Being a miser about cybersecurity should give you horrible visions.
32 New Product Solutions
December’s New Product Solutions highlight:
Engine Room Products
Centrifuges and Separators
Batching Weighing Lubricants
44 Walmart Uses ‘First-to-Market’ RFID in Fresh Categories
Walmart expands its use of RFID technology, introducing digital labels.
46 Maintenance as a Strategic Advantage
How proactive and predictive maintenance practices help you do more with less.
ON THE COVER
18
California Dairies, Inc. Looks to the Future with High-Tech Valley Natural Beverages Plant Investments in advanced technologies, environmental responsibility, and employee welfare lay the groundwork for operations and benefit the company’s member-owners.
FEATURES
08 Tech Today: Making Plant Infrastructure Work Harder
Here’s an outline of how to work through infrastructure challenges, the solutions available, and things to consider.
14 What F&B Manufacturing Can Expect in 2026
ProFood World takes a look at the market and predicts what influences will have an impact on the upcoming year.
40 OpX Intel: How to Make the Most of an OpX Work Product
Learn how leaders at Spectrum Brands used a work product as a springboard for team development.
CASE STUDIES
36 The Real Role of AI in Food Inspection
Inspection suppliers weigh in on AI’s real-world applications in food and beverage, its current limitations, and what’s next for smarter inspection systems
SENIOR DIRECTOR, DIGITAL MEDIA JEN KREPELKA DIRECTOR OF MARKETING AMBER MILLER DIRECTOR, AD TECH AND SEARCH JOAN JACINTO
CONNECT WITH US @ProFoodWorld
www.linkedin.com/ showcase/profoodworld
@ ProFoodWorld
FOUNDING PARTNER AND EXECUTIVE VICE PRESIDENT, INDUSTRY OUTREACH, PMMI JOSEPH ANGEL
PMMI Media Group
500 W. Madison, Suite 1000, Chicago, IL 60661 Web: www.pmmimediagroup.com
PMMI, The Association for Packaging and Processing Technologies 12930 Worldgate Drive, Suite 200, Herndon, VA 20170 Phone: 571/612-3200 • Fax: 703/243-8556 • Web: www.pmmi.org
Made for
blending process
ROSS Ribbon Blenders meet the toughest requirements for quality materials and heavy-duty construction. Standard features include thick stainless steel troughs, low-maintenance gearmotors, BISSC-certified design and much more.
Need a Ribbon Blender customized for your process? ROSS offers MANY options. Complete control systems, spray nozzles for coating, pressure feed vessels and vacuum operation, to name a few.
Used in a wide range of food applications, from granola and drink blends to soups, spices and plant-based proteins, we can customize a ROSS Ribbon Blender for your application.
Sizes from ½ cu. ft. to 1000 cu. ft. A variety of standard models are in stock for faster delivery. Available worldwide.
mixers.com/ribbon-blenders
Call Me Ebenezer Scrooge
Being a miser about cybersecurity should give you horrible visions of what’s going to happen if you don’t change your ways.
Idon’t typically like to use this space to share what’s in an issue or what the theme of an issue is. I think it’s a cheap way to fill a page count since you, the reader, have a brain and will undoubtedly read the issue from cover to cover to discover for yourself whatever’s in an issue or what the theme is—or you’ll just look at the table of contents. Well, I’m feeling a little cheap this month, mostly because there are some points that didn’t make it into one of our articles this month, “What Food and Beverage Manufacturing Can Expect in 2026.”
The main one is cybersecurity. It’s a topic that we didn’t give much coverage to this year, but it’s one that we’re going to cover more extensively in 2026, starting with the February issue. It came up at PACK EXPO Las Vegas during conversations I had with attendees and exhibitors, and there was both a Vision 2030 roundtable discussion and an Industry Speaks session. (You can find sessions on-demand at www.packexpolasvegas.com/education.)
Our article on what to expect next year touches on AI, but it doesn’t go into our thoughts on how it’s going to impact cybersecurity. We’re already seeing it being deployed in scams against unwary consumers and some businesses, so it’s only a matter of time before it gets used against a food and beverage manufacturer. In fact, it may have already been used this way, but if so, any victim or victims have kept quiet about it.
Unfortunately, there isn’t a single “one-size-fits-all” solution that can be employed across an organization. That means individual employee training is essential—which is something the IT staff at ProFood World are very serious about. (I’ve hopefully completed my most recent round of training by the time you read this.)
No, it’s not the cheeriest of thoughts during this time of year that’s typically known for being one of merriment and togetherness, but maybe this will help be a motivator to start making a change—kind of like having the ghosts of Christmas Past, Present, and Yet to Come show you your life.
Bah! Humbug!
dteal@pmmimediagroup.com
EDITORIAL ADVISORY BOARD
CHRISTINE BENSE
CHIEF SUPPLY CHAIN OFFICER Turkey Hill
GREG FLICKINGER
CEO American Botanicals
JOHN HILKER
OPERATIONS PROFESSIONAL
VINCE NASTI
SENIOR VP, OPERATIONS Frozen Assets Cold Storage
TRAVIS POWELL
ENGINEERING TEAM LEADER Schreiber
JIM PRUNESTI
SVP, ENGINEERING Conagra Brands
SCOTT SPENCER
CEO
Quality Harvest Foods
TONY VANDENOEVER PRINCIPAL CONSULTANT Waterfall Ventures
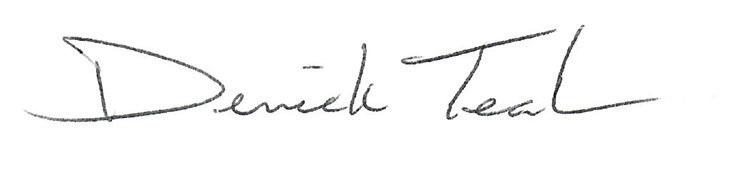
RIBBON/PADDLE/PLOW BLENDERS HANDLE POWDERS TO PASTES
Agitators forced through stationary materials impart shear needed to reduce agglomerates and blend pastes and slurries. Basic industrial units to state-of-the-art sanitary designs with heating/cooling jackets, liquid spray additions, and high-speed choppers/intensifiers. Capacities from 1 to 1,150 cu ft (.03 to 32 m3).
VEE-CONE BLENDERS
SANITIZE ULTRA-FAST, THOROUGHLY
Smooth internal surfaces free of baffles, shafts and bearings allow unobstructed material flow, plus complete discharge through a gate valve for rapid cleaning or sanitizing of the easy-access interior. Uniform blends are typically achieved in as little as 15 minutes with equal efficiency at fill volumes from 100% to 25% of capacity. Ideal for dry and granular materials.
n 100% Uniform blending and/or liquid additions in one to 2–1/2 minutes
n Total discharge with no segregation
n Ultra-gentle tumbling action (versus blades forced through batch)
n Ultra-low energy usage
n Equal efficiency from 100% to 15% of capacity
n No internal shaft or seals contacting material unlike other rotary mixers
FLUIDIZED BED MIXERS BLEND ULTRA-FAST, GENTLY
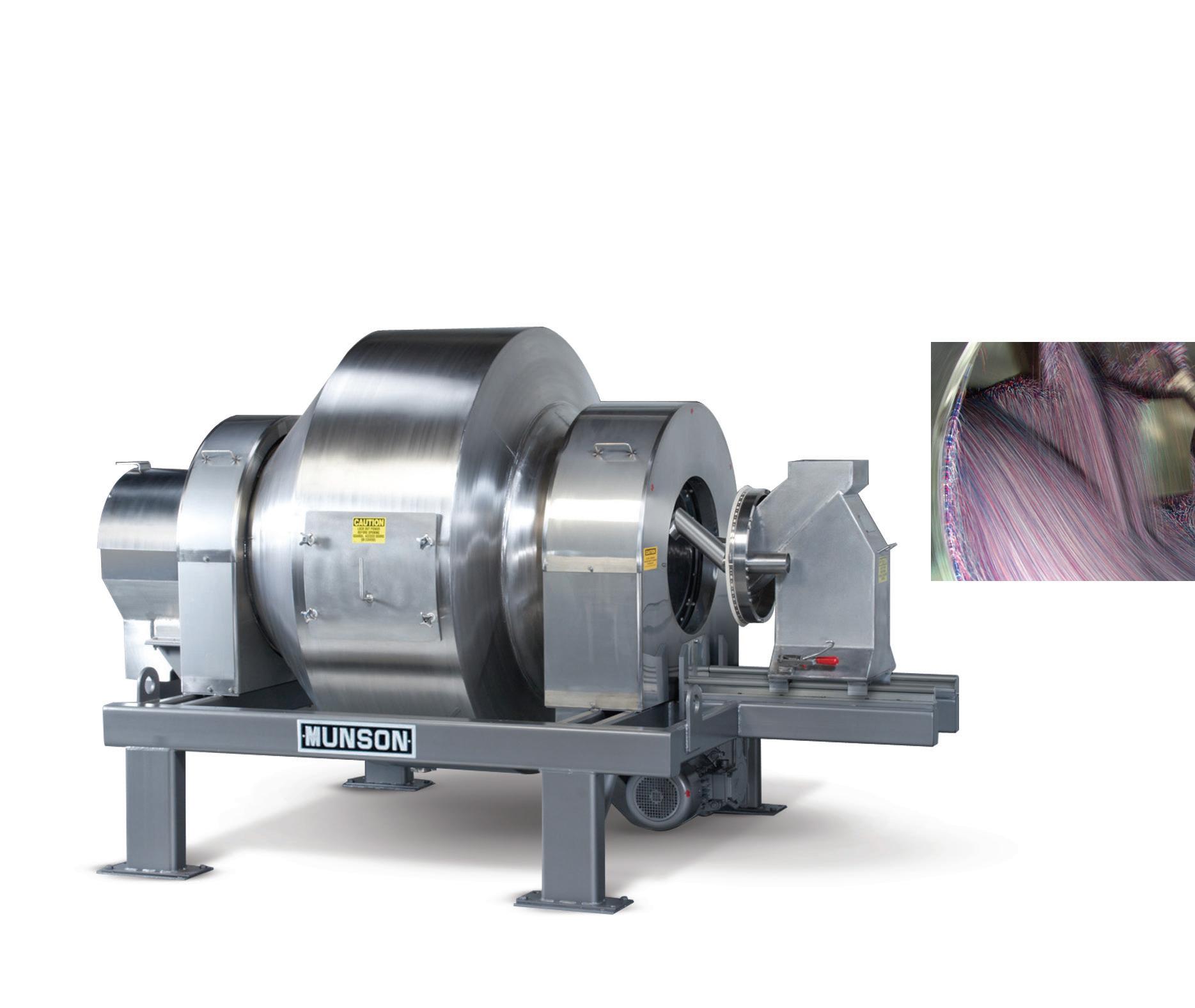
MUNSON® Fluidized Bed Mixers feature two shafts with paddles that counter-rotate at high speeds to fluidize material, achieving homogeneous blends in 10 seconds to 2 minutes. Low shear forces minimize friction with little or no degradation and insignificant heat generation. Drop-bottom gates provide rapid discharge. Capacities from 0.21 to 283 cu ft (6 L to 8 m3).
Remove lumps and agglomerates from bulk foods. Dual rotors with three-point, singlepiece breaking heads rotate with minimum clearance inside a curved, perforated bedscreen. On-size material exits through bedscreen apertures from 1/32 to 2–1/2 in. (0.8 to 63.5 mm) in diameter. Fits tight spaces between upstream and downstream process equipment.
PIN MILLS REDUCE FRIABLE SOLIDS IN CONTROLLED SIZE RANGES
Coarse to fine grinding of friable powders, flakes and granules into controlled particle sizes at high rates per HP/kW. High-speed rotation of the inner disc creates centrifugal force that accelerates bulk material entering the central inlet of the opposing stationary disc through five intermeshing rows of pins. Desired tight particle size distribution obtained by controlling the rotor speed.
Fast yet gentle 4-way mixing action: fold/tumble/cut/turn
How to Make Your Plant Infrastructure Work Smarter, Not Harder
Here’s an outline of how to work through infrastructure challenges, the solutions available, and things to consider when building new or enhancing an existing plant.
WHEN IT COMES TO FOOD PROCESSING plant infrastructure, there are several factors in play. Does the facility include any state-ofthe-art machinery? Does it meet food safety standards? Does it support any energy-efficient features? Does it meet all of the deliverables needed to fully operate safely and effectively for the food being produced and shipped?
If your answer to all of the above is “yes,” then you’re working smarter, not harder. But if you answered “no,” thankfully there are solutions available to get your food processing plant up to speed.
Here’s an outline of how to work through infrastructure challenges, the solutions available, and
things to consider when building new or enhancing an existing plant.
Identifying
the challenges
Before building, installing, or enhancing a food processing plant, it’s important to identify and understand the challenges that lie within meeting regulations.
For starters, keeping everything hygienic is a big concern, says Viking Kristjansson, VP of Sales Engineering and Channel Development at FoodSafe Drains, “especially when cracked floors and failing drains can quickly become breeding grounds for bacteria like listeria. Persistent problems with floor coatings and drainage systems often make cleaning a hassle, especially when older drains rely on buried pipes that are hard to access and prone to damage from heavy equipment, impacts, or harsh chemicals. These issues don’t just threaten food safety; they also lead to frustrating downtime, sanitation problems, and expensive repairs. Plus, with inconsistent installation standards and varying quality, even the best-designed systems sometimes fall short and complicate things further.”
What’s more, there are many reasons U.S. food plants fall behind hygienically from the rest of the world, says Scott J. Myers, President of H.I.P. Panel Co LLC
“Fire codes and hygienic codes combat each other. Sanitary cleanup eats away current food plant infrastructure. Current infrastructure
The SaniPatch DIY Program is a do-it-yourself concrete repair kit that addresses common floor failures.
IMAGE COURTESY OF SANICRETE
design is built for cost effectiveness, not food safety. Too many vendors for current food plant design do not fit each other to create a hygienic food plant,” Myers says.
Other areas of concern pertain to maximizing operational efficiency, managing temperature differential between spaces, maintaining energy control and savings, overseeing maintenance costs, and ensuring the safety of personnel and food, according to Alice Permigiani, Chief Editor of Hörmann North America
When it comes to flooring specifically, Dan O’Connell, Sales Representative at Key Resin Company, says the top three challenges are maintaining a clean environment, upholding a non-slip environment, and minimizing downtime because of floor repairs.
For Tyler Kwasny, VP of Operations at SaniCrete, flooring challenges also involve poor floor slope and inadequate drainage, choosing the wrong flooring system, insufficient installation time, and choosing cheaper options upfront that create costly long-term problems down the road.
Implementing the solutions
Even the best-designed systems sometimes fall short and complicate things further, says Kristjansson.
That’s why companies like FoodSafe Drains offer a full lineup of solutions built for the ins and outs of food and beverage plants.
For starters, FoodSafe Slot Drain systems are designed with hygiene in mind. Using a patented no-niche design and NSF/ANSI-approved seamless stainless steel, Slot Drain systems are built to integrate into existing workflow and equipment placement for all applications.
“Plus, we offer specialized cleaning tools like the Slot Dog and Slot Hog to make it easy to keep everything spotless. These drains get rid of hidden spots where bacteria could hide, and they’re easy to clean and tough enough to handle heavy traffic and powerful cleaning chemicals,” says Chad Kaatz, VP Engineering and Product Management at FoodSafe Drains.
The FoodSafe Drain division also offers area drains, trench drains, catch basins, tamper-proof magnetic strainers, custom covers, and clean-inplace accessories, all made to integrate smoothly into floors, Kaatz says. Latest upgrades include reinforced drains, removable tabs for easy maintenance, and custom-fitted covers, all designed to save labor, cut installation downtime, and boost operational hygiene.
For its part, H.I.P. Panel Co. offers a range of fiberglass-reinforced plastic
The 10,000 Series FoodSafe Slot drain features 3/8-in. stainless-steel embeds welded to the drain and tied into rebar, creating a solid, unified drain-floor structure for longterm stability under heavy loads.
IMAGE COURTESY OF TINGLEE/ADOBE STOCK
IMAGE COURTESYOF GLOBAL DRAIN TECHNOLOGIES
(FRP) solutions, including seamless panels and curb systems, patented doorframe systems, patent-pending hose stations with eye wash station and sink, a patent-pending doorframe curb system, and seamless details for pipe penetrations.
“Our system is the ‘next generation of food plant design,’” says Myers. “We have completely removed all steel, silicone and urethane sealants, and any exposed fasteners, with zero harborage areas.”
Meanwhile, SaniCrete developed SaniPatch DIY Program, a do-it-yourself concrete repair kit that addresses common floor failures, including constant repair to holes and joints, forklift damage, standing water, USDA/FDA/OSHA fines, unsafe pedestrian traffic, and eroded or spalled concrete.
Flowfresh is a HACCP International-certified antimicrobial urethane cement that comes in a range of decorative patterns, finishes, and topcoats.
“This pre-measured three-component polyurethane cement kit covers 10 square feet…. The system is ready for foot traffic in just four hours and handles forklift traffic in six hours,” Kwasny says. “We provide comprehensive training programs for maintenance crews and scalable corporate-wide programs
Building New vs. Adding On
Wfor multi-site operations, including detailed instructions, instructional videos, hands-on demonstrations, and all necessary materials and equipment.”
SaniCrete also offers a comprehensive floor-todrain program that coordinates complete integrated systems, including poured and coated curbs, wall systems, cove base, and all transition areas.
“We’re adding drain installations to complete
HEN IT COMES TO BUILDING new manufacturing plants or adding on to existing ones, here are some things to consider.
“New manufacturing plants, food and beverage companies really need to focus on infrastructure design to keep everything hygienic,” says Viking Kristjansson, VP of Sales Engineering and Channel Development at FoodSafe Drains. “When expanding a facility or updating a plant, it’s crucial to make sure everything works smoothly with what’s already in place and that business isn’t disrupted too much. Retrofitting drains in older buildings can be tricky. You need to dig into the details, like finding hidden failures, checking slab depths, and locating buried utilities before making any changes. Every solution has to fit the building’s sanitary needs, any required structural upgrades, and the new process flows, all while working within tight shutdown schedules.”
When building new, “processors should ensure that they are choosing the right type of flooring for their particular environment and not under-specifying the flooring system. One size does not fit all,” says Dan O’Connell, Sales Representative at Key Resin Company.
When adding on to existing manufacturing plants, “processors should maintain the same type of flooring system, or at least the same manufacturer, for continuity of performance,” he adds.
It’s important to design “high-care rooms (washdown rooms) with the proper materials to be able to clean properly and not create harborage areas for bacteria to hide. [Make sure everything is] easily cleanable with worker flow, hygienic zones, product flow, color coding, and high-care areas are thought out using building materials that are impervious to bacteria,” says Scott J. Myers, President of H.I.P. Panel Co LLC. When adding on, “make sure [you don’t] cover up existing mold or bacteria.”
When building new manufacturing plants, food and beverage processors should consider the appropriate type of door to select for access between rooms, says Alice Permigiani, Chief Editor of Hörmann North America.
She adds, “It is recommended to consult with a door professional and complete a survey about the various environments in relation to hours of operation, material handling/traffic flow, number of cycles required, and types of traffic (personnel, pallets, fork trucks, etc.).”
IMAGE COURTESY OF KEY RESIN
this single-source approach within the next five to six months, which will eliminate the coordination challenges between multiple contractors while ensuring seamless integration and optimal performance throughout the entire processing environment,” says Kwasny.
Plus, its SaniCrete STX Revolutionary Technology combines innovative polyurethane chemistry with Helix helically-twisted stainless-steel fiber technology to “create an extremely durable, seamless surface with unsurpassed crack resistance that doubles the strength of traditional flooring solutions while providing superior chemical and thermal resistance,” Kwasny adds. “We incorporate antimicrobial additives throughout our entire product line, providing built-in pathogen resistance and enhanced food safety protection as a standard feature, not an expensive upgrade.”
Hörmann North America developed the ISO Speed Cold, specially designed as a single-door solution for demanding refrigerated and freezer applications. This insulated door helps maintain environmental control between busy temperature-controlled spaces.
The CHILLFAST insulated high-speed roll-up door system sustains temperature ranges suitable for freezers, cold rooms, and chill rooms. Fast operating speeds minimize temperature loss in cold spaces by reducing the duration of time the door is open for substantial energy savings.
Hörmann’s HPP impact traffic door is made of heavy-duty, solid, non-insulated polyethylene PE 500 panel material, making it impervious to moisture, acids and alkalis. Plus, it’s crack-resistant and USDA/ FDA/EU compliant, making it ideal for any application where pedestrian, cart, or forklift traffic is common in demanding cold storage, food, and warehousing operations, Permigiani says.
Other door options like Hörmann’s SC 1400 SEL CoolMaster and the SC 1400 SEL Food-Master are able to conform with industry requirements. The Cool-Master is ideal for energy-conscious, 24/7/365 applications in agricultural, medical, and cold storage facilities, while the Food-Master design allows for the selection of the stainless-steel option, making it possible to build a FoodMaster door without paying for unnecessary options.
For its part, Key Resin manufactures FlowResin products, including Flowfresh, a HACCP Internationalcertified antimicrobial urethane cement that comes in a range of decorative patterns, finishes, and topcoats to suit the requirements of the jobsite, O’Connell says.
Whether it’s to meet energy-efficient standards, achieve food safety regulations, or provide a safe working environment, today’s selection of floors, drains, walls, and doors help food processors work smarter, not harder.
The ISO Speed Cold is a single-door solution for demanding refrigerated and freezer applications that helps maintain environmental control between busy temperature-controlled spaces.
IMAGE COURTESY OF HÖRMANN NORTH AMERICA
What Food and Beverage Manufacturing Can Expect in 2026
ProFood World takes a look at the market and predicts what influences will have an impact on the upcoming year.
THIS YEAR’S WORD OF THE YEAR from Dictionary.com is “6-7.” If you just said it in your head, then there’s no reason to explain it. If you didn’t say it in your head, do yourself a favor and don’t go looking for an explanation. How two words—or numbers, really—can be the “word” of the year, doesn’t make much sense. But the real word of the year has probably been overdone, and it could arguably be called the word of the decade to this point: uncertainty. In 2024 it was driven by the presidential elections, so a number of companies took a “wait and see” approach regarding some major financial decisions. This year, it was tari s that gave companies pause. Will 2026 bring more of the same, or will a new word come to define the second half of the decade? ProFood World will take a look at the factors that could have a major impact on food and beverage manufacturing, as well as get insights from people around the industry.
The AI bubble will burst
Don’t mistake the use of AI here for AI that’s related to finding product defects or detecting machinery that’s not operating optimally. Instead, think about the systems that are being used as customer service reps in place of humans. The problem, according to economists and people who monitor the financial sector, is that AI is essentially propping up the U.S. economy—but the way it’s doing so looks a lot like an economic bubble.
Right now, the businesses involved in creating AI—chip makers, developers, and other tech companies—are making investments in one another. The marketplace typically works in a straight line, like food production: supplier to consumer. What the companies involved with AI are doing looks an awful lot like a circle with no end user, per se. If there is no end user, then these companies are essentially investing in one another to boost stocks.
Right now, you’re wondering, “What does this have to do with food manufacturing?”
Well, the U.S. economy is very much tied to Wall Street. Wall Street is currently being boosted by stocks in AI-related tech. Studies are showing that businesses that have bought AI products (i.e., consumers) are, for various reasons, not getting the ROI that they expected. If that is truly the case and no businesses buy AI products, that causes a loss in confidence in
cop rion.com n in o@cop rion.com
Uni ying chnologi s
Cop rion uni h din chnology brands i ood manu ac urin o d liv r innova iv ys m solu ion or your op a ion.
T chnology or:
Sys ms and Ingr di n u oma ion
F rm n a ion, mixing, orming, d osi ing and ba ing
cora ing and cu ing
Sca h cod ind ou mo
these AI companies, their stocks fall, and the pole that’s been propping up a lot of the U.S. economy falls because consumers stop spending when stocks slip and major employers start letting people go.
People will still need to eat
As of this writing, the Supreme Court has yet to decide on the legality of the current presidential administration’s ability to impose tari s. Regardless of the outcome of that case, we’re predicting that tari s will be reduced, mostly due to the potential for an economic downturn outlined above.
Costs are high for most goods, but food is a basic necessity that consumers must be able to a ord. It’s for that reason we think that tari s will be reduced anyway to help manufacturers keep prices from rising.
However, tari s aren’t the only impediment to lowering costs.
“Significant labor and skills gap issues, lingering supply chain challenges, and the current economic uncertainty can be daunting,” says Cody Bann, Vice President of Engineering with industrial software company SmartSights
A look at an early model of Boston Dynamics’ Atlas robot. This model uses hydraulics—that leak—but even all-electric robots still pose questions regarding food safety, which is part of the reason why they’re not quite ready for the plant floor.
“To address these issues, we are reiterating to our manufacturing clients the tremendous benefits of how upgraded technology will increase e ciencies, improve quality control, and create a more attractive working environment to help retain younger workers.”
Investments in automation picks up
Adoption of automation has at times seemed slow because of one particular barrier. “The reality for most organizations is that they are a long way from minimizing human presence onsite,” says Bann.
“Today, only around 10% of manufacturers have extensively digitized operations, and it will take many years before these e orts are accurately characterized as widespread. The most significant reason for this is high upfront costs—the investment cost for robotics, sensors, integration, and infrastructure is significant even for new facilities; it’s even more expensive to retrofit existing operations.”
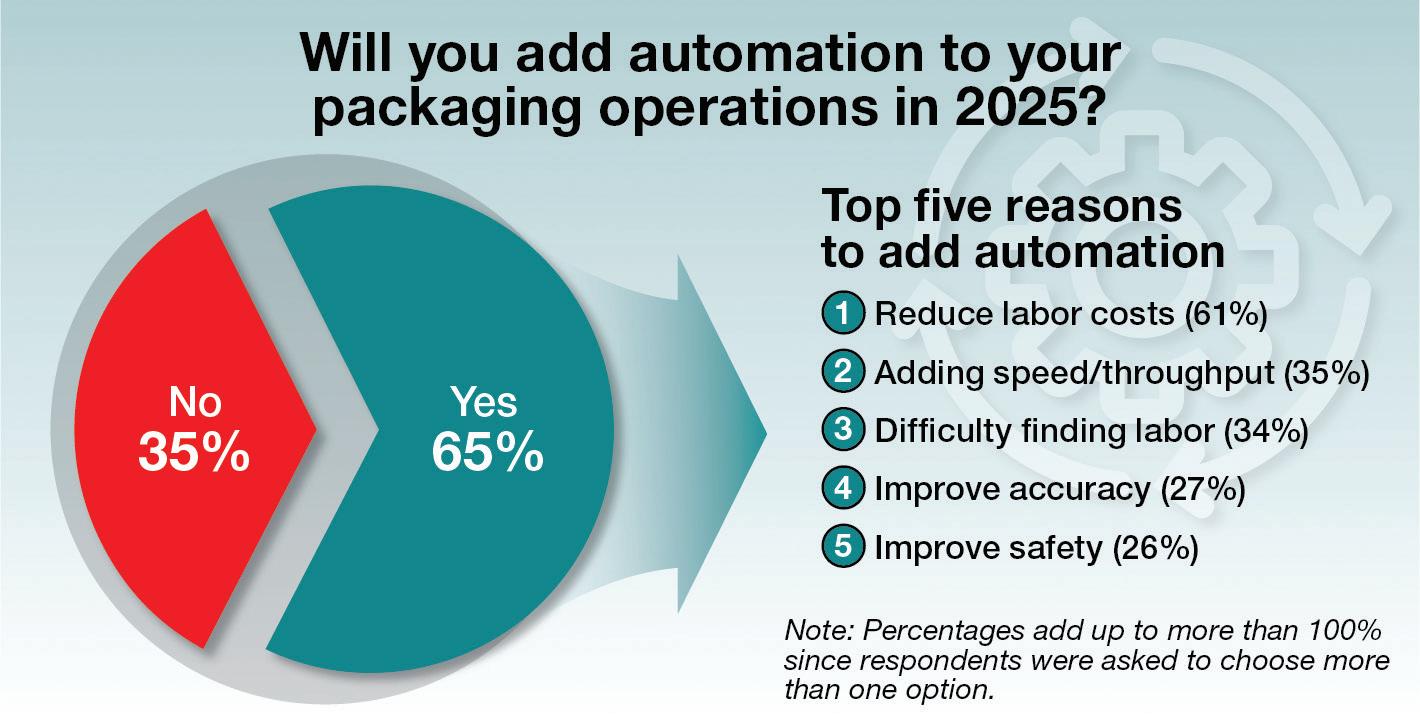
However, with the varous factors a ecting employment in manufacturing, putting financial resources into automating plants remains the best, or only, option. About two thirds of CPG respondents planned to add automation to their operations in 2025, mainly motivated by a mixture of labor chal-
lenges, e ciency gains, and safety, according to Packaging World ’s 2025 Annual Outlook Report on automation and robotics in packaging.
Don’t expect the automation to include humanoid robots walking around the plant like a person would. As reported earlier this year in the Humanoid Robots in Packaging and Processing: 2025 Status Report, they’re still many years away and will be cost prohibitive for most at the outset, anyway. Instead, we’re talking about the usual suspects, such as end-of-line packaging or meal assembly, where the actions are consistent, repetitive, and labor intensive.
Leasing and RaaS rise
The cost of purchasing a new piece of equipment can be high, as mentioned earlier, which makes it di cult for small and mid-size companies to do so, regardless of the benefits. But buying a machine outright isn’t always necessary.
“I think the reality is that all of us want to get into automation, but there are a lot of barriers in our head,” says Joel Onyshuk, VP of sales for equipment supplier Formic. “’Is it the right time? Do we have the right people? Do we have the capital to go do it?’—and that’s a big one.”
Leasing is a concept that’s been around for a long time, so there isn’t much need to get into the specifics of what exactly it is. Su ce to say, that smaller monthly payments can more easily be worked into the budget.
Robots-as-a-Service (RaaS) isn’t a brand-new idea, but it is newer. In this framework, robotics and other automated solutions from a variety of OEMs are rented to food and beverage manufacturers from a provider. This allows the end user to find the right fit for a particular use case with contracts that have an agreed term with varying timelines depending on the selected contract, but typically with a flat monthly rate.
“You can actually automate now versus later because all the constraints that are typically associated with automation, [such as] traditional capital purchase expenses, are now gone, and we can get into actually delivering on the outcomes that we need in our businesses,” says Onyshuk.
IMAGE COURTESY OF PROFOOD WORLD
DESIGN-BUILD SOLUTIONS
FEATURED TOPIC
DESIGNING AUTOMATED FACILITIES TO REDUCE OPERATING COSTS AND GAIN EFFICIENCIES
As operational costs rise, organizations are looking for ways to streamline processes and satisfy customers. Manual operations are inefficient and riddled with delays. Warehouse automation has become a required investment to maintain a competitive edge, meet ever-evolving customer demands, and reduce operating costs.
Rack-supported AS/RS with connector bridge for receiving, storing, and shipping goods (ESI Group ).
“Automation positively impacts both direct and indirect operating costs, most notably by reducing manual labor, minimizing errors, streamlining processes, and increasing efficiency,” says Mark Livesay, vice president, Automated Warehousing, ESI Group
Direct operating costs – expenses directly tied to the production of goods or delivery of services – can be positively impacted by automation that reduces or eliminates repetitive and manual tasks, performs with greater precision, maximizes machinery optimization, provides realtime tracking of inventory levels, and achieves higher and faster output rates.
Automation also saves on indirect operation costs –shared overhead expenses not directly related to production – by reducing training resources, minimizing human error, reducing unplanned maintenance, and improving data management.
Considerations for Implementation
When designing an automated warehouse, begin with a thorough analysis of your business needs and operational (historical and forecasted) data. Conduct a thorough operational assessment of current processes, including inventory flow, storage, picking, packing, and shipping. Analyze key performance indicators like throughput and
error rates to establish a baseline for comparison as these factors significantly impact the best-fit automation.
“Automation is a strategic investment to address specific challenges, and integrating the wrong solution can create more problems than it solves,” says Livesay.
Start by identifying operational inefficiencies. An automation consultant can help identify inefficiencies and even produce a computer simulation to show what type of automation would be best to achieve desired throughput results. Next, determine where the bottlenecks are and what is required to grow the business and reduce costs. For example, consider replacing outside storage warehouses with tall, automated storage and retrieval systems (AS/RS).
There will also likely be a need to integrate new automation with existing systems, such as a Warehouse Management System (WMS) or Enterprise Resource Planning system (ERP). Livesay says integration is crucial for seamless data flow and optimal performance.
Additionally, choose the right technology mix. “No single technology is a silver bullet,” says Livesay. “The ideal solution may involve a blend of systems, such as Autonomous Mobile Robots for transport, AS/RS for high-density storage, and conveyor systems for high-speed sorting.”
Of course, the elephants in the room when considering automation are employee acceptance and return on investment. While automation reduces manual labor, employees still need training to operate and maintain the new technology. “Effective communication about the benefits of automation will help gain acceptance,” says Livesay. “Look beyond the initial purchase price to consider the total cost of ownership. This includes system integration, maintenance, software, and training.”
Automation requires a significant upfront investment, but the payback period can be relatively short (6 to 18 months). In some cases, ROI can take up to five years, depending on the automation, such as an AS/RS.
Operation Benefits Realized by Automation
Like ROI, quantifiable benefits from automation vary depending on the type of technology implemented, the specific industry, and the pre-automation baseline. The following documented gains should serve as examples, not guarantees:
• Near-Perfect Accuracy: Advanced automated picking systems, which use barcoding, vision systems, and robotics, can achieve an accuracy rate of up to 99.99%. With higher order accuracy, companies see fewer returns from incorrect items, which reduces costs associated with processing and restocking.
• Lower Error Rates: In manual picking, the average error rate is 1%–3%, while best-in-class manual operations can get below 0.5%. Automation is key in reaching this lower rate.
• Maximize Vertical Space: AS/RS can typically save 35% for case and pallet unit load storage, and Vertical Lift Modules (VLMs) reclaim up to 85% of floor space for small items by using high-density, vertical storage. Taking advantage of ceiling height multiplies storage capacity without expanding facility footprints; layout and WMS/AI tools optimize inventory placement for even greater efficiency.
• Better Inventory Management and Visibility: Automation delivers real-time data on inventory levels, order statuses, and efficiency, enabling more accurate stock management, fewer stockouts, and better decision-making.
• Increase Efficiency and Throughput: Warehouses can reduce order fulfillment from days to hours, or even minutes, with picking, sorting, and packing dramatically accelerated—many companies report 200% to 300% efficiency gains.
• Reduce Labor Costs: Automated goods-to-person systems can cut manual labor requirements by as much as 66% by reducing unproductive travel time for employees.
• Enhance Scalability and Agility: Automation provides flexibility to scale operations up or down in response to changing demands. Consumers expect faster deliveries, often within 24 hours or less.
• Preventative Maintenance: Predictive automation systems will identify faults early to avoid hundreds of minutes of annual downtime. If a failure occurs, automated workflows send alerts and speed restoration. Achieving these operational cost savings will require partnering with a design company that has a proven track record of building automated systems. “Automation will give you a competitive advantage,” Livesay says. “In tight-margin industries like food and pharmaceuticals, even small gains in efficiency from automation can significantly impact profitability and market position.”
AS/RS interior with conveyors and lifts for high-efficiency product handling (Curtis Waltz / aerialscapes.com ).
By incorporating real-time data collection software and automatically tagging downtime, Cincinnati-based G&J Pepsi is taking analytics to a new level and has reduced engineering time by 70%.
The big benefit here is that the provider will also install and maintain the equipment during that contract term. This can be beneficial to end users who will no longer need to have someone on sta capable of repairing equipment that is getting increasingly more complex and requiring specialized training to fix. We think that the relative ease it o ers end users who need automation, but don’t necessarily have it in their budget to buy, will find this an attractive option moving forward.
Major recalls will drop
If 2024 reminded food producers of anything, it’s that a major recall can pose serious problems for a brand’s image with consumers. Changes made at the FDA throughout 2025 didn’t help set aside food safety concerns in the minds of many consumers, which is why there was widespread coverage by the national media in August when it was learned that the Boar’s Head Jarratt, Va., plant would reopen.
of foreign objects or even mislabeling,” says Bob Carpenter, president and CEO of data standards organization GS1 US. “Though the frequency of food recalls may seem concerning to some, it shows that the food safety system is more proactive and e ective due to advances in science, technology, and modern regulations. Improved tracking tools, barcoding standards, and traceability requirements are evolving to help identify and remove a ected products and better respond to recalls.”
Consumers’ continued focus on food safety hasn’t been lost on the F&B industry. If ProFood World learned anything at PACK EXPO Las Vegas this past year, it was that manufacturers and OEMs alike have taken those lessons learned from the 2024 recalls to heart. There was a clear emphasis on sanitary design at many of the OEM booths the editors of ProFood World, Packaging World, Healthcare Packaging, and OEM Magazine saw at the show. You can see the ones that the editors found to be the most interesting in early 2026 in our Innovations Reports.
“Food recalls are issued for a variety of reasons, including contamination with bacteria like salmo, undeclared allergens, the presence
Whether or not any of these predictions will come true is uncertain, but that’s the great thing about articles like this: If we get it wrong, well, we tried. If we get it right, then we’re geniuses. What we can say with certainty, though, is that whatever word comes to define 2026 has got to be better than 2025’s “6-7.”
The ability to harness production data e ectively can lead to smarter decision-making, improved processes and a competitive edge. Analyzing historical data allows operations management to identify patterns, trends and anomalies that may otherwise go unnoticed.
IMAGE COURTESY OF G&J PEPSI
nella or
California Dairies, Inc. Looks to the Future
with High-Tech Valley Natural Beverages Plant
Investments in advanced technologies, environmental responsibility, and employee welfare lay the groundwork for operations and benefit the company’s member-owners as it sets a new path for production.
MAKING THE CALL TO INVEST in the future can be a scary proposition for many
F&B manufacturers given the uncertain economic climate the past few years. It might be especially so for producers of dairy products given the incredibly tight on farm margins. But California Dairies, Inc. (CDI), owners of Valley Natural Beverages, decided not to give in to those fears and instead set out on another path. CDI gave the green light to construct one of the most advanced dairy facilities in the U.S., underscoring its strategy to diversify beyond butter and milk powder and include premium dairy beverages for the more than 250 California farmers who own the cooperative and make up its membership.
Built from the ground up on a 47-acre greenfield site in Bakersfield, Calif., the plant is the cooperative’s first greenfield project. Opened earlier this year, the Valley Natural Beverages (VNB) plant is CDI’s first facility dedicated to fluid milk and value-add liquid products.
“This project really captures what we stand for as a co-op,” says Troy Hancock, Site Director for CDI Bakersfield. “Everything here is designed to add value for our member-owners. By processing more milk into fluid and extended shelf-life (ESL) products, we’re giving them access to a broader market and strengthening the California dairy market overall.”
Currently, the plant can receive 25 truckloads—about 150,000 gallons—of milk daily, with infrastructure in place to scale to 100 loads, or roughly 600,000 gallons per day. The location in California’s Central Valley ensures a strong, localized milk supply, with numerous dairy farms within a 20-mile radius.
California Dairies, Inc.’s Bakersfield facility represents a critical step in CDI’s e ort to diversify and include premium dairy beverages.
IMAGE COURTESY OF DANNY KLORMAN/ CALIFORNIA DAIRIES, INC.
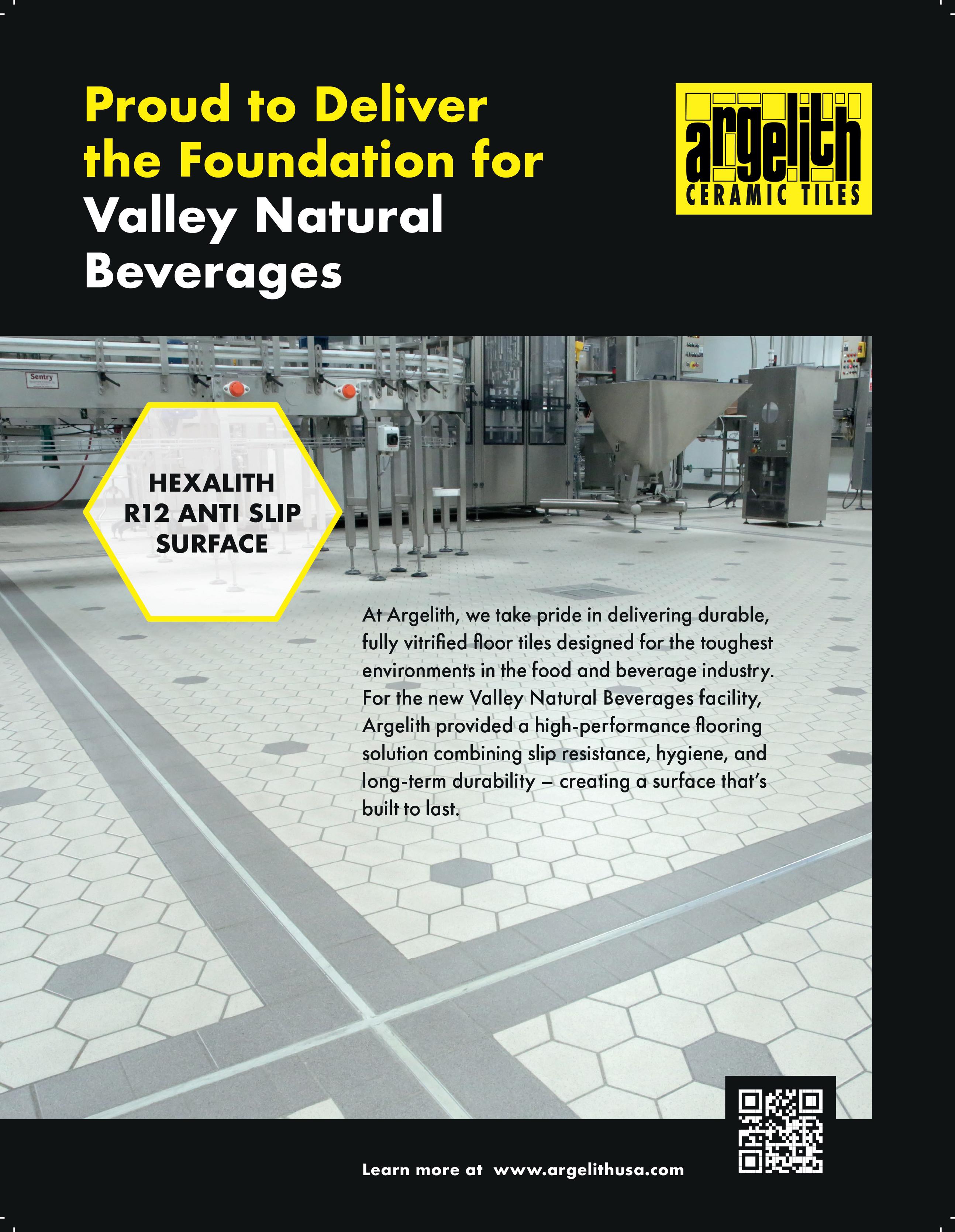
Sustainability was a non-negotiable part of the Bakersfield design, particularly in water management.
“The proximity to supply was key,” Hancock says. “We’ve got all the milk we’ll ever need right here, and we’re close to both I-5 and Highway 99 for easy access to the ports of Los Angeles and Oakland. That’s huge for our export business.”
Fast build, future-proof design
California Dairies, Inc. purchased the Bakersfield property in June 2023 and broke ground four months later. By December 2024—just 18 months from purchase—CDI was producing sellable product.
The contractor and architect for the 200,000sq-ft build were Big-D Construction and E.A. Bonelli + Associates . From the earliest design stages, the goal was to create a flexible and expandable site that could adapt to market demands and new products.
“The current configuration supports three packaging lines,” Hancock says. “But we’ve built the backbone—utilities, controls, piping, electrical—for significant expansion.”
Overhead, a full walk-on interstitial ceiling houses piping, wiring, and utilities, giving maintenance personnel easy access while keeping production floors clear. Use of an interstitial space also prevents horizontal piping runs that can collect moisture during washdowns and potentially house bacteria. Each major production area has its own localized motor control center to simplify troubleshooting and reduce downtime.
“It’s not glamorous, but details like that matter,” Hancock says. “We can expand, maintain, or service equipment without shutting down other parts of the plant.”
At full build-out, CDI’s Bakersfield facility can handle 600,000 gallons of milk per day, operate on renewable energy, recycle water onsite, and rely on high-efficiency automation to maintain top-tier product quality.
For Hancock, the project reflects both innovation and purpose. “We built this plant not just to meet today’s needs, but to prepare for what’s next,” he says. “Every pipe, every valve, every line was designed for growth. It’s a showcase of what’s possible when you align sustainability, technology, and cooperative values.”
Processing systems engineered for reliability
CDI worked closely with JCS Process & Control Systems to develop the processing architecture, which includes integrated batching, separation, inline blending, and pasteurization systems feeding filling lines—one extended-shelf-life (ESL) and two aseptic. The ESL line finishes with a packaging system from Elopak, while the aseptic lines use Tetra Pak
“This is a fully automated system from end to end,” says Carlos Ponce, Production Supervisor at the VNB facility. “We can run multiple product types with very little operator intervention. If I want to clean a tank, it’s a one-button operation—everything runs through automated CIP [clean-in-place] cycles with real-time verification.”
The plant’s CIP system consists of three independent circuits on the raw side and a separate system for pasteurized lines. Both systems are designed with reuse capability to conserve water and energy while maintaining full regulatory compliance.
Valley Natural Beverages
LOCATION: Bakersfield, Calif.
SIZE: 200,000 sq ft (greenfield)
PRODUCT(S): Aseptic & extended shelflife milk
MAX PRODUCTION: 600,000 gal/day
OWNER: California Dairies, Inc.
ARCHITECT: E.A. Bonelli + Associates
CONTRACTOR: Big-D Construction
IMAGE COURTESY OF DANNY KLORMAN/CALIFORNIA DAIRIES, INC.
The fluid processing lines utilize GEA double-seat valves with integrated control tops, allowing simultaneous product flow and cleaning in adjacent lines without the risk of cross-contamination. “That technology gives us greater throughput and flexibility,” Ponce says. “We can be cleaning one section while processing in another, which keeps uptime high.”
For quality assurance, each batch undergoes stringent microbiological testing. A dedicated onsite lab collects and incubates samples in a 90°F “hot box” to confirm sterility before release. “We test everything—from raw milk to finished product,” Ponce says. “Some samples are held for two days, others for 30. It’s all about ensuring product integrity.”
Ultra-high temperature processing: designed for precision and product diversity
The Bakersfield plant’s ultra-high temperature (UHT) system is the centerpiece of its liquid processing operation, allowing CDI to produce a wide range of high-value products—from shelf-stable creams to extended-shelf-life milks—within a single, tightly controlled framework.
Configured with direct steam infusion technology and a closed aseptic loop, the UHT system enables rapid thermal treatment while maintaining the product’s sensory and nutritional quality. Milk is heated to ultra-high temperatures for only a few seconds and then cooled immediately under sterile conditions, preserving the fresh dairy flavor that customers expect.
What makes the Bakersfield setup distinct is its scalable design and recipe-driven flexibility. Operators can switch between product types
Integrated batching, separation, inline blending, and pasteurization systems feed three filling lines—one extended shelf-life (ESL) and two aseptic. s
with minimal manual intervention, as temperature profiles, flow rates, and hold times are all preprogrammed and automatically executed through the plant’s control interface. The same base system can produce fluid milk one shift and whipping cream or nutritional formulations the next.
The integration of UHT with aseptic and ESL filling lines also streamlines production and minimizes exposure risk. Product flows directly from the sterilizer to filling, maintaining an aseptic environment throughout the process. This configuration supports both domestic refrigerated distribution and export of shelf-stable products—key to CDI’s long-term strategy of diversifying markets for its member farms.
To support future growth, the plant’s utility corridors and floor space were laid out to accommodate additional UHT trains as capacity needs rise. “We built this system with long-term flexibility in mind,” says Hancock. “We can expand throughput, add parallel heat exchangers, or tailor parameters for new formulations without redesigning the plant.”
All the systems at the Bakersfield plant are fed by a separator from GEA, a roughly 6-ft tall and 6-ft in diameter conically shaped machine, that starts the entire process as raw product is received. Because CDI wanted the plant to ultimately be completely self-sufficient, the separator essentially acts as the heart of the facility.
“The GEA separator allows us to effectively get the cream and skim milk, the two components needed for most products that we produce,” says Ponce, adding that while there are other options to
IMAGES COURTESY OF DANNY KLORMAN/CALIFORNIA DAIRIES, INC.
get those components, those options wouldn’t allow the facility to do everything internally.
Sitting near the separator is another hightech piece of equipment that sets the Valley Natural Beverages facility apart: the JCS UltraBlend.
“UltraBlend is for a batch, such as a 1% or 2% mix, where we have to combine skim and raw milk to get a desired percentage,” says Ponce. “This will do all the math for you.”
And instead of sending it to the batch tanks, the UltraBlend can send the mixture directly to the UHT. If additional vitamins are needed for the product, that dosing occurs at the UHT.
“This is a quick way of being able to batch,” Ponce says. “Batches can be run directly from this all the way to the UHT.”
The site currently operates three packaging lines, but the facility was designed to incorporate significant expansion as needed to accommodate growth.
The UHT system’s combination of automation, sanitary design, and scalability positions VNB Bakersfield as one of the most advanced liquid dairy processing facilities in the western U.S.
Automation beyond the processing floor Automation extends well beyond production. The Bakersfield plant’s automated storage and retrieval
system (ASRS), supplied by Interlake Mecalux, provides a total of 8,400 pallet positions in a segregated warehouse—one side refrigerated for ESL products and the other ambient for aseptic.
“It’s a lights-out warehouse,” says Ponce. “Operators load materials into the system, and from there, everything is automated through palletizing, stretch wrapping, and storage. It’s a smooth flow
IMAGE COURTESY OF DANNY KLORMAN/CALIFORNIA DAIRIES, INC.
Your Process Has Evolved Your Recorder Should Too
Paperless Process Recorder
Production has never been smarter. So why isn’t your recordkeeping?
The Paperless Process Recorder gives your quality teams full visibility, secure storage, and audit-ready confidence from anywhere.
SMART VISIBILITY EVERYWHERE
Monitor, compare, and verify process records across all your facilities in real time.
SECURITY & COMPLIANCE BUILT IN
Vendor-managed cybersecurity ensures encrypted, audit-ready records 24/7/365.
TURNKEY MODERNIZATION
A seamless upgrade with no new infrastructure or rewiring required.
EFFORTLESS DOCUMENTATION
Standardized annotations, automated reports, and approval workflows
LESS WASTE MORE RELIABILITY
Eliminate paper records all other consumables while improving process consistency.
that reduces manual handling and improves safety.”
The ASRS is integrated with the plant’s production scheduling and order management software, enabling automated load sequencing and trailer staging. A lockout-tagout system prevents personnel from entering the warehouse while cranes are operating. “Safety was built into every layer,” Ponce says. “You can’t just walk into the ASRS—it will automatically shut down. That’s the level of control we wanted.”
Water stewardship and wastewater innovation
Sustainability was a non-negotiable part of the Bakersfield design, particularly in water management. The facility features a dedicated anaerobic digester and advanced membrane bioreactor (AnMBR) for wastewater pre-treatment—systems that go beyond the standard equalization tanks used in most food plants.
“We’re really trying to set a new standard for effluent management,” Hancock says. “Most facilities just manage pH. We’re digesting and capturing biogas, reducing organic load, and planning to repurpose treated water.”
One of the site’s biggest advantages is its location adjacent to a municipal wastewater treatment plant.
Quality products start with clean equipment
IMAGE COURTESY OF DANNY KLORMAN/CALIFORNIA DAIRIES, INC.
The ASRS is integrated with the plant’s production scheduling and order management software, enabling automated load sequencing and trailer staging.
A 14-million-gallon-per-day pipeline runs beneath CDI’s property, carrying treated effluent.
“Water stewardship is anchored by a dedicated, onsite wastewater treatment facility, ensuring we are a good partner to the community,” Hancock says.
On the inbound side, all process water passes through reverse osmosis (RO) treatment, provided by Polaris with integration from JCS. “California has strict limits on salts and total dissolved solids,” Hancock says. “Using RO helps us meet those standards while reducing chemical use in cleaning.”
Powering the plant—and then some
Energy management is another area where Bakersfield stands apart. The site could eventually run completely off-grid through a combination of linear generators, solar, and combined heat and power (CHP) systems.
Ten linear generators, currently being installed, will produce around 2.3 megawatts. Unlike conventional generators, the linear design uses no combustion and can run on multiple fuels—including natural gas, biogas, ammonia, and hydrogen. “They’re fuel-agnostic and ultra-efficient,” Hancock says. “We can transition fuels over time without replacing equipment.”
“California has strict limits on salts and total dissolved solids. Using RO helps us meet those standards while reducing chemical use in cleaning.”
— Troy Hancock, Site Director, CDI Bakersfield.
Complementing the generators are two 5-megawatt CHP turbines, which will provide both electricity and process steam. Solar panels installed on the south end of the property will supply additional renewable power, bringing total generating capacity to around 12 megawatts.
“California power rates are among the highest in the country,” Hancock said. “We’re paying 30 to 35 cents per kWh from PG&E. We believe we can produce our own for less than 20 cents. The goal is complete self-sufficiency.”
Refrigeration and safety systems
The Bakersfield plant uses ammonia refrigeration— a deliberate choice for both performance and
The fluid processing lines utilize double-seat valves with integrated control tops, allowing simultaneous product flow and cleaning in adjacent lines without cross-contamination risk.
sustainability. “Ammonia is actually the most energy-efficient and environmentally friendly refrigerant available,” Hancock says. “It provides better cooling with lower power use than synthetic alternatives.”
For safety, the ammonia system is fully isolated to a single engine room. Throughout the rest of the facility, a glycol loop provides chilled water for process and storage areas. “There’s no ammonia in any occupied area,” Hancock emphasizes. “We’ve got sensors and shutoffs everywhere. Worker safety is the top priority.”
Employee safety-focused design
While automation plays a central role, CDI also de-
signed the plant to support the people who keep it running. Drivers have a dedicated lounge area to rest between milk deliveries, and all production spaces are climate controlled.
“We wanted to make this a comfortable, safe environment,” Hancock says. “Our employees are working in conditioned spaces year-round, and that’s rare in processing.”
The maintenance department is equipped with modern tools, including an automated parts lift system that retrieves components from vertical storage trays at the touch of a button. “It saves space and time,” Hancock says. “It’s the kind of efficiency that makes day-to-day operations smoother.”
Global reach, local mission
The Bakersfield plant’s location also enhances CDI’s global strategy. The cooperative has already begun exporting products to Mexico, Cambodia, and South Korea, focusing on higher-fat products like cream and whipping cream.
“There’s growing recognition of dairy’s nutritional and functional values. Our new capabilities put us in a strong position to serve that demand,” says Hancock.
Ultimately, every decision behind the Bakersfield plant ties back to the farmers who own CDI. “Everything we do is about getting our member-owners the best return on their milk,” Hancock says. “We’re owned by dairy families, and this facility helps secure their future.”
Trusted Partner. Proven Design.
Over sixty years of client-focused hygienic design exclusively for the food & beverage industries
E.A. Bonelli is an architectural and engineering firm working exclusively for the food & beverage industries. Over sixty years of hygienic design expertise, serving clients from six offices across the United States. Since 1960, we have specialized in designing the right environments to optimize the success of your products.
Proud of more than two decades of support for California Dairies, Inc., including partnering on their Valley Natural Beverage project.
IMAGE COURTESY OF DANNY KORMAN/CALIFORNIA DAIRIES, INC.
The highest standards to improve the Food & Beverage world.
With Viega press technology you can get systems assembled and back to uptime faster. Whether it’s chemical wash-downs, or thermal cycling, our press fittings are installed in seconds and hold up for the long haul.
Viega ProPress®
Viega MegaPress®
Viega valves
Viega ProPress Stainless® Viega MegaPress®G
ROUND BOTTLE CASER
DCC Automation’s Evolution Round Bottle Caser is a hygienic solution designed to handle bottles from 8 ounces to 1 gallon. Combining servo-driven precision, quick tool-free changeovers, and washdown-ready stainless-steel construction, the system provides e cient, safe operation while meeting stringent sanitary standards. Its compact, top-loading footprint and versatile handling of both straight and staggered pack patterns make it ideal for manufacturers looking to expand capabilities, optimize space, and maintain hygienic e ciency.
DCC Automation | dccautomation.com
DRAINAGE ACCESSORY
Global Drain Technologies’ KeyForm is a powdercoated aluminum accessory that securely snaps into GDT Slot Drain Systems during the concrete pour, eliminating the need for manual chiseling to create a keyway for the floor coating. It’s treated with nanotechnology that results in an 80% improvement in bonding between the drain and the coating, ensuring a seamless transition that maximizes adhesion, promotes hygiene, and prevents structural cracking caused by poor interface.
Global Drain Technologies | globaldraintech.com
INLINE MIXING SYSTEM FOR POWDERS
Fristam Pumps’ PL Powder Dissolver is designed to incorporate powders into liquids, achieving rapid, clump-free dispersion with powder intake rates of up to 200 pounds per minute while accommodating viscosities up to 500 cps. Built with a compact, mobile, and ergonomic design, the system aims to streamline processing by ensuring complete dissolution and homogeneous blending, ultimately reducing batch cycle times and enhancing hygienic operation and operator safety.
Fristam Pumps fristam.com
RIBBON BLENDER
The ROSS Model 42N-10 is a customizable mixing unit with a 10-cubic-foot working capacity, designed for reliably blending materials up to about 80 lb/ft. Constructed with Stainless Steel Type 316 for easy cleaning and dust-tight operation, this unit is engineered for ergonomic material handling, featuring an integrated bag dump station with a safety grate and interlocked limit switches. It utilizes a solid double ribbon agitator driven by a 7.5 HP motor and a pneumatically operated knife gate valve for controlled discharge, all mounted on casters for mobility. ROSS (Charles Ross & Son Company) | mixers.com
ROBOTIC CAKE DECORATOR
Unifiller’s HIRO Robot is a high-volume solution designed to combat labor strain, minimize error, and ensure consistent branding with precise, repeatable movements. This recipe-driven robot is built with an IP67 washdown rating, making it compliant with strict hygiene standards for cold, humid bakery environments, and a plug-and-play design allows it to roll up and operate on various conveyor styles. Along with its ability to write, drizzle, and create custom, complex cake designs, this robot also handles tasks like pick and place, depanning, and palletizing. Unifiller, a Coperion brand | unifiller.com
TUBULAR DRAG CONVEYOR
The Hapman CablePro Tubular Drag Conveyor is engineered for gentle, sanitary, and efficient conveyance of sensitive bulk materials, such as cereals, nuts, and frozen foods. To preserve product integrity and meet hygiene standards, the conveyor utilizes FDAcompliant components like self-lubricating ultra-high molecular weight disks molded onto a stainless-steel cable and food-grade coatings. An auto-tensioner extends the cable and disc life while reducing maintenance, and the unit’s sealed design supports Clean-In-Place (CIP) protocols.
METAL DETECTOR
Eriez’s PrecisionGuard X8 uses advanced sensing technology and a large, intuitive touchscreen with auto-learning capabilities to detect ferrous, nonferrous, and stainless-steel contaminants in industries like food, packaging, and plastics. It’s available in multiple configurations to fit different production lines and is built with durable, heavy-duty stainlesssteel construction with an IP69 washdown rating. Built-in connectivity and IoT-ready features provide detailed audit trails and support compliance with global safety standards.
Eriez | eriez.com
Hapman | hapman.com
Reliable Exhaust of Cryogenic Gases with Quickdraft
With Quickdraft Venturi based exhaust systems, no moving parts are in contact with cryogenic gas, eliminating fan failure due to freezing. Velocity Reduction Chamber component is available to capture breading and meat particles in the exhaust stream.
CASEY FLANAGAN | ASSOCIATE EDITOR
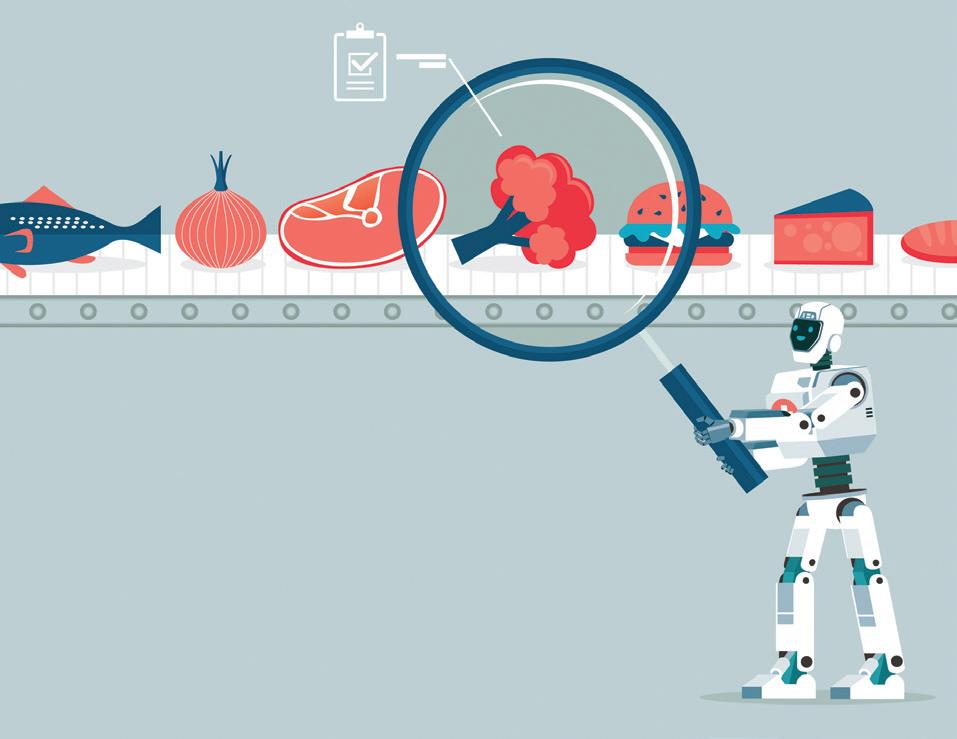
The Real Role of AI in Food Inspection
Inspection suppliers weigh in on AI’s real-world applications in food and beverage, its current limitations, and what’s next for smarter inspection systems.
ARTIFICIAL INTELLIGENCE (AI) has become one of the most talked-about, and often misunderstood, developments in CPG manufacturing.
While the technology is still evolving, it’s clearly influencing the future of product inspection systems, with suppliers already using it for more accurate contaminant detection and adaptive learning for new products. That said, it’s important to recognize that AI is not an end-all solution, and it requires careful application to be truly effective.
AI-powered inspection took center stage at PACK EXPO Las Vegas, where suppliers demonstrated their latest advancements and practical applications. Stay tuned for our Inspection/Detection Innovations Report coming soon, compiling all the latest advancements in inspection and detection our editors found at the show.
To better understand AI in food inspection, ProFood World reached out to inspection system suppliers Eagle Product Inspection, METTLER TOLEDO, and ProSpection Solutions. We’ve compiled their insights here, offering a focused look at AI in food inspection today.
(Responses have been edited for length and clarity. Repeated definitions and concepts between suppliers have been trimmed.)
How would you define the roles of AI, machine learning (ML), and generative AI in food inspection? Why is it important to distinguish between them?
Norbert Hartwig, Head of R&D, Eagle Product Inspection: AI is best understood as the broad field of computer systems that learn to interpret information and make decisions in ways similar to human intelligence.
ML is a subset of AI focused on using data to automatically adapt and improve performance, and it’s already applied in Eagle systems. For instance, our X-ray platforms use ML to analyze absorption patterns and adjust mass measurement calculations in real time.
Generative AI, by contrast, is designed to create new ideas or designs based on prior data. In one test, it suggested an X-ray system concept that included features like shielding curtains but placed critical components in unrealistic locations. That experiment showed both the promise and the limitations of generative AI.
Jeff Youngs, President and CEO, ProSpection Solutions: In food inspection, AI-powered systems are smarter, faster, and more consistent at quality and safety checks.
Ian Scott-Mance, Digital Marketing Manager at METTLER TOLEDO: Today, AI in food and beverage inspection mainly involves machine learning models s
It is important to understand which technology is at work to set realistic expectations, guide investment decisions, and ensure compliance with regulatory and safety standards. At Prospection, our systems leverage these distinctions, using ML and AI to optimize detection and generative AI to strengthen model training, delivering smarter, more reliable inspections.
What does AI realistically mean in food and beverage product inspection today? Do you see any limitations in its current form?
trained to detect contaminants and defects and ensure product quality by analyzing images and sensor data.
Limitations include reliance on quality training data, potential challenges in detecting novel defects, and the need for ongoing model updates to handle changing product variations.
Youngs (ProSpection Solutions): AI in food inspection powers X-ray, visual, and sensor-based inspections to detect contaminants, defects, and packaging issues faster and more consistently than manual checks. Its limitations include that AI depends on large, high-quality datasets, so rare defects may be underrepresented. It lacks deep context understanding, so some subtleties require human judgement. False positives and negatives may occur, especially with new products. High-performance hardware may be costly and complex to implement. Regulatory validation is also still required to ensure compliance.
Does your company currently use AI or machine learning in inspection systems? Can you provide examples?
Youngs (ProSpection Solutions): Yes. Prospection Solutions partners with System Square to integrate AI, ML, and deep learning into X-ray and visual inspection systems. These onboard AI systems adapt in real time, learning from product variations to improve safety and quality. Together, Prospection and System Square deliver inspection solutions that optimize safety, maintain product quality, and give manufacturers confidence from grind to final package.
One example is the Dual Energy X-Ray “Bone Hunter,” which uses System Square’s deep learning neural networks to detect bone fragments in meat, poultry, and seafood, adapting to size, shape, and density variations to reduce false rejects and protect brand integrity.
Hartwig (Eagle Product Inspection): Yes, Eagle systems already incorporate machine learning. One example is in mass measurement; by analyzing X-ray absorption patterns, the system detects changes in product composition and adjusts its weight calculations automatically. This ensures consistent portion control, reduces giveaway, and improves overall quality.
What’s a common misconception about AI in inspection systems that you think the industry should better understand?
Hartwig (Eagle Product Inspection): The biggest misconception is that inspection systems are now “fully AI-driven” and can manage themselves without human involvement. In practice, most socalled AI systems depend on significant upfront training and curated datasets. Results often take months to reach full effectiveness.
Human oversight remains essential, and processors should view AI as a powerful tool to enhance proven inspection methods, not as a replacement for them.
Scott-Mance (METTLER TOLEDO): A common misconception is that AI can solve all inspection challenges autonomously. AI systems need wellcurated data and integration with other technologies to perform effectively.
Are there inspection system features or capabilities that might be labeled as “AI” but predate current AI trends? How should processors think about these features in terms of value and performance?
ProSpection’s IP69K ai X-Ray System
Scott-Mance (METTLER TOLEDO): Some features labeled as ”AI” may be advanced image processing or rule-based systems developed before recent AI trends. Processors should assess these features based on their actual performance and value, not just the AI label.
Hartwig (Eagle Product Inspection): Yes. Features like pattern recognition, image filtering, and intelligent automation are sometimes marketed as “AI,” but they’ve been available for years. Eagle’s SimulTask PRO, for example, delivers exceptional image clarity and resolution—up to 65,535
METTLER TOLEDO metal detector
IMAGE COURTESY OF METTLER TOLEDO
grayscale values—using advanced algorithms.
These capabilities demonstrate that processors don’t need an “AI” label to recognize real value. The key is to focus on measurable inspection performance and proven reliability, rather than on buzzwords.
Youngs (ProSpection Solutions): Yes. Some older systems are called AI but rely on pre-programmed rules or statistical monitoring. This includes basic metal or foreign material detection that identifies anomalies but doesn’t learn over time, rule-based vision systems that use programmed rules to spot deviations or imperfections, and statistical process monitoring that flags out-of-spec products using simple rules.
These systems can work well for consistent products but lack adaptability. Modern AI and ML systems, like those from Prospection and System Square, learn and improve over time, reducing waste, catching subtle defects, and handling product variability.
What kind of training data is most critical in training AI models in food inspection applications? How can we ensure that the AI is receiving “good” data, that’s accurate and representative of the tasks it’s designed to complete?
Youngs (ProSpection Solutions): To ensure accurate data we need to accurately label images, maintain high-resolution imaging, and continuously update datasets as products or defect types evolve. Balanced, high-quality data is key. Effective AI models require defect-free images to establish what a normal product looks like, examples of contaminants to accurately detect foreign material, defective product samples to identify quality issues, and variations in shape, packaging, and rare edge cases to handle real-world production.
Scott-Mance (METTLER TOLEDO): Critical training data includes both defect-free images for baseline comparison and diverse examples of known contaminants and defects to teach the model. Ensuring good data quality involves representative sampling, accurate labeling and continuous validation.
How is your company preparing or investing in AI’s future role in inspection, beyond what’s commercially available today?
Hartwig (Eagle Product Inspection): We’re investing in feeding richer data, such as pixel-level material information from dual-energy photon counting, into AI models to improve their ability to detect subtle differences. Our R&D efforts focus on enhancing deterministic algorithms with AI, rather than replacing
AI can allow for improvements in food and beverage inspection, but it’s accuracy depends on robust training data.
them, to create adaptive systems that evolve with production conditions. This approach ensures that AI development is firmly grounded in practical, validated inspection technology, while gradually unlocking new capabilities that benefit processors.
Youngs (ProSpection Solutions): Prospection Solutions is investing in next-generation AI and ML technologies to anticipate defects, adapt to new products, and enhance food safety beyond current standards. Our R&D focuses on predictive analytics, adaptive learning, and intelligent integration across X-ray, vision, and package inspection systems.
Where do you see AI and machine learning realistically taking inspection capabilities in the next five to 10 years?
Scott-Mance (METTLER TOLEDO): AI and machine learning are expected to improve inspection speed, accuracy, and adaptability, potentially enabling realtime detection of complex defects and predictive quality control.
Youngs (ProSpection Solutions): As this technology keeps learning and adapting, inspection will become more of a command center for food safety: able to handle product variations, anticipate risks, and help processors run more efficiently while staying compliant.
Hartwig (Eagle Product Inspection): I see AI and ML enabling adaptive learning, predictive maintenance, and even dynamic recipe adjustments, helping systems fine-tune themselves as products vary. I see this as “flexible adaptation,” where AI enhances existing inspection systems with greater responsiveness and efficiency. Even as AI evolves, food safety will continue to depend on validation as much as innovation.
The future is not about replacing today’s high-performing machines, but about making them even smarter, more adaptable, and more reliable.
IMAGE COURTESY OF SORBETTO/GETTY IMAGES
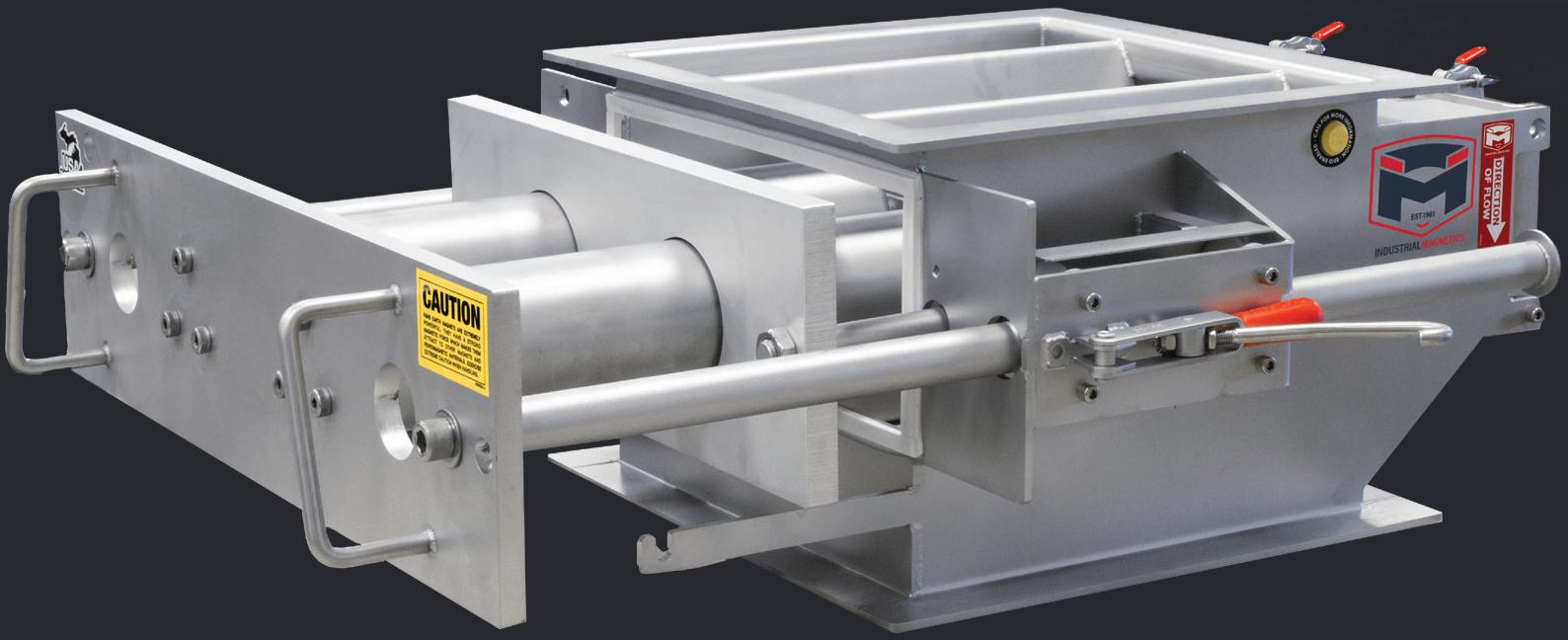
Our LTH (Large Tube Housing®) is a powerful magnetic separator that incorporates 3 inch diameter rare earth tubes into our proven Drawer-in-Housing configuration for optimum ferrous metal separation for difficult flowing products.
How to Make the Most of an OpX Work Product: Spectrum Brands’ Story
Learn how leaders at Spectrum Brands used the OpX “Voices of Women in Packaging and Processing” work product as a springboard for team development, and what other CPGs can learn from their approach.
OPX LEADERSHIP NETWORK work products offer valuable guidance through the industry’s toughest challenges. But making the most of these resources takes more than reading; it requires an intentional and personal approach.
Spectrum Brands demonstrated this when implementing the OpX “Voices of Women in Packaging and Processing” work product, offering a roadmap for other companies interested in exploring OpX resources. Leadership at Spectrum didn’t just hand out the work product; they built a four-hour workshop around it, including stories, videos, and personal connections to engage the team.
The OpX “Voices of Women in Packaging and Processing” work product aided Spectrum Brands leadership as they discussed gender and communication, business acumen, and networking with team members.
OpX work products cover three areas: People (engaging and developing the workforce), Process (driving operational excellence), and Projects (boosting efficiency and reducing costs).
Leadership could have picked from any of OpX’s 22 work products to share with the team of nine workers covering packaging, process, and value engineering. But for Andrew Seys, Spectrum’s Senior Director of Manufacturing, Engineering, and Commercialization, the focus on people was the appeal of this work product.
“I’m a big believer that if you get the people right, the technology will follow. Some of the work products are very technically based, and they need to be, but I thought this one being people-based was good,” Seys says.
This chance to move beyond technical training allowed for a focus on communication skills both within the team and with external partners, according to Emma Cifax, HR manager at Spectrum.
“I think we often don’t talk about different genders’ natural ways of communicating, and so I was curious to see where that conversation went,” Cifax says. “We talked about how even if communication isn’t one of your top strengths or natural tendencies, there are some things that we can look for to communicate. We have to determine what the stakeholder or customer is trying to get out of this conversation, determine their end goal, and form those relationships.”
Reflecting on their experience presenting the work product to their team, Seys and Cifax shared the following five key takeaways other leaders can use as a guide.
Prepare with the team in mind
Much of the work that goes into a successful presentation happens before the big day.
Seys marked a meeting on his team’s calendar a month ahead of time and got to work creating a presentation to guide the discussion, brainstorming how to best conduct the session. PMMI’s OpX team met with Spectrum leadership to support this process, o ering deployment guidance and providing a blank presentation template pre-built with the work product’s sections and overall design.
Preparing for a fruitful discussion also meant connecting it to tools the team already knew.
Breaking the work product into smaller parts and adding interactive elements can help to engage team members.
“We ended up tying in some of our own leadership things at Spectrum Brands,” says Cifax. “We use strength finders for leadership development, and we talked about that along with communication.”
It also meant tying in organizational goals and centering the team’s operations, including a focus on business acumen.
“It’s value engineering—[Andy’s team] is focused on enhancing our products, getting closer to our consumers and customers while minimizing waste in the process. That kind of strategic thinking requires strong business acumen, and I think that was a great door we opened with the team,” says Cifax.
Centering the team’s mission in the discussion resonated. In a post-event survey conducted by Spectrum leadership, a newer team member noted, “I enjoyed learning more about the business acumen side of things, especially since I’m not very familiar with the company from a financial standpoint. Gaining this insight really helps put things into perspective.”
Eliminate preconceptions
Preconceived ideas about a topic have the potential to set the discussion on fixed rails. That’s why Spectrum’s leadership chose to remove them entirely.
To encourage fresh perspectives and organic conversation, Seys opted to not disclose the purpose of the meeting ahead of time.
“I didn’t want any biases coming into the room,” says Seys. “I wanted them a little bit o -edge, because investing time in personal development in a working team is very rare in my career. I’m pretty sure none of them expected what we talked about.”
Make it interactive and engaging
OpX work products are dense with valuable information, but that same depth can feel overwhelming if delivered straight from the page.
Seys recognized this while preparing to discuss the work product, and augmented his presentation with a few fun touches, like short videos mixed into the work product’s content.
With supplemental videos covering everything from how to leverage being an introvert to Shark Tank negotiation scenes, Seys was able to keep his team engaged throughout the conversation, and even take some pressure o himself as the presenter.
“I wanted to build in three-to-four-minute times where I could think about something else to say,
IMAGE COURTESY OF RIKKYAL/GETTY IMAGES
IMAGE COURTESY OF PMMI OPX LEADERSHIP NETWORK
The presentation template included chapter markers for each of the work product’s five sections.
versus having to always be in the moment,” Seys says.
Tackle it in bite-sized chunks
Another side e ect of OpX work products being so dense with valuable information is that it’s a lot to cover.
Even in a four-hour focused session on the work product, “it was so expansive; there’s a lot in there, and we rushed the end of it,” Seys says.
If Seys were to do this process again, he says he would prioritize certain parts more and reduce the emphasis on covering the whole piece. He suggests “reading it, and most importantly, deciding what you want to get out of it, and then tailoring your implementation.”
Make
the
meeting a starting point, not the nish line
Spectrum leadership chose “Voices of Women in Packaging and Processing” out of OpX’s 22 available work products.
A single meeting can generate valuable ideas and conversation, but it shouldn’t be the end point.
Getting maximum value out of an OpX work product discussion means “it’s probably not a one-time
type of event,” Seys advised. “I can do follow-up on this; the work product can live on and it doesn’t need to be a discrete event.
Discussions like this can also serve as a launch point to expand awareness about PMMI’s overall o erings, Seys says.
Many people may know about the PACK EXPO trade shows or magazines like Packaging World or ProFood World, “but they may not see the whole family of what PMMI is,” he says. “I’d spend time to explain that, how PMMI can help people with additional resources; I would probably add that into the training. This is not the only work product— there’s a whole list of them.”
That goes for leadership considering working with an OpX work product as well. Spectrum’s team found value in the “Voices of Women in Packaging and Processing” work product, but there are 21 more available to support teams in technical, personal, or career growth. Presenting any of them e ectively can turn a static document into a launchpad for team development.
Tired of dead-end searches? PMMI ProSource’s AI-powered search fills in the gaps, delivering relevant supplier matches instantly— even for complex searches like “beef jerky.”
IMAGE COURTESY OF
PMMI OPX LEADERSHIP NETWORK
ANNE MARIE MOHAN | SENIOR EDITOR, PACKAGING WORLD
Walmart Uses ‘First-to-Market’ RFID in Fresh Categories
Walmart expands its use of RFID technology to fresh food departments like meat, bakery, and deli, introducing digital labels that boost inventory accuracy, reduce food waste, and streamline operations.
WALMART AND AVERY DENNISON have announced a new innovation to advance the use of radio-frequency identification (RFID) technology in fresh categories previously not possible.
“Addressing food waste and ensuring freshness are more important than ever for consumers, producers, and retailers,” says Avery Dennison. “This first-to-market solution is set to transform inventory processes and enhance both associate and customer experiences across fresh departments—particularly bakery, meat, and deli.”
Looking to help develop a solution to a longstanding industry challenge of using RFID technology in high-moisture, cold environments like meat cases, Walmart teamed with Avery Dennison to create and test a sensor technology that brings RFIDenabled labels to the meat department. By using Avery Dennison’s RFID solutions in meat, along with bakery and the deli department, Avery Dennison
s
Walmart associate scans fresh meat products tagged with RFIDenabled labels.
says that Walmart associates can track inventory faster and more accurately, making sure products stay stocked and ready when customers want them. With digital use-by dates right at their fingertips, associates can also rotate products more efficiently and make smarter markdown decisions, helping cut down on unsold food.
“We believe technology should make things easier for both our associates and our customers,” says Christyn Keef, VP of front end transformation for Walmart U.S. “By cutting down on manual work, we’re giving our associates more time to focus on what really matters—helping our customers.”
The collaboration also ties nicely with Walmart’s broader sustainability goals, including its aim to cut global operational food loss and waste intensity in half by 2030. By introducing automated item-level identification, Avery Dennison says Walmart is transforming how fresh food is managed, making operations smarter, faster and more sustainable.
Maintenance as a Strategic Advantage
In this third installment of our “Efficiency in Uncertain Times” series, we explore how proactive and predictive maintenance practices help food processors do more with less.
MAINTENANCE IS OFTEN VIEWED as a necessary cost, an unavoidable overhead to keep production moving. But in times of economic uncertainty and capital constraints, it’s time to reframe maintenance not as a cost center, but as a strategic lever.
Smart maintenance strategies can extend equip ment life, reduce unplanned downtime, and delay large capital expenditures. Done well, they can help processors meet rising demand without expanding the plant floor or the payroll. Let’s look at how pro active and predictive maintenance practices help food processors do more with less, starting with a hard look at where many plants still struggle.
The pitfalls of run‑to‑fail
Too many manufacturing operations still rely on a run‑to‑fail approach. The logic often sounds decep tively practical: “We’ll replace it when it breaks.” But in practice, this strategy results in surprise failures, production delays, frustrated teams, and expensive last minute fixes.
I’ve walked into more than one facility where preventive maintenance (PM) was considered a luxury and equipment cleaning cycles were seen as an opportunity to “squeeze in a few maintenance tasks.” One of my former managers had a saying that still rings true: “Doing maintenance during equipment cleaning cycles is like trying to change your car’s oil while going through a car wash.” It may seem efficient, but in reality it’s ineffective, rushed, and often leads to missed issues that resurface at the worst possible time.
Moving up the maturity curve
Strategic maintenance means scaling the maturity curve, from reactive and run‑to‑fail approaches to proactive and predictive models. Proactive main tenance focuses on scheduled tasks informed by equipment usage and failure history. Predictive maintenance takes it further, using condition‑based
Bryan Griffen is the President of Griffen Executive Solutions LLC. He was previously Senior Director of Industry Services for PMMI: The Association for Packaging and Processing Technologies, and he held a number of roles for Nestlé during his many years there.
monitoring to identify when a machine is starting to deviate from normal performance.
Both approaches require investment in time, tools, and training, but the ROI is clear. According to reports by McKinsey & Company and the U.S. Department of Energy, proactive and predictive maintenance can reduce downtime by 30 50%, cut maintenance costs by 25 30%, and extend equipment life by sev eral years. In addition, plants that implement these strategies often experience fewer emergency repairs, improved inventory planning for spare parts, and more stable production schedules.
In many facilities, this shift is tied to broader operational strategies like OEE (Overall Equipment Effectiveness). Maintenance impacts all three com ponents of OEE: availability (by reducing downtime), performance (by keeping equipment running at optimal speed), and quality (by preventing failures that impact product consistency). As a result, main tenance teams that understand OEE can directly contribute to operational improvements and bottom line results.
TPM: total participation, maximum value
One of the most effective frameworks for elevating maintenance from a backroom function to a frontline priority is TPM, or Total Productive Maintenance. TPM involves everyone on the team—from operators to mechanics to managers—in maintaining and improv ing equipment performance.
In TPM environments, operators take ownership of routine inspections, cleaning, and basic upkeep,
while maintenance teams focus on higher‑level diag nostics, planning, and improvements. This shared responsibility helps detect small issues before they become big problems, and it frees up skilled tech nicians to tackle the complex tasks that truly need their expertise.
More importantly, TPM fosters a culture where equipment care is part of everyone’s job. It builds pride, encourages teamwork, and keeps mainte nance top‑of‑mind instead of an afterthought.
That said, TPM is not a plug‑and‑play solution. It’s a structured process that requires careful planning, cross‑functional training, and coordinated imple mentation across the facility. Successful TPM rollouts take time, discipline, and a long‑term commitment to changing how the entire organization views and engages in equipment care.
Predictive tools in practice
Predictive maintenance may sound like a high‑tech luxury, but many tools are already well within reach— and in some cases, underutilized. Across processing environments, inline current meters, thermal imaging, vibration analysis, and oil sampling can all serve as early warning systems for equipment degradation. At one facility I worked with, a large blender motor was frequently shutting down due to over loads. The team initially planned a full equipment replacement, but instead we installed inline current sensors and studied the startup profile. By adjusting
the control sequence based on current draw (rather than running a fixed time‑based rou tine), we reduced motor stress, minimized gear wear, and eliminated shutdowns. This simple change extended the life of the blending system by over two years, long enough to be replaced during a major renova tion, not in a crisis.
Thermal cameras can be used to scan control panels for hotspots and detect failing breakers before they trip.
In other plants, we’ve used thermal cameras to scan control panels for hotspots, helping us spot failing breakers before they tripped. Vibration sensors have flagged bearing wear in process pumps. Gas‑in‑oil tests have helped track insulation breakdown in transformers. These weren’t massive investments; they were disciplined appli cations of tools already available—tools that helped avoid emergencies and preserve capital.
The cultural component
Plants that win with maintenance tend to have two things in common: a clear, visible strategy for equip ment care, and leadership that models and enforces it. When preventive tasks are consistently deferred to squeeze out more production, or when technicians are expected to “just get it running” instead of fixing root causes, the system slowly collapses into firefighting.
Contrast that with plants where weekly planning meetings include maintenance priorities, where down time events are reviewed for learnings, and where technicians are supported with the time and training they need. These are the places where maintenance becomes a force multiplier, not a bottleneck.
Final thoughts
Treating maintenance as a strategic advantage isn’t just good practice, it’s a competitive imperative. Every hour of unplanned downtime avoided is an hour of production preserved. Every year of extended equipment life is a capital dollar saved.
Processors can shift from reactive survival mode to proactive performance by investing in proactive practices, leveraging predictive tools, and cultivating a culture of care. Maintenance doesn’t have to be a necessary evil. With the right mindset, it becomes one of the smartest ways to do more with less.
IMAGE COURTESY OF FRANCO LUCATO/ ADOBE STOCK
IMAGE COURTESY OF ONLY_KIM/ ADOBE STOCK
Urschel
www.vandergraaf.com
Send address corrections to: ProFood World®, 500 W. Madison, Suite 1000, Chicago, IL 60661. PRINTED IN USA by Quad. The opinions expressed in articles are those of the authors and not necessarily those of PMMI. Comments, questions and letters to the editor are welcome and can be sent to: dteal@pmmimediagroup.com. We make a portion of our mailing list available to reputable firms. If you would prefer that we don’t include your name, please write us at the Chicago, IL address.
Editor (Name and complete mailing address)
Managing Editor (Name and complete mailing address)