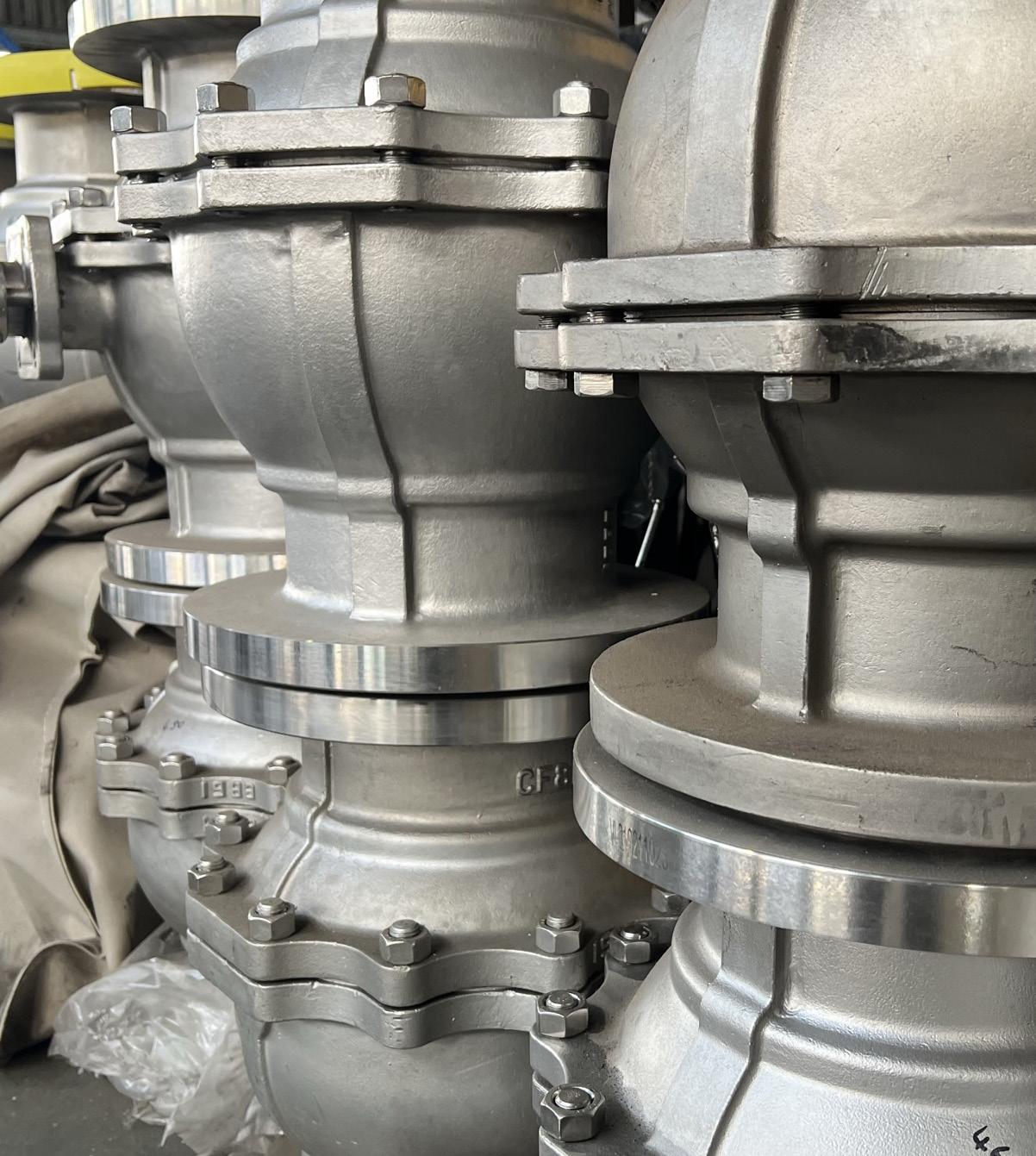
Invincible Valves: Strengthening its global presence
Amidst ongoing global challenges, where cost-cutting often takes precedence over quality, Invincible Valves is breaking the mould and reinforcing its position as an industry leader. Under the strategic leadership of Managing Director Pam du Plessis, the company continues to tackle adversity head-on, cementing its reputation in the valve sector. Pipes, Pumps and Valves Africa finds out more.
Invincible Valves began in 1982 as a small valve reconditioning shop in Knights, Germiston. Driven by a commitment to innovation and continuous evolution, the company has grown into a leading supplier of highquality valves and services, setting new benchmarks in the industry.
“Our growth has always been driven by our ability to adapt and seize opportunities,” says Du Plessis. “We don’t just sell valves - we offer complete solutions, from reconditioning to rubber lining and after-sales support. That’s what sets us apart and keeps us competitive, both locally and internationally.”
The successful completion of a recent project in Namibia reinforced Invincible Valves’ efficiency and costeffectiveness, particularly in the reconditioning sector.
“By exporting at a low rate and maintaining a maximum turnaround time of six weeks for bulk orders, we’ve demonstrated to the African market that we can deliver efficiently - even when factoring in export and reimport costs,” explains Du
Plessis. “We are, in fact, extremely busy with projects across the continent.”
The company also recently completed a major project in the United States, underscoring its ability to compete on a global scale. “We have been steadily expanding our export business, but it has now become a core focus,” says Du Plessis. “This year, we are targeting the US and Australia in particular.” She adds that she will be visiting both countries as part of an active marketing drive to strengthen partnerships and grow the company’s international presence.
“We are actively forging partnerships in these regions and investing time in developing long-term relationships,” she says.
Driving expansion and sustained growth
A significant milestone for the company has been the commissioning of its second factory, which became fully operational in July last year. The 1 800-square-metre facility, extensively revamped and outfitted with state-ofthe-art equipment, now operates at near full capacity - a target Du Plessis intends to maintain. This expansion has not only bolstered the company’s manufacturing and reconditioning capabilities but also enabled it to secure new clients, including those requiring in-house rubber lining solutions.
According to Du Plessis, the facility has allowed the business to diversify its offering. “We have always operated in the reconditioning space,” she says. “We only did rubber lining of valves and fittings. In our new facility we have a massive autoclave where we can rubber line pipes up to 10m in length.”
She says it is not just about diversifying the product and services range but also continuously looking at new sectors to operate in. Today, Invincible Valves is an active player in anything from the mining to the paper and pulp sectors.
“Business as usual is not an option. To stay ahead, you must constantly seek new opportunities and growth,” says Du Plessis. “Diversity, agility, and the ability to reinvent yourself are the key differentiators that drive competitive advantage.”
Overcoming challenges with resilience
There is no denying the multitude of challenges South
strained by issues surrounding metal supply, exacerbated by the export of scrap metal, the misalignment in policy has become concerning for the major players in the sector.
“On one hand, we’re encouraged to support local manufacturing and job creation, yet scrap metal - an essential component for foundries - is being shipped out while local metal companies are closing down,” says Du Plessis. “When foundries don’t have access to metal, manufacturing costs double. We’re being forced to buy metal at inflated prices, which ultimately impacts production costs. The knock-on effect is devastating, especially for small and mediumsized manufacturers.”
Another pressing issue is the influx of cheap, low-quality imports.
“Purchasing decisions have yet again become almost entirely price-driven. Buyers are rewarded for staying under budget, with little regard for the long-term cost implications of downtime caused by inferior products,” explains Du Plessis.
However, she is not one to let a crisis go to waste. While much of the world struggled to navigate the fallout of the Covid-19 pandemic, Du Plessis took a bold approach - expanding her business rather than downsizing. “We are never going to compromise on quality to meet price pressures,” she asserts. “Our brand is built on quality, and we will continue
to deliver high-calibre products at a fair price. The real challenge is educating the market on the true cost of substandard components.” Although her focus is on expanding Invincible Valves’ export business, she remains committed to the local market.
“We are constantly developing new solutions to enhance efficiency for our clients, whether it’s reducing downtime, improving storage space, or streamlining processes,” she says.
The company is also set to unveil a high-tech system tailored for the African market early next year, as well as another groundbreaking development at the KITE exhibition - details of which remain under wraps. “We believe in continuous evolution. Our goal is to meet our clients’ needs beyond just supplying valves - offering a full suite of services.”
For Du Plessis, strategic expansion, an unwavering commitment to quality and a relentless drive for innovation remain at the heart of Invincible Valves’ success.
“We have to keep moving forward - that drive never stops. Investing in our people is crucial and we continue to bring in new talent to foster a culture of growth. As long as we maintain that momentum, the wheels won’t come off. We’ve built a strong leadership team, one that is aligned with our values and vision. That gives me confidence and keeps me optimistic about the outlook of our business, whether in South Africa or in any of the global markets we currently serve or are looking to expand into.”
Vesconite Hilube revolutionises pump performance on the Gulf Coast
One of Vesconite Bearings’ innovative bushing materials, Vesconite Hilube, has assisted a US pump manufacturing company on the Gulf Coast in coping with its harsh and highly corrosive operating environments, which pose significant challenges for pump systems.
Before switching to Vesconite Hilube line shaft bushings, the pumps relied on materials like bronze, cutlass rubber, and 316 stainless steel. While these materials were reliable to some extent, they struggled to endure the demanding conditions encountered by seawater lift pumps and oil waste-disposal pumps. They were operating at ambient temperatures of up to 120°F (49°C), with a flow driven by 1,800 RPM, and these pumps handled ocean saltwater mixed with fine abrasive particles—a punishing environment for any material.
“We were looking for a bushing or wear material that could stand the test of time in highly corrosive conditions, and Vesconite Hilube significantly increased run time and lengthened the time between repairs,” says the operations manager at the US pump manufacturing company.
He adds that compared with traditional materials, Vesconite Hilube consistently delivered superior durability and performance, noting that it has become a goto material for various services along the Gulf Coast, particularly in vertical seawater lift pumps and oil wastedisposal pumps.
“Vesconite Bearings makes my job easy,” says the operations manager. “Its customer service is second to none, and it stands behind its products and services. Being able to source and procure this material easily has greatly increased our credibility and trust between our company and customers.” With Vesconite Hilube continuing to prove its worth, the future looks bright for its adoption in even more applications. “Absolutely,” the operations manager says when asked if the company foresees further developments with the material. “The trust and reliability built between Vesconite Bearings and its customers are set to drive even greater success.”
The pumps, operating in some of the most demanding conditions on the Gulf Coast, exemplify Vesconite Hilube’s ability to overcome the limitations of traditional materials. As the industry continues to evolve, Vesconite Bearings stands as a testament to innovation and dependability, delivering solutions that meet and exceed expectations.
We offer valves for precision processes - and demanding applications.
Our valves fulfill the highest of standards and are designed for many years of safe and reliable operation. Our service specialists regularly check, monitor and maintain all relevant system components - depending on what has been agreed. Our modular framework agreements offer you individual service and spare parts concepts. And we even go one step further. We additionally check systems for efficiency in order to reduce operating costs and increase productivity. For example, with the SES System Efficiency Service.
Power-packed Godwin BD150 dewatering pump
The Godwin BD150 Dri-Prime® Pump represents the latest innovation in multipurpose dewatering solutions, designed to meet the needs of a wide range of applications. Whether for construction, industrial projects, utility maintenance or emergency dewatering applications, this robust pump is built for efficiency, cost effectiveness and reliability.
Available from Integrated Pump Technology, the Godwin BD150 delivers powerful performance, with flow capabilities reaching up to 592 m³/h and discharge heads extending to 49 metres. Engineered with versatility in mind, it features a fully automatic self-priming system allowing for seamless operation across various demanding environments.
This pump is capable of handling solids up to 75 mm in diameter, thanks to the venturi priming system - making it a suitable choice for almost any dewatering application.
Godwin has optimised the BD150’s hydraulic design using Computational Fluid Dynamics (CFD) technology, significantly improving its efficiency and fuel economy. The robust construction including high-quality impeller, seal and bearing materials, ensures long lasting durability even under challenging conditions. Further, the pump is built for ease of use and serviceability, backed by the trusted Godwin brand and support by Integrated Pump Technology.
Flexibility is another key feature of the Godwin BD150 series. It can be supplied on an open skid base or a two-wheel site trailer, offering users a range of options depending on their specific operational needs. The bare shaft is made from corrosion-resistant materials, providing resilience in harsh environments, while electric motor options and other engine configurations are also available to meet diverse requirements.
Operators will appreciate the simplified control panel which includes features such as key start-stop functionality,
an ammeter, an hour meter and a low oil pressure indicator. The pump also includes optional accessories like forklift pockets and a four-point lifting frame for easier transport and handling.
Beyond its robust performance, the Godwin BD150 excels in application flexibility. It can handle sewage, slurries and liquids containing solids, making it suitable for a wide range of dewatering challenges and its dry-running capabilities, made possible by abrasion-resistant silicon carbide faces, further enhance its durability.
In addition to the pump’s impressive capabilities, Integrated Pump Technology provides essential support across key mining regions, ensuring the Godwin BD150 is readily available and fully supported in demanding environments.
With extensive experience in the dewatering industry, Integrated Pump Technology delivers expert technical assistance, quick response times and a comprehensive range of spare parts to keep operations running smoothly. The company’s network across mining hubs ensures that mines and other end-users can rely on timely maintenance, servicing and troubleshooting, making the Godwin BD150 a trusted solution for critical dewatering tasks in remote and challenging locations.
Africa Slurry Pump Solutions appoints Pieter Jordaan as Regional CEO
Africa Slurry Pump Solutions (ASPS) is pleased to announce the appointment of Pieter Jordaan as its new Regional CEO, effective immediately. Jordaan will be responsible for market development in South Africa, Zambia, and the Democratic Republic of Congo, as well as overseeing the general operations of the company.
Pieter Jordaan brings over two and a half decades of comprehensive experience in the pump and minerals processing industry. Prior to joining Africa Slurry Pump Solutions, he held significant technical and leadership roles at renowned organisations including CH Warman, Weir Minerals Africa, and Pump & Abrasion Technologies.
At CH Warman, Jordaan played a pivotal role in developing strategic market approaches for slurry handling solutions. In his role as Head of Sales and Marketing at Pump & Abrasion Technologies, Jordaan played a crucial role in the design, industrialisation, and successful market launch of a new range of slurry pumps. His tenures at Weir Minerals Africa further solidified his expertise in industrial pump technologies and market expansion strategies across the
African continent. Most recently, he served as Group Sales Director at AVK Valves.
Strategic Leadership and Vision
“We are thrilled to welcome Pieter Jordaan to our leadership team,” said Francois de Villiers, Managing Director of Africa Slurry Pump Solutions. “His deep understanding of the African mining landscape and proven track record in slurry pump solutions will be instrumental in driving our company’s growth and operational excellence.” Jordaan’s appointment comes at a critical time for ASPS, as the company celebrates its fifth anniversary and continues to expand its footprint in key African markets. His expertise is expected to accelerate the company’s market development initiatives and strengthen its operational capabilities.
About Africa Slurry Pump Solutions
Africa Slurry Pump Solutions is the appointed regional distributor of HART Slurry Pumps, a leading provider of innovative pump solutions for the mining, mineral processing, and industrial sectors across Africa. HART Slurry Pumps are renowned for their exceptional wear resistance, delivering unparalleled reliability and reduced lifecycle costs in the most demanding applications. The company is committed to delivering highperformance, reliable, and technologically advanced pumping systems that meet the complex challenges of African industrial markets.
Selecting the perfect dewatering pump is essential
Selecting the right pump for the right application is critical for effective water management in quarries and open pit mines. Dredging and pump specialist, IPR (Integrated Pump Rental), advises that the selection process should consider a number of key factors, and chief among them are brand reputation, supplier’s expertise, site parameters and the customer’s financial situation.
While it is true that the selection of a dewatering pump for a mine or quarry largely hinges on specific site or application requirements, Steve du Toit, Sales Manager at IPR, believes that the supplier’s expertise should be a principal factor.
“Each of our installations starts with a detailed assessment of site-specific dewatering requirements. Through that process, IPR’s technical experts get a clear understanding of the unique conditions of the mine, such as water volume, pit dimensions and site-specific challenges. After this, the IPR team is able to recommend the most appropriate equipment and strategies for dewatering, ensuring optimal performance and cost efficiency for the customer,” says Du Toit.
According to Lee Vine MD of IPR, site-specific conditions, such as volume of water to be pumped and the rate at which it accumulates, will inform parameters such as head (the height at which a pump can raise the fluid up) and flow (the amount of water the pump can move at a given time) which, in turn, determine the size and type of pump or pumps required.
Dealing with a supplier that can offer a wide range of choices means that operations can get all their dewatering pump needs from one place. For example, IPR offers both diesel-driven and submersible dewatering pumps. Designed to be fully submerged in water during operation, submersible pumps are ideal for operations where continuous dewatering is required. IPR’s self-priming diesel driven pump sets are suitable for dewatering applications where power is not readily available.
“The next consideration should be the capital situation for the customer. The financial position of the mine or quarry determines whether to buy or to rent a dewatering pump solution. If capital outlay is an issue, rental will be ideal because it eliminates the need for a substantial upfront capital expenditure, freeing up the much needed budget for other pressing needs,” says Vine.
In addition, says Vine, rental costs can be classified as operational expenses and this is especially important where dewatering is a critical necessity, yet there is no capex available. In a scenario where the project is long term and capital is available, outright purchase makes sense.
In conclusion, says Du Toit, when choosing vitally important assets such as dewatering pumps it is also important to consider the reputation of the brand and the aftermarket support behind it.
IPR is part of the Specialty Rental division within the Power Technique Business Area of Atlas Copco and supplies the premium Atlas Copco product, which is known for its reliability, good warranty terms and, more importantly, parts availability from IPR. The company is also the official distributor for Toyo heavy-duty slurry pumps and supplies the locally manufactured SlurrySucker dredging solution.
• Pay only for the equipment and services you need
• Eliminate costs
Every day we solve water for our construction, mining, municipal, and industrial customers across Africa and around the world.
By partnering with Xylem, you can rent best-in-class pumping equipment, without capital expenditures. Plus, you gain access to our skilled engineers, product experts, and service technicians who will keep your operations running. Get fast access to regional engineering and application expertise, and our broad range of Godwin and Flygt pumps.
Get it right every time
Unlike most, we design, build, test, and rent our own equipment. Our deep knowledge of the product means we’ll always select and apply the right solution for your needs. With over 100 years of heritage behind both our Godwin and Flygt brands, you can trust us to solve your most complex and urgent dewatering needs.
Maximize productivity
Access to the world’s largest pump rental fleet means you will have equipment when you need it. 24/7 delivery and service keeps your operations running smoothly and efficiently.
Gain cost control
Get your application sized correctly the first time so you don’t pay for a job twice. Our experts will analyze your job’s operating conditions and select the most cost efficient solution from our broad range of diesel or electric driven pumps.
The new era of pump wear technology
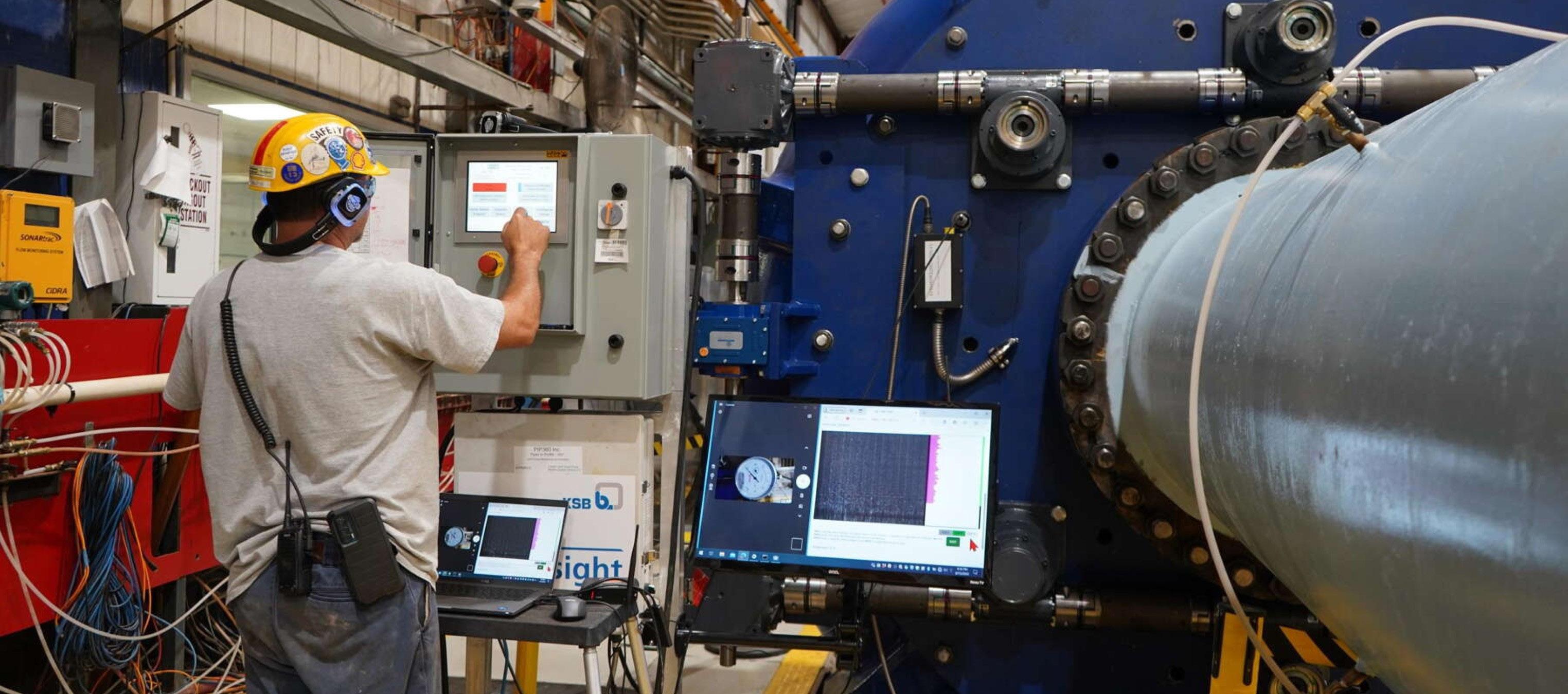
The efficient operation of slurry pumps in the mining industry is critical and pump wear technology is playing an increasingly significant role in monitoring and maintaining pump performance. An innovative solution that is making waves in the industry is the KSB GIW® SLYsight technology.
This advanced slurry pump wear monitoring technology is changing the way pump wear is detected and managed and is leading to improved pump performance with longer equipment lifespans. According to KSB Pumps and Valves’ Market Area Manager for Mining, Jacques Pretorius, the transportation of abrasive and corrosive mixtures in mining operations is the task of slurry pumps. The nature of this duty inevitably results in wearing of sacrificial components. It is crucial for slurry pump users to manage the results of this wear in relation to maintaining optimum pump efficiency. Although traditional methods of monitoring and managing pump wear through manual inspections and scheduled maintenance are common, they come with limitations such as time and resource expenditure.
“Additionally, such approaches are reactive, meaning wear is often only identified after it has impacted pump efficiency leading to higher maintenance costs and potential downtime. Therefore, there is a pressing need for a more advanced solutions that can offer precise and timely insights into the wear status of slurry pumps, enabling a more proactive approach to maintenance.
“KSB GIW® SLYsight utilises custom sensors, in strategic locations, to measure the actual wear rate of a slurry pump’s parts including the internal clearance between the suction liner and the impeller - also known as the “nose gap.” The data collected by the sensors as the pump runs is shared through periodic reports.
“This enhanced monitoring system delivers data during nose gap adjustments that not only contributes to the pump’s maximum wear life but also enables operators to make an efficient and safe adjustment while the pump is operating,” says Jacques. He adds that integrating KSB GIW® SLYsight technology can prevent unforeseen
shutdowns and streamline operations. At the same time, the technology helps avoid premature replacement of sacrificial components BEFORE they reach their maximum service life. By implementing this system, slurry pump maintenance planning becomes more straightforward, eliminating uncertainty. . The greatest advantage is its ability to supply maintenance teams with data that was once inaccessible. This technology enhances the understanding and management of pumping equipment wear by providing visual data reports and monitoring capabilities.
By comparing KSB GIW® SLYsight technology to traditional wear monitoring practices it becomes clear that the field of pump maintenance is shifting. The limitations of periodic inspections and human intervention including subjective interpretation and variations in precision are intrinsic to traditional methodologies. Although these approaches served their purpose, they often lead to strategies that only address wear once it has already impacted pump performance. KSB GIW® SLYsight by comparison employs real-time monitoring of wear and introduces an objective lens that enhances accuracy and eliminates guesswork. This technology enables much more informed decisionmaking that can pre-emptively counter potential wear and tear issues before they escalate. By freeing up resources and allocating time and manpower more efficiently, the new system is clear improvement over traditional manual inspections.
KSB Pumps and Valves South Africa, +27 (0) 11 876 5600, Annett.Kriel@ksb.com, www.ksb.com intervalve
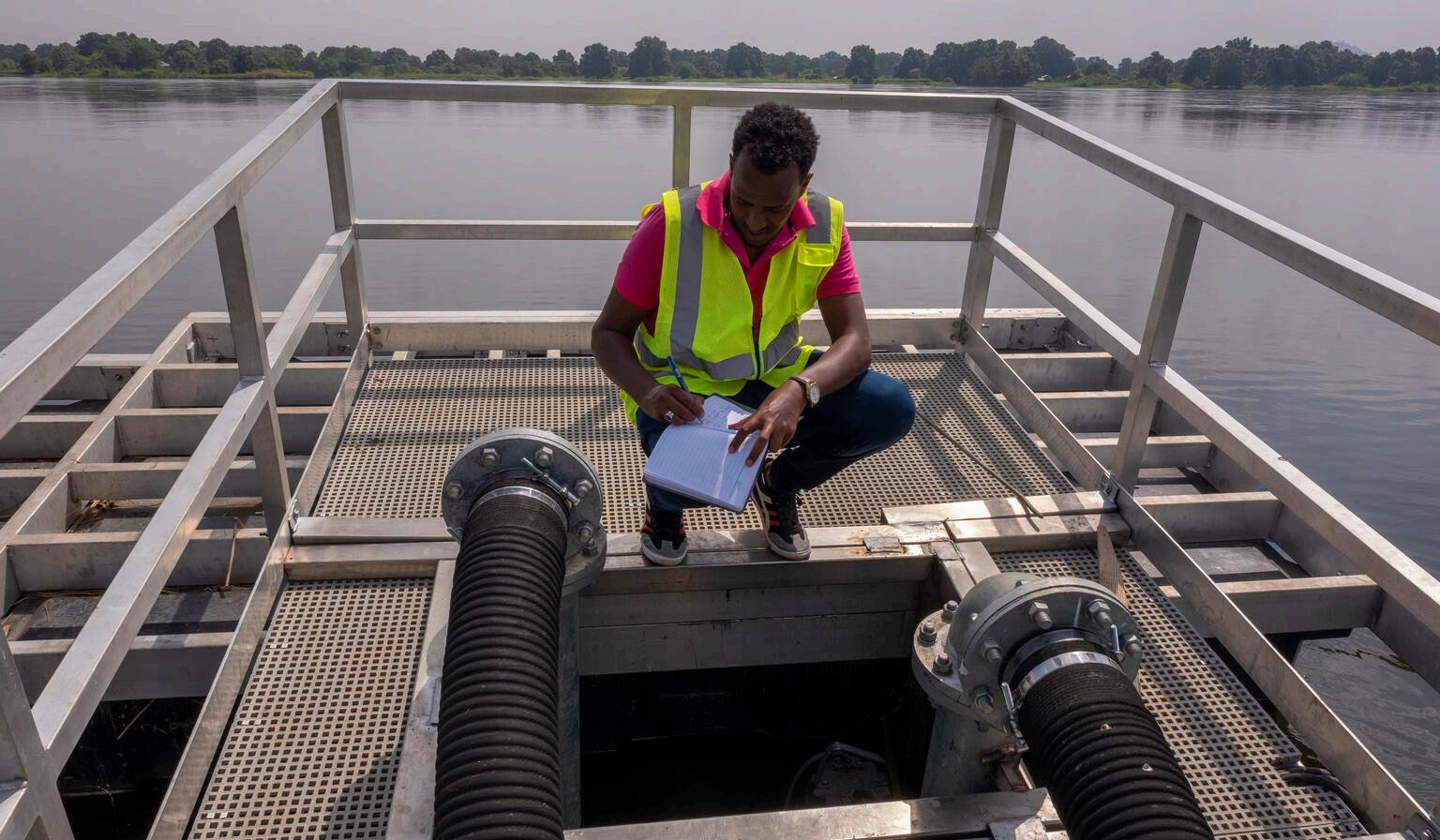
ADVANTAGES OF IN-SITU PRV TESTING:
Only valves that require an overhaul need to be removed from plant.
Welded valves can be adjusted without costly removal from the line.
No need for temperature correction. No interruption to plant production.
Reduced time needed to commission plant after PRV Certification.
Can be used in explosive atmospheres.
‘In-Situ’ testing offers a lot of (cost saving) advantages, the Safety valve still needs periodical maintenance. Safety valves need to be subjected to a thorough visual inspected and depending on the application and standards, this needs to happen at least one time per 4 years. The Safety valve than needs to be readjusted and tested on a stationary test unit.
No loss of productivity! No loss of profitability!
BESPOKE ONLINE TESTING OF PRESSURE RELIEF VALVES
Our expert team (Certified by Ventil PreVenTest Advance ATEX The Netherlands) is specialised in maintenance interventions as well as in-situ testing. The work consists of testing the pressure relief valve to the full operating conditions to confirm setting pressure. Equipped with the Ventil Getac T800 PreVenTest machine, Bilfinger Intervalve Africa is able to test your pressure safety valves on site without interrupting the process operation. With this so called ‘hot testing’ the safety valve stays on-line and no dismantling of the valve or plant shut-down is required.
GET IN TOUCH WITH US:
Bilfinger Intervalve Africa (Pty) Ltd. Corner Mill & North Road Bethal 2310, South Africa Phone +27 17 624 5105 info.intervalve@bilfinger.com www.intervalve.bilfinger.com
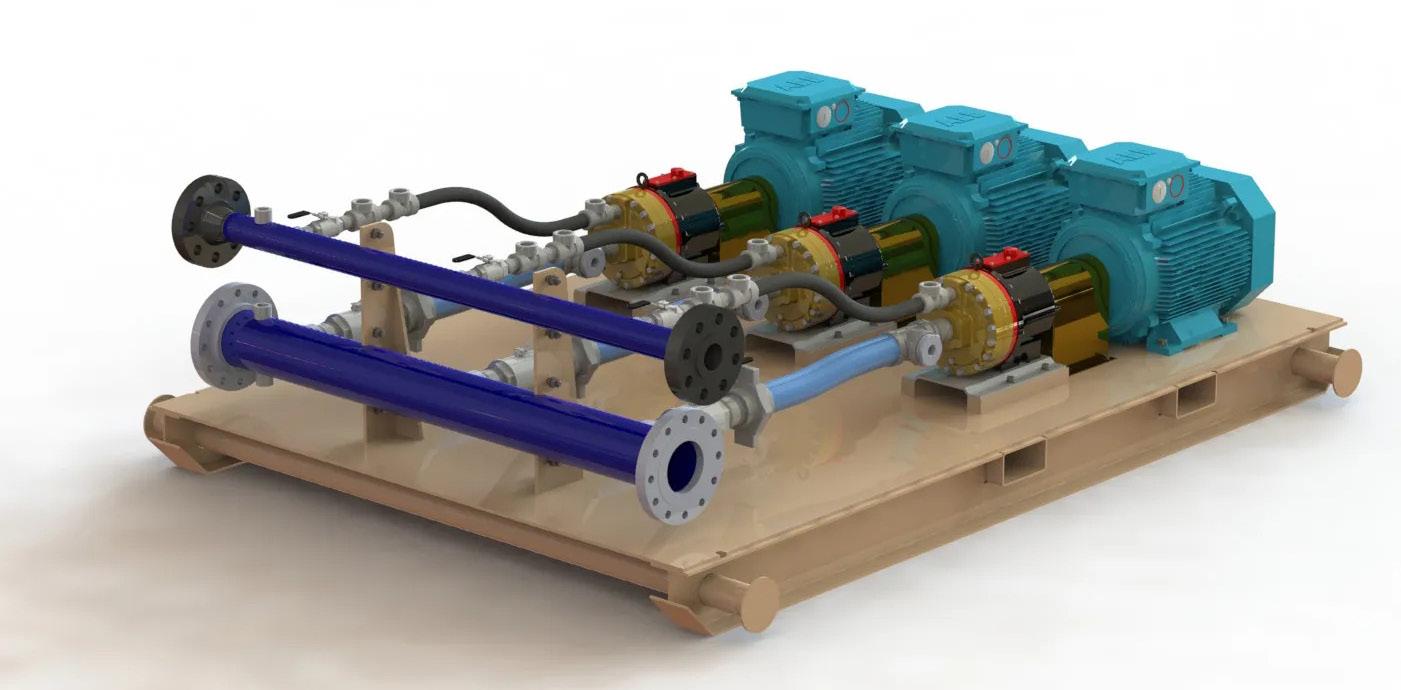
When three pumps are better than one
Engineers at Wanner have designed a high flow rate skid that incorporates three of the Company’s Hydra-Cell G35 pumps operating in parallel. The system can pump up to 420 litres per minute at 83 bar pressure or up to 200 litres per minute at 100 bar pressure.
Installing three Hydra-Cell pumps means three times the flow as they are true positive displacement pumps. This is not the case in a centrifugal pump system. With HydraCell pumps the flow is maintained but the friction losses manifest themselves in increased system pressure.
The multiple pump system where all three pumps take suction from a common manifold and discharge into a common header is reported to be ideal in situations where some flow needs to be maintained continuously and system shutdown is not an option. Minimal routine maintenance requirements can be easily accommodated while maintaining up to 60% of the rated flow and should a pump or motor go down it can be replaced while the rest of the system is still functioning.
The system produces a virtually pulseless flow and is extremely accurate, exceeding the performance requirements of API 675 in terms of flow repeatability, steady state accuracy and linearity.
Some users choose the three pump option using two pumps to achieve service while keeping one for back-up. In many instances, where footprint is not an issue, the three pump approach can save on acquisition costs and energy costs while improving the overall reliability and efficiency of the system.
Fluid Handling Capabilities
Wanner Hydra-Cell Pro positive displacement pumps feature a seal-less pumping chamber and hydraulically balanced diaphragm design, enabling the pumps to provide leak-free, low-maintenance performance while processing difficult fluids over a wide range of pressures and flows.
From thin liquids to highly viscous resins and slurries, robust Hydra-Cell Pro pumps handle the full spectrum of process fluids while maintaining high-efficiency operation. This includes non-lubricating fluids as well as fluids with abrasives and particulates that can damage or destroy other types of pumps.
Seal-less compact design, durability and simplicity make Hydra-cell pumps the optimum choice for handling aggressive fluids, abrasive fluids with particles, and
Tsurumi launches pump durability test: what a difference a week makes
Tsurumi Pump, a global leader in innovative and durable pump technology, is excited to announce the launch of its “What a Difference a Week Makes” project. This comprehensive test revisits a project conducted in the early 2000s, reaffirming the quality of Tsurumi’s pumps in today’s evolving industry.
Since then, new competitors have emerged and pump design has advanced, underscoring the importance of revisiting this test.
Tsurumi’s newest test will compare the HS2.4S and LB-480, with the intention of showcasing their ability to withstand the rigorous demands of modern applications. The test consists of pumping water and silica sand continuously at 100°F – 120°F through both pumps for one week.
“Our goal with this project is to confirm that the HS2.4S and LB-480 remain top-tier in terms of durability and quality” stated Pat Donahue, Applications Engineer at
Tsurumi. “This test not only reflects their performance, but represents Tsurumi’s entire line of high-quality dewatering pumps, all built with the same design philosophy and attention to detail.”
Test Highlights
Tsurumi’s engineering team has meticulously designed testing procedures to ensure unbiased and accurate testing across all subjects.
“Consistency is critical” said Donahue, “any variation to this could make our test sample result invalid, therefore we are confident that we have established a test that eliminates the possibility of error.”
The week-long test is designed to provide customers with actionable data and a clear visual understanding of how the HS2.4S and LB-480 perform under stress. Key metrics include:
• Pump performance comparison to evaluate if the pump can maintain level of operation throughout the span of the test.
• Vibration analysis tested at the lower bearing to aid in predicting the pump’s lifetime.
• Visual wear through photos to allow a comparison of impact in relation to wear components such as the impeller, suction cover, strainer, volute, pump casing, and oil.
Additional observations, including water temperature in the test tank, will provide insight into motor efficiency and longevity, offering valuable information to customers across industries.
“We’re committed to provide customers with confidence in their pump investment, whether they are focused on lifetime ownership or managing rental fleets” Donahue added.
Influencing Future Innovation
Beyond showcasing the HS2.4S and LB-480’s durability, this project underscores Tsurumi’s commitment to continuous improvement. This test sets the stage for future endeavors, with plans for additional stress and corrosion resistance analysis on larger products. The results will help customers make informed purchasing decisions while reinforcing Tsurumi’s dedication to excellence.
Ithuba Valves: engineering excellence in high-performance valve solutions
Ithuba Valves and Industrial Supplies cc, established in January 2000 and commencing operations in August 2003, is a South African engineering firm specializing in the design, manufacture, refurbishment, installation, removal, and supply of high-performance valve solutions for the power generation, industrial, and water treatment sectors.
As a Level 1 Broad-Based Black Economic Empowerment (BBBEE) company, Ithuba Valves is committed to quality, innovation, and customer service, making it a trusted partner to major energy providers. Our focus on precision engineering, tailored solutions, and advanced simulation technologies ensures the reliable operation of critical systems.
Company History:
In January 2006, as part of our strategy to become South Africa’s first fully black-owned valve manufacturer, Ithuba Valves acquired a manufacturing facility. This acquisition enabled us to enhance our manufacturing capabilities and expand our product offerings. In December 2008, we further strengthened our position in the market by acquiring designs, drawings, and patterns for Metal Seated Wedge Gate valves ranging from 80mm to 1800mm rating from PN10 to PN100, as well as Reflux Non-Return valves (Multi-Door and Single-Door) ranging from 100mm to 1500mm. These strategic acquisitions have allowed us to manufacture valves ranging from 80mm to 3000mm including butterfly valves, catering to a wide array of industrial applications.
Recent Developments:
In the past three years, Ithuba Valves faced financial
challenges that prompted a strategic search for investment to stabilize and revitalize the company. We successfully secured an investor who has taken on the role of our new and first Chief Executive Officer (CEO) in October 2023, Mr. Tshepo Mabona. This leadership change marks a significant milestone in our company’s history, bringing renewed focus and strategic direction aimed at overcoming past challenges and positioning Ithuba Valves for future growth.
Future Plans:
Under the guidance of our new CEO, Ithuba Valves is embarking on a comprehensive restructuring plan to enhance operational efficiency and financial stability. Our future initiatives include:
• Product Innovation: Investing in research and development to introduce advanced valve solutions that meet evolving industry standards and client needs.
• Market Expansion: Exploring new markets within Africa and internationally to broaden our client base and increase market share.
• Sustainability: Implementing environmentally sustainable practices in our manufacturing processes to reduce our carbon footprint and promote environmental stewardship.
• Talent Development: Focusing on the recruitment and development of skilled professionals, with an emphasis on diversity and inclusion, to drive innovation and maintain our competitive edge.
Product Range:
At Ithuba Valves, we offer a diverse array of valves designed for demanding applications, including:
Butterfly Valves:
• Eccentric Type Butterfly Valves: Used primarily for flow isolation and regulation in large pipeline systems, capable of handling both low and high-pressure systems.
• Rubber-Lined Concentric Type Butterfly Valves: Ideal for systems handling corrosive fluids or slurries, offering effective sealing with low torque requirements.
• Metal-Seated Triple Eccentric Type Butterfly Valves: Designed for high-temperature, high-pressure applications, featuring a triple eccentric design to ensure tight shutoff under extreme conditions.
• Wafer-Type Butterfly Valves: A lightweight, compact design suitable for situations where space and weight are crucial considerations.
Metal-Seated Wedge Gate Valves:
• Rising Spindle Gate Valves: Designed for high-pressure
systems, providing reliable isolation with easily monitored valve positions.
•Non-Rising Spindle Gate Valves: Suitable for applications with limited vertical space, offering the same reliability as rising spindle gate valves in a more compact design.
Non-Return Valves:
• Single and Multi-Door Reflux Type Check Valves: Prevent reverse flow in pipelines, ensuring one-way flow of media in systems where backflow could cause damage or contamination.
• Slanted Seat Check Valve Type: Features a slanted seat design to enhance closing action and minimize flow resistance.
• Straight Seat Check Valve Type: Provides a smooth flow path with minimal pressure drop, suitable for non-critical applications requiring reliable backflow prevention.
Fixed Cone Sleeve Valves: Designed for throttling and regulating flow, commonly used in applications requiring fine control of fluid flow, ensuring long service life and minimal maintenance under challenging conditions.
Advantages of Ithuba Valves:
• High-Performance Materials: Utilization of high-grade materials such as stainless steel and duplex alloys ensures robustness, corrosion resistance, and the ability to withstand high temperatures and pressures, leading to longer valve lifespans and increased plant reliability.
• Customization for Specific Applications: Each valve is designed with a deep understanding of the system it serves.
• Advanced Design Features: Incorporation of elements such as metal seats for high-temperature applications and triple eccentric designs for reliable sealing under extreme conditions.
• Efficiency and Low Maintenance: Designs ensure minimal pressure drop, reduced wear and tear, and low maintenance requirements, making them cost-effective over the life of the plant.
Simulation & Analysis:
Ithuba Valves employs cutting-edge simulation technologies to ensure that our products are optimized for performance, safety, and durability.
Finite Element Method (FEM) Calculations: Used to model the structural integrity of our valves under various operating conditions, allowing us to predict stress, deformation, and fatigue in valve components.
Computational Fluid Dynamics (CFD) Simulations: Allow us to model fluid dynamics within the valve to optimize flow characteristics, minimize turbulence, and reduce pressure losses.
System-Level Optimization: Through a combination of FEM and CFD, we ensure that our valves are designed to integrate seamlessly with larger plant systems, reducing operational risks and improving plant efficiency.
Ithuba Valves Management Structure:
Chief Executive Officer (CEO): Tshepo Mabona
• Oversees the overall strategy and vision of the company. Acts as the key decision-maker on major company initiatives.
• Email: Tshepowm@ithubavalves.co.za
General Manager: Moses Sekatane
• Manages day-to-day operations and ensures smooth interdepartmental collaboration. Focuses on business growth, customer satisfaction, and operational excellence.
• Email: MoseS@ithubavalves.co.za
Engineering Manager: Hadebe Xolani
• Leads all engineering projects, ensures design excellence and development of innovative products. Oversees quality assurance processes, ensures all products meet rigorous standards, and drives continuous improvement initiatives.
• Email: XolaniH@ithubavalves.co.za
Finance Manager: Lizzy Tshabalala
• Oversees budgeting, financial planning, reporting and ensures financial health and compliance with regulations.
• Email: LizzyT@ithubavalves.co.za
Manufacturing Manager: Anton Fritz
• Supervises all manufacturing operations to ensure efficiency, quality, and timely delivery.
• Email: AntonF@ithubavalves.co.za
With this robust structure and our team’s dedication, supported by our skilled workforce, you can rest assured that Ithuba Valves is well-equipped. We are committed to maintaining our reputation for excellence and continuing to serve with professionalism and reliability.
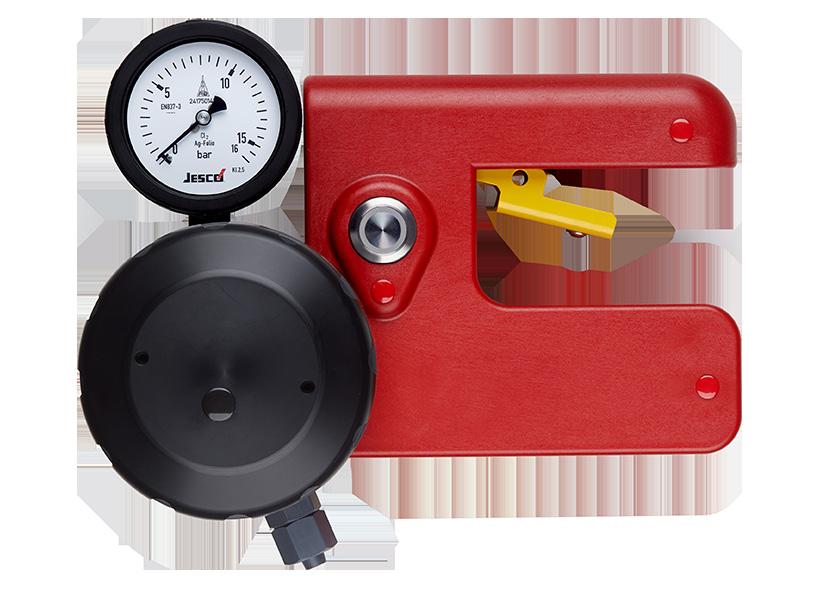
Chlorine gas systems: new electric safety valve makes the system safer
Chlorine gas plays a key role in the disinfection of drinking and industrial water. However, handling the chemical can pose considerable health risks – from irritation of the eyes to fatal pulmonary oedema.
To further improve occupational safety during use, LutzJesco has developed the VakuStop – a vacuum regulator for dosing systems that is equipped with an emergency stop function to prevent uncontrolled chlorine gas leaks directly at the chlorine gas tank in the event of an emergency. The new product will be on display from 11 to 14 March 2025 at the Aquatech 2025 water technology trade fair in Amsterdam (Hall 1, Stand 01.244). Lutz-Jesco will also be presenting dosing pumps from the Memdos Smart series for dosing aggressive chemicals as well as electrolysis systems from the Easychlorgen and Minichlorgen series, which safely produce the disinfectant sodium hypochlorite from commercially available salt.
The new VakuStop is based on the C2213/14 vacuum regulator, which Lutz-Jesco has upgraded by adding an automatic safety valve. The system is designed as a compact device that can be fitted to the valve of a chlorine gas tank in just a few simple steps. It can also be connected to a gas warning device or the PLUS safety blow-off valve. In normal operation, the vacuum regulator
enables the controlled dosing of up to 10 kg of chlorine gas (CI2) per hour into the piping system provided that there is a sufficient vacuum in the dosing line. If the negative pressure drops, for example due to a leakage, the chlorine supply is automatically interrupted. If chlorine gas escapes due to a defect in the dosing system, the electric safety valve of the VakuStop closes immediately, preventing any further escape of gas.
This emergency-off function is also triggered in the event of a chlorine alarm, a cable break, if overpressure is detected or if the pushbutton is actuated. In these cases, a stop lever clearly protrudes from the housing as an indicator to signal the interruption. The valve only opens again when an employee operates the lever manually after eliminating the cause of the fault. “Chlorine gas can present a serious risk to human health – from irritation of the eyes and skin to life-threatening pulmonary oedema. With the new VakuStop, we are helping to minimise the risks involved in handling chlorine gas and further improve occupational safety in the industry,” says Heinz Lutz, CEO
of Lutz Holding GmbH. Lutz-Jesco offers the new VakuStop as part of a comprehensive safety system to increase the safety of larger chlorine gas systems.
The centrepiece is a control unit that connects to a gas warning device and up to twelve VakuStops. In the event of a chlorine alarm, the control unit can close all twelve safety valves simultaneously – even during a power failure.
The control unit is available with an optional integrated uninterrupted power supply (UPS). This uses twelve safety valves to guarantee safety at full loads.
Memdos Smart diaphragm dosing pump for low-pulsation dosing of aggressive chemicals for water treatment
Lutz-Jesco will also present diaphragm dosing pumps from the Memdos Smart series at Aquatech 2025. They enable low-pulsation dosing of aggressive chemicals for water treatment and are powered by a drive with a stepper motor controlled by a microprocessor, which allows asynchronous running.
This enables operation of the motor at a higher speed during priming, thereby creating negative pressure which draws in the liquid more quickly. As a result, the vacuum phase, a dead time with standard motors, is reduced to a minimum. After priming, the stepper motor can then operate at a slower speed to expel the fluid in a controlled and even manner without an abrupt increase in pressure.
“The stepper motor enables an almost constant supply stream, which permits the gentle, low-pulsation dosing of aggressive chemicals – without pressure peaks and with minimised dead time,” says Steffen Roth, Head of Development at Lutz-Jesco GmbH.
“We firmly believe that stepper motor-driven diaphragm dosing pumps will dominate the market in the future when it comes to high-precision and reproducible industrial dosing tasks.” The Memdos Smart is available in eight performance levels – with delivery rates between two and 180 litres per hour. The pump is controlled from an intuitive 3.5-inch touch display, which can also be integrated into a higher-level control system.
“In the era of Industry 4.0, this enables seamless integration of the dosing pump into industrial automation systems.“
An alternative to commercially available chlorine products for water treatment: electrolysis systems generate
disinfectant in-situ from commercially available salt.
Lutz-Jesco will also exhibit two alternatives to standard chlorine products for water disinfection at Aquatech 2025: the Easychlorgen and Minichlorgen electrolysis systems. They produce the disinfectant sodium hypochlorite from commercially available salt – directly at the point of use.
“Using salt as a starting substance is much safer than handling concentrated sodium hypochlorite solution, calcium hypochlorite or chlorine gas,” says Thomas Beutel, an expert in swimming pool technology and the design of technical dosing systems at Lutz-Jesco GmbH.
“This significantly reduces the need for personnel to handle hazardous substances, which not only has considerable benefits for occupational safety but also prevents accidents.”
The Easychlorgen is available with chlorine capacities of 250, 500, 1,000 and 2,000 g/h, the Minichlorgen with capacities of 30, 60 and 90 g/h.
Allmech set to celebrate 30 years of customer service in 2025
Originally established as a closed corporation in 1995, Allmech has grown into a leading South African manufacturer of boilers and supplier of water treatment components, servicing the entire country and expanding its services beyond the borders.
While 2024 has brought its share of challenges, MD Lionel Maasdorp says it’s been a good year overall and the company is positioned well for 2025, which will mark 30 years in the business.
“With the 2024 national election came hope for change, and change did happen,” he says. “It hasn’t been in all places as expected, but for us the best is the fact that we have not had loadshedding.”
“One does not realise how disruptive it is and how much it affects business operations. We have seen a significant increase in enquiries and orders for our electric steam products. We’ve had a very busy workshop and were able to get all the projects out as planned.”
Maasdorp says one of the focuses for 2024 was to expand into new industries and sales rep, Lynette Morrey.
Who headed up this initiative made significant progress and exceeded expectations in growing the client base. “We also had several firsts as a business, including importing several new Runxin valves,” he says. As the only authorised
South African agent for Runxin valves, Allmech was invited to visit the global Wenzhou Runxin Manufacturing Machine Co., headquartered in China, to experience the latest technological developments and decide which new products to bring to the local market.
They have since begun to stock an automatic pool filtration valve, irrigation valve with rain sensor, and a leak detection shutoff valve.
“Imports have been slow and costly, but by managing our stock and keeping costs down where possible we have been able to keep our prices unchanged for most of the year,” says Maasdorp.
“Material shortages for manufacturing of some of the valves have delayed our imports from China by as much as 5 months, but we’ve been able to expand our client base in the water treatment division.”
“Certain new industries have found some of our unique Runxin vales a great addition to their product offering, such as pool shops and pump supplying companies.”
Allmech has also managed to increase awareness of its range in areas including Namibia, the Western Cape, Free State and Mpumalanga, where previously its main focus was in Gauteng and KZN. “Our Runxin range now covers over 150 products,” says Maasdorp. This includes:
• Water softener valves: Used to remove hardness (calcium, magnesium) from water through an ion exchange process.
• Filter control valves: Manage the flow and filtration processes in water treatment systems, ensuring water quality.
• Pool filter valves: Available in both automatic and manual types, these valves control the filtration of pool water.
• Electronic ceramic ball valves (2-way): Electrically controlled valves with a ceramic ball for precise flow control.
• Electronic ceramic ball valves (3-way): Similar to 2-way valves but with an additional port for more complex flow control.
• Manual ceramic ball valves: Manually operated valves using a ceramic ball for reliable sealing and flow control.
• Runxin repair and maintenance spares for all Allmech ranges from Runxin valves
• Irrigation valves: Used in irrigation systems to control the flow of water to different zones or areas.
• Leak detection valves: Designed to detect and respond to leaks in a system, helping to prevent water loss and damage.
• Diskfilters: Filtration systems that use disks to remove impurities from water.
• Domestic RO systems: Reverse osmosis systems for home use, providing purified drinking water by removing contaminants.
Maasdorp says that as the company prepares to celebrate its 30th anniversary, Allmech is embarking on an expansion plan for 2025, which includes stocking an even wider range of the Runxin valves. “Who knows – it might even end up with us securing new premises to accommodate us all and the stock under one roof!” he says. “ Allmech celebrates 30 years of customer service next year, and considering that we have some staff who have been with us for over 20 years, we hope to keep going for at least the next 30 years.”
Essential to ensure effective heat transfer and energy management
Poor boiler water treatment is the primary cause of poor boiler performance, according to Chris Paterson, Managing Director of specialist operations and maintenance service provider to the steam and boiler sector, Associated Energy Services (AES).
Not all water is created equal and there is a lot more to water treatment than ensuring that it appears clean, he says. Yet, this is where many companies are tempted to cut costs.
However, because correctly treated boiler water is integral to preventative maintenance and essential to ensuring boiler safety - as well as operational and energy efficiency - this is one of the first and most critical issues that AES addresses when taking over the operations and maintenance of a client’s boilers and energy plant.
A drop in water standards
Poor infrastructure has reduced municipal water quality - while the increased cost of this water source has persuaded many companies to switch to alternative streams such as borehole water and stored rainwater - creating a whole new set of challenges, says AES Operations Director Ray Lund.
“Each of these streams has different properties. Hardness levels (how much calcium and magnesium is in the water) and total dissolved solids (TDS) need to be considered. When using borehole water, the iron and silica content need to be checked. Furthermore, boiler water should be thoroughly tested over time to see what is in it - and to check the variability of the various contaminants - so that one can design and install appropriate treatment equipment and technology,” Paterson advises.
According to Lund, the quality of water going into a boiler
has two direct impacts: the first on the life of the boiler and the second on its heat transfer capacity and efficiency – which affects the overall energy plant management.
Corrosive water damages internal boiler surfaces, Lund explains: “It can cause pitting of the surface material. This often results in boilers either having to be downgraded to operate at lower pressures because the material has been compromised – or even scrapped.”
Clarifying boiler water treatment
Using the analogy of a domestic kettle, Lund explains that compounds such as calcium and magnesium form a hard scale which adheres to surfaces. This limits the transfer of heat from the fire side of the boiler to the water side, making the boiler inefficient when it comes to the production of steam.
However, this does not happen immediately. Paterson warns: “Poor water treatment damages boilers over long periods. Water does not go off specification in one day. Therefore, water treatment needs to be done correctly and consistently, every single day. Unfortunately, this is what many manufacturing and processing facilities miss.”
Lund notes that the relationship between on-site boiler operators and water treatment companies forms a strong foundation for a watertight boiler water treatment strategy: “We partner with water treatment companies to train boiler operators in the importance – and practice – of testing feedwater daily. If any elements are out of
specification, they raise that with the regional AES team, and we escalate this to our water treatment partners.”
At the beginning of the process, solids are removed via different forms of filtration. Plants with very high TDS might require the installation of a reverse osmosis (RO) plant which can be a very effective energy-saver, as it requires fewer blow-downs of the boiler to clean it out.
“Typically with municipal water supply, the TDS is low, so we proceed directly to a softener. However, there are some areas in the country where the water is very hard. We look at various technologies to identify the most cost-effective way in which to manage that over the long term,” says Lund.
PH control is always critical, and must remain within the right parameters to facilitate the formation of a protective layer which protects the internal surfaces of the boiler.
Lund adds that oxygenates should also not be overlooked: “It is important to remove as much oxygen as possible before water goes into a boiler to prevent oxygen pitting - especially when boilers have economisers, as there will be oxygen left in the water, causing pitting corrosion and increasing the risk of equipment failures.”
Another consequence of poor water treatment is foaming: this results in liquids - rather than hot gas - being carried from the boiler into the steam piping network and flowing through the system, which can cause a condition known as ‘water hammer’. Pockets of water travel at the same velocity as the heated gas – potentially causing severe damage when reaching a pipe bend.
“This foaming also disrupts the measurement of water levels to the point where - despite indications that these are correct - there may be very little to no water in a boiler, causing it to overheat or even to explode,” he explains.
The last resort: tipping the ‘scales’
According to Lund, when scale has built up to the point where the equipment is at risk and efficiencies are compromised, clients have two options – using an on-line
descalant - or a difficult and expensive off-line acid wash, which essentially “pickles the boiler”.
In this instance - in addition to lost production time – as it can take up to four days to acid wash a boiler: the cost of the chemicals, as well as neutralising and disposing of the resulting acid effluent can have a very negative financial impact. Boilers requiring repairs after this acid wash process will further add to the overall cost.
“Years of poor boiler water treatment can really add up, with negative operational and financial consequences. With this in mind – and aligned with our performance guarantee to clients, we do as much as we can to ensure that all AES clients are aware of potential water quality concerns and the related risks, allowing for timeous preventative action to be taken if required,” Paterson concludes.
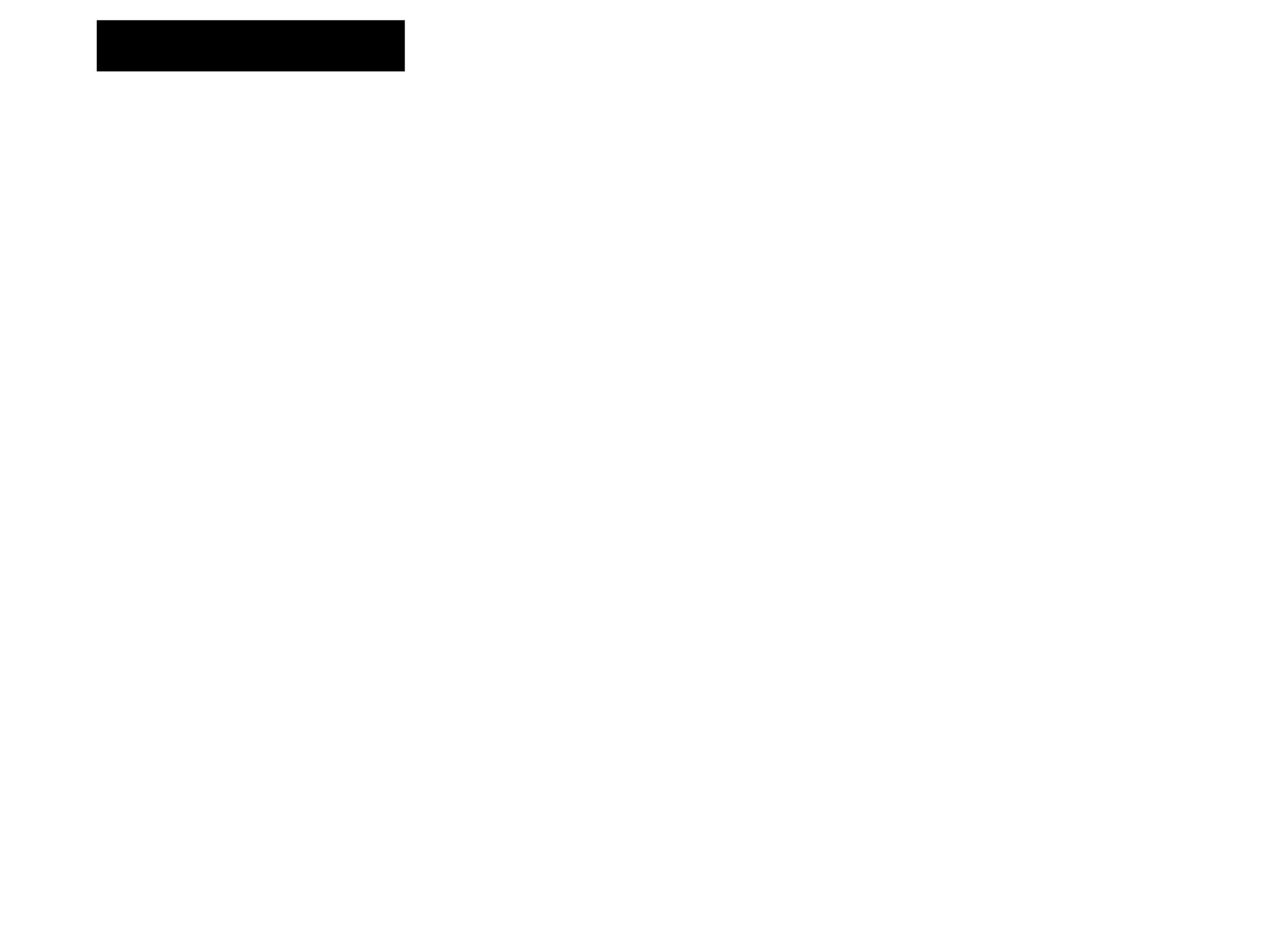
How to turn the water problem into a water opportunity
South Africa is on the edge of a precipice. More than three million South Africans lack access to basic water provision and 19% of rural communities in South Africa lack access to a reliable water supply. An estimated 26% of our schools are facing severe water supply challenges and only 23% of our municipalities achieved good capacity scores for effective water management.
Economic forecasts suggest that by the year 2030, water demand could exceed supply by 10%. Given the grim picture painted by the data, how do we address the water problem and end water poverty? This is an essential question for not only the chemical industries, but society as a whole.
South Africa is a water scarce country and water poverty is one of our biggest developmental challenges. Data from the South African weather services indicates that the country receives an average rainfall of 450ml as compared to the global average of 1 000ml. The escalating water crisis requires immediate action by all stakeholders in society. A root cause analysis points to failing municipal infrastructure, climate change leading to changing rainfall patterns, and the lack of innovative solutions as possible causal factors. If left unattended, major cities and towns will face severe water shortages with potential “day zero” scenarios.
To address the problem of water scarcity and the escalating water crisis, a new approach with innovative, long-term, sustainable solutions is required. In essence, we need to apply an innovation lens to addressing the water problem. By applying an innovation lens, we can turn the water problem into a water opportunity. The water risk now becomes an opportunity risk that has the
potential of yielding net positive results for the country and continent. Applying an innovation lens allows us to reframe the challenge of water poverty as the opportunity of water security for all. Our attention, energy, efforts, and resources shift to the question of how best to facilitate water security for all.
South Africa needs an innovation-driven strategy that focuses on novel solutions for water security. There are five innovation-driven solutions that can be considered. First, new technologies can help us achieve water independence for all. This requires a deliberate and intentional effort to leverage digital and green technologies for more effective water management. We need greater investments in new water technologies such as climate resilient water systems that will assist us to end water poverty and meet our sustainability goals. Second, a concerted effort to mainstream water as a circular resource with more incentives for firms who treat and recycle water in their businesses. Businesses need to see what’s in it for them before they commit to sustainable water practices.
Our current water infrastructure is unable to distribute value to citizens. Poor water infrastructure is often the most visible sign of water poverty. From an innovation perspective, we should not push water infrastructure into communities but provide an enabling environment
where local economic development is forced to “pull” water infrastructure into communities. The water infrastructure that is then developed to meet the demands of local economies can be sustained using public private partnerships.
New water infrastructure needs to be safeguarded, and this can only take place when all in society have vested interests in ensuring that the infrastructure is always protected and fully operational.
The fourth strategic intervention is to adopt innovative pull strategies such as investing in new skills for effective water management. This is far more effective at triggering sustainable water development and facilitating water security for all.
A teacher or politician cannot be employed to maintain water infrastructure. This is the role of a highly qualified and competent water engineer. By closing the skills gap in water management, the country could position itself as a global leader in producing high quality water-related skills for the global market.
During a recent lecture by Professor Omar Yaghi, a global expert in reticular chemistry, new research on clean water production was explored in detail. Reticular chemistry is the science of linking molecules using strong bonds and may provide sustainable solutions to clean water production. With over 30 years of research, Professor Yaghi has been able to demonstrate how metal organic frameworks (MOFs) are driving advancements in clean water production in various parts of the world. There is more water in the air than there is in all rivers and dams in the world. Professor Yaghi and his team have been able to
develop MOF water harvesters able to harvest water from the air. This exciting and useful technology produces ultrapure, distilled water with the MOF acting as a molecular filter. Imagine the possibilities if every rural community could have an independent water harvester at their doorstep!
The fifth strategic intervention for facilitating water security is to adopt independent water harvesting from the air using research from the field of reticular chemistry. Entities such as the Chemicals SETA (CHIETA) will be exploring partnerships on clean water harvesting to ensure that South Africa is not left behind.
This will include a startup fund for assisting potential “waterpreneurs” and water harvesting cooperatives to establish their own independent water harvesting enterprises.
Yershen Pillay is CEO of the Chemical Industries Education and Training Authority (CHIETA).
Chemical Industries Education and Training Authority (CHIETA) +27 (0) 82 096 3084, gnyathi@chieta.org.za, www.chieta.org.za
How energy-efficient water heating will shape South Africa’s sustainable future
South Africa faces a dual challenge of balancing the rising demand for energy with the urgent need to reduce environmental impact. As we grapple with load shedding, escalating utility costs and a global climate crisis, it’s clear that sustainability must be at the forefront of our national agenda.
One often overlooked but impactful area in this effort is water heating, which accounts for a significant portion of household energy consumption.
The Energy Burden of Water Heating
In many South African households, water heating contributes to nearly 40% of electricity usage. Traditional geysers, while effective, are energy-intensive, often running continuously to keep water at a set temperature. This not only places strain on the national grid but also results in higher electricity bills for consumers. With energy costs rising, this model is no longer sustainable.
A Shift Towards Energy Efficiency
Adopting energy-efficient water heating technologies can significantly alleviate these pressures. Solutions such as heat pumps, solar water heaters, gas geysers and smart geysers offer consumers a way to reduce energy consumption without compromising on comfort. These
systems are designed to utilise less electricity while delivering consistent performance. For instance, solar water heaters harness South Africa’s abundant sunlight to provide a renewable energy source for heating water. Heat pumps, on the other hand, extract heat from the air to warm water, using up to 70% less electricity than traditional geysers.
Smart geysers, like those offered by Kwikot, allow homeowners to control water heating schedules via mobile apps, ensuring energy is used only when needed.
Economic and Environmental Benefits
The benefits of energy-efficient water heating extend far beyond individual households. By reducing energy demand, these technologies help stabilise the national grid, alleviating the strain caused by peak electricity usage. On a macroeconomic level, this could translate to fewer instances of load shedding and lower infrastructure
maintenance costs for Eskom. Environmentally, the shift to energy-efficient systems contributes to South Africa’s commitment to reducing greenhouse gas emissions.
With water heating making up such a large portion of residential energy use, even modest efficiency improvements can lead to significant reductions in carbon footprints.
Empowering Consumers for a Sustainable Future
Adopting these technologies requires awareness and access. Many South Africans are unfamiliar with the available options and upfront costs can be a barrier. However, government incentives and rebates, such as those offered through the Energy Efficiency Programme, are steps in the right direction.
Equally important is equipping consumers with knowledge. Simple behavioural changes, like setting geyser temperatures to 55-60°C or installing geyser blankets and insulation piping around the water heater, can lead to noticeable energy savings.
Pairing these habits with energy-efficient systems maximises the impact, enabling households to save money while contributing to a greener future.
Building a Culture of Sustainability
Sustainability isn’t just about the technologies we adopt, it’s about the mindset we cultivate. As a nation, South Africa has the opportunity to lead by example, showcasing how innovative solutions in everyday activities, like water heating, can drive significant change. Collaboration between the public and private sectors, along with consumer education, will be key to realising this vision.
A Shared Responsibility
The journey toward a more sustainable South Africa requires collective action. By prioritising energy-efficient water heating solutions, such as those developed by Kwikot, households can play a vital role in reducing energy consumption and environmental impact. These small yet significant changes can have a lasting ripple effect on our energy future, positioning South Africa as a leader in sustainability innovation.
As we navigate the challenges of energy demand and climate change, it is clear that the choices we make today will shape the world we leave for future generations. It’s time to act decisively and embrace smarter, greener solutions for a brighter tomorrow.
FUCHS LUBRICANTS services department enhances productivity, reduces downtime
By providing tailored, value-added services that complement its world-class lubricants, FUCHS LUBRICANTS South Africa ensures that clients achieve greater productivity, reduced downtime, and optimised maintenance cycles.
“Our approach goes beyond simply supplying oils and greases,” explains Service Manager Tiaan Le Roux. “We deliver a complete solution by combining top-tier lubricants with expert services, tailored to meet each customer’s unique operational requirements.” The FUCHS Services Department specialises in centralised lubrication systems, designed to enhance the longevity and performance of critical equipment across various industries. “We work closely with customers to design and implement systems that meet their specific needs,” highlights Tiaan.
Using high-quality OEM components and a team of highly trained service personnel, FUCHS provides reliable systems that ensure optimal equipment performance. The department’s close relationships with OEM suppliers also allow FUCHS to offer competitive pricing on all system components, including pipes, foot pumps, lube containers, and dispensing solutions such as hose reels and flow meters.
From system design to installation and ongoing maintenance, FUCHS adopts a hands-on approach. “Once the design is approved, our skilled team collaborates with the customer to schedule and execute the installation, ensuring minimal disruption to their operations,” says Tiaan. FUCHS also offers a ‘Man on Site’ service, where dedicated lubrication technicians handle daily inspections, servicing, and repairs of centralised lubrication systems. These technicians provide detailed daily reports on service
schedules, findings, and repairs, offering customers complete visibility into their equipment’s condition. Beyond installation and servicing, FUCHS excels in condition monitoring for stationary equipment such as mills and kilns. By leveraging advanced techniques like vibration and temperature analysis, the FUCHS Services Department identifies trends and potential issues before they escalate.
“We provide customers with comprehensive photographic reports that include detailed trend analysis,” notes Le Roux. “This proactive approach not only extends the life of critical assets but also minimizes the risk of unexpected failures.” For more extensive maintenance needs, FUCHS offers planned shutdown services and complete system rebuilds. These include monthly scheduled services to ensure equipment operates at peak efficiency, further reducing downtime and increasing productivity.
By combining premium lubricants with expert services, FUCHS helps clients unlock the full potential of their operations. “Our goal is to ensure that our clients’ equipment performs at its best, for longer,” concludes Tiaan. “Through tailored solutions and unparalleled service, we deliver measurable value to their bottom line.”
Ainsworth Valves supplies and manufactures a full range of O.E.M. valves, and several specialized products. We specialize in the manufacturing of new valves & refurbishment of old valves.
Valve Refurbishment on and off site., Repacking for Low emission requirements. Modifications (extensions, metal seat etc.)., Pressure Testing and Certifying of General Valves., Testing and Certifying of Safety Relief Valves., Flange Drilling., Valve Sandblasting, General Welding and Turning, Servicing of Gearboxes, Product Design, Specialist custom designed valves and spares Ex-Stock of valves
INDUSTRIES
Fire Protection, Pulp & Paper, Mining, Sugar, Food & Beverage, Water, Iron & Steel, Power Generation and other industries
Turbomachinery controls - the call of duty
There’s a lot to be said about the unsung heroes of this world; those man and machines that deliver such important functions, often overlooked and recognised. One such machine is turbomachinery, and whilst the name does sound quite obvious to the layman, its rich history and daily functions are not.
Turbomachinery today refers to machines that transfer energy between a rotor and a fluid, including both gasses and liquids. It includes devices like turbines, compressors, and pumps. Turbomachinery also playes a crucial role in power generation, aviation, and many industrial processes.
What’s fascinating is that turbomachinery’s history spans centuries. In fact, the earliest forms of turbomachinery can be traced back to water wheels, which appeared the around the first century BC in the Mediterranean region.
Fast forward to the 1930s and the first gas powered turbines lit streetlights and later found applications in aviation and power generation. Now, almost a century later, turbomachinery can be found in most industrial settings. And at the heart of it all are advanced control systems which not only enhance current turbomachinery operations but take it to a whole new level.
Turbomachinery faces modern challenges
Turbomachinery’s role is vital, we’ve established as much, which means continuous operations are non-negotiable. However, a number of factors add layers of complexity to today’s turbomachinery’ operations:
• Efficiency optimisation- rising energy costs and pressure to minimise carbon footprints make it imperative to optimise machinery performance and reduce waste.
• Regulatory compliance – most industries have to meet stringent emissions and environmental standards which require precise machinery controls to achieve compliance without sacrificing efficiency.
• Industry 4.0 integration - the shift toward smart manufacturing demands control systems that integrate seamlessly with IoT devices and data analytics platforms, enabling real-time decision-making and enhanced connectivity.
• Dynamic operating conditions -fluctuating loads and diverse operational scenarios require adaptive systems capable of maintaining stable and efficient performance.
The control benefits are real
Turbomachinery control solutions truly assist organisations and their profitability by not only optimising performance but reduce energy consumption, a universal operational benefit, no doubt.
From an environmental perspective, modern
turbomachinery control solutions play a crucial role in emissions reduction and resource optimisation. These systems provide precise control over emissions and waste, helping organisations comply with strict environmental regulations
Furthermore, by improving machinery efficiency, turbomachinery control systems also minimise resource usage, again aligning with sustainability goals. When arguing the case for automated robotic systems, safety is often cited a major, and very valid, benefit. The same can be said for turbomachinery control system which offer realtime monitoring and diagnostics enable quick identification and resolution of potential issues, enhancing workplace safety.
Automated safety protocols also mitigate risks by reducing reliance on human intervention, thereby minimising the chance of errors and ensuring safe operations.
In action
At Schneider Electric our Turbomachinery Control (TMC) solutions is optimised for generators, compressors, and drives. These solutions include anti-surge control, performance control, load sharing, and decoupling control to optimise efficiency and stability.
A major advantage is Schneider Electric’s TMC solutions offer mechanical retrofit capabilities which means organisations can upgrade aging control systems, thus improving machine performance and extending the lifecycle of turbomachinery.
Our TMC solutions also incorporate advanced algorithms and automation with process automation strategies to protect compressors from surging and ensure
smooth operation. And lastly, Schneider Electric TMC solutions offer safety and reliability features which are designed to reduce the risk of catastrophic failures and process disruptions, enhancing overall plant safety and productivity.
Werner Pumps trucks hard at work in Swakopmund municipality
Werner Pumps recently handed over two high-pressure jetting truck units to Swakopmund Municipality where they have been put to work for sewer drain cleaning and sewer pump station maintenance in the coastal city.
The Werner Impi 10 000l Combination Vacuum and jetting truck and Werner Hippo 8000l jetting truck were both manufactured by Werner Pumps in South Africa at the company’s headquarters in Springs.
The Impi unit offers hydraulically operated jetting and vacuum functionality and is an effective solution for clearing sewer and stormwater lines, while the smaller Hippo unit offers jetting-only functionality with a highpressure piston plunger. Both have a capacity of 295 litres per minute and a maximum pressure of 135 bar.
The Impi features a hydraulic slewing suction boom, two hydraulic-driven hose reels and multiple toolboxes. Both trucks offer safety features such as sight glasses and sludge
level indicators, failsafe control panels and pressure-tested stainless steel tanks. “It’s great to see the trucks being used extensively to improve sewer maintenance and repair,” says Sebastian Werner, MD at Werner Pumps. “We extended our footprint into Namibia only recently, but the vehicles are doing us proud and helping us to establish our reputation for quality equipment manufactured in southern Africa within the region.”
Werner Pumps, +27 (0) 11 362 6280, sebastian@wernerpumps.com, www.wernerpumps.com
Bleed air from A/C lines to increase efficiency Introducing
VacServe PT Plugs
VacServe PT Plugs
Measuring: Measuring:
Pressure / Temperature / Vacuum
Sampling: Sampling: Retrieve samples without disrupting the system
Bleeding: Bleeding:
Our Test kit provide you to use a single set of gauges to test or sample points
Quick and easy: Quick and easy: Move from point to point with quick and easy access.
or
“We aim to outclass all competitors on Total Cost of Ownership” “We aim to outclass all competitors on Total Cost of Ownership”
Since the introduction of the HART™ range of slurry pumps in 2019 it has earned an enviable reputation of simple, dependable value.
The combination of consistently superior quality and long wear life, expert application engineering with process problem solving capabilities, value-based pricing, and in-county support makes HART™ a very compelling proposition in the African slurry pump market.
The HART™ team has established solid relationships with regional distributors in most major African mining locales. Strong, personal relationships, both internal and external, are the cornerstone of the HART™ way.
HART™ has a specialist manufacturing team with decades experience and time-honed production techniques that en-sures HART™ products are of consistent high-quality. This results in fewer breakdowns, and ensures scheduled maintenance intervals are met.