh wie möglich im Entwicklungsprozess neuer Produkte mit den Grütter-Spezialisten zusammensetze. Im Team werden dann alle mit der Produktions- und Versandlogistik zusammenhängenden Fragen gemeinsam geklärt. Zunächst gehe es dabei um die erforderliche Stabilität bzw. Belastbarkeit sowie den Schutz vor Stossbelastungen. Weitere Fragen betreffen die Stabilität beim Stapeln im gefüllten Zustand in der Produktion oder auch der Transportkostenminimierung durch Raumersparnis beim Rücktransport leerer Gebinde. Zusätzliche Aspekte sind die Sicherheit gegen Verwechslungen oder die Eindeutigkeit der Orientierung. Bei automatisierten Prozessen sind ausserdem die zulässigen Lagetoleranzen zu klären. All dies beeinflusst die Wahl des Werkstoffs und der erforderlichen Wanddicke. Um die Eignung der Entwürfe abzusichern, kann Grütter vorab Prototypen für Versuche im 3D-Druckverfahren erzeugen, noch bevor teure Werkzeuge angefer-
tigt werden. Der dann für den 3D-Druck eingesetzte Werkstoff ist leitfähig und somit für ESD-Anwendungen geeignet. «Wenn diese Punkte geklärt sind, rücken Kostenfragen in den Vordergrund.
Variabilität als Kostenbremse Tiefzieh- oder Prägewerkzeuge werden aus Metall gefertigt und sind entsprechend kostenträchtig», sagt Petros. Hier empfehle sich bei unterschiedlichen Produkten beispielsweise die Verwendung eines Grundrahmens mit jeweils angepassten Einsätzen. Dies habe unter anderem den Vorteil, dass Standfläche und Stapeleigenschaften aller Trays im Unternehmen einheitlich mit den Gegebenheiten an den Produktionseinrichtungen übereinstimmen. Für unterschiedliche Produkte könne man dann beispielsweise einheitliche Trays verwenden, die an das jeweilige Produkt durch entsprechend geformte Einsätze aus Schaumstoff adaptiert werden. Manchmal liessen sich Einsätze auch so auslegen, dass sie für unterschiedliche Bauteile verwendbar sind. In anderen Fällen mache es Sinn, jeweils angepasste Trays zu erzeugen, indem in den Formrahmen entsprechende Einsätze eingelegt werden. Dabei sei es je nach den Gegebenheiten auch möglich, statt kostenaufwendiger metallischer Einsätze preiswertere keramische Formbestandteile zu verwenden, die im 3DDruckverfahren hergestellt werden. Dank
langjähriger Erfahrung verfüge die Grütter-Mannschaft über viel Know-how, was derartige Tricks und Kniffe für kostengünstige Lösungen angehe.
«Bei der Entwicklung und auch bei der Herstellung können wir unseren Kunden einen entscheidenden Vorteil bieten: Gebündelte Kompetenz in ihrer Nähe», bekräftigt Reto Grütter. Man habe eine eingespielte Mannschaft von langjährig erfahrenen Fachleuten aus allen Bereichen, auf die es ankomme. Dazu gehören die Konstruktionsabteilung, der im eigenen Unternehmen angesiedelte Formenbau und die Spezialisten aus der Produktion. Diesen Mitarbeitern stehen moderne IT-Tools sowie verschiedene 3DDrucksysteme für die Herstellung von Prototypen oder Vorrichtungen zur Verfügung. Der Kunde finde daher auf allen Ebenen hoch qualifizierte Ansprechpartner, die untereinander bestens vernetzt sind und an einem Strang ziehen. Da alles aus einer Hand komme, gebe es keine Schnittstellen zu anderen Unternehmen. Auch sprechen die Mitarbeiter dieselbe Sprache, kommen aus dem gleichen kulturellen Umfeld und haben die gleichen Arbeitszeiten. Abgerundet wird das Ganze durch ein leistungsfähiges, nach ISO 9001: 2015 zertifiziertes Managementsystem.
Kontakt
Grütter Kunststoff+Formen AG
CH-8634 Hombrechtikon
www.gruetterag.ch n



Mit Schneidemühlen lohnt es sich, auch kleine Mengen zu zerkleinern
– 3-Blattrotoren mit Scherenschnitt
– 2 Statormesser für eine hohe Mahlleistung
– Zerkleinerung mit geringem Staubanteil
– verschleissgeschützte Mahlkammern
– Mahlleistung 10 – 80 kg/h


– Siebe mit Lochung ab 4 mm
– geräuscharm / schallgeschützt
39 1–2/2023 KUNSTSTOFF XTRA Verpackung KUMA Solution GmbH | Neuweg 31A | CH-4852 Rothrist | Tel +41 62 794 37 41 | info@kuma-solution.ch | www.kuma-solution.ch
Ihr zuverlässiger Partner, wenn es um Peripherie in der Kunststoffverarbeitung geht!
Modellbaureihe JM
Adapterplatte
80 Prozent leichter durch klugen Stahlersatz
Kann man ein mechanisch hochbelastetes Strukturbauteil aus massivem Stahl durch eine Kunststoff-Lösung ersetzen? Die Antwort ist: Ja – wie ein Projekt zeigt, das Barlog Plastics gemeinsam mit der Firma Viebahn Systemtechnik realisierte.
Die neu konzipierte und produzierte Kunststoff-Lösung besteht aus lediglich drei statt knapp zwei Dutzend Teilen und wiegt nur noch 4 statt 19,5 Kilogramm –bei massiv reduzierten Herstellungskosten und gleichzeitiger Erfüllung aller mechanischen Anforderungen. Transportgestelle spielen in der weltweiten Unternehmens-Logistik eine wichtige Rolle: Mit ihrer Hilfe werden zum Beispiel schwere Motoren über weite Strecken zwischen OEM-Werken transportiert. Aus Gründen des Handlings werden diese meist einseitig über eine sogenannte Adapterplatte an ein geeignetes Transportgestell, mit den Ausmassen einer Euro-Palette, befestigt. Diese Adapterplatte muss daher erhebliche Gewichtskräfte, Drehmomente und starke dynamische Beschleunigungen aufnehmen und überstehen, etwa beim Transport über unebenen Stras sen. Daher werden sie üblicherweise aus Stahl gefertigt. «Ihre Herstellung erfolgt, wie in der Stahlverarbeitung üblich, aus mehreren zerspanten Teilen und ist also sehr aufwändig», erläutert Erik Schoppmann, Betriebsleiter bei der Viebahn Systemtechnik GmbH, Wiehl, Anbieter von Hochleistungs-Ladungsträgern für die Automobilindustrie. «Hinzu kommt, dass in Zeiten des Klimawandels auch das hohe Gewicht derartiger Stahlkonstruktionen zunehmend kritisch hinterfragt wird. Darum haben wir uns als einer der Technologieführer der Branche schon frühzeitig für leichtere Alternativen aus Kunststoff interessiert. Schliesslich prüfen wir bereits seit Jahren jeden unserer Fertigungsschritte auf seine Umweltrelevanz.»
Als Partner für dieses ehrgeizige Projekt konnte Schoppmann die Barlog Plastics GmbH gewinnen. Dort näherte man sich der Herausforderung zunächst mit einer ausführlichen Machbarkeitsanalyse, in der
die bestehende Stahlgeometrie als Ausgangspunkt gewählt wurde. Als Werkstoff wählten die Ingenieure des bergischen Anbieters von Highend-Lösungen Grivory GVL-6H HP von Ems-Grivory, ein Polyamid mit partiell aromatischen Anteilen und 60% Langglasfaserverstärkung. «Grivory ist ein bewährter Metallersatz-Werkstoff, den wir bereits mehrfach mit grossem Erfolg zum Einsatz gebracht haben», erläutert Barlog-Plastics-Experte Tobias Wiebel. Hier beweist sich die jahrzehntelange Erfahrung, die das Overather Unternehmen nicht nur in Sachen KunststoffProduktentwicklung, Werkstoffanaly -
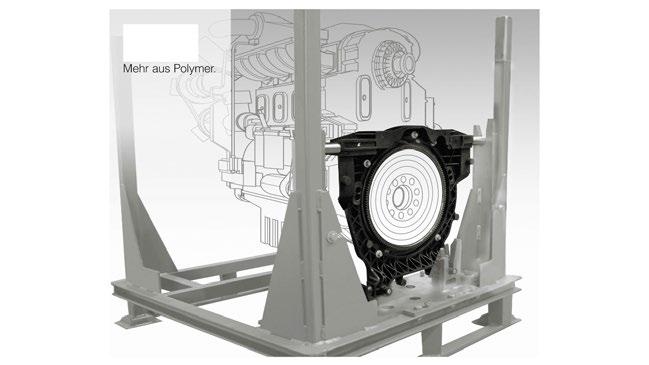
se und Rapid Prototyping, sondern auch in der kompetenten Materialauswahl gesammelt hat: Barlog Plastics hält Compounds für praktisch alle Anwendungsfälle der kunststoffverarbeitenden Industrie bereit – inklusive Werkstoff-Lösungen für Spezialfälle, in denen etwa wärmeleitende oder elektrisch leitfähige, spritzgusstaugliche Materialien gefragt sind.
Von Beginn an mit im Boot –optimal für komplexe Projekte «Grivory GVL-6H HP ist so ziemlich das Maximum dessen, was wir im Blick auf Steifigkeit und Festigkeit im Köcher ha -
40 1–2/2023 KUNSTSTOFF XTRA Leichtbau
Bauraum, Ergebnis der Topologieoptimierung und kunststoffgerechte Konstruktion.
Adapterplatte mit eingehängtem Moror. (Bilder: Barlog)
ben – auch dann, wenn man die Wirtschaftlichkeit der Anwendung in den Fokus einbezieht», so Wiebel. Für die ersten Analysen wurde angenommen, dass die Adapterplatte durch ein vierfaches des Motorgewichts von rund 250 Kilogramm dynamisch beansprucht wird. Bereits die ersten Berechnungen stimmten das Barlog-Plastics-Projektteam, das neben Tobias Wiebel auch von Daniel Könemann koordiniert wurde, positiv. Natürlich war die Herausforderung beachtlich. Aber, so Wiebel: «Anhand der Machbarkeitsstudie haben wir schnell den Eindruck gewonnen, dass wir die Aufgabe mittels kunststoffgerechter Konstruktion gut lösen können» – ganz entsprechend dem Barlog-Plastics-Leitsatz: ‹Von der Idee bis zur Serie›. «Je früher wir unsere Kompetenzen in die Waagschale legen können, desto besser.»
In diesem Fall war Barlog Plastics sogar von Beginn an im Boot –optimale Voraussetzungen also für ein derart forderndes Projekt. Gemeinsam mit der Viebahn Systemtechnik wurde nun ein Bauraum definiert und als 3D-Modell aufgebaut. In mehreren Simulationsschritten wurden dann die Topologie bzw. Geometrie der neuen Kunststoff-Adapterplatte optimiert. Ergebnis war ein virtuelles Strukturbauteil, aus dem bereits die Hauptlastpfade abgeleitet werden konnten.

Technische Höchstleistung wirtschaftlich und umweltgerecht
In Folge wurde die Geometrie in weiteren Iterationsschritten kunststoff- und werkzeuggerecht weiter angepasst; hierbei kamen auch FEM-Struktursimulationen zum Einsatz, mit deren Hilfe das Barlog-Plastics-Team eventuelle mechanische Schwachstellen vorausblickend simulativ analysieren und zum Beispiel über geeignete Rippenstrukturen und Wandstärkenanpassungen optimieren konnte. «Stahlbauteile werden spanend aus dem Vollen hergestellt, indem Material unter hohem Zeit- und Arbeitsaufwand dort weggenommen wird, wo es nicht benötigt wird. Bei Kunststoff-Bauteilen ist es genau andersherum: Spritzgiessen ist ein Urformverfahren, bei dem während der Herstellung gezielt nur dort Material eingebracht wird, wo es benötigt wird –und nur dahin», erläutert Könemann, Barlog-Plastics-Mitarbeiter. «Das ist ein völlig anderer Ansatz, bei dem ein ganz anderes Know-how gebraucht wird. Im Prinzip haben wir die Adapterplatte nach der Topologie-Optimierung also von Grund auf neu aufgebaut.»

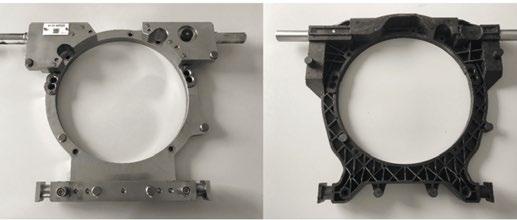
Parallel dazu begann die Arbeit an detaillierten Spritzgusssimulationen, unter anderem zur Ermittlung der besten Anspritzpunkte. «Hier haben wir uns zum Beispiel auf die optimale
41 1–2/2023 KUNSTSTOFF XTRA Leichtbau
ZERO LOSS
Die neueste Generation der Kleintrockner mit ecoPROTECT für ein perfektes Trocknungsergebnis – materialschondend und energiesparend.
LUXOR SG www.motan.com
Vergleich Stahl- und Kunststoffvariante der Adapterplatte.
Ausrichtung der lasttragenden Fasern konzentriert und Bindenähte an Bereichen des Bauteils platziert, die möglichst wenig belastet sind», so Wiebel. «Es gibt nur wenige Anbieter im Markt, die alle diese Methoden, die wir hier angewendet haben, beherrschen, also SpritzgussKnow-how inkl. Simulationen, Konstruktion und FEM-Analysen in einem Paket.»
Ausserdem wurde früh die Entscheidung getroffen, die Krafteinleitung durch zwei Stahl-Einleger weiter zu optimieren –auch diese mussten verfahrensgerecht eingepasst werden, um alle drei Komponenten des Kunststoff-Trägers noch im Spritzgusswerkzeug bestmöglich ineinander zu verschränken. Am Ende des Prozesses stand eine Kunststoff-Adapterplatte, die nicht nur als digitales Modell überzeugte, sondern sich auch in der Praxis bewährte: «Wir haben nicht nur die üblichen Belastungstests gemacht», betont Schoppmann, «sondern darüber hinaus das Bauteil weiteren extremen Belastungen ausgesetzt, um es so auf Herz
und Nieren zu prüfen. Unser Ergebnis ist eindeutig: Die Kunststoff-Variante ist auf Augenhöhe mit der Metallversion.» «Das ist genau das, was wir angestrebt haben», ergänzt Könemann. «Für uns ist wichtig, dass das Produkt am Ende funktioniert und nicht nur die abstrakten Forderungen des Lastenheftes erfüllt.»
Dabei ist die Grivory-Adapterplatte mit gerade einmal vier Kilogramm Gewicht
rund 80% leichter als die Ursprüngliche aus Stahl. Dank Spritzguss entfallen zudem einige teure, manuelle Montagebzw. Herstellungsschritte – im Vergleich zur Stahlvariante reduzieren sich die Herstellungskosten um rund 50%. «Und die Umwelt profitiert auch», so Schoppmann. Denn 15,5 kg Gewichts-Einsparung entsprechen bei 52 Trägern pro Lw-Transport immerhin rund 800 kg weniger Last. Das steht schon bei einer Fahrt von gerade einmal Hamburg nach München für eine CO2-Einsparung von rund 25 Kilogramm. «Das passt natürlich perfekt zu unserem Anspruch, in unserer Branche auch Nachhaltigkeits-Europameister zu werden», so der Viehbahn-Betriebsleiter.
Belastungssituation des Bauteils in Kombination der gewählten Anspritzpunkte und der erwarteten Bindenähte.
SAXABIO PBS
SAXABIO
Kontakt Barlog Plastics GmbH
D-51491 Overath
kontakt@barlog.de www.barlog.de
SAX Polymers leistet einen Beitrag zur Nachhaltigkeit - unser neues SAXABIO- Portfolio auf Basis PBS ist biobasiert und lässt sich biologisch abbauen!
PRODUKTINFORMATION


SAXABIO PBS (Polybutylensuccinat) ist ein biologisch abbaubarer Kunststoff der sich in Kohlenstoffdioxid und Wasser zersetzt. Das PBS wird industriell (synthetisch) hergestellt und die Ausgangsstoffe dazu werden auf fossiler Basis sowohl auch aus nachwachsenden Rohstoffen wie Glucose hergestellt.
KEY FACTS
biologisch abbaubar und kompostierbar – gemäss EU Norm DIN EN 13432
überwiegend biobasierter Ursprung aus nachwachsenden Rohstoffen
flexibel
hohe Schlagzähigkeit
hitzebeständig bis zu 100°C
Lebensmitteltauglich
Weitere technische Informationen finden Sie auf unserer Homepage unter: https://www.saxpolymers.com/produkte/saxabio/

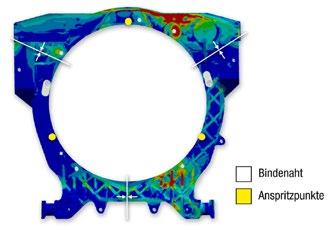
42 1–2/2023 KUNSTSTOFF XTRA Leichtbau
n
Wie stapelt man inkompatible Boxen?
Ein Adapter räumt auf
Gollmer und Plaston optimierten mit Hilfe von Simulation und der Varimos Variantenanalyse von Simcon einen neuartigen Stacking-Adapter. Wie inkompatible Boxen gestapelt werden können, zeigt der folgende Bericht.
Bauarbeiter verwenden oft Elektrowerkzeuge von verschiedenen Herstellern. Jedes dieser Geräte wird in einer eigenen Transportbox geliefert. Diese Boxen sind zwar so konzipiert, dass sie stapelbar sind, aber das Stapeln ist nur innerhalb des Ökosystems eines einzigen Anbieters möglich. Wenn man Werkzeuge von verschiedenen Systemen und Marken hat, lassen sich deren Kisten nicht stapeln. Das hat zur Folge, dass entweder mehr Platz für den Transport oder die Lagerung benötigt wird. Alternativ müssen die Geräte vorsichtig ausbalanciert werden, was ein Sicherheitsproblem darstellt.
Dank eines innovativen Produktdesigns des Schweizer Unternehmens Plaston ist es nun möglich, Boxen herstellerübergreifend stapelbar zu machen. Die Lösung bringt die sogenannte Hybrid Adapter Plate, die zwischen den Boxen angebracht wird und so die Stapelbarkeit gewährleistet.
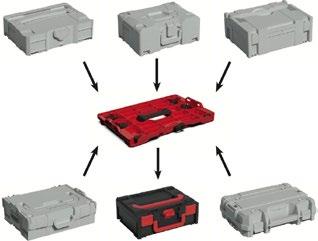
Ein Universaladapter ermöglicht das Stapeln
Um tragfähig zu sein, muss ein solcher Adapter einige wichtige Qualitäts- und Kostenkriterien erfüllen. Plaston arbeitete mit den Experten für Formteil- und Werkzeugdesign von Gollmer Formen zusammen. Um die Herausforderungen zu meistern setzte Gollmer Formen moderne Spritzgiesssimulationstechnologie ein.
Um ein brauchbares Teil herzustellen, mussten einige wichtige Kriterien erfüllt
werden. Zunächst musste das Teil masshaltig sein. Da die Hybrid-Adapterplatte sich sicher mit einer oberen und einer unteren Box verbinden muss, waren die korrekten Masse des Teils von grösster Bedeutung. Zweitens sollte es optisch schön sein. Das bedeutete, dass es keine sichtbaren Bindenähte geben durfte und dass das Spritzgiessverfahren mit verschiedenen Farbchargen kompatibel sein musste. Drittens mussten das Teil und die Form effizient produziert und dabei bestimmte Kostenziele erfüllt werden. Viertens musste die Konstruktion selbst schnell gehen, da die Hybrid-Adapterplatte in einen Katalog für 2022 aufgenommen werden sollte.
Grundlegende Konstruktionsüberlegungen
Um sichtbare Bindenähte zu vermeiden und die Kostenziele zu erreichen, entschied sich Plasaton, ein Heisskanalsystem mit mehreren Angüssen zu vermeiden. Eine zentrale 1-fach Anbindung mit Nadelverschluss erleichterte auch die Verarbeitung mehrerer Farben und ersparte zeitaufwändige Farbwechsel während der Produktion. Eine geeignete Anschnittstelle wurde im Griff gefunden, dem am stärksten belasteten Bereich des Artikels. Durch den zentralen Anschnitt werden auch Probleme mit mittig zusammenlaufenden Bindenähten und damit Schwachstellen am Teil vermieden.
Frühzeitiger Einsatz der Simulation
Die wichtigste funktionale Anforderung an das Produkt bestand darin, ein absolut flaches, masshaltiges Teil zu erhalten. Plaston nutzte eine Reihe von Simulationen sowie ihre Erfahrungen mit ähnlichen Teilen in der Vergangenheit, um einige wichtige Anpassungen vorzunehmen. So wurden beispielsweise die Wandstärken
angepasst, um das Füllbild zu verbessern, Rippen zur Versteifung und Verzugsoptimierung eingeführt und optimale Positionen für die Schraubenköpfe gewählt. Für diese Konstruktionsanpassungen wurden alle betroffenen Abteilungen bei Plaston im Vorfeld intern miteinbezogen. Durch das Einflechten bereits vorhandener Erfahrungen mit vergleichbaren Bauteilen und der Erkenntnisse aus der frühzeitigen Simulation bei Plaston waren Artikelkonstruktion und Grundkonzept schon im Vorfeld gut ausgelegt.
Übergabe an Gollmer, für den Formenbau
Für die Fertigstellung und Herstellung der Form entschied sich Plaston für die Zusammenarbeit mit den Experten für Formenbau und -konstruktion von Gollmer Formen.
«Wir verwenden immer Simulationen, um die Entwürfe zu untersuchen und zu verbessern, während wir an ihnen arbeiten. So können wir verbleibende Probleme aufdecken und kreative Lösungswege finden und testen», erklärt Philipp Beckel, Projektleiter bei Gollmer. «In diesem Beispiel ha -
43 1–2/2023 KUNSTSTOFF XTRA Software/Simulation
Alexander Dangelt ¹
Philipp Beckel 2
Dr. Bastiaan Oud 3
Die Hybrid-Adapterplatte von Plaston ermöglicht es, Boxen verschiedener Hersteller zu stapeln. (Bild: Plaston)
1 Alexander Dangel, Geschäftsführender Gesellschafter der Gollmer Formen GmbH
2 Philipp Beckel, Projektleiter bei Gollmer
3 Dr. Bastiaan Oud, Head of Strategy bei Simcon
ben unsere CADMould-Simulationen gezeigt, dass das Teil und die frühe Form dank der guten Vorarbeit von Plaston gut konstruiert waren. Was wir jedoch feststellten war ein gewisser Verzug, der in einem Randbereich des Teils auftrat. Also haben wir untersucht, was man tun kann, um das zu verbessern.»
Erst die Parameter, dann die Geometrie
Um das Verzugsproblem zu lösen, beschloss Gollmer, in zwei Schritten vorzugehen: Zunächst wird geprüft, ob das Problem allein durch die Einspritzparameter gelöst werden kann, und erst wenn dies nicht der Fall ist, werden subtile geometrische Änderungen vorgenommen. «Wir prüfen immer zuerst, ob sich das Problem schon durch eine Änderung der Einspritzparameter wie Temperaturen und Drücke beheben lässt. Denn das bekommt man am leichtesten abgestimmt, da man dabei weder die Teile-, noch die Werkzeuggeometrie berührt», erklärt Beckel. «Und wenn wir mit der Variantenanalyse zeigen können, dass das allein nicht ausreicht, dann bestätigt das, dass es sich lohnt, über subtile Anpassungen der Geometrie nachzudenken. Der Schlüssel zu einer konstruktiven Diskussion darüber ist natürlich, dass man seine Hausaufgaben gemacht und wirklich alle möglichen Kombinationen von Parameter überprüft hat, nicht nur eine oder zwei. Andernfalls wird der Kunde zu Recht sagen, dass man erstmal ein paar weitere Einstellungen ausprobieren soll.»
Eine umfassende, aber effiziente Suche nach Lösungen
«Wir haben festgestellt, dass es einen langsamen und einen schnelleren Weg gibt, eine grosse Anzahl von Alternativen zu untersuchen», erklärt Alexander Dangel, der geschäftsführende Gesellschafter von Gollmer. «Der langsame Weg wäre die Durchführung von Trial-and-Error-Simulationen, eine nach der anderen. Man ändert etwas, simuliert, schaut sich die Ergebnisse an, passt die Auslegung nochmals an, und so weiter. Aber das ist eine ineffektive, langsame Arbeitsweise, weil man eine Simulation nach der anderen einrichten, durchführen und auswerten muss. Deshalb haben wir uns für einen schnelleren,
systematischeren Weg entschieden. Wir parallelisieren den Prozess mit Hilfe der Variantenanalyse.»
Um ganze Lösungsräume gründlich, aber auch schnell zu erkunden, nutzt Gollmer das Werkzeug Varimos, eine schnelle Variantenanalyse-Ebene für die Spritzgiesssimulation CADMould von Simcon. Angela Kriescher, Leiterin des Produktmanagements erklärt: «In Varimos müssen Sie nicht Simulation für Simulation selber einrichten. Sobald Sie Ihre Basissimulation eingerichtet haben, brauchen Sie dem System nur noch mitzuteilen, welche Variablen Sie variieren wollen und um wieviel sie variiert werden sollen.» Varimos wird dann eine geeignete Anzahl von Simulationen generieren und durchführen, um diese Variationen zu untersuchen. Es nutzt dabei eine leistungsstarke Parallelisierung, um mehrere Simulationen auf einmal durchzuführen, anstatt eine nach der anderen.
Was-wäre-wenn Analyse in Echtzeit
Danach untersucht eine eingebaute KI die Simulationsergebnisse, um Ursache und Wirkung zu verstehen und zu modellieren. Als Ergebnis erhält der Benutzer eine interaktive Anzeige, mit der er die Auswirkungen von Änderungen auf die Ergebnisse interaktiv untersuchen kann. Er kann ’Waswäre-wenn-Analysen’ in Echtzeit durchführen, ohne weitere Simulationen durchfüh -
ren zu müssen. Und das System generiert Vorschläge für optimale Konfigurationen, die als Ausgangspunkt für die Diskussionen mit Kollegen und Kunden dienen.
Erst die Parameter-Variation… «Für die Hybrid-Adapterplatte haben wir Varimos zunächst angewiesen, Einspritztemperatur und -druck, sowie das Nachdruckprofil um einen bestimmten Prozentsatz zu variieren, um die Grundauslegung herum, die wir bereits hatten», erklärt Philipp Beckel. «Wir haben dann die Simulationen durchgeführt, die Ergebnisse von der KI analysieren lassen und die interaktive Zusammenfassung angeschaut. Das Ergebnis war, dass wir mit der Anpassung der Parameter zwar tatsächlich eine kleine Verbesserung erzielen konnten – aber die Verbesserung war nicht gross genug, selbst bei optimalen Einstellungen. Wir wussten also, dass wir mehr als nur die Einspritzparameter ändern mussten, um das Problem zu beheben.»
und dann, falls nötig, die Geometrie-Variation
Daraufhin beschloss Gollmer zu untersuchen, ob das Problem durch die Veränderung einiger subtiler Aspekte der Geometrie behoben werden könnte. Das Team vermutete, dass vielleicht subtile Änderungen der Wanddicke einiger Rippen die Fliesseigenschaften in der Form verändern könnten und zu besseren Verzugsergeb -
Es wurden zwei Bereiche (Gruppen 1 und 2) definiert, in denen die Wanddicke variiert werden konnte. Da eine Änderung der Wanddicke sowohl den Materialfluss durch das Bauteil als auch die mechanischen Eigenschaften des resultierenden Bauteils verändert, kann sie einen grossen Einfluss auf den Verzug haben. Goller verwendete die Dicke dieser beiden Bereiche als Variablen in der zweiten Runde der Varimos-Variantenanalyse. (Bild: Gollmer)
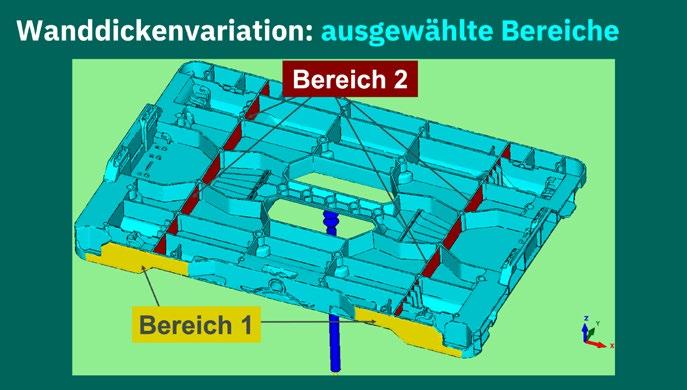
44 1–2/2023 KUNSTSTOFF XTRA Software/Simulation
(Links) Eine Simulation des ursprünglichen Entwurfs zeigte einen problematischen Verzug in der Nähe einer Ecke des Teils. (Mitte) Gollmer nutzte daraufhin die Varimos-Funktionalität zur schnellen Variantenanalyse, um zunächst zu untersuchen, ob sich das Ergebnis allein durch Variation der Einspritzparameter verbessern lässt. Die damit erzielbare Verbesserung war jedoch gering. (Rechts) Daher variierte Gollmer auch Wanddicken. Ausgewählt wurden bestimmte Wände des Teils, deren Dicke frei verändert werden konnte (siehe Bild 2), und erstellten eine zweite Varimos-Variation mit diesen Wanddicken als Variablen. Dies führte zu einer erheblichen Verbesserung des Verzugs – eine Reduzierung um fast 50%. (Bild: Gollmer)
Der Spezialist für Industriebauten
Ganzheitliche Lösungen − engineered by IE nissen führen könnten. «Wir teilten Varimos mit, welche Wandstärken in welchem Bereich verändert werden sollten. Wiederum wurden automatisch neue Simulationsvarianten generiert, berechnet und analysiert, um Ursache und Wirkung zu modellieren und anschliessend zu optimieren. Und bei diesem Teil hat es wirklich einen grossen Unterschied gemacht. Wir konnten den Verzug um fast 50% verbessern», erklärt Beckel.
~50% Verbesserung im Verzug
Nach der Optimierung des Teils und des Werkzeugs mithilfe der Simulation und der Varimos-Variantenanalyse fuhren Gollmer und Plaston mit dem Bau des physischen Werkzeugs fort. Bei der Bemusterung der Formen zeigte sich, dass sich die Simulationsanalyse wirklich gelohnt hatte: An der Form waren nur minimale Korrekturen erforderlich. Das Werkzeug konnte nach einer schnell abgeschlossenen Änderungsschleife im Gollmer-eigenen Formenbau an Plaston ausgeliefert werden.
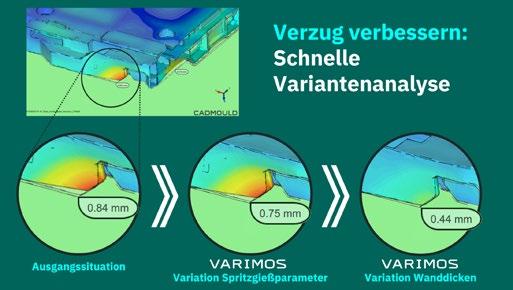
Der anschliessende Anlauf der Serienproduktion verlief reibungslos. Die Bauteile konnten wie in den Simulationen vorhergesagt exakt, ohne nennenswerten Verzug und innerhalb der geforderten Bauteiltoleranz in dem vom Kunden vorgegebenen Prozessfenster hergestellt werden.
Was es braucht
Geschäftsführer Dangel erklärt, dass die beeindruckende Geschwindigkeit und Genauigkeit, die Plaston und Gollmer erreicht haben, nicht möglich gewesen wäre, wenn nicht drei wichtige Faktoren vorhanden gewesen wären, die den Kern des Wertversprechens von Gollmer darstellen: «Erstens brauchen Sie eine vertrauensvolle Beziehung zu Ihrem Kunden. Wenn man das nicht hat, ist es wirklich schwierig, mit dem Kunden über mögliche Veränderungen zu sprechen, die Verbesserungen bringen. Zweitens braucht man die richtige Arbeitsweise. Das bedeutet, dass man nicht nur über die Kompetenz verfügen muss, Simulati-
Eine effiziente Kunststoffproduktion bedingt, dass die Fertigungsprozesse, die Haustechnik und die Architektur von Anfang an aufeinander abgestimmt werden. Das Gebäude muss entsprechend konzipiert sein. Darauf sind unsere erfahrenen Architekten und Ingenieure spezialisiert. Sie achten darauf, dass die Material- und die Personenflüsse kreuzungsfrei verlaufen, der Lagerbereich direkt an die Produktion angebunden ist und das Gebäude später flexibel erweitert werden kann.

Unsere Experten erarbeiten mit Ihnen bei Bedarf ganzheitliche Hygiene- und Reinraumlösungen inkl. Qualifizierung, die sicherstellen, dass partikuläre und mikrobiologische Belastungen für den Produktionsprozess optimal gesteuert sind.
Die Beachtung solcher Kriterien entscheidet letztlich über Ihre Wettbewerbsfähigkeit in der hart umkämpften Kunststoffbranche.
Wie immer Ihre Ausgangslage ist − wir haben die ganzheitliche, maßgeschneiderte und praxiserprobte Lösung für Sie.
IE Plast Zürich +41 44 389 86 00 zuerich@ie-group.com www.ie-group.com



45 1–2/2023 KUNSTSTOFF XTRA Software/Simulation
IN IHRER BRANCHE ZU HAUSE ALLE EXPERTEN UNTER EINEM DACH SICHERHEIT DURCH GARANTIEN MITARBEITER ALS UNTERNEHMER
Über die Unternehmen
PlastonAG ist der weltweit führende Hersteller von hochwertigen Kunststoff-Verpackungslösungen und Standard-Kunststoffkoffern. Das Unternehmen mit Hauptsitz in Widnau, Schweiz, stellt auch technische Kunststoffteile her, die es präzise zu Baugruppen zusammenfügt. Die Dienstleistungen von Plaston begleiten jedes Produkt über die gesamte Wertschöpfungskette, von der Entwicklung über die Produktion bis zur Logistik.
Gollmer Formen GmbH mit Hauptsitz in Lenningen (D) bietet 360 °-Lösungen für die Konstruktion, Herstellung und Beschaffung von Spritzgiesswerkzeugen, Bauteilen und Baugruppen, vom Projektmanagement bis hin zu Engineering- und Fertigungsdienstleistungen. Gollmer ist in der Lage, kompromisslose Qualität nach deutschen Fertigungsstandards zu gewährleisten und gleichzeitig eine effiziente Bauteilgestaltung, Kosten- und Materialeinsparungen sowie die Optimierung der Herstellbarkeit des Produkts oder der Baugruppe sicherzustellen.
Simcom kunststofftechnische Software GmbH, der Spezialist für Spritzgiesssimulationssoftware, unterstützt seine Kunden seit mehr als 30 Jahren bei der Bewältigung der anspruchsvollsten Herausforderungen bei der Konstruktion von Spritzgussteilen und Formen. Bekannt für die branchenführende Präzision und Geschwindigkeit ihres Solvers CADMould sowie ihre einzigartige Lösung zur schnellen Variantenanalyse Varimos, ist Simcon stolz darauf, die Standards und Ideale des deutschen Ingenieurwesens zu verkörpern: eine grosse Liebe zum Detail, kombiniert mit pragmatischer Entscheidungshilfe.

onen zu entwerfen, durchzuführen, zu interpretieren und in Entscheidungen zu übersetzen. Man muss auch in der Lage sein, diesen Prozess zu parallelisieren, damit man nicht ewig braucht, wenn man alternative Lösungen untersucht. Und drittens braucht man die richtige Technologie, um diese Arbeitsweise zu unterstützen. Wir verwenden CADMould und Varimos nicht nur wegen der branchenweit führenden Genauigkeit, sondern auch wegen des erheblichen Geschwindigkeitsvorteils. Ohne diesen wäre es unmöglich, die Lösungsfindung in der Praxis zu parallelisieren. Denn wenn es eine Woche dauert, bis man seine Ergebnisse erhält (was bei anderen Simulationslösungen vorkommen kann), ist das nicht wirklich eine Beschleunigung.»

STARKE STAND-ALONE FILTER VON EREMA









Seit 35 Jahren ist EREMA Innovationsführer für hocheffiziente Kunststoffrecycling-Maschinen. Das Herzstück sind unsere Schmelzefilter. Robust, sicher und durchsatzstark – auch bei hohen Verschmutzungsgraden. Filter made by EREMA beweisen ihre Zuverlässigkeit seit Jahrzehnten unter härtesten Recyclingbedingungen. Mit unserer neuen Marke POWERFIL können Sie nun unsere Hochleistungsfilter für Ihre bestehende Extrusionsanlage nutzen. Plug in Experience. Plug in Performance.



46 1–2/2023 KUNSTSTOFF XTRA Software/Simulation
Kontakt www.gollmer-formen.de www.plaston.com www.simcon.com n
POWERFUL FILTRATION www.powerfil.com EFFIZIENT WIRTSCHAFTLICH SICHER
Projekt ReGuMa
Markant weniger Maschinenstillstände
In vielen Betrieben ist der Anlagen- oder Maschinenpark die Basis des Erfolgs. Ein plötzlicher Stillstand kostet Zeit und Geld und gefährdet einen stabilen Produktionsablauf. Im Projekt «ReGuMa» arbeitet der Digitalisierungsspezialist Aisemo mit fünf Spritzgiessunternehmen und zwei Forschungspartnern zusammen, um mithilfe einer durchdachten Digitalisierungslösung die Stabilität des Spritzgiessprozesses zu erhöhen.
Ziel der Zusammenarbeit unter der Leitung des Linz Center of Mechatronics (LCM) war, den Produktionsprozess nachhaltiger und stabiler zu gestalten und so Kosten und Ressourcen einzusparen. Dafür kommt in den Maschinenhallen der am Projekt beteiligten Unternehmen eine durchdachte Digitalisierungslösung – das Softwaretool Aisemo Analytics – zum Einsatz: Drahtlose Sensoren erfassen Bewegungen und Vibrationen an den Spritzgussmaschinen. Eine speziell trainierte Künstliche Intelligenz (KI) wertet die Daten aus. Der Betriebsstatus jeder Maschine wird in Echtzeit auf einem Dashboard dargestellt. Bei einem Maschinenstillstand werden die Mitarbeiter sofort digital benachrichtigt. Nach der Bearbeitung wird der Stillstand auf einem Tablet direkt an der Spritzgussmaschine protokolliert und kategorisiert. Maschinenstillstände werden systematisch erfasst und sollen künftig automatisch klassifiziert werden.

Bis zu 15 % Produktivitätssteigerung
Die erfassten Daten bilden die Grundlage für die Steigerung der Produktivität. Bei der individuellen Analyse identifizierten die Projektpartner die grössten Schwierigkeiten im Produktionsablauf. Daraus liessen sich konkrete Handlungsempfehlungen zur langfristigen Verringerung von Maschinenstillständen ableiten. Die enge Zusammenarbeit und der intensive Austausch haben sich gelohnt: Bereits sechs Monate nach der Einführung der Digitalisierungslösung Aisemo Analytics erreichte der Fahrzeugbeleuchtungshersteller Aspöck Systems eine Produktivitätssteigerung von fast 15 Prozent und eine Stillstandreduktion von 60 Prozent. Auch die Mitarbeiter profitieren laut Produktionsleiter Peter Schwabeneder von dem Projekt: «Die digitale Darstellung der Produktionsdaten erleichtert die Arbeitsabläufe in der Produktionshalle. Mein Team kann rascher auf Stillstände reagieren und Fehlern aktiv vorbeugen.» Langfristig erreichte das Unternehmen eine deutlich verkürzte Reaktionszeit auf Maschinenstillstände. Durch die gezielten Optimierungen sanken auch Zahl und Dauer der Stillstände.
Messbare Erfolge
Der kompakte Bluetooth-Sensor, der die Maschinendaten erfasst, muss lediglich auf die bewegliche Seite der Schliesseinheit einer Spitzgussmaschine geklebt werden. (Bild: Aisemo GmbH)

In den letzten Monaten des Kooperationsprojekts lag der Schwerpunkt auf der Auswertung der erfassten Daten. Zur Identifikation weiterer Potenziale werden nun Vergleiche zwischen den Ergebnissen der einzelnen Projektpartner gezogen. Aisemo Geschäftsführer Wolfgang Auer zeigt sich zufrieden mit der Zusammenarbeit: «Wir haben viele Möglichkei
ten zur Optimierung aufgedeckt. Es ist ein spannendes Projekt mit grossartigem Output, von dem alle Partner profitieren.»
«In Zeiten von Wirtschaftskrise, Klimawandel und Pandemie ist jede Form der Produktionsoptimierung gefragt. Die Kooperation zeigt deutlich: Die Digitalisierung ist ein Schlüsselfaktor für effiziente Produktion und nachhaltige Kunststoffverarbeitung», ist Wolfgang Kienzl, Projektmanager im Kunststoff Cluster, der das Projekt begleitete, überzeugt.
Kontakt
Business Upper Austria A 4020 Linz www.biz up.at n
Autom A tion 47 1–2/2023 KUNSTSTOFF XTRA Autom A tion
Wolfgang Auer, CEO der Aisemo GmbH, bei der Stillstanderfassung an der Maschine. (Bild: Aisemo GmbH)
Engel erweitert Roboterwerk
Mit einem Investitionsvolumen von rund 11 Millionen Euro stärkt Engel die Roboterfertigung am Standort Dietach in Oberösterreich. In zwei Bauabschnitten werden die Produktion, Logistik und Lehrwerkstätte sowie das Bürogebäude erweitert und modernisiert. Insgesamt wird der Zubau eine Nutzfläche von mehr als 3000 m2 bieten. Baustart ist im Mai
2023. Mit dieser Investition trägt Engel der weltweit steigenden Nachfrage nach Robotern und integrierten Systemlösungen für die Spritzgiessproduktion Rechnung. «Weit mehr als die Hälfte aller von Engel produzierten Spritzgiessmaschinen liefern wir mit integrierter Automatisierungstechnik aus, und der Trend ist weiter steigend», betont Dr. Stefan Engle -
KraussMaffei hat neuen CEO

Seit dem 1. Januar 2023 ist Li Yong der neue Mann an der Spitze der KraussMaffei Gruppe. Der bisherige CEO Dr. Michael Ruf wird bis zum Auslaufen seines Vertrags am 31. März 2023 einen reibungslosen Übergang gewährleisten. Er wird auch weiterhin an einigen laufenden Projekten beteiligt sein. Ruf ist seit April 2019 Mitglied der KMG-Geschäftsführung, zunächst als Chief Opera -

der, CEO der Engel Gruppe. Die Fliessmontage wird im Zuge der Baumassnahmen modernisiert. Bis zum Frühjahr 2024 werden die Bereiche Produktion, Logistik und Lehrwerkstätte fertiggestellt und die neue Photovoltaikanlage in Betrieb genommen worden sein. Damit werden alle drei österreichischen Produktionswerke von Engel mittels Photovoltaik eigenen grünen
Strom erzeugen. Im Anschluss an die Erweiterung der Produktionsbereiche wird Engel in Dietach das bestehende Bürogebäude von Grund auf modernisieren und erweitern. Gesucht werden bereits heute u.a. Mechatroniker, Inbetriebnahmetechniker, Softwaretechniker und Entwicklungsingenieure.
www.engelglobal.com
ting Officer und seit April 2020 als CEO für KMG und für KraussMaffei Company Limited. Der neue CEO Li Yong ist seit fast zwei Jahrzehnten bei Sinochem in verschiedenen leitenden, operativen und Projektmanagement-Positionen tätig. Da er ein Drittel seiner Karriere im Ausland verbracht hat, verfügt er über intensive Erfahrungen in der interkulturellen Zusammenarbeit. Bereits seit Juni
Dr. Brehm ist neu Vertriebspartner von Piovan
Per 1. Januar 2023 hat die Dr. Brehm AG exklusiv die Vertretung für das Materialhandling-Portfolio von Piovan über-
nommen. Dies, weil der langjährige Partner, die ProTec Polymer Processing GmbH, letzten November Insolvenz angemeldet hat. Dass der Lieferantenwechsel quasi nahtlos vollzogen werden konnte, ist dem Umstand zu verdanken, dass Piovan zur gleichen Zeit eine neue Vertretung für die Schweiz gesucht hat, weil der Inhaber der bisherigen Vertretung (PET International) in Ruhestand ging.
«Kunden, die ein Somos-Produkt von ProTec haben müssen sich keine Sorgen machen», verspricht Thomas Dubler, Geschäftsführer der Dr. Brehm AG. «Wir stehen für die Anlagen, die
wir geliefert und installiert haben. Das bedeutet, dass wir die Kunden weiterhin betreuen, sei dies mit Ersatzteilen, mit Wartung und/oder mit Service-Unterstützung.» Nach dem ersten Schock über die Insolvenz der ProTec, freut sich Dubler nun, mit einem neuen Partner auf dem Markt zu agieren. «Der Kunde kauft in der Regel eine Lösung bei Dr. Brehm und nicht eine Marke. Wir haben den Namen ‹Somos› verkörpert, haben ihn promotet und vertrieben. Aber de facto sind die Kunden es gewohnt, von Dr. Brehm ein Rundum-sorglos-Paket zu erhalten, sei das nun mit Somos-
2022 ist er in die Geschäfte von KraussMaffei eingebunden.
Seit 2018 ist die KraussMaffei Group GmbH Teil der KraussMaffei Company Limited, einer an der Börse Shanghai notierten Aktiengesellschaft. Mehrheitseigner ist der chinesische Chemiekonzern Sinochem.
www.kraussmaffei.com
Geräten oder Piovan-Geräten. Das heisst, sie erhalten alles aus einer Hand von uns, haben einen Ansprechpartner.»
Damit dies auch weiterhin so bleibt hat Dr. Brehm einen neuen Service-Techniker eingestellt.
Zudem werden die Brehm-Spezialisten in Italien geschult, damit sie optimal vorbereitet sind für die neuen Aufgaben.
Piovan hat eine sehr hohe Fertigungstiefe, beschäftigt mehr als 1800 Leute und ist eigenen Angaben gemäss der grösste Materialhandling-Hersteller weltweit.
www.brehm.ch
Li Yong ist seit 1. Januar 2023 CEO der KraussMaffei Gruppe. (Bild: KraussMaffei)
Li Yong ist seit 1. Januar 2023 CEO der KraussMaffei Gruppe. (Bild: KraussMaffei)
48 1–2/2023 KUNSTSTOFF XTRA AUS DER BRANCHE
Sanfter Übergang in der Chefetage
Dr. Stefan Sommer ist zum Jahresbeginn 2023 in die Geschäftsführung der GüntherGruppe berufen worden. Er leitet die Günther Heisskanaltechnik GmbH und deren Tochterunternehmen gemeinsam mit Siegrid Sommer, die 2004 von Unternehmensgründer Herbert Günther in die Geschäftsführung berufen worden war. Sie wird zum 1. April 2024 in den Beirat des Unternehmens wechseln. Damit verbunden ist das Ausscheiden aus der Geschäftsführung. Der Physiker Dr. Stefan Sommer trat 2018 ins Unternehmen ein und war dort seither in verschiedenen Positionen – zum
Beispiel als Assistent der Geschäftsleitung sowie als Leiter Forschung und Entwicklung der Regeltechnik – tätig sowie mit administrativen Aufgaben be -
traut. 2019 erhielt er Prokura. «Wir wachsen als GüntherGruppe auch in Zukunft mit unserem Wissen», sagt Stefan Sommer. «So, wie Günther bis-
her die mechanische Fertigungskompetenz im Unternehmen vergrössert hat, so wird die Gruppe die elektronische und digitale Kompetenz verbreitern und vertiefen. Um sich dem stetigen Fortschritt zu stellen, wird das Unternehmen neue Kompetenzen in der Gruppe aufbauen, neue Synergien schaffen und neue Geschäftsfelder – zum Beispiel ausgehend von der Dickschichttechnologie – erschliessen. Zudem wird die Gruppe die Elektronik und Digitalität mit der Mechanik zusammenführen.»

www.guenther-heisskanal.de

KUNSTSTOFF XTRA AUS DER BRANCHE
Sanfter Übergang in der Geschäftsleitung, v. l.: Siegrid Sommer wechselt 2024 in den Beirat, Firmengründer Herbert Günther, Dr. Stefan Sommer, neu in der Geschäftsführung (Bild: Günther)
HGD ist neu Vertriebspartner von Barlog
Per Januar 2023 hat die HGD Polymers GmbH exklusiv den Vertrieb für die Schweiz und Liechtenstein des Material- und Dienstleistungsportfolios für Barlog Plastics übernommen. «Wir möchten unseren Kunden stets den besten Service bieten – dazu gehört auch ein lokaler Ansprechpartner vor Ort», so Peter Barlog, geschäftsführender Gesellschafter der Barlog Plastics GmbH. Geschäftsführer der HGD ist Halil Sevimli. Die lokale Nähe zu den Kunden bietet neben der verbesserten Lagerhaltung auch den

Vorteil des schnellen technischen Services. Ausserdem kann so ein deutlich erweitertes Service-Angebot rund um
Maag akquiriert Witte
Die Maag Pump Systems AG akquiriert die 1984 gegründete Witte Pumps & Technology GmbH mit Sitz in Tornesch (D). Witte entwickelt und produziert Zahnradpumpen und bietet Ersatzteile und Dienstleistungen für die Kunststoff-, Lebensmittel- und Chemieindustrie.
Durch die Übernahme entsteht bei Maag eine integrierte Business Unit «Zahnradpumpen», die vom Geschäftsführer und ehemaligen Eigentümer der Witte Pumps & Technology GmbH, Dr. Sven Wieczorek, geleitet wird. Maag’s globale Präsenz und das umfassende
die Kunststoff-Granulate geboten werden. HGD Polymers übernimmt den Vertrieb für die Produktreihen POM, PBT, PPS,
PEEK, PEK, PEKK, ABS/PC, LCP, TPE, funktionalisierte Compounds sowie Recycling Compounds. Darüber hinaus wird das gesamten Dienstleistungsangebots «von der Idee bis zur Serie», bestehend aus CAE-Engineering & Simulation, Rapid Prototyping & CNC-Frästeile, spritzgegossene Prototypen & Kleinserien, Laborprüfungen, Messtechnik & Bauteildigitalisierung sowie Konditionierung zur Verfügung stehen.
www.hgd-polymers.ch
www.barlog.de
Produktportfolio bieten dem Kunden spezifische Komplettlösungen, die eine breite Palette von Bedürfnissen abdecken.
Dazu Ueli Thürig, President der Maag Group: «Die Übernahme von Witte ist ein wichtiger Schritt, um Maag zum bevorzugten Partner für anspruchs-
Mit Parsdorf beginnt eine neue Zeitrechnung
Wie geplant nahm KraussMaffei
Ende November die Schlüssel für sein neues Werk und die neue Unternehmenszentrale in Parsdorf vom Projektentwickler VGP entgegen. Die Inbetriebnahme ist der letzte und entscheidende Baustein zur Modernisierung des fast 185 Jahre alten Traditionskonzerns. Nach fast 90 Jahren verlässt das Münchener Traditionsunternehmen seinen Standort in Allach und zieht in seinen neuen Hauptfirmensitz in Parsdorf vor den Toren Münchens. Auf über 200 000 Quadratmetern vereint der neue Standort die
Konzernzentrale, die Spritzgiess- und Reaktionstechnik, Additive Manufacturing, die mechanische Fertigung und die Automation, die bislang in Schwaig beheimatet war. Wie schon die anderen drei neuen Standorte, setzt auch Parsdorf auf das Smart Factory-Konzept mit moderner und nachhaltiger Gebäudetechnik. Zudem ist in Planung, das neue Werk nach dem DGNB System (Deutsche Gesellschaft für Nachhaltiges Bauen) zertifizieren zu lassen. Der CFO und Arbeitsdirektor von KraussMaffei, Jörg Bremer, ordnet die Bedeutung der neu -
en Standortstrategie wie folgt ein: «Mit unserem Umzug nach Parsdorf beginnt eine neue Ära für KraussMaffei. Wir formen ein modernes, innovatives Unternehmen, das die Herausforderungen des 21. Jahrhunderts annimmt und mit Bravour meistert. Mit den neuen Standorten legen wir den Grundstein für weitere erfolgreiche Jahre.»
Der Umzug wird voraussichtlich Mitte 2023 abgeschlossen sein. Die neuen Gebäude in Parsdorf sind Kern der neuen Standort- und Modernisierungsstrategie des Unternehmens. Dazu gehört die Verla -
volle Anwendungen im Bereich Zahnradpumpen zu etablieren. Durch die hohe Fertigungstiefe von Maag wird die Verfügbarkeit und Liefersicherheit von Zahnradpumpen für die Kunden von Witte erhöht.»
www.maag.com
gerung von vier Werken in moderne, grössere Produktionsstätten. Bereits in Betrieb sind die neuen Werke in JiaXing (nahe Shanghai) und in Einbeck bei Göttingen. Auch der Umzug des Werkes der KraussMaffei Extrusion von Hannover nach Laatzen wurde bereits erfolgreich abgeschlossen.
Seit 2018 hat das Unternehmen einen dreistelligen Millionenbetrag in vier neue Standorte in Deutschland und China investiert.
www.kraussmaffei.com
Peter Barlog (l.) und Halil Sevimli besiegeln Partnerschaft. (Bild: Barlog)
50 1–2/2023 KUNSTSTOFF XTRA AUS DER BRANCHE
Color Technik und Grafe gemeinsam unterwegs
Die Schweizer Masterbatch-Spezialistin Color Technik AG ist neu Teil der Grafe Gruppe. Das manifestierte sich im gemeinsamen Messeauftritt auf der Swiss Plastics Expo im Januar in Luzern. Als Schwesterunternehmen erweitert Color Technik damit das Produktspektrum des Masterbatchers aus Blankenhain (D) im Bereich der Hochtemperaturkunststoffe, Fluorpolymere und Medizintechnikartikel. Umgekehrt kann Color Technik auf das gesamte Grafe Unternehmensportfolio zurückzugreifen und das Produktsortiment an Master-/Kombibatches sowie Compounds in der Schweiz anzubieten.

Für Geschäftsführer Jan Meik Menke ist der Zusammenschluss mit Grafe ein enormer Vorteil: «Bisher habe ich den
Jan
EROBERN SIE NEUE MÄRKTE:
25.5.2023
Nürnberg, Germany 2023
‹Karren› mit einem kleinen Team gezogen. Nun stehen mir in der Entwicklungsabteilung in Blankenhain rund 30 Personen allein in der Coloristik zur Verfügung, und ich habe dort Leute, die sich um die regulatorischen Angelegenheiten kümmern.» Und auch Sebastian Grafe, der als Vertreter des familiengeführten Unternehmens an der Swiss Plastics Expo präsent war, ist sehr zufrieden mit dem Zusammenschluss: «Die Philosophien der beiden Firmen sind sehr ähnlich, die Inhaber sind operativ tätig und produzieren auch 1 kg Masterbatch, wenn ein Kunde das wünscht. Es harmo -
niert.» Und mit Blick nach vorn erklärt Menke: «Ab September sind wir ISO 13485 zertifiziert und der Standort Schweiz wird dementsprechend innerhalb der Grafe Gruppe als Medical Zentrum und im Bereich der Hochtemperaturkunststoffe auf- und ausgebaut.»
Grafe ist mit einem Mehrheitsanteil an der Color Technik beteiligt. Jan Meik Menke bleibt Mitinhaber und alleiniger Geschäftsführer von Color Technik.
www.colortechnik.ch

www.grafe.com
VON IDEE ZUR PRODUKTION
MedtecLIVE mit T4M ist die zentrale Fachmesse für Medizintechnik in Europa - und noch viel mehr.

Starten Sie in eine der aufregendsten Wachstumsbranchen und entdecken Sie neue Marktchancen für Ihre Produkte.
Im Fokus: Der gesamte Herstellungsprozess der Medizintechnik.
Zusammen mit dem MedtecSUMMIT genießen Sie ein umfassendes Programm mit Top-Speakern und Key Playern der Branche.
ÜBERZEUGEN SIE SICH SELBST!
Ideelle Träger
51 1–2/2023 KUNSTSTOFF XTRA AUS DER BRANCHE
Meik Menke (l.), Geschäftsführer Color Technik, und Sebastian Grafe, Exportleiter bei Grafe. (Bild: Marianne Flury)
WACHSEN SIE MIT DER MEDIZINTECHNIKBRANCHE
23._
Im Verbund mit medteclive.com/besuchen Sichern Sie sich jetzt Ihr Ticket:
SKZ erweitert Bildungsangebot zur additiven Fertigung
Auf der Formnext 2022 stach der SKZ-Stand heraus. Neben futuristischen 3D-Druckern mit moderner, weisser Verkleidung und vierbeinigen Robotern in den Gängen, wirkte das Klassenzimmer des SKZ mit hölzernen Schulbänken zunächst

deplatziert. Auf den zweiten Blick fiel aber ein Poster ins Auge, das die Vielzahl der additiven Fertigungsverfahren beschreibt. «Einerseits wollten wir durch den Kontrast natürlich Aufmerksamkeit erregen», erklärt Matthias Ruff, Vertriebs -
leiter am SKZ. «Andererseits wollten wir dieses Mal auch den Fokus verstärkt auf die berufliche Aus- und Weiterbildung für additive Verfahren lenken.»
Das Bildungsangebot des SKZ ist vielfältig. Als Kontrast zum «old school» Klassenzimmer werden auch Online-Kurse angeboten. Die Fähigkeit, 3DDruck-Technologien zu verstehen und zu nutzen, wird immer essenzieller für zukünftige Fachkräfte. Deshalb ist es wichtig, dass es ein Bildungsanbot über alle Berufsgruppen, angefangen vom Quereinsteiger, über Kaufleute bis hin zum Experten, gibt. «In der Forschung sind wir schon lange erfolgreich im 3D-Druck unterwegs. Wir
SKZ wird Klimaschutz-Unternehmen

Das SKZ wird nach eingehender fachlicher Prüfung seiner Klimastrategie Mitglied des Verbands Klimaschutz-Unternehmen e. V. (KSU). Das ambitionierte, aber klar formulierte Ziel der Klimaneutralität für das SKZ bis 2025 ergibt im Rahmen des Klimamanagement einige Herausforderungen. Die grundlegende Struktur der Strategie hierbei ist, die Treibhausgasemissionen zu erfassen und über Optimierungen zu vermeiden, zu
merken aber immer mehr, dass unsere Kunden Bildungsangebote anfragen. Bei dieser Technologie ist die Einstiegshürde gering und die Drucker sind inzwischen leicht verfügbar. Kenntnisse bezüglich Verarbeitungsparameter, Konstruktion sowie Grenzen und Möglichkeiten der Verfahren fehlen aber oft als Know-how in den Unternehmen. Hier möchten wir den Wissenstransfer stärken und haben unser Kursportfolio nochmals erweitert, so Ruff.» Ab 2023 startet z. B. ein Lehrgang zum Industrietechniker additive Fertigung, den die IHK Würzburg gemeinsam mit dem SKZ ins Leben gerufen hat, um die künftige Fachkräfteverfügbarkeit zu sichern.
reduzieren oder zumindest zu kompensieren. Dabei ergeben sich Transformationen in den bisherigen Geschäftsmodellen, die mit den Schlagwörtern Ressourceneffizienz und Digitalisierung alle Teile der Industrie beschäftigen. Neben den internen Aktivitäten des SKZ liegt der Fokus gleichermassen auf dem Wissenstransfer in die Kunststoffbranche, um auch dort den Weg für Lösungen aus der Klimakrise zu breiten.



Industrie 4.0: Kontinuierliche Farbmessung an Kunststoffgranulaten
Das SKZ hat Grund zum Feiern: Im letzten Jahr gab es so viele Abschlüsse wie nie zuvor. Unternehmen erkennen offenbar die Notwendigkeit, zeitliche und finanzielle Ressourcen in ihre Mitarbeiterinnen und Mitarbeiter zu stecken. So kann die wirtschaftliche Leistungsfähigkeit und die Deckung des
Qualifizierungsbedarfs besser gewährleistet werden. Das Institut bietet bereits seit mehreren Jahren modulare Abschlüsse an, die aus mehreren Einzelkursen bestehen und so gut in den Arbeitsalltag inte grierbar sind. Dabei vermitteln die Abschlüsse sehr umfangreiche Kenntnisse zum
gewählten Themenbereich. Kunststoffentwickler, Prozessoptimierer, Coloristen oder Fachkräfte Compoundieren: die Fachgebiete sind so vielfältig wie die Aufgaben in der Kunststoffindustrie. «Noch nie haben so viele Teilnehmer einen eigenen SKZ-Abschluss erworben, wie im Jahr 2022»,
52 KUNSTSTOFF XTRA AUS DER BRANCHE 1–2/2023 Kontakt FSKZ e. V. Frankfurter Strasse 15–17 D-97082 Würzburg +49 931 4104-503 m.ruff@skz.de, www.skz.de
freut sich Matthias Ruff, Vertriebsleiter am SKZ.
Der SKZ-Stand als Kontrast zu additiven Fertigungsverfahren und digitalen Weiterbildungsmöglichkeiten (Bild: SKZ)
Die neu in Betrieb genommene Photovoltaikanlage auf der SKZ-Modellfabrik sorgt für eine emissionsarme Energieversorgung. (Bild: Patrick Langen, SKZ)
Interdisziplinäre Netzwerke
Vier Plattformen und ein Thema: Nachhaltigkeit
Jedes Unternehmen, jede Verwaltung, Forschungs- oder Bildungseinrichtung mit einem Verantwortungsbereich für Nachhaltigkeit findet am 28. und 29. März 2023 in der Messe Basel eine Plattform zum Know-how-Transfer, Networking und Austausch. Die drei Kongress- und Ausstellungsformate SmartSuisse, Re Summit und Future-Proof Infrastructure sowie die Messe für Umwelttechnik MUT bedienen jeweils ihre eigene Zielgruppe und vernetzen sich zusätzlich an einem gemeinsamen Dinner-Abend. Hochkarätige Referenten wie Bertrand Piccard nehmen an der Plattform teil.
Die stetig wachsenden Themenfelder Digitalisierung und Nachhaltigkeit führen zu einer Transformation von Technologien, Branchen und Berufsfeldern. Um die aktuellen Herausforderungen zu meistern, entstehen interdisziplinäre Netzwerke aus Politik, Industrie und Investment. «Die Sustainability Days vernetzen Entscheidungsträgerinnen und Entscheidungsträger der unterschiedlichen Fachbereiche, beleuchten das Thema Nachhaltigkeit aus verschiedenen Blickwinkeln und zeigen konkrete Lösungen auf», sagt Julien Rousseau, Brand Director der Sustainability Days.
SmartSuisse – Smart up Your City
Die SmartSuisse fungiert als Kongress und Ausstellung rund um das Thema Smart City. Hier dreht sich alles um Governance, Mobility, Energy & Environment, Infrastructure und neu auch um Health. Erwartet werden über 1000 Fachexpertinnen und -experten. Die SmartSuisse bringt Entscheiderinnen und Entscheider aus Städten, Gemeinden, Wirtschaft, Wissenschaft und Verbänden zusammen und fördert den Dialog. Der Mix aus Kongress und Begleitausstellung bietet viele Austauschmöglichkeiten.
MUT – Messe für Umwelt technik
Die MUT vermittelt konzentriertes Wissen und vernetzt Expertinnen und Experten in der ganzen Bandbreite der Schweizer Umwelttechnik. Sie bringt unterschiedliche Anbieter mit Anwenderinnen und Anwendern zusammen, um an zwei Tagen einen Austausch über neuste Entwicklungen und Produkte zum Schutz der Umwelt zu er-
möglichen. Vor, während und nach der MUT finden regionale Fachseminare mit Einblick in die aktuelle Forschung, in Best Practices und Technologien statt.
Re Summit – Resources, Reinventions, Renewables
Bei der dritten Plattform Re Summit reicht das Themenspektrum von Corporate Sustainability über Klimaschutz und saubere Energie bis hin zu nachhaltiger Beschaffung. Auf der Begleitausstellung präsentieren Unternehmen ihre neuen Nachhaltigkeits-Lösungen, während am Kongress Entwicklungen referiert und diskutiert werden. Das Re Summit richtet sich an alle Unternehmen, an Kantone, Städte und Gemeinden sowie Organisationen, Zertifizierungsstellen und Hochschulen.
Future-Proof Infrastructure –für eine nachhaltige Infrastruktur

Future-Proof Infrastructure ist die vierte Plattform im Bunde. Sie richtet sich gezielt an den globalen Markt. Der englischsprachige Kongress mit Begleitausstellung ist in vier Regionen unterteilt: «Americas», «Europe», «Asia and Pacific» sowie «Africa and Middle-East». Er initiiert mit kuratierten Early Stage-Projekten die Vermittlung zwischen Projektentwicklern und Investorinnen und Investoren im Bereich nachhaltiger Infrastrukturprojekte. Ein dauerhaftes Netzwerk bringt Entwicklerinnen und Entwickler, öffentliche Institutionen, Zulieferfirmen und Investments auf einer Community-Plattform näher zusammen und nachhaltige Infrastrukturprojekte auf den Weg.
Referenten aus dem In- und Ausland Ausstellerinnen, Partner und Besucherinnen dürfen sich auf hochkarätige Referate aus dem In- und Ausland freuen. Petteri Taalas, finnischer Generalsekretär der Weltwetterorganisation, sorgte bereits mit dem Klimabericht der Weltorganisation für Meteorologie (WMO) zum Auftakt der Weltklimakonferenz im November 2022 für Aufsehen. Er gilt als Mahner für rasche Massnahmen gegen den Klimawandel. Dr. Päivi Sillanaukee, ebenfalls aus Finnland und Botschafterin für Gesundheit im finnischen Aussenministerium, übernimmt die europäische Vorreiterrolle in Bezug auf eine Digitalisierung des Gesundheitswesens. Ihr Referat wird aufzeigen, was sich andere davon abschauen können.
Kontakt
MCH Messe Schweiz (Basel) AG CH-4005 Basel
www.sustainability-days.ch n
53 1–2/2023 KUNSTSTOFF XTRA Messen
Das «Fenster zum Himmel» ist ein archtektonisches Merkmal der Messe in Basel. (Bild: MCH Group)
KPA 2023 – Wo Ideen zu Produkten werden
«Der Ort, an dem Ideen zu Produkten werden» – unter diesem Motto trifft sich die Kunststoffbranche und ihre Anwenderindustrien auf der Fachmesse «KPA – Kunststoff Produkte Aktuell» am 8. und 9. März 2023 in Ulm.

Die Fachmesse für Design, Entwicklung und Beschaffung von Kunststoffprodukten findet bereits zum vierten Mal statt und verspricht mit über 130 Ausstellern besser zu werden denn je.
Entwicklungs- und Produktionspartner für Kunststoffverarbeitung, Anbieter von Kunststoffen
Digitale Steuerungslösungen
Die Maag Group bietet eine Reihe von innovativen Steuerungslösungen für typische industrielle Anwendungsszenarien an. Das maax PC ist ein standardisiertes, kosteneffizientes Pumpensteuerungssystem. Zu den wichtigsten Vorteilen gehört die Einlaufdrucksteuerung (PID), die den Druck während der Anlaufphase um etwa 40% verringert (im Vergleich zu älteren Steuerungssystemen). Darüber hinaus kann die PID-Steuerung 50% höhere Druckschwankun -
gen bewältigen. Die Pumpensteuerung besteht aus bewährter Siemens-Hardware und kann mit einer Vielzahl von Pumpen, von Maag extrex 20 bis hin zu extrex 160, genutzt werden. Das maax FC dient zum Steuern der Kolbensiebwechsler der Typen DSC/CSC und CSC Backflush. Das System basiert auf derselben technischen Plattform wie das maax PC. Zu den wichtigsten Vorteilen gehören die präzise gesteuerten Kolbenbewegungen zum Entlüften des

Steamrunner Multicolour
Der Streamrunner von Hasco ist ein additiv gefertigter Heisskanalverteiler mit höchsten Freiheitsgraden in der Konstruktion. Die Fliesskanäle können mit dieser Technologie rheologisch optimal ausgelegt
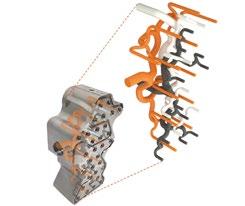
werden, indem scharfe Kanten sowie schlecht durchströmte Bereiche komplett vermieden werden. Diese materialschonende Schmelzeführung führt zu einer deutlich niedrigeren Scherbelastung im Kunststoff und in weiterer Folge zu einer besseren Qualität der Spritzgiessteile. Auch ein Farbwechsel ist durch die strömungsoptimierte Gestaltung schneller durchführbar, da die Schmelzeteilung sowie die Materialumlenkung über grosszügige Radien erfolgen kann. Durch die freie dreidimensionale Gestal -
und Materialen, vor- und nachgelagerte Dienstleister für Kunststoffverarbeitung sowie Forschungseinrichtungen erwarten Entscheider, Konstrukteure und Produktentwickler aus unterschiedlichen Anwenderbranchen. Circular Economy, Nachhaltigkeit, Digitalisierung sowie neue Herstellverfahren, Materialien und Oberflächen sind Schwerpunkte des spannenden Vortragsprogramms, das zusammen mit den Kompetenzpart-
nern Kunststoff-Institut Südwest und Kunststoff-Zentrum SKZ gestaltet worden sind. Auf der KPA finden Fachbesucher individuelle Beratung in familiärer Atmosphäre. Snacks und Getränke sind während des Messebesuchs kostenfrei. Messetickets sind mit dem Ticketcode 1723 kostenfrei auf der Webseite erhältlich. www.kpa-messe.de
zu verhindern, was in Abhängigkeit von der Applikation erforderlich sein kann. Das Design basiert ebenfalls auf SiemensHardware. Das System kann bis zu sechs Heizregler unterstützen, und sein Funktionsumfang ist für die meisten Industrieanwendungen geeignet.
Kolbens und Vermeiden von Druckschwankungen während des Betriebs. Ausserdem ermöglicht das System Mikrobewegungen, um ein Verklemmen der Kolben während des Starts
tung der Massekanäle ergeben sich auch völlig neue Möglichkeiten im Mehrkomponentenspritzguss. Verschiedene Kunststoffkomponenten bzw. Farben können auf engstem Raum verteilt und die Kanäle ineinander verschlungen werden. Dies ermöglicht Produktdesignern, bisherige Einschränkungen bei der Gestaltung von Kunststoffformteilen zu überwinden und neue Designoptionen zu nutzen. Da der additiv gefertigte Heisskanal ohne separate Umlenkelemente auskommt, können sehr enge Düsenabstände
Maag Pump Systems AG
CH-8154 Oberglatt
welcome@maag.com
www.maag.com
realisiert werden. Durch den Einsatz des Streamrunner können Spritzgiessteile kosteneffizient hergestellt werden. Die kompakte Bauform erfordert geringere Formgrössen und somit kleinere Spritzgiessmaschinen für die Produktion. Zudem reduziert die geringe Masse des Verteilerblocks den Energiebedarf, wodurch eine zusätzliche Kostenersparnis erzielt wird.
Hasco Hasenclever GmbH+Co
D-58513 Lüdenscheid
info.ch@hasco.com
www.hasco.com
54 1–2/2023 KUNSTSTOFF XTRA PRODUKTE
ADDITIVE FERTIGUNG
ADDITIVE FERTIGUNG
Sauter Engineering+Design (sautercar.ch)
3D Druck Bauteile < 914 × 610 × 914mm
CT Messdienstleistung < D310 × H700mm
BEDIENUNGSELEMENTE
Lanker AG, Kunststofftechnik Kriessernstrasse 24
CH-9462 Montlingen Tel. +41 (0)71 763 61 61
Fax +41 (0)71 763 61 71 info@lanker.ch, www.lanker.ch

COMPOSITES
FORMENBAU
Wilerstrasse 98 CH-9230 Flawil Tel. +41 71 394 13 00 Fax +41 71 394 13 10 info@brsflawil.ch www.brsflawil.ch
Jehle AG
Werkzeug- und Formenbau Büntenstrasse 125 CH-5275 Etzgen
T +41 62 867 30 30 I verkauf@jehleag.ch I www.jehleag.ch
info@primaform.ch – www.primaform.ch
ZISWILER WERKZEUGBAU AG
INFRAROT-STRAHLER UND TROCKNUNGSSYSTEME
INFRAROT-STRAHLER UND TROCKNUNGSSYSTEME
Leister Technologies AG (Krelus AG) Galileo-Strasse 10, 6056 Kägiswil, Schweiz T +41 41 662 74 74, admin.infrared@leister.com


IONISATIONSSYSTEME IONISATIONSSYSTEME
Bodo Möller Chemie Schweiz AG – Rychenbergstrasse 67 – CH-8400 Winterthur Tel. +41 (0) 52 203 19 30 – info@bm-chemie.ch – www.bm-chemie.com/de/schweiz-klebstoffe


Industriering 2 · 3427 Utzenstorf Tel. 032 665 44 58 · Fax 032 665 21 35 info@ziswilerag.ch · www.ziswilerag.ch


COMPOSITE-WERKSTOFFE
Co m p os i te -We r k s to f f e Flüssigkunststo e wie Laminier- und Giessharze, Carbon-, Glas- und Aramidgewebe, Klebsto e, Stützsto e, CFK- und GFK-Rohre, Stäbe, Pro le und Frästeile und vieles mehr
CH-3312 Fraubrunnen 031 763 60 60 Fax 031 763 60 61 www.swiss-composite.ch info@swiss-composite.ch
FORMWERKZEUGNORMALIEN FORMWERKZEUGNORMALIEN
www.hasco.com | +49 2351 957-0 FORMWERKZEUGNORMALIEN
KOMPRESSOREN
KAESER Kompressoren AG
Grossäckerstrasse 15 8105 Regensdorf Tel. +41 44 871 63 63 info.swiss@kaeser.com www.kaeser.com
KOMPRESSOREN UND ZUBEHÖR KOMPRESSOREN UND ZUBEHÖR
COMPOUNDIERANLAGEN
COMPOUNDIERANLAGEN
Buss AG
4133 Pratteln Tel. +41 61 825 66 00 info@busscorp.com www.busscorp.com
Theodorstr. 10
D-70469 Stuttgart
Meusburger Georg GmbH & Co KG Kesselstr. 42 | 6960 Wolfurt | Austria
T +43 5574 6706-0 F -11 | verkauf@meusburger.com www.meusburger.com
GEWINDEBÜCHSEN UND -HÜLSEN
Tel +49 711 897-0

Fax +49 711 897-3999 info@coperion.com www.coperion.com

DICHTUNGSPROFILE
Grenzweg 3 5726 Unterkulm 062 832 32 32 info@poesia-gruppe.ch www.poesia.ch
Grenzweg 3 5726 Unterkulm 062 768 70 95 info@poesia-gruppe.ch www.poesia.ch service
GRANULIERANLAGEN
Maag Pump Systems AG Aspstrasse 12, CH-8154 Oberglatt Telefon +41 44 278 82 00 welcome@maag.com www.maag.com

DICHTUNGSSYSTEME FIP(F)G/RADS
ROBOTER APPLIZIERTE DICHT
ASTORtec AG Zürichstrasse 59 CH-8840 Einsiedeln www.rads.ch
GUMMIARTIKEL UND-TEILE
GUMMIARTIKEL UND-TEILE
Formartikel aus Gummi und TPE 2-K
Borflex Rex SA
Via Flora Ruchat-Roncati 1 | 6850 Mendrisio Tel. 0041 91 640 50 50 sales@borflex-rex.ch | www.borflex-rex.ch
HEISSKANALTECHNIK HEISSKANALTECHNIK
www.hasco.com | +49 2351 957-0
KÜHLGERÄTE
KÜHLGERÄTE
Temperaturkontrolle. Einfach. Zuverlässig. CH-9006 St. Gallen · T +41 71 282 58 00 · info@regloplas.com
KÜHLGERÄTE
CH-8583 Sulgen | +41 71 644 77 77 | tool-temp.ch
KUNSTSTOFFBAUTEILE KUNSTSTOFFBAUTEILE MASTERBATCHES KUNSTSTOFF
IN HÖCHSTFORM
Anspruchsvoller Spritzguss
Komplexe Baugruppen
Formenbau www.weiss-kunststoff.de
LOGISTIK
DIENSTLEISTUNGEN
DACHSER Spedition AG
Regional Office Switzerland
Althardstrasse 355, CH-8105 Regensdorf Phone +41 (0)44 8721 100 dachser.regensdorf@dachser.com dachser.ch
ELEKTROSTATISCHE AUFLADUNGEN IONISATIONSSYSTEME
HEISSVERSTEMMEN
HEISSVERSTEMMEN
KUNSTSTOFFHALBZEUGE KUNSTSTOFFHALBZEUGE
Weiss-Ins-KunststoffXtra-60x30mm-PRO.indd 1 15.12.15 16:56





Ihre In du striepart ne rin für Heissverstemmen
T 081 257 15 57 | info@argo-gr.ch ww w.a rgo.industries
HEIZELEMENTE
ERGE Elektrowärmetechnik
Franz Messer GmbH
Hersbrucker Str. 29-31, D-91220 Schnaittach Tel. +49 (0)9153 921-0, Fax +49 (0)9153 921-117 www.erge-elektrowaermetechnik.de mail: verkauf@erge-elektrowaermetechnik.de

FAPA (Schweiz) AG Wannenweg 6 CH-4133 Pratteln Tel. +41 61 565 05 10 verkauf@fapa-ag.ch
KUNSTSTOFFPLATTEN
SIMONA AG SCHWEIZ Industriezone Bäumlimattstrasse CH-4313 Möhlin Telefon +41 (0)61 855 90 70 Telefax +41 (0)61 855 90 75 mail@simona-ch.com www.simona-ch.com
55 1–2/2023 KUNSTSTOFF XTRA LIEFERANTENVERZEICHNIS
service
SCHÄUME DICHTSYSTEME FIP(F)G/RADS S C H L O S S E N Z E L L I G E R H A U M S T 1 0 0 % D C H T R P A R T N E R F Ü R L O H N S C H Ä U M E N W W W S E A L E X C H H R E X P E R T E F Ü R D I C H T U N G E N H - 4 3 0 3 K A I S E R A U G S T G E S H L O S S E N E L L E R S C H A U M I S T 0 0 % D I C H T I H R P A R T N E R F Ü R L O H N S C H Ä U M E N W W W S E A L E X C H I H R E X P E R T E F Ü R C H T U N G E N C - 4 3 0 3 K A I S E R A U G S T
FORMENBAU LV_Primaform.indd 2 04.01.22 10:32
Prematic AG Tel. 071 918 60 60 Druckluft-Technik Fax 071 918 60 40 Märwilerstrasse 43 Internet: info@prematic.ch 9556 Affeltrangen E-Mail: www.prematic.ch
THERMOFORMEN THERMOFORMEN
ULTRASCHALLSCHWEISSEN ULTRASCHALLSCHWEISSEN
VERBINDUNGSTECHNIK
THERMOFORMEN
anpac gmbh


Lindenhof 4 CH-6060 Sarnen Tel. 041 661 10 38 info@anpac.ch www.anpac.ch
swiss-sonic Ultraschall AG
Die nachhaltige Verbindung www.swiss-sonic.ch info@swiss-sonic.ch
Seemoosholzstrasse 14 CH-9320 Arbon Tel. +41 71 680 08 05
• Vakuum-Tiefziehmaschinen
• CNC Fräsmaschinen
FLIEGEL eigener Service und Montagen


D-68259 Mannheim • Tel: +49 (0)621-79975-0 • www.fliegel.de

www.telsonic.com


TROCKENEISSTRAHLEN
TROCKENEISSTRAHLEN
ASCO KOHLENSÄURE AG Industriestrasse 2 CH-8590 Romanshorn Tel: +41 71 466 80 80 Fax: +41 71 466 80 66 ascoco2.com info@ascoco2.com
ULTRASCHALLSCHWEISSEN
www.herrmannultraschall.com
VAKUUMPUMPEN UND SYSTEME
VAKUUMPUMPEN UND SYSTEME
Busch AG Vacuum Solutions Waldweg 22, 4312 Magden Tel. 061 845 90 90 info @ buschag.ch, www.busch.ch
VAKUUMPUMPEN UND SYSTEME
Prematic AG Systempartner von Gardner Denver Tel. 071 918 60 60 Märwilerstrasse 43 v-g@prematic.ch 9556 Affeltrangen www.prematic.ch

WAAGEN
• Tisch und Bodenwaagen
• Präzisionswaagen
• Zählwaagen • Laborwaagen und viele weitere Modelle für jeden Bereich!

MIKROSKOPE www.kern.swiss
CH-8614 Bertschikon ZH
Swiss Waagen DC GmbH Tel. +41 (0)43 843 95 90 www.swisswaagen.ch





WERKZEUGSTAHL
WERKZEUGSTAHL
voestalpine HPM Schweiz AG
Hertistrasse 15 | 8304 Wallisellen | T +41 44 832 88 11 verkauf.hpm-schweiz@voestalpine.com www.voestalpine.com/hpm/schweiz
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN
Herbold Meckesheim
Herbold Meckesheim GmbH Industriestraße 33 D-74909 Meckesheim

Telefon: +49 6226 932-0 Internet: www.herbold.com
D-74909 Meckesheim Internet: www.herbold.com Unsere Vertretung in der Schweiz: Ingenieurbüro Dr. Brehm AG, www.brehm.ch
KUNSTSTOFF XTRA LIEFERANTENVERZEICHNIS
BZQ_DEU_SigiMEdia_60x15.indd 1 19.03.2020 14:10:13 RINCO ULTRASONICS AG info@rincoultrasonics.com Tel. +41 (0)71 466 41 00 CH-8590 Romanshorn www.rincoultrasonics.com Fax +41 (0)71 466 41 01
Das Lieferantenverzeichnis Rund um die Uhr – auch online zu erreichen www.kunststoffxtra.com
Drehzahl regeln.
Nachhaltig clever.
The next Generation.
Temperature Control Units Thermo-6

Drehzahlgeregelte Pumpe als Standard ist für uns eine ökologische Verpflichtung. Damit legen wir das Energiesparen in Ihre Hände. Nachhaltig denken und handeln.
hb-therm.com

