7 minute read
Plastični deli brez hladnih spojev

from IRT3000 #153

Brizgani izdelki pogosto kažejo estetske napake, vključno s hladnimi spoji in posedenostjo. Ta članek obravnava te težave in raziskuje možnosti za njihovo odpravo z izvajanjem konformnega hlajenja. Z integracijo konformnih kanalov in elementov za prenos toplote vzdolž obrisa oblikovanega dela in uporabo variotermnega postopka so bili doseženi stabilni in trajnostni proizvodni procesi. Ta tehnologija ne omogoča samo površin z visokim sijajem, temveč omogoča tudi natančen nadzor nad mat ali teksturiranimi površinami, s čimer odpravlja potrebo po dodatnih postopkih, kot je lakiranje, in s tem zmanjšuje ogljični odtis komponente.
1 Uvod
Sodobni plastični izdelki, proizvedeni z brizganjem, imajo zapletene oblike. Hkrati se od njih pričakuje brezhibnost in možnost, da se naredijo v najrazličnejših barvah.
Stari pregovor »Izdelek je fantastičen, a na žalost je le plastičen,« ne drži več, saj oblikovalska podjetja in stranke sedaj ženejo orodjarje k zapletenim konceptom izdelkov in orodij. Vendar te zahteve predstavljajo fizične omejitve, ki jih je treba skrbno upoštevati, da se ekonomsko zagotovi želena kakovost izdelka.
2 Opis potencialnih težav na brizganih izdelkih
Postopek brizganja plastike vključuje vbrizgavanje plastične taline v votlino kalupa, oblikovanje izdelka skozi faze brizganja, naknadnega tlaka in hlajenja, čemur sledi izmetavanje izdelka. Na te procese vplivajo različni termodinamični parametri, kot so temperature, hitrosti, tlaki, viskoznosti, strižne hitrosti in napetosti.
Le temeljito razumevanje omogoča doseganje visokokakovostnih končnih izdelkov. Izdelki iz brizgane plastike so dovzetni za številne napake, ki izvirajo iz stroja za brizganje, materiala ali zasnove izdelka/orodja.
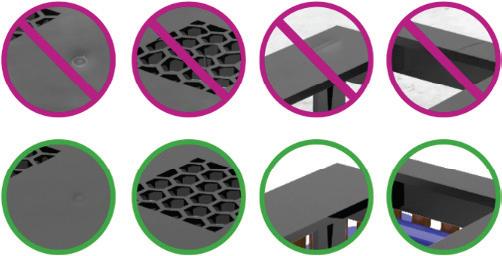
Ta članek se osredotoča na štiri pogoste napake:
• Hladni spoji
• Posedenost
• Nezalitost
• Moten madež ob dolivku.
2.1 Hladni spoji
Hladni spoji nastanejo tam, kjer se fronte taline srečajo med polnjenjem kalupne votline, kar ima za posledico vidno črto zaradi reoloških pogojev. Čeprav je to napako mogoče do neke mere ublažiti med postopkom oblikovanja, na njen pojav v veliki meri vpliva zasnova izdelka in orodja. (Slika 1)

2.2 Posedenost
Naslednja napaka, ki jo bomo obravnavali, je posedenost, ki izvira iz neustreznega razmerja med debelino rebra in osnovno debelino izdelka. Pravilna zasnova tanjših reber in skrbno upoštevanje trdnosti orodja in izmetačev lahko pomaga preprečiti to težavo. (slika 2)
O odpravi navedene napake z različnimi koncepti orodij, hlajenja in tehnologij bomo pisali v nadaljevanju članka.

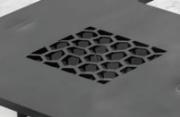
2.3 Nezalitost
Nezalitost je posledica tankih sten na določenih območjih, kar povzroča lokalno zmrzovanje taline zaradi visoke viskoznosti. Reševanje tega problema je zahtevno zaradi odvisnosti viskoznosti taline od temperature orodja.
Slika 3 prikazuje izdelek iz satja z izredno tankimi rebri, ki so na določenih mestih nepopolni.
2.4 Moten madež ob dolivku
Ta napaka nastane zaradi lokalnega pregrevanja orodja med postopkom vbrizgavanja, kar povzroči moten madež okoli mesta vbrizgavanja. Ustrezne strategije hlajenja so bistvenega pomena za ublažitev te težave. (slika 4)

3 Zasnova testnega izdelka in testnega orodja
CONTURA® je sodelovala z več podjetji, da bi razvila izdelek, ki izpolnjuje estetska merila zahtevnih industrij, kot so avtomobilska industrija, bela tehnika in kozmetika. Skupna prizadevanja so vključevala Kind Tec za vodenje projektov in simulacijo, Premec S.p.A. za izdelavo kalupov, HRS za vroče kanalne sisteme in Keune & Lauber za oblikovanje plastičnega izdelka. Skupaj so si prizadevali ustvariti izdelek, ki odpravlja hladne spoje in druge običajne napake, ki jih najdemo pri izdelkih z brizganjem.
Številne zgoraj omenjene napake je težko odpraviti, pogosto zahtevajo naknadno lakiranje ali povzročijo pretirano dolge čase ciklov, zaradi česar je proizvodnja ekonomsko neopravičljiva.
Kot odgovor na te izzive se je sodelujoča ekipa lotila oblikovanja izdelka, ki bi ustrezal strogim estetskim standardom zgoraj omenjenih industrij.
Ključna merila za ta izdelek so bila:
• Klavirsko črna barva, dosežena z amorfnim termoplastom
• Odstranitev hladnih spojev in posedenosti
• Vključitev mikrostrukture na izdelek
• Čista točka vbrizgavanja brez madežev
Končni izdelek - zaslonka, zasnovan tako, da ščiti uporabnikov pogled na notranjost izdelka, je nastal s tem skupnim prizadevanjem. Ne izpolnjuje le svojega funkcionalnega namena, temveč prikazuje tudi različne estetske elemente, ki jih običajno najdemo v sodobnih kompleksnih izdelkih. Poleg tega se izdelek ponaša z natančno izdelano mikrostrukturo, ki še poveča njegovo vizualno privlačnost.

4 Tehnološke rešitve s konformnim hlajenjem
Razvoj testnega izdelka je zahteval skrben premislek o zasnovi orodja in tehnologiji izdelave. Z izkoriščanjem svojega strokovnega znanja in izkušenj na področju tehnologij vakuumskega spajkanja je CONTURA® pristopila k oblikovanju orodja, ki vključuje konformno hlajenje in strateško nameščene toplotno prevodne elemente na kritičnih področjih, kot sta točka polnjenja in okvir izdelka. Slika 6 prikazuje fiksno stran orodja s tremi vzporednimi hladilnimi krogi.

Pri načrtovanju in izvedbi hladilnih tokokrogov je pozicioniranje tokokrogov glede na izdelek najpomembnejše. Zagotavljanje skladnosti hladilnih krogov z obliko izdelka olajša enotno oblikovanje izdelka in dosledno odvajanje toplote iz orodja. Poleg tega je treba posvetiti pozornost optimizaciji prenosa toplote iz hladilne vode na jekleno površino. Turbulentni tok v hladilnem kanalu poveča prenos toplote in tako doseže petkrat večjo učinkovitost v primerjavi z laminarnim tokom. Oblikovanje hladilnega kanala z ustrezno obliko zagotavlja dovolj veliko Reynoldsovo število, ki spodbuja turbulentni tok.
5 Variotermni postopek brizganja
Pri običajnem postopku brizganja se poleg stroja za brizganje običajno uporablja naprava za temperiranje ali hladna voda. Ta nastavitev zagotavlja, da je med fazo hlajenja izdelek mogoče oblikovati v želeno obliko in dimenzije, hkrati pa učinkovito prenašati sile za odstranitev izdelka iz orodja.
Variotermni proces, kot že ime pove, vključuje temperaturne spremembe v celotnem ciklu. Pred brizganjem se orodje segreje in sledi polnjenje kalupne votline. Nato se začne faza hlajenja. Takoj po izmetu izdelka se orodje ponovno segreje.
Učinkovitost procesov ogrevanja in hlajenja je ključnega pomena za ohranjanje ekonomske učinkovitosti v proizvodnji plastičnih izdelkov. Doseganje hitrih temperaturnih sprememb zahteva uporabo konformnega hladilnega sistema in dovolj zmogljive temperirne naprave.
Uspešna implementacija hitrih temperaturnih sprememb poveča odzivnost sistema, kar kaže na prednosti variotermnega procesa pred običajnimi metodami hlajenja. Slika 7 prikazuje, kako plastična talina napolni votlino kalupa v hladnem orodju. Spodnja stran orodja ima vključeno strukturo, ki zaradi visoke viskoznosti preprečuje, da bi se talina zalila.

Ogrevana spodnja stran orodja omogoča popolno zapolnitev tudi najmanjših detajlov s talino, s čimer se natančno reproducira struktura votline orodja - kot je prikazano na sliki 8

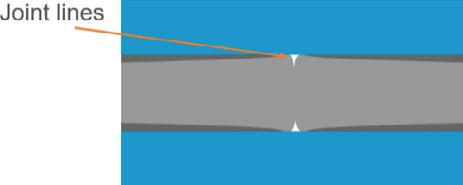
Sliki 9 in 10 ponazarjata nastanek hladnega spoja na brizganih izdelkih. Pri uporabi hladnejših orodij se poveča verjetnost nastanka zvarov. Če pa se orodje med postopkom polnjenja segreje rahlo pod temperaturo taljenja, zvar postane neviden.

6 Reševanje hladnih spojev in drugih težav pri brizganju
Testno orodje je s svojimi specifičnimi lastnostmi omogočilo konsistentno izdelavo tako kakovostnih kot defektnih izdelkov na brizgalnem stroju, opremljenem z več napravami za temperiranje. Bistveno je bilo zagotoviti pravilno integracijo vseh teh tehnik za učinkovito odpravljanje estetskih napak v izdelkih.
7 Zaključek
Skupna prizadevanja projektnih partnerjev so pokazala sistematično odpravljanje estetskih napak v izdelkih z implementacijo dobro zasnovanih tehnik in inovativnih konceptov orodij. Poleg tega je to sodelovanje poudarilo ključno vlogo oblikovanja izdelkov v fazi ustvarjanja novih izdelkov.
Znanje, pridobljeno z našimi izkušnjami s testnim orodjem, nam omogoča samozavestno oblikovanje novih izdelkov in orodij, tudi z vedno bolj zapletenimi in zahtevnimi specifikacijami.