
NOV/DEC
Operation save the environment STEEL & TUBE | PIPE & FITTINGS | VALVES | PUMPS IRRIGATION | FENCING |ROOFING| HARDWARE
ENDORSED BY SAPMA, SAPSDA, SAVAMA AND VAMCOSA
2022




Solid Handling Specialists With more than 53 years in manufacture of dry bulk materials handling equipment, AMD-ROTOLOK is proud to continue the supply of quality equipment to our many long standing and valued both local and international clients Our partial product range includes: Rotary Valves Flap Valves Knife Gate Screw Conveyors Bucket Elevators, ect. Theo Sherman Managing Director Tel: +27 (0) 11 674 1166/7 | Cell: +27 (0) 82 411 8658 Fax: +27 (0) 11 674 4372 | theo.sherman@amd-rotolok.co.za www.amdrotolok.co.za
COVER STORY
PUMPS
New KRDX and workshop at Tsurumi
manufacturing 14
All you need to know about a Centrifugal Pump? 16
8 Tips for repairing and upgrading pumps 26

VALVES
Operation save the environment 28
Common valve storage and preservation issues 30

The use of Corflex Pinch Valves at the DRD Ergo Operations in South Africa 32
Common control valve issues and troubleshooting 34
Preparing for the energy transition 36 Vesconite aids with plant cooling 37
WATER
Water crisis likely to be worse than the energy crisis, says AECOM 38
ADVERTORIAL
Wastewater treatment a challenge Robuschi won 24 PRODUCTS &

The 6X: Vega’s new level sensor 40
On the cover
Stewarts & Lloyds, +27 (0) 11 553 8500, info@sltrading.co.za, www.stewartsandlloyds.co.za
Pipes, Pumps & Valves Africa
Managing Editor: Surita Marx
Cell: +27 (0) 83 281-5761
Email: info@pumpsandvalves.co.za Web: www.pumpsandvalves.co.za Sales: Peter Rametsi
Email: sales@pumpsandvalves.co.za Production Manager: Xane Roestroff Email: adverts@pumpsandvalves.co.za Sub-Editor: Phakiso Mataitsane
CONTENT Pipes, Pumps and Valves Africa - Nov/Dec 2022 3 Disclaimer: Opinions in this Publication are those of the authors and do not necessarily reflect those of this publication, its editorial board, its editor or its Publishers SAPMA or VAMCOSA The mention of specific products in articles and advertisements does not imply that they are endorsed or recommended by this Publication or its publishers in preference to others of a similar nature, which are not mentioned or advertised. Reliance on any information contained in this journal is at your own risk. While every effort is made to ensure the accuracy of editorial board makes no representations or warranties, express or implied, as to the correctness or suitability contained and/or the products advertised in this publication. The Publisher shall not be liable for any damages or loss, howsoever arising, incurred by readers of this publication or any other person/s. The Publisher disclaims all responsibility and liability for any damages, includes pure economic loss and any consequential damages, resulting from the use of services or products advertised in this publication. Readers of this publication indemnify and hold harmless the publisher, its officers, employees, and servants for any demand action, application or other proceedings made by any third party and arising out or in connection with the use of any services and/or products or the reliance on any information contained in this publication. Advertisers Actom 35 Air & Vacuum Technologies 25 AMD Rotolok IFC Aumanat OBC Bilfinger 11 Bray 9 ConExpo 39 Corflex Engineering 33 Invincible Valves 7 KSB 19, 23 Pipes,
42 Pleix-Quip
31 Sam Engineering 29 Stewarts
Lloyds OFC Vac-Cent Services IBC Vesconite
45 Xylem 13
Pumps & Valves Africa
Africa
&
Bearings
4
Bring on 2023 bigger and better
6 IPR now distributes Atlas Copco dewatering pumps 8 Checking pump installations ahead of rainy season 10 Gorman-Rupp is now offering the Eradicator Plus™ 12 Identifying the best pumps for use in corrugated-box
SERVICES
INDUSTRY NEWS
BUYERS GUIDE
Uniquely designed adjustable level switch launched 42
43
Bring on 2023 bigger and better
Growing market footprint, expanding the product range and extending services are all on the cards for steel and fluid control products supplier Stewarts & Lloyds (S&L) in 2023. Pipes, Pumps & Valves Africa finds out more.

Hobbled by high-interest rates, punishing inflation and an ongoing war in Europe the global economy has not had an easy year. Locally, tough economic conditions have been an ongoing challenge for businesses across the board.
For the team at Stewarts & Lloyds, it has been no different, but they have also seen it as an opportunity to pull together and work better – and harder - than ever before.
Branch managers Chantal Car, Pumps, and Jonathan Odell, Irrigation, maintain that now is the time to ensure customers have the best products and the best prices in the market.

“Covid was not very kind to many companies,” says Car. “S&L’s top management was action- orientated and made sure the team stood together. We have leaders in the industry that kept our whole team together. With this, our post-Covid period was very good for our company.”
It also allowed the company to identify numerous opportunities. “Our pumps and irrigation branch has realised the difficulties the pandemic has brought to our customers,” says Odell. “This has been compounded by the difficult economic situation many companies continue to face. The price of fuel, inflation, interest rates and ongoing load shedding are all very real challenges our customers are having to deal with. We are working closely with our customers to ensure they have not only the products that they need but the best products at the most competitive pricing possible at their fingertips.”

This has not been an easy undertaking considering that the economic climate has caused havoc with the pricing
of imported products. With shipping and fuel costs having skyrocketed companies are having to come up with innovative ways to remain competitive and continue to add value to their clients.
For Odell and Car, customer service must stand out. “A lot of time and effort is taken to ensure our team is always at the top of their game. Training is a critical factor in our business and it is ongoing. We ensure that our team are at all times trained and skilled on every product in our range and can deliver a high standard of service to our customers meeting their needs and making sure they are getting the best deal possible.”
Next step
The pump and irrigation branch is doing a complete
COVER STORY 4 Pipes,
- Nov/Dec 2022
Pumps and Valves Africa
makeover and wants 2023 to be the start of a new era.
“We are looking at growing in the market and making sure all our customers’ needs are met. This is a very exciting time for the company, and we believe the future in the fluid control industry will be taking off,” says Car.
“Our economy is making sure we are kept up to speed and with the times to make sure we are growing steadily. If you look at all the water shedding we are having, the waterlines that constantly need maintenance, the sewage drainage issues as well as basic farming needs, we will be able to assist in all areas. Increasingly homeowners are requesting boreholes and water tanks.”
“This is keeping us extremely busy, and we see the need for more owners to look at being self-sufficient in the future.”Loadshedding has also seen a move towards more off-grid solutions being sought.
“Homeowners and businesses alike are wanting to be less dependent on the electricity grid. We continue to expand our range of products to meet these needs, particularly looking at renewable energy solutions such as solar. Delivering cost-saving solutions is just as important in these economic times,” says Odell.
“We are also always on the lookout for products that are bringing these savings to clients, pumps that use less electricity and deliver better consumption.”

He says the solar pump ranges will attract a diverse client base to the business giving them a wide range of different options.
“We need to accommodate the load shedding and water shedding we have in our country as it is not going anywhere in the foreseeable future.”
Both Car and Odell see solar systems growing in popularity and predict that they will dominate the marketplace going forward. “We want to provide homeowners with the tools and accessories to allow them to take their houses off the
grid and allow them to become self-sustained,” says Odell. Expanding
the footprint
As a trusted name in the industry Stewarts & Lloyds has continued to see growth in the market. Next year marks 120 years in the business.
“We take care of our team, we take care of our clients, and we strive to make sure our service is the best,” says Car. “We are always trying to keep ahead of the market, making sure our products are up to date and all our products are within the scope that our customers require.”
“We believe in building trusted relationships, making sure all our customers feel welcome and making sure when they leave our retail stores, they are more than satisfied with our service.”
More recently, new branches were opened in Polokwane, Limpopo, and Windhoek, in Namibia. This has allowed for improved customer experiences in these areas while allowing S&L to offer its customers a larger basket of goods than before.
Consequently, the company can add to its purchasing volumes, with branches placing it in a stronger position when negotiating prices, and be more competitive in the market, which, in turn, allows customers to benefit.

Going forward expansion will continue to take place not only in the local market but also across the borders, growing its footprint and market share as a group.
Stewarts & Lloyds, +27 (0) 11 553 8500, info@sltrading.co.za, www.stewartsandlloyds.co.za

Africa - Nov/Dec 2022 5
Pipes, Pumps and Valves
PUMPS
New KRDX and workshop at Tsurumi
Tsurumi, market leader in dewatering pumps, lifted the veil on its new safety pumps at Bauma 2022 and showed visitors how to service a pump properly.
This has never happened before: for the first time, the exhibitor is coming to Bauma with a workbench where visitors can demonstrate their skills. The task is to service a pump, especially in the sensitive areas of hydraulics and electrics. Those who have not yet mastered this can learn it on site at stand A6.338. A valuable lesson, because pump failures can not only be expensive but also end in accidents.

Safety is also the focus of the new product presentation, which the Japanese have saved as a further treat for the fair: For the first time, they are showing the KRDX, a model in their new series of safety pumps that are approved according to IECEx and ATEX. The three-phase submersible heavy-duty pumps are designed for slurry drainage/ pumping and have motor outputs from 3.7 to 7.5 kW. They are equipped with an agitator and an outlet of up to 100 mm to pass solids up to 33 mm in size. Tsurumi states a pumping capacity of 2,200 l/min.

Safety, part three: Tsurumi presents its Connect system
for seamless monitoring of pumps and other machines, including those from other manufacturers.
Via a small box on the unit, the operator can determine the location, read out performance data and set alarm and error scenarios.
The aim is to raise safety and efficiency to a new level. The first systems are already in use on the market.
And what else? The manufacturer provides information on many other pump models, including novelties such as the residue dewatering pump LSC2.75S. Some of them are even demonstrated in wet live operation, for which Tsurumi specially sets up a complete basin with piping.
Workhorses such as the KTZ and KRS pump series are also represented on the stand, as they form - not without reason - the backbone of dewatering in many construction projects around the globe.
Tsurumi Pumps Africa, +27 (0) 82 404 4743, enquiries@tsurumipumpsafrica.com, www.tsurumipumpsafrica.com
6 Pipes, Pumps and Valves Africa - Nov/Dec 2022


PUMPS
IPR now distributes Atlas Copco dewatering pumps
Taking another step upward as a leading dewatering pump and dredging specialist, IPR has been awarded the master distributorship for the Atlas Copco pump range in the Southern African region.
According to Lee Vine, managing director of IPR –previously called Integrated Pump Rental – the new arrangement will further enhance IPR’s offering to customers. The company has over the past eight years built a significant presence in mining, construction, agriculture and other industrial sectors.
“Representing a leading global brand like Atlas Copco reinforces IPR’s commitment to our customers, which combines the best quality equipment with our superior service levels,” says Vine. “Our extensive network in the region ensures we are close to customers, and the Atlas Copco range adds further to our capability to meet their site specific needs.”
The new range includes wet prime and dry prime diesel driven pumps, as well as submersible pumps for the three key pumping categories – dewatering, sludge and slurry. The diesel driven pumps range in capacity from a 30 metre to 150 metre head, with flow rates from 50 to 1500 cubic metres per hour. The submersible range of Atlas Copco
pumps extends from 0.4 kW to 54 kW power. “IPR has developed an unsurpassed depth of technical expertise and market knowledge since we launched in 2015,” he says. “Our skills base and connection to customers have made this collaboration with Atlas Copco a perfect fit for us – adding considerable value for our customer base.”

As IPR product manager for the Atlas Copco range, Steve du Toit highlights that a substantial stockholding is in place at IPR’s Johannesburg head office to meet demand. The company’s well-equipped and professionally staffed service centre is always on hand to support the market.
“The Atlas Copco brand boasts a high level of quality with robust materials of construction for strong performance and rugged wear,” says du Toit. “Features like high chrome impellers and mechanical seal flushing all contribute to optimal reliability and uptime.”
The pumps have also been designed with the user in
8 Pipes, Pumps and Valves Africa - Nov/Dec 2022
mind, he explains – including the ease of access to internal components, and a compact modular design. They are versatile and mobile, and can be trailer-based or skidbased.
Just as IPR has evolved from a primarily rental company to selling increasing volumes of its pumps, so the Atlas Copco range will be available for either purchase or rental.

“By having both a sales and rental option, IPR can help customers to optimise the cost of ownership for their particular conditions,” he says. After a sustained period of
growth, IPR has recently moved into new, larger premises in Hughes, Jet Park.
The expanded facilities will facilitate the necessary stockholding, as well as workshop space, and offices for design, engineering, sales and administration.
Integrated Pump Rental, +27 (0) 87 759 8654, admin@pumprental.co.za, www.pumprental.co.za
HIGH PERFORMANCE FLOW CONTROL SOLUTIONS
Bray offers a complete portfolio of flow control solutions to handle your most challenging mining applications.
Learn more at BRAY.COM
Bray Controls Africa (Pty) Ltd Unit 11, ABC Business Park
Mastiff Rd, Linbro Business Park
Sandton 2090, South Africa
Telephone: +27 10 007 3222
Pipes,
Valves
- Nov/Dec 2022 9 PUMPS
Pumps and
Africa
PUMPS
Checking pump installations ahead of rainy season
Southern Africa’s summer rainfall regions, where much of the mining industry is located, face a seasonal risk from heavy rains – and must be ready to rapidly dewater sites.
Now is therefore a good time to conduct a full check on all pump installations, according to Justin Bawden, internal sales at Integrated Pump Technology. As the southern African distributor of Grindex submersible dewatering pumps, the company is dedicated to helping customers prevent flooding and disruption.
“Weather patterns have become less predictable, with some regions experiencing drought conditions for extended periods,” says Bawden. “Parts of the country may experience heavy rainfall consistently that creates great demand for pumps, while other regions may see more arid conditions in which case pumps go unutilised for some time.”
He stresses the importance of pumps being checked for performance and reliability, as they must often be put into service at short notice. Grindex pumps are well known for their applications in dewatering as well as sludge and slurry


pumping. One of his concerns is that some pumps are left unused in applications where solid particles can clog up components through sedimentation.
“In a muddy application, for instance, particles should not be allowed to thicken around a pump over a period of months,” he says. “If a pump is restarted under these conditions, it could lead to the impeller shaft snapping.”
He urges pump owners to take stock of which pumps they have available at the various dewatering ‘hot-spots’ around their sites.
By re-assessing the demands that the rainy season will soon place on each of these points, they could check that the pump capacities are well aligned.
“Our Grindex agents are strategically located around the country, and across border with many undertaking regular site visits,” he says. “This helps customers to ensure the right pumps are in place, and to identify any problem areas that might need more attention.”
It is vital to understand the key aspects of each pumping application – from the required flow rate and vertical head to the pipeline and the nature of the material being pumped. This makes for cost effective choices that provide the necessary duty when heavy rains arrive, he says.
The Grindex submersible pump range includes smaller units up to 10 kW that can be easily carried by a single person. For many of the larger units from 18 kW and up, Integrated Pump Technology can also offer trolleys that make mobility of the units easier for those on site tasked with installation of these units.
Integrated Pump Technology , +27 (0) 11 894 2906, sales@pumptechnology.co.za, www.pump-technology.com
10 Pipes, Pumps and Valves Africa - Nov/Dec 2022
WE MAKE VALVE SUPPLY WORK







Bilfinger Intervalve Africa (Pty) Ltd. is one of the enterprises in Bilfinger Power Africa (Pty) Ltd., the South African subsidiary of German based Bilfinger SE. For years, we have been adding value to the power, mining, paper pulping and broader industry through comprehensive valve supply, valve maintenance and heat treatment solutions. www.intervalve.bilfinger.com


Gorman-Rupp is now offering the Eradicator Plus™
This solids reduction technology for 3” (75 mm), 4” (100 mm), and 6” (150 mm) Super T Series® self-priming centrifugal trash pumps. The Eradicator Plus product was designed for the most extreme-duty applications in the Municipal, Industrial and Agricultural markets.
PUMPS
For liquids containing trash bags, wipes, mop heads, hair, industrial by-products, and agricultural wastes, the Eradicator Plus is ideal when cutting and tearing of organic solids entering the pump is required.
Based on the same principles of the Eradicator Solids Management System, Eradicator Plus models are the most aggressive in the Super T Series product lineup.
Eradicator Plus features include:
• Easily removable lightweight inspection cover
• Innovative back cover plate incorporating an obstructionfree flow path
• Heavy-duty, G-R Hard Iron continuous vane impeller with thick back shroud to prevent debris build-up

• Extra-thick G-R Hard Iron wearplate with notches, grooves, and oversized lacerating tooth to cut and shred organic solids
• Upgraded stainless steel, load-bearing shaft
For new Super T Series pump installations, complete units are available in cast iron construction.

Eradicator Plus upgrade kits are available for Super T Series pumps currently installed in the field.
Based on the existing product model number, kits will include all components needed to make an easy onsite conversion.
Gorman-Rupp Pumps, +27 (0) 11 397 3536, www.grpumps.co.za
12 Pipes, Pumps and Valves Africa - Nov/Dec 2022
CONDITION MONITORING

AND OPTIMISATION


Benefi optimyze™ CONDITION MONITORING TO OPTIMIZE YOUR BOTTOM LINE











































The optimyze™ modular condition monitoring solution provides health guidance and predictive maintenance advice for rotating and fixed assets such as pumps, motors, heat exchangers and steam traps. It periodically monitors system vibration and temperature and allows everyday users to access simple-to-use monitoring tools from iOS or Android mobile devices.

• Predictive maintenance to monitor the health of mechanical and electrical assets •






management including asset location, size and manufacturing date • System transparency to optimize reliability • Optimized reporting that helps to simplify documentation, manage system maintenance and inform purchasing • The ability to automatically share data with multiple local users • Conveniently monitor system conditions on our simple-to-use mobile application

xylem.com
ts:
Asset
Industries: • Commercial
• Manufacturing • Agriculture • Water Utilities Applications:
Monitoring
• Monitoring
• Monitoring
• Monitoring
Using predictive analysis, optimyze identifies potential problems with your equipment before they occur, to help you manage system reliability and maintenance. Information is monitored, collected, stored and analyzed in the optimyze sensor. This allows you to understand the current health and historical trends of your assets, create maintenance reminders and generate detailed reports. As a result, you can perform preventative maintenance before issues become critical to uptime. • And more
Building Services
•
the vibration of pumps and motors
the temperature of pump bearings
the temperature of motors to prevent overheating and winding damage
the performance of heat exchangers
Identifying the best pumps for use in corrugated-box manufacturing
Historically, the breadth and depth of a person’s shopping experience was defined by a combination of easily found brick-and-mortar storefronts, along with catalogs that would show up in the mailbox.
That changed dramatically 20 to 30 years ago when computers started becoming standard appliances in most homes and businesses. Soon after, webenabled smartphones found their way into nearly every pocket.
These revolutionary innovations turned the entire globe into a local department store, supermarket or pharmacy. Requiring only a reliable Internet connection, consumers now have access to any company’s products and services at the touch of a few buttons.
The increased ability to shop from a desktop or phone was eventually given a name: electronic commerce or, as it is more commonly known now, eCommerce.
If eCommerce had become popular before, the COVID-19 global pandemic kicked it into overdrive in 2020. With many brickand-mortar businesses locked down and the people who frequent them confined to their residences via stay-athome orders, eCommerce shopping surged, to the point that rare is the day now that an online-ordered package does not arrive at someone’s front door. What all of these deliveries have in common – whether they contain thumbtacks or diamond earrings, French wine or pharmaceuticals – is that the items arrive in some type of packaging, most commonly a corrugated cardboard box. In fact, corrugated cardboard boxes are recognized today as the world’s most widely used packaging material. This status is reflected in the fact that, according to various marketing-research companies, the global corrugated-box market had a value of around $67.5 billion in 2021 with expectations that that value will grow to between $80.8 and $82.8 billion by 2028 (which is a 3.5% CAGR).
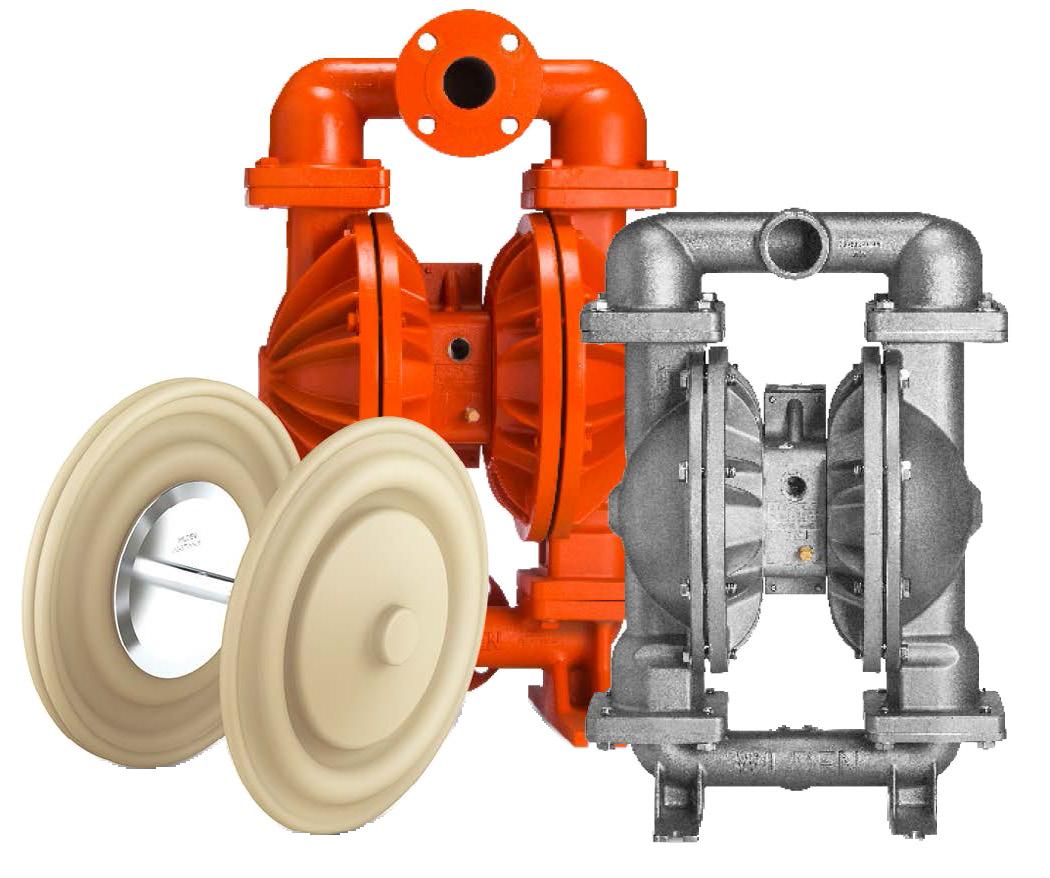
What that also means is that corrugated-box manufacturers will need to increase their production capabilities to keep up with the growing demand. Like all manufacturing processes, the one for corrugated boxes is a precise operation, with specific steps needing to be performed error-free each and every time. Industrial pumps play a starring role in one of these manufacturing stages – the transfer of cornstarch glue that holds the cardboard sheets in a corrugated box together –and this white paper will illustrate how air-operated doublediaphragm (AODD) and internal gear pumps can be the best option for use in this critical application.
The Challenge
Ironically, while the demand for corrugated boxes has exploded due to a series of technological advances in product ordering, the roots for the corrugatedbox manufacturing process stretch all the way back to the less high-tech era of the 1880s. That’s when a Swedish chemist named Carl F. Dahl developed a method that took the raw wood from harvested tree trunks, such as fast-growing pines, and turned it into wood pulp consisting mainly of cellulose fibers, which are the foundational component in a piece of paper. He called his invention the “kraft” process, with the word “kraft” meaning “strength” in German, which acknowledges the strength of the paper that is produced through the kraft process.
In the kraft process, raw wood chips are treated with a mixture of hot water, sodium sulfide (also known as “white liquor”) and sodium hydroxide in order to break down the cellulose (the main structural component in the cell wall of green plants), hemicellulose and lignin (organic polymers that support plant tissues) in the wood. This treatment turns the wood chips into soft and pliable
PUMPS Wilden Pumps | wilden@psgdover.com | www.psgdover.com
wood pulp, which is then ready to be manufactured into paper. Once the kraft paper is produced, it is sent to the corrugating plant where it will be turned into a finished corrugated cardboard box. In reality, only a few materials and stages of production are needed to complete the manufacturing process. As mentioned, one of the most critical is the application of the glue to the various sheets of cardboard that are used to construct the box.
Most larger corrugating plants feature a facility that is unique to box manufacturing: the “starch kitchen.” It is in the starch kitchen that corrugatedbox glue is created in a process that involves the mixing of cornstarch, some chemicals and boiling water, resulting in the formation of a thick, pasty liquid. The benefits of using starchbased adhesives in the construction of corrugated boxes are many: good adhesion to wood-based papers, ready availability, easy to apply, inexpensive, resistant to heat, slow curing, non-toxic and insoluble when used with fats and oils.
Because a large amount of cornstarch is needed at a corrugating plant, it is typically shipped in the form of a dry powder to the plant via railcar. At the plant, it is stored in silos before being transferred to the mixing vessels
where the glue is produced. It is at the conclusion of the cornstarch-glue production process that industrial pumps enter the picture.
Specifically, pumps are used to transfer the finished glue into the corrugating machine, from which it will be spread over the layers of corrugated medium that will be pressed together to form the completed corrugated cardboard sheet and, eventually, the cardboard shipping or storage box.

The challenge in this process that the pump must overcome is found in the fact that cornstarch glue can be difficult to pump because of its adhesive nature, along with its high viscosity. In addition to being sticky and thick, any liquid cornstarch glue that remains within the pump’s internals when it is not operating will harden. In this case, this hardened glue can cause premature wear that will adversely affect the ability of the pump’s mechanical seals/faces and bushings to operate properly. Even worse, when seals and bushings fail, the pump will be prone to leaks, which not only results in lost product, the cost of which can’t be recouped, but increases safety concerns as well as the need for costly cleanup procedures. If a pump should have failed seals or bushings that can lead to leaks, the choice for the facility operator then comes down to whether the seals should simply be replaced or if the pump should be scrapped and exchanged for a new model.
Replacing seals can be easy if spare inventory is on hand at the plant, but a pump that has additional performancedampening damage may need to incur extensive labor and repair costs to get it back to its expected level of performance.


In this case, the best option may be to purchase a new pump, though that can lead to longer periods of downtime, which compromises the manufacturer’s ability to meet strict production schedules. In both instances, there may also be a lack of skilled labor readily available to perform repairs or installation, which will lengthen downtime.
Therefore, it is imperative that the corrugatingplant operator identify and deploy a pumping technology that has been designed to confront and overcome the various challenges that are ever-present in the handling of cornstarch glue.
PUMPS
PUMPS
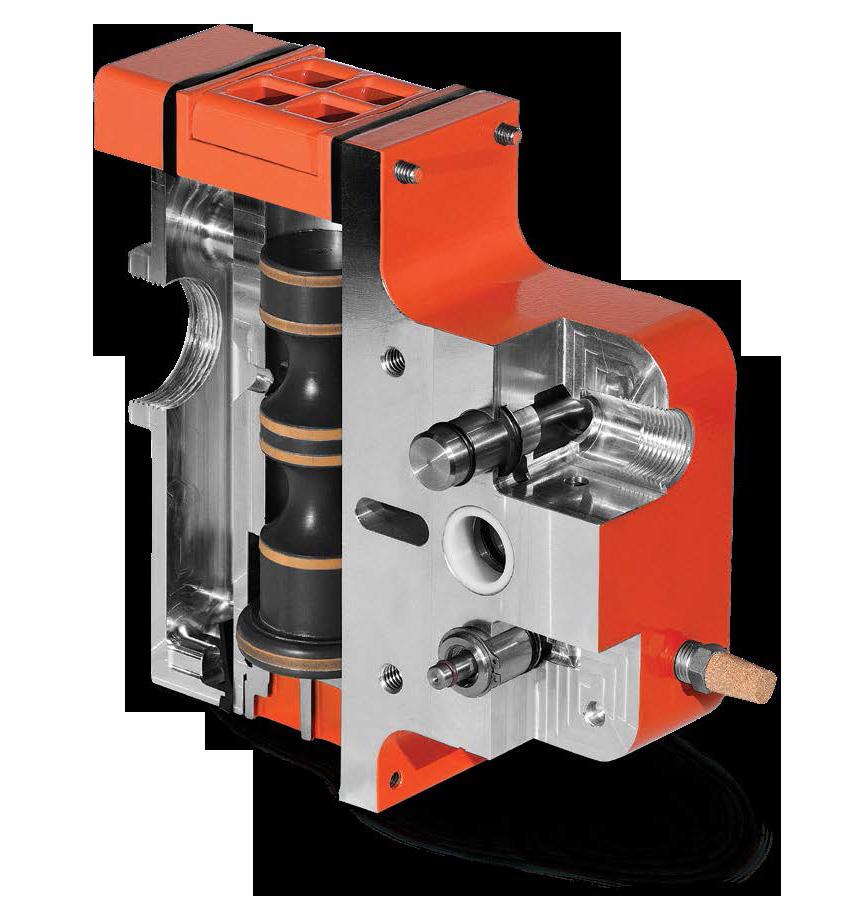
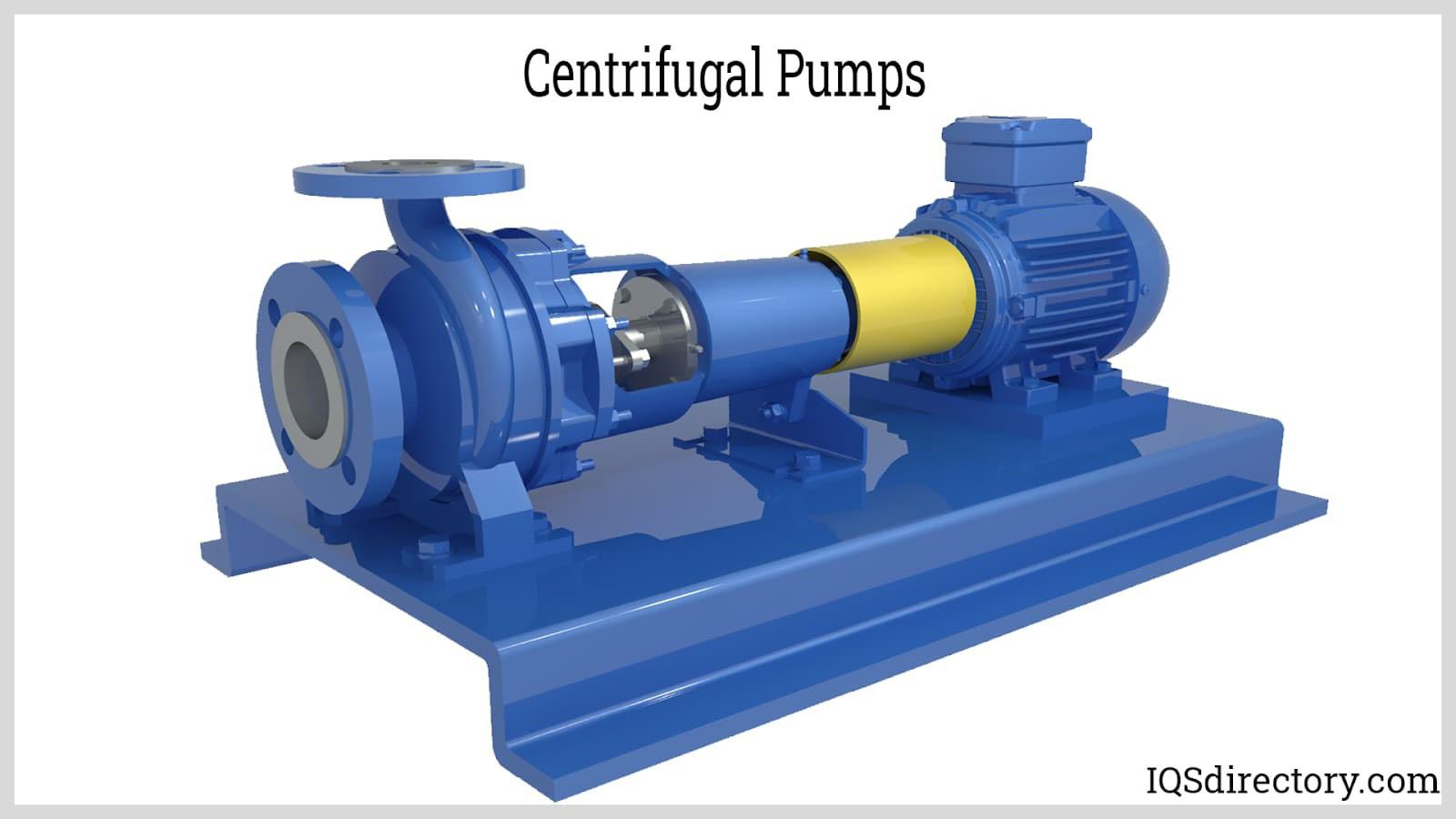
All you need to know about a Centrifugal Pump?
What is a Centrifugal Pump?
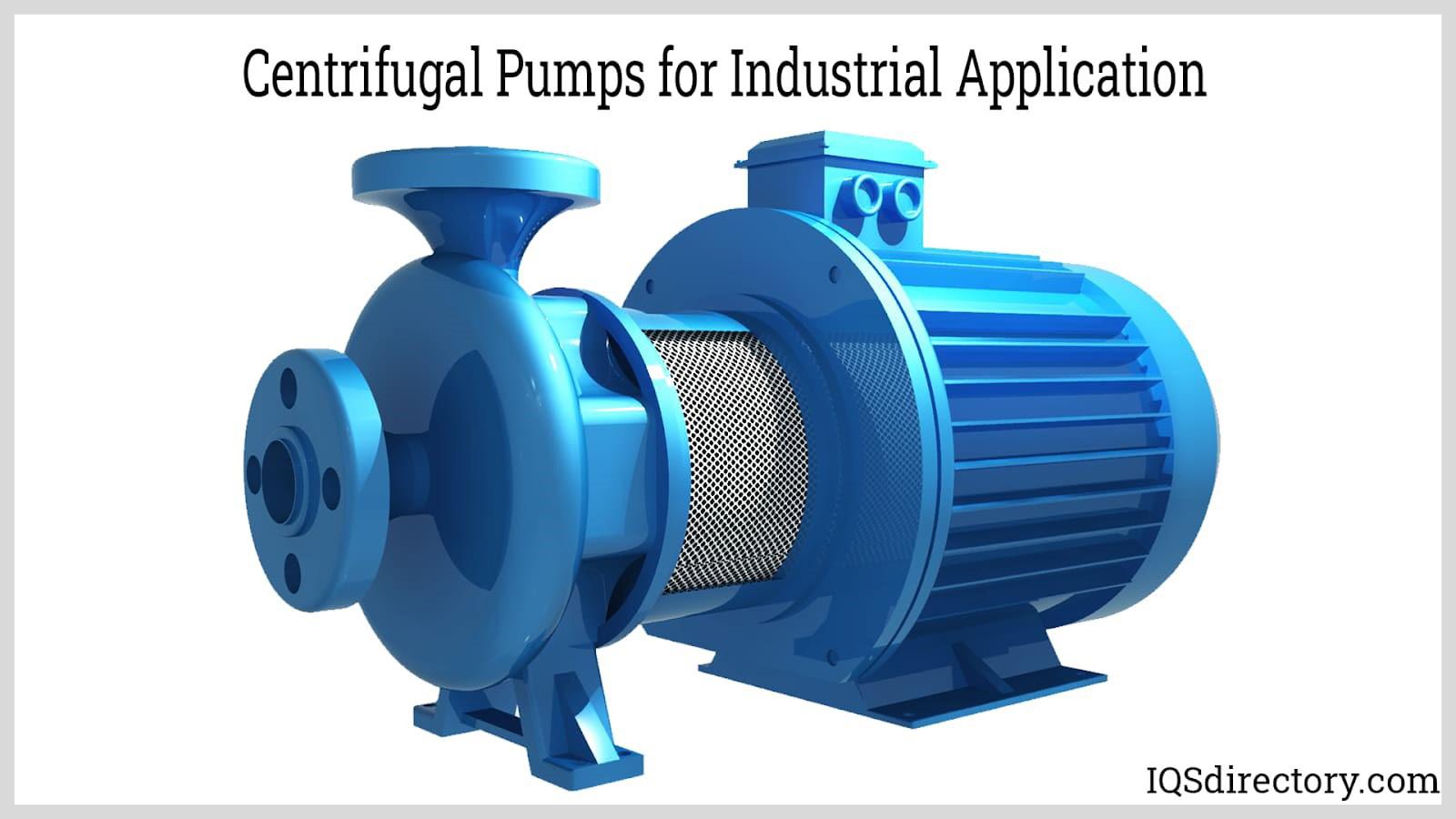
A centrifugal pump is defined as a hydraulic machine that changes mechanical energy into hydraulic energy by the use of centrifugal force acting on the fluid. This is a machine that uses rotation to enforce velocity on a liquid, the velocity will then be converted into a flow. Every centrifugal pump is made up of mechanical components that make the operation of the pump possible.
This mechanical assembly involves the pump’s shaft mounted on bearings, the sealing mechanism that prevents the pump from leaking uncontrollably, structural components that are designed to handle the loads and stresses imposed on the pump during use, and also wear surfaces that permit the pump to be returned and returned to its original specifications.
Components of Centrifugal Pumps
Every pump should have the following components:
• Shaft
• Impeller • Casing
• Suction Pipe
• Delivery Pipe
Centrifugal Pump Shaft
It is the central part of the pump which rotates together with the impeller when connected. The shaft is linked to the prime mover in order to get the power. The shaft fits perfectly with the ball bearing.
Centrifugal Pump Impeller
It comprises an arrangement of backward curved vanes. It is mounted to an electric motor’s shaft. This is known as the rotating part of the centrifugal pump enclosed in a casing that is watertight. The impeller rotates and imparts velocity to a liquid.
Centrifugal Pump Casing
This is a passage surrounding the impeller, which will be airtight. It is made in such a way that the water’s kinetic energy discharged at the outlet is changed to pressure energy before the water leaves the casing and is delivered into the delivery pipe. It works as a cover so that it protects the system. The casing transforms the velocity developed by the impeller into a stable flow. There are basically three types of casings in centrifugal pumps namely volute casing, vortex casing and casing with guide blades.
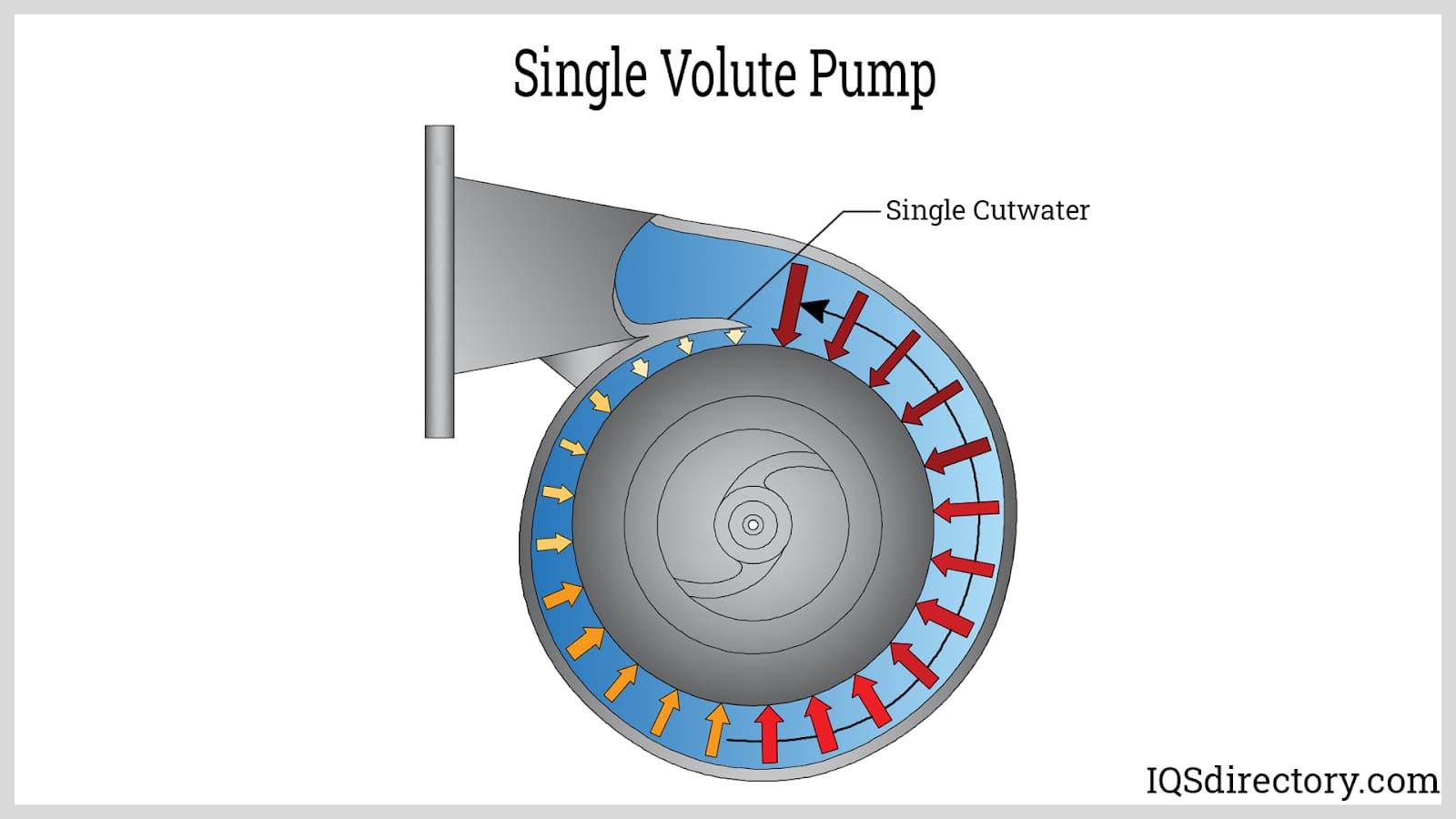
Volute Casing or Spiral Casing
The impeller surrounds this type of casing. Such a casing provides a successive increase in the area of flow and hence decreases the velocity of water and increases the pressure.
Vortex Casing
This casing is a circular chamber that is introduced between the casing and impeller. The fluid from the impeller has to pass through the vortex chamber first and then through the volute casing. Velocity energy has been changed to pressure and has good efficiency compared to the volute casing.
Casing With Guide Blades
In this type of casing, there are blades surrounding the impeller. These blades are arranged and designed in such a way that the water from the impeller passes through the guide vanes without shock and forms a passage of increasing area, through which the water passes through and reaches the delivery to leave with pressure.
Suction Pipe With a Strainer and Foot Valve
The suction pipe has two ends. The first end is connected to the pump’s inlet and one end is dipped into the water in a sump. At the suction pipes’ lower end, a foot valve is
16 Pipes, Pumps and Valves Africa - Nov/Dec 2022
fitted. The valve only opens in an upward direction as it will be a one-way type. To prevent the entry of unknown and unwanted bodies into the suction pipe, a strainer is fitted at the end of the pipe.
Delivery Valve
The delivery valve also has two ends. One end is connected to the pump’s outlet and the other end delivers the water at a required height.
Manufacture of Centrifugal Pumps
When selecting materials for centrifugal pumps, there are factors that need to be considered. These are strength, resistance to abrasive wear, corrosion resistance, casting and machining performance, repair and welding performance, and costs.
Materials Used in Centrifugal Pumps
Cast iron, cast steel, stainless steel, bronze, brass, carbon structural steel composite materials, alloy steel, and nonmetallic materials are some of the materials used to make centrifugal pumps.
• Cast iron – This is the most common material used to make centrifugal pumps. It provides high tensile strength and abrasion resistance correlated to high-pressure ratings. It is also durable.
• Stainless steel - Austenitic stainless steel is the most common stainless steel that is used to make pumps. Stainless steel is usually used for chemical pumps as it is corrosion resistant. Its tensile strength is remarkably high.
• Cast steel – This material is suitable for high-pressure working conditions and has good mechanical properties. Though its corrosion resistance is not as good compared to other types of stainless steel used in corrosive and other chemical applications.
• Carbon structural steel – This material is widely used as pump shaft material where no corrosion is required.
• Alloy steel - It is usually used as a material in pump shafts for high-strength.
• Non-metallic materials – This material in pumps is mainly used for sealing purposes for example polytetrafluoroethylene, rubber, nitrile rubber, and fluorine. Polytetrafluoroethylene has excellent high temperature resistance and corrosion resistance. Is used for static seals of mechanical seals and chemical pump gaskets. It is advisable to use almost all chemical media within 250°C.
• Bronze – Can be used for the body of the pump. It helps the sealing of the pump body. For larger centrifugal pumps, tin bronze is used as a material for the body. Although nickel aluminum bronze is corrosion resistant and has the best mechanical properties it is expensive and incompetent.
• Composite materials - to improve the chemical resistance
of the pump, a lining can be installed in the volute. The materials used for the lining can be rubber. Graphite monolithic ceramic and pumps are used in particular corrosive liquids, like hydrofluoric acid which is used in the pulp and paper industry and metal finishing industry. Composite materials are also used to make pump bodies.
Criteria for Choosing Material
Considerations when choosing the centrifugal pump material include:
• Chemical compatibility - Pump parts that will be in contact with the pumped media can be made from chemically compatible materials that will not be contaminated or result in excessive corrosion or contamination. Consulting a metallurgist for proper metal selection is advised when dealing with corrosive media.
• Explosion proof - Non-sparking materials are needed for operating on media or environments with the ability to catch fire or can explode.
• Sanitation- Pumps in the food and beverage industries require high density seals or unsealed pumps that are easy to sterilize and clean.
• Wear - Pumps that handle abrasives generally need materials with good wearing capabilities. Chemically resistant and hard surface materials are often incompatible. The housing and base materials should be of the right strength and also should be able to hold up against the conditions and environment being operated from.
Types of Centrifugal Pumps
The different types of centrifugal pumps include:
12V Pumps
These pumps operate 12 V DC, with a maximum flow of 330 GPH. It consists of alligator clips, a battery cable, and an on/off switch for ease when operating. The lowest height of water being pumped out can be 1/8 inches with the suction strainer, and the largest height of water being lifted is 40 feet. 3/4 inches garden hose adapter at both outlet and inlets, 6 feet suction hose, gasket for replacement, and an extra impeller. It can be portable due to its lightweight. In that case, a carrying handle can be attached to the body for convenient use.
Pipes, Pumps and Valves Africa
- Nov/Dec 2022 17 PUMPS
PUMPS
Chemical Pumps
Chemical pumps are designed specifically for use in pumping chemicals that are resistant to corrosive materials, which makes it suitable for handling corrosive and abrasive industrial liquids such as paint, fuel, solvent, bleach, and many others.
A pump that contradicts the chemical can result in brittleness or dissolving, swelling, and ultimately it will leak and fail. Special consideration needs to be given to the materials of a chemical transfer pump, along with the concentration and temperature of the fluid being handled. Whenever there is required a chemical dosing pump, one for tank to tank transfer or a barrel emptying pump, the pump can be tested.
Radial Pumps
In radial centrifugal pumps, the fluid comes out of the impeller after rotating for 90 degrees relative to the suction. Many centrifugal pumps are found in this category. Fluid enters through the horizontal suction flange and leaves through a vertical outflow flange. The discharge will be perpendicular to the pump’s shaft. This design is commonly used when there is a flow limitation and a need to raise the discharge pressure. Thus, radial design is a low flow rate and a high-pressure pump. Most pumps that are used in the gas and oil industries fall into this category.
Axial Pumps
In an axial flow centrifugal pump, the fluid can move parallel to the shaft. This procedure is the same as the working of a propellant. The most important application of this pump is when there is a huge flow rate and very little pressure head. For instance, they are common in water circulation pumps and dewatering pumps.
Mixed Pumps
As the name states, in a mixed flow centrifugal pump, the fluid flow mixes both axial and radial properties. That is a trade-off between radial and axial pumps. Mixed pumps
operate at a much larger flow rate with a decent increase in the head.
Single Suction Pump
In a single-suction centrifugal pump, the flow of the fluid is directed into the inlet, and the rest of the liquid immediately flows into the impeller eye, which is the inlet of the impeller. By the time when the water leaves the impeller, pressure is produced by the centrifugal force.
Double Suction Pump
Single-suction will be inadequate when the flow rate is too high. In such a case, double suction centrifugal pumps are utilized. The pump’s impeller is engineered so that the fluid enters from all sides as compared to the single side in a normal case. Nevertheless, the name “double suction” should not be confusing. Even in the double suction pump design, there is only a single flange discharge and suction. The difference is in the design of the casing and impeller.
Single Volute Pump
In centrifugal pumps that have a single volute casing, the flow is discharged from the impeller and goes into one volute, which winds completely around the impeller. This single volute casing has one cut-water that transports the fluid flow towards the pump’s outlet. Most of the centrifugal pumps in the refinery are of single volute types.
Trash Pumps
These pumps are portable pumps and are generally for dewatering applications. They are planned to pump large amounts of water that contains soft and hard solids such as mud, twigs, leaves, sand, and sludge. Most trash pumps are heavy-duty, portable centrifugal pumps that have larger discharge openings and deeper impeller vanes than other pumps. Trash pumps are capable of processing materials with some suspended particulates that can clog other centrifugal pumps and can move hundreds better yet thousands of gallons per minute. The materials that enter the pump are not grounded in the trash pump. They are
18 Pipes, Pumps and Valves Africa - Nov/Dec 2022
We

Our valves fulfill the highest of standards and are designed for many years of safe and reliable operation. Our service specialists regularly check, monitor and maintain all relevant system components - depending on what has been agreed. Our modular framework agreements offer you individual service and spare parts concepts. And we even go one step further. We additionally check systems for efficiency in order to reduce operating costs and increase productivity. For example, with the SES System Efficiency Service.







offer
ZTS GATE VALVE GATE VALVE AKG-A/AKGS-A S TAAL WED GE GA TE VALVE AKDS/AKD KSB Pumps and Valves (Pty) Ltd • www ksb com/ksb-za > Our
Pumps, Valves• Service NORI 500 BOA - H Contact our dedicated Valves Sales Engineers for all your Valve requirements 011-876-5600 or email us
valves for precision processes - and demanding applications
technology. Your success.
info-za@ksb.com
PUMPS
designed to have a large discharge opening, pump housing, and deep impellers veins. The pumps can be made from cast iron, steel, aluminum, and stainless steel. Most of these pumps have roll cages.
Semi-trash pumps are types of trash pumps that have a smaller opening. They are not conceived to handle large solids or high solid concentrations. As a result, regular trash pumps are better suited for uses that need rigorous pumping of solid-laden slurries or water. There are four types of trash pumps: syringe pumps, progressive cavity pumps, sanitary pumps, and positive displacement pumps.
• Syringe pumps are used for dealing with materials that require exact flow amounts at exact time intervals. Infusion pumps process fluid at highly controlled pressures and withdrawal pumps remove the fluid, these are the two types of syringe pumps.
• Sanitary trash pumps are pumps used in applications progressive cavity trash pumps that need high levels of sanitation such as in breweries, food, and biotech companies. This type of pump is also able to move meters and slurry solutions.
• Progressive cavity pumps are used for moving fluids and slurries with suspended solids. The fluids are suctioned from one side of the pump discharged from the other and then to a storage tank or through a pipeline. Cavity pumps can suitably transfer slower-moving viscous fluids and materials from these pumps and can be moved in a continuous flow.
• Positive displacement pumps use pistons, diaphragms, gears, and other devices to pump fluids through. They can also be moved by a vacuum created when the fluid is pumped into a fixed cavity and then pumped out again,
creating a vacuum that sucks in other fluids. Displacement pumps are the best when it comes to viscous liquids that are subjected to great pressure.
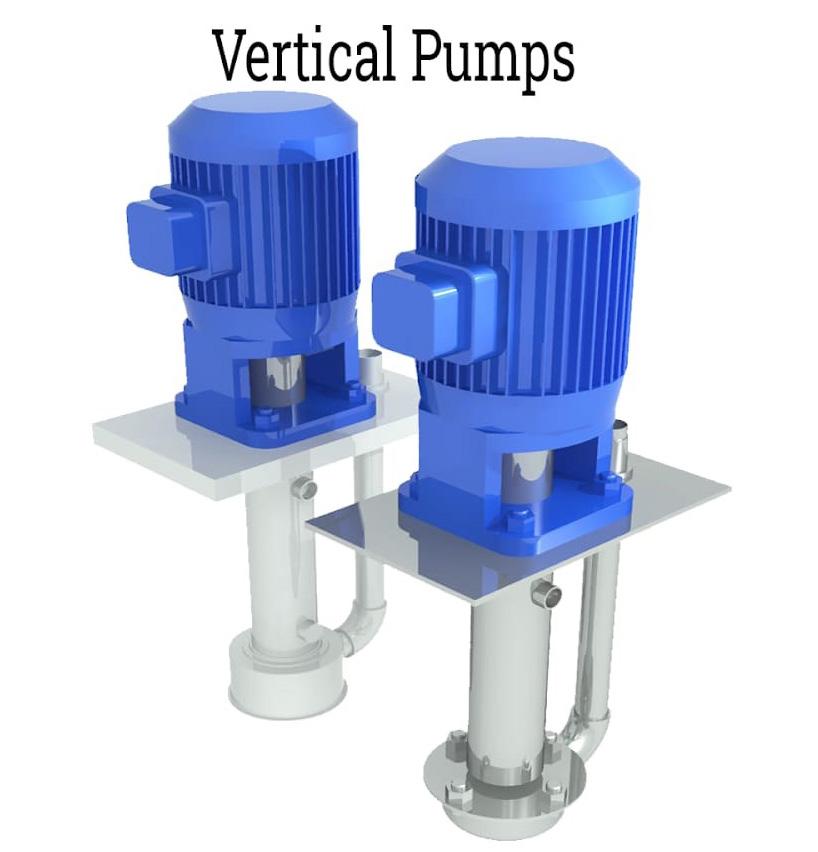
Vertical Pumps
They are also known as deep well turbine pumps. These are vertical axis or mixed flow centrifugal pumps which include stages of stationary bowls and rotating impellers to process the guide vanes. Vertical pumps are used whenever the level of water pumping is below the volute centrifugal pump limits. Vertical pumps are costly and are more complicated to refurbish and fit. The design of the pressure head mainly depends on the impeller’s length as well as on the speed of its rotation. The pressure head designed with just one impeller is not that suitable.
The different types of vertical pumps are:
• In-line pumps
• Barrel pumps
• Vertical column pumps
• Submersible pumps
• Deep well pumps
• Can Pumps
Some more or less similar types of pumps are vertical sum, vertical turbine, process, and industrial pumps.
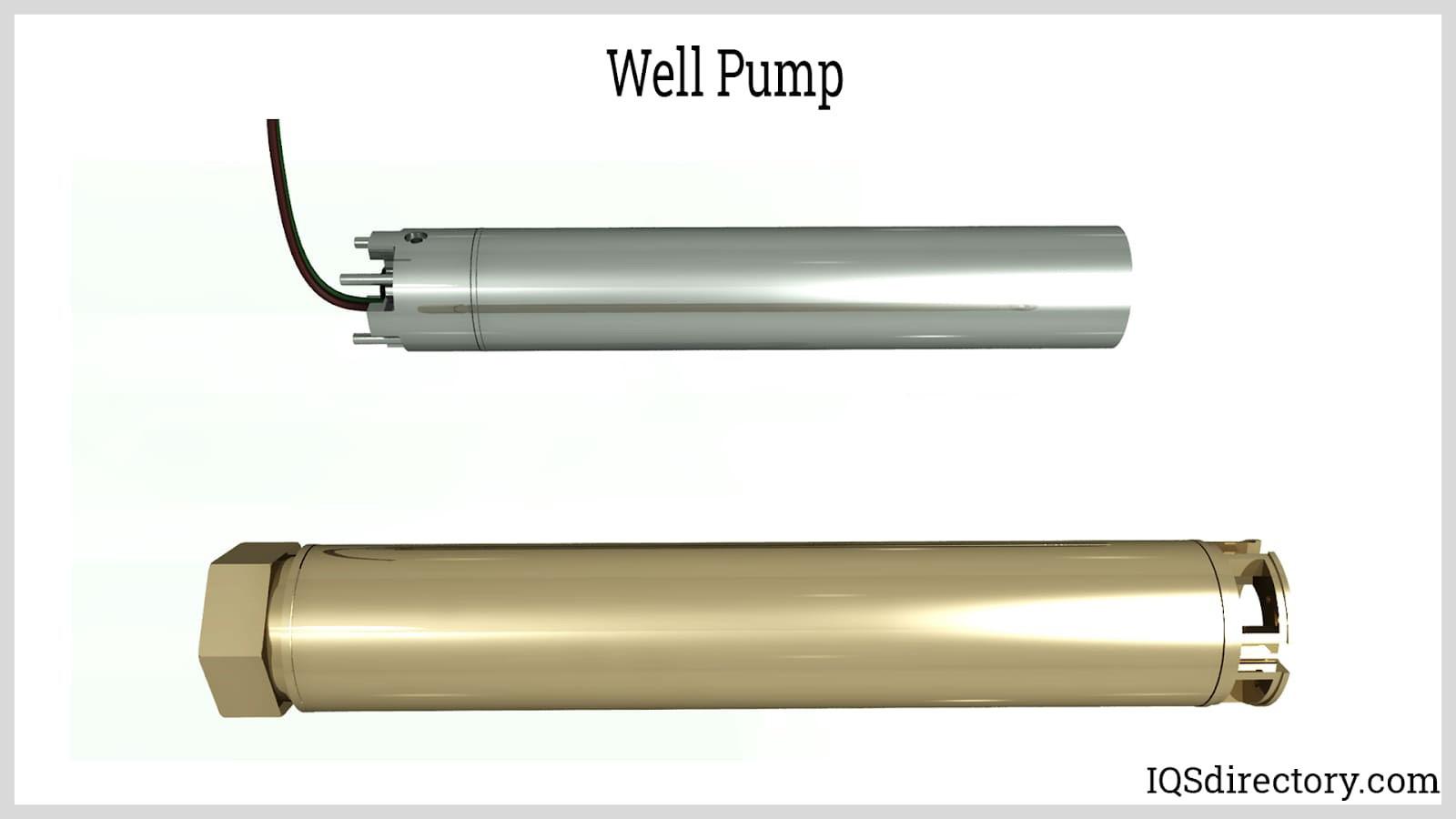
Well Pump
The well pump is the heart of the water well system. They pump water upward and into the household or designated water system. Jet pumps and submersible pumps are the most popular pumps used nowadays. Both pumps depend on the centrifugal force for them to force water upward. Spinning rotors, also referred to as impellers, create a vacuum that forces the water upward through the well casing and into the distribution system. The type of suitable well pump required for a well system should depend on the amount of water required for each household and on the depth of the well.Jet pumps are placed on top of the ground and lift water from the ground through a suction pipe, creating a vacuum with an impeller. The impeller drives water through a small nozzle. There is a need to first prime the jet pumps with flowing water as it pumps water. Shallow well jet pumps are utilized in wells with a depth of 25 feet while on the other hand, deep well jet pumps typically cover a depth of 150 feet.
Submersible well pumps have a much wider range in-depth and can be used in wells as shallow as 25 feet and as deep as 400 feet. As the name suggests, submersible well pumps are submerged deep in the well just beneath the water level. The majority of its energy is dedicated to pushing water upwards unlike sucking water from above as with the jet well pumps.
20 Pipes, Pumps and Valves Africa - Nov/Dec 2022
Submersibles are cylindrical in shape, and they consist of a pump motor and several impellers for driving water up the pump and into the drop pipe. Because of their durability, efficiency, and versatility in well depth, the majority of modern well systems use submersible pumps over some other pumps.
Difference Between Reciprocating Pump and Centrifugal Pump
• The centrifugal pump is generally constructed more simply than the reciprocating pump. The centrifugal pump has fewer parts.
• A centrifugal pump has extra weight for a given discharge. The reciprocating pump has less weight than the pump for a certain stated discharge..
• The centrifugal pumps are appropriate for large discharges but with a small head. Whereas reciprocating pumps do the opposite for less discharge with a high head..
• Centrifugal pumps need a heavy foundation and more floor space whilst the reciprocating pump requires less floor space with a light and simple foundation.
• A centrifugal pump has less tear and wear as compared to reciprocating pumps and can handle dirty water..
• The centrifugal pump’s delivery is continuous and requires priming. The reciprocating pump’s delivery is pulsating and does not require priming..
• Centrifugal pumps have low efficiency and can run higher. A reciprocating pump has high efficiency and is unable to run at higher speeds..
• Centrifugal pumps require less maintenance costs as compared to reciprocating pumps..
Applications and Benefits of Centrifugal Pumps
This chapter will discuss the applications and benefits of centrifugal pumps. It will also discuss the maintenance of centrifugal pumps.
Applications of Centrifugal Pumps
The applications of centrifugal pumps include:
• Centrifugal pumps are utilized in many buildings to pump the water supply. .
• They are used as a booster and for domestic water supplies..
• Centrifugal pumps are designed in such a way that makes them useful for pumping slurries and sewage..
• These pumps are also used in fire protection systems and for cooling and heating applications..
• In the beverage industry they are used to transfer bottled water, juice, and other beverages..
• In the dairy industry centrifugal pumps are used to transfer dairy products for example buttermilk, milk, and
flavored milk..
• Many industries (manufacturing, industrial, chemicals, food production, pharmaceutical, and aerospace) – use the pumps for the purposes of refrigerants and cryogenics..
• In oil energy, they pump crude oil, mud, and slurry used by power generation plants and refineries..
• They can be used as metering pumps that can pump precise volumes of liquid for treating water for example wastewater, drinking water, swimming pool water, and boiler water..
• They are also used in process applications where metering of fluids is needed, where extreme high pressures are required, or where the sealless nature of the pump type is beneficial..
• In the pharma and cosmetics industry, they are used to transfer lactose, glucose, and some other drugs and personal care products of medium and viscosity..
• Circulator pumps are used for ventilation heating and air conditioning..
• Magnetic drive pumps are used where there are chemicals and hydrocarbons, no leakage is permitted..
• Cryogenic centrifugal pumps are used for liquid natural gas and coolants..
Benefits of Centrifugal Pumps
The benefits of centrifugal pumps include:
• There is reduced friction in the pump.
• Magnetic coupling breaking the pump will not overload and will also not get damaged.
• Corrosion Resistance – the pumps allow processors and manufacturers to transfer different types of fluids, even those that can quickly corrode the other pumps. The pumps even when used extremely well can offer a long service life. The pumps are able to withstand corrosive materials.
• Energy Efficiency - Centrifugal chemical pumps rank high in energy efficiency in comparison to all the other pumping technologies. Their efficiency reduces costs both over the life span or in the short term of each unit.
• Smooth Flow - Centrifugal chemical pumps avoid pulsing when some other pumps can produce a pulsing flow.
• Proven Reliability - Centrifugal chemical pumps are the best choice when reliability is important. The pump should
Pipes, Pumps and Valves Africa
- Nov/Dec 2022 21 PUMPS
PUMPS
be evaluated on the construction and design and features in order to ensure the specified pump will be durable enough to operate in extreme conditions.
• Low Maintenance -Due to the long life spans, some pumps may need to be frequently routine maintained, which can make them costly to operate. However, centrifugal chemical pumps have low routine maintenance requirements.
• Size Versatility - Centrifugal chemical pumps are available in a wide variety of sizes.
• Application Versatility- The same pump configuration is unsuitable for every application. With centrifugal chemical pumps, different configurations are there to provide solutions for multiple uses.
• There is no heat transfer from the motor – An air gap separates the pump chamber from the motor thus providing a thermal barrier.
• The absence of drive seals eliminates the risk of a leak. This means that hazardous liquids can be pumped efficiently without any spillages. Eliminating the drive seals is a way of getting rid of leaks, wear, friction loss, and noise and provides separation of fluid from the pump drive.
of suction and therefore have little or no suction power. This proves that a centrifugal pump must be primed or put underwater before it can move water or other liquids.
• The centrifugal pump may consume too much power when in use.
Maintenance of Centrifugal Pumps
The maintenance of centrifugal pumps involves:
• Determine the maintenance frequency with which the pumps should be checked and repaired. A certain time frame should be set to check the pump and verify if it is still working properly or as required.
• Inspection and replacement of mechanical parts should be done regularly. The inspection can be a quarterly inspection, routine inspection or annual inspection. This inspection involves steps such as checking pipe lines for leakages, checking bearing temperature, increased vibration, unnatural and uneven noise, stuffing box, mechanical seal, discharge pressure and operating current. For annual inspection, check if all mount points are secure, clean filter, inspect pump flange for leaks, replace the mechanical seal, inspect coupling, replace lubricating oil and check shaft alignment.
• Changing the pump’s lube oil is part and parcel of the annual inspection routine or the scheduled maintenance. It is essential to prevent bearing damage. One should remember to follow the manufacturer’s guidelines when it comes time to lubricate the motor. Be careful not to over or under lubricate the system. The damage to the pump may be greater in case of over greasing than in under greasing, to prevent this, the manufacturer’s instructions must be followed. There is a need to frequently lube if the pump is used frequently on a daily basis.
• Inspecting the electric motors as a way of preventive maintenance is very important. Checking the insulation resistance of connections, ensuring all connections are properly and tightly secured, inspecting the motor for any signs of blocked or overheating the vents.
Conclusion
Drawbacks of Centrifugal Pumps
Some of the drawbacks of centrifugal pumps are:
• Cavitation -this can happen when the net positive suction head of the system for the selected pump is too low.
• Excessive wear of the impeller — this problem can sometimes be worsened by suspended solids.
• Corrosion may occur inside the pump being caused by the fluid properties.
• Surge or back surge in the line.
• Overheating of the pump may occur due to low flow.
• Lack of prime— In order to operate properly, centrifugal pumps must be filled with the fluid that needs to be pumped. If the pump casing is filled with gasses or vapor, the pump impeller becomes gas-bound and can stop pumping at all.
• Liquids that contain ferrous particles can be problematic when a centrifugal magnetic drive pump is used. This is a result of the particles collecting on the impeller magnet, and as time passes it can cause the pump to stop working. Some of the energy is lost in the coupling. This is basically due to some magnetic resistance. The coupling may slip if unexpectedly heavy loads occur.
• Centrifugal pumps use rotation to move water instead
A centrifugal pump is a machine that changes kinetic energy into the fluid’s pressure head.
The external power from a diesel generator or electric motor then turns the pump impeller.
Under the influence of the centrifugal force, the fluid enters the impeller reaching its tip and leaving the volute casing.
There are many types of centrifugal pumps for example chemical pumps, vertical pumps, and trash pumps to mention only a few.
They can be classified according to flow type), based on the number of stages (single stage and multi-stage pumps), and also on the type of volute (single and double volute).

Maintaining the pump is easy; most of the measures are given in the manufacturer’s guide. If used and maintained properly the centrifugal pumps can last long and are less costly. Choose a pump that is compatible with what needs to be used for example when pumping hazardous chemicals, a chemical pump is advised.
Editorial by Industrial Quick Search
22 Pipes,
Pumps and Valves Africa - Nov/Dec 2022
Our wide range of standard pumps and valves provides plenty of scope for individual demands. You can select the materials, hydraulic systems and drives. When you’re facing complex tasks, we’re with you from Day One – whether you want planning guidance, specially designed components or help with commissioning. But see for yourself. Test our products for quality and versatility, and discover why KSB is so often first choice.

KSB Pumps and Valves (Pty) Ltd www.ksbpumps.co.za tel: +27-11-876-5600

Standardised Customised Systems-based One provider You choose. We
sup ply.
Our technology. Your success. Pumps n Valves n Service
Wastewater treatment a challenge Robuschi won
Improving the management of an MBBR system and reducing its energy consumption with Robuschi technology. Wastewater treatment is something of a customisation task, where the solution has to be tailor-made for the individual paper mill.
Surely, when the challenge takes the form of limited space and a need to discharge safely into surface water, the answer is a plant design that combines innovative biological technology with a screw compressor.


Wastewater treatment in a paper mill can be optimised in a number of ways, but having to adapt an existing system set-up, where there are limits due to the plant configuration, undoubtedly complicates the job. It can always be done though. The secret lies in finding the technological solution that best fits the particular features of the site. That’s what happened in Lucca, at the plant of one of the leading corrugated cardboard manufacturers of the paper industry - Toscopaper. Robuschi, in partnership with Italprogetti (which looked after the engineering side), supplied the waste water treatment technologies, working to offer the best solution for the real system needs in terms of efficiency, reliability and easy maintenance.
Biofilm Technology
The task was to intervene on an existing system that no longer met the development needs of the paper mill. The solution was developed by Italprogetti (www. italprogetti. it), deciding to use a type of technology that it had so far applied only in the field of municipal waste water treatment, adapting it in this case to the specific plant characteristics. We’re talking about an MBBR (Moving Bed Biofilm Reactor). «With this type of biological treatment,» explains Daniele Bacchi, Head of the Waste Water Treatment Sector for Italprogetti, «bacterial colonies - able to clean the water by breaking down the organic matter in it - aren’t free to move around in the water; they remain attached to special plastic supports called ‘carriers’. These, in turn, are kept in motion inside the reactor thanks to the stirring action of the aeration process whose job is to provide the system with the oxygen needed for the treatment, by injecting compressed air. Special grilles installed in the biological reactor prevent the carriers from emerging along with the treated water. This avoids

any risk of biomass loss apart from the excess which, spontaneously detaching itself from the carriers, is then taken away by the biological system.
Customised Solution
“We’ve renewed an existing water pre-treatment process with a biological solution that meets the needs of the paper mill, thereby creating an efficient new system” says Daniele Bacchi, Head of Italprogetti’s Wastewater Treatment Dept. This is a decidedly important aspect, especially in the paper industry where the traditional processes with activated sludge with a sedimenter produce sludge flocs that are particularly lightweight and so don’t settle well. The risk of dragging the biomass along with the treated water is considerable. “In these conditions, the use of MBR technology (even in the case of running problems, dosing errors, etc.) ensures the persistence of the bacteria in the tank and therefore the recovery of the system, restoring optimum conditions in a short time and reducing the volumes in question by 2 or 3 times compared with traditional technology”. And that’s not all. The type of effluent also displayed certain distinguishing aspects: a high inlet COD, a high fraction of organic substances with poor biodegradability, and a high concentration of calcium. “These needs called for not only an MBBR system but also the adoption of other technological solutions to prevent the substantial low-biodegradable fraction from invalidating the outlet COD result and to prevent the calcium from falling onto the carriers, limiting their effectiveness”. To resolve the problem, the last of the three MBBR reactors installed in series was given over to the recycling of the activated sludge. “This meant the low-biodegradable fraction of COD could be kept under control, while the calcium level was managed by carefully monitoring the pH in the reactors and dosing a product that prevents it from falling.” The result is a system with capacity rates of 1000m3 per day, with a COD of about 4,500mg/l on the inlet and 80-100mg/l on the outlet - far below the limit value for the authorisation of discharge in surface waters (160mg/l).
24 Pipes,
- Nov/Dec 2022
Pumps
and Valves Africa
ADVERTORIAL

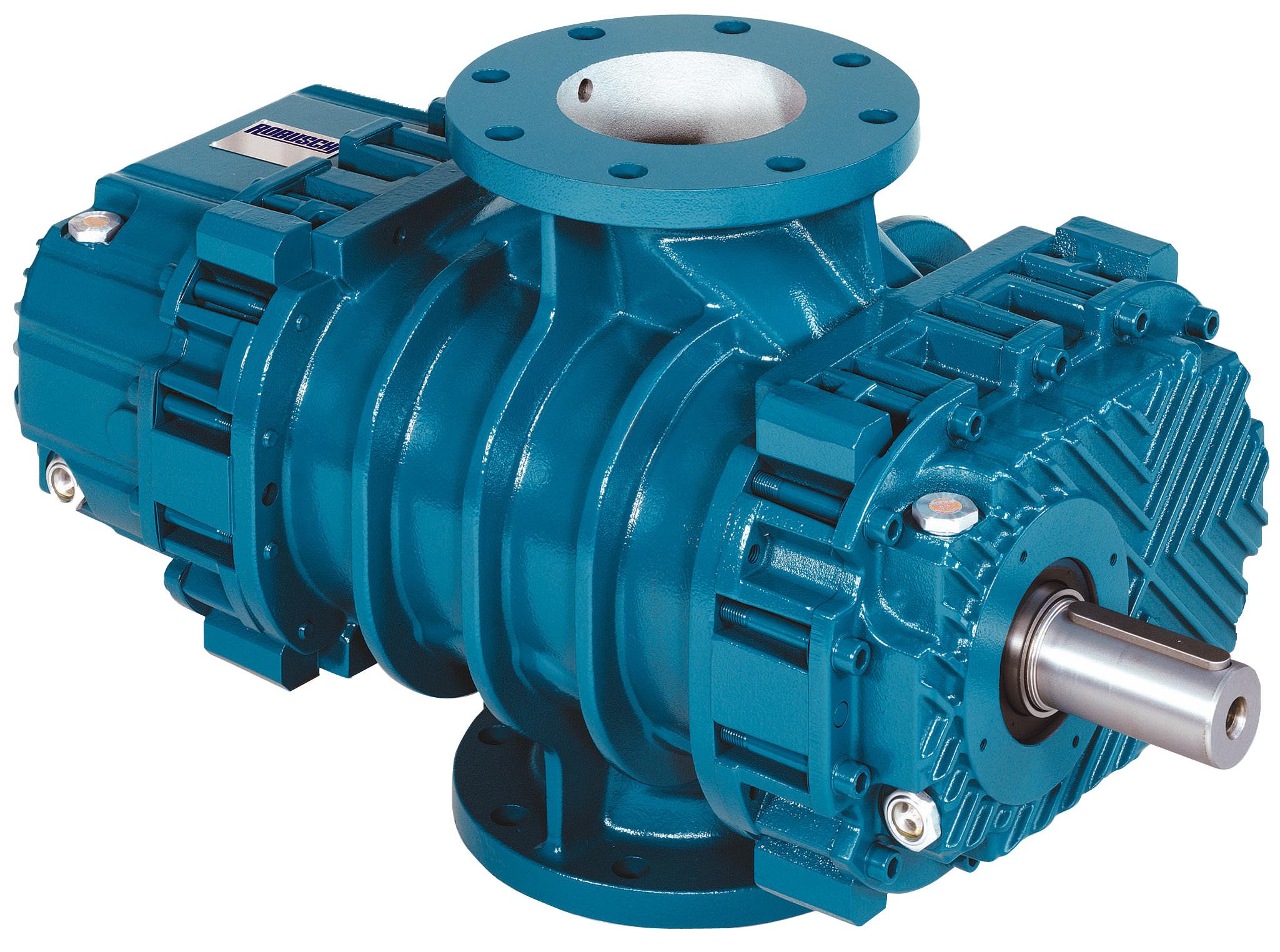

The ROBUSCHI RBS range of low-pulse, tri-lobe blowers & exhausters with pressures up to 1bar & vacuum levels to -500mba Flow rates from 240m3/hr up to 10,400m3/hr. A&VT = ADDING VALUE TOGETHER info@vactech.co.za 011 318 3241/2/3/4 www.vactech.co.za PeriBest Peristaltic pumps offer extremely heavy duty design for the most demanding applications up to 10 bar. roller , operation and Air & Vacuum r for Robuschi vacuum pumps oots blowers & er packages –ll made in Italy. Robuschi Roots blowers / exhausters are some of the finest in the world – Made in Italy.
PUMPS
8 Tips for repairing and upgrading pumps
Most pumps repairs and upgrades will address specific repair, performance, or maintenance issues, but they should also include longevity, reliability, and efficiency improvements.
Use high quality parts when upgrading, or repairing your pumps
Use only high quality parts when repairing, or upgrading your pumps. Upgrading with lower quality parts ends up costing more money and means additional repairs and maintenance expenses down the road, as well as reduced performance, reliability and efficiency. In times of economic uncertainty, it becomes even more important to use higher quality parts which provide a much better return on investment.
Ask yourself if the upgrade will improve performance and reliability
Take a look at the pump’s operating point (OP) and make sure it is near or at the best efficiency point (BEP) for the pump. If the operating point is not near, or at, the Best Efficiency Point then it is time to upgrade the Impeller.
Companies like SIMS PUMP in Hoboken, New Jersey can manufacture any impeller for any centrifugal pump and they have the ability to make the Operating Point (OP) the Best Efficiency Point, (BEP) which not only makes the pump much more efficient, but substantially reduces cavitation, shaft deflection, high radial loading and other performance related issues.
These impellers manufactured by SIMS PUMP are machined from solid blocks of material enabling them to specifically design the impeller for the best efficiency point at the customer’s operating performance requirements.
Determine if performance needs have changed
If the performance requirements have changed, it is important to upgrade the impeller when performing the pump upgrade, or repair.
Companies like SIMS Pump in Hoboken, NJ, can manufacture a new impeller to meet the new performance requirements without changing the entire pump, which saves a tremendous amount of money and time.

Buy American-made parts whenever possible
Depending on where the pump is located, it may be tempting to order parts from a non-US manufacturer, but this may not be the best solution especially if you cannot be sure of their quality, reliability and delivery. It may be tempting to use low priced parts manufactured in other Countries, but in the end you get what you pay for and the low cost, low quality, parts end up costing much more in the long-term!
If the pump is subject to galvanic corrosion, reduce dissimilar metals whenever possible
Electrolytic Corrosion (Electrolysis) occurs when dissimilar metals are in contact in the presence of an electrolyte, such as water, or moisture, containing very small amounts of salt, or acid.
The dissimilar metals set up a galvanic action which results in the deterioration of the metal with the lowest galvanic number, or nobility.
26 Pipes, Pumps and Valves Africa - Nov/Dec 2022
When any two metals are in contact with an electrolytic present, the one with the lower number (nobility) becomes sacrificial, or corroded. The galvanic action increases as the metals are farther apart in the Galvanic Series. It is therefore wise to avoid galvanic couples where the exposed area of the metal lower in the galvanic series is much greater than that of the metal high in this series. For example, if the pump casing is bronze and you install a stainless steel, or duplex stainless steel impeller (even worse), the pump casing becomes sacrificial and suffers from galvanic corrosion. A much better solution would be to install Structural Composite Non-Metallic Impellers & Casing Rings, such as those manufactured by SIMS Pump in Hoboken, NJ, which are inert and do not support galvanic corrosion!
Make sure the impellers that are used in the repair, or upgrade, are balanced both mechanically and hydraulically
Many Customers think just about mechanical balance of impellers but they forget about the hydraulic balance of the impellers, which in many cases is even more critical than mechanical balance.
If the vane passageways are not equal, or if they have become compromised by the addition of a coating, cavitation, or corrosion, a hydraulic imbalance will occur causing the shaft to deflect every time an impeller vane passes the cut-water of the pump, which in turn will lead to the premature failure of the mechanical seals, bearings, sleeves, shaft, and even the motor.
Upgrade to non-metal replacement parts whenever possible
Older pumps and impellers may have been made at a time when only heavier metals were used. The sheer weight of these older pumps requires greater energy output. Metallics corrode and they are subject to performance deterioration.
Upgrading the impellers, casing rings, sleeves, mechanical seals and other pump parts with structural composite materials, such as SIMSITE®, manufactured by SIMS
PUMP makes the pump more reliable and enables the pump to operate much longer. SIMSITE® products are not only lighter and more efficient, but these non-corrosive materials reduce shaft deflection and extend the life of the rotating element and pump casing.
Choose impellers and casing rings that are machined from solid blocks as opposed to being cast, or molded
Just like propellers that are machined on 5-axis machining centers are much more efficient than propellers that are cast or molded, the same rule applies to pump impellers. Whenever possible, use pump impellers that are NOT cast or molded.
Choose structural composite Impellers and Casing rings such as the ones manufactured by SIMS PUMP in Hoboken NJ, which are machined on 5 to 8 axis machining centers from solid blocks of their patented composite, SIMSITE®, which never corrodes in seawater, sewage, waste water, river water, or chlorinated water!

SIMSITE® Impellers & Casing Rings do not suffer from Performance Deterioration, Imbalance Problems,(Mechanical or Hydraulic), High Radial Loading, Excessive Shaft Deflection, Performance Problems, or “pump Wash-Out” like metallic impellers
Conclusion
Depending on the pump application and type of upgrade under consideration, it is often best to do a cost-benefit analysis of the parts used in the pump upgrade. The cost-benefit analysis should take into consideration the projected efficiency gain, reduction in maintenance expenses, and expected pump life as well as the upgrade costs. Choosing pumps and pump parts made from corrosion-free structural composite like SIMSITE® is one way to ensure performance, longevity, and reduced energy costs.
Sims Pump Valve Co. Inc., simsite@simsite.com, www.simsite.com
Pipes, Pumps and Valves Africa - Nov/Dec 2022 27 PUMPS
VALVES
Operation save the environment
The energy market is facing a major transition as hydrogen will have a significant impact on the fields of electricity, heat and mobility. Hydrogen could also significantly reduce CO emissions in processes of the chemical and steel industries, as well as in refineries. 2
Sophisticated valves are needed to cope with the specific challenges of this medium. The valve industry is already on course to handle this – and the market seems to be booming. Some states are already setting the course for the use of hydrogen. Germany, for example, has already recognised its potential and formulated the National Hydrogen Strategy about two years ago, providing also subsidies. These can also contribute to environmental protection. “Flexible energy carriers are indispensable for the energy transition and open up new markets for German companies”, explains the German Ministry of Education and Research. In taking this step, Germany is pursuing a systematic approach thinking about production, transport, storage, distribution and use of hydrogen –including an international dimension.Power-to-gas plants are needed to generate green hydrogen: In these plants, wind and solar energy are used to produce hydrogen via electrolysis from electricity and water. Power-to-gas plants are already in operation in Germany, as well as in Scandinavia and other European countries such as Switzerland, Austria, France, Italy and Hungary. On a global scale, these plants are used in China, Canada and Argentina, as well as in other countries.
A demanding medium
The process is particularly challenging as electrolysis produces not only hydrogen, but also oxygen. Both are very demanding media, with completely different requirements for corresponding valves and their materials”, Hartmann Valves explains. For hydrogen valves used in power-togas plants, the requirements are comparable to other gas applications. The right choice of materials is crucial, in particular to avoid for example hydrogen embrittlement. Design-engineering measures are also crucial in order to
guarantee the tightness of the valves against the smallmolecule hydrogen in the long term. For this reason, Hartmann Valves offers gas-tight metal-seated ball valves with long service lives, which, if required, have also multiple barriers in pressure direction to further increase safety in the plant. For absolute certainty and security, material suitability tests and hydrogen emission tests are essential. “These provide the plant operator with the additional security of being able to predict actual emissions regarding the hydrogen medium that will be used later.” Hydrogen can be stored in caverns that are hermetically sealed against the medium. Wellheads are used at the interface between aboveground plant facilities and underground storage, Hartmann Valves explains. In addition to wellheads, ball valves are used for pipelines and compressor stations.
Avoiding explosive concentration
Also the Waldemar Pruss Armaturenfabrik fully focuses on dealing with the challenges connected to hydrogen valves. A particular risk for highly loaded pressure-bearing components is ‘hydrogen embrittlement’; a material fatigue caused by the penetration of hydrogen into the metal lattice, which leads to the formation of cracks. The company emphasises that this is “a risk to be taken seriously”. Hydrogen is also the chemical element with the lowest density and diffuses comparatively easily through materials. Pruss says that “this requires special solutions for spindle and housing seals”. Pruss advises particular caution because hydrogen is both odourless and tasteless and, depending on the concentration, can react explosively with the ambient air. “When selecting materials, we therefore take great care to check their suitability for use in terms of hardness values, explosive decompression and
28 Pipes, Pumps and Valves Africa - Nov/Dec 2022
ductility”, the company explains.

Round sealing seats
In order to enable absolute tightness, müller quadax works with the 4-fold eccentric construction principle for its valves. The butterfly valves have a round sealing seat with a uniform wall thickness all around. “The design differs significantly from the common triple eccentric designs which have an elliptical sealing seat”, the company explains. Material expansions have a homogeneous effect on the entire sealing surface due to high temperature fluctuations “and thus ensure optimum sealing tightness”, the company continues. In addition, the Quadax® H2 valve is equipped with a special sealing ring made of a dedicated material that “functions perfectly even at these extremely low temperatures”.



Safety valves for hydrogen filling stations



Goetze KG supplies high-pressure safety valves for electrolyser manufacturers as well as safety valves for hydrogen filling stations – because in addition to the energy grid and industry, focus is also on mobility. Goetze sees an increasing international demand for hydrogen technology and supplies safety valves with up to 1000 bar to Chinese and Spanish plant manufacturers. China is already putting a particular emphasis on this and the world’s largest hydrogen filling station was built in Beijing last year. “Eight hydrogen fuel pumps are ready to refuel up to 600 vehicles on a daily basis”, Goetze reports. This is possible thanks to the large volume of up to five tonnes production capacity, embedded in a 200,000 square metre hydrogen park.
Demanding technical challenges

are higher than for conventional ones, emphasises Herose: At these stations, the gas is stored in low-pressure storage tanks at about 20 bar. In car fuel tanks, however, the hydrogen must be compressed considerably more because of the necessary energy density. “Compressors first compress the gas to 1000 bar and then store it temporarily in high-pressure tanks. To prevent the gas from heating up too much during refuelling, it passes through a precooler”, the company explains. The refuelling process is controlled electronically, and the pressure in the tank is regulated at 700 bar. “If the pressure drops unexpectedly, the safety valve opens and allows the excess pressure to escape unhindered into the atmosphere.” As hydrogen is thirteen times lighter than air, it escapes upwards and is not dangerous. Valves with highest safety standards are required for the passage from petrol station storage tanks to car fuel tanks. And how might hydrogen use look in the future? In Fraunhofer IFF’s view, “systemically integrated hydrogen production” is a valuable concept. Not only the hydrogen produced during electrolysis would be used, but also oxygen; i.e. for welding processes or for ozonation of sewage treatment plants.
“Problematic micropollutants such as pharmaceuticals, pesticides or cosmetics can be removed from wastewater by adding ozone”, Fraunhofer IFF explains. Another possible use is in agriculture, where the oxygen could be used for desulphurisation of biogas plants. These are more uses that show further, promising prospects.



Nov/Dec 2022 29
Pipes, Pumps and Valves Africa -
VALVES
Valve World Expo, HartmannP@messe-duesseldorf.de, Servicing our clients across the globe for over 35 years with high quality, high performance SAMCO® Pumps and OEM Spares www. sameng.co.za sales@sameng co za +27 11 823-4250
VALVES
Common valve storage and preservation issues
Proper valve storage, preparation and handling is key to preventing damage and corrosion to the valve to ensure proper delivery to client.
Stacking Problem
To reduce shipping cost, Valves are often shipped in bulk. A common method of valve packaging is stacking the valves with their flanges facing up, however, stacking valves in this manner can lead to many potential problems.
• Valve flange Facings Deformation – facing may be damaged from blunt trauma and deformation from the weight of the valves untop;
• Severe Rusting of Facing – The bottom flange face, if exposed to moisture, can retain water and lead to severe facing corrosion.
• Bent Accessories and Handwheels – Many valves are equipped with handwheels and fittings larger than the valve, often damaged during stacking.
• Valve Flange Deformation – Small stainless products may have flanges that are compliant, but weak. These flanges will deformed when stacked.

• Compacted Flange Protector – Plastic flange protectors
typically have tapered retaining tabs. These tabs can become compacted when stacked, causing them to be very difficult to extract. Best case scenario; extra time are spent removing it. Worst scenario; workers damages the valve facing with prying tools.
• Corrosion Inhibitor Cross Contamination – Thinner oil based rust preventives commonly used for the internal cavity of the valve may drip down and attack raise face corrosion inhibitors
• Improper Flange face Protection – Many times, third party will conduct testing of the valve and put grease on the raise faces as corrosion preservation, These preservation immediately gets pushed away from the facing when stacked; render the corrosion protection ineffective
Bonus tips: Refer to ASME B16.5 for guidance on allowable raise face “imperfections“. A fit for service mindset using that standard and the expecting sealing area of the gasket
30 Pipes, Pumps and Valves Africa - Nov/Dec 2022
may result in usable damaged facing, Allowing flexibility in issue disposition.
The ideal way to stack valves is to not put pressure on the facings and adequately protecting them from blunt trauma using flange protector and good bracing.
Corrosion Protection
Valve manufactures need to develop a robust system of protection to ensure the valve are protected from corrosion for the full trip to the final destination. Common issues are as follows.
• Plastic Wrapped valves – Plastic wrap are commonly used to secure valves on pallets for domestic shipping. These kind of packaging may trap moisture within and cause severe corrosion to any non-protected surfaces.
• Moisture Inside OEM Bags– Many manufacture would seal an entire crate of valves within large bags. If the air within these bags are moist, then during transportation, the colder climate will cause water to condense out of the air and cause unexpected corrosion of an otherwise “good” sealed bag.
• Emulsified Grease – Sometime, heavy oil are used during production as in-process corrosion prevention. These oil end up being emulsified during hydrostatic testing of the valve and can result in delayed corrosion of the cavity. This is because the oil turn into a water+oil emulsion which slowly rust over time. The very item responsible for corrosion protection causing the rust!
• Breaking OEM Seals – Valve often ship from manufactures fully sealed in an air tight environment to prevent rust during transport, these seals often are broken by workers to verify shipment during receiving process. these broken seals often are not repaired and would allow ingress of moisture into the storage container, fully saturating any desiccant that are placed within the container and render them useless.
• Usage of Only Porous (“Wood”) Flange protector – If porous protector such as wood is used, it should not be in direct contact with the machined surfaces. If the porous material gets wet, it will hold the water next to material for an extended duration of time resulting in severe corrosion of facings. A common method to utilize wood protector is to use plastic or rubber covering between the wood protector and the flange facing.
• Upright storage of geared valves outdoor – Gearbox are made so that there is a space between the stem-nut and the gearbox ID. This area is capable of holding large amount of moisture/water if not protected properly, leading to corrosion, and even inoperable valves.
• Saturated desiccants – Most desiccants appears the same new and old. It’s important to utilize good storage practice, or desiccants with visual indicators to know if they are still effective.
Manufacture often use a combination of inhibitors in the cutting fluid, testing fluid, and drying process to ensure rust free valves at the end of production.
Final preservation should always involve the usage of a controlled atmosphere with sealed space, desiccant, and even Vapor Phased Inhibitor. Failure to have proper
preservation or breach of this system can result in costly corrosion to the product.
Proper Support
The final storage issue that often arise is lack of proper valve support. These are fairly simple, but often committed, errors which have potential to causes damage to the valve.
• Stem support on Large Bare Stem Valve (Gate) – Often times, gearbox would be removed from large gate valves during transit, or they would be ordered as bare-stem to be actuated elsewhere. These valves are always shipped in a horizontal position. As the stem packing were not built to support the weight of the stem, they can be crushed during shipment. In the best case scenario, the stem sealing characteristic of the valve is comprised, in the worst case scenario, the valve will suffer stem damage leading to visual leak.
• Disc support on Check Valve – check valves, especially swing checks, needs to be shipped in a manner so that the disc will not slam repeatedly during transport, or damage can be done to the disc/seat, causing leakage.
• Actuator Support – Heavy actuators are not designed to withstand rough environment of transportation hanging in mid air. Large and heavy actuated valve packages should be properly supported to avoid side loading damage to the actuator and valve.
• Soft seat valve position – Some manufactures require their valve to be shipped fully open, or fully closed, depending on the design of the valve. Shipping soft seated ball valve in a half open position can jeopardize the performance of the valve.
ValveHax, info@valvehax.com, www.valvehax.com
Nov/Dec 2022 31 VALVES
Pipes, Pumps and Valves Africa -
VALVES
The use of Corflex Pinch Valves at the DRD Ergo Operations in South Africa
In 1978 the Anglo American Ergo Operation started on the eastern side of Johannesburg in South Africa for the recovery of pyrite containing gold, uranium and sulphur from old gold mines slimes dams of which there are many as mining of Johannesburg area has been going for many years.
Johannesburg is one of very few cities not built on a river. It was actually built on a river of gold extending +/- 150kms east to west. The valves originally installed on the ERGO slurry pipeline were plug and ball types but these were found to be maintenance intensive. Many other valves were tried as alternatives including sliding disc valves a manual operated non-return ball valve and Corflex Pinch Valves.
Corflex Engineering was in the process developing highpressure pinch valves for pipelines handling abrasive product. Pinch Valves are an ideal slurry valve as in the fully open position they are similar to a rubber lined pipe. When closed and not allowed to leak they can last for many years.
The Corflex Pinch Valve Sleeves originally had problems of failure due to pressure from water hammer but this was overcome by using stronger reinforcement for the rubber sleeve. To enable this special tooling was built. As the sleeves are hand built Pressure testing of the sleeve for safety reasons was also started which is set at twice the
maximum recommended working pressure. Sleeve failure is in excess of three times the recommended working pressure.
In 1986 5 x 350mm Corflex Pinch Valves were installed in a major pump station at a pressure of 20 Bar. The flushing valves were eccentric plug valves. These proved to be maintenance intensive and later the manifold was lowered and 4 x 350mm Corflex Pinch Valves installed.
The pump station ran like this until it closed in +/ -2005. In 1988 Ergo Daggafontein and Simmergo operation was developed.
In 1988 the sleeve had been strengthened enough for 350mm Corflex Pinch Valves and 400mm on Pig Launchers to be installed on all Slurry operations for pressures up to 30 Bar (+/- 435 PSI) 200mm Corflex Pinch Valves were used to charge the pig launchers.
The majority of ERGO pipelines were 450mm where the velocity was 1.9m/sec so the velocity through 350mm pinch valves was over 3m/sec.
32 Pipes, Pumps and Valves Africa - Nov/Dec 2022
Also supplied were 250mm for pressures up 40 Bar (+/- 580 PSI) and 450mm valves at 16 Bar (+/-232 PSI). This new operation increased ERGO slurry pumping to +/- 4,000 000 Tons per month. In 1990 two 300mm Corflex Pinch Valves were installed at a Booster Station at a pressure of 50 Bar (+/- 725 PSI)
These two valves ran for 15 years with only one sleeve being replaced due to being punctured by a piece of metal as the valve was being closed. Two 300mm Corflex Pinch Valves were installed on the inlet side of two banks of 8 Pumps for pressures up to 25 Bar (+/- 360 PSI). These valves had no failures.
In 1988 Rand Mines developed the Crown Mines Operation to recover gold, uranium sulphur from slimes dams around Johannesburg and in the west. Corflex Pinch Valves up to 500mm were installed in all slurry applications up to pressure of 25 Bar.

Both ERGO and Crown Mines continued to use Corflex Pinch Valves for all their slurry applications. In around 2005
Anglo American stopped its ERGO operation. This was subsequently taken over by Crown Mines. All equipment that could be salvaged including Corflex Pinch Valves were put back into use. There are many Corflex Pinch Valves of all sizes which have been operating in both operations since 1986 which to date is some 36 years. Most of the Corflex Pinch Valves are hydraulically operated because of high pressure. In some areas where fail safe is required the pinch valves automatically close and act as a non-return valve.
Corflex Pinch Valves supply Pinch Valves suitable for higher pressures than any other similar valve. The Corflex Pinch Valves have continued to show that they can safely handle high pressures with low maintenance for long periods of time on slurry pipelines.
Corflex Engineering, +27 (0) 11 866 1932, info@corflex.co.za, www.corflex.co.za
- Nov/Dec 2022 33 VALVES
Pipes, Pumps and Valves Africa
VALVES
Common control valve issues and troubleshooting
Learn about common issues control valves may have and mitigating techniques.
Control valves are essential for process control systems and controlling fluid flow. They actuate in response to a signal from the main controller, or programmable logic controller (PLC). The PLC continuously monitors different inputs and is programmed to operate the control valves depending on the process requirement.
Control Valve Types and Applications
Almost all industries use control valves to regulate different process variables, including pressure, flow, level, and temperature. The fluid flow directly impacts these process variables, and control valves can effectively impact these process variables.
• Pressure: A valve is programmed to allow the fluid flow until the desired pressure is achieved in systems like steam sterilizers or compressed gas in an air compressor.
• Flow: Valves can control infeed water flows or compressed airflow to different pneumatic components in a facility.
• Level: Control valves can open or close to change fluid levels in a vessel, such as packaging, where the final product needs accurate filling levels in bottles or glass vials.
• Temperature: In some cases, such as a steam autoclave, valves control temperature by allowing or stopping the fluid flow and varying the internal pressure.
Common Control Valve Issues
Like all process components, control valves are also subject to problems. These problems affect the process. Some common issues with the control valve include size missmatching, leakage, and improper calibration.
Valve Size Miss-match (Body and Port Size)
Size miss-match means the control valve’s sizing does not correlate with the fluid flow requirements. This happens when the valve is oversized or undersized.
An oversized valve means its rated flow is greater than the process requirement. Oversized valve specifications cause a waste of resources and money. In many cases, although they can deliver the required flow, their output is not steady, and it could deviate from the required flow.

An undersized valve’s rated flow is below the process requirement. When this occurs, a control valve cannot supply the required flow, even if it is entirely opened. Also, when a control valve operates at its maximum capacity, it creates pressure on the valve body, resulting in reduced working life.
Valve Leakage (Internal and External)
Leakage is unwanted fluid flow, resulting in fluid loss. Leaks are often non-controllable and continue to flow until total fluid is wasted or the main fluid supply is completely shut off. The fluid leaks either from the valve's body or through the output port.
External leakage from the body is due to deterioration in the valve material or improperly sealed and tightened fittings. This condition results in the valve body’s inability to hold the flow (e.g., a crack in the body).
Internal leakage through the valve means it has the command to shut off the fluid flow, but the fluid continues to flow out of the output port. The common reason for this leakage is an internal seat problem, either by age deterioration or contaminants. The interior seat can be stuck or damaged so that the valve cannot respond to the shut-off command.
Seat alignment can be another leakage reason. The seat does not sit properly on the bed of the valve, resulting in fluid flow, even in a close position.
Improper Actuation Element Calibration
The control valve’s actuator is the valve’s controlling mechanism. The actuator receives the commands from the PLC through the current to pressure (I/P) converter.
The I/P converter translates the incoming analog current signal into the equivalent output control pressure. For example, in a common 4-20 mA system, 4 mA from the controller can equal 0 bar, and 20 mA can be comparable to 1.0 bar. The minimum control pressure should shut the valve, and the maximum control pressure should open the valve.
Improper calibration of the actuating element results in improper translation of the incoming signal into the valve position, resulting in incorrect fluid flow characteristics. A
34 Pipes, Pumps and Valves Africa - Nov/Dec 2022
signal level from the PLC meant to open the valve halfway could fully open the valve.
Now that we’ve covered common issues, let’s look at potential troubleshooting.
Control Valve Troubleshooting

Keeping control valves in healthy condition extends the valve’s working life and, more importantly, keeps the process safe. Some standard troubleshooting techniques for control valves include preventive maintenance, moisture removal, and calibration.
Preventive Maintenance
Preventive maintenance can prevent potential faults by identifying a problem's source and eliminating it before it causes trouble.
Some important areas to look at during preventive maintenance for valves include the following.
• Visual inspection for degradation and corrosion.
• Smooth movement of the mechanical assembly (free from vibration and jerk).
• Tightly inserted pneumatic tubing to its connectors.
• Pneumatic tubing leakage, bending, or discoloration.
• Proper replacement components.
Moisture Removal
It is common for moisture to be contained in compressed air, which may contact the control valve. The moisture penetrates the valve in different components and affects the valve body (i.e., corrosion). Air systems contain a filter for collecting moisture to prevent adverse effects. These moisture collectors must be discharged frequently to
remove the moisture. Otherwise, they can penetrate the valve and cause damage to the valve body.
Positioner Calibration
The positioner valve must be routinely calibrated with the I/P converter output to correctly translate the incoming signal from the PLC. If not calibrated correctly, it can wrongly translate the incoming signal, resulting in incorrect process parameters.

Control valves are widespread within the industry and control all sorts of fluids and gases. As you consider their functions, like any device, they have issues and may need troubleshooting. The above may not be an inclusive list, but as you continue to grow your predictive and preventive maintenance plan, you’ll learn more troubleshooting techniques.
Control Automation, info@control.com, www.control.com
- Nov/Dec 2022 35
Pipes, Pumps and Valves Africa
VALVES
• Low Voltage TEFC frame Electric Motors to IEC60034 • Ratings from 0,37kW up to 680kW at 400V, 525V and 1000V
Premium Efficiency to IEC 60034-30 (IE3)
IP66 & Class H Insulation Aberdeen Road | Industrial Sites | Benoni | 1501 | Tel: +27 (0) 11 899 1111 rishi.gangaram@actom.co.za | www.actom.co.za ELECTRICAL MACHINES A division of ACTOM (Pty) Ltd
•
•
VALVES
Preparing for the energy transition

The global energy transition came under the spotlight at this year’s Industrial Valve Summit (IVS) Valve industry Think Tank that recently took place in Bergamo, Italy. Pipes, Pumps & Valves Africa finds out more.
In a world of ongoing uncertainty, one thing that can be agreed upon is that transitioning from fossil fuels to more renewable energy must take place.
“In the global framework, looking at aspects such as raw materials, price availability, deliveries, the price of energy going up, inflation, geopolitical tensions such as the ware in Russia and Ukraine to the situation in China where there is still a high risk of closure due to Covid-19 there is a lot of uncertainty in the world,” says Luca Pandolfi, IVS Project Manager.
At the same time countries around the world have committed to net zero carbon emissions by 2050 introducing further uncertainty around the oil and gas sector and renewables. While there is agreement from most roleplayers that a transition from fossil fuels to renewable energy will take longer than what was initially predicted, the reality is that companies need to start preparing for the energy transition.
Pandolfi says this will not only mean new sourcing and production processes in some cases but also new supply chains.
“Industrial production is growing and while this is not necessarily at the rate that was expected pre-Covid, we are seeing a positive trend up. The new infrastructure will be needed.”
He says the ongoing war between Russia and Ukraine has highlighted, however, that fossil fuels will continue to attract investment for some time to come albeit in very uncertain circumstances. Investments in renewable energy are also on the rise and particularly hydrogen is playing an increasingly important role.
It is widely accepted that achieving economic growth without increasing greenhouse gas emissions is improving at only 1% per year. Securing economic growth and energy efficiency will require innovative new approaches.
“The energy transition will be driven by green hydrogen production,” says Pandolfi. “We are going to have to work hard when it comes to renewable energy. Investments are massive while at the same time there is a focus on reducing the cost of energy around the world.”
Methane, he says, also has to be taken into consideration as the heating there-of is even worse than carbon dioxide.
“If we stand any chance of hitting the 2050 targets, we have to reduce the emissions of methane as well.”
Understanding the new landscape
All of these developments are important to valve manufacturers at large, says Pandolfi. “We are going to have to look at how we manufacture valves as we need to deliver products that not only allow for a change in terms
36 Pipes, Pumps and
Africa - Nov/Dec 2022
Valves
of energy production but also reduce emissions.” According to Pandolfi, the transition to hydrogen and renewables, in general, will have an impact on all aspects of the industry, including valves and valve applications.
Looking at hydrogen in particular It will be necessary that valves meet specific requirements and comply with stringent safety standards. This is because it requires specialised materials. After all, in a liquid state, it has very low temperatures but is still highly combustible.
In the hydrogen environment aspects such as seal, and tightness will be very important and zero leakage will become predominant.
Paolo Carrera, a Business Executive at H2 Energies, says the global energy transition is being led by new technologies and valve manufacturers are going to have to stay up to date with new developments.

“Governments are incentivizing the transition through incentives and enforcing mechanisms, but the private sector is going to have to be willing to invest to create the change going forward. They are also going to have to take some risk while new common standards and levels will have to be set across industries and regions.”
Valentina Depetri, the senior technology process engineer at Wood, the company that pioneered the high-pressure steam methane reformer design, says to produce hydrogen sustainably, it is not just important to optimize the consumption of low feedstock fuel to reduce CO2 emissions, but also to supply solutions that allow a reduction in the time and cost of setting up plants.
When it comes to valve manufacturing and hydrogen there will also be changes in the materials used for construction as they will need to withstand extreme temperatures and be able to perform under various conditions. The use of
carbon steel, for example, is expected to decrease while technology materials such as duplex will in all probability be preferred. As the transition towards hydrogen takes full effect and the energy transition gains momentum going forward, companies are being advised to gear up for the change now. It is also important to remember that oil and gas operations, while still in the running for some time to come, will ultimately be downscaled significantly. Valve professionals need to prepare for this transition sooner rather than later.
Industrial Valve Summit, info@industrialvalvesummit.com, industrialvalvesummit.com
Vesconite aids with plant cooling
A global petrochemical company, headquartered in South Korea, has ordered 20 pump bushings made of Vesconite Hilube, a premier-grade bearing material.
The bushings will go into vertical-turbine pumps that supply sea water to a petrochemical plant for cooling purposes. The order for suction, line-shaft and pumpbowl bushings, is made up of bushings of significant size, with outside diameters ranging from 170 to 230 mm, inside diameters from 135 to 180 mm, and lengths from 180 to 240 mm. “Vesconite Bearings has significant experience in providing pump bushings that come into contact with sea water,” describes pump application expert Phillip de Villiers. “Our pump parts are widely used in desalination and sea-water-cooled plants,” he explains. Vesconite Hilube bushings survive well in salt water
and, unlike metal bearings, do not corrode. In addition, they do not swell and can be machined for close clearances, which reduces vibration and improves pump efficiencies. Cooling with the use of sea water is popular in coastal areas since it eliminates the use of scarce fresh water.
It is regarded as a sustainable technology, since there is typically no contact between the water and contaminants and the water can be released back into the sea with only a slight change in temperature being observed.
Vesconite Bearings , +27 (0) 11 616 1111 vesconite@vesconite.com, www.vesconite.com
Pipes, Pumps and Valves Africa - Nov/Dec 2022 37 VALVES
Water crisis likely to be worse than the energy crisis, says AECOM

The current constraints on power generation in South Africa, which has resulted in extended loadshedding by electricity utility Eskom, is overshadowing another potentially more dire crisis: water.
“The energy crisis is confronting us first or maybe it is the most obvious, but for me the current water shortage in Gauteng is absolutely a worse crisis. While the fundamental issues are the same, it is going to be a much more difficult situation for people to live with on a day-today basis,” comments Darrin Green, Africa MD at globally trusted infrastructure firm AECOM.
Despite the issues being faced in the power sector, Green says that the work coming from it remains cyclical and difficult to secure. This is especially true on the highvoltage transmission and distribution side, and even in the renewable energy sector, where despite a renewed focus there is not a consistent flow of work.
AECOM’s involvement here mainly extends to photovoltaic systems for buildings, for example. “Of course, we have the necessary capability globally, but trying to bring that into the African market with all of the procurement issues we are facing is difficult,” highlights Green. At a higher government policy level, energy also touches on sustainability, which AECOM embraces with its comprehensive Sustainable Legacies approach.
Climate change and resilience advisory services are an increasingly important part of this strategy globally. However, the approach in South Africa tends to remain reactive, as demonstrated by the recent flooding in KwaZulu-Natal. The question is how to futureproof infrastructure to mitigate the impact of such unforeseen events.
“Clients are not perceiving this as a priority. It must start with an overall understanding of sustainability
and its key drivers. The South African market has not reached a sufficient level of maturity in this regard,” says Green, adding it is being equally hampered by a lack of future planning and modelling. For example, integrated hydrological models of South Africa’s coastlines are not being maintained or updated. Such modelling is critical not only to map out the available water resources, but to determine the potential runoff. “That determines the input into the design for various types of infrastructure,” notes Green.
If it is known how many cubic metres a second a river discharges into an area, and based on historical rainfall data, changing patterns can be determined and future anticipated runoff predicted and planned for. However, what tends to happen is small-scale modelling is applied for individual developments, which often relies heavily on the consultant’s experience.
A lack of holistic or integrated planning means that any upstream developments will be affected by concentrated or uncontrolled runoff from elsewhere. Downstream infrastructure and properties simply cannot cope with that capacity, resulting in a snowball effect.
“It is not so much that there is a lack of development policy or controls, but these are not enforced,” points out Green. While integrated planning is critical for stormwater, it applies to all infrastructure. In terms of electricity, integrated planning is not only essential to understand future supply and demand, but also how to maintain the existing supply. Transitioning to renewable energy sources is a means of futureproofing, but it must be bolstered with adequate policy support. “We have to be at the level where we can design infrastructure with a proper understanding of all of these inputs,” says Green.
“Lifecycle costing optimisation needs to happen as part of this futureproofing. Another issue is that maintenance is not being carried out. Even if you design something the way it should be for resilience and futureproofing, a maintenance regime must be put in place.” A simple example is ensuring stormwater drains remain clear. If these become blocked, it potentially changes the runoff pattern and can have a major impact on infrastructure elsewhere. “The mantra of ‘maintenance, maintenance, maintenance’ sounds very simple, but it is not being done,” concludes Green.
AECOM, lucy.mclane@aecom.com, www.aecom.com
38 Pipes, Pumps and Valves Africa - Nov/Dec 2022 WATER


MARCH 14-18 / 2023 / LAS VEGAS / NEVADA TAKING CONSTRUCTION TO THE NEXT LEVEL. 250,000 sqm of Exhibits 130,000 Attendees 1,800 Exhibitors 150 Education Sessions REGISTER at conexpoconagg.com Save 20% with promo code SHOW20 “ATTENDING CONEXPO-CON/AGG FOR 50 YEARS HAS GIVEN US A DISTINCT COMPETITIVE ADVANTAGE.” — SILVI CONCRETE, PHILADELPHIA, PA
&
The 6X: Vega’s new level sensor
How do you optimise a level sensor that already has everything: The best focusing, highest accuracy, simple operation, universal communication? VEGA ushers in a new level era with the radar sensor VEGAPULS 6X.
What sounds like an obvious question has led VEGA to create much more than just an even better sensor. When using the new VEGAPULS 6X, it’s not just the sensor that counts, but what can be achieved with it in the application – simply better processes.
Traditionally, searching for a suitable radar and level sensor begins with the question, which frequency would work best for this application? Do we need 26GHz, 80GHz, or would 6GHz be better? This is followed by thoughts about the properties of the media and how it could influence the measurement, as well as the specific installation environment.
Furthermore, the temperature range or the presence of aggressive chemicals may cause concern. Will a standard process fitting be sufficient? Would special materials that meet the highest requirements be the right choice? The user may not be completely sure and wants to be on the safe side. What else should be considered if the sensor is to measure great distances or be exposed to wind and weather all year round?
These and countless other questions make one thing clear – with such a wide choice, users also have to select the right one. Customers must choose from the variety of radar sensors that are currently on offer. Because application areas are becoming increasingly multi-
faceted with more complex processes, the buyer needs a good understanding and overview of what’s on the market. It takes the right know-how, experience, and time to avoid making costly bad investments and get a reliable measuring system.
A new certainty: “One for everything”
Until now, choosing an instrument was a laborious process and often involved a lot of questions and product research. VEGA is now turning this process inside out with its new VEGAPULS 6X.

“Ultimately, it’s not the level sensor that counts, but what the users can achieve with it in their applications”, says Florian Burgert, one of the product managers who has been involved in the development of the sensor from the outset.
“Just knowing that they’ve chosen the best possible instrument solution and that they’ll reach their goal faster, makes a big difference in their everyday operations,” said Burgert. The company sees VEGAPULS 6X as a sensor for all applications. Selecting the right frequency, or determining the DK value of the medium, are no longer obstacles because choosing the right sensor specifications has become easier. The new configurator asks for the type of application and then determines which sensor version is required.
40 Pipes, Pumps and Valves Africa - Nov/Dec 2022 PRODUCTS
SERVICES
The procedure now consists of a few mouse clicks. An advisory discussion with a VEGA radar specialist is still a good alternative to the configurator. In any case, the result is simplicity for users and a measurement solution that delivers results independently of the media properties, process conditions, vessel shapes and internal installations.
Over
1
million instruments in use worldwide
The radar success story of VEGA began 30 years ago. It includes milestones such as the world’s first two-wire radar instrument and the first 80GHz radar sensor for liquids on the market. There are now well over one million radar instruments from VEGA in use worldwide – in industries such as chemical, energy, food, oil and gas and many others. New features arise with each new instrument generation, becoming more reliable, accurate, robust, and flexible.
Four-stage, all-round protection
VEGAPULS 6X also offers decisive technical innovations –it has a comprehensive safety concept. Functional safety is guaranteed, as it conforms to all the requirements of the Safety Integrity Level. The certified level sensor has exceptional SIL characteristics and provides the necessary operational protection to minimise risks in safety-related applications.
Another increasingly important focus is “cybersecurity”. In this regard, VEGAPULS 6X conforms to IEC 61511. It fulfils the strictest requirements for system access and communication control security. It thus guarantees process security right through to the control system. A third important aspect of its safety features is its selfdiagnosis system. It continuously monitors the function of the sensor and recognises if it has been impaired in any way, thus contributing to higher plant availability and sensor performance.
A new, second-generation radar chip directly from VEGA is central to these features. There was no chip available on the market that would have met all requirements. The research and development team set to work to design one themselves, from scratch.
“The result pretty much consolidates our entire radar experience from three decades”, says VEGA product manager Jürgen Skowaisa. “In its scope and functionality, the chip is unique worldwide.”
It is characterised by low energy consumption, high sensitivity, scalable architecture, and universal applicability. The radar antenna system and the chip are connected directly to each other, without any cable, for maximum performance.
New in a different way: Innovation of values
Besides the technical highlights, the VEGA radar team addressed questions that, from the beginning, went beyond product design: What will be the long-term impact of this technology on the people who use it? How can their work be simplified? What can future goals of the industry be realised with the new technology? This approach gave rise to the impulses that make VEGAPULS 6X different. Other points came into focus
by considering the users and the process conditions of their applications. These include the challenges in using measuring instruments, such as complicated adjustment procedures, the constant pressure to increase efficiency, and time constraints in general.

Focusing on the application
The actual task of level sensors is to help users and make monitoring their industrial processes easier. They often make processes more controllable and efficient. Even if they are easy to use, selecting the right one for an application can still be difficult. Skowaisa summarises the strategy VEGA is pursuing with VEGAPULS 6X by “maximum simplification.”
“Until now, there were many different sensors that could be used for an application. Today, with VEGAPULS 6X, there is one sensor for all applications,” he said. “Even setup and commissioning have been reduced to a minimum, requiring just a few clicks and basic data input. Our customers can even order a factory-calibrated sensor that is customer-specific down to the last detail, that only must be installed and connected. It doesn’t get any easier than that.”
Radar made for people
With VEGAPULS 6X, VEGA has rounded out its radar measurement technology with four innovations; more safety and self-diagnosis; new radar chip technology; new application possibilities; and simpler adjustment.
“Furthermore, our technology has reached such a high level today that reliable function is no longer the issue. The only risk now is choosing the wrong sensor,” said Skowaisa. “Thanks to the new approach with VEGAPULS 6X, VEGA now provides the tools to get the right sensor version for the application in 99 per cent of cases.
Experienced application engineers are kept on standby to help with the special, more difficult applications. In the future, the user will no longer have to worry about the technology, frequency, or instrument version – the measurement will work.”
VEGA Controls SA (Pty) Ltd, +27 (0) 11 795 3249, info.za@vega.com, www.vega.com
- Nov/Dec 2022 41 PRODUCTS & SERVICES
Pipes, Pumps and Valves Africa
Uniquely designed adjustable level switch launched

Val.Co, a leader in the design and manufacture of process instrumentation, has launched their new Simple R1-M.B77 adjustable level control switch for the monitoring of liquids for both industrial and civil environments.
Jan Grobler, Managing Director of GHM Messtechnik South Africa commented “The Simple R1-M.B77 from Val.Co offers the customer a unique feature in as much that the rod, which comes in lengths of either 1 meter or 500 mm, can be shortened to the length to suit the purpose. This level switch is brand new to the South African market, extremely competitively priced and suitable for a variety of level applications”. The operational principle is based on the drive of a microswitch which is located in the head of the instrument as a result of the hydrostatic thrust which is exerted by the liquid on the float. The absence of moving parts offers extreme ruggedness and reduces the need for maintenance.
Technical Specifications
With an adjustable switching point and closed cell float, the instrument also offers a 3A Single Pole Double Throw (SPDT) micro-switch as well as a Single Pole Single Throw (STST) option. It has an operating ambient temperature of -30/+55 degrees centigrade with a 90% relative humidity. Easily mounted, threaded or flanged, it has an NBR (oil resistant rubber) flat sealing gasket whilst offering a minimum degree of protection of IP65.

“I see great interest in this recently launched adjustable level switch, across a wide section of industrial, domestic and agricultural applications where water/ liquid level monitoring is crucial. The customer is going to benefit immensely from its innovative design. Additionally, it is available in nylon and fibreglass (Model R1-M) or stainless steel/brass (Model R1) versions” concluded Grobler.
Messtechnik South Africa, +27 (0) 11 902 0158, info@ghm-sa.co.za,





42 Pipes, Pumps and Valves Africa - Nov/Dec 2022 INDUSTRY NEWS
this season find you
you
sharing
gratitude.” MERRY CHRISTMAS
“May
among those
love,
in the twin glories of generosity and
Steloy Foundries
T: +27 (0) 13 110 2681
E: support@steloyfoundries.com

W: www.steloyfoundries.com
Ukuthela Foundry Projects
T: +27 (0) 12 719 8860
E: ukuthela@live.co.za
AIR OPERATED DOUBLE DIAPHRAGM PUMPS
Sulzer Pumps (South Africa)
(Pty) Ltd
T: +27 (0) 11 820 6000
F: +27 (0) 11 820 6206
E: CSSEnquiries@sulzer.com W: www.sulzer.com
DEWATERING PUMPS
Sulzer Pumps (South Africa) (Pty) Ltd



T: +27 (0) 11 820 6000
F: +27 (0) 11 820 6206
E: CSSEnquiries@sulzer.com W: www.sulzer.com
FIRE PUMPS
C.R.I Pumps S.A. (Pty) Ltd
T: +27 (0) 11 805-8631
F: +27 (0) 11 805-8630
E: cri-za@crifluidsystems.com W: www.cripumps.co.za
HIGH PRESSURE PUMPS
KSB (Pty) Ltd
T: +27 (0) 11 876-5600
F: +27 (0) 11 822-2013
E: info-za@ksb.com W: www.ksb.com
Mather & Platt
T: +27 (0) 11 824-4810
F: +27 (0) 11 824-2770
E: info@matherandplatt.com W: www.matherandplatt.com
KSB (Pty) Ltd
T: +27 (0) 11 876-5600
F: +27 (0) 11 822-2013
E: info-za@ksb.com W: www.ksb.com
KSB (Pty) Ltd
Air & Vacuum Technologies
T: +27 (0)11 318 3241/2/3/4
C: +27 (0)82 576 9373
E: burnm@vactech.co.za W: www.vactech.co.za

T: +27 (0) 11 876-5600
F: +27 (0) 11 822-2013
E: info-za@ksb.com W: www.ksb.com
BOREHOLE PUMPS END SUCTION PUMPS
Ernest Electro Engineering

T: +27 (0) 11 792 9550
E: eeeaman@mweb.co.za
W: www.ernestee.co.za
Aquaplex Pumps

T: +27 (0) 76 476 4084
E: gavin@aquaplexpumps.co.za
Stewarts & Lloyds (Pty) Ltd
T: +27 (0) 11 917-0778
F: +27 (0) 11 917-0769
E: peterk@sltrading.co.za
W: www.stewartsandlloyds.co.za
CENTRIFUGAL PUMPS
C.R.I Pumps S.A. (Pty) Ltd
T: +27 (0) 11 805-8631
F: +27 (0) 11 805-8630
E: cri-za@crifluidsystems.com W: www.cripumps.co.za
Hawk High Pressure Pumps
T: +27 (0) 31 274 8555
T: +27 (0) 11 822 4039
E: sales@hawkpumps.co.za W: www.hawkpumps.co.za

HORIZONTAL SPLIT CASE PUMPS
SAM Engineering
T: +27 (0) 11 823-4250
F: +27 (0) 11 823-4943
E: sales@sameng.co.za W: www.sameng.co.za
Sulzer Pumps (South Africa)
(Pty) Ltd
T: +27 (0) 11 820 6000 F: +27 (0) 11 820 6206
E: CSSEnquiries@sulzer.com W: www.sulzer.com
MAGNETIC PUMPS
AESPUMP SA
T: +27 (0) 17 631-1003
F: +27 (0) 17 631-1002
E: craigg@aespump.co.za W: www.aespump.co.za
APE Pumps
T: +27 (0) 11 824-4810
F: +27 (0) 11 824-2770
E: info@apepumps.co.za
W: www.apepumps.co.za

Atlas Copco

T: +27 (0) 11 821 9854
E: david.stanford@atlascopco.com
W: www.atlascopco.com
KSB (Pty) Ltd
T: +27 (0) 11 876-5600
F: +27 (0) 11 822-2013
E: info-za@ksb.com
W: www.ksb.com
KSB (Pty) Ltd
T: +27 (0) 11 876-5600
F: +27 (0) 11 822-2013
E: info-za@ksb.com W: www.ksb.com
SAM Engineering


T: +27 (0) 11 823-4250
F: +27 (0) 11 823-4943
E: sales@sameng.co.za W: www.sameng.co.za
C.R.I Pumps S.A. (Pty) Ltd

T: +27 (0) 11 805-8631
F: +27 (0) 11 805-8630
E: cri-za@crifluidsystems.com W: www.cripumps.co.za
AESPUMP SA
T: +27 (0) 17 631-1003
F: +27 (0) 17 631-1002
E: craigg@aespump.co.za W: www.aespump.co.za
MULTISTAGE PUMPS
KSB (Pty) Ltd


T: +27 (0) 11 876-5600
F: +27 (0) 11 822-2013
E: info-za@ksb.com W: www.ksb.com

Sulzer Pumps (South Africa)

(Pty) Ltd
T: +27 (0) 11 820 6000
F: +27 (0) 11 820 6206
E: CSSEnquiries@sulzer.com
W: www.sulzer.com
Pipes, Pumps and Valves
- Nov/Dec 2022 43
Africa
PUMPS
PUMPS FOUNDRY
PINCH PUMPS
KSB (Pty) Ltd
LVSA Group (PTY) LTD
T: +27 (0) 11 680 2005
E: sales@lvsa.co.za W: www.lvsagroup.co.za
PIPES
Umulig Engineering

T: +27 (0) 31 942 0489
E: info@umulig.co.za

W: www.umulig.co.za
PISTON PUMPS
C.R.I Pumps S.A. (Pty) Ltd

T: +27 (0) 11 805-8631
F: +27 (0) 11 805-8630
E: cri-za@crifluidsystems.com
W: www.cripumps.co.za
Integrated Pump Rental


T: +27 (0) 11 894-2906
E: admin@pumprental.co.za W: www.pumprental.co.za
SLURRY PUMPS
T: +27 (0) 11 876-5600
F: +27 (0) 11 822-2013
E: info-za@ksb.com W: www.ksb.com
VACUUM PUMPS
VERTICAL SPINDLE PUMPS
Walter Meano Engineering VersaFlo VSE Pumps
T: +27 (0) 11 873-8620
F: +27 (0) 11 825-1401
E: wme@mweb.co.za W: www.versaflo.co.za


VERTICAL TURBINE PUMPS
Air & Vacuum Technologies

T: +27 (0)11 318 3241/2/3/4
C: +27 (0)82 576 9373
E: burnm@vactech.co.za W: www.vactech.co.za
Africa Slurry Pump Solutions
T: +27 (0) 79 402 3662
Hawk High Pressure Pumps
T: +27 (0) 31 274 8555
T: +27 (0) 11 822 4039
E: sales@hawkpumps.co.za
W: www.hawkpumps.co.za
PLUNGER PUMPS
E: pierre@africasps.com W: www.AfricaSPS.com
KSB (Pty) Ltd
T: +27 (0) 11 876-5600
F: +27 (0) 11 822-2013
E: info-za@ksb.com W: www.ksb.com
Hawk High Pressure Pumps
T: +27 (0) 31 274 8555
T: +27 (0) 11 822 4039
E: sales@hawkpumps.co.za


W: www.hawkpumps.co.za
POSITIVE DISPLACEMENT PUMPS
SUBMERSIBLE PUMPS
HORMA PUMPS (PTY) LTD
T: +27 (0) 11 452 4300
F: +27 (0) 11 452 4400
C: +27 (0) 82 779 2464
E: sales@horma.co.za w: www.horma.co.za
KSB (Pty) Ltd
T: +27 (0) 11 876-5600
F: +27 (0) 11 822-2013
E: info-za@ksb.com W: www.ksb.com
Sulzer Pumps (South Africa) (Pty) Ltd

T: +27 (0) 11 820 6000
F: +27 (0) 11 820 6206
E: CSSEnquiries@sulzer.com W: www.sulzer.com
WASTEWATER PUMPS
Integrated Pump Technology
T: +27 (0) 11 824-4810
E: info@pumptechnology.co.za W: www.pumptechnology.co.za
Africa Slurry Pump Solutions
T: +27 (0) 79 402 3662
E: pierre@africasps.com W: www.AfricaSPS.com
AESPUMP SA
T: +27 (0) 17 631-1003
F: +27 (0) 17 631-1002
Aquaplex Pumps
T: +27 (0) 76 476 4084
E: gavin@aquaplexpumps.co.za
VAC-CENT SERVICES (PTY) LTD
T: +27 (0) 11 827 1536
F: +27 (0) 11 824 3590
E: info@vaccent.co.za W: www.vaccent.co.za
VERTICAL SUMP PUMPS
Africa Slurry Pump Solutions
T: +27 (0) 79 402 3662
E: pierre@africasps.com W: www.AfricaSPS.com
Unique Engineering
T: +27 (0) 11 826-6111
F: +27 (0) 11 826-6162
E: sales@uniqueeng.co.za
W: www.uniqueeng.co.za
Integrated Pump Technology
T: +27 (0) 11 824-4810
E: info@pumptechnology.co.za
W: www.pumptechnology.co.za
KSB (Pty) Ltd
T: +27 (0) 11 876-5600
F: +27 (0) 11 822-2013
E: info-za@ksb.com W: www.ksb.com
KSB (Pty) Ltd
T: +27 (0) 11 876-5600
F: +27 (0) 11 822-2013
E: info-za@ksb.com W: www.ksb.com
WELL PUMPS
KSB (Pty) Ltd
T: +27 (0) 11 876-5600
F: +27 (0) 11 822-2013
E: info-za@ksb.com W: www.ksb.com


44 Pipes, Pumps and Valves Africa - Nov/Dec 2022
PUMPS
E: craigg@aespump.co.za W: www.aespump.co.za
SELF PRIMING PUMPS
VAC-CENT SERVICES (PTY) LTD. uality
VALVES
BALL VALVES
KV Controls (Pty) Ltd

T: +27 (0) 16 100-4592
E: fred@kvcontrols.co.za W: www.kvcontrols.co.za
LVSA Group (PTY) LTD
T: +27 (0) 11 680 2005
E: sales@lvsa.co.za W: www.lvsagroup.co.za
Pleix-Quip
T: +27 (0) 11 736-4994
C: +27 (0) 83 461 0801
E: tiaans@pleixquip.co.za W: www.pleixquip.co.za
Valcon Valve & Controls
T: +27 (0) 11 453-7537
E: valconsa@iafrica.com W: www.valcon.co.za
BUTTERFLY VALVES
Pleix-Quip
T: +27 (0) 11 736-4994
C: +27 (0) 83 461 0801
E: tiaans@pleixquip.co.za W: www.pleixquip.co.za
CHECK VALVES
Pleix-Quip
T: +27 (0) 11 736-4994
C: +27 (0) 83 461 0801
E: tiaans@pleixquip.co.za W: www.pleixquip.co.za
CONTROL VALVES
Bray Controls Africa
T: +27 (0) 10 007-3222
E: sales@bray.com W: www.bray.com
Asahi Africa
Boksburg Branch:
T: +27 (0) 11 397 4353
F: +27 (0) 11 397 4368
E: info@asahi-africa.com W: www.asahi-africa.com

Asahi Africa
Durban Branch:
T: +27 (0) 31 563 3923
F: +27 (0) 31 563 3929
E: joshua@asahi-africa.com W: www.asahi-africa.com
CALAFRICA Hydronic Solutions


T: +27 (0) 11 795 1519
C: +27 (0) 83 303 1437
E: technical@calafrica.co.za W: www.calafrica.co.za
C.R.I Pumps S.A. (Pty) Ltd

T: +27 (0) 11 805-8631
F: +27 (0) 11 805-8630
E: cri-za@crifluidsystems.com W: www.cripumps.co.za
Enserve Engineering Services (Pty) Ltd
T: +27(0) 16 971 3385
F: +27(0) 16 971 3935
E: mail@enserve.co.za W: www.enserveonline.com
Hydromine
T: +27 (0) 11 608 4292
E: sales@hydromine.biz W: www.hydromine.biz
DIAPHRAGM VALVES
Hydromine
T: +27 (0) 11 608 4292 E: sales@hydromine.biz W: www.hydromine.biz
Invincible Valves (Pty) Ltd
T: +27 (0) 11 822-1777
F: +27 (0) 11 822-3666
E: enquiries@invalve.co.za W: www.invalve.co.za
Invincible Valves (Pty) Ltd
T: +27 (0) 11 822-1777
F: +27 (0) 11 822-3666
Bray Controls Africa
T: +27 (0) 10 007-3222

E: sales@bray.com

W: www.bray.com
E: enquiries@invalve.co.za W: www.invalve.co.za
Macsteel Fluid Control


T: +27 (0) 82 495 2772
C: +27 (0) 11 383 4000
E: Rowan.Blomquist@macfluid.co.za W: www.macsteel.co.za
KSB (Pty) Ltd
T: +27 (0) 11 876-5600
F: +27 (0) 11 822-2013
E: info-za@ksb.com W: www.ksb.com

FLOW CONTROL VALVES
KSB (Pty) Ltd

T: +27 (0) 11 876-5600
F: +27 (0) 11 822-2013


E: info-za@ksb.com
W: www.ksb.com
Hydromine
T: +27 (0) 11 608 4292
E: sales@hydromine.biz W: www.hydromine.biz

Asahi Africa
Boksburg Branch:
T: +27 (0) 11 397 4353 F: +27 (0) 11 397 4368 E: info@asahi-africa.com W: www.asahi-africa.com
Asahi Africa
Durban Branch:
T: +27 (0) 31 563 3923 F: +27 (0) 31 563 3929
E: joshua@asahi-africa.com W: www.asahi-africa.com
VACSERVE (PTY) LTD



T: +27 (0) 11 827 1536
F: +27 (0) 11 827 3590
E: info@vacserve.co.za W: www.vacserve.co.za

Invincible Valves (Pty) Ltd
T: +27 (0) 11 822-1777
F: +27 (0) 11 822-3666
E: enquiries@invalve.co.za W: www.invalve.co.za
Pipes, Pumps and Valves Africa

- Nov/Dec 2022 45
GATE VALVES
(PTY) LTD
(PTY) LTD
Ts & Cs
KV Controls (Pty) Ltd
T: +27 (0) 16 100-4592
E: fred@kvcontrols.co.za
W: www.kvcontrols.co.za
W: www.macsteel.co.za




KNIFE
KEW Foundries
T: +27 (0) 53 841 0474



F: +27 (0) 53 841 0473
E: info@kewfoundries.co.za

W: www.kewfoundries.co.za
Ukuthela Foundry
VALVES 46 Pipes, Pumps and Valves Africa - Nov/Dec 2022 + 27 (0) 83 281 5761 info@pumpsandvalves.co.za www.pipespumpsandvalves.co.za ADVERTISE WITH US TODAY !! VALVE RECONDITIONING Enserve Engineering Services (Pty) Ltd T:
16 971 3385 F:
16 971 3935 E: mail@enserve.co.za W: www.enserveonline.com VALVES FOUNDRY Mine Track & Tools (Pty) Ltd T:
11 412 4536/1665 E: info@minetrack.co.za W: www.minetrack.co.za Mine Track & Tools (Pty) Ltd T: +27 (0) 11 412 4536/1665 E: info@minetrack.co.za W: www.minetrack.co.za C.R.I Pumps S.A. (Pty) Ltd
F:
E:
W:
Macsteel Fluid Control T: +27
82 495 2772 C:
11 383 4000 E: Rowan.Blomquist@macfluid.co.za
+27(0)
+27(0)
+27 (0)
T: +27 (0) 11 805-8631
+27 (0) 11 805-8630
cri-za@crifluidsystems.com
www.cripumps.co.za
(0)
+27 (0)
GATE VALVES
Projects
(PTY) LTD
T: +27 (0) 12 719 8860 E: ukuthela@live.co.za VACSERVE
THERMOSTATIC CONTROL VALVES PRESSURE REDUCING VALVES
Hydronic Solutions
Foundries
Valve & Controls
T: +27 (0) 11 827 1536 F: +27 (0) 11 827 3590 E: info@vacserve.co.za W: www.vacserve.co.za
CALAFRICA
T: +27 (0) 11 795 1519 C: +27 (0) 83 303 1437 E: technical@calafrica.co.za W: www.calafrica.co.za Steloy
T: +27 (0) 13 110 2681 E: support@steloyfoundries.com W: www.steloyfoundries.com Valcon
T: +27 (0) 11 453-7537 E: valconsa@iafrica.com W: www.valcon.co.za Hydromine T: +27 (0) 11 608 4292 E: sales@hydromine.biz W: www.hydromine.biz




INTRODUCING OUR NEW GENERATION VACUUM PUMP: THE BOUVAC series H E A D O F F I C E 1 2 4 S N A P P E R R O A D W A D E V I L L E T : + 2 7 1 1 8 2 7 1 5 3 6 I N F O @ V A C C E N T . C O . Z A W W W . V A C C E N T . C O . Z A AVAILABLE IN A Bv 7620 with max flow of 830 m Bv 7630 with max flow of 1260 m Bv 7640 with max flow of 1620 m 3/h 3 3 /h /h









+27 (0) 31 700 6954 info@aumanat.co.za www.aumanat.co.za Supplier of world leading brands of: - Electric, Pneumatic, Hydraulic and Portable actuators - Valve gearboxes Design and manufacture Installation and commissioning Onsite service and repairs Training
