ENDORSED BY SAPMA, SAPSDA, SAVAMA AND VAMCOSA





Unique Hydra-Cell pumps, for reliable seal flush applications
JAN/FEB 2024

At Xylem we are 100% about water, including delivering transformative solutions across the entire water cycle. We are pioneering our approach through 360 Performance solutions, delivering source-to-tap support, products, engineering expertise, and more for real value, efficiency, and lasting performance. Let’s Solve Water is more than a slogan, it is our mission! Discover 360 Performance, the cornerstone for a sustainable water future.
Presenting the Lowara e-IXP smart pump, designed according to ISO 2858 and 5199 standards to be the 360 Performance solution for industrial and multi-storey building applications due to its ability to be energy efficient, reliable and easy to maintain. At its core lies the ability to provide real-time data, empowering users with unparalleled insights into the system and efficiency. With proactive alerts, the e-IXP takes a 360 Performance approach to maintenance, ensuring timely interventions to prevent potential issues before they escalate.
e-IXP Centrifugal Pump
STANDARDIZATION MATCHES INNOVATION
SMART RELIABLE ENERGY EFFICIENT


Find out how we can solve water together.
On the cover
Invincible Valves, +27 (0) 11 822 1777, enquiries@invalve.co.za, www.invalve.co.za
Pipes, Pumps & Valves Africa
Managing Editor: Surita Marx
Tel: +27 (0) 87 700 9834
Cell: +27 (0) 83 281 5761

Email: info@pumpsandvalves.co.za
Web: www.pumpsandvalves.co.za
Sales: Peter Rametsi
sales@pumpsandvalves.co.za
Production Manager: Xane Roestroff
CONTENT Pipes, Pumps and Valves Africa - Jan/Feb 2024 3 Disclaimer: Opinions in this Publication are those of the authors and do not necessarily reflect those of this publication, its editorial board, its editor or its Publishers SAPMA or VAMCOSA The mention of specific products in articles and advertisements does not imply that they are endorsed or recommended by this Publication or its publishers in preference to others of a similar nature, which are not mentioned or advertised. Reliance on any information contained in this journal is at your own risk. While every effort is made to ensure the accuracy of editorial board makes no representations or warranties, express or implied, as to the correctness or suitability contained and/or the products advertised in this publication. The Publisher shall not be liable for any damages or loss, howsoever arising, incurred by readers of this publication or any other person/s. The Publisher disclaims all responsibility and liability for any damages, includes pure economic loss and any consequential damages, resulting from the use of services or products advertised in this publication. Readers of this publication indemnify and hold harmless the publisher, its officers, employees, and servants for any demand action, application or other proceedings made by any third party and arising out or in connection with the use of any services and/or products or the reliance on any information contained in this publication. Advertisers Ainsworth Valves 21 Air & Vacuum Technologies 11 Amandla Pumps 29 Asahi Africa 37 Aumanat 27 Bauma China IBC Enserve 39 Golf Day 7 Industrial Valve Summit 17,41 Integrated Pump Technologies 35 Invincible Valves OFC,OBC KSB Valves 31 Machine Tool Africa 23 Marechal Electric CS Monitor Pumps & Systems 15 VacServe 13 Verder Pumps 19 Vesconite Bearings 45 Xylem IFC Zenzele Valves 9 COVER STORY A journey of innovation and dedication to customer satisfaction 4 Pipes Thermoplastic components by GF Piping Systems ensure a hygienic water supply on board a hospital ship 6 PUMPS The next evolution for concrete pump truck support 7 We help you save energy without compromising reliability 8 Grindex Bravo pump tackles tough slurry challenges head-on 12 Unique Hydra-Cell pumps, for reliable seal flush applications 14 Pump with the right accessories, advises IPR 16 Three food processing innovations piped in goodness 18 MQ Series pumps: versatility and flexibility through customization 19 Tapflo’s innovative submersible pumps solutions – technology meets efficiency 20 Optimizing motor controls for temporary surface pumps 22 Empowering pump operations CS Mechanical rotating solutions mobile diesel pumps shows its worth 26 How the IoT superhighway is supporting pump installations at mines 28 Tsurumi’s commitment to safety in pump design 30 VALVES Ceramic ball valves improve regulation and control of fluid flow 32 Pinch valves for efficient flow control 33 Shipbuilding is ready for a change of course 34 ENERGYValves: Ball valves 42 WATER Wastewater treatment a challenge Robuschi won 10 Lead the best water management with 360 performance 36 How engineering advancement is changing the way we manage water 38 PRODUCTS & SERVICES Elevate plant lubrication practices with new SKF Quick Lubrication Review tool 39 Metso launches Cross Flow Rotary Cooler to decrease water consumption and improve energy efficiency in pyro processing plants 40 Tega Industries expands offering to include capital equipment 41 igusGO App lets you design lubrication-free applications in seconds 42 BUYERS GUIDE 43
COVER STORY
A journey of innovation and dedication to customer satisfaction
At Invincible Valves, activity is constant and dynamic as the company continues to make significant strides in the valve manufacturing and reconditioning industry. The company's recent endeavours showcase a commitment to quality, efficiency, and selfsufficiency. Pipes, Pumps & Valves Africa, sat with Managing Director Pam du Plessis to learn more.
The Invincible Valves management team has been bustling lately despite challenges like a global pandemic, ongoing power cuts, water shortages, and a not-so-great economic situation. Instead of backing down, they saw this time as a chance to expand and improve their business as part of a broader growth strategy.
Consequently, they acquired a new factory near their current premises in Knights Germiston and established a new machine shop.
Du Plessis emphasises the importance of diversification in the business landscape. "Operating a business in South Africa is challenging, requiring the ability to navigate various obstacles at any moment. We are exploring new sectors by diversifying our business, expanding our service offerings, and broadening our product range. This approach helps mitigate dependence on a single market or industry, contributing to our resilience."
She says an integral part of the expansion and diversification strategy has been to reduce the company's reliance on third-party suppliers, addressing customer

demands for quicker turnaround times and absorbing some of the associated overhead costs.
"Our customers now demand faster turnaround times, and our new factory and machine shop enable us to meet those expectations. By handling more processes in-house, we absorb some of the price overhead and reduce outsourcing, resulting in improved turnaround times. This approach also grants us better control over the entire process and more effective cost management," she explains.
For months, the Invincible Valves team has been working diligently to renovate and upgrade the new factory. "We added to the building, creating a space conducive to reconditioning and manufacturing. The final certificates are being obtained, and the facility will be fully operational in 2024."
Du Plessis says despite the challenging conditions, she remains steadfast in her belief that through ongoing investment in their business and operations, they are making a difference, contributing positively to the economy, and providing employment and high-standard services in South Africa and across the African continent and globally.
Growing footprint
According to Du Plessis, the company has always been focused on having as broad a footprint as possible. "We don't just operate in South Africa but across Africa and the rest of the world. Our move to diversify, innovate and invest speaks to growing this footprint significantly."
The goal for 2024, she says, is to expand the business even more. And already, they are on track to do just that. The company recently completed a noteworthy project involving reconditioning valves for a uranium plant in Namibia. Invincible Valves' expertise saved the client a substantial 42% by reconditioning valves, making them fit for purpose and ensuring efficiency comparable to brandnew valves. This success reflects the company's dedication to cost-effectiveness and its ability to deliver on a global scale.
With the market going through ups and downs, price remains a crucial consideration for project owners.
"The valve industry is extremely price sensitive, and in the current economic climate, we forecast that reconditioning
4 Pipes, Pumps and Valves Africa - Jan/Feb 2024
Managing Director Pam du Plessis
Pipes, Pumps and Valves Africa - Jan/Feb 2024
of valves will see an increase, particularly in South Africa where this has not been a trend."
She says the company has also expanded into the rubber lining aspect of the business and is increasingly being used by other manufacturers for rubber lining valves. Having purchased a 10-meter-long autoclave, Invincible Valves can now rubber line pipes, addressing a need in the market.
The acquisition of this equipment and the expertise and skills to rubber line further emphasises the company's commitment to diversification.
"Moving forward, our strategy remains centred on diminishing our dependence on external sources," Du Plessis elucidates. "This involves bringing the production of our actuators in-house. Considering the challenges at the ports, it's evident that we need to enhance our self-reliance.
Waiting weeks for containers to clear is not viable. Passing such costs to customers isn't always feasible, so we aim to minimise risks as much as possible."
The company has also invested in generators and is looking at various solar solutions to reduce the impact of loadshedding on our business.
Strong outlook for 2024

Du Plessis expresses excellent optimism for 2024. Despite South Africa gearing up for elections and the metals industry engaging in negotiations with unions over wage increases, she asserts that Invincible has a resilient and dedicated team that is steadfastly committed to delivering products of exceptional quality.
"We have confidence in our ability to attain our established goals. Our investments extend to both our facility and our team. With the right organisational culture in place, we are diligently working towards achieving our growth targets," she says. "We are incredibly customer-centric, dedicated to providing the best product, optimal pricing, and efficient lead times. When we talk about the customer being king at Invincible, it's not mere rhetoric; it's a philosophy we live by. Our Invincible range boasts a superior product, verified through extensive testing, including weight testing, where our product surpasses standard steel. Numerous successful projects substantiate our confidence in the superiority of our product, each speaking for itself in the long run. The recurring business we attract is the true testament to our quality."
Invincible Valves, +27 (0) 11 822 1777, enquiries@invalve.co.za, www.invalve.co.za

Pipes, Pumps and Valves Africa - Jan/Feb 2024 5
Thermoplastic components by GF Piping Systems ensure a hygienic water supply on board a hospital ship
The Global Mercy is a floating hospital that provides free medical and surgical care for people in Sub-Saharan Africa. For improved hygiene and operational safety, the international charity Mercy Ships selected ecoFIT and INSTAFLEX by GF Piping Systems for various water applications on board.

Mercy Ships has been providing high-quality and professional healthcare to developing countries for over 45 years. The Global Mercy, the charity’s latest ship, is 174 meters long and provides space for 600 volunteers, 199 beds for patients, as well as extensive facilities for medical training. As a result, the ship requires large amounts of water with daily usage averaging 60,000 liters. During construction of the vessel’s water installation, Mercy Ships

decided to forego the frequently used copper pipes in favor of two thermoplastic solutions by Swiss flow solutions provider GF Piping Systems.
In total, GF Piping Systems provided around 13.000 piping components, including ball valves, butterfly valves, and actuators. INSTAFLEX, a polybutene system designed for building technology applications, was selected for the hot and cold water installation as well as for the onboard water treatment system. At the same time, ecoFIT, a polyethylene system for use in a wide range of industrial applications, was installed for wastewater transportation.
The thermoplastic piping systems are corrosion-free and do not release any taste or pollutants, while smooth inner surfaces prevent issues such as limescale deposits. In addition, the lower weight of plastic has reduced the fuel consumption of the Global Mercy. Despite the challenges of the COVID-19 pandemic during which the ship was constructed, GF Piping Systems was able to offer technical support as well as on-site installation training.
GF Piping Systems, +27 21 702 0059, info@gf-africa.com, www.gf-africa.com
6
Africa - Jan/Feb 2024 PIPESPIPES
Pipes, Pumps and Valves
The next evolution for concrete pump truck support
Introducing FiberTech MultiPad Systems: the lightweight, easy way to support and stabilize concrete pump trucks. Enhancing the safety and efficiency of job sites always pays off.
People are better protected, work gets done faster, businesses take home more profits — and everyone enjoys more peace of mind. Toward these ends, we are excited to introduce our new FiberTech MultiPad Systems. Designed with the specific challenges of concrete pump operators in mind, the FiberTech MultiPad product line uses our proven FiberTech technology to create large outrigger support platforms from individual pads people can move by hand and more easily store on concrete pump trucks.
Kris Koberg, our CEO, shares the drive behind creating this new product: “Our concrete pumping customers have been asking for a solution that is larger, lighter, storable and can easily be assembled on the job site by a single operator. We have optimized FiberTech MultiPad Systems for component weight, storage, and handling, and are
their outriggers on job after job, rather than grappling with assembling dunnage from whatever they have on hand or find available on site.
An innovative solution for concrete pumps
We designed each MultiPad system to meet specific equipment requirements, while still being lightweight, easy to move, and easy to clean and store. By placing smaller individual pads to assemble a larger outrigger platform, operators can quickly create strong, stiff, and safe supports. Each MultiPad setup promotes the engagement of all parts of the system and provides quantifiable load and pressure distribution.
The MultiPad lineup includes six different configurations, each able to support various sizes of concrete pumps. These configurations offer a range of platform dimensions,


PUMPS
12 APRIL 2024 ERPM GOLFCLUB DAY GOLF AbaddayofgooddayattheGOLFbeatsa OFFICE! -36 FOUR BALLS -18 WATERING HOLES -REGISTRATION SPONSOR -LUNCH SPONSOR -DINNER SPONSOR +27 (0) 87 700 9834 golfday@liftingafrica.co.za BOOK YOUR SPOT
PUMPS
We help you save energy without compromising reliability
Pumping the 1.3 billion m3 of water used by industry each year consumes a lot of energy. Using Grundfos E-pumps instead of standard pumps can reduce the amount of energy consumed by on average 37% and are an example of how our solutions not only consume less energy but also use the available energy more efficiently.
How our net-zero approach helps industry with their sustainability agenda
Pumping the 1.3 billion m3 of water used by industry each year consumes a lot of energy. Industry is one of the most energy consuming sectors, and pump systems may account for up to 40% of industrial energy usage*. On average Grundfos E-pumps consume 37% less energy than standard pumps, which is good for your business and contributes positively to emissions reduction. Grundfos E-pumps are an example of how we develop solutions that not only consume less energy but also use the available energy more efficiently.
We are committed to taking even greater responsibility for the carbon that is emitted – not only when we manufacture our products but also for the energy they consume when in use. In fact, 99% of our CO2 emissions come from using the products we sell. By accelerating our own transformation to a net-zero future we are also helping our customers save energy.
Grundfos is the first water solutions company to receive validation of its 2050 net-zero target from the ScienceBased Targets initiative (SBTi). SBTi also validated our nearterm 2030 emission reduction targets.
SBTi
The science-based targets initiative (SBTi) drives ambitious climate action in the private sector by enabling organisations to set schience-based emissions reduction targets. Grundfos is the first water solutions company to receive full validation of its 2050 net-zero target from SBTi. SBTi also validated our near-term 2030 emission reduction targets.
E-pumps
Grundfos E-pumps are our extended product range with electronic variable frequency drives built into the pump motor.
This provides considerable advantages for optimising performance in a stand-alone pump.
Carbon net-zero
Grundfos is committed to a minimum of 90% emission reduction in operations and across the value chain by 2050. It is this ambition that has achieved full validation by SBTi. Our speed-regulated E-pumps, digitally enabled solutions and optimisation services are at the heart of these plans. Available for almost all processes found in the industry, these solutions make it possible for you to:
• Get immediate savings – on average 37.2% with an E-pump compared with a standard pump – from lower energy consumption and optimised processes
• Achieve emissions reduction without compromising reliability – an essential requirement in many factory processes
• Benefit with a partner who helps to develop energyefficient solutions for the future
Strengthen your business with solutions that support your sustainability agenda.
Grundfos South Africa, +27 (0) 10 248 6000, wcockcroft@grundfos.com, www.grundfos.com

8 Pipes, Pumps and Valves Africa - Jan/Feb 2024


Triple Offset Butterfly Valves
Double Offset Butterfly Valves
Rubberling Butterfly Valves
Wafer Type Butterfly Valves
Conventional Non-Return Valves
Tilting Disc Check Valves

Wedge Gate Valves
Resilient Gate Valves
Knife Gate Valves
Ring Needle Valves

Sleeve / Discharge Valves

Zenzele Valves SA company through the efforts of dedicated and historically disadvantage men and women manufacturing and supplying products and services of the highest standards and quality +27 (0) 11 028 4221 www zenzelevalves co za sales@zenzelevalves.co.za 1165 Domkrag str, Robertville, Florida, Roodepoort
+27 (0) 11 474 6180

Wastewater treatment a challenge Robuschi won
Improving the management of an MBBR system and reducing its energy consumption with Robuschi technology. Wastewater treatment is something of a customisation task, where the solution has to be tailor-made for the individual paper mill.
Surely, when the challenge takes the form of limited space and a need to discharge safely into surface water, the answer is a plant design that combines innovative biological technology with a screw compressor. Wastewater treatment in a paper mill can be optimised in a number of ways, but having to adapt an existing system set-up, where there are limits due to the plant configuration, undoubtedly complicates the job. It can always be done though. The secret lies in finding the technological solution that best fits the particular features of the site. That’s what happened in Lucca, at the plant of one of the leading corrugated cardboard manufacturers of the paper industry - Toscopaper. Robuschi, in partnership with Italprogetti (which looked after the engineering side), supplied the waste water treatment technologies, working to offer the best solution for the real system needs in terms of efficiency, reliability and easy maintenance.
Biofilm Technology
The task was to intervene on an existing system that no longer met the development needs of the paper mill. The solution was developed by Italprogetti (www. italprogetti. it), deciding to use a type of technology that it had so far applied only in the field of municipal waste water treatment, adapting it in this case to the specific plant characteristics. We’re talking about an MBBR (Moving Bed Biofilm Reactor). «With this type of biological treatment,» explains Daniele Bacchi, Head of the Waste Water Treatment Sector for Italprogetti, «bacterial colonies - able to clean the water by breaking down the organic matter in it - aren’t free to move around in the water; they remain attached to special plastic supports called ‘carriers’. These, in turn, are kept in motion inside the reactor thanks to the stirring action of the aeration process whose job is to provide the system with the oxygen needed for the treatment, by injecting compressed air. Special grilles installed in the biological reactor prevent the carriers from emerging along with the treated water. This avoids

any risk of biomass loss apart from the excess which, spontaneously detaching itself from the carriers, is then taken away by the biological system.

Customised Solution
“We’ve renewed an existing water pre-treatment process with a biological solution that meets the needs of the paper mill, thereby creating an efficient new system” says Daniele Bacchi, Head of Italprogetti’s Wastewater Treatment Dept. This is a decidedly important aspect, especially in the paper industry where the traditional processes with activated sludge with a sedimenter produce sludge flocs that are particularly lightweight and so don’t settle well. The risk of dragging the biomass along with the treated water is considerable. “In these conditions, the use of MBR technology (even in the case of running problems, dosing errors, etc.) ensures the persistence of the bacteria in the tank and therefore the recovery of the system, restoring optimum conditions in a short time and reducing the volumes in question by 2 or 3 times compared with traditional technology”. And that’s not all. The type of effluent also displayed certain distinguishing aspects: a high inlet COD, a high fraction of organic substances with poor biodegradability, and a high concentration of calcium. “These needs called for not only an MBBR system but also the adoption of other technological solutions to prevent the substantial low-biodegradable fraction from invalidating the outlet COD result and to prevent the calcium from falling onto the carriers, limiting their effectiveness”. To resolve the problem, the last of the three MBBR reactors installed in series was given over to the recycling of the activated sludge. “This meant the low-biodegradable fraction of COD could be kept under control, while the calcium level was managed by carefully monitoring the pH in the reactors and dosing a product that prevents it from falling.” The result is a system with capacity rates of 1000m3 per day, with a COD of about 4,500mg/l on the inlet and 80-100mg/l on the outlet - far below the limit value for the authorisation of discharge in surface waters (160mg/l).
10 Pipes, Pumps and Valves Africa - Jan/Feb 2024 ADVERTORIAL
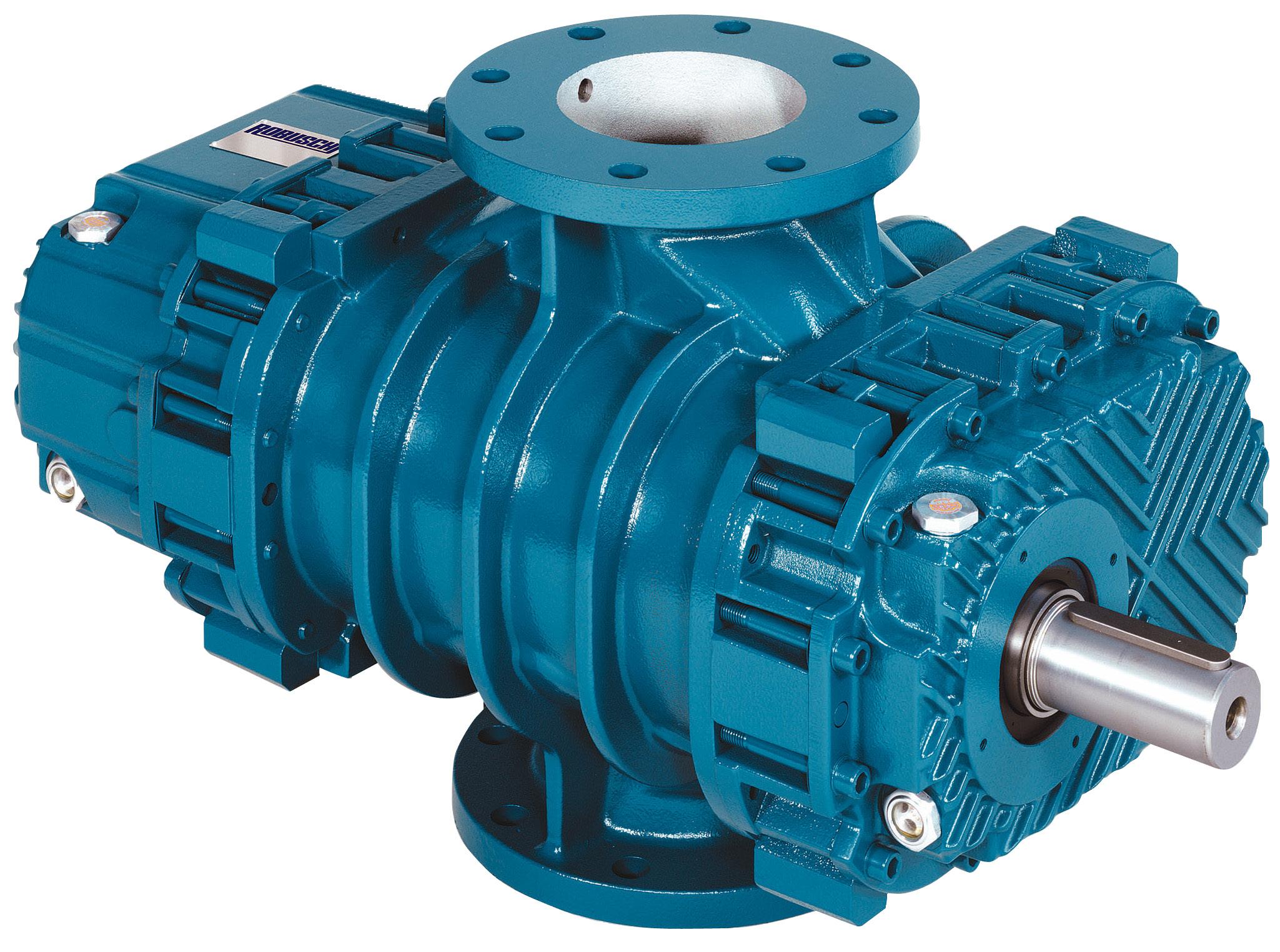
Robuschi Roots blowers / exhausters are some of the finest in the world – Made in Italy.


The ROBUSCHI RBS range of low-pulse, tri-lobe blowers & exhausters with pressures up to 1bar & vacuum levels to -500mba Flow rates from 240m3/hr up to 10,400m3/hr.
Air & Vacuum
r for Robuschi vacuum pumps oots blowers & er packages –ll made in Italy.
PeriBest Peristaltic pumps offer extremely heavy duty design for the most demanding applications up to 10 bar. roller
, operation and
A&VT = ADDING VALUE TOGETHER info@vactech.co.za 011 318 3241/2/3/4 www.vactech.co.za
Grindex Bravo pump tackles tough slurry challenges head-on
Pumping slurry is a demanding task for any pump due to the abrasive nature of the materials involved. The wear and tear on pump components can result in high maintenance and repair costs, leading to costly production downtime.
Additionally, the accumulation of excess sediment can cause operational difficulties. In such challenging conditions, the Grindex Bravo pump range shines as an ideal solution.
This is according to Justin Bawden, Key Account Manager at Integrated Pump Technology, who says that Grindex Bravo pumps are specifically designed to excel in applications where pumping fluids with high concentrations of abrasives, such as sand and stones, is required.
“These pumps are renowned for their robustness and reliability. One of the standout features of the Grindex Bravo pump is its agitator, which efficiently mixes and suspends solids, allowing the pump to transport them effectively,” he says.
To tackle the wear problem head-on, the Bravo range features hydraulic components made from hard iron, one of the toughest materials available. This ensures durability and reliability, even in the face of extreme wear and tear.
Bawden says the Grindex Bravo pumps come packed with features that enhance their performance and ease of maintenance. The pumps are designed for dry pit applications, thanks to a cooling jacket, reducing the risk

of overheating. A ready-to-install cartridge seal minimises downtime during repairs and assembly. The inclusion of a leakage sensor helps prevent further damage, saving on maintenance costs. The large inlet can handle solids of varying sizes, while the hard iron impeller and pump housing maximise durability and performance. A single adjustment sleeve unit allows for easy impeller adjustment, and the agitator efficiently stirs up sand, sludge and solids in suspension.
The Bravo range is not only rugged but also versatile and is capable of handling liquids with pH values ranging from 5.5 up to 14. The 22 kW pump can be fitted with a SMART unit with a built-in plug and pump, eliminating the need for external starter boxes. The pump is further protected by phase-failure guards, temperature guards and phasesequence control, ensuring safe and efficient operation.
Bawden says that every pumping application is unique, and the experienced team at Integrated Pump Technology can help select the appropriate pump unit based on specific parameters. “This ensures that the most suitable and efficient unit is deployed for the task at hand. The exceptional durability of Grindex Bravo pumps allows them to thrive in tough and challenging environments, providing reliability when it matters most.”
In addition to their durability, these pumps are designed for energy efficiency, leading to long term savings in energy consumption and making them a cost effective solution when considering the total cost of ownership.
Moreover, Integrated Pump Technology ensures that replacement parts are readily available, either directly from the company’s head office or through its strategically located network of distributors. “This swift access to parts minimises downtime and reduces repair turnaround times, ensuring that pumps are back in action as soon as possible,” Bawden says.
Grindex slurry pumps offer an effective solution and outstanding value, making them an excellent choice for industries such as quarries, mines, dredging and cleaning of settling ponds that require pumps with high durability. Each component of the Bravo pump is engineered for maximum endurance and reliability.
With trained distributors strategically placed across the country and southern Africa, Integrated Pump Technology provides expert support for installation and maintenance, significantly reducing downtime.
Integrated Pump Technology, +27 (0) 11 894 2906, sales@pumptechnology.co.za, www.pump-technology.com
12 Pipes, Pumps and Valves Africa - Jan/Feb 2024
PUMPS


FRESE P/T PLUGS
P/T plugs are installed in valves and are used for measuring pressure and temperature. The P/T plugs are designed for flowmeters or pressure meters using needle system.




FLOW & THERMAL CONTROL

FRESE ALPHA
The ALPHA range of flow limiting dynamic balancing valves has been developed for use in a wide range of applications for the accurate and efficient distribution of flow in heating and cooling systems.
FRESE ALPHA CARTRIDGE
The ALPHA cartridge reacts to pressure fluctuations in the system ensuring that the differential pressure across the pre-adjustment unit is kept constant. This ensures that the maximum flow limit is achieved in accordance with the design.

FRESE SIGMA
The SIGMA Compact is an externally adjustable dynamic balancing valve that provides simple, accurate & reliable flow limitation & isolation in heating & cooling systems. The SIGMA Compact can be used instead of traditional double regulating valves and can be installed in both variable flow systems and constant flow systems.


CIRCON / TEMCON
CirCon and TemCon are control valves designed for domestic hot water installations with circulation. The Valves are constructed in stainless steel AISI 316 for all parts in contact with water, to secure the highest resistance against corrosion. The valves automatically control the temperature of the water that circulates through the valves. TemCon is equipped with a by-pass located outside the thermal part of the valve. TemCon is used in hot water installations with bacterial problems, e.g. Legionella.


+27 11 827 1536 135 Snapper Rd, Wadeville www.vacserve.co.za info@vacserve.co.za
PUMPS
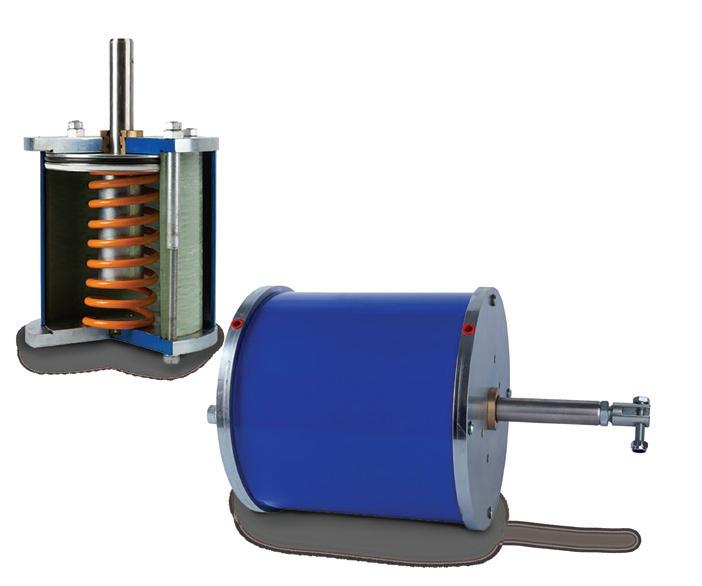
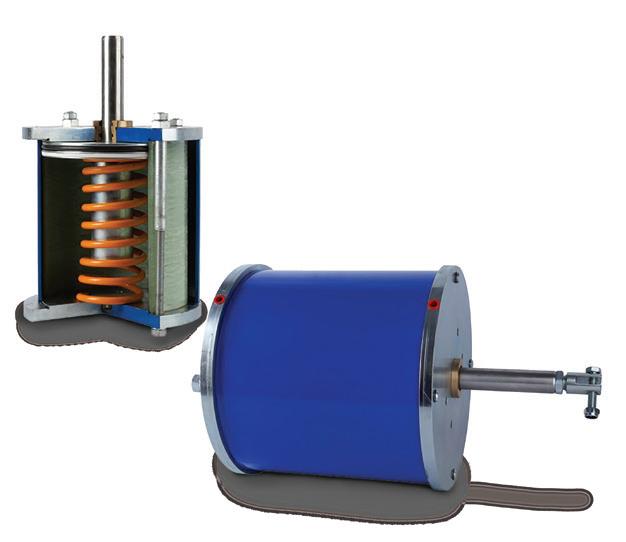
Unique Hydra-Cell pumps, for reliable seal flush applications
Hydra-Cell pumps exhibit several unique features that make them exceptionally wellsuited for seal flush applications in a variety of industrial settings.
Seal flush systems play a crucial role in maintaining the integrity and functionality of mechanical seals in pumps that handle challenging fluids, such as those that are abrasive, corrosive, or high in temperature.
Here’s a more detailed exploration of the characteristics that set Hydra-Cell pumps apart in seal flush applications:
Seal-less design: Hydra-Cell pumps are characterized by their seal-less design, a fundamental aspect that distinguishes them from traditional sealed pumps. Conventional pumps often rely on dynamic seals to prevent fluid leakage and ensure proper operation. However, these seals are prone to wear over time, leading to potential leaks and increased maintenance requirements.
In contrast, Hydra-Cell pumps feature a seal-less design, eliminating the need for dynamic seals. This design choice offers several advantages for seal flush applications.
Firstly, it significantly reduces the risk of seal wear, ensuring a longer life for the pump and minimizing the potential for leakage, which is critical when dealing with hazardous or expensive fluids. Additionally, the absence of dynamic seals
eliminates the need for external lubrication, simplifying maintenance requirements and reducing operational costs.
Multiple diaphragm design: Hydra-Cell pumps utilize a multiple-diaphragm design, a key feature that contributes to their reliable and pulsation-free operation. In seal flush applications, maintaining a consistent and controlled flow of the flush fluid to the mechanical seal is crucial for optimal performance.
The multiple-diaphragm design ensures that the flow is smooth and free from pulsations, preventing any adverse impact on the mechanical seal.
This design feature is particularly beneficial in seal flush systems where pulsations can lead to uneven distribution of the flush fluid, potentially compromising the effectiveness of the seal.
The ability of Hydra-Cell pumps to deliver a steady flow enhances the efficiency of the seal flush process and contributes to the overall reliability of the pump.
Hydraulicly balanced : Hydra-Cell pumps incorporate a hydraulic balance system that equalizes pressure on both

14 Pipes, Pumps and Valves Africa - Jan/Feb 2024
sides of the diaphragm during operation. This hydraulic balance minimizes stress on the diaphragm, resulting in increased durability and a longer diaphragm life. In the context of seal flush applications, where consistent and prolonged pump performance is essential, this hydraulic balance system enhances the reliability and longevity of Hydra-Cell pumps.
By reducing stress on the diaphragm, the hydraulic balance system also contributes to the pump’s efficiency in handling challenging fluids. The balanced design helps maintain the integrity of the diaphragm, even in the presence of abrasive or corrosive materials, ensuring sustained performance in demanding operating conditions.
Ability to handle abrasive and viscous fluids: Seal flush applications often involve fluids that are abrasive or highly viscous, posing challenges for traditional pumps. Hydra-Cell pumps are well-known for their robust construction and the ability to handle a wide range of fluids, including those with highly abrasive particles, corrosive fluids and fluids containing up to 40% non-dissolved solids and particulate matter up to 800 microns without the need for fine filtration
The pump’s design allows it to handle abrasive fluids without significant wear and tear on the pump components. This feature is particularly advantageous in seal flush systems, where abrasive particles can be present in the flush fluid. The resilience of Hydra-Cell pumps in the face of abrasives ensures a longer operational life and minimizes the need for frequent maintenance.
Moreover, the pumps’ capability to handle viscous fluids is crucial in seal flush applications where the flush fluid may have a higher viscosity. The pumps maintain their efficiency and performance even when dealing with fluids that would pose challenges for other pump types, making them versatile for various industrial processes.
Energy efficiency: Energy efficiency is a critical consideration in pump applications, and Hydra-Cell pumps are designed with this in mind. The pump’s seal-less and multiple-diaphragm design contributes to reduced friction and energy losses during operation.
In seal flush systems, where continuous and reliable operation is essential, energy efficiency becomes a key factor in minimizing operating costs.
The energy-efficient operation of Hydra-Cell pumps not only reduces power consumption but also contributes to a more sustainable and cost-effective solution for seal flush applications. This efficiency is particularly significant in
industries where pumps operate continuously or where energy costs are a major consideration.
Versatility in fluid compatibility: Hydra-Cell pumps are known for their versatility in handling a wide range of fluids, including corrosive chemicals, high-temperature liquids, and abrasive slurries. In seal flush applications, where the nature of the pumped fluid can vary widely, this versatility becomes a valuable asset.
The pumps’ ability to adapt to different fluid compositions makes them suitable for diverse industrial processes. Whether the seal flush system is dealing with aggressive chemicals in a chemical processing plant or abrasive slurries in mining operations, Hydra-Cell pumps provide a reliable and adaptable solution.
The versatility in fluid compatibility is not only a testament to the robustness of Hydra-Cell pumps but also an assurance that these pumps can seamlessly integrate into various industrial settings with differing fluid requirements.
Compact and lightweight design: Hydra-Cell pumps maintain a compact and lightweight design without compromising on performance or durability. This feature is particularly advantageous in seal flush applications where space constraints or specific installation requirements may exist.
The compact design allows for easy integration into existing systems, and the lightweight nature facilitates straightforward installation and maintenance. In situations where available space is limited or where mobility is a consideration, the compact and lightweight design of Hydra-Cell pumps becomes a practical and efficient solution.
The seal-less design, in particular, addresses the common challenges associated with dynamic seals, offering a solution that minimizes maintenance requirements and enhances overall system reliability. Whether dealing with abrasive particles, corrosive chemicals, or hightemperature fluids, Hydra-Cell pumps provide a robust and adaptable pumping solution for seal flush applications across a range of industries.
Flow rates up to 600 l/min , and pressures up to 350 bar, available in a wide range of materials.
Monitor Pumps and Systems, +27 (0) 11 6183860, sales1@monitorpumps.co.za, www.monitorpumps.co.za

Pipes, Pumps and Valves Africa - Jan/Feb 2024 15
PUMPS
Pump with the right accessories, advises IPR
When a customer needs a dewatering solution, they might not always be able to specify the exact accessories that must accompany the pump to get the best outcome – which is where IPR can help.
“With our wide range of accessories, and our depth of experience in dewatering and slurry pumping, we can advise our customers on what they need,” says Steve du Toit, Sales Manager at IPR. “We can provide these requirements from our extensive stockholding of pump accessories, so that our recommended solution does the job when it is installed.”
Common accessories in pumping solutions include lay-flat hoses, suction hoses, foot valves, HDPE piping and hose flotation devices, explains Du Toit. These must all be sized and specified according to the demands of the selected pump and the duty that the application demands.
“Correct sizing of pipes – according to their internal diameter – is one of the essential starting points,” he says. “Lay-flat hoses can be used on the discharge end, while rigid pipes are necessary for the suction side.”
Flow meters may also be required, to provide customers with an accurate rate of water flow at the discharge point of the pump. This is vital information to demonstrate that the expected volumes of water are being removed for the customer’s purpose; it may also be a requirement of the customer’s water use licence.
“There are also the electrical components to consider, so the pump control systems need to be designed to suit the pump and its application,” he says. “Measurement devices such as gauges on the suction port and delivery port are also important to monitor that the pump is operating at

optimal efficiency.” He highlights that IPR offers a custom range of accessories, and spends time carefully assessing each customer’s specific site conditions and technical infrastructure. This ensures that all aspects of the solution are attended to, with high quality accessories provided wherever necessary.
With the growing focus on environmental impact management, Du Toit points to the value of accessories such as dewatering bags.
These porous bags catch and retain sediments and other material that could contaminate the natural environment. At the same time, they allow cleaner water to seep out, facilitating dewatering in a responsible manner.
“Among the most important accessories are the flotation devices for our hoses and pumps,” he says. “On diesel driven self-priming units, for instance, we recommend that customers use suction hose floats to prevent the hose end from sucking in mud and stones – resulting in damage to the pump unit itself.”
Similarly, with submersible electric pumps it is advisable to use a pump flotation device (PFD). This ensures that the pump is always just below the surface of the water.
It therefore does not become buried in mud or silt, which could undermine its performance and cause mechanical damage. The use of a PFD also makes it easy to locate the pump, while the floats show where the discharge piping and electrical cable is positioned at all times.
Another protection measure that IPR can provide is a non-return valve, which is installed in the discharge pipe in close proximity to the pump. This ensures there is no backpressure on the pump from water in the pipe; this type of pressure can cause serious damage such as shaft breakage when the pump is started.
“With a submersible pump, there is also the danger of this pressure causing the pump impeller to spin in the wrong direction when started – causing the impeller to loosen,” he says.
Finally, he recommends that the accessories used with pumps should always be of a high quality. The risk of malfunction is costly and well beyond the savings on a cheaper item, emphasises Du Toit, and ‘buying cheap’ invariably leads to ‘buying twice’. For this reason, IPR invests only in quality accessories that customers can rely on.
IPR, +27 (0) 87 759 8654, admin@pumprental.co.za, www.pumprental.co.za
PUMPS 16 Pipes, Pumps and Valves Africa - Jan/Feb 2024

5 TH
Three food processing innovations piped in goodness
In a world that is still adapting to post-COVID 19 consumer demands for farm-toplate freshness, variety and convenience, there are two factors that continue to drive innovation in food technology: the need for safe and shelf-stable food.
These drivers are further fuelled by the need to achieve environmentally sustainable production facilities – and contribute to individual company, sector and national carbon reduction targets and net zero objectives while remaining profitable. To achieve all this, the food manufacturing industry must continue to seek out innovative solutions to industrial processing operations. The challenges of population growth, climate change, and shifting consumer demand puts technological innovations at the forefront of processing food in more prudent and sustainable ways. And there are three key innovations that are replacing heat and chemicals to keep food not only fresh but safe and are already shaping the future of food processing.
The first is high-pressure processing, which rapidly kills vegetative microbes and inactive viruses while denaturing enzymes that can cause food to spoil. This batch process applies high pressure of as much as 100 000 psi after packaging, minimising food treatment time and preserving nutrition and flavour.
Fermentation, though far from a new food preservation process, is another area in which innovative technologies are key to improving sterility, preventing crosscontamination and ensuring scalability. The newest application of fermentation is the production of cultured (or cell-based) and mycelial protein products, which alleviate the pressure on large scale animal husbandry to produce enough animal protein to ensure food security. At the same time, alternative protein production technologies like this reduce the greenhouse gas emissions produced by animal protein production. Though not exactly mainstream yet, sterility is paramount in this kind of production facility, where clean in place (CIP) and sterilisation in place (SIP)

are crucial. The third innovation, aseptic processing and packaging, removes the need for refrigeration during transport and on store shelves for a variety of animal and plant-based products, liquid eggs, puddings, soups, vegetable purees, and bulk ingredients. The improvements in shelf stability are achieved by filling sterilised containers, in a sterile environment, with product that has been sterilised, usually by heating and then cooling before filling. This kills microbes in the food and prevents them from being reintroduced during packaging.
Pumping solutions are often overlooked as an opportunity for improved shelf stability, environmental improvements, cost reduction and production capacity improvement. But they are integral to every industrial processing facility. The right high-pressure – in the case of high-pressure processing – or hygienic pump solutions is also crucial to successfully implementing these innovations in food safety.
First and foremost, the pumping solution cleanability requirements must be designed to meet international and local hygiene standards – including clean in place (CIP) and sterilisation in place (SIP) – as these can present many challenges for processors. Aseptic processing, for example, requires well-coordinated operations, as well as highly sterile and controlled environments. This is where hygienic pumps with a modular design can be integrated, allowing for streamlined disassembly, cleanability and reassembly.
Cross-contamination – a particular risk in fermentation processing facilities – can be mitigated against through careful selection of equipment to maintain the highest hygiene standards. Fit-for-purpose hygienic pumping solutions that have been designed and built to eliminate any risk of contaminants during production are necessary for producers who want to stay ahead of the advances in fermentation technology.
As the food and beverages industry continues to evolve to ensure that food is safe, shelf stable and tasty, manufacturers must ensure their processes are reliable, repeatable and error-free. Integrating the right equipment is critical to food safety and sustainable production.
Because the technical aspects of selecting the right pumping solutions for specific applications can be complex, food and beverage processors should look to a trusted and reputable brand that can offer not only a wide range of pumping solutions but solutions that are long-lasting, cost-effective and efficient – because they are 100% fit-forpurpose for the application.
Verder Pumps South Africa, +27 (0) 11 704 7500, info@verder.co.za, www.verderliquids.com
18 Pipes, Pumps and Valves Africa - Jan/Feb 2024
PUMPS
MQ Series pumps: versatility and flexibility through customization
Tsurumi Pump’s MQ Series stands as an exceptionally engineered product designed to meet a diverse range of project bid specifications. Hydraulic options within the MQ Series cover a wide spectrum of conditions, offering impellers in numerous trims to pinpoint operating duty points.
It features five distinct impeller styles: open channel, chopper, vortex, grinder and high head. The MQ Series offers extensive customization options, making it a versatile solution for various applications. The customizable features in each MQ pump style include motor size, discharge flange type, construction materials, paint and coating, condition monitoring sensors, cable length and installation accessories. Additionally, pumps are available in wet or dry styles depending on application. This flexibility ensures that the pumps can be precisely tailored to meet the unique requirements of any project.
Standard construction materials for the MQ Series include cast iron motor housing and wet end, dual silicon

carbide mechanical seals, and Viton elastomers. For more demanding applications, Tsurumi offers alternative materials, such as stainless steel pump housings and impellers, as well as bronze impellers for corrosionprone environments. The Molib-techTM coating option provides an extra layer of protection against abrasives without compromising pump clearances and performance. Installation options for the MQ Series cater to the varied needs of the wastewater industry. Dry pit applications benefit from a closed-loop cooling system, circulating a glycol-water mix around the motor through a stainless steel double jacket. This system keeps cooling fluid separate from pumped fluid. Additionally, dry pit pumps can be installed in both vertical and horizontal orientations. Wet pit configurations come with guide rail systems for new installations, guide rail adapters for existing setups, and free-standing base assemblies for flexible installations.
The MQ Series is equipped with standard condition sensors, including bi-metal thermal overload switches and dual moisture probe. Additional monitoring sensors, such as RTDs, bearing vibration monitoring and moisture probes, communicate with the pump’s control panel for comprehensive condition monitoring and early issue detection. Tsurumi goes a step further by offering custom control panel solutions, positioning itself as a single provider for the entire pump system. Tsurumi’s MQ Series pumps deliver exceptional customization options and allow for superior performance across a broad spectrum of applications in the wastewater industry. With a commitment to innovation and versatility, these pumps stand as a reliable choice for diverse project requirements.
Tsurumi Pumps SA, +27 (0) 82 404 4743, enquiries@tsurumipumpsafrica.com, www.tsurumipumpsafrica.com



Pipes, Pumps and Valves Africa - Jan/Feb 2024 19 PUMPS
VERDER is the manufacturer of VERDERAIR® and PACKO® pumps VERDER PUMPS SA TEL +27 (0) 11 704 7500 MAIL info@verder.co.za WEB www.verderliquids.co.za VERDER The perfect pumps for food and beverage processing 24-VR-AD_Hygienic_SA_180x65mm.indd 1 2/19/2024 1:23:03 PM
Tapflo’s innovative submersible pumps solutions – technology meets efficiency
Tapflo, a renowned global supplier and manufacturer specializing in diaphragm pumps, centrifugal pumps, and various industrial equipment, introduced its line of submersible pumps to its diverse product range.
This latest addition to Tapflo’s offerings aimed to address a variety of pumping needs, catering to applications involving rainwater, groundwater, and liquids containing soft particles, fibrous materials, as well as those with sand and abrasive particles.
Tapflo’s submersible pumps boast a range of features designed to ensure efficient and trouble-free pumping and is available in different sizes and capacities. Jason Andrew, Managing Director for South Africa, says “The pumps offer versatility to suit various operational requirements and noteworthy features include models equipped with a level control float switch or sensor for automated and economical duty cycles, ensuring optimal performance.”
Discover a diverse selection of high-performance pumps designed to meet your specific pumping needs. Tapflo’s product line includes drainage pumps, dewatering pumps, and sludge and slurry pumps, each engineered for optimal efficiency in distinct applications.


Tapflo’s drainage pumps are equipped to handle even the toughest conditions, capable of draining down to 1 mm water level on flat surfaces. Offering reliability and versatility, these pumps are ideal for various drainage applications.
Andrew adds, “When faced with the task of pumping spring water, rainwater, groundwater, or water carrying sand, our dewatering pumps rise to the occasion.”
For applications involving abrasive materials, Tapflo’s sludge and slurry pumps are a perfect choice. These pumps are designed with a semi-vortex impeller and agitator in strong chrome alloy, effectively minimizing sludge clogging and ensuring smooth operation.
As a leading player in the pumping solutions industry, Tapflo continues to prioritize innovation and quality in its product offerings. The expansion into submersible pumps underscores the company’s commitment to providing comprehensive solutions that meet the evolving needs of its global customer base.
Andrew concludes, “We invite businesses, industries and homes seeking reliable and efficient submersible pumping solutions to explore this product line. With a track record of excellence and a commitment to customer satisfaction, we remain dedicated to delivering cutting-edge solutions for diverse pumping requirements.”
Tapflo, +27 (0) 31 701 5255, sales@tapflo.co.za, www.tapflo.co.za
20 Pipes, Pumps and Valves Africa - Jan/Feb 2024 PUMPS



PRODUCTS
SERVICES
www ainsworthvalves com TM (PTY)LTD.
DEUTERONOMY 28:13
Globe
Check
Gate Valves,
Valves,
Valves, Ball Valves, Butterfly Valves, Knife Gate Valves, Pinch Valves, Diaphragm Valves, Flanges, Pipes, Gaskets, Blots and Nuts, Actuators, etc
Refurbishment on and off site , Repacking for Low emission requirements Modifications (extensions, metal seat
, Pressure Testing
Certifying of General Valves , Testing and Certifying of Safety Relief Valves , Flange Drilling , Valve Sandblasting, General Welding and Turning, Servicing of Gearboxes, Product Design, Specialist custom designed valves and spares Ex-Stock of valves
Fire Protection, Pulp & Paper, Mining, Sugar, Food & Beverage, Water, Iron & Steel, Power Generation and other industries LOCAL & IMPORTED MANUFACTURED VALVES ABOUT US WE OFFER CONTACT US Ainsworth Valves supplies and manufactures a full range of O.E.M. valves, and several specialized products We specialize in the manufacturing of new valves & refurbishment of old valves. + 27 (0) 10 020 8388 sales@ainsworthvalves.com 48 Kindon Road, Robertsham ,Johannesburg, South Africa , 2091 REFURBISHMENT OF VALVES &
Valve
etc )
and
INDUSTRIES
Optimizing motor controls for temporary surface pumps
Pump owners and operators are tasked with finding turnkey, temporary surface pumping solutions that boost efficiency without sacrificing performance, durability, uptime or ease of use.
This push for efficient performance is making electric pump packages very popular. Electric pump packages provide tremendous versatility – offering incredible benefits in terms of variable speed operation and motor control. In surface applications, the speed options offered through a variable frequency drive (VFD) give users more flexibility in what the pump can do, offering a speed range comparable to, or better than, a diesel engine – while eliminating the maintenance and emissions challenges of a Tier 4 engine. However, VFDs have historically fallen short on portability. They are often used in permanent installations (such as pump stations) where they are installed indoors in a single location. VFDs also include sensitive electrical components that are at risk of failure if exposed to harsh conditions like vibration, debris, temperature and other fluctuations. Moving the VFD might also mean reprogramming it for different applications – requiring skilled labor that’s not always readily available. So is it possible to optimize motor control, even when the surface pump you’re using is being moved and re-staged constantly? The answer comes down to the way the unit is engineered and the features it offers. Consider how these VFD features overcome concerns about portability – and assure the system you choose delivers optimized performance and durability, even in temporary applications.
The power in easty-to-use control interfases
In the past, VFDs paired with electric-driven pump packages could only be set up and operated by users with advanced technical training and experience. In contrast, their diesel motor-driven counterparts were easy to setup and use due to control panels with auto modes and straightforward operation. Now, VFDs feature easyto-use interfaces, like Pioneer Pump’s SmartPrime™, that overcome any knowledge barriers to quickly get pumps operational. A system like SmartPrime, offered on Pioneer Pump’s new portable ElectricPAK™ VFD, adds a control interface that has been built and configured specifically for temporary surface pumping applications. It features color graphics and displays much like an app found on a tablet or phone. SmartPrime allows the VFD to recreate the autostart mode experience that diesel engine users are used
to. The simple-to-operate touchscreen handles all aspects of startup and operation from a streamlined central hub with easy-to-navigate graphics. It also allows for simple monitoring without the need for complex keypad setup and programming.
Sensors & control modes
When evaluating the interface of a VFD, consider the options available in terms of sensors and control modes. What types of monitoring features are designed into the system?
From a usability standpoint, consider these questions:
• Can operators adjust pump parameters using simple onscreen tools?
• How do operators fine-tune their parameters based on their specific surface dewatering control preference, whether it’s level transducers, float switches, or a pressure transducer?
• Is it possible to see real-time pump conditions in a simple, graphic interface?
• Are alternate analog controls available so users can operate the panel with tactile pushbuttons and doormounted speed potentiometer?
• Does the unit track and log alarms onto a useful database?
Another major benefit is that there’s no programming learning curve for new VFD users who are used to working with diesel-driven packages. A customized user experience like this also allows users to spend less time commissioning and programming the drive – and more time up and operational. These variables can make a big difference in terms of the efficiency the system provides. For example, with an interface like SmartPrime, if a user needs to maintain a depth of eight feet in a wet well, the system can be programmed to automatically adjust speed to achieve this. A transducer will send a signal to the VFD to provide real-time feedback that enables the VFD to alter the motor speed to maintain the desired level.
If this unit is later moved to another pumping location, this level can easily be adjusted or reprogrammed as needed.

22 Pipes, Pumps and Valves Africa - Jan/Feb 2024
PUMPS
Quick-connect power cables
Quick setup for temporary pumping applications is not only convenient – it can often be essential when pumps are deployed for emergency water removal. An easy-to-use interface will help with this, but the pump itself also needs to offer plug-and-play setup.
With ElectricPAK, plug-in locations are housed on the outside of the drive to streamline power, float and transducer installation. The system integration also streamlines motor setup with package identification numbers, so there’s no need to search for separate input parameters. Features like these can save countless hours on frontend set up as well as teardown.
UL rating
Since electricity can be dangerous if not handled correctly, it’s important that any VFD used in outdoor and portable situations offer safe operation.
When selecting a VFD or a VFD-supported package, look for safety ratings, such as UL Certification 508A. The Underwriters Laboratory (UL) independently tests equipment under various use situations.
Products earn the UL Listed seal if they meet nationally recognized safety and sustainability standards. This includes being free from a reasonably foreseeable risk of fire or electric shock, even with equipment that’s setup and moved repeatedly.
Standalone skids vs. Mounting to package
One final consideration is the unit itself and the overall long-term portability needs. Is it better to have the VFD standalone on a skid or mount it to a package? In a standalone situation, the VFD will be less prone to vibration from the pump system. It can also be moved around to various pumps if its primary pump is undergoing maintenance.
An integrated system will be optimized to work together and provide for secure transport within a jobsite or from one jobsite to another. Systems like these will be invaluable in emergency situations – like hurricane recovery zones. In both a standalone or skid-mounted situation, a total pump package can be engineered and tested to perform across a range of ambient temperatures.
It can also be configured to address specific concerns, like high sun exposure or heat. This is especially important given that the cause of nuisance trips in the field are often due to high ambient temperatures. Placement of the system can help in some situations, but the VFD itself can be engineered with a cover on top of the skid to address this directly.
Franklin Electric, +27 (0) 11 723 6500, info@franklin-electric.co.za, www.franklin-electric.com






















Pipes, Pumps and Valves Africa - Jan/Feb 2024 23
PUMPS
Empowering pump operations
MARECHAL ELECTRIC has stood as a beacon of innovation in electrical connection systems, revolutionising the pump industry. Originating in 1952, this French family business has blossomed into a global leader, reshaping the pump industry with pioneering solutions.
Central to this transformation is the DECONTACTOR™ power connector, an emblem of MARECHAL ELECTRIC’s dedication to redefining safety, efficiency, and durability in pump and motor applications.
The DECONTACTOR™ stands out as the world’s inaugural Plug and Socket connector capable of being disconnected under load, ensuring both operator and equipment safety.
Spanning a range from 20 A to 1250 A and up to 1000V, the series integrates silver-nickel tipped contacts for exceptional connection quality. With a built-in isolator, visual disconnection indication, and various IP ratings, the DECONTACTOR™ eliminates the need for an electrician, empowering operators to facilitate maintenance and repairs on pumping systems efficiently.
Beyond safety, the DECONTACTOR™ proves to be a gamechanger for efficiency. Pumps / Motors prewired with DECONTACTOR™ connectors result in significant time
and cost savings, cutting downtime costs by up to 50%. The connectors shine in harsh conditions, from outdoor elements to compliance with electrical standards, making them ideal for critical production areas.
MARECHAL ELECTRIC’s product line, ranging from star-delta 7 pole connectors to high-current plugs and socket-outlets, comprehensively addresses diverse pumping needs. With capacities reaching up to 1250 A, it ensures a secure power supply for heavy equipment. The connectors, designed for extended lifespans, minimal energy consumption, and easy maintenance, contribute to a sustainable future for pumping operations. Have a specific solution in mind to discuss or want to experience the DECONTACTOR™ advantage firsthand, MARECHAL ELECTRIC invites you to connect with them.
Request an obligation-free sample to witness the innovation.

PUMPS

THERE IS EFFICIENCY

BEYOND
DECONTACTOR™ - pioneering solutions for the pump industry, revolutionising operational safety, efficiency and performance.
The world’s first plug and socket allowing disconnection under load whilst ensuring complete safety and protection for operators and equipment.
Our technology boasts a range from 5 A to 1250 A, up to 1000 V and up to IP69 Ratings.
Connect with us: ready to elevate your pumping application with the game-changing MARECHAL® solution.
MARECHAL
MARECHAL®’s
CONNECTIONS Try it for free: contact us and experience
advantage first hand!
Telephone: +27 11
7226 marechal.com
ELECTRIC AFRICA Email: j.henriques@marechal.com |
894
Mechanical rotating solutions mobile diesel pumps shows its worth
South African coal mining environments, especially in open-pit scenarios, face the perennial challenge of managing water levels to ensure smooth operations. To address this, companies like Mechanical Rotating Solutions (MRS) have revolutionised dewatering processes with tailored pump solutions.
To this fact, MRS has built and refurbished diesel mobile pump systems explicitly designed for dewatering at coal mines. In 2023 MRS achieved its 20th such mobile diesel pump built or refurbished, showcasing their extensive experience in providing specialised pumping solutions for the local South African coal mining industry. What sets these refurbished pumps apart is the company’s “betterthan-new” philosophy. Each pump undergoes a meticulous refurbishment process, ensuring they exceed original standards. Such attention to detail and commitment to excellence signify their dedication to providing cutting-edge solutions for efficient dewatering in mining environments.
The advantages of using a pump driven by a diesel engine on a mobile trailer for dewatering in open-pit mining are well-documented. This setup offers unparalleled mobility, allowing swift movement of equipment across expansive mine sites. It ensures accessibility to varying water depths, crucial in addressing the ever-changing water levels within open-pit mines. Diesel-driven pumps also provide power independence, a crucial aspect in remote mining locations where stable electrical grids might be lacking. According to MRS Managing Director, Franscois Steenkamp, what distinguishes Mechanical Rotating Solutions’ new and refurbished pumps is their commitment to customisation and efficiency. “To start off with, specifying the right dewatering pump is pivotal in ensuring efficient, costeffective, and safe operations in an open pit mining scenario, impacting everything from productivity to environmental sustainability and worker safety.” Says Steenkamp. “Viewing at our most recent mobile pump projects operating at a specific efficiency point of 100 litres per second at 100 meters head, capable of producing 50cfm (cubic feet per minute), these mobile pumps offer tailored performance optimised for the mine’s specific conditions. This precise operation, as mentioned, ensures maximal effectiveness in removing water from the pit, reducing fuel consumption, and cutting operational costs. While a pump capable of 50cfm can handle dewatering in certain scenarios, especially in smaller operations or where the water volume is moderate and the depth or lift requirements aren’t excessive, MRS can also supply pump sets for larger-scale or faster inflow scenarios which may require pumps with higher capacities or multiple pumps working in coordination to meet the demands efficiently. This is particularly important in situations where the pump needs to quickly and effectively draw in fluids from a source, especially if there are air pockets or the pump is not gravity-fed. “What really sets us apart is our ability to

upgrade the pump seal with the latest technology from our AESSEALTM mechanical seal range whilst further extending the pump’s lifespan by incorporating Belzona engineered coatings. The impeller and casing of slurry disposal pumps on these mobile units mainly fail due to excessive wear and erosion. Having gained extensive experience servicing collieries in the Mpumalanga province, we frequently utilise Belzona Engineered Coatings for the protection and refurbishment of metal surfaces subject to severe erosioncorrosion, as found in coal mines. This ensures that the pumps commissioned by Mechanical Rotating Solutions are true to our better-than-new philosophy”.
The adaptability and reliability of these refurbished pumps shine through their ability to swiftly respond to changing water levels or unexpected flooding. Their mobility, coupled with the optimized performance, ensures versatility in addressing diverse depths and locations within the mine, safeguarding productivity and operational continuity. “Moreover, by operating at their best efficiency point, these pumps exhibit reduced environmental impact, utilizing fuel efficiently, and potentially lowering resource consumption over time. Their reliability under specific conditions, crucial in emergencies, ensures safety and mitigates risks associated with excess water in the mine. The integration of a pump driven by a diesel engine on a mobile trailer, specifically tailored to the specific dewatering needs, stands as a testament to Mechanical Rotating Solutions’ commitment to providing efficient, adaptable, and reliable dewatering solutions for open-pit mining operations.” Adds Steenkamp. While initial investment costs might be perceived as higher, the long-term cost savings derived from these specialised pumps are undeniable. Reduced fuel consumption, minimised downtime, and enhanced operational efficiency significantly contribute to cost-effectiveness and sustainability in water management within the mining operation.
Mechanical Rotating Solutions, +27 (0) 12 809 3935, franscois@mrssa.co.za, www.mrssa.co.za
26 Pipes, Pumps and Valves Africa - Jan/Feb 2024
PUMPS









+27 (0) 31 700 6954 info@aumanat.co.za www.aumanat.co.za Supplier of world leading brands of: - Electric, Pneumatic, Hydraulic and Portable actuators - Valve gearboxes Design and manufacture Installation and commissioning Onsite service and repairs Training
PUMPS
How the IoT superhighway is supporting pump installations at mines
We explore the many benefits of the Internet of Things for pump installations in the mining industry, notably in managing the issue of water curves, which can lead to inefficiencies and significant costs unless correctly handled.
The Internet of Things (IoT) is revolutionising the mining industry by impacting every stage of the mining value chain, from prospecting to reclamation – with many advantages for pumping operations. Connected sensors and actuators can monitor and help control the environment, assets, machinery, and people within mining operations. The technology enables mining companies to automate workflows, improve efficiency, and reduce costs, while also enhancing safety and ESG credentials.
The spread of IoT into mining has been encouraged by reduced latency, increased computing power, and the falling price of sensors, which have led to a faster ROI. Additionally, a growing number of IoT products and services now incorporate AI technology into their capabilities, especially for predictive maintenance.
For pump installations specifically, IoT has much to offer. With the correct applications, IoT can remotely monitor wear and tear on equipment, nose clearance, vibrations, temperature and load conditions, movement of materials and water in tailings. IoT tech can also manage water curves – all vital for reducing inefficiencies and saving costs.
Potential problems with slurry pumps
Low pump efficiency and flow rates are potentially major problems for slurry pumps. Water curves indicate a slurry pump’s performance at various speeds, with curves changing depending on what slurry is going through the pump.
As such, water curves are an effective way to calculate performance. However, being unable to read and adjust a pump’s water curves for the presence of solids can adversely affect production – by increasing the likelihood of subsequent line blockages, and even possibly resulting in shutdowns.
By providing operational visibility, IoT sensors and cameras installed in mining pump installations can monitor and gather data about the movement of materials and water in tailings. With IoT sensors in place, remote monitoring of water curves can take place, allowing rapid and accurate adjustments. “GIW’s IoT offerings allow customers to monitor and accurately control their nose gaps, which can lead to upwards of 6% gains in hydraulic efficiency, according to tests performed on an 84in impeller in the GIW Hydraulic Lab,” explains Aaron Cutright, manager of engineering IT systems at GIW Industries.
Digital processes to transform pump operations at mines KSB Group is a leader in digital transformation and is using technological solutions to enhance customer ownership through monitoring, analytics, and IoT – all to ensure optimal pump performance. KSB offers four mining IoT intelligent applications that allow for effective monitoring of both slurry and non-slurry pumps, making a significant contribution to operations efficiency.
These solutions can be installed as single units, or as a combination depending on the application. KSB Guard is a non-slurry pump monitoring system that allows

28 Pipes, Pumps and Valves Africa - Jan/Feb 2024
remote monitoring of pump performance data, optimising maintenance and reducing downtime, increasing efficiency. Consisting of four components, the smart pump monitoring system contains a sensor unit, a transmission and battery unit, a gateway, and a web portal and app.
Current dynamic data can be viewed at any time as a complete overview and in detail. For example, vibrations and temperature, load conditions or even warnings and alarms. GIW® SLYSEL is KSB’s proprietary software program for slurry pump performance calculations and pump selection, helping mining operators identify the best slurry pump for their needs by analysing key data points.
As well as calculating the minimum pipeline velocity to avoid sanding, it also predicts a range of recommended flow rates and supports the pump selection process for the specified pipeline system. It can also simulate large pipelines with dozens of pumps and can be used to plan startup sequencing. GIW® SLYsight is a pump wear analytics tool, which measures the actual wear rate of pump parts, including the nose gap, by collecting realtime data from custom sensors. The motivation behind SLYsight is to continuously monitor the thickness in different locations and to visualise that wear over time. This can extend maintenance cycles and because operators can see how long their parts are lasting, it also means fewer unnecessary downtime events, which can lead to significant improvements in operational efficiency.
GIW® RAMSL improves maintenance procedures by remotely adjusting the nose gap of a pump, enhancing operational safety and efficiency, and increasing adjustment accuracy. In slurry pump operations, units are
expected to run continuously 24/7, and there is critical maintenance activity involved with maintaining a tight, continually adjusted nose clearance between the impeller and the suction liner. Historically completed during manual maintenance, with most or all of the equipment shut down, this can lead to a loss of productivity. Remotely adjusted mechanical suction liner (RAMSL) offers the ability to do nose clearance adjustments down to around a quarter of a millimetre. In addition, the technology can be adapted to existing equipment with minimal impact.
Remote monitoring with IoT
Through the targeted use of IoT, water and slurry pumps can be monitored more accurately, making the pumps more efficient, and reducing costs and potential downtime.
Although KSB and GIW have had software controls for their pumps for some time, the new consolidated offering of products can help miners monitor their equipment remotely.
Additionally, these solutions are available with real-time technical support, 365 days a year and 24/7 from anywhere in the world. According to Cutright: “Customers that have installed SLYsight on their equipment in the field have been impressed by the insights it has provided into wear development, which is novel data that has allowed them to extend maintenance cycles further than ever before.”
KSB, +27 11 876 5600, support.za@ksb.com, www.ksb.com

Pipes, Pumps and Valves Africa - Jan/Feb 2024 29
PUMPS
Tsurumi’s commitment to safety in pump design
Engineers who design industrial plants, lift stations, rail loading stations and similar facilities bear equal responsibility for safety and design functionality. As the safety-first design philosophy becomes more prevalent, hazardous location rating requirements appear more frequently in project specifications.

To meet these parameters, Tsurumi offers the AVANT Series of FM-approved submersible pumps and mixers, which ensure safety through their quality in construction, manufacturing and performance.
A pump must undergo a series of tests to determine if its design meets construction requirements. These tests are conducted by FM Approvals or another nationally recognized testing lab for hazardous location product certification.
Tests such as the cord pull and impact tests ensure that potential wear and tear will not compromise the pump’s ability to prevent or retain an explosion. Locked rotor and running overload tests intentionally raise the motor’s temperature to establish its compliance with the hazardous rating’s temperature class (T-Code).
Finally, flame propagation tests verify the flame path effectively prevents the explosion from escaping the pump into the surrounding atmosphere. In these tests, the pumps are surrounded by a specified hazardous gas and intentionally ignited.
Once testing and evaluation are complete, the pump model will be certified for use in the tested hazardous location and within temperature limits established by the T-Code. However, pump manufacturers must consider additional
requirements, including properly marking the pump and affixing permanent, visible nameplates containing manufacturer information, serial numbers, hazardous location ratings and several warning statements related to hazardous location operation.
The manufacturer will additionally be quarterly audited to ensure the previously certified pump’s quality is being maintained and a quality control program is in place. This program entails pump assembly, record keeping, documentation control, etc.
While this article is not intended to be a comprehensive guideline, we consider it important to have a basic understanding of the hazardous location certification process.
Certification for Tsurumi’s AVANT Series is secured through demonstrated quality in construction, manufacturing and performance. Similar to the engineers designing plants and lift stations, Tsurumi prioritizes the safety of our equipment as much as we emphasize its performance.
Tsurumi Pumps SA, +27 (0) 82 404 4743, enquiries@tsurumipumpsafrica.com, www.tsurumipumpsafrica.com
PUMPS 30 Pipes, Pumps and Valves Africa - Jan/Feb 2024

We offer valves for precision processes - and demanding applications.
Our valves fulfill the highest of standards and are designed for many years of safe and reliable operation. Our service specialists regularly check, monitor and maintain all relevant system components - depending on what has been agreed. Our modular framework agreements offer you individual service and spare parts concepts. And we even go one step further. We additionally check systems for efficiency in order to reduce operating costs and increase productivity. For example, with the SES System Efficiency Service.







ZTS GATE VALVE GATE VALVE AKG - A/AKGS - A NORI 500 BOA - H Contact our dedicated Valves Sales Engineers for all your Valve requirements Tel: 011 - 876 - 5600 • E mai l: info - za@ksb.com KSB Pumps and Valves (Pty) Ltd www.ksb.com/en-za Your Level 1 B-BBEE Partner
STAALWEDGE GATE VALVE AKDS/AKD
Ceramic ball valves improve regulation and control of fluid flow
AUTOMATIC and manual ceramic ball valves offer a cost-effective alternative to solenoid valves and provide better wear resistance.
Lynette Morrey, new business development manager of Allmech, a leading South African manufacturer of boilers and supplier of water treatment components, says that various innovations mean that these valves are now suitable for a greater number of applications than ever before.
“Ceramic core ball valves are ideal for low torque operation; they’re durable and long-lasting and they’re resistant to corrosion, abrasion and chemical wear,” Morrey says. “They are a low-maintenance option and we’re finding more and more customers choosing them, particularly in humid conditions. They don’t need constant monitoring, routine inspections or regular cleaning and re-calibration.”
Morrey says common applications include seawater desalination, paper mills, printing and dyeing, electroplating, smelting, energy, medical, chemical, fluid intelligent control, smart card water meters, sewage, water reclaiming, softener and filtration water treatment plants, boreholes and domestic water treatment applications.
Eugene Swart, managing member of ZAO Water Systems, has been using Runxin valves since 2009 and partnering with Allmech – an authorised agent for Runxin in southern Africa – since 2017 for the company’s valve requirements.
“Allmech has introduced various valves to us. We started experimenting with the different valves and the applications and we realised that we can control quite complex tasks by utilising the different valves and even control the ball valves with the filter valves electronically,”

Swart says. “We are still developing other uses for the valves and I think there are many more to discover in the future.”
Clinton Saunders, operations director at Greenchain Group, says the water treatment company looked into importing ceramic ball valves for the business, but ultimately decided to partner with Allmech because of stock availability and technical support.
“Runxin is a brand that we know and trust,” Saunders says. “We make use of a lot of the Runxin filter heads too. From a reliability and robustness point of view, those valves are basically bulletproof. We primarily use the ceramic ball valves for filtration applications to control and direct fluid flow. Most recently, we’ve used ceramic ball valves on a seawater desalination system for a cold storage facility.” Morrey says the Runxin ceramic core valves are well-suited to desalination applications because they are corrosionresistant and relatively waterproof. “These valves are hard sealing (not sealed by extruding rubber) with a ball core and valve seat made of corundum ceramic,” she explains. “The ball core and seat are ground and paired causing a self-lubricating effect. This in turn makes the manual ball valve easier to open and close due to their low torque.”
The automatic ball valves in the range have a self-balancing structure with the ceramic ball opening at an average of 12.5 seconds (far slower than traditional actuated ball valves). “The valve body and stainless-steel shaft are manufactured to match the ball perfectly, which ensures that the ball is well balanced and has low vibration. This reduces water hammering, which may cause damage to pipework, membranes and plant equipment,” says Morrey. Sintered at the ultra-high temperature of 1680˚C, the Runxin ceramic ball valve undergoes various grinding processes ensuring that the ball core roundness is accurate to less than 6µm. “They can handle an operating pressure of 0-16MPa and operate at temperatures between 0-60˚C,” says Morrey. “The EPDM seal is also acid- and alkaliresistant. This makes the valves suitable for applications like copper recycling and in metal extraction plants.”
Saunders says that Greenchain Group primarily focuses on technology and seeks to maintain its position as a specialist and expert in the membrane application field, which means the company chooses to partner with trusted technologies and brands. “We’re very focused on quality suppliers and quality products, and when it comes to valves, that’s Runxin,” he says.
32 Pipes, Pumps and Valves Africa - Jan/Feb 2024
VALVES
Allmech, +27 (0) 11 849 2731, lionelm@allmech.co.za, www.allmech.co.za
Pinch valves for efficient flow control
Included in BMG’s extensive portfolio of industrial slurry valves is a range of pinch valves, which have been developed to control the flow of liquids, powders, solids and abrasives in many industries.
“BMG’s Fluid Technology division’s strategy to meet constantly changing market demand encompasses the introduction of new products, with the latest developments in design technologies, materials and coatings,” explains sales manager, Willie Lamprecht. “Pinch valves have been added to our product offering, enhancing our wide range of industrial slurry valves, that also includes butterfly, gate, diaphragm, ball and check valves.
“The Fluid Technology team boosts specialist services with dependable technical support to customers in all sectors to ensure optimum safety, efficiency and extended service life of every system. Failure of a valve and subsequent leaking of corrosive media can have devastating effects on the safety of personnel and equipment, leading to premature system failure and costly downtime. With broad technical capabilities, our specialists advise on correct valve selection and installation for every application, and are able to solve problems, even in corrosive environments, where conventional components have failed after short periods of service.”
BMG’s range of pinch valves, which meets stringent quality and safety specifications, is available with nominal bore sizes from DN50 up to DN500, in either short or long open frames, with safe working pressures up to 25 bar. These valves can be tailored to suit specification application requirements, with stainless steel frames if required. Standard pinch valves can withstand operating temperatures between -20 and 80°C and higher temperatures on request. These valves have manual, gearbox, pneumatic and hydraulic actuation.
The working element of a pinch valve, also known as a clamp valve, is an elastomeric tube or sleeve, which can be squeezed at its mid-section by a mechanical system
until ultimately the tube walls are pinched or clamped together, producing full closure of the flow path. This flexible tube is either exposed (an open frame) or enclosed (a closed frame) in a body. In its simplest form, a pinch valve comprises a length of elastomeric tube, fitted with a pinch bar mechanism, incorporating a closure stop to prevent over-pinching of the tube. More commonly, the moulded rubber tube is housed in a metal body, which also incorporates the pinching mechanism. This can be a simple screw-operated mechanism where the pinch is applied only to one side of the tube, or a differential screw controlling two pinching mechanisms working in vertical opposition. BMG’s open frame pinch valves, which have been developed on the successful design of BMG KLEP’s patented FPV diaphragm valves, are 100% locally manufactured and are available in many different materials, with various pressure ratings, to meet exact requirements. The range is available from BMG with different linings – for example, soft rubber, hard rubber, butyl rubber, Halar and jumbo rubber. The lining and diaphragm design increases the service life of the valve due to the high abrasion- and chemical-resistance properties of individual linings and diaphragms.
BMG’s full range of industrial slurry valves is highly efficient for the control and isolation of abrasive slurries in many industries, including power generation, chemical and petrochemical, cement handling, water treatment, mining, quarrying, and pulp and paper.
Bearing Man Group t/a BMG, +27 (0) 11 620 1500, customercare@bmgworld.net, www.bmgworld.net

Pipes, Pumps and Valves Africa - Jan/Feb 2024 33
VALVES
Shipbuilding is ready for a change of course
Maritime shipping should be climate-neutral by around 2050 – the Verband Deutscher Reeder (VDR, German Shipowners’ Association) sees this decision by the International Maritime Organization (IMO) as a “real milestone”.
The supplier industry also sees decarbonization as an opportunity, as the global fleet offers great potential for conversion. And “marine technology is ready for this”, explains the Verband Deutscher Maschinen- und Anlagenbau (VDMA, German Engineering Federation).
The bunker vessel Kairos supplies the hold dredger Scheldt River in the Elbe port of Brunsbüttel with LNG by means of ship-to-ship transfer. A further indication that LNG demand is rising continuously. Source: Brunsbüttel Ports
Shipping – and therefore also shipbuilding – is an important industry. “Today, it is transporting around 90 per cent of all goods worldwide,” explains VDR. It is now called upon to manage the maritime energy transition. A mammoth task, as there are around 10,000 seagoing vessels and 15,000 inland waterway vessels in Europe that need to be modernized or rebuilt. More than 100,000 merchant ships and 25,000 naval vessels are in service worldwide.
LNG replaces marine diesel
The course correction is drastic: While marine diesel and heavy fuel oil have dominated the ship propulsion market to date, LNG will initially steadily replace conventional fuels – also driven by the changed geopolitical situation.
“Many European countries that imported Russian pipeline gas before Russia’s war against the Ukraine have increasingly switched to liquefied natural gas in 2022,” explains Germany Trade & Invest (GTAI). This has led to more orders for tankers to transport LNG. Take South

Korea, for example, the number 2 behind China: According to GTAI, the majority of new orders placed with South Korean shipyards in 2022 has already been ordered with more environmentally friendly propulsion systems.
Initially, the more environmentally friendly LNG will be increasingly used as a marine fuel. According to Herose, the use of liquefied natural gas as a fuel has considerable environmental benefits: “low emissions of carbon dioxide, sulphur dioxide and nitrogen oxides”. For installation on ships, the company offers numerous valves that also meet the important fire safety requirements.
New challenges through LNG
“On board seagoing vessels, valves are an important component of LNG systems,” emphasizes the VDR. Valves are required for intermediate ventilation and for venting the wire harness to the engine. Some of them have to function under extreme environmental conditions, for example at very low temperatures, and must be fireproof.
On cruise ships, thousands of vacationers rely on the reliability of the engines. Valves from müller co-ax, for example, make a decisive contribution to this – both with regard to the safety concept and the periphery of engines. LNG is only heated and converted to a gaseous state shortly before consumption in order to supply the engine with natural gas. “Particularly strict guidelines must be observed when using gas,” emphasizes müller co-ax. The pipe systems must be flushed and checked regularly. For these and other applications on marine engines, directly controlled solenoid valves from müller co-ax are used. The natural gas becomes liquid at a temperature of around -162 C – “this means that our valve must also function perfectly at these low temperatures,” explains müller co-ax. There are also high safety requirements – if LNG vaporizes, an explosive gas is produced.
Shipbuilding essential for the energy transition
LNG drives have already been proving their worth for several years – Meyer Werft installed them in a cruise ship for the first time in 2018, and the LNG fleet is growing worldwide. Container ships are also increasingly being retrofitted, as the German association “Maritime Plattform” reports. Growth is also expected in shipbuilding for offshore wind energy – installation vessels and cable ships are urgently needed at sea for the energy transition. According to the VDMA, environmental – and social –issues are increasingly becoming a competitive advantage in the shipbuilding and offshore supply industries. Take Germany, for example, which wants to master the energy transition. “The expansion targets cannot be achieved without the involvement of the shipbuilding industry,” explains the Verband für Schiffbau und Meerestechnik
34 Pipes, Pumps and Valves Africa - Jan/Feb 2024
VALVES

(VSM, German Shipbuilding and Ocean Industries Association). The offshore boom is a great opportunity for shipbuilding. Currently, most LNG-powered ships are LNG tankers for the transportation of liquefied natural gas. They use their load as fuel, as a small part of the charge is constantly evaporating.
Valve technology crucial for efficiency
In addition to valves for the drive, valves for LNG terminals are required, which in turn are crucial for refueling LNG ships. This requires solutions for unloading, storage and regasification. Emerson for example develops automated valves for cryogenic use “that provide safe, leak-free shutoff during demanding unloading operations, including isolation, flow control and emergency shut-off”. Safety valves help to reduce overpressure damage to LNG tanks, loss of natural gas and maintenance costs. The choice of valve technology has a major influence on system safety, efficiency, reliability and therefore cost-effectiveness. Emerson has therefore developed specific solutions for the LNG sector. Valves can be found on board in many other applications, including those pertaining to fresh water, hot water, cooling water and process water as well as for fire protection. Air conditioning, room heating, kitchens and swimming pools require valves. Somas butterfly valves are used, for example, on product and chemical tankers in ships’ pipelines to keep different cargoes separate during transportation. Ball valves are used to check for leaks.
Focus on greener fuels
The shipbuilding industry is already looking at alternative fuels for the time after fossil LNG. It remains to be seen
which fuel will predominate – presumably from the next decade onwards. The future could belong to ammonia, hydrogen, green methanol and synthetic diesel. Valves and actuators must be designed and digitized accordingly, as for example different temperatures have to be handled with these fuels.
These alternative fuels are still more of a vision than a tangible reality, as the logistics still have to be set up. Investments in the production and handling of hydrogen in Europe and the supply of ammonia and methanol to the shipping industry are necessary, explains the Zentralverband der deutschen Seehafenbetriebe (Central Association of German Seaport Operators).
According to the VDR, a global legal framework is required for the market ramp-up at competitive conditions, “which offers energy and fuel suppliers as well as the shipping industry the necessary planning and investment security”. Legislation is needed at EU level, for example.
Over the next few years, the shipbuilding industry will therefore undergo a massive transformation, supported by the valve industry. But it should be able to get that sorted out. Trends and highlights from the valve industry can be experienced at VALVE WORLD EXPO from 3 to 5 December 2024 in Düsseldorf.
VALVE WORLD EXPO, +27 (0) 11 486 2775, Blidzba@germanchamber.co.za, www.valveworldexpo.com

more than just a pump complete pumping solutions
www.pump-technology.com
Pipes, Pumps and Valves Africa - Jan/Feb 2024 35
VALVES
IPT-adv-180x50.indd 1 2022/11/21 11:54
Lead the best water management with 360 performance
We can draw a correlation between water systems and the complexity of civilisations. This insight has never been more relevant than now. Much of the modern world’s growth depends on how we integrate water systems.
Integrated water systems are essential. Without such coordination, we create waste, contamination, and overcrowding. You can meet your essential water needs in a small village near a vast river.
But when you need to support thousands of homes and businesses, industrial processes, agricultural irrigation, and reliable sanitisation, you require elaborate water infrastructure.
The modern world uses Integrated Water Resources Management (IWRM) to manage those requirements. IWRM acknowledges that water is a precious resource that requires innovative management.
Yet the delivery is challenging. Water systems depend on hundreds of kilometres of pipelines and various pumps and storage systems.
Delivery requires careful and continual planning, and mistakes can be very costly, not just in money but in human lives, as recent cholera outbreaks remind us.
Execution is one challenge, and cost is another. Sprawling water systems demand time, expertise, and maintenance. Water utilities try to manage and sweat their systems as much as possible.

Yet, the more isolated and siloed these systems become, the more those costs rise and maintenance failures occur. Water utilities need better strategies to help them effectively and efficiently manage those systems.
This is the purpose behind Xylem’s 360 Performance philosophy. Breakthroughs in modern engineering deliver better equipment, smarter sensors, improved software, and more.
For example, a variable-speed pump saves considerably on power and maintenance, UV lights speed up wastewater processing, and a cloud-based analytics platform can generate real-time information from performance data. Individually, these choices are potent. But when integrated, they modernise and futureproof water management.
We created 360 Performance to define this approach: what are the best ways to bring skilled people and new technologies together so they can enhance existing water infrastructure?
360 Performance doesn’t aim to replace current systems. The goal is to strategically enhance them, giving water managers access to new features and capabilities without undoing their established investments.
Integrated water management leads to substantial performance and budget improvements. It understands that water sites must operate for many decades and improve them by integrating the right services and products.
It’s a strategic mindset, starting with the water site’s requirements. Use only what is necessary, and synchronise the different parts and processes into a cohesive single truth that water managers can rely on.
How do you create integrated water management for yourself or your customers? It’s a blend of expert insight and product knowledge, based on use cases from around the world.
360 Performance starts with a conversation: what are the major pain points, and how can a water integration strategy address them collectively?
This mindset has helped great civilisations grow and prosper. Today, it’s a vital part of the modern world.
The best water management happens through integrated water management. Let 360 Performance show the way and help secure water for future generations.
Xylem, makingwaves@xyleminc.com, www.xylem.com
36 Pipes, Pumps and Valves Africa - Jan/Feb 2024
WATER


 ASAHI
THERMOPLASTIC VALVES
CHEMVALVE LINED VALVES
PRISMA
PNEUMATIC ACTUATORS
ASAHI
THERMOPLASTIC VALVES
CHEMVALVE LINED VALVES
PRISMA
PNEUMATIC ACTUATORS
How engineering advancement is changing the way we manage water
While ancient Rome could rely on gravity alone for its daily water supply, today, continuous engineering advancements play an irrefutable role in the establishment of modernised, clean, and efficient water provision.
American engineer and educator, Jame Kip Finch, quite rightly said: “The engineer has been, and is, a maker of history.” No doubt, engineering advancement will continue to influence the water and wastewater (WWW) segment, developing systems that mitigate water losses whilst establishing sustainable supply for the future.
At the forefront of this engineering advancement is digitisation. Water utilities worldwide are digitising operations by combining telemetry, industrial internet of things (IIoT) technologies, and cloud-based analytics. As a result, system managers can now monitor real-time operations to more quickly identify where water losses occur and determine how to address it.
These water-conservation monitoring efforts can positively impact both the environment and utilities’ bottom lines. Italian utility, Padania Acque partnered with Schneider Electric to digitise its operations and prevent water losses. Today, the utility’s water losses are less than 50% the national average and it its revenue is up by 22%.
Padania Acque manages water services for 115 municipalities in Northern Italy’s province of Cremona. Like many water utilities throughout Italy and Europe, Padania Acque embarked on a programme to increase efficiency and rehabilitate older infrastructures.
Over a three-year period, Padania Acque was able to:
• Reduce energy consumption by at least five %.
• Cut water losses to 24% (vs. Italy’s 42% average).
• Improve system continuity by reducing downtime.
• Raise earnings by 22%.
• Gain top marks from Italy’s national energy and water services regulatory authority.
There’s no doubt that utilities across the world, including those in South Africa, will be encouraged by the Padania Acque success story. Today, there are various solutions
available to enable WWW providers to maximise their operations:
• Water management software which provides end-to-end water cycle intelligence and predictive analytics for:
• Optimised water quality.
• Reduced non-revenue water (NRW).
• Enhanced real-time analysis of water resources protection.
• Minimised water discharge.
• Big data platforms which manage the water-loss cycle, allowing water utilities to detect leaks and reduce overall costs.
• Hydraulic modelling tools that simulate the flow and pressure in water distribution and transmission networks, using real-time data derived from SCADA (supervisory control and data acquisition) systems to analyse and track the current state of the water network. These decisionmaking tools help with instant and identified operational benefits and bottom-line advantages.
• Geo SCADA solutions which manage critical remote operations infrastructure. Alarms and historical data are collected over long distances, with access for local and remote users via integrated client applications and external data management applications.
• Smart remote terminal units (RTUs) that are designed for process automation, device management, data concentration, and data logging in geographically dispersed, remote environments. These RTUs perform potable water analytics at the edge to help optimise chemical injections, identify predictive maintenance opportunities, and perform zone pressure management.
Schneider Electric South Africa, +27 (0) 11 046 1900, za-enquiries@schneider-electric.com, www.se.com/za/en/

38 Pipes, Pumps and Valves Africa - Jan/Feb 2024
WATER
Elevate plant lubrication practices with new SKF Quick Lubrication Review tool
SKF is proud to introduce SKF Quick Lubrication Review, an innovative new tool that enables customers to discover more about their plant lubrication practices and compare them with industry peers and competitors with the view of enhancing their own procedures.
“Correct lubrication is essential to machine and plant uptime, especially when taking into account that incorrect lubricant/practices and contamination of the lubricant contribute to 50% of all bearing failures,” notes Eddie Martens, SKF Product Manager, MaPro. “Added to these issues is the actual cost of the lubricant, which is sometimes an unknown factor.”
SKF Quick Lubrication Review is comprised of a dedicated questionnaire specifically drawn up by SKF experts to essentially help with the assessment and benchmarking of customers’ lubrication methods.

After completing the survey, SKF, as a recognised leading expert in the field of lubrication management, can then provide recommendations, suggestions and issue-specific maintenance advice based on the customer’s responses, helping them to identify and enhance specific areas. The more detailed the input, the more comprehensive the advice SKF is able to offer.
In addition, a customised lubrication maturity radar chart will be generated that highlights the strengths and areas for improvement within the lubrication management life cycle.
As an added incentive, pinpointed specific lubrication issues requiring expert advice from the SKF team, supporting details and photographs, can be uploaded during the review. This allows SKF to provide tailored recommendations for any specific concern.
After submitting the questionnaire, which takes only some 20 minutes to complete, the customer is able to download their personalised results. An SKF specialist will then reach out to discuss the outcomes and potential opportunities in greater detail, all without any obligations.
This SKF Quick Lubrication Review provides customers with an invaluable opportunity to elevate their plant lubrication practices with SKF’s expertise for the ultimate enhancement of machine and equipment reliability.
SKF Group, +27 (0) 11 821 3602, samantha.joubert@skf.com, www.skf.com

Pipes, Pumps and Valves Africa - Jan/Feb 2024 39 PRODUCTS & SERVICES
Metso launches Cross Flow Rotary Cooler to decrease water consumption and improve energy efficiency in pyro processing plants
In pyro processing plants, cooling can be quite energy-intensive and impactful to plant performance, utilities and infrastructure.

To tackle these challenges, Metso is introducing the Cross Flow Rotary Cooler. This innovative solution, which is part of Metso’s Planet Positive offering, utilizes the indirect heat exchange principle, where heat is transferred into a secondary air stream. The recovered heat can be used in other plant processes.
“Metso has been designing and supplying rotary equipment like kilns, dryers and coolers for decades. We are particularly proud of the fact that we are always able to keep our equipment design state-of-the-art and to respond

to the challenges of industry and society,” says Chris Urban, Vice President, Heat Transfer at Metso.
“Our innovative Cross Flow Rotary Cooler design can drastically reduce the water consumption and, at the same time, improve the energy efficiency, the carbon footprint and the sustainability of process plants.”
The Cross Flow Rotary Cooler design is based on Metso’s proven proprietary equipment used in rotary coolers and boasts an airfilm cooling shroud design.
Some of the key benefits of the Metso Cross Flow Rotary cooler are:
• Savings in water consumption and capex for water cooling circuit
• Heat recovery and improved plant energy balance
• Improved temperature control
• 35% lighter shrouds than waterfilm shrouds
• Indirect cooling that is suitable for special applications such as oxidation, fouling or scaling
• Simple installation, thanks to reduced instruments and elimination of tank, pump and pipes
For pyro processing plants, Metso’s offering includes a complete suite of pyro processing technologies, rotary kilns and coolers, Premier™ ball mills, indirect rotary kilns for acid roasting, HoloFlite heat exchangers, as well as advisory services for installation and commissioning.
Metso Corporation, chris.urban@metso.com, www.metso.com
40 Pipes, Pumps and Valves Africa - Jan/Feb 2024 PRODUCTS & SERVICES
Tega Industries expands offering to include capital equipment
The minerals processing industry in Africa is due for a shake-up following news of the acquisition of heavyweight minerals processing equipment manufacturer, McNally Sayaji Equipment Limited, by global mill liner and wear parts manufacturer, Tega Group, to offer a more comprehensive and cost-effective solution for the continents beneficiation plants.
Under the auspices of the merged operations the rebranded Tega McNally Minerals Limited (TML), is a manufacturer of equipment for industries such as iron ore, coal, steel, zinc, copper, limestone, rare earth and other minerals as well as aggregates.
This is just the medicine required by local operations according to Tega Industries Africa CEO, Vishal Gautam, adding that the injection of high-quality equipment at reasonable prices and supported by Tega Industries’ unmatched technical expertise is a shot-in-the-arm for local mines who will enjoy a wider range of solutions for

the continent’s challenging conditions. “The McNally acquisition is huge for Tega. We have been a critical spares supplier to mines and materials handling operations for nearly 50 years and will now be able to supply the full solution from the actual grinding mills or screens etc to the screening media, liners and consumables as required by our clients.
This will obviously expand our existing customers’ choices and allow them to do business with the people who have been supplying them with critical parts for years.
“The equipment available will include various minerals processing equipment and will obviously increase our revenue by many fold in Africa and when seen in conjunction with our better than 20% organic growth that we have been achieving over the past few years it becomes clear to see that this new opportunity is something that is needed and will be a great success and we are already approaching international project houses as well and working with the big players here in Africa so watch this space,” says Vishal.
He adds that the acquisition is in line with the company’s vision to provide holistic solutions to the industry while reinforcing its leadership position on African soil. With one of its six manufacturing plants in Brakpan, South Africa, the company has been well rooted in the country since 2006 with customers in Zambia, DRC, Tanzania, Botswana, Mozambique, Ghana, Mali, Burkina Faso and all provinces of South Africa. It remains bullish about the future of African mining.
Tega Industries SA, +27 (0) 11 421 9916, charmaine.lancaster@tegaindustries.co.za, www.tegaindustries.co.za

Pipes, Pumps and Valves Africa - Jan/Feb 2024 41 PRODUCTS & SERVICES
igusGO App lets you design lubrication-free applications in seconds
igus has unveiled its point-and-shoot igusGO App – a cutting-edge solution that allows users to use their mobile phones to photograph equipment and immediately get information that can help improve what moves with a lubrication free alternative.
igus South Africa managing director, Ian Hewat, says the new igusGO App uses our cloud platform with Artificial Intelligence to show the optimisation potential of motion plastics for over 450 applications in just a few seconds. The company has developed a free app that allows users to simply take a photo of their application, whether it’s a coffee machine, a bottling plant or an excavator. igusGO’s intelligence then provides recommendations on where igus products like Bushes, Linear Bearings, Spherical Bearings or Cable Carriers can be incorporated to reduce costs and extend service life without lubrication needs.
“Many of our customers are not aware of just how many application options there are for all our products. Therefore, we developed the igusGO App. It’s an addition
to our product and service offering and is available 24/7,” says Frank Blase, CEO at igus head office in Germany.
The best thing about igusGO’s intelligence continues to grow every day and currently recognizes over 450 applications and the database grows daily based on user submissions.
igus product recognition
Ian says another useful feature of the app is its ability to recognise products for reordering purposes. The technology specifically makes it easy to reorder e-chains from the company’s vast energy chain series. The product recognition app allows users to photograph an installed e-chain and the AI will identify the correct replacement part number from 50 available chain series.
“With our product recognition, we want to help all employees in companies to order spare parts really quickly.”
The igusGO App is now available for free download on Android, iOS and as a web version at app.igusgo.cloud. igus plans future updates like integrating an AI chatbot to answer user questions.
igus South Africa, +27 (0) 11 312 1848, ihewat@igus.de, www.igus.co.za
ENERGYValves: Ball valves

Maintaining an extensive inventory of ball valves featuring various end configurations, including flanged, threaded, and weld-on ends. Moreover, our stock includes ball valves designed for high-pressure environments, as well as those certified for fire safety compliance. Our strategic alignment enables us to adeptly address your ball valve needs. Moreover, we possess the capacity to accommodate specific requests for materials extending beyond the realm of standard stainless steel, encompassing options such as Duplex stainless steel, Hastelloy, Titanium, Alloy 20, 904L, CD4MCu, and a wide array of other exotic materials.
EMV Africa, +27 (0) 11 466 1926, valves@emvafrica.co.za, www.emvafrica.co.za
42 Pipes, Pumps and Valves Africa - Jan/Feb 2024 PRODUCTS & SERVICES
AIR OPERATED DOUBLE DIAPHRAGM PUMPS

Air & Vacuum Technologies
T: +27 (0) 11 318 3241/2/3/4
C: +27 (0) 82 576 9373
E: burnm@vactech.co.za
W: www.vactech.co.za


Monitor Pumps and Systems
T: +27 (0) 11 618 3860
E: info@monitorpumps.co.za
W: www.monitorpumps.co.za
BOOSTER PUMPS

Pumps for Africa
T: +27 (0) 10 594 0335
E: info@pumpsforafrica.co.za
W: www.pumpsforafrica.co.za
BOREHOLE PUMPS

Ernest Electro Engineering
T: +27 (0) 11 792 9550
E: eeeaman@mweb.co.za
W: www.ernestee.co.za
PUMPS

Sulzer Pumps (South Africa) (Pty) Ltd
T: +27 (0) 11 820 6000
F: +27 (0) 11 820 6206
E: CSSEnquiries@sulzer.com
W: www.sulzer.com
DEWATERING PUMPS

Gorman-Rupp
T: +27 (0) 11 397 3536
E: Roger.Cordeiro@gorman rupp.com
W: www.grpumps.co.za

KSB (Pty) Ltd
T: +27 (0) 11 876 5600
F: +27 (0) 11 822 2013
E: info-za@ksb.com
W: www.ksb.com

Sulzer Pumps (South Africa) (Pty) Ltd
T: +27 (0) 11 820 6000
F: +27 (0) 11 820 6206
E: CSSEnquiries@sulzer.com
W: www.sulzer.com
END SUCTION PUMPS

Stewarts & Lloyds (Pty) Ltd
T: +27 (0) 11 917 0778
F: +27 (0) 11 917 0769
E: pipesandfittings@sltrading.co.za
W: www.stewartsandlloyds.co.za
CENTRIFUGAL PUMPS

Atlas Copco
T: +27 (0) 11 821 9854
E: david.stanford@atlascopco.com
W: www.atlascopco.com

KSB (Pty) Ltd
T: +27 (0) 11 876 5600
F: +27 (0) 11 822-2013
E: info-za@ksb.com
W: www.ksb.com
Aquaplex Pumps
T: +27 (0) 76 476 4084
E: gavin@aquaplexpumps.co.za

Integrated Pump Rental
T: +27 (0) 11 894 2906
E: admin@pumprental.co.za
W: www.pumprental.co.za
KSB (Pty) Ltd
T: +27 (0) 11 876 5600
F: +27 (0) 11 822 2013
E: info-za@ksb.com
W: www.ksb.com

SAM Engineering
T: +27 (0) 11 823 4250
F: +27 (0) 11 823 4943
E: sales@sameng.co.za
W: www.sameng.co.za
FIRE PUMPS

C.R.I Pumps S.A. (Pty) Ltd
T: +27 (0) 11 805 8631
F: +27 (0) 11 805 8630
E: cri-za@crifluidsystems.com
W: www.cripumps.co.za
HIGH PRESSURE PUMPS
KSB (Pty) Ltd
T: +27 (0) 11 876 5600
F: +27 (0) 11 822 2013
E: info-za@ksb.com
W: www.ksb.com

Hawk High Pressure Pumps
T: +27 (0) 31 274 8555
T: +27 (0) 11 822 4039
E: sales@hawkpumps.co.za
W: www.hawkpumps.co.za
HORIZONTAL SPLIT CASE PUMPS

APE Pumps
T: +27 (0) 11 824 4810
F: +27 (0) 11 824 2770
E: info@apepumps.co.za
W: www.apepumps.co.za
C.R.I Pumps S.A. (Pty) Ltd
T: +27 (0) 11 805 8631
F: +27 (0) 11 805 8630
E: cri-za@crifluidsystems.com
W: www.cripumps.co.za
Integrated Pump Rental
T: +27 (0) 11 894 2906
E: admin@pumprental.co.za
W: www.pumprental.co.za
KSB (Pty) Ltd
T: +27 (0) 11 876 5600
F: +27 (0) 11 822 2013
E: info-za@ksb.com
W: www.ksb.com

SAM Engineering
T: +27 (0) 11 823 4250
F: +27 (0) 11 823 4943
E: sales@sameng.co.za
W: www.sameng.co.za
Sulzer Pumps (South Africa) (Pty) Ltd
T: +27 (0) 11 820 6000
F: +27 (0) 11 820 6206
E: CSSEnquiries@sulzer.com
W: www.sulzer.com
MAGNETIC PUMPS
AESPUMP SA
T: +27 (0) 17 631 1003
F: +27 (0) 17 631 1002
E: craigg@aespump.co.za
W: www.aespump.co.za
MULTISTAGE PUMPS
KSB (Pty) Ltd
T: +27 (0) 11 876 5600
F: +27 (0) 11 822 2013
E: info-za@ksb.com
W: www.ksb.com

Monitor Pumps and Systems
T: +27 (0) 11 618 3860
E: info@monitorpumps.co.za
W: www.monitorpumps.co.za
Pipes, Pumps and Valves Africa - Jan/Feb 2024 43

Sulzer Pumps (South Africa) (Pty) Ltd
T: +27 (0) 11 820 6000
F: +27 (0) 11 820 6206
E: CSSEnquiries@sulzer.com
W: www.sulzer.com
PERISTALTIC PUMPS
Air & Vacuum Technologies
T: +27 (0)11 318 3241/2/3/4
C: +27 (0) 82 576 9373
E: burnm@vactech.co.za
W: www.vactech.co.za
PIPES

Umulig Engineering
T: +27 (0) 31 942 0489
E: info@umulig.co.za
W: www.umulig.co.za
POSITIVE DISPLACEMENT PUMPS

Monitor Pumps and Systems
T: +27 (0) 11 618 3860
E: info@monitorpumps.co.za
W: www.monitorpumps.co.za
SELF PRIMING PUMPS

C.R.I Pumps S.A. (Pty) Ltd
T: +27 (0) 11 805 8631
F: +27 (0) 11 805 8630
E: cri-za@crifluidsystems.com
W: www.cripumps.co.za
Gorman-Rupp
T: +27 (0) 11 397 3536
E: Roger.Cordeiro@gorman rupp.com
W: www.grpumps.co.za
PUMPS
Integrated Pump Rental
T: +27 (0) 11 894 2906
E: admin@pumprental.co.za
W: www.pumprental.co.za
SLURRY PUMPS

Africa Slurry Pump Solutions
T: +27 (0) 79 402 3662
E: pierre@africasps.com
W: www.AfricaSPS.com
KSB (Pty) Ltd
T: +27 (0) 11 876 5600
F: +27 (0) 11 822 2013
E: info-za@ksb.com
W: www.ksb.com
SUBMERSIBLE PUMPS
Africa Slurry Pump Solutions
T: +27 (0) 79 402 3662
E: pierre@africasps.com
W: www.AfricaSPS.com
Aquaplex Pumps
T: +27 (0) 76 476 4084
E: gavin@aquaplexpumps.co.za

Integrated Pump Technology
T: +27 (0) 11 824 4810
E: info@pumptechnology.co.za
W: www.pumptechnology.co.za

KSB (Pty) Ltd
T: +27 (0) 11 876 5600
F: +27 (0) 11 822 2013
E: info-za@ksb.com
W: www.ksb.com
VACUUM PUMPS
Air & Vacuum Technologies
T: +27 (0)11 318 3241/2/3/4
C: +27 (0) 82 576 9373
E: burnm@vactech.co.za
W: www.vactech.co.za
VERTICAL TURBINE PUMPS
KSB (Pty) Ltd
T: +27 (0) 11 876 5600
F: +27 (0) 11 822 2013
E: info-za@ksb.com
W: www.ksb.com
Busch Vacuum Solutions Africa
T: +27 (0) 11 856 0650
C: +27 (0) 63 686 0869
E: reeza.hoosen@busch.co.za
W: www.buschvacuum.com
Integrated Pump Technology
T: +27 (0) 11 824 4810
E: info@pumptechnology.co.za
W: www.pumptechnology.co.za
Sulzer Pumps (South Africa) (Pty) Ltd
T: +27 (0) 11 820 6000
F: +27 (0) 11 820 6206
E: CSSEnquiries@sulzer.com
W: www.sulzer.com
WASTEWATER PUMPS

Africa Slurry Pump Solutions
T: +27 (0) 79 402 3662
E: pierre@africasps.com
W: www.AfricaSPS.com
VAC-CENT SERVICES (PTY) LTD
T: +27 (0) 11 827 1536
F: +27 (0) 11 824 3590
E: info@vaccent.co.za
W: www.vaccent.co.za
VERTICAL SUMP PUMPS

KSB (Pty) Ltd
T: +27 (0) 11 876 5600
F: +27 (0) 11 822 2013
E: info-za@ksb.com
W: www.ksb.com
VERTICAL SPINDLE PUMPS


Walter Meano Engineering
VersaFlo VSE Pumps
T: +27 (0) 11 873 8620
F: +27 (0) 11 825 1401
E: wme@mweb.co.za
W: www.versaflo.co.za
Gorman-Rupp
T: +27 (0) 11 397 3536
E: Roger.Cordeiro@gormanrupp.com
W: www.grpumps.co.za
KSB (Pty) Ltd
T: +27 (0) 11 876 5600
F: +27 (0) 11 822 2013
E: info-za@ksb.com
W: www.ksb.com
WELL PUMPS
KSB (Pty) Ltd
T: +27 (0) 11 876 5600
F: +27 (0) 11 822 2013
E: info-za@ksb.com
W: www.ksb.com
44 Pipes, Pumps and Valves Africa - Jan/Feb 2024
VAC-CENT SERVICES (PTY) LTD. uality
BALL VALVES

Pleix-Quip
T: +27 (0) 11 736 4994
C: +27 (0) 83 461 0801
E: tiaans@pleixquip.co.za
W: www.pleixquip.co.za
BUTTERFLY VALVES
Ainsworth Valves
T: +27 (0) 10 020 8388
E: sales@ainsworthvalves.com
W: www.ainsworthvalves.com
VALVES
CHECK VALVES
Ainsworth Valves
T: +27 (0) 10 020 8388
E: sales@ainsworthvalves.com
W: www.ainsworthvalves.com

Hydromine
T: +27 (0) 11 608 4292
E: sales@hydromine.biz
W: www.hydromine.biz
Invincible Valves (Pty) Ltd
T: +27 (0) 11 822 1777
F: +27 (0) 11 822 3666
E: enquiries@invalve.co.za







Enserve Engineering Services (Pty) Ltd
T: +27(0) 16 971 3385
F: +27(0) 16 971 3935
E: mail@enserve.co.za
W: www.enserveonline.com

Hydromine
T: +27 (0) 11 608 4292
E: sales@hydromine.biz
W: www.hydromine.biz

Seapro SA
T: +27 (0) 11 397 1126
T: +27 (0) 10 109 2703
E: info@seaprosa.co.za
W: www.seaprosa.co.za
DIAPHRAGM VALVES

Asahi Africa
Boksburg Branch:
T: +27 (0) 11 397 4353
F: +27 (0) 11 397 4368
E: info@asahi-africa.com
W: www.asahi-africa.com
Asahi Africa
Durban Branch:
T: +27 (0) 31 563 3923
F: +27 (0) 31 563 3929
E: joshua@asahi-africa.com
W: www.asahi-africa.com

Bray Controls Africa
T: +27 (0) 10 007 3222
E: sales@bray.com
W: www.bray.com

KSB (Pty) Ltd
T: +27 (0) 11 876 5600
F: +27 (0) 11 822 2013
E: info-za@ksb.com
W: www.ksb.com

KV Controls (Pty) Ltd
T: +27 (0) 16 100 4592
E: fred@kvcontrols.co.za
W: www.kvcontrols.co.za
W: www.invalve.co.za

Macsteel Fluid Control
T: +27 (0) 82 495 2772
C: +27 (0) 11 383 4000
E: Rowan.Blomquist@macfluid.co.za
W: www.macsteel.co.za
Pleix-Quip
T: +27 (0) 11 736 4994
C: +27 (0) 83 461 0801
E: tiaans@pleixquip.co.za
W: www.pleixquip.co.za
Seapro SA
T: +27 (0) 11 397 1126
T: +27 (0) 10 109 2703
E: info@seaprosa.co.za
W: www.seaprosa.co.za
CONTROL VALVES
Bray Controls Africa
T: +27 (0) 10 007 3222
E: sales@bray.com
W: www.bray.com
Invincible Valves (Pty) Ltd
T: +27 (0) 11 822 1777
F: +27 (0) 11 822 3666
E: enquiries@invalve.co.za
W: www.invalve.co.za
KSB (Pty) Ltd
T: +27 (0) 11 876 5600
F: +27 (0) 11 822 2013
E: info-za@ksb.com
W: www.ksb.com
FLOW CONTROL VALVES
Asahi Africa
Boksburg Branch:
T: +27 (0) 11 397 4353
F: +27 (0) 11 397 4368
E: info@asahi-africa.com
W: www.asahi-africa.com
Asahi Africa
Durban Branch:
T: +27 (0) 31 563 3923
F: +27 (0) 31 563 3929
E: joshua@asahi-africa.com
W: www.asahi-africa.com




Hydromine
T: +27 (0) 11 608 4292
E: sales@hydromine.biz
Seapro SA
T: +27 (0) 11 397 1126
T: +27 (0) 10 109 2703
E: info@seaprosa.co.za
W: www.seaprosa.co.za


VACSERVE (PTY) LTD
T: +27 (0) 11 827 1536
F: +27 (0) 11 827 3590
W: www.hydromine.biz (PTY) LTD
E: info@vacserve.co.za
W: www.vacserve.co.za
GATE VALVES
Ainsworth Valves
T: +27 (0) 10 020 8388
E: sales@ainsworthvalves.com
W: www.ainsworthvalves.com
Pipes, Pumps and Valves Africa - Jan/Feb 2024 45
(PTY)
LTD
www.vesconite.com VESCONITE MAKES VALVES LAST LONGER Call: +27 11 616
C M Y CM MY CY CMY K
1111
Invincible Valves (Pty) Ltd
T: +27 (0) 11 822 1777
F: +27 (0) 11 822 3666
E: enquiries@invalve.co.za
W: www.invalve.co.za

Valcon Valve & Controls
T: +27 (0) 11 453 7537
E: valconsa@iafrica.com
W: www.valcon.co.za
KNIFE GATE VALVES
C.R.I Pumps S.A. (Pty) Ltd
T: +27 (0) 11 805 8631
F: +27 (0) 11 805 8630
E: cri-za@crifluidsystems.com
W: www.cripumps.co.za

Mine Track & Tools (Pty) Ltd
T: +27 (0) 11 412 4536/1665
E: info@minetrack.co.za
W: www.minetrack.co.za
PRESSURE REDUCING VALVES

CALAFRICA Hydronic Solutions
T: +27 (0) 11 795 1519
C: +27 (0) 83 303 1437
E: technical@calafrica.co.za
W: www.calafrica.co.za
THERMOSTATIC CONTROL VALVES
VACSERVE (PTY) LTD
T: +27 (0) 11 827 1536
F: +27 (0) 11 827 3590
E: info@vacserve.co.za
W: www.vacserve.co.za
VALVE
Enserve Engineering Services (Pty) Ltd
T: +27(0) 16 971 3385
F: +27(0) 16 971 3935
E: mail@enserve.co.za
W: www.enserveonline.com

Mine Track & Tools (Pty) Ltd
T: +27 (0) 11 412 4536/1665
E: info@minetrack.co.za
W: www.minetrack.co.za
Seapro SA
T: +27 (0) 11 397 1126
T: +27 (0) 10 109 2703
E: info@seaprosa.co.za
W: www.seaprosa.co.za
VALVES FOUNDRY

Hydromine
T: +27 (0) 11 608 4292
E: sales@hydromine.biz
W: www.hydromine.biz
Seapro SA
T: +27 (0) 11 397 1126
T: +27 (0) 10 109 2703
E: info@seaprosa.co.za
W: www.seaprosa.co.za
KEW Foundries
T: +27 (0) 53 841 0474
F: +27 (0) 53 841 0473
E: info@kewfoundries.co.za
W: www.kewfoundries.co.za

Ukuthela Foundry Projects
T: +27 (0) 12 719 8860
E: ukuthela@live.co.za


VALVES 46 Pipes, Pumps and Valves Africa - Jan/Feb 2024 + 27 (0) 87 700 9834 sales@pumpsandvalves.co.za www.pumpsandvalves.co.za ADVERTISE WITH US TODAY !!
RECONDITIONING