„Postęp jest niemożliwy bez zmiany, a ci, którzy nie mogą zmienić swoich umysłów, nie mogą zmienić niczego”.
— George Bernard Shaw
Gdy myślimy o biznesie – szczególnie w branży tworzyw sztucznych, opartej na technologii, optymalizacji procesów produkcyjnych i ścisłych parametrach jakościowych – oczekujemy logicznych decyzji podejmowanych według jasno sprecyzowanych kryteriów. Jednak rzeczywistość bywa zupełnie inna. Nawet w najbardziej profesjonalnym otoczeniu, gdzie dominują liczby, standardy i normy ISO, decyzje często są irracjonalne. Nierzadko przesądzają o nich emocje, antypatie osobiste, przesądy czy zwykły brak logiki.
„Nic nie zmieniamy, bo zawsze robiliśmy to w ten sposób” – to klasyczna droga do stagnacji i problemów. „Zamówię u znajomego, choć drożej” – lojalność ponad rozsądek. „Nie odbiorę telefonu, bo może ktoś chce ode mnie czegoś trudnego” – najlepiej udawać, że problem nie istnieje. „Nie zmienię planu, bo już tyle w niego włożyłem” –typowy błąd kosztów utopionych.
Przykładów takich zachowań można znaleźć mnóstwo. I nie dotyczą one wyłącznie naszej branży – są obecne wszędzie: w biznesie, nauce i polityce. Już teoria podświadomości Sigmunda Freuda, który żył i tworzył na przełomie XIX i XX w., sugerowała, że wiele decyzji podejmujemy nieświadomie,
kierując się ukrytymi emocjami i impulsami. Dopiero jednak pod koniec XX w., głównie w Stanach Zjednoczonych, silnie rozwinęła się psychologia eksperymentalna, wspierana przez uczelnie oraz korporacje. Duże firmy szybko zauważyły praktyczną wartość badań nad ludzkimi decyzjami w marketingu i sprzedaży. Sprzyjał temu amerykański styl działania – szybkie decyzje i gotowość testowania różnych opcji.
Jednym z najbardziej znanych współczesnych badaczy irracjonalności w podejmowaniu decyzji jest Dan Ariely. Jego książka „Potęga irracjonalności” przyczyniła się do popularyzacji ekonomii behawioralnej i stała się bestsellerem zarówno w USA, jak i na świecie. Eksperymenty Ariely’ego pokazują, że ludzie, nawet mając dostęp do danych, często podejmują decyzje sprzeczne ze swoim interesem ekonomicznym, ulegając emocjom, kontekstowi sytuacyjnemu czy błędom poznawczym.
Czy możemy więc ograniczyć irracjonalność w biznesie? Całkowicie się jej nie pozbędziemy – jesteśmy przecież ludźmi, a nie maszynami. Możemy jednak świadomie zmniejszyć jej negatywny wpływ. Najważniejsze jest uświadomienie sobie istnienia tych mechanizmów oraz wdrożenie praktycznych metod, które pomogą
nam podejmować bardziej racjonalne decyzje.
Gdybym miał podzielić się moją ulubioną zasadą, byłaby to: „Odłóż decyzję na później”. Możemy rozważać opcje, omówić problem z zaufanymi osobami, ale na koniec zawsze warto „przespać się” z decyzją, by następnego dnia spojrzeć na sytuację chłodno i bez emocji. Oczywiście nie jestem ekspertem w tej dziedzinie, więc osobom, które chciałyby bardziej zagłębić się w temat, polecam sięgnięcie po jedną z wielu dostępnych książek – na przykład „Popełniasz koszmarny błąd” Oliviera Sibony’ego. To świetna książka, pokazująca błędy, które popełniają menedżerowie, oraz zawierająca gotowe rozwiązania, jak poprawić jakość strategicznych decyzji.
Świadome podejście do irracjonalności – choć brzmi paradoksalnie – jest najlepszą metodą ograniczania ryzyka błędów poznawczych, które przecież wszyscy popełniamy. Mam nadzieję, że w numerze „Plast Echo”, który właśnie oddajemy w wasze ręce, znajdziecie wiele przydatnych danych oraz informacji, które pozwolą wam podejmować lepsze decyzje biznesowe. Życzę wam więc nie tylko miłej lektury, ale przede wszystkim trafnych i mniej irracjonalnych decyzji!
Paweł Wiśniewski
Redaktor naczelny
ISSN 2719-4671
www.plastecho.com
Wydawca
Adres redakcji
Plastech Paweł Wiśniewski S.K.A. ul. Relaksowa 4, 87-100 Toruń +48 56 622 90 37 info@plastech.pl www.plastech.pl
Krzysztof Tarasiewicz kt@plastech.pl +48 530 704 050
Grzegorz Robionek gr@plastech.pl +48 530 206 666
Należymy do
Współpraca
Plastics Europe Polska
Polski Związek Przetwórców Tworzyw Sztucznych
Plastics Recyclers Europe
Polskie Stowarzyszenie Producentów Rur i Kształtek z Tworzyw Sztucznych Klaster CPG – Creative Packaging Group
Druk
Drukarnia Standruk ul. Rapackiego 25, 20-150 Lublin Nakład: 2000 egz.
Redakcja zastrzega sobie prawo do redagowania nadesłanych materiałów. Redakcja nie zwraca materiałów niezamówionych i nie ponosi odpowiedzialności za treść reklam i ogłoszeń. Publikacja jest wysyłana do zarejestrowanych subskrybentów.
Jaki kierunek obierze sektor związany z przetwórstwem tworzyw sztucznych w roku 2025? 14
Eurocast o trendach na rynku i perspektywach na przyszłość
Gdyby był popyt, na rynku zabrakłoby wielu polimerów 17
Głos biznesu
Asten Group: 25 lat wyznaczania trendów w branży przetwórczej 20 Rozmowa z Adamem Szubertem z firmy Asten Group
Rytm maszyn 24
Tonacja rynku
Zaawansowane technologie druku 3D: przegląd metod i materiałów 26
Tworzywa techniczne: ABS i SAN 32
Metody oznaczania podatności materiałów polimerowych na biodegradację 38
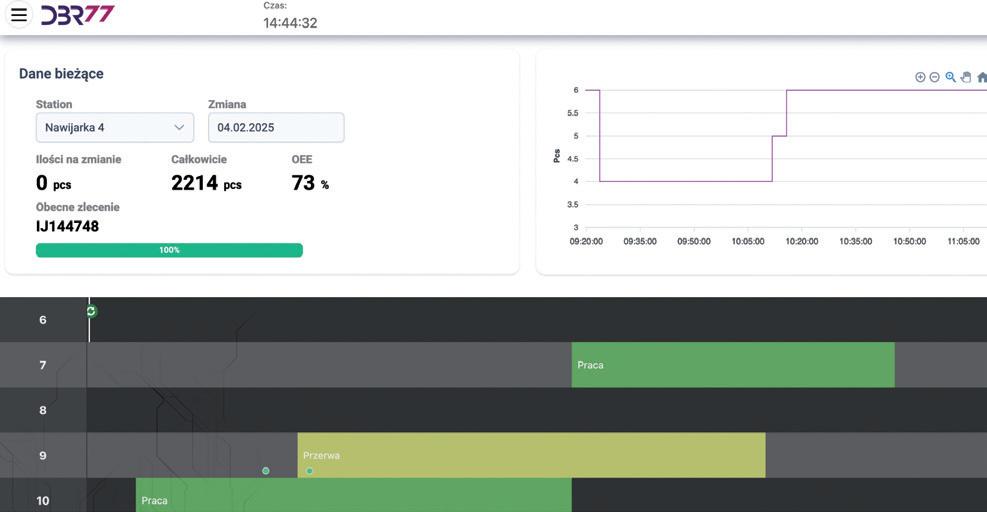
Transformacja cyfrowa w przetwórstwie tworzyw sztucznych: rola IoT i inteligentnych czujników w optymalizacji produkcji opakowań 44 Brzmienie otoczenia 48
Obliczą trasę plastiku – inżynieria
Nowa, przyjazna dla środowiska zaprawa zmniejszająca
Strona 26
Strona 32
Strona 38
Strona 44
Strona 20
I Fullbax uruchomił pierwszą polską narzędziownię w Chinach
Grupa Fullbax jako pierwsza polska firma uruchomiła nowoczesną narzędziownię w Taizhou – chińskim zagłębiu form wtryskowych. W ciągu zaledwie 4 miesięcy od podstaw powstał zaawansowany technologicznie zakład, który łączy europejskie standardy jakości z konkurencyjnymi cenami oferowanymi przez rynek azjatycki. Lokalizacja w samym centrum chińskiego przemysłu form wtryskowych pozwala znacząco obniżyć koszty operacyjne oraz efektywnie zarządzać logistyką.
Firma realizuje kompleksową obsługę klientów – od projektu i produkcji form wtryskowych po wykonanie gotowych detali z tworzyw sztucznych. Dzięki temu cały proces pozostaje pod ścisłą kontrolą ekspertów Fullbax. Własne biuro projektowe firmy analizuje i optymalizuje każde zlecenie pod kątem produkcji metodą wtrysku. Przed rozpoczęciem realizacji projekt jest weryfikowany przez specjalistów, co pozwala wyeliminować potencjalne błędy już na etapie koncepcji. W przeciwieństwie do większości chińskich narzędziowni, które często korzystają z outsourcingu, Fullbax całość obróbki realizuje wewnętrznie.
Przedsiębiorstwo dysponuje nowoczesnym parkiem maszynowym, obejmującym m.in. 2 maszyny CNC do wstępnej obróbki, 4 wysokoobrotowe maszyny CNC do precyzyjne-
go wykończenia powierzchni, 4 obrabiarki elektroerozyjne EDM drutowe, 3 maszyny EDM wgłębne oraz liczne maszyny ślusarskie. Pola robocze pozwalają na obróbkę form o długości do 1800 mm i wadze przekraczającej 12 ton. Roczna wydajność zakładu to około 200 form wtryskowych o zróżnicowanym stopniu skomplikowania i wielkości.
Fullbax posiada własne wtryskarki, dzięki czemu możliwe jest również zlecenie produkcji detali z tworzyw sztucznych. Firma zapewnia klientom dodatkowe korzyści, takie jak bezpieczne przechowywanie form, gotowość do natychmiastowego wznowienia produkcji, organizację transportu, odprawę celną oraz dostawę bezpośrednio do odbiorcy.
I DUMA Recycling – nowoczesne inwestycje w Częstochowie
DUMA Recycling właśnie odebrała nową linię recyklingową Erema, która umożliwia przetwarzanie 900 ton plastiku miesięcznie. Uruchomienie tej linii to część szerszego planu inwestycyjnego firmy. W Częstochowie powstaje nowoczesny zakład recyklingu. W jego budowę i wyposażenie firma zainwestowała 15,85 mln złotych. W obiekcie powstanie zaawansowana linia technologiczna do przetwarzania odpadowej folii, co pozwoli na odzysk surowców i ich ponowne wykorzystanie w przemyśle. Dzięki tej inwestycji roczna zdolność przetwarzania odpadów z tworzyw sztucznych wzrośnie do 120 tys. ton.
Projekt jest realizowany przy wsparciu Katowickiej Specjalnej Strefy Ekonomicznej (KSSE).
Nowa linia Intarema TVEplus firmy Erema to nowoczesny system wytłaczania, który pozwala na skuteczne przetwarzanie silnie zanieczyszczonych odpadów foliowych. Proces obejmuje rozdrabnianie i zagęszczanie materiału, a następnie wytłaczanie i zaawansowaną podwójną filtrację stopu z wykorzystaniem sit laserowych o dokładności do 90 μm. Uzyskany czysty materiał jest następnie cięty na jednorodny regranulat, gotowy do ponownego wykorzystania w przemyśle. Dzięki zastosowaniu technologii Erema, DUMA Recycling osiąga nie tylko wysoką efektywność produkcji, ale
również optymalne wykorzystanie surowca, minimalizując odpady oraz zużycie energii.
DUMA Recycling to polska firma specjalizująca się w przetwarzaniu odpadów foliowych. Firma posiada certyfikaty EuCertPlast oraz RecyClass, potwierdzające zgodność procesów i produktów z europejskimi standardami jakości i zrównoważonego rozwoju. Od momentu założenia w 2001 r. firma dynamicznie się rozwija, stając się jednym z liderów w produkcji regranulatów z odpadów LDPE i LLDPE.
I Nowy zakład recyklingu chemicznego Xycle powstanie w Rotterdamie
Xycle, firma specjalizująca się w technologii recyklingu chemicznego, pozyskała strategiczne finansowanie od prestiżowego konsorcjum inwestorów, w skład którego weszły Dow, ING, Invest-NL, Polestar Capital oraz Vopak. Pozyskane środki przeznaczone zostaną na budowę pierwszego komercyjnego zakładu spółki, który powstanie w porcie w Rotterdamie. Zakład ten będzie przetwarzać rocznie 21 tys. ton trudnych do recyklingu odpadów plastikowych, a jego uruchomienie przewidziano na 4. kwartał 2026 r.
Stosowana przez Xycle innowacyjna technologia niskotemperaturowej pirolizy pozwala na przekształcenie plastikowych odpadów, które standardowo trafiają na wysypiska lub do spalarni, w wysokowartościowy olej pirolityczny. Produkt ten może być wykorzystywany jako surowiec do produkcji tworzyw sztucznych o jakości porównywalnej z materiałami pierwotnymi, znajdujących zastosowanie m.in. w branży spożywczej, medycznej oraz motoryzacyjnej.
Strategiczne umiejscowienie zakładu w Rotterdamie zapewnia dostęp do rozbudowanej infrastruktury logistycznej, co ułatwia transport surowców oraz dystrybucję gotowego oleju pirolitycznego. Ponadto Rotterdam stanowi dogodny punkt wyjściowy do obsługi kluczowych rynków europejskich. Konstrukcja zakładu Xycle będzie oparta
na modułowej technologii, umożliwiającej elastyczne dostosowywanie produkcji do aktualnego zapotrzebowania rynku. W przyszłości firma planuje ekspansję poprzez budowę kolejnych zakładów o zdolnościach przerobowych nawet do 100 tys. ton rocznie.
Inwestycja konsorcjum, w którego skład wchodzą Dow oraz inni uznani inwestorzy, stanowi ważny etap rozwoju Xycle. Pozwoli ona na efektywne zwiększenie skali działalności firmy oraz przyspieszenie realizacji celów związanych z wdrażaniem gospodarki obiegu zamkniętego i produkcją zrównoważonych materiałów.
I Borealis wprowadza rLLDPE z 85-procentową zawartością recyklatu poużytkowego
Borealis wprowadza Borcycle M CWT120CL – wysokowydajną odmianę rLLDPE, stworzoną z myślą o wspieraniu gospodarki o obiegu zamkniętym w obszarze elastycznych opakowań niezwiązanych z żywnością. Materiał ten składa się w 85% z recyklatu poużytkowego (PCR) i w 15% z dodatku LLDPE poprawiającego właściwości użytkowe, dzięki czemu doskonale sprawdza się w zaawansowanych zastosowaniach, gdzie kluczowe znaczenie mają zrównoważony rozwój i cyrkularność. Stworzenie gatunku LLDPE z 85-procentową zawartością recyklatu poużytkowego jest znaczącym osiągnięciem technicznym, stanowiącym kolejny kamień milowy w ambicji EverMinds firmy Borealis, mającej na celu przyspieszenie przejścia na gospodarkę o obiegu zamkniętym.
Borcycle M CWT120CL zaprojektowano z myślą o produkcji folii metodą wytłaczania z rozdmuchem. Tworzywo to znajduje zastosowanie w opakowaniach pierwotnych, wtórnych i trzeciorzędnych. Kluczowe obszary wykorzystania obejmują folię stretch i kaptury stretch oraz folie do zastosowań rolniczych, przemysłowych i ochronnych. Zmniejszając ślad węglowy produktów końcowych, rLLDPE pomaga klientom Borealis w realizacji ich celów w zakresie zrównoważonego rozwoju i wspiera przejście na bardziej zrównoważone opakowania.
Borcycle M CWT120CL został opracowany wspólnie z Ecoplast – członkiem Grupy Borealis – w ramach projektu, który rozpoczął się pod koniec 2022 r. Jego wprowadzenie na rynek w styczniu 2025 r. stanowi kulminację ponad 2-letnich prac nad przezwyciężeniem złożoności związanych z włączeniem dużej ilości materiałów pochodzących z recyklingu przy jednoczesnym spełnieniu wymagających standardów wydajności obowiązujących dla opakowań elastycznych. Rezultatem jest materiał o wyjątkowej rozciągliwości, osiągniętej dzięki niskiej zawartości żelu, a także doskonałym balansie między wytrzymałością a sztywnością. Właściwości te sprawiają, że jest to idealne rozwiązanie dla producentów opakowań, którzy chcą spełnić lub przewyższyć wymagania rozporządzenia PPWR, nie rezygnując przy tym z wydajności.
I Ampacet oferuje wszechstronne portfolio processingów (PPA) niezawierających PFAS
Ampacet oferuje wszechstronne portfolio processingów (PPA) niezawierających PFAS, będących skuteczną alternatywą dla standardowych PPA zawierających fluor. Rozwiązania te przeznaczone są do różnych zastosowań w przetwórstwie tworzyw sztucznych, w tym do folii orientowanych i nieorientowanych, wytłaczania rur i kabli, ułatwiając produkcję szerokiej gamy wyrobów końcowych.
Stwierdzono, że substancje perfluoroalkilowe i polifluoroalkilowe (PFAS) stanowią potencjalne zagrożenie dla zdrowia. W odpowiedzi na to 22 stycznia 2025 r. opublikowano w Dzienniku Urzędowym Unii Europejskiej nowe rozporządzenie w sprawie opakowań i odpadów opakowaniowych (PPWR), wyznaczając oficjalny termin ograniczenia stosowania substancji PFAS w opakowaniach żywnościowych na 12 sierpnia 2026 r. Ponieważ spodziewać się można kolejnych ograniczeń regulacyjnych dotyczących stosowania PFAS, kluczowe znaczenie ma jak najszybsze przejście na alternatywne rozwiązania PPA pozbawione tych substancji, które są zgodne z globalnymi przepisami dotyczącymi kontaktu z żywnością.
Dodatki PPA firmy Ampacet niezawierające PFAS oferują te same korzyści, co PPA na bazie fluoropolimerów. Eliminują one przykładowo niestabilność przepływu (melt fracture) i zmniejszają nagromadzenie osadów na głowicy (die build up), co skraca przestoje oraz zwiększa wydajność. Ponadto nie zakłócają one obróbki powierzchni, takiej jak drukowanie czy laminowanie, i nie wpływają na skuteczność zgrzewania.
Więcej informacji na temat produktów bez PFAS można uzyskać, odwiedzając Ampacet na targach K2025 (8–15 października, Düsseldorf, Niemcy), stanowisko C24, hala 5.
Pierwszy kwartał 2025 r. to dla Fiberlogy czas premier. Polska firma, znana z wysokiej jakości i bogatej oferty filamentów do druku 3D, nie zwalnia tempa i prezentuje 3 nowości: HS PLA Clear, kolekcję SkinTone oraz matową wersję ASA. To nie tylko kolejne produkty w ofercie, ale przede wszystkim nowe możliwości dla twórców, dające jeszcze większą swobodę w realizacji innowacyjnych i wymagających projektów.
Fiberlogy HS PLA Clear to filament stworzony specjalnie z myślą o ultraszybkim druku 3D. Dzięki zoptymalizowanej formule umożliwia tworzenie modeli z prędkościami prze-
kraczającymi 900 mm/s, co czyni go jednym z najszybszych materiałów dostępnych na rynku i pozwala na pełne wykorzystanie potencjału nowoczesnych drukarek 3D. Jego unikalne właściwości sprawiają, że świetnie sprawdza się zarówno w prototypowaniu, jak i w produkcji seryjnej.
Serię SkinTone zaprojektowano z myślą o jak najwierniejszym odwzorowaniu naturalnych odcieni skóry ludzkiej. Filamenty dostępne są w 3 wariantach materiałowych – EASY PLA, FiberFlex 40D oraz PP (polipropylen) – co znacząco poszerza ich zakres zastosowań, umożliwiając precyzyjne dopasowanie do różnych potrzeb użytkowników. Dzięki tej gamie można tworzyć jeszcze bardziej realistyczne wydruki, od modeli anatomicznych i protetycznych, po spersonalizowane figurki czy projekty artystyczne.
Fiberlogy Matte ASA łączy funkcjonalność ASA z wyjątkową estetyką matowego wykończenia, które skutecznie redukuje widoczność warstw druku i nadaje wydrukom elegancki, profesjonalny wygląd. Filament cechuje się wysoką odpornością na trudne warunki atmosferyczne, w tym wilgoć, zmienne temperatury oraz promieniowanie UV, co zapobiega degradacji i odbarwieniom. Matte ASA doskonale nadaje się do zastosowań zewnętrznych, takich jak elementy konstrukcyjne, motoryzacyjne czy dekoracje architektoniczne.
I Continental wprowadza nową, wszechstronną oponę Grand Prix TR
Firma Continental zaprezentowała Grand Prix TR, nową oponę szosową, która łączy wysoką jakość z wydajnością. Umieszczona w segmencie wytrzymałościowym Continental, Grand Prix TR jest przeznaczona dla rowerzystów, którzy chcą niezawodnej, wszechstronnej opony do treningu, dojazdów do pracy i długodystansowych przejażdżek.
Opierając się na dziedzictwie rodziny GP5000, Grand Prix TR zawiera technologie takie jak renomowana mieszanka Continental BlackChili, oferująca optymalne połączenie przyczepności i oporu toczenia. Zupełnie nowa 4-warstwowa konstrukcja równoważy niską wagę i ochronę przed przebiciem, dzięki czemu jest idealna dla rowerzystów pokonujących wiele kilometrów w sezonie.
– Zdaliśmy sobie sprawę, że wielu kolarzy chciało doświadczyć niektórych korzyści z osiągów naszych opon wyścigowych z najwyższej półki w bardziej przystępnym pakiecie. Dzięki Grand Prix TR wprowadziliśmy technologię bezdętkową, silną ochronę przed przebiciem i doskonały opór toczenia dla szerszej publiczności. Grand Prix TR zapewnia płynną, pewną jazdę na różnych nawierzchniach, dzięki czemu jest to opona na każdą trasę – powiedziała Hannah Ferle, Product Manager – Road at Continental Tires.
fot.: Continental
Wraz z Grand Prix TR, Continental wprowadza nową generację podstawowych opon szosowych, które wykorzystują wiedzę i technologie z linii premium. Premiera ta podkreśla zaangażowanie Continental w zwiększanie dostępności zaawansowanych innowacji w oponach dla szerszego grona rowerzystów.
Oprócz wersji bezdętkowej, w wybranych rozmiarach opona Grand Prix TR dostępna będzie również w wersji z dętką.
I Przełomowy rok dla polskiego recyklingu
W branży gospodarki odpadami zapanował dawno niewidziany optymizm. Wszystko wygląda na to, że bieżący rok będzie dla polskiego recyklingu przełomowy. Dzięki wprowadzeniu od października br. systemu kaucyjnego, przyspieszenia prac związanych z Rozszerzoną Odpowiedzialnością Producenta (ROP) oraz rozpoczęciem selektywnej zbiórki odpadów tekstylnych i budowlanych, Polska przestanie być płatnikiem gigantycznych kar, wynikających z unijnych rozporządzeń, takich jak np. plastic levy.
Od 2021 r., z powodu naliczonych należności wynikających z unijnych przepisów, Polska zapłaciła w sumie prawie 9 mld złotych. W samym 2024 r. kary wyniosły łącznie ponad 2 mld. Dodatkowo, według wyliczeń Stowarzyszenia „Polski Recykling”, tylko w ubiegłym roku nasza gospodarka straciła ponad 0,5 mln ton cennego surowca, który mógł zostać wykorzystany ponownie. Wspomniane kary nadal są naliczane, ale przełomową wiadomością dla rodzimego rynku jest to, że dzięki proponowanym zmianom ten licznik się zatrzyma.
– Polska w 2022 r. osiągnęła 41-procentowy poziom recyklingu odpadów opakowaniowych z tworzyw sztucznych i jest to dotychczasowy rekord. Rok 2025 może faktycznie być przełomowy, ponieważ oprócz planowanego systemu kaucyjnego, przyjęta i wdrożona została selektywna zbiórka odpadów tekstylnych i budowlanych. Polska intensyfikuje też prace nad sprawiedliwym systemem ROP. Po wielu latach recyklingowej ciszy mamy szansę na przełom – tłumaczy Anna Larsson, dyrektor ds. wdrażania modeli GOZ w Reloop Platform.
Dobre informacje dla branży zbiegły się z obchodzonym 18 marca Światowym Dniem Recyklingu. To doskonała okazja do przeanalizowania co sprawiło, że polski recykling musiał znaleźć się w tym miejscu? Kluczowym w tym kontekście jest pokazanie, jakie są aktualne wyzwania, stojące przed polskim rynkiem recyklingu i jak w rozwoju tej dziedziny gospodarki wyglądamy na tle innych krajów Unii Europejskiej. Globalnie, bieżącym trendem w gospodarce odpadami są wdrożenia mające na celu osiągnięcie Gospodarki Obiegu Zamkniętego, takie jak europejski Zielony Ład.
Z czym zatem mierzymy się aktualnie w Polsce i jak blisko jesteśmy wdrożenia Gospodarki Obiegu Zamkniętego? W tej chwili na ostatniej prostej znajdują się prace wdrożeniowe systemu kaucyjnego oraz debatowana jest ostateczna forma ROP. To elementy, które przybliżą polską gospodarkę odpadami do założeń GOZ.
Rozszerzona odpowiedzialność producentów to strategia ochrony środowiska polegająca na obciążeniu wprowadzających na rynek opakowania lub produkty odpowiedzialno-
ścią finansową za poużytkową fazę życia tych produktów lub opakowań. Koncept ROP został sformułowany przez prof. Thomasa Lindhqvista i jest obowiązującym obecnie w Europie modelem finansowania zbiórki i gospodarki opakowaniami, zużytego sprzętu elektronicznego i elektrycznego oraz baterii i akumulatorów.
– Polska gospodarka na co dzień traci bardzo dużo z powodu braku wdrożenia zasad ROP, to wysoce niekorzystne na wielu poziomach. Brak reformy doprowadza do sytuacji, w której to mieszkańcy ponoszą koszty gospodarowania odpadami opakowaniowymi, a plastic levy obciąża poważnie budżety państwa. To niespotykane nie tylko w krajach Europy Zachodniej, ale także w całej Unii Europejskiej. Proceder ten uniemożliwia budowę Gospodarki Obiegu Zamkniętego, czyli m.in. przetwarzanie odpadów w wartościowe surowce czy tworzenie w Polsce zielonych miejsc pracy – dodaje Anna Larsson.
Innym projektem przybliżającym Polskę do GOZ jest system kaucyjny. Funkcjonuje on z sukcesami aż w 17 krajach europejskich, z kolei ROP wprowadzona jest całej UE, z wyjątkiem Polski. Kaucja na opakowania po produktach wprowadzona będzie w kraju od 1 października br. W ocenie ekspertów ze Stowarzyszenia „Polski Recykling” sam system kaucyjny jest niewystarczający i nieskuteczny bez jednoczesnego wprowadzenia przepisów ROP, które odpowiedzialność finansową za wprowadzane opakowania oraz ich zagospodarowywanie przenoszą na producentów.
– Wprowadzenie systemu kaucyjnego i ROP to już nie tylko potrzeba w Polsce, ale praktycznie obowiązek. Jeśli chcemy poważnie myśleć o Gospodarce Obiegu Zamkniętego, to są to kluczowe rozwiązania na drodze do osiągnięcia tego celu. Niestety, z różnych przyczyn prace nad projektami się przedłużają. Bez wsparcia legislacyjnego nie będziemy w stanie przetworzyć większej ilości tworzyw sztucznych niż ma to miejsce aktualnie – tłumaczy Sławomir Pacek, prezes Stowarzyszenia „Polski Recykling”.
Źródło: Stowarzyszenie „Polski Recykling”
I ENGEL otwiera nowy zakład produkcyjny w Meksyku
ENGEL wzmacnia swoją obecność na rynku obu Ameryk, otwierając nowy zakład produkcyjny w Querétaro w Meksyku. Ten strategiczny krok oznacza znaczny rozwój regionalnych możliwości wytwórczych firmy, mający na celu zapewnienie krótszych terminów dostaw i większej dostępności wtryskarek dla klientów w obu Amerykach. Nowy zakład umożliwia zwiększenie wydajności i szybsze reagowanie na potrzeby rynku.
– Znacząco powiększamy nasz zespół, aby wesprzeć naszą działalność produkcyjną i obsługę klienta w regionie – mówi Nils Mayer, dyrektor generalny ENGEL Machinery Mexico –Ta inwestycja to nie tylko rozbudowa naszego zakładu, ale także wzmocnienie naszej kompetencji i obecności na lokalnym rynku.
Zakład w Querétaro przejdzie etapową modernizację, aby dostosować się do wysokich standardów produkcyjnych ENGEL. W ramach długoterminowego planu inwestycyjnego firma wdraża kluczowe ulepszenia, w tym dalszą rozbudowę systemu produkcyjnego flow-line i rozszerzone możliwości obróbki skrawaniem.
W nowym obiekcie ENGEL będzie produkować serie e-mac i Wintec t-win, a także spersonalizowane roboty i rozwiązania automatyzacyjne, zapewniając silną bazę wytwórczą dla maszyn, na które jest duże zapotrzebowanie w regionie.
Obiekt w Querétaro oferuje dużo miejsca na przyszłą rozbudowę. Decyzja o nabyciu tej nieruchomości została podjęta z myślą o długoterminowym rozwoju, zapewniając, że ENGEL będzie mógł dalej zwiększać moce produkcyjne, jeśli popyt na rynku będzie nadal rósł. Oprócz zwiększenia produkcji, ENGEL zwiększa również liczbę pracowników.
I Henkel opracowuje w 100% nadającą się do recyklingu powłokę dla opakowań
Niezależnie od tego, czy chodzi o płatki śniadaniowe, proszek do prania czy lekarstwa, opakowania pierwotne i wtórne służą do ochrony produktów przed wpływami środowiska. Producenci poszukują w szczególności rozwiązań powłokowych wykonanych ze zrównoważonych składników. Dzięki Loctite Liofol HS 2819 RE, Henkel Adhesive Technologies prezentuje powłokę termozgrzewalną, która jest w pełni kompatybilna z recyklingiem i spełnia wysokie standardy bezpieczeństwa dzięki zastosowaniu nieszkodliwych składników.
Rozwiązania powłokowe dla opakowań pierwotnych i wtórnych muszą spełniać wysokie wymagania. Coraz więcej firm z branży spożywczej i niespożywczej wymaga rozwiązania, które umożliwia recykling opakowań i zmniejsza ilość odpadów z tworzyw sztucznych w łańcuchu wartości. Jednocześnie bezpieczeństwo również odgrywa ważną rolę, dlatego rozwiązanie musi zawierać bezpieczne chemikalia, a tym samym nadawać się również do pakowania żywności. Aby spełnić te wymagania, Henkel wprowadził na rynek powłokę termozgrzewalną Loctite Liofol HS 2819 RE. Produkt zawiera wyłącznie składniki sklasyfikowane jako nieszkodliwe i jest wolny od substancji budzących obawy, takich jak oleje mineralne, co oznacza, że może być bez żadnych problemów stosowany do opakowań pierwotnych mających bezpośredni kontakt z żywnością. Pod pewnymi warunkami Loctite Liofol HS 2819 RE nadaje się do stosowania w pro-
dukcji materiałów opakowaniowych do żywności zgodnie z wytycznymi amerykańskiej FDA, europejskimi, a także zaleceniami niemieckiego Federalnego Instytutu Oceny Ryzyka (BfR).
– Nowa innowacyjna powłoka termozgrzewalna kompatybilna z recyklingiem toruje drogę dla nowych, zrównoważonych możliwości pakowania – mówi Cagri Turkmen, Market Strategy Manager Europe Flexible Packaging Adhesives w Henkel – Dzięki Loctite Liofol HS 2819 RE tworzymy przyszłościowe, przyjazne dla środowiska rozwiązanie dla szerokiej gamy zastosowań – od produktów higienicznych i torebek herbaty, po dostawy e-commerce.
I Erema obserwuje rosnące zapotrzebowanie na systemy recyklingu PET o wysokiej wydajności
Wraz ze wzrostem produkcji recyklatu PET rośnie również zapotrzebowanie na systemy o większej przepustowości. W odpowiedzi na te potrzeby firma Erema wprowadza technologię Vacurema, która umożliwia przetwarzanie do 6 ton PET na godzinę. Dotychczas na rynku dominowały urządzenia o wydajności około 3 ton na godzinę. Od 2020 r. zainstalowano kilkanaście maszyn Vacurema, których wydajność waha się od 4 do 6 ton na godzinę, co przekłada się na roczną produkcję około 350 tys. ton rPET.
Technologia Vacurema zapewnia efektywną dekontaminację oraz kontrolę wskaźnika lepkości IV (Intrinsic Viscosity), spełniając przy tym normy bezpieczeństwa żywności obowiązujące w Europie i Ameryce Północnej. Nawet w podstawowej konfiguracji system umożliwia produkcję rPET klasy spożywczej, co otwiera szerokie możliwości zastosowania materiału. W zależności od wymagań, przetwarzany materiał może być dalej obrobiony metodą SSP (Solid State Polycondensation) w celu regulacji IV, poddany wstępnej obróbce próżniowej z integracją z linią produkcji preform, lub wykorzystywany przy produkcji folii i włókien.
Dla zastosowań wymagających bardzo wysokiej jakości materiału stosuje się technologię Vacunite, która integruje
system Vacurema z procesem SSP realizowanym w atmosferze azotu. Rozwiązanie to wpływa na poprawę właściwości materiałowych rPET, ograniczając żółknięcie granulatu. Vacunite jest dostępny w maszynach o wydajności do 2500 kg/h, charakteryzujących się niskim poborem energii oraz kompaktową konstrukcją.
W wielu regionach, w tym w Ameryce Łacińskiej, obserwuje się tendencję do wdrażania systemów recyklingu PET o wyższej przepustowości. Podobne rozwiązania są planowane również na rynkach azjatyckich, gdzie rośnie zapotrzebowanie na rPET klasy spożywczej. Do tej pory Erema dostarczyła ponad 50 systemów Vacurema i Vacunite do Chin, z czego tylko kilka urządzeń osiąga wydajność powyżej 4 ton na godzinę.
The World’s No. 1 Trade Fair for Plastics and Rubber Düsseldorf, Germany
I Stork IMM wprowadza na rynek nowe w pełni elektryczne wtryskarki
Firma Stork IMM (Stork Plastic Machinery B.V.), wiodący producent wtryskarek dla rynku opakowań, rozszerzyła swoją ofertę maszyn, wprowadzając nową, w pełni elektryczną linię, która wpisuje się w założenia zrównoważonego rozwoju i zapewnia te same wysokowydajne możliwości, co standardowe maszyny Stork IMM.
Nowa, w pełni elektryczna gama maszyn – która zostanie zaprezentowana na nadchodzących targach K w Düsseldorfie – charakteryzuje się niższym zużyciem energii, innowacyjnym systemem napędowym i wysoce spersonalizowanym dostosowaniem procesu do szeregu zastosowań w cienkościennych opakowaniach żywności i farbach przemysłowych / wiaderkach.
Stork dostarczył już w pełni elektryczne jednostki do wiodących producentów opakowań w Europie. Nowa seria umożliwia firmom oferowanie wysoce elastycznych, niestandardowych rozwiązań dla swoich klientów poprzez łączenie układów zamykania od 250 do 700 ton z gamą jednostek wtryskowych o rozmiarach ślimaków od 45 do 84 mm.
Nowe elektryczne maszyny Stork osiągają o 15% większą oszczędność energii w porównaniu do maszyn hybrydowych o podobnych parametrach i działają z prędkościami wtrysku odpowiednimi do zastosowań związanych z opakowaniami cienkościennymi.
I ABS w 100% z surowców odnawialnych i recyklingu
ELIX Polymers, należące do grupy Sinochem International, specjalizuje się w produkcji żywic ABS i ich pochodnych, dostarczając materiały termoplastyczne dla przemysłu medycznego, motoryzacyjnego, AGD, elektronicznego i zabawkarskiego. We współpracy z Repsol oraz AnQore opracowało materiały ABS w całości oparte na surowcach pochodzących z recyklingu chemicznego i źródeł biocyrkularnych.
Seria ELIX E-LOOP CR powstaje z certyfikowanych surowców odnawialnych oraz recyklatów chemicznych, zgodnie z modelem bilansu masy (mass balance) i standardem ISCC Plus. Surowce do głównych monomerów (akrylonitrylu, butadienu i styrenu) pochodzą z recyklingu chemicznego, źródeł biocyrkularnych lub tradycyjnych surowców kopalnych.
ELIX Polymers zawarło w 2020 r. umowy z AnQore oraz Repsol w celu zapewnienia stabilnych dostaw surowców o bardziej zrównoważonym charakterze. Firmy zgodnie wskazują na konieczność długoterminowej współpracy w ramach całego łańcucha dostaw jako warunek osiągnięcia celów środowiskowych oraz zapewnienia klientom materiałów zgodnych z zasadami gospodarki obiegu zamkniętego. Produkty oferowane klientom zachowują identyczne parametry techniczne i użytkowe jak tradycyjne materiały ABS.
I Wzrost zapotrzebowania na opakowania gotowe na półkę
Według najnowszego raportu Smithers, globalnego eksperta ds. opakowań, w 2024 r. zużycie opakowań gotowych na półkę (RRP ang. Retail-Ready Packaging) – z tektury falistej i tworzyw sztucznych – wyniosło 33,8 mln ton, osiągając wartość 54,6 mld dolarów. Prognozy wskazują, że do 2029 r. popyt wzrośnie do 42,7 mln ton (69,2 mld dolarów), co oznacza średnioroczny wzrost na poziomie 5% (CAGR).
Główne zastosowanie: żywność (ponad 75% rynku) i napoje (15%). Struk-
tura ta nie ulegnie znaczącym zmianom do 2029 r.
Tektura falista dominuje – w 2024 r. stanowiła ponad 75% RRP, a do 2029 r. jej udział wzrośnie do 80%.
Spadek udziału plastiku – opakowania foliowe i tace termokurczliwe odnotują wzrost poniżej średniej rynkowej. Główne rynki – Ameryka Północna, Europa Zachodnia i Azja-Pacyfik generują 75% globalnego popytu. Największy wzrost – przewidywany w Afryce, Indiach i Chinach (ponad 8% rocznie).
Zużycie opakowań gotowych na półkę 2023
Kartony wykrojnikowe
Z tworzyw sztucznych
Tace termokurczliwe
Zmodyfikowane opakowania
Inne opakowania tekturowe
I Kompozytowa rewolucja w Paryżu – 60 lat JEC World
JEC World 2025, które odbyło się w dniach 4–6 marca w centrum wystawienniczym Paris Nord Villepinte, było wyjątkowym wydarzeniem świętującym swoją 60. rocznicę. Jak zaznaczył Thomas Lepretre z JEC Group, jubileuszowa edycja osiągnęła rekordowe rozmiary, gromadząc aż 1350 wystawców z całego świata. Tegoroczna impreza przyniosła także spektakularny wzrost liczby spotkań biznesowych – zorganizowano ich ponad 13 tys., co oznacza wzrost o 50% w porównaniu do poprzedniego roku. – JEC World to wyjątkowe miejsce, gdzie innowacja spotyka się z biznesem. Rekordowa liczba spotkań biznesowych w tym roku potwierdza, jak istotnym wydarzeniem dla branży kompozytów jest JEC World – podkreślił Thomas Lepretre.
Podczas targów odbyły się liczne konferencje i panele dyskusyjne skupione wokół kluczowych trendów, takich jak analiza cyklu życia produktów, recykling kompozytów oraz zastosowanie sztucznej inteligencji. Szczególne zainteresowanie uczestników wzbudziły innowacyjne rozwiązania dedykowane sektorowi lotniczemu, morskiemu oraz technologiom wodorowym.
Kulminacyjnym punktem programu była ceremonia wręczenia nagród JEC Composites Innovation Awards 2025, podczas której wyróżniono 11 projektów. W kategorii „Części dla przemysłu lotniczego” zwyciężył pełnoskalowy demonstrator kadłuba samolotu firmy Airbus wykonany z termoplastycznych materiałów kompozytowych. Wdrożenie tej technologii pozwala na redukcję emisji CO₂ od 180 do 540 kg na jeden lot, zmniejszenie zużycia materiałów pomocniczych oraz skrócenie czasu produkcji dzięki automatyzacji.
Thomas Lepretre zaznaczył również, że po JEC World organizowane są regionalne wydarzenia, umożliwiające firmom bardziej efektywne dotarcie do lokalnych rynków. Premierowa edycja JEC Forum Central Europe odbędzie się 17–18 września 2025 r. w Krakowie. Dzięki współpracy Targów w Krakowie oraz JEC Group wydarzenie to stworzy wyjątkową przestrzeń do budowania relacji biznesowych, wymiany wiedzy oraz nawiązywania międzynarodowej współpracy.
JEC World 2025 potwierdziło swoją pozycję jako największe globalne wydarzenie branży kompozytowej, skutecznie wspierające innowacyjność, współpracę oraz rozwój rynku.
Jaki kierunek obierze sektor związany z przetwórstwem tworzyw sztucznych w roku 2025?
Eurocast o trendach na rynku i perspektywach na przyszłość
Krzysztof
Wiśniewski
Eurocast
W ostatnich latach branża przetwórstwa tworzyw sztucznych w Polsce odnotowywała dynamiczny rozwój, ze średnią roczną stopą wzrostu produkcji sprzedanej na poziomie 8,7% w latach 2011–2022, przewyższającą ogólne tempo wzrostu przetwórstwa przemysłowego wynoszące 7,8%. Jednak od połowy 2022 r. zauważalne jest spowolnienie tempa wzrostu, co wynika z globalnych wyzwań gospodarczych, takich jak zakłócenia na rynku energii oraz trudności logistyczne. Pomimo tych wyzwań, popyt na tworzywa sztuczne pozostaje wysoki, co stwarza szanse dla firm takich jak Eurocast, specjalizujących się w produkcji nowoczesnych folii sztywnych APET.
Kluczowe trendy wpływające na rynek to:
• Zrównoważony rozwój i gospodarka o obiegu zamkniętym: rosnące znaczenie ma projektowanie opakowań
z myślą o recyklingu oraz zwiększanie poziomu recyklingu tworzyw sztucznych. W Polsce poziom realnego recyklingu nie przekracza 10%, co wskazuje na potrzebę intensyfikacji działań w tym obszarze.
• Innowacje technologiczne: wykorzystanie technologii AlOx umożliwia opracowanie zaawansowanych powłok barierowych, co ma istotny wpływ na rozwój przemysłu przetwórstwa tworzyw sztucznych. Powłoki te charakteryzują się wysoką przejrzystością, a jednocześnie skutecznie chronią przed przenikaniem gazów, wilgoci i innych czynników zewnętrznych. Dzięki temu znajdują szerokie zastosowanie w produkcji opakowań spożywczych, farmaceutycznych i elektronicznych, gdzie kluczowa jest ochrona produktu przed degradacją. Dodatkowo technologia AlOx pozwala na zastąpienie tradycyjnych, mniej ekologicznych barier, przyczyniając się do rozwoju bardziej zrównoważonych i łatwiejszych do recyklingu opakowań.
• Wyzwania ekonomiczne: firmy z branży tworzyw sztucznych borykają się z barierami wzrostu, takimi jak słaby popyt i wysokie koszty, co wpływa na ich rozwój. Rosnące ceny surowców, energii oraz koszty związa-
ne z regulacjami środowiskowymi przy ciągle ograniczonym popycie na rynku europejskim, dodatkowo obciążają budżety przedsiębiorstw, ograniczając ich konkurencyjność na rynku. Dodatkowo rosnąca chęć przedsiębiorstw sektora na wdrażanie zrównoważonych rozwiązań i rozwój technologii proekologicznych wymaga znaczących inwestycji, które należy sfinansować. W efekcie wiele firm optymalizuje procesy produkcyjne poprzez poszukiwanie innowacyjnych metod redukcji kosztów, aby utrzymać swoją pozycję w dynamicznie zmieniającym się otoczeniu rynkowym.
Dla Eurocast, jako producenta nowoczesnych folii sztywnych APET, istotne jest dostosowanie się do tych trendów poprzez inwestycje w technologie proekologiczne, optymalizację procesów produkcyjnych oraz rozwijanie oferty zgodnej z zasadami zrównoważonego rozwoju. Takie podejście pozwoli nie tylko sprostać wyzwaniom rynku, ale także wykorzystać pojawiające się szanse na dalszy rozwój i umocnienie pozycji na rynku.
Ponadto w świecie innowacji branża przetwórców tworzyw sztucznych nie pozostaje w tyle – zdaje się, że stabilizuje się kierunek prac i zapowiada się bardzo obiecujący rok pełen nowoczesnych rozwiązań na miarę zrównoważonej przyszłości, do której dążą producenci opakowań i wszyscy przedstawiciele sektora przetwórczego. Obecna sytuacja stawia jednak przed rynkiem pewne kluczowe wyzwania, które nie mogą być przyćmione obiecującymi prognozami.
I Innowacje i zrównoważony rozwój
Po turbulentnym roku 2024, firmy nie tylko nauczyły się adaptować do nowych wyzwań, ale również wyznaczać ambitne standardy w branży przetwórstwa tworzyw sztucznych.
Eurocast zakończył rok z imponującymi wynikami, osiągając sprzedaż przekraczającą 320 mln złotych. Firma, mimo że klasyfikowana jako MŚP, wyróżnia się dynamicznym rozwojem i pozycją lidera w Europie Środkowo-Wschodniej. Kluczem do sukcesu jest długofalowa strategia ekspansji i inwestycje w zrównoważony rozwój.
W perspektywie całego rynku, Eurocast z pewnością wyznacza dobry kierunek drogi – podobną politykę rozwoju starają się praktykować wszyscy innowacyjni producenci. Jednak rynek nie zawsze ułatwia realizację ambitnych planów, nawet tych pracujących na rzecz środowiska.
I Małe i średnie przedsiębiorstwa a ESG
W kontekście zmieniających się regulacji ESG, planowane przez Komisję Europejską poluzowanie kryteriów raportowania przynosi ulgę, szczególnie dla małych i średnich
przedsiębiorstw. Zmiana ta, potencjalnie ograniczająca obowiązek raportowania do firm zatrudniających powyżej 1000 osób, stanowi znaczącą modyfikację dotychczasowych wymogów.
Dla sektora przetwórstwa tworzyw sztucznych, gdzie wiele firm kwalifikuje się jako MŚP, oznacza to potencjalne zmniejszenie obciążenia administracyjnego i kosztów związanych z raportowaniem. Eksperci branży podkreślają jednak, że ESG staje się standardem transparentności i odpowiedzialności, niezależnie od wymogów regulacyjnych. Firmy, które już zainwestowały w systemy raportowania ESG, są więc o krok do przodu w budowaniu swojej solidnej marki.
Warto bowiem zauważyć, że dobrowolne raportowanie ESG może przynieść MŚP szereg korzyści, takich jak lepszy dostęp do finansowania, wzmocnienie relacji z klientami i partnerami biznesowymi, a także poprawa wizerunku firmy na rynku. Ponadto, w obliczu rosnącej świadomości ekologicznej konsumentów, firmy, które wykazują zaangażowanie w zrównoważony rozwój, zyskują przewagę konkurencyjną.
I W stronę wspólnych rozwiązań
Konfederacja Lewiatan od lat działa w imieniu firm i przedstawicieli branżowych, którzy chcą mieć realny wpływ na decyzje podejmowane przez rząd. Reprezentacją sektora tworzyw sztucznych w Konfederacji Lewiatan jest Polski Związek Przetwórców Tworzyw Sztucznych, a razem z nim producenci tacy jak Eurocast, Grupa Ergis czy Nicro-Plast.
Działania organizacji Lewiatan nagłaśniają problemy pojawiające się w branży. Ostatnio Lewiatan częściej podejmuje bardzo ważny temat dotyczący deregulacji prawa, czyli zmniejszenia biurokracji i optowania za konkretnymi, jasnymi regulacjami. Tyczy się to także ustaw o plastikach i recyklingu.
W tym roku Konfederacja wspomagała branżę m.in. w apelu do WIOŚ i GIOŚ o podjęcie dialogu z producentami opakowań i wypracowanie wspólnych rozwiązań dla efektywnej współpracy wszystkich stron.
I Wyzwanie na rok 2025: system kaucyjny System kaucyjny, mimo wysokich kosztów wiążących się z jego ekspresowym wprowadzeniem, jest postrzegany jako szansa Polski na zwiększenie recyklingu z surowca PET oraz realny krok w stronę zwiększenia zaangażowania konsumentów w Gospodarkę o Obiegu Zamkniętym.
Do systemu włączone zostaną bowiem m.in. jednorazowe butelki PET o pojemności do 3 litrów, a wysokość kaucji
ustalona w rozporządzeniu wynosi 50 groszy od butelki. To szansa na realne zwiększenie ilości czystego surowca odzyskiwanego od konsumentów do ponownego wykorzystania przez przetworzenie recyklatów na nowe produkty.
Nierozstrzygnięta pozostaje kwestia do kogo trafi niezwrócona kaucja. Ministerstwo Klimatu i Środowiska postuluje, aby trafiała do operatorów systemu, którzy przeznaczą te środki na jego rozwój. Z kolei samorządowcy domagają się tych pieniędzy, argumentując, że mogliby obniżyć koszty wywozu śmieci ponoszone przez mieszkańców. Szacuje się, że kwota niezwróconych kaucji może sięgnąć od 1 do 3 mld złotych. Co jeszcze w branży poza kwestiami prawnymi?
I Globalne wyzwania i
konkurencyjność
Branża przetwórstwa tworzyw sztucznych działa w globalnym środowisku, gdzie konkurencja jest coraz bardziej zacięta. W związku z tym, polskie firmy muszą mierzyć się z wyzwaniami związanymi z rosnącymi kosztami produkcji, niestabilnością cen surowców oraz konkurencją ze strony producentów z Azji.
Wdrażanie technologii umożliwiających recykling tworzyw sztucznych oraz produkcję z materiałów pochodzących z recyklingu jest coraz bardziej pożądane, zarówno z perspektywy środowiskowej, jak i w oczach konsumentów. Polska branża dostrzegła ten trend i już od jakiegoś czasu buduje swój mocny wizerunek w oczach konkurujących w tym zakresie rynków.
Na rynku obserwuje się także dywersyfikację źródeł dostaw surowców. Zmniejsza się w ten sposób ryzyko związane z wahaniami cen surowców, szczególnie tych pochodzących z niestabilnych rynków, jakimi są ostatnio Niemcy czy Francja. Współpraca z wieloma dostawcami pozwala producentom na lepsze negocjowanie cen i zapewnienie stabilności produkcji.
I Technologiczne trendy i nowe inwestycje
Nadchodzi czas rozwoju i dużych inwestycji w nowe technologie. Firmy z sektora przetwórstwa tworzyw sztucznych coraz śmielej sięgają po rozwiązania z zakresu automatyzacji i cyfryzacji procesów produkcyjnych.
Rozwój technologii recyklingu chemicznego oraz mechanicznego otwiera nowe możliwości w zakresie wykorzystania surowców wtórnych. Jakie innowacje zrewolucjonizują produkcję opakowań?
Rosnące koszty energii i surowców zmuszają przedsiębiorstwa do poszukiwania efektywniejszych metod produkcji. W tym kontekście coraz większą popularnością cieszą się technologie pozwalające na zmniejszenie zużycia materia-
łów i energii, takie jak produkcja cienkościennych opakowań czy wykorzystanie biopolimerów.
Wygląda na to, że przed przedstawicielami sektora jeszcze wiele pracy i wyzwań, ale to niezwykła szansa na zaskoczenie rynku nowoczesnością implementowanych rozwiązań.
I Wykwalifikowani specjaliści na wagę złota
Wraz z postępem technologicznym zmieniają się wymagania dotyczące kwalifikacji pracowników w sektorze przetwórstwa tworzyw sztucznych. Coraz większe zapotrzebowanie pojawia się na specjalistów z zakresu inżynierii materiałowej, technologii recyklingu oraz zarządzania zrównoważonym rozwojem. Jakie działania podejmują firmy i instytucje edukacyjne w celu dostosowania oferty szkoleniowej do potrzeb rynku?
Automatyzacja procesów produkcyjnych może prowadzić do zmian na rynku pracy – w sektorze przetwórstwa tworzyw sztucznych może być potrzeba przekwalifikowania się w kierunku obsługi nowoczesnych maszyn, programowania czy analizy danych.
W związku z rosnącym naciskiem na zrównoważoną produkcję i zmniejszenie wpływu na środowisko, pracownicy z pewnością będą potrzebować wiedzy na temat nowych materiałów, technologii recyklingu czy procesów minimalizujących emisję CO2, co nawołuje do liczniejszego niż wcześniej brania udziału w branżowych konferencjach, a także organizacji szkoleń tematycznych. Wdrażanie takich rozwiązań daje bowiem pracownikom szansę na zdobycie nowych, cenionych na rynku pracy umiejętności i kompetencji.
I Pozytywne trendy
Polskie firmy wyznaczają pozytywne trendy, koncentrując się na innowacjach, zrównoważonym rozwoju oraz inwestycjach w nowoczesne technologie. Wspólne wysiłki branży, zmierzające do rozwoju recyklingu, automatyzacji procesów produkcyjnych czy poszukiwania efektywniejszych metod produkcji, mogą przyczynić się do utrzymania konkurencyjności na rynku międzynarodowym.
Kluczowym wyzwaniem pozostaje z pewnością harmonizacja regulacji prawnych, które muszą wspierać rozwój zrównoważonego rynku. Szansą rozwoju jest aktualnie dostosowywanie kwalifikacji pracowników do dynamicznie zmieniającego się środowiska technologicznego i ekologicznego.
Dzięki zaangażowaniu w innowacje i dbałość o środowisko, branża ma szansę na obiecujące wzrosty i pozostanie konkurencyjną siłą na rynku globalnym. •
Gdyby był popyt, na rynku zabrakłoby wielu polimerów
László Bűdy CEO, myCeppi
Producenci tworzyw mieli trudności z rozpoczęciem marcowych zakupów. Drugą kwestią jest to, że producenci polimerów stosunkowo późno opublikowali marcowe ceny; w 1. połowie 1. tygodnia marca większość z nich wciąż próbowała znaleźć realistyczne poziomy cen. Starali się oni znaleźć pułap, przy którym mogliby sprzedawać w marcu. Ze względu na konserwację i niezgłoszone, nieoczekiwane przestoje, podaż niektórych typów polimerów – np. HDPE BM – jest niska na poziomie regionalnym. Wskutek słabego popytu nie stanowi to jednak problemu dla większości przetwórców.
Wygląda na to, że przetwórcy tworzyw jeszcze nie zaobserwowali oczekiwanego wiosennego popytu, więc ich ogólna aktywność zakupowa jest raczej niska. Oczywiste jest, że popyt ze strony przetwórców tworzyw nie jest kwestią ceny polimerów. Niemniej jednak jest prawdopodobne, że niektórzy sprzedawcy złagodzą swoje podwyżki cen w 3. tygodniu marca, z wyjątkiem
tych, którzy już teraz borykają się z problemami z dostępnością. Można się jednak obawiać, że gdy nadejdzie wiosenny popyt, na rynku może zabraknąć większej liczby rodzajów polimerów; oprócz typów HDPE, niektóre typy PPH i PCW mogą napotkać problemy z dostępnością ze względu na potencjalnie rosnący popyt. Ożywienie popytu hamuje gwałtowny spadek cen ropy naftowej i surowców w 1. tygodniu marca, który wywołał oczekiwania spadku cen polimerów. Niektórzy przetwórcy tworzyw na razie czekają. Mogą mieć rację, ale nie wiemy, w jakim stopniu spadek ceny ropy Brent i nafty (-8%) jest zjawiskiem przejściowym. Nie można jeszcze opierać kwietniowych oczekiwań cenowych na bieżących danych. Dalsze zamieszanie wynika z gwałtownego osłabienia dolara, które zapewne nie będzie trwałe, ponieważ osłabienie to spowodowane jest głównie wygasaniem kontraktów terminowych na rynku walutowym. Jednak pod koniec 3. tygodnia marca obraz będzie jaśniejszy i będzie można już dość dobrze oszacować kwietniowe ceny monomerów.
Ostateczne ceny polimerów na marzec zostaną ustalone w 3. tygodniu tegoż miesiąca. Oczekuje się wzrostu popytu, zapasy u przetwórców nie są
wysokie, muszą oni kupować. Jednakże ożywienie popytu nie będzie porównywalne z latami poprzednimi i nie obejmie wszystkich przetwórców tworzyw. Niektórzy będą więc nadal czekać. W rezultacie na rynku będzie odczuwalna presja sprzedażowa i wynikająca z niej elastyczność cenowa, z wyjątkiem produktów, których dostępność jest już ograniczona.
Jeśli chodzi o ceny polimerów, mamy 2 podstawowe scenariusze kalkulacji. Najbardziej korzystny dla rynku: ceny surowców zostaną skorygowane do połowy marca. W takim przypadku można spodziewać się nieznacznego wzrostu cen w kwietniu, co powinno utrzymać popyt na normalnym poziomie do początku maja. Oznacza to, że przetwórcy, pewni stałego, niewielkiego wzrostu cen, stale będą dokonywać zakupów zgodnie ze swoim popytem. Jeśli ceny surowców pozostaną niskie do 3. tygodnia marca, wtedy popyt w marcu też pozostanie ostrożny, gdyż spadek cen monomerów i polimerów stanie się możliwy w kwietniu. Kwiecień jest zresztą krytycznym miesiącem, ponieważ Wielkanoc i długi weekend majowy sprawiają, że przez prawie 3 tygodnie nie będzie normalnego popytu; można się go spodziewać najwcześniej w 2. tygodniu maja. Do końca kwietnia ceny polimerów mogą zatem znacznie spaść i nie wrócą do normy ani w maju, ani w czerwcu. Ta niepewność cenowa najprawdopodobniej wpłynie także na popyt ze strony użytkowników końcowych. •
Niepewność rynku? Wyeliminuj ją dzięki tygodniowemu raportowi cen surowców. Ceny, fakty, trendy i przewidywania skoncentrowane na obszarze Europy Środkowej: #polipropylen #polietylen #polistyren
Wypróbuj bezpłatnie bez zobowiązań przez 4 tygodnie: laszlo.budy@myceppi.com +36 703 685 140
I Płyty izolacyjne EPS z recyklatem
Producent systemów ociepleń firma Sto, dostawca surowców do produkcji płyt izolacyjnych BASF oraz frankfurckie towarzystwo mieszkaniowe ABG współpracują od wielu lat, co stało się podstawą do realizacji pilotażowego projektu w zakresie izolacji termicznej z poprawionym profilem zrównoważonego rozwoju. W ramach projektu około 10% polistyrenu w surowcu zastąpiono recyklatem EPS. Przeprowadzone testy techniczne wykazały, że nowo opracowana płyta spełnia te same standardy jakościowe co tradycyjne produkty dostępne na rynku. Nowe płyty izolacyjne zamontowano na elewacji jednego z istniejących budynków we Frankfurcie nad Menem w ramach modernizacji energetycznej obejmującej 52 lokale mieszkalne. Zastosowany w projekcie surowiec to granulat polistyrenu ekspandowalnego z dodatkiem grafitu, zawierający 10% materiału pochodzącego z recyklingu.
– Recyklat pochodzi z mechanicznie przetworzonego odpadu EPS, wspierając tym samym obieg zamknięty. W przyszłości planujemy również wykorzystanie innych strumieni recyklatów, np. odpadów EPS z placów budowy – wyjaśnia Klaus Ries, szef działu zarządzania biznesem styrenów w BASF – To tylko jedno z rozwiązań w naszym zrównoważonym portfolio.
I Nextek i Coveris łączą siły, by zrewolucjonizować recykling
Firmy Nextek i Coveris ogłosiły nawiązanie współpracy w celu transformacji recyklingu mechanicznego folii elastycznych poprzez wdrożenie innowacyjnego procesu COtooCLEAN. Przedsiębiorstwa chcą podjąć wspólne działania, aby umożliwić przetwarzanie zużytych opakowań poliolefinowych w wysokiej jakości żywice i folie przeznaczone do kontaktu z żywnością.
W ramach współpracy Nextek i Coveris na terenie Wielkiej Brytanii budowany jest aktualnie zakład pokazowy, w którym technologia COtooCLEAN zostanie wdrożona na skalę przemysłową. Planowane jest przeprowadze-
nie szeroko zakrojonych testów, aby zebrać dane niezbędne do spełnienia wymogów prawnych, a także zaprezentowanie potencjału tej technologii całej branży. Ostatecznym celem jest zapewnienie dostępności tego pionierskiego procesu na całym świecie, co pomoże w rozwiązaniu jednego z największych problemów związanych z recyklingiem.
– COtooCLEAN ma szansę całkowicie odmienić proces przetwarzania folii. Od momentu otrzymania nagrody AEPW zdążyliśmy już przejść z fazy opracowywania prototypów do fazy testów zgodności z wymogami dotyczącymi materiałów dopuszczonych do kontaktu z żywnością. Współpraca z Coveris to kolejny ważny krok. Razem wdrożymy tę technologię na szerszą skalę i będziemy dążyć do stworzenia obiegu zamkniętego dla folii z tworzyw sztucznych – mówi prof. Edward Kosior, dyrektor zarządzający i założyciel Nextek.
I Sztuczna inteligencja w robotyce to już teraźniejszość
Firma Teradyne Robotics i jej partnerzy zaprezentowali pakiet zaawansowanych rozwiązań robotyki opartych na sztucznej inteligencji podczas Nvidia GTC 2025 w dniach 17–21 marca. Prezentacja stanowiła pierwszą publiczną demonstrację AI Accelerator w komercyjnie opłacalnych zastosowaniach.
AI Accelerator to zestaw narzędzi zaprojektowany przez firmę Universal Robots (UR) z Teradyne Robotics we współpracy z firmą Nvidia w celu umożliwienia rozwoju aplikacji opartych na sztucznej inteligencji poprzez wprowadzenie akceleracji sztucznej inteligencji do platformy oprogramowania nowej generacji UR, PolyScope X. Zestaw narzędzi jest zasilany przez akcelerowane biblioteki Nvidia Isaac i modele sztucznej inteligencji, działające na module systemowym Nvidia Jetson AGX Orin.
– Fizyczna sztuczna inteligencja wyposaża roboty w zdolność postrzegania i reagowania na rzeczywisty świat, zapewniając wszechstronność i możliwości rozwiązywania problemów, które są często wymagane przez złożone przypadki użycia, które do tej pory były poza zasięgiem – mówi James Davidson, Chief AI Officer, Teradyne Robotics – Zamiast po prostu wykonywać zaprogramowane instrukcje, roboty wyposażone w sztuczną inteligencję zyskują zdolność uczenia się, adaptacji i podejmowania świadomych decyzji w oparciu o dane sensoryczne.
I Wytyczne dla projektowania tacek PET – kluczowe wsparcie dla recyklingu mechanicznego
Organizacja Tray Circularity Evaluation Platform (TCEP) poszerzyła swoje Wytyczne Projektowe dla recyklingu tacek PET monowarstwowych o nowe wytyczne dla tacek PET wielowarstwowych. To ważny krok w kierunku poprawy procesów recyklingu mechanicznego tego typu opakowań na terenie Europy. Wytyczne TCEP stanowią nieocenioną pomoc dla przemysłu recyklingu tacek PET, zapewniając zarówno wysoką jakość przetwarzanych materiałów, jak i bezpieczeństwo żywnościowe dla strumieni recyklingu tacek monowarstwowych i wielowarstwowych.
Dokument „Design for Recycling Guidelines for PET Thermoformed Trays” określa zasady kompatybilności materiałów w recyklingu opakowań PET, wyróżniając pełną, ograniczoną i niską kompatybilność. Preferowane są przezroczysty PET, minimalne dodatki, łatwo usuwalne etykiety i zamknięcia oraz brak barier tlenowych innych niż PET. Odradzane są materiały wielowarstwowe, barwione PET, trudno oddzielające się etykiety i kleje oraz niezgodne dodatki i nadruki. Wskazówki obejmują także dopuszczalne folie, kleje i tusze, podkreślając znaczenie zgodności z normami recyklingu PET.
Działania TCEP są w pełni zgodne z celami wyznaczonymi przez Komisję Europejską, a także wspierają branżę opakowań plastikowych w przechodzeniu na model cyrkularny.
Dzięki nowym wytycznym uczestnicy łańcucha wartości PET mogą jeszcze efektywniej pracować nad zmniejszeniem ilości odpadów i rozwojem bardziej zrównoważonych technologii recyklingu.
Tray Circularity Evaluation Platform (TCEP) to europejska inicjatywa branżowa, której celem jest opracowanie wytycznych dla projektowania opakowań PET nadających się do recyklingu. Organizacja ocenia technologie oraz rozwiązania w zakresie termoformowania PET i ułatwia zrozumienie wpływu innowacji w opakowaniach PET na proces recyklingu.
I Haitian International bije rekordy – dynamiczny wzrost mimo wyzwań rynkowych
Haitian International Holdings Limited, jeden z największych producentów wtryskarek na świecie, zakończył rok 2024 z rekordowymi wynikami finansowymi. W obliczu globalnych wyzwań gospodarczych firma osiągnęła przychody na poziomie 16,1 mld RMB (juan chiński), co oznacza wzrost o 23,4% względem roku poprzedniego. Kluczowym czynnikiem sukcesu Haitian była rosnąca sprzedaż w Chinach, która osiągnęła 10,1 mld RMB (+27,7% r/r). Popyt napędzały branże dóbr konsumpcyjnych i AGD, a w drugiej połowie roku także sektor motoryzacyjny.
Na rynkach zagranicznych sprzedaż wzrosła o 16,8%, do 6,0 mld RMB, dzięki strategicznym inwestycjom w lokalną produkcję i rozwój sieci serwisowej. Szczególnie dynamicz-
ny wzrost odnotowano w Azji Południowo-Wschodniej, Ameryce Północnej i Południowej, gdzie Haitian umacnia swoją pozycję jako dostawca zaawansowanych i energooszczędnych rozwiązań produkcyjnych.
Segment wtryskarek Haitian zanotował wzrost o 23,8%, osiągając 15,4 mld RMB przychodów. W 2024 r. firma dostarczyła ponad 53 tys. maszyn, co oznacza wzrost o 35,5%. Największym zainteresowaniem cieszyły się:
• Seria Mars (serwohydrauliczne wtryskarki) oraz Zhafir (maszyny elektryczne), których sprzedaż napędzał rozwój branży AGD i elektroniki.
• Seria Jupiter, przeznaczona do produkcji wielkogabarytowych elementów, wspierana przez rozwój sektora pojazdów elektrycznych.
Haitian aktywnie rozwija automatyzację i inteligentne systemy produkcyjne, wdrażając technologie IoT i Big Data w celu poprawy efektywności i redukcji kosztów. W 2025 r. uruchomi nowe fabryki w Japonii i Serbii, wzmacniając swoją obecność w Europie i Azji. Firma konsekwentnie realizuje strategię zrównoważonego rozwoju, inwestując w energooszczędne technologie i nowoczesne systemy produkcji.
Asten Group: 25 lat wyznaczania trendów w branży przetwórczej
Rozmowa z Adamem Szubertem, dyrektorem generalnym i wiceprezesem zarządu Asten Group
Asten Group działa na rynku już od 25 lat. Jakie są najważniejsze cele, które udało się do tej pory osiągnąć państwa firmie?
Naszym kluczowym osiągnięciem jest stworzenie i rozwój 7 silnych, niezależnych marek, które z sukcesem funkcjonują na rynku. Każda z nich przyczynia się do budowy Asten Group jako dynamicznej, innowacyjnej i solidnej organizacji. Ten sukces zawdzięczamy naszemu zespołowi – doświadczonym specjalistom, którzy podzielają naszą wizję i wartości. To jest kluczowe.
Plastigo, nasza flagowa marka w branży tworzyw sztucznych, to nie tylko dostawca maszyn, ale także kompleksowy partner dla przetwórców. Jako wyłączny dystrybutor Shini na Europę, stworzyliśmy silną sieć sprzedaży obejmującą ponad 30 krajów. Dzięki naszej strategii Shini stało się jedną z kluczowych marek w swojej kategorii na rynku europejskim.
Technigo dostarcza zaawansowane systemy laserowe, które rewolucjonizują procesy czyszczenia form, a marka Vikk koncentruje się na efektywnych systemach chłodzenia, pozwalając firmom optymalizować zużycie energii. Poza przemysłem rozwijamy także obszar brandingu i HR – Adino kreuje wizerunki firm, a Havier rekrutuje i wdraża nowoczesne strategie zarządzania personelem.
Dzięki synergii naszych marek dostarczamy klientom kompleksowe i spersonalizowane rozwiązania. Sam fakt, że przez te 25 lat w sumie pozyskaliśmy blisko 18 tys. klientów, jest dla nas znaczący. Nasze przychody w całym okresie działalności spółki to wartość około 900 mln złotych.
Dobrym przykładem działania naszej struktury jest jeden z zeszłorocznych projektów realizowany dla Firmy Martex, dla której przy udziale marek Plastigo, Technigo oraz Vikk dostarczyliśmy kompletne, zautomatyzowane gniazdo produkcyjne, a nasz zespół z Haviera wsparł klienta, rekrutując dla niego nowych specjalistów.
Czy macie w planach uroczyste obchody 25-lecia firmy?
Tak, planujemy wydarzenie na dużą skalę. Nasze 25-lecie to święto nie tylko Asten Group, ale również naszych klientów,
partnerów i pracowników. Jesienią odbędzie się specjalna gala, na której będziemy gościć partnerów z Chin, Turcji oraz całej Europy. Oprócz oficjalnych obchodów przewidujemy szereg atrakcji, takich jak warsztaty branżowe, networking i inspirujące prelekcje. Chcemy, by to wydarzenie nie tylko podsumowało naszą dotychczasową drogę, ale także było pozytywnym przyczynkiem do przyszłych aktywności.
Jako przedsiębiorstwo zajmujecie się dystrybucją maszyn i urządzeń dla branży przetwórstwa tworzyw sztucznych. Co konkretnie można znaleźć w waszej ofercie produktowo-usługowej?
Nasza oferta to kompletne ekosystemy produkcyjne. Oferujemy wtryskarki oraz pełne zaplecze osprzętu peryferyjnego – roboty, systemy automatyzacji, układy plastyfikujące i chemię techniczną. Dzięki własnemu laboratorium oraz programom szkoleniowym pomagamy firmom zoptymalizować procesy produkcyjne. Ponadto realizujemy projekty automatyzacji, tworząc nowoczesne systemy centralnego podawania surowców, często podejmując się wyzwań, których inni unikają. Mówiąc w skrócie, z chęcią realizujemy wielowątkowe projekty związane głównie z przetwórstwem metodą wtrysku.
W przyszłości planujemy rozwój w obszarach związanych z automatyzacją
i cyfryzacją procesów produkcyjnych. (…) Naszym celem jest uczynienie
Plastigo.pro wygodnym centrum zaopatrzeniowym dla wybranego asortymentu
Wspomniał pan o usługach, które są także częścią portfolio Plastigo. Jak duża jest ich skala w porównaniu do oferty produktów?
Podejście do zakresu i jakości usług w naszej ofercie zawsze było świadomą decyzją strategiczną. Od samego początku założyliśmy, że to właśnie kompleksowa obsługa będzie naszą kluczową przewagą konkurencyjną – nigdy nie koncentrowaliśmy się wyłącznie na rywalizacji cenowej.
Naszą działalność zaczynaliśmy od budowy solidnego serwisu, który do dziś pozostaje jednym z filarów Plastigo. Działamy na terenie całej Polski, a nasz zespół składa się z kilkunastu wykwalifikowanych specjalistów. Dysponujemy również magazynem części zamiennych o wartości około 4 mln złotych, co pozwala nam zapewnić klientom szybkie i skuteczne wsparcie serwisowe – w wielu przypadkach niemal natychmiastowe.
Co więcej, nie ograniczamy się wyłącznie do naszych urządzeń – serwisujemy także maszyny innych marek, a często to właśnie do nas klienci zwracają się w pierwszej kolejności.
Rynek usług dynamicznie się rozwija i nabiera coraz większego znaczenia, dlatego konsekwentnie rozszerzamy naszą ofertę. Oprócz serwisu prowadzimy także cykl szkoleń z technologii przetwórstwa, który planujemy rozbudować o kolejne obszary i branże. Posiadamy nowoczesne laboratorium, które w przyszłości chcemy dodatkowo doposażyć i poszerzyć zakres badań. Stale rozwijamy także projekty centralnych systemów podawania, wiedząc, jak kluczową rolę odgrywają one w nowoczesnych wtryskowniach.
Usługi od zawsze stanowiły fundament naszej działalności i jesteśmy przekonani, że ich rola będzie rosła. Dlatego nie tylko podążamy za rynkowymi trendami, ale także je kreujemy, oferując naszym klientom wsparcie na najwyższym poziomie.
Jak rozwijała się wasza oferta na przestrzeni lat i w jaki sposób zamierzacie ją rozszerzać w najbliższym czasie?
Na przestrzeni lat przeszliśmy od bycia dystrybutorem maszyn do kompleksowego dostawcy rozwiązań technologicznych. Stale analizujemy potrzeby rynku i dopasowujemy ofertę do potrzeb. Przykładem są systemy laserowe czy chłodzenie przemysłowe. W przyszłości planujemy rozwój w obszarach związanych z automatyzacją i cyfryzacją procesów produkcyjnych.
A jak oceniłby pan współpracę z Chinami oraz chłonność rynku na produkty tej produkcji?
Od ponad 20 lat współpracujemy z Chinami i muszę przyznać, że ich transformacja w tym czasie była wręcz niewiarygodna. Dawne stereotypy o taniej i niskiej jakości produk-
cji to już przeszłość. Dzisiejsze Chiny to kraj nowoczesny, scyfryzowany i zaawansowany technologicznie, z wysoko rozwiniętymi systemami produkcyjnymi. Koszty pracy i surowców wciąż są niższe, ale kluczowe jest to, że Chińczycy nie tylko nauczyli się korzystać z nowoczesnych technologii, lecz także je udoskonalili. Dziś to globalna potęga, świadoma swoich przewag konkurencyjnych.
Oczywiście początkowo napotkaliśmy wyzwania związane z wprowadzeniem chińskich maszyn na rynek. Aby zyskać zaufanie klientów, wykonaliśmy ogromną pracę – zabezpieczyliśmy odpowiednie stany magazynowe maszyn, urządzeń i części zamiennych, a także rozbudowaliśmy profesjonalny serwis. Dzięki temu dziś nasze maszyny zajmują solidną pozycję w średnim segmencie cenowym, oferując jakość porównywalną z droższymi alternatywami. Wyposażone w markowe podzespoły, energooszczędne i wydajne, spełniają oczekiwania nawet wymagających klientów.
Transformacja chińskiego przemysłu zdecydowanie działa na naszą korzyść. Co więcej, zmieniła się także sama kultura biznesowa – współpraca jest dziś znacznie bardziej partnerska i efektywna niż jeszcze kilkanaście lat temu. To dodatkowe ułatwienie, które pozwala nam skuteczniej rozwijać nasze portfolio.
Uruchomiliście własną platformę sprzedażową Plastigo.pro. Co skłoniło was do jej stworzenia?
E-commerce zmienia realia biznesowe, a nasza branża nie jest wyjątkiem. Plastigo.pro powstało, by ułatwić klientom szybki dostęp do części zamiennych i wybranych produktów. To pierwsza tak kompleksowa platforma w branży, dzięki której można składać zamówienia 24/7, z każdego miejsca na świecie. Jest to częściowe odbicie naszego magazynu części i akcesoriów. Ważne jest to, że cały wkład merytoryczny został wykonany poprzez Zespół Asten Gro-
up, co jest powodem do dumy. Obecnie oferowane online jest około 2000 produktów.
Co można znaleźć na stronie Plastigo.pro? Jakie są plany jej rozwoju?
Obecnie oferujemy głównie części zamienne, układy plastyfikujące do różnorodnych maszyn, chemię techniczną, urządzenia laserowe i chłodnicze oraz elementy infrastruktury produkcyjnej. Planujemy systematyczne rozszerzanie asortymentu, wprowadzając kolejne kategorie produktowe. Naszym celem jest uczynienie Plastigo.pro wygodnym centrum zaopatrzeniowym dla wybranego asortymentu.
Marka Plastigo jest jedną z bardziej rozpoznawalnych w branży przetwórstwa tworzyw. W jaki sposób scharakteryzowałby Pan jej aktywność na rynku?
Plastigo od początku wyznaczało trendy wśród dystrybutorów w branży w Polsce. Jako pierwsi stworzyliśmy kompleksowy system szkoleń dla przetwórców i zainicjowaliśmy konferencje branżowe. Jako pierwsi powołaliśmy laboratorium, które wspiera naszych klientów. Jesteśmy obecni na kluczowych wydarzeniach, wykorzystujemy nowoczesne strategie marketingowe i budujemy unikatowe relacje z klientami. To wszystko czyni z nas niebanalną, kreatywną organizację, która potrafi nadawać ton i utrzymywać indywidualny charakter. Wiele z naszych aktywności jest inspiracją dla firm konkurencyjnych, co jest dla nas swego rodzaju komplementem, gdyż z reguły kopiuje się tych najlepszych. •
Rozmawiała: Agata Mojcner
Spektrofotometr CM-3700A Plus
Flagowe urządzenie stacjonarne zapewniające najlepszą dokładność i stabilność pomiaru barwy wszystkich rodzajów próbek stałych i ciekłych. Posiada wbudowany wizjer kamery, funkcję analizy i regulacji długości fali, czujnik temperatury i wilgotności otoczenia oraz termometr próbki.
• Termometr próbki oraz czujnik temperatury i wilgotności otoczenia, aby pomóc skompensować termochromatyczne zmiany odcienia
• Wbudowany panel stanu urządzenia i przycisk pomiaru
• Wszechstronny port pomiarowy z 4 wstępnie gwintowanymi gwintami do montażu niestandardowego przyrządu pomiarowego
• Jednoczesny pomiar SCI i SCE zapewniający większą szybkość pomiaru w porównaniu z poprzednią generacją
sensing.konicaminolta.eu
Pojazd ReBeL Move
ReBeL Move to innowacyjny, autonomiczny pojazd transportowy przeznaczony do przewożenia małych ładunków o wymiarach 60×40 cm oraz 30×40 cm o maksymalnej ładowności do 35 kg. Porusza się on z prędkością do 1,5 m/s, jego czas pracy na akumulatorze wynosi ponad 8 godzin, a czas ładowania nie przekracza dwóch. Opcjonalnie można go uzupełnić o cobota ReBeL, przegubowe ramię robotyczne, które firma igus produkuje prawie w całości z wytrzymałych i ekonomicznych wysokowydajnych tworzyw sztucznych. Ramię waży jedynie 8,2 kg, ma udźwig do 2 kg i zasięg 664 mm.
igus.pl
Regulator profiTEMP+
Optymalna jakość regulacji przy wyjątkowo zwartej konstrukcji: regulator kanałów grzewczych profiTEMP+ wyróżnia się najnowocześniejszą technologią i optymalną funkcją regulacji, dzięki czemu spełnia wymogi najbardziej wymagających aplikacji.
• Asystent konfiguracji: dzięki wskazówkom konfiguracyjnym umożliwia szybkie i przyjazne dla użytkownika uruchamianie nowych narzędzi
• Precyzyjna, automatyczna regulacja: wykorzystuje samouczące się algorytmy, aby zapewnić optymalną jakość produkowanych detali, nawet w przypadku wymagających zastosowań
• Diagnozowanie błędów (MoldCheck): zwiększa niezawodność działania poprzez wczesne wykrywanie błędów okablowania w obwodach czujników i ogrzewania
meusburger.com
Aseptic Predis X4
Aseptic Predis X4 to innowacyjne, zintegrowane rozwiązanie obejmujące rozdmuchiwanie-napełnianie-zakładanie nakrętek i sterylizację suchych form wstępnych Predis, przeznaczone do butelek z PET. Aseptic Predis powstaje w zakładzie Sidel w Bejing, który dysponuje silnym lokalnym łańcuchem dostaw i zdolnościami produkcyjnymi oraz koncentruje się na lokalnych dostawach, aby sprostać wymaganiom rynku opakowań aseptycznych w Chinach, który według prognoz osiągnie do roku 2028 wartość 20 mld dolarów. Technologia Predis polega na wstrzykiwaniu nadtlenku wodoru (H2O2) do formy wstępnej tuż przed jej wprowadzeniem do pieca. Oznacza to, że H2O2 jest aktywowany przed osiągnięciem etapu podgrzewania form wstępnych, zapewniając wysoki poziom odkażania.
sidel.com
Zgrzewarki Electrical Motion2
Wszystkie zgrzewarki ultradźwiękowe Electrical Motion2 działają całkowicie bez sprężonego powietrza. Oferują pełną kontrolę, pozwalając na indywidualne sterowanie siłą zgrzewania, prędkością i amplitudą oraz każdą fazą procesu zgrzewania w celu uzyskania optymalnych rezultatów.
Seria Electrical Motion2 nadaje się wyśmienicie do zgrzewania, cięcia i wykrawania termoplastów, włóknin i tekstyliów. Elektryczny napęd umożliwia bardzo precyzyjne sterowanie, a przez to pozwala uzyskać najlepsze rezultaty zgrzewania. Oprócz 8 trybów zgrzewania można ustawić trigger wyzwalający emisję ultradźwięków. Ponadto urządzenia wyposażone są w kolorowy wyświetlacz z dotykowym ekranem 13,3 cala, za pomocą którego obsługuje się maszynę i wprowadza parametry. Można regulować jego położenie oraz wyświetlać wykres lub tabelę z danymi ostatnich cykli zgrzewania.
rincoultrasonics.com
Wtryskarka victory electric
Firma ENGEL wprowadziła nową odsłonę swojej renomowanej serii wtryskarek bezkolumnowych victory, łącząc wcześniejszy model e-motion TL z serią victory i nadając mu nazwę victory electric. Victory electric standardowo wyposażona jest w zamknięty mechanizm kolanowy, co minimalizuje ryzyko wycieków oleju i zanieczyszczenia. Brak kolumn redukuje turbulencje przepływu powietrza, które mogą wzniecać kurz i zanieczyszczenia w obszarze formy. Obie cechy są szczególnie istotne w czystych środowiskach produkcyjnych, takich jak technologia medyczna. Dzięki specjalnie opracowanemu opcjonalnemu pakietowi dla cleanroom, który kwalifikuje maszynę do pracy w środowiskach o klasie czystości ISO 7, ENGEL ustanawia nowe standardy w tej dziedzinie. Zamknięte komponenty i niskoemisyjna praca sprawiają, że victory electric jest idealnym wyborem dla branż wymagających najwyższych standardów czystości.
engelglobal.com
Etykieciarka do palet ALcode P
Etykieciarka do palet ALcode P drukuje i nakleja etykiety w formacie A5 na dwóch kolejnych bokach palety (zwykle z przodu i z boku, ale na życzenie także na trzech bokach). Wydajność maszyny wynosi do 120 palet na godzinę (180 przy etykietowaniu tylko z jednej strony).
Główne cechy standardowej wersji ALcode zostały zachowane, jednak w etykietowaniu palet przenośniki są zwykle szersze, odległości aplikacji większe, a środowisko jest często trudniejsze (narażenie na ciepło/zimno/ kurz); zazwyczaj też etykiety do nałożenia są większe i przewidziane do umieszczenia na wielu powierzchniach/pozycjach palet. Z tych powodów ALcode P została wyposażona w solidną podstawę ze zintegrowaną szafką dla ochrony i bezpieczeństwa, a także dla ochrony maszyny przed szkodliwym wpływem środowiska. Standardowe rozwiązania aplikacyjne są zaprojektowane dla etykiet A5; inne rozmiary są dostępne na żądanie.
altech.it
Detektor Dylight S
Minebea Intec, wiodący producent przemysłowych technologii ważenia i kontroli, rozszerza swoją ofertę o system kontroli rentgenowskiej Dylight S. Kompaktowy detektor został opracowany w celu zapewnienia jakości produktów w pionowych opakowaniach.
Dylight S jest wyposażony w technologię X-ray z lampą boczną, która umożliwia precyzyjne wykrywanie ciał obcych w produktach w lekkich, pionowych opakowaniach. Detektor ten umożliwia niezawodne wykrywanie metalowych i niemetalowych ciał obcych – w tym szkła, gumy, kamieni lub części z tworzyw sztucznych – w pojemnikach takich jak butelki PET, opakowania Tetra Pak lub plastikowe puszki, oraz oferuje funkcje sprawdzania kompletności i poziomu napełnienia. Dzięki różnorodnym interfejsom Dylight S może być bezproblemowo zintegrowany z cyfrowym środowiskiem produkcyjnym.
minebea-intec.com
Zaawansowane technologie druku 3D
Druk 3D to jedna z najbardziej dynamicznie rozwijających się technologii produkcji, która rewolucjonizuje wiele branż, od przemysłu lotniczego po medycynę i sztukę. W przeciwieństwie do tradycyjnych metod obróbki skrawaniem czy odlewnictwa, druk 3D pozwala na wytwarzanie skomplikowanych geometrii bez konieczności stosowania form i złożonych procesów montażowych. Dzięki szerokiej gamie materiałów, od tworzyw sztucznych i metali, po ceramikę i żywice, technologie te umożliwiają zarówno szybkie prototypowanie, jak i produkcję gotowych elementów
Paweł Wiśniewski Plastech.pl
Druk 3D, znany również jako produkcja addytywna, to technologia, która rewolucjonizuje sposób wytwarzania przedmiotów. Jej początki sięgają lat 80. XX w., kiedy to Chuck Hull opracował pierwszą metodę stereolitografii (SLA), polegającą na utwardzaniu ciekłej żywicy światłem laserowym. W kolejnych dekadach powstały kolejne technologie, takie jak FDM (Fused Deposition Modeling) czy SLS (Selective Laser Sintering), które umożliwiły stosowanie różnorodnych materiałów, od tworzyw sztucznych, po metale i ceramikę. Dziś druk 3D znajduje zastosowanie w niemal każdej branży, od medycyny i lotnictwa, po przemysł motoryzacyjny i sztukę.
Poniżej przedstawiamy zestawienie najważniejszych technologii druku 3D w zależności od sposobu formowania obiektów.
FDM/FFF to proces addytywnej produkcji, polegający na warstwowym nanoszeniu termoplastycznego materiału na platformę roboczą. W tej technologii filament – najczęściej żyłka termoplastyczna o standardowej średnicy 1,75 mm lub 2,85 mm – jest topiony w głowicy ekstruzyjnej, a następnie wytłaczany przez dyszę, budując warstwa po warstwie gotowy model. Po ostygnięciu naniesiony materiał utwardza się, zapewniając trwałą i stabilną strukturę.
FDM, czyli Fused Deposition Modeling, jest nazwą zastrzeżoną przez firmę Stratasys, która opatentowała tę technologię w latach 80. XX w. Natomiast FFF (Fused Filament Fabrication) jest ogólną nazwą tego procesu, szeroko stosowaną szczególnie w kontekście otwartych systemów druku 3D rozwijanych w środowisku open-source (np. RepRap,
Prusa, Creality). Obecnie FDM/FFF należy do najbardziej rozpowszechnionych i dostępnych technologii druku 3D na świecie.
Extruder powerPrint firmy KraussMaffei, zaprezentowany na targach JEC World 2025, dzięki elastycznej integracji z robotami przemysłowymi umożliwia drukowanie dużych komponentów o maksymalnych wymiarach 2 m × 2,5 m × 2 m
Dzięki swojej prostocie, szerokiej gamie materiałów eksploatacyjnych oraz relatywnie niskim kosztom, metoda ta szybko znalazła zastosowanie zarówno w przemyśle, jak i wśród użytkowników indywidualnych czy hobbystów. Drukarki FDM umożliwiają pracę z wieloma popularnymi materiałami, jak np. PLA, ABS, PETG, TPU, PA, a także z bardziej zaawansowanymi kompozytami wzmacnianymi włóknem węglowym lub szklanym. Drukarki FDM charakteryzuje łatwość obsługi, intuicyjne oprogramowanie (np. Cura czy PrusaSlicer) oraz ogromny wybór urządzeń dostępnych na rynku – od modeli amatorskich, przez półprofesjonalne, aż po drukarki przemysłowe o dużych polach roboczych. Ponadto drukarki wyposażone w 2 głowice ekstruzyjne pozwalają łączyć materiał bazowy z rozpuszczalnymi podporami (np. PVA czy HIPS), umożliwiając tworzenie modeli o skomplikowanej geometrii. W niektórych drukarkach możliwy jest także druk wielokolorowy.
Freeformer firmy Arburg działa w technologii APF (Arburg Plastic Freeforming), będącej unikalnym wariantem przetwarzania termoplastów bez użycia formy wtryskowej. Metoda ta różni się od klasycznego FDM i innych technik addytywnych, gdyż wykorzystuje standardowe granulaty przemysłowe, które są topione w układzie plastyfikującym, podobnym do tego stosowanego we wtryskarkach. Następnie stopiony materiał jest dozowany przez specjalną głowicę piezoelektryczną, która formuje mikroskopijne krople i precyzyjnie nakłada je na platformę roboczą. Proces ten odbywa się zgodnie z cyfrowym modelem CAD i jest starannie kontrolowany, aby zapewnić optymalne właściwości mechaniczne oraz doskonałą adhezję między warstwami.
Dzięki precyzyjnemu sterowaniu kroplami oraz odpowiednio dobranej temperaturze w wielu przypadkach nie ma konieczności stosowania struktur podporowych. Co więcej, wydruki uzyskane metodą APF charakteryzują się właściwościami mechanicznymi zbliżonymi do części produkowanych metodą wtryskową, co czyni tę technologię szczególnie atrakcyjną dla przemysłu.
Jednak technologia ta posiada także swoje ograniczenia. Charakterystyczną cechą modeli drukowanych metodą FDM/FFF są wyraźnie widoczne warstwy, wymagające dodatkowej obróbki. Niektóre materiały, np. ABS czy PA, wykazują tendencję do skurczu podczas chłodzenia, co może powodować deformacje modeli. Wydruki charakakteryzują się także nieco słabszymi właściwościami mechanicznymi w porównaniu do elementów wytwarzanych np. metodą wtrysku lub selektywnego spiekania proszków (SLS). W porównaniu do technologii takich jak SLS czy DLP, druk FDM/ FFF jest również wolniejszy – zwłaszcza podczas produkcji dużych obiektów lub elementów o szczególnie drobnych detalach wymagających wysokiej rozdzielczości.
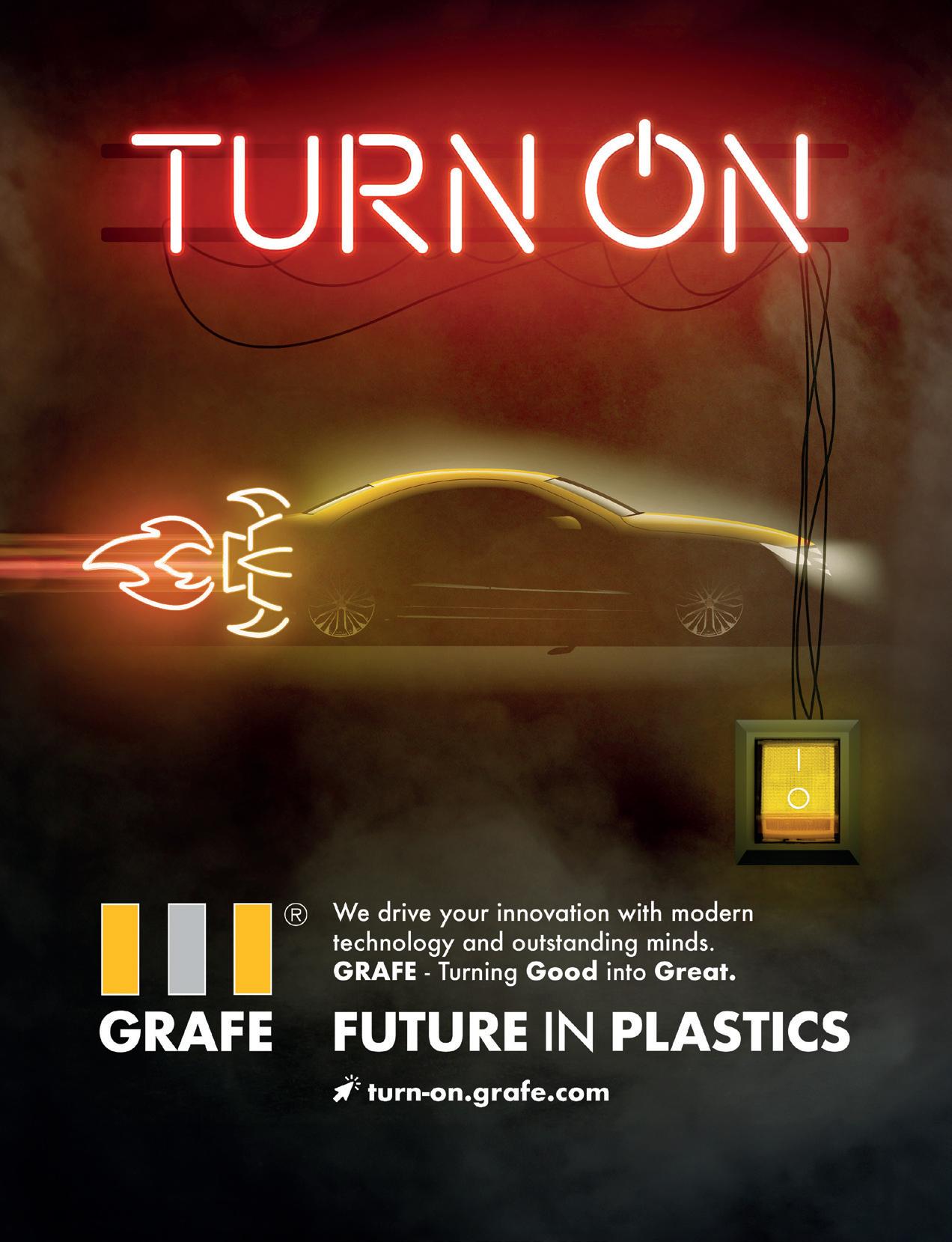
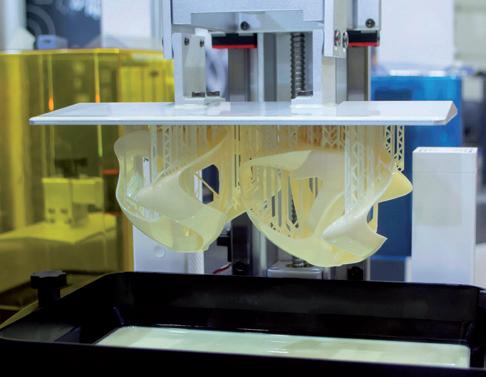
I Fotopolimeryzacja
SLA Stereolitografia
Technologia SLA (Stereolitografia) to proces addytywnej produkcji, w którym model powstaje poprzez selektywne utwardzanie fotopolimerowej żywicy za pomocą światła UV. Drukarka składa się z kuwety wypełnionej ciekłą żywicą (fotopolimerem), platformy roboczej oraz źródła światła UV – najczęściej lasera.
Platforma robocza stopniowo zanurza się w zbiorniku z żywicą, a promieniowanie UV selektywnie utwardza kolejne warstwy, budując model. Standardowa grubość warstw w SLA wynosi od 0,025 do 0,1 mm, dzięki czemu możliwe jest precyzyjne odwzorowanie nawet drobnych detali.
Obiekty wydrukowane z ciekłych żywic fotopolimerowych na drukarce 3D w technologii SLA
Stosowane w tej technologii fotopolimerowe żywice mogą mieć zróżnicowane właściwości – bywają sztywne, elastyczne, transparentne, a także odporne na wysokie temperatury.
SLA zapewnia wyjątkową dokładność oraz doskonałą jakość powierzchni modeli. Dzięki temu jest szczególnie popularna w obszarach wymagających dużej precyzji, takich jak prototypowanie precyzyjnych elementów mechanicznych, stomatologia, jubilerstwo czy elektronika.
Oprócz klasycznej technologii SLA istnieją również jej odmiany. Jedną z nich jest technologia DLP (Digital Light Processing), która zamiast lasera wykorzystuje cyfrowy projektor UV z układem mikroluster. Inną nowoczesną metodą stereolitografii jest CLIP (Continuous Liquid Interface Production), gdzie utwardzanie żywicy odbywa się w sposób ciągły, bez wyraźnego podziału na warstwy, znacząco skracając czas druku i poprawiając właściwości mechaniczne modeli.
fot. Arburg
Jednak SLA ma także pewne ograniczenia. Żywice stosowane w tej technologii są stosunkowo kosztowne, wymagają odpowiednich warunków przechowywania i mają ograniczoną trwałość. Modele po wydrukowaniu wymagają dodatkowego oczyszczania z nieutwardzonej żywicy oraz końcowego utwardzania światłem UV.
Mimo tych ograniczeń SLA pozostaje jedną z najbardziej cenionych technologii druku 3D, szczególnie tam, gdzie kluczowa jest wysoka jakość detali i idealna powierzchnia gotowych modeli.
I Spiekanie i topienie proszków
SLS (Selective Laser Sintering)
W procesie druku SLS modele powstają poprzez warstwowe spiekanie proszku polimerowego za pomocą lasera.
Proces polega na nanoszeniu cienkich warstw proszku na platformę roboczą, które są następnie selektywnie utwardzane przez laser zgodnie z zadanym modelem. Każda kolejna warstwa jest nakładana na poprzednią, aż do uzyskania gotowego elementu. Grubość pojedynczych warstw w technologii SLS mieści się zazwyczaj w zakresie od 0,05 do 0,15 mm, co pozwala uzyskać bardzo dobrą dokładność oraz szczegółowość modeli.
Technologia SLS umożliwia produkcję elementów o złożonej geometrii bez konieczności stosowania struktur podporowych, ponieważ niespieczony proszek pełni funkcję podpory podczas procesu produkcyjnego. Metoda ta pozwala na wytwarzanie modeli o wysokiej wytrzymałości mechanicznej, odporności chemicznej oraz cieplnej, co czyni ją idealną do zastosowań przemysłowych, takich jak prototypowanie funkcjonalne, produkcja części zamiennych czy elementów konstrukcyjnych.
W technologii SLS najczęściej wykorzystywane są materiały takie jak poliamidy (np. PA12, PA11), które charakteryzują się bardzo dobrymi właściwościami mechanicznymi, odpornością na ścieranie oraz wysoką temperaturę. Istnieją również proszki wzmacniane włóknem szklanym czy węglowym, które dodatkowo poprawiają wytrzymałość gotowych modeli.
Istotną zaletą technologii SLS jest brak konieczności używania dodatkowych podpór, gdyż niespieczony proszek stanowi naturalne wsparcie dla drukowanych elementów. Dzięki temu możliwe jest łatwe drukowanie modeli o skomplikowanej strukturze wewnętrznej.
Jednak gotowe modele wymagają dodatkowego oczyszczania z resztek proszku oraz mogą wymagać postprocessingu w celu poprawy powierzchni.
Wilson Sporting Goods Co., światowy lider sprzętu sportowego, wprowadził na rynek pierwszą całkowicie wydrukowaną w technologii 3D piłkę do koszykówki – Wilson Airless Gen1. Produkt powstał dzięki współpracy z firmami EOS, General Lattice, DyeMansion oraz SNL Creative, z wykorzystaniem technologii selektywnego spiekania laserowego (SLS).
Dzięki zastosowaniu druku 3D piłka nie wymaga pompowania. Specjalna, ażurowa struktura kratownicowa zapewnia parametry gry (waga, rozmiar i odbicie) zbliżone do tradycyjnych piłek. Technologia uprościła produkcję, poprawiła powtarzalność oraz umożliwiła pełną personalizację. Każdy egzemplarz piłki posiada unikalny numer seryjny, podkreślając ekskluzywny charakter limitowanej serii.
Wilson Airless Gen1 jest przykładem udanego wykorzystania technologii addytywnych nie tylko do prototypowania, ale także do produkcji seryjnej wysokiej jakości produktów konsumenckich.
Do ograniczeń technologii SLS należy stosunkowo wysoki koszt samego sprzętu oraz proszków, a także konieczność odpowiedniej infrastruktury produkcyjnej i specjalistycznych warunków przechowywania materiałów. Mimo tych ograniczeń SLS jest szeroko stosowaną technologią, szczególnie tam, gdzie wymagana jest wytrzymałość mechaniczna, skomplikowana geometria oraz wysoka jakość wydrukowanych elementów.
Direct Metal Laser Sintering (DMLS) i Selective Laser Melting (SLM)
Technologie DMLS (Direct Metal Laser Sintering) oraz SLM (Selective Laser Melting) to zaawansowane metody druku 3D służące do produkcji elementów metalowych. Obie bazują na podobnym procesie, polegającym na selektywnym
fot. Wilson Sporting Goods Co.
stapianiu proszku metalowego za pomocą lasera, warstwa po warstwie. Laser punktowo topi proszek na platformie roboczej, tworząc kolejne warstwy o grubości zwykle od 0,02 do 0,1 mm. Proces ten przebiega w specjalnej komorze wypełnionej atmosferą ochronną (najczęściej argonową lub azotową), która zapobiega utlenianiu proszku i zapewnia wysoką jakość produkowanych elementów.
W technologii DMLS dochodzi do spiekania proszku metalowego w temperaturze poniżej punktu topnienia, co oznacza, że cząsteczki materiału zostają ze sobą trwale połączone, ale nie dochodzi do pełnego stopienia metalu. Dzięki temu DMLS jest szczególnie efektywna w przypadku stopów metali oraz umożliwia drukowanie precyzyjnych struktur przy zmniejszonym ryzyku wystąpienia dużych naprężeń wewnętrznych.
Natomiast w technologii SLM proszek metalowy jest całkowicie topiony, co skutkuje uzyskaniem jednolitej i zwartej struktury bez porowatości. Metoda ta najlepiej sprawdza się przy produkcji elementów z czystych metali, umożliwiając osiągnięcie bardzo dobrych właściwości mechanicznych, jednak prowadzi do powstawania większych naprężeń wewnętrznych, które często wymagają dodatkowej obróbki cieplnej.
Zastosowanie technologii DMLS pozwala na produkcję skomplikowanych elementów o geometrii trudnej lub wręcz niemożliwej do osiągnięcia za pomocą tradycyjnych metod wytwarzania, takich jak frezowanie czy odlewanie. Metoda ta znajduje szerokie zastosowanie m.in. w przemyśle lotniczym, kosmicznym, motoryzacyjnym, medycynie (implanty, protezy), a także w produkcji narzędzi czy form wtryskowych.
Najczęściej wykorzystywane materiały w technologii DMLS to stal nierdzewna, aluminium, tytan oraz stopy niklu i kobaltu.
Największą zaletą technologii DMLS i SLM jest możliwość wytwarzania skomplikowanych, lekkich struktur metalowych o wysokiej wytrzymałości i doskonałych właściwościach mechanicznych.
Obie technologie posiadają jednak pewne ograniczenia. Procesy te wiążą się z wysokimi kosztami, zarówno pod względem inwestycji w specjalistyczny sprzęt, jak i cen materiałów eksploatacyjnych. Dodatkowo gotowe elementy wymagają obróbki końcowej, obejmującej usuwanie struktur podporowych, obróbkę powierzchni (np. piaskowanie, frezowanie) oraz często obróbkę cieplną, mającą na celu zmniejszenie naprężeń wewnętrznych i poprawę właściwości mechanicznych. Konieczne jest także zapewnienie odpowiednich warunków pracy, w tym ścisła kontrola atmosfery ochronnej oraz przestrzeganie zasad bezpieczeństwa związanych z obsługą proszków metalowych.
Pomimo tych ograniczeń technologie DMLS oraz SLM są niezwykle cenione wszędzie tam, gdzie istotne są parametry wytrzymałościowe, optymalizacja masy oraz możliwość wytwarzania elementów o skomplikowanych kształtach, których produkcja tradycyjnymi metodami byłaby niemożliwa.
Proszek metalu jest spiekany pod wpływem lasera, tworząc pożądany kształt w technologii DMLS / SLM
Electron Beam Melting (EBM)
Technologia druku 3D, w której zamiast lasera stosowana jest wiązka elektronów topiąca proszek metalowy w próżni. Pozwala to topić większe obszary jednocześnie, zwiększając wydajność. Druk w próżni chroni materiał przed utlenianiem, co jest szczególnie istotne przy użyciu stopów tytanu i niklu. Powierzchnia modeli jest bardziej chropowata niż w DMLS/SLM, co zwykle wymaga dodatkowej obróbki.
Multi Jet Fusion (MJF)
Technologia druku 3D opracowana przez HP, w której system atramentowy selektywnie nanosi środki (agenty) na warstwę proszku polimerowego. Następnie warstwa jest podgrzewana promieniowaniem podczerwonym, co powoduje szybkie stopienie i zespolenie całych warstw. Metoda ta zapewnia wysoką jakość powierzchni, dobrą wytrzymałość mechaniczną oraz większą szybkość niż SLS.
I Natryskowanie materiałów
Material Jetting (MJ, PolyJet)
Technologia podobna do druku atramentowego – ciekły fotopolimer lub wosk natryskiwany jest przez mikrodysze i utwardzany światłem UV. Umożliwia uzyskanie modeli o wysokiej rozdzielczości, wielomateriałowych oraz pełnokolorowych.
Binder Jetting (BJ)
Proces selektywnego nanoszenia płynnego spoiwa na warstwy proszku (metalowego, ceramicznego lub piaskowego). Gotowe modele wymagają dodatkowego spiekania (metale, ceramika) lub impregnacji żywicą (modele piaskowe). Technologia pozwala szybko drukować duże obiekty, np. formy odlewnicze i modele architektoniczne.
Drop on Demand (DOD)
Technologia precyzyjnego dozowania kropli materiału (najczęściej wosku lub fotopolimeru) warstwa po warstwie. Korzysta z dwóch dysz: jednej do nanoszenia materiału budulcowego i drugiej do materiału podporowego (zwykle wosku). Stosowana głównie do druku precyzyjnych modeli odlewniczych w jubilerstwie i stomatologii.
I Laminowanie materiałów
LOM (Laminated Object Manufacturing)
LOM to metoda warstwowego laminowania materiałów, w której kolejne arkusze papieru, tworzyw sztucznych lub metalu są klejone i wycinane warstwa po warstwie. Proces ten pozwala na szybkie tworzenie dużych modeli bez konieczności stosowania struktur podporowych, ponieważ nadmiar materiału pełni funkcję podparcia.
I Podsumowanie
Przykłady zastosowania zaawansowanych technologii druku 3D wymownie pokazują różnorodność i wszechstronność tego typu rozwiązań w dzisiejszym przemyśle.
W lotnictwie i kosmonautyce druk 3D pozwala na wytwarzanie elementów turbin silników lotniczych z tytanu metodami SLM lub DMLS. General Electric Aviation jest przykładem firmy, która wykorzystuje te technologie do produkowania komponentów o minimalnej masie i wyjątkowej wytrzymałości, znacząco zwiększając efektywność silników.
W medycynie oraz stomatologii technologie addytywne, takie jak SLM, DMLS czy EBM, stosowane są do tworzenia indywidualnych implantów tytanowych. Natomiast technologie SLA oraz PolyJet umożliwiają druk precyzyjnych modeli chirurgicznych oraz protetycznych, dopasowanych do potrzeb konkretnego pacjenta.
W przemyśle motoryzacyjnym technologie SLM, DMLS, SLS oraz MJF znajdują zastosowanie w produkcji lekkich, złożonych elementów o wysokiej wytrzymałości. W samochodach wyścigowych drukowane są komponenty metalowe, takie jak kanały chłodzące, elementy układu zawiesze-
30 maja 2024 r., w ramach projektu Europejskiej Agencji Kosmicznej (ESA) „Metal 3D Printer”, powstał pierwszy metalowy wydruk 3D wykonany w przestrzeni kosmicznej – niewielki element ze stali nierdzewnej w kształcie litery „S”. Technologia ta umożliwi przyszłym załogom misji kosmicznych samodzielne drukowanie elementów metalowych potrzebnych do napraw i konserwacji sprzętu, zwiększając ich autonomię oraz bezpieczeństwo.
nia czy optymalizowane konstrukcyjnie części mechaniczne, zapewniające poprawę osiągów pojazdów.
W jubilerstwie druk 3D jest powszechnie wykorzystywany do precyzyjnego tworzenia wzorców metodami MJ lub DOD. Modele te są następnie wykorzystywane w odlewaniu biżuterii, co pozwala na produkcję bardzo szczegółowych i wyrafinowanych wyrobów.
Produkcja narzędzi oraz form wtryskowych coraz częściej odbywa się za pomocą technologii SLM oraz DMLS. Dzięki nim możliwe jest wykonanie form i wkładek narzędziowych z zaawansowanymi, konformalnymi kanałami chłodzącymi. Pozwala to znacząco skrócić czas cyklu produkcyjnego, zwiększyć jakość wyprasek oraz obniżyć koszty produkcji.
W prototypowaniu i modelarstwie technologie SLA, SLS oraz PolyJet oferują możliwość szybkiego tworzenia funkcjonalnych prototypów o doskonałej jakości powierzchni oraz bardzo wysokim odwzorowaniu detali. Pozwala to na szybszą weryfikację projektów i przyspieszenie procesów wdrożeniowych.
Te przykłady pokazują, jak zaawansowane technologie druku 3D przyczyniają się do optymalizacji konstrukcji, materiałów oraz procesów produkcyjnych w wielu gałęziach przemysłu, tworząc zupełnie nowe możliwości. •
fot. NASA
Ekstruzja
Tworzywa techniczne: ABS i SAN
Kopolimer akrylonitrylo-butadienowo-styrenowy (ABS) jest najbardziej popularnym i najszerzej stosowanym tworzywem konstrukcyjnym na świecie. Z kolei SAN to kopolimer styrenu i akrylonitrylu otrzymywany przez polimeryzację suspensyjną lub emulsyjną. Obydwa tworzywa posiadają szereg wyjątkowych właściwości, dzięki którym są na szeroką skalę stosowane w przemyśle jako tworzywa techniczne
Marta Lenartowicz-Klik
Sieć Badawcza
Łukasiewicz – Instytut
Inżynierii Materiałów
Polimerowych i Barwników
Termin „tworzywa techniczne” odnosi się do tworzyw termoplastycznych lub konstrukcyjnych, których właściwości wykraczają poza właściwości standardowych tworzyw takich jak PE, PP, PS, PVC i PET. Są nieco droższe, ale mają lepsze parametry techniczne i są produkowane w mniejszych ilościach. Krótko mówiąc, te tworzywa sztuczne są używane do produktów technicznych o specjalnych zastosowaniach. Głównie dzięki korzystnemu stosunkowi wagi do wytrzymałości i możliwości dostosowania właściwości, ta grupa tworzyw jest coraz częściej stosowana jako zamiennik innych materia-
łów – zwłaszcza metalu. Ich mieszanie z innymi tworzywami otwiera wiele dodatkowych możliwości, m.in. poprawia właściwości takie jak odporność na ciepło czy trwałość kolorów. Ponieważ branża chemiczna jest jednym z motorów rozwoju gospodarczego, tworzy nowe rozwiązania technologiczne i tym samym wspiera rozwój innych sektorów.
ABS (akrylonitryl/butadien/styren) oraz SAN (styren/akrylonitryl) należą do kopolimerów styrenu, które stanowią liczną grupę tworzyw i są w tej grupie najważniejsze. Ogólne zużycie
tych tworzyw stopniowo wzrasta i tendencje te zostaną utrzymane w kluczowych branżach. Swoje miejsce na rynku znalazły także blendy kopolimerów styrenu z innymi termoplastami, spośród których najbardziej znane są blendy ABS z poliwęglanem i poliamidem. Głównymi odbiorcami tej grupy kopolimerów styrenu są: przemysł motoryzacyjny i transportowy, przemysł elektroniczny i elektryczny, a także informatyka. Ponadto kopolimery te są wykorzystywane do wytwarzania artykułów gospodarstwa domowego i zabawek.
Wyroby z kopolimerów styrenu charakteryzują się doskonałą jakością powierzchni, wysoką stabilnością wymiarów i stałymi parametrami mechanicznymi, prawie nieulegającymi zmianie aż do temperatury mięknienia. Kopolimery styrenu są przetwarzane konwencjonalnymi metodami, takimi jak wytłaczanie, wtryskiwanie i wytłaczanie z rozdmuchiwaniem. Są one szczególnie przydatne w technikach wytwarzania wyrobów o cienkich ściankach, wtryskiwania wieloskładnikowego i współwytłaczania. ABS jest terpolimerem akrylonitrylu-butadienu-styrenu, a SAN jest bipolimerem akrylonitrylu-styrenu. Każdy z trzech składników posiada pewne funkcje. Właściwości tych tworzyw mają charakter pośredni pomiędzy podstawowymi tworzywami termoplastycznymi, a tworzywami o doskonałych właściwościach wytrzymałościowych. Akrylonitryl zapewnia odporność chemiczną i twardość, butadien przyczynia się do wytrzymałości i odporności na uderzenia; styren zapewnia połysk i przetwarzalność. Łącząc powyższe cechy, ABS jest obecnie najpopularniejszym i najbardziej ekonomicznym tworzywem sztucznym.
I Kopolimer ABS
Kopolimer akrylonitrylo-butadienowo-styrenowy (ABS) jest najbardziej popularnym i najszerzej stosowanym tworzywem konstrukcyjnym na świecie. Jest amorficznym polimerem otrzymywanym na drodze polimeryzacji emulsyjnej lub polimeryzacji w masie akrylonitrylu ze styrenem w obecności polibutadienu. Dzięki trzem różnym monomerom, ABS wykazuje odporność chemiczną i stabilność termiczną (właściwości te zawdzięcza obecności akrylonitrylu), dobrą odporność na uderzenie, również w niskich temperaturach (butadien), sztywność i dobre przetwórstwo (styren). Zmieniając proporcje poszczególnych składników tworzywa ABS oraz dodając modyfikatory, producenci tworzą zróżnicowane gatunki o określonych właściwościach.
Tworzywo ABS można stosować w zakresie temperatury od -20°C do +80°C. Jest odporne na działanie wodnych roztworów kwasów, zasad, stężonego kwasu chlorowodorowego i fosforowego, alkoholi oraz olejów zwierzęcych, roślinnych i mineralnych. ABS nie jest odporny na działanie stężonych kwasów: siarkowego i azotowego. Kopolimer ten rozpuszcza się w estrach, ketonach, acetonie i chlorku
etylenu. Przetwórstwo tworzywa ABS obejmuje procesy formowania wtryskowego i wytłaczania. ABS szeroko wykorzystywany jest w wielu gałęziach przemysłu; wśród zastosowań wymienić należy: wewnętrzne panele drzwiowe, słupki, elementy foteli, kratki wlotu powietrza, deski rozdzielcze, zabawki (np. klocki Lego), telefony, kaski ochronne, obudowy urządzeń kuchennych i odkurzaczy, panele sterowania sprzętu AGD, brodziki łazienkowe, dachy do ciągników, obrzeża meblowe, wnętrza lodówek.
ABS jest jednym z najpopularniejszych materiałów do druku 3D w technologii FDM (Fused Deposition Modeling). Cechuje się kruchością, ale jednocześnie jest twardy i łatwy w obróbce. Nadaje się również do szlifowania i polerowania poprzez szczotkowanie (można także zastosować kąpiel w oparach acetonu). Niewielką wadę stanowi skłonność do topnienia w momencie, w którym temperatura podczas drukowania ulega wahaniom.
Na rynku dostępnych jest wiele generacji tego kopolimeru i ciągle tworzą się nowe jego odmiany. W przemyśle motoryzacyjnym pewne gatunki ABS łączą w sobie termoodporność wraz z bardzo niską emisją i wysoką płynnością, oferując dobre właściwości mechaniczne, wysoką odporność i doskonałą zdolność do lakierowania. Ten produkt spełnia surowe wymagania przemysłu motoryzacyjnego i nadaje się do zastosowań wewnętrznych i zewnętrznych.
ABS w pewnych układach sprawdza się także jako powłoka galwaniczna odporna na wysoką temperaturę. Nawet po uszkodzeniu powłoki galwanicznej nie powstają ogniwa elektrochemiczne pomiędzy powłoką a podłożem. Wyroby z ABS po pokryciu galwanicznym charakteryzują się lepszymi walorami dekoracyjnymi i użytkowymi, wyższą odpornością mechaniczną i cieplną, wyższą odpornością korozyjną od wyrobów z metalu i niższą pracochłonnością wykonania. Wszystkie te gatunki mają specjalne receptury materiałowe spełniające wymagania procesu galwanizacji, zapewniając wysoką jakość powierzchni klasy A. Materiał ma kilka innych zalet w stosunku do pozostałych gatunków na rynku zdolnych do platerowania i odpornych na wysoką temperaturę, takich jak zgodność z wymogami niskiej emisji spalin samochodowych. Istnieje także gama rozwiązań z obszaru tworzyw sztucznych przeznaczonych do produkcji narzędzi medycznych.
Tworzywo to wyróżnia się cennymi właściwościami takimi jak: duża sztywność i udarność z karbem, bardzo dobre właściwości powierzchni uformowanych wyrobów oraz odporność na korozję naprężeniową. Istnieje wiele metod produkcji kopolimeru ABS, jednak największe znaczenie praktyczne mają dwie:
• mieszanie mechaniczne polibutadienu (lub kopolimeru butadien-styren) z kopolimerem SAN przy jednocze-
snym szczepieniu kopolimeru styren-akrylonitryl jako matrycy polimerowej;
• proces dwuetapowy: polimeryzacja butadienu i jednoczesna kopolimeryzacja.
W wyniku polimeryzacji trzech różnych monomerów powstaje terpolimer z dwiema fazami: fazę ciągłą tworzy kopolimer styren – akrylonitryl (SAN), natomiast fazę rozproszoną stanowi kauczuk polibutadienowy. Dostępne są tworzywa o różnych charakterystykach, w zakresie od średniej do wysokiej udarności, od niskiego do wysokiego połysku powierzchni i o różnej temperaturze ugięcia pod obciążeniem.
Najważniejsze właściwości ABS:
• gęstość: 1,02–1,2 g/cm3
• chłonność wody: 0,05–1,8%
• skurcz prasowniczy: 0,0061–0,042 cm/cm
• twardość, Shore D: 100
• wytrzymałość na rozciąganie: 29,8–65 MPa
• wydłużenie względne przy zerwaniu: 2–110%
• wydłużenie na granicy plastyczności: 1,7–6%
• moduł sprężystości przy rozciąganiu: 1793–3199 MPa
• wytrzymałość przy zginaniu: 47,8–106,9 MPa
• wytrzymałość przy ściskaniu: 52,4–86,2 MPa
• udarność bez karbu: bez złamania
• udarność z karbem: 10 kJ/m2
• udarność z karbem w temp. -40°C: 4 kJ/m2
• temperatura zeszklenia: 87–149°C.
Podczas przetwórstwa ABS należy pamiętać, że tworzywo to jest bardziej higroskopijne niż polistyren, dlatego należy je przed przetwórstwem wysuszyć. Zaleca się suszenie w temperaturze 80–90°C przez co najmniej 2 godziny. Zawartość wilgoci w materiale musi wynosić poniżej 0,1%. Zalecane temperatury przetwórstwa to 200–280°C, temperatura topnienia wynosi 230°C. Temperatura formy wpływa na połysk powierzchni wypraski: niższa temperatura formy zapewni niższy połysk powierzchni wypraski.
Blendy ABS + PA
Szerokie zastosowanie mają też mieszanki (blendy) ABS z poliwęglanami, które odznaczają się wyższą temperaturą ugięcia pod obciążeniem (95–125°C). Blendy te wykazują ponadto dobrą wytrzymałość na uderzenie w niskiej temperaturze, są uznawane za materiały samogasnące i o obniżonej palności. Blenda PC/ABS zapewnia unikalne połączenie dobrego przetwórstwa ABS z doskonałymi właściwościami mechanicznymi, udarnością i odpornością termiczną PC. Mieszanki te są idealnie przystosowane do produkcji wyrobów przeznaczonych do funkcjonowania w szerokim zakresie temperatury. Optymalne właściwości blendy PC/ABS uzyskuje się poprzez odpowiedni stosunek zawartości obu
polimerów, odpowiednią masę cząsteczkową poliwęglanu oraz dodatków modyfikujących. Wzajemna proporcja PC i ABS wpływa głównie na wytrzymałość termiczną gotowego produktu. PC/ABS wykazuje efekt synergiczny działania połączonych składników, dzięki czemu udarność mieszanki w niskich temperaturach przewyższa wartości osiągane oddzielnie przez poliwęglan i ABS.
Blendy PC/ABS stosuje się głównie w przemyśle motoryzacyjnym – produkuje się z nich deski rozdzielcze, konsole, schowki podręczne, słupki nadwozia, fotele (formowanie z rozdmuchem), ochraniacze koła – i w przemyśle elektronicznym, do obramowań ekranów TV, obudów ekranów w laptopach, przenośnych urządzeń multimedialnych, paneli LCD, klawiatur, adapterów i ładowarek, obudów telefonów komórkowych.
Płyty ABS + PMMA, +ASA, +TPU
Na bazie ABS i z udziałem innych tworzyw poprzez współwytłaczanie produkuje się m.in. płyty dwuwarstwowe ABS/ PMMA (ABS – przeciętnie ok. 90% grubości płyty, z polimetakrylanem metylu PMMA – ok. 10% grubości płyty).
Podstawową zaletą takiej płyty jest odporność powierzchni pokrytej PMMA na wpływ czynników atmosferycznych,
w szczególności na promieniowanie UV. Płyty są wykorzystywane jako materiał na elementy zewnętrzne w budowie pojazdów; wykonuje się z nich elementy karoserii, bagażniki samochodowe, przyczepy campingowe, obudowy maszyn i urządzeń pracujących na zewnątrz (agregaty, kosiarki, kolektory słoneczne itp.). Branża stolarska wykorzystuje ten materiał przy produkcji drzwi zewnętrznych jako dobrą alternatywę dla okładzin z płyt PVC, ze względu na wyższą odporność na UV oraz lepszą termoformowalność płyt ABS/PMMA. Płyty z tych tworzyw wykorzystywane są również na obudowy sprzętu sportowego (np. kajaki oraz inny sprzęt pływający) i kosmetycznego (solaria).
Płyta ABS/ASA jest płytą dwuwarstwową, powstałą w drodze koekstruzji ABS z ASA i charakteryzującą się, podobnie jak ABS/PMMA, odpornością na wpływ czynników atmosferycznych i promieniowania UV, ale oferującą lepsze właściwości mechaniczne powierzchni zewnętrznej. Obszar zastosowań ABS/ASA jest podobny do ABS/PMMA. Lepsze właściwości mechaniczne ASA kwalifikują ten materiał na elementy bardziej narażone na urazy mechaniczne i pracujące w niskich temperaturach.
Produkty współwytłaczania ABS/TPU oraz TPU/ABS/ TPU – są płytami odpowiednio dwu- lub trójwarstwowymi
otrzymanymi poprzez koekstruzję ABS z termoplastycznymi poliuretanami (TPU), alifatycznymi i aromatycznymi na bazie poliestrów lub polieterów. Tak zróżnicowane metody otrzymywania TPU dają w efekcie końcowym tworzywo o wielu bardzo zróżnicowanych właściwościach. Płyty ABS koekstrudowane z TPU wyróżnia bardzo dobra odporność na zużycie cierne i zarysowania, własności antypoślizgowe oraz tłumienie hałasu, przyjemna w dotyku powierzchnia, tzw. SoftTouch (przy zastosowaniu TPU o mniejszej twardości). Wyroby z ABS/TPU znalazły największe zastosowanie w branży motoryzacyjnej, produkuje się z niego elementy wyposażenia wnętrz pojazdów samochodowych oraz wyłożenie przestrzeni bagażowej. Dzięki odporności chemicznej i mechanicznej stosowany jest do produkcji palet transportowych oraz skrzynek i walizek narzędziowych.
I Kopolimer SAN
SAN jest kopolimerem styrenu i akrylonitrylu otrzymywanym przez polimeryzację suspensyjną lub emulsyjną. Zawartość akrylonitrylu w tym tworzywie waha się zazwyczaj w granicach 20–30%, co powoduje polepszenie właściwości fizycznych i chemicznych tworzywa w porównaniu z homopolimerem polistyrenu. Wykazuje natomiast niższą od ABS udarność, gdyż nie zawiera kauczuku. Pozostałe
parametry wytrzymałościowe są podobne do ABS ogólnego stosowania. SAN wykazuje odporność na szeroki zakres chemikaliów, w tym kwasy, zasady, oleje i rozpuszczalniki. Ta odporność chemiczna pozwala mu pozostać stabilnym i nienaruszonym przy narażeniu na substancje żrące, dzięki czemu nadaje się do zastosowań w trudnych lub korozyjnych środowiskach. SAN przeważnie zastępuje polistyren ogólnego zastosowania w aplikacjach wymagających podwyższonej odporności chemicznej oraz nieco wyższej odporności termicznej. Jest on odporny na alifatyczne węglowodory, kwasy nieutleniające, zasady, alkohole, oleje roślinne oraz detergenty.
Kopolimer SAN jest tworzywem o wysokiej przezroczystości i dlatego stosuje się go do wytwarzania artykułów gospodarstwa domowego (np. dozowników detergentów, naczyń i innych pojemników, w tym także próżniowych, jak i akcesoriów łazienkowych). Ponadto, SAN używa się do produkcji wyrobów przeznaczonych do wykorzystania w medycynie i w opakowaniach kosmetyków. Kopolimer ten jest natomiast twardszy niż ABS (przez to trudniejszy do zarysowania), łatwiejszy w przetwórstwie i dużo tańszy od PMMA. W porównaniu z polistyrenem niskoudarowym wykazuje lepszą odporność chemiczną na działanie węglowodorów alifatycznych i aromatycznych, estrów i kwasów organicznych. SAN charakteryzuje się odpornością chemiczną, dużą sztywnością i wysoką twardością powierzchniową. Jest on tworzywem o dużej przezroczystości, a wytwarzane z niego elementy cechuje lekki połysk. Ponadto odporność na zarysowania czyni go materiałem odpowiednim do produkcji stojaków produktowych i artykułów kosmetycznych. Ma naturalnie lekko żółte zabarwienie, ale dostępny jest również w odcieniu błękitnym. Ponieważ standardowa odmiana SAN nie jest przystosowana do aplikacji zewnętrznych, opracowano też warianty odporne na działanie promieniowania UV.
Tworzywo to może być przetwarzane metodą wtrysku, wytłaczania i prasowania. Wykazuje doskonałą stabilność wymiarową, co oznacza, że podczas procesu formowania ulega minimalnemu skurczowi. Ta właściwość zapewnia spójne wymiary produktu i pozwala na ścisłe tolerancje, przyczyniając się do dokładności i precyzji wytwarzanych komponentów. SAN znajduje zastosowanie w różnych branżach ze względu na swoje unikalne połączenie właściwości. Jest szeroko wykorzystywany w przemyśle dóbr konsumpcyjnych do wielu produktów. Używa się go do produkcji naczyń kuchennych, artykułów gospodarstwa domowego, pojemników na kosmetyki i zabawek. Jego przejrzystość, trwałość i atrakcyjna estetyka sprawiają, że jest popularnym wyborem do tych zastosowań.
SAN stosuje się także w przemyśle motoryzacyjnym do elementów wewnętrznych i wykończeniowych. Jest używany do produkcji paneli instrumentów, klamek drzwi, elemen-
tów deski rozdzielczej i innych elementów wyposażenia wnętrza. Jego wysoka wytrzymałość na uderzenia i stabilność wymiarowa sprawiają, że nadaje się do tych wymagających zastosowań. SAN wykorzystuje się też w sektorze elektronicznym i elektrycznym. Jest używany do produkcji złączy, przełączników i obudów urządzeń elektronicznych i sprzętów AGD. Właściwości izolacji elektrycznej tworzywa sztucznego SAN w połączeniu z jego innymi cechami sprawiają, że jest to niezawodny materiał do elementów elektronicznych.
Ponadto tworzywo to jest stosowane w przemyśle opakowaniowym: m.in. w produkcji przezroczystych pojemników, butelek i opakowań blistrowych. Przejrzystość i odporność chemiczna zapewniają ochronę i widoczność zapakowanych towarów. Co więcej, SAN jest również wykorzystywany w produkcji artykułów piśmiennych i biurowych. Powszechnie używa się go do korpusów długopisów, linijek, pojemników do przechowywania i innych akcesoriów.
Korpus jednorazowych zapalniczek jest często wykonany z SAN, ponieważ pozwala użytkownikom zobaczyć poziom paliwa wewnątrz zapalniczki. Ponadto materiał zapewnia dobrą wytrzymałość mechaniczną i trwałość, dzięki czemu zapalniczka może wytrzymać wymagania regularnego użytkowania. SAN jest też wykorzystywany w przemyśle medycznym i opieki zdrowotnej do różnych zastosowań. Jest powszechnie używany w produkcji urządzeń medycznych, sprzętu laboratoryjnego i opakowań farmaceutycznych.
Do najważniejszych właściwości SAN zalicza się:
• gęstość: 1,08 g/cm3
• MFR: 0,7 g/10 min.
• wytrzymałość na rozciąganie: 75 MPa
• wydłużenie przy zerwaniu: 5%
• moduł sprężystości: 3600 MPa
• temperatura zeszklenia: 106°C
• rezystywność skrośna: 1016 Ω•m
• rezystywność powierzchniowa: 1014 Ω
• chłonność wody po 96 h: 0,2%.
I Ciekawostki i nowości
Żywice ECO ABS zostały wprowadzone na rynek w 2024 r. i są przeznaczone dla branży automotive oraz do zastosowań przemysłowych i dóbr konsumpcyjnych, takich jak taśmy krawędziowe, zbiorniki na wodę do ekspresów do kawy lub szczoteczki do zębów. Żywice wykorzystują wyłącznie styren pochodzący z recyklingu poużytkowego (PCR) uzyskany z odpadów domowych, a końcowe zastosowania mogą uzyskać dowolny odcień dzięki użyciu koncentratów kolorów. Takie żywice to szczególnie ważny krok, ponieważ monomer styrenu pochodzi z przetworzonych odpadów domowych, co oznacza, że dzisiejsze śmieci staną się jutro
wysoko wydajnym plastikiem; żywica zawierająca PCR nie tylko pomaga producentom zmniejszyć ogólny ślad węglowy ich pojazdów, ale także żyć w zgodzie z dyrektywami UE dotyczącymi stosowania plastiku PCR.
Żywice o zrównoważonym charakterze zawierają do 60% chemicznie przetworzonego styrenu. Przetworzony styren jest łączony z polimerami na bazie paliw kopalnych podczas polimeryzacji zgodnie z procesem bilansu masy. Ponieważ przetworzony styren staje się identyczny pod względem składu chemicznego ze swoim pierwotnym odpowiednikiem podczas krakingu surowca, segregacja podczas produkcji jest niepotrzebna.
Materiały są strukturalnie i funkcjonalnie takie same jak ich odpowiedniki pierwotne i mogą być stosowane z istniejącymi narzędziami i sprzętem w tych samych warunkach przetwarzania. Dzięki temu nowe materiały są rozwiązaniem typu drop-in, oferując jednocześnie potencjalny spadek śladu węglowego nawet o 18% w porównaniu ze średnimi gatunkami przemysłowymi ABS i SAN.
I Rynek
Oczekuje się, że rynek żywic ABS i SAN będzie rósł w nadchodzących latach. Wzrost będzie silny w motoryzacji i transporcie, elektryce i elektronice oraz w sprzęcie AGD. Przewiduje się, że konsumpcja żywic ABS i SAN na mieszkańca w krajach rozwijających się, takich jak Chiny, Indie i rejon Azji Południowo-Wschodniej, wzrośnie ze względu na wymianę istniejących urządzeń, w połączeniu z nowym popytem pochodzącym ze strony rosnącej populacji miejskiej. Szacuje się, że światowy rynek żywic akrylonitrylowo-butadienowo-styrenowych (ABS) i styrenowo-akrylonitry-
lowych (SAN) do 2028 r. osiągnie 15 mln ton metrycznych przy rocznym tempie wzrostu (CAGR) wynoszącym 4,1% w latach 2022–2028.
I Podsumowanie
Żywice akrylonitrylowo-butadienowo-styrenowe (ABS) i styrenowo-akrylonitrylowe (SAN) to tworzywa sztuczne, które można łączyć z różnymi dodatkami, aby uzyskać specjalne właściwości, dzięki czemu są wszechstronne i atrakcyjne dla różnych zastosowań końcowych. Obie są produkowane w różnych gatunkach o znacznej różnorodności właściwości, tak więc przetwórcy tworzyw sztucznych mogą wybrać konkretny gatunek do konkretnego zastosowania. •
Literatura https://bakeliteengg.com/abs-compounds/ https://www.ensingerplastics.com/en/thermoplastic-materials/san-plastic https://europlas.com.vn/en-US/blog-1/san-plastic-what-is-it https://www.vdlglplastics.nl/en
Senkerik V., et al. Effect of recycled particle size to micro-hardness properties of styrene acrylonitrile. Defect and Diffusion Forum, 2016, Vol. 368, pp 154-157. ISSN 1012-0386
Zhu J., et al. Effects of styrene-acrylonitrile contents on the properties of ABS/SAN blends for fused deposition modelling. Journal of Applied Polymer Science, 2017, Vol. 134, No. 7, pp 1-5. ISSN 0021-8995
Jung H.J., et al. Influence of Acrylonitrile Content in Styrene-Acrylonitrile Copolymer on the Phase Morphology and Interfacial Tension in Blends of Polycarbonate/Styrene/Acrylonitrile Copolymer. Macromolecular Research, 2014, Vol. 22, No. 2, pp 146-153. ISSN 1598-5032
Metody oznaczania podatności materiałów polimerowych na biodegradację
Badania podatności materiałów polimerowych na biodegradację są regulowane przez szereg norm ASTM i ISO. Wbrew pozorom, analiza tego aspektu wcale nie zalicza się do łatwych zadań, a metodyka badań jest regularnie dopracowywana i ulepszana
dr hab. Agnieszka Richert
Uniwersytet Mikołaja
Kopernika w Toruniu
Testowanie materiałów polimerowych pod kątem biodegradacji nie jest prostym doświadczeniem, ze względu na mnogość czynników wpływających na ten proces. Ten bezsprzeczny fakt nie narusza jednak ciągłych procesów prac naukowo-badawczych, prowadzonych przez naukowców, generujących różną metodykę, ulegającą rokrocznym udoskonaleniom. Dzięki temu w ostatnich latach metody oceny stopnia biodegradowalności ulegały stopniowej normalizacji.
I Normy dotyczące biodegradacji
W niniejszej części artykułu zestawiono normy dotyczące biodegradacji materiałów polimerowych, które zostały opracowane przez Instytut Standaryzacji Amerykańskiego Stowarzyszenia ds. Badań i Materiałów (ASTM), Niemieckie Stowarzyszenie Producentów Materiałów Biodegradowalnych (IBAW) oraz Międzynarodową Organizację ds. Standaryzacji. Na tym etapie należy zauważyć, że normy dotyczące biode-
W oparciu o aktualne dane literaturowe, przedstawiono ważniejsze znormalizowane techniki oraz nieznormalizowane metody badawcze zmierzające do oznaczenia stopnia degradacji, czy też kompostowania materiałów polimerowych.
gradacji w warunkach tlenowych przeważają nad tymi, które dotyczą badań prowadzonych w warunkach beztlenowych [1,2].
Zestawienie norm ASTM dotyczących biodegradacji:
• ASTM D 5247 „Standard test method for determining the aerobic biodegradability of degradable plastics by specific microorganisms”. W normie przedstawione są metody oceny tlenowej biodegradacji z wykorzystaniem selektywnych mikroorganizmów.
• ASTM D 5271 „Standard test method for determining the aerobic biodegradation of plastic materials in an activated-sludge-wastewater-treatment system”. Norma określa tlenową biodegradację tworzyw sztucznych w osadzie czynnym.
• ASTM D 5338 „The method for determining aerobic biodegradation of plastic materials under controlled composting conditions”. W normie przedstawione są metody badań materiałów z tworzyw sztucznych do określenia tlenowej biodegradowalności w kontrolowanych warunkach kompostowania.
• ASTM D 5511 „Test method for determining anaerobic biodegradation of plastic materials under high-solids anaerobic-digestion conditions”. Norma określa beztlenową biodegradację tworzyw sztucznych w procesie beztlenowej fermentacji.
• ASTM D 5526 „The method for determining anaerobic biodegradation of plastic materials under controlled landfill conditions”. Norma określa beztlenową biodegradację tworzyw sztucznych w warunkach przyspieszonego składowania na wysypiskach.
• ASTM D 5988 „Standard test method for determining aerobic biodegradation of plastic materials in soil”. Norma dotyczy metody badań dla określenia tlenowej biodegradacji materiałów polimerowych w glebie.
• ASTM D6094 „Standard guide to assess the compostability of environmentally degradable non-woven fabrics”. Przewodnik oceny kompostowania dla środowiska degradacji włóknin.
• ASTM D6340 „Standards test methods for determining aerobic biodegradation of radidabelled plastic materials in an aqueous or compost environment”. Standardy metody badań określające tlenową biodegradację tworzyw sztucznych w środowisku wodnym lub kompoście.
• ASTM D6400 „Standard specification for compostable plastic”. Wymagania dla kompostowalnych tworzyw sztucznych.
• ASTM D6691 „The method for determining aerobic biodegradation of plastic In the Marine environment by a defined microbial consortium or natural sea water inoculum”. Określenie tlenowej biodegradacji tworzyw sztucznych w środowisku morskim przez zdefiniowane szczepy bakterii lub naturalne inoculum wody morskiej.
• ASTM D6776 „Standard test method for determining anaerobic biodegradability of radiolabelled plastics materials in a laboratory-scale simulated land fill environment”. Standardowa metoda badań dla określenia beztlenowej biodegradacji tworzyw sztucznych w środowisku symulowanego gruntu w skali laboratoryjnej.
• ASTM D6868 „Standard specification for biodegradable plastics uses as coatings on paper and other compostable substrates”. Standardowa specyfikacja dla biodegradowalnych tworzyw sztucznych wykorzystująca papier i inne podłoża kompostowe.
• ASTM D6954 „Standards guide for exposing and testing plastics that degrade in the environment by a combination of oxidation and biodegradation”. Metody badań tworzyw sztucznych, które ulegają jednoczesnemu utlenieniu i biodegradacji w środowisku.
• ASTM D7081 „Standard specification for non-floating biodegradable plastics in the marine environment”. Standardowa specyfikacja dla niepływających tworzyw sztucznych ulegających biodegradacji w środowisku morskim.
Zestawienie norm ISO dotyczących biodegradacji materiałów polimerowych:
• PN-ISO 11266 „Jakość gleby – Zasady prowadzenia badań laboratoryjnych nad biodegradacją związków organicznych w glebie w warunkach tlenowych”.
• PN-EN 13432 „Opakowania – Wymagania dotyczące opakowań przydatnych do odzysku przez kompostowanie i biodegradację – Program badań i kryteria oceny do ostatecznej akceptacji opakowań”.
• PN-EN ISO 14045 „Opakowania – Ocena procesu rozpadu materiałów opakowaniowych w badaniach praktycznych, w określonych warunkach kompostowania”.
• PN-EN ISO 14806 „Packaging – Preliminary Evaluation Of The Disintegration Of Packaging Materials Under Simulated Composting Conditions In A Laboratory Scale Test”. Opakowania – Wstępna ocena rozpadu materiałów opakowaniowych w symulowanych warunkach kompostowania w skali laboratoryjnej.
• ISO 14851 „Determination of the aerobic biodegradability of plastic materials in an aqueous medium –Method by measuring the oxygen demand in a closed respirometer.” Określenie tlenowej biodegradacji tworzyw sztucznych w środowisku wodnym – metoda pomiaru zużytego tlenu.
• PN-EN ISO 14852 „Oznaczanie całkowitej biodegradacji tlenowej materiałów polimerowych w środowisku wodnym – Metoda oznaczania wydzielonego ditlenku węgla”.
• ISO 14853 „Plastics-Determination of the ultimate anaerobic biodegradation of plastic materials in an aqueous system – Method by measurement of biogas production”. Określenie tlenowej biodegradacji two-
rzyw sztucznych w środowisku wodnym – metoda pomiaru produkcji biogazu.
• ISO 14855-1 „Determination of the ultimate aerobic biodegradability of plastic materials under controlled composting conditions - Method by analysis of evolved carbon dioxide – Part 1: General method”. Określenie tlenowej biodegradacji tworzyw sztucznych i ich zdolności do dezintegracji w kontrolowanych warunkach kompostowania – metoda pomiaru wydzielonego ditlenku węgla.
• ISO 15985 „Plastics – Determination of the ultimate anaerobic biodegradation and disintegration under high-solids anaerobic-digestion conditions – Method by analysis of released biogas”. Określenie beztlenowej biodegradacji tworzyw sztucznych oraz ich dezintegracji w procesie beztlenowej fermentacji – metoda analizy wydzielonego biogazu.
• PN-EN ISO 17556 „Tworzywa sztuczne – oznaczanie całkowitej biodegradacji tlenowej materiałów polimerowych w glebie za pomocą pomiaru zapotrzebowania tlenu w respiratorze lub ilości wydzielonego ditlenku węgla”.
• PN-EN ISO 20200 „Tworzywo sztuczne – Oznaczanie stopnia rozkładu tworzyw sztucznych w symulowanych warunkach kompostowania w skali laboratoryjnej”.
• ISO 17088 „Specifications for compostable plastics”. Wymagania dla kompostowalnych tworzyw sztucznych.
I Metody naukowo-badawcze, doświadczalne, określające podatność materiałów polimerowych na biodegradację
W praktyce prace rozwojowe, naukowo-badawcze polegają na wykorzystaniu wielu różnych technik i metod umożliwiających obiektywne określenie podatności. Należą do nich m.in.:
• wyznaczenie ubytku masy próbki materiału polimerowego [2,3,4]
• badania stopnia mineralizacji przez pomiar ilości wydzielanych lub pochłoniętych gazów [5,6,7,8]
• wyznaczenie zmian średnich ciężarów cząsteczkowych [3,8]
• oznaczanie stopnia usieciowania [3,8]
• określenie zmian właściwości mechanicznych [5,8]
• pomiar ilości wydzielanych lub pochłoniętych gazów
• pomiar obfitości biofilmu
• ocena liczebności mikroorganizmów [4,8]
• analizy elementarne i zmian struktury molekularnej [7]
• badania spektrofotometryczne [7]
• badania mikroskopowe [2,3,5,7]
• badania zmian stopnia krystaliczności [7,8]
• analizy widm (FTIR), metod termograwimetrycznych [7,8,9].
I Potwierdzenie
przydatności do
kompostowania
Biorąc pod uwagę główną cechę materiałów biodegradowalnych, mianowicie ich zdolność do biologicznego rozkładu, można stwierdzić, że stanowią one dobrą alternatywę dla materiałów konwencjonalnych, np. polietylenu. Aby potwierdzić przydatność do kompostowania, potrzebne są jednolite kryteria oceny. W Niemczech opracowano podstawy do opracowania kryteriów certyfikacji wyrobów biodegradowalnych. Dokonało tego Stowarzyszenie Producentów Materiałów Biodegradowalnych (Interessengmeinschaft Biologisch Abbaubare Werkstoffe – IBAW) [10]. Powyższa organizacja zainicjowała opracowanie normy DIN 54900, znaku „przydatność do kompostowania”, rozwój mechanizmu selektywnej zbiórki, segregację odpadów biodegradowalnych i system informacji w opisywanym zakresie [7].
Normy DIN 54900, EN 13432 oraz ASTM 6400 stały się podstawą dla jednostki DIN CERTCO (członek Niemieckiej organizacji Standaryzacji DIN), wydającej certyfikaty wyrobów biodegradowalnych. Certyfikacja jest prowadzona w oparciu o sprecyzowane zasady i szczegółowe procedury. Ma na celu potwierdzenie przydatności do kompostowania materiałów polimerowych, ich mieszanin czy kompozytów, zawierających dodatkowe składniki, farby, lakiery, barwniki, środki biobójcze. Materiał polimerowy, który uzyskuje taki certyfikat jest oznaczany znakiem, przedstawionym na rys. 1.
Rys. 1. Znak (IBAW) informujący o tym, że opakowanie ulega biodegradacji i nadaje się do kompostowania
Wskazany znak jest uznawany w wielu krajach europejskich: Danii, Holandii, Wielkiej Brytanii, Włoszech i Polsce. Belgia, Finlandia i Norwegia posiadają własne logo dotyczące opisywanej kwestii. VINÇOTTE stosuje znaki: „OK biodegradable SOIL” oraz „OK biodegradable WATER”, „OK kompost”, „HOME OK COMPOST”. We Włoszech działa też system CIC (Italian Composting Association wspólnie z Certiquality) [11]. DIN CERTO oraz VINÇOTTE oferują również certyfikację wyrobów przewidzianych do kompostowania w kompostownikach przydomowych. W USA certyfikatów udziela się w oparciu o normę ASTM D 6400. Logo materia-
łom kompostowalnym nadają dwie jednostki: Amerykańska Rada ds. Kompostowania i Instytut Produktów Biodegradowalnych [7]. Obecnie w normach CEN opisane są ogólne własności, jakie powinny spełniać opakowania przydatne do kompostowania. Do tych cech należy: biodegradowalność, zdolność do dezintegracji materiału, a także – niezwykle ważne z punktu widzenia ochrony środowiska – brak negatywnego wpływu zarówno na sam przebieg procesu kompostowania, jak i na stan końcowy kompostu. Według normy DIN 54900 ocena podatności materiału polimerowego do kompostowania składa się z 3 części. Pierwsza część to rozpoczęcie od badania składu chemicznego materiału polimerowego. Druga część to przeprowadzenie badania biodegradacji w warunkach laboratoryjnych, następnie w warunkach zbliżonych do naturalnych. Trzeci etap dotyczy analizy i badań kompostu, głównie pod kątem toksykologicznym [7].
I Podsumowanie
Podatność materiałów polimerowych na biodegradację zależy od wielu czynników, które przenikają się wzajemnie i stanowią wspólny mianownik tego procesu. Niezwykle ważna jest możliwość biodegradacji w środowisku naturalnym, która powinna być poprzedzona stosowaniem komplementarnych metod analitycznych w skali laboratoryjnej.
Niezależnie od zastosowanej metody czy normy, dana procedura powinna zapewnić bezsprzeczny charakter powtarzalności i odtwarzalności. Im bardziej dokładne będzie poznanie najmniejszych szczegółów procesu biodegradacji, tym lepsze i bardziej racjonalne przełożenie uzyska się do rozwiązań w skali makro, z uwzględnieniem zrównoważonej gospodarki odpadami. •
Literatura
[1] https://www.astm.org/
[2] Żenkiewicz M., Richert A., Malinowski R. i in., 2013, A comparative analysis of mass losses of some aliphatic polyesters upon enzymatic degradation, Polymer Testing, 2, 209–214
[3] Żenkiewicz M., Malinowski R., Rytlewski P. i in., 2012, Some composting and biodegradation effects of physically or chemically crosslinked poly(lactide acid), Polymer Testing, 31, 83–85
[4] Bajer K., Kaczmarek H., 2007, Metody badania biodegradacji materiałów polimerowych. Cz. II. Techniki eksperymentalne, Polimery, 1, 13–18
[5] Richert A., Walczak M., 2012, Effect of polyhexamethyleneguanidine derivatives on melt flow rate and susceptibility on biodegradation of polylactide composites, Przemysł Chemiczny, 8, 1617–1620
[7] Czaja-Jagielska N., 2008, Biodegradacja modyfikowanych folii opakowaniowych z wytworzeniem glebowych bakterii denitryfikacyjnych, Wydawnictwo Akademii Ekonomicznej w Poznaniu, Poznań
[8] Bajer K., Richert A., Bajer D., Korol J., 2012, Biodegradation of plastified starch obtained by corotation twin screw extrusion, Polymer Engineering and Science, 12, 2537–2542
[9] Żakowska H., 2010, Euro 2012 a opakowania kompostowalne, Opakowanie, 5, 30–32
[10] Schroeter J., 1998, Creating the Framework for widespread use of biodegradable polymers (standardization, labelling, legislation, biowaste management), IBAW
I Torebki na pieczywo wykonane w 30% z plastiku pochodzącego z recyklingu
Amcor współpracuje z wiodącym australijskim producentem pieczywa, Tip Top Bakeries, aby wprowadzić nowe torby na chleb, wykonane w 30% z plastiku pochodzącego z recyklingu (przy użyciu metody bilansu masowego ISCC). Innowacyjne torby, które zaczęły być oferowane we wrześniu 2024 r., są już dostępne dla bochenków Tip Top The One, Tip Top The One Gluten Free i Tip Top 9 Grain w głównych sklepach detalicznych w całej Australii. Ta pierwsza w branży inicjatywa dla australijskiego segmentu krojonego pieczywa pakowanego pomoże usunąć 160 ton pierwotnego plastiku do grudnia 2025 r. Opiera się ona na zaangażowaniu Tip Top w zrównoważone opakowania i stanowi pewną kontynuację działań podjętych w 2020 r. w związku z wprowadzeniem kartonowych przywieszek do chleba w 100% pochodzących z recyklingu i nadających się do ponownego przetworzenia, co pozwoliło wyeliminować 140 mln sztuk plastiku jednorazowego użytku rocznie.
– W Amcor staramy się być pionierami w zakresie zaawansowanych rozwiązań opakowaniowych, które zmniejszają zależność od pierwotnych tworzyw sztucznych przy jednoczesnym zachowaniu jakości i bezpieczeństwa, których oczekują konsumenci. To partnerstwo nie tylko podkreśla wiodącą pozycję Tip Top w segmencie piekarniczym, ale
także pokazuje wpływ, jaki współpraca w całym łańcuchu wartości i innowacje mogą mieć na rozwój gospodarki o obiegu zamkniętym w Australii – skomentował Richard Smith, dyrektor ds. zrównoważonego rozwoju w Amcor Flexibles w regionie Azji i Pacyfiku.
– Tip Top angażuje się w żywienie australijskich społeczności w bardziej zrównoważony i odpowiedzialny sposób, podejmując kroki w kierunku rozwiązania problemu odpadów z tworzyw sztucznych, przy jednoczesnym zachowaniu świeżości i jakości naszego pysznego pieczywa. Ta inicjatywa stanowi kamień milowy w naszej współpracy z dostawcami opakowań, mającej na celu pomoc w napędzaniu pozytywnych zmian w naszej branży – powiedział Graeme Cutler, dyrektor ds. sprzedaży i ESG Lead w Tip Top Australia.
Naukowcy ze szwedzkiego Chalmers University of Technology opracowali nowatorskie podejście do pakowania tuńczyka w puszce, stosując wodny roztwór aminokwasu cysteiny. Wykazano, że usuwa on do 35% rtęci nagromadzonej w puszkowanym tuńczyku, tym samym znacznie zmniejszając narażenie ludzi na ten pierwiastek poprzez żywność. Badacze potwierdzili też, że im większa powierzchnia mięsa znajduje
się w kontakcie z roztworem, tym wyższy pobór rtęci. Najwyższa wartość redukcji, 35%, została osiągnięta podczas testowania mielonego tuńczyka w puszce, pochodzącego ze zwykłych sklepów spożywczych. Naukowcy nie zaobserwowali jak dotąd żadnych zauważalnych zmian w wyglądzie lub zapachu badanych próbek ryb. Testy oparte na komórkach również dowiodły bezpieczeństwa opracowanej technologii.
Berry Global wprowadza trzy mniejsze rozmiary – 15 ml, 20 ml i 25 ml – do swojej gamy produktów Exclusive Stick and Refill, zapewniając wygodne i atrakcyjne opakowania do wielokrotnego napełniania. Oferuje to markom kosmetycznym i pielęgnacyjnym dalsze możliwości na rosnącym rynku dezodorantów oraz produktów do pielęgnacji twarzy i ciała o stałej formule. Opakowanie może być produkowane z plastiku
pochodzącego z recyklingu poużytkowego (PCR), a jego jednomateriałowa konstrukcja z polipropylenu umożliwia łatwy recykling po zakończeniu okresu użytkowania. Opakowanie uzupełniające oferuje redukcję wagi o około 11,5 grama w stosunku do wariantu początkowego. Rozwiązanie zostało zaprojektowane zgodnie z zasadami obiegu zamkniętego, polegającymi m.in. na ograniczaniu ilości odpadów.
fot.: Chalmers University of Technology I Hanna Magnusson
I Oświetlenie chirurgiczne z wykorzystaniem formowanego wtryskowo polifenylosulfonu
Syensqo, wiodący globalny dostawca zaawansowanych materiałów o wysokiej wydajności i rozwiązań chemicznych, oraz firma MezLight LLC, specjalizująca się w urządzeniach medycznych, współpracowały przy wprowadzeniu na rynek innowacyjnego systemu oświetlenia chirurgicznego, którego kluczowe elementy zostały wykonane metodą wtrysku z tworzywa Radel (PPSU) – polifenylosulfonu.
Efektem tej współpracy jest MezLight, pierwsza na świecie sterylna lampa chirurgiczna do zadań specjalnych, zaprojektowana w celu dostarczenia jasnego, skupionego oświetlenia w wysokiej rozdzielczości na sali operacyjnej oraz zmniejszenia obciążenia fizycznego dla chirurgów, którzy zazwyczaj przez wiele godzin korzystają z ciężkich i nieporęcznych lamp czołowych. Regulowane ramię pozwala na precyzyjne oświetlenie pola operacyjnego i poprawia ergonomię pracy chirurga, eliminując ciężar typowych lamp czołowych. Co więcej, nie ogranicza ono widoczności podczas korzystania z osłon twarzy.
Najważniejszym wyzwaniem inżynieryjnym przy opracowywaniu MezLight było zaprojektowanie oświetlenia zdolnego do wielokrotnej sterylizacji parowej, a jednocześnie zapewniającego niezbędną wytrzymałość mechaniczną przy
chwytaniu i ustawianiu lampy podczas użytkowania. Materiał o wysokiej odporności na temperaturę był niezbędny, aby sprostać wydzielaniu ciepła przez diody LED oraz zapobiec odkształceniom dzięki wysokiej temperaturze zeszklenia polimeru. Radel PPSU wybrano do produkcji zdejmowanej osłony lampy, a także do obudowy zasilania i regulacji jasności, która została uszczelniona przed wnikaniem wilgoci. System pomyślnie przeszedł testy laboratoryjne, dowodząc że wytrzymuje co najmniej 100 cykli autoklawowania.
Głównymi użytkownikami opatentowanej lampy MezLight, wyposażonej w elementy formowane z Radel PPSU od Syensqo, są szpitale, ambulatoryjne placówki chirurgiczne, wojskowe jednostki medyczne oraz weterynaryjne.
DS Smith, międzynarodowy dostawca zrównoważonych rozwiązań opakowaniowych, ogłosił premierę TailorTemp – najnowszego przełomowego rozwiązania do transportu produktów farmaceutycznych w kontrolowanej temperaturze. Składa się ono z wkładek izolacyjnych z tektury falistej oraz zewnętrznego opakowania i może utrzymywać produkty w chłodzie do 36 godzin, stanowiąc dostosowaną do potrzeb oraz
nadającą się do recyklingu alternatywę dla spienionego polistyrenu (EPS). TailorTemp zostało zaprojektowane przez DS Smith w celu wspierania celów zrównoważonego rozwoju firm farmaceutycznych i biotechnologicznych, jednocześnie odpowiadając na ich potrzeby w zakresie przechowywania i transportu wrażliwych produktów leczniczych. Rozwiązanie można dopasowywać do indywidualnych potrzeb klienta.
Klöckner Pentaplast, lider w dziedzinie sztywnych i elastycznych opakowań oraz specjalistycznych rozwiązań foliowych, wraz z Tesco i Hilton Foods rozpoczyna na rynku brytyjskim przedsięwzięcie, którego celem jest pilotażowe wprowadzenie pierwszych w historii tacek na żywność wykonanych w 100% z rPET pozyskanego z recyklingu zużytych tacek. Wszystko dzięki firmowej inicjatywie kp Tray2Tray, która została
opracowana w celu stworzenia silniejszej gospodarki o obiegu zamkniętym w zakresie tacek do pakowania żywności. Przy szacowanym milionie ton tacek PET produkowanych co roku w UE, tylko 5% jest obecnie poddawanych recyklingowi z powrotem na tacki spożywcze. Rozwiązanie od Klöckner Pentaplast może znacznie zwiększyć ten odsetek, tworząc dedykowany strumień dostaw przetworzonego PET z tacek.
Transformacja cyfrowa w przetwórstwie
tworzyw sztucznych: rola IoT i inteligentnych czujników w optymalizacji produkcji
opakowań
Piotr Wiśniewski
DBR 77 Robotics
Sp. z o.o.
Współczesna branża przetwórstwa tworzyw sztucznych i produkcji opakowań stoi przed bezprecedensowymi wyzwaniami. Globalna konkurencja, zmienne wymagania klientów, presja na zrównoważony rozwój oraz rosnące koszty surowców i energii wymuszają poszukiwanie nowych rozwiązań zwiększających efektywność operacyjną. W tym dynamicznym otoczeniu Internet Rzeczy (IoT) w połączeniu z inteligentnymi systemami czujników staje się kluczowym narzędziem transformacji, umożliwiającym precyzyjne monitorowanie procesów, optymalizację cykli produkcyjnych oraz minimalizację strat. Automatyczne zbieranie i analiza danych produkcyjnych pozwalają firmom z sektora przetwórstwa tworzyw sztucznych na podejmowanie decyzji opartych na faktach, co prowadzi do znaczącej poprawy konkurencyjności i rentowności.
I Wyzwania współczesnego przetwórstwa tworzyw sztucznych i produkcji opakowań
Przemysł przetwórstwa tworzyw sztucznych w Polsce i na świecie zmaga się z licznymi wyzwaniami, które wymagają nowego podejścia do zarządzania produkcją. Współczesne zakłady produkcyjne funkcjonują w warunkach wysokiej zmienności, gdzie krótkie serie i personalizacja produktów stają się normą. Brak pewności dostaw oraz globalne zakłócenia w łańcuchach logistycznych dodatkowo utrudniają planowanie i optymalizację procesów. W przypadku produkcji opakowań z tworzyw sztucznych, gdzie marże są często niskie, a konkurencja intensywna, efektywność operacyjna nabiera szczególnego znaczenia.
Firmy z sektora przetwórstwa tworzyw sztucznych muszą sprostać rosnącym wymaganiom dotyczącym jakości i precyzji wyrobów. Jednocześnie branża stoi pod presją implementacji rozwiązań zgodnych z zasadami gospodarki o obiegu zamkniętym oraz ograniczania śladu węglowego.
Zmienność cen surowców petrochemicznych dodatkowo komplikuje optymalizację kosztową, co sprawia, że dokładne monitorowanie i kontrola procesów stają się bazowe dla utrzymania rentowności.
Kolejnym istotnym wyzwaniem jest personalizacja produktów i konieczność szybkiego przestawiania produkcji na krótsze serie. W przypadku wtryskarek i linii do produkcji opakowań oznacza to częstsze zmiany form i narzędzi, co tradycyjnie wiąże się ze znacznymi przestojami i stratami wydajności. Bez precyzyjnych danych o rzeczywistym przebiegu procesów, optymalizacja tych zmian pozostaje raczej w sferze przypuszczeń niż faktów.
I Znaczenie danych produkcyjnych w optymalizacji procesów przetwórstwa tworzyw
Wysoka efektywność i automatyzacja to najważniejsze elementy sukcesu w nowoczesnej produkcji. Wzrost globalnej konkurencji sprawia, że efektywność operacyjna nabiera decydującego znaczenia, szczególnie w branży przetwórstwa tworzyw sztucznych, gdzie koszty energii i surowców stanowią znaczący udział w strukturze kosztów wytwarzania. Implementacja zasad Lean pozwala eliminować straty i zwiększać produktywność, podczas gdy automatyzacja redukuje błędy i zwiększa powtarzalność procesów. Aby jednak skutecznie wdrażać te koncepcje, niezbędne są wiarygodne i terminowo dostarczone dane o pracy maszyn i operatorów.
W kontekście produkcji opakowań z tworzyw sztucznych, gdzie procesy wtryskiwania i wytłaczania charakteryzują się złożonymi zależnościami parametrów technologicznych, dostęp do precyzyjnych danych nabiera szczególnego znaczenia. Temperatura formy, ciśnienie wtrysku, czas chłodzenia czy prędkość wytłaczania to parametry, których optymalizacja bezpośrednio wpływa na jakość produktu i efektywność procesu. Monitorowanie tych parametrów w czasie rzeczywistym pozwala na szybką identyfikację odchyleń i interwencję, zanim pojawią się wadliwe wyroby.
Kluczem do optymalizacji produkcji jest dokładne wyznaczenie czasów standardowych dla każdego etapu procesu oraz analiza efektywności całkowitej (OEE). OEE pozwala ocenić, jak dobrze wykorzystuje się zasoby, identyfikując straty wynikające z przestojów, spadku wydajności i defektów jakościowych. W przypadku wtryskarek, gdzie cykle produkcyjne są często krótkie i powtarzalne, nawet niewielkie odchylenia od optymalnego czasu cyklu mogą prowadzić do znacznych strat wydajności w dłuższej perspektywie.
I Rodzaje czujników i ich zastosowanie w przetwórstwie tworzyw sztucznych
Systemy IoT wykorzystują różnorodne czujniki do monitorowania procesów produkcyjnych w przemyśle przetwórstwa tworzyw sztucznych. Umożliwiają one automatyzację pomiarów, optymalizację operacji oraz zwiększenie efektywności i niezawodności maszyn. W kontekście produkcji opakowań i wtryskiwania szczególnie istotne są następujące typy czujników.
Czujniki zbliżeniowe znajdują szerokie zastosowanie w monitorowaniu pracy wtryskarek i linii pakujących. Działają na zasadzie pola magnetycznego, ultradźwięków, podczerwieni lub technologii pojemnościowej, co umożliwia ich zastosowanie w różnych warunkach przemysłowych. W przetwórstwie tworzyw sztucznych czujniki te są wykorzystywane do wykrywania obecności wyprasek na przenośnikach, monitorowania ruchu form wtryskowych czy kontroli pozycji robotów odbierających produkty. Pozwalają one na precyzyjne określenie momentu zakończenia cyklu produkcyjnego i rozpoczęcia kolejnego, co jest fundamentalne dla obliczania rzeczywistego czasu cyklu i OEE.
Czujniki barierowe, działające na zasadzie wiązki świetlnej przesyłanej między nadajnikiem a odbiornikiem, są szczególnie przydatne w liniach pakujących, gdzie kontrolują przepływ produktów. W zakładach produkujących opakowania z tworzyw sztucznych czujniki te mogą być wykorzystywane do liczenia produktów, wykrywania zatorów na przenośnikach czy monitorowania procesu pakowania. Pozwalają one na natychmiastowe reagowanie na zakłócenia w przepływie materiału, co minimalizuje ryzyko dłuższych przestojów.
W przypadku wtryskarek i wytłaczarek, gdzie drgania mogą być wskaźnikiem problemów mechanicznych, nieocenione są czujniki wibracyjne. Monitorują one drgania maszyn i konstrukcji przemysłowych, rejestrując ich intensywność oraz częstotliwość. Analizując zmiany w charakterystyce drgań, system jest w stanie wykrywać wczesne oznaki zużycia elementów mechanicznych, takich jak łożyska czy wały napędowe wtryskarek. Pozwala to na planowanie napraw z wyprzedzeniem i minimalizowanie nieplanowanych przestojów.
Szczególnie istotne w energochłonnych procesach przetwórstwa tworzyw sztucznych są mierniki energii. Służą one do monitorowania zużycia energii elektrycznej w maszynach i urządzeniach przemysłowych, takich jak wtryskarki, wytłaczarki czy suszarki do granulatu. Pozwalają one na identyfikację nieefektywnych procesów i wdrażanie działań mających na celu redukcję strat energii, co w przypadku energochłonnego przetwórstwa tworzyw sztucznych może prowadzić do znaczących oszczędności.
I IoT w praktyce – monitoring wtryskarek i linii do produkcji opakowań
W kontekście przetwórstwa tworzyw sztucznych, system IoT może więc monitorować specyficzne parametry krytyczne dla procesów wtryskiwania, takie jak temperatura poszczególnych stref cylindra, ciśnienie wtrysku, czas cyklu czy zużycie energii. Systemy IoT przemysłowego, takie jak system IoT DBR77, również umożliwiają zbieranie i analizę danych w czasie rzeczywistym. Czujniki i urządzenia pomiarowe rejestrują informacje dotyczące pracy maszyn, efektowności stanowiska, przyczyn postojów oraz jakości produktów.
Bieżące monitorowanie procesów za pomocą systemów IoT minimalizuje ryzyko awarii i strat poprzez natychmiastową reakcję na nieprawidłowości. W przypadku wtryskarek, gdzie stabilność procesu jest fundamentalna dla jakości wyrobów, możliwość wczesnego wykrycia dryfu parametrów pozwala zapobiec produkcji wadliwych elementów. System DBR77 monitoruje czasy cykli, efektywność operacyjną maszyn oraz identyfikuje przyczyny mikroprzestojów, dostarczając najważniejszych danych do optymalizacji procesów produkcyjnych.
W przykładowym zakładzie produkującym opakowania z tworzyw sztucznych, system IoT może monitorować nie tylko same wtryskarki, ale również urządzenia peryferyjne, takie jak suszarki do granulatu, podajniki, młyny czy roboty odbierające wypraski. Kompleksowe spojrzenie na cały proces pozwala zidentyfikować wąskie gardła i optymalizować przepływ materiału przez linię produkcyjną. Przykładowo, monitorowanie rzeczywistego czasu suszenia granulatu może pomóc w synchronizacji dostaw wysuszonego materiału z potrzebami wtryskarek, eliminując przestoje wynikające z braku przygotowanego surowca.
I Studium przypadku – wdrożenie IoT DBR77 w polskim zakładzie produkcji opakowań
Przykładem skutecznego wdrożenia systemu IoT DBR77 może być polski zakład specjalizujący się w produkcji opakowań z tworzyw sztucznych metodą wtryskiwania. Firma, zmagająca się z wyzwaniami typowymi dla branży – rosnącą presją cenową, koniecznością skracania serii produkcyjnych i częstszymi zmianami form – zdecydowała się na implementację systemu monitorowania w czasie rzeczywistym.
Wdrożenie systemu IoT DBR77 pozwoliło na identyfikację mikroprzestojów oraz wydłużonych czasów cykli. Dzięki automatycznej analizie danych firma mogła podjąć konkretne działania optymalizacyjne, takie jak reorganizacja dostaw suszonego granulatu.
Bardzo istotnym odkryciem była identyfikacja mikroprzestojów, które łącznie odpowiadały za utratę ponad 15% dostępnego czasu produkcyjnego. Dzięki systemowi IoT DBR77, który automatycznie kategoryzował przyczyny przestojów, możliwe było wdrożenie ukierunkowanych
działań naprawczych. Na przykład, analiza danych wykazała, że częste zatrzymania jednej z wtryskarek wynikały z nieregularności w dostawie wysuszonego granulatu, co skłoniło firmę do reorganizacji procesu przygotowania surowca.
Po 6 miesiącach od wdrożenia systemu IoT DBR77 efektem wdrożenia był wzrost dostępności maszyn o 12%, zwiększenie produktywności stanowisk o 9%, redukcja kosztów energii o około 7% oraz zwrot inwestycji w ciągu 9 miesięcy.
I Praktyczne kroki wdrożenia IoT w zakładzie przetwórstwa tworzyw
Proces wdrożenia systemu IoT DBR w zakładzie przetwórstwa tworzyw sztucznych przebiega w kilku etapach. Pierwszym krokiem jest precyzyjna analiza potrzeb i określenie celów biznesowych, które mają zostać osiągnięte dzięki implementacji systemu. W przypadku producentów opakowań mogą to być: zwiększenie OEE wtryskarek, redukcja zużycia energii czy skrócenie czasów przezbrojeń.
Następnie konieczne jest określenie, jakie dane są niezbędne dla osiągnięcia tych celów i dobranie odpowiednich czujników. W przypadku wtryskarek mogą to być czujniki monitorujące cykl produkcyjny, temperatury poszczególnych stref cylindra, ciśnienie wtrysku czy zużycie energii. Ważne jest, aby system był skalowalny i pozwalał na stopniowe rozszerzanie zakresu monitorowania w miarę postępów wdrożenia.
Kolejnym etapem jest zbudowanie infrastruktury sieciowej umożliwiającej przesyłanie danych z czujników do centralnej platformy analitycznej. W zależności od warunków zakładu, może to być oparte o Wi-Fi, LPWAN czy technologie 5G. Głównym aspektem jest zapewnienie niezawodności i bezpieczeństwa transmisji danych, szczególnie w trudnych warunkach przemysłowych, charakterystycznych dla przetwórstwa tworzyw sztucznych.
Integracja systemu IoT z istniejącymi rozwiązaniami informatycznymi, takimi jak ERP czy MES, pozwala na pełne wykorzystanie potencjału zbieranych danych. Dzięki temu możliwe jest automatyczne planowanie produkcji w oparciu o rzeczywiste dane o wydajności, prognozowanie potrzeb materiałowych czy optymalizacja harmonogramów konserwacji maszyn.
Analiza danych w czasie rzeczywistym stanowi serce systemu IoT. Zaawansowane algorytmy analizują parametry operacyjne, eliminując zbędne przestoje i minimalizując zużycie zasobów. W przypadku wtryskarek analiza może obejmować identyfikację optymalnych parametrów procesu dla różnych form czy materiałów, co pozwala na standaryzację najlepszych praktyk w zakładzie.
Ostatnim, ale nie mniej ważnym aspektem wdrożenia, jest zapewnienie bezpieczeństwa cybernetycznego. Infrastruktura IoT musi być zabezpieczona przed nieautoryzowanym dostępem i cyberatakami, co wymaga wdrożenia odpowiednich protokołów bezpieczeństwa i regularnych audytów.
I Globalne trendy a polski rynek przetwórstwa tworzyw sztucznych
Chociaż światowi liderzy branży, np. Niemcy i USA, szeroko wykorzystują systemy IoT, polski sektor przetwórstwa tworzyw sztucznych wciąż jest w fazie adaptacji. Tylko około 30% polskich firm wdrożyło zaawansowane systemy monitorowania produkcji, co daje im możliwość szybkiego zwiększenia konkurencyjności na rynku globalnym poprzez transformację cyfrową, podczas gdy w krajach Europy Zachodniej odsetek ten sięga 60–70%.
Szczególnie obiecującym obszarem dla polskich producentów opakowań z tworzyw sztucznych jest wykorzystanie IoT do poprawy zrównoważonego rozwoju. Monitorowanie zużycia energii, optymalizacja wykorzystania surowców czy redukcja odpadów produkcyjnych nie tylko obniżają koszty, ale również pozwalają spełnić rosnące wymagania dotyczące ochrony środowiska, co staje się istotnym czynnikiem konkurencyjności na rynkach europejskich.
I Wnioski
Wdrożenie systemów IoT w zakładach przetwórstwa tworzyw sztucznych i produkcji opakowań przestaje być opcją, a staje się koniecznością w obliczu rosnącej konkurencji i presji na efektywność operacyjną. Automatyczne zbieranie danych produkcyjnych pozwala na precyzyjną optymalizację procesów, eliminację marnotrawstwa i lepsze wykorzystanie dostępnych zasobów. Dzięki zastosowaniu różnorodnych czujników i zaawansowanych algorytmów analitycznych, możliwe jest kompleksowe monitorowanie procesów wtryskiwania i produkcji opakowań. Precyzyjny pomiar czasu cyklu, identyfikacja przyczyn przestojów oraz analiza zużycia energii pozwalają na wdrażanie ukierunkowanych działań optymalizacyjnych, które przekładają się na wymierne korzyści biznesowe.
Polski przemysł przetwórstwa tworzyw sztucznych stoi przed szansą wykorzystania transformacji cyfrowej jako dźwigni konkurencyjności na rynkach globalnych. Wdrożenie zaawansowanych systemów IoT pozwala nie tylko na poprawę efektywności operacyjnej, ale również na spełnienie rosnących wymagań dotyczących zrównoważonego rozwoju i gospodarki o obiegu zamkniętym. Firmy, które zdecydują się na inwestycje w IoT już teraz, będą lepiej przygotowane na wyzwania przyszłości i zyskają przewagę konkurencyjną w dynamicznie zmieniającym się otoczeniu rynkowym. •
Spojrzenie PZPTS na aktualną sytuację
i perspektywy rozwoju branży przetwórstwa tworzyw sztucznych
Robert Szyman
Dyrektor generalny PZPTS
Sytuacja rynkowa i trendy
Branża przetwórstwa tworzyw sztucznych w Polsce jest silnie powiązana z sytuacją gospodarczą zarówno na rynku krajowym, jak i w Unii Europejskiej. Szczególne znaczenie mają relacje handlowe z Niemcami, Czechami, Francją i Włochami, które należą do kluczowych odbiorców eksportowych.
Obecne spowolnienie gospodarcze, zwłaszcza w Niemczech, przekłada się na niższy popyt na produkty sektora, co zmusza firmy do większego skoncentrowania się na rynku krajowym.
Rynek przetwórstwa tworzyw sztucznych w Polsce i Europie boryka się dzisiaj z istotnymi wyzwaniami, ale jednocześnie stwarza nowe możliwości.
W ostatnich latach widoczny jest malejący trend produkcji polimerów – już w 2022 r. w Europie zanotowano spadek o 9,2% w porównaniu z 2021 r., a w Niemczech aż o 9,7%. Przyczyną są m.in. rosnące koszty energii oraz koszty związane z polityką klimatyczną UE, zmuszającą producentów do transformacji w kierunku gospodarki obiegu zamkniętego. Jednakże w sektorze surowców szczególnie ważna jest konkurencyjność na rynku globalnym.
W odpowiedzi na te wyzwania, sektor przetwórstwa tworzyw sztucznych kładzie coraz większy nacisk na technologie recyklingu i wykorzystanie recyklatów. W 2022 r. poziom recyklingu tworzyw sztucznych w Europie sięgnął 26,9%, po raz pierwszy prze-
wyższając liczbę odpadów skierowanych na składowiska. Natomiast według analiz Fundacji Plastics Europe, poziom recyklingu w Polsce był niższy od średniej europejskiej, osiągając wartość 21,2%, przy 35,2% odpadów wykorzystanych do odzysku energii i 43,6% skierowanych do składowisk. Tak jak w pozostałych państwach europejskich, znacznie skuteczniejsza (15,6 razy wyższa) pod względem recyklingu okazała się zbiórka selektywna; w ten sposób zagospodarowano 45,3% zebranych w niej odpadów, przy zaledwie 2,9% w przypadku odpadów ze strumienia zmieszanego.
Zmiany cen surowców a sprzedaż
Po dynamicznych wzrostach cen surowców w latach 2021–2022, od końca 2022 r. notuje się ich stopniowy spadek, co utrzymywało się również w 2023 r. Niższe koszty tworzyw sztucznych mogły sprzyjać wzrostowi sprzedaży pod względem ilościowym.
Wpływ wizerunku i regulacji na sektor opakowań
Sektor opakowań z tworzyw sztucznych, odpowiadający za ponad 30% zapotrzebowania na surowce, jest poddawany coraz większym restrykcjom. Polityka Unii Europejskiej z szeregiem regulacji, takich jak Dyrektywa Single Use Plastics, Ramowa Dyrektywa Odpadowa, Rozporządzenie ws. Opakowań i Odpadów Opakowaniowych, mają istotny wpływ na sektor opakowań. Dodatkowo kwestie wizerunkowe są ważnym elementem spowalniającym wzrost. Według raportu Santander Bank, począwszy od 2018 r. tempo wzrostu opakowań z tworzyw sztucznych jest wolniejsze niż pozo-
stałych opakowań z innych materiałów. Powodem tego jest właśnie presja wizerunkowa oraz szereg regulacji dotyczących tylko tworzyw z pominięciem materiałów alternatywnych.
System kaucyjny – krok w stronę zrównoważonego rozwoju
Obecnie Polska przygotowuje się do wdrożenia systemu kaucji na opakowania, który ruszy w IV kwartale tego roku. Zarówno recyklerzy jak i przetwórcy są gotowi na przyjęcie czystego strumienia odpadów butelek i wykorzystanie go w gotowych wyrobach. Odpady te to nie tylko możliwe wykorzystanie w butelkach, ale także tacki. Istotnym konkurentem jest tu również branża odzieżowa, wytwarzająca z PET włókna poliestrowe.
Planowane wdrożenie systemu kaucyjnego może przyczynić się do poprawy wizerunku branży. Mechanizm ten ma na celu zmniejszenie ilości odpadów w środowisku oraz dostarczenie czystszego surowca do recyklingu, co powinno zmaksymalizować szanse na produkcję z użyciem większej ilości recyklatów. W systemie znalazły się butelki PET, puszki oraz butelki wielorazowe szklane. Odpady tych opakowań znikną z przestrzeni publicznej i środowiska. Pozostaną porzucone w środowisku jedynie butelki jednorazowe szklane.
Inwestycje w automatyzację i rozwój technologiczny
Pomimo spowolnienia wzrostu gospodarczego UE, firmy z branży przetwórstwa tworzyw sztucznych nie rezygnują z inwestycji. Modernizacja parku maszynowego oraz wdrażanie auto-
matyzacji procesów produkcyjnych są kluczowe dla utrzymania konkurencyjności. Przewidywany na 2025 r. wzrost PKB w Polsce na poziomie 3–4% może pozytywnie wpłynąć na odbudowę popytu na rynku krajowym i poprawę koniunktury w przemyśle.
Wsparciem dla recyklingu mechanicznego, zwłaszcza w przypadku bardziej złożonych materiałów, może być rozwijający się recykling chemiczny i piroliza. Coraz większe znaczenie mają także inteligentne systemy zarządzania produkcją oraz cyfryzacja procesów. Implementacja takich rozwiązań pozwala na optymalizację zużycia surowców i energii, a więc stanowi krok w stronę bardziej zrównoważonej przyszłości.
W zakresie dodatków do tworzyw sztucznych rozwijane są nowe generacje modyfikatorów płynięcia oraz udarności, co pozwala na poprawę końcowej jakości produktów. Wzrasta również zainteresowanie wykorzystaniem biotworzyw oraz materiałów kompozytowych jako uzupełnienia tradycyjnych polimerów.
Problematyka klasyfikacji produktów wielokrotnego użytku
Aktualnie jednym z najistotniejszych wyzwań dla producentów jest niejednoznaczność regulacji dotyczących klasyfikacji opakowań i produktów wielokrotnego użytku w świetle transponowanej dyrektywy Single Use Plastics. Praktyka pokazuje, że produkty spełniające wymagania przydatności do ponownego użycia, są przez organy kontrolne klasyfikowane jako jednorazowe. Brak spójnych wytycznych powoduje więc niepewność prawną i problemy dla przedsiębiorców, którzy apelują o klarowne zasady. Obecnie Ministerstwo Klimatu i Środowiska podjęło szeroki dialog w celu wypracowania odpowiednich wytycznych, które posłużą zarówno organom kontrolnym jak i przedsiębiorcom.
Rola ROP w gospodarce cyrkularnej
Perspektywy na przyszłość
Branża przetwórstwa tworzyw sztucznych stoi przed wieloma wyzwaniami, ale jednocześnie ma szansę na dalszy rozwój. Kluczowe aspekty to dostosowanie się do nowych regulacji, inwestowanie w automatyzację i technologie oraz poprawa systemu recyklingu. Stabilizacja eksportu oraz wzrost popytu krajowego mogą w przyszłości przyczynić się do wzmocnienia pozycji sektora na rynku. Sukces branży będzie zależał od skutecznego dostosowania się do zmieniających się warunków regulacyjnych oraz wdrożenia przejrzystych zasad gospodarki cyrkularnej.
Mimo trudności, rynek przetwórstwa tworzyw sztucznych w Polsce i Europie ma szansę na rozwój dzięki innowacjom i wzrostowi znaczenia gospodarki cyrkularnej. Kluczowe znaczenie będą miały inwestycje w nowe technologie recyklingu, modernizacja zakładów oraz dostosowanie się do wymogów unijnych.
Branża będzie musiała także zmierzyć się z rosnącą presją na redukcję emisji CO₂ oraz zmniejszenie wpływu tworzyw sztucznych na środowisko. W dłuższej perspektywie firmy, które postawią na zrównoważony rozwój i nowe technologie, mogą zyskać przewagę konkurencyjną na rynku.
System ROP odgrywa kluczową rolę w zapewnieniu efektywnego obiegu surowców wtórnych. System ten dotyczy wprowadzających produkty w opakowaniach i to oni decydują, jakie opakowania ostatecznie trafią na rynek. Jednakże nadal Polska nie zaimplementowała zapisów Ramowej Dyrektywy Odpadowej do przepisów krajowych. Właśnie te zapisy wymuszają określone działania i wybory takie jak ekomodulacja i preferencje dla opakowań mniej obciążających środowisko, monomateriałowych. Nowe rozporządzenie UE PPWR narzuca określone minimalne poziomy zawartości recyklatu w opakowaniach. W wyniku tego zapotrzebowanie na surowce wtórne znacznie wzrośnie, lecz bez efektywnego ROP nie da się temu sprostać i mechanizm nie zadziała.
VI Kongres Przemysłu Opakowań: czy regulacje wpływają na rozwój innowacji?
Już 8 kwietnia podczas targów Warsaw Pack odbędzie się wyjątkowy kongres poświęcony kluczowym wyzwaniom i trendom w branży opakowaniowej.
Wydarzenie zgromadzi czołowych ekspertów, przedstawicieli firm oraz specjalistów z sektora regulacji, innowacji i zrównoważonego rozwoju, aby omówić najważniejsze aspekty kształtujące przyszłość rynku. W centrum uwagi znajdą się regulacje prawne, takie jak Rozszerzona Odpowiedzialność Producenta (ROP), system kaucyjny (DRS) oraz wymogi wynikające z PPWR, a także ich wpływ na rozwój innowacyjnych i ekologicznych rozwiązań w opakowaniach.
VI Kongres Przemysłu Opakowań podczas Warsaw Pack 2025 to doskonała okazja dla przedsiębiorców, producentów oraz przedstawicieli instytucji regulacyjnych do zdobycia aktualnej wiedzy i wymiany doświadczeń z liderami branży. Wydarzenie stworzy przestrzeń do networkingu oraz dyskusji na temat przyszłości rynku opakowań w kontekście dynamicznie zmieniających się wymagań prawnych i oczekiwań konsumentów.
I Program kongresu
Blok I: Zrównoważony rozwój i regulacje prawne w branży opakowaniowej
11:00 – Otwarcie konferencji
Krzysztof Niczyporuk – Polska Izba Opakowań, Dariusz Drąg –Ptak Warsaw Expo
11:15 – ROP – Rozszerzona Odpowiedzialność Producenta czy podatek od opakowań
Konrad Nowakowski – PIOIRO
11:30 – PPWR – wymogi dotyczące opakowań, a technologiczna możliwość ich recyklingu
Anna Sapota – TOMRA
11:45 – System kaucyjny (DRS) – nowe wyzwania
Tomasz Siewierski – BOO
12:00 – Ekoprojektowanie opakowań dla gospodarki 5.0 dr hab. Renata Dobrucka, prof. UEP – Uniwersytet Ekonomiczny w Poznaniu
12:15 – Przerwa kawowa (networking)
Blok II: Innowacje w cieniu regulacji
12:30 – Funkcjonalna innowacja w opakowaniach – kluczowy czynnik wzrostu i przewagi konkurencyjnej
Marcin Śledź – Fresh Inset
12:45 – Opakowania aktywne i inteligentne – możliwości wykorzystania w łańcuchach chłodniczych
prof. Ryszard Cierpiszewski, dr Mariusz Tichoniuk – Uniwersytet Ekonomiczny w Poznaniu
13:00 – Paradoksy w branży opakowaniowej wobec wymogów ochrony środowiska, czyli blaski i cienie tzw. ekologicznych opakowań
prof. dr hab. inż. Halina Podsiadło – Politechnika Warszawska
13:15 – Kody 2D na opakowaniach
Zbigniew Rusinek – GS1 Polska
13:30 – Zrównoważona poligrafia w opakowaniach – jak łączyć ekologię z jakością i efektywnością kosztową?
Hubert Łapawa – Control Offset Druk
13:45 – Przerwa kawowa (networking)
Blok III: Trendy i przyszłość branży opakowań
14:00 – Miejsce Polski na europejskiej mapie rynku opakowań – perspektywy i wyzwania
Maciej Nałęcz – Santander Bank Polska
14:15 – Opakowania kompostowalne – przyszłość czy chwilowa moda?
Adam Uptas – Green Tree Group
14:30 – Zjawisko manipulacji ekologicznej w dyskursie tworzyw sztucznych – jak odróżnić fakty od greenwashingu?
Michał Malka – Ela Folie
Zapraszamy wszystkich zainteresowanych do udziału w tym wyjątkowym wydarzeniu, które z pewnością dostarczy cennych informacji oraz inspiracji do wdrażania nowoczesnych i zrównoważonych rozwiązań w sektorze opakowań.
Projekt EPIC: wsparcie transformacji w kierunku zrównoważonych opakowań
Projekt „Enhancing Packaging Innovation Ecosystems for Interregional Collaboration” o akronimie EPIC, ma na celu budowanie potencjału ekosystemów innowacji w słabiej rozwiniętych regionach, umożliwiając podmiotom innowacyjnym napędzanie przejścia na zrównoważone opakowania w odpowiedzi na wyzwania środowiskowe i regulacyjne określone w unijnym rozporządzeniu w sprawie opakowań i odpadów opakowaniowych.
Zgodnie z zasadą Europejskiego Zielonego Ładu i nowym planem działania UE dotyczącym gospodarki o obiegu zamkniętym, projekt EPIC umożliwi tworzenie nowych łańcuchów podwartości w sektorze opakowań, pomagając słabiej rozwiniętym regionom w zrozumieniu trendów rynkowych i możliwości rozwoju przedsiębiorstw. Cele te zostaną osiągnięte poprzez mapowanie obecnych trendów, identyfikowanie potrzeb w zakresie innowacji i wymagań technologicznych w sektorach użytkowników końcowych, dopasowywanie popytu i podaży na innowacje, wspieranie opracowywania uzasadnień biznesowych w celu dalszej kontynuacji oraz dostrajanie instrumentów polityki wspierających innowacje.
Cele projektu:
• Budowanie zdolności w ekosystemach innowacji w regionach słabiej rozwiniętych w celu wspierania lokalnych podmiotów działających w dziedzinie innowacji w identyfikowaniu innowacyjnych i międzyregionalnych łańcuchów wartości oraz inwestowaniu w nie
• Dostosowanie strategii inteligentnej specjalizacji regionów konsorcjum, skupienie się na trendach europejskiej gospodarki o obiegu zamkniętym, wykorzystanie regionalnego potencjału badawczo-rozwojowego oraz harmonizacja polityk regionalnych
• Łączenie etapów łańcucha wartości opakowań w celu dopasowania potrzeb ze strony popytu na innowacje i możliwości ze strony podaży
• Wzmocnienie potencjału MŚP w zakresie identyfikowania luk i wyzwań innowacyjnych, opracowywania uzasadnień biznesowych poprzez międzynarodową współpracę i budowanie potencjału do dalszej ewolucji w europejskich przetargach.
Konsorcjum, którego koordynatorem jest Nanoprogress (Czechy), składa się z 10 partnerów z 8 krajów europejskich reprezentujących klastry: BalticNet-PlasmaTec (Niemcy), DBH InnoHub (Węgry), Clust-ER MECH (Włochy), Clust-
-ER HEALTH (Włochy), LITMEA- Smart Food Cluster (Litwa), Bydgoski Klaster Przemysłowy Dolina Narzędziowa (Polska), Association Packaging Cluster (Hiszpania), Feeling Innovation by Stanpa (Hiszpania) oraz centrum kompetencji w zakresie badań i technologii: INEGI – Institute of Science and Innovation in Mechanical and Industrial Engineering (Portugalia) zaangażowane w nadchodzącą fundamentalną transformację w kierunku bardziej zrównoważonego sektora opakowań.
Projekt realizowany jest w ramach Interregional Innovation Investments – I3 Instrument.
Webinary Klastra CPG – wiedza i wsparcie
dla
branży opakowaniowej
Klaster Creative Packaging Group aktywnie wspiera branżę opakowaniową, organizując regularne webinary, podczas których współpracujący z Klastrem eksperci prezentują analizy oraz kluczowe informacje na temat regulacji, innowacji i wyzwań rynkowych. Spotkania te stanowią doskonałą okazję do zdobycia praktycznej wiedzy, wymiany doświadczeń oraz dyskusji na temat gospodarki odpadami, recyklingu, prawa ochrony środowiska, ESG, greenwashingu, a także możliwości uzyskania dofinansowań i ulg podatkowych.
I Najważniejsze tematy ostatnich spotkań
W ostatnich miesiącach eksperci i uczestnicy webinarów skupili się na analizie kluczowych zmian prawnych oraz ich wpływu na branżę. W szczególności poruszone zostały zagadnienia związane z rozporządzeniem w sprawie opakowań i odpadów opakowaniowych (PPWR).
Podczas spotkania z Konradem Nowakowskim, prezesem Polskiej Izby Odzysku i Recyklingu Opakowań, poruszono wyzwania związane z wdrożeniem nowych przepisów, systemem kaucyjnym oraz trudnościami, które firmy napotykają w okresie przejściowym. Ekspert skupił się także na kwestii recyklingu opakowań wielomateriałowych, prostując błędne informacje i wyjaśniając niejasności w tej dziedzinie.
Natomiast dr Radosław Maruszkin, zarządzający Kancelarią „Maruszkin”, omówił najnowsze zmiany w regulacjach zarówno na poziomie UE, jak i w Polsce dotyczące PPWR. Przedstawił harmonogram wdrażania nowych przepisów oraz określił, które opakowania podlegają nowym wymaganiom, a które zostaną zakazane. Zwrócił uwagę na zasady recyklingu, minimalną zawartość materiałów pochodzących z recyklingu oraz wymogi dotyczące etykietowania. Podkreślił również obowiązki różnych grup podmiotów gospodarczych, takich jak producenci, dystrybutorzy i sprzedawcy internetowi, wskazując na kluczowe aspekty przygotowania się do nadchodzących regulacji oraz identyfikowanie ryzyka i wdrażanie procedur zgodności.
I Najbliższe spotkanie – ulgi podatkowe dla firm
Już 3 kwietnia 2025 r. o godzinie 11:00 odbędzie się kolejny webinar Klastra CPG. Tym razem eksperci z firmy R&D TAX HUB przybliżą temat ulg podatkowych dla przedsię-
biorstw z branży opakowaniowej. Uczestnicy dowiedzą się, jakie mechanizmy wsparcia finansowego są dostępne, jak skutecznie identyfikować koszty kwalifikowane oraz jakie korzyści podatkowe mogą uzyskać firmy, które wdrażają innowacyjne rozwiązania.
I Edukacja i rozwój – klucz do przyszłości
Branża opakowaniowa stoi przed dynamicznymi zmianami regulacyjnymi i rynkowymi, dlatego edukacja jest kluczowym elementem strategii rozwoju firm. Świadomość nowych technologii, zasad zrównoważonego projektowania oraz możliwości finansowania działań proekologicznych pozwala przedsiębiorcom skutecznie adaptować się do nowych wyzwań.
Webinary organizowane przez Klaster CPG odbywają się regularnie, oferując uczestnikom praktyczną wiedzę i możliwość wymiany doświadczeń.
Kolejne spotkania zaplanowane są na 8 maja, 6 czerwca, 7 sierpnia, 4 września, 9 października, 6 listopada i 4 grudnia, a szczegółowe informacje o tematach i prelegentach można znaleźć na stronie internetowej Klastra oraz w mediach społecznościowych.
Zachęcamy do udziału w nadchodzących webinarach i śledzenia najnowszych trendów w branży opakowaniowej!
Plastics Europe wzywa do większej staranności i lepiej skrojonego planu działania
Plastics Europe zdecydowanie popiera unijny program na rzecz konkurencyjności i dekarbonizacji i z zadowoleniem przyjmuje ogłoszenie Clean Industrial Deal. Ten pakiet rozwiązań dla przemysłu przedstawia bardzo ważne i bardzo potrzebne środki, w tym inicjatywy mające na celu obniżenie kosztów energii, ograniczenie biurokracji i stworzenie popytu rynkowego niezbędnego do stymulacji cyrkularnych inwestycji. Jednakże firmy członkowskie Plastics Europe są głęboko zaniepokojone tym, że w dalszym ciągu pomija się zasadniczy wkład europejskiego sektora tworzyw sztucznych w europejską bazę przemysłową. Co więcej, w pakiecie brakuje uwzględnienia pilności działań, potrzebnej do przywrócenia konkurencyjności unijnej produkcji tworzyw i powrotu na właściwe tory cyrkularnej i zeroemisyjnej transformacji.
– Unia Europejska wykazuje się ambitnym przywództwem politycznym niezbędnym do przywrócenia jej konkurencyjności, jednak decydenci nie mogą sobie pozwolić na dalsze pomijanie istotnego wkładu, jaki tworzywa sztuczne wnoszą w gospodarkę Unii, w tym w strategiczne sektory UE, takie jak motoryzacja, technologie zeroemisyjne, ochrona zdrowia, budownictwo i obronność, ani roli, jaką odgrywają w transformacji tych branż. Europejska produkcja tworzyw sztucznych ma kluczowe znaczenie dla przyszłości bazy przemysłowej UE i szerokiej
strategicznej autonomii. Bez pilnych działań Europa będzie w coraz większym stopniu uzależniona od importu tworzyw i wyrobów z tworzyw z regionów o często mniej rygorystycznych normach środowiskowych – mówi Virginia Janssens, dyrektor zarządzająca Plastics Europe.
Złożoność europejskiego systemu tworzyw sztucznych i długie cykle inwestycyjne oznaczają, że decyzje podjęte w ciągu najbliższych 2 lat zadecydują o tym, czy i jak szybko uda nam się spełnić ambicje określone w unijnym Zielonym Ładzie i mapie drogowej branży The Plastics Transition. Czas na sprostanie wyzwaniom konkurencyjnym stojącym przed naszą branżą i stworzenie korzystniejszego klimatu inwestycyjnego szybko się kończy.
– Europa ma szansę stworzyć pierwszy na świecie cyrkularny i zeroemisyjny netto system tworzyw sztucznych. Dlatego w pełni popieramy przekonanie zawarte w Clean Industrial Deal, że polityki w zakresie konkurencyjności i zrównoważonego rozwoju muszą się wzajemnie wzmacniać. Nasza branża nie będzie w stanie zrealizować swoich ambicji związanych z zeroemisyjnością netto i obiegiem zamkniętym, jeśli nie będzie wystarczająco konkurencyjna, aby inwestować. Niestety istnieje realne niebezpieczeństwo, że korzyści w zakresie konkurencyjności, jakie zapewnia Clean Industrial Deal, zostaną zrealizowane zdecydowanie za późno. Czas nie działa na naszą korzyść – dodaje Virginia Janssens.
W 2022 r. niezależny raport SystemIQ „ReShaping Plastics: Pathways to Circular, Climate Neutral Plastics System in Europe” podkreślił potrzebę pilnego pogłębienia współpracy po-
między decydentami, producentami tworzyw sztucznych i łańcuchem wartości na jego dalszych etapach, a także uruchomienia wszystkich możliwych dźwigni w całym łańcuchu.
– Rozmiar i złożony charakter europejskiego systemu tworzyw sztucznych oraz jego kluczowe znaczenie wymagają adekwatnej reakcji politycznej. Wzywamy Komisję, aby wykorzystała swoje uprawnienia do stworzenia Planu Działania dotyczącego przyszłości europejskiego sektora tworzyw sztucznych, skupiającego instytucje UE, państwa członkowskie i wszystkich partnerów w ekosystemie tworzyw sztucznych. Ponadto apelujemy o dopilnowanie, aby tworzywa sztuczne były uwzględniane we wszystkich inicjatywach sektorowych, finansowaniu innowacji i środkach zapewniających Unii dostawy kluczowych materiałów – mówi Janssens.
Jednolity rynek jest największym atutem gospodarczym Europy, dlatego z zadowoleniem przyjmujemy środki, takie jak Circular Economy Act, które pomogą w budowie jednolitego rynku dla odpadów, recyklatów i materiałów pochodzenia biologicznego oraz niskoemisyjnych tworzyw sztucznych. Jednak samo promowanie jednolitego rynku nie wystarczy, należy go również chronić. Dlatego wzywamy Komisję do podjęcia działań gwarantujących, że trwająca fragmentacja jednolitego rynku nie osłabi pozytywnych środków przedstawionych w naszej mapie drogowej.
Popieramy również apel wystosowany w Antwerpii przez 400 liderów biznesu do głów państw o podjęcie natychmiastowych działań w celu wdrożenia Clean Industrial Deal na poziomie krajowym.
Virginia Janssens
Tworzywa pierwoTne
Besspol Sp. z o.o. Sp.k. ul. Sokola 10 86-031 Osielsko tel.: +48 52 381 32 31 handel@besspol.pl www.besspol.pl
Gama Dostawców
Grupa Azoty Polyolefins S.A. ul. Kuźnicka 1 72-010 Police tel.: +48 785 131 555 commercial@grupaazoty.com www.polyolefins.grupaazoty.com
Nexeo Plastics Poland Sp. z o.o. ul. Ruchliwa 15 02-182 Warszawa tel.: +48 600 772 217 azbucki@nexeoplastics.com www.nexeoplastics.com
Plastoplan Polska Sp. z o.o. al. Księcia Józefa Poniatowskiego 1 03-901 Warszawa tel.: +48 22 295 92 31 biuro@plastoplan.pl www.plastoplan.pl
Ctra. Palma del Río km. 10 14710 Villarrubia (Cordoba), Hiszpania tel.: +34 957 767 612 info@spg-pack.com www.spg-pack.com/pl/
Obliczą trasę plastiku
– inżynieria wodna dla czystych rzek
Naukowcy z Politechniki Gdańskiej i Polskiej Akademii Nauk opracują trasę rozprzestrzeniania się plastikowych śmieci w wodach śródlądowych i zaproponują rozwiązania, które ograniczą ich odpływ do mórz i oceanów. Na PG powstanie model matematyczny, który wskaże potencjalne miejsca gromadzenia się plastiku w strefie brzegowej. Badania prowadzone są m.in. w Centrum Ekoinnowacji PG, jednej z najnowocześniejszych placówek tego typu w tej części Europy
Projekt naukowców z Gdańska i Warszawy (Politechnika Gdańska, Instytut Geofizyki oraz Instytut Budownictwa Wodnego PAN) ma na celu określenie drogi, którą plastikowe butelki i inne odpady z plastiku przemieszczają się w niewielkich rzekach i strumieniach o brzegach porośniętych roślinnością. Celem badań jest odtworzenie tej trasy i wypracowanie rozwiązań, które ograniczyłyby rozprzestrzenianie się plastikowych śmieci w wodach śródlądowych i ich odpływ do mórz i oceanów.
– W ramach projektu na Politechnice Gdańskiej opracowany zostanie model matematyczny, który umożliwi symulacje numeryczne transportu plastiku w różnych warunkach przepływu wody. Taka wiedza pomoże w szybszy i tańszy sposób prowadzić monitoring wód pod kątem tego rodzaju zanieczyszczeń i zapobiegać ich rozprzestrzenianiu – mówi dr hab. inż. Tomasz Kolerski, prof. PG z Wydziału Inżynierii Lądowej i Środowiska PG, kierownik projektu na PG.
Na Politechnice Gdańskiej badania prowadzone są m.in. w Laboratorium Hydrauliki w Centrum Ekoinnowacji.
– Całościowe podejście do problemu rozprzestrzeniania się i akumulacji plastiku w rzekach zostanie zrealizowane przez połączenie modelowania, eksperymentów wykonanych w rzeczywistej skali oraz działań monitoringowych. Zagwarantuje to, że wyniki naszych badań będą miały realne przełożenie na obserwowany proces transportu
projektu z Politechniki Gdańskiej. Na zdjęciu: dr hab. inż. Tomasz Kolerski, prof. PG, kierownik projektu na PG (z prawej), dr hab. inż. Dariusz Gąsiorowski, prof. PG i mgr inż. Zuzanna Cuban, doktorantka w Szkole Doktorskiej na PG
plastiku, a tym samym na poprawę zdrowia rzek – mówi dr inż. Łukasz Przyborowski z Instytutu Geofizyki Polskiej Akademii Nauk, który jest liderem projektu.
Projekt „Badanie mechanizmu transportu odpadów makroplastiku w potoku z roślinnością” otrzymał dofinansowanie Narodowego Centrum Nauki w ramach programu SONATA 19 w wysokości prawie 590 tys. złotych, z czego ponad 256 tys. dla PG.
I Laboratorium Hydrauliki –jedyna taka infrastruktura w regionie
– W laboratorium woda dostarczana jest do 3 kanałów w obiegu zamkniętym. Znajduje się tu zbiornik o pojemności 150 m3, 6 pomp zatapialnych,
kolektor, który poprzez odpowiednie ustawienia przepustnic umożliwia dystrybucję wody na dowolne stanowiska i jej powrót do zbiornika, specjalny układ do uzdatniania (ozonowania) wody. W laboratorium można symulować różne przepływy, prądy, falowanie. Łącznie można tu zorganizować blisko 20 wymiennych stanowisk umożliwiających badania w warunkach przepływowych czy falowania (generator fal). Prowadzone są tu badania w takich obszarach, jak np. gospodarka wodna, hydraulika, hydrotechnika. Laboratorium przystosowane jest także do prowadzenia zajęć ze studentami – mówi dr hab. inż. Piotr Zima, prof. PG, kierownik Laboratorium Hydrauliki w Centrum Ekoinnowacji PG. •
Źródło: media.pg.edu.pl Fot.: Krzysztof Krzempek / PG
Zespół
Nowa, przyjazna dla środowiska zaprawa
zmniejszająca straty ciepła
Naukowcy z Newcastle University opracowali zaprawę wykonaną z aerożelu krzemionkowego oraz plastiku pochodzącego z recyklingu, która poprawia izolację i jednocześnie przyczynia się do zmniejszenia ilości odpadów z tworzyw sztucznych. Zespół badaczy ma nadzieję, że nowy materiał budowlany pomoże obniżyć rachunki za ogrzewanie i chłodzenie, będąc jednocześnie przyjaznym dla środowiska
Mieszankę zaprawy cementowej opracowano, zastępując piasek aerożelem krzemionkowym i tworzywem PET pochodzącym z recyklingu, co poprawiło izolację termiczną i zmniejszyło wagę materiału. Aerożele są znane ze swoich wysokich właściwości izolacyjnych i są coraz częściej wykorzystywane do izolacji termicznej, szczególnie w sektorze budowlanym i lotniczym.
W artykule opublikowanym w czasopiśmie „Construction and Building Materials” zespół wykazał, że nowa mieszanka zmniejszyła straty ciepła nawet o 55% w porównaniu z konwencjonalną zaprawą, zachowując jednocześnie wymaganą wytrzymałość przewidzianą dla konstrukcji murowanych. Spełnia ona również międzynarodowe normy (BS-EN 413-1:2011, ASTM C270-10, AS 1012/AS 3700), stanowiąc ekologiczną alternatywę dla energooszczędnego i zrównoważonego budownictwa. Mieszanka może udoskonalić zrównoważone praktyki budowlane, jednocześnie zmniejszając straty ciepła w budynkach w obszarach występowania mostków termicznych – np. szczelin między cegłami, które są wypełnione zaprawą.
– Badanie pokazuje, że nasza formuła oparta na przetworzonych odpadach
z tworzywa PET może być stosowana do produkcji zapraw na bazie cementu i jest skutecznym sposobem na zmniejszenie ich wpływu na środowisko. Czy nie byłoby wspaniale zmniejszyć rachunki za ogrzewanie wszystkich naszych nowych budynków, a jednocześnie znacznie zredukować ilość odpadów tworzyw sztucznych na świecie? – stwierdza Lidija Šiller, profesor nauk nanoskalowych w Newcastle University’s School of Engineering i jeden z głównych autorów badania.
I Nowa mieszanka zaprawy
Oprócz tradycyjnej zaprawy przetestowano 7 różnych receptur, przy czym najskuteczniejszą z nowych mieszanek zapraw okazała się ta zawierająca 7% nieprzetworzonego aerożelu krzemionkowego zastępującego naturalny piasek w połączeniu z 3% tworzywa PET pochodzącego z recyklingu.
Cząstki PET użyte w badaniu pochodziły z rozdrobnionych odpadów plastikowych butelek i były grube, o nieregularnym kształcie i wielkości od 2,5 do 3,5 mm. Po rozdrobnieniu naukowcy umyli kawałki tworzywa wodą i pozostawili je do wyschnięcia w temperaturze pokojowej na 24 go-
dziny. Zespół przeanalizował kluczowe właściwości, takie jak czas wiązania, płynność (miara określająca urabialność zaprawy cementowej), gęstość, wytrzymałość i przewodność cieplna. Nowa formuła pomogła zmniejszyć przewodność cieplną zaprawy nawet o 55% w porównaniu do standardowych próbek.
– Poprawa wydajności cieplnej budynków murowanych poprzez zmniejszenie ilości energii potrzebnej do ogrzewania i chłodzenia budynków w celu zaspokojenia komfortu użytkowników jest jednym z głównych tematów rozważanych w nowoczesnym sektorze budowlanym. W naszej pracy modyfikacja powierzchni cząstek aerożelu krzemionkowego była kluczowym krokiem w kierunku pomyślnej implementacji cząstek tego składnika do spoiwa cementowego i tworzywa PET – dodaje główny autor badania, doktorant Kaniaw Marof.
Naukowcy zamierzają przetestować nową mieszankę w rzeczywistych warunkach i na dużą skalę.
– W następnym kroku chcemy znaleźć współpracowników, takich jak firma budowlana, która złoży wniosek o dofinansowanie i zbuduje dom według naszego „przepisu” na zaprawę. Pozwoli nam to dostarczyć bezpośrednich dowodów na potencjalne oszczędności energii i ocenić ekonomiczność dla zastosowań w budynkach murowanych – wyjaśnia prof. Šiller. •
Źródło: ncl.ac.uk/press/
Flauta
Krzysztof
Nowosielski
ML Polyolefins
Nowy rok czy nadejście wiosny budzą w nas nowe nadzieje. Wyczekujemy lepszego dnia, lepszego roku i upragnionego lepszego okresu w biznesie. Tyle że wraz z początkiem nowego roku, wiosny i każdego nowego dnia ostatnich miesięcy, tego „lepszego” jutra nie widać. Rynek – nie tylko tworzyw sztucznych – leży. Tymczasem na horyzoncie majaczą nowe kłopoty.
Właściwie z kim nie rozmawiam, to już w ubiegłym roku spodziewał się tego upragnionego „lepszego” okresu, a 2025 to… no, w ogóle będzie świetny! Tyle że pierwszy kwartał za pasem, a sytuacja rynkowa, którą mieliśmy w minionym roku, dla wielu przedsiębiorstw wydaje się być mitycznym eldorado. A przynajmniej dla tych, którzy jeszcze jakoś stoją na nogach i nie pozwalają zgasić światła w swoich halach produkcyjnych. Popyt na tworzywa sztuczne szoruje po dnie, głównie za sprawą sektorów, które jeszcze do niedawna były siłą napędową europejskiej gospodarki, jak np. automotive.
W ostatnich tygodniach szczególnie widoczny jest problem z konsumpcją dóbr trwałych, co powoduje ograniczenie produkcji względem lat ubiegłych w tych przedsiębiorstwach, które wraz z nadejściem wiosny wchodziły w głęboki sezon. Nawet znaczące obniżki cen, stosowane coraz częściej przez producentów, nie są w stanie pobudzić popytu. Szacunki organizacji branżowych, takich jak Stowarzyszenie „Polski Recykling” są zatrważające, jeśli chodzi o spodziewane upadłości przedsiębiorstw. Niestety, pomimo rosnącego wskaźnika PMI (PL manufacturing), trudno dostrzec symptomy znaczącej poprawy. Osłabienie złotówki uderza w eksporterów, którzy z jednej strony cierpią ze względu na niski popyt, a z drugiej na nowo poznając znaczenie pojęcia „ryzyko kursowe”.
Wszystko wskazuje też na to, że za chwilę czeka nas wojna handlowa z coraz bardziej bezczelną administracją Do-
nalda Trumpa, który nie bawi się w żadne konwenanse i nie oszczędza sojuszników. Pakiet nowych ceł na produkty z UE ma zostać ogłoszony 2 kwietnia, co stanie się już po oddaniu tego numeru „Plast Echo” do druku. Mając jednak na uwadze sposób działania Amerykanów w ostatnich tygodniach, nie będzie nadużyciem założenie, że USA nałożą na UE nowe cła. Inna sprawa, że w ciągu kolejnych 48 godzin mogą zostać cofnięte, ale i tak wystarczy to, aby rozchwiany rynek rozbujać jeszcze mocniej.
Świętości i paradygmaty już nie istnieją, bowiem dla Amerykanów obecnie każdy sposób, który przybliża ich do realizacji własnych założeń, jest dobry. Tymczasem Bruksela buńczucznie się odszczekuje – ale też nie za mocno, bo przecież biznes to jedna strona medalu, a bezpieczeństwo Europy to druga sprawa. Od poprzedniej kadencji Trumpa minęły 4 lata, a europejskie elity nadal nie wyciągnęły wniosków i nie przygotowały się na dogrywkę. Jedyne, co zrobiły w ostatnim czasie, to – przyparte do ściany – w końcu postanowiły wygospodarować dodatkowe środki na inwestycje związane z dozbrojeniem kontynentu.
Wydaje się jednak, że pomimo kilku szokowych wydarzeń, jakich świadkami byliśmy ostatnio przy współudziale Trumpa et consortes, w Europie nadal nie wyciągnięto wniosków. Bowiem wielu polityków, dziennikarzy i komentatorów nadal najwięcej uwagi poświęca krytyce i moralizowaniu amerykańskiej administracji, jakby miało to przynieść jakiś efekt. Oczywiście w postaci powrotu starej, dobrej Ameryki, którą dobrze znamy. Czas się obudzić i zrozumieć, że nowe zasady gry zostały już zakomunikowane, a nie rozpaczać nad tym, że ktoś przewrócił stolik. Skoro wiemy, kto aktualnie zasiada w Białym Domu, to wypadałoby w końcu dostosować swoje działania do nowych warunków. Bo na razie europejskie elity zachowują się jak drużyna, która przegrywa mecz i zamiast skupić się na odrabianiu strat, nadal molestuje sędziego o jego błąd z pierwszej połowy. Tymczasem gra toczy się dalej i czas najwyższy zacząć działać, bo trudno odrabia się straty przegrywając 0–3 po 15 minutach od pierwszego gwizdka.
Warto zatem zacząć zastanawiać się, w jakim kierunku zmierza Donald Trump i zareagować, zamiast liczyć na nagłą zmianę jego postępowania. Tym bardziej, że problemy takie jak droga energia są naszą winą i nie pojawiły się wraz z wyborem nowego prezydenta w USA. Trump może nasze problemy jedynie pogłębić, więc może czas najwyższy zacząć likwidować strukturalne ograniczenia, które sami sobie narzuciliśmy? Musimy stać się jako Unia na powrót konkurencyjni i na odzyskaniu tej przewagi należałoby się skupić w pierwszej kolejności. •