10 minute read
Making way for hydrogen: part two



Part one of this two-part series looked at how to clean and assess existing pipelines to ensure they’re ready for the transition to hydrogen. Here, David Stordeur, T.D. Williamson, Belgium, discusses how intervention and isolation can support the transition during the repair, transformation or extension of new and existing networks.




The promise of hydrogen as a clean future fuel depends in no small part on pipelines. Plans to build hydrogen infrastructure are underway, but that will take considerable time and money. The conversion of existing natural gas pipelines for pure or blended hydrogen service is a faster, more efficient alternative.
This option is gaining momentum around the globe. Perhaps the best measure of its potential is presented in the recently released European Hydrogen Backbone (EHB) report.1 The EHB is a dedicated hydrogen transport network expected to have 39 700 km (24 600 miles) of pipelines in 21 countries by 2040 and more than two-thirds of them (69%) will be repurposed natural gas lines. To fully appreciate the significance of this effort, consider that currently there are only about 4500 km (2800 miles) of hydrogen pipelines in operation worldwide. More than half of them are concentrated along US Gulf Coast, primarily connecting production facilities to refineries and chemical plants and running at lower pressure than will be needed for long-distance transmission.2
There’s no question that changing pipeline service from natural gas to hydrogen is a less intensive process



than building a new network; still, making an existing pipeline hydrogen-ready is not a simple, one-step process. It’s not inexpensive, either: one estimate suggests the price tag for repurposing Europe’s natural gas pipelines for 100% hydrogen transportation will be between €43 billion and €81 billion.3
Differences at the molecular level With so much at stake – safety, quality and productivity, in addition to cost – there’s no room for cutting corners when it comes to converting a natural gas pipeline to hydrogen service. Even after cleaning and inline inspection (ILI) – both critical precursors to operation – there might still be considerable work to be done, including repairing defects identified during ILI, changing out valves, removing sections or connecting the pipeline to existing or new infrastructure while the pipeline is in operation.
Creating a safe work zone during those activities generally requires intervention and isolation, which includes hot tapping and plugging (HT&P). HT&P avoids the time, risk and expense of shutting down the pipeline system by avoiding decommissioning, depressurisation and any significant impact on product flow. HT&P also minimises gas loss to the atmosphere.
Isolation and intervention operations have been performed successfully on all types of pipelines for decades, but it appears that hydrogen’s characteristics may increase some of the associated risks.
For example, hydrogen molecules are smaller than those of natural gas, meaning they can escape more easily anywhere there is a connection or potential leak path. Plus, hydrogen is also much more volatile than natural gas; while the explosion and flammability concentration range for natural gas-air mixtures is 5% to 17%, it’s much wider for hydrogen-air mixtures, between 4% and 74%.
In addition, although the US Department of Energy reports says the “long-term impact of hydrogen on materials and equipment is not well understood,” we do know that hydrogen attacks certain metals.4 Hydrogen embrittlement can lead to cracking and failure of pipelines and components, especially the isolation technology that becomes a permanent part of the pipeline, such as split tees and other fittings.
Between the flammability of hydrogen and the risk of hydrogen embrittlement, the selection of hydrogen compatible isolation equipment is critically important. Isolation fittings must be able to withstand the pressures of operation while also being resistant to the hydrogen environment.
The right restrictions For hydrogen cracking to occur, there must be a combination of three things: hydrogen; material (with a susceptible microstructure); and stress (Figure 1).
Avoiding hydrogen cracking, then, is a balancing act between steel grade, stress levels (primarily hoop stress), safety and cost effectiveness. In general, that has meant adhering to a conservative approach of choosing materials that are thicker (which reduces stress level) and avoiding certain higher-yield metals and alloys whose microstructure has been regarded as susceptible to hydrogen embrittlement.
That isn’t much of a problem for the low-pressure hydrogen pipelines currently in place or, really, for any future low-pressure distribution network. However, those constraints become more of an issue when it comes to operating – and isolating – largediameter, high-pressure transmission pipelines that require the use of higher strength steels, hydrogen pipelines included.
Fortunately, recent testing indicates that certain higher yield materials are more resistant to hydrogen embrittlement than previously believed. This work is consistent with ASME B31.12 option B, which allows operators to utilise a fracture mechanics approach to determine an acceptable stress range for hydrogen piping.5 ASME B31.12 was last published in 2019. It provides rules and guidelines applicable to piping in gaseous and liquid hydrogen service and to pipelines in gaseous hydrogen service.
For example, a Greek pipe manufacturer supervised by thirdparty consultants validated the use of higher strength (API 5L X60 to X70) steels in pressurised hydrogen.6 In addition, a German pipe
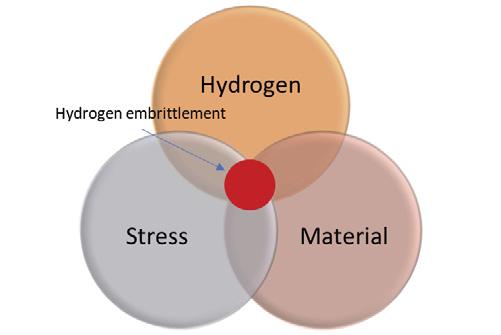
Figure 1. Hydrogen cracking requires product, stress and susceptible material.

Figure 2. LOCK-O-RING® plus completion plug. This plug is set in place with extended leaves that fit in the flange groove.
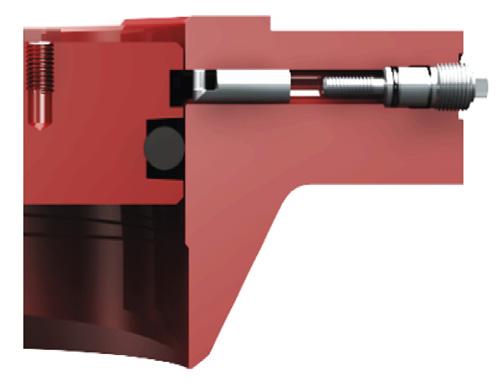
Figure 3. LOCK-O-RING® completion plug. This plug is held in place with segments that are extended with a screw mechanism drilled through the flange.
Figure 4. The TDW STOPPLE® Train system.

company has developed a hydrogen-ready pipeline steel that may contribute to relaxing some of the restrictions of ASME B31.12 as they relate to higher-strength steels between X52 and X70.7
This isn’t the only area where industry groups are working to find the right level of requirements without being overly conservative. Because there are so few hydrogen pipelines in place, isolating them has yet to become a routine activity; however, there’s no question it can be done safely and effectively. Many of the conditions and precautions that will affect the isolation of hydrogen pipelines are already familiar to service providers experienced with pipelines carrying sour gas (natural gas containing hydrogen sulfide, H2S). Their proficiency is helping to provide insight into exactly what the guidelines should be.
Learning from sour gas To say that working with sour gas can be treacherous borders on understatement. After all, H2S is extremely flammable and highly toxic, making it one of the deadliest hazards in the oil and gas industry. In fact, it is second only to carbon monoxide as a cause of inhalation deaths.8
In addition to those serious risks, H2S is known to cause hydrogen embrittlement. What this means, of course, is that special care is required to protect people and the environment during HT&P operations such as in-service welding of the split tee to the pipeline.
At T.D. Williamson (TDW), we have expertise and specialised procedures for both hand and mechanised welding in sour service applications, including the use of induction and resistance heating and volumetric non-destructive examination (NDE) of these welds. These solutions are easily transferred to enable the welding of split tees on pipelines carrying hydrogen and hydrogen blends; we have also worked on specific welding procedures for hydrogen service.
Although for now, isolation service providers can plan on using the same conservative approach to hydrogen pipelines as they do for sour gas pipelines, that may not be the case for long. Testing and engineering studies are underway worldwide and international standards are evolving. As the industry learns more about how much caution is really required to tap into live hydrogen pipelines, today’s methods may someday actually be considered overly restrained. Having new standards with an appropriate level of requirements (meaning they are not too restrictive based on sour service experience) is crucial as the industry moves to convert existing lines that were built for natural gas.
Ahead of the hydrogen curve Generally speaking, successful pipeline isolation operators require: ) Isolation equipment that is compatible with the product and provides an effective seal.
) An appropriate procedure to purge, bleed and remove product from the isolation equipment and the isolated section.
) Comprehensive monitoring and leak detection.
In addition, providing a safe HT&P operation calls for particular expertise and experience, including qualified specialists who will ensure the most appropriate approach and techniques are used start to finish. But long before technicians arrive on site, safety has to be built into the equipment. For isolation equipment manufacturers such as TDW, safety has always been a top priority when designing new products and developing new technologies. That’s even more important as the energy sector becomes more demanding and safety conscious as the use of new fuels arises.
At TDW, for example, our Safe by Design protocol enables us to engineer out potential problems within the actual design, providing the strongest possible defense against accidents.
What’s more, the innovations we create solve not only current issues, but they also provide a ready solution for tomorrow’s challenges. That’s why many of the isolation products available today are well-suited for hydrogen applications.
For example, to satisfy the pipeline industry’s need for a completion plug without leak paths, TDW engineers created the LOCK-O-RING® Plus, which locks into place (Figure 3) rather than screwing into the flange (Figure 2). The design eliminates penetrations in the flange that would allow gas to seep through
– and it performs the same function for hydrogen. It doesn’t matter that hydrogen molecules are smaller; without a leak path, there’s no way for them to get out.
Another example is double block and bleed (DB&B) isolation technology where two plugging heads with a bleed port in between can be inserted through a single split tee. The TDW STOPPLE® Train system (Figure 4) was developed well before the idea of high-pressure hydrogen pipelines became a potential reality, but it more than meets the criteria for hydrogen compatibility and leak protection. Among the advantages: it requires only a single tap into the pipeline, and the seals are fullpressure capable and independent of each other; failure of one seal does not jeopardise the other. This combination of seals and monitoring creates an even safer environment for working on the isolated section, making it suitable for higher-risk operations. Tomorrow’s challenges, solved today The world is beginning to unlock its hydrogen potential, and it’s exciting to be participating in and contributing to this historic tipping point. Pipeliners and service providers alike are witnessing remarkable changes in the industry, how we regard the environment and how we see renewables as part of the future energy mix.
At the same time, TDW is helping to accelerate those changes. Whatever tomorrow looks like, one thing remains clear: pipelines will continue to play a significant part. They’re a proven, safe, reliable and cost-effective way to transport energy to people, businesses and industries. And companies like TDW, who value and are continuously working to improve pipeline safety, will keep innovating and expanding our product offerings.
By leveraging our experience with natural gas, sour service and every other type of pipeline, we’re ready now for the challenges that hydrogen pipelines will present, with solutions for cleaning, inspection and intervention and isolation.
AGRULINE XXL PIPES
References
1. https://gasforclimate2050.eu/newsitem/european-hydrogen-backbonegrows-to-40000-km/ 2. https://www.energy.gov/eere/fuelcells/hydrogen-pipelines 3. https://www.reuters.com/business/sustainable-business/europe-couldoperate-40000-km-hydrogen-pipelines-by-2040-operators-2021-04-13/ 4. https://www.nrel.gov/news/program/2020/hyblend-project-to-acceleratepotential-for-blending-hydrogen-in-natural-gas-pipelines.html 5. ASME B31.12. 2019. Hydrogen Piping and Pipelines. s.l. : American Society of Mehanical Engineers, 2019. 6. https://www.pipeline-journal.net/articles/qualification-high-strength-linepipeshydrogen-transportation-based-asme-b3112-code 7. BRAUER, HOLGER, et al. 2020. Energy Transition with Hydrogen Pipes: Mannesmann “H2ready” and the Changeover of Existing Gasunie Natural Gas Networks. [Online] 2020. https://www.mannesmann-linepipe.com/fileadmin/ footage/MEDIA/gesellschaften/smlp/Documents/Energy_transition_with_ hydrogen_pipes_Mannesmann_H2ready_and_the_changeover_of_existing_ Gasunie_natural_gas_networks.pdf. 8. https://www.nature.com/articles/srep20831



HDPE PIPING SYSTEMS FOR INTAKES & OUTFALLS
Outstanding life span
Fast and easy installation
For high-volume flows
High-quality materials
Expertise in plastics processing
Heated tool butt welding machines from OD 20 mm up to OD 3500 mm