




2024 MAY/JUN packworld.com 30 Compostable Packaging’s Ascendancy 52 Unilever Cuts Time-to-Market via 3D Printing 64 Club Coffee’s Recyclable, Paper-based Canister 72 Refresco’s Food-grade, Mono-material HDPE/rHDPE Aseptic Pack May Disrupt 10/104 P&G’s Tiles Part with Plastic Bottles, Drop Water Weight Precision case forming, better box performance –learn more at: westrock.com/ automation








w ©202 y an ogo ar y W y. s r v How do y h W s pr ound a This pr our pr hrough y our supply chain by r s. www.w

•
• Topload closing at speeds up to 200 cpm
• Endload cartoning at speeds up to 325 cpm
• Integrated product orientation and loading
•
Keeping The Promise For More Than 75 Years. Kliklok Cartoners
Topload forming in lock and glue formats
Scan to watch an awesome Kliklok video playlist! syntegon.com/2p
Standalone machines and complete lines








CM/CP Refresco’s monomaterial aseptic rigid carton is curbside recyclable. This product of microceullular foaming called reZorce binds layers of HDPE. Recycled content rHDPE inside the structure helps with PCR content regs. Virgin HDPE is used for food-contact layers and for standard or digitally reverse printed decoration layers.

FEATURES
52 DIGITALIZATION
3D-Printed Molds Speed New Unilever Bottle Designs to Market
For Unilever, bottles that are stretch blow molded with a 3D-printed tool are nearly indistinguishable from the nal product produced through traditional metal tooling processes, and usher new formats to market more quickly.
64
Breakthrough in Recyclable Coffee Packaging
Club Coffee, one of Canada’s largest coffee roasters and packaging solutions providers to the ‘At Home’ segment, has burnished its sustainability offerings through its AromaPak family of sustainable and innovative packaging solutions for whole bean and ground coffee.
66
Dr. Bronner’s Paperboard
Cartons Re ll rPET Bottles to Ace LCA
Paperboard cartons get high LCA marks, but break down when wet. Meanwhile, 100% rPET bottles are circular, work great in the shower, and if they’re re lled, are not single-use. Dr. Bronner’s re llable carton leverages both formats’ strengths.
72
Refresco to Disrupt with Mono-material, Aseptic, FoodContact HDPE/rHDPE Carton
Expected to be on shelves by Q3 is a gamechanging new aseptic carton format. While brands swap plastic for paper, reZorce ips the script with circular, mono-material HDPE/ rHDPE for paper. Finishing validation, CM/CP Refresco will be rst to market.
76
SPE Foundation Offers Sustainable Packaging Patch for Girl Scouts
The new Girl Scout Gold Award SPE Foundation Grant is now available for eligible Girl Scouts who wish to make a positive impact on community recycling, sustainability, or diversity in STEM, helping fund Girl Scout troops interested in participating.
82
Gentle
Case Packing Cures Broken Bottle Blues
The ascendancy of contract packaging means that once neglected bottling lines are coming back strong. Here’s how Yards Brewing switched drop pack operations to pick and place, reducing scrap to the bare minimum, both for its own and its contract customers’ craft brews.
2 PW MAY/JUN2024
VOL31 NO3
72 52 66 76


EDITORIAL ADVISORY BOARD
Aladin Alkhawam Supply Chain Security Director, Endo International plc
Jan Brücklmeier Technical Application Group Packaging Technology Expert, Nestlé
M. Shawn French Director – Innovation & Packaging Engineering (Beverage), Danone North America
Patrick Keenan R&D Packaging Engineer, General Mills/Annie’s Organic Snacks
Mike Marcinkowski Global R&D Officer, GPA Global & Hub Folding Box Co.
David Smith, PhD Principal, David S. Smith & Associates
Brian Stepowany Packaging R&D, Senior Manager, B&G Foods, Inc.
Jasmine Sutherland President, Texas Food Solutions; Vice President, Perfect Fit Meals




Expo, MRFs’ AI sortation informs brands pwgo.to/8292
Gamechanging, all-HDPE aseptic cartons are recyclable pwgo.to/8295
Recycling Conference registration open pwgo.to/8294
4 PW MAY/JUN2024 Packaging World® (ISSN # 1073-7367) is a registered trademark of PMMI, The Association for Packaging and Processing Technologies. Packaging World® is published seven times annually by PMMI with its publishing office, PMMI Media Group, located at 401 N. Michigan Avenue, Suite 1700, Chicago, IL 60611; 312.222.1010; Fax: 312.222.1310. Periodicals postage paid at Chicago, IL, and additional mailing offices. Copyright 2024 by PMMI. All rights reserved. Materials in this publication must not be reproduced in any form without written permission of the publisher. Applications for a free subscription may be made online at www.packworld.com/subscribe. Paid subscription rates per year are $254 in the U.S., $363 Canada and Mexico by surface mail; $605 Europe and South America; $907 Far East, Australia, and other countries by air mail. Single copy price in U.S. is $20. To subscribe or manage your subscription to Packaging World®, visit Packworld.com/subscribe. Free digital edition available to qualified individuals outside the United States. POSTMASTER; Send address changes to Packaging World®, 401 N. Michigan Avenue, Suite 1700, Chicago, IL 60611. PRINTED IN USA by Quad. The opinions expressed in articles are those of the authors and not necessarily those of PMMI. Comments, questions and letters to the editor are welcome and can be sent to: editors@packworld.com. Mailing List: We make a portion of our mailing list available to reputable firms. If you would prefer that we don’t include your name, please write us at the Chicago, IL address.
VIDEO 3D-printed
rush Unilever to market pwgo.to/8290 VIDEO Walk
line
Yards Brewing
EVENT COVERAGE From
REGISTRATION OPEN
packworld.com COLUMNS 7 Lead Off 44 The Legal Side 46 The Big Picture 48 Sustainable Packaging 50 Design Impact 104 The Insider NEWS/EVENTS 8 News 28 Quotables/By the Numbers 102 Industry Watch INTERVIEW 30 First Person PRODUCTS 96 Technology ADVERTISING 103 Advertiser Index Connect with a Leaders in Packaging supplier today! www.packworld.com/leaders 10 50
DEPARTMENTS
molds
the packaging
at
pwgo.to/8291
Waste
VIDEO
Packaging


VISUALIZE MFLEX™ LABELING SYSTEMS IN MOTION
Flexibility is an essential component of the MFlex™ concept. The modular design allows for one design philosophy to be utilized for a wide range of applications by simply choosing the required modules from our extensive portfolio. Composed of a label applicator and integrated product handling solution, the MFlex™ precisely labels virtually any type of packaging shapes and product types while providing an easy and flexible platform to control and maintain.
SEE HOW THE MFLEX PRESSURE-SENSITIVE LABELING SYSTEM COMES TOGETHER
SELECT AN MFLEX™ CONFIGURATION
Go from modular components to a complete configuration by selecting from one of six available pressure-sensitive MFlex™ labeling systems.
SEE MFLEX™ LABELING IN MOTION
Preview a production line in motion and see how MFlex™ pressure-sensitive systems apply labels quickly and efficiently to various product types.
ADD ADDITIONAL COMPONENTS
Needing to add variable production codes to your label or package? No problem; simply select the appropriate coding technology for a complete integrated solution.
Visit us online at: www.epilabelers.com/products/mflex-inmotion-visualizer or scan the QR code to see how MFlex™ Pressure-Sensitive Labeling Systems can accommodate primary labeling and additional coding for virtually any type of product or packaging
EPI@ProMachBuilt.com | New Freedom, PA | 717-235-8345 | EPILabelers.com © 2023 ProMach Inc. INCREASE YOUR UPTIME AND LABELING EFFICIENCY CONTACT US TODAY AT EPI@PROMACHBUILT.COM
CONTENT
Matt Reynolds Chief Editor
Anne Marie Mohan Senior Editor
Sean Riley Senior News Director
Casey Flanagan Digital Editor
Pat Reynolds, Sterling Anthony, Eric F. Greenberg, Ben Miyares Contributing Editors
David Bacho Creative Director
ADVERTISING
John Schrei Vice President, Sales jschrei@pmmimediagroup.com
Lara Krieger Senior Manager, Print Operations lkrieger@pmmimediagroup.com
Janet Fabiano Financial Services Manager jfabiano@pmmimediagroup.com
PMMI MEDIA GROUP
David Newcorn President
Elizabeth Kachoris Vice President, Digital
Kelly Greeby Senior Director, Media Operations
Jen Krepelka Director, Digital Media
Trey Smith Senior Director, Events
Joseph Angel Founding Partner and Executive Vice President, Industry Outreach, PMMI
Questions about your subscription or wish to renew? Contact circulation@pmmimediagroup.com.
PMMI Media Group
401 N. Michigan Ave., Suite 1700, Chicago, IL 60611

Fax: 312/222-1310 Web: www.pmmimediagroup.com
PMMI The Association for Packaging and Processing Technologies 12930 Worldgate Dr., Suite 200, Herndon VA, 20170
Phone: 571/612-3200 • Fax: 703/243-8556 • Web: www.pmmi.org
6 PW MAY/JUN2024 Follow us www.packworld.com
MRF’s Polymer Center Network to Expand Access to Recycled Plastic
There’s good news for brands struggling to source enough high-quality recycled PET, recycled high-density polyethylene, and recycled polypropylene to meet both EPR regulations and their internal packaging goals. Republic Services, the second largest provider of waste disposal services in North America, has launched a first-of-its-kind operation in the U.S.—one of at least four planned by the company—designed to sort and process plastic packaging waste to help meet the growing demand for recycled material. The new Polymer Center, located in Las Vegas, opened in December and is expected to produce more than 100 million pounds of recycled plastics each year, specifically PET flake and color-sorted HDPE and PP, for use in sustainable packaging and other applications.
and baling PP separately for a fifth grade. To sort further, or fractionate, additional grades or types of resins locally “just doesn’t make sense economically,” Keller says.
MRFs are also usually space constrained, he adds. “If you want to produce something different, you need to create another bunker, you need to create another storage area, you generally don’t want to ship those materials,” he says.
Another issue is the contamination of the resulting bales, which leads to inefficiencies and poor-quality recyclate. Currently, a typical PET bale sold by Republic comprises just 60% to 65% PET, with the rest consisting of contamination from labels, caps, and bottle rings. “It’s inefficient,” Keller says.

Republic’s new Las Vegas Polymer Center opened in December and is expected to produce more than 100 million lb of recycled plastics each year.
“In its simplest description, the Polymer Center provides secondary processing of recycled plastics to produce higher-quality materials for different end markets.” That’s according to Pete Keller, Republic Services’ vice president of recycling and sustainability, who shares that the regional hub-and-spoke model of the Polymer Center network enables Republic to send curbside-collected and baled plastics from a number of its regional MRFs (material recycling facilities) to a single center for further sortation and processing into multiple, high-quality grades of PET flake and HDPE and PP resins.
As Keller explains, the Polymer Center network addresses several barriers to circularity for plastics. Among them is the small percentage of plastics that make their way into a MRF versus the complexity and investment required to sort them. “On average, only 7% to 8% of the curbside recycling stream that Republic processes are plastics,” he says. “It’s a small percentage of what’s being processed overall. Seventy to 75% of what we make and sell is fiber-based, such as paper and cardboard. So the focal point of our operation is processing those materials.”
MRFs typically sort and bale four grades of plastic: PET, notably beverage bottles, natural or non-pigmented HDPE from milk jugs, pigmented or colored HDPE, which results in a bale of mixed colors, and “everything else,” i.e., PVC, LDPE, PP, PS, and “other.” Increasingly MRFs are sorting
“You’ve got upfront processing costs, transportation costs, yield-loss considerations, and potential disposal considerations.”
Most of these curbside PET bales are converted into textiles, such as carpet and clothing, which have limited end-of-life options. For HDPE, mixed-color bales can only be used to produce grey or black packaging, limiting end-market applications. By sending all baled materials to one facility, Republic can more efficiently deploy capital to further sort the grades of plastic. From natural and mixed-color bales of HDPE, Republic is producing natural and white grades, along with a red, orange, and yellow HDPE grade that can be used to produce orange HDPE packaging. PP is sorted into natural, white, and “other.” Polyolefins are further sorted into food and non-food end-use applications as well.
In the case of PET, Republic takes the PET bale “all the way to a clear, hot-wash flake that yields essentially 100% rPET,” shares Keller. This enables the material to go back into packaging applications, such as beverage bottles, and food packaging, including thermoforms. In late 2023, The Coca-Cola Company committed to purchasing a significant share of the PET flake from the Las Vegas facility.
For processing of color-sorted HDPE and PP into custom, drop-in resins, Republic formed a joint venture with polymer recycling company Ravago called Blue Polymers. By year-end 2026, Republic’s national network will include four Polymer Centers, the second of which is scheduled to be up and running by Q4-24/Q1-25 in Indianapolis, and three co-located Blue Polymers facilities. The first Blue Polymers plant is under construction in Indianapolis and is expected to begin production in Q1-25.
The network will serve 80 of Republic’s regional MRFs and has been designed with enough capacity to serve third-party volumes comprising plastic bales from other MRFs.
“The Polymer Center is really about enabling greater circularity,” says Keller. “It’s about keeping these materials in the marketplace longer, turning them over more times, and meeting a need. Most consumer packaged goods companies have pretty ambitious packaging goals as it relates to recycled content. So we think we’re addressing a real need in the marketplace by bringing these materials back into these circular solutions.”
—Anne Marie Mohan
NEWS 8 PW MAY/JUN2024

Packagers have long relied on A-B-C for hardworking machines that deliver top production with less wear and care. Today, our machines give you even more. Our advanced electronics give you total control at the operator station, for quick startup and rapid change-
over. All operating data is at your fingertips with full connectivity to your factory control station. Preventive maintenance notifications and remote service are designed to keep your line at top production...always. Today and tomorrow, we’re here to serve you.



Simple. Flexible. Reliable. Connected. End of line packaging solutions 800-237-5975 Since 1940, a tradition of innovation, quality & service 811 Live Oak Street, Tarpon Springs, FL 34689 - 727-937-5144
Depalletizers & Decasers Erectors & Sealers
Robot Packers
Palletizers
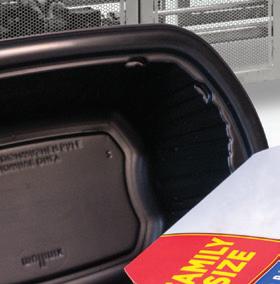
New Tide Detergent Tiles Eliminate Need for Plastic Packaging
Procter & Gamble (P&G) brand Tide has launched a new form of laundry detergent called Tide evo, which is a square-shaped, six-layer “tile” of concentrated ingredients woven together. The design of the thin, malleable fiber tile was driven by consumer insight and with sustainability in mind.
“Tide evo embodies over a decade of research and development, signifying a major advancement in how we approach cleanliness and efficiency in our daily lives,” says Sundar Raman, chief executive officer, P&G Fabric & Home Care.
P&G’s research found that consumers expect increasing levels of convenience. The company’s response was to develop the Tide evo fiber tiles, which are lighter, faster, and simpler than its other detergents. To be evermore environmentally conscious, the tiles are also designed using tens of thousands of miniscule fibers to create layers of soap without extra liquid and fillers while eliminating the need for plastic bottles. This new detergent dissolves upon contact with water.
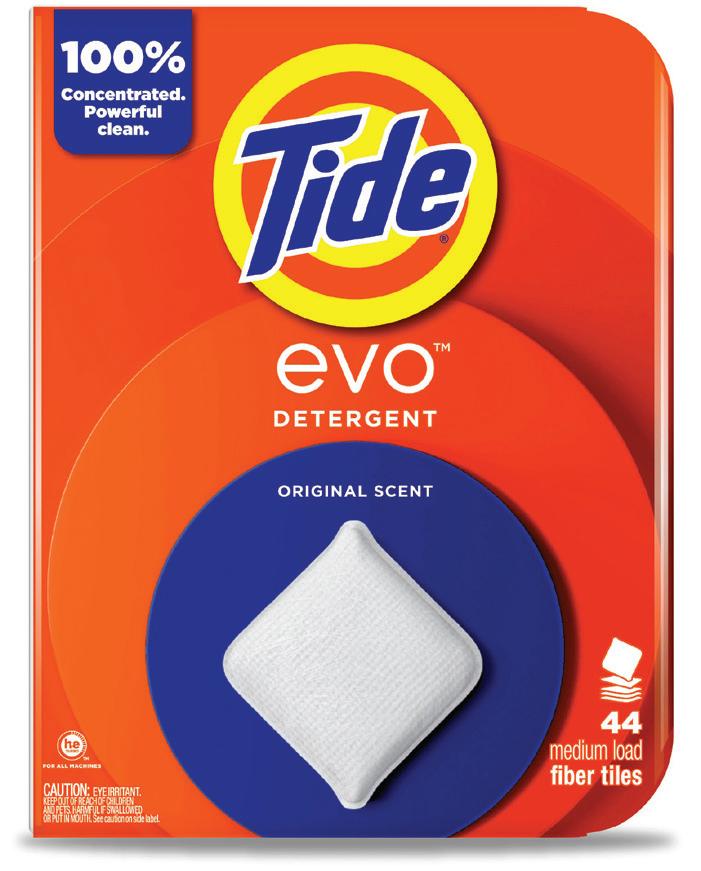
The fiber tiles, measuring approximately 3.5 x 3.5 in., are packaged in a hinged-lid paperboard carton that is approximately 3.5 in. W x 5.7 in. D x 7.1 in. L. The carton is stored upright on the shelf and opens on the right side, after a perforated strip is removed. A click tab enables easy opening of the package for access to the tiles. It also allows the carton to be securely reclosed.
Inside is a specially designed tray with one partition that separate the tiles into two stacks. The trays provide structural support to the carton, so it maintains its shape from factory to consumer home, while simultaneously keeping the tiles securely stacked. The trays ensure the integrity of both the product and the package’s squareness, according to Marcello Puddu, senior director of Fabric Care Research & Development at P&G.
“The cartons are initially die-cut into 2D blanks and then partially assembled by our supplier. This partial assembly ensures a seamless process where the cartons are fully erected and filled with Tide evo tiles concurrently, streamlining production,” says Puddu.



NEWS 10 PW MAY/JUN2024
The inside of the carton lid features instructions for product use and a QR code for further information. The Tide evo carton is also printed using a standard offset process by a proprietary supplier and features Tide’s iconic blue and orange color palette.
The packaging underwent testing that simulates a range of environmental conditions, including shock, vibration, humidity, and temperature changes to ensure the package’s integrity and durability from manufacturing to disposal.
“The carton provides sufficient protection to delay moisture to migration into the package, preserving the integrity of the product,” says Puddu.

Supporting the company’s sustainable packaging goals, the fiber tiles are designed to be durable without the need for additional plastic packaging materials, such as shrink-wrap around the paperboard. In addition to minimizing materials, the Tide evo package also uses paperboard for the carton to the tray that is 100% Forest Stewardship Council certified and 100% recyclable.
Labeling strategies were also put into place to educate and encourage consumers to recycle the packaging. These include a How2Recycle label with clear recycling instructions and text that reads “Please Recycle Me.”
“During our product development journey, we had the pleasure of spending time with people who have told us they loved experiencing a ‘Tide clean’ in a new way,” says Puddu. “They fell in love with the convenience of a lightweight, waterless form in recyclable paper packaging. Their feedback makes us believe there are untapped ways to evolve this application beyond what we can imagine today. That’s why we’re excited about the opportunity continue learning alongside consumers as we expand the product’s availability.”
P&G launched Tide evo at retailers in Colorado in April and plans to expand distribution nationally later this year. The product is available in 16-, 22-, 30-, and 44-ct sizes in Original and Spring Blast scents. —Melissa Griffen
A single source with many solutions...

Sales, Service & Trials S : 5
11



Read more about a similar application on page 64.

Sustainable Pack for Coffee
Mississauga, Ontario-based Mother Parkers Tea & Coffee, one of North America’s leading coffee and tea companies and the largest supplier of private-label coffee and tea, has invested in new production capability to provide a new, more sustainable packaging option for coffee formats.




The Boardio paperboard canister, provided by Graphic Packaging International, provides an alternative to plastic, glass, and metal containers and delivers the same level of freshness and food safety with less waste. Essentially the material is a paper/foil lamination. Rolls of laminated material are cut into four flat blanks that are sent to customers like Mother Parkers, and there at the customer’s plant the canisters are formed and filled. Included is a one-way degassing valve that Graphic Packaging adds to the easy-peel membrane that is one of the four components the canister comprises. Presumably an auger filler of some kind will be part of this installation, but further details on whose filler are not available.







Mother Parkers cites recent research showing that consumers want packaging that is better for the environment, and many are willing to pay more for it. According to Mother Parkers, the consumers surveyed preferred Boardio packaging over current can and bag options that dominate today’s retail coffee market.
The new packaging delivers on sustainability, with:
• Increased transportation efficiency, as Boardio is delivered flat. Just three trucks are required for inbound packaging vs. 56 for pre-formed cans.
• A minimum of 50% less plastic versus Mother Parkers’ previous bag format.
• A minimum of 80% paperboard, which is FSC certified Boardio also carries the How2Recycle “widely accepted” certification.
“Mother Parkers provides our customers with a wide range of format options, including cans, bags, pre-measured portions for brewing a perfect pot of coffee, and single-serve capsules,” says Aico Konlin, director of category development for Mother Parkers. “We are always working on packaging innovation and the Boardio canister is a new format being added to our portfolio. We see it as a perfect solution across grocery, mass, and club channels, since we can offer it to our customers in sizes ranging from 10 oz to 48 oz.”
“Our new packaging solution is a win for the planet and for our customers and their consumers,” says Kim Cunningham, Mother Parkers’ chief commercial officer. “It offers a recyclable packaging option with less plastic, without sacrificing any of the freshness, consistency, or quality that Mother Parkers-produced coffee is known for. For retailers with private label coffee programs, it’s a way to show innovation, gain share, and drive shelf and transportation efficiencies, all while supporting sustainability objectives.”
The new packaging is the result of a partnership between Mother Parkers and Graphic Packaging to create a recyclable paperboard canister specifically tailored for coffee using Graphic Packaging’s Boardio technology.
“We’re committed to innovation, sustainability, and meeting the rapidly evolving demands of consumers,” said Johan Werme, Graphic Packaging’s head of sales for paperboard canister solutions. “By helping our customer Mother Parkers to transition from plastic into Boardio, we’re helping them make a world of difference to their customers, consumers—and to our planet.”
Mother Parkers will begin packing roast and ground coffee in Boardio from its Fort Worth, Texas, facility in late 2024. —Pat Reynolds
NEWS 12 PW MAY/JUN2024







Hello my name is

Rychiger
















I’m sure many of us have experienced that initial encounter with someone whose name we can’t pronounce. We understand this scenario all too well since our transition from Nuspark. That’s why we have taken the initiative to provide assistance in mastering the pronunciation of our new name: RYCHIGER.

Learn how to pronounce our name with a scan
As part of the Rychiger Group we excel in delivering comprehensive solutions, from filling, and sealing, cartoning, case packing, tray loading, and palletizing equipment.
www.rychiger.com/pronunciation
Leader in packaging automation solutions
Make it smarter



Clemson Announces Spring 2024 Outstanding Packaging Science Senior Award Winners
Clemson University announced two Spring 2024 awards. Sarah Dumont was named the Robert Testin Outstanding Senior in Packaging Science winner, and Ezekiel Guevarra became the Packaging World Outstanding Packaging Science Senior.
Sarah
Dumont, Robert Testin
Outstanding Packaging Science Senior, Spring 2024
Sarah Dumont from Goose Creek, S.C. is a senior at Clemson University pursuing a Bachelor of Science in Packaging Science with an emphasis in Food and Healthcare Packaging.

Throughout her time at Clemson, she has been a proud member of Tiger Band, Phi Kappa Phi, and the Packaging Science Club, while also serving on the Dean’s Student Advisory Board for the Department of Food, Nutrition, and Packaging Sciences. Dumont has participated in creative inquiries focusing on zero-waste event planning and sustainable waste management. While working for Clemson’s Center for Flexible Packaging, she assisted in extensive film testing for industry partners as well as graduate research. Dumont’s co-op experience at Burt’s Bees developed her skills in innovative and sustainable packaging design. In recognition of her dedication to sustainability, she received the inaugural Printpack Sustainability Scholarship in 2023.
Ezekiel Guevarra, Packaging World Outstanding Packaging Science Senior, Spring 2024
Ezekiel Guevarra is a senior at Clemson University majoring in Packaging Science with a minor in Business Administration. Described as a hard-working student, Guevarra has frequented Clemson University’s Dean’s List and President’s List.



Throughout the duration of the Packaging Science Curriculum, he has completed a co-op rotation and an internship with Sonoco, developed a sustainable whey protein powder brand that markets to a broader market, and repackaged pancake mix into a package that promotes sustainability in his senior project. Guevarra is a member of the Clemson Packaging Science Club and intends to complete his Master of Science in Packaging Science under Dr. Duncan Darby.
—Matt Reynolds
NEWS 14 PW MAY/JUN2024 conveyor systems CLEAN-IN-PLACE CONVEYOR SYSTEMS • Quality
• In-House Fabrication • Extremely Fast Turn-Around • Smaller Footprint • Industry-BEST Value nerconconveyors.com
Engineering
Sarah Dumont
Ezekiel Guevarra











We believe every project we work on is a way to create a dynamic customer experience. That’s why we design customized packaging solutions to fit exactly what your customer needs.
To find out how we can help, visit us at mrpsolutions.com
We make possibilities. We We don’t just make caps.
AB InBev’s Four Peaks Takes the Guesswork Out of Recycling
Colliding opportunities in package design and sustainability have resulted in what Arizona AB InBev brewer Four Peaks Brewing calls a U.S. beverage-industry first.
Alongside a portfolio-wide packaging refresh, the Anheuser Busch craft partner announced in April a partnership with CIRT Inc. (Can I Recycle This?), making it the first U.S. beverage company to include CIRT’s digital, location-based recycling tool on its entire packaging portfolio, Anheuser Busch says.
“We’re incredibly excited for this partnership, as it was perfect timing to include on the new look of our entire portfolio,” Trevor Needle, Four Peaks marketing director, says. “This partnership offers our consumers a way to easily determine exactly where and how to recycle our products, promoting and increasing recycling one can at a time.”
The CIRT tool was created with backing from the 100+ Accelerator program, which is funded by AB Inbev, as well as Unilever, Coca-Cola, and Colgate-Palmolive. Launched in 2018, the program supports startups as they implement sustainable solutions.
Four Peaks learned about the connection between CIRT and its parent company as it was searching for ways to encourage recycling of its products. “Through that connection, it was serendipitous timing as Four

NEWS
16 PW MAY/JUN2024
Consumers can scan the CIRT QR code on the back of all Four Peaks packaging to access local recycling information.
Peaks was refreshing packaging for our entire portfolio, so we were able to design the labels to accommodate the CIT QR codes throughout,” Needle explains.
The CIRT tool on Four Peaks’ new packaging allows consumers to access local recycling instructions, from wherever they may be, by scanning a QR code on all of Four Peaks’ metal cans, glass bottles, and secondary packaging on cartons or cases.
By including this QR code on its entire portfolio, Four Peaks can provide local recycling information to over 21 million people across its market regions.
The brewer hopes to divert 3.5 million lb of material from landfills and offset over 5.1 million lb of CO2e[quivalent] emissions through the increased accessibility of recycling instructions.
Four Peaks is the second AB InBev craft brewer to partner with CIRT, after Wicked Weed Brewing in 2021, but it is the first to include the QR codes on its entire portfolio of 27 active beer brands and over 85 SKUs.
Four Peaks first set its sights on inclusion of CIRT technology in its packaging at the start of 2023, when it set out to redesign its entire visual brand identity.
Since the brewer’s previous packaging refresh in 2018, it had launched two on-trend beers with vibrant designs with its Wow Wheat and Hazy IPA products. Seeing the success of these new beers, Four Peaks hoped to tie the new brand equity to the rest of its portfolio.
“Our ultimate goals for this VBI refresh were to reinvigorate our established brands like Kilt Lifter and Hop Knot, create a cohesive and flexible system that allows for new brands to easily be added to our portfolio, and ensure consistency across all our current and future brands,” Needle says.

Four Peaks says it is the first beverage company to include the CIRT recycling tool on its entire packaging portfolio.

With the overhaul in the brand’s package design came an “amazing opportunity to really reassess our recycling messaging and make meaningful changes,” Needle explains.
That opportunity did come with some challenges. In ensuring that the QR codes were large enough to easily scan, Four Peaks had to change some messaging on its bottle labels to accommodate the addition.
After designing each packaging type to fit the CIRT code, Four Peaks turned to AB Inbev’s sustainability team to ensure it would include up-to-date recycling information and saw the opportunity to include CIRT’s tool on all its packaging.
“Over the next few months while finalizing our designs, we ensured we had the proper QR codes and recycling messaging for all of our different package types for the launch in 2024,” says Needle.
Four Peaks has already agreed to continue this partnership with CIRT for several years ahead, revamping both its brand image and the standard for recycling messaging within craft brewing. —Casey Flanagan
17
FlexLink is part of Coesia, a group of innovation-based industrial and packaging solutions companies operating globally, headquartered in Bologna, Italy. www.coesia.com�
Q-tips Moves into its Second Century with Brand Refresh
Iconic cotton swab brand Q-tips is moving into its second century with a fresh and modern look that puts the emphasis on the “Q” for quality in its name. Having achieved life hack-tool status second only to that of duct tape, the 101-yearold product has grown from its initial purpose as a ready-to-use cotton swab for baby care in 1923 to one used in applications as varied as pet care, beauty, arts and crafts, first aid, and more.
According to Olga Alpeter, associate brand director, Q-tips, Elida Beauty at Unilever, the new design was a year in the making and was done in collaboration with global brand agency 1HQ, which she describes as a “great partner in bringing the Q-tips design to life and balancing beautiful and modern elements with the brand’s deep equity in blue tones.”
Indeed, Q-tips is known for its blueand-white packaging—its core identity for the last 100 years. Retaining that equity was essential, meanwhile bringing the brand into a new century, with a look that highlighted Q-tips’ quality over other cotton swab brands.
“This refresh is an evolution of our look and feel, bringing our colors, fonts, and design elements into 2024

and beyond,” says Alpeter. “It was very important for us to continue to highlight shades of dark and light blue but also make it easier for people to find the swabs they are looking for at the store. Across all our products, you’ll see a unifying logo and messaging hierarchy with our ‘Q stands for Quality’ seal prominent on pack, which is at the core of what our brand stands for—it’s literally in the name!”
The redesign, which includes more than 10 products, uses colors such as pink, orange, and gold (in addition to the updated blue logo lockup) for its Precision Tips, Hygiene Shield, and Organic variants, respectively, to visually show the benefits of each, while making it easy for consumers to differentiate on-shelf. Q-tips Original retains the trademark blue color scheme.
The back panel of the packaging focuses on showing how Q-tips can be used for a range of applications. Says Alpeter, “It was important for us to show that Q-tips are for everyone and to update our examples to better represent the people who use them.”
The refreshed graphics for the Q-tips family of products launched in Sam’s Club in early April, along with a redesign to the outer paperboard packaging to reduce plastic film from the pack. The new visual identity continued its rollout in subsequent months to other retail outlets following its Sam’s Club introduction. —Anne Marie Mohan

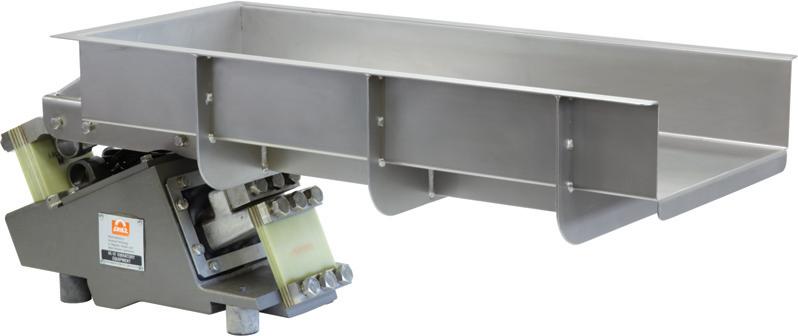





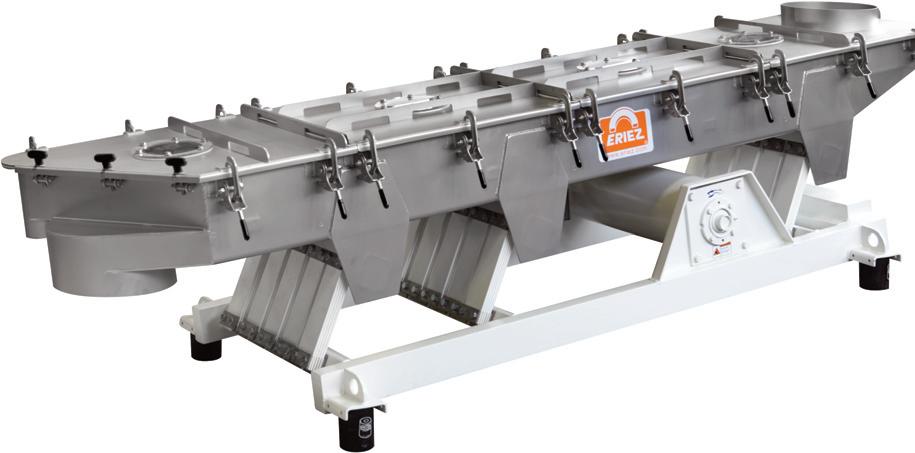



NEWS Mechanical & Electromagnetic Conveyors
•Models
Feeders & Conveyors Eriez.com | 814.835.6000 •Energy efficient electromagnetic drives •High Speed models for rapid On/Off cycling •High Deflection models for fine powders, leafy, and sticky products for Challenge Every ERIEZ_ FeedersConveryor1/3Pg_PW_6_23.qxp_Layout 1 5/12/23 5:45 PM Page 1 18 PW MAY/JUN2024
•Low profile models •Wide range of screener options
for every application


































Paul Leibinger Inc. 2702 Buell Dr #2 . East Troy, WI 53120 . United States . +1 262 642 4030 . cs@leibingerusa.com “Smooth prints, seamless lines.” Explore our solutions at leibinger-group.com I LEIBINGER f b . No downtime T q zz . Precision printing, on demand G fl j G -b b . Low costs, lower environmental impact M z fi f -f f b . Unmatched performance, tailored solutions C f x b x b . F - ff - - 1 000 / (3 280 f / ) . M z fi MAXIMUM RELIABILITY, PERFECT PRINTING. WE ARE YOUR CODING & MARKING EXPERTS FOR PACKAGING.
Hotel Amenity Bottles Use 100% Ocean-Bound Plastic
According to the U.S. Plastics Pact, more than 1 million tons of plastic enter our oceans each year. Natural personal care brand LATHER has made a commitment to stop 5,500 pounds of that plastic from making its way there, beginning with its new Landscapes Collection for luxury hotels, which features high-density polyethylene packaging made from 100% ocean-bound plastic. Set for launch in June, the collection will provide hotel guests with “a perfect balance of luxury, wellness, and environmental consciousness,” the company says.
LATHER was founded in 1999 by Emilie Hoyt, whose mission to find relief from her debilitating migraines led to the discovery of the negative effects of synthetic fragrances on human health. LATHER operates several retail stores, sells direct-toconsumer, and can be found in spas, boutiques, hotels, and resorts. Its formulations are always synthetic fragrance-free and use locally sourced, natural ingredients from across the globe. Products include hair, face, body, and wellness products.
On the hotel/resort side, its products can be found in 550 properties, totaling 92,000 hotel rooms. Among its accolades, the brand has been named the Official Bath and Body Provider of Forbes Travel Guide. The new Landscape Collection includes shampoo, conditioner, moisturizer, hand wash, a cleansing bar, and face soap. Explains Kate Quaid, vice president of marketing for LATHER, “Each product in this collection focuses on a different landscape—mountain, forest, desert, and coast—and features unique skin and hair care ingredients and 100% natural fragrances that tie back to each landscape.”
To source the packaging material, LATHER worked closely with its proprietary bottle manufacturer, which supplied ocean-bound plastic reviewed and certified by a reputable third-party certifier. One challenge was the greyer color of the material versus the bright white of virgin plastic. “It can have a light grey hue and can have some small, dark flecks,” explains Quaid. “It can also be somewhat more brittle than virgin plastic.”

LATHER’s decision to source ocean-bound plastics for the collection is an extension of the brand’s commitment to using only natural and sustainable ingredients and “was a natural choice for a collection that is celebrating the wonders of our earth,” says Quaid.

In the plus column, in addition to preventing plastic found in coastal regions from reaching the ocean, the ocean bound plastic-based bottles help the hospitality industry address its sustainability goals. Says LATHER founder Hoyt, “Hotels are constantly seeking ways to enhance guest satisfaction while minimizing their environmental footprint. Our Landscapes Collection perfectly aligns with these goals, offering both an unparalleled guest experience and a commitment to sustainability.”
The material also supports local communities by providing economic opportunities, and according to the U.S. Plastics Pact, it requires 79% less energy during production versus virgin plastic.
The 100% ocean-bound plastic bottle in earth-tone colors with a black dispensing pump is being used for five Landscape Collection products: a shampoo, conditioner, body wash, moisturizer, and hand wash. The 12-oz bottles feature a viewing strip and an embossed 10-mL fill-level line on each side, making it easy for hospitality staff to monitor and replenish the products. The bottles are mounted in a new powder-coated steel bracket that features a concealed bottom shelf within the recessed bottle base, “creating a visually striking illusion of containers floating on the wall,” says the company.
LATHER is taking orders for the new line now, with the hotel collection launching in June and the consumer collection available in July.
—Anne Marie
Mohan













NEWS
0 0 -3 00 . W o ll- . W o ci s i , ll-s ol l s s s. W l s s c o o v s o sis. 20 PW MAY/JUN2024
Delivering Results. With Heat and Control, you have a partner with the scale to support your success, the innovation to advance your operations, and a commitment to quality that will help you offer better products for consumers.

• Food processing systems
• On-machine and process area seasoning application
• Conveying and product handling
• Multihead/combination scale weighing and filling
• Snack bagmaking and case packing
• Metal detection and x-ray
• Check weighing and seal checking
• Controls and information systems
We are successful when you are successful. That’s why we apply creativity, engineering excellence, and determined perseverance to every project to help our customers get the performance their business demands—whether measured by flavor, efficiencies, sustainability, improvement, or innovation.





92 98 34 108 94 116 17 20 107 33 32 99 36 26 42 0842 2 ~2~ ~2 26
PROCESSING AND PACKAGING SOLUTIONS
Helping
your best products to market.
you bring
LOOKING BACK. PRESSING FORWARD. ALWAYS INNOVATING. info@heatandcontrol.com | heatandcontrol.com Nov. 3-6, 2024
N-6106 McCormick Place Chicago, IL, USA
Booth
















BUILT










FILL.











PALLETIZED TANDEM FILLER

Two is Better Than One
This design is similar to our most popular and efficient drum filling machine but with a modification. This application includes two scales for side by side loading and filling.
» User Friendly Benefits
» Improved Efficiencies & Accuracy
» Increase Production & Maximize Uptime
» Heavy-Duty & Long Lasting
This solution has a variety of product options available to meet your needs. To learn more, contact us by calling 833-467-3432.






We also provide installation, parts and field service 833-467-3432 www.specialtyequipment.com






Nesquik’s New Shrink-Sleeve Labels Make Packaging 100% Recyclable
In recent months, Nestlé has transitioned the full-body shrink-sleeve label for its Nesquik readyto-drink portfolio of flavored dairy beverages to a recyclable, yet still light-blocking, material. According to the company, the label is the first of its kind on-shelf and was engineered to address the recycling challenges associated with heavier-weight shrink-sleeve material, while providing product protection comparable to the label it replaces.
Traditionally, during the recycling process, shrink-sleeve labels sink to the bottom along with PET bottles in a float sink tank. This results in contamination of the rPET. Additionally, PETG label residue can cause clumping.
“With the former label, consumers could recycle Nesquik ready-to-drink bottles only after removing and disposing of the label sleeve, as communicated by the How2Recycle label included on the bottle sleeve,” explains Chastity McLeod, VP of Sustainability, Nestlé North America. “We’re transitioning to the recyclable label sleeve to help make it easier for the consumer to recycle the bottle and help increase the bottle’s ability to be sorted accurately at recycling facilities. With the new shrink sleeve, the entire Nesquik ready-to-drink bottle will be recyclable, meaning consumers can put the entire package—including cap, bottle, and shrink sleeve—into their recycling bin without needing to remove the sleeve.”

Before the transition, Nestlé was using a white PETG material with light-blocking properties—an essential feature as Nesquik’s milk-based beverage has attributes such as taste, color, and vitamin level that are susceptible to light. Finding a replacement that was both recyclable and provided the same light-blocking functionality involved multiple tests across all seven Nesquik flavors.
“This included light-transmittance tests across more than 20 candidate materials, product shelf-life studies, and the completion of plastics recyclability tests to ensure the new shrink sleeve and inks would remain compatible with the U.S. recycling system,” the company explains. Shares McLeod, Nestlé’s testing was in accordance with the Association of Plastic Recyclers’ (APR) industry standards for material recycling facilities (MRFs) in the U.S. and completed by an independent thirdparty laboratory.
Following this extensive R&D process, Nestlé selected crystallized PET, along with new washable inks. “Whether or not the sleeve comes off during the recycling process depends on what type of separation process a specific facility leverages,” McLeod explains. “If the sleeve remains on the bottle, then the inks are washed off so the sleeve material can be reincorporated with the plastic supply stream. The quality of the recycled plastic is not impacted, as the sleeve was designed so that it can be reincorporated with the plastic supply stream.”

















The project was not complete though until Nestlé conducted factory trials to ensure the new sleeve would run effectively on its factory production lines. This included making adjustments to optimize both the shrink sleeve and existing equipment throughout the process. The team also trialed multiple different iterations of shrink-sleeve artwork and ink combinations to make sure the new sleeve maintained Nesquik’s authentic look and feel.
With the transition of all seven Nesquik varieties in June, Nestlé estimates that 4,500 metric tons of PET plastic will now be easier for consumers to recycle each year. Packaging for some Coffee mate and natural bliss creamer products will also use the new label, and Nestlé Sensations flavored milk products are expected to convert to the new sleeve in early fall. —Anne Marie Mohan
NEWS 22 PW MAY/JUN2024
TO
BUILT FOR LIFE. Just built better...


U.K. Chip Company’s
Recyclable Paper Chip Bag is a First for the Format
Snacking just took a turn for sustainability, thanks to The British Crisp Co.’s release of the first-ever recyclable paper chip bag.
Developed in partnership with packaging supplier Evopak, the chip bags use Aquapak’s Hydropol polymer as a plastic alternative, making them curbside recyclable, a British Crisp Co. release says.
“Brits consume over eight billion packets of crisps each year, the majority of which are not recyclable and end up in landfill or incinerators—that’s a lot of waste and a huge environmental problem,” Tom Lock, British Crisp Co. CEO, says in the release. “In partnership with Evopak and using exciting new polymer technology, we have created the first fully recyclable crisp packet.”
The Hydropol polymer behind these paper chip bags can be recycled, re-pulped, and composted, and can even break down in anaerobic environments.
The British Crisp Co. and Evopak add a thin layer of vacuum
deposited aluminum to ensure product freshness, but it doesn’t impact the recyclability of the chip bags. Consumers can add the bags to their curbside recycling bins alongside other recyclable paper items.
“We have developed a unique paper which has the potential to revolutionize packaging as we know it, thanks to the unique properties of Hydropol,” Daniel McAlister, Evopak Director of Business Operations, says in the release. “The paper can be used in a range of applications from snacks and confectionary, to pet care, dry foods, and cereals, and costs the same as existing materials.”
On-Pack Recycling Labels (OPRL), a U.K. evidence-based recycling labelling organization, has certified the packs as recyclable in standard paper recycling mills. This allows The British Crisp Co. to include a green “Recycle” logo and “I’m Paper, Recycle Me” label, notifying consumers that its packs can be added to curbside bins, unlike regular chip bags.
Hydropol is non-toxic, marine-safe, and does not break down into microplastics if disposed of improperly. It dissolves and subsequently biodegrades without leaving a trace if accidentally released into the natural environment.
The base plastic behind Hydropol is currently in use for applications including dishwasher tablets, ingestible pill casings, and soluble stitches. Hydropol expands on the base plastic’s current uses with its resistance to low temperature solubility and high barrier properties. The material is already in use in products including heat sealable paper mailer bags, dry pet food bags, and various blown film products.
“Today’s launch marks a significant milestone for Aquapak and our Hydropol technology, which can be commercialized at scale. This is a huge opportunity for brands and producers who now have a viable, functional, and recyclable alternative that enables full fiber recovery in a standard paper recycling process,” Mark Lapping, Aquapak CEO, says in the release.
The British Chip Co. says it plans to launch the new bags in coming months across shops, pubs, hotels, and coffee shops across the U.K. The launch will begin with the brand’s three most popular chip flavors: sea salt, salt and vinegar, and cheese and onion. —Casey Flanagan

NEWS 24 PW MAY/JUN2024
Dr. Pfleger Launches Recyclable Pastille Blister
Dr. Pfleger Arzneimittel GmbH is a Germany-based healthcare company that has operated for nearly 80 years with the motto that people are what counts.
They manufacture, develop, and distribute more than 60 medicinal products and medical devices in the fields of urology, dermatology, and gynecology, as well as home care medication for pain, hoarseness, and hair health.
“The work at Dr. Pfleger is always focused on the well-being of people. Because, for the company, it is people who count—yesterday, today, and in the future,” the company reports. “This focus on people applies down to the tiniest detail. Because Dr. Pfleger is well aware: It is not only the company’s own medicinal products themselves but also related topics, such as the packaging solutions used, that are an important contribution to future-oriented and sustainable actions. For the environment and thus for people.”
In March 2021, Dr. Pfleger approached ETIMEX Primary Packaging GmbH to develop a fully recyclable blister for their well-established ipalat throat pastilles as a sample. In addition to being offered in an aluminum can format, this initiative aimed to introduce sustainability to customers by providing product samples in a recyclable packaging variant using the PURELAY polypropylene (PP) monoblister.
Once they identified their packaging goal, they com menced development work. Dr. Pfleger, in collaboration with ETIMEX, embarked on a rigorous testing phase utiliz ing the new material. Dr. Pfleger received several small rolls of the mono PP to conduct numerous test runs on their own machinery. Having ETIMEX developers on-site was helpful for efficient testing—they were able to assist directly for machine conversion.
After successful testing, they produced an initial monoblister to check the new design for haptics and ease of push-through. The pharmaceutical industry faces unique challenges on the way to a new package: sam-

ple preparation times are typically long since specifications must be met as precisely as possible.
Despite these hurdles, after two years of development, they successfully validated the PURELAY blister. The monoblister is now available to consumers, allowing them the opportunity to sample products through individually removable pastilles.


The PURELAY PP monoblister from Etimex.
“This sustainable solution gives us the opportunity to have ipalat throat pastilles tested by our future customers. In this way, they can convince themselves of our product before they buy it,” says Corinna Spies, brand manager at Dr. Pfleger Arzneimittel.
As Dr. Pfleger highlights, the world needs future-oriented companies across all sectors, and with the long development and testing times that pharmaceutical companies face, there’s no time like the present to begin. Dr. Pfleger Arzneimittel’s commitment to people-centric innovation prioritizes forging new paths that positively impact both individuals and the environment. —Keren Sookne
The perfect choice for filling a variety of product types, sizes and packages Experience solutions without compromise, the Aurora Packaging Systems, Inc advantage!
Your single source approach to liquid packaging lines Juice and beverage, foods, home & personal care, petroleum and automotive; pharmaceutical, agricultural and specialty chemicals
716-955-0535 - www.aurorapackagingsystems.com info@aurorapackagingsystems.com

NEWS
26 PW MAY/JUN2024
Dr. Pfleger’s ipalat throat pastilles in Etimex’s recyclable PURELAY monoblister.
This cup will self destruct in 6 months

15 YEARS AGO, WE INVENTED BIODOLOMER. A bioplastic with limestone as the key ingredient. Biodolomer is fully compostable (certified by TÜV and BPI), and when decomposed, it will actually leave extra calcium from the limestone in the soil.
Biodolomer comes in granules that can be used for thermoforming, film blowing, extrusion coating, injection molding... you name it.
It does all the good stuff that plastic does. But not the bad.
It contains only ingredients that are approved by the FDA. It uses less energy in production and results in up to 80% less CO2 than traditional plastic.
You can even put it in your home compost and watch it disappear.
Biodolomer might just be the easiest way to make your brand more sustainable. For real.

Just like plastic. Is not. GAIA Biomaterials AB, Helsingborg, Sweden +46 (0)42 300 39 99 www.gaiabiomaterials.com
But no microplastics. At all. What so ever.
BY THE NUMBERS
How much more consumers are willing to pay for 1/8-oz of cannabis flower when it’s considered “something special,” which includes premium packaging that is collectible, giftable, or memorable, according to a report from Roland DGA
11 tons
The amount of non-recyclable packaging that will be eliminated annually by Aldi in the U.K. with its switch to a paper-based recyclable wrap for two of its own-brand blockbutter products
$50B
The anticipated total market revenue from chemical recycling companies around the world by 2030, rising at a CAGR of 30% between 2023 and 2030, according to Fairfield Market Research
65M
The number of e-commerce bags annually that have been affected by Walmart’s switch from single-use plastic to recyclable paper for the bags, resulting in a reduction of 2,000 tons of plastic
“A consumer may mistrust a brand if they see significant color variation on the shelves, leading them to question the quality of the actual product or possibly consider it an imitation of the original product. This could ultimately lead to a decline in sales. Today’s fast-paced consumers expect to find the same product and packaging look and feel no matter where they shop—be it at a mass merchant, a grocery store, or a drug store anyplace in the world.”
–Joyce Stempowski, product manager of graphics at Pantone, in an article from Packaging Gateway, “Interview: Pantone’s colourful role in the packaging industry”
“Technological innovations are guiding the barrier film market toward a revolutionary future. High-performance nanocomposite barrier films, infused with cutting-edge nanomaterials, are emerging as game-changers. This infusion elevates their barrier properties, fortifying product protection and extending shelf life. The packaging industry is about to remake itself as a result of an evolutionary move toward high-performance solutions.”
–Ismail Sutaria, lead consultant, Packaging and Materials, for Future Market Insights, Inc. (FMI), in a press release from the company, “Green Packaging Drives Barrier Film Market to Boom: $64.1 Billion by 2034”
“WWF has been clear on what a good treaty looks like—it must include global bans on the most harmful and avoidable high-risk plastic products, it must include global product design requirements that ensure the remaining products can be easily and safely reused and recycled, and there must be a strong financial mechanism in place to support a just transition. This is the treaty people and the planet need. I’m hopeful we can get there.”
–Erin Simon, vice president and head of Plastic Waste and Business at WWF, in an article from packagingeurope.com, “What to expect from INC-4”
“While the desire for retro products is high among American consumers, brands must strike a balance between nostalgia and sensory expectations of visual and taste experiences to keep consumers coming back and drive sales. They need to ensure that there is a right mix of novelty and nostalgia to entice consumers.”
–Meenakshi Haran, lead consumer analyst at GlobalData, in a press release from the consulting firm, “Brands tap into consumer desire for nostalgia with retro spin on product launches, says GlobalData”
QUOTABLES
26%
28 PW MAY/JUN2024





































PEOPLE WHO CARE, SOLUTIONS THAT PERFORM.








ACCRAPLY | ANGELUS | ARCIL | BURT | DAIRY PACK | FLEETWOOD
GOLDCO | HAYSSEN | HEMA | MATEER | NIGRELLI | PNEUMATIC SCALE
SLEEVIT | STACT | SWF | SYMACH | THIELE | TRINE | ZEPF SOLUTIONS AND MORE...
Built upon 50 acquisitions of some of the world's most trusted OEM brands, BW Packaging is the industry's leading provider of people-focused packaging solutions. We are united by our desire to make a positive impact in the lives of our customers through:
SCAN HERE TO LEARN MORE ABOUT BW PACKAGING
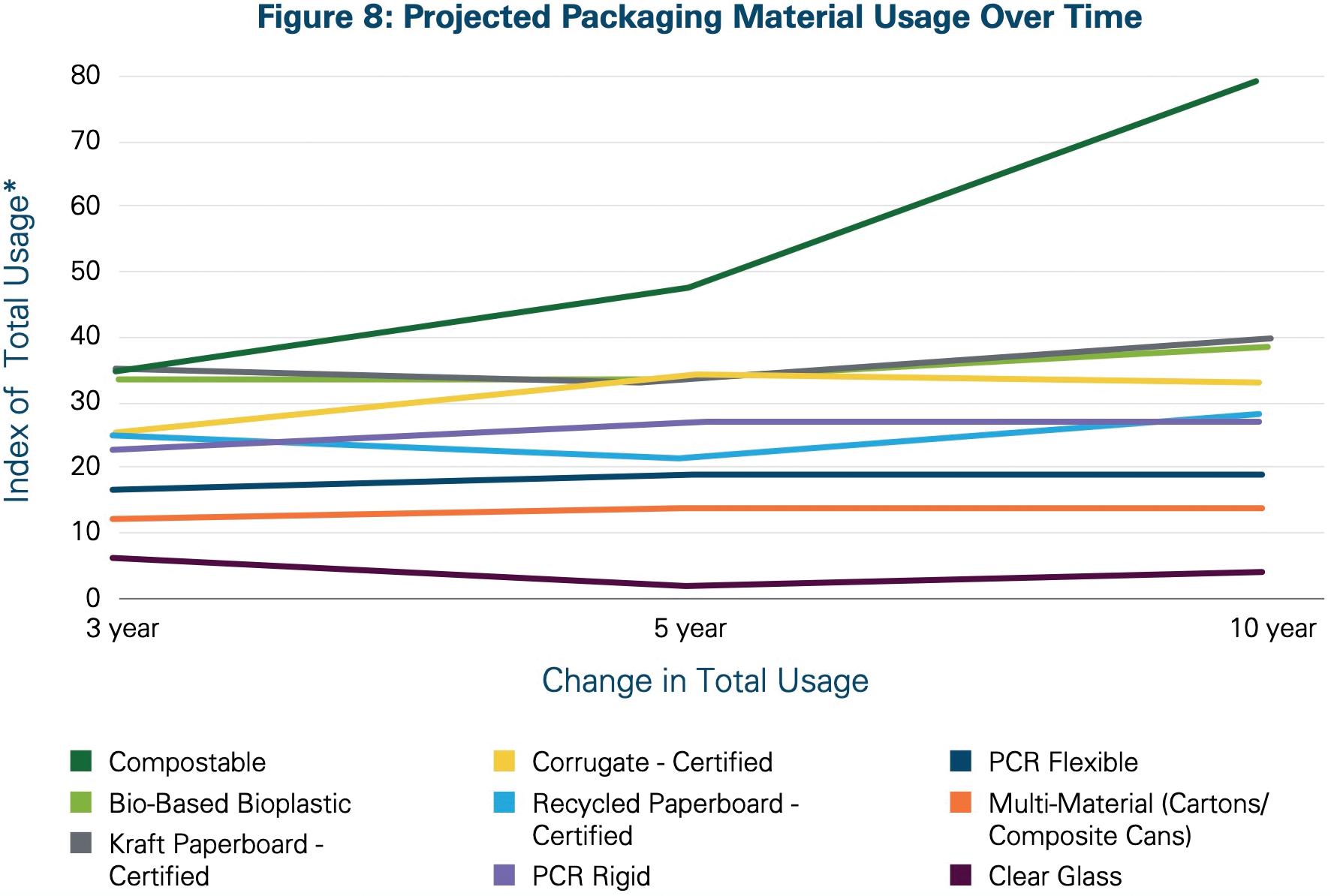
Navigating the Compostable Packaging Landscape

Packaging World:
With recent industry reports indicating compostable packaging is poised to grow at double-digit rates over the next decade and in light of a new report from the Biodegradable Products Institute and Closed Loop Partners’ Composting Consortium detailing the considerable consumer challenges related to composting, Packaging World sat down with BPI Executive Director Rhodes Yepsen to learn how the association is guiding the industry forward.
You probably get this question ad nauseum, but in order to level set, could you define biodegradable, compostable, and bio-based and explain how these characteristics sometimes overlap and how they differ?
Rhodes Yepsen:
Sure. So really these terms describe either the front of life or the end of life of products and materials. And as you indicated, sometimes they can have both of these attributes, and sometimes they are distinct. So starting with bio-based, bio-based refers to the origin of the raw material, meaning it was made with renewable feedstocks. This does not dictate whether the item is biodegradable, compostable, or even recyclable. Biodegradability and compostability, on the other hand, refer to the ability of the product or material to be processed through a biological pathway. Compostability is a specific environment, instead of conditions, in which biodegradation can occur. Composting is a controlled process and is one that we talk about a lot because that’s where we have a parallel to end of life with something like recycling, with organized collection and processing.
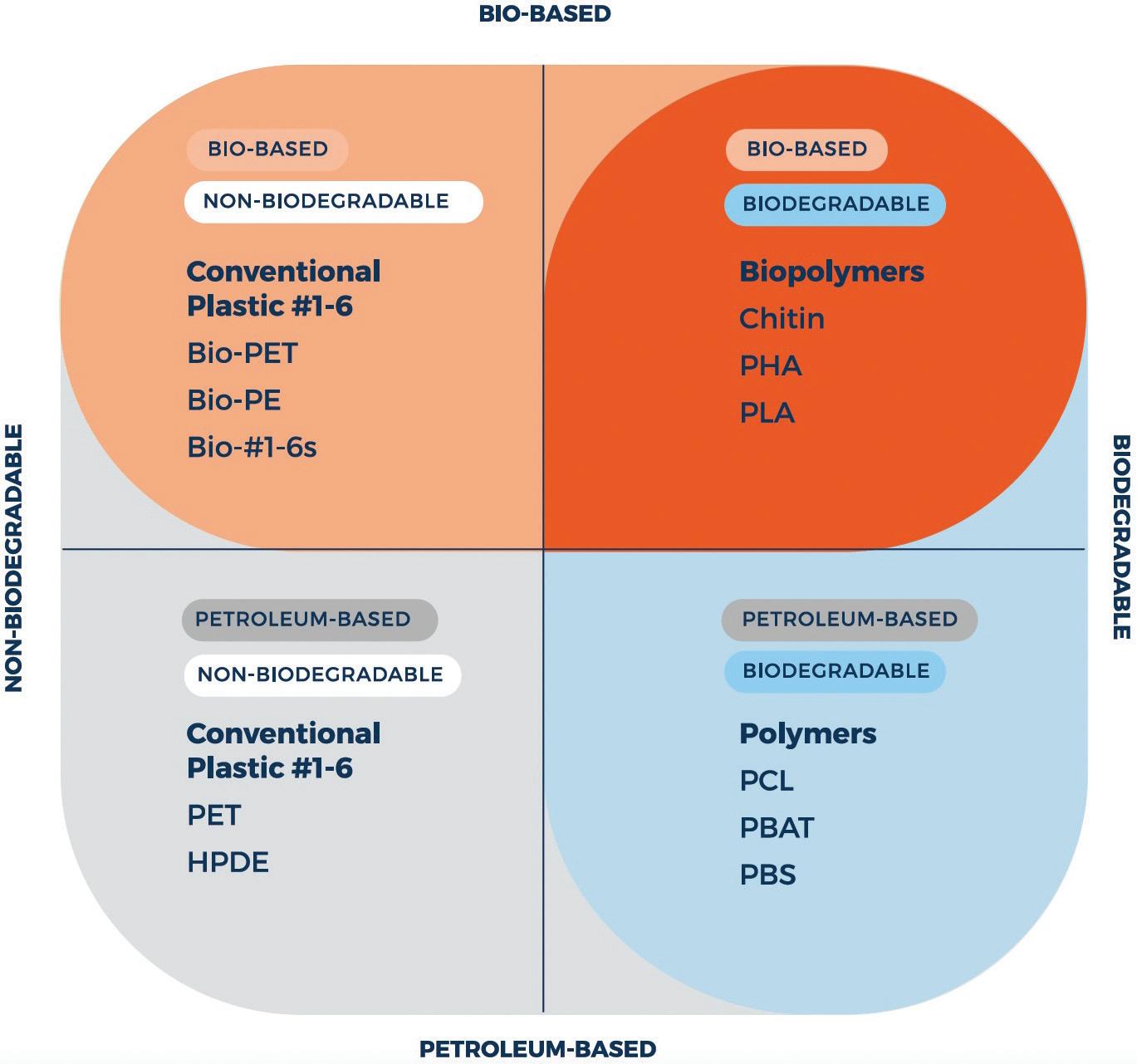
Biodegradation can also happen in uncontrolled environments if a product is leaked into the environment where there’s going to be a lot more variability in the rate of biodegradation. Because of that variability, because it’s not controlled, and we don’t want products leaking into the environment, that’s why you see laws popping up around the U.S., Canada, and Europe restricting the term
biodegradable, because we don’t want consumers to be confused and think they can litter an item. So yes, it’s really the front-of-life benefits, whether the item was made with a renewable feedstock or not, and then on the other side, the end of life, which, along with compostability or biodegradability, also includes recyclability, for instance, or reusability.
FIRST PERSON
30 PW MAY/JUN2024
Chart courtesy of Closed Loop Partners’ Composting Consortium

SHE’S NOT WORRIED ABOUT GLUING. NEITHER SHOULD YOU. Gluing made simple with the new EasyLine. Exclusively for applications requiring up to 2.5 l/h hot melt. Discover now easyline.robatech.com
Technology inspired by human talent

What are the main activities of the Biodegradable Products Institute?
We are a member-based association, and our core activities are around certification and claims, marketing and education, and policy. And through those different activities, we’re working to promote the production, use, and appropriate end of life for materials that can break down in these biologically active environments. Today that is primarily composting. That’s where the core of our history has been—working on materials and products, qualifying them for compostability, and making sure they’re designed with factors in mind to get them successfully collected and composted. We work with raw material producers, packaging converters, brands, retailers, municipalities, haulers, composters— everyone in the value chain is represented in our membership and our board of directors.
When it comes to policy, are you a lobbying group, or do you just report on policy for your members?
We do both. So we are a 501(c)(6) association, which allows us more latitude to be directly engaged in policy work than a 501(c) (3). Part of that involves informing members of things that are going on, with bill tracking and updates and status on things. But then we’re also engaged with amendments and meetings and direct outreach to influence policy. A lot of that is focused on the success of compostability claims, the things that are reinforced in our other work around labeling and standards, making sure claims are based on standards, and working on funding for infrastructure and composting. We’re very supportive of things such as extended producer responsibility [EPR] and are trying to make sure it’s inclusive of composting and not just focused on recycling. That’s been a big focus of ours—making sure that as policies evolve, they’re not calling for a blind replacement of all plastics with bioplastics on the one hand, but on the other hand, not wanting compostable products to be boxed out in the shadow of the bigger efforts around recycling.
The 2023 Packaging Compass report (see pwgo.to/8268), from PMMI – The Association for Packaging and Processing Technologies and AMERIPEN, forecasts that compostable packaging will grow by a CAGR of 15% to 16% by 2027.
To what do you attribute this growth?


Last year, McKinsey did a survey of countries around the world and looked at the most sustainable attributes for packaging in consumers’ minds. Compostability was at the top in the majority of countries, followed by things like plant-based. So for sure, companies listen to consumer demands and read those reports as well. But it’s a combination of factors. Consumers want more options. They’re frustrated by all the reports of low recycling rates and the difficulties we’ve collectively had around the world with recycling, and they’re hungry for more options that will work. They’re also concerned about other factors such as chemicals in plastics and products. Certified compostable products don’t include things like PFAS with forever chemicals.
A lot of it is also being driven by corporate commitments and policy. Companies are making public commitments to do better
FIRST PERSON
32 PW MAY/JUN2024
C ama G roup is a leadin G supplier of advan C ed te C hnolo G y se C ondary pa C ka G in G systems , C ontinuously investin G in innovative solutions . Cama North ameriCa Buffalo Grove, il, uSa - 847-607-8797 /Company/Cama-north-ameriCa /user/Cama1spa CamaGroup Com Booth N-5152










• Made at fixed angles of 30, 45, and 60 degrees
• Reduced footprint
• Eliminate changeover adjustments
• Low maintenance
• Accessibility layout for operator and fork truck traffic



in the face of the difficulties with packaging, and they’re setting targets to have all of their packaging be reusable, recyclable, or compostable. Similarly, policies around the world are trying to figure out where to reduce unnecessary packaging and how to collectively design packaging for recovery in a better way. For things like non-recyclable food-contact packaging, compostability has a great value proposition.
So I think it’s a combination of those things: Consumers being frustrated with the current options with the products they’re getting off the shelf, companies wanting to do better and making these public commitments, and then policies tying that all up and saying, “Well, we’re going to hold you to it.”
Despite the fact that compostable packaging is set to grow at such a rapid pace, it’s not the best packaging material for every application. From what I understand, foodservice packaging is one of the best uses because it delivers the nitrogen-rich food waste that composters need for their compost products. Does BPI consider the packaging application when certifying a compostable product?
That’s a great question and one that BPI has really taken a firm stance on over the years. So unlike some certifiers that are just certifying to a scientific standard, which involves tests to ensure the item will successfully compost, not create microplastics, not be toxic to plants in the soil—all of those are also in our certification—we’ve added in these other layers to help companies decide whether compostability is the right pathway for their item, rather than just saying, “Oh, well, consumers just want it to magically disappear.” That’s not how composting works. It’s not magic. It doesn’t disappear. And so we built in other criteria to our certification years ago that says you have to pass these other criteria or design of the end applications.
Once we get to that finished package phase when somebody’s applying, they have to demonstrate the product will be associated with desirable feedstocks that a composter is accepting—so making sure that the package is designed for the circular economy and the systems that will go to composting or anaerobic digestion. It can’t be a better fit for recycling, which is a difficult one to assess. In the public sector, that means items like beverage bottles, since that’s a really highly desirable recycling stream. And, it can’t require disassembly either, because we don’t want the risk of contamination if somebody isn’t taking the time to actually disassemble the package to get it composted.
It’s that first one that’s probably the hardest threshold to cut through. And what that means is things typically associated with food, so foodservice packaging, to-go items, bags
FIRST PERSON
34 PW MAY/JUN2024 844-293-2814
NEW
Draper Z Incline Conveyor
Contact Us for Details CONVEYOR EQUIPMENT IN 6 - 8 WEEKS
Image courtesy of PMMI and AMERIPEN from the “2023 Packaging Compass” report































to help people collect food scraps in the kitchen, both at home and in [commercial] kitchens, flexible food packaging, those multilayer packages around a snack bar or chips or other things like that. And then also common contaminants in the compost stream, things like produce stickers, which are not recyclable, tend not to be pulled off with fruit and go to the composting facility and are a tricky thing to screen out.
Do you discourage the use of compostable packaging for non-food applications like an electronics package, for example?
Well, it’s not the logical fit. I try to be cautious with saying something is never a good fit. It’s not a good fit for the general public for things that are going to be put into the curbside bin. So we do allow things not associated with food to get certified in specific scenarios where it’s maybe a closed-loop venue or they have a take-back program. So if you think about something like electronics or pharmaceuticals or apparel, all these industries are knocking on the door of compostability saying, “Why not? Why can’t we do it too?” And we say, “You can’t do it for the general public in something that’s going to go in the curbside bin, at least today, the way that those bins are set up. Maybe in the future, if the infrastructure is different, it could go into a curbside bin.”
Today, if a brand really wants to be involved in compostability, we say, “You just have to think this through. Is there a system to take those materials back? Is it packaging that’s business-to-business transport packaging where the facility can hold onto it, consolidate it,

Packaging Solutions That Work!








and bring it to a composter themselves? Then maybe compostability could still fit.” So it’s like we typically say, compostable packaging must be associated with desirable organic wastes for composters, with a little asterisk saying, except for these small instances where companies do have a system for take-back or a closed system.
As it exists today, the composting infrastructure is not really prepared for the kind of growth that’s expected for compostable packaging. Traditionally, who is investing in a composting facility? Is it a private company? Is it a government or municipality? How does that typically work?
There’s frequently a focus on there not being enough infrastructure to handle the compostable packaging. I’d say that’s the wrong question. The right question is around, do we have enough infrastructure for the primary feedstocks that need to be composted? So food is the number-one material going into landfills, and we don’t have enough infrastructure to handle all the food waste. First, we need to reduce the food waste, which organizations like ReFED are pioneering, but we’re still going to have a lot of food scraps and food waste that we’re not recovering. We’re barely scratching the surface of being able to capture that. And that’s where all the methane emissions are, that’s where all the nutrients we need to return to the soil for soil health come in.
And so the first question is, where’s the funding for the compost infrastructure for food, because that’s the bulk of the material that exists today, not the future growth in those projections for composta-
















FIRST PERSON
’s v v s s d & b v , , s & s d d s d ! Ex d . . Ex d . . Cartoning | Top Load Systems | Tray Formers | Sleevers | Case Packers | Robotic Packaging 36 PW MAY/JUN2024
Diagraph Marking & Coding has been providing product identification solutions for 130 years that make it easy for manufacturers throughout the world to make the perfect mark — print after print after print. We focus on partnering with customers in every aspect of their coding and labeling operations to maximize efficiencies for our customers and drive tangible value throughout a long-term partnership.





TRAY PACK CODING CASE CODING CASE LABELING PALLET LABELING PACKAGE CODING PALLET PRIMARY SECONDARY 1 Research Park Drive St. Charles, MO 63304-5685 800.722.1125 diagraph.com • sales@diagraph.com Contact Diagraph today to discuss the best options for your operation. An ITW Company




ble packaging. It’s [food waste] here now, and it’s been going into landfills for a long time.
The funding is coming from a variety of means—private investment, grants, and loans. We need more things like the Compost Act, which we helped put together with a group of other associations. If it goes through, it would provide $2 billion over the next 10 years for grants and loans to private and public entities to increase access for food-scrap collection and composting. There are also some states that do cap and trade money to go to composters to help them with food scraps.
That’s probably where the biggest investment and change in infrastructure needs to happen, and then the packaging is the add-on, right? I think funding to handle the packaging is also becoming available now too with EPR bills. BPI successfully lobbied to change and modify the bills in Colorado and California so it would be baked in that the funding go to composters to help them with the extra cost of handling packaging and contamination. I think there also are grants available specific to packaging, too.
Are you seeing growth in the composting infrastructure in the U.S.?
Yes, there is growth. The US Compost Council, which is one of our key partners, has just exploded. I want to say it’s doubled in size over the last few years. Over a thousand people go to their conference every year. It’s become a real hub showcasing all the different levels where composting is happening.
The organization that tracks the growth in facilities the most is BioCycle. They recently put out a report that looks at large-scale facilities taking food scraps. The study is a bit tricky. It covers a number of facilities that reported, but I’d say there are probably more facilities than those that reported in the survey.
We’re seeing so many of these small, community composters pop up, that’s how they start. Sometimes they’re called bucket slingers, they start with bicycles and pickup trucks. And then within a few years, they’re not really community-scale composters anymore, now they’re mid-scale. And then the mid-scale ones, you talk to them later, and they’re like, “Oh, no, I cover the majority of the state of Michigan.” You’re like, okay, well that’s not really small or mid-scale. It’s one of those things that’s changing and growing so rapidly, it’s hard to keep track of.
There’s not really a lot of robust data out there, so another thing we’ve been pushing at the federal level is the Recycling and Composting Accountability Act. I had the honor of testifying to the Senate in support of that bill two years ago. The bill has languished, but we think the government needs to be helping with this. We need better data. It’s great that BioCycle has been tracking this for years. It’s great that we have organizations polling composters and recyclers, but it’s insane that we don’t have better recycling and composting data at the federal level. Why aren’t states required to report some baseline information about materials that are collected or not collected for recycling and composting and on their infrastructure for those materials? So yes, composting is growing, but can we show exactly how it has grown? That gets a little bit trickier.
FIRST PERSON
38 PW MAY/JUN2024
Let’s care together
+ INTEGRATED TECHNOLOGIES
+ IN TUNE WITH MARKET NEEDS
+ ALL-IN-ONE SOLUTIONS
+ PIONEERING SUSTAINABILITY
+ TOMORROW’S BENCHMARK

WE ARE IMA PERSONAL CARE.
Let’s Care is not just a commitment, it’s a guiding principle. IMA excels in cuttingedge technologies for processing and packaging a diverse range of personal care products, from cosmetics and perfumes to personal hygiene. In this journey, sustainability is prioritized with dedication. As a sole partner, our commitment goes beyond delivery, evolving into dedicated consultants and allies. Let’s Care is a call to action for customers to nurture their businesses by partnering with IMA.

ima.it/personalcare
What surprised you most about the results from the recent study BPI conducted with Closed Loop’s Composting Consortium (see pwgo. to/8269) on how consumers perceive different compostable packaging labels and designs?
While I expected consumers to not be able to sort out all of the variety of green marketing claims, I was surprised by the level of confusion that consumers have and just the massive level of education and policy work that’s going to be needed to sort out that confusion. Just the size and scale and gravity of that need was surprising.
What are some of the biggest challenges facing the compostable packaging industry that were identified by the report?

The study found consumers are confused about accurate identification and proper disposal of packaging. Ambiguous phrases and lack of consumer awareness contribute to compostable packaging being incorrectly placed in recycling bins, and vice versa, leading to contamination. While progress is being made on policies for compostable packaging, we need all non-compostable packaging to be identifiable too.
study between BPI and the Composting Consortium offered ‘first-of-its-kind,’
This is an area where more public policy is needed to help clarify how items are marketed and labeled. We’ve seen a big surge
in interest, probably because associations like ours are willing to make changes to compostable packaging. So part of that is on the compostable packaging itself. What are the elements needed to make an item readily identifiable for compostability? And the results focus on three basic elements that need to be there. These are a thirdparty certification mark, a prominent compostability claim—or that



FIRST PERSON
PACK BE NIMBLE. The newest addition to Standard-Knapp’s line of case packers is the Unipack 2.0, a robotic pick-and-place dynamo that can pack, unpack and repack. Designed for small to medium plants, this packer covers a small footprint, and is easily transported with an optional mobility kit. Compact, versatile, and modular. 63 Pickering Street, Portland, CT info@standard-knapp.com • (860) 342-1100 standard-knapp.com • eol.group Discover the Unipack 2.0 pick-and-place case packer from Standard-Knapp. standard-knapp.com/unipack 40 PW MAY/JUN2024
publicly available data on
The joint
U.S. consumer perceptions of compostable packaging.

Compact & Affordable Robotic Automation































































CASE/TRAY PACKING CARTON LOADING & ORIENTING PALLETIZING & DE-PALLETIZING ROBOTIC PRODUCT LOADING PKR Gantry for jars, cans, cartons & trays Z.ZAG Robotic Palletizer for pick & place cases / pallet / slip sheet PKR Delta for pouches & flexible packages PKR Robot with Articulated Arm pick & place in spaces with height limits PKR Scara for loading prerolls PKR Scara robotic loading for flow wrapping WATCH VIDEO WATCH VIDEO WATCH VIDEO L O WATCH VIDEO WATCH VIDEO WATCH VIDEO WATCH VIDEO ith Ready To Supercharge Your Production? Contact us now for ROI and take the step into the future of packaging automation. Call us at 702-450-0808 Visit paxiom.com/robotics info@paxiom.com PaxiomGroup PaxiomXperience Pre-roll Weighing Filling BaggingWrappingCappingSealingLabelingCartoningFormingPackingPalletizing LAS VEGAS • MIAMI • MONTREAL • SCHIO, ITALY Efficiency, speed, and precision in every pick & place Liberate your staff from repetitive and dangerous tasks Take advantage of the benefits offered by Industry 4.0 Visit our 50,000 sq ft System Integration & Xperience Center in Vegas
PKR Delta for bottles & tubes
word has to be big enough—and some element of color. That solves that core focus of where BPI is, but we also need public policy that addresses other types of packaging.
You can do all you want to change how compostable packaging is labeled and identified, but if conventional packaging doesn’t also have some rules, then consumers are still going to be confused because you’ll have these other leaf designs and green claims. The classic example we give is a drinking straw. If you tint that green because it’s compostable, but you also tint it green when it’s not compostable, how is a consumer ever going to know? So we need to be able to have sufficient claims and criteria for non-compostable items as well.
What are some of the actions the BPI/Composting Consortium report suggests to address labeling challenges? What role can BPI play in these initiatives?
To address the challenges outlined in the report, one potential solution is for brands to clearly indicate compostability on their packaging using two to three design elements, such as coloring, text size, etc., for better consumer understanding. Another solution is for municipalities to collaborate with various stakeholders to educate the public on proper disposal in recycling and organics bins, which is crucial for clean material streams. Implementing home composting certification standards would also help consumers identify items suitable for home composting. Policymakers, brands, and
retailers should collaborate to harmonize policies and regulations for packaging nationally, ensuring consistency across sectors and packaging types.
For a company that wants to certify its packaging as compostable, how do they work with you? What’s required? What gravitas does your certification carry?
Before certifying compostable products with BPI, a company must determine if their product is eligible for certification by visiting the “Before You Start” page on our website (see pwgo.to/8270). Besides meeting ASTM standards for compostability, BPI has outlined Certification Mark usage requirements and eligibility criteria, where the final application must be associated with desirable organic wastes, cannot be a redesign of commonly recyclable items, and cannot require disassembly for composting. The process takes around 60 days once testing is complete, but when considering testing time frames, companies should plan for six months to a year depending on the tests required.
BPI certification is highly regarded as it ensures that products meet strict standards for compostability, demonstrating that the items will break down in industrial composting facilities and not negatively impact the quality of the finished compost. For over 20 years, the BPI Certification Mark has been the defining symbol of compostability for audiences across the value chain and signifies a commitment to environmental sustainability and responsible waste management practices.
—Anne Marie Mohan
FLEXIBILITY
A single Columbia palletizer can handle all of these products and more with ease.


FIRST PERSON
WWW.PALLETIZING.COM / 800 628 4065 LEARN MORE
42 PW MAY/JUN2024


When it comes to unique solutions in single-use packaging, we’re crushing it. With 48 years of proven performance in ampoule-based contract filling and packaging, we’ll help develop a unique dispensing system for your formulations, with a variety of tips and in a range of different sizes and colors. Your journey to smarter single-use packaging begins here.
• 908-362-9266 Prescription • First Aid • Dental • Diagnostics • Veterinary • Cosmetics • Dermatology Unleash the power of glass ampoules.
james-alexander.com
 By Eric F. Greenberg, Attorney-at-law
By Eric F. Greenberg, Attorney-at-law
The Public Hears About Levels (For Once)
In April, FDA took the rare step of explaining to consumers the safety of substances in food, including those from packaging. And, no kidding, hooray!
For decades, I have worked with clients on assuring the compliance with FDA requirements of food contact materials and food additives. With some regularity, substances in food-contact materials or foods are the subject of controversy, usually in the form of scientists saying a particular substance is safe while the public demands that they stop using it anyway.
Packaging makers and users often feel misunderstood over issues like this. It has long been my observation that the core reason for these controversies is often that the public does not understand the concept that very tiny amounts of substances that might be unsafe at higher levels are undeniably safe at those very tiny levels.
It’s a concept that underlies basic toxicology—the science of the safety of substances. In fact, the concept is even incorporated into the law’s definition of what makes a food unlawful because it’s “adulterated.” The definition says a food is adulterated if it has in it an added substance that’s “poisonous or deleterious” and “which may render it injurious to health.” That is, if it’s there but won’t hurt you, the food isn’t adulterated.
of-the-month debates. And there’s no easy answer to that question, or the question of why they keep cropping up. I surmise the best explanation for why is that the public simply does not understand this concept of there being situations where one is exposed to very tiny amounts of substances that simply are not harmful at that level.
So it was most welcome when FDA in April published a public document nailing this topic on its head, called “Is Food Safe If It Has Chemicals?,” part of an agency web page called “Chemicals in Foods: The Facts.” I cannot recall a prior example of the agency making such an attempt to explain these issues to the public.
The Is Food Safe document contains helpful statements such as “The presence of a chemical alone isn’t what determines whether a food is safe to eat. To assess the safety of chemicals in food, scientists at the U.S. Food and Drug Administration and others worldwide look at information about the chemical’s safety, as well as how much of a chemical is in the food and how much a person eats or drinks. It’s the amount that counts.” Two important comments on this, a quibble first: it’s not only FDA scientists that look at safety information; industry scientists do, too. Second, that emphasis on the words ‘how much’ is from FDA’s document, and was not added by me.
FDA says, ‘There’s a lot of calculation and consideration that goes into scientifically assessing safe amounts of chemicals in food. That applies to chemicals that are used in packaging, added to food, contaminants from the environment, or chemicals that can form when raw foods are cooked and processed.’
Are there legitimate safety concerns about substances accumulating in the body, or the cumulative exposure an individual might get if exposed to those tiny amounts of a substance from different sources? Yes, of course, and those should be fully evaluated and lead to any needed corrective actions. But too often, the controversy is over exposures to the tiny amounts—parts per million or billion or even trillion, for example—that scientists are totally OK with.
This concept is, admittedly, not intuitive to the average consumer and very difficult to explain to them. And, as NGOs are well aware, it’s easy to generate public support for a simplistic message such as “Just get it all out of there,” with no regard for whether it’s necessary to eliminate it for health and safety reasons, to say nothing of the costs and disruptions involved with removing and replacing a component substance from a food or packaging material’s formulation.
I have had countless conversations with clients, students, and conference audiences about the broad topic of what companies can do to combat these factually flawed controversies, these chemical-
There’s also this from FDA, perhaps with social media in mind: “Reading or hearing about chemicals in food, when combined with words like ‘toxic,’ ‘extremely dangerous,’ and ‘cancercausing’ may be scary, especially if you aren’t getting all the facts.”
Elsewhere, FDA says “There’s a lot of calculation and consideration that goes into scientifically assessing safe amounts of chemicals in food. That applies to chemicals that are used in packaging, added to food, contaminants from the environment, or chemicals that can form when raw foods are cooked and processed.”
Regarding FDA’s comment that “there’s a lot of calculation and consideration,” I second that emotion. I have long lamented that the world has much too little appreciation for the extent of the engineering, evaluation, and just plain good-faith effort that packaging professionals put into safety evaluations of their materials. Here’s hoping FDA’s effort to help the public understand issues like these will help improve public discussion. On the other hand, the other day I watched a late-night comedian ask people on the street to name the three branches of our government. The results were not encouraging. PW
THE LEGAL SIDE INFORMATIONAL ONLY, NOT LEGAL ADVICE. Eric Greenberg can be reached at greenberg@efg-law.com. Or visit his firm’s website at www.ericfgreenbergpc.com. 44 PW MAY/JUN2024
A WORLD OF PACKAGING SOLUTIONS
DESIGNED FOR SUSTAINABILITY. BROUGHT TO LIFE BY SCHUBERT.

How can packaging be both environmentally friendly and cost-efficient? With our TLM packaging machines. They enable you to use the thinnest materials possible, cutting them to size to reduce consumption and dramatically decrease your use of resources. It’s great for the planet and you benefit from a real competitive edge. We call it Mission Blue and we promise: The mission goes on. www.mission-blue.com
 By Sterling Anthony, CPP, Contributing Editor
By Sterling Anthony, CPP, Contributing Editor
Food Packaging, Shelf-Life Testing, and Expiration Dating
Packaging is interdisciplinary, influencing (and being influenced by) other disciplines within an organization. An example is the interdependence among packaging, shelf-life testing, and expiration dating. Although his article pertains to food, some aspects apply to other product categories, such as drugs and medical devices. There are differences, however, such as regulations, that deserve their own article.
Shelf life starts at the time a food is packaged and ends when the food quality fails to meet consumers’ requirements. Shelf life, therefore, is a quality concept which is not to be confused with a safety concept, although the two are linked. To illustrate, it’s often the case that a food remains safe, but has lost too much of one or more characteristics valued by consumers.
Packaging protects and is one of several key factors that impacts shelf life. Another is the product’s ingredients, e.g., preservatives. Yet another factor is the type of processing, such as hot fill, aseptic, modified atmosphere (MAP), and vacuum, which are as much packaging operations as they are processing operations. A more dispersed factor is the supply chain, and specifically, its conditions of storage and handling.
The more that a company knows about shelf life, the more that company can leverage shelf life strategically. The optimal shelf life for a given product can be a thorny determination, involving a host of trade-offs. The absence or minimum use of preservatives might sway the purchase decision for certain consumers, but those same consumers might want minimum packaging, or dislike certain types of packaging, say, plastics. There also is a competitive aspect to shelf life, how that of one product compares to that of others in the same (or substitutable) category. Consumers are vested parties of that comparison, but so too, are retailers. The latter are concerned with product turnover and don’t want to be left with product that has to be discarded or donated. On a related note, retailers represent how widespread a product’s distribution is. As geographic coverage expands, the product spends a greater portion of its shelf life in transit, subtracting from the portion spent at retail.
The best way to determine a product’s shelf life is by testing. Shelflife testing is not the same as safety testing, which should precede shelf-life testing. Safety testing measures the presence of pathogens and is an ongoing component of quality assurance (QA). Safety testing need not, and for most times is not, performed on the packaged product. Another type of testing that’s not to be confused with shelflife testing is compatibility testing of food-contact packaging. There, the objective is to determine whether substances from the packaging
migrate into the food. A company may forego compatibility testing if the packaging material’s proven history justifies.
One type of shelf-life testing is performed real-time. Its duration should include a safety buffer, a period that exceeds the targeted shelf life. The test subjects should be selected as soon they come off the packaging line. That’s contingent on all line controls having performed their tasks. After all, there’s no practicality in testing products that have been defectively packaged.
The quantity of test subjects should bear some relationship to the length of time over which the testing will be performed. An initial evaluation sometimes is performed immediately. Regardless, the testing consists of pulling packaged products at intervals and evaluating them. Changes are noted until product quality becomes unacceptable.
Unacceptability can be product-specific. Nonetheless, with food, it will have an organoleptic component, i.e., it is perceptible through the senses. Taste, color, odor, and feel (texture) are quality cues. Regarding a compromised overall appearance, if the packaging is see-through, shelf life affects shelf appeal, as well.
The other type of shelf-life testing is the accelerated variety. Product is subjected to conditions that are more extreme than those used in real-time testing in order to get results quicker. Typically, accelerated testing involves elevated temperatures but also can involve other elevated conditions, such as relative humidity (RH). The results of accelerated testing need to be extrapolated to determine their relevance to anticipated conditions. Accelerated testing is not to be performed in lieu of real-time testing. Rather, there must come a time when the latter corroborates the former.
All food packagers should be able to perform real-time shelf-life testing, in-house. Because accelerated testing can require specialized environmental chambers, some food packagers outsource to laboratories.
Lastly, shelf life is communicated to consumers and retailers by expiration dating, carried on the packaging. Open dating consists of month, day, and year, interpretable by all parties. That doesn’t mean that all parties assign the same meanings to such phrases as, Best if used by, Sell by, and Enjoy by. Food packagers are free to choose any phrase, provided that it isn’t untruthful or misleading. There aren’t any federal requirements mandating that food packagers use expiration dating (except for infant formula). Food packagers use it voluntarily, believing it to be in their best interests. That’s because expiration dating is regarded favorably by the consumer and the retailer. PW
46 PW MAY/JUN2024
THE BIG PICTURE

M l X-R y



C w g g n n n V Cu z d M l H dl gGl b l F ld-b d S n n
M R
4www. . /
S
du

 By Dan Felton, Executive Director of AMERIPEN
By Dan Felton, Executive Director of AMERIPEN
5 Lessons in Eco-Modulation
As U.S. extended producer responsibility (EPR) laws for packaging move toward implementation, experts and stakeholders are increasingly looking to eco-modulation as a tool for improving design and promoting a circular economy.
Early on, stakeholders in countries that already have established EPR programs assumed that by making producers responsible for the end-of-life management of their products, those producers would design their packaging to be more sustainable. However, the data from those established programs does not indicate that’s actually happening. Consequently, eco-modulation, which involves adjusting producer fees based on the recyclability of their packaging materials, was introduced to incentivize design through pricing. Essentially, responsible parties would pay higher or lower fees depending on the use of materials the state deems sustainable.
Not surprisingly, EPR and eco-modulation were the topics of both formal and informal conversations at the AMERIPEN Annual Summit in April. Several speakers offered their insights on established systems—currently more than 400 around the world—and the challenges encountered by stakeholders that have been operating in those systems. For example, some programs and fee structures have proven to be too complex and inconsistent for producers, which leads to diminished outcomes. In addition, eco-modulation can help drive demand for recycled materials, but without investments in collection, sorting, and processing capacity, those gains can become moot.
Finally, the systems do not collect enough detailed and robust data to effectively evaluate policies. Packaging attributes are not necessarily a good indicator of better environmental outcomes, and in many cases, stakeholders lack the necessary data to determine if the program is producing the environmental benefits that motivate the whole system.
Still, caution should be exercised, and eco-modulation should not be relied on as the only tool to deliver environmental benefits.
2. Support circular goals/objectives. Stakeholders are encouraged to look beyond recycling rates for a more comprehensive view of EPR program performance. Assess the ultimate environmental outcomes of eco-modulation, such as reductions in greenhouse gas emissions, rather than just focusing on intermediate goals like higher recycling rates. Some speakers argued that eco-modulation provides an opportunity to promote the use of life-cycle assessments (LCAs) and other tools to better understand the environmental impacts of packaging material. By requiring producers to evaluate and disclose these impacts, eco-modulation schemes can help shift the focus beyond just recycling rates to a more holistic view of environmental performance.
3. Improve data collection and management. Good data management is essential for monitoring and building stakeholder trust in the system, and effective eco-modulation requires detailed reporting from producers on their packaging choices, as well as clear communication of the environmental impacts of different materials. This data needs to be harmonized across states to avoid confusion and inconsistency.

4. Collaborate and harmonize ecomodulation incentives and penalties. With multiple states pursuing EPR policies, there is a risk of creating a patchwork of inconsistent rules that could undermine the effectiveness of eco-modulation. Organizations like the Canadian Stewardship Alliance offer a model for promoting harmonization across jurisdictions, while also allowing for local flexibility.
As EPR for packaging laws begin to launch in the U.S., we have an opportunity to address shortfalls and design for greater impact at the outset. The following are key takeaways and suggested guidance from expert stakeholders at the Annual Summit:
1. Include eco-design incentives in all EPR policies. A primary goal of eco-modulation is to restore the incentives for producers to pursue eco-design that have been lacking in many standard EPR systems. Countries such as France, Italy, and Denmark have instituted bonus/penalty systems that have driven documented reductions in problematic materials usage and increased use of recycled content.
5. Develop recycling infrastructure and markets for the future. While eco-modulation can help drive demand for recycled materials, it must be accompanied by investments in collection, sorting, and processing capacity. This could be accomplished by providing ongoing economic support to help develop and mature recycling streams for different materials. Although this could allow some material types to “free-ride” on the success of others, separating them into different fee categories could help address the problem.
As the U.S. moves forward with EPR, and subsequently ecomodulation, these practices will require evaluation and continuous improvement. By learning from the successes and challenges of other markets and by prioritizing data, collaboration, and environmental impact assessment, the U.S. can chart a path toward a more sustainable and circular packaging economy. AMERIPEN will continue to be closely engaged on the issue of eco-modulation. PW
48 PW MAY/JUN2024 SUSTAINABLE PACKAGING AMERIPEN represents the U.S. packaging value chain by providing policymakers with fact-based, material-neutral, scientific information. Contact Dan Felton at danf@ameripen.org.















“I’d like to bar the use of plastic packaging. Can you pull it off?” Of course. More and more consumers are looking for sustainable packaging. The innovative paper solutions from NexFlex are the eco-friendly packaging alternative. 100% recyclable; 100% on trend. And extremely versatile to use. More at www.nexgenpaper.com
New Brand World Conceived for Gatorade Water
By Anne Marie Mohan, Senior Editor
Iconic sports beverage brand Gatorade is making a splash in an entirely new category: premium unflavored water. An electrolyte-infused, alkaline water product, Gatorade Water embodies a new brand world and package design that parent company PepsiCo says, “maintains the confidence and swagger of Gatorade, while branching into a space of lightness and brightness to distinguish Gatorade Water as an athletic wellness product.”
According to Gatorade Enhanced Waters Senior Director of Marketing Emily Boido, the company launched the brand extension to capitalize on the trend of more wellness-minded athletes. “They’re [athletes] seeking a premium unflavored water to drink throughout their day but haven’t found a brand they trust,” she says. “As a brand with deep credibility in hydration, Gatorade has a unique opportunity to expand our offerings in the wellness space and fill that gap.


One of the ‘movers’ featured in Gatorade Water’s marketing campaign is choreographer and dancer Whitney Carson.
“We also know that the definition of an athlete is expanding, and our ability to serve today’s active person, regardless of how or why they sweat, gives us the largest opportunity for growth.”
The new brand world and package design were created by PepsiCo Design & Innovation in collaboration with brand design agency Vault 49. Of the design strategy, Courtney Jimerson, senior design director, Gatorade Portfolio, explains that in the wellness space, simplicity and functionality go hand-in-hand. “Therefore, it was critical to strike the right balance of both clean design paired with hard-hitting credentials front and center,” she says. “We understood the need to not only carve out a unique space in the market that was visually distinctive, but also push our traditional efficacy, scientific, and sports hydration credentials.”
Jimerson adds that the brand is “building a world that combines athletic performance and athletic wellness, maintaining the intensity of traditional Gatorade, while branching into a space of everyday lifestyle territories where a broader aperture of athletes are.” As a result, the Gatorade Water visual identity is rooted in the ethos of movement, “finding the overlap between the movement of water and of the human body, while communicating all-day hydration and great taste.”
Leveraging the equity of the Gatorade
brand was paramount to the overall vision, along with design elements that cue both refreshment and the active occasion. The bottle is sleek and streamlined, with minimal graphics, which Jimerson says allows the water to speak for itself. Running vertically along the bottle is a label with bold Gatorade typeface in white against an orange background, with an orange cap to match, for “a confident, premium visual identity,” says Jimerson.
While simple in its appearance, the label uses various printing techniques for maximum shelf impact. The pressure-sensitive label is transparent and is flexo-printed with four spot-color varnishes. Gatorade orange was selected as the primary accent color and drives category distinction among competitors on shelf. In addition, “white and metallic silver blend harmoniously with the water flowing luminously behind it,” Jimerson explains.
Supporting the new product is a marketing campaign titled, “Always in Motion,” that features “disruptors in the world of movement who flow the way water moves,” shares the brand. Among them will be high-profile choreographers and dancers, longboarders, and other “movers.”

Gatorade Water was introduced in February and is available in two sizes—1L and 700 mL with sports cap—both online and in stores nationwide. Says Boido, in just the few months since it was launched, the product has seen incredible traction. “We’re seeing strong success in sales out of the gate, and we are looking forward to continuing the momentum through our peak summer selling season.” PW
50 PW MAY/JUN2024
DESIGN IMPACT

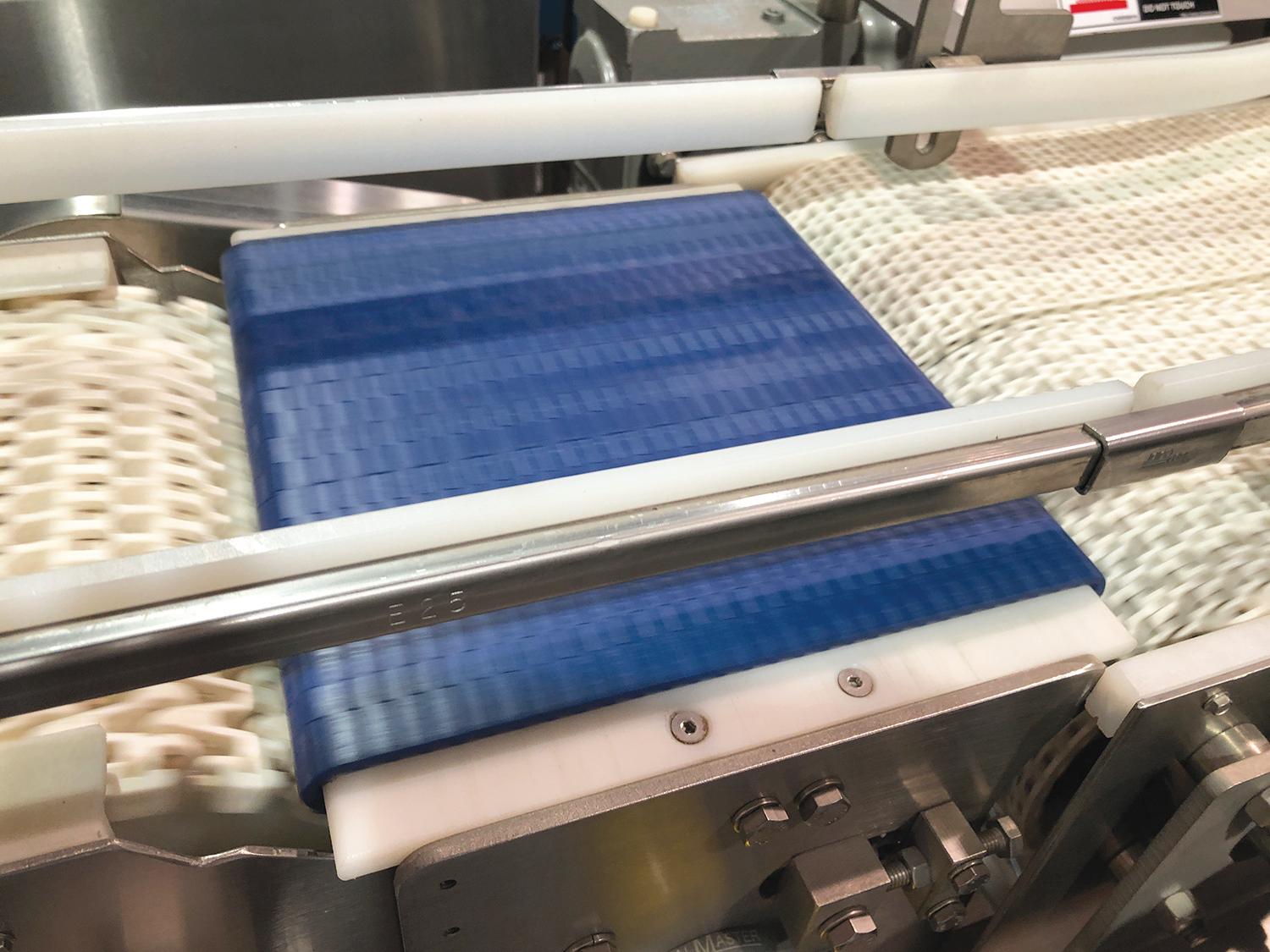
• We make conveyors that will move your product from filling, sealing, inspection, labeling, final packaging to shipment. We’ll take them through every merge, divert, curve, transfer, twist, flip, grip, accumulation, rotation or elevation step along the way.
• Choose from 24/7 workhorse conveyors, standard or custom designed, for simplistic to complex packaging applications. We connect mechanical engineering with electrical so your OEM equipment communicates.
• The goal? Maximize productivity; increase throughput; minimize footprint; factoring next generation expansion and future growth. It’s that simple.

www.multi-conveyor.com
3D-Printed Molds Speed New Unilever Bottle Designs to Market
For Unilever, bottles that are stretch blow molded with a 3D-printed tool are nearly indistinguishable from the final product produced through traditional metal tooling processes, and usher new formats to market more quickly.
By Matt Reynolds, Chief Editor
As one of the world’s largest fast-moving consumer goods (FMCG) companies with brands like Dove, Domestos, Cif, Knorr, Axe (Lynx), and Ben & Jerry’s, Unilever is constantly developing new products, and attendant packaging, for personal care to home care, nutrition, and more.
CPG and FMCG is an industry in which constant consumer demand drives fierce competition, so brands have to continuously innovate and adapt their product strategy. One important area of innovation is packaging; the design of a bottle can sometimes affect customer perception as much as what’s inside. Brands like Unilever have to consider


Bottles produced with a 3D-printed tool are nearly indistinguishable from the final product produced through traditional metal tooling processes. From left to right: the twopart mold 3D printed with Rigid 10K Resin, a bottle produced with the mold 3D printed with Rigid 10K Resin, a bottle produced with a metal mold, and a labeled prototype bottle for customer testing.
material usage, aesthetic appeal, safety, and sustainability for a vast catalog of packaging types and the products they hold. But for a “simple” plastic bottle, getting from a design on the computer screen to filling it on the manufacturing line has traditionally taken many months.
Stefano Cademartiri, CAD and prototyping owner at Unilever and Flavio Migliarelli, R&D design manager at packaging supplier Serioplast Global Services have worked hand in hand to test the viability of 3Dprinted molds for low-volume stretch blow molding applications. This
Stefano Cademartiri and Unilever have already tested about 15 different models of bottles with the new process.
DIGITALIZATION 52 PW MAY/JUN2024
















































































Recycle ready solutions with no compromise on performance Am Prima® FROM AMCOR IS YOUR PACKAGING RECYCLE READY? FOR ENHANCED PERFORMANCE THAT MEETS ADVANCED TECHNICAL REQUIREMENTS AND EXPECTED RUN SPEEDS... ...AMCOR HAS SOLUTIONS. 800.544.4672 NorthAmericaFlexibles@amcor.com amcor.com/amprima
practice has accelerated prototyping and pilot testing, cutting lead time by six weeks and costs by as much as 90%.
“A consumer goods company like Unilever must be on the market as soon as possible or before your competitors. You need to offer the best product at the best price in the shortest time possible to the consumers. 3D printing helps us speed up this process,” says Cademartiri.
Traditional workflow
Plastic containers for food and beverage, cosmetics, and pharmaceuticals are commonly produced via blow molding, a long-established range of rapid mass-production methods for high-quality, thin-walled parts. Blow molding is known for short cycle times, typically between one and two minutes, and is quite cost-effective for highvolume production. It is usually employed for producing millions of identical parts at low unit costs.

Seriomac UNIX 4 Cavities SBM machine from Serioplast in their R&D facility in Italy. Together with Unilever, they developed a new workflow for using 3D-printed molds in this large-scale industrial manufacturing equipment.
Blow molding works by inflating a heated plastic tube, called parison or injected preform, inside a mold until it forms into the desired shape. There are three types of blow molding processes: extrusion blow molding (EBM), injection blow molding (IBM), and stretch blow molding (SBM), and SBM is commonly used to produce high-quality, clear PET containers such as water bottles.
Serioplast is a global producer of rigid plastic packaging for the FMCG industry and is one of Unilever’s major partners for developing
SUSTAINABLE SHRINK FILM
Manufacturers, retailers and consumers want more circular, sustainable packaging solutions. IPG’s new Exlfilmplus® PCR polyolefin shrink film meets the need:
• Contains 10% certified post-industrial recycled content and 25% certified post industrial recycled content
• Can reduce virgin resin consumption by 15%*
• Prequalified for the How2Recycle label
and producing packaging for the home and personal care market. “We produce four billion bottles per year in PET, HDPE, and PP materials,” says Migliarelli.
Typically, Serioplast would either directly 3D print Unilever bottle mockups for prototypes, or blow mold them. But until recently, 3D-
• Ideal for club store multipacks, consumer product goods, printing and publishing, home improvement products, and much more
*Results may vary depending on film thickness.











DIGITALIZATION 54 PW MAY/JUN2024



• • • •

Visit
@Booth S-4118 South Hall
September
November 3-6, 2024
Chicago, Illinois, USA
VFC-Series
printed mockups didn’t represent the right feel or transparency and were not reliable enough to be sent to consumers. However, building production-quality samples through SBM requires expensive metal tooling, adding six to nine weeks of lead time to a typical pilot testing phase due to the complexity of the process and outsourcing the production of the mold.
“We have to wait six to 12 weeks before we can give a client the real sample, so we’re wasting so many weeks just to try a new bottle design. Sometimes it’s demanding and frustrating because maybe you have to start again,” says Migliarelli.
These SBM molds are traditionally machined from metal by CNC, which requires specialized equipment, CAM software, and skilled labor. The production of metal tooling is generally outsourced to service providers offering four- to eight-week lead time that cost anywhere from $2,000 to over $100,000, depending on the complexity of the part and the number of parts per mold.


By using Rigid 10K Resin, Serioplast fabricated precise molds with smooth surface finish, capable of integrating fine features, including holes as small as 0.5 mm. They post-processed the tool with a polishing machine and manual sanding to meet the critical dimensions. Textured surfaces were incorporated in the CAD of the mold cavity.
Even machining a metal mold in-house normally takes six weeks as it requires several steps: lead time for material order, CAM and machine setup, manual polishing, and waiting time for machine availability.
As a result, blow molding parts in low volumes for prototyping and pilot testing has traditionally not been economically feasible. Brand owners like Unilever have had to plan with extended timelines and make final design decisions based on looks-like prototypes in different materials, which often led to obsolete tooling and sunken costs.
70% faster and 90% cheaper
3D printing is a powerful solution to fabricate tools rapidly and at a low cost. It requires comparatively limited equipment, freeing up CNC capacity and skilled operators’ time for other higher-value tasks. With in-house 3D printing, manufacturers and package designers can introduce rapid tooling into the product development process to validate design and manufacturing steps before transitioning to mass production. 3D-printed molds are already used in processes such as injection molding or thermoforming to iterate quickly, accelerate product development, and bring better products to market.






Stereolithography (SLA) 3D-printing technology is a great choice for molding. It is characterized by a smooth surface finish and high precision that the tool will transfer to the final part and that also facilitates de-molding. The Form L is a large format SLA 3D printer
DIGITALIZATION 56 PW MAY/JUN2024
Vertical Form Fill Seal Machines Machines you can trust. Performance you can rely on. Technology that increases your productivity & efficiency. US based support for spare-parts, technical support, and sales consulting. 220 CPM Mechanical Speed 15 Minute Changeover ~ 95% + Efficiency 30 CPM Mechanical Speed 15 Minute Changeover ~ 95% + Efficiency
6 Station Pre-Made Pouch Filling Machine
PFS-Series
Central Hall
us @Booth C-4542
Vegas, Nevada, USA
11-13, 2023 Las




ROTO-PACKER ADAMS EDITION packing powders into pe tubular film Bulk Liquid Filling We deliver automated bagging equipment, liquid fillers, robotic/conventional palletizers, and material handling solutions. HAVER & BOECKER USA Bulk Bag Packing Bulk Material Handling INCREASE SAFETY AND PRODUCTIVITY CONTACT Phone: +1 770.760.1130 E-mail: info@haverusa.com Web: www.haverusa.com

that enables the fabrication of large-scale parts and molds, while being compact enough for an office.
Material choice is crucial for producing molds. Unilever and Serioplast needed a material that could withstand the internal pressure and the temperature of the SBM process while maintaining good dimensional accuracy and stability.
















“With the help of Formlabs’ engineers, we identified the material that could give us the possibility to have a few bottles in the real materials to do our tests,” says Cademartiri.
Rigid 10K Resin is Formlabs’ recommended material for SBM as it combines strength, stiffness, and thermal resistance. It is an industrialgrade, highly glass-filled material with a heat deflection temperature (HDT) of 218°C at 0.45 megapascals (Mpa) and a tensile modulus of 10,000 MPa. Tooling printed with Rigid 10K Resin has good dimensional stability and is suitable for hundreds of blow molding cycles with high repeatability.
“We have exactly fine-tuned details for the mold, especially for a bottle that has some logos or things like a lemon detail, which requires lots of precision. The Formlabs machine together with Rigid 10K Resin offers the possibility to have very good details that can then be transferred to the real bottle,” says Cademartiri.
With SLA 3D printing, a mold can be built in two days. 3D-printed molds reduce the lead time to start pilot testing from six to two weeks while achieving realistic pre-production parts that are very close to production quality and molded using the same material and machinery as the eventual production units. Additionally, 3D-printed molds allow operators to pilot-test multiple designs simultaneously.
“With the 3D-printed mold, we use a standard layout inside a shell holder that is placed in the blow molding machine. So we save a lot of time on mold design and we are able to manage our 3D-printing schedule very easily,” said Migliarelli.
Automated End-of-Line Solutions
















Palletizers/Depalletizers Follow Us On Social Media Visit KES-USA.COM to view our Family of automation products Automated Case Packing Systems High-speed Robotic Picking/Placing Stretch Wrapping with Corner Board Options Transfer Cars & Conveyor Systems Material Handling
Robotic
Customized Robotic Solutions
DIGITALIZATION 58 PW MAY/JUN2024
The mold 3D printed with Rigid 10K Resin is manually polished and then assembled into a metal frame.







“With the 3D-printed mold, we can save up to 70% time and 90% cost compared to the standard mold. In the past, [clients] had to wait up to 12 weeks just for one design, now we can make five designs,” says Migliarelli.
or if you need to change something to avoid mistakes that can cost more,” says Cademartiri.
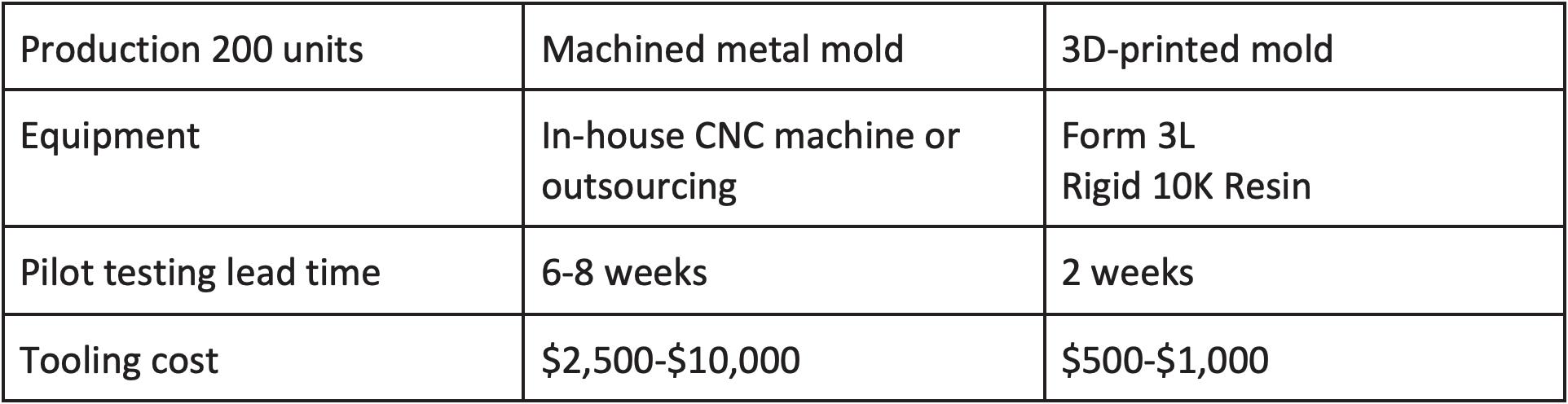
Running such extensive testing with traditional methods is almost impossible. They would need to invest in a metal mold for each design without the benefits of economies of scale and would never recover tooling costs.
From consumer testing to production line
Primarily, the 3D-printed tools are employed to produce samples for consumer testing. They are representative of the final product in terms of feeling, aesthetics, and usage, and are perceived as the real product in the eye of the consumer.
“You can have a real bottle before you do the real mold, so you can identify immediately if you are on the right path in your development
A secondary use of the modular mold is to validate the SBM process as well as the PET preform that will be blown, looking at the process windows, stretch ratio, and material distribution achievable. Serioplast produces the preforms in-house through injection molding. While some preforms are custom-made for a specific bottle, they usually work with standardized items that users can’t modify. The Serioplast team wanted to understand the range of capabilities available through this stock preform. Knowing this information helps them determine if a given preform is suitable to blow mold a specific bottle before going into production.
“We are using the same process window as with a standard pilot mold. This is super good, because we can test the final process windows and see what happens to the bottle. We are talking about up to 30 bar pressure. It’s absolutely good and reliable on that. We are also talking about 100°C heating for the preform, without any wearing on the cavity of the 3D-printed mold. We could produce very easily up to 100, 200 bottles every day. We can go up to 1000 with more time,” says Migliarelli.
The third application for producing rapid molds is to test some as-
CBR FULL ROTARY CANNING SYSTEMS
ROTARY FILLING PAIRED WITH ROTARY SEAMING ALLOWS A SMOOTH, CONTINUOUS MOTION TRANSITION FROM FILLING TO SEAMING ELIMINATING UNNECESSARY AGITATION AND UNWANTED REDUCTIONS IN CO₂
FASTER SPEEDS WITH A SMALLER FOOTPRINT HELP TO OPTIMIZE PRODUCTION COSTS
SMOOTHER OPERATION IMPROVES CAN HANDLING AND LOWERS THE RISK OF CAN DAMAGE
MECHANICALLY-SYNCHRONIZED LID APPLICATION ENSURES CONSISTENT AND REPEATABLE DOUBLE SEAM INTEGRITY















DIGITALIZATION 60 PW MAY/JUN2024


STA has specialized in manufacturing high quality, high performance acrylic carton sealing tapes for almost 50 years. Our tapes o er excellent holding power, resist yellowing and hold up in wide application and operating temperature ranges.
Our line of industrial and specialty acrylic tapes are made with one of the highest quality adhesives on the market from Dow (formerly Rohm and Haas).
As the manufacturer, we have full control over raw materials used - so there are no surprise formulation changes. This results in consistent quality and performance you can count on.
Our full product line also includes hot melt tapes, water activated paper tapes, masking tape, lament tape and handheld dispensers.




www.sta-tapes.com ◦ High Tack ◦ Ultra Quiet ◦ Freezer Grade ◦ Hand Tearable ◦ Custom Printed ◦ Label Protection ◦ Movers Tape ◦ Clear to Core A MERICAN OWNED AMERI CANMAD E PACKAGING TAPES 800-258-8273 stacs@sta-usa.com 75 Industrial Park Drive Rogersville, TN 37857
STANDARD CONVEYOR EQUIPMENT



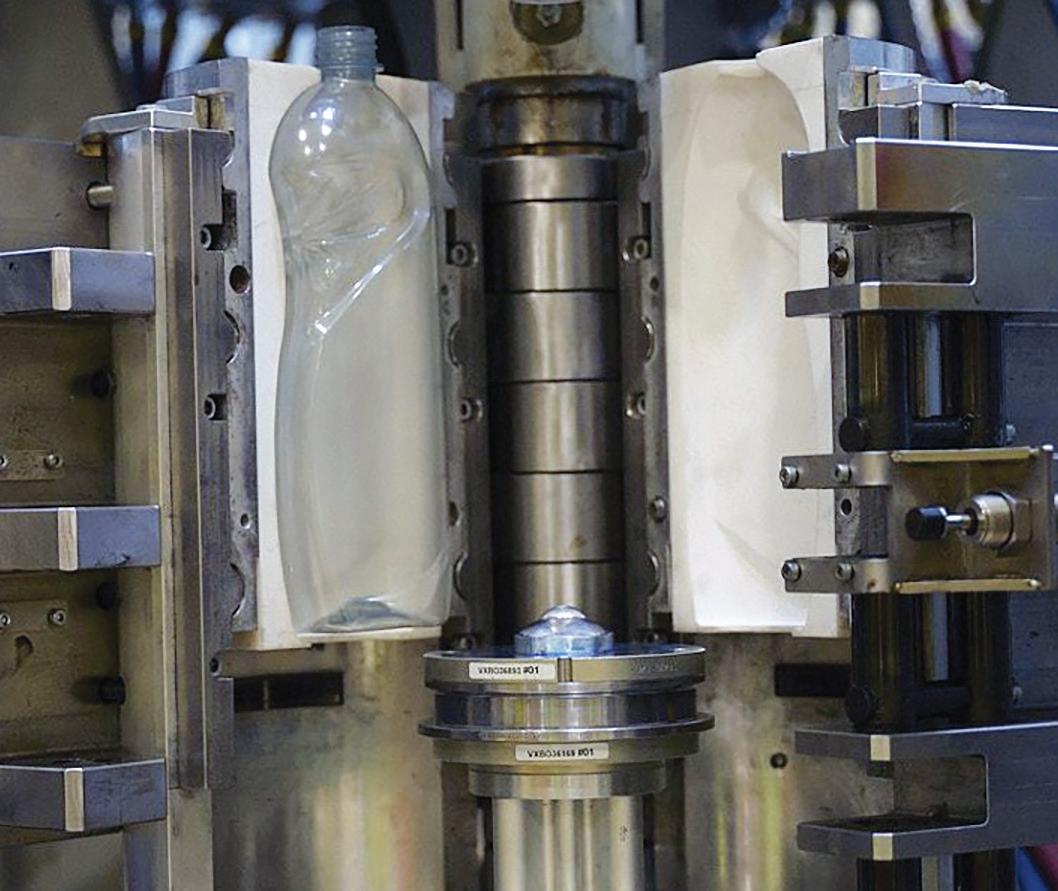










Mold 3D printed with Rigid 10K Resin for Unilever Slice 750-mL bottle installed onto the shell holder on the machine. The team can use the same process window as with a standard pilot mold, which allows them to reliably test the final process.





pects of the production line early on. Because the bottles formed with 3D-printed molds are so close to the production units, they can be employed to carry out some primary validation of the filling line such as the movement of the line, the operation of the star wheels for the bottle-filling machines, the capping, or the action of the robotic case packer. Pilot testing the manufacturing line early allows factories to anticipate spare parts, prepare the line for mass production, and accelerate their time to market.
Bringing product packaging to market faster
This project’s results metrics are worth repeating. With Formlabs SLA printers and Rigid 10K Resin, Unilever and Serioplast were able to reduce lead times by up to 70% and tooling costs by up to 90% to produce pilot runs of 200 units in only two weeks.
“In Formlabs, we found a very good partner not only for selling the machine but also for supporting us in discovering the properties of these materials. This partnership helped me identify the possibility of starting this journey with the 3D-printed molds,” says Cademartiri.
Watch a video detailing the 3D-printing process used by Unilever to prototype various bottles for evaluation.
The new workflow will enable Unilever to bring better products to the market faster and drastically reduce the risks and costs associated with developing packaging.
“The big impact we have with the 3D printer is the possibility to have your dreams come true. Something that’s on your screen is in your hands in a couple of weeks. A real product, with a real bottle, with a real cap, and a real label,” concludes Cademartiri. PW
DIGITALIZATION 62 PW MAY/JUN2024
IN JUST WEEKS! Engineered by MCE. Fabricated by MCE. So you know exactly what you’re getting! Proud to Partner with High Quality Distributors Throughout the Country! modularconveyor.com y Proud to Partner
Customized Fill-Finish for Everyday Products…





Headquartered in North Carolina, Chase-Logeman Corporation has been designing and building monoblock style filling and finishing equipment for over 60 years. To meet your exacting production needs, Chase-Logeman can assemble an entire production line for a turnkey process package.
Whether you are using containers with plugs and caps, diagnostic tubes, or vials with stoppers, Chase-Logeman has decades of experience to integrate the complete filling line. Visit our website to see discover the wide array of fillfinish options available through Chase-Logeman.

Contact us at:
Chase-Logeman Corporation
303 Friendship Drive
Greensboro, NC 27409
336.665.0754
info@chaselogeman.com
https://www.chaselogeman.com


Breakthrough in Recyclable Coffee Packaging
By Pat Reynolds, Contributing Editor
Club Coffee is one of Canada’s largest coffee roasters and packaging solutions providers to the ‘At Home’ segment, serving private label customers and retail brands from its facilities in Toronto, Canada. The firm was purchased in July of 2022 by ofi (olam food ingredients), a leading provider of naturally good food and beverage ingredients—and has burnished its sustainability offerings through its AromaPak® family of sustainable and innovative packaging solutions for whole bean and ground coffee.

The new packaging builds on Club Coffee’s success with the certified commercially compostable Purpod100® single-serve coffee pod (WATCH VIDEO at pwgo.to/8288). But while compostability makes sense for singleserve pods, research showed paper-based packaging to be the most consumer-acceptable solution for whole bean and ground coffee packaging.
A key step emerged when Club Coffee’s development team took part in a 2019 trade show. When they saw AR Packaging Group’s booth, they appreciated the potential of paper-based canisters formed from flat paperboard. AR Packaging, which had filed multiple patents for its Boardio technology, was purchased by Graphic Packaging International in 2022.
“Our initial focus at Graphic Packaging was primarily on the European market, but Club Coffee’s interest supported us to adopt a global approach,” says Johan Werme, head of sales at Graphic Packaging. “With a new machinery platform in place and increased market interest in
sustainable, paperboard packaging, the joint project with Club Coffee was a great opportunity. But it also came with some challenges. Ultimately, the expertise and commitment from the project teams at both Club Coffee and Graphic Packaging were instrumental in the successful launch of this new packaging format, for coffee.”
Innovating during a pandemic
That process became more challenging when COVID hit. Despite the inability to collaborate fully in person, Club Coffee bought and installed the equipment, commercialized the AromaPak® featuring Boardio® technology, and launched major brands in the new packaging in 500 days. Mark Navin, vice president sales at key equipment supplier SpeeDee Packaging Machinery was amazed that “planning, design, engineering, project management, and even the Factory Acceptance Test were done virtually.” That speed to market enabled Canadian retailer Loblaw Companies Ltd. to announce the new format in April 2022, saying it was “overhauling the coffee aisle by replacing unrecyclable packaging with a first-of-its-kind-in-Canada paper-based solution.”
Delivering sustainability
Ensuring recyclability and sustainability impacts were key elements in the overall innovation strategy. With diverse standards in the North American marketplace, the Club Coffee team worked with How2Recycle to earn AromaPak™ a “widely recyclable” designation. This means the packaging material is acceptable in a minimum of 60% of curbside recycling programs in Canadian and American communities. That result speaks to the packaging’s use of high-quality tree fiber sourced from sustainably managed forests that are certified by the Forest Stewardship Council (FSC).
Club Coffee reports that use of this new format results in the release of 91% less carbon into the atmosphere per year compared to steel cans. It also reduces the use of plastic by 50% compared to bags and by 43% compared to injection-molded plastic cans. And because the canisters are shipped flat and erected on site, their use results in 90% fewer transport emissions than traditional metal or plastic cans.
The packaging story
While the precise material specifications of the packaging can vary significantly based on the needs of the product inside it, rolls of a paper/ foil laminate are die cut into the four flat blanks that the finished package comprises: body, lid, easy-peel membrane, and base. The membrane is paperboard and foil like the other components, but it also has a special
64 PW MAY/JUN2024
Shown here are three sizes of the innovative canister filled by Club Coffee under the President’s Choice brand.


VDG Drum Motor


Maintenance-Free Conveyor Belt Drive

Engineered for reliability and longevity, the VDG Drum Motor is designed for 80,000 hours of continuous operation before maintenance, reducing operational and maintenance costs and increasing throughput.
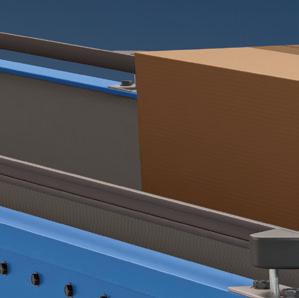



















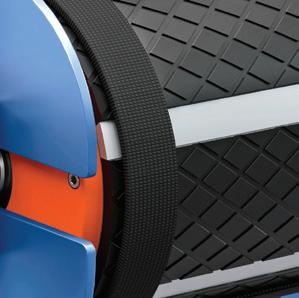



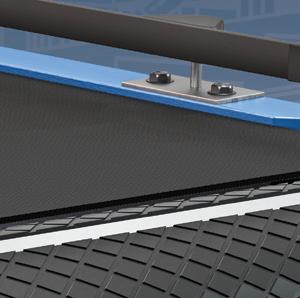



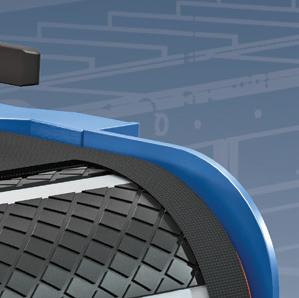






With all drive components enclosed and protected inside the drum, the VDG Drum Motor provides a safe, efficient, and space-optimized conveyor belt drive solution for all types of material handling applications while minimizing downtime.



VDG Drum Motor

Premium Efficiency Motor
Maintenance-Free
Space-Optimized













VDG Patented IronGrip™ Lagging
IMPROVES Belt Tracking
INCREASES Belt Traction by 40%



EXTENDS Lifespan of the Conveyor Belt
























vandergraaf.com/pw | (888) 326-1476 Learn More



NEW SSV-XP Drum Motor
Exchangeable Profiled Sleeve

The new SSV-XP Drum Motor drives modular conveyor belts without using sprockets, and eliminates gaps and crevices, reducing washdown time and water usage by 50%.







Featuring an exchangeable profiled sleeve, the SSV-XP Drum Motor has the belt profile machined directly onto the drive sleeve (XP) which is easily removed and exchanged for another profiled sleeve to match the belt required on the conveyor without changing the drum motor.



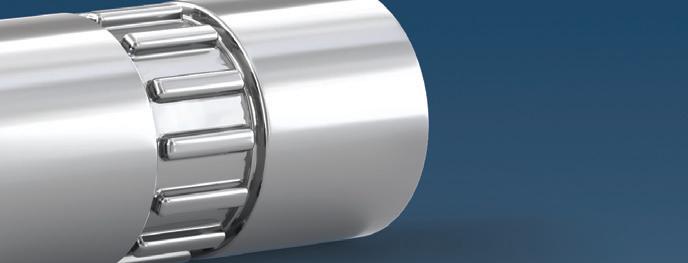


IP69K-rated sealing system
Washdown up to 3,000 psi
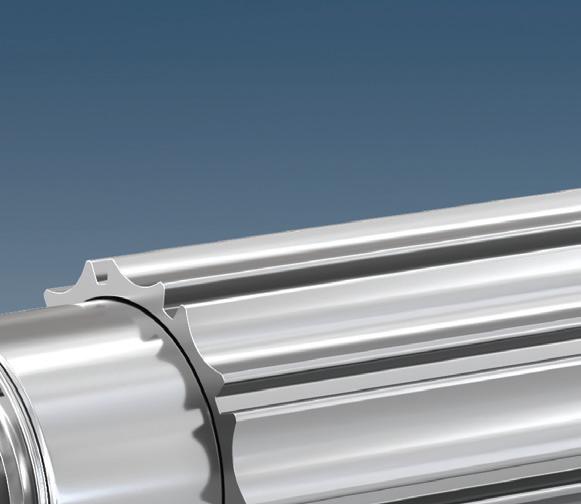





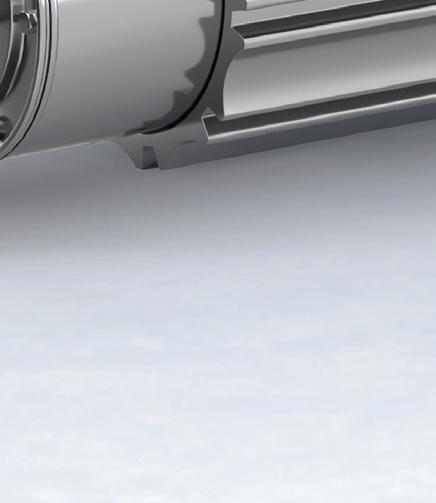


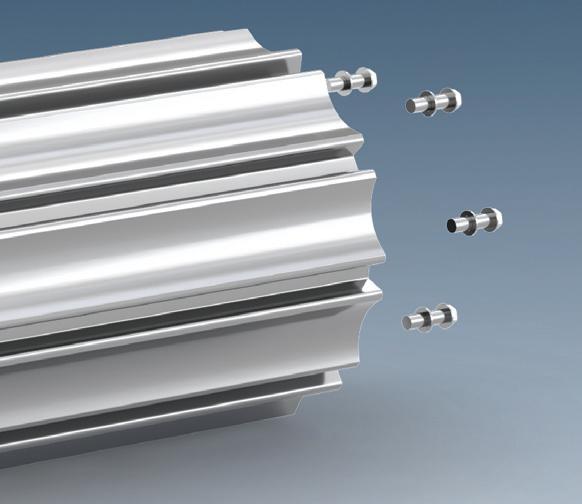



ELIMINATE Drive Sprockets
ELIMINATE Product Buildup







ELIMINATE Bacterial Harborage


















Learn More vandergraaf.com/pw | (888) 326-1476
one-way degassing valve. The bodies are printed offset and are partly perforated near the top during the process. The perforation enables consumers to open the finished canister with a small strip of unperforated material that serves as a patented built-in hinged reclose feature that preserves freshness at least as well as steel cans with plastic snap-on lids.
Graphic Packaging sends the material to Club Coffee’s Toronto facility. One Club Coffee production line processes smaller canisters that replace conventional paper packages to hold as little as 270 g (9.5 oz) or as much as 450 g (15.9 oz). Another line produces larger canisters. Both lines include a Spee-Dee augur filler and were designed with a small footprint that could still provide high-speed case and tray packaging at 125 canisters/min.
Regardless of size, the forming and filling operation is essentially the same. A body blank is picked by vacuum cups from a magazine and indexed into a station where it’s wrapped around a mandrel and then turned into a cylinder through application of a strip of roll-fed foil with sealant on it. That cylinder then passes through a forming box that transforms it into the more rectangular shape of the finished package. Canisters are then transferred from a horizontal to a vertical orientation and placed on a tool from which they are pushed into indexing devices, enabling the membrane to be picked by vacuum cups from a magazine feed and placed inside the body for induction sealing in place. They advance to the next station where a similar pick-and-place method inserts and induction-seals the lid of the canister, which is then curled. For a look at how sophisticated this all is, be sure to see video at pwgo.to/8289

and then vibrated to ensure adequate head space before induction sealing of the bases, followed by curling that base rim.
This sets the stage for each canister to be auger-filled through the bottom. An important challenge in designing this stage of the operation was that the paperboard canister is somewhere between existing rigid and flexible containers. This required close work with Morrison Container Handling on feed screws and other container handling parts to ensure gentle handling of this canister as it goes through a filler that is designed to enable packaging of both ground and whole bean coffee. Upon entering the filler, the canisters are flushed with nitrogen, filled,

A twist upender from AFA Systems reorients canisters from lid down to lid up before they enter a CP-WCP Wraparound case and AFA tray packer. After the canisters pass through a Mettler-Toledo X-ray metal detector, a servo-driven starwheel turner ensures controlled turns of each canister. When enough canisters are in place, a side-shift mechanism with gantry robot pushes them onto a partially erected case or tray. Another gantry robot picks up corrugated blanks and can use its vacuum cups to fold the top flap of the case or tray 90 degrees. The gantry robot then carries the corrugated blank a short distance and places it in a loading station where mechanical lugs fold two minor flaps, followed by Servo-driven rotary kickers closing the remaining flaps. After adhesive is applied by a Nordson ProBlue Flex unit, compression cylinders from Festo seal the wraparound case or corrugated tray. The process can include adding corrugated dividers by the AFA machine to help ensure that larger primary packs don’t get crushed, while a Domino print-andapply labeler puts lot and date code information on each case.
A significant challenge in designing the case/tray packer was having the flexibility to run both wraparound cases and corrugated trays. The only change part on the system was changing the end effector on the gantry robot case former/tray erector. The closing cylinders were designed so that they can compress either the corrugated trays or the wraparound cases with no change parts and single-point adjustments. Palletizing of cases and trays is currently done manually, but an automated palletizer is on track for installation.
No discussion of new packaging formats is complete without comparing the costs of new versus the old. Club Coffee says the paper-based canister competes nicely with both extrusion blown plastic and steel cans. That helps to explain both consumer acceptance and the many awards earned by Club Coffee’s AromaPak® with Boardio® technology, including as winner in the Product Innovation Category in the 2023 Reuters Responsible Business Awards. PW
65
Read about another example of this innovative packaging concept, an application by Mother Parkers Tea & Coffee, on page 12
Delivered to Club Coffee as flat blanks like the ones shown here, the canister components are pulled from magazine feeds and formed into a finished container.
One of the steps in making the container is a perforation process for ease of opening in the consumer’s hands.

According to a Life Cycle Assessment (LCA), the carton format had the lowest environmental footprint of all the options, which compared PCR, molded fiber, glass, aluminum, and paper cartons. Using cartons to refill more durable rPET bottles makes the whole system bathroom- and showerworthy, since the cartons themselves deteriorate in wet environments.
Dr. Bronner’s Paperboard Cartons Refill rPET Bottles to Ace LCA
Paperboard cartons get high LCA marks, but break down when wet. Meanwhile, 100% rPET bottles are circular, work great in the shower, and if they’re refilled, are not single-use.
Dr. Bronner’s refillable carton leverages both formats’ strengths.
By Matt Reynolds, Chief Editor
Dr. Bronner’s is a CPG known both for its liquid soap products and for its status as an early adopter of environmentally friendly packaging practices. For years, the company had been bottling its liquid soaps in 100% post-consumer recycled (PCR) PET (rPET), an intentional step toward circularity that was ahead of its time.
That’s why the company took notice when, back in 2019, it discovered that more than half of its customer comments were related to plastic packaging use. It turned out that Dr. Bronner’s “hero product,” a 32-oz 100% rPET bottle, was responsible for the largest portion of its plastic footprint as a brand. Between low consumer recycling rates for plastic and an emerging consumer demand for non-plastic packaging options, Dr. Bronner’s had to explore new solutions. Circumventing the single-use nature of its rPET soap bottles by refilling them with light
paper cartons swam into view as an option.
“Feedback from consumers indicated a growing demand for nonplastic packaging options, prompting the company to seek alternatives that would align with its sustainability ethos and meet customer expectations,” Karina Tettero, packaging and printing production manager at Dr. Bronner’s, told Packaging World at SPC Impact in New Orleans earlier this year.
Adds Darcy Shiber-Knowles, director of operational sustainability & innovation at Dr. Bronner’s, “so, we decided that [32-oz bottle] was where we needed to focus our innovation. We explored different options for packaging types to replace our PCR PET bottle, and we performed a Life Cycle Assessment [LCA] to understand what would be the gentlest [on the environment] single-use container for our liquid soap.”
66 PW MAY/JUN2024
STRONG EXPERTISE FOR SENSITIVE PRODUCTS









Sidel’s long-standing expertise in sensitive drinks makes us the only partner to enhance your line safety and performance.
With over 45 years of aseptic packaging experience, 3 in-house R&D labs and 5 packaging centers, we continuously innovate to satisfy your needs and provide you with unparalleled support.
We offer food safety solutions and services that maintain the lowest total cost of ownership without compromising on simplicity, flexibility, and sustainability.



So, meet the challenges of the growing market for healthy and nutritious, long shelf-life drinks, such as juices, nectars, soft drinks, isotonics, teas, and liquid dairy products by leveraging our world-leading excellence today.


sidel.com
LCA informs format shift
The LCA revealed the answer to be a 32-oz paper-based gable-top refill carton with twist cap and closure, meant to refill existing 32-oz rPET bottles. The system achieved an 90% reduction in plastic compared to the 100% rPET bottles it’s meant to refill. Today, the 32-oz Pure-Castile Liquid Soap refill carton is made from 69% FSCcertified paper, 5% aluminum, and 26% polyethylene, with a polypropylene cap. The PE liner and aluminum are barriers that ensure shelf stability and prevent the soap from deteriorating the carton. Even as a multi-layer, multi-material structure that may or may not be recycled depending on the market, the paper-based carton was the clear choice. According to the LCA, this format had the lowest environmental footprint of all the options, which compared PCR, molded fiber, glass, aluminum, and paper cartons.

Tettero, packaging and printing production manager at Dr. Bronner’s, spoke to Packaging World at SPC Impact in New Orleans last month.
Flexible packaging was not considered because the company “did not want to select a material made of virgin petroleum material that has zero end-of-life options for recycling or composting,” ShiberKnowles says. “The carton is not plastic free, and it’s still single-use, but each carton is over 90% less plastic than its 32-oz PCR PET counterpart. And even if it goes to landfill, it has a lighter environmental impact than




all the alternatives being recycled.”
Wait a minute—if the cartons are indeed more sustainable, then why not replace the rPET bottles with cartons entirely? Because paperboard breaks down in water, and these soaps are meant to be used in the bathroom and shower.
“We clearly state these not to use this in a wet environment. All our information online and any ads we post on social media, and even on-pack messaging [more on that follows] says, ‘please use this carton to refill an existing container.’ And this 100% PCR bottle will last you many, many years,” Tettero explained at the event.
Pilots and automation
The refill carton was initially piloted in select Whole Foods locations and on Dr. Bronner’s website before being launched nationally at Target and Whole Foods, as well as online platforms like Amazon and Grove. Throughout these launches, Dr. Bronner’s saw significant consumer interest and adoption of the new refill carton.
“It took a couple of years to move from choosing cartons to our market launch in July of 2023, as we needed to find a carton supplier [the supplier could not be named] that would partner with a cleaning product/body care company,” Shiber-Knowles explains. “Most carton



mkversaflex.com mk North America’s unique lineup of flexible chain conveyors Why VersaFlex: VersaFlex systems are powerful enough to be used in piece- and pallet-handling applications. Flexible plastic chain is capable of conveying product around three-dimensional spaces, reducing the conveyor system’s overall size while maximizing its capability. 68 PW MAY/JUN2024
Karina


suppliers prefer food and beverage customers, and we also needed to find retail partners to test this significant packaging change with us, design the education and communication about the change, and invest in equipment and staff in house. We also wanted to stress-test our LCA assumptions and ensure we were making the right choice.”
Today, the carton erecting, filling, and capping are fully automated. Dr. Bronner’s erects and fills the refill cartons on a NiMCO gable-top packaging line at its headquarters in Vista, Calif.
On-pack messaging
Design firm Studio Jelly partnered with Dr. Bronner’s on the refill package’s artwork, look, and messaging. Each of the eight fragrances of Castile Liquid Soap has its own corresponding color for easy identification on the shelf. Perhaps more importantly, the package design also had to get the right messaging across to consumers who might not be used to refill systems.

“The messaging on the packaging is to educate consumers about this. We want folks to know that our refill carton contains the same wonderful liquid soap, just in more environmentally gentle packaging, which due to its paper-based nature cannot go in the shower like a plastic bottle could,” Shiber-Knowles says. “Simultaneously, we want to encourage refilling into the containers that folks already have, diluting, and using Dr. Bronner’s incredibly versatile Pure Castile Soap for many different cleaning uses. Most people already have containers in their homes—maybe even a Dr. Bronner’s bottle. The carton is our single-use package that reduces plastic, but it’s still single use. As we get used to refilling the containers we already have in our home, demand for circular and bulk delivery systems and retail experiences will increase and single-use packaging of all types will decrease.”
An on-pack QR code takes curious consumers to the Dr. Bronner’s website, which contains information about the cartons, about the LCA, about recycling, about the company’s plastic reduction activity, and more.
According to the Carton Council, more than 60% of U.S. households have access to carton recycling in local programs, meaning cartons are able to carry the standard “Please Recycle” logo in accordance with the FTC’s green guides. But Dr. Bronner’s didn’t go that route.
“On our website and through consumer education platforms we share that if cartons are recyclable in your community, you can put this carton into your recycling bin, with the cap on. Keeping the cap on reduces leakage of plastic materials to our environment, even if the separated plastic ends up in landfill after the paper recycling process. We encourage consumers to check locally as recycling sys-


































































































































• Custom Design-Build: Tailored weighing and packaging solutions to suit your exact needs
• 24/7 Emergency Service: Expert technical support whenever you need it, day or night









• Preventive Maintenance: Stay ahead of issues with regular upkeep to minimize downtime



• Extensive Parts Inventory: Access to a wide range of parts for quick replacements













69 800.504.7120 DISCOVER
COMPREHENSIVE
THE
SUPPORT FROM HIGH TEK

The 32-oz Pure-Castile Liquid Soap refill carton is made from 69% FSC-certified paper, 5% aluminum, and 26% polyethylene, with a polypropylene cap. The PE liner and aluminum are barriers that ensure shelf stability and prevent the soap from deteriorating the carton.
tems vary across the U.S. Unfortunately, there may not always be an end market for collected and separated cartons, which may affect whether a recycler will accept them. We do not want to mislead consumers or greenwash, so we do not put recyclability claims on our package,” Shiber-Knowles explains.
What’s next?
Dr. Bronner’s isn’t resting on its laurels with the newly launched refill carton project. For instance, the twist cap is currently made using virgin petroleum polypropylene. The company is evaluating alternative options and may switch to PCR or other materials to increase the sustainability of the sourcing or end-of-life options for the caps. Meanwhile, the plastics savings keeps growing with every purchase of a carton to refill the rPET bottle, and that savings could grow even faster if the refill format were extended to other product lines.
“For now, our Liquid Castile is the only product in cartons, but we are actively testing other products to see what else we can bring to market in this format that reduces plastic use. And it’s very encouraging that we are hearing from customers that they’d love it,” Shiber-Knowles says.
Since launching these cartons less than a year ago, Dr. Bronner’s says it has obviated more than 27,000 lbs of plastic, and is currently working to install another carton filling machine to keep up with increasing demand.
“We are so proud of our refill carton–and at the same time we also know that for the planet the best packaging is often no packaging at all. Nature itself is circular which inspires us. We hope eventually that

















&
E 70 PW MAY/JUN2024
S T
Johnson’s Baby Refill Cartons
Cut Plastic, Cost
Johnson’s says it struck a balance between sustainability and consumer savings with its new range of Baby Refill cartons.
The new paper-based cartons cut plastic by 88%, compared to two 400-mL bottles including the cap and label, the company says. The 1000-mL packs can refill those two original bottles with 25% more product to spare as well, at 15% less cost than if the consumer purchased two more bottles.

The new Johnson’s Baby Refill cartons include visual cues and instructions to refill the original packaging.
“The Johnson’s Baby Refills have 25% more product [than the 800 total mL of product in paired PET bottles] for up to 200 uses per carton. This is equivalent to 40 more days of use [than the rigid PET bottles], lasting five weeks longer,” a Johnson’s Baby spokesperson says.
Features of Johnson’s Baby Refill range
Johnson’s new Baby Refill range covers three of the brand’s products: Bedtime Bath soap, Baby Shampoo, and Head to Toe Wash and Shampoo.
The packaging across the range is a gable top carton brick with a multilayer structure containing mostly board, as well as PE, EVOH, and nylon. The closure’s spout consists of white HDPE with no membrane, the spokesperson says.
Each carton is curbside recyclable and certified by the Forest Stewardship Council, an international organization that promotes responsible forest management.
Consumers can find refill instructions on the side of the pack, “to help guide consumers and show how simple it is to use refills,” the spokesperson says.
Visual cues instruct the consumer to squeeze their empty rigid PET container’s cap or pump, twist, and pull up to open the product. From there, visuals demonstrate how to pour in the carton refill and click the cap or pump back into place.
Johnson’s also added some smart packaging features into the mix, connecting the packs with a QR code on the side panel. Consumers can scan the code to access an ingredient breakdown of the product inside.
The brand’s Baby Refill cartons are now available with an MSRP between $8.42 and $11.52 at major retailers including Amazon and Target. —Casey Flanagan
consumer behavior will shift from single-use packaging toward a truly circular, refill-based consumption model,” Shiber-Knowles says. “In fact, we are currently piloting truly circular bulk refill stations for our liquid soaps at select retailers in California, and we hope to expand this program nation-wide over time. Our hope is that refill carton consumers join us along a journey toward zero waste; buying the carton is a fantastic step in reducing plastic use while still bringing our Castile Soap home, and the next step is refilling and reusing the containers that already exist.”
“And just seeing the response that we’ve gotten has been gigantic. So, it’s really interesting to see that consumers even in the mass market are really ready to see this and to have this happen,” Tettero said at the event. “We’re outpacing our PCR bottle two times now of what we normally would sell.” PW


71
Refresco to Disrupt with Mono-material, Aseptic, FoodContact HDPE/rHDPE Carton
Expected to be on shelves by Q3 is a game-changing new aseptic carton format. While brands swap plastic for paper, reZorce flips the script with circular, mono-material HDPE/rHDPE for paper. Finishing validation, CM/CP Refresco will be first to market.
By Matt Reynolds, Chief Editor
Packaging World editors were intrigued enough by this new tech to think it was worth a quick trip from Chicago to Amsterdam to see and understand. There, we caught up with Neil Court-Johnston, president, MuCell Extrusion, a division of Zotefoams PLC, on a new multilayer but mono-material, food-contact HDPE and rHDPE structure called reZorce circular packaging.
Packaging World:
What is microcellular foaming tech, and what was its genesis? I believe an early, in-market example was the development of a lightweighted pack for Unilever brand Dove, correct?
Court-Johnston:
Yes. This really goes back to 2011 when Zotefoams acquired MuCell Extrusion. Microcellular foaming technology is where we inject atmospheric gasses into polymer, typically nitrogen and carbon dioxide, and we displace 10% to 15% of the weight, creating lighter, greener, cheaper packaging.
Fast forward to 2019. In the intervening years, you’ve been able to develop layers of this microcellular foam in HDPE specifically. And when laminated or otherwise stitched together, these layers can provide barrier properties. What are you doing to achieve this? What we’re doing is creating a mono-material, barrier, food-contact packaging with a layer structure. We can create up to nine layers within the gauge of a chip bag. We’re able to include recycled material [HDPE PCR]. For mechanical recycling work streams, about 70% of the substrate would be rHDPE. With chemical recycling inputs, that’s almost 100% recycled material.
You’re able to make a lot of different packaging substrates—both rigid and flexible. You already mentioned chip bags, but stand-up pouches and other flexibles are on the menu. But you’re launching into rigid aseptic cartons first. Why is that?
There was a lot of discussion. There are many markets that this technology lends itself to. We’ve prioritized aseptic carton for three reasons.
The first is the market size. 300 billion aseptic cartons are consumed around the world every year.
Second would be market concentration. Three players in Tetra Pak, SIG, and Elopak represent about 90% of that market.
The third reason, which I found particularly interesting when I was looking across all of the packaging segments, was the market conduct. This is the only market segment which isn’t talking about recyclability and circularity. Really the emphasis was on carbon footprint only because of the nature of the composite [70% fiber, 20% PE, 5% aluminum] material. It is designed to be, and only can be, single-use.
So this is a multilayer structure, but it’s a mono-material. I assume this can go into existing curbside recycling streams? Do material recovery facilities (MRFs) want this material? Have you partnered with them?
The short answer is yes. One of our strategic partners is Biffa Recycling [and Waste Management] in the U.K. It’s the largest recycler of monolayer HDPE milk bottles in the United Kingdom. We’ve tested the circularity extensively, through their laboratories and their MRFs. They operate a closed-loop system, which is really the highest bar in mechanical recycling, and reZorce passes those tests.
So you’re working with MRFs already, making sure this is a recoverable material on the backend to become a carton or other PE-based package again. What do input streams look like? Where are you sourcing virgin material for the virgin, food-contact layers? And do you have off-take agreements in place for the high amounts of rHDPE PCR you hope to use? Maybe Biffa is feeding back rHDPE as feedstock?
From a virgin perspective, in North America, it’s ExxonMobil. In Europe, SABIC and Versalis are our key partners. From a recycled material per-
72 PW MAY/JUN2024
spective, we have a strategic partnership with Biffa, again, the largest recycler of HDPE milk jugs. We have signed allocations of rHDPE for the reZorce substrate, too.
The way I like to think about it, every single reZorce carton that is sold, is additional high-quality feedstock for Biffa or other MRF partners. So we’re looking at those huge volumes across the world, talking about 300 billion cartons being consumed. If those cartons become HDPE instead of single use, that’s all upside for the recycler.
Why should brand owners, CPGs, retailers, and contract packagers be interested in this technology?
Everybody, brand owners, CPGs, and retailers, are working really hard, and doing a great job in redesigning their packaging to be recyclable. A challenge is recycled content. What we’re seeing are public statements and pledges from the CEOs of the biggest brands on the planet to get to 25% or 30% recycled content by 2025. But in the Ellen MacArthur Foundation Progress Report, the latest of which was issued in November 2023, the evidence shows that they’re really struggling to meet those targets. And that’s for a couple of reasons.
The first is the lack of availability of high-grade, even food-grade recycled material. It’s scarce. It’s expensive.
What kind of equipment does this material run on? If a brand owner or contract packager were to offer this format, would they require all new equipment, or could they retrofit existing equipment?
Essentially, how easy is deployment?
We recognize that for new technology adoption, there are, in principle, two issues.
One is complexity of the change, the other is the cost of the change. What’s great about the reZorce technology is that it’s fully scalable using the existing plant equipment with some very minor modifications. For example, the packaging that I’m holding here, the longitudinal seal, is a flame seal, per the market standard. The top seal is ultrasonic, per the market standard. The modification that we’re making is to the bottom seal. Instead of being an induction seal process, it is ultrasonic.
Editor’s note: The company revealed about a two-day changeover from existing liquid packaging board (LPB) to the new format, upon first changeover. Ensuing changeovers would be simpler.
You have a major juice CM/CP partner in Refresco who’s helping to bring this product to market. Tell us about them, their scale, and what they do.

The second is food legislation that requires virgin material to be in contact with the food. So unless you have that multilayer substrate, that’s a problem for them.
The reZorce substrate addresses both of those issues.
Can you be more specific on how, structurally, it does so? My understanding is that you’re using virgin HDPE for the layers on the interior, where contact with the food is made. And you’re using virgin on the outward-facing print layers for a great shelf impact. But the internal layers can be rHDPE, correct?
That’s exactly right. We actually stitch and hem the internal layers with recycled content so that there can be no contamination of the virgin layer. Imagine that the initial layer, in direct contact with the food, would be virgin polymer. Typically, you’d have a barrier agent in the next layer. We would then have a layer of nitrogen, and then as many layers of recycled content as is required. This package that I’m holding today [pictured above] actually has 30% rHDPE in the substrate.
We signed a joint development agreement with Refresco in July 2023. Refresco is the world’s largest independent packager and filler of juice. They have revenues of about €4 billion per year across 74 plants in Europe, North America, and Australia. They’ve given us unfettered access to one of their plants, a filling line, to enable us to test and trial reZorce packaging. We’re in the final stages of that validation process, and I would expect us to be on the shelf in the next financial quarter.
Is HDPE the only material that could benefit from microcellular foaming tech?
There’s a huge opportunity here. We prioritize HDPE due to the availability of highgrade rHDPE in the world. But we’re now developing a polypropylene and PET version. We’re developing different sizes, too. This is a 1.5-L pack. We have a 1-L and a portion pack to launch soon.
The substrate is non-wicking; what does that mean?
It means it’s microwavable. And that’s a new category for cartons. Obviously, that’s something that the current aluminum-containing composite doesn’t permit. Separately, its non-wicking nature means that it doesn’t break down when exposed to moisture in the way that a fiber-based carton might. Again, this is interesting for categories such as household and personal care products, where refill packs might be opened only occasionally and then stored again for some time.
What kinds of markets are you looking at, and where?
We’re looking at juice in Europe. In North America, we’ll be looking at juice, dairy alternatives, soups, and broths. And there are a number of other categories.
73
“We are indeed working with partners to win. What we see has changed over the past years is that our customers—we work for basically all of the large retailers in Europe, North America, and Australia, as well as all the large A brands—they are all looking for more sustainable solutions. They’re looking for choice, they’re looking for recyclability, they’re looking for recycled content, and they’re looking for a partner who is willing to be a front-runner and is looking to take some risks in order to take a step forward. This format, reZorce, allows us to be the front-runner we want to be.” —Coert Michielsen, CPO, Refresco
What about shelf appeal? Brands and contract packagers can’t ignore the consumer desire for packaging that looks good and stands out in a competitive set. Is there anything different about printing for the consumer-facing outer printed layer?
One of the things that brand owners tell us is that the current market practice is to have very long runs of printing to minimize costs. What that does is it restricts the flexibility and agility of printing decoration. With reZorce, we’re going to offer mass customization. We’ve tested and validated all of the printing technologies, whether that be digital, flexographic, or rotogravure. We actually printed the carton in front of me with a reverse-laminate BOPE solution, so it is very flexible, and mass customization is the goal.
That begs the question, there are a lot of converters out there that could help you scale. Have you any partnerships there?
We’ve just announced today that we’ve signed an agreement with SÜDPACK in Germany. that gives us access immediately to a capacity of 100 million cartons. There are others that we’re talking to both in Europe and in North America, so they’re watching the space.




One link in the chain or rung of the ladder that we haven’t yet discussed is the consumer. Have you done any research on consumers’ appetite for this new pack format? Will you have to educate them about it and ensure they properly dispose of it?
We plan to run a 150,000-carton trial on supermarket shelves imminently. That will be our first playback from the consumers on how they differentiate the reZorce vs. the liquid packaging board (LPB). What a retailer has agreed to do is actually merchandize the package immediately next to the current LPB market standard, so we’ll get some very useful market research and feedback.
How do emerging regulations play into this rollout? This new substrate, with its ability to simultaneously carry PCR in monomaterail rHDPE, and be food contact. That hasn’t existed before, to my knowledge.
The regulatory framework really tees up the opportunity that’s presented by reZorce. What we’re seeing from governments is a drive for extended producer responsibility (EPR), so we’re expecting, from a P&L perspective, that this will be a big winner for brand owners and the CPGs. PW







74 PW MAY/JUN2024

No-Mess Inkjet Coding
Weber’s Markoprint thermal ink jet coding systems are the smart way to add expiration dates, batch coding and other variable information to your products. Available in one-, two-, or four-head configurations with associated controllers, the Markoprint coders use HP Ink cartridges for clean, efficient printing.
And with the the optional retrofit mounting hardware, you can mount a Markoprint on Weber or Pack Leader label applicators. This allows you to print your information directly on your label before application. You get perfectly legible text, barcodes or graphics every time without having to worry about product proximity.
Visit us at www.weberpackaging.com and see how we can ensure your next inkjet project is successful.













































www.weberpackaging.com Locations Worldwide
SPE Foundation Offers Sustainable Packaging Patch for Girl Scouts
The new Girl Scout Gold Award SPE Foundation Grant is now available for eligible Girl Scouts who wish to make a positive impact on community recycling, sustainability, or diversity in STEM, helping fund Girl Scout troops interested in participating.
By Matt Reynolds, Chief Editor
The SPE Foundation, convened by the Society of Plastics Engineers (SPE), aims to support the development of plastics professionals by funding inclusive educational programs, grants, and scholarships emphasizing science, engineering, sustainability, and manufacturing. In a new project that harmonizes these goals, the Foundation is engaging with Girl Scout Councils around the country to introduce girls to opportunities in plastics engineering through STEM patches related to polymer science, packaging, and sustainability.
“We are thrilled to collaborate with the Society of Plastics Engineers on


our Sustainable Packaging Patch. Their support has been instrumental in shedding new light on the signi cance of plastics in our ecosystem,” says Nasaile Peterson, program coordinator, Girl Scouts of Northeast Texas.
“The hands-on curriculum not only educates Girl Scouts on the crucial aspects of plastic disposal and its chemical properties but also delves into how nature shapes product design. We’re equipping our young leaders to champion sustainable practices and make the world a better place.”
To fund Girl Scout troops interested in participating, the new SPE Grant to support Girl Scouts working toward their Gold Award is now


The SPE Foundation is engaging with local Girl Scouts of the USA councils around the country to introduce girls to opportunities in plastics engineering through STEM patches related to polymer science, packaging, and sustainability (above left). The hands-on curriculum behind the patch is intended to change the perception of packaging, teach basic recycling, promote packaging degree programs, teach girls to create a personal sustainability plan, and to make a career in packaging seem “cool” by exposing the participants to people (especially women) that exemplify cool packaging careers.

76 PW MAY/JUN2024
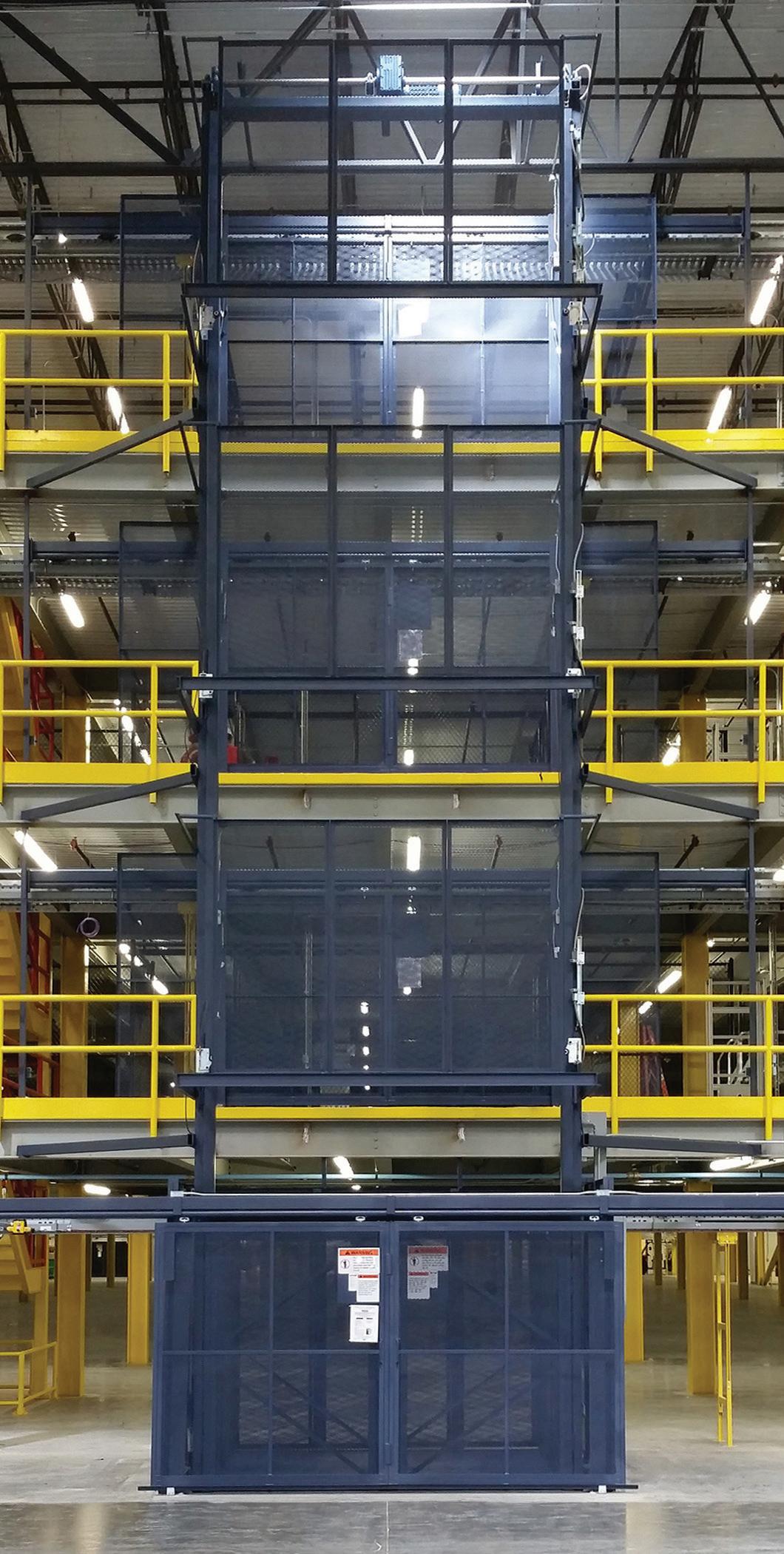

Safe, efficient, cost-effective material lifting solutions designed for your application! Call us today! 414-352-9000 www.pflow.com MATERIAL HANDLING SOLUTIONS 100% employee-owned and proudly made in the USA PFLOW DOES THE HEAVY LIFTING! Unlock the potential of your facility
LIQUID NITROGEN DOSING
Extreme precision with field-proven performance
• Consistent package pressure
• Low oxygen levels
• Experienced worldwide service team

Since 1958
available for eligible Girl Scouts who wish to make a positive impact on community recycling, promoting sustainability, or addressing diversity issues in STEM.
Through SPE’s partnership with the Institute of Packaging Professionals (IoPP) and the material agnostic Sustainable Packaging Patch, the SPE says that it not only dives into what it describes as “Positive Plastics Education,” but also cover topics to help girls understand why packaging is necessary in the rst place.
“We talk about materials generally used for packaging—plastic, glass, metal, paper, and biopolymers—and the pros and cons for each. We hope to spark an interest in girls so they’ll join the packaging industry one day to innovate solutions to our most pressing challenges. We’re looking to engage youth who care about our environment and empowering them as future scientists and engineers,” says Eve Vitale, manufacturing engineer and SPE Foundation chief executive.



The hands-on curriculum behind the patch is intended to change the perception of packaging, teach basic recycling, promote packaging degree programs, teach girls to create a personal sustainability plan, and to make a career in packaging seem “cool” by exposing the Girl Scouts to people (especially women) that exemplify cool packaging careers.
Free Download: 8 Ways You Might Be Greenwashing Your Packaging



This special report exposes the issue of greenwashing in the CPG industry. We reveal how brands may unintentionally mislead consumers through vague sustainability claims and misleading eco-friendly imagery. Learn to identify greenwashing tactics and accurately represent your product’s environmental impact. Scan the QR code for insights on avoiding greenwashing, recycling claim confusion, and the goals of green guides in promoting truthful environmental advertising.


Topic titles in this program include: Know Your Packaging (scavenger hunt); Packaging System Levels; Linear vs. Circular Economy; Bioplastics; Compostable Packaging; Reduce, Reuse, Recycle, Recover (activities); Waste Hierarchy; Recycling Works! and How to Recycle; Sustainable Labeling; Sustainable Packaging Design; and Packaging Careers and College Degree Programs.
“While SPE and their foundation’s mission is focused on the development of Plastics Professionals and promoting the positive impact that plastic packaging can have on the environment, it was important to ensure that the curriculum be material agnostic. Partnering with the Institute of Packaging Professionals allowed the program to provide unbiased assessments of a variety of materials and their impact on the environment,” adds Jane Chase, executive director of IoPP.
Project locations for 2024 include northeast Texas, greater Chicago and northwest Indiana, and greater Tampa. Target bene ciaries are Girl Scouts in grades K-12 who are trying to earn STEM-related
78 PW MAY/JUN2024 4 Barten Lane, Woburn, MA 01801 T 781 933 3570 | F 781 932 9428 sales@vacuumbarrier.com vacuumbarrier.com
COMPLETE SOLUTIONS FOR HORIZONTAL
PACKAGING IN FILM AND PAPER
HUGO BECK is a world leading specialist in horizontal film packaging machines, flowpack and paper packaging machines as well as automation solutions with the range of 3,000 to 18,000 cycle-per-hour. Our comprehensive machine range handles flowpacks, bags and shrink packs, as both primary and secondary packaging. HUGO BECK machines are used worldwide across many different sectors, including pharmaceutical & medical technology, confectionery, e-commerce, household goods, wood & long parts.
In developing innovative machine technology we aim to make packaging as resource-efficient as possible. From extremely tight packaging that minimizes the use of film and paper to flexible machine solutions, which allow the production of film and paper packaging on just one machine or pure paper packaging machinery – we have all sustainability needs covered.
State-of-the-art, in-house project planning and manufacturing processes ensure we can react to virtually all our customers’ needs.
BESPOKE SOLUTIONS FOR PHARMACEUTICAL & MEDICAL TECHNOLOGY
n High-grade customized installations
n Validation and qualification services, GMP certification
n Safe and hygienic, airtight and high-barrier packaging
n Meeting clean room specifications
n Track & Trace capability



SUSTAINABLE FILM AND PAPER PACKAGING SOLUTIONS FOR E-COMMERCE, MAIL ORDER, LOGISTICS & MORE
n Minimal film and paper use across the packaging process
n Automatic adaptation of the shipping bag size to varying product dimensions in length and width
n Optimized user-friendliness and accessibility



CONFECTIONERY & MORE: PERFECT PACKAGING APPEARANCE AND PRODUCT PRESENTATION
n High quality, extremely tight packaging with minimum use of resources
n Maximum machine uptime
n High packaging speeds of up to 18,000 cycles/h
n Wide range of packaging types and films processed



PACKAGING OUR CLIENTS' WORLD SINCE 1955 • WWW.HUGOBECK.COM

Project locations for 2024 include northeast Texas, greater Chicago and northwest Indiana, and greater Tampa. Target beneficiaries are Girl Scouts in grades K-12 who are trying to earn STEM-related patches.
patches. The activities required for the patch consider the grade level of each Girl Scout, from Daisies in kindergarten and first grade, up to Ambassadors as juniors and seniors in high school.
“If you or your organization are interested in participating, there are several routes toward program sponsorship. There are also volunteer opportunities,” says Vitale. “The Foundation plans to host events serving 100 to 200 girls at a time as they earn their patches, and volun-
teers would be welcome at these events. There is also the opportunity of reaching out to local girl scout troops and bringing the program to them. We would look for volunteers to discuss their careers as they relate to packaging and the innovations being made for a more sustainable world.”
Similar to merit badges, patch programs provide Girl Scouts another way to enjoy a variety of activities while earning recognition for having completed them. Patches cover a broader range of achievements and experiences than do merit badges, and while merit badges are created internally by the Girl Scouts of the USA, patches are often created and administered by external or partner organizations—SPE in this case.
Organizations like PMMI are already on board as sponsors. Visit www. spefoundation.org to learn more about sponsorship or volunteerism.
“We are thrilled to be a gold sponsor of the Sustainable Packaging Patch, support delivering ‘Positive Plastics Education,’ and engage youth who care about our environment, empowering them as future scientists and engineers to shape the packaging industry,” says Kate Fiorianti, director, Workforce Development, of PMMI’s sponsorship. “We look forward to engaging with the troops by touring local PMMI member facilities and their participation in PACK EXPO. These activities showcase innovative approaches to sustainable packaging and inspire the next generation of industry leaders. We are committed to supporting their exploration of environmental stewardship and technological advancement.”
The SPE Foundation aims for 2,000 Girl Scouts to undertake the patch program in 2024. PW
High Speed Diverting and Positive Lane Positioning
With New Rack and Pinion Drive



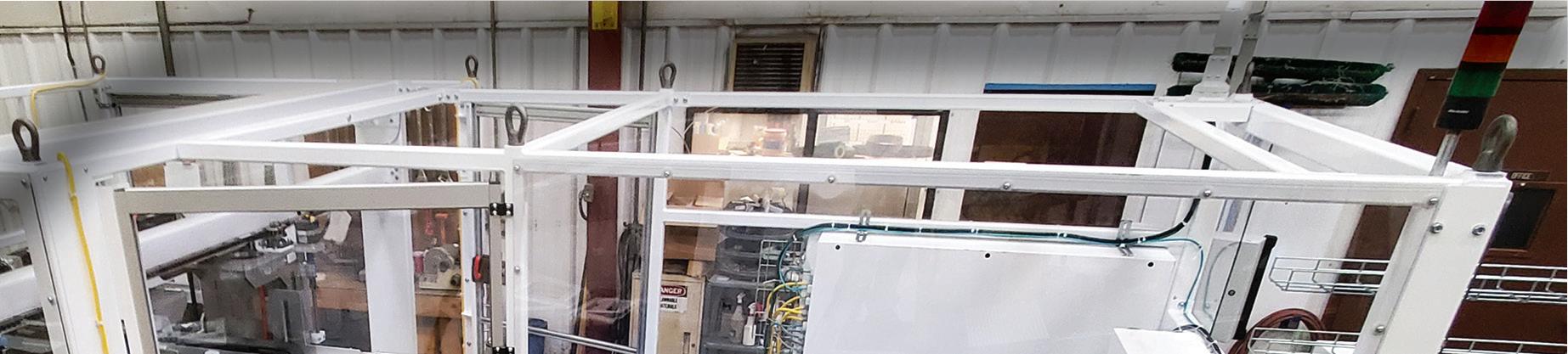












920-727-3000 | www.packairinc.com/products/servo-driven-rack-and-pinion-diverts | Scan to Learn More
80 PW MAY/JUN2024
COME
Cutting-edge packaging adhesive application
For over 40 years, Meler, Your gluing solutions partner, offers complete adhesive application’s systems in cardboard packing, palletizing and labelling processes.







































TO PACK EXPO SHOW AND VISIT US
Upper Stand: 7842
Lakeside
Our brands: melerusa.com
Gentle Case Packing Cures Broken Bottle Blues
The ascendancy of contract packaging means that once neglected bottling lines are coming back strong. Here’s how Yards Brewing switched drop pack operations to pick and place, reducing scrap to the bare minimum, both for its own and its contract customers’ craft brews.
By Matt Reynolds, Chief Editor
Back in 1994 when founder Tom Kehoe first hung out a shingle for Philadelphia’s Yards Brewing Co., he was a pioneer to the then-nascent craft brew landscape. The brewery he founded has since grown into a 55,000 barrel/year operation with capacity to grow to 300,000 barrels, producing a balanced mix of everything you’d expect out of a mature craft brew house. What started as a garage-based venture grew into larger facilities and taprooms over the years, with its current home in an 80,0000-sq-ft brewery, event space, and taproom in Philadelphia’s Northern Liber-
ties neighborhood. It’s notable that the brewery has remained anchored in Philadelphia for its entire existence, serving the four-state area of Pennsylvania, New Jersey, Delaware, and Maryland in retail with a wide swath of beer varieties in all the usual package formats.
For retail and taproom carryout channels, an automated line packs standard 12-oz bottles into 12-pack cases, or into 6-pack cartons in 24-count cases. Designed for the same retail and taproom carryout channels, an automated canning line packs standard 12-oz and 16-oz

Visit pwgo.to/8233 or scan the QR code to watch a video of Yards Brewing Company’s packaging operations in action.
Celebrating its 30th year making craft beer in Philadelphia, Yards Brewing Co. serves the Pennsylvania, Delaware, New Jersey, and Maryland area with 55,000 barrels/year in all sorts of packaging formats. With a 300,000-barrel capacity, it has room for further growth into the contract packaging space.
82 PW MAY/JUN2024











































Precision Packaging Conveyors Seamless Conveyance in Industrial & Sanitary Applications Gentle Product Handling Smooth Transfers Increased Throughput
www.dornerconveyors.com
multipacks, with a 19-oz specialty format also available. Kegs are filled for foodservice operations and taproom sit-down occasions, and there’s even a variety pack or rainbow pack rework line, though it’s comparatively less automated.
As is becoming more common among established breweries these days, Yards runs a healthy contract manufacturing and packaging (CM/CP) operation—so healthy in fact that it’s currently approaching half of Yards’ business. The brewery just checks all the boxes as a well-diversified operation with a full complement of automated packaging format options, both for its own beers and for its CM/CP customers.
Boosting bottles

The big trend in craft brew packaging these past few years has been “cans, cans, and more cans,” and Yards is fully on board with the trend. It operates sophisticated automated canning lines that can multipack into PakTech can handles or cartons to accommodate the growing can demand. Still, it was refreshing to hear that Mark Granacki, packaging manager at Yards, is also doubling down on bottling automation. With so much contract packaging business, it only makes sense to offer fast and accurate automation for whatever
Bottling operations begin with a Uni-Pak floor-level depallitizer (left). Mass flow bottles are then single filed for filling, crowning, and labeling, after which finished bottles are conveyed to case-packing operations (center background).
the format a CM/CP customer might desire: bottle, can, or keg.
A little more than 18 months ago, Granacki identified secondary packaging in its bottling line, namely multipacking, as a weak link. An upgrade was in order.
“Back then, we were doing more traditional drop packing on the bot-














MANUALLY MANIPULATING CONTAINERS ON YOUR LINE? We can automate that. We can automate that! TIMING SCREWS CHANGE PARTS TIMING SCREW DRIVE UNITS COMBINERS + DIVIDERS DENESTERS + RENESTERS ORIENTING + INVERTING VARIETY PACKS + STACKING DOWN BOTTLE REJECTS innovative solutions increased throughput expert container control www.morrison-chs.com info@morrison-chs.com +1 708 756 6660 335 W. 194th Street Glenwood, Illinois 60425 Explore Our Product Line Up YOU DESERVE BETTER CONTAINER CONTROL: From standard timing screw drive units to custom integrated equipment and everything in between, we engineer solutions to directly tackle slow processes on your production line. 84 PW MAY/JUN2024
A CUTTING EDGE AND SUSTAINABLE ALTERNATIVE
TO THE TRADITIONAL
PET SHEET


At Alpek Polyester, we are more than the world’s second largest producer of PET Resin, we are producers of the innovative Direct-to-Sheet, Octal DPET® Sheet products for the packaging and Sheet products for the packaging and thermoform markets.
This unique technology This technology delivers delivers exceptional consistency and clarity with enhanced mechanical with enhanced mechanical properties, resulting in resulting in increased increased productivity for Therm for Thermoformers formers while allowing designer while designers the he flexibility to achieve stun flexibility to achieve stunning package ng designs that maintain the designs that maintain their shape. Octal rDPET® Sheet is avail available with le integrated post consumer re integrated post consumer recycle ycle content for circularity and content for and sustainability. su inability.



ALPEKPOLYESTER.COM DPET SHEET ® rDPET SHEET WITH RECYCLED CONTENT ®

Within a monoblock, a 24-head rotary rinser (above) feeds a 24head counterpressure rotary filler (below). Bottles are then capped on a 6-head crowner, reaching speeds up to 150 bottles/min.

POSITIONING SYSTEMS FOR PACKAGING MACHINES
tling line,” Granacki remembers of the legacy equipment. Frequent bottle breakage and other QA issues in multipacking operations were problems. “But that equipment company had been going out of business, and it was harder to get service and parts for the machine. And in general, drop packing just tends to break a lot of glass, and it’s less efficient.”
The legacy drop packer used a pneumatic lift to raise each case or carton up to meet the bottles. The bottles then indexed into a grid that shifted allowing the bottles, in theory, to fall straight through a basket into the case. Even under the best conditions bottles can still contact each other and cause breakage. And even when a bottle remained intact at the facility, the transfer shock could result in breakage downstream in the supply chain, perhaps during a temperature change in distribution. Again, the result would be broken bottles and wet cases. Since the 12-pack litho-laminated corrugated case format is that of a tight pack with no dividers or inserts, that means glass to glass packaging, making the operation even more tenuous.
“Meanwhile, as servo motors became more popular in these types of applications, we started looking at some of these pick-and-place packers,” says. He and his equipment counterpart Neal Goss, maintenance manager at Yards, visited 2022’s PACK EXPO East in Philadelphia to get a sense of what was available in the gentler pick-and-place case packaging realm.
“We had already decided that we were going to upgrade the asset,” Granacki says. “We had considered some different improvements for the line, and that one was decided to be the most important, with the greatest potential payback for efficiency and material savings… We saw and liked a few at PACK EXPO East, but we really fell in love with a case packer from Standard-Knapp.”
Two separate trains of thought—Granacki’s operations and daily use perspective, and Goss’ engineering and maintenance mind—converged on the Standard-Knapp 991 Unipack 2.0 case packer.
“On my end, I wanted something that would be produce a relatively minimal amount of motion, to eliminate the amount of stored energy or kinetic energy built up in the machine that would wear on it,” Goss says. “Also, I was looking at the robustness of the travel guides and supported structures above in the gantry system. I then looked at the technology, as far as what controls they were going to use. I just went


Electronic, bus-compatible position indicators with target /actual value comparison and intuitive operation
Automated fieldbus-/Ethernet compact actuators: easy commissioning, fast amortization
Mechanically compatible: SIKO positioning systems are mechanically interchangeable
IO-Link in the most compact position indicator
SIKO Products Inc., www.siko-global.com
86 PW MAY/JUN2024









PACK
POUCH PALLETIZING CARTONING CASE PACKING
WRAPPING Your Trusted Single Source Provider 40 Woodland Court, Oostburg, WI 53070 920-564-5051 • vikingmasek.com
VFFS STICK
PREMADE
FLOW


through it and picked it apart that way. I was shocked that the machine was using all premium products, and I’ll use the term “over-engineering” for the structure, but it was still in the same competitive cost range as the other manufacturers.”
From Granacki’s point of view, easy changeovers and gentle handling were the twin keys.
“We go back and forth from twelve packs to six packs [in a 24-ct master case]. We looked at the basics, asking ourselves, ‘What does the changeover look like? Are the cycle times appropriate to pull product
Bottles are cold-glue labeled around the body and neck on a Krones Solomatic. A gentle-handling case packer downstream means very little scrap occurs from label damage.
away from that filler in a timely manner, and keep the filler running and operational?’” Granacki says. “We also did a cost benefit analysis on how much we were breaking and what type of material loss that was causing. Seeing a machine that was so gentle with the product, picking them and placing them as opposed to dropping them, made an impact. We also looked at how the Standard-Knapp equipment was were protecting the labels. Since the bottles are being grabbed up top, that also prevented lots of rework and labor for us.”
With the legacy case packing equipment, operators frequently had to










CALL 1-877-236-0266 OR SEE VIDEOS OF OUR MACHINES IN ACTION AND MORE AT UNIVERSAL1.COM Break-Away Tamp Systems Flag Labeling Systems Hugger Belt Systems Indexing Roller Systems Interrupted Belt Systems Multi-Panel Systems Split Belt Systems Tamp/Wipe Systems Tamper Seal Systems Vacuum Belt Systems Vertical Trunion Systems Zero Down Time Systems WHEN IT COMES TO LABELING, YOU ONLY NEED TO KNOW ONE THING... OUR NAME.
88 PW MAY/JUN2024


Depending on the format, three or four lanes of bottles enter the Unipack 2.0 where they’re picked and placed. Standard formats are 12-pack corrugated cases or 24-count master cases carrying four 6-pack handled multipack cartons.
keep rags on the conveyors to clean up after bottle breakage. This was especially true of glass-on-glass 12 packs in the drop pack format. Those corrugated 12-pack cases could cost $1.50 each, so if 20 bottles were to break in a day, and those cases were scrapped, that would start to add up.
“Being able to remove those constraints was a big factor in selecting this equipment,” Granacki says.
More interesting features
The new case packer has been installed at Yards Brewing Co. since October 2023, having briefly served as a showpiece at the StandardKnapp booth at PACK EXPO Las Vegas ahead of the installation. Beyond the general efficiencies that first attracted Granacki and Goss, the 991 Unipack 2.0 case packer has a few “above and beyond” features.
First, the equipment uses a localized grease system that would allow an operator to hit multiple spots from one point of entry into the enclosure. Granacki and Goss took that functionality a step further and added a safety mechanism that prevents the machine from running unless those grease demands are satisfied.
“The machine is automated such that it notifies the operator, and then will shut itself down at some point to force proper maintenance habits. This can be overridden with a code, but it also creates the awareness for the operator,” Goss says.
Another unique feature is a light indication system within the housing of the machine that’s used to notify the operator of status at different phases of the process. And like the souped-up grease system, Granacki
Seamless Packaging Integration with nVenia

At nVenia, we go beyond supplying packaging machinery. We conceptualize, design, manufacture, integrate, install, and service equipment and systems for primary, secondary, and end-of-line packaging. Leveraging our diverse capabilities, we ensure seamless integration for producers, meticulously designing and harmonizing every element of the packaging line.
www.nvenia.com 800.253.5103
90 PW MAY/JUN2024
SINGLE SOURCE PACKAGING SOLUTIONS

Bringing unsurpassed accuracy, efficiency, reliability & support to your packaging systems for more than 50 years. All-Fill packaging machines are engineered to excel with configurations built to outperform your production demands.
AUGER FILLERS | NET WEIGH FILLERS | CUP FILLERS | PISTON FILLERS | CHECKWEIGHERS VERTICAL FORM FILL & SEAL BAGGERS | LABELERS | UNSCRAMBLERS | CAPPERS
MANUFACTURED &
ARIZONA.
PROUDLY
ASSEMBLED IN EXTON, PENNSYLVANIA & PHOENIX,
ALLFILL.COM
Automate with the best.

A scale for any application.








Fill trays of all shapes and sizes.







Ensure the quality of your production.






































and Goss took that capability a step further with Standard-Knapp.
“They installed strip LED light systems on all four corners of the machine that light up in various quadrants that tell the operator different statuses. If there’s a jam in the middle of the machine, the middle machine will light up red and an operator will know to go look in that area,” Goss says. “It speeds up the turnaround time on jams and any errors in the machine. Those are minimal, but when they happen, they’re clearly noted. It gives the machine a cool look overall—our people like to look at this machine with the LEDs on. But it also works as a status light. That’s another great thing that was added and Standard-Knapp ran with it. They did a phenomenal job with the design and programming.”
Adds Granacki, “they even go so far as to color-code the Quick Connect couplings from the air lines to the picker grid, so that you can’t connect it improperly. Everything is intuitive, set up in such a way that it is very poka-yoke [Kaizen mistake proofing], preventing mistakes from happening.”
The full bottling line at Yards Brewing Co.
The new 991 Unipack 2.0 was a drop-in replacement on an existing bottling line. The case packer’s small footprint made a direct swap-out with the legacy drop packer possible, without the need to tear apart the otherwise fully functional line.
Bottling operations begin with a Uni-Pak floor-level depallitizer. Uni-Pak also handles all the conveyance on the line. The depal and conveyance feed an oldie but a goodie, a monoblock rinser, filler, and crowner. Within the monoblock, a nearly 30-year-old, 24-head rinser and 24-head counterpressure filler from GAI is followed by a 6-head Arol crowner. The monoblock is capable of speeds up to 150 bottles/minute for 12-oz bottles, which make up the volume of bottling output, but is flexible enough to handle 750-mL bottles for limited edition or seasonal beers at slower speeds.
“First thing we do out of the filler is we crown with the Arol on
92 PW MAY/JUN2024 More weighing solutions at YamatoAmericas.com Always the best way to weigh.
Filling. Inspecting.
Weighing.
A box shop from Pearson feeds erected 12-pack corrugated cases to the Unipack 2.0.

Nordson Packaging
We keep packaging lines running smoothly - every day, everywhere. For more than 70 years, Nordson has been at the forefront of designing and producing adhesive dispensing systems for manufacturing operations worldwide. We provide unmatched customer service, with direct, local support for packaging lines around the globe. As the trusted partner of original equipment manufacturers and consumer product goods producers, Nordson Packaging delivers hot melt dispensing solutions that help lower costs, increase productivity, and improve sustainability for a wide range of industries including food and beverage, E-Commerce, confectionery and pharmaceutical.

Learn more
nordson.com/packaging
at
The global leader in hot melt adhesive dispensing solutions Why
Global & direct sales & service Operational cost savings High-performance solutions Full automation & integration
Nordson?
the foam after fobbing,” Goss says. “And then as we exit the crowner, we’ll run through a shower to rinse off the excess foam from the bottle. And then it’ll run through a Heuft x-ray unit that’ll inspect for gross under-fills and reject those.”
Labeling is next, and that’s done on a Krones Solomatic machine that was purchased used from a test facility.
“We essentially geared it down to run with this line. It’s a traditional cold-glue application, putting labels on both necks and bodies,” Granacki says. “We then use a Videojet 1560 black continuous inkjet printer to put on a time stamp and a date code. As we exit the labeler, it’s still single file, but after date coding it opens back up to mass flow and accumulation as conveyance opens up into the three or four lanes to enter the Unipack 2.0 case packer, depending on the pack [12-pack corrugated tight-pack cases, or four 6-pack (4x6 drop grid) paperboard cartons, packed 2x2 for 24-count corrugated master case].”
A Pearson box shop feeds the case packer by erecting both corrugated 12- and 24-count cases, and the 6-pack cartons that are then stuffed into the 24-count master cases. These two formats exit the Standard Knapp case packer and run through a Pearson top-sealer to close the boxes. A Videojet laser coder then marks the cases with date and time stamp. Why laser?
“It was something we wanted to try a while back to reduce consumables, like ink,” Granacki says. “We’re happy with it, but we didn’t feel super comfortable at the time etching on bottles or cans necessarily, so we stayed with inkjet on the primary pack.”
Connect with Suppliers Fast
PMMI ProSource is a free online directory with 460 categories of validated suppliers of packaging machinery, materials, and service solutions. With a powerful search engine and the ability to filter solutions by machine feature and package type, ProSource brings vetted suppliers to you. Visit www.prosource.org today.
What’s next for the brewery? Look for 30th anniversary celebrations like special events, exclusive merchandise drops, tap takeovers around Philadelphia, and more. Plus, with the variety of canning and bottling line automation capacity that Yards has available, using about 55,000 of 300,000 barrel capacity, expect that co-packing business to grow alongside its own homegrown beers, maybe for another 30 years. PW



COMPLETE CATALOG 1-800-295-5510 uline.com π TUBES IN ALL SHAPES AND SIZES ALWA S IN STO ORDER B M FOR SAME DA SHIPPING 94 PW MAY/JUN2024

Paper Cushion System
Storopack’s PAPERplus Shooter3 transforms 525 feet of recycled paper a minute into customizable paper cushions, protecting goods while minimizing environmental impact.
Storopack pwgo.to/8259


Embedded PC Series
The Beckhoff CX5600 is a powerful DIN rail-mounted embedded PC with AMD Ryzen processors designed for demanding machine control applications that require PLC, HMI, and motion control functionality. Beckhoff pwgo.to/8261
Pallet Conveyor with Twin-Strand Timing Belts
Dorner’s customizable and cost-effective DualMove pallet conveyor system moves products safely and securely and is suitable for many applications, including electronics, appliances, automotive, and battery production. Dorner pwgo.to/8262
X-ray Scanner
The Wipotec SC-S 5020 X-ray scanner offers multifaceted inspection, including microleak detection for food and beverage containers.
Wipotec pwgo.to/8086


Data Collection Software
ABB Robotics launched the modular OptiFact software platform designed to streamline data collection, visualization, and analysis in automated production facilities.
ABB Robotics pwgo.to/8100
Compostable Protein Packaging Tray
SEE’s CRYOVAC compostable overwrap tray is a biobased alternative to traditional EPS foam trays, designed to break down in industrial composting facilities or naturally in soil and marine environments.
SEE (Sealed Air) pwgo.to/8264



Inverted Flow Wrapper
Hottinger Brüel & Kjær’s FIT5X digital load cell offers advanced automation, intelligent interaction, and enhanced precision and ef ciency for the rotary lling/dosing industry.
Hottinger Brüel & Kjær pwgo.to/8257
rPET Bottle for Carbonated Soft Drinks
Sidel’s StarLITE-R 100% rPET bottle, designed for carbonated soft drinks, features an optimized mold base pro le and uses an advanced stretch rod end design.
Sidel Group pwgo.to/8193

TECHNOLOGY Visit the link below each item for more info. 96 PW MAY/JUN2024





A

Long-Stroke Parallel Gripper
Festo’s DHPL is a competitively priced, long-stroke gripper ideal for precise handling of high loads in applications like box stacking and shaped part gripping, offering easy replacement for existing grippers and requiring minimal maintenance.
Festo pwgo.to/8255

Servo Drive System
Siemens introduces the SINAMICS S200 servo drive system that includes a SINAMICS S200 drive and SIMOTICS S-1FL2 motor with standard or exible cable options.
Siemens pwgo.to/8084
Hot-Melt Filling Line for Lip Balm
ProSys Fill’s semi-automatic LB30 Lip Balm Filler handles the loading, cooling, and capping of lip balm sticks at a machine-cycle rate of up to 30 tubes per minute.
ProSys Fill, LLC pwgo.to/8260
Continue your search for the right packaging solution. Visit prosource.org.
Home Compostable Bread Bags
Treetop Biopak’s compostable bags tackle the environmental concerns of plastic packaging in the bakery industry, offering a sustainable end-of-life solution while keeping breads and other items fresh.
Treetop Biopak pwgo.to/8256



Combination Shrink Wrap System
PAC Machinery launches the 250C Combo L-bar sealer and tunnel combination shrink system featuring a motorized closing seal bar arm that improves both operator ergonomics as well as production output.
PAC Machinery pwgo.to/8190

End-of-Arm Tool
Piab’s piCOBOT and piCOBOT L are compact and user-friendly end-of-arm-tool options for collaborative robots, offering high precision and strong lifting capacities despite their light weight. Piab pwgo.to/8258
Roll-to-Roll Press for Large Capacity Label Printing
A nia Label’s X350 Digital Roll-to-Roll Press offers versatility, eco-friendly inks, less downtime, and cost-saving ef ciency for high-volume, versatile label printing.
A nia Label pwgo.to/8253


TECHNOLOGY Visit the link below each item for more info. 98 PW MAY/JUN2024

DUAL ROLL INTERMITTENT
MOTION BUNDLER
MAXIMIZE YOUR END OF LINE EFFICIENCY
Looking for a work horse to meet your shrink bundling needs? Texwrap’s intermittent motion shrink bundlers are designed to run continuously for up to 30 cycles per minute! Learn how Texwrap bundlers can work for you!
FEATURES AND BENEFITS:
• LINEAR SLIDE DESIGN: Used in both the seal jaw closure and carriage travel assembly mean longer life and less maintenance over time.
• ERGONOMIC POWERED FILM CRADLES: Film cradles are ergonomically designed to enable faster film changeovers.
• ROBUST CONSTRUCTION: Heavy-duty welded, tubular frame construction.
• ACCESSIBLE SHRINK TUNNEL DESIGN: With the removal of 8 screws, operator can pull out the trays for maintenance.



PERFORMANCE, PACKAGED
Texwrap@ProMachBuilt.com | 636.239.7424 | www.Texwrap.com LEARN MORE:

Redesigned
Torque Limiter
Regal Rexnord’s redesigned
Autogard F400 Series torque limiter increases torque capacity and expands application ranges.
Regal Rexnord pwgo.to/8083
Continuous Motion
VF/F/S Machine
Fres-co System’s FSU800RTC continuous motion vf/f/s machine is speci cally designed for multi-phase lling of liquids and solids, making it an ideal option for food service and food and beverage sectors. Fres-co System pwgo.to/8186



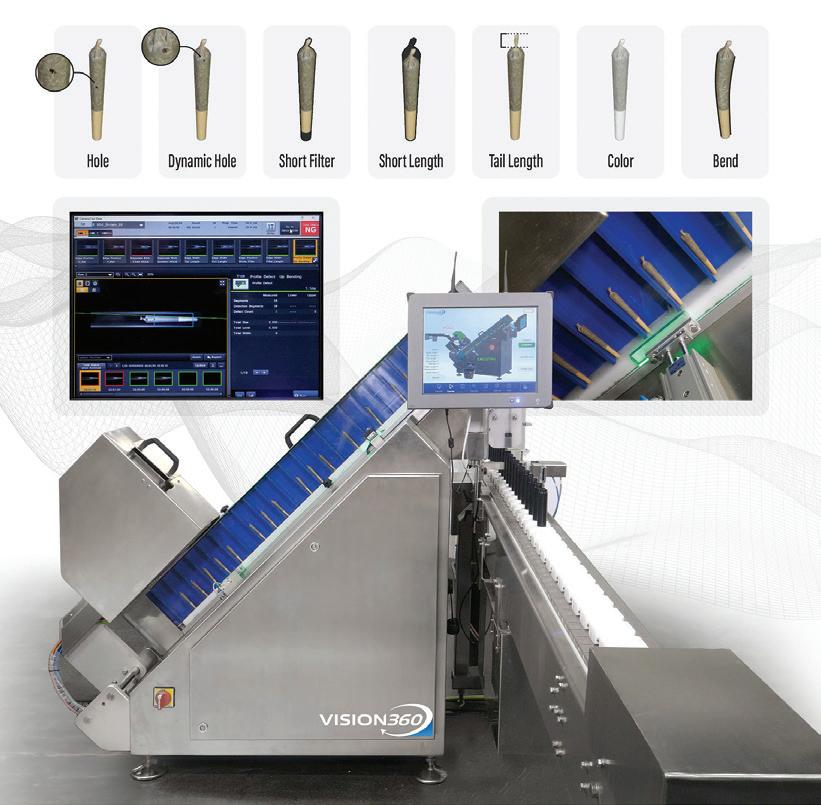
Automated Inspection System for Pre-Rolls
WeighPack System Inc.’s automated Vision360 Inspection System boosts productivity, reduces manual inspection time, and improves quality control for manufacturers of pre-rolls.
WeighPack Systems pwgo.to/8254






























The BEL 5150E is designed from the ground up to work with any e-commerce system so it can adapt to your needs. Integrate with any input device or your ERP/e-commerce system to trigger automatic size changes for quick and ergonomic case forming, packing and sealing. Visit our website to book a free virtual demo today!





TECHNOLOGY Visit the link below each item for more info. Wexxar@ProMachBuilt.com | 1.888.565.3219 | www.Wexxar.com
100 PW MAY/JUN2024





If you’re seeking a sustainability plan that benefits both the planet AND your business, Packaging World’s 2024 Packaging Recycling Summit is the place to be! Here’s why:

Find solutions for building sustainable supply chains. Connect with peers and leading suppliers with the relevant experience and knowledge you need.



Get educated on the latest developments in packaging recycling. Our program focuses on the most critical issues via presentations from CPG companies, industry experts and real-world collaborators.
Meet and network with professionals across every segment of the circular supply chain. Brands, retailers, suppliers, reprocessors and materials recovery facilities will all be represented, with ample time for discussion and networking.





Packaging Recycling Summit
Three reasons you can’t afford to miss this year’s
JW MARRIOTT ANAHEIM RESORT | PACKAGINGRECYCLINGSUMMIT.COM ACT TODAY AND SAVE $400 ON REGISTRATION!


Companies
Revolution has acquired PolyAg Recycling, LTD, a Canadian mechanical recycler of agricultural films.
ProMach acquired Italy’s Zacmi, a manufacturer of filling, seaming, and pasteurization technology; and Mexico’s Etiflex, a producer of pressure-sensitive labels, tickets, and RFID labels.
Delkor Systems hosted U.S. Senator Amy Klobuchar at its new manufacturing plant dedicated to the manufacturing of robotic packaging systems.
Krones acquired Netstal, an injection molding technology company based in Switzerland, with a goal of diversifying into the medical/pharmaceutical market and the food and body care sectors.
ProAmpac acquired recycled kraft paper producer UP Paper and Gelpac, a producer of multi-wall paper and poly-woven packaging products.


Beckhoff Automation opened an office in the greater Los Angeles area to further the company’s growth on the West Coast.
People
Janet Darnley has been named vice president of marketing for the Pacteon Group to spearhead initiatives to drive growth across the company and its subsidiary companies.
Darrin Snarr has been appointed by Orion as regional sales manager, serving as an advisor to end-user customers across 11 states and four Canadian provinces on the West Coast.
Alec Abkemeier was promoted by Beckhoff USA to software product manager with a focus on test and measurement technologies.
Matthew Powers joined Omega Design as its regional sales manager responsible for developing customer relationships and expanding.
Enercon’s Nick Lucka was promoted to service & support manager to oversee the support engineering team dedicated to surface treating & induction cap sealing.





James Tucker joined Guardpack as general manager responsible for spearheading market expansion, leading new R&D initiatives and overseeing general management.
Former P&G chemist Dr. Francys Fernandez Zavarce joined Xampla to accelerate the commercialization of its biodegradable Morro materials.
George Berg was tapped to lead Barry-Wehmiller as the vice president of global supply chain enterprise.
Mike Aho joined KM Packaging as the business leader of its North American operations.
Bret Inskip was appointed by Ossid as its new regional sales manager for the Upper Midwest.
Rogelio Barba Villagran was named business development director for AGH Labels North America.
The Flexible Packaging Association (FPA) elected its 2024 Board of Directors with William (Bill) Jackson, Ph.D., chief technology officer, Amcor Flexibles, continuing as Chair; Russell Grissett, president, Sonoco Flexible Packaging, elected to executive vice-chair; and David Love, senior vice president, Marketing and R&D, Printpack, named treasurer.
In Memoriam
Art Gustafson of Alloyd Packaging and Algus Packaging, who created the first fully automatic six-station rotary blister sealing machine nearly 60 years ago, passed away at the age of 85.
Chris Calabrese, vice president of sales with Fallas Automation, passed away after a battle with pancreatic cancer following a 22-year career with the company.
INDUSTRY WATCH 102 PW MAY/JUN2024 Parts
Assembly &
Over 65 Years of Experience We Can Handle It! Get ConnectedProduct VideosVisit Our Site
Sorting & Orienting
Placement
103 AD INDEX Aagard www.aagard.com 25 A-B-C Packaging Machine Corp. www.abcpackaging.com 9 ADCO Manufacturing www.adcomfg.com 36 All Packaging Machinery Corp. www.allpackagingmachinery.com 10 All-Fill, Inc. www.all-fill.com 91 Alpek Polyester USA, LLC www.alpekpolyester.com 85 Amcor Flexibles North America www.amcor.com 53 Aurora Packaging Systems, Inc. www.aurorapackagingsystems.com 26 B&R Industrial Automation Corp. www.br-automation.com 3 Bell-Mark Sales Company www.bell-mark.com 24 Bevcorp LLC www.bevcorp.com 11 BW Integrated Systems www.bwintegratedsystems.com 89 BW Packaging www.bwpackagingsystems.com 29 Cama North America www.camagroup.com 32 Catalynt Solutions, Inc. www.trichemicals.com 20 Charter Next Generation www.cnginc.com 35 Chase-Logeman Corporation www.chaselogeman.com 63 Columbia Machine, Inc. www.palletizing.com 42 CTM Labeling Systems www.ctmlabelingsystems.com 70 Diagraph Marking & Coding, An ITW Company www.diagraph.com 37 Dorner Mfg. Corp. www.dornerconveyors.com 83 EPI Labelers www.epilabelers.com 5 Eriez www.eriez.com 18 FANUC America Corporation www.fanucamerica.com 23 FlexLink Systems, Inc. www.flexlink.com 17 FOCKE & CO. www.focke.com 74 Gaia Materials www.gaiabiomaterials.com 27 Glenroy, Inc. www.glenroy.com 55 Haver & Boecker USA, Inc. www.haverusa.com 57 Heat and Control, Inc. www.heatandcontrol.com 21 High Tek USA www.hightekusa.com 69 HUGO BECK Maschinenbau Gmbh & Co. KG www.hugobeck.com 79 IMA - S.p.A. www.ima.it 39 Intertape Polymer Group www.itape.com 54 James Alexander Corp. www.james-alexander.com 43 JLS Automation www.jlsautomation.com OBC Kaufman Engineered Systems www.kes-usa.com 58 Koehler Holding SE & Co KG www.koehler.com 49 Label-Aire, Inc. www.label-aire.com 6 Leibinger www.leibinger-group.com 19 Mamata Enterprises, Inc. www.mamata.com 56 Material Transfer & Storage Inc. www.materialtransfer.com 16 Matrix Packaging Machinery, Inc. www.matrixpm.com 95 Meler USA Corporation www.meler.eu 81 METTLER TOLEDO www.mt.com/pi 47 mk North America, Inc www.mknorthamerica.com 68 Modular Conveyor Express www.modularconveyor.com 62 Morrison Container Handling Solutions www.morrison-chs.com 84 MRP Solutions www.mrpcap.com 15 Multi-Conveyor www.multi-conveyor.com 51 Nercon Conveyor Systems www.nerconconveyors.com 14, 34 Nordson Corporation www.nordson.com 93 nVenia, A Duravant Company www.nvenia.com 90 Pack Air, Inc. www.packairinc.com 80 Paxiom Automation, Inc. www.paxiom.com 41 PFlow Industries, Inc. www.pflow.com 77 PMI KYOTO www.pmikyoto.com 7 PMMI www.pmmi.org 101, 105 Pneumatic Scale Angelus www.psangelus.com 60 R.A Jones www.rajones.com 12 Robatech USA Inc. www.robatechusa.com 31 Rychiger Canada www.rychiger.com 13 Schubert North America LLC www.schubert.group 45 Shibuya Hoppmann www.shibuyahoppmann.com 102 Shurtape Technologies, LLC www.shurtape.com 59 Sidel Inc. www.sidel.com 67 Siko Products, Inc. www.siko-global.com 86 Specialty Equipment www.specialtyequipment.com 22 Spee-Dee Packaging Machinery, Inc. www.spee-dee.com 38 STA, LLC www.sta-tapes.com 61 Standard-Knapp, Inc. www.standard-knapp.com 40 Syntegon www.syntegon.com 1 Technical Adhesives Limited www.technicaladhesives.com 97 Texwrap www.texwrap.comm 99 Uline www.uline.com 94 Universal Labeling Systems, Inc. www.universal1.com 88 Vacuum Barrier Corporation www.vacuumbarrier.com 78 VDG (Van der Graaf) www.vandergraaf.com 64a Viking Masek Packaging Technologies www.vikingmasek.com 87 Weber Packaging Solutions, Inc. www.weberpackaging.com 75 WEIMA America www.weima.com 33 WestRock www.westrock.com IFC, OFC Wexxar Bel www.wexxar.com 100 Wipotec www.wipotec.com 71 Yamato Corporation www.yamatoamericas.com 92 ADVERTISER WEBSITE PAGE ADVERTISER WEBSITE PAGE Search Packworld.com for additional information on any of the advertisers listed or visit their website directly Connect with a Leaders in Packaging supplier today! www.packworld.com/leaders
 By Ben Miyares, Packaging Sherpa
By Ben Miyares, Packaging Sherpa
Revolutionary Detergent Washes Away Plastic Bottles in Favor of Soap “Tiles” Stacked in Cartons
Procter & Gamble’s Tide evo laundry detergent (details on page 10) is a tsunami of product and packaging ingenuity meant to wash liquid laundry detergent bottles off retail shelves, replace them with cartons of detergent “tiles,” reorder homemakers’ washroom SOPs, and reduce the amount and temperature of water needed to wash their clothes.
Doing away with liquid laundry detergent bottles at retail, lightening loads in domestic households, and easier package handling in both places are three of the intended consequences of the compact, lightweight tiles.
A fourth, less obvious–but potentially no less significant impact of the disruptive packaging switch–is its role in smoothing the new brand’s entry into the e-commerce market, where cube and light weight are primary requirements.
“We wanted to create a detergent that effortlessly fits into busy lives, prioritizes sustainability by eliminating water and fillers, and, most importantly, adds a touch of enjoyment to the laundry process,” says Ammie Walter, senior brand director of P&G’s Tide evo.

The fibrous tiles are made using a patented process to build six layers of “100% concentrated cleaning ingredients woven into each individual fiber.” Photo courtesy of Procter & Gamble
What they came up with is what P&G calls “a revolutionary new form of laundry detergent”: A soft, lightweight water-dissolvable pad (P&G calls it a tile) woven of “tens of thousands of miniscule layers of soap without unnecessary liquid and fillers.” The dry tiles also eliminate the need for plastic bottles. If consumers find laundry tiles preferable to their bottled liquid precursors, we could see other P&G detergents–and conceivably the entire laundry detergent category–transformed in the name of sustainability.
“We set up to deliver the most concentrated laundry detergent to deliver Tide level of cleaning in cold water with the minimum amount of weight,” says Marcello Puddu, P&G’s R&D senior director. “We have been able to deliver this, and it has also allowed us to minimize carbon footprint with recyclable FSC paper packaging, minimizing product transportation energy.”
The “new to the world” patented process for making the fibrous
tile at the core of the Tide evo laundry detergent innovation consists of six layers of “100% concentrated cleaning ingredients woven into each individual fiber.”
Tiles are stacked snugly into paperboard trays that nestle into rounded-corner, hinged-lid cartons featuring zipper tear strip opening and click tab reclosure. The paperboard cartons are made in 16-, 22-, 30-, and 44-tile counts.
Tiles are made in the U.S. in a facility with 100% renewable wind powered electricity and zero manufacturing waste to landfill and packed in Forest Stewardship Council certified recyclable paperboard cartons, “eliminating the need for a traditional plastic bottle,” says the company.
In addition to instructing consumers to place one or two tiles “in the bottom of the empty washing machine drum” cartons carry the Sustainable Packaging Coalition’s “How2recycle” instructions for paperboard cartons. PW
THE INSIDER
a packaging market and technology
and is president of The Packaging Management Institute, Inc. He can be reached at bmiyares@packmgmt.org. 104 PW MAY/JUN2024
Ben Miyares, Packaging Sherpa,
is
analyst






Discover every new packaging and processing trend out there and explore solutions from more than 2,500 exhibitors, all under one roof. PACK EXPO International is where you can discuss real-world problems with experts and land on innovative ideas.
REGISTER NOW FOR ONLY $30 YOU’LL KNOW WHEN YOU SEE IT Produced by: November 3-6, 2024 | Chicago, IL, USA PACKEXPOINTERNATIONAL.COM MACHINERY IN ACTION AUTOMATION SUSTAINABLE SOLUTIONS NEW TECHNOLOGY
improve
streamline production and materials to evaluate
to
your operations to enhance your brand to



jlsautomation.com | 717-505-3800 WATCH JOHN SPEAK ABOUT HIS PARTNERSHIP WITH JLS
