12 minute read
Petostepena analiza za podešavanje robusnih parametara procesa brizganja plastike

from IRT3000 АДРИА #6

Kako bi se postigao stabilan proces brizganja, predlažemo sprovođenje modifikovane standardne šestostepene analize koja je predstavljena u knjizi „Robust Process Development and Scientific Molding”. Ove analize većinom su opštepoznate u oblasti brizganja plastike, ali važni su i redosled i doslednost. Izabrali smo četiri analize koje su najpogodnije za plastične komade u proizvodnji automobilskih svetala. Analize smo saželi i dopunili ih primerima izvedbe. Dodatna peta studija uvedena je kao novitet.
1 Uvod
Prilikom uspostavljanja procesa brizganja plastičnih proizvoda treba podesiti grupu parametara za brizganje. Podešavanja parametara mogu da podrazumevaju razliku između prihvatljivog i neprihvatljivog kvaliteta brizganog proizvoda. Među prihvatljivim grupama parametara su takvi robusni ili stabilni parametri koji obezbeđuju stalno prihvatljiv kvalitet uprkos promenjivosti spoljnih uslova. Ovo je poželjno, pošto se time otklanja potreba posebne kontrole proizvoda. Izraz „kvalitet” može da znači dimenzije komada, izgled ili bilo koji drugi aspekt koji je važan za oblik, izgled ili funkciju proizvoda. Kako bi se postigao stabilan proces brizganja, predlažemo sprovođenje standardne šestostepene studije koja je predstavljena u knjizi „Robust Process Development and Scientific Molding” [1]. Ove studije većinom su opštepoznate u oblasti brizganja plastike, ali važni su i redosled i doslednost. Izabrali smo četiri studije koje su najpogodnije za plastične komade u proizvodnji automobilskih svetala, saželi smo ih i dopunili primerima izvedbe. Dodatna peta studija uvedena je kao novitet. Smatra se da bi izvođenje pet studija, uključujući beleženje rezultata, iskusnom tehnologu oduzelo približno polovinu smene. Tvrdimo da se trošak izvođenja takve studije brzo nadoknadi tokom veka trajanja proizvoda.
2. Petostepena analiza
2.1 Analiza viskoznosti
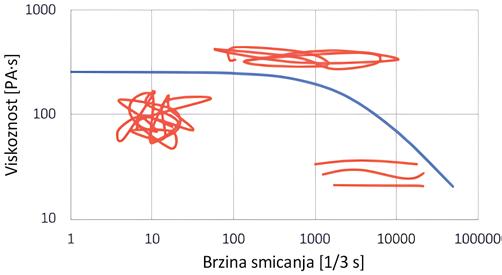
Pritisak i protok su glavne fizičke veličine u procesu brizganja plastike. Naime, određuju vreme popunjavanja, skupljanje, deformaciju konačnog proizvoda itd. Prilikom brizganja plastike, protok obično određujemo podešavanjem brzine ubrizgavanja, tako da je protok zapravo uzrok, a pritisak posledica. Podešavanje protoka ima svoju toleranciju, kao i viskoznost ulaznog materijala. Stabilan proces brizganja je takav da umereno kolebanje ove dve veličine uzrokuje što manje kolebanje u pogledu kvaliteta konačnog proizvoda, ovde pre svega govorimo o masi i deformaciji konačnih proizvoda. Protok i pritisak međusobno su povezani viskoznošću. Ipak, viskoznost plastike koja je sastavljena od prepletenih polimernih klubaka veoma zavisi od protoka, pošto su prilikom viših protoka razlike brzine između slojeva tečnosti više, što dovodi do rasplitanja polimernih klubaka, a to znači nižu viskoznost, pa samim tim i lakši protok plastike. Razliku brzine između slojeva tečnosti nazivamo i brzina smicanja. Zavisnost viskoznosti od brzine smicanja prikazana je u slici 1.
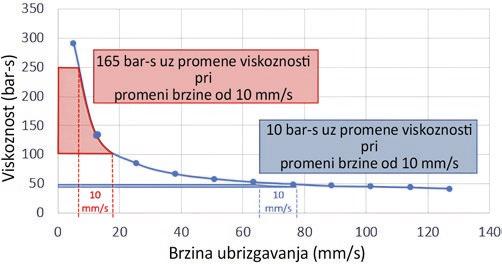
Zbog kompleksne zavisnosti između protoka, pritiska i viskoznosti plastike, moguće je izabrati takvu brzinu ubrizgavanja koja će pri datoj toleranciji uzrokovati manje promene viskoznosti. Na slici 2 je prikazan princip izbora. Svrha analize viskoznosti je pripremiti ovakvu sliku za određen proizvod i iz nje očitati preporučenu brzinu ubrizgavanja.

Analizu viskoznosti izvodimo tako što podesimo najvišu smislenu brzinu ubrizgavanja i postaramo se da su proizvodi prilikom prelaza napunjeni približno do 90%. Zatim postepeno smanjujemo brzinu ubrizgavanja u približno deset koraka, dokle god ne postignemo veoma nisku brzinu, oko 10% najveće brzine ubrizgavanja. Tokom smanjivanja brzine ubrizgavanja zapisujemo pritisak brizganja i vreme popunjavanja svakog uzorka te izračunavamo njihov proizvod, što predstavlja viskoznost. Na kraju pripremimo grafikon kakav je na slici 2 i izaberemo najmanju brzinu brizganja koja se nalazi na nagnutom delu grafikona. Ovo obezbeđuje stabilan proces brizganja uz manja kolebanja viskoznosti.
Primeri uticaja brzine ubrizgavanja na varijaciju deformacije oboda kućišta fara prikazan je na slici 3. Na osnovu deset uzastopnih uzoraka izračunali smo prosečnu deformaciju i varijaciju kao trostruku vrednost standardne devijacije koja je primetno manja kod kraćeg vremena brizganja. Smatramo da bi efekat izbora veće brzine punjenja bio još veći ako bi nam bila dostupna merenja za duži period i ako bismo uzimali uzorke iz različitih serija materijala.

2.2 Analiza popunjavanja kalupa sa više šupljina
U kalupu za proizvodnju plastičnih proizvoda obično ima više šupljina. Proizvodnja je tako jeftinija, pošto se u jednom ciklusu proizvede više proizvoda najedanput. Kako bi se postigao jednak kvalitet proizvoda iz svih šupljina, uslovi pritiska i toplote moraju da budu slični u svim šupljinama. Neujednačeno popunjavanje šupljina može da uzrokuje odstupanja u dimenzijama i razlike u vizuelnom kvalitetu među proizvodima. Ove razlike mogu da budu prilične kod proizvoda napravljenih u kalupima sa više šupljina, npr. 16 ili 32. U krajnjem slučaju šupljina može da bude ispunjena još pre prelaska na naknadni pritisak, što znači da će pritisak brizganja na tu šupljinu delovati zapravo kao nekontrolisan naknadni pritisak. Po principu najmanjeg otpora, plastika će lakše teći u šupljine sa manje otpora i zato će se one brže ispuniti. Više je razloga za razlike u otpornosti na protok između šupljina, a glavni su:
• Odstupanja prilikom izrade ulivnog sistema uzrokuju da tok rastopa usled drugačijeg preseka na putu u jednu šupljinu nailazi na drugačiji otpor nego na putu u drugu.
• Nejednako ispuštanje vazduha, koji rastop istiskuje tokom punjenja, uzrokuje neuravnotežen vazdušni pritisak između šupljina. Vazdušni pritisak deluje protiv pritiska i neuravnoteženo ometa punjenje.
• Neravnomerno hlađenje uzrokuje neravnomernu temperaturu alata, što dovodi do neravnomerne temperature rastopa od koje inače zavisi viskoznost. Prilikom različitih viskoznosti otpornost na protok u različite šupljine je različita.
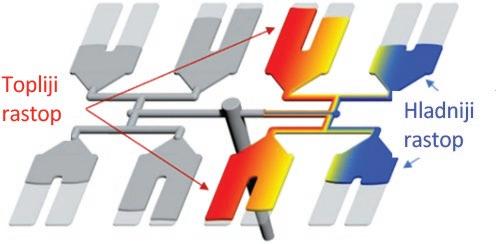
• Neuravnoteženost usled smicajnog grejanja je pojava koju je teško izbeći. Tok plastike ima najveću brzinu smicanja uz plašt ulivnog sistema, gde se najviše i zagreje. Laminarnost toka plastike obezbeđuje da strujnica ostane na plaštu i sve više se zagreva. U ulivnom sistemu tako imamo prirodno neravnomeran profil temperaturnog polja. U alatu sa najmanje četiri šupljine ulivni sistem više puta nepovoljno podelimo, tako da u neke šupljine teče toplija plastika. Vizuelno objašnjenje je na slici 4.
Analizu punjenja šupljina izvodimo tako što napravimo proizvode sa više stepena popunjavanja, zatim izmerimo masu tri uzorka pojedinačnog stepena popunjavanja iz svake šupljine i pripremimo dijagram popunjavanja kakav je na slici 5. Analizom dijagrama utvrđujemo da li je neuravnoteženost popunjavanja između šupljina prihvatljiva. Nije moguće utvrditi opšti kriterijum, pošto se zahtevi u pogledu kvaliteta pojedinačnih proizvoda međusobno veoma razlikuju, ali radi se o dozvoljenom odstupanju od tek nekoliko procenata. Analizom dijagrama popunjavanja možemo da utvrdimo i razlog neuravnoteženog punjenja. Loše ispuštanje vazduha uzrokuje zaostatak popunjavanja na kraju, smicajno grejanje uzrokuje simetrično preticanje punjenja toplijih šupljina, a zaostatak na početku može da upućuje na manji presek ulivnog kanala. Svako sumnjivo područje treba proveriti i u potvrdnom slučaju, otkloniti.

2.3. Analiza padova pritiska
Pritisak brizganja je jedna od najvažnijih veličina za proces brizganja plastike. Najviši pritisak punjenja koji se može očitati sa kontrolera uređaja za brizganje je zapravo zbir pojedinačnih padova pritiska svih deonica toka plastike – ilustracija je na slici 6. Analiza padova pritiska kroz pojedinačne deonice kalupa je način za proveru dimenzionisanja ulivnog sistema, kvalitet izrade alata i izbora materijala. Za otklanjanje poteškoća koje se otkriju takvom analizom je ključno da se utvrde što je moguće ranije, pošto mogu da uključuju ispravke na alatu, a to može da traje više sedmica.

Analizu sprovodimo tako što izvedemo ubrizgavanje u prazno s odmaknutim cilindrom i zapišemo postignut pritisak. Tako izmerimo pad pritiska kroz cilindar i ušće cilindra. Sledi ubrizgavanje u prazno sa primaknutim cilindrom i otvorenim alatom. Izmeren pritisak je zbir prethodnog pada pritiska i pada pritiska kroz toplokanalni sistem. Oduzimanjem izračunavamo dva pojedinačna pada pritiska. Nastavljamo zatvorenim alatom tako što hladnokanalni sistem svaki put punimo do njegovog sledećeg sastavnog dela i proizvod do nekoliko stepeni popunjenosti, kako je prikazano na slici 7. Pritom zapisujemo pritisak brizganja i od njega oduzimamo prethodne.


Prikupljene podatke o padovima pritiska zapisujemo u tabelu 1. Možemo i da nacrtamo dijagram padova pritiska kako je prikazano na slici 8.
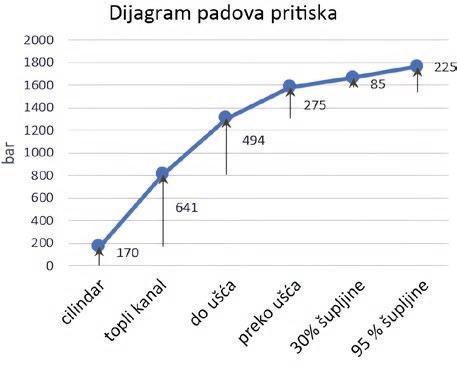
Neobično visoke padove pritiska treba istražiti i utvrditi njihov uzrok. Uobičajene vrednosti padova pritiska za različite delove alata u uobičajenim radnim uslovima su sledeće:
• šupljina < 800 bar,
• hladnokanalni ulivni sistem < 400 bar,
• toplokanalni ulivni sistem < 600 bar,
• cilindar < 200 bar,
• ukupni pritisak < 2000 bar.
Pad pritiska kroz pojedinačnu deonicu može da bude veći od preporučenog, iako ga treba uravnotežiti sa manjim padom pritiska kroz drugu deonicu. Analizom padova pritiska izvodimo najrigoroznije ispitivanje alata i utvrđujemo greške koje uzrokuju nizak kvalitet komada, povećan otpad i nepredviđene popravke alata.
2.4 Analiza očvršćavanja
Plastika ulazi u kalup preko ulivnog sistema koji je na ušću povezan sa proizvodom. Ulivni sistem deli se na dva dela: topli koji je okružen grejačima kako bi se sprečilo da plastika u njemu očvrsne, i hladni koji očvrsne i koji se zajedno sa proizvodom uklanja iz alata pri svakom ciklusu.
U fazi naknadnog pritiska jedinica za brizganje obezbeđuje pritisak u tečnom jezgru plastike i nadoknađuje izgubljenu zapreminu usled termičkog skupljanja, dok se plastika ne ohladi i dok povećana viskoznost ne prekine tok. Dužina faze naknadnog pritiska suštinski je važna za vizuelni kvalitet proizvoda, pošto omogućava da proizvod bude pritisnut na zidove kalupa i istovetnog je oblika kao i kalup. Po završetku ove faze proizvod se odmiče od zidova kalupa i više ili manje se slobodno skuplja. Naknadni pritisak mora da traje dovoljno dugo da istopljeno jezgro ne iscuri nekontrolisano iz kalupa i da slobodno skupljanje bude što manje. Hladni ulivak i ušće moraju da budu dimenzionisani tako da se očvrsnu kasnije u odnosu na proizvod i da ne ograničavaju vreme pakovanja. Svrha analize očvršćavanja je da se odredi dužina naknadnog pritiska koji još uvek utiče na proizvod. Ovo se utvrđuje merenjem mase proizvoda. Proizvod je teži ako u njemu ima više plastike očvrsnule pod višim pritiskom. Predlažemo da se za ovu analizu podesi srednja visina naknadnog pritiska, tj. 500 barova i da se naprave proizvodi s različitim dužinama naknadnog pritiska s razmakom od jedne sekunde. Preporučljivo je da se za svako vreme naknadnog pritiska izmeri masa tri različita uzorka, da se izračuna prosečna masa i da se rezultati upišu u tabelu. Primer tabele je tabela 2, koju možemo dopuniti pripadajućim grafikonom.

Vreme očvršćavanja može se razabrati iz merenja kao vreme posle kojeg se masa proizvoda više ne menja. Dužina naknadnog pritiska neka ne bude kraća. Time se obezbeđuje da masa, vizuelni kvalitet i deformacija proizvoda ne kolebaju usled tolerancije podešavanja mašine za brizganje ili nekontrolisanog isticanja rastopa iz kalupa. Vreme očvršćavanja je takođe dragocena informacija prilikom podešavanja kompleksnijih profila naknadnog pritiska, kao što je opadajući naknadni pritisak.
Primer uticaja dužine naknadnog pritiska na ulegnuća na proizvodu predstavljen je na slici 9. Veliki presek iziskivao je neobično dug naknadni pritisak. Zbog dugog naknadnog pritiska nije bilo potrebe da se ciklus produžava, pošto je faza hlađenja adekvatno skraćena.

2.5 Procesni prozor naknadnog pritiska
Vreme naknadnog pritiska odredili smo prethodnom analizom. Svrha ove poslednje analize je da se odredi visina naknadnog pritiska. Naknadni pritisak mora da bude dovoljno visok kako bi se izbegla preterana deformacija, ulegnuće, mehurići i druge vizuelne greške. Sa druge strane previsok naknadni pritisak može da uzrokuje i poteškoće, npr. pri izbacivanju. Izuzetno je korisno ako isproveravamo različite vrednosti naknadnog pritiska i utvrdimo koje poteškoće se pojavljuju kod kojih vrednosti. Bilo bi idealno ako bismo brizgali naknadnim pritiskom do 1600 bara. U većini slučajeva biće postignut niži naknadni pritisak, pošto će se poteškoće pojaviti već kod nižeg pritiska i analiza će se prekinuti pre nego što dostigne 1600 bara.
Analizu izvedemo tako što proizvedemo uzorak sa niskim naknadnim pritiskom, npr. sa 200 bara. Zatim proizvedemo seriju uzoraka kod kojih naknadni pritisak postepeno podižemo za po 100 bara. Pritom pregledavamo uzorke, fotografišemo ih i beležimo ponašanje. Zaključke možemo da predstavimo u tabeli ili pravolinijski, kao u primeru izvođenja takve analize u slici 10. Primeri poteškoća koje treba zabeležiti su sledeći:
• Prekoračenje sile zatvaranja: Proizvod može da ima toliko veliku projekcijsku površinu da pritisak treba ograničiti, a da pritom ne prekoračimo silu zatvaranja. Pre ispitivanja treba napraviti proračun.
• Poteškoće prilikom izbacivanja: Svaki slučaj loma ili ogrebotine tokom izbacivanja treba fotografisati i zabeležiti pritisak pri kome je slučaj počeo da se pojavljuje.
• Prelivanje: Svaki slučaj neprihvatljivog srha tokom izbacivanja treba fotografisati i zabeležiti pritisak pri kome je slučaj počeo da se pojavljuje.
• Ulegnuća: Svaki slučaj ulegnuća treba fotografisati i zabeležiti visinu pritiska kojim se uklanja. U slučaju da ulegnuće nije moguće otkloniti, treba ga fotografisati pri nekoliko vrednosti naknadnog pritiska.

3 Zaključak
Petostepena analiza sistematično propisuje kako se ključni procesni parametri podešavaju i analiziraju prilikom brizganja termoplastičnih proizvoda. Rezultati analize su od velike koristi razvojnom timu, pošto pružaju uvid u proizvod, kvalitet izrade alata, zrelost procesa brizganja, a dobijeni podaci služe kod optimizacije procesnih parametara. U doba kompleksnijih plastičnih proizvoda koji moraju da ispune sve više zahteva u pogledu kvaliteta i funkcionalnosti, ovakva analiza predstavlja neizostavnu vezu između proizvodnje i razvoja.