


Our passion for screening was conceived at the end of the 1970s
We have always demonstrated intuition and enthusiasm, thanks to which we have successfully established ourselves in the world of screening.
Our way of working is characterised by a high level of flexibility, which allows us to obtain significant immediate results Direct contact with customer issues constantly stimulates our planning.
We offer an absolute guarantee of quality, and we have always guaranteed optimum operation of the vibrating screen made ad personam
We are a 100% Made in Italy company; every one of our vibrating screens is entirely made in-house.
Our vibrating screens are able to cope with very difficult screening and high hourly flow rates, thanks to the special vibrating motors installed, designed to operate continuously 24 hours a day, 365 days a year.
01-32
BAKING SUPPLIES, EQUIPMENT AND INGREDIENTS
33-65 PROCESSES AND PACKAGING
66-80
POWDER - BULK SOLIDS
84- 98 NEWS
99-113 AUTOMATION
114 -124 EXHIBITIONS

SONIA V. MAFFIZZONI Editorial Manager

RE PIETRO SRL
POPPING MACHINE RP-EVO. PG. 20/22
UNIVERSAL PACK SRL

60 YEARS OF INNOVATION, SUSTAINABILITY AND GLOBAL EXCELLENCE. PG. 42/44

TARNOS S.A.
ELECTROMAGNETIC VIBRATING FEEDERS: A SMART MOVE FOR FOOD AND PACKAGING LINES. PG. 70/72
In this issue we explore three perspectives currently shaping the food processing industry: bakery and confectionery innovations presented at IBIE in Las Vegas, packaging and labeling technologies highlighted at Fachpack in Nuremberg, and powder processing solutions showcased at Powtech. These events demonstrate how tradition and innovation converge.
Bakery and confectionery rely on centuries-old know-how, now enriched by biotechnology, data-driven processes, and smart automation. Packaging and labeling increasingly respond to demands for sustainability, traceability, and stronger brand identity. Powder technologies ensure efficiency and consistency in countless formulations, securing reliability from raw materials to finished products. Across these sectors, the common thread is evident: the industry is evolving toward smarter, safer, and more sustainable solutions, capable of addressing performance, health, and global challenges while keeping human expertise and creativity at the core.




editorial management and registered office: Editrice Zeus Srl: Via Cesare Cantù, 16 20831 Seregno (MB) - Italy
Tel. +39 0362 244182 / +39 0362 244186 web site: www.editricezeus.com e-mail: redazione@editricezeus.com portal: www.itfoodonline.com skypeTM: editricezeus
Editrice Zeus: +39 379 2421278
Machineries, plants and equipment for food and beverage industry year XXXVI - issue n. 4 - September 2025
editorial manager
S.V. Maffizzoni redazione@editricezeus.com
editorial production Sonia Bennati bennati@editricezeus.com
account dep. manager Elena Costanzo amministrazione@editricezeus.com
project and layout design
ZEUS Agency grafica@editricezeus.com
creative dep ZEUS Agency grafica@editricezeus.com translations ZEUS Agency in partnership with: Thai-Italian Chamber of Commerce info@thaitch.org printing ZEUS Agency
Italian Magazine Food Processing
Europe: single issue: Euro 25 Annual (six issues): Euro 120
Outside Europe: single issue: US$ 30 Annual (six issues): US$ 170
Subscription payment can be made in the name of Editrice Zeus srl, by bank money transfer or cheque.
Italian Magazine Food Processing
An outline of the suppliers of machines, plants, products and equipment for the food industry. Published: monthly. Registration: Court of Monza no.10 of 05.09.2018. Shipment by air mail art.2 comma 20/b law 662/96 Milan. Panorama dei fornitori di macchine, impianti, prodotti e attrezzature per l’industria alimentare Periodicità: mensile. Autorizzazione del Tribunale di Monza, n.10 del 05.09.2018
Spedizione in a. p. 45% art. 2 comma 20/b legge 662/96 Filiale di Milano
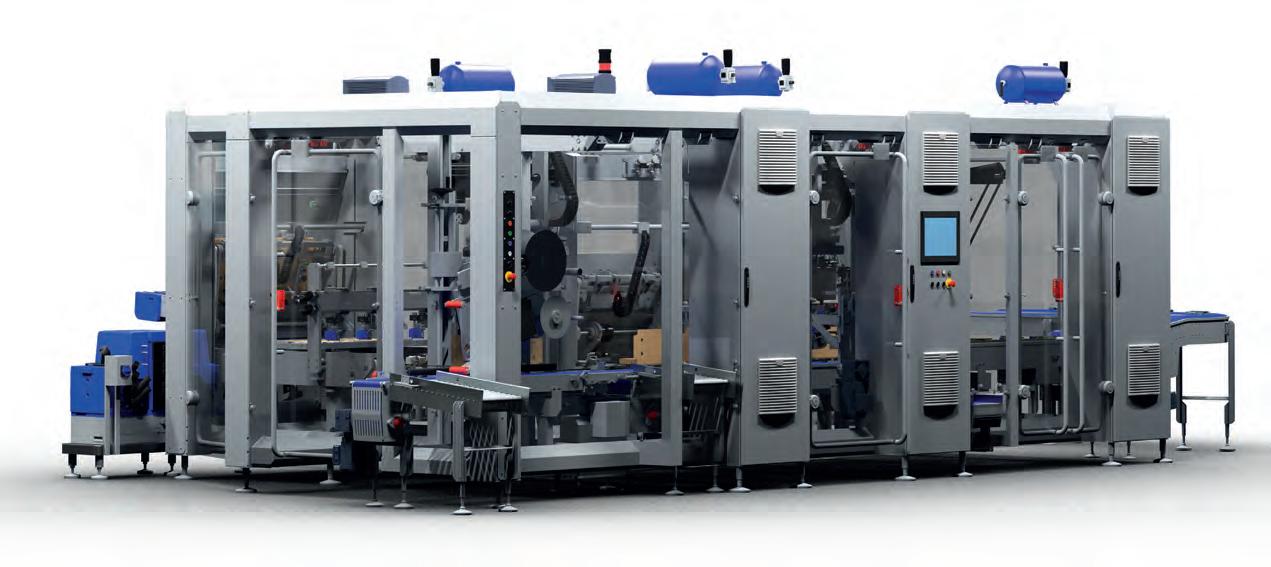
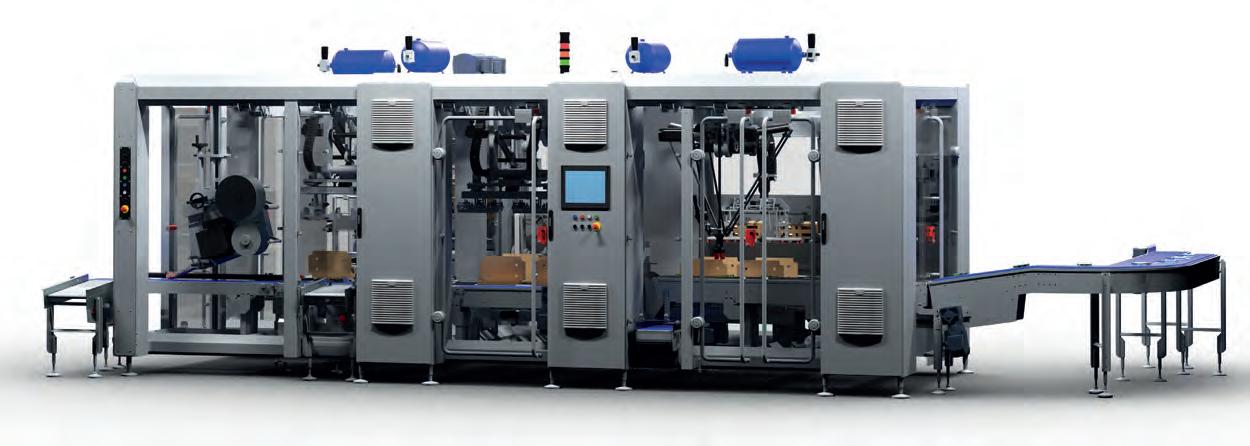
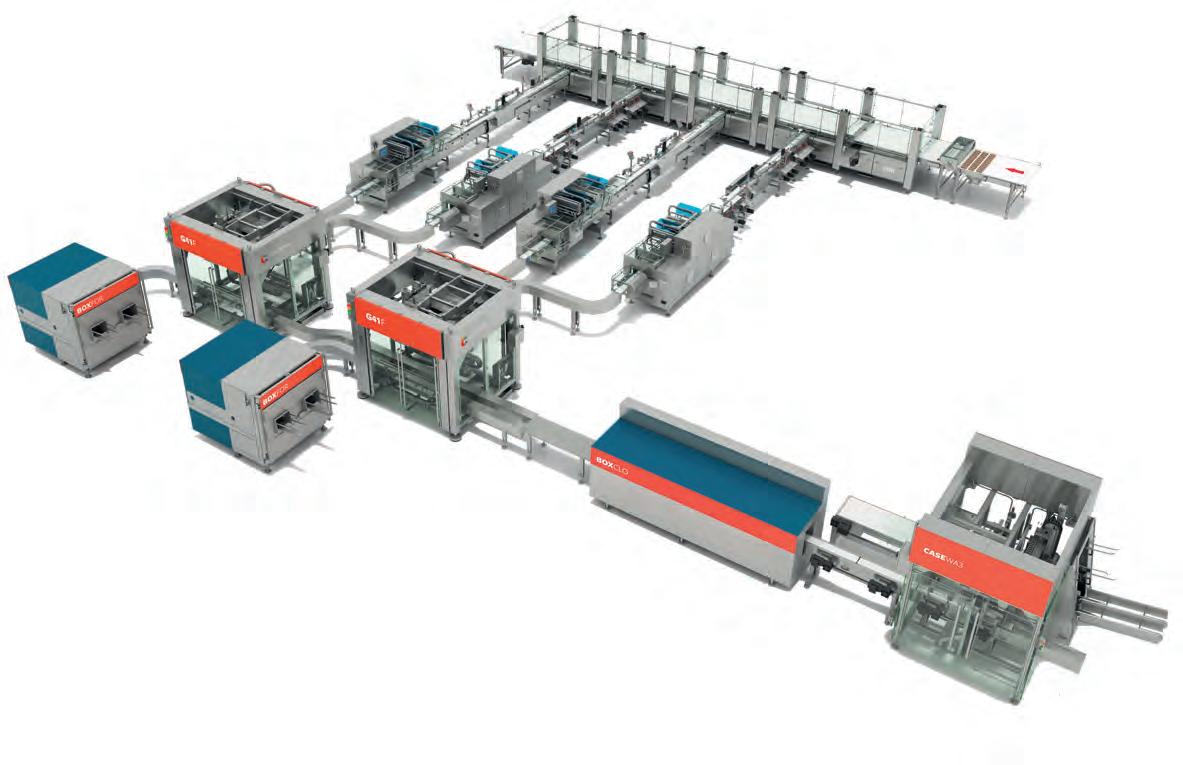
Cama Group develops a multi-machine replacement programme that will see competitor’s overly complicated machines replaced by state-of-the-art, quick-changeover packaging technology
Uptime is one of the most important metrics a packaging technology OEM can offer. With operational equipment effectiveness (OEE) maximised, end-user customers can get the best possible return on investment thanks to high levels of high efficiency throughput, with minimal interruptions.
Maximum uptime is a primary feature of machines developed by the Cama Group, even those designed to handle multiple product sizes and counts.

Through clever design and highly flexible architectures, the Italian packaging technology expert can completely remove some changeover routines, and for those that are unavoidable
complexity and time are kept to an absolute minimum thanks toolless fasteners, RFID-coded parts and intuitive AR/VR interfaces, which create unambiguous easy-to-follow instructions.


This capability was recently highlighted in a packaging solution developed to package four different sizes of bakery products, in seven different packaging counts, Cama’s technology is replacing older packaging machines from a competitor that are overly complex, inefficient to changeover and demand a lot of maintenance.
“The contract is to replace all 15 machines,” explains Davide Di Lorenzo, Sales Engineer Manager at Cama Group.
“We are confident that the initial designs are as close to spec as we can get them, but we have built a framework into the contract where we will
regularly liaise with the customer to ascertain if any improvements can be made for the next batch of machines.
Our highly flexible automation, robotics, and mechanical architecture means we can keep our designs and their method of operation highly agile.”
In operation products are oriented by lineside personal on an infeed conveyor.
A vision system is used to ascertain locations before delta robots – developed in house by Cama specifically for packaging operations – pick them and place them into boxes, which are formed in pairs and placed into a rotary phasing unit.
All boxes receive a leaflet, which is put in place using a directional inserter and, depending on the product size and count, an interlayer is also inserted for extra protection between layers.
Once filled, the boxes are sealed, weighed and labelled before being checked with an advanced vision system.
The only changeover required between batches is for the forming and closing system. This is in stark contrast to the machines they are replacing, where virtually every module had to be replaced when the size or product count was changed.
“Our machines have also been designed to offer maximum accessibili-
ty,” explains Di Lorenzo, “so changeovers and scheduled maintenance are as easy as possible.
This openness is even more impressive when you consider the real estate we had to work with. The production floor is very tight on space, but we were able to create a machine just 7.5 m long (9 m with infeed conveyor).
This compact design is due to the flexibility of our modular sections where we can fit six operations into three modules, which, when combined with a rotary box phaser keeps size to an absolute minimum.”
Compared to the machines they are replacing the Cama technology makes effective use of more modern technology and does so without complicating operator interactions and operations.
“The customer had realised that its existing machines were overly complicated and, if anything, too articulated, and they required far too much time and effort for changeovers between batches,” Di Lorenzo adds. “Although our machines are technologically more capable, our incor-
poration of RFID, AR and VR systems means that what little changeover and maintenance steps there are, can all be achieved much more easily and quickly.
Aside from the technology angle, the customer had also created a very strong relationship with Cama”
This is another example of Cama’s forward-thinking approach to packaging technology.
By understanding its customers’ pain points and then designing simple and fast ways to overcome them, Cama has developed yet another solution that set the pace in terms of operability, real estate use, ease of use/access and throughput
www.camagroup.com



Dolcezze Savini is a company based in Tuscany that for three generations has passionately been working in the art of bread and pastry making, using old processing techniques and carefully selected ingredients. From its factories in Valdarno, for over fifty years Dolcez-
ze Savini has been baking high-quality products such as the famous bread cooked in a wood-burning oven, made with Tuscan wheat.
In addition to the different varieties of bread and pizza made with different types of flour, the Valdarno brand bo-


asts a rich pastry production that also includes the typical traditional pastries from Siena produced by the historic company Fiore 1827, acquired by Dolcezze Savini in 2017.
Among these specialities there are three important IGP products: two of them are from Siena and they are Panforte and Ricciarelli, while the almond biscuits named Cantuccini are linked to the Tuscan territory. For a long time, Dolcezze Savini has focused its activity on a production that pays particular attention to the importance of some elements such as natural ingredients, reduced gluten products, palm oil-free products and a clearer labelling system.



The current size of the company, which counts more than a hundred employees in total, has not affected the original characteristics of Dolcezze Savini, confirming its vocation for craftsmanship, its dedication to quality and its desire to be at the forefront of the technology used in its factories.




In this regard, in 2019 the company built a new production plant of over 4,000 meters with the clear intention of investing in technological innovation. Alongside the integration of two new semi-automatic lines for the production of partially baked bread, the new investment has opened more space for


artisanal production with the strengthening of the production of handmade pizza dough. The company has also developed a complete electronic management system, making it part of the world of industry 4.0. This innovation process has found full achievement in the strengthening of its packaging

sector, for which Dolcezze Savini has called upon the group Tecno Pack, a leading company in the supply of packaging technologies.
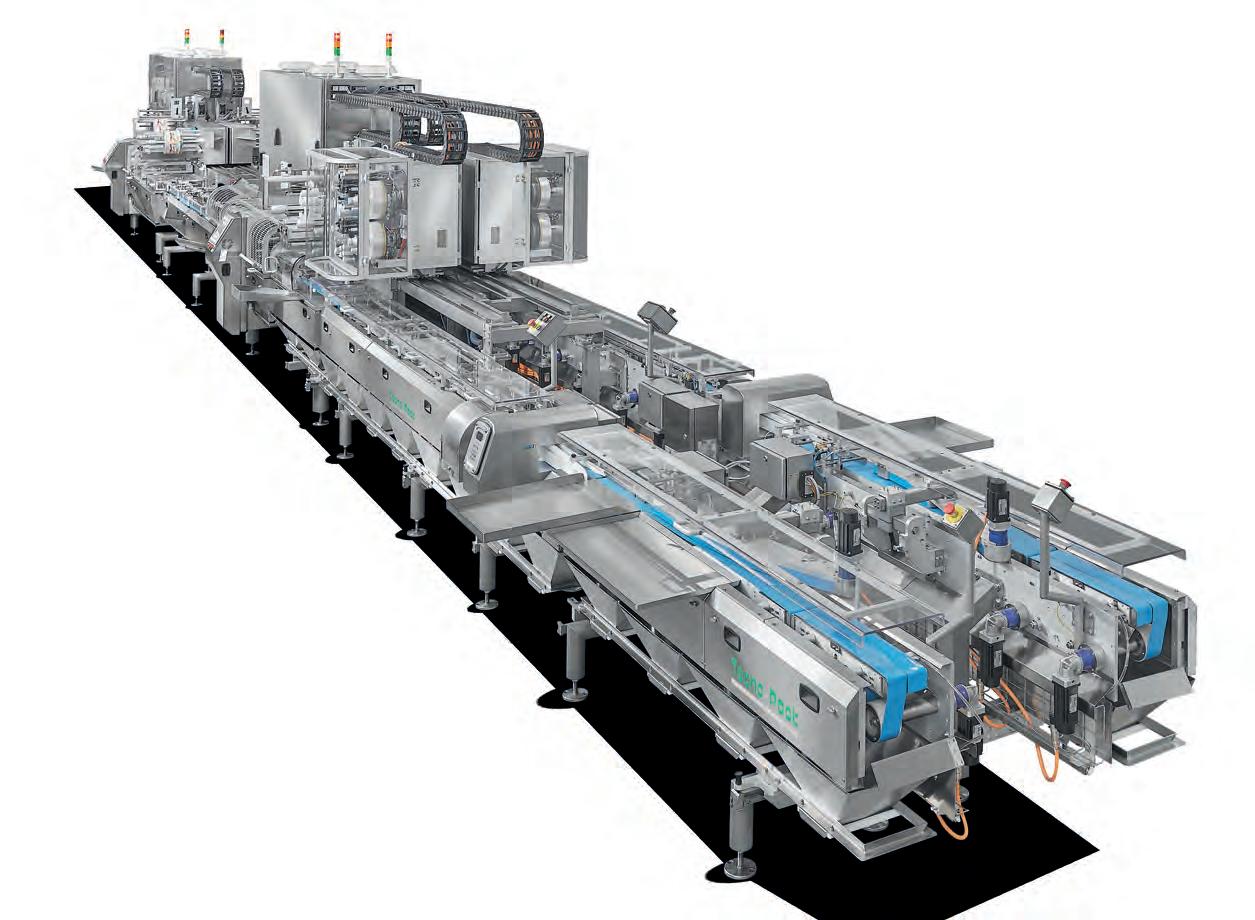
For over 30 years Tecno Pack has been designing, manufacturing and distributing horizontal packaging machines and automatic packaging systems for the food industry and other sectors. Tecno Pack is a group of companies including Tecno Pack, IFP and GSP. Based in Schio, in the pro-
vince of Vicenza, Tecno Pack stands out for being a pioneer and innovator in the packaging industry, developing cutting-edge solutions, increasing the digitalization of machines and plants, offering its customers excellent results with limited investments.
The partnership between Tecno Pack and Dolcezze Savini has resulted in the development of three packaging lines, specifically designed by the group for the bread sector of the Tuscan company. These, in detail, are

the new packaging lines implemented in the production system of Dolcezze Savini: •Monopiega Diamond 650 wrapper. This is an innovative and highperformance shrink wrapping machi-


ne, designed to wrap small, medium and large-sized items as well as thin solid products;
• Flow pack ATM FP 025 line suitable for pizza dough and ideal for “pinsa” (a traditional pizza made with an ancient Roman recipe). This horizontal packaging machine is specific for modified atmosphere packaging thanks to the tight packs granted by the sealing system. It is the most suitable flow-wrapper when aesthetically good-looking packages with high-quality side gussets and thick wrapping materials are required;
• The FP 015 line for sandwiches. This horizontal pillow pack wrapper
has a particular cantilevered frame with easy accessibility that helps sanitation, both for hygienic and maintenance reasons, guaranteeing full safety at work.
At the same time, the historical production carried out by Fiore 1827 was also implemented with the purchase of a vertical + multi-head packaging machine to improve the type of packaging and achieve greater production efficiency.
With the selection of these tailormade solutions, designed according to the production needs of Dolcezze Savini, the Tecno Pack
group not only proves to be a leading manufacturer in the sector of packaging machines and systems but also confirms to be the ideal partner to integrate new technologies created as “tailor-made” solutions according to specific automation requirements
The precious and fruitful collaboration between the Tecno Pack group and Dolcezze Savini represents the utmost expression of the most recent technological innovation combined with traditional working procedures for the production of a great variety of quality products with an authentic artisanal flavour.

“
Bread is as old as civilization itself, but today it looks to the future with new eyes. Hybrid fermentations, predictive data and artificial intelligence are transforming the white art into an evolved science. Technology and tradition are not mutually exclusive: they reinforce one another. Because even a dough can become intelligent-if it’s thoughtfully conceived.


Tby Sonia V. Maffizzoni
he time of bread and the time of innovation
Bread is one of humanity’s oldest foods. A symbol of sharing, work, and family. Yet, more than ever, this millennia-old food is undergoing a radical transformation-quiet, yet concrete. Today’s baking comes with new expectations: sustainability, traceability, health, and cost control.
Just to share some data: according to Innova Market Insights, 55% of global consumers seek foods that offer measurable functional benefits, while Euromonitor reports that over 60% of baked goods launched in 2024 include at least one health-related claim on the label. The message is clear: it’s no longer enough for bread to be good-it must do good, tell a story, and adapt to a changing society (perhaps because it is its symbol). When we talk about “smart bread”, we don’t mean just algorithms. We’re talking about bread that stems from a deeper mindset: smart is what adapts. A “smart” bread reads its context, integrates nutritional needs, responds flexibly to raw materials, optimizes processing times, reduces waste, and respects the environment.
Intelligence in baking is therefore both artificial and real: technical, but also cultural. It’s the result of a deep connection between human expertise, fermentation, and innovation.
Where does the dough’s intelligence begin?
It starts with fermentation. That’s where most innovation is focused today.
As baking professionals know, yeasts are no longer limited to traditional strains. Today, selected strains are engineered for specific functions-boosting nutrient bioavailability or reducing simple sugar formation. Hybrid fermentations, combining yeast and lactic acid bacteria, improve digestibility, flavor complexity, and shelf life.
Even the pre-ferment is no longer a standard preparation, but a dynamic system. Fermentation is now modulated over time and calibrated according to the enzymatic content of the flour, ambient temperature, and humidity. Some plants, for example, use sensors to monitor microbial metabolic activity in real time. This allows proactive adjustment of the process, minimizing waste and flavor deviations.
The result is more stable doughs, with batch-to-batch consistency-an essential condition for industries seeking both artisanal appeal and quality standards.
If yeast is the living heart of dough, artificial intelligence is its analytical brain. Today, AI can process thousands of production data points: rheological curves, water absorption rates, ambient temperature, flour strength variations.
In one real-world case, an industrial bakery with smart systems integrated in-line sensors and predictive software to analyze the dough’s behavior during proofing. This enabled automatic adjustment of resting times based on humidity and flour strength, reducing texture variability by 15% and ensuring consistent quality in the finished product.
Once the domain of expert bakers’ eyes and hands, these data are now systematically processed by predictive algorithms-delivering more accurate, constant, and documentable control.
In some facilities, digital twins simulate the dough’s entire journey-mixing, proofing, baking-in a virtual environment. This allows parameter testing without halting production. Integrated AI systems can already correct mixing speed or proofing time in real time, based on incoming raw material.
Smart bread is no longer just a lab dream: it’s already being implemented.

Efficiency, flavor, and wellness: the new bread triangle
Price used to be the key issue. Today, bread is also about positioning, health, and perceived value. According to Mintel, over 40% of European consumers view bread as “healthy only if it’s rich in fiber or protein.” And a 2024 FMCG Gurus report says more than 30% of buyers look for digestive benefits on bread labels. Hybrid fermentations enhance the nutritional profile without compromising taste. New functional flours, combined with selected yeasts, produce low-glycemic breads rich in soluble fiber or bioavailable phytocompounds. At the same time, technology enables more efficient resource management: less waste, less energy, faster output. The future of bread rests on three inseparable pillars: production efficiency, perceived wellness, and sensory pleasure. Flavor is part of the value. Intelligence, here, means designing it systemically.
Yeast and machine: alliance, not opposition
Technology does not erase human expertise-it amplifies it. Master bakers in industrial contexts are now called to interpret data, read dough behavior, and interact
with learning machines. An experienced baker knows by touch when hydration is right, or when dough needs more time or warmth. Today, that knowledge can be recorded, shared, and replicated. Data becomes collective memory, company heritage-even a training tool. In many plants, the baker has evolved into a “process baker”: a professional who guides machines while preserving artisanal sensibility. It’s not about replacing the human touch-it’s about extending and industrializing it. Even gestures become smart.
Beyond flour: bread as a social interface
Bread has always been more than food. It’s a daily act, a shared culture, a symbol of connection. Baking the future means recognizing this and putting it at the core of transformation.
In a world where every ingredient can be traced, every process optimized, and every choice narrated, bread becomes an interface between maker and consumer. Innovation is not just technical: it’s the possibility to build more conscious, inclusive, and sustainable supply chains.






In the world of baking, pastrymaking and pizzerias, precision in dough mixing time control is essential to ensure quality and repeatability in production processes. Sitec, a company specializing in the production of professional timers and temperature controllers, presents the new Timer 144 OLED Blue, a technological evolution that combines reliability, ease of use, and advanced functionality.
This new model is the natural successor to the Double Timer 72x144, maintaining mechanical and electrical compatibility with the previous version while introducing a renewed interface. The main innovation is the 2.42-inch Blue OLED display, which ensures high resolution and high contrast, making it easier to read information.
Equipped with a dial with 11 LEDs for intuitive adjustment, the Blue OLED Timer 144 allows optimal control of the mixing time for dough mixers with two or three mixing phases In addition, the presence of four additional LEDs provides a clear indication of the movement of the bowl and spiral,

with a warning LED for immediate monitoring of the work cycle.
Notable features include pre-mixing time management with reverse bowl rotation, the ability to program mixing times up to 60 minutes, and storage of up to 10 customizable recipes.
These functions help to standardize processes, reduce errors, and improve production efficiency.
For those needing even more advanced control, Sitec offers models with additional features, including dough temperature display and the management of inverter motor for even greater recipe customization.

With its combination of advanced technology, reliability and practicality, the Blue OLED Timer 144 proves to be an ideal solution for industry professionals, helping to raise the standards of precision and quality in machining processes. Visit:


The new Sitec electronic timer combines the practicality of a manual dial with the precision of digital technology
• Up to 10 stored recipes
• Simplified installation: Plug and Play with the traditional Sitec timer
• Adjustable working times settings via LED dial and indications on display for easy control
• Control of up to three working times
• Management of bowl rotation direction and spiral speed, with possible reverse time setting of the first bowl speed.
• 2.42” blue OLED display for high contrast and ease of reading
Option to add an additional board for:
• Inverter motor control for bowl and spiral
• Dough temperature visualization
• Temperature alarm thresholds
ENHANCE THE VALUE OF YOUR MIXERS WITH SITEC PRODUCTS
The POPPING MACHINE RPEVO is the latest-generation press designed by Re Pietro Srl for the production of both cereal cakes and no-fried popped snacks and popped chips. In line with the global shift towards healthier alternatives, these products are seeing a continuous rise in demand. Re Pietro Srl, with its commitment to innovation, is setting new industry standards for popped chips production, offering a cutting-edge solution that simplifies and revolutionizes the manufacturing process.
With the POPPING MACHINE RPEVO, once the mold is chosen and installed, you can effortlessly transform cereals or micro-pellets into delicious, fragrant cakes or crispy popped snacks and popped chips. Its versatility and efficiency allow for two different products to be made with a single machine.
These products are increasingly popular, not only as healthier alternatives to traditional bread but also as a quick snack - with or without protein content- or even as decorative elements for dishes and desserts.
Thanks to the POPPING MACHINE RP-EVO, you can preserve the taste and freshness of the raw materials— whether rice, legumes, corn, cereal mixes, or micro-pellets—ensuring your customers receive a healthy, flavorful product with an array of shapes and flavors.
When it comes to mold options, the possibilities are vast. The press can create large and small round shapes, ridged rounds, triangles, squares, hexagons, and rectangles, just to name a few.
Custom molds can also be created based on specific customer requests.


Focus on the Popping Machine RP-EVO
The machine features a robust nickelcoated steel structure, food-grade certified materials, and a stainless-steel electric panel.
Its touch screen control panel, which swivels and rotates to eye-level, makes the operation user-friendly.
Equipped with a hydraulic system, the POPPING MACHINE RP-EVO generates the high pressure necessary for the expansion of cereals or micro-pellets, turning them into crispy popped snacks and popped chips or fragrant puffed cakes. The volumetric dosing is managed by a pneumatically operated feeding plate, ensuring precision.


The molds used to shape the puffed cakes, popped snacks and popped chips are made from hardened steel, coated with titanium nitride to guarantee durability and prevent sticking.
These molds, along with all parts in direct contact with the product, comply with MOCA (Materials and Articles in Contact with Food) regulations under EU Regulation No. 1935/2004, ensuring food safety standards are met. Both the upper and lower molds are heated with separate cartridge heaters, which are controlled by thermoregulators for optimal temperature management.
Each machine is equipped with its own PLC (Siemens S7-1200) and a 7” control panel. The HMI (Human Machine Interface) allows for easy adjustment of production phases, recipe storage, and troubleshooting through its advanced diagnostic system.
Pietro
The POPPING MACHINE RP-EVO marks another milestone in Re Pietro Srl’s long history of excellence. For

over 90 years, the company has been a leader in food processing machine manufacturing, combining cutting-edge technology with solid experience, while maintaining the exceptional quality that comes with the “Made in Italy “ brand.
Not just technology, but passionate people behind Re Pietro’s success
Re Pietro will assist you from the beginning till the end to manufacture an “ad hoc” plant that fully satisfies your
requests, and you can rely on us for any assistance required.
With installation and training, its fast and reliable after-sale assistance from remote or on site, Re Pietro is a valuable partner: talk to us about your new project of popped snacks, popped chips or puffed cakes production, we can help you to develop it.
For more information, visit our website www.repietro.com




For over 50 years, Colussi Ermes has been synonymous with innovation and quality, but at the heart of the success lies the dedication of the people behind the brand. Engineers, technicians, designers, and customer support specialists work with passion every day to satisfy all customers’ needs and to develop solutions that truly make a difference. Compact machine design, energy consumption reduction, minimal consumption in water and detergent use, automatic cycles, loading/offloading automation, and analytical and monitoring tools are just a few of Colussi Ermes sustainability benefits. Hygienic design, rounded shapes, impecca-

ble water draining, and easy access to any zone, guarantee absolute hygiene.
Global leader in the design and production of advanced washing and drying systems for the food industry, Colussi Ermes has become specialized not only in the bakery, confectionery, fruit & vegetables,
meat, dairy, poultry, and fishery sectors, but also in more complex fields such as the pharmaceutical, hospital, logistics and automotive sectors. Colussi Ermes is a globally recognized company with over 7,000 washing systems installed worldwide. Since July 2022, it has been a proud division of Middleby Food Processing,






a leader in the industry that brings together a portfolio of world-class brands with cutting-edge, complementary technologies. As part of Middleby, Colussi Ermes contributes to delivering best-in-class, full-line solutions for food production, ensuring the highest standards of quality, efficiency, and innovation for customers worldwide.
Here’s an exclusive preview of the innovative systems you’ll discover at IBIE 2025!
Automatic and highly versatile systems for washing and sanitizing crates and baskets, suitable for all sectors of production, ensuring impeccable washing for any type of crate, and providing the best results in terms of hygiene. The production range includes cabin or tunnel systems for washing trays with the possibility of selecting various options: one, two, or three tracks, horizontal or vertical. Advanced automation and intelligent handling systems improve workflow, maximizing productivity. Customization of hourly wash cycles, from just a few pieces up to 10,000 crates/hour, allows for maximum flexibility to meet diverse production needs.

High capacities – up to 4200 crates/hour with the double-rotor spin-dryer and up to 2100 crates/ hour with the single-rotor spin-dryer – speed and perfect drying result are the key features that set apart this new generation of Colussi Ermes spin-dryers along with the possibility to dry different type of crates, foldable or rigid. this machine can dry a high number of crates with a minimum footprint.
In just a few seconds the Colussi Ermes spin-dryer can achieve excellent drying with low electrical energy consumption, making this both an efficient and cost-effective solution.

Automatic systems designed to wash and sanitize pans - stand-alone or inline - are available in tunnel or cabin versions, with variable capacities, up to over 30 items/minute, bottomdown loading and infeed heights of up to 4”. They offer the flexibility to wash pans of various shapes, types, heights, and sizes.
In the cabin version, the trays are placed on special trolleys that are perfectly washed thanks to the slow rotation of the loading platform, which allows the washing solution to reach the entire surface of the trays and components: its unique and innovative centrifugal system allows a significant reduction of energy consumption and space while guaranteeing the maximum efficiency on washing and drying.
The cabin can be equipped with one or two doors, available in manual, automatic, or pass-through options. With manual or automatic loading and unloading options, these pan washer machines can be fully customized to seamlessly integrate into the production line. They ensure maximum hygiene and impeccable microbiological results while preserving the integrity of the pans and optimizing water consumption.
www.colussiermes.com









“Come on, it’s just a conveyor belt, right?” Wrong. It’s not just a belt.
In the world of food production, a conveyor is never a neutral component. It connects machines, yes-but it’s also where efficiency, hygiene, safety, and ultimately product quality are put to the test. Yet too often, the choice of conveyor is underestimated-as if all belts were the same.
They’re not.
Each application has its own requirements. Each product behaves differently. Each production environment poses unique challenges.
Overlooking these factors can lead to downtime, contamination, waste, and safety risks.
Let’s take unwrapped products. Even saying “unwrapped” isn’t enough: a dry croissant is nothing like a honeycovered bar or a slice of filled cake. Some products are sticky. Others produce crumbs. Some are incredibly fragile.
In fresh food processing, hygiene demands are at their highest. Here, belts must be washable, cavity-free, and easy to sanitize.
Belts with internal fabric layers are unsuitable-if the fabric is exposed, it becomes impossible to clean. That’s why monolithic belts, with no internal reinforcement, are often used. Sure, they’re stiffer and not ideal for tight curves or small transitions-but they guarantee maximum hygiene. In dry food processing, the picture changes.
Crumbly products like crackers or cookies? A modular chain works wellthe crumbs can fall through and be removed easily.




But if the product is coated or contains fillings, you’ll need PU belts that can be scraped clean.
Each situation requires its own level of care.
Even wrapped products raise key questions:
Is it a white zone or a grey zone?
Does the conveyor need to be washable?
Are high speeds involved?
Are there narrow spaces?
Is low noise a must?
In general:
• Tabletop chains are ideal for heavy loads, high speeds, and complex layouts.
• Modular belts offer more flexibility but may be noisier.
• If it’s a washable area, even the frame matters: at the very least, legs
should be stainless steel-if not the entire structure.
(invisible)
There are also crucial-but less obviousfactors:
• Is the conveyor on the ground or suspended?
• Will it require frequent maintenance?
• How many different formats will it carry?
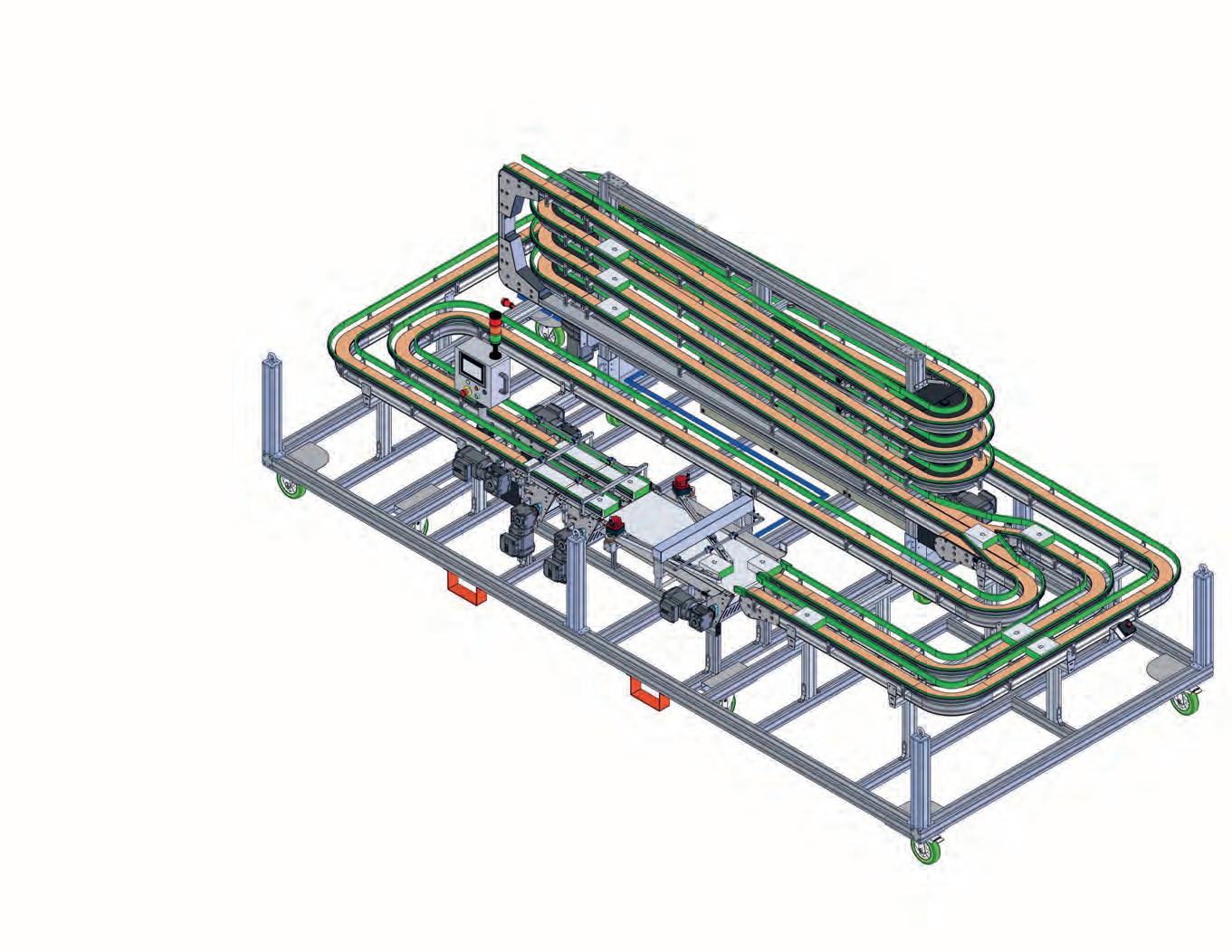
If the conveyor is suspended, durability becomes a priority since maintenance is harder. If it’s on the floor, operator safety is key-requiring short pitch designs to reduce risk. And if your line needs to manage multiple formats, you’ll need a solution that’s both flexible and adaptable. Finally, remember: no machine works in perfect sync with the next. That’s why accumulation systems or buffers are essential to ensure continuous flow. But that’s a story for another post.
At M.H. Material Handling, we understand these challenges. For nearly 40 years, we’ve been designing custom conveyors for every kind of line, product, and need-from fresh to packaged goods.
From our SaniFlex washable series, to our BAT accumulation system with USC chain, to the ModulFlex range with modular belts-each solution is built on real listening and deep expertise.
When you choose a conveyor, you’re not choosing a part.
You’re choosing a result. And for that, you need someone who truly knows the craft. Want to learn more? Get in touch-we’ll show you how to make your line more efficient. mhmaterialhandling.com
Functional flours are no longer a niche product-they are a strategic asset for the food industry. From health to sustainability, from processing to perceived value, these ingredients are redefining the very concept of raw materials. In a constantly evolving scenario, personalization, traceability, and technology are the key words… as flour becomes a true protagonist of innovation.
The new face of flour
Over the past five years, flour has stopped being a simple commodity and has become a strategic ingredient capable of defining brand identity and shelf positioning. The double-digit growth of the “functional flours” segment—which includes protein-rich, fiber-rich, mineralrich, or naturally gluten-free varieties—is driven by a mix of factors: focus on well-being, curiosity for new sensory profiles, and the need for differentiation in a saturated market.
According to a 2024 Euromonitor report, the functional flour segment recorded a compound annual growth rate (CAGR) of 7.5% in Europe, peaking at 10% in markets such as Germany, Scandinavia, and Italy. Alternative grains are also gaining ground: sorghum flour consumption,

by Elisa Crotti

for instance, has increased by 22% in Western Europe over the past three years. The real turning point, however, is that demand is no longer coming only from end consumers. Buyers, retailers, and co-packers are now seeking short, traceable supply chains with high technological value and consistent industrial performance.
What are consumers and buyers looking for?
Health, for sure—but not at the expense of taste. The 2025 consumer profile includes clear claims—high protein, source of fiber, gluten-free, low carb—backed by solid certifications and credible storytelling. According to NielsenIQ, more than 62% of European consumers regularly read nutrition labels, and 48% say they are willing to pay more for products perceived as healthier. In other words, today’s consumers are more mature and aware, including about greenwashing practices.
That’s why ethics and transparency must go beyond the label; they must be demonstrated through numbers, audits, and impact reports.
Several studies on blends of traditional and legumebased flours have shown that substitutions between 20% and 35% can significantly increase protein content while improving the overall nutritional quality of the final product. For example, incorporating sorghum or dehulled lentils allows for bakery products with “source
of iron” claims and sensory profiles positively accepted by consumers.
Meanwhile, ingredients like red lentil flour and fermented oats are gaining popularity due to their nutritional profile and excellent baking performance. The former is naturally rich in protein and bioavailable iron; the latter enhances digestibility and delivers a rounded, full flavor.
Not all flours behave the same. Functional flours don’t perform like standard white flour: they absorb more water, alter dough rheology, and respond differently to oven and fryer heat curves. This calls for flexible equipment, in-line sensors, and advanced rheological expertise. In modern mixers, micro-dosing systems reduce waste due to granularity variation by 15%. In industrial sourdough systems, hybrid starters cut fermentation time while ensuring soft textures, even with low gluten levels.
A concrete example is the use of climate-controlled chambers integrated with rheologically controlled mixers, which can adjust in real-time to the water absorption variations typical of protein-rich or high-resistant starch flours. This ensures consistent dough quality and minimizes waste and rework.
Thus, quality is measured as much in the lab as on the production line.

From field to shelf, the keyword is “credibility.” Flours derived from regenerative crops or by-products (e.g., stabilized rice bran) not only reduce environmental impact but also justify a premium price in the eyes of increasingly conscious consumers.
According to Innova Market Insights, 52% of European consumers want to reward companies that demonstrate ethical and environmental commitment. B Corp certifications, blockchain traceability, and comparative LCAs are now essential tools: those who adopt them see an average 20% increase in purchase intent. The “green badge” alone is no longer enough; the story of the ingredient, the relationships with producers, and the social impact must all be communicated. When ethics are tangible, price becomes an investment.
The future speaks a clear language: personalization. Today, mills, ingredient suppliers, and manufacturers are co-developing custom flour blends tailored to nutritional needs (more plant protein for meal replacement, more beta-glucans for heart health) or processing needs (controlled water absorption, color stability after baking). The goal is a portfolio that adapts in real-time to market trends and agricultural availability, rendering rigid categories like soft and hard wheat obsolete.
A recent project developed a blend of heat-treated oats, dehulled lentils, and apple fiber, based on European studies on highly stable functional blends with claimable nutritional value.
The evolution won’t stop at varietal selection. The first artificial intelligence platforms are already analyzing millions of rheological, climatic, and sensory data points to predict the behavior of a new flour before it’s even milled.
Start-ups and international research centers are developing digital twins of doughs to simulate the entire processing workflow—kneading, fermentation, and baking—in a virtual environment. This will allow for “line-proof” blend design, reduce time-to-market by over 30%, and minimize waste. AI-based predictive systems can also suggest the optimal time to switch batches or adjust process parameters according to available raw materials.
Flour has become a vehicle for health, ethics, and technological innovation. Those who combine agronomic research, process expertise, and authentic storytelling will lead a thriving market that rewards those who transform an ancient ingredient into a driver of added value.

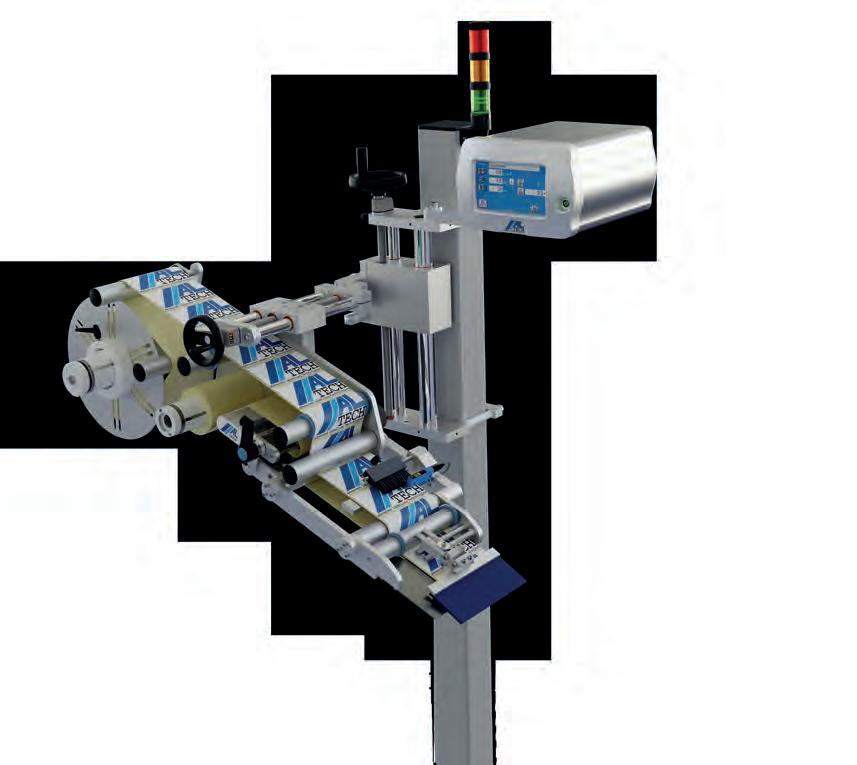
High-performance ALritma labelling head:
• Modular structure with swiveling components.
• High-torque stepper motor.
• Unwinder with expansion locking system.
• Rewinder with collapsible device for easy liner removal.
• Harsh-environment kit: IP55 protection, stainless steel bearings.
• Separate IP55 fanless control box.
• Microprocessor control for high accuracy at variable speed.
• 7” multilingual touchscreen panel with 100 recipes and Industry 4.0 connectivity.

Innovation or conservation? These philosophies are apparently opposite and irreconcilable. The former promises superior performance and new features. The latter guarantees the reliability and practicality typical of tried and tested solutions.
ALTECH is committed to both innovation and conservation in our labelling machines. Each of them contains the most innovative technologies, but it is also the result of design refinements based on 30,000 acceptance tests. Thanks to such technical expertise, we are able to state that every labeller we offer is not only state-of-the-art, but it is also user-friendly, functional, and reliable.
An example? Our ALritma labelling head.
ALTECH Srl
Viale de Gasperi, 70 20008 Bareggio (MI) - Italy
Tel. +39 02 90363464
info@altech.it
www.altech.it

The ALTECH labelling systems of the ALbelt series provide an excellent price/performance ratio, without any compromise concerning reliability and robustness.
The ALbelt systems come in numerous configurations based on specific labelling needs and can label different types of products, such as bottles, cans, jars, tubs, boxes, and trays.
The ALbelt systems are fitted with ALstep or ALritma labelling heads and can be equipped with printers to customise labels with variable data, as well as with product spacers, wrapping units for cylindrical products, adapters and bending units for corner labels.
If necessary, the ALbelt systems can take on specific configurations to meet particular needs, such as top and bottom labelling or non-stop configurations.
ALTECH has recently supplied a system featuring both capabilities to an important producer of cold cuts in Italy.
The system is fitted with two ALritma labelling heads, which are positioned in such a way as to apply a label on the bottom of trays.
The operational logic allows it to detect the end of labels on the first head and automatically activate the second one, thus making it possible to change labels without stopping the labelling process.
A third labelling head on the top is set up to apply a “hook” label to hang the tray on a display rack.
All functions and parameters are managed via a PLC system featuring a


7-inch colour touchscreen panel that can store and manage up to 100 labelling formats.
The system can be interfaced via Ethernet, which enables remote access to monitor its health and status, e.g. for remote assistance. Moreover, the OPC-UA protocol makes the machine
compliant with Industry 4.0 requirements.
ALTECH Srl is a leading Italian company specialised in the production of material coding, identification, and labelling systems.
For further information: info@altech.it - www.altech.it
Quality, speed and service are our strenghts MACHINING
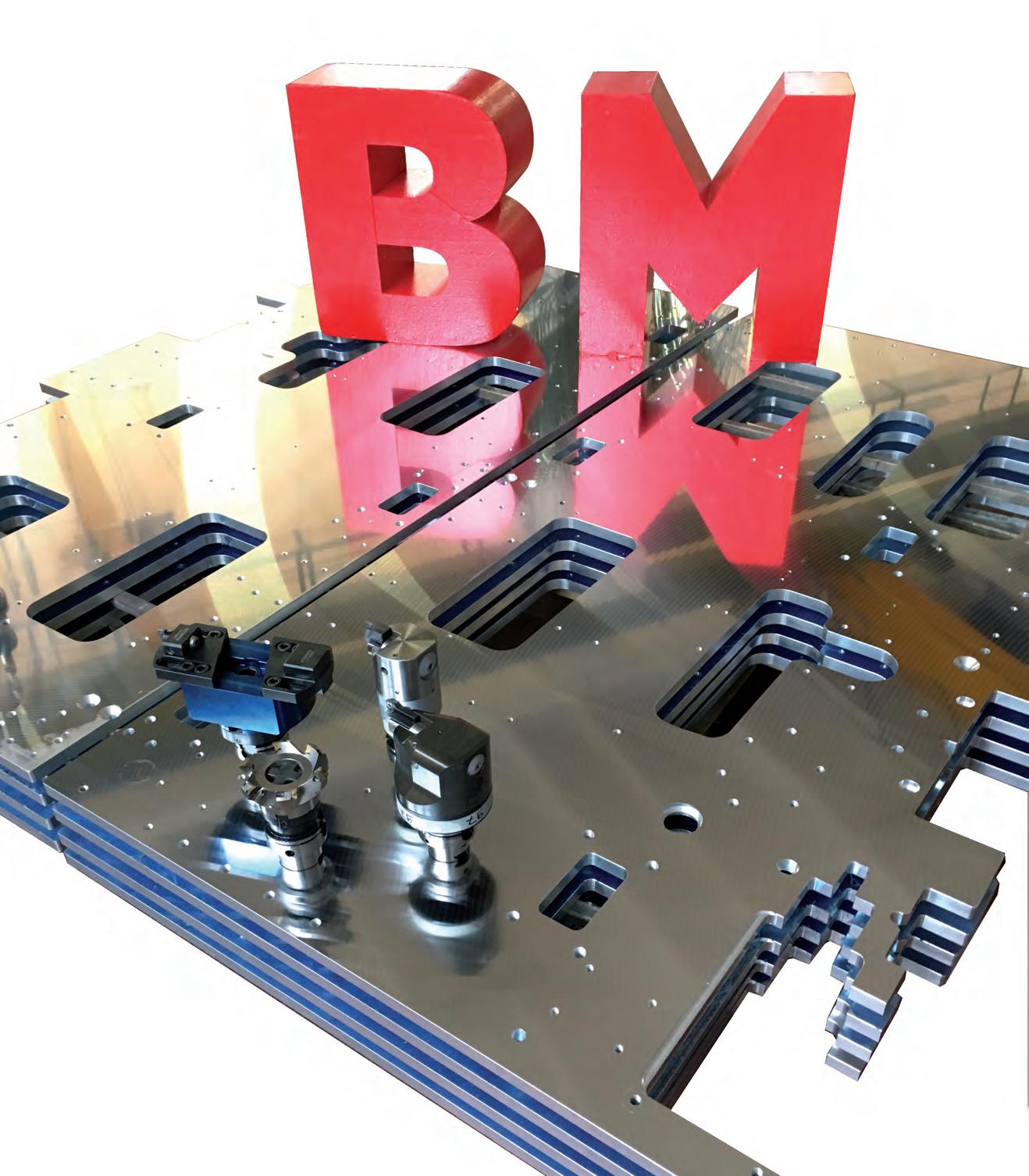
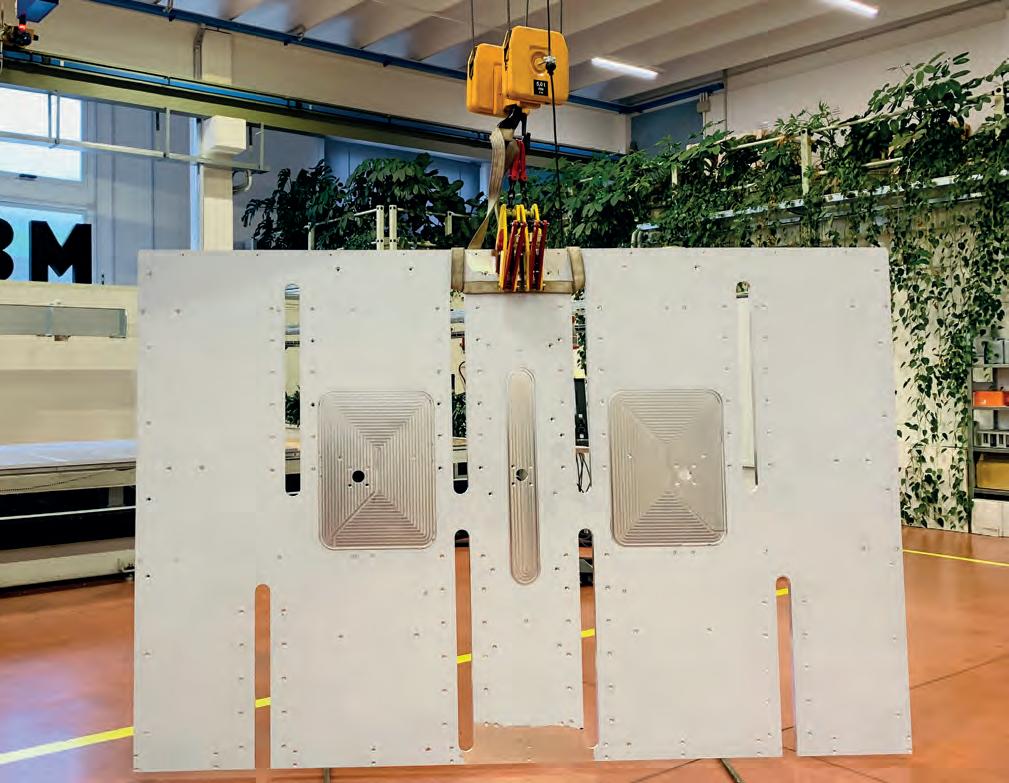
With over fifty years of experience, the Venetian company stands out for its cutting-edge solutions in CNC machining, surface treatments, and aluminum anodizing, ensuring quality, speed, and international certifications.
Founded over fifty years ago, B.M. Group S.r.l. has established itself as a leader in aluminum machining and treatment, offering complete and certified solutions for the food industry and other industrial sectors. The company, based in the province of Vicen-

za, operates two strategically located production hubs in Thiene and Zanè, both easily accessible from major highways.
This prime location enhances logistics efficiency and ensures rapid response times to customer needs.
At the helm of B.M. Group is Silvano Busin, the company’s President and a key industry figure with deep sector expertise, who personally oversees the technical department.
Alongside him, Vice President Marina Vitacca manages communica-
tion strategies and research departments, ensuring an innovative and forward-thinking approach. The company’s team consists of young, skilled professionals committed to continuous improvement and professional development.
One of the company’s main strengths is its ability to perform CNC machining on large aluminum plates, utilizing machinery capable of processing pieces up to 13 meters in length and 2.5 meters in width. This expertise has allowed B.M. Group to establish itself in key European markets, catering to the needs of a niche sector with high-quality standards.
In addition to mechanical processing, the company provides a comprehensive range of preliminary treatments, including mechanical brushing with various finishes, chemical pre-treatments, and aluminum anodizing.
These integrated services ensure tailored solutions and a high level of customization for clients.
The company’s efficiency is further enhanced by a large warehouse that stocks materials in various al-
loys (such as 5083, 6082, 7075) and different thicknesses. This enables B.M. Group to promptly meet customer demands, reducing lead times and optimizing production efficiency.
The quality of its processes and products is certified by the ISO 9001:2015 standard, demonstrating a firm commitment to excellence. Upon request, B.M. Group can provide order compliance declarations, MOCA certifications (for materials and objects in contact with food), measurement reports, anodizing certificates, and material certificates, all in accordance with the UNI EN 10204 European standard. By combining experience, know-how, and passion, B.M. Group positions itself as a reliable and innovative partner for companies seeking cutting-edge solutions in aluminum processing and treatment. Its

dedication to continuous improvement and focus on specific customer needs make it a key reference point in the sector, capable of making a difference in the global market.
www.bmgroupsrl.com


by Thomas Dohse Director of interpack

The trade fair world never stops.
Among long-standing events and new projects, interpack stands as an undisputed benchmark for the international packaging and processing industry.
The next edition is scheduled to take place in Düsseldorf from 7 to 13 May 2026, returning after three years with impressive figures and top-level content.
During our recent visit to Düsseldorf, we had the opportunity to meet Thomas Dohse, Director of interpack and one of the most authoritative voices on the global exhibition scene. Together, we explored what’s happening behind the scenes of one of the industry’s most anticipated events.
Thomas, interpack is widely regarded as the premier event for the packaging world. What can we expect in 2026?
Sonia, we’re less than a year away from opening the halls, and I can already confirm: we are completely sold out.
Every square metre has been assigned, and we’re preparing for a rich, vibrant edition with exhibitors from all over the globe, thousands of visitors, and an international atmosphere that’s part of interpack’s identity. After three years, we’re back with full energy. It will be, I assure you, a truly unique trade fair.

Edited by SONIA V. MAFFIZZONI BENNATI
As we know, interpack covers a broad spectrum of equipment, technologies, production lines and materials, as well as packaging trends. What will be the central themes this time? We’ve identified three main thematic pillars that reflect the industry’s current priorities and the ongoing changes.
The first of these is smart manufacturing: everything related to intelligence in processes, automation, and the ability of machines to collect and interpret data.
Artificial intelligence is now making a strong entrance into our sector.
The second pillar focuses on innovative materials. We’ll feature at least 1,000 exhibitors dedicated to packaging materials, and we expect major developments in terms of sustainability, performance, weight reduction, and recyclability.

Finally, the third theme is future skills, the growing need for new expertise, new professional profiles, and new approaches. interpack will also serve as a forum for this.
Technological innovation alone isn’t enough and cultural innovation is just as crucial.
There’s still some time to go, but expectations are already high.
What’s the mood behind the scenes?
There’s a great buzz.
interpack is unlike any other trade fair. I say this with conviction: for many companies, this is where they decide “how to present themselves to the world”.
Exhibitors begin planning months, sometimes even years, in advance, deciding what to showcase, which solutions to highlightand what message to convey. The same applies to visitors. People don’t come to interpack by chance; they come because they know they’ll find real innovation, global partnerships, and concrete solutions.
And in terms of international visitors?
What’s your strategy?
We’ve already launched a comprehensive global programme.
Soon, I’ll be travelling across continents for official presentations, engage with new stakeholders and strengthen ties with our long-standing partners. We invite everyone to start preparing now, including arranging flights, hotels and documents.interpack is a major event, so getting organised early will give youa real advantage.
interpack 2026 is shaping up to be an edition full of content, but also of responsibility.
It will be tasked with interpreting a rapidly evolving industry, suspended between industrial demands, technological progress, and shifting market expectations.
In this context, the fair won’t just be a showcase, but also a privileged observation point for a transforming sector.
As the halls take shape, the agenda is defined and the industry gears up, interpack 2026 stands out as much more than an exhibition, it will be a pivotal moment to witness the industry’s evolution, understand where it’s heading, and measure its pace.
Save the date for interpack 2026 and explore all the innovations that are reshaping the future of packaging.
www.interpack.com





In 2025, Universal Pack celebrates a major milestone: 60 years of business. This journey of continuous growth has been driven by a relentless pursuit of technological innovation, a deep-rooted commitment to environmental responsibility, and strong, long-standing relationships with customers across the globe.
FACHPACK 2025 (Hall 2, Stand 2-509) will be the perfect opportunity to celebrate this legacy of excellence and to unveil next-generation single-dose packaging solutions that seamlessly combine sustainability, efficiency, and reliability—the core pillars of the company’s vision for the future.
Sustainable packaging: a responsible choice for the future
At Universal Pack, sustainability is not
with compostable, recyclable, and recycled films.
Leveraging rigorous testing protocols and advanced tools such as Life Cycle Assessment (LCA), Universal Pack is able to quantify and minimise environmental impact without ever compromising on packaging quality, machine performance or regulatory compliance.
This proactive, science-based approach positions Universal Pack as a strategic partner for companies ai-
ming to reduce their ecological footprint while enhancing product value.
To stay at the forefront of innovation, Universal Pack fosters close collaborations with leading international film manufacturers, multinational companies, and prestigious academic research centres. These partnerships enable the co-development of new, forward-thinking materials and packaging concepts that meet both environmental and functional requirements.

Each material undergoes extensive testing on Universal Pack’s proprietary systems, ensuring optimal machine compatibility and performance. The result is a portfolio of solutions that deliver not only sustainability, but also exceptional efficiency, safety, and shelf appeal—designed to meet the evolving needs of a competitive global market.
Universal Lab: science at the heart of packaging
The beating heart of Universal Pack’s innovation lies in Universal Lab, the company’s in-house research and development centre.

For over three decades, its multidisciplinary team of highly qualified scientists and engineers has been dedicated to the precise analysis of materials and products. Their expertise ensures that every packaging machine is tailor-made to the specific properties of the product and the laminate being used.
From flowability and sealing behaviour to barrier properties and thickness tolerance, every variable is carefully considered. This scientific and methodical approach empowers Universal Pack to deliver fully customised, highly performant packaging solutions, capable of meeting even the most demanding technical and regulatory specifications.
Founded in 1965, Universal Pack marks its 60th anniversary in 2025—a remarkable achievement that underscores the company’s enduring commitment to innovation, manufacturing excellence, and sustainable development.
Over the decades, the company has installed more than 8,000 packaging systems in over 160 countries, becoming a trusted partner for lea-

ding global brands in both the food and pharmaceutical industries. Driven by a culture of passion, strategic vision, and customer-centricity, Universal Pack has built a reputation for delivering reliable, future-ready solutions that add value and drive growth.
This landmark anniversary is not only a time to reflect on past achievements but also a launchpad
towards exciting new horizons. With a sharp focus on the future, Universal Pack continues to invest in Industry 4.0 technologies, ecoconscious materials, and advanced packaging solutions—including stick-pack machines, four-side seal sachet equipment, and fully integrated packaging line. Visit: www.universalpack.it



by Stefano Astori
Spare Parts Manager of BBM


Based in northern Italy and with an international scope, BBM is a benchmark in the regeneration and supply of complete packaging lines for the food & beverage industry. Combining cost-efficiency, innovation and customisation, the company responds to growing market demand, driven by increasingly complex technical, environmental and regulatory requirements.
BBM specialises in revamping and supplying complete packaging lines: how much has the demand for refurbished solutions grown and what advantages do they offer compared to new equipment?
Over the past twenty years, we’ve seen a constant growth in interest for refurbished solutions. This is due to several reasons. First of all, a regenerative approach effectively addresses new production needs, for example, the introduction of tethered caps, the use of recycled PET or increasingly frequent format changes. All this can be achieved with significantly lower investment compared to purchasing new machinery.
For many companies, it’s the perfect compromise: they can get a line that meets modern standards, with performance close to new equipment, but at up to 50% lower cost and with much shorter lead times.
Furthermore, sustainability has become a key driver: refurbishing machinery extends its life cycle, reduces waste and lowers the overall environmental impact.
Your portfolio includes long-standing brands in the beverage and food sectors: what are
the most frequent requests from these clients and how do you meet them with a tailored approach?
In most cases, international customers are looking for a reliable and skilled partner, someone who can guide and support them in solving issues that arise during the production process. We often gain their trust not only thanks to our cost-effective spare parts and upgrades,compared to OEMs, but also thanks to our fast delivery and handson support in sourcing the most suitable materials for their specific needs. Unlike OEMs, who usually offer standardised packages and spare part lists, we stand out with a customised approach: we analyse each request in detail and develop truly bespoke solutions tailored to the customer’s requirements.
Your mechanical and electronic design department also develops proprietary solutions: how does internal innovation contribute to improving plant performance? Innovation is one of our key strengths, and we develop it in-house. Our technical and R&D department is very active and able to design both mechanical and electronic upgrades. For example, we can adapt outdated machinery to work with new operating pressures, improving energy

efficiency, or we can design compatible spare parts when original ones are no longer available. Our crossfunctional expertise allows us to work on machines from different manufacturers, integrating modern electronics, advanced PLCs and remote control systems.
After-sales services, from spare parts supply to predictive maintenance, are a strong point: how strategic is it today for a food company to rely on structured technical support?
For us, support is not an add-on: it’s a core pillar of our offer. We manage an extensive internal spare parts warehouse, allowing us to ship quickly and avoid costly downtime.
Our technical team is ready to intervene even on weekends, with the kind of flexibility only an independent company can provide.
We also organise tailored training sessions for both our technicians and our customers, as we strongly believe in knowledge transfer: the more prepared the operator, the lower the risks of breakdowns, mistakes or inefficiencies.
With headquarters in Italy and operations worldwide, BBM deals with different
markets and regulations: in your view, what are the main technological and regulatory challenges that the food & beverage industry will face in the coming years?
The most complex part of working internationally is dealing with customs regulations.
Every country has its own set of rules, which means that for each destination we must prepare different documentation and follow specific procedures. This requires particular attention and constant updates on international standards.
www.bbmpackaging.com


85years of long history, within which PREO has always stood
out for the strong spirit of innovation and the technology of its products. Since its first steps in the high-precision mechanical industry, PREO has been an important point of reference worldwide.
The early 90s, an important date for the history of PREO, gave rise to the production of hot gluing systems, where the company redefined the standards in the “conception” and construction of the first systems, which were characterized by high-performance technologies and innovation that marked a historic turning point in the sector.



PREO was the first company on the market to produce gluers which over time have become true “classics”. It is known as history that the first LCD display was controlled via a rotary switch and was introduced for the first time in a gluing system. Afterwards, a few years later, the “Full Touch” version was made with a 7” display was introduced.
A further innovation brought by PREO to the world of hot-melt systems was the introduction of the design, which became a constant in all its products and marked a small but great revolution in the sector, also providing a stimulus to competition so that hotmelt systems were not just anonymous “metal boxes”.
PREO wanted to amaze and rewrite all the rules this year by launching a new series of hot-melt systems on the market that have the characteristics to become a milestone and a point of reference in the global panorama of hot-melt systems.
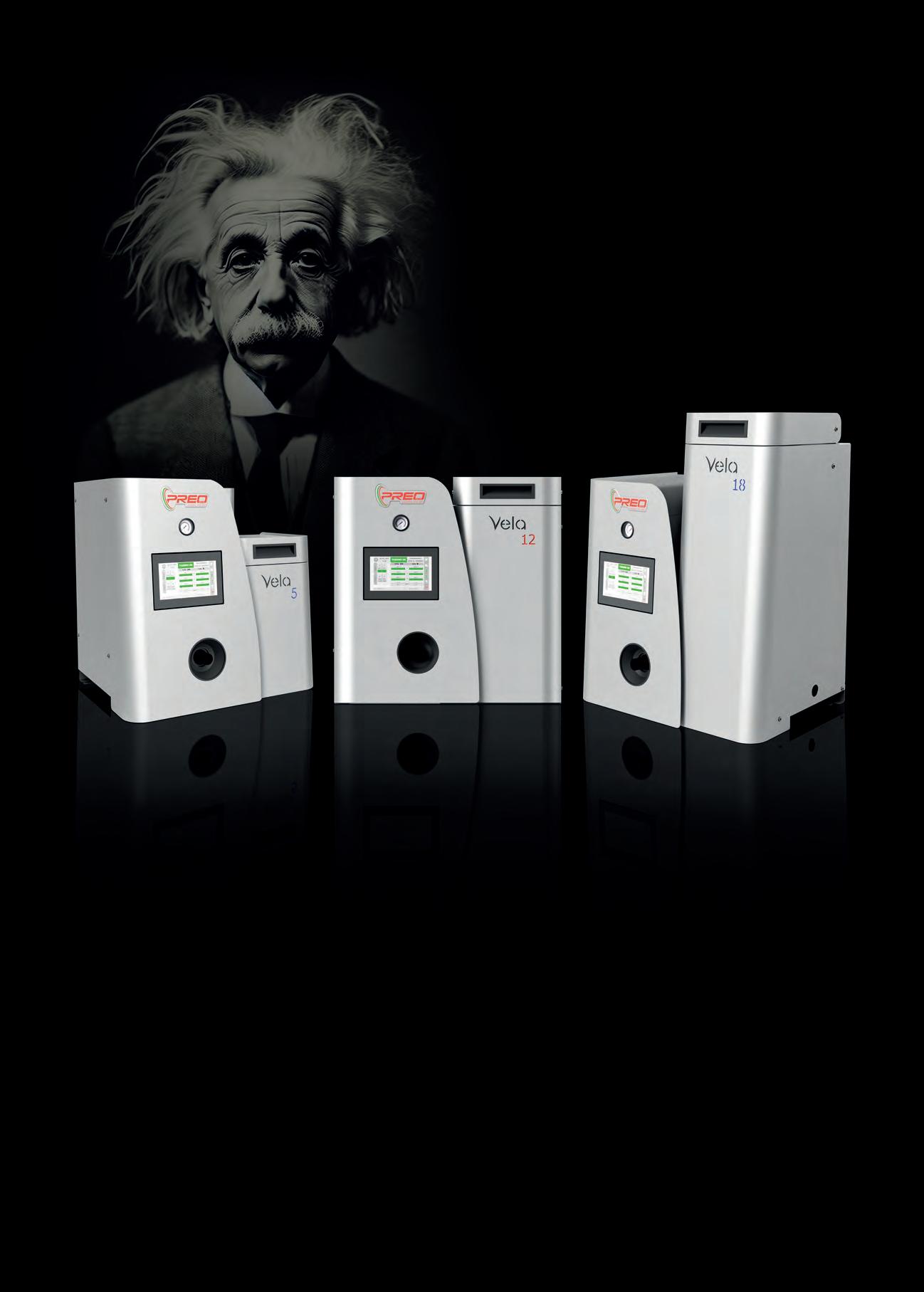
PREO is therefore pleased to announce and present the new line of Vela hot-melt adhesive systems!
The new gluers not only represent a step forward in adhesive application technology, but also offer several advanced features, designed to improve productivity and versatility. Vela has a light and compact structure, which facilitates transport and installation even in the smallest workspaces.
One of the most distinctive aspects of Vela is obviously its unique, innovative and elegant design. PREO paid particular attention to creating a machine that not only excelled in terms of technical specifications, but was also aesthetically pleasing and functional.
The combination of high quality materials, modern lines and attention to detail in the design demonstrate PREO’s commitment to providing products that combine aesthetics and functionality, offering a superior user experience to its customers.
Another key feature of Vela is its extraordinary modularity thanks to a system that allows flexibility and customization based on the specific needs of each customer.
The facilitated installation thanks to the plug & play connections and its easily interchangeable modules make Vela the perfect and most suitable system for different applications and types of gluing.
An additional advantage of Vela is its compatibility with other existing systems. PREO has designed this machine to easily integrate with a wide range of systems and equipment already installed in companies’ production processes so that they can upgrade their production lines without the need for expensive replacements or radical modifications.
With the launch of Vela, PREO takes a further step towards environmental sustainability. The new machine is equipped with an isolation that significantly improves the insulation system. This technological improvement, combined with a sophisticated thermoregulation algorithm of the new electronics installed, not only increases the energy efficiency of the machine, reducing energy consumption, but also contributes to reducing the environmental impact of the entire gluing process.
The external insulation keeps the internal temperature constant, reducing heat loss and ensuring a more efficient operation. This eco-sustainable approach reflects PREO’s commitment

to developing solutions that not only meet customers’ production needs, but also respect the environment, contributing to the reduction of carbon emissions.
Every part of the Vela melter has been technologically improved to offer superior performance, as well as more precise control of the gluing process. The new generation of components used in Vela, starting from the brand new 7” capacitive touch display, ensures uniform heat distribution, reducing heating times and improving the quality of the final product. Vela is equipped with an advanced technology that facilitates global interconnection. This allows the machine to communicate with other devices
and management systems, allowing real-time remote monitoring and control.
With Vela, PREO confirms its leading role in the market, offering highquality technological tools that meet the most demanding expectations, support the growth and innovation of client companies, promote sustainable practices and ensure efficient integration with existing technologies. The combination of innovative design, modularity, sustainability, compatibility and advanced interconnection makes Vela an ideal choice for companies looking for cutting-edge hot gluing solutions.
www.preo.it
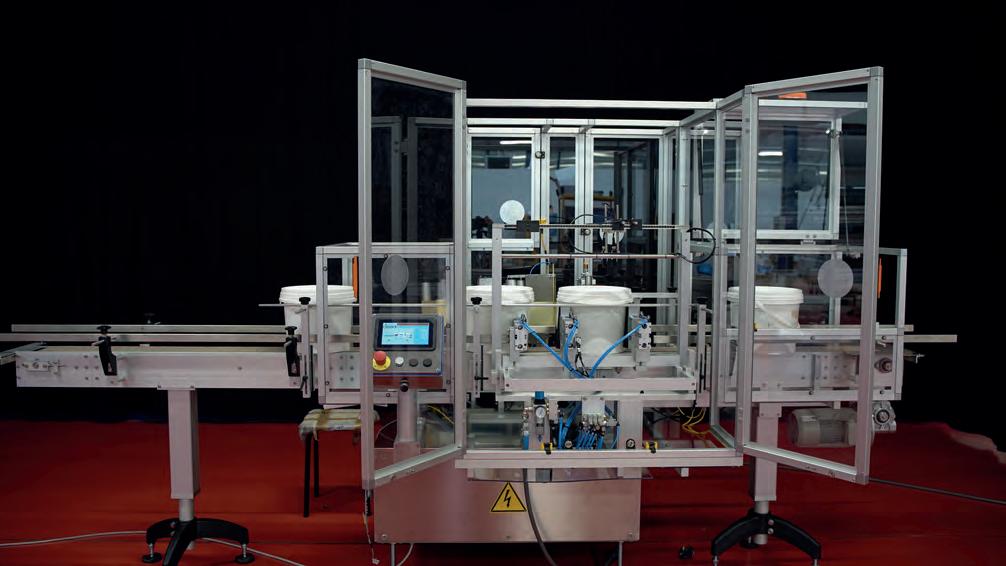
In a production context dedicated to the processing and packaging of food sauces for industrial food service, a customized solution was developed for the management of semi-wrap labelling on containers of different formats, such as cylindrical buckets with handles and rectangular jerry cans.
STAMPA SU CARTA PATINATA OPACA
The customer involved is the Middle East headquarters of a U.S. multinational corporation among the leading suppliers to Quick Service Restaurant chains and retail food service industries. The group serves hundreds of outlets in the region through integrated manufacturing and logistics facilities. The client needed to implement a single solution capable of labelling containers of different sizes, with a focus on the presence of the handle, an element that can interfere with the useful label application area.
The request included a single system that could quickly adapt to multiple formats and ensure proper label application, considering variables such as shaping and the presence of the handle
The project implemented by Etipack, is based on a compact and modular System 1 Turning configuration, designed to integrate in line with existing production. The critical issue of the handle’s presence has been overcome
using a guide that allows it to be lifted, clearing the area for labeling. In this process, the operator is responsible for correctly positioning the container at the entrance of the system to enable the guide to function properly.
The heart of the system is an Energy 200 automatic labelling machine equipped with photocell control to manage label step and stop at a predefined position.
After being dispensed, the label is held in place for semi-wrap application to the container when the product stops at a three-roller system, consist-









ing of one motorized roller and two free opposing rollers. This allows for the controlled rotation of the container, ensuring the label is applied in the intended position with accuracy.
The entire system is configurable via HMI interface with 7” touch screen, designed with intuitive graphical logic and extensive customization possibilities, according to the line requirements. Features include parameter configuration for different formats, access management by user levels, and revision monitoring to ensure traceability of changes and operational control.
The system lends itself to use in production environments with demands for flexibility and reliability, where the variety of formats and the presence of elements such as handles require specific solutions.
The modular approach, combined with custom components and simplicity in operational management, enabled the client to integrate a versatile, robust and reliable solution capable of handling different types of packaging with a single system, while maintaining the operational simplicity required

in low manning production environments. The system’s ability to handle critical components such as handles and to adapt smoothly to containers of varying sizes made the project particularly well suited to the needs of a facility geared toward widespread distribution, where precision and ease of handling are key determinants of logistical efficiency.
Labelling plays a crucial role in the food industry, where packaging solu-
tions are very diverse and constantly evolving.
To cope with this dynamic market, Etipack has developed a complete range of tailor-made solutions for both food manufacturers and machine builders.
These solutions cover product labelling and handling, as well as complementary applications that support marketing and packaging activities.
For more information etipack.it/en/sector/food/











HHeadquartered in Karachi, IPAK was founded in 2017
eadquartered in Karachi, IPAK was founded in 2017 as a green field project to manufacture “BOPP” packaging films. The company’s state-of-the-art manu facturing facility is spanning over on area of 46 acres land, where the major machinery has been acquired from the world’s top class engineering firms such as Bruckner Maschinenbau (Germany), BOBST (United Kingdom), KAMPF (Germanyl, etc. IPAK is a bud ding yet high growth potential compa ny with a focus lo develop and deliver excellent quality packaging films to the locai as well as international markets.

Staying committed lo its unwavering strategie objectives, the company decided lo expand its business foot print, by incorporating three new subsidiaries which are enabling the group to become the only flexible packaging group of Pakistan, offering a one-window solution lor all four kinds of commonly used packaging films known as BOPP, BOPET, BOPE and CPP. Vision
To be the global leader in innovative packaging solutions.
Build IPAK as on international brand with recognition lor its quality, service and innovations in offering sustain able packaging solutions to its cus tomers.
IPAK’s commitment to sustainability is firmly rooted in adherence lo interna tional standards. The company is certi fied under ISO 900 l , ISO 1400 l, ISO 4500 l , and BRCGS lssue 7, and has also achieved ISCC Plus certification at two of its sites. Further strengthening its framework, IPAK is in the process of obtaining EN 15343 and ISO 5000 l certifications.
TECHNOLOGYPROCESSES AND PACKAGING
TECHNOLOGY
Reflecting its dedication to ethical business practices and market credibility, the company has also earned SEDEX SMETA 4-Pillar certification. In addition, IPAK aligns itself with leading international initiatives driving circularity in
Reflecting its dedication to ethical business practices and market credibility, the company has also earned SEDEX SMETA 4-Pillar certification. In addition, IPAK aligns itself with leading international initiatives driving circularity in packaging. Through RecyClass, the company follows globally recognized guidelines to enhance recyclability, ensure traceability of recycled content, and support compliance with European standards such as EN 15343. Meanwhile, by engaging with CEFLEX (Circular Economy for Flexible Packaging), IPAK incorporates best practices from across the value chain, contributing to the transformation of flexible packaging towards a more circular and sustainable model.
packaging. Through RecyClass, the company follows globally recognized guidelines to enhance recyclability, ensure traceability of recycled content, and support compliance with European standards such as EN 15343. Meanwhile,
IPAK unveils identity of its sustainability initiatives “Tajdid” an Urdu/Arabic word means “Renew”. Tajdid is further reinforced with a pictorial presentation of set of actions required now and going forward, to make our and future of our generations to come, sustainable.
IPAK unveils identity of its sustainability initiatives Tajdid an Urdu/Arabic word means “Renew”. Tajdid is further reinforced with a pictorial presentation of set of actions required now and going forward, to make our and future of our generations to come, sustainable.
IPAK unveils identity of its sustainability initiatives “Tajdid” an Urdu/Arabic word means “Renew”. Tajdid is further reinforced with a pictorial presentation of set of actions required now and going forward, to make our and future of our generations to come, sustainable.
by engaging with CEFLEX (Circular Economy for Flexible Packaging), IPAK incorporates best practices from across the value chain, contributing to the transformation of flexible packaging towards a more circular and sustainable model
Reflecting its dedication to ethical business practices and market credibility, the company has also earned SEDEX SMETA 4-Pillar certification. In addition, IPAK aligns itself with leading international initiatives driving circularity in packaging. Through RecyClass, the company follows globally recognized guidelines to enhance recyclability, ensure traceability of recycled content, and support compliance with European standards such as EN 15343. Meanwhile, by engaging with CEFLEX (Circular Economy for Flexible Packaging), IPAK incorporates best practices from across the value chain, contributing to the transformation of flexible packaging towards a more circular and sustainable model.
Reflecting its dedication to ethical business practices and market credibility, the company has also earned SEDEX SMETA 4-Pillar certification. In addition, IPAK aligns itself with leading international initiatives driving circularity in packaging. Through RecyClass, the company follows globally recognized guidelines to enhance recyclability, ensure traceability of recycled content, and support compliance with European standards such as EN 15343. Meanwhile, by engaging with CEFLEX (Circular Economy for Flexible Packaging), IPAK incorporates best practices from across the value chain, contributing to the transformation of flexible packaging towards a more circular and sustainable model.
IPAK unveils identity of its sustainability initiatives “Tajdid” an Urdu/Arabic word means “Renew”. Tajdid is further reinforced with a pictorial presentation of set of actions required now and going forward, to make our and future of our generations to come, sustainable.
Concept of Tajdid revolves around collaborations internally and externally with our vendors, 17 UNSDG’s, allied partners, clients, brand owners, consumers, institutions, Climate challenges, academies and governmental bodies to bring sustainability in our every action in daily life.
Concept of Tajdid revolves around collaborations internally and externally with our vendors, 17 UNSDG’s, allied partners, clients, brand owners, consumers, institutions, Climate challenges, academies and governmental bodies to bring sustainability in our every action in daily life.
Concept of Tajdid revolves around collaborations internally and externally with our vendors, 17 UNSDG’s, allied partners, clients, brand owners, consumers, institutions, Climate challenges, academies and governmental bodies to bring sustainability in our every action in daily life.
Concept of Tajdid revolves around collaborations internally and externally with our vendors, 17 UNSDG’s, allied partners, clients, brand owners, consumers, institutions, Climate challenges, academies and governmental bodies to bring sustainability in our every action in daily life.
IPAK continues to strengthen its decarbonization journey with significant energy and emissions achievements. Its operations are partly powered by an 8 MW solar energy system, producing around 63,500 kWh per month, reducing fossil fuel reliance and avoiding 25 tCO2 annually. In addition, waste heat recovery systems cut emissions by 1,688 tCO2eq, while optimized
IPAK continues to strengthen its decarbonization journey with significant energy and emissions achievements. Its operations are partly powered by an 8 MW solar energy system, producing around 63,500 kWh per month, reducing fossil fuel reliance and avoiding 25 tCO2 annually. In addition, waste heat recovery systems cut emissions by 1,688 tCO2eq, while optimized logistics
IPAK continues to strengthen its decarbonization journey with significant energy and emissions achievements. Its operations are partly powered by an 8 MW solar energy system, producing around 63,500 kWh per month, reducing fossil fuel reliance and avoiding 25 tCO2 annually. In addition, waste heat recovery systems cut emissions by 1,688 tCO2eq, while optimized
IPAK continues to strengthen its decarbonization journey with significant energy and emissions achievements. Its operations are partly powered by an 8 MW solar energy system, producing around 63,500 kWh per month, reducing fossil fuel reliance and avoiding 25 tCO2 annually. In addition, waste heat recovery systems cut emissions by 1,688 tCO2eq, while optimized
logistics practices prevented 7,568 kgCO2 emissions and saved 2,810 liters of fuel. To advance resource stewardship, IPAK has deployed comprehensive water monitoring and management across all sites. Initiatives such as reusing cooling tower blowdown water for solar panel cleaning are generating annual savings of approximately 105,876 m³, reinforcing IPAK’s commitment to water conservation.
logistics practices prevented 7,568 kgCO2 emissions and saved 2,810 liters of fuel. To advance resource stewardship, IPAK has deployed comprehensive water monitoring and management across all sites. Initiatives such as reusing cooling tower blowdown water for solar panel cleaning are generating annual savings of approximately 105,876 m³, reinforcing IPAK’s commitment to water conservation.
practices prevented 7,568 kgCO2 emissions and saved 2,810 liters of fuel. To advance resource stewardship, IPAK has deployed compre- hensive water monitoring and manage- ment across all sites. Initiatives such as reusing cooling tower blowdown water for solar panel cleaning are generating annual savings of approximately 105,876 m³, reinforcing IPAK’s commitment to water
logistics practices prevented 7,568 kgCO2 emissions and saved 2,810 liters of fuel. To advance resource stewardship, IPAK has deployed comprehensive water monitoring and management across all sites. Initiatives such as reusing cooling tower blowdown water for solar panel cleaning are generating annual savings of approximately 105,876 m³, reinforcing IPAK’s commitment to water conservation.
Tajdid is structured around three dedicated sustainability brands: tameer, zeest and tarmim. Together, these pillars of Tajdid form a holistic framework that honors our shared responsibility to protect and renew the world we live in — one action, one partnership, and one community at a time. The pictorial presentation of sustainability brands can be seen below:
Tajdid is structured around three dedicated sustainability brands: tameer, zeest and tarmim. Together, these pillars of Tajdid form a holistic framework that honors our shared responsibility to protect and renew the world we live in — one action, one partnership, and one community at a time. The pictorial presentation of sustainability brands can be seen below:
Tajdid is structured around three dedicated sustainability brands: tameer, zeest and tarmim. Together, these pillars of Tajdid form a holistic framework that honors our shared responsibility to protect and renew the world we live in — one action, one partnership, and one community at a time. The pictorial presentation of sustainability brands can be seen below:
conservation. Tajdid is structured around three dedicated sustainability brands: tameer, zeest and tarmim. Together, these pillars of Tajdid form a holistic framework that honors our shared responsibility to protect and renew the world we live in — one action, one partnership, and one community at a time. The pictorial presentation of sustainability brands can be seen below:





At IPAK, innovation drives progress. Our Research & Development department continues to set new standards in flexible packaging, addressing global challenges with cutting-edge solutions and sustainable alternatives. Our latest developments reflect our unwavering commitment to
At IPAK, innovation drives progress. Our Research & Development department continues to set new standards in flexible packaging, addressing global challenges with cutting-edge solutions and sustainable alternatives. Our latest developments reflect our unwavering commitment to
At IPAK, innovation drives progress. Our Research & Development department continues to set new standards in flexible packaging, addressing global challenges with cutting-edge solutions and sustainable alternatives. Our latest developments reflect our unwavering commitment to performance,








performance, circularity, and excellence. The 7 Tajdid Packaging Strategies outline a holistic approach to sustainable packaging. They focus on reducing material and energy use, revamping processes for efficiency, designing for recycling, refusing harmful substances, rethinking
performance, circularity, and excellence. The 7 Tajdid Packaging Strategies outline a holistic approach to sustainable packaging. They focus on reducing material and energy use, revamping processes for efficiency, designing for recycling, refusing harmful substances, rethinking
circularity, and excellence. The 7 Tajdid Packaging Strategies outline a holistic approach to sustainable packaging. They focus on reducing material and energy use, revamping processes for efficiency, designing for recycling, refusing harmful substances,


rethinking packaging concepts, encouraging reuse, and redesigning structures with recyclable or recycled materials. Together, these strategies drive innovation while supporting circular economy principles.
packaging concepts, encouraging reuse, and redesigning structures with recyclable or recycled materials. Together, these strategies drive innovation while supporting circular economy principles.
packaging concepts, encouraging reuse, and redesigning structures with recyclable or recycled materials. Together, these strategies drive innovation while supporting circular economy principles.
ipak.com.pk






In the competitive scenario of industrial packaging, Gampack stands out as a prominent player in secondary packaging and end-ofline solutions, providing turnkey solutions across global markets.
Since its founding in 2003, the company has accumulated extensive experience in packaging automation, further advancing its expertise in robotic technologies following the acquisition of a historic Italian robotics company in 2020. In this way, Gampack continues to serve a diverse range of industries, including food & beverage, cosmetics, pharmaceuticals, and pet food.
A Company with an innovative DNA Renowned for its innovative approach, Gampack specializes in designing and manufacturing advanced secondary packaging and end-of-line systems. The core of its offerings lies, on one hand, in the design of automatic machines to pack a variety of rigid
products—from beverage cartons to cans and glass jars—intended for liquid and semi-liquid goods such as fruit juices, jams, milk, and pet food. On the other hand, the company’s drive for innovation is also reflected in its robotics division, which enhances its portfolio with classic packaging machines integrated with highly cus-

tomizable robotic systems, specifically tailored for both the aforementioned rigid items and flexible products, such as doypacks, flowpacks, and pouches.
As an example, Gampack has recently developed a tailor-made production line for the confectionery industry, specific for the secondary packaging of frozen pastries.
The system erects corrugated cases from flat blanks, inserting a food-grade bag to prevent direct contact with the products, and performs real-time quality checks. This new line not only reinforces Gampack’s position in the confectionery market but also sets new standards in quality and innovation, further demonstrating Gampack’s commitment to delivering cutting-edge, industry-specific solutions. Thus, it can handle up to 500 products per minute and pro-

duce 50 cases per minute. Utilizing high-speed pick-and-place robots for precise handling, the system ensures product integrity, enhances customer experience, and is highly adaptable to various packaging sizes and types.
Flexibility is certainly another cornerstone for Gampack.
The company’s machines are designed to quickly adapt to different packaging sizes and production parameters, ensuring high versatility.
With over 1,700 installations worldwide, Gampack guarantees solutions tailored to the customer’s needs, backed by excellent aftersales service, which distinguishes the company from its competitors. This includes timely spare parts supply and technical interventions on production lines within 24 hours from the customer’s request to ensure seamless operational continuity, reinforcing the company’s reliability.
Advancing with AI and sustainable packaging for a greener future
Looking ahead, Gampack is committed to further international expansion and technological development. The company’s R&D efforts are increasingly focused on incorporating artificial intelligence (AI) into its packaging systems. By analyzing production data and optimizing processes, AI enhances efficiency, prevents errors, and minimizes waste, improving both productivity and the operator’s working environment.
Another key aspect is the choice of materials used in packaging, just as important as the equipment itself. Gampack recognizes that caring for the environment is a strategic priority and actively works to contribute positively.

Its packaging machinery incorporates the most environmentally friendly materials available. While plastic offers essential technical qualities, Gampack prioritizes the use of recyclable and recycled plastics. Whenever feasible, it opts for recyclable paper-based materials enhanced with specific barrier properties to match the performance of plastic. Aligned with this commitment, Gampack has also adopted eco-friendly production processes and developed sustainable packaging solutions such as clusters, Minitrays, Eco-labels, and I-layers. These innovations, made from renewable, biodegradable, and recyclable 100% paper-based materials, demonstrate the company’s focus on reducing environmental impact without compromising production efficiency—an aspect that is becoming ever more important for its customers.

Under the leadership of co-founder and President Giuseppe Gazzola, Gampack follows a path of ambitious growth and innovation. A strong management team supports the company’s forward-looking strategy, driving success while maintaining Gampack’s core identity. With an unwavering focus on innovation and sustainability, Gampack solidifies its leadership in the packaging industry, consistently offering pioneering solutions that meet the evolving challenges of a global market.
www.gampackgroup.com
• Enhanced BOPP packaging films produced using new state-of-the-art extrusion line in Germany.
• Expanding local production capabilities through targeted investments in Europe and the Americas.
• Expanded portfolio meets recycled content targets of PPWR for BOPP films.
Innovia Films, a pioneer in materials science that manufactures BOPP films for packaging, labels, graphics and tobacco products, will be showcasing its recently launched full range of innovative mono-material polypropylene solutions that are Packaging and Packaging Waste Regulation (PPWR) compliant and engineered for advanced recyclability.
“We are strengthening and growing our packaging division at Innovia and this is the right time to launch new products and to make an impact. The Fachpack trade fair is an excellent opportunity to meet the packaging industry and to discuss what we can do to help make progress in design for recycling in light of increasing legislation”, says Simon Huber, Managing Director Innovia Europe.
Innovia Films: Packaging materials developed in line with PPWR
The material science experts from Innovia will be presenting films that help packaging companies and brands with PPWR.
“We will showcase film solutions with built-in functionalities that enable the switch from multimaterial to monomaterial structures to make flexible packaging recyclable”, says Alasdair McEwen who leads the packaging division of Innovia in Europe.
“One big cornerstone of the PPWR is the integration of a certain percentage of recycled post-consumer content into plastic packaging. The inclusion of recycled content in new films is top of
the list for much of the industry – moving from a linear to a more circular system”, McEwen adds.
A key focus is the Encore portfolio that includes films with recycled content from three different sources. From postconsumer mechanically recycled content to chemically recycled food grade options; and recycled content that stems from prevented ocean plastics which can be now incorporated into packaging films.
As part of Innovia‘s commitment to supporting sustainability and compliance with the upcoming Packaging and Packaging Waste Regulation (PPWR), Innovia is introducing Propafilm™ CHS and Propafilm™ CHT, now being

produced using the newly unveiled cutting-edge LISIM technology. These high-performance polypropylene films engineered to replace PET in monomaterial laminate structures. „These thermally and dimensionally stable films offer exceptional printability and increased thermal resistance, making them ideal for demanding applications, including retort. Their balanced orientation ensures excellent print register and enhanced conversion efficiency “says Megan Hinkley, Senior Product Manager -Packaging. „Available in thicknesses ranging from 15 to 40 micron, CHS features one-side corona treatment, while CHT offers two-side treatment, providing flexible solutions for a wide range of packaging needs“, she continues.
Innovia are presenting ultra-high-barrier polypropylene films, engineered to replace foil or metallised PET (MPET) as the barrier layer in mono-material polypropylene laminate structures. „Delivering outstanding performance with an oxygen barrier of 0.1 g/m²·24hrs (0% RH, 23°C) and a moisture vapour barrier of 0.1 cm³/m²·24hrs (90% RH, 38°C), these films ensure compliance with the upcoming PPWR. For a fully recyclable solution, they can be laminated with our CHS or CHT printable outer webs and one of our cast polypropylene films as the sealant layer. The structure meets Design for Recycling guidelines and enables brands to maintain barrier performance while moving toward mono-material circular packaging“, explains McEwen.
Designed to replace AlOx or SiOx coated PET, Innovia‘s high-barrier polypropylene films enable a fully recyclable mono-material packaging solution. When combined with CHS or CHT as the printable outer web, this solution delivers outstanding barrier performance, even after retort, ensuring product protection and quality throu-

ghout its shelf life. This innovation allows brands to meet their sustainability goals without compromising functionality or shelf stability.
Paper banderoles are mostly not separated from the plastic cup, which leads to challenges in the recycling process. „We are excited to introduce our new BOPP films designed as an innovative replacement for paper banderoles in yogurt and dairy packaging. When used alongside polypropylene containers and lids, this solution supports compliance with Design for Recycling guidelines, promoting a more sustainable packaging cycle“ says Hinkley. The bubbleproduced BOPP film enables a reduction in container thickness, significantly cutting virgin plastic usage without compromising durability. Additionally, its enhanced stiffness provides excellent resistance to vertical compression, ensuring product integrity throughout handling and transportation.
Showcasing advanced lidding films which offer a sustainable alternative to traditional PET, paper, foil and mixedmaterial laminate cut-and-stack lids for polypropylene containers. These films can be printed and laminated to a sealant web or coated with a sealing solution and embossed to meet diverse packaging requirements. Thanks to the bubble process, the films exhibit balanced properties that ensure excellent die-cutting performance, independent of film orientation. Their inherent stiffness and dimensional stability also enable high productivity and consistent quality throughout the sealing process.
The Innovia Films booth is located in Hall 5, Stand 415. www.innoviafilms.com
When it comes to good food, even abroad, Emilia Romagna is certainly one of the most famous Italian regions. It is no coincidence that a large production company in the food sector is based in Modena: the Fini SpA Group, a 100% Italian company, represent the expression of culture and the Emelian territory, of the passion for the products of the Italian gastronomic tradition and the love of excellent cuisine. For the secondary packaging of their own brand “Le Conserve della Nonna”, the company chose an SMI shrinkwrapper from the CSK ERGON series, suitable for packaging a huge variety of bottles and glass jars in film only, pad + film and tray + film.
Fini’s commitment to the environment
For years, the Fini Group has pursued
the objective of environmental sustainability of its activities through the aegis of its corporate mission, “Not Just Good”, which focuses on food and its goodness, as a result of a safe and controlled production process.
The entire supply chain is involved in the “mission”, from the careful selection of local raw materials, to the production and use of widely recyclable packaging, without forgetting the use of clean energy thanks to the photovoltaic systems installed in the company, which make it possible to drastically
reduce CO2 emissions and optimise production.
SMI has also embraced the goal of sustainability, designing packaging systems such as the CSK ERGON series packaging machine installed in the Fini Group’s Modenese plant, which boasts cutting-edge technical solutions in the field of energy saving and respect for the environment.
Le Conserve della Nonna
The secret of all the products lies in the genuineness of the raw materials, which are selected and worked

through transformation processes that reflect traditional methods, to offer a product “like home-made”, which speaks of nature and flavours of the past.
“Le Conserve della Nonna” is the first Italian company to make preserves in transparent glass jars, just as they did in the past, to keep their characteristics unaltered, guaranteeing the correct conservation and external visibility.
SMI solutions for “Le Conserve della Nonna”
To optimise the secondary packaging process of the huge variety of “Le Conserve della Nonna” brand products, the Fini Group turned to SMI for the installation of an automatic shrinkwrapper from the CSK ERGON series, which stands out for its advanced automation and flexibility of use, low energy consumption and respect for the environment.
The CSK 50T ERGON packaging machine, installed at the Ravarino plant, packs different types of bottles and glass jars in multiple pack formats in film only, pad + film and tray + film. The range of models of the CSK series of SMI shrinkwrappers includes single and twin lane models, with a compact and ergonomic design, which contain the best of the industry technology for packaging in shrink film at the maximum speed of 50 + 50 packs / minute (depending on the size of the container and the pack format).
Main advantages:
- very flexible production and packaging process, which allows you to quickly and easily switch from one format to another to maintain high levels of plant operating efficiency -packaging machine equipped with a motorised system of oscillating guides at the machine infeed, which facilitates the correct channeling of loose containers on a conveyor belt equipped with chains in thermoplastic with a low coefficient of friction

- grouping of bulk containers in the desired format carried out continuously by means of electronically synchronized separation pegs and bars
- pad cardboard magazine placed under the infeed belt, from where the cardboard blanks are picked up, by means of an alternating motion picker, positioned at the start of the cardboard ramp, consisting of a group of suction cups with vacuum suction system
- curvilinear cardboard ramp in the initial and final section, to facilitate the insertion of the pad under the grouping of products at the outfeed of the electronic separator
- compact design film cutting unit, where the blade is managed by a “direct-drive” brushless motor which makes the cutting operation more precise and simplifies maintenance
- new ICOS motors, equipped with integrated digital servo-drive (driver), able to simplify the wiring of the machine and ensure greater energy efficiency, less noise and reduced wear of components;
- shrink tunnel equipped with optional metal chain and lubrication able to ensure better splicing of the film under the pack
- optional automatic format change adjustment system
– the machine is also equipped with a series of optional devices to ensure the high quality of the final pack, such as the product stabiliser and the additional 1150 mm belt, placed at the outfeed of the tunnel for rapid pack cooling.
FINI is the brand of fresh filled pasta, which represents all the flavours of the Emilian tradition in the kitchen, in Italy and around the world. “Le Conserve della Nonna” was created in 1973, in Ravarino, a land rich in Italian values and traditions, handed down, generation after generation, to our tables. In the vast range of purees, sauces, condiments and jams, the “brand” encompasses the experience, genuineness and passion of craftsmanship harmoniously combined with the efficiency and complexity of industrial processes.


by Emanuele Fratto
Corporate Sales Manager



Innovation in food & beverage production increasingly depends on automation, traceability, and energy efficiency. NTE Process, an Italian company with global operations, designs turnkey systems for handling powders and granules. In this interview, the company shares its technological vision: dense phase conveying, AI-driven efficiency, and customized solutions for each production need.
What solutions have you developed to enhance safety, quality, and traceability in Food & Beverage processes?
NTE Process offers a comprehensive range of process solutions for the food industry, spanning from dense phase pneumatic conveying to dosing and mixing of powders and granules, liquid injection, storage, bagging, in-line formulation, and packaging. In terms of safety, all solutions are fully compliant with ATEX, MOCA, and GMP guidelines. For quality and traceability, NTE Process integrates advanced digital technologies and state-of-the-art SCADA systems to monitor and record every stage of production, transformation, and packaging.
What does your “turnkey” approach to food industry plants look like in practice?
As a true single-source provider, NTE Process manages every phase internally-from engineering and supply to testing at the in-house Scientific Hub, installation, automation, commissioning, and after-sales support-offering clients a single point of contact throughout the project. This turnkey model allows for a high degree of customization tailored to the client’s specific production needs. It also includes integrated management of both NTE’s in-house suppliers and any client-selected vendors, ensuring seamless
coordination of all activities in compliance with safety standards, timelines, and technical specifications.
How do your technologies help reduce energy consumption and environmental impact in food processing?
NTE Process technologies are designed to maximize plant efficiency, ensuring hygienic handling of food products while preserving their integrity, including organoleptic properties, color, and aroma.
A prime example is ECO DENSE-TRONIC®, a patented NTE Process innovation that redefines traditional dense phase conveying. Equipped with Artificial Intelligence Air Assist® M533, it electronically controls the injection flow and optimal pressure profile (air, nitrogen, etc.) at each point— remotely and in real time-using advanced AI algorithms. This AI-driven solution not only adjusts conveying speed and air/product ratio, but also delivers up to 40% efficiency gains and 70% energy savings, making the system both flexible and resistant to blockages. Each system equipped with Eco Dense-Tronic® can reduce CO2 emissions by an amount equivalent to planting nearly 3,000 trees per year (based on specific system configurations).

Which of your innovations are directly applied in the Food & Beverage sector?
NTE Process solutions are widely implemented across multiple food segments, including:
• Baby Food & Infant Nutrition: reception and storage of nutrients and supplements, drying, dosing and mixing with Blender M244, in-line recipe formulation, traceability and automation, dense phase conveying with Air Assist® to maintain bulk density, and packaging lines.
• Dairy Processing: MOCA-compliant and OEB-certified emptying stations for sacks and big bags, dense phase conveying of high-fat milk powders with Eco Dense-Tronic®, pneumatic mixing in silos with Blender M277.
• Pasta Industry: from tank truck unloading to storage silos, gentle pneumatic conveying of flour and minor ingredients, blending of wholemeal, gluten-free, or ancient grain flours—without segregation— through to packaging.
• Yeast and Starch: dense phase systems and pneumatic mixers for production and handling.
• Rice Industry: clean and gentle dense phase transport of parboiled, basmati, and Thai rice with minimal grain breakage.
• Chocolate Industry: dense phase conveying of abrasive cocoa beans and high-fat cocoa powder; dosing of sticky ingredients like raisins, candied fruit, flakes, and liquids for bar production.
• Coffee Industry: transport and storage of green and roasted beans, postgrind handling, full systems for instant coffee, and a unique JetMixer® M531 degassing and mixing solution using vacuum and nitrogen for CO removal.
• Gelato and Cake Premixes: blending of semi-finished ingredients and delivery to packaging or silo, with minimized batch segregation risk.
• Supplements & Instant Drinks: pneumatic conveying, dosing, and either batch or continuous mixing.
• Confectionery: gentle dense phase suction transport from hopper to coating machines with patented Air Assist® to minimize breakage.
• Confectionery, Biscuits & Snacks: handling of various ingredients, with minimal impact on fragile items; batch recipe management without cross-contamination and fast sack changeovers.
• Spices & Seasonings: turnkey solutions from silo or sack station transport to receiving hoppers, precise dosing and gentle mixing, and packaging lines.
What are the key needs of food manufacturers today, and how is NTE Process addressing them?
In processes where extreme flexibility and batch-to-batch contamination reduction are critical, NTE Process offers Wonderbatch®, a revolutionary technology for rapid changeovers in inline formulation using bulk bags, sacks, and IBCs.
This solution complements the patented Eco Dense-Tronic® dense phase system, which ensures energy savings and full compatibility with Industry 4.0 and 5.0 standards. It also works alongside the Air Mixer M244 and JetMixer® M531, pneumatic mixing systems that are easy to clean and capable of handling solid and liquid additives, ideal for frequent recipe changes in both small and large batches.
NTE Process’s extensive process knowhow is further strengthened through collaborations with international partners specializing in drying, spray drying, granulation, and grinding. Additionally, the company offers an exclusive inline blending process using the VACUCAM® ejector system, the most efficient method for dispersing powdered ingredients without mechanical agitators.
This system enables the seamless mixing of whey, milk proteins, gelatin, pectin, gums, starches, sugars, sweeteners, thickeners, and other dry ingredients— ideal for sauces, desserts, ice cream, and other foods requiring smooth, homogeneous formulations.
nte-process.com





In today’s competitive food industry, success depends on speed, precision, and cleanliness. That’s why more and more companies are turning to Tarnos electromagnetic vibrating feeders - a smart, reliable solution for moving solids with accuracy and care.
They are compact, efficient devices used to move and control the flow of dry ingredients like grains, sugar, flour, nuts, spices, fruit and vegs, and more.
For food producers and packaging companies, this means:
• No product damage: Gentle vibrations preserve texture and quality.
•Consistent flow: Perfect for portioning, weighing, or feeding highspeed packaging machines.
•Easy to clean: Sanitary designs make changeovers and maintenance quick and simple.
•Energy savings: Less power, more performance.
•Compact design: Ideal for space-limited production environments.
•ATEX compliance: ensuring safe, dust free and hygienic transport of food products
Packaging performance meets safety
In the packaging world, timing and accuracy are everything. Tarnos Electromagnetic feeders are widely
used to feed products into weighing systems, filling machines, and inspection stations with remarkable precision. Whether you’re packing snacks, powders, or fruit & vegetables, these feeders help you:
• Keep lines running smoothly.
• Reduce waste and overfill.
• Improve product consistency and presentation.
They also integrate easily into automated production lines, with options for remote control and real-time adjustments - key advantages in today’s smart factories.
But there’s another critical factor: safety, especially in environments where fine powders like flour, starch, or su-



Vibrating conveyors and distributors to crossfeeders
Continuos and uniform progress
Product care
Up to 30 meters in lenght, extendable with addtional sections (including recirculation)
Hygienic design
Possiblity to include sieving areas
Pneumatic sliding and pivoting gates for linking with crossfeeders.
Possibility os suspended installation
Low maintenance




Electromagnetic feeders to multihead weighers
Accurate feeding
Versatility
Product care
Compliance with hygiene standards
Customized designs
Manual or remote control
Instant regulation
Zero maintance
Water and dust protection IP-66
Stainless steel components
FDA painting



gar create a risk of explosion. That’s where ATEX-certified vibrating feeders come in: designed and certified for these zones, offering the same precision and efficiency, but with added protection and compliance.
In addition, Tarnos manufacture tubular vibrating feeders, an ideal solution for transporting bulk ingredients and products without cross-contamination, dust, or material loss. Their enclosed design ensures hygienic handling, meeting the highest standards of the food industry.
As sustainability, automation, and food safety take center stage, electromagnetic feeders are becoming a standard feature in modern plants. Their low maintenance, hygienic operation, and flexibility make them a future-ready investment for any company looking to scale efficiently and responsibly.
If you’re seeking a cleaner, smarter, and more precise way to handle food products, Tarnos electromagnetic vibratory feeders - especially those with ATEX certi-
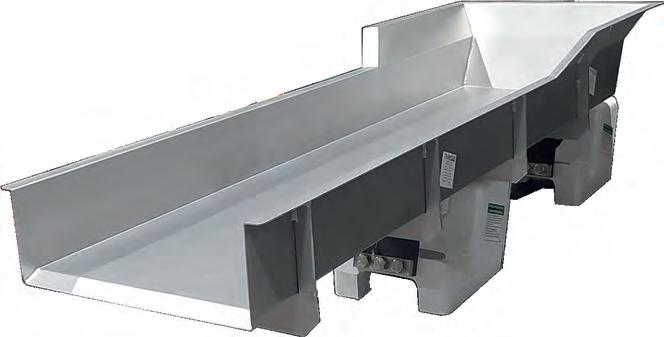
fication - are worth considering. They’re not just equipment - they’re part of a strategy to boost productivity, reduce downtime, and deliver better products to your customers.
TARNOS has designed and manufactured Vibrating Material Handling Equipment for more than 70 years with the support and know-how of a
strong pioneer in this field, Syntron Material Handling.
The participation in many projects and applications through all these years, and even in different industries, provide the company with experience to solve problems in many critical handling processes.
www.tarnos.com


“
The
ongoing shift toward plant-based nutrition is not only changing
what we eat—it’s also
transforming how ingredients are processed. One of the clearest effects is the rising demand for plant protein powders, functional high-value ingredients used not only in vegan or vegetarian products, but also in hybrid formulations, protein-enriched snacks, supplements, and fortified foods.
In this context, dry processing technologies play a crucial role. Compared to wet processing, dry methods help preserve the organoleptic properties of raw materials, reduce energy consumption, and improve the shelf life of finished products. At POWTECH TECHNOPHARM-Europe’s leading exhibition for powder, bulk solids, and granulate processing-these dry processing innovations are drawing increased attention.
The ingredients in focus include proteins from peas, fava beans, lentils, ancient grains, oilseeds, and algaesources that require advanced systems for milling, sieving, separating, and homogenizing with precision, all while preventing cross-contamination, nutrient loss, or undesirable changes in sensory quality.
Key technologies include controlled impact mills, fluid bed micronizers, electrostatic separators for protein fractionation, and closed-loop blending lines to ensure consistency and uniformity. In many cases, manufacturers are also investing in by-product valorization, recovering secondary fractions in line with circular economy principles.
But dry processing doesn’t stop at the base ingredient. More and more companies are integrating functionalityenhancing technologies-to improve solubility, heat stability, or bioavailability. This is where the food industry begins to borrow from pharmaceutical methods: microencapsulation, controlled granulation, and surface coating techniques are increasingly common. One persistent challenge is ensuring flowability and shelf stability. Many plant proteins are hygroscopic and

by the editorial staff

require humidity-controlled environments, sealed transport systems, and barrier packaging. Again, solutions are being adapted from industrial solids processing: smart volumetric dosing units, vibratory conveyors, inline monitoring sensors, and automated dry system cleaning (CIP for dry lines).
Regulatory compliance is another critical factor. Plantbased protein powders-especially those used in international markets or in nutraceuticals-must meet high standards of purity, traceability, and contaminant control. Here, the TECHNOPHARM component of POWTECH provides a unique opportunity to explore the regulatory crossover between food and pharma.
From pea protein isolates to supplement blends and functional ingredients for bakery or dairy alternatives, the plant powder value chain is one of the most dynamic in today’s food & beverage landscape. And it calls for a new technical mindset-one where dry precision meets the creative flexibility of food formulation.


In the competitive world of food manufacturing, precision, quality, and efficiency are paramount. The weighing process of micro-ingredients, which form the backbone of many food recipes, needs to guarantee precision, quality, repeatability, and traceability. This is where Lawer’s automatic weighing systems come into play, offering a multitude of advantages and benefits to food manufacturers.
One of the primary advantages of Lawer’s systems is the unparalleled precision of weighing they offer. They ensure the exact measurement of micro-ingredients, maintaining the highest quality of the finished product. This precision is crucial in the food industry, where even slight deviations can affect the texture, flavor, and safety of the product. Lawer’s systems offer different levels of accuracy, ranging from 1g to 0.01g, catering to diverse production needs.
By eliminating human error, these systems ensure that every batch produced is consistent in quality and taste.
This consistency is vital for building consumer trust and brand reputation. The systems are designed to maintain the right balance of raw materials, ensuring that each product meets the same high standards, and granting the perfect repeatability of the recipes.
Efficiency is another significant benefit of Lawer’s systems: they streamline the production process, reducing the time required for weighing micro-ingredients with high precision. This optimization leads to higher productivity


and lower operational costs. Lawer’s systems, such as SUPERSINCRO and UNICA, are designed to cater to both large-scale and small-medium productions, offering solutions that fit various production scales and needs.
Traceability is a critical aspect of the food industry, ensuring that every step of the production process can be tracked and verified. Both SUPERSINCRO and UNICA systems are equipped with advanced control software that guarantees effective crosschecks and traceability.
This software generates sophisticated reports and allows seamless integration with external systems (MES), aligning with Industry 4.0 standards.
Additionally, these systems maintain perfect hygiene and safety in handling, using stainless steel silos and efficient suction-filtering devices to ensure a clean working environment.
Maintaining confidentiality of proprietary recipes and processes is essential for food manufacturers. SUPERSINCRO and UNICA can safeguard this confidential information, ensuring that know-how remains protected. This protection is crucial for maintaining a competitive edge in the market.
Flexibility is a standout feature of automatic weighing systems.
They can be customized to meet specific production requirements, whether it’s storing products in fixed and interchangeable silos, hoppers, or big bags.
Systems like SUPERSINCRO offer customizable solutions for various products and production scales, enhancing the versatility and adaptability of the manufacturing process.
SUPERSINCRO
• Totally customizable
• Modular system
• Silos (fixed and interchangeable), hoppers, big bags for the storage of products (from 380 to 1800 l)
• Automatic generation of bags of variable size (from 9 to 36 l)
• One bag with a recipe every 30 seconds
• Loading of the products by gravity or vacuum
• Double dosing screw and anti-clogging devices
• Efficient suction-filtering device
• Control software integrated with external systems
• Ideal for large productions
• 12, 24 or 36 stainless-steel silos, capacity 100 l
• One or two scales, with a precision of 0,1 g
• Loading of the products by gravity or vacuum
• Dosing screw (Lawer patented) and anti-clogging devices
• Efficient suction-filtering device
• Control software integrated with external systems
• Ideal for small-medium productions
• 8-16 or 24 silos, capacity 50 l
• Stainless-steel screws
• One electronic scale, capacity 30kg and resolution 1g
• Loading of the products by gravity
• Control software integrated with external systems
• Ideal for small-medium productions
Advanced technology and innovation
Lawer, an Italian company founded in 1970, has developed advanced technologies and know-how in the automatic weighing of powder and liquid products.
Their expertise in single- or multi-weighing systems has made them a trusted partner in the food industry. Continuous investments in safety and improvement of the working environment further enhance the reliability and efficiency of their systems.In conclusion, the benefits and advantages of automatic weighing systems are manifold. From precision and quality to efficiency and traceability, these systems revolutionize the food manufacturing process, ensuring consistent, high-quality products while optimizing production and reducing costs. As the food industry continues to evolve, the integration of advanced automatic weighing systems will only become more critical in maintaining competitive advantage and meeting consumer demands.
www.lawer.com


The Emilos sieving system is patented and delivers outstanding performance in terms of productivity and quality. Emilos’ dynamic approach ensures direct and immediate alignment with customer needs.
To address any challenges, the company conducts specific screening tests and manufactures vibrating screens that are exclusively Made in Italy.
Emilos designs and produces vibrating screens suitable for sieving both food and non-food products, offering both in series and customized solutions.
Designed for continuous 24/7 operation, Emilos vibrating screens stand out from traditional models on the market due to their unique construction concept and the vibrator motor they are equipped with. Operating at 3,000 rpm instead of the stand-





ard 1,400 rpm, and allows for high hourly production.
For screening particularly challenging products, Emilos equips its vibrating screens with systems to prevent mesh clogging, thus increasing production and reducing downtime caused by interruptions for cleaning clogged meshes.
These systems include brushes, perforated trays with rubber balls or anti-clogging rings, and mesh frames featuring spokes and a small timed pneumatic motor.
The Emilos double-groove mesh frame allows operators to replace the mesh quickly and independently, reducing labor and transportation costs as well as downtime for technical assistance from the manufacturer.
Emilos vibrating screens are entirely constructed from stainless steel AISI 304L (or AISI 316 upon request) and can be equipped with Emilos-branded motors certified for explosive environments (Atex II 2GD EEx d IIB T4 certification).
The screens can handle any type of mesh, from the finest (e.g., 0.035 mm mesh size) to the largest, and are characterized by minimal maintenance requirements.
Emilos’ product range includes circular vibrating screens with diameters ranging from a minimum of 450 mm to a maximum of 1,800 mm.
Additionally, the company produces rectangular screens for high hourly throughput or with side-mounted motors instead of the traditional bottom-mounted ones, coarse sieves, refining vibrating screens, as well as automatic and manual magnets.
The new identity of POWTECH TECHNOPHARM, combining powder and bulk solids processing with GxP-compliant pharmaceutical production, offers an opportunity for reflection in the food & beverage sector: how much can the food industry learn from pharmaceutical standards? And in which segments is this convergence already happening?

by the editorial staff
The GxP approach-Good Practices, including GMP, GLP, and GSP-has long been essential in pharmaceutical manufacturing to ensure safety, quality, and traceability. Today, these principles are increasingly relevant in food processing, especially in segments where hygiene, repeatability, and process documentation are critical. This includes not only baby food and medical nutrition, but also nutraceuticals, dietary supplements, and a growing range of functional plant-based products.
In these sectors, the line between food and health intervention is becoming thinner, and process quality is just as important as

ingredient quality. This is where pharmaceutical technologies offer valuable inspiration: from handling microingredients to controlled granulation, from sterile packaging in cleanrooms to real-time validation and traceability software.
One particularly promising area is dry processing: powders, blends, micronized products, microencapsulated nutrients.
Technologies such as fluid bed granulation, high-precision mixing, continuous volumetric dosing, and enclosed pneumatic conveying-originally designed for pharma-are gaining traction in food processing, bringing with them the materials, design principles, and validation logic of their original environment.
Another key example is in-line quality control. While many food facilities still rely on sampling and post-process checks, the GxP model promotes continuous monitoring, using integrated sensors and digital data capture at every stage. This not only prevents deviations but also builds a robust documentation trail, which is becoming increasingly essential for compliance with food safety and labeling regulations worldwide.
Advanced automation and plant-floor software integration are also gaining ground in food production. Especially in environments where allergens or bioactive ingredients are handled, manufacturers are beginning to adopt pharma-style centralized control systems, where recipes are validated, batches are tracked in real time, and operator access is strictly managed.
Of course, not everything is directly transferable. The food industry has its own priorities—scalability, creativity, and speed—that often differ from the pharmaceutical world. Yet the core principle remains valid: a more controlled process is also more efficient, more sustainable, and more credible to consumers.
In its new format, POWTECH TECHNOPHARM becomes a technological bridge between adjacent industries, where the positive “contamination” between food and pharma can spark meaningful innovation. For companies operating in high-value food segments—targeting demanding, highly regulated markets—embracing the lessons of GxP is not just beneficial: it’s becoming a strategic necessity.



With over 70 years of experience, Maselli is a family-owned Italian company specialized in the development of sensors for liquid analysis in industrial applications. Over time, Maselli has expanded its know-how to deliver ever-evolving solutions tailored to the needs of today’s production environments.
As far as concerns the beverage industry, Maselli provides in-line and laboratory instrumentation designed to optimize process operations and quality control. Modern industries increasingly demand innovative solutions to ensure product standardization, continuous inspections, and streamlined internal procedures. In this context, high-quality measurement instruments make a real difference when it comes to monitoring process performance and final product quality.
A focus on soft drink production: the importance of monitoring the Oxygen parameter
In addition to the traditional parameters measured during the soft drink manufacturing process, such as Brix, Fresh Brix, Diet, and CO2, Oxygen is a variable that is increasingly gaining in importance among soft drink producers and bottlers, who are well aware of the negative consequences this key parameter may have on the final product’s quality and durability.
Depending on the beverage’s composition, high levels of dissolved oxygen in soft drinks may have a considerable impact on the soft drink’s quality and shelf life, regardless of the packaging. A fundamental parameter in beverage manufacturing has become


Dissolved Oxygen, especially nowadays, where it is critical to ensure excessive oxygen exposure throughout the process does not impact the quality of the final drink.
What happens if you don’t monitor O2?
Numerous soft drinks are naturally subject to oxidation. Elevated levels of dissolved oxygen (O2) within soft
drinks interfere with the ingredients and can lead to alterations in taste and aroma, shifts in color, and a reduction in nutritional content. The oxidation process accelerates with higher oxygen concentrations within the beverage container and is increased by high temperatures.
As oxygen needs to be avoided all the way through production, it is im-
portant to measure oxygen throughout the process, but fundamental to have this parameter under control during the last steps of production, from bottling to laboratory testing on the final can or bottle. This stage guarantees the final customer’s satisfaction.
The solution to
To ensure customer satisfaction, quality control is recommended on the final package. High oxygen levels in the package’s Headspace cause a shorter shelf-life, as well as package deterioration, and product leakage.
The Maselli TP10 is an innovative Total Package Analyzer designed for the beverage industry. One of the main features of the analyzer is its universal sampling capability: the TP10 can perform measurements on a wide variety of package shapes and sizes.
Once the sample is placed into the TP10, the analyzer automatically pierces the container and measures the headspace volume and O2 concentration of both the liquid and the headspace of the package.
The TP10 user interface operates on a web-based software platform, making data analysis and collection quick and easy from anywhere, as communication with existing data collection systems is integrated.
Operations from the local display are intuitive, making the instrument ideal for all laboratory operators without the need for experienced users. The analyzer can also be remotely accessed through a user password-protected software interface to extract data for statistical analysis or troubleshooting.
The Maselli TP10 is designed to operate at line in a production environment or in a central QC laboratory. The sensors are enclosed in a waterproof housing designed for easy access for system validations and sensor maintenance.
Visit Maselli at Booth C5-262 to explore how the latest solutions for process and laboratory quality can support your production goals.
www.maselli.com

Satinox has been manufacturing perfectly welded stainless steel bowls for more than 30 years. They are made by hands to fit the machines used to knead and mix dough for the bakery and pastry sector as well as for the chemical and pharmaceutical sector.
The company was founded in 1982 and since then it has been a strong believer in the value of manual metalwork fabrication
All bowls are made by expert and specialized workers, able to manufacture robust, versatile and long-lasting tailor-made products.
Satinox can count on a team that works together with passion and professional expertise, uses high-quality materials and is continuously fine-tuning its metal fabrication and welding techniques.


In fact technical expertise and knowledge go hand in hand with the quality of the materials and the ability to turn traditional artisan metalwork fabrication into expert joining technique.
From project development to product manufacturing careful examination of any special production needs is definitely essential to find the ideal solu-
tion to optimize bowl performance, and consequently machine performance.
Strict compliance with the drawings, the painstaking attention to tolerances along with machining precision guarantee tailor-made products of any shape and size.
www.satinox.com













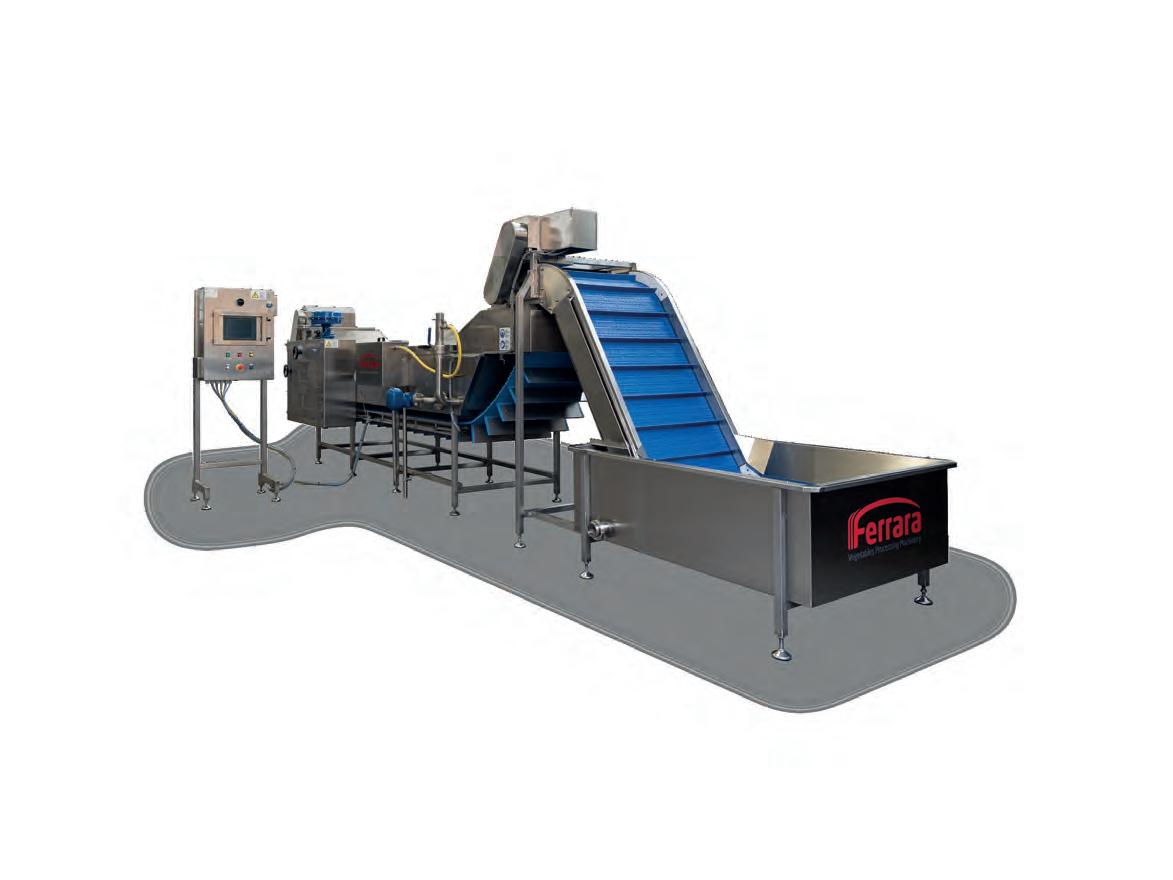



The company’s production plan include:
• Machines and complete lines for processing of artichokes, including Peeling machines, Cutting machines, Size Graders; Blanchers
• Fresh artichokes processing lines
• Cherry peppers Coring machines
• Tomatoes and vegetables cutting machines
•Continuous Blanchers
The strengths of Ferrara Costruzioni Meccaniche are:
•Specific knowledge of the production process of different Countries
• Considerable expertise due to thirty years of experience in the sector
• Meticulous attention to production details
•High quality and efficency standards thanks also to a machines CNC with 4.0 interconnection
• Recognized globally as a reliable partner for the construction of tailored equipments and for the efficency and speed for pre and post-sales assistance.
www.ferraramacchine.com
Silos Revolution is a company specializing in the design, development and customization of Raw Material Storage, Conveying and dosing systems for the food, chemical and pharmaceutical industries. Silos Revolution puts the customer’s needs at the first level and then tailors on them what will be the customer’s tailor-made system.
Dealing with particular and unique systems, there can be no copy and paste. Each system is different because the requests of the individual customer are different, only the gained experience on how to deal with certain particular ingredients that can be a game-changer.
This technical conception of work combined with the availability and flexibility of the company’s engineers and technicians has initiated important collaborations with large Italian and foreign groups.
The silos most demanded by industries are:
- The anti-static Trevira Fabric Silo model STT. This particular silo is the most economical version of the varieties of silos for storing food, chemical and pharmaceutical powders and granules. It is tailor-made, so it fits well in any interior space intended for storage, with the advantage of utilizing all available height. The sack can be washed and sanitized in any industrial laundry.
- The Monolithic Outdoor StainlessSteel Silo model SAI or Painted Steel Silo model SAV. This particular silo is mostly used when there is insufficient interior space for storing raw materials. There is an insulated version in case the stored ingredients are sensitive to high summer temperatures or relative humidity of outside air.
- The Modular Cylindrical Segment Silo made of stainless-steel or Paint-
ed Steel outdoor model SMC. This particular silo is the natural variant of the monolithic silo, when the storage exceeds 100 m3 or the silos have to be transported in containers by ship.
Bag emptying systems for bags up to 1 ton or bag emptying systems of 2550 kg conclude the range of products dedicated to powder storage.
On the company website you can find all storage solutions for powders, granules and liquids suitable for all needs, from the most economical fabric silos to monolithic stainless-steel outdoor silos to thermo-conditioned tanks.
Indicate the precision in the dosages of individual ingredients you would like to have, and Silos Revolution will build the appropriate system to guarantee those accuracies.
Silos Revolution micro-dosing systems guarantee accuracy of +/- 5 grams per individual ingredient.


Special production processes such as:
- Flour disinfestation: We prevent the problem of flour infestation upstream of the silo.


- Flour cooling: We solve the summer problem of hot flour for leavened baked goods. Our cooling systems lower the temperature of flour by 20°C, during the automatic dosage stage. Stop dry ice.
- Powder mixing stations: We make powder and granule mixing systems with or without fat additions. Ideal systems for all those who want to prepare automatic pre-mix of powders ready for a wide variety of uses.
- Powdered sugar: We help confectionery industries produce their own powdered sugar and manipulate it as needed.
- Inverted sugar systems: They are designed and sized ad-hoc so that they can be integrated into classic storage facilities.
Each system is managed by industrial PLC, and if the customer wishes, we can supplement the supply with management supervisors open to dialogue with existing systems and remote assistance.
If you already own a raw material storage transport and dosing system, but you are not satisfied with its performance, Silos Revolution can safely solve your problems and guarantee you the production you set out to achieve.
“Choose to be free” is Silos Revolution’s slogan, come and find out how.
You can visit our website on the following address: www.silosrevolution.com
In the industrial meat processing sector, technological innovation is no longer a luxury—it is a strategic imperative. Advanced automation, certifiable quality standards, sustainable output, and reduced reliance on specialized labor are now essential prerequisites for maintaining competitiveness at scale.
Within this fast-moving scenario, Inox Meccanica asserts its role as a key player in the sector’s evolution, introducing a new generation of machines and integrated solutions set to take center stage in 2026. These systems are designed to enhance the value of the final product while optimizing the entire processing workflow.
PIC LOMO: modular automation for high-value cured meats
Among the highlights of Inox Meccanica’s portfolio, the PIC LOMO is a state-of-the-art automated system specifically developed for premium dry-cured products such as Lomo, Coppa, Bresaola, and Pancetta. The system features a modular configuration of accessories for stuffing, pressing, and moulding, operating in
continuous mode with high flexibility and programmable logic.
The result is an industrial-scale process that maintains the visual and sensory characteristics typical of artisanal production.
Its key advantages include standardized results, shorter cycle times, and streamlined labor usage, ensuring consistent quality and higher throughput.
PIC 99 BCE with electric press: controlled compression and production yield
The evolution of the PIC 99 BCE comes with a new version featuring a digitally controlled electric pressing unit. This innovation allows for precise calibration of compression parameters, ensuring improved stuffing uniformity and a smooth, repeatable workflow.
The machine can handle up to 8 bars of 1200 mm per minute, offering high productivity even under continuous shift conditions.
Thanks to an integrated HMI touchscreen interface, all operations can
be managed by a single operator, with recipe-based settings to match product specifications.
Tumbler 4000 Full Optional: Multi-Functionality and Critical Parameter Control
Designed to meet the needs of highcapacity plants working across multiple SKUs, the Tumbler 4000 Full Optional is a highly versatile machine equipped with:
• Load cells for dynamic weight control
• Direct refrigeration units
• A patented osmotic port for selective discharge of unretained excess fluids
This system consolidates chilling, defrosting, marination, and direct smoking into a single processing unit, drastically reducing downtime, handling, and waste.
The greatest advantage lies in the repeatability and process stability it ensures—key factors in minimizing deviations and optimizing yield across batches.

Fully redesigned, the TM 200 V is a highly flexible tying machine, compatible with both elastic netting and traditional string.
It supports continuous cycle or singleknot mode, configurable according to specific production line requirements.
All functions are governed via a userfriendly HMI interface, with the ability to save and recall product-specific recipes.
The machine has been developed to maximize output speed, ensure visual product consistency, and simplify format changes—eliminating the need for mechanical retooling between runs.
A clear vision: technology in the service of product integrity
The innovations introduced by Inox Meccanica are built around a core principle: bringing automation to the service of product quality, without compromising identity, sensory

attributes, or traditional values. The company continues to invest in digital transformation, precision engineering, and integrated systems, delivering equipment that is flexible, scalable, and operator-friendly, even in low-labor-intensity contexts.
With 2026 on the horizon, the sector is on the cusp of a new phase of technological advancement—and Inox Meccanica is ready to lead that shift, with solutions that are forward-
looking yet firmly grounded in the real-world needs of the meat processing industry.
inoxmeccanica.com

RASSPE Blades is a unique symbol of history and innovation: the most ancient brand of blades for slicing machines was established in 1827 and shines nowadays within the innovative environment of CHIARAVALLI Group.
Today, in fact, RASSPE Blades are a 100% Made in Italy excellence prod-
uct that joins 30 years of craftsmanship know-how with the productive strength of a multisectoral Group.
Starting from the design of each model, passing through the study of the numerous phases of production, up to their development and application, everything is based on the passion for a unique product.
Each step is the outcome of years of experience and constant innovation dedicated to refining each detail that pours into unmatched quality blades for slicing machines.
What makes RASSPE a leading player in its sector is not just quality: thanks to the latest productive machines, more than 30 000 blades are monthly pro-


duced in the group plants to grant the supply of a vast warehouse to support all customers in such a complex macro-economic context.
Serving worldwide customers, RASSPE Blades perfectly embodies the idea of a group with an Italian heart that deals on the global stage.
Such expertise within the food industries represents for the group a fun-
damental asset: RASSPE team will be leading the Food Division of the Group, founded to expand the range of products offered to the alimentary sector.
From tensioners and open transmission components to electric motors CHIARAVALLI Group manages various products that are at the foundation of the food industry machines and that thanks to RASSPE expertise
represent a tangible opportunity for growth for all the group.
Founded on past success, fueled by the actual challenges, and projected towards the future, CHIARAVALLI Group has in RASSPE one of the gems that shines and will shine even more, just like one of its stunning blades.
www.chiaravalli.com

In recent years there has been a strong growth in the market of gallon water bottles, both in Italy and worldwide.
Dispensers showed a positive trend, apart from the temporary setback caused by the Covid-19, mainly involving offices, factories, warehouses and various communities. The success of gallon bottles, in particular those of reusable PET or PC bottles, obviously involves the need to guarantee the safety of water, and consequently the cleaning of containers and dispensers. Which must be ac-
curately and periodically sanitized. The water used to fill the gallon bottles, which can be natural spring water or water from other sources, must comply with the quality parameters defined in Community legislation on water intended for human consumption.
Used empty gallon bottles, if still intact, can be reused. But before being inserted in a new filling cycle, they must be inspected for integrity, absence of discoloration and possible odours. After that, they must
be washed with water and specific detergents and rinsed thoroughly with special machines. Like those built by Akomag, for example, an Italian company specialized in the design and production of machines and plants for the bottling industry.
Washing, rinsing, filling, capping
The Monobloc washer for gallon bottles Sira has been designed by Akomag for washing and sterilizing PET or PC gallon bottles or other bottles of various sizes, to be filled with

still water. The washing cycle adapts to the various production needs of the end customer and is very effective. For this machine Akomag has designed and produced a special spraying and brushing device for gallon bottles that ensures total cleanliness. Through the use of special mobile nozzles furniture (penetrating and rotating), the machine washes the bottle internally at high pressure (5 bar). While the outside is brushed by means of nylon brushes. The machine can be quickly adapted to the different bottle formats by simply setting the type of container to be handled on the control keyboard. The stainless steel control board installed next to the monobloc is easily accessible for the operator. The panel is equipped with a touch-screen for the complete management of all line functions, and the displayof operating parameters and alarms. The Monobloc features an automatic de-capper in stainless steel: a pneumatic system grips the bottle neck while ejecting the cap. The system is safe, but it can be

equipped with a system for the selection and ejection of gallon bottles that have not been properly de-capped. The bottles are then filled by means of special inverter- controlled pumps.
A valve designed by Akomag guarantees a laminar flow and no contact between the valve and the bottle. The filling is carried out by means of a special meteringdevice that ensures extreme filling accuracy. The
capper consists of soundproof vibrating hopper, a descent channel, and a tear-off pick-up head.
The closure of the bottle is guaranteed by an inclined pressure belt characterized with adjustable pressure. All adjustments are automatic and managed from the control panel.
www.akomag.com

After years of studies, research and development about the colloidal characteristic of the milk and its implications for the coagulation, SCA is proud to announce that developed a special and specific product “SALIMIX CAL” : a colloidal dispersion of calcium phosphate in water solutions.
SCA has been the sole company, on the world stage, able to create a calcium phosphate in colloidal dispersion, mission considered impossible before, obtaining the unique and most innovative technological adjuvant for the milk coagulation.
The milk mineralization is the main factor of its own coagulation. The proper disposition of ion bridges stabilizes its structure, based on colloidal calcium phosphate.
The casein micelles are permanently in colloidal dispersion in the fresh milk.
Constantly moving, they move in short distance entering in collision one each other against fat cell, changing direction. During the renneting is fundamental that any collision can be potentially 100% positive.
Unfortunately, the thermal treatments (from the cooling, storage and then pasteurization), reduce its mineralization: it’s known that any milk when in the vat and ready for the coagulation has already lost an average of 20% of its
CCP and this reduce the positive collisions causing weaker milk clots.
The technological knowledge allows to say that Ca++ is the main important salt ion but not the unique.
In the event of ion losses distributed proportionally within the existing ion (CCP), the actual dairy technology is still based on the Ca++ ion only.
This practice is correct, however the use of only a “strong” ion like Calcium, “force” the protein structure triggering a partial self- replacement towards the remaining ions.
The effect of that is the typical problem connected with the downsizing of the spatial structure for the reduction of the bridges, which ever causes yield losses.
The role covered by SALIMIX CAL in this process is to create
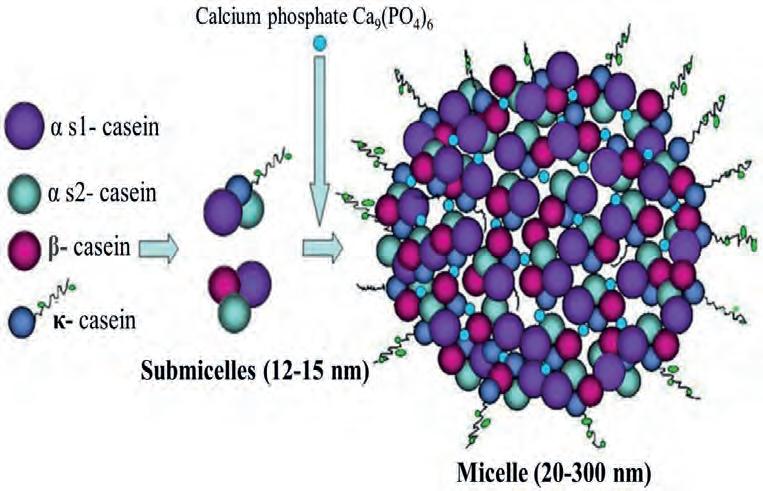
the best electrostatic and covalent bonds to facilitate 100% positive collisions with the formations of bridges among and between micelles. Its native structure stabilizes the casein micelles acting as cement of the hundreds submicelles.
Adding SALIMIX CAL, instead of using the sole ion Ca++, the original spatial structure is restored. It doesn’t induce the narrowing of the curds, as it could happen with the use of Ca++, but it guarantees the full and perfect elasticity which is the base to eliminate the formation of “fines” and the losses of fat in the whey, ensuring the highest possible yield. Contact us for more information and to organize tests.
The other SCA products are:
LACFOOD: selected dairy ingredients for cheese, ricotta, mascarpone, yogurt and processed cheeses productions;
VITALMIX: complete range of cultures and BIOPROTECTIONS
for any cheese, yogurt, kefir and fermented milks;
SALIMIX: technological adjuvants 100% based on SCA technology and developed for
• SALIMIX RIC are the key product for the production of the best RICOTTA;
• SALIMIX N to correct the acidity of milk and whey;
• SALIMIX LG to control the osmosis process into the protective liquid of mozzarella or other white cheeses.
• SALIMIX MAC for the best structure of mascarpone.
SCA is an Italian food company established in Emilia-Romagna Food Valley for over 35 years. SCA has constantly produced and researched, for the dairy industry, ingredients and natural processing aids related to the Mediterranean food tradition to offer the best to the final customer who is at the top of the mission statement.
SCA is certified with FSSC 22.000, ISO 9001 and ISO 22.000, Organic, Halal and Kosher.
It is established both on the national and international markets.
SCA also distributes Domca products dedicated to any shelf-life problem, based on natural ingredients of vegetable origin. Starting from plant matrix, the company has developed the research and extraction of natural molecules with an antibacterial and preservative action.
The long study of the Allium ssp. and its compounds has allowed the creation of standardized and natural products for the improvement of shelf-life.
They are also successfully used throughout the supply chain of the agro-food sector, from organic products to finished products such as cheeses, fresh meat and fish products.
Visit: www.sca-srl.com

Artificial Intelligence has been a core part of IMA’s innovation strategy for years. Today, this vision takes shape in the form of a formal and operational structure within the Research and Innovation Area, with the aim of transforming AI’s potential into concrete, scalable, and high-impact applications.
Two new centers of expertise have been created within the organization: the IMA AI LAB and Embedded Data Machines. Their mission is to consolidate and expand the use of AI across several fronts - from integrating intelligent functionalities into machines and plants, to advanced data collection and analysis, to the development of predictive algorithms and advanced tools for support and technical assistance. Special focus will be given to enhancing advanced troubleshooting through intelligent systems capable of anticipating, diagnosing, and resolv-

ing anomalies with increasing speed and precision.
Comunicato stampa
This further development and implementation of AI stems from the consolidation and structuring of various initiatives, now unified and strengthened within the two new entities. It complements ongoing activities that employ AI to enhance customer training programs and to develop and implement digital twins created by the Group - tools that allow the simulation of complex scenarios and improve technical and operational learning in virtual environments.
“Artificial Intelligence for IMA is not an experiment, but a clear direction. We have decided to structure our expertise to accelerate the development
of solutions that improve the performance, reliability, and service quality of our technologies - says Dario Rea, Director of Research and Innovation at IMA Group. “We are moving along multiple axes: connectivity, automation, troubleshooting, training. And we do so with a key principle: AI must serve work, not complicate it. It must generate value, not overhead. It must be responsible, useful, and transparent”.
IMA AI LAB: il Gruppo spinge
L’Intelligenza Artificiale è da anni parte integrante visione si traduce in una struttura formale e Innovazione con l’obiettivo di trasformare il potenziale alto impatto.
Due nuovi centri di competenza, l’IMA AI LAB dell’organizzazione avranno il compito di consolidare direttrici: dall’integrazione di funzionalità intelligenti avanzata dei dati, fino allo sviluppo di algoritmi supporto tecnico. Particolare attenzione sarà dedicata avanzata, attraverso sistemi intelligenti in grado modo sempre più rapido e preciso.
With this initiative, IMA strengthens its pragmatic approach to innovation and reaffirms its commitment to being not just a technology provider, but an evolutionary partner for its customers.
www.ima.it

Questa ulteriore declinazione e implementazione consolidamento e dalla strutturazione di diverse iniziative, nuovi enti. Essa si affianca alle attività già in rafforzamento dell’offerta formativa rivolta ai clienti twin realizzati dal Gruppo, strumenti che consentono l’apprendimento tecnico e operativo in ambienti virtuali.
“L’Intelligenza Artificiale per IMA non è un esperimento, di strutturare le nostre competenze per accelerare performance, l’affidabilità e il servizio delle nostre Ricerca e Innovazione del Gruppo IMA. Ci muoviamo troubleshooting, formazione. E lo facciamo con un complicarlo. Deve generare valore, non sovrastrutture. trasparente”.
Con questa iniziativa, IMA rafforza il proprio approccio volontà di essere non solo fornitore di tecnologie,
“
The use of robotics and artificial intelligence in packaging is increasing, providing benefits in efficiency, quality,and sustainability. However, companies must consider costs and invest in training for effective use
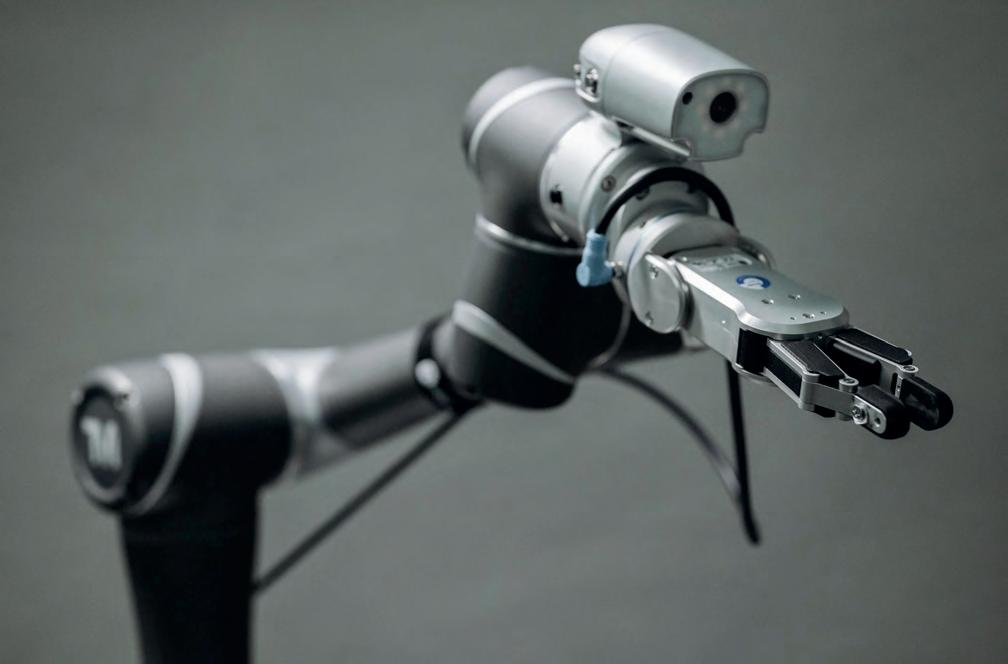
TThe world of packaging is undergoing a rapid evolution thanks to the introduction of robotics and artificial intelligence. In recent years, advanced technologies have radically changed the way companies produce and package their products, offering advantages in terms of efficiency, precision, and sustainability.
One of the main benefits of using robots in packaging is the increase in speed and efficiency. Robots can work 24/7 without interruptions or slowdowns, improving productivity and reducing delivery times. Additionally, robots can be programmed to work precisely

By the editorial staff


and repetitively, reducing human errors and improving product quality.
Artificial intelligence is another technology that is revolutionizing the world of packaging. Thanks to AI, machines can continuously learn from their environment, improving their performance and adapting to new situations. For example, machines can use artificial vision algorithms to detect defects or anomalies in products, reducing the risk of errors and improving product quality.
Another advantage of using robotics and artificial intelligence in packaging is the reduction of waste and environmental impact. Machines can work with greater precision and use only the amount of material neces-
sary to package products, reducing waste and energy consumption. Additionally, machines can be programmed to recycle or reuse packaging materials, reducing environmental impact.
Moreover, the integration of AI and robotics enhances traceability throughout the production chain.
Smart sensors and connected systems can collect real-time data on every step of the packaging process, allowing for better monitoring, faster response to anomalies, and improved compliance with regulatory standards.
This level of control not only reduces errors but also provides companies with valuable insights to optimize operations over time.
These technologies are also opening new possibilities in the field of customization. Automated systems powered by AI can adapt packaging formats to different types of products or markets with minimal reprogramming, enabling companies to respond more flexibly to consumer demand and reduce time-to-market for new launches.
Additionally, collaborative robots, or cobots, are increasingly being introduced in packaging lines.
These systems are designed to safely operate alongside human workers, supporting them in repetitive or ergono mically challenging tasks. This collaboration enhances workplace safety, reduces strain-related injuries, and al lows human workers to focus on higher-value activities, such as quality control or supervision.
Edge computing and AI-powered analytics are also contributing to real-time decision-making at the machine level. By processing data locally, these technologies re duce latency and enable immediate adjustments in the packaging process—for example, optimizing sealing temperature or adjusting product alignment during highspeed operations.
L‘automazione affascina. Con ogni sua nuova sfaccettatura.
La SPS le mostra tutte. Dal 1990 la SPS rappresenta la casa dell‘automazione. È il luogo in cui le competenze dispiegano il loro pieno potenziale, in cui i networks crescono e in cui si ottiene l‘ispirazione per nuove idee.
Dalla start-up al global player – qui il progresso nasce dalla varietà, dal know-how e da un autentico potere di realizzazione. Per tutti coloro che guardano al futuro e lo portano avanti.
Bringing Automation to Life
However, the introduction of robotics and artificial intelligence in the world of packaging is not without challenges.
Companies must invest in expensive technologies and train personnel to use them effectively. Additionally, machines can be subject to malfunctions or breakdowns, causing interruptions in production and additional costs for maintenance. Data security and system integration


– 27.11.2025


In the world of the food industry, product safety is of paramount importance. The challenge of keeping food safe and of high quality throughout the entire production and distribution process is complex but essential.
For over 50 years, ifm has been committed to providing integrated automation solutions for the food sector.
The company offers products and services aimed at ensuring transparent processes in food processing, packaging, and cold chain management, thus guaranteeing food safety “from field to table.” Specifically in this field, ifm can play a leading role because it has all the necessary automation and process digitaliza-
tion technologies to support safe production, and because its expertise is demonstrated by its membership in EHEDG (European Hygienic Engineering & Design Group)—a European consortium that includes food companies, equipment manufacturers, research institutes, and public health authorities.
Today, ifm expands its already extensive range for this sector with the
brand-new SM Foodmag, a magneto-inductive sensor that meets the highest standards of the food industry by bringing hygienic measurement of liquid food flows to a new level.
Equipped with IO-Link, the sensor requires no mechanical components in contact with the fluid and simplifies direct transmission of digital data, effectively eliminating the last blind spot in the production process and


thus providing complete transparency.
Highly functional (it is also available with a display and 360-degree status LEDs for precise and timely information), SM Foodmag by ifm detects in real time the presence of fluid, its flow rate, total volume, and direction.
It also transmits data regarding the liquid’s conductivity and temperature to the control system and IT level. As a result, it offers the advantage of “measuring what matters” with a single device, reducing the need for additional measurement points in the system.
Integrating SM Foodmag with existing systems is extremely straightforward. Its standard M12 connector, combined with a flexible choice of seals and process adapters, ensures a quick, hygienic, and errorfree connection to the infrastructure. The app-based menu structure and optional guided installation make
parameter setting an extremely intuitive task.
testing ensures lasting quality
Through meticulous internal and external tests, SM Foodmag is guaranteed from the outset to withstand the extreme conditions typical of daily production in the food industry.
The thermal shock test evaluates the sensor’s accuracy under significant temperature changes, such as those occurring during pasteurization.
In this process, milk or highly acidic products are heated to temperatures between 72 °C and 95 °C and then rapidly cooled to ensure their preservation. Even after one thousand hours of continuous stress caused by sudden temperature changes from below zero to above zero, the measurements must remain within predefined accuracy limits.
To transfer fluids from tanks to subsequent processing phases, pumps
and valves are used. Pumps generate constant vibrations, while valves undergo rapid openings that cause pressure spikes.
The pressure spike test replicates these surges by intentionally applying pressures that exceed the nominal values indicated in the technical documentation.
After one million cycles, the Foodmag SM undergoes a strict seal test. Additionally, shocks and vibrations along the X, Y, and Z axes are intensely simulated over several days to ensure that external influences do not compromise the device’s performance.
In the condensation test, cold fluid flows through the piping system and the sensor in a warm environment. The Foodmag SM is exposed to high humidity and condensation for weeks and in various installation positions, confirming that moisture does not penetrate inside the device.
www.ifm.com/it
Mr.Gabriele Macchi, Operations Director at PROXAUT, tells us how the new automated guided vehicle was born: the CUBE. Thanks to the skills acquired in the field of R&D, Mr. Macchi has become a promoter of technological innovation and supporter of new employment policies.
Listening to the market demands of this last year and after having carried out a dedicated strategic marketing study, together with the Management of PROXAUT, Mr. Macchi and his team of researchers have taken care of developing a new AGV vehicle.
“The challenge was to find a SMART solution, designing and building a small and versatile AGV, capable of carrying weights up to 1000 kg (2200 Lbs). PROXAUT vehicles, in fact, are built to work in narrow spaces, such as in warehouses where we have a few centimetres of tolerance for our automatic handling.
We have therefore used years of experience to create a small self-driving shuttle (1300 x 900 x 300 mm h) with inertial guidance capable of passing where others do not enter. There are no application and industry limitations for this automated transportation system. Do you have a Euro pallet with

Gabriele Macchi Operations Director at PROXAUT


goods weighing 1000 kg to be transported from point A to point B? Here’s the solution: CUBE by PROXAUT!
An efficient automated warehouse worker which will work for you 24/7, without going on vacation or getting sick. “I don’t deny that a minimum maintenance must be done regularly, but this operation takes only a few hours a year and serves to ensure optimal performance and maintain maximum efficiency levels, also in terms of the durability of lithium batteries” Mr. Macchi tells us. “Moreover, the advantages of these forklifts with and without forks are now known: reduction of personnel and indirect costs in general, reduction of human error thanks to integration with WMS and management software, improvement of traceability and management of warehouse stocks, maximum configurability with company management
systems, increase in production with 24/7 shifts, improvement of safety, optimization of flows and traffic, operation in environmental conditions hostile to man, hygiene and cleanliness”.
But we are curious... We want more... What about the price? The Operations Director smiles and replies without hesitation: “I’m a technician, not a salesman. However, I can tell you that we have tried to make a lowcost shuttle. If we don’t consider the prototype presented at the fair MECSPE (6-8 March 2024 in Bologna) and LogiMAT (19-21 March 2024 in Stuttgart), we have already put a series of vehicles into production. The trade fairs have given us the desired results, we have already concluded some sales contracts for AGV plants, including of course also several CUBEs that should be operational at the end of summer 2024. We
have already had confirmation from our Production Manager that, compared to the prototype, prices have dropped: the industrialization of this model allows us to enter the market with a very interesting and competitive price!”
The challenge of a market in constant revolution does not scare Proxaut.
The trade fairs of recent months and a growing market have given new life to a company that has been on the market for over 30 years. From a small family-run business, it has become part of an international group, the Middleby Corporation, a world leader in the food machinery industry. In 2022, the year Proxaut was acquired, it was named “World’s Best Employer” by Forbes magazine.
For more information: www.proxaut.com www.middleby.com
NORD DRIVESYSTEMS, a global leader in drive technology, has been honored with the prestigious EcoVadis Gold Medal for its commitment to sustainable business practices. This recognition places the German company among the top 4% of more than 130,000 rated companies worldwide and reflects a remarkable 10-point improvement over the previous year.
At the heart of NORD’s success lies a deep-rooted culture of responsibility and long-term vision. As an independent family business, NORD consistently upholds values such as integrity, reliability, and environmental stewardship. “Receiving the Gold rating from

EcoVadis is both an honor and a motivation to keep pursuing responsible growth,” says Jörg Niermann, Head of Marketing at NORD. “We remain committed to advancing our sustainability efforts for the benefit of future generations and our customers worldwide.”
Environmental excellence across the value chain
NORD achieved its highest individual score—85 out of 100—in the “Environment” category. The company’s approach integrates renewable energy sources, waste heat recovery, energy-efficient production pro-

(Award ceremony, May 2025)
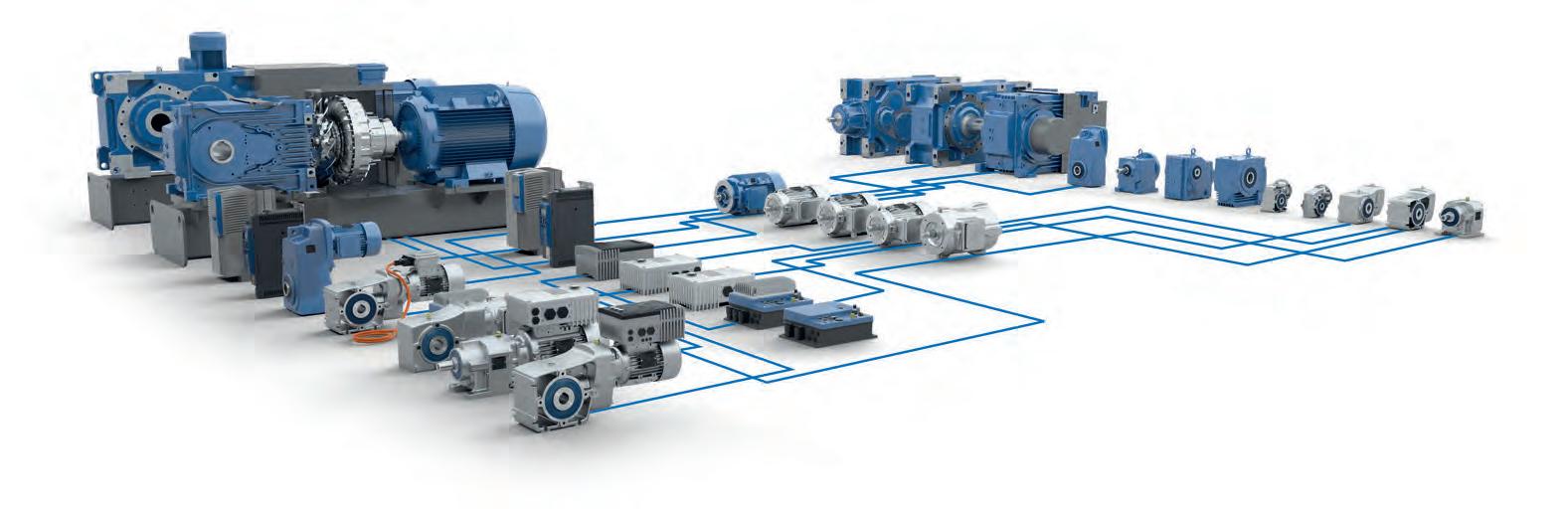
cesses, and comprehensive CO₂e reporting aligned with Scope 1 to 3 emissions. These efforts not only reduce environmental impact but also create added value for partners in sectors like food processing, where energy efficiency and regulatory compliance are key priorities.
NORD’s ethical standards are equally rigorous. The company has implemented robust anti-corruption training, transparent data protection procedures, and a whistleblower system to ensure integrity at all levels.
These initiatives are supported by a clearly defined code of conduct that strengthens trust among employees, customers, and stakeholders.
People are central to NORD’s sustainability strategy. Fair working conditions, flexible scheduling, and collective bargaining agreements foster a positive corporate culture. The company actively promotes health, safety, and equality through regular training programs, ensuring that every employee can thrive in a respectful and inclusive environment.
Sustainability at NORD extends far beyond its internal operations.
The company’s supply chain policies emphasize transparency, risk assessment, and ethical sourcing— particularly in relation to conflict minerals.
NORD works closely with suppliers through audits and training programs to ensure that ecological and social criteria are upheld throughout the value chain.
With over 4,800 employees and operations in more than 100 industries, NORD DRIVESYSTEMS continues to shape the future of drive technology through innovation and responsibility. From energy-efficient motors to explosion-protected systems, the company’s solutions are designed to meet the evolving demands of modern industry while aligning with the highest sustainability standards.
www.nord.com


In the late 1800’s and early 1900’s, the invention of the double seam – a means of folding 5 layers of material in a way that interlocks a can end with a can body – transformed Food and Beverage packaging by eliminating the need for soldered seams to achieve a hermetic seal. By 1910, Henry L. Guenther had taken this advancement to the next level by designing and patenting the first machinery to create these double seams on cans. With that invention, the Angelus Sanitary Can Machine company was founded, with a vision of creating the finest machines of their kind, anywhere in the world.
Today, more than a century later, and with more than 16,000 seamers sold
in 132 countries across the globe, Henry’s vision has been realized, and the Angelus name is still recognized as the standard for excellence in seaming technology and equipment.
Joined with Pneumatic Scale Corporation in 2007, the combined company of Pneumatic Scale Angelus is a global leader in the design and manufacture of packaging machinery for liquid and dry filling, capping, can seaming, and labelling applications as well as state-of-the-art container handling solutions. The company is a division of BW Packaging under the Barry-Wehmiller umbrella of companies.
In recent years, the company has introduced the Angelus V-Series line, designed to meet the specific needs of
the Food and Beverage markets. The same technology used for high-speed seaming applications has also been scaled for the needs of the craft beverage space. Angelus has manufacturing facilities in Ohio in the United States, as well as its Parma, Italy location.
In nearly all markets Angelus serves, concerns for sustainability and increased, pandemic-driven demand for shelf-stable products created a surge in can demand and a subsequent shortage of them. Though pressures have eased somewhat, with can makers working aggressively to increase production, it will still take time for supply to catch up with demand.
In addition, the lightweighting of cans brings challenges to seaming

equipment, as lighter cans can often lead to an increased risk for can damage during production and even transportation. Seamer suppliers like Angelus are responding with innovations to seamer design and container handling.
For Pneumatic Scale Angelus, consistent communication with can makers helps drive not only future product design, but also current partnerships with customers to analyze produc-
tion and mitigate potential areas for damage, not only at the seamer, but also upstream and downstream from the seaming process. Angelus currently has patents pending for several new developments in seamer design and container handling that it believes will provide superior solutions for its customers, as well as a competitive advantage for the company.
When asked about the future of sea-
mers for Food and Non-Food cans, Thomas Thiel, Product Line Leader for Can Seaming replied, “Angelus continues serving the Food and Beverage markets with seamers specially designed to address their unique needs. We have a long history of innovation in seaming, and we are excited about our plans to continue that legacy well into the future.’’
www.psangelus.com

by Stefano Rizzato Founder, Sales


Automation, hygiene, and energy efficiency are top priorities in today’s food industry. ESG-ITALY positions itself as a strategic partner for companies looking to simplify production processes and integrate advanced control systems. With a focus on snack production, the company offers complete, tailor-made solutions that combine electrical engineering, software development, and system integration—reducing complexity and supporting sustainable innovation. In this interview, the ESG-ITALY team shares their approach to helping clients build efficient, future-ready food plants.
ESG positions itself as a technical partner for automation and industrial process control: what are the most common needs you encounter in food companies, and how do you address them?
At ESG-ITALY, we specialize in snack production—extruded, fried, baked products—and we know how complex it is to build or upgrade a food plant. The most common issue? Lack of time and internal resources. Managers are often overloaded, and coordinating different suppliers and technologies can become a real burden. That’s where we step in as a single point of contact for the full automation and control system. From design to commissioning, we deliver efficient, cost-effective, and customized solutions, using our strong industry expertise
and trusted supplier network. The result is a smoother project and a more efficient plant—with higher quality and less stress.
Your experience spans multiple industries, but the food sector requires strict safety and hygiene standards: how do you adapt your systems to meet these requirements?
Hygiene is critical, especially with fried snacks where residues like oils and flavourings can become contamination risks. Sanitation must be fast and effective to avoid downtime and maintain standards.
At ESG-ITALY, we apply four principles in every design: ease of cleaning, energy efficiency, ergonomic layout, and user-friendliness. We favour self-cleaning equipment

or setups that allow quick, thorough sanitation. We also work only with partners who meet the highest hygiene certifications, including those related to sustainability.
Your approach combines electrical design and software development: how important is it to offer integrated solutions to food machinery manufacturers?
Today, integration is essential. Many suppliers offer good components, but only a few deliver the full picture. Our value lies in transforming individual machines into a coordinated, intelligent ecosystem.
Our team includes project engineers, software developers, and system integrators who collaborate closely to ensure each element communicates and works as part of a high-performing system. Our clients don’t just buy automation—they gain a complete, optimized production flow.
ESG often handles complex plants that must be commissioned abroad: what are the main challenges when working with Italian technologies in international production contexts?
We don’t limit ourselves to Italian technologies. Our approach is international and solutionoriented. The real challenge is integration— different standards, languages, workflows.
For every major project abroad, ESG manages the key phases directly: installation, commissioning, and training. We ensure local teams become fully autonomous before leaving the site. In some cases, we even deploy a dedicated team locally to support startup and continuity. That’s how we guarantee results globally.
Speaking of Industry 4.0 and digitalization: what technological trends are you observing in your recent projects for the food sector?
We’ve moved beyond the Industry 4.0 concept. Today we talk about Industry 5.0—where digital tools serve not only productivity, but people and sustainability.
Our systems already integrate AI-powered modules and smart features to monitor energy use, boost efficiency, and support real-time decision-making. The future is built on intelligent, connected, and human-centered automation.
esg-italy.com




Returning for their 10th and 6th editions respectively,
Food Africa and pacprocess MEA will take place from 9 to 12 December 2025 at the Egypt International Exhibition Center (EIEC). These internationally renowned events have become leading platforms for stakeholders in the food and beverage, processing, and packaging sectors, offering unmatched opportunities to explore business prospects across Africa and the Middle East.
A unified platform for industry advancement
Food Africa has, over the past decade, positioned itself as a premier gateway to Africa’s thriving food and beverage sector. As the continent’s population surges towards 2.5 billion by 2050, food consumption and demand are increasing rapidly.
Africa’s food industry is expected to reach $1 trillion annually by 2030, and its food imports are forecasted to hit $90–$110 billion by 2025.
Egypt, strategically located and economically pivotal, continues to lead the way. In 2024, Egypt’s processed food sector exports reached $5 billion, with top destinations including Arab countries, the EU, and the United States.
In parallel, pacprocess MEA, organized by Messe Düsseldorf and a member of the interpack alliance, drives progress in the packaging and processing landscape of the MEA region. As demand for modern, efficient, and sustainable packaging solutions increases, pacprocess MEA offers a specialized platform where






global and regional stakeholders converge to showcase innovation and explore new business partnerships.
The 2024 edition of the two events welcomed 1,018 exhibitors from 35 countries and over 31,000 trade visitors from around the globe. Spanning key sectors such as food and beverages, pharmaceuticals, cosmetics, non-food, and industrial goods, the exhibitions support industry transformation by bringing together leading brands, manufacturers, and decisionmakers in one dynamic venue.
Food Africa and pacprocess MEA are more than just exhibitions—they are strategic business platforms. Key features include the Hosted Buyers Program, which connects exhibitors
with vetted international buyers and decision-makers; the B2B Matchmaking Platform, which facilitated over 5,561 pre-scheduled meetings in 2024 between stakeholders from 64 countries; and a specialized conference that gathers international experts to explore trends, market insights, and sectoral developments.
The synergy between Food Africa and pacprocess MEA reflects the growing interdependence of the food industry with the processing and packaging sectors.
Together, these exhibitions offer a comprehensive view of market opportunities and industry advancements, fostering knowledge exchange, commercial growth, and supply chain efficiency across the region.
With Egypt serving as a strategic trade bridge into Africa and the Middle East, these events are uniquely positioned to help companies access one of the world’s most promising growth regions.
Whether you’re looking to expand your network, enter new markets, or launch innovations, Food Africa and pacprocess MEA 2025 will offer the ideal environment to accelerate your goals.
Food Africa and pacprocess MEA are proudly organized by International Fairs & Promotions (IFP), Konzept, and Messe Düsseldorf, bringing together their expertise to deliver worldclass industry platforms in the Middle East and Africa.
For media inquiries and updates, visit: www.foodafrica-expo.com www.pacprocess-mea.com


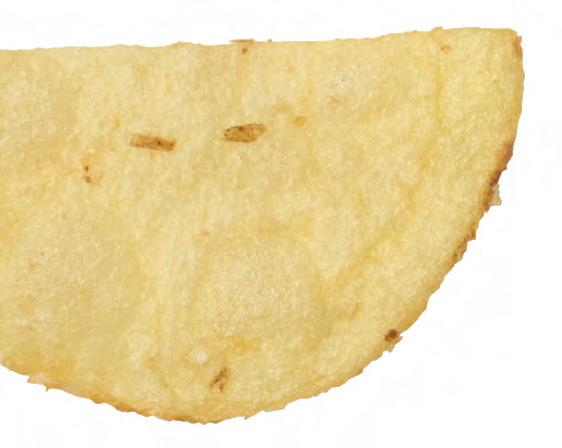















In June 2026, the eyes of the global savoury snacks industry will turn to Lisbon, Portugal, where SNACKEX — the sector’s flagship exhibition — comes to the FIL Expo Centre. Taking place on 17 –18 June, this two-day event promises to be more than just a trade show. It is the definitive gathering for anyone involved in the manufacture, supply, or innovation of savoury snacks and snack nuts.
SNACKEX is unique in its exclusive focus on this fast-growing sector. As the only international trade fair solely dedicated to savoury snacks, it has established itself as an essential meeting point for buyers and suppliers looking to shape the future of the industry.
For exhibitors, SNACKEX is more than an opportunity — it’s a strategic platform. With over 70% of previous attendees influencing purchasing decisions, it offers direct access to the people who matter.
Whether you’re launching a new product, seeking international exposure, or strengthening relationships with current customers, the show floor is where deals are made and innovation is showcased.
Attendees can expect a rich mix of qualified visitors, from senior executives and procurement specialists to engineers and product developers. In 2026, SNACKEX will again welcome buyers from over 70 countries, offering unparalleled networking opportunities and the potential to open doors to new global markets.
Exhibitors span the entire value chain — from snack producers to equipment manufacturers and ingredient suppliers.
Expect to see leading companies presenting innovations in potato and corn chips, popcorn, baked and extruded snacks, as well as the latest in meat snacks and nut-based products. The event also features cutting-edge technology in weighing, packaging,
extrusion, processing, and quality control.
2026 show will also spotlight services like consulting, paperless production metrics, and compliance solutions that are driving operational excellence across factories worldwide.
Visitors to SNACKEX represent a broad and influential cross-section of the snack food industry.




From senior directors at top global snack brands to R&D leaders scouting for the next big idea, and from engineers sourcing equipment to brokers and buyers forging new supplier relationships — this is where industrydefining conversations happen.
Retail representatives and companies with specific challenges will also be in attendance, looking for tailored solutions and one-on-one engagements with trusted partners and new suppliers alike.
The bottom line
SNACKEX isn’t just another event — it’s where deals get done, partnerships are formed, and the future of the savoury snacks sector is shaped.
Whether you’re a long-time industry leader or an emerging player with a game-changing idea, Lisbon in June 2026 is where you need to be.
Don’t miss your chance to be part of the industry’s most targeted and highvalue exhibition.
For all enquiries please email veronica@esasnacks.eu and keep an eye on snackex.com for early registration to visit.

PROSWEETS
02-05/02/2025
COLOGNE
Trade fair on technologies for the confectionery and snack industry.
FRUIT LOGISTICA
05-07/02/2025
BERLIN
Trade fair on technologies for the fruit and vegetable industry.
BEER&FOOD ATTRACTION
16-18/02/2025
RIMINI
Trade fair for the beer, food & beverage world.
23-25/02/2025
BOLOGNA
International exhibition of healthy eating out.
SLOW WINE FAIR
23-25/02/2025
BOLOGNA
International fair dedicated to the good, clean, and fair wine.
MECSPE
05-07/03/2025
BOLOGNA
International trade fair for the manufacturing industry.
PROWEIN
16-18/03/2025
DUSSELDORF
International trade fair for wine and spirits.
VINITALY
06-09/04/2025
VERONA
International exhibition for wine and spirits.
16-18/04/2025
SANTIAGO, CHILE
International trade fair on packaging and packing technologies.
TUTTOFOOD
05-08/05/2025
MILAN
B2B trade fair for the entire agri-food ecosystem.
MACFRUT
06-08/05/2025
RIMINI
Trade fair for the fruit and vegetable industry.
SPS/IPC/ DRIVES ITALIA
13-15/05/2025
PARMA
Fair on automation, components, and software for the industry.
IBA
18-22/05/2025
DÜSSELDORF
Trade fair for the bakery and pastry industry.
IPACK-IMA
27-30/05/2025
MILAN
Trade fair on technological solutions for food and non-food processing and packaging.
GULFOOD
17-21/02/2025
DUBAI
Fair on hospitality and food products.
07-10/04/2025
ALGIERS
Salon for companies of the agri-food sector.
19-22/05/2025
TEHRAN
Fair on packaging technologies.
PROPACK ASIA
11-14/06/2025
BANGKOK
International exhibition for packaging.
GULFOOD MANUFACTURING
04-06/11/2025
DUBAI
Fair for the packaging and food & beverage industries.
GULFHOST
2025
DUBAI
Hospitality fair for the Middle East, Africa, and Asia.
HOSPITALITY
QATAR
2025
DOHA
Fair on hospitality and HORECA.
24-27/06/2025
SAO PAULO, BRAZIL
Trade fair on packaging technologies.
15-19/09/2025
MUNICH
Trade fair for the beverage industry.
20-23/09/2025
STUTTGART
Trade fair for baking technologies.
23-25/09/2025
NUREMBERG
Trade fair on technology for powder product processing.
23-25/09/2025
NUREMBERG
Trade fair for the packaging industry.
08-09/10/2025
VERONA
Exhibition on energy efficiency and renewable sources.
08-09/10/2025
VERONA
Fair on automation and instrumentation.
17-21/10/2025
MILAN
Trade fair for the hospitality and HORECA sectors.
28-29/10/2025
PARMA
Conference-exhibition on production lines and technologies for the food industry.
Salon for the laboratory and analysis sector.
15-16/01/2026
BOLOGNA
European trade fairs for the private label industry and the International supermarket label exhibition.
07-13/05/2026
DUSSELDORF
Fair on production lines, solutions, and materials for packaging.
17-21/10/2026
PARIS
Trade fair on food products.
CIBUS TEC
27-30/10/2026
PARMA
Fair on technology for the food and beverage industry.
10-12/11/2026
NUREMBERG
Fair on technologies for beer and beverage production.
17-20/11/2026
MILAN International exhibition on enology and bottling.
23-26/11/2026
PARIS
International exhibition for packaging.


AKOMAG SRL
94-95
Frazione Diolo, 15/D
43019 Soragna - PR
Italy
ALTECH SRL
33-34
V.le A. De GasperI, 70 20008 Bareggio - MI
Italy
B.M. GROUP SRL
35/37
Via Garziere, 36 36010 Zanè - VI
Italy
BBM PACKAGING SRL
46/48
Via Pregalleno, 24 24016 San Pellegrino Terme - BG
Italy
CAMA GROUP
1-6/8
Via Verdi, 13 23847 Molteno - LC
Italy
CAVANNA SPA
27
Via Matteotti, 104 28077 Prato Sesia - NO
Italy
CHIARAVALLI
GROUP SPA
SOCIO UNICO 92-93
Via per Cedrate, 476 21044 Cavaria con Premezzo - VA Italy
COLUSSI ERMES SRL
24/26
Via Valcunsat, 9 33072 Casarsa della Delizia - PN Italy
DUBAI WORLD TRADE CENTRE
DWTC
IV COV
P.O. Box 9292
Dubai - U.A.E
United Arab Emirates
EMILOS SRL
2 - 77-78
Via della Costituzione, 6 42025 Cavriago - RE - Italy
ESG SRL
110/113
Corso Genova, 28 27029 Vigevano - PV
Italy
ETIPACK SPA 52/54
Via Aquileia, 55-61 20092 Cinisello Balsamo - MI
Italy
EUROPEAN SNACKS ASSOCIATION ASBL 117/119
Rue des Deux Eglises 26 1000 Brussels Belgium
FERRARA COSTRUZIONI MECCANICHE SRL 86-87
Via N.B. Grimaldi, 83 84014 Nocera Inferiore - SA
Italy
FIERE DI PARMA SPA 120
Viale delle Esposizioni, 393A 43126 Parma
Italy
GAMPACK SRL 59/61
Via Piemonte, 1 29122 Piacenza
Italy
GENERAL SYSTEM PACK SRL GSP 17-9/13
Via Lago di Albano, 76 36015 Schio - VI - Italy
IFP - INTERNATIONAL FAIRS & PROMOTIONS 115
3rd floor, PG 1776 Bldg, Sin El Fil/Dekwaneh Blvd 55576 Beirut
Lebanon
IFP PACKAGING SRL 23-9/13
Via Lago di Albano, 76 36015 Schio - VI - Italy
IMA SPA 98
Via Tosarelli, 184 40055 Castenaso - BO Italy
INDUSTRIAL AUCTION BV 83
Looyenbeemd 11 5652 BH Eindhoven The Netherlands
INOX MECCANICA SPA 90-91
Strada Solarolo, 20/B-C-D 46044 Solarolo di Goito - MN Italy
INTERNATIONAL PACKAGING FILMS LIMITED 55/58
Manga Chowk, Raiwind, Bypass Road, Raiwind District, 55150 Pakistan
LAWER SPA 75-76
Via Amendola, 12/14 13836 Cossato - BI
Italy
M.H. MATERIAL HANDLING SPA
I COV-28-29
Via G. di Vittorio, 3 20826 Misinto - MB Italy
MASELLI MISURE SPA
82-83
Via Mercalli, 8/A 43122 Quartiere Spip - PR Italy
MESAGO MESSE FRANKFURT GMBH 101
Rotebühlstraße 83 - 85 70178 Stuttgart - Germany
MESSE DUSSELDORF GMBH
38/41
Messeplatz 40474 Dusseldorf Germany
NORD MOTORIDUTTORI SRL
106-107
Via Newton, 22 41019 San Giovanni Persiceto - BO Italy
NTE PROCESS SRL
66/69
Via Milano 14/N 20064 Gorgonzola - MI - Italy
PNEUMATIC SCALE CORPORATION
108-109
10 Ascot Parkway 44223 Cuyahoga Falls - USA
PREO SRL
49/51
Via Alessandro Volta, 7 20094 Corsico - MI Italy
RE PIETRO SRL 20/22
Via G. Galilei, 55 20083 Gaggiano - MI Italy
SATINOX SRL 84-85
Via Progresso, 20 36035 Marano Vicentino - VI Italy
SILOS REVOLUTION SRL
3-88-89
Via Giacomo Fabbri, 9 47034 Forlimpopoli - FC Italy
SITEC SRL 18-19
Via A. Tomba, 15 36078 Valdagno - VI Italy
SMI SPA - SMI GROUP 64-65
Via Carlo Ceresa, 10 24015 San Giovanni Bianco - BG Italy
TARNOS S.A. 70/72
Calle Sierra de Gata, 23 28830 San Fernando de Henares Spain
TECNO PACK SPA 9/13
Via Lago Di Albano, 76 36015 Schio - VI Italy
UNIVERSAL PACK SRL 42/44
Via Vivare ,425 47842 San Giovanni In Marignano RN - Italy
15—19 September 2025

Experience the comprehensive range of products across the entire value chain, from raw materials to packaging and logistics solutions – all in action. Network with industry experts, discover the “The Next Big Thing”, and gain valuable insights into the key topics:
Data2Value
Lifestyle & Health
Circularity & Resource Management
Are you ready? Secure your ticket today!







Gulfood Manufacturing stands as the leading global event for food and beverage manufacturers, supply chain leaders, and technological pioneers to access advanced innovations that recalibrate efficiency, amplify productivity, and secure long-term profitability. INGREDIENTS SUPPLY CHAIN
