
1)StereolithographyApparatus(SLA)
Thebuildingmaterialusedinthistypeisinliquidstate.This methodismostlyusedcomparedtosolidbased.Examples:
3)Polyjet3 DPrinting
1.1 SOLID BASED ADDITIVE MANUFACTURING:
2B. TECH Student, Mechanical Engineering, GMRIT ENGINEERING COLLEGE, Rajam, A.P, INDIA. ***
1)Examples:Fuseddepositionmodeling(FDM)
CHARACTERIZATION
Key Words: PLA, SLA, MJP, SOUP, SLS, CJP, LENS.
4)SolidObjectUltraviolet LaserPrinter(SOUP)
1)SolidbasedAM
The recent developments in the 3D printing technology enables the digital manufacturing In mass scale distribution and also the ready availability of 3D printers for the public at lowcostsand high mechanical properties makes the scientists to look at the properties of the 3Dprintingmaterials.However, to make 3D objects polymers are mainly used which generally have low mechanical improvedmaterialanalyzedpolymerswork,thematerialsanalyzeproperties.So,thatthereisanurgentneedtocharecteriseandthemechanicalpropertiestoassesswhich3Dprintinghavebetterproperties.Thisworkisaimedtofindbest3Dprintingmaterialfromexistingmaterials.Inthisinitiallythemechanicalpropertiesofthe3Dprintinglikepolylacticacid(PLA),LayWoodhavebeen.Thisworkwouldproposethebest3Dprintingfromcurrentbasic3Dprintingmaterialswithmechanicalproperties.
2)Multi jetPrinting(MJP)
2)ColorJetPrinting(CJP)
5)RapidFreezePrototyping
International Research Journal of Engineering and Technology (IRJET) e ISSN: 2395 0056 Volume: 09 Issue: 03 | Mar 2022 www.irjet.net p ISSN: 2395 0072 © 2022, IRJET | Impact Factor value: 7.529 | ISO 9001:2008 Certified Journal | Page62

Thebuildingmaterialusedinthistypeisinsolidstate.The solidformcanincludetheshapeslikewire,rolls,laminates and pellets (expect powder). This method is mostly used comparedtopowderbased.
MAKKA JAYAKRISHNA1 , HANUMANTHU SAI SANTOSH2
IMPORTANCE OF 3 D PRINTING: As the world is more advancingdaybydaygiventechnology,theconstraintslike time,dimensionalaccuracy,surfacefinishetcareplayinga major role in the industrial territory as the conventional machiningprocessarenotsolvingtheseproblems.Forease intheirlifepeoplearealsolookingintotheproductionofthe parts which are small in size and used often. As need and necessity leads to discovery, engineers looked into a manufacturing process called Additive Manufacturing to assuretheneedsofthepeopleandindustries 3DPrintingisaprocesswherephysicalobjectsareprepared bylayingdownmanysuccessivethinlayersofmaterial.It converts a digital data of the object into physical form by adding layer by layer of material. The basic principle behindthe3D Printing is additive manufacturing where objects are prepared by joining materials to make objects from 3D model data. Additive manufacturing technology whichisacombinationofmanymanufacturingprocessthat makesanyproductpossibletomakeandeliminatesmany constraintsimposedbyconventionalmanufacturingwhich leads to more futuristic market opportunities. It is also knownastheRapidPrototypingwhereitisusedtoquickly fabricate a scale model of a physical part using three dimensionalCADdata.
2)SelectivedepositionLamination(SDL)
1M. Tech student, Mechanical Engineering, GMRIT ENGINEERING COLLEGE, Rajam, A.P, INDIA.
4)UltrasonicConsolidation
AND ANALYSIS OF MECHANICAL PROPERTIES FOR 3D PRINTING MATERIALS
3)LaminatedObjectManufacturing(LOM)
ThereTYPES:aresomanytimesofadditivemanufacturingprocess but mainly classified into three types based on the initial formofitsmaterial,theyare:
Abstract
1.3POWDER BASED ADDITIVE MANUFACTURING: The buildingmaterialusedinthistypeisinpowderstate.This methodismostlyusedcomparedtosolidbased.Examples:
2)LiquidbasedAM 3)PowderbasedAM
1.2 LIQUID BASED ADDITIVE MANUFACTURING:
1.INTRODUCTION
1)SelectiveLaserSintering(SLS)
Ossi Martikka1 et al (2018) studiedontensileproperties and impact strength of two3D printed commercial wood plastic composite materials are studied and compared to those made of pure poly lactic acid. Relative to weight mechanicalpropertiesandtheeffectoftheamountoffillon theproperties. Thisresultsindicatethatpartsmadeof11 wood plasticcompositeshavenotablylowertensilestrength andimpactstrengththatthosemadeofpurepolylacticacid andmechanicalpropertiescanbeconsideredsufficientfor low stressapplications,suchasvisualizationofprototypes andmodelsordecorativeitems[4]. Cezary Grabowikl et al (2002) studied of tensile tests carriedoutforspecimensmadeoftheselectedgroupofthe filament materials. The selected group of the filament materialsinvolvedthegroupofwood,PLA.Herein,itshould benoticed,thattechnicaldatasheetsthataredeliveredby filamentmaterialsproducersincludedatathatarevalidfor onlyonespecificprintingdirection.Thisprintingdirectionis deliberately selected, in such way that ensures the best materialcharacteristics.Thisresearchresultsallowtomake comparisonbetweenacataloguedataanddataobtainedin theprintingprocess[5].
Tymrak B.M et al(2014) studiedthebasictensilestrength andelastic modulus ofprintedcomponentsusingrealistic environmentalconditionsforstandardusersofaselectionof open source 3 D printers. The results find average tensile strengths of 28.5 MPa for ABS and 56.6 MPa for PLA with averageelasticmoduliof1807MPaforABSand3368MPa forPLA.Itisclearfromtheseresultsthatpartsprintedfrom tuned, low cost. Rep Rap printed parts to be used in engineering applications the mechanical properties of printedpartsarewellknown[1].

Nozzletemperature Below 250℃ In normal state,max.270℃ Supportfilaments ABS/PLA/TPUandsoon Materialdiameter 1.75mm Printspeed 150mm/sec FileFormat G Code,JPG,OBJ,STL Hostcomputersoftware Cura Otherfeatures SD card off line printing function
International Research Journal of Engineering and Technology (IRJET) e ISSN: 2395 0056 Volume: 09 Issue: 03 | Mar 2022 www.irjet.net p ISSN: 2395 0072 © 2022, IRJET | Impact Factor value: 7.529 | ISO 9001:2008 Certified Journal | Page63 3)LaserEngineeredNetShaping(LENS)9 4)ElectronBeamMelting(EBM)etc.
Joshua M. Pearce et al (2003) studiedonRepRapprinted partsprintedinrealisticenvironmentalconditionsthatcan match and even perform commercial 3 Dprintersusing proprietaryFDMintermsoftensilestrengthwiththesame polymers.Tensilestrengths ofthelargesamplesetof Rep Rap prints fluctuated. This study determines the effect of colorandprocessingtemperatureonmaterialpropertiesof Lulzbot TAZdeposited PLA in various colors. Five colors (white, black, blue, grey, and natural) of commercially availablefilamentprocessedfrom4043DPLAistestedfor crystallinitywithXRD,tensilestrengthfollowingASTMD638 and the micro structure are done with environmental scanningelectronmicroscope[2].
FIG 1: CREALITY 10 S 3 D PRINTER
TABLE NO 01: SPECIFICATONSOF3DPRINTER
RESULTS
Buildvolume 300*300*400mm LCDscreen Yes Nozzlediameter 0.4(can be replaced to 0.3/0.2mm)
ThespecimensmadefromboththematerialsPLAandLay wood are tested for tensile strength and Compressive strength using Universal testing machine. The tensile strengthforthePLAisgiveninthetablebelow.
Lu Wang et al (2014) studied on investigation of two printingparameters,layerheight(0.2and0.4mm)andplate temperature(30and160°C)ontheIzodimpactstrengthof printedPLA.X raydiffraction(XRD)analysisconfirmedthe existence of α crystals in parts printed from 160 °C plate temperatureandα'crystalsinthoseprintedat30°Cplate temperature. Parts printed with a 160 °C (plate temperature) had higher crystallinity. Polarized optical microscope (POM) observations illustrated that the plate temperatureof160°Candlayerheightof0.2mminduced highercrystallinity,smallercrystalsandinterfacialcrystal bands. The Izod impact strength of printed PLA at higher plate temperature was up to 114% higher than injection moldedPLAmadeusingconventionalmoldingparameters [3].
2. LITERATURE REVIEW
And like the tensile strength, the compressive strength is alsofindoutusingUniversaltestingmachine(UTM)
International Research Journal of Engineering and Technology (IRJET) e ISSN: 2395 0056 Volume: 09 Issue: 03 | Mar 2022 www.irjet.net p ISSN: 2395 0072 © 2022, IRJET | Impact Factor value: 7.529 | ISO 9001:2008
ThecompressivestrengthofPLAisgiveninthebelowtable
FIG NO 04: COMPRESSIVESTRENGTHTESTINGOFPLA USINGUTM Laywoodcompressivestrengthisgivenbelowinthetable TABLE NO 5: TABLESHOWINGCOMPRESSIVE STRENGTHANDIMPACTSTRENGTHOFLAYWOOD
ThehardnessvaluesofLaywoodaregiveninthetablebelow
FIG NO-3: STRESS STRAINGRAPHOFPLA
TABLE NO 2: TENSILESTRENGTHOFPLA
TABLE NO 6: TABLESHOWINGHARDNESSVALUESOF PLA
Certified Journal | Page64
FIG NO 02: TENSILESPECIMENOFPLAAFTERTHETEST

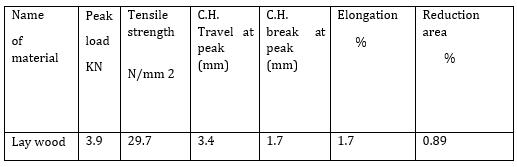
Thetensilestrengthresultsforlaywoodisgiveninthetable below TABLE NO 3: TABLESHOWINGTENSILESTRENGTHOF LAYWOOD
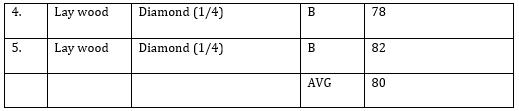
NowusingtheRockwellhardnesstestingmachine,wefound outthehardnessofthetwomaterials.Thediamondindenter of1/4inchesandBscaleisused. TheharnessvaluesofPLAaregiveninthetablebelow
TABLE NO 4: COMPRESSIVESTRENGTHANDIMPACT STRENGTHOFPLA


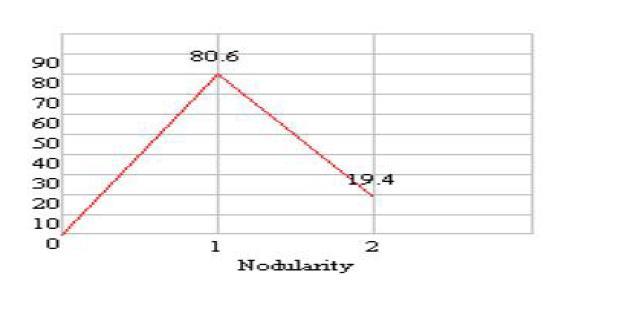
International Research Journal of Engineering and Technology (IRJET) e ISSN: 2395 0056 Volume: 09 Issue: 03 | Mar 2022 www.irjet.net p ISSN: 2395 0072 © 2022, IRJET | Impact Factor value: 7.529 | ISO 9001:2008 Certified Journal | Page65 TABLE NO 7: TABLESHOWINGHARDNESSOFLAY WOOD Thenodularityandporosityofthematerialsaredetermined by using Electron microscope and using MICROCAM 4.0 Thesoftware.resultofnodularityforLaywoodisgiveninthebelow details FIG NO-05: SHOWINGTHEMICROSTRUCTUREOFLAY WOODMATERIAL TABLE NO-8: SHOWINGTHEPERCENTAGEOF NODULARITYINLAYWOOD GRAPHS SHOWING THE VARIATION BETWEEN NODULARITYANDNONNODULARITY TheporosityofLaywoodistestedandgivenbelow. FIG NO 06: SHOWINGTHEMICROSTRUCTUREOF LAYWOOD






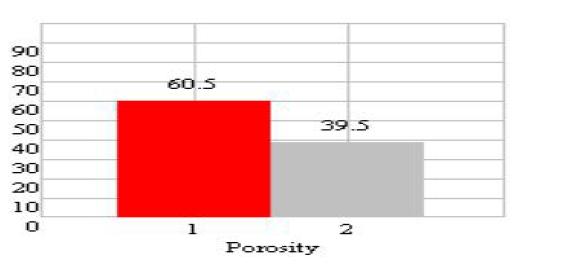
International Research Journal of Engineering and Technology (IRJET) e ISSN: 2395 0056 Volume: 09 Issue: 03 | Mar 2022 www.irjet.net p ISSN: 2395 0072 © 2022, IRJET | Impact Factor value: 7.529 | ISO 9001:2008 Certified Journal | Page66 TABLENO.9TABLEGIVINGTHEPOROSITYPERCENTAGE OFLAYWOOD GRAPHBETWEENPOROSITYANDNON POROSITYOF LAYWOOD FIG NO 07: SHOWINGTHEMICROSTRUCTUREOFLAY WOODAFTERFINDINGPOROSITY TheresultofnodularityforPLAisgiveninthebelow details FIG NO 08: SHOWINGTHEMICROSTRUCTUREOFPLA MATERIAL TABLE NO 10: SHOWINGTHEPERCENTAGEOF NODULARITYINPLA GRAPHSSHOWINGTHEVARIATIONBETWEEN NODULARITYANDNONNODULARITY
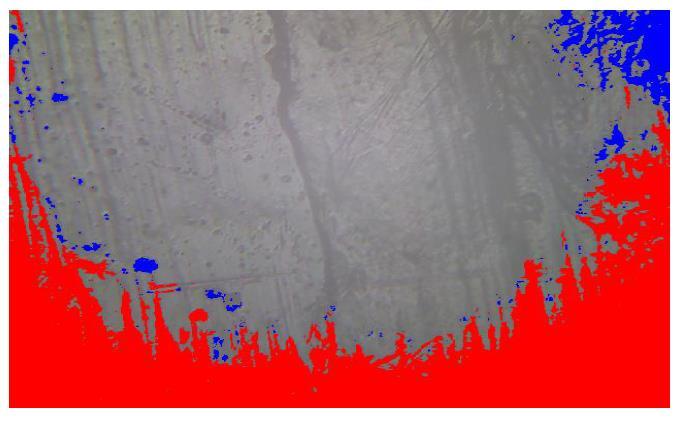




International Research Journal of Engineering and Technology (IRJET) e ISSN: 2395 0056 Volume: 09 Issue: 03 | Mar 2022 www.irjet.net p ISSN: 2395 0072 © 2022, IRJET | Impact Factor value: 7.529 | ISO 9001:2008 Certified Journal | Page67 TheporosityofPLAistestedandgivenbelow. FIG NO 09: SHOWINGTHEMICROSTRUCTUREOFPLA TABLE NO-11: TABLEGIVINGTHEPOROSITY PERCENTAGEOFPLA GRAPHBETWEENPOROSITYANDNON POROSITYOF PLA FromtheworkitisestablishedthatPLAismoreusefulthan theLaywood.Henceanextratesttoknowthecomposition ofthematerialisdoneforPLAusingX ray Diffractionmethod(XRD).

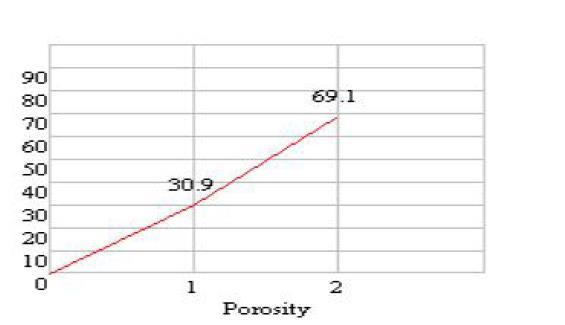





Inthiswork,resultsofthemechanicalpropertiesofPLAand LayWoodhavebeencompared. ThetensilestrengthofPLA is42.9N/mm2andforLaywoodis29.6N/mm2whichis less than the tensile strength of PLA. The compressive strength is approximately similar with values for PLA 26 N/mm2andforLaywood25.5N/mm2. Theimpactstrength ofthesematerialsisnearlyequaltozeroandcomingtothe hardnessLaywoodhavelesshardnessthanPLAwithvalues forLaywooditis80andforPLAitis95.Asthenodularity percentage is more for both the materials there are consideredtobebrittleandhardandporosityofPLAisless than the Lay wood porosity which makes PLA surface Thesmooth.resultsshowedthatPLAismoreapplicablethantheLay woodbecauseofitsmechanicalproperties.Fromthisworkit isfoundthatthesebothmaterialscannotbeusedinsudden loadapplicationsbecauseoftheirimpactstrengthisnearly equalto0.ItisalsoobservedfromthisworkthatthePLA material does not need much post processing before releasing into market for surface finish because of less Inporosity.thiswaythisworkisusefulforpredictingthemechanical properties of 3D sprinting materials before making the objects in the industries. This work is very useful for managersandmanufacturersof3Dprintingmaterials.
FIGNO:10GRAPHSHOWINGTHEPEAKPOINTOF COMPOSITIONINPLAMATERIALDETERMINEDUSING XRD 3.
[4]MartikkaOssi,TimoKarkiandQinglingWu,Mechanical Properties of 3DPrinted Wood Plastic Composites, Trans TechPublication,Vol777,PP.499 507,2018
REFERENCES
[6] Tymrak B.M, Kreiger M, Pearce J.M, Mechanical Propertiesofcomponents fabricatedwithopen source3D printersunderrealisticenvironmentalconditions,Vol8,PP. 242 246,2014.
[7] Lee I and Kim Y, The Recent Patent Analysis and IndustrialTrendof3DPrinting,IndianJournalofScienceand Technology,Vol8(S8),PP.70 73,2015.
[2]AnnamalaiPandian,CameronBelavek,AmericanSociety forEngineeringEducation,PP.1 3,2016 [3] Juraj Beniakl, Milos Matusi and Peter Krizan, Biodegradable Polymersfor the ProductionofPrototypes, Vol832,PP.152 158,2016
International Research Journal of Engineering and Technology (IRJET) e ISSN: 2395 0056 Volume: 09 Issue: 03 | Mar 2022 www.irjet.net p ISSN: 2395 0072 © 2022, IRJET | Impact Factor value: 7.529 | ISO 9001:2008 Certified Journal | Page68
[8] Godfrey C.Onwubolu and Farzad Rayegani, CharacterizationandOptimizationofMechanicalProperties of ABS Parts Manufactured by the Fused Deposition Modelling Process,International Journal ofManufacturing Engineering,Vol2014,PP.13,2014.

[1]LalitSinghMehta,Dr.PriamPillai,CompressionTestingof PLA in 3D Printing, International Journal of Electronics, ElectricalandComputationalSystem,Vol6,PP.68 69,2017.
[5] Durgun Ismail and Ertan Rukiye, Experimental investigationofFDMprocessforimprovementofmechanical propertiesandproductioncost,RapidPrototypingJournal, Vol.20,PP.228 235,2014.
CONCLUSIONS
[9]Es SaidO.S,FoyosJ,NooraniR,MendelsonM,MarlothR & Pregger B.A, Effect of Layer Orientation on Mechanical Properties of Rapid Prototyped Samples, Vol 15, PP. 107 122,2007.