


COOL POWDER * Compared to the standard 170/180°C. The estimation considers a reduction in energy costs up to 5-10% for each 10°C lowering of the curing temperature, a value influenced by different factors, for example the type of oven that is used. LOW CURING TEMPERATURE POWDER COATINGS STARTING FROM 140°C ENERGY COSTS REDUCED UP TO 20-30%* www.stpowdercoatings.com ISSN 2280-6083 The smart journal for surface treatments ® INTERNATIONAL PAINT&COATING MAGAZINE ipcm digital on www.myipcm.com 13th Year - Bimonthly N° 78 - NOVEMBER/DECEMBER 2022 In this issue: SPECIAL ON ACE & OFF ROAD VEHICLES & INDUSTRIAL CLEANING TECHNOLOGIES






WATERBORNESYMPOSIUM.COM FEBRUARY 12 - 17, 2023 ASTOR CROWNE PLAZA | 739 CANAL STREET | NEW ORLEANS, LA. Topics covered include Waterborne, Polymerization, High-Throughput, Nano, UV, Additives, Corrosion, Bio-based, Formulation, Automotive and more. Intensive training offered through our two- and three-day short course options. Proceeds
Symposium are used to endow scholarships for students
the Polymer Science and Engineering program at Southern Miss. EOE/F/M/VETS/DISABILITY UC84851 Celebrating 50 Years of Coatings Research! THE INTERNATIONAL WATERBORNE HIGH-SOLIDS AND POWDER COATINGS SYMPOSIUM
from the Waterborne
in
KleerAid ® EZ Treat 2.0 is designed to provide the most efficient, powerful, and consistent paint detackification in the market today. The high-performing and cost-effective process is environmentally sound and efficiently treats waterborne, solvent-borne and mixed paint systems. The process improves paint sludge quality by eliminating stickiness and increasing flotation rate, even with high solid paint.
KleerAid ® EZ Treat 2.0 provides consistent water parameters (pH, TSS, COD) while reducing maintenance and equipment cleaning requirements. It also addresses typical odor issues without using biocides, toxic or hazardous products.

info @ atotech.com www.atotech.com
Atotech Group
�Improves sludge quality, resulting
reduced sludge
associated disposal costs �Eliminates associated unpleasant odors �Eliminates
�Reduces chemistry consumption by up to 60% �Cost-effective, efficient and consistent performance with low service requirements
Powerful. Consistent.
A drive towards high performance
in
quantity and
the need for biocides
Efficient.




CONTENTS NOVEMBER/DECEMBER 2022 05 EDITOR’S LETTER 12 BRAND NEW 16 MARKET CLOSE UP The Powder Coatings Market in North America is Expected to Cross USD 3.4 Billion By 2027 20 BRAND NEW 24 ASK JOE POWDER The "Ask an Expert" Column 28 HIGHLIGHT OF THE MONTH A Return to its Roots Turned Towards the Future: SAMES KREMLIN Becomes Sames 32 HIGHLIGHT OF THE MONTH Merck Effect Day 2022: Back to the future 36 SUCCESS STORIES Chery Automobile Relies on 146 State-of-the-art Robots and Intelligent Software from Dürr 38 FOCUS ON TECHNOLOGIES C.P.C. Group’s Painting Division Relies on Nine Articulated Robots to Coat Carbon Fibre Car Parts 45 BUSINESS CARDS 47 SPECIAL ISSUE - ACE & OFF ROAD VEHICLES 54 FOCUS ON TECHNOLOGY User-Friendly, Self-Learning Robot Programming Simplifies Production Management for Real-Time Delivery of Automotive Spare Parts 60 INNOVATION: PRESENT&FUTURE VIANT – A New and Innovative Technology for Corrosion Protection 64 SUCCESS STORIES More Efficient Liquid Coating of Hydraulic Cylinders Thanks to Electrostatics 68 FOCUS ON TECHNOLOGY The Potential of Nanotechnology Passivation in RIMA’s Pre-Treatment Cycle 82 FOCUS ON TECHNOLOGY Balfor Revolutionised Its Entire Production Flow with a New Cartesian Powder Coating System 90 FOCUS ON TECHNOLOGY Zero-Liquid Discharge Cataphoresis: The Goal of IVECO’s Megafactory in Suzzara 06 ANALYSIS Are You Ready for the Green Effect? Filling the Line and Reducing Energy Consumption FOCUS ON TECHNOLOGY The New Powder Coating Line with a Glass Booth Installed by Zoccarato Industrial Coatings for Finishing Its Construction Machinery Parts 74 FOCUS ON TECHNOLOGY Frandent Limits Production Costs and Increases the Sustainability of its Agricultural Machinery Coating Process with Water-Soluble Paint and a Biomass Power Plant 48 30 HOW IT'S COATED Paint it Black: Behind the James Webb Space Telescope’s Signature Colour SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES © Adobe Stock © Frandent © Riccardo Sottoriva © HangOn





CONTENTS NOVEMBER/DECEMBER 2022 106 INNOVATION: PRESENT&FUTURE Hydrogen-Powered Catalytic IR Panels: A Technology with a Zero Carbon Footprint 110 INNOVATION: PRESENT&FUTURE Breaking the Ice 112 FOCUS ON TECHNOLOGY Aluminium Tubes for High-voltage Equipment with High-quality Coating 122 INNOVATION: PRESENT&FUTURE Saving Energy by Recovering the Oxygen Released During Paint Application with On-Site Nitrogen Generators: The Latest Evolution of the Polifluid and Nitrotherm Spray Machines 124 BRAND NEW 128 SUSTAINABILITY Industrial Testing Platform for Clean Water 136 BRAND NEW 138 SUCCESS STORIES Large Castings Reliably Desanded Using Blasting Technology 142 STANDARD & LEGISLATION The Past, Present, and Future of Surface Treatments 144 THE MARKETING CORNER 10 Things Not to Do on Social Media 148 ZOOM ON EVENTS 159 ICT - INDUSTRIAL CLEANING TECHNOLOGIES 160 INDUSTRY NEWS 164 CASE STUDY Volumetric flow control reduces energy consumption in pre-treatment for painting 168 TECHNOLOGY OVERVIEW Reliable and sustainable process for cleaning high-tech components in cleanrooms 176 TECHNOLOGY OVERVIEW A patented vacuum cleaning system using low-boiling point solvents in a hermetically sealed vacuum monochamber performing thermocompression distillation 178 INDUSTRY NEWS 180 HIGHLIGHT OF THE MONTH FiT Cleaning Association: A compass for the industrial cleaning world 184 ZOOM ON EVENTS 98 FOCUS ON TECHNOLOGY A New Dispenser for Multi-Component Paint Mixing Reduces Waste and Confirms Komatsu Italia Manufacturing’s Efforts Towards Climate Neutrality ICT - HIGHLIGHT OF THE MONTH STS Presents Aquasealer®: Innovative and Energy-Saving Impregnation Technologies 172 ART WITHIN SURFACES Lucrezia Roda Explores the Changing Forms of Glass with the Exhibition “GLASS POWER. The Power of Fragility” 132 116 HIGHLIGHT OF THE MONTH Kolzer Celebrates 70 Years in Business with a New PVD Technology and an Innovative R&D Hub SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES © ipcm © Kolzer © Lucrezia Roda & Cortesi Gallery © ipcm





The only European producer of customized electrodialysis cataphoresis / anaphoresis cells with tubular extruded membranes . info@avin.it www.avinsrl.com professionality know-how punctuality ENERGY SAVING | QUALITY PROCESS | IMPROVED LIFETIME | REDUCED MAINTENANCE models available: AUF65 DIALYSIS CELL d. 65 mm - AUFL80 DIALYSIS CELL d. 80 mm
WE ARE COLOURS ENGINEERS

Richiedi la versione in italiano a info@ipcm.it
Over the past year, numerous ipcm® advertisers have asked our editorial office for the names of potential candidates for their sales and, more specifically, technical sales job openings. I deduce that our customers are probably convinced that the editorial office of an international magazine is informed about a lot of job offers and applications. Actually, this is not the case. Of course, it happens, but only sporadically, all the more so when it comes to sales professionals.
Together with our own difficulty in finding salespeople with an “editor’s soul” to employ in ipcm®, this has certainly been highlighting the critical nature of the search for sales personnel, which is a crucial part of a company’s staff as it is directly linked to the development of business volumes. In turn, this prompted me to reflect: how much has the role of salespeople changed in the last twenty years?
The profile of a salesperson is extremely articulated and constantly evolving, mainly because it is very difficult to draw a precise list of proficiencies that, regardless of the industrial sector, certainly include a combination of soft and hard skills.
I still believe that the main one of them is a natural aptitude for selling, a sort of innate talent for public relations and for negotiation, an inclination to connect with people. However, specific technical skills are also indispensable, especially in the light of the digitalisation process that is spreading across all sectors and, as far as the industry is concerned, of the advent of i4.0-oriented productivity.
Back in 2016, Forrester Research1 stated that 1 million traditional “salespeople” in the US would lose their jobs by 20202. This is happening because salespeople can no longer just be the ones who know the products, the company, and the customers: they must acts as consultants, focus on technical sales, and use social networks as sales channels – especially because, thanks to digitalisation, cognitive computing, machine learning, and predictive maintenance, they are no longer required to collect orders, which can be recorded automatically. Their role is therefore to support customers in making choices, solve their problems, and provide information and insights to guide them in carrying out their work.
For the salesperson role to evolve in this way, candidates must therefore be specifically trained (university masters courses on sales techniques have multiplied in recent years), know at least two languages (in non-English speaking countries, English should be considered a commodity and no longer a plus), and have a deeper knowledge of the product (or service) they are selling than their own customers.
The latter point is the most complex, because only a thorough apprenticeship at a firm can enable a resource to become a salesperson 4.0. This means that a salesperson should actually be trained over time within a company, rather than being sought after externally. This is the only way to create, over the years, a breeding ground of young people who will grow from technicians into salespeople, becoming a strategic resource for their company.
You may wonder why I chose to reflect on this in the editorial of the last issue of 2022, a year that has seen our industry keep on growing strongly and portfolio forecasts remain positive despite, once again, the rising energy costs and the difficulties in sourcing certain raw materials and components? Because the numerous reports and articles that you will find in this issue, traditionally dedicated to surface treatments for the ACE and commercial vehicles sector, deal with technical and innovation projects that have involved many young people who have understood that “selling” is synonymous with “growing”.
Happy reading and best wishes for the holidays!
Alessia Venturi Editor-in-chief Direttore Responsabile


1 https://www.forrester.com/bold
2 Source: https://www.adamiassociati.com/ricerca-personale-commerciale/ (in Italian)
05 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78
LETTER
EDITOR’S
Are You Ready for the Green Effect? Filling the Line and Reducing Energy Consumption
 Gabriella Mellergårdh, Freelance Journalist for HangOn Hillerstorp, Sweden
Gabriella Mellergårdh, Freelance Journalist for HangOn Hillerstorp, Sweden
With energy prices skyrocketing all over Europe the question of lowering your energy consumption has never been more urgent. But there might be an easy solution with an enormous hidden potential – cutting costs and increasing profit while at the same time making the coating industry greener.
The coating industry is very energy demanding. This is a fact that has been known to us for long, but we never knew exactly how much energy escapes during the process. HangOn AB is a Swedish developer and manufacturer of solutions for hanging, masking, and handling that today are distributed to more than 40 countries around the world.
At the very beginning, HangOn business idea was mostly about helping
customers to increase efficiency and profitability in their coating process. But the question that has been eating away during the last couple of years, while visiting customers and exploring their needs for further development, is the question of sustainability. And it is obvious that finding the right solutions for sustainability in the coating industry by increasing hanging density is the most important thing HangOn can do for its customers.
06 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
ANALYSIS
© HangOn
Sustainability – a top priority
For the last decades, sustainability in the coating industry has been a top priority when it comes to limit emissions, preventing air and water pollution and putting effort to reformulate and produce environmentally-friendly coatings. Furthermore, the coating industry has gone long ways to explore the development of bio-renewable technologies to reduce the carbon footprint. An array of certified environmentally-friendly paints and coatings are available, which all together have much lower levels of toxicity, while also having recyclable content. Some of these paints are not only environmentally friendly, but also more cost-effective than conventional paints.
Energy consumption in the coating line
Nonetheless, consumer awareness keeps putting pressure on reaching further. Today, OEM in both the general and the automotive industry need to monitor the entire value chain in terms of sustainability. One essential question to be investigated has been to establish numbers on the energy consumption and the energy losses in a coating line. The idea that Petter Törefors, CEO at HangOn and the whole team started out with was to understand in depth what the energy consumption in a coating line really looks like. To achieve this, they conducted a thorough study in five different standard powder coating line set-ups, assisted by surface treatment expert Anders Jansson,
Meyer & Hjort AB. What the study rather surprisingly revealed was that regardless of how many workpieces you fill the line with, the energy consumption is constant up to between 80 and 90 percent. For example, increasing the goods flow times five per hour with HQChanging instead of regular hooks, will only increase the total energy consumption with 18 percent.
On HangOn website you can compare the numbers of different coating cost calculations in standard scenarios in five standard coating lines. You can also fill in the blanks with your own numbers if you like, to check the facts – a great way for validation of the numbers your own coating facility.

Using the energy wisely by increasing hanging density
No matter what, there will be energy losses in the outer surfaces, ventilation, and heat leakages through openings. So you need to be smart and use the energy wisely: by hanging the pieces in a more efficient way you can cut your costs up to 75 percent if you count the cost of energy consumption per coated piece. Hanging the goods is mainly a task that is handled on the workshop floor, but this matter should be addressed all the way up to management. Because the question of hanging density makes a big difference, not only on reducing costs and increasing profit, but it definitely makes a difference in reducing energy consumption and
07 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 ANALYSIS
© HangOn
©
thereby contributing to a greener coating industry. What is really important for the decision makers to understand is that you can actually cut costs up to 48 percent on the coating process as a whole, going from 0,28 kWh per coated product down to 0,07 kWh per coated product if you choose to increase the hanging density.


A Green Effect with an enormous hidden potential
Let’s give an example of calculation.
A medium sized automatic coating line with a conveyor speed of 2 m/min, a conveyor length of 293 metres and a piece size of 3000 x 600 x 1500 mm (LxWxH) that transports about 850 kg goods per hour uses about 470 kWh/hour. Of this consumption, the pre-treatment stage uses about 200 kWh, the drying oven about 85 kWh, the powder application around 40 kWh and the curing oven 145 kWh.
Running the coating line with HQC-hanging and a density of 3550 kg per hour of painted goods instead would use 580 kWh per hour. A full year of running a medium sized coating line in 3-shift with daisy-chain hanging, amounts to about 2,5 million kWh per year. With dense HQC-hanging you can paint the same amount of goods while using about 800,000 kWh per year.
Numbers that make a huge difference on the last line of accounting with energy prices skyrocketing all over Europe.

The energy saved by this would be enough to supply 170 average EU households with energy for a whole year. And if you take this further to a global scale, there is an enormous hidden potential to save energy and make the coating industry greener.
This is what HangOn calls “the double Green Effect”.
Real numbers in real life
Realizing that the numbers might sound overly positive, HangOn brings the Swedish company Skeppshult as a real-industry example.
08 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
HangOn
© HangOn
© HangOn
Skeppshult is one of Sweden´s most well-known bicycle brands that has taken capacity utilization to a whole new level. All manufacturing has been done in their own workshop in southern Sweden since 1911, and to make their production even more sustainable they wanted to increase efficiency in their coating process with special hangers. In one specific coating job they went from 54 pcs/hour to 180 pcs /hour with the new solution developed by HangOn.
For Skeppshult the green effect was summed up in 66% energy savings and a total coating cost savings of 53%. In another of Skeppshult´s coating job they went from 216 pcs/hour to 864 pcs with the new solution, resulting in 75% energy savings and a total coating cost savings of 63%. This industrial application shows exactly what the Green Effect is all about: lowering your energy consumption and increasing your profit by increasing the hanging density in the coating process.
Reduced energy consumption of utmost importance
As previously stated, going green and prioritizing matters of sustainability is an important goal for all manufacturing industry, with increased customer awareness and continually strengthened

requirements from all European governments, all by the lead of EU regulations. From February 10 to March 16 earlier this year, the team at HangOn made a market study which garnered responses from 250 participants in 11 countries, representing a wide range of regions, company sizes, coating processes and professional roles. This study shows that the impact of issues concerning sustainability in the coating industry is significant. 85% agrees that sustainability is important to their company.
The same number of respondents agrees that issues related to energy consumption will become more important over the next five years. So, what are, according to the respondents, the most important means to improve sustainability?
Reduced energy consumption is deemed as the most important factor, followed by reduced powder consumption, and reduced chemical and pre-treatment usage.
Increasing hanging density – an easy step to undertake And when it comes to the most important means to reduce energy consumption, a majority of the respondents agree that the secret lies in

ANALYSIS www.trasmetal.net
pre-treatment | spray applications | electroplating | vertical & horizontal plants | enameling | aluminium | white goods | automotive | general industry
eosmarketing.it
over 60 years of experience in surface finishing lines
ACE
cataphoresis and liquid spray applications
increasing line utilization, such as maximizing the number of coated items per hour.
To improve the coating line utilization, increasing hanging density is the most important factor, according to 30% of responders. This is a fairly easy step to undertake, compared to other costly investments, when pressured to become more sustainable while still delivering profits. At the HangOn production site in Hillerstorp, Sweden, efforts are continually made to reduce their own energy consumption, ranging from developing more energy efficient production processes to installing solar cell panels and LED lighting.
“Improving the efficiency in our customers’ coating lines is by far the biggest impact we can make for sustainability”, Petter Törefors says.


HangOn conducted a life cycle analysis (LCA) on all the hooks produced for the Swedish market. Everything was counted in, from the energy consumption when the steel was made to the energy consumption in the process where the hooks are used. The numbers on the left show the result. “That´s why it is so important for us at HangOn to do everything we can to provide our customers with sustainable solutions that can reduce their energy consumption”, Petter Törefors says.

10 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
or
© HangOn © HangOn © HangOn
Click or scan the QR code to get further information on HangOn Green Effect campaign Click
scan the QR code to see HangOn CCC Coating Cost Calculation





ALIT Technologies Presented the Dosing and Application System Drizzling

During the trade fair Aluminium, that took place from 27th to 29th September 2022 in Düsseldorf (Germany), ALIT Technologies has showcased its new dosing and application system for the passivation of metal components Drizzling. As it is extremely compact and easy to install, it allows to apply a constantly fresh and contamination-free passivating solution to the products.
Drizzling is a complete dosing system capable of automatically managing the mixing of demineralised water coming from a feed tank with the exact quantity of passivating chemical product, thus obtaining an optimal and always fresh solution to be dispensed directly on the surface of metals. The use of special atomizing nozzles and compressed air enables the Drizzling system to homogeneously produce and distribute a fine and light mist of passivating solution that completely envelops the product, even in 7-meter vertical lines for aluminium profiles. It can be combined with chrome-free chemicals, including titanium and polymerbased ALFICOAT 748/3 from ALUFINISH GMBH & Co. KG, in order to guarantee excellent results in the passivation process both in terms of corrosion protection and paint adhesion.
For further information: www.alit-tech.com
12 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine BRAND-NEW
Drizzling is an innovative process for the application of chrome-free passivation products for all metals.
© ALIT Technologies
AkzoNobel Aerospace Showcased ITA Airways Chromate-Free Metallic Livery at MRO Europe










AkzoNobel Aerospace Coatings showcased the innovative metallic blue coating, with a chromate-free primer, used in ITA Airways’ new livery at MRO Europe in London. The event took place from 18 to 20 October.

The livery consists of a deep metallic blue overlaid with pearl, stylized icons representing Italy’s artistic heritage, the Italian tricolour used on the fleet’s rudders, and the white and red gold of ITA Airways’ logo. A replica of ITA’s livery coating system was displayed on AkzoNobel’s exhibition stand.

The base coat-clear coat system included Aerobase Special effects, and Aviox Clearcoat UVR. ITA chose the system because of its high performance and the uniform coverage and appearance, which can be achieved with just one coat.
“The team at ITA approached us looking for a partner to help bring their marketing idea to life. Together we created a stunning livery in the colour of the jerseys of the Italian national sporting teams. The beautiful metallic blue honours sporting legends such as Paolo Rossi – hero of the 1982 World Cup – whom the ITA planes are named after. And at AkzoNobel we look forward to a long and continuing partnership of innovation”, said Edoardo Sorvillo, AkzoNobel Sales Manager Italy & Poland.

At its stand, AkzoNobel also previewed its new natureinspired interior colour collection, including the 2023 Colour of the Year, Wild Wonder.



For further information: https://aerospace.akzonobel.com/en

BRAND-NEW
© Malcom Nason
AkzoNobel showcased the innovative metallic blue coating used in ITA Airways new livery at MRO Europe, which took place from 18 to 20 October in London. The company also previewed its 2023 Colour of the Year – Wild WonderTM.
Anton Paar Is Celebrating a Century of Activities


The global company Anton Paar GmbH is celebrating its 100th anniversary. For 100 years, Anton Paar has combined highprecision technology with scientific curiosity. The company is now an international player in the fields of density, concentration, rheometry and CO2 measurement and several leading companies worldwide rely on its technical know-how and instruments for chocolate, beer, wine and soft drink production and pharmaceuticals, cosmetics and cell phone display manufacturing. Anton Paar’s analysers and laboratory instruments are used to prepare, produce and test materials down to the nanometer range. They perform material characterisation, including scratch and indentation testing, XRD, gas adsorption analysis, powder rheometry, particle size analysis, X-ray scattering and microwave synthesis. They then allow to examine the unique liquid crystals found in LCD screens, thermometry, optical imaging and medicine. For this reason, they are used by research departments to characterise nanomaterials in final products
in electronics, packaging, paints, coatings, inks, fabrics and cosmetics. In addition, in 2021 the company launched its brand-new automated multipurpose powder X-Ray diffractometer XRDynamic 500, delivering best-in-class resolution/signal-to-noise ratio out-of-the-box. “Talent, commitment and inner cohesion, in both successful and difficult times, have always distinguished us and our company. With these attributes, we are confidently entering the second century of our history,” has stated Friedrich Santner, the CEO of Anton Paar. The company has been owned since 2003 by the non-profit organisation Santner Private Foundation, which is focused on science and research projects and the prevention of drug addiction. Anton Paar GmbH, which operates in more than 110 countries around the world, has now 45 sister companies and sales subsidiaries and 50 sales partners.
For further information: www.anton-paar.com
14 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine BRAND-NEW
Founded in 1922, Anton Paar has now become an international provider of analysers and laboratory instruments.
©
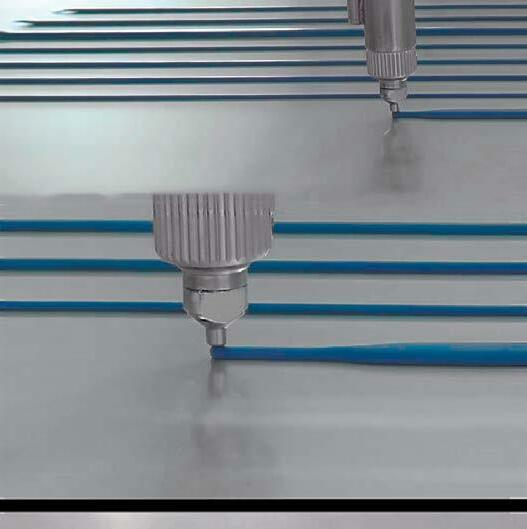
©
Anton Paar
Anton Paar
Axalta Launched the Halogen-Free Flame Retardant Plascoat ® PPA571 FR
The new thermoplastic anti-corrosion solution developed by Axalta does not contain halogen constituents such as chlorine or bromine.
The manufacturer of powder and liquid coatings Axalta has recently announced that it has launched the flame retardant Plascoat® PPA571 FR, a new thermoplastic anti-corrosion solution specifically developed to protect buildings and save human lives in the event of fires. The coating, that can be applied in several environments on steel, iron and aluminium substrates, is fire-resistant and act as a barrier to additional damage caused by the spread of flames. Plascoat PPA571 FR offers also protection against sun, salt and sea water, as well as impact and sand abrasion resistance. In addition, the flame retardant does not contain a halogen constituent, such as chlorine or bromine, helping to eliminate the presence of toxic fumes and their associated negative environmental impact.

Thanks to its fire-retardant and low toxicity properties, Axalta’s Plascoat PPA571 FR is compliant with British Standard 476, EN 45545-2 European Railway Standard for Fire Safety, British Standard 6853, International Maritime Organization FTPC standard and UL 94 -Tests for Flammability of Plastic Materials for Parts in Devices and Appliances.
“As a business, we develop solutions in response to the coating requirements of every project, no matter how harsh the environment, which is made possible by our extensive expertise across thermosetting, thermoplastic, and liquid product technologies acquired over more than 150 years,” has commented Meindert Crapts, the business development and product manager for the Thermoplastic division at Axalta.
“Plascoat® PPA571 FR delivers proven flame retardant capability to help minimise the spread of fire. Not only does this reduce any potentially catastrophic impact on humans and property, Axalta’s specially developed Halogen-free composition eliminates any further negative environmental impact stemming from the use of chemicals. Our focus is on delivering high performance coating solutions that provide unrivalled protection, while respecting the planet and meeting the stringent sustainability requirements of customers around the world.”
For further information: www.axalta.com/plascoat
15 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 BRAND-NEW
© Axalta
©
The Powder Coatings Market in North America is Expected to Cross USD 3.4 Billion By 2027

According to a recent study from market research firm Graphical Research, the North America Powder Coatings Market size is projected to reach a valuation of US$ 3.4 billion by 2027.
The market research firm Graphical Research1 has released a study in which it analyses the powder coatings market in North America. According to the report, the share is likely to grow steadily in the next years: it is estimated that its market size will be valued at $3.40 billion by 2027, thanks to growing technological breakthroughs and
1 https://www.graphicalresearch.com/industry-insights/2032/north-america-pow der-coatings-market
a wide range of applications, such as in the automotive, architecture, agriculture, construction, earthmoving equipment, oil & gas and general metal sectors.
Since the industrialization activities are growing at a strong rate both in the United States of America and in Canada, the firm reports that all the related industries will witness new potential growth opportunities.
16 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine MARKET CLOSE UP SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
Adobe Stock
In addition, the powder coatings market outlook in North America will allegedly be positively affected by the strong presence of several international brands involved in the development, formulation, production and commercialization of thermoplastic and thermoset resins for powder coatings, including PPG Industries, Somar Corporation, Axalta Coating System, AkzoNobel N.V., Asian Paints, BASF, Kansai Paints, RPM International, The Sherwin-Williams Company, AkzoNobel N.V. and Dupont Coating & Colour Technologies Group.



There are several benefits of using powder coatings, such as high-quality finish, great efficiency, easy availability of different varieties, reduced clean up and ease of application. The two most significant drivers for the adoption of these products are the increased market demand for sustainable solutions

and enhanced performance expectancy. As a matter of fact, powder coating is then considered to be a long-term solution for a wide range of industrial coating applications.

The trends strengthening the regional industry potential are expounded below.


The metallic substrates are witnessing a robust use of powder coatings






Metallic substrates are being highly demanded in a variety of sectors, such as medical, agriculture, architecture and construction. One of the main reasons for it is that powder coatings offer a durable and attractive finish to many components that are commonly used in these sectors.

The application of powder coatings on metal substrates captured a share worth around $840 million in North America alone during 2020. The manufacturers and distributors of these products are projected to hold a share worth of $3.2 billion by 2027, as reported by Graphical Research, since powder coatings are being extensively used to coat a variety of metals, including bronze, brass, aluminum, titanium and copper as well as different types of steel, such as stainless, galvanized and anodized.


Thermosetting powders will be highly employed for automotive and transportation components

The well-established automotive and transportation sector in Canada and the United States is likely to offer lucrative market growth prospects to powder coating manufacturers in the following years, according to the research.
Powder coating has gained popularity as one of the most common methods for finishing automotive parts, due to its long-lasting and robust finish and smooth and corrosion-resistant texture. The need for an environmentally benign alternative to solventbased paints was a significant driving force behind the development of sustainable powder coating materials.
Thermoset resins, such as polyester, epoxy, acrylic, polyurethane and epoxy polyester – that are also used for lightweight industrial components – are

then finding robust use in the automotive sector for parts such as springs, chassis, engine blocks, headlamp reflectors, wipers, horns, door handles, wheel rims, radiator grills, bumpers and other metallic structure and interior components.
The COVID-19 pandemic had an overall adverse effect on the North American powder coatings industry, as the automotive market witnessed a massive decrease in revenues during the first half of 2020: there has been a sharp decline in the number of people purchasing vehicles due to the strict lockdown and movement restrictions imposed by governments and local authorities in order to contain the spread of the virus, which eventually led also towards a negative impact on the production of and demand for powder coatings. However, the region is now experiencing a notable rise in the demand for automobiles due to the growing per-capita income of the population,
on luxury cars and bikes. These vehicles require a strong and protective coating to keep scratches and dust at bay and offer an elevated appearance, which will augment the demand for powder coating services.
The North America powder coatings market share from the automotive and transportation segment, which was worth around $425 million in 2020, is now expected to grow steadily in the near future and the market size from thermoset resins is now expected to observe 5.5% CAGR through 2027.

Coatings for non-metal substrates also projected to rise
The market share from the non-metal substrates, such as composites, glass and wood plastic layer – which are expected to be high demand in the near future – accounted for $110 million in 2020 and it is also estimated to observe a significant growth over the next five years.
18 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
& OFF ROAD VEHICLES
MARKET CLOSE UP SPECIAL ISSUE ON ACE
© Adobe Stock

Merck Commissions Fully Automated Unit for Digital Colour Measurement
Merck commissioned its first fully automated unit for the digital colour measurement of its pigment products. The unit was commissioned in Gernsheim, Germany, the company’s largest pigments production site, where about 560 people work. “We have invested tremendously in recent years to expand our pigment production capacities,” said Jeff White, Head of the Surface Solutions business unit within the Electronics business sector of Merck.

“In September 2021, a second production line for effect pigments based on silicon dioxide was launched in Gernsheim – an investment of nearly € 28 million. We are now increasingly investing in automating and digitalizing our production processes. The investment of nearly € 10 million in a unit for the automated and digital colour measurement is only one example of how we are further advancing the digitalization of our production processes within Surface Solutions.” With this investment, Merck aims at improving the colour reliability of
its pigment products. To date, quality control of colour pigments has mainly been manual and was highly dependent on the perception of the human eye. With the new, fully automated process, Merck will measure the colour values digitally and thus generate extremely reliable colour measurement values that can be validated by customers. This will also improve reproducibility of the pigments and, consequently, consistently high product quality worldwide. Following Gernsheim, colour measurement units are to be introduced in the coming months at additional Merck pigment production sites in Onahama (Japan) and Savannah, Georgia (USA). This falls within the company’s goal of advancing the quality of products and processes through automation and digitalization.
For further information: www.merckgroup.com/en
20 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine BRAND-NEW
Merck announced the commissioning of its first fully automated unit for the digital colour measurement of its pigment products. ©
Markus Mink


Sierra Aluminum and SAT Partner for a Fully Automatic Anodizing Line in North America
Sierra Aluminum and SAT have announced that, in July 2022, the companies have signed a joint agreement to design, produce and install a fully-automatic anodizing line in the North American production site of Sierra.


Sierra Aluminum – which is a division of Samuel, Son & Co. – is a vertically integrated aluminium extrusion mill providing both standard and custom products for several sectors. In order to identify the best solutions for its needs, Sierra had chosen to visit several production and operational plants throughout Europe.
It has then witnessed the advantages offered by the technologies of SAT (Surface Aluminium Tech), an Italian company part of the American group Graco Inc., and decided to request a Fully Automatic Anodizing line. “SAT was the most reliable partner for a highly automated solution which allows us to maintain strict control of all the process parameters,” has stated Robert Smith, the director of Manufacturing and Growth Strategy at Sierra Aluminium.
The anodizing line has a high degree of automation, resulting from the
close synergy between software and hardware internally developed by SAT. The automatic management of the whole process will guarantee a high level of productivity with a reduction of downtime, fine-tuned dosing of chemical products, constant monitoring and thermoregulation of the process tanks.
“Thanks to the customized Supervision Software, it will be possible to constantly check and collect all data from the working tanks, and then link this information to each anodic bar. In this way at the end of the process every load will be accompanied by a specific and thorough production history. We’re very proud to announce this new partnership between SAT and Sierra for this first SAT Anodizing Line in North America. We are sure this collaboration represents a fundamental step for both companies and I really look forward to seeing the line in operations,” has declared Andrea Trevisan, the CEO of SAT.
For further information: www.sataluminium.com/en
21 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 BRAND-NEW
The new line developed by SAT will provide high level of productivity with a reduction of downtime.
© SAT
The European Coatings Association CEPE Voted
David Beckford into its Board of Directors
The European Coatings Association CEPE has recently announced that the managing director of Pronto Paints David Beckford has been voted into its Board of Directors. Beckford also joined the board of the British Coatings Federation in 2011 and served as president of the organisation from 2018 to 2020.
“It is an honour to serve on the European coatings association’s board, and I’m really looking forward to contributing to the important work we have ahead of us to continue to influence chemical regulations in the EU and UK and to promote the positive contribution of the coatings sector to society. I want to champion the voice of the smaller companies, as well as be the link between BCF and CEPE on the challenging topic of Brexit”, has stated Beckford.
“Given the interconnected supply chains, and significant overlap of membership, the UK paint industry continues to have an excellent relationship with the European coatings association, CEPE, and

I’m delighted David has stepped up to represent the UK”, has also commented Tom Bowtell, the CEO of the BCF.
Beckford received 2,673 votes in favour, 3 abstentions and 0 votes against. The result was announced by Roald Johannsen, the vicepresident of PPG Automotive Coatings EMEA and president of CEPE, during the General Assembly of the association that took place in Madrid on 30th September 2022. The United Kingdom was represented by the BCF Board member Geoff Mackrill, owner of Teal and Mackrill Paints.
“It is fantastic to continue to have representation from the UK on the CEPE board, and from an SME company. We welcome David to the board and wish him every success”, has concluded Johannsen.
For further information: www.cepe.org
22 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine BRAND-NEW
David Beckford is also a member of the board of the British Coatings Federation.
© CEPE
Evonik Expands the Production Capabilities for ACEMATT ® Matting Agents in Asia
Evonik is expanding the production capacity of its ACEMATT® precipitated matting agents at its manufacturing facility in Taiwan.
Evonik is increasing the production capacity of its ACEMATT® precipitated matting agents at its manufacturing facility in Taiwan. Capacity expansion is expected by the second half of 2023 and will allow Evonik to meet the growing demand for matting agents in the Asian region.
“The capacity expansion of our leading matting agents in Taiwan further emphasizes our commitment to the growing markets in Asia and to all our regional and multi-national customers,” says Maximilian Morin, Head of Industrial & Transportation Coatings at Evonik Coating Additives. “We are continuously expanding our position as
a truly global partner for our coatings customers by offering the same high-quality products from manufacturing locations in multiple regions. In times of rising logistical challenges, such an investment will also directly benefit our partners and customers across the globe by further improving our supply situation worldwide.”
ACEMATT® matting agents manufactured in Taiwain will have the same properties as the products currently manufactured at Evonik’s manufacturing plant in Bonn, Germany.

For further information: www.evonik.com

BRAND-NEW
www.rostirolla.it
COMPLETE SOLUTIONS for HANGING and MASKING
© Evonik
The “Ask an Expert” Column
Kevin Biller kbiller@chemquest.com
Even for this last column of the year, there are still many questions for our expert Joe Powder from coaters around the world.

Hi Joe,
I have a technical question to ask. I hope you have the answer. I read some non-technical articles mentioning powder coating on wood. How is it can be done because wood is a non-magnetic material?
Have a good day!
Dr. Jinwen Zhang Washington State University
Hello Dr. Zhang, Electrostatics and not magnetism is used to deposit dry powder onto a substrate. Nevertheless, this is still a good question. Most wood has surface characteristics that allow electrostatic deposition of powder onto its surface. In some cases, like MDF (medium density fibreboard), the “wood” needs to be preheated to allow moisture to migrate to the surface of the board. This moisture provides enough conductivity to deposit the charged powder.
One of the challenges to coat wood is having a powder coating chemistry that cures at low temperatures. If the cure temperature is too high the wood emits volatiles that ruin the coating appearance.
The powder coating industry has developed chemistries and processes that allow MDF to be coated commercially. Please let me know if you would like to know more about these chemistries.
Best regards, Joe
Dear Joe, I hope that you and your family are well. Long time no see. How is your business?
I have a question, regarding Qualicoat Class 1 approval. For polyester-TGIC powder coating the gloss should not be less than 50% after 1000 hours Xenon Arc exposure. I want to know if a powder based on a standard polyester-TGIC resin will pass this test (approximately equivalent to 1 year Florida). Or do we need another type of polyester resin for Class 1 or no?
My pleasure will be hearing from you.
Regards, Mohammed Seddighian Tehran, Iran
24 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
ASK JOE POWDER
Hello Seddighian, All is well here. We celebrated our daughter’s birthday this past weekend. It was a wonderful day. I hope you and your family are well. And our business is doing well – we are now part of ChemQuest and continue to grow each year.
A standard architectural grade TGIC-polyester will meet the Qualicoat Class 1 specification. Qualicoat Class 1 basically requires a powder coating finish to maintain colour and gloss after one year exposure to a south Florida climate.
The specification also requires chemical resistance, so it is important to confirm mortar and sulfuric acid resistance performance. In addition, it is important to select your polyester resin from a reputable supplier. Furthermore, make sure that the pigments and additives in your formula are weather resistant.
Some waxes are not UV durable. Keep in mind that many organic pigments will fade from one year Florida exposure. So, choose you additives and pigments wisely.

Please let me know if you have any further questions and have a pleasant rest of your day. Kind regards, Joe
Dear Joe, What is the best way to measure weatherability and the cheapest way? QUV, Xenon Arc or Solarbox? I want to get a machine for my laboratory. What is your suggestion? Best regards, Ozlem Ekinci Kaseri, Turkey
Hooks & CE Hooks

From the in-stock small and thin hook to the special hook Ø30 with EU certification and loading capacity calculation, for both small and heavy parts to be coated.
HOOKS

& CE HOOKS
COMPLETE SOLUTIONS FOR HANGING AND MASKING
www.rostirolla.it
Atlas Ci4000 Xenon Arc Weather-Ometer - Figure Courtesy of Atlas Material Testing Technology.
Hello Ozlem,
The very best way to ascertain resistance to outdoor conditions is natural exposure (this is expensive and takes years). The second-best weathering simulation technique is exposure to concentrated sunlight through the use of solar reflectors and water mist and is commonly known as EMMAQUA or equatorial mount with mirrors for acceleration and water (ISO-877 and ASTM D4141). This technique utilizes real solar energy but because the energy is concentrated by mirrors the duration is significantly reduced. A factor of 10 to 12 times faster is claimed. ASTM D4141 testing requires the careful measurement of the UV light a surface is exposed to. The amount measured is then compared to historical data of Florida exposure and correlated to the number of months of typical exposure. This is also very expensive.
Next best technique is Xenon Arc Weatherometer (ASTM D6695 and ISO 16474-2). For artificial tests the wavelengths of xenon arc emission best simulate sunlight. These cabinets are relatively expensive to buy and costly to operate.
Next in relevance is QUV (ASTM D4587 and ISO-11507). This is tried and true, but not as representative of sunlight as the tests described above. I would use 340-A lamps as the shorter wavelengths (UVB-313) are selectively too damaging to polyester resin molecular backbones. QUV cabinets are much less expensive than Xenon Arc units. I bought a used one for less than $2000. New ones cost around $10,000 to $12,000. You may want to consider building a rack and exposing test panels at your own facility as well. Hope this helps. Joe

26 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine ASK JOE POWDER
QUV lamp outputs vs. natural sunlight - Figure Courtesy of Q-Lab Corporation.
Magical Pow erd
4 0 Y e a r s o f A d v a n c e d S o l u t i o n s f o r M e t a l S u r f a c e s T r e a t m e n t



4 0 y e a r s o f t a r g e t e d g o a l s , p r e c i s e c h o i c e s a n d c o n t i n u o u s e ff o r t d e v e l o p i n g h i g h l y p e r f o r m i n g a n d i n n o v a t i v e p r o d u c t s F o r E u r o p o l v e r i t h i s anniversary represents only the first step in the taken direction. Today the main challenge is to plan the future with a constantly evolving growth s t r a t e g y a n d g r e a t c a r e a n d s e n s i t i v i t y t o t h e e c o l o g i c a l e n v i r o n m e n t a l c o n t e x t

EUROPOLVERI S.p.A. Sandrigo (VI) Italy Ph. +39.0444.750643 Fax +39.0444.750653 FILIALI/Branch Office: Cernusco sul Naviglio (MI) Ph +39 02 92148001 Erbusco (BS) Ph +39 030 7704158 DEPOSITO/Depot: Iori Colori, Reggio Emilia Ph.+39.0522.327248 info@europolveri.it - www.europolveri.it Z a n o l o C d A 0 3 2 2
HIGHLIGHT OF THE MONTH
A Return to its Roots Turned Towards the Future: SAMES KREMLIN Becomes Sames
Edited by SAMES Meylan - France
SAMES KREMLIN, a company specializing in manufacturing coatings application technologies, will become Sames. The aim of this name and logo change is to better reflect the corporate values focused on innovation and environmental protection.
On Monday 03 October 2022, the multinational company Sames Kremlin announced its rebranding. A new logo, a new corporate image, and - above all - a new name: Sames.
The decision to rethink its image is due to the desire to better reflect its corporate values aimed at innovation and environmental protection, in order to respond to the technological and environmental challenges of its customers and partners around the world.
Founded in 1925, the French company has been expanding throughout the globe, specializing in solutions for the application of coating for the most diverse industrial markets.
With the acquisition of iNTEC in 2020, Sames Kremlin has also further strengthened its presence in the sealing sector as well.
The purpose of this rebranding is to make customers feel that Sames is much more than a supplier of technologies and equipment for industrial coating. It is in fact a partner focused on three fundamental values:

• The human factor, in order to improve together;
• Innovation, to achieve the excellence and flexibility to satisfy each customer;
• Sustainability, to protect the environment while beautifying the world.
28 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
The new SAMES identity
Sames took advantage of the new corporate identity to convey in a more convincing way its business philosophy focused on providing added value to its customers through efficient and eco-sustainable solutions, keeping faith with its motto: Simply Applying Most Efficient Solutions, which is the acronym of SAMES. This rebranding concerned the simplification of the logo, which emphasises the synergy of the sectors in which Sames operates and its know how with a minimal style and softened shapes. The new corporate image maintains the iconic phosphorus green colour - to symbolize attention to the environment - while combining shades of blue that accentuate its technical expertise and passion for innovation.
New name, same quality
By transforming its identity, Sames mobilizes around a single vision: unite people, protect the environment, and beautify the world.
The company will keep its portfolio and services unchanged: this means that Sames will continue to design, produce and distribute manual guns, coating robots, pumps, dosing units and all the other technologies that have distinguished its offer in almost a century of activities.

Sames will also continue to distribute its products for sealing, protecting and beautifying materials through its historic product ranges:
• Sames Intec for high viscosity extrusion;
• Sames Kremlin for conventional spraying;
• Sames Nanocoat for rotating bell spraying;
• Sames Inocoat for powder coating;
• Sames Services for turnkey projects and services.
HIGHLIGHT OF THE MONTH DO YOU KNOW HOW TO SAVE UP TO 75 % ENERGY WHEN DRYING SLUDGE? WE ALREADY DO. HARTER GmbH | +49 (0) 83 83 / 92 23-0 | info@ harter-gmbh.de | harter-gmbh.de # GENTLE # EXHAUST FREE # ENERGY-SAVING # PROCESS-SAFE
© SAMES
Paint it Black: Behind the James Webb Space Telescope’s Signature Colour
 Chelsea Gohd Space.com
Chelsea Gohd Space.com
As the agency explained in its new YouTube series “Elements of Webb,” the James Webb Space Telescope’s radiator is painted black to absorb heat. Just like how black asphalt gets hot in the summertime, objects that are black are generally hotter as they absorb all wavelengths of light and convert it into heat (comparatively white objects reflect light and do not absorb heat).
Webb engineers use this principle to keep the telescope cool. Webb essentially has two sides, a hot side
and a cool side, which are separated by the spacecraft’s sunshield. The cool side is where its highly sensitive scientific instruments reside, and sunshield blocks any heat from the sun from reaching those instruments. The cool side “even has a radiator to keep it extra cool,” NASA multimedia specialist Sophia Roberts said in the video. That radiator and everything except Webb’s bright gold mirrors are black on that side, she explained. Now, this black paint is important not only because black objects absorb heat well, but also because they emit heat well, Roberts
noted, adding that objects painted black are highly emissive (a measurement of how well something radiates heat).
To ensure that the black paint used on Webb did the best job possible at soaking up and radiating heat away from the telescope’s instruments, NASA used a special ultra-black paint made by Ball Aerospace called Ball Infrared Black (BIRB).
Webb’s cold side is about minus 388 degrees Fahrenheit (minus 233 degrees Celsius). So, why do Webb’s instruments need to be so cold?
30 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine HOW IT’S COATED ?
NASA’s James Webb Space Telescope has to stay super cool to observe the cosmos. How does it beat the heat? Black paint.
© Adobe Stock
Webb observes primarily infrared light, which we humans perceive as heat. If the telescope is too warm, that heat could interfere with observations. Since the scope’s instruments naturally create heat as they work, Roberts noted, Webb has to be proactive about cooling off. This is why, in addition to shielding the instruments from solar rays with the sunshield, Webb also has a radiator — painted with BIRB — that helps to keep things as chilly as possible.
Webb arrived at its final home in space on Jan. 24 after a month of traveling nearly 1 million miles (1.5 million kilometres) through space. By observing in infrared from this distant vantage point, scientists hope that Webb will be able to peer back at some of the earliest moments in the universe’s history, detecting the heat from the earliest stars and galaxies to ever exist.
The James Webb Space Telescope at a glance
The James Webb Space Telescope (sometimes called JWST or Webb) is an orbiting infrared observatory that will complement and extend the discoveries of the Hubble Space Telescope, with longer wavelength coverage and greatly improved sensitivity. The longer wavelengths enable Webb to look much closer to the beginning of time and to hunt for the unobserved formation of the first galaxies, as well as to look inside dust clouds where stars and planetary systems are forming today.
Say goodbye to masking

Overspray-free paint application with EcoPaintJet
Revolutionary precision in automatic application brings efficiency to product customization. Dürr’s solution EcoPaintJet applies sharpedged paint lines on surfaces, pushing the limits for efficient and resource-saving coating: No overspray, no more masking of your product. www.verind.it

HOW IT’S COATED ?
Scan or click the QR Code to watch the Elements of Webb’s episode on James Webb Space Telescope’s painting
Merck Effect Day 2022: Back to the Future
Edited by the ipcm® editorial team
After a long forced hiatus due to the pandemic, the Merck Effect Day event returned with a look at the future of special-effect and functional pigments for the paints, inks, and plastics industries.
Merck’s traditional annual event – the Merck Italia Customer Day dedicated to customers and partners, during which Merck, a leading German multinational company in the electronics, healthcare, and life science sectors, presents its new products and future colour trends in various application fields – went back to being held in person on Monday, 19 September at the Alfa Romeo Museum in Arese (Milan, Italy).
For the over eighty participants, it was an opportunity to learn about the latest special-effect and functional pigments offered by Merck in the coating, plastic, and printing fields and to meet company representatives
who are experts in their respective sectors. In the historic as well as technological setting of the Alfa Romeo Museum, the day’s activities explored not only new colour trends but also Merck’s demonstration tools, including the innovative M-Box, and some technical aspects related to the application of different pigments and the formulation of paints, printing inks, and plastic colouring products.
In particular, the morning’s agenda included the following topics: sustainability according to Merck, illustrated by EMEA senior regional marketing manager Fabio Carati; the M-Box concept, presented to customers and designers for the first time in Italy by Dominik Eisend, the


The new special-effect colours for the automotive sector.
The packed hall of the Alfa Romeo Museum in Arese, just outside Milan, during the Merck Effect Day 2022.
32 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
HIGHLIGHT OF THE MONTH
© ipcm © ipcm
senior design manager of Merck’s Surface Solutions | Automotive Coatings division; the Eco-Inspired by Nature project for a more sustainable approach to packaging design and production; the technical aspects of product formulation with Merck pigments and the FCN (Food Contact Notification) requirements; an in-depth look at the new special-effect pigments of the Xirallic family, called Safari NXT, with their lively and elegant shades; and a look at the latest colour trends from the world of decorative cosmetics, always a source of inspiration for the industry as well. “There are five guidelines for guaranteeing the sustainability of products,” stated Laura Zanini, decoratives account manager at Merck, in her report titled “Eco-Inspired by Nature”, “namely designing for recycling, designing for reuse, replacing plastics with bioplastics, favouring the use of mono-materials, and increasing the products’ recycled plastics content. Collaborating with five industrial partners specialised in different stages of cosmetic packaging production (from masterbatch to tube production, from snap closures and cosmetic products manufacturing to laser marking), we created a shower gel packaged in lighter, mono-material tubes that are therefore easier to recycle and have an indelible laser-marked closure. Merck pigments from the Iriotec® 8000 Series were used for laser marking and Colorstream® pigments were used for tube colouring.”

The morning continued with the presentation of the M-Box, “a design tool that goes beyond conventional marketing tools that only display beautiful colours, thus becoming a curated design collection that incorporates Merck’s special effects and functional
solutions,” explained Dominik Eisend. “It focuses on three trending stories (CO2 Footprint Driven Design, Phygital World, and Off to New Worlds) which allow realising creative ideas and solutions by offering valuable support and guidance for design in the automotive and industrial sectors, thanks to Merck’s experience but also to the collaboration of external partners.”
After lunch, the day continued with a Colour Forecast workshop for the plastics industry, an analysis of Merck’s e-Shop, and the presentation of the City Lights – Urban Colour Story collection (already the subject of an in-depth report published in ipcm® at the beginning of 20221), the first special-effect pigment toolbox specially developed for powder coatings formulators, inspired by the play of light and shadow in the most modern urban contexts.
“It is the first tool specifically designed and developed by Merck for the powder coating industry,” stated Stefano Corrado, Coatings Account Manager at Merck. “It was inspired by six modern cities with the most fascinating urban contexts and it aims at reproducing the nuances of colour at the most evocative times of day, that is, from dusk to dawn. City Lights brings to life the play of light and shadow in the nights of New York, Chicago, Copenhagen, Frankfurt, Vancouver, and Vienna. We have created twentyeight new colours for this toolbox: we have selected seven special-effect pigments from our product series
1 From an interview with Laura Zanini and Stefano Corrado, Merck Group - Darmstadt, Germany, City Lights in Merck’s New Powder Coatings with Special-Effect Pigments, in ipcm Vol. XIII no. 73, January-February 2022, pp. 18-21.

HIGHLIGHT OF THE MONTH
Trends and technical demo-tools of Merck products for plastic and printing applications.
Xirallic® NXT, Pyrisma®, and Colorstream® and created an “urban colour story” for each one of them.”
The day ended with a presentation of Pixel Art, formulation suggestions based on 2023 packaging trends, and a free visit to the Alfa Romeo Museum. The Merck Effect Day 2022 was highly appreciated by the 83 participants: according to 62% of those present, this event should be repeated every year – a further proof of this long-established German company’s experience in studying the most innovative colour trends as well as the feedback received from the market.
The event venue also included an accurate display of the effects and tools presented during the day as a way to enrich the educational and informative experience of participants who, in the breaks between presentations, were able to assess the pigments used with both natural

and artificial light, but above all on three-dimensional and curved shapes, notoriously those that best reveal colour flop and pearlescent effects – a field in which Merck is an industrial excellence.
Feedback from Italian customers, therefore, once again confirmed that the Merck Effect Day is an inspiring, must-attend event:

“…As a technician and not a salesman, I believe in the formula pearlescent pigments = Merck. They’re unbeatable!”
“…It was an exciting and inspirational day. Here’s to the next one!”
“…A great opportunity to see and touch different colour formulations first-hand, which is essential for us designers.”
Merck invites everyone to the next Merck Effect Day and to its booth at the 2023 European Coatings Show next March in Nuremberg, where the special effects company is going to amaze again!

34 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
Stefano Corrado illustrates the special effects of the Safari Xirallic® NXT collection; The Merck Italia team that organised the event; The City Lights, Reset the Future and other demo-tools and applications in coating.
© ipcm
© ipcm
© ipcm




BE WASTEWATER FREE
THE FUTURE OF EVAPORATION
ZLD SINCE 1984 www.eco-techno.it • sales@eco-techno.it
Chery Automobile Relies on 146 State-of-the-art Robots and Intelligent Software from Dürr

Dürr builds Industry 4.0 paint shop for a Chinese car maker in Wuhu, some 185 miles west of Shanghai.
Dürr is building a new, turnkey paint shop for Chinese car manufacturer
Chery Automobile Co. Ltd. for the flexible production of various models and drive systems. The focus is on intelligent networking and tracking all process sequences using a wealth of software solutions from the DXQ product family. Commissioning of the system is planned for 2023 at Chery’s company headquarters in Wuhu.
Chery is China’s top car exporter Car manufacturer Chery was established in 1997 and is China’s top car exporter. According to their figures, Chery has already
sold over nine million vehicles in more than 80 countries and regions. In 2019, the company opened a development and design centre in Raunheim near Frankfurt, Germany, to gain a foothold in the European market.
The Chery’s requirements
Flexibility, scalability, software expertise, high quality, and fast installation are the challenges Dürr faces during the new plant construction in Wuhu, some 185 miles west of Shanghai. Chery sums up its requirements for the new Wuhu plant by stating it wants it to be a “highly intelligent paint shop.” It will paint numerous vehicle categories, from typical bodies to SUVs.
The paint shop is designed to allow future expansion and can also handle two-tone painting. The plant will be ready for operation within eight months and will then complete bodies at a rate of up to 60 per hour.
Extensive ensemble of robots
Dürr is equipping the new paint shop with an extensive ensemble of robots. The 92 painting robots will include 16 EcoRP E043i and four EcoRPL043i. These robots, which are very mobile because of their seventh axis, can easily reach even difficult-to-access places in the body interior. EcoBellCleaner D2 devices clean the high-speed rotary atomizers from the outside within the cycle time. Colour changes and colour channel cleaning inside the atomizer occur in parallel, so the system is ready for the next paint job after 15 seconds. In addition, there are 38 EcoR30L 16i and EcoRS 16i sealing robots responsible for all bonding and sealing processes and four compatible cleaning robots.
Many modules from the DXQ software family
The “highly intelligent paint shop” Chery desires will become a reality in combination with DXQ software products. Dürr will use DXQcontrol for higher-level control of the plant. The software seamlessly tracks the life cycle of each body. The DXQequipment. operation human-machine interface visualizes and monitors individual processes from any device. DXQquality.management connects process monitoring with vehicle details, creating a seamless data record for each vehicle.
36 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SUCCESS STORIES
Dürr
Extremely mobile and precise: the 92 painting robots include 16 EcoRP E043i.
©
And DXQequipment.maintenance logs when individual components like pumps, valves, or filters need to be maintained. In addition, numerous other DXQ portfolio modules will guarantee data-based and fully automated paint shop operation.
































Energy efficiency through intelligent air management
In addition to plant flexibility and the networking of all components, energy efficiency is important to Chery. EcoSmart VEC regulates the ovens’ fresh and exhaust air control, which are the biggest energy consumers in the coating process alongside the painting booths. Intelligent air management adjusts the energy supply to the actual need and reduces it in partial-load operation, saving not only energy but reducing CO2 emissions.
For further information: www.durr.com
EcoBellCleaner D2 devices clean the high-speed rotary atomizers from the outside.
© Dürr
FOCUS ON TECHNOLOGY
C.P.C. Group’s Painting Division Relies on Nine Articulated Robots to Coat Carbon Fibre Car Parts
Gabriele Lazzari ipcm®
Operating for more than thirty years in the automotive and racing sectors as a manufacturer of composite components, C.P.C. Group has exponentially increased its production volumes and coating quality degree with nine articulated robots supplied by CMA Robotics, its automation partner for over ten years.

C.P.C. Group is an innovative company that for over sixty years has distinguished itself in the field of prototyping and machining of composite materials for numerous interior and exterior parts of high-end vehicles, such as doors, front and rear wings, bonnets, tailgates, OPT carbon look parts, and complete chassis for various sectors, including automotive, racing, industrial, and aeronautics, thanks to the quality and flexibility of its production. Its parts for highend and racing cars, characterised by high levels of customisation, are certainly the products that most represent its evolution over the years. Starting as a small workshop creating wooden foundry patterns
processed and planed by hand by thirty operators, C.P.C. Group has gradually differentiated and expanded its activities and target markets to become a benchmark partner for many international brands offering Italian-made quality as their distinguishing feature, such as Ferrari, Lamborghini, and Maserati.
Founded in 1958 as Modelleria C.P.C., in the 1990s it was one of the first Italian companies to specialise in the use of 3D design programmes, also equipping itself with 5-axis CNC milling machines and focusing on prototyping and machining of metals and composite materials precisely for the automotive and racing sectors. This now enables it to carry out a
38 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
© C.P.C. Group
complete manufacturing cycle of parts in composite materials with any geometry, working alongside its customers from design to delivery and parts installation on their vehicles. “We now have more than 850 employees working in three plants and a production capacity of 150,000 finished parts per year. This is possible also thanks to our collaboration with CMA Robotics Spa (Pavia di Udine, Udine, Italy), which supplied us with our first articulated painting robot exactly ten years ago. Pleased with the quality and repeatability degree this has guaranteed over time, we recently turned to CMA once again to raise our production speed through the revamping and automation of our new paintshop at the Camposanto (Modena, Italy) production site,” says Fabio Torelli, the director of C.P.C. Group’s Painting Division.


A complete service, from part design to coating “C.P.C. provides a comprehensive service. We listen to requests, we have our technical department design the parts based on the 3D models received from customers, and then we manufacture them by moulding and building them in an autoclave system in our Modena headquarters, which also deals with machining processes: we have an ever-evolving pressing department, five clean rooms for lamination, a large bonding area, and a wide area devoted to trimming. We also have a small paintshop here that has been in operation since the turn of the century. However, the increase in production volumes called for a major
expansion in this area. This is why, in 2011, we inaugurated a new facility devoted to coating, equipped with an articulated robot supplied by CMA Robotics and several manual booths, in Bonporto (Modena), where sixty operators apply the different customised finishes requested by our customers. Over the last decade, however, production has further grown. Therefore, in 2020, we acquired the equipment and personnel of Carrozzeria Nuova G.M., a long-standing industrial body shop founded in 1984, in order to develop our own Painting Division,” adds Torelli.
The Painting Division of C.P.C. Group
As a result, the company set up a Painting Division in Camposanto, with over 200 operators working in three different plants. Its activities started partially in February 2021 and it became fully operational in September of the same year. C.P.C. can now apply both water and solvent-based two-component liquid coatings on up to six car sets per day, using four fully automated lines featuring a floor conveyor: two are for primer application, the other two (built by Tecnofirma S.p.A.) are for top coat and clear coat application. There is also a plant with an overhead ring conveyor for painting small parts for foreign customers. The coated components are subjected to strict visual and dimensional checks by C.P.C.’s laboratory technicians in order to confirm compliance with the parameters agreed upon with the customer and with the project specifications in terms of thickness, gloss, weight, and size.
39 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78
TECHNOLOGY
FOCUS ON
The surfaces of some carbon fibre components produced by C.P.C. Group.
The quality control department with stations for the visual analysis of parts.
© ipcm © ipcm
“Quality controls carried out with the help of state-of-the-art digital equipment on end products are of paramount importance, because we must always guarantee the best possible result on each individual part,” states Torelli. “This is also the reason why, when we decided to expand our painting division, we relied once again on CMA’s robots.”
The nine CMA robots installed in the new factory
With the exception of five new coating robots, all other devices in the new plant were inherited from Carrozzeria Nuova G.M., which already owned four CMA robots for flame hardening and the application of primers, base coats, and clear coats. This brings to nine the number of articulated robots designed by CMA in use at C.P.C.’s Painting Division.

The coating cycle starts with several surface preparation stages by manual or automatic sanding and cleaning with traditional cloths. C.P.C. Group also installed an automatic spray cleaning tunnel to connect the sanding and painting departments1
Each of the four coating lines includes two 6-axis electronically controlled articulated robots with interpolated trolleys and hollow wrists. As C.P.C. required flexible equipment that can also be adapted to possible future changes in production volumes and part types, the robots are designed to perform spraying operations with both liquid and powder coating products on metal, wood, and plastic surfaces, as well as for the enamelling of sanitary ware and for resin application.

The lines are also equipped with a two-rail floor conveyor, which includes a storage buffer developed on different levels to facilitate loading and unloading; in any case, the robots are also capable of coating parts hooked onto an overhead conveyor with a continuous-flow or step-by-step movement.
1 “A Cleaning Tunnel Suitable for Components with Various Geometries: C.P.C. Group’s Challenge” by G. Lazzari in ipcm® Industrial Cleaning Technologies no. 22.
40 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
© ipcm
The coating robots supplied by CMA Robotics.
© ipcm
The robots’ arms ensure maximum manoeuvrability thanks to a couplings system, perfect pneumatic balancing via the patented smart balance system, and the special light alloys used to build them. Each robot can mount several guns or rotary bells at the same time and integrate perfectly with any airflow and paint control device thanks to its internal control system, which has extremely sophisticated yet user-friendly software and diagnostic tools.
Programming of painting operations is done via the self-learning system, offline, or even through programme self-generation. The operator can also hold the joystick on which a spray gun is mounted without also having to move the robot arm.

“This is an industry first, of which we at CMA Robotics are very proud. It allows creating the required painting programmes even more quickly and conveniently; then, once all the movements have been stored, the robot is able to repeat them faithfully at the same or different speeds. Stored programmes can still be modified in whole or in part by means of the block programming system. It is also possible to adjust both speed and process parameters at any time,” explains CMA sales manager, Marco Zanor.





Coatings give a car more than just long-lasting protection. Brilliant gloss and innovative colors transform contours into dynamics and design into emotion. Lines and curves are united and edges and contours are brought to life. When color and shape come together, and paint evokes passion, it’s because at BASF, we create chemistry.
www.basf-coatings.com
FOCUS ON TECHNOLOGY
We create chemistry that makes lines love curves.
The robot with the Sames rotatory bell atomiser.
© ipcm
A tailor-made project with a complete supply “During the design phase, we studied the needs of C.P.C. Group, analysed the equipment already available to the company, and retrofitted their technology and our new robots accordingly. C.P.C. Group performs a very high quality but highly flexible coating process, with a perfectly calibrated cycle to respect the technical characteristics of composite materials and give them durable, flawless finishes. This is why we developed a project entirely tailored to their specific needs, supplying them with all the technical solutions required to automate their coating operations (i.e. articulated robots, gear pumps, dispensers, applicators, and programme management software), which were then interconnected to the paint management unit set up by Wagner. In addition, the robot applying the clear coat is equipped with a Sames PPH 707 ICWB-M rotary bell atomiser, in order to improve paint transfer efficiency,” adds Zanor. “We have been working with CMA for ten years, namely since when they provided us with an articulated painting robot for our Modena plant: the decision came naturally to rely on them again for revamping our systems and installing new technology. CMA responded quickly to all our requests and met every single need. The investment required was significant but, thanks to their thirty years’ experience and remarkable flexibility, we were able to modernise our technology, optimise costs, and at the same time increase the quality of our coatings and the speed of our production lines,” summarises Torelli.





42 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
© ipcm
The Wagner paint management unit inherited by Carrozzeria Nuova G.M. and ne of the control modules of the coating robots.
© ipcm
E VOLUTION TO E -MOBILITY
Our 70 years experience in Surface Treatment is ready for the E-Mobility market.
Research, innovation, development. In 70 years, our vision towards the future has never stopped. Today, Tecnofirma provides quality to the electric market which is the most evolving technology in the automotive industry. Our impregnation, cleaning and painting plants are the result of the constant commitment to offer cutting-edge solutions and products anytime, anywhere.
TECNOFIRMA SpA - V.le Elvezia, 35 - 20900 Monza (MB) - Tel. +39 039.23601 - Fax +39 039.324283 - tecnofirma@tecnofirma.com - www.tecnofirma.com


2023 POWDER COATING WEEK Powder Coating Technical Conference ® Custom Coater F OR U M PRESENTED BY POWDER COATING 101 Powder Coating Done Right: The Basics Renaissance Orlando at SeaWorld® Orlando, FL conference.powdercoating.org February 6-8, 2023







45 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 ON THE ROAD TO ipcm ® n. 78





Lesta srl Lesta srl Lesta info@Lesta.it www.Lesta.it WOOD DRAWERS, PANELS AND BOXES of different sizes SELF-GENERATION OF THE PAINTING PATH YOU ONLY NEEDS TO ADD COMPONENTS/PARTS FOR PAINTING 3D SCANNER VISION Lesta LEBOT MV A6 with carousel PAINTS PLASTIC AND METAL COMPONENTS on the conveyor system Lesta LEBOT MV A6 on conveyor LARGE METAL COMPONENTS SELF-LEARNING ROBOT FOR FINISHING Lesta LEBOT MV A6 with chariot AUTOMATICALLY SYNCHRONIZED ROBOT-LINE A SINGLE SUPERVISOR NO LIMIT TO COMPONENT DIMENSION'S PRECISION AND REPEATABILITY Customized solutions suitable for every need

48 FOCUS ON TECHNOLOGY Frandent Limits Production Costs and Increases the Sustainability of its Agricultural Machinery Coating Process with Waterborne Paint and a Biomass Power Plant 54 FOCUS ON TECHNOLOGY User-Friendly, Self-Learning Robot Programming Simplifies Production Management for Real-Time Delivery of Automotive Spare Parts 60 INNOVATIONS:PRESENT&FUTURE VIANT – A New and Innovative Technology for Corrosion Protection 64 SUCCESS STORIES More Efficient Liquid Coating of Hydraulic Cylinders Thanks to Electrostatics 68 FOCUS ON TECHNOLOGY The Potential of Nanotechnology Passivation in RIMA’s Pre-Treatment Cycle 74 FOCUS ON TECHNOLOGY The New Powder Coating Line with a Glass Booth Installed by Zoccarato Industrial Coatings for Finishing Its Construction Machinery Parts 82 FOCUS ON TECHNOLOGY Balfor Revolutionised Its Entire Production Flow with a New Cartesian Powder Coating System 90 FOCUS ON TECHNOLOGY Zero-Liquid Discharge Cataphoresis: The Goal of IVECO’s Megafactory in Suzzara 98 FOCUS ON TECHNOLOGY A New Dispenser for Multi-Component Paint Mixing Reduces Waste and Confirms Komatsu Italia Manufacturing’s Efforts Towards Climate Neutrality SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES 47 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 © Adobe Stock
Frandent Limits Production Costs and Increases the Sustainability of its Agricultural Machinery Coating Process with Waterborne Paint and a Biomass Power Plant
Monica Fumagalli ipcm®
In 2006, long-established agricultural machinery manufacturer

Frandent was the first in Italy to implement a biomass power plant for heating its factory and feeding its water-based coating system, which treats the power harrows, tedders, and rotary rakes that it distributes throughout Europe. By collaborating with paint manufacturer Inver, part of the multinational Sherwin-Williams, it also optimised its coating application process, achieving higher durability and excellent aesthetic quality.
Agriculture and industry are two seemingly distant worlds – the former characterised by the slow pace of the land and the changing seasons, the latter marked by the swirling rhythms of production workflows. However, in the course of history and, in particular, from the mid-19th century onwards, industrialisation has been
affecting the agricultural world, at first quietly, with the introduction of tools that were no longer built by farmers and increasingly automated mechanisms to generate the driving force previously provided by draught animals, and then more and more predominantly, helping increase not only productivity, but also specialisation in specific crops.
FOCUS ON TECHNOLOGY SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
© Frandent
Nowadays, according to data reported by American consultancy firm Gran View Research, the global market for agricultural equipment accounts for a business volume of $155.68 billion in 2021 and it is expected to grow at a 5% annual rate between 2022 and 20301. Its technological development remains one of the most significant in terms of specialisation of cultivation techniques and performance. “Ever since our foundation in 1977, our mission has always been to build machines that make farmers’ work easier and more productive.” This is how Alessandra Berardo, the commercial & financial manager of Frandent Group Srl (Osasco, Turin, Italy), describes the mission of its company, specialising in the design and construction of agricultural machinery and, in particular, power harrows, tedders, and rotary rakes. “Contrary to what one might think, the sector of agriculture is not in decline, but it actually requires constant updating and innovation to meet the ever-increasing demand for food. As suppliers of means for cultivation, we have to keep up with the pace thanks to a production system that is both adequate and, especially in this period, attentive to the use of energy sources. Back in 2006, when we built our current factory, we opted for two strategic environmentally friendly solutions: the adoption of water-based coating systems and the installation of a biomass power plant to replace gas for heating. Whereas the latter is now proving to have been a winning choice, also in the face of recent events, we recently had to rely on Inver2 in order to solve some critical issues and optimise the performance of our water-based paint.”

Frandent’s vision: giving value to the land
This company’s history began in a small workshop for repairing and selling agricultural machinery, where Maurilio Bruno, the father of current president Ezio, perfected and patented a new model of power harrow. Following this experience, he established Frandent in June 1977, whose name derives from the combination of the two main components of a harrow: crushers (in Italian, frangitori) and tines (denti). The first versions of this product were a huge success, so much so that, at end of the 1970s, the company started exporting to other European countries.
1 https://www.grandviewresearch.com/industry-analysis/agricul ture-equipment-market

2 A brand of The Sherwin-Williams Company.

49 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 FOCUS ON TECHNOLOGY
©
From top to bottom: The 4-stage pre-treatment tunnel, primed components, and the paint management unit.
© ipcm © ipcm
ipcm
“This embryonic export activity,” says Berardo, “allowed us to deal with a higher level of technology than our own, which in turn prompted us to further improve our products and transition from a small artisan company into a full-fledged manufacturing business. We have spent the last few years coming up with numerous ideas and designs. Some of them have already become international patents, which, thanks to talented human resources and significant investment in innovative technologies, have turned into increasingly high-performance and


reliable agricultural machinery: today, our products are appreciated throughout Europe for their excellent quality and long service life.” Since July last year, the company has had two “souls”: on the one hand, it remains a family-run business that is deeply rooted in its area; on the other hand, it is now part of a French multinational company, the Burel group, specialising in the production of seed drills, thus confirming its international scope. “For over twenty years now,” adds Frandent operation manager Matteo Racca, “we have been supplying Burel with

50 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
From top left clockwise: The drying oven, top coat application and a coated power harrow. ©
© ipcm
© ipcm
ipcm
our power harrows, which are then mounted on its seed drills. This partnership recently led to an agreement that turned Frandent into the first non-French company to join the group.”
From wood to energy for the company
The project for the new factory started in 2004: new growth requirements were an opportunity for Frandent to review its production structure and identify new solutions for reducing its energy costs and the environmental impact of its operations. “When it came to choosing the energy source for heating,” proudly explains president Ezio Bruno, “we decided to avoid conventional sources and opt for a solution that was almost unknown to Italian companies but already established in northern Europe: a biomass power plant. The heat produced by the combustion of the raw material, namely wood chips that we purchase from a dealer 10 km from our premises, is transmitted via a district heating network to our factory and to our automatic coating line, which only applies waterbased catalysed paints. It was a brave choice at the time, but today it repays the investment that we made also to the benefit of our surrounding territory, to which we are very attached: the agricultural landscape where our factory is located and the presence of an organic farm near our plant call for sustainable choices, including the installation of photovoltaic panels for the production of electricity in 2005 and their enhancement in 2010. This is why we also pioneered the installation of a biomass power plant, which initially had high commissioning costs, but which has enabled us to create an even more comfortable working environment, then further improved through the implementation of lean production parameters.”
A lean production system adapted to the rhythm of the land
Frandent designs and manufactures two types of agricultural machinery that can be attached to tractors for complementary farming operations: machines for haymaking, such as tedders that prepare mowed forage for windrowing, and fixed and folding power harrows to prepare the soil for sowing. Currently, the line with the highest productivity is that of power harrows, whereas the haymaking machine line is being expanded and developed.
“One of our main bottlenecks,” indicated Berardo, “was the management of orders, concentrated in particular periods of the year. For example, haymaking is a seasonal operation that takes place in a short period starting in May; based on this timing, we have always adapted the production and delivery of our machinery, which we complete in about three weeks. However, sustaining a production flow linked to agricultural times is very complex; although predictable, those production peaks were not easily manageable
Custom-built painting installations
Macchine e impianti realizzati su misura
Shot blasting booths Cabine di sabbiatura





Washing tunnels Tunnel di lavaggio
Liquid painting installations Impianti di verniciatura a liquido
Powder painting booths Cabine di verniciatura a polvere
Curing ovens Forni di cottura
Made with passion in Italy
Eurotherm S.p.A.
T +39 011 98 23 500 | M info@eurotherm.eu
Eurotherm Oberflächentechnik GmbH
Eurotherm France S.A.S.
T +33 (0) 4 90 55 20 75 | M france@eurotherm.eu
T +49-7571-92795-10 | M contact@eurotherm.eu www.eurotherm.eu
FOCUS ON TECHNOLOGY
with our previous corporate organisation. In 2006, at the same time as opening the new factory, we also implemented a new approach based on the parameters of Toyota’s lean production system. The main concepts are producing only when needed, i.e. when customer demand arises, and eliminating waste. The application of this method at Frandent has had several consequences: the layout of the factory was designed to create as linear a route as possible for our production flow, robotic stations were installed to achieve higher quality in conditions of total safety for operators, and we eliminated all stocks, which we now manage thanks to a vertical automatic warehouse designed to reduce footprints in terms of square metres. Thanks to this system, we have optimised our workflow and evenly distributed the production of our farm equipment throughout the year, so that we always have machines ready to be delivered when demand peaks, thanks to planned inventories.”
The right coating partnership
With the construction of the new factory, Frandent also implemented a new coating process.

“The power harrow’s assembly line and metalwork line converge in the coating system designed and installed by Eurotherm (Volpiano, Turin), equipped with a one-rail conveyor featuring 20 load bars and specially designed for the application of water-based paints with Wagner equipment. Initially, the coating was of perfect quality; however, the paint film flaked off after a few months due to inadequate substrate preparation prior to painting. We therefore decided to rely on a shot blasting contractor and, subsequently, to install a system to carry out

this operation in-house. Our shot blasting machine currently treats 100% of parts, which then pass through a 4-stage pre-treatment tunnel (phosphodegreasing, cleaning, rinsing in demineralised water, and drying) and reach the coating plant.”
“The paint system,” notes Alessandro Conconi, a general industrial senior sales representative at Sherwin-Williams, “includes an epoxy primer from the IDROXINVER/R/E series with excellent adhesion and corrosion protection properties and an INVERPUR/X polyacrylic top coat to achieve a thickness of 120 microns. Both products have VOC percentages below the requirements of Italian regulations and, in particular, the regulations of the Piedmont region, which are among the most stringent in Europe. The system has excellent resistance characteristics against corrosion (over 600 hours in salt spray tests), humidity, and UV.”
“The support of the Sherwin-Williams staff at a time of operational difficulty, when we felt the need to make a quality leap, was crucial. Thanks to their advice, we decisively improved some critical application aspects and perfected every detail, from paint viscosity to nozzle characteristics. Our operators are now able to paint as no one has ever done before at Frandent. Our company is not inclined to change its suppliers, in the name of long-standing relationships of mutual trust. However, in this case, we could not make a better choice. Our goal is to produce long-lasting machines, because that is what our demanding market requires. The coating of agricultural equipment has become key to the satisfaction of the entrepreneurs who turn to us for everhigher product performance and aesthetic quality. Currently, we are working with some of Burel’s experts to further improve the
52 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
consistency
The biomass power plant.
© ipcm © ipcm
Wood chips are the Frandent plant’s heat source.
FOCUS ON TECHNOLOGY
of our coatings, also through constant collaboration with Inver’s technicians.”

“Operators in the agricultural world,” states Ezio Bruno, “have proved to be very demanding when it comes to the efficiency and quality of the tools they need for their crops. And they are going to become more and more so. Concern for the environment is also inherent to our industry, precisely because of the context in which it operates. In the not too distant future, they will come to demand a guarantee that the machines they use are manufactured through environmentally sustainable processes, as is already the case in other sectors, and Frandent is ready to provide it. In these times of wars over nonrenewable sources and serious environmental crises, we have been focusing on policies to reduce waste and use renewable energy sources. We consider this as the first step towards independence from anything that is too dangerous for us and for the environment in which we live and work.”
 Operators in the agricultural world demand ever-higher product performance and aesthetic quality.
© Frandent
Operators in the agricultural world demand ever-higher product performance and aesthetic quality.
© Frandent
FOCUS ON TECHNOLOGY SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
User-Friendly, Self-Learning Robot Programming Simplifies Production Management for Real-Time Delivery of Automotive Spare Parts
Monica Fumagalli ipcm®
Poliplast, a long-standing company in the field of plastic parts for commercial and industrial vehicles, has equipped its flame hardening and coating stations with three Lesta robots capable of guaranteeing fast application and optimum performance. This is a strategic aspect in production environments characterised by the constant need to replenish aftermarket companies’ stocks.




In the aftermarket industry, characterised by huge quantities of products and fluctuating, intermittent demand, careful stock management is crucial. Generally, it is achieved by optimising production flows through plant engineering and IT solutions aimed at
simplifying every process stage, in order to respond quickly and flexibly to customers’ real-time delivery requests. Poliplast Srl (Albiate, Monza e Brianza, Italy) is a long-standing company that has been active in the automotive aftermarket sector for over fifty years.
54 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
Bumpers manufactured by Poliplast Srl (Albiate, province of Monza e Brianza, Italy).
© Poliplast
“We have been producing plastic parts for commercial and industrial vehicle bodies since 1969,” states Alessandro Pozzoli, the production manager and a member of the third generation of the family at the helm of the company. “We started out manufacturing metal bumpers. Then, we switched to processing a more malleable material, that is, polyurethane, although our production process was still much more complex than the current one, which involves injection moulding polypropylene.” Today, Poliplast offers a very extensive spare parts catalogue, ranging from bumpers to corner protectors, from grilles to body mouldings and cross beams, from rearview mirrors to wings, from deflectors to headlights. “We have six manufacturing lines with different dimensions, which allow us to produce range from components that are a few centimetres large up to 2-metre long bumpers for industrial vehicles”. Investment in new production technologies has always characterised the history of this company, committed to pursuing production quality and environmental sustainability. “With the aim of improving the management of our production flow, machine ergonomics, product quality, and, last but not least, the environmental impact of our processes, we have been collaborating for about a year with Lesta Srl (Dairago, Milan, Italy), which specialises in the design and production of automated systems for plastic, metal, and wood coating and its related programming software packages.”

Restocking management
Poliplast carries out its entire production cycle in-house. As Pozzoli points out, “The development process of a new product starts from reverse engineering, which allows us to faithfully reproduce the 3D geometry of the sample by scanning it. The drawing obtained will be the basis for the mould design phase”.

55 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 FOCUS ON TECHNOLOGY
For its automotive spare parts, Poliplast uses moulds ranging from 1000 kg to 30 tonnes in weight.
A detail of the moulding department.
© ipcm © ipcm
At Poliplast, production management is organised on a weekly basis. “We make reorders based on the customer orders of the last two months. It is a complex sector characterized by fluctuating demand that we are able to manage thanks to a constant optimization of production processes. An essential aspect of our industry is in fact the speed of deliveries and, consequently, of restocking, optimized by real-time control of the entire production flow, starting with the supply of raw materials and components necessary for the processing of our products”.
The production structure
During the weekly programming phase, the main objective is to organize the production sequence trying to limit the setup times as much as possible between one process and the next one, so as to be able to restore stocks more quickly and flexibly.
The production department in Albiate is equipped with four injection moulding machines of different sizes, with clamping forces of 14,000, 18,000, 20,000, and 23,000 tonnes and capable of handling moulds with a weight from 1,000 kg to 30 tonnes.


© ipcm
From top left clockwise:
A plastic bumper after the moulding stage. The semi-finished products warehouse.

56 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
Ultrasonic assembly in the robot station. © ipcm © ipcm
The inverted conveyor.
“In order not to compromise the effectiveness of the moulding operation,” explains Pozzoli, “each machine must have sufficient clamping force to keep the mould closed to counteract the plastic’s pressure that develops inside it.”
After moulding, the parts that do not require further processing are unloaded from the machines and sent to the warehouse. On the other hand, the components that have to be sent to the assembly and coating departments are stored in the semifinished products warehouse to be picked up later.
Ultrasonic assembly takes place in three stations, of which two are manual and one robotic.
The parts to be painted, where required, are first masked to protect the areas that do not need to be painted, and then loaded onto the inverted conveyor that takes them to the three robot stations
– one for flame hardening and the other two for coating – and to a conventional hot-air oven for drying. “Flame hardening and coating are usually the last steps in order to avoid compromising the coating’s quality due to excessive handling, before packaging and final storage,” notes Pozzoli.

Investing in Lesta self-learning robots





The flame hardening and coating robots and the new paint management unit were among Poliplast’s most recent investments.

“This choice was motivated by the need to replace our previous robots, which were still working but outdated, with latest-generation systems that could simplify our operators’ work, being lighter, more manageable and, above all, user-friendly.”
“We installed three robots from our LEBOT MV A6
FOCUS ON TECHNOLOGY
A component waiting to enter the flame hardening station.
© ipcm © ipcm
series, one for flame hardening and the other two for coating,” indicates Lesta technical sales expert Luca Ghidoni. “They are 6-axis self-learning articulated robots with a wrist capacity of 4 kg, ± 3 mm repeatability, and maximum speed of 1,000 mm/s. They can record their axes’ movements in real time and reproduce them automatically. Their arms are made of aluminium to offer greater ease of use, thanks to the lightweight and robustness characteristics of this material. Their movements are balanced by a compressedair hydraulic system that guarantees the least possible friction and smooth, unrestricted operations. The special feature of these robots is their flexibility: they can be placed in different workstations and they can apply both liquid, as in this case, and powder coatings on the most diverse materials.”


Programming the application phase in an easy way After flame hardening, the coating phase involves the application of a finish, in most cases white; besides it, the other colours used are black and seven different grey hues. “The two robots work simultaneously on the same component,” explains Pozzoli. “We deal with non-uniform surfaces, but we still need to perfectly cover all the internal and external areas of each workpiece: this is why the conveyor spindle rotates the parts as they pass from one robot to the next.
“One of the most appreciated aspects by our operators is the ease of programming the robots: an operator grabs the joystick and follows the contours of the workpiece, while another operator manages the movement sequence from the control PLC. This is very simple: the operator presses the “start” button, performs the movement to be
58 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
The flame hardening robot. ©
The Lesta robots during finish application. © ipcm
ipcm
GLOBAL SOLUTIONS FOR

The component exiting the drying oven.

repeated by the robot, and presses the “end learning” button to automatically record and save the new programme. All that remains is to check whether the programme thus conceived is adequate or whether there is something to change.”
Optimising consumption for greater sustainability Poliplast partnered with Lesta with the aim of replacing and updating its equipment, but also with a view to environmental sustainability. “Poliplast has long had an afterburner that minimises emissions in compliance with environmental regulations,” states Pozzoli. “Lesta’s robots have enabled us to optimise paint consumption, thus reducing waste and, consequently, the afterburner’s activity. The integration of Lesta devices will further improve our ability to monitor consumption and will also help us assess more accurately our processing times and coating costs. In this way, we will be able to plan our production cycles with more certainty and precision and manage our warehouse stocks even more effectively.”

FOCUS ON TECHNOLOGY
BIOGAS
OIL SEPARATORS DESANDERS DESALINATION SYSTEMS PYROCHAR OTHER SYSTEMS CHEMICALS
with a complete service that includes system design manufacturing installation technical support chemicals
WATER TREATMENT SPRAY BOOTHS WATER SLUDGE REMOVAL RESIN DEMINERALIZATION SYSTEMS REMEDIATION OF CONTAMINATED SITES BIOLOGICAL SYSTEMS BATCH TREATMENTS PHYSICAL-CHEMICAL SYSTEMS ADSORPTION FILTRATION REVERSE OSMOSIS MEMBRANE SYSTEMS EVAPORATORS
BIOMASS SYSTEMS
Via E. Torricelli, 79 - Z.I. Fossatone 40059 MEDICINA (BO) Tel +39 051 856263 info@hydroitalia.com www.hydroitalia.com
ipcm
©
VIANT – A New and Innovative Technology for Corrosion Protection
Edited by Chemetall Giussano, Italy cristiano.laurita@basf.com
Conversion coating and primer in just one layer: VIANT is the new solution developed by the Surface Treatment global business unit of BASF’s Coatings division, operating under the Chemetall brand, to increase the coating quality and reduce the carbon footprint of the companies that choose to integrate it in their production processes. It can be applied in various industries, including ACE.
In an economic situation that is fluctuating, uncertain and currently unfavourable for the manufacturing industry in general, and for the surface treatments sector in particular - since coating is one
of the most energy-intensive operations in the production systemfinding solutions capable of reducing energy consumption is essential. Chemetall, a go-to expert when it comes to the pre-treatment of

INNOVATIONS:
PRESENT & FUTURE
VEHICLES
SPECIAL ISSUE ON ACE & OFF ROAD
© Chemetall
INNOVATIONS: PRESENT
metal surfaces, has introduced VIANT, a new process that combines conversion coating and primer in just one layer for the corrosion protection of steel in various industries, as for example Agriculture, Construction and Earth Moving (ACE). This solution is easy to operate and enables reliable corrosion protection on edges and inner surfaces. It does not need high voltage, special equipment, or a constant coating temperature for the coating process step. Instead, VIANT can lead to a shorter process chain, resource savings and reduced running costs. Let’s see how.
Energy-saving and environmentally sound process
The new coating technology can offer decisive advantages: at the top of the list are possible cost savings in electricity and simplified processes in various areas.
This can be realised by combining pre-treatment and primer in one dip bath where cooling or heating is not required, so that the constant temperature control of the bath is not necessary.
The coating film can directly be applied onto the steel surface. The emerging of the wet coating film is driven by liberating ions from the metal surface rather than applying electricity actively. Due to the wide operating temperature range and a very low bath circulation, the process is very stable, and less electricity is required for powering the smaller circulation pumps. Additionally, you may turn off bath circulation between shifts without harming the coating chemical. Besides the savings in electricity, in water and chemical consumption, also the amount of wastewater requiring treatment can be reduced. This all is possible due to the lack of a dedicated conversion layer. All in all, the VIANT process is characterised by a better environmental balance compared to conventional technologies.

Interesting for many industries
Besides for the ACE industry, where the coating of inside surfaces with the same coating thickness and the same protection level as outside is a possible advantage, VIANT can be suitable for many fields
61 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78
FUTURE
&
VIANT is the new process developed by Chemetall: it combines conversion coating and primer in just one layer for the corrosion protection of steel in various industries (opening photo). VIANT combines pre-treatment and coating in one dip bath where cooling or heating is not really required, so that the constant temperature control of the bath is virtually no longer necessary.
© Chemetall
where metals must be protected, such as for example in the following industries: appliances, automotive components, casting parts, electrical enclosures, furniture, heating, ventilation and air conditioning systems, sports equipment, or trailers.


Convenient integration into existing plants and proven performance through field experience
The VIANT technology offers high convenience in running the application process. In general, there is no need to heavily invest in expensive specialty equipment or to carry out sophisticated analytics.

The coating is applied by dipping the part, followed by a two-step rinse with demineralized water. The curing takes place at 200 °C object temperature for 20 minutes. Another characteristic of this new process is its high stability. Coating defects due to a lack of electrical contact between the component and hanger can be avoided.
The thickness is reproducible and very uniform - inside and outside. Worth of special mention in this context is the hundred percent coating (with same dry film thickness as outside) of interior surfaces and the significant higher coating thickness on edges, even sharp ones. All this has already been successfully tested with customers.
62 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
© Chemetall
The VIANT process is very robust and usually effortless to integrate into an available line setup.
The layer’s thickness is reproducible and very uniform - inside and outside.
© Chemetall



More Efficient Liquid Coating of Hydraulic Cylinders Thanks to Electrostatics
KMF Kemptener Maschinenfabrik, a high-quality hydraulic cylinders’ manufacturer for the agricultural and construction machinery industry, installed an innovative liquid coating system with application, dosing and mixing technology supplied by WAGNER in order to update its old coating line.

KMF Kemptener Maschinenfabrik is a medium-sized mechanical engineering company based in Kempten in the Allgäu region of Germany. With around 200 employees, KMF has been producing high-quality hydraulic cylinders for the agricultural and construction machinery industry since 2002, as well as quick-change plates for wheel loaders and telescopic handlers, and customized hydraulic assemblies. The company had its origins after being founded in 1954 as a supplier and component plant for the Fendt company. The core business is the production of front and rear power lifts for commercial vehicles in the agricultural sector.
The challenge
There is a high level of vertical integration at the Kempten site - surface coating, which is crucial for robust corrosion protection of the cylinders, also takes place here. KMF has high demands on the coating, i.e. closed and smooth surfaces, uniform coating thicknesses and a high gloss level. Until now, the workpieces were coated by hand. Bernhard Wirnharter, a member of the project team at KMF, looks back: “The old coating line was from the 1960s and the process was simply no longer economical enough. To make production more efficient, we automated parts of the coating process.”
64 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SUCCESS STORIES SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
© WAGNER
Priming in the automatic booth.
SUCCESS STORIES
SPECIAL ISSUE ON ACE & OFF ROAD
In March 2020, the company invested approximately 4 million euros in the construction of a new 800 m2 production hall, including an innovative liquid coating system with WAGNER application, dosing and mixing technology. Powder coating was out of the question because the installed parts (seals, etc.) would not withstand the high temperatures required to cure the paint. KMF’s goal was to make the best possible use of resources. In addition, the coating technology had to allow a wide variety of colours, since the components are often coated in the brand colour of the respective customer - for example, in the colour “Fendt Nature Green” for Fendt components.

The solution
In the new system, the workpieces travel on the suspension with a cycle time of 7.5 minutes after the washing system through an adhesive water dryer and then into the first coating booth, where the primer is applied fully automatically. In order to reduce VOC emissions, water-based paint was originally to be used, for which the booth supply air would have to be elaborately conditioned in order to process the water-based paint reliably.
This would have been an immense cost factor. KMF therefore opted for solvent-based paint because of its simpler handling. To save solvents, coatings with a high solids content are used. Since these coatings are more productive than those with a lower solids content, the consumption for primer and top coat is lower, which leads to a reduction in costs. The primer is prepared with the intuitive 2K Smart electronic mixing and dosing system. Exact measurement of the material flow via gear metering cells and precise dosing ensure constant and reproducible mixing ratios.
The robot-mounted AirCoat gun GA 5000 EAC with the control unit VM 5000 is used for priming. Thanks to electrostatics and homogeneous atomization, a very high application efficiency with little overspray is achieved for the large-area hydraulic components. The soft spray jet also coats curves and hard-to-reach areas very reliably. AirCoat technology thus helps to ensure that the solvent-based paint is used sparingly, which reduces both VOC emissions and material costs.
In a second booth, the top coat is applied manually. Since only 50% of the primed workpieces require a top coat, KMF had decided to automate only the priming process for the time being for economic reasons. WAGNER’s

65 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78
VEHICLES
The GA 5000 EAC electrostatic AirCoat gun.
Paint supply with WAGNER high-pressure piston pumps.
© WAGNER
© WAGNER
SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
solution also brings significant advantages for manual application: The GM 5000 EAC electrostatic AirCoat gun - the counterpart to the automatic version - also enables very efficient work and high surface results. The 2K COMFORT mixing and dosing system enables fast automatic colour change. This is a major advantage for KMF, as a total of six different colours are regularly in use. In 2023, an expansion of the mixing room to ten colour stations is planned so that special colours can also be processed easily and efficiently.

For a reliable paint supply, several WAGNER high-pressure piston pumps are installed, which ensure a constant material flow with low pulsation.
The customer experience
The new system significantly increased efficiency, as Bernhard Wirnharter explains: “We used to paint around 1,500 cylinders a day in 3-shift operation, including Saturday work. Today, we can cover the same volume from Monday to Friday in 2-shift operation.”
The automatic colour change for the top coat application contributes significantly to this productivity gain: while it took 30 minutes to flush, manually change and mix the paint with the old system, the setup time with the new 2K COMFORT mixing and dosing system is now only about five minutes. The faster colour change process with the automatic control system not only gives KMF a high degree of flexibility and colour variety, but also saves around 10 working hours per week.
Savings are also evident in the use of solvents: thanks to the more efficient colour change and shorter pipe runs that have to be flushed, 1,500 kg of solvent were saved in 2021 compared with the previous year. The high application efficiency of the electrostatic guns also results in lower material consumption.

For Bernhard Wirnharter, there is another decisive advantage: “Automatic coating naturally also reduces the workload of the painters: Where an employee used to have to stand in the priming booth all day with protective equipment, the robot now does the work.”
For further information: www.wagner-group.com
Mixing and dosing unit 2K Smart. Coated hydraulic components.
66 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
SUCCESS STORIES
© WAGNER
© WAGNER

FOCUS ON TECHNOLOGY
SPECIAL ISSUE ON ACE & OFF ROAD
The Potential of Nanotechnology Passivation in RIMA’s Pre-Treatment Cycle
Gabriele Lazzari ipcm®
RIMA SPA is a company serving the international agricultural, construction, ecology, and logistics machinery markets. In order to meet the higher and higher functional and aesthetic requirements of these sectors and increase its production volumes, it acquired a new coating plant and relied on DN Chemicals for the development of a seven-stage pre-treatment cycle already set up to integrate a nanotechnology passivation phase in future.
Some components manufactured and coated by RIMA.

68 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
VEHICLES
© RIMA
1
With the exception of a market contraction due to the global COVID-19 pandemic, the annual report published by CECE1, the organisation representing and promoting the European construction equipment industry, reported that the construction sector has been experiencing steady growth for more than seven years now. Moreover, in addition to demanding high functional and mechanical characteristics, in the last few years the ACE sector has been paying particular attention to finishing aesthetics.
An example of this evolution in industry trends is the development of RIMA SPA (Montichiari, Brescia, Italy), which has been producing machine components for the ACE, ecology, and logistics sectors for fifty years, such as cranes, excavators, trailers, aerial platforms, and waste treatment and packaging equipment, and which recently had to update its paint shop with a new plant in order to meet the new quality and quantity requirements.
The replacement of its previous system went hand in hand with the implementation of a new pre-treatment process that was specifically designed by DN Chemicals, a Milan-based company specialising in
https://www.cece.eu/publications/cece-annual-economic-report
surface pre-treatment solutions. In anticipation of further developments in RIMA’s production requirements, this cycle was structured in such a way that a nanotechnology no-rinse passivation phase can easily be implemented if required, which would eliminate sludge formation and reduce water and energy consumption.


Local production, international exports
Founded by Riccardo Magri as RI.MA in 1972, this firm has always distinguished itself through the quality and flexibility of its production, quickly growing from a small metalwork workshop manufacturing mechanical bearings and iron wheels to an international company and a benchmark partner for the ACE industry. Subsequently taken over by three employees who each expanded a specific branch and renamed it RIMA SPA, it is now a manufacturer and exporter of foot and wheel bearings, fifth wheel couplings, base bearings, hydraulic cylinders, and other components for aerial platforms, hoisting bridges, trailers, forklifts, excavators, dump trucks, cranes, drills, compressors, waste treatment equipment, and machines for packaging, dust extraction, and road maintenance.
69 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 FOCUS ON TECHNOLOGY
© ipcm © ipcm
The entrance to the pre-treatment tunnel and one of its tanks.
©
“Thanks to our structure and resources, we can support our customers in a very short time both in Italy and abroad. Indeed, in addition to our Montichiari-based headquarters, we have a production plant in Romania and a storage and direct sales subsidiary in the UK. The experience and expertise acquired over all these years have made our company a benchmark for many sectors, from agriculture and construction to ecology and logistics,” states Paolo Zani, quality inspector at RIMA.
From laser cutting to finishing
ipcm ©
At the Montichiari production site, RIMA manufactures components such as stabilisers, iron wheels, and hydraulic cylinders. The company handles the entire production process in-house: starting from raw materials, i.e. iron pipes, steel sheets, and chrome plated bars, it manufactures all the internal and external mechanical components of its products. Its metalwork department performs cutting, machining, turning, sanding, and welding operations. Then, the parts are taken to the paint shop.
The growing importance of coating
“Fully integrated production is our strength. We can paint pre-assembled components or individual parts to be assembled, packed, and shipped later on. As mentioned, the distinguishing feature of RIMA is the comprehensive service it is able to offer. This, however, calls for extreme flexibility,” notes Zani.
In the past, the company mainly applied primers, but customers now demand complete coating systems that meet the highest quality and aesthetic standards.


70 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
“The construction and ACE sector has been completely transformed. Now, surface finishes are no longer considered merely a functional requirement to enable assets to withstand corrosion and high temperatures, but is also an element that distinguishes them stylistically. ipcm
The pre-treatment tunnel with the tanks in the foreground and the demineralising columns.
A hydraulic cylinder exiting the pre-treatment tunnel.

Painting, which was already an integral part of our offer, has therefore become crucial,” says Zani. “Initially, we used a two-stage pre-treatment cycle with a phosphodegreasing product supplied by DN Chemicals and a rinse with mains water; then, we applied a primer with an articulated robot. If a top coat was also required, however, the parts had to be manually loaded onto a second automated line, where another robot applied the coatings expressly requested by customers. While meeting all quality requirements, that plant and its related pre-treatment cycle were unsuitable for the increasing demands in terms of quantity.” To cope with such new production volumes and aesthetic requirements, RIMA therefore replaced its system in July 2019.
The pre-treatment cycle developed by DN Chemicals
RIMA chose to rely on an external consultant who analysed its requirements, identified the main possible suppliers, and took its technicians to visit other firms in the sector that had already adopted the same cycles, so that they could see the new pre-




Get more from water
Turn key solutions for industrial wastewater treatment
Design and manufacturing of plants and chemicals for industrial wastewater treatment
Chemical-physical plants
Sludge treatment and compactor systems
Ion exchange demineralization systems and reverse osmosis systems


Oil separators
Filtering systems
Batch type systems
Flotation units
Chemicals and spare parts for water treatment
Technical service, support and maintenance of wastewater treatment plants
FOCUS ON TECHNOLOGY Beware of imitations, buy the original!
info@waterenergy.it www.waterenergy.it
© ipcm
treatment processes and the proposed technologies first-hand. “During those factory visits, we noticed that it was possible to improve quality, speed up production, and simplify management. This is why we renewed our cooperation with DN Chemicals in the pre-treatment area and installed two articulated robots interconnected to the mixing machine and the paint management unit,” indicates Zani. In the new plant, the components are loaded onto the load bars of the overhead conveyor and taken to the pre-treatment tunnel performing seven stages: pre-degreasing, degreasing, two rinses with mains water, phosphating, and a further rinse with mains water followed by one with demineralised water. The tunnel is also set up to easily implement an atomisation phase with a no-rinse nanotechnology product in place of phosphating. Afterwards, the parts are transported to the dry coating booths, where two Lesta articulated robots with a self-learning function apply the primers and top coats in over sixty RAL colours in their matte, semi-gloss, and gloss versions, making up RIMA’s catalogue. Finally, the workpieces are dried and then cooled. This process makes it possible to meet both the company’s internal specifications and customer requests in terms of corrosion protection and paint adhesion, as well as RIMA’s requirements regarding production pace.
Nanotechnology for a further quantum leap
“RIMA has made a significant qualitative leap, which could be further enhanced in future with the implementation of nanotechnology passivation as a replacement for phosphating. We highly recommend that, because it reduces maintenance and water and energy consumption, as the phosphating product requires a minimum temperature of 40 °C and generates sludge. Nanotechnology products, on the other hand, can be applied at cold temperatures and are more environmentally friendly,” indicates Roberto Rebuffo, technical sales specialist at DN Chemicals.


“The development of the new pre-treatment cycle coincided with the decision to upgrade our paint shop. Having already worked with DN Chemicals, we were aware of their excellent flexibility and professionalism. Indeed, their in-house R&D laboratory developed a customised pre-treatment cycle for our new requirements and their capillary network of technicians allowed us to quickly implement it on the new plant. The project was complex but, thanks to the experience of all the suppliers involved, it was possible to install and test the system very quickly and implement a process that met all our requirements in terms of salt spray resistance and paint adhesion. Last but not least, the new treatment cycle has allowed us to double our production,” states Zani with satisfaction.

72 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
Paint application with an articulated robot. The drying oven.
© ipcm © ipcm
Contact: gi.emeai.marketing@sherwin.com | Visit: industrial.sherwin.eu HEAVY EQUIPMENT COATING SYSTEMS LIQUID, POWDER AND ELECTROCOAT SOLUTIONS Let Us Be Your Competitive Edge
Gabriele Lazzari ipcm®
Zoccarato Industrial Coatings celebrated its sixtieth anniversary with the inauguration of a new powder coating line featuring a glass booth specifically built by Avin to finish construction machinery cabins and other large components for the ACE sector.

74 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine FOCUS ON TECHNOLOGY SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES The New Powder Coating Line with a Glass Booth Installed by Zoccarato Industrial Coatings for Finishing Its Construction Machinery Parts
© Riccardo Sottoriva
Apassion for finishing, attention to detail, and long-standing experience: these are the factors that have contributed to the success of Zoccarato Industrial Coatings, which celebrates its sixtieth anniversary this year. Initially a small artisan business, this company is now the Italian leader in the contract coating field thanks to the wide range of surface treatments it can perform. Indeed, its six coating lines can meet the functional and aesthetic requirements of all major international brands, such as Bobcat, Caterpillar, Toyota, Siemens, Liebherr, and many others. Recently, the evolution of the agricultural and construction machinery sector, in combination with an annual growth rate of 25%, generated an increase in production rates. The firm successfully coped with this by installing its newest manual powder coating line, custom-built by Avin (San Martino al Tagliamento, Pordenone, Italy) and featuring a special glass booth that allows applying the several different finishes required
by Zoccarato’s customers on more than 1,100 construction machinery cabins per week.

Zoccarato: a family-owned international company
Romeo Zoccarato established Zoccarato Industrial Coatings in 1962 in his garage, which he converted into a workshop for painting bicycles. His manual skills and his foresight quickly enabled him to expand the business into other areas. Therefore, at the beginning of the 1970s, the company took over a factory with one of the first cataphoresis plants ever installed at a coating contractor’s premises combined with liquid painting, which was joined two years later by the first of several powder coating lines.
The company is now run by his sons Alessio and Lucio Zoccarato and it is a leading player in the industrial contract coating field in Italy.
On a total area of 56,000 m2 in Campodarsego (Padova), of which
75 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 FOCUS ON TECHNOLOGY
The new powder coating line supplied by Avin.
© Riccardo Sottoriva
17,000 m2 are covered, its over 200 employees are able to meet all the ever-increasing demands for the industrial painting of metal components of numerous major multinational companies operating in a variety of sectors. “The agricultural and construction machinery market accounts for about half of our production, which is mainly exported abroad, but we also coat components for furniture, household appliances, cars, motorbikes, refrigeration and heating systems, and the shipbuilding industry. At the same time, such diverse target sectors remain united by the main characteristic of our offer: finishing quality. In fact, we do not consider ourselves just a contractor, but a specialised partner for companies that require maximum resistance to corrosion and chemical and mechanical damage, as well as a high level of aesthetics,” states Alessio Zoccarato.
Six coating lines
In order to increase its production flexibility, over the years Zoccarato has implemented several changes to keep its equipment up-to-date,

efficient, and high performing, as well as gradually adding new coating lines. It currently has a sealing line with 25 specialised operators, two recently installed hanger-type shot blasting systems, and six coating lines: a cataphoresis one, a liquid coating one, and four polyester powder application ones, two of which are equipped with pressurised booths. Its factory also houses a quality control laboratory that manages the processes and guarantees the achievement of the high quality standards required by customer specifications. Avin takes care of all these plants and keeps them in perfect working order with upgrades, modifications, and appropriate maintenance.
Quality, cleanliness, and the human factor as distinguishing elements
The quality control laboratory is equipped with numerous instruments for the management of the plants and equipment but also of the painted components, including a salt spray and ultraviolet resistance test chamber.
76 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
© Riccardo Sottoriva
Components handled by a Futura Convogliatori Aerei Power&Free conveyor.
“We carry out physical, chemical, and mechanical resistance tests. We then send the results to our customers together with a final report, while keeping a copy of it for our own records. The excellent quality of our operational and support processes reflects the high standard within which we want to operate. Indeed, we believe that quality management is essential to achieve our growth objectives. Customers rely on us because they know that we regularly monitor our production lines and keep all equipment in an optimal state. “Our factory’s cleanliness is also of the essence for us. We have 26 forklifts transporting components and other materials to our coating lines and we unload an average of 50 lorries per day: the resulting dust could contaminate the various processing steps and cause damage to structures and products. This is why we have several employees exclusively dedicated to cleaning, in order to improve the quality of our offer and reduce working times: in fact, a clean and tidy environment increases the overall well-being and productivity of workers, who are freer and safer to move around the space,” explains Vittorio Zoccarato, the son of Alessio and the company’s Chief Operating Officer.
The top coat application booth made of glass.
SMART SOLUTION FOR POWDER COATING - NOW EVEN MORE POWERFUL.

E-Line Plus
• Economical entry into automatic coating

• Optimized powder recovery with Energy Efficiency Package (EEP)
• Easy and fast color change
• Combination with PXM powder center: Automatic fresh powder supply and integrated system control via 15.6 inch touchscreen
FOCUS ON TECHNOLOGY www.wagner-group.com
© Riccardo Sottoriva
“Finally, the human factor has been and still is important for our growth. Every department has a panel illustrating each operator’s tasks and specialisation degree, so that everyone knows whom to contact for performing a specific task and any staff absence can be covered for more easily while maintaining the quality of our painting and control operations,” adds Alessio Zoccarato. “The new coating plant is further proof of our focus on our staff: it has been specifically designed to make the most of their skills while ensuring their comfort during painting.”
The new fully customised line
The high quality and flexibility of Zoccarato’s services have enabled the company to maintain a stable growth trend of around 20-25% per year. When it started to treat over 130 earth-moving machinery cabins per day, it felt the need to further increase the number of its lines. It therefore asked Avin to develop, design, and build a new powder coating plant, which it installed in May 2022.

This compact system occupies an area of just 400 m2. Its loading and unloading stations are linked to a power&free overhead conveyor with click movement supplied by Futura Convogliatori Aerei (Robecco Pavese, Pavia, Italy). Products are treated in a booth made entirely of glass, except for the plexiglas structures supporting the openings. This is a multi-colour application booth equipped with a vertical suction system, cyclones, guns, and a powder management unit supplied by Wagner Spa (Valmadrera, Lecco, Italy), enabling to manually coat all large-sized components handled by the company. After leaving the booth, the components dwell in the antechamber of the curing oven waiting for a slot to become available. After thirty minutes at 190 °C, the cabins leave the oven and reach the cooling area, where the operators carry out optical checks for defects and fill in a checklist for the quality assessment of each component.

78 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
© Riccardo Sottoriva
© Riccardo Sottoriva
Powder application.
“As well as specifically designed for manual powder coating of cabins intended for agricultural and earthmoving machinery, we decided to have the booth built with special tempered glass, which does not generate electrostatics and therefore fosters the fall of powder. In addition to facilitating cleaning during daily colour changes, this ensures greater comfort for operators. The booth is also soundproofed, which means it is easy to exchange information inside it without the interference of outside noise, and it allows looking at the factory while being lit by natural light,” states Gianni Beccaro, the industrialisation and maintenance manager of Zoccarato Industrial Coatings. “The feed system enables to keep the curing oven full at all times and optimise production rates. When a cabin leaves the coating booth, the subsequent load bar immediately moves forward and enters it. The same happens with the oven: when one load bar leaves the oven, another immediately takes its place.”
Pre-treatment and cataphoresis


The new line has therefore enabled Zoccarato to increase its production rates in terms of top coat application. Pre-treatment and primer application, on the other hand, are carried out in the cataphoresis system, which is controlled by a PLC receiving information from the quality control department, in order to give the products the necessary functional properties. “We were among the first contractors in Europe to introduce cataphoresis in industrial finishing processes, in the early 1970s: this type of treatment was previously used exclusively by the automotive and household appliance sectors. We believe we need to adapt our processes to the market’s different sectors and demands – this is why we have since installed five more coating lines – but we also know that cataphoresis still plays an essential role to achieve the high product quality degree demanded by our customers,” notes Alessio Zoccarato. In the loading phase, the right treatment cycle is matched to each load bar, which is then managed by the supervisory system. Loading can be carried out in different ways, depending on the type, weight, and size of the products. The plant is integrated with a Futura stepby-step twin rail conveyor, featuring two descenders that immerse the components in a first alkaline degreasing tank at 60 °C. After that, the parts proceed with a tilting motion into the spray pre-treatment tunnel, consisting of seven more chambers separated by sliding doors and performing alkaline degreasing, two rinses with mains water, activation, phosphating with zinc salts, passivation, and a final rinse with demineralised water. Each step lasts 6 minutes. This pretreatment cycle was specifically designed for agricultural and earthmoving machinery cabins and other large components and it gives their surfaces excellent paint adhesion and corrosion resistance characteristics.

FOCUS
TECHNOLOGY
ON
The products are then transferred to the cataphoresis tank, with a capacity of 70 m3, where they remain submerged for 6 minutes while a patented system eliminates any air bubbles that might remain in the underroofs of the components. Cataphoretic coating is then followed by two cleaning stages and baking at 190 °C in a drying oven with vertically opening automatic doors.
Coating over 1,100 cabins per week
Zoccarato’s evolution has always been characterised by investments aimed at increasing production rates, expanding the company’s offer, improving the quality of its services, and optimising internal processes.

While the use of the best technologies guarantees high functional and aesthetic properties, however, these also require constant monitoring. “Avin had already maintained and upgraded our other plants several times, so we were perfectly aware of its professionalism and availability. The decision came naturally to rely on this partner once again and the results were not long in coming: in the first month after the line’s startup, we painted 800 cabins and today we are able to treat 1,100 cabins per week on one shift. And the plant is also structured for a further increase in production volumes or for two-shift production, as is already the case with the other lines,” concludes Alessio Zoccarato with great satisfaction.

80 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
© Riccardo Sottoriva
From left, Vittorio and Alessio Zoccarato.
© Riccardo Sottoriva
The new line has enabled Zoccarato to increase its production rates in terms of top coat application.



1
Balfor Revolutionised Its Entire Production Flow with a New Cartesian Powder Coating System
Gabriele Lazzari ipcm®
Thanks to the installation of a new Cartesian manual powder coating plant with an automatic parts transfer system built by Eurotherm, Balfor is now able to carry out painting cycles tailored to each one of its parts. It has thus optimised its entire production flow and increased the volume of its coated batches, while at the same time decreasing work shifts and consumption.
The recent increase in global firewood consumption, which stands at around 1.9 billion cubic metres according to research published by the Food and Agriculture Organisation of the United Nations (FAO)1, has also generated a spike in demand for both industrial and domestic wood-cutting machinery and equipment.
https://agriculture.ec.europa.eu/data-and-analysis/markets/overviews/mar ket-overview-sector_en
To cope with the growing demands of the market and optimise the coating process of its firewood cutting machines, Balfor has recently turned to Eurotherm Spa (Volpiano, Turin, Italy), a company specialising in the supply of tailor-made systems for all painting needs. It has thus completely revolutionised its production flow thanks to remote management, which enables it to monitor and adjust the whole coating process, and to the setting up of different stations within the

FOCUS ON TECHNOLOGY SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
© Balfor S.rl.
new coating plant, which allows adapting the performed cycles to individual batch requirements and prioritising urgent tasks.
From artisanal production to international expansion
Mario Ballario e Mario Forestello, two craftsmen from Cuneo (Italy) who shared a passion for making wood-cutting tools, established the company as Ballario e Forestello S.r.l in 1979. Headquartered in Manta (in the province of Cuneo), it specialised in the manufacturing of hydraulic piston machinery for firewood processing. The company began expanding its portfolio in the early 1980s to include circular and band saws, providing farmers and lumberjacks with a viable alternative to hand hatchets. Ballario e Forestello’s production also started being exported abroad, thanks to a dealer network that still interfaces directly with customers today to understand their specific needs and devise tailor-made solutions. “Expansion abroad was a big boost to our business’ growth. In 1996, the company moved to a new plant in Verzuolo (Cuneo) to cope with the increasing production flow. It returned to Manta in 2008, when it further expanded its portfolio with large-scale firewood cutting plants and changed its name to Balfor S.r.l.,” recounts Gianluca Ballario, the son of Mario and the firm’s current CEO.
Machinery for the industrial and domestic markets
Balfor’s more than sixty-five employees now produce machinery and equipment used to turn tree trunks into logs for firewood, as well as special components for other agricultural tools.
The coating plant built by Eurotherm S.p.A.. The manual cleaning cabinet.


83 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 FOCUS ON TECHNOLOGY
© Eurotherm
© ipcm
The liquid paint application booth.
The lift station of the new plant.


The synoptic panel for production management.
The company’s offer, 90% of which is exported abroad, covers both industrial and domestic markets.
“We in-house manufacture a wide range of products, from small log splitters with circular saws, sold to private users looking for solutions to split the logs at their disposal into smaller pieces, to large machines for installation on the tractors and trailers of companies operating in the agricultural sector and processing even more than 500 q of wood per day. Each machine has different characteristics (for example, they can have electric, three-phase, or diesel or petrol combustion engines) to meet every customer need,” explains Ballario.
From design to coating
The company designs its devices in-house and then acquires the necessary steel sheets through its steelwork division, which also deals with laser cutting and bending operations.

84 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
© ipcm © ipcm
© ipcm
Subsequently, Balfor performs all the required mechanical machining processes, welds the components, paints them, assembles them, tests them, and finally sends them to customers worldwide. “Our machines are present throughout Europe, but also in Canada and the United States of America. As tools that are subjected to considerable mechanical stress and usually placed outdoors, thus exposed to weathering and particularly corrosive climates, their coating plays an essential role in terms not only of aesthetics, but also of mechanical, chemical, and corrosion resistance,” notes Ballario.

Balfor’s new requirements
Balfor used to employ a small powder coating line installed back in 2006 and equipped with a one-rail ring conveyor, as well as a manual line consisting of a cleaning cabinet for large parts and a liquid finish application booth. The growth of the company and the consequent increase in production volumes, however, called for the installation of a new coating plant that would guarantee the flexibility degree required to meet customer needs and cope with different delivery schedules. “With the previous system, it took at least twenty hours to paint the components of one machine, because the process duration was standardised and we had no way of managing the various steps


FOCUS ON TECHNOLOGY CM AUTOMAZIONE srl - FA Ganci Uffici e produzione: Via Monte Bianco 20 - 20833 Giussano (MB) - IT p. +39.0362.314075 - f. +39.0362.861222 - info@cmautomazione.it www.cmautomazione.it hi-tech conveyors
individually. We worked from Monday to Saturday, from 06 a.m. to 9 p.m. When our production volumes raised, however, we had to optimise all operations in order to reduce energy and material consumption. Eurotherm’s plant now enables us to adapt the coating programmes to the different components to be painted and also to prioritise urgent batches.”
The Eurotherm powder coating plant
Eurotherm provided a new Cartesian manual powder coating plant featuring an automatic parts transfer system with advanced operating logics, capable of handling parts measuring up to 1.5 metres in width, 3 metres in length, and 3 metres in height. It is divided into independent stations and it enables to programme the cycle to be performed through the control panel located in the loading/unloading area, depending on the components’ characteristics. The overhead conveyor initially takes the load bars (with a load capacity of 1,000 kg each) to the five-stage chemical spray pre-treatment cabinet, performing phosphodegreasing, two rinses with mains water, final rinse with
osmotic water and passivation in passing. Afterwards, the parts proceed to the drying oven with two stations at 75 °C and are then coated with PPG polyester powders in one of the two manual coating booths, equipped with ZEUS guns inherited from the previous plant. Finally, the load bars are moved to one of the two curing ovens, also with two stations each, operating at 180 °C. “Flexibility is essential for us, because we have to paint components not only with very different shapes and geometries such as sheets, tubular material, and beams, but also with different requirements and end uses. Eurotherm’s new plant enables us to adapt each cycle accordingly. Depending on the amount of oil and contaminants on parts’ surfaces, we can increase or decrease the duration of the cleaning phase, which occurs automatically overnight, but also of the drying one, which has to be adjusted depending on the size and mass of the workpieces. In addition, thanks to the storage buffer located within the plant and the two overhead cranes, we can choose which load bars to give priority to: if an urgency arises, the operator reports it in the remote management system and the conveyor immediately moves the parts to the various

86 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
The double transfer device that automatically moves the load bars.
© Eurotherm
stations as soon as they become free. In addition, the coating booth’s operator can choose to prioritise any components to be painted in the same colours, thus speeding up the process. Since we perform eight colour changes per day, such flexibility is particularly important to optimise our production flow,” notes Ballario.




A completely revolutionised production flow
Balfor carried out a market research study in order to identify the best partner for its new coating plant’s project. “We selected the best proposals and then went to see those systems in operation at other plants. We eventually chose to rely on Eurotherm because of the expertise, helpfulness, and flexibility of their technicians. We talked to them and explained our needs and they designed a tailor-made solution meeting all our requirements,” says Ballario.
“Balfor approached us to design a system for reduced consumption and an optimised production flow. We therefore tailored our plant to accommodate the parts produced by this company. The compactly fitted stations are equipped with sliding doors to make the best
FOCUS ON TECHNOLOGY
Eurotherm
One of the two powder coating booths.
©
use of space within the factory. In order to reduce energy consumption, hot degreasing during pre-treatment takes place thanks to a heat exchanger powered by solar panels; the drying and curing air stream ovens have heat insulation gates and they can be switched on or off as required. Finally, the parts transfer system with advanced operating logics allows the entire production chain to be programmed and even high workloads to be handled with reduced personnel,” illustrates Rocco D’Aloia, Project Manager from Eurotherm.



Work on the new plant began during the early months of 2022, when Eurotherm installed the first half of it outside the Balfor factory, so as not to disrupt operations and optimise the space available. Then, during the summer break, the installation was completed; commissioning took place in September 2022. “We were able to use the new powder coating plant at full capacity right from the start. Our collaboration with Eurotherm has proved successful, not only because it has enabled us to increase our volume of coated components while decreasing work shifts and resource consumption, but also because it has radically revolutionised our entire production flow. As it is integrated with the whole factory in line with the Industry 4.0 principles, we can also optimise process times in other departments. For example, when the operator unloads a component from a load bar, the assembly department receives a notification and can then prepare to carry out any final tasks. In this way, we can optimise timing, reduce waiting times between different process stages, and give priority to urgent batches. In just three months, all our operations have improved dramatically,” says Ballario with satisfaction.
Parts exiting one of the curing ovens and a large-sized component being unloaded.
88 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
© ipcm © ipcm
Zero-Liquid Discharge Cataphoresis: The Goal of IVECO’s Megafactory in Suzzara
 Monica Fumagalli ipcm®
Monica Fumagalli ipcm®
The IVECO plant in Suzzara (Italy) copes with the challenges related to the complex production of the Daily commercial vehicles with the constant updating of its plants, the continuous development of new projects, and a focus on the sustainability of its processes with the aim of minimising energy consumption. The recent integration of a new ultrafiltration plant for cataphoretic coating, supplied by CONDOROIL Stainless in partnership with EISENMANN Italia, also laid the foundation for the future implementation of a completely zero-liquid discharge, closed-loop process.
Since the beginning of the 20th century, “standardisation” has been synonymous with the automotive industry. “Any customer can have a car painted any colour that he wants, so long as it is black” – this famous quote by Henry Ford encapsulates the essence of the standardisation concept underpinning automotive production. However, this principle does not apply to the world of commercial
vehicles. Although we generally tend to equate these two sectors, their production systems are actually very different: for example, at the long-standing IVECO plant in Suzzara, in the province of Mantua (Italy), which is entirely devoted to the production of the Daily commercial vehicles, the standardisation of certain production phases is simply not possible. Here, you will not hear of thousands of bodies painted
FOCUS ON TECHNOLOGY SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
Iveco Group
©
day-to-day, because the available configurations for this type of vehicle are unlimited and customisation options are endless in terms of both structure and colour: in fact, in the course of a year, some van models are only produced in one unit, out of the around 80,000 commercial vehicles manufactured per year.
“Such an extreme differentiation is a challenge for a complexstructured factory like a vehicle production plant, especially in terms of automation,” confirms Claudio Nerenti, the Pre-treatment, E-Coat, & WWTP Manager of IVECO’s Painting Unit. “The Daily van adapts to any customer’s business needs, is suitable for any road, and is characterised by unlimited versatility, extreme robustness, and high driving comfort. These are the peculiarities that have determined its success: the Suzzara plant began producing the Daily in 1975 and, last year, we celebrated the 1,600,000th vehicle made at the factory.”
Since the installation of the new coating plant in 1996, the list of technological implementations that have led this company to its current structure is a long one. “Upgrading our departments is an ongoing process,” emphasises Capital Intensive Operations Engineering Manager, Christian Milani, “now even more motivated by demands for sustainability and consumption reduction. Two years ago, we integrated one of our most water-consuming departments, namely the cataphoresis one, with a new ultrafiltration system for water recovery, designed and installed by CONDOROIL Stainless (Casale Litta, Varese, Italy) in partnership with EISENMANN Italia, the first step to achieve the goal of a zero-liquid discharge cataphoresis process within the next two years.”
The history of the IVECO Daily, spanning almost fifty years This factory was inaugurated by the Casali brothers in 1878: MAIS - Macchine Agricole Industriali di Suzzara was first devoted to maintenance and then, from 1936 to 1956, to the production of agricultural machinery. The property later passed under the management of FIAT, which began manufacturing various types of commercial vehicles here and then founded IVECO in 1975, planning the complete renovation of the factory over the following three years and the organisation of the three departments of sheet metal, painting, and assembly, for producing 110 vehicles per day.

The IVECO plant in Suzzara started producing the Daily (opening photo) in 1975 and, last year, it celebrated the 1,600,000th vehicle made at the factory. The Suzzara plant has a long manufacturing tradition: it was founded in 1878 for the maintenance of agricultural machinery.
The innovative coupling system of the cataphoresis plant.

91 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 FOCUS ON TECHNOLOGY
© ipcm © Iveco Group
© ipcm © ipcm
The new ultrafiltration plant installed by Condoroil Stainless. Each module consists of four plastic spiral membranes with a total filter surface area of 116 m2.



The team that manages the pre-treatment and cataphoresis line. From left to right: Stefano Rossi, Gennaro Fergola and Francesco Bottoli. © ipcm
“This structure was maintained until 1996-2000, when construction of a new paint shop was started, followed by new bodywork and assembly departments. At that stage, production increased from 110 to 430 vehicles per day. Today, we stand at around 400 vehicles per day, of which about 35% are vans and the remaining 65% are chassis cabs.”
Within the current IVECO empire, consisting of 19 production plants spread across the globe, the Suzzara-based factory is the main European plant for the production of commercial vehicles, has 2,600 employees working on a total area of 530,000 m2. In addition to the Suzzara plant, the European market is also served by the Spanish plant in Valladolid, which produces around 150 chassis cabs per day for Western Europe, in particular Spain, Portugal, France, and the UK.
“The vehicles we produce here, on the other hand” says Stefano Del Puglia, BiW & Painting Unit Manager, “are distributed in other European countries, especially Italy, Germany, and Poland, which are our main target markets. What is special about Suzzara is referred to the
production of the vans, that are commercial vehicles with an enclosed cargo area: the production of these vehicles is more complex because of the size and amount of needed operations. One of the features that has made the Daily famous is its chassis on which axle, rear axle track, and engine are mounted and which is then coupled to the body during assembly, bringing these vehicles’ total ground mass up to 7.2 t and their payload up to 4900 kg.”
The road vehicle with the highest degree of customisation
“From the chassis cabs to the vans we can have a greater variability of arrangements, with more than 5,000 possible configurations. To understand the complexity of this vehicle in terms of body and equipment configuration, just think that it is built on chassis with 7 different pitches and it can have 3 different heights for the van, cab, and double cab versions.” However, despite such a complexity,
92 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
EPISTOLIO EPISTOLIO EPISTOLIO
system automation is progressing in great strides: in the bodywork department, 125 robots weld up to 7,000 spots per vehicle, handling 800 sheet metal components for 450 different body types.





“Regarding colour choices,” indicates Stefania Melli, the head of the painting department laboratory, “in 2019 we optimised the available colour range, reaching an amount of almost 250 colours, to which we are now constantly adding new ones.”
“In fact, thanks to automation, we can handle a very wide range of combinations without having to replace our devices,” notes Del Puglia. “This is one of the aspects that makes our production flow so complex, but also one of the reasons why we have managed not to stop production despite the current supply chain issues.”

Synergy between the bodywork and painting departments: IVECO Suzzara’s winning weapon
The Daily’s production cycle starts with the receipt of stamped sheet metal from company Tiberina, located a few hundred metres from the IVECO factory. The first processing steps involve bodywork, sealing, and screwing of moving parts. “Today, 300 people work in our bodywork department, but we intend to fully automate its process, 10% of which is still done manually,” explains Del Puglia. “However, the main change we are trying to bring about is the creation of a synergy between the two departments of bodywork and painting, which previously worked independently of each other. We are in the process of adding cross-department staff who are responsible for operations in both divisions. Our ultimate goal is to achieve the highest quality degree by solving and pre-empting any problems that may arise in these two processing phases, thus providing our assembly department with perfect products. With this flexible approach and thanks to the workload distribution between the two departments, this plant has achieved a high lead time, equal to a maximum of 18 hours, working in three shifts (that is, two at full capacity and one at half productivity).”
After the bodywork operations, the components are taken to a 250 m-long pre-treatment tunnel, where they are degreased in 260 m3-wide tanks and phosphated prior to cataphoresis. “In 2021, we made our pre-treatment process more flexible,” explains Milani, “to adapt it to the different thicknesses required of galvanised surfaces and to prepare it for future standards that may be imposed due to the use of metal sheets with an increasing percentage of aluminium.” The bodies then proceed to the cataphoresis department.

A new UF plant to double production capacity
“One of the special features of our continuous-flow immersion cataphoresis plant, installed in 1996,” states Nerenti, “is the innovative coupling system between body supports and hooks, which allows adjusting the up and down angle by 45° and guarantee the fixed anchoring of parts. Waste water treatment used to be handled

Epistolio Srl.
Via Piemonte 120 21100 Varese (VA) ITALY
Ph: +39 0332 212692 Fax: +39 0332 223666 info@epistolio.com www.epistolio.it
FOCUS ON TECHNOLOGY Publierre_Milano
towards the future
ROBOTIZZATE DI VERNICIATURA
SOLUZIONI
ROBOTIC PAINTING SOLUTIONS
by a plant revamped in 2006, enabling the microfiltration of maximum 4 m3 per hour in two shifts. However, this was an obsolete technology, which also had to be replaced to improve our permeate filtration results. We therefore turned to the EISENMANN Italia/CONDOROIL Group team, which we had already entrusted with finding the most suitable solution for cleaning the salts in our phosphating tank.”

Alessia Sinigaglia, Out-licensing & Sales Manager at CONDOROIL, explains: “We installed an ultrafiltration system from the Giunone 80.08 series, consisting of two complete modules on one-piece skids, to be inserted into the ultrafiltration system as a replacement for the two existing units. Each module consists of four plastic spiral membranes with a total filter surface area of 116 m2, guaranteeing an initial permeate flow of more than 4,000 l/h, which stabilises at 3,200 l/h when fully operational. In other words, each individual module is capable of producing over 3,200 l/h of permeate. Put into operation at the same time, the two modules make it possible to double production capacity and fully exploit the potential of the membranes: as the two units are independent, it is possible to clean one module while the other is in operation.”
“The eight membranes have a porosity of approximately 50,000 Daltons,” adds Nerenti. “They retain particulate matter from the cataphoretic coating tank, allowing the solvent and the aqueous part to

filter out. These are then recovered for the subsequent process stages, thus improving the quality of the cataphoretic layer applied. At the same time, the concentrate is returned to the tank with a higher percentage of dry residue, allowing for more effective control of the bath parameters.” The integration of this filtration system made it possible to reduce the amount of pigmented paste and emulsions to be added to the cataphoresis tank. “While retaining the previous plant layout, we have achieved greater permeate production; lower costs for membrane replacement, which is quick and easy; and greater flexibility, among other things through the possibility of isolating and/or replacing one membrane while the other three remain operational, thanks to the presence of manual valves on each membrane. This plant engineering solution has led to such convincing results that it could also soon be adopted at the IVECO Brescia plant, where the EuroCargo is manufactured.”
Towards a ZLD cataphoresis process
“The next step will be the integration of a new permeate nanofiltration plant. This will nano-filter the permeate by further fractioning it, obtaining two solutions: a concentrate comparable to our current ultrafiltrate, which will be used in the first cleaning tank, and a lighter solution consisting almost entirely of demineralised water, which will

94 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
A body ready for quality control analysis. A coating phase in the #1 top coat line. Coating with articulated robots on the #2 top coat line.
© ipcm © ipcm © ipcm
feed the last cleaning tank and then return (counterflow) to the ultrafiltration tank. This will create a closed-loop circuit for managing the water used in the cataphoresis plant. We currently use 2 m3/hour of demineralised water for the last cleaning tanks, to be replaced with the nanofiltrate with a permeation degree of less than 2 microns. Our goal is to be able to perform a zero-liquid discharge cataphoresis process, saving 15,000 m3 of water/year.” After dwelling in the oven for the baking of the cataphoretic coating, the components are subjected to robotic PVC spraying on the lower entire surface of the body (i.e. not only on the areas around the wheel arch, in order to improve protection against stone chippings impact and corrosion) and sealing. Finally, they are sent to the painting department.
Differentiated coating operations with reduced emissions


The company’s focus on the environmental impact of its processes is also evident in the handling of solvent-based paints. “Our factory’s VOC emissions are among the lowest in Europe,” says Nerenti, “comparable to those of a plant using water-based coatings. In fact, all our ovens are equipped with an afterburner and, over the years, we have developed some systems for recovering the solvents of the cleaning circuits after each colour change. We currently send them to a third party for distillation, but the paint shop upgrade project that we are going to implement in two years’ time includes the integration of a recovery unit into the coating line.” The department consists of two interchangeable lines, as described by Melli: “The #1 top coat line was installed in 1996. Equipped with a series of bells on fixed Cartesian axes supplied by Verind, it paints 70% of our daily production with high-frequency colours and some

Efficient and reliable solutions for surface coating since 1988.


electrostatic systems for liquid painting
electrostatic systems and spraying booths for powder coating



pneumatic systems for high-, medium-, and low-pressure painting
IR and UV drying systems
robot and reciprocators
CM SPRAY s.r.l.
www.cmspray.it
FOCUS ON TECHNOLOGY
eosmarketing.it
The metallic colour application line.
© Iveco Group
medium-frequency colours; this equals to about 5500 bodies per month. The #2 top coat line is the most recent one; it works with four Dürr articulated robots and coats the remaining 30% with the other high and low-frequency colours. Next year, we will replace the bells of the #1 top coat line with a number of articulated robots, in order to align the two lines also in terms of overspray reduction and higher application yield. Finally, we can apply three types of systems: monolayer with a thickness of 75-80 microns and double layer and metallic with a thickness of 120-150 microns.”
The application system in the different phases uses electrostatic technology, compressed air or nitrogen. “In 2018, we installed a Eurosider Nitrotherm Spray nitrogen-based application system on the lines for coating the area cargo’s interiors. Using nitrogen instead of compressed air as the paint carrier, it ensures much more stable results and it is not affected by the temperature and humidity degree of the surrounding environment. Indeed, nitrogen is an inert anhydrous gas that isn’t affected by moisture and environment and booth temperatures. Thanks to this new technology, we have made our paint application results more uniform, so much so that the finishing of cargo
areas is comparable to that of external bodies, while at the same time reducing the amount of coating product applied. The results are such that we decided to also implement the same device in our metallic paint application booth, installed in 2017.”

Conclusions

After quality control and polishing, the bodies reach the assembly area, equipped with nine lines on skids: here, 8,000 components are applied to them mainly by hand, again due to the complexity of the vehicle. “‘Differentiation’ and not ‘standardisation’ is the watchword of our company,” summarises Del Puglia. “It is also for this reason that our teams are constantly searching for innovative plant solutions that allow for a faster and more synergetic production flow, reduced energy consumption, and minimised environmental impact. We have plenty of ideas – and, if these are feasible, we will need reliable partners to implement them. This is why collaboration with companies such as CONDOROIL and EISENMANN is strategic for us. In the next few years, it is going to enable us to build a futuristic, environmentally neutral paint shop. In IVECO... the future is coming!”.

96 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
From left to right: Claudio Nerenti, Stefania Melli, Christian Milani, and Stefano Del Puglia from Iveco Group.
© Iveco Group © ipcm
The Daily van adapts to any customer’s business needs, is suitable for any road, and is characterised by unlimited versatility, extreme robustness, and high driving comfort.
ww w .infr a g a s . c o m
INFRARED
GAS SYSTEMS FOR THERMAL TREATMENTS
RADIANT
A New Dispenser for Multi-Component Paint Mixing Reduces Waste and Confirms
Komatsu Italia Manufacturing’s Efforts Towards Climate Neutrality
 Monica Fumagalli ipcm®
Monica Fumagalli ipcm®
A production method based on the principle of continuous improvement is what drives Komatsu Italia Manufacturing to keep abreast of technological innovations and to continuously renew its plant equipment, with two primary objectives: lowering consumption by reducing waste and limiting the environmental impact of its processes in order to achieve climate neutrality. This has included its primer and top coat dosing platform’s revamping carried out in cooperation with Comaind-Graco.
FOCUS ON TECHNOLOGY SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
©
Komatsu Italia Manufacturing’s production of excavator components has rapidly increased from 5,000 to 7,000 machines per year.
ipcm
Stepping through the gates of Komatsu Italia Manufacturing’s plant again means re-immersing ourselves in the Japanese culture permeating the production structure of this giant in the construction and building machinery sector. In 2016, we analysed how the group’s philosophy, inspired by Toyota’s manufacturing method, had led the Italian branch to a major investment to acquire a new coating plant [1]. Today, we are back at its site in Este (in the province of Padua) to document how the current economic situation – marked by construction incentives acting as the driving force behind the sector’s recovery and by the Green Deal launched at the end of 2019 to achieve climate neutrality by 2050, a goal of fundamental importance for a company like Komatsu, which has long been highly sensitive to environmental issues – has affected this consolidated production strategy.
“Some initiatives of the Italian government, as well as those of other European governments,” emphasises Massimo Trevisan, the production manager of KIM - Komatsu Italia Manufacturing, “including hyper-

amortisation [2], the business incentives included in the NRRPs [3], and the 110% super bonus [4], have significantly boosted the construction industry, which was brought to its knees by the pandemic. Demand for the machines in which we specialise, such as excavators and a wide range of utility machines, including mini and midi excavators, backhoe loaders, and skid steer loaders, has increased significantly, resulting in a production spike. Whereas when we first met our coating plant was set to meet a production of around five thousand machines per year, the request is now around seven thousand machines per year.” KIM, therefore, increased and expanded its production capacity to adapt and anticipate the demands of an ever-evolving market with ever-changing trends from year to year, while also improving some aspects of its production flow, first and foremost TPM (Total Productive Maintenance) to preventively solve any plant-related issues by means of ever-alert, targeted maintenance.

“After saturating the capacity of the three production lines and the coating plant, we turned our attention back to a detailed analysis of
Two of the reasons for high overspray were the high variety of the treated parts and their geometrical complexity, which called for the use of a wide range of different load bars.

99 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 FOCUS ON TECHNOLOGY
Components entering the tunnel shot blasting plant.
The new Graco ProMix PD dosing platform installed by Comaind.
© ipcm © ipcm © ipcm
data related to our production processes and, above all, coating operations,” adds Trevisan.

“First of all, the results led us to replace the dosing system of our top coat mixing system with a new low-pressure device, in order to achieve better film distension and thus better aesthetics, while reducing product consumption and emissions. Secondly, they prompted us to replace the acrylic primer we were using with an epoxy product to increase salt spray resistance.”
The Kaizen method for continuous improvement Kaizen, the organisational system implemented by this Japanese group, calls for a daily effort aimed at improving production efficiency through the humanisation of the workplace and the involvement of all operators in the company’s values. A poster hung on a wall of the Italian factory summarises the five pillars (the 5 S’s) for the success of this production system:
• Seiri - Select: separate useless things. Clean, classify, decide what to do with unnecessary things, and solve the causes of dirt.

• Seiton - Organise: identify. The aim is to minimise the number of objects to be kept, without causing stoppages or delays in production.
• Seiso - Clean: inspect. Cleaning is not only about removing dirt from machines and equipment, but also about checking for and

SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES NEW YORK, US SOLAR CARVE TOWER www.tiger-coatings.com TIGER 075/70258 highest UV stability 4000 hours of weathering zero VOC emissions 96% recovery © Focchi Spa
The top coat application booth.
© ipcm
eliminating problems. Therefore, cleaning activities can be divided into the following phases: general cleaning and search for sources of dirt; - cleaning of the workplace and equipment; - prevention by cleaning and checking machines, equipment, and tools.

• Seiketsu - Standardise: make things obvious. Defining standard procedures of cleaning activities. Use verification tools such as Check Lists and implement Visual Management (VM).
• Shitsuke - Maintain: the results achieved are maintained through periodic audits to verify and meet standards. Continuous analysis of problems and identification of countermeasures, combined with constant performance monitoring, enable new goals to be set according to the principle of continuous improvement.
In the context of a paint shop, these principles are reflected in the identification of bottlenecks, such as, for example, downtime for gun washing at each colour change and paint wastage caused by excessive overspray. KIM decided to take action on both these aspects: this is why it analysed the possible benefits of replacing its dosing system and turned to Comaind, the distributor of Graco paint mixing and application equipment that had already designed and installed its previous system.
WHEN IT HAS TO BE PERFECT
CHOOSE
PERFORMANCE POWDER COATINGS HIGH
FOCUS ON TECHNOLOGY www.tiger-coatings.com
© ipcm
A look at the previous coating line paint management unit
The coating plant, which became fully operational in August 2016 and was installed by Imel (Codroipo, Udine, Italy), consists of a two-rail overhead conveyor that first leads the components to an OMSG Tunnelblast shot blasting machine, followed by the manual removal of grit residues deposited in the cavities, convexities, and holes of parts by blow-off with compressed air; although performed on most workpieces, the shot blasting phase can be by-passed, sending the parts directly to the pre-treatment tunnel. This is equipped with two chambers for phosphodegreasing and spraying, followed by rinsing and drying. Then, after filling and sanding, the components are taken to the first coating booth for manual application of the primer by operators moving on a 3-axle paint lift. After flash-off, the top coat is applied in one of two colours, namely black grey and natural yellow; this is followed by a second flash-off phase and by polymerisation. The entire cycle is controlled via a PLC, enabling to monitor and set process parameters.
“The application system,” indicates Davide Galvani, Head of Verona Unit at Comaind, “was set up to perform a colour change operation in five minutes. The external paint management unit was made in RAM and featured a stainless steel lid, a wide-bladed pneumatic stirrer, and a Husky 1050 transfer pump capable of keeping the paint agitated, heated, and recirculated 24/7. The paints were pumped, filtered, and recirculated through Graco 2KE dispensers on board the booth.
The primer application booth had a 2KE 30:1, IS-SS dosing device with pumping units, equipped with a Merkur 30:1 cleaning pump and Graco PRO XP AA electrostatic guns. The top coat application booth, on the other hand, mounted different devices depending on the colour applied. The dispenser could be fed with the black grey colour, the hardener, and the solvent by the paint management unit and with two wild-card tints from on board the
booth. The coatings were applied using gear pumps at a pressure of around 80 bar with high-finishing nozzles.”
The new multi-component dosing and mixing system

“Due to the switch from acrylic to epoxy products, we first upgraded the pump used for primer application,” explains Trevisan. “However, the most substantial intervention was carried out replacing the dosing system to improve our top coat application phase.”
“Together with the KIM team,” adds Galvani, “we performed an in-depth study to improve coating distension, making it more uniform and increasing its gloss degree while maintaining the same thickness and quality standards. We also analysed consumption in terms of both paint product quantities used and overspray generated: we found that the
high variety and geometrical complexity of the parts treated resulted in the use of a wide range of different load bars and, consequently, in a high amount of overspray. Therefore, we carried out some tests with demo equipment brought on site and, after looking at the data, we agreed on the installation of two ProMix PD2K machines, which allow the coating product to be mixed close to the electrostatic gun thanks to their innovative mixing technology. This reduces downtime and material waste. The new, unique positive pumping technology also guarantees more stable and precise pressure and flow control by moving a fixed volume of material at a constant flow and speed.”
Equipped with recirculating bypass colour change valves, the ProMix PB2K unit is set up for dosing three colours, two of which are constant, again black grey and natural yellow,
102 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
©
Graco’s new positive pumping technology includes a more stable pressure and flow control system.
ipcm
while the other is a wild-card shade. Pressure regulators stabilise the mixing operation: at the moment the machine is fed the catalyst from the paint management unit, the operator inside the booth can select the colours. “The PB2K dosing platform,” confirms Galvani, “is the only one that allows performing colour changes in the gun’s pumping part and remote mixing block. All tints remain in the recirculation lines even if not used. To reduce solvent and paint waste, KIM opted to install two machines, each attached to two Graco ProX XP 85 kW hand guns.”
Automotive-level finishes
“Through the revamping of our paint management unit, we reduced overspray by 30%,” indicates Trevisan. “Previously, mixed-air pumps allowed us to coat many parts quickly. This resulted in a greater use of paint product

and therefore a higher amount of overspray in the booth. With the new equipment working at low pressures, we paint in a more targeted manner while still respecting the plant’s takt time and we minimise waste. Another notable benefit brought by the new system concerns the cleaning of the guns. Previously, gun cleaning to handle non-standard requests called for more frequent interventions, longer times, and therefore higher solvent consumption. Today, the reduction in the length of the pipes enables us to be faster and take only a few minutes per cleaning operation. Finally, the compact and easy-touse in-booth control interface offers a safe way to control programmes, pressure values, and colour change operations while remaining inside the spray booth.”
“The positive results obtainable with this technological upgrade were evident right
from the test run,” states Trevisan. “Although accustomed to the previous application process with gear pumps, after an initial adaptation phase to the new atomisation technology with low-pressure air, our operators found the right application speed and they are now able to achieve much higher coating results than those normally expected of construction machines, almost comparable to automotive-level finishes. Not only did we meet our goals of saving coating products and reducing paint waste and solvent usage for cleaning, but we also improved the aesthetic quality of our machines. Last but not least, we further reduced solvent emissions, improving the health and safety of our working environment. The emissions of our coating processes were already within the limits set by current regulations, but the new dosing system dramatically reduced them.”
The latest additions to the KIM coating line
In a company aiming for continuous improvement, production equipment innovation is the order of the day. “After your last visit,” illustrates Trevisan, “we equipped our paint shop with part recognition devices at the entrance to the shot blasting machine, which “read” the shape of the incoming workpiece and communicate it to the control PLC, which activates the inverter-equipped turbines based on the detected geometry. This has reduced the energy consumption of the shot blasting plant and the amount of grit used, as well as the noise level in the department. In addition, the booths are now air-conditioned, because in summer they reached a temperature of 37 °C and it was difficult to work in such severe environmental conditions. With the airconditioning system installed two years ago, the temperature is now around 25 °C even in the hottest months. Even such small measures can heavily affect the production and energy balance of a company like ours. This is why we are always attentive to the latest innovations on the market.”
103 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 FOCUS
TECHNOLOGY
ON
Reducing the length of the pipes resulted in greater efficiency of the gun cleaning and mixing operations.
© ipcm
“KIM has been following us for many years,” confirms Marco Caporello, the Key Account Manager, Industrial Division EMEA at Graco, “and our cooperation is based on a mutual exchange: we offer it the latest innovations, and Komatsu opens its factory doors for us to test them. Very often, as was the case with the new PB2K dosing system, it decides to immediately invest in the new technology and integrate it into its coating line.”

Conclusions
“In this second half of the year,” states Trevisan, “we recorded a one percentage point increase in our market share. This confirms the quality of our machines and rewards our ability to deliver them faster than our competitors, despite the material shortages and supply chain slowdowns that are plaguing the manufacturing sector. It is always difficult to make predictions, but we expect to see a further increase in orders next year, if current trends are confirmed. At the same time, we are already planning to further develop our paint shop with a major investment that will once again involve the application system. Our corporate approach does not allow us to settle on an established production structure and pushes us towards continuous innovation.

Knowing that we can rely on partners with high know-how and expertise, such as Comaind-Graco, enables us to keep searching for lowconsumption and zero-waste process solutions in line with our climateneutral goal. Therefore, I say goodbye to you with the wish that we will meet again very soon to report on the next innovations implemented in KIM’s paint shop.”
EDITOR'S NOTES
[1] https://www.ipcm.it/en/open/ipcm/2016/42/34-48.aspx
[2] Hyper-amortisation is an incentive designed to support companies investing in the purchase of new capital goods that are functional to the technological and digital transformation of their production processes.
[3] In Italy, the business financing plan called National Recovery and Resilience Plan (NRRP), aimed at reviving the economy after the COVID-19 pandemic, was approved in 2021.
[4] Italy’s 110% super bonus consists of a 110% deduction of the expenses incurred for the implementation of specific interventions aimed at improving the energy efficiency and consolidating or reducing the seismic risk of buildings.
104 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SPECIAL ISSUE ON ACE & OFF ROAD VEHICLES
The in-booth control interface.
From left to right: Davide Galvani from Comaind, Massimo Trevisan from KIM, and Marco Caporello from Graco.
© ipcm © ipcm
Piazzale Thailandia, 6 58100 Grosseto - Italy ph. +39 0564 425117 Fax +39 0564 418833 info@eurosider.com
Hydrogen-Powered Catalytic IR Panels: A Technology with a Zero Carbon Footprint
From
In the world of catalytic infrared technology, panels are traditionally fuelled with methane or LPG/propane. In this situation of globalised energy crisis, many users have actually asked to convert their catalytic IR panels from natural gas to LPG: this operation is technically very simple, as it is sufficient to replace the gas inlet nozzle to achieve an immediate system conversion or, as an alternative, to increase the supply pressure than the one provided for the Natural Gas. However, the real innovation lies in the use of catalytic IR panels powered with hydrogen, a true green energy source with a zero carbon footprint.
Although natural gas prices, and consequently electricity prices, are slowly falling, it will still take some time before they are comparable to those of 2021. Above all, the positive effects on energy-intensive production activities will be very slow. This is why, although this speculative energy crisis is ending, it has undeniably triggered an irreversible process of research and development of
technologies with lower energy absorption or capable of exploiting energy sources other than fossil fuels for various industrial applications. This is the only positive consequence of what has been one of the worst energy cost hikes since the 1960s, favouring those companies that had already been developing technologies powered by alternative energy sources for some years and that are now ready to put them

INNOVATIONS: PRESENT & FUTURE
an interview with Ivan Verzella, CEO Claudio Fassio, Technical and Production Director Francesca Marabotti, business development manager Infragas Srl, Mappano (Turin, Italy)
Hydrogen, the only fuel with a zero-carbon footprint, was chosen by Infragas as the energy source for its new generation IR catalytic panels.
© ipcm
on the market. One such alternative source is hydrogen. Hydrogen is the only fuel with a zero-carbon footprint: neither its use nor its production causes carbon contamination and the only by-product of its combustion is water vapour.
This is why it is the energy source chosen by Infragas Srl, one of the world leaders in the production of catalytic infrared panels for a wide variety of industries, including the coating sector, to power its new generation of catalytic panels, overcoming the methane/LPG duo to provide the market with a truly green technology.







“The great advantage of hydrogen-powered catalytic IR panels is that they have an immediate start-up system. They do not require a preheating phase, which for Infragas’ catalytic panels running on methane or LPG takes 10 minutes with a power involved of 1 kW for the largest model, thus eliminating the need for an electrical heating element to bring the unit up to temperature,” explains Francesca Marabotti. “In fact, when the gas enters the panel, it must find a temperature suitable for the development of the catalytic reaction that converts it into infrared energy upon contact with the radiant front. This exothermic reaction can only take place at the right temperature, which is between 200 and 220 °C for Natural Gas and slightly lower for LPG. The catalytic front of Infragas’ panels consists of an environmentally friendly fibre treated with noble metals that act as an activator of gas oxidation thus triggering the catalytic reaction, but only after adequate electrical pre-heating. The use of hydrogen, however, annuls this electric start-up phase, as the panels immediately begin to operate: this happens simply because hydrogen, in the presence of the catalyst, has a minimum ignition temperature, which is room temperature.”
“This does not only save energy (albeit modestly, since electrical resistances consume very little), but above all it reduces the startup time of a production line to zero, the factory’s overall electrical requirements, the electrical infrastructure necessary for the system, and its installation costs, as all components needed for pre-heating the gas are eliminated,” adds Ivan Verzella. “The most significant saving, therefore, is achieved in terms of time: hydrogen-powered catalytic IR panels operate in on/off mode without any initial heat input, so there is no loss of time or energy in the event of line failures or conveyor stoppages. Another undoubted advantage is that these panels are identical to the Natural Gas/LPG-fuelled ones, in that only their power source changes. This means that there is no installation cost for converting an existing system from gas or LPG to hydrogen – except for the replacement of the fuel nozzles in the case of an LPG system, because those used for Natural Gas and hydrogen are identical. Eventually, one should modify the supply pressure”.
INNOVATIONS: PRESENT & FUTURE
Is the market ready for this technology?
“The hydrogen-powered catalytic infrared technology is already available for the market and Infragas has already supplied these panels in the UK for the heating of working areas,” replies Francesca Marabotti. “However, the technological leap is closely linked to the energy policies of individual states. In the countries that are most inclined to adopt alternative energy sources and where hydrogen has already replaced fossil fuels, such as the UK, the Netherlands, and in general all Northern European countries, Infragas’ systems can be immediately converted at zero cost, solely adjusting the hydrogen supply’s pressure.”
“By using our hydrogen panels, an installer can reduce both design and installation costs as it does not have to insert an electrical resistance: for each panel, it can eliminate one electrical connection, with significant savings also in relation to the electrical switchboard, because the PLC for line control is simpler,” notes Ivan Verzella. “There are also undoubted advantages in terms of management: Infragas’ systems remain safe because they emit energy in the form of infrared rays without developing flames. Even powered with hydrogen, our catalytic panels are therefore ATEX products, usable in the presence of solvents and in explosive atmospheres.”
“We have been working on this innovation for some years now, aware that the future was just around the corner, and we incidentally got it ready during the energy crisis,” states Claudio Fassio. “Today, the optimum for countries like Italy, where the availability of hydrogen is scarce, is installing catalytic IR hybrid panels, running on both gas and hydrogen. Before entering the coating market, in any case, we are still waiting for certification, since Infragas only sells certified panels. “Finally, a critical aspect for the diffusion of this technology in countries like Italy is certainly the current cost of hydrogen, about twice as much as methane gas. However, when hydrogen will be available on a large scale, the cost of this resource will come down and there will be no limits to the replacement of gas or LPG panels.”

From top to bottom:
A
The hydrogen supply and pressure control system.


108 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
hydrogen-powered catalytic IR panel installed at Infragas test center in Mappano, Turin, Italy.
© ipcm
From the left Claudio Fassio, Francesca Marabotti and Ivan Verzella.
© ipcm © ipcm








QUALITY PAINTING DEVELOPMENT SP. Z O.O . ul. Azotowa 15b, 41 500 Chorzów, POLAND www.qpd poland.com painting lines design and manufacturing painting lines modernisation audit of painting lines painting scraps reduction microscopic analysis of defects on painted surface problem- solving for painting defects we are on Linked PAINTING LINES DESIGN AND MANUFACTURING
© Adobe Stock
INNOVATIONS: PRESENT & FUTURE
Breaking the Ice
David Trifunov
Their latest research, published in this month’s edition of “Nature Communications”1, examines a smart, hybrid—meaning passive and also active—de-icing system that works by combining an interfacial coating with an ice-detecting microwave sensor. This coating integrates the sensors into the material while enabling heat to dislodge ice without the need for a person or machine to physically melt it, explains UBCO’s Dr. Mohammad Zarifi.

“Many of us have had the misfortune of sitting on a plane waiting for it to be de-iced while fretting about missing a connecting flight,” says Dr. Zarifi an Associate Professor at UBCO’s School of Engineering and report coauthor. “Our new technology takes a hybrid approach by adding sensors within an ice repellent coating that can easily be added to aviation or wind turbine blades.”
1 https://www.nature.com/articles/s41467-022-32852-6
Dr. Zarifi explains that undesired ice accumulation is problematic with many renewable energy technologies such as wind turbines and hydroelectric dams, aviation and power transmission. Ice mitigation strategies can be divided into either active or passive methods. Active de-icing involves an external energy input used to remove the ice, typically through thermal, chemical or mechanical methods. In contrast, passive de-icing either reduces the accretion rate of ice, lowers the adhesion strength between ice and the surface or both.
“Neither route towards an ice-free surface is seen as a cure-all today, as active de-icing methods utilize substantial energy but passive de-icing coatings cannot keep a surface ice-free indefinitely,” he adds. “A hybrid system that combines passive and active de-icing technologies may be an attractive solution to the ice-accretion problems.”
This is why the sensor - which lives beneath the coating that will be applied to a turbine or aircraft - could be a game-changer. The sensor acts
110 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
The University of British Columbia Okanagan campus – Kelowna, Canada david.trifunov@ubc.ca
Engineers at University of British Columbia’s Okanagan campus have been collaborating with researchers from the University of Toronto to make a significant breakthrough in de-icing technology.
as an ice detector and prompts the embedded heaters to melt the ice automatically.
This creates a substantial improvement in energy efficiency and is what sets this latest innovation apart from existing approaches, says Zahra Azimi Dijvejin, doctoral student and lead author of the study. “The hybrid approach allows the operator to quickly and accurately monitor the equipment sustainably,” she says. “The equipment won’t need to be de-iced unnecessarily—avoiding wear-and-tear and wasteful energy usage—because the sensors can determine the need.”

The sensors, which are integrated into innovative materials, could keep surfaces ice-free without the need for further chemicals or energyintensive methods.
“We are moving from our experimentation phase into real-life usage, and have seen the technology hold up to harsh conditions,” explains Dr. Zarifi. “We’re currently working with Canadian turbine manufacturers to incorporate the technology for the upcoming winter.”
The research, partially funded by the Department of National Defence Canada, Tekmar, Mitacs, and the Canada Foundation for Innovation, was also selected as one of the Top 50 best recently published papers in this area by “Nature communications”.

Surface coating expertise on many levels – that‘s where RIPPERT has been making a name for itself for over ve decades.
We are delighted to accompany a successful company with our ideas and technologies.
More innovations at rippert.de
INNOVATIONS: PRESENT & FUTURE
© UBCO
UBCO engineering Professor Dr. Mohammad Zarifi examines a prototype test blade with doctoral student Zahra Azim and lab manager Mandeep Jain. The blade has been equipped with a microwave sensor, heaters and a low interfacial toughness coating, so ice will melt automatically when detected by the sensor.
Aluminium Tubes for High-voltage Equipment with High-quality Coating
Edited by Nordson Deutschland GmbH Erkrath, Germany ics.eu@nordson.com
Hitachi Energy Brno, a manufacturer of high-voltage equipment, is now coating with Nordson’s HDLV technology, improving surface quality and doubling its production capacity.

Hitachi Energy is one of the world’s leading manufacturers of high-voltage equipment and produces some of the components required for this in Brno. In the Czech Republic’s second largest city, the company coats aluminium tubes up to 12 m long, which have different geometries inside and a diameter of up to 0.80 m, using the environmentally friendly powder coating process. A capacity doubling was needed while still ensuring that the coating of the workpieces met high safety and quality standards due to the high-risk area of application: an increase in output with the automatic guns of the existing old plant was not possible to the requested scope. In addition, the company also wanted to make the coating process more economical and achieve powder savings in order to meet its high environmental requirements. Based on this, the decision was made to invest in a new, robot-guided powder plant.
The solution
As part of their research, Hitachi Energy executives researched HDLV dense phase technology and conducted some preliminary testing at an HVAC manufacturer’s facility. “Although we did not have 3D models of the workpieces for this robotic coating and therefore could not program the robots accurately, our customer was impressed with the results,” says Ing. Jaroslav Blažek Managing Director at Czech system integrator Surfin Technology. To put the technology to the test on the workpieces in its own production, Hitachi Energy received two Encore® HD manual powder coating systems from Nordson. The powder guns that go with them are lightweight and well-balanced, and enable high-quality, fast coatings that can be repeatable at any time, regardless of the powder. They also feature excellent coating of edges and corners, as well as optimal penetration depth, even into
The soft spray of the Encore® HD powder coating system ensures maximum process control.

FOCUS ON TECHNOLOGY
© SURFIN Technology s.r.o.”
challenging shapes. “We were extremely positively surprised by the performance of Nordson HDLV technology. We did not expect the result like this,” Vaclav Holecek Production Development Specialist / Corrosion Engineer at Hitachi Energy, reports in retrospect. Due to the very good results, the company decided to use this technology and contracted Surfin Technology to install two Nordson ColorMax® E (engineered) powder coating systems with robotic coating guns.
Change of colours in a few seconds
In Booth 1, the inner surfaces of the pipes are coated with two Encore HD Select robotic guns mounted on two ABB coating robots. The dense-phase guns always enable repeatable, reproducible coating quality, achieve low powder consumption, and combine flexibility and profitability in powder coating. The Spectrum HD powder feed centre ensures a reliable powder supply. The integrated dense phase pump technology ensures precise powder feed and combines consistent coating results with significant powder savings with minimal maintenance and downtime. Precise control of the powder feed centre is provided by the PowderPilot HD control system. It allows the user, through the simple and colour touch-screen control, to adjust all
aspects for high quality powder application - from feed and atomizing air to electrostatics, gun stroke and triggering.



Hitachi Energy manufactures the high-voltage equipment for customers around the world, so the components are coated in a variety of colours. For powder coating, this means up to 15 colour changes per day. To be able to implement these quickly and reliably, Hitachi Energy has selected Nordson’s automatic Color-on-Demand (CoD) system. Colour changes are done in 20 – 50 seconds. The system automatically cleans the entire powder path - from the powder hopper to the powder gun. Manual colour changing is not necessary. CoD offers maximum flexibility and enables coatings to be applied to order at short notice. Another benefit is that users can implement customer requirements quickly and reliably, even for batch sizes of 1, and small batches.
Hitachi Energy uses the CoD system in Booth 1 with “spraying to waste” to enable the company to perform fast colour changes in just a few seconds. “This is very efficient precisely because of Nordson dense phase technology, as the extremely soft dense phase powder cloud allows the robotic guns to get very close to the parts with no bounce back effect, and there is minimal overspray,” explains Nordson sales manager Martin Vodak.
FOCUS ON TECHNOLOGY
Hitachi Energy installed two Nordson ColorMax® E powder coating systems with robotic coating guns.

Booth 2 is where the outer surfaces of the aluminium pipes are powdered, and like Booth 1, it features Encore HD robotic guns and two painting robots. It is also equipped with a twin cyclone, as this is where the overspray is processed and returned to the production cycle. Special features include weigh cells on the Spectrum HD powder feed centres, on the Color-on-Demand systems, and on the two after filters. Regarding the high standards for environmental compatibility and sustainability, these provide the operator with real-time information about the current powder consumption and the quantity of overspray.
The customer benefits

Installation and commissioning of the new powder coating system was implemented by Surfin Technology together with Nordson service technicians in December 2021 during the holiday season, allowing the system to start operating immediately after the production break. “By combining robots and Nordson dense phase technology, we have doubled our production output, even though we are powder coating with fewer guns than before,” says Vaclav Holecek at Hitachi Energy, summarizing the experience with the new powder coating system. “We have been able to install high process repeatability for our process,
and the system now allows us to plan production and monitor the production process more efficiently. At the same time, the manual work and rework previously required has been reduced to almost zero. From time to time, for example with special workpieces, we still work with manual coating. For this purpose, we also have our own station with a manual booth and an Encore HD dolly in production. Thanks to the soft cloud provided by HDLV technology, the same high-quality result is always achieved. With employees in mind, high operator safety is ensured at the same time, as well as maximum material utilization and a significant reduction in powder consumption.” Holecek proudly adds, “We have simply found a very modern and high-quality coating solution for our very important products to contribute to a sustainable energy future for future generations.” With the coated products, the manufacturer of high-voltage equipment is now able to meet the strict requirements of safety standards and repeat the coating processes of the different products at any time. They can also efficiently plan production and monitor the processes with the future-oriented Industry 4.0 standard. By reducing powder consumption and maximizing material utilization, the company’s own high environmental targets can be met.
114 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
Hitachi Energy has selected Nordson’s automatic Color-on-Demand® (CoD) system and colour changes are done in 20 – 50 seconds.
© SURFIN Technology s.r.o.” © SURFIN Technology s.r.o.”
Innovation and Technology for Three Generations

orbita.it
Kolzer Celebrates 70 Years in Business with a New PVD Technology and an Innovative R&D Hub
 Interview with Antonio D’Esposito, Managing Director of Kolzer Srl
Interview with Antonio D’Esposito, Managing Director of Kolzer Srl
Travelling unconventional roads has always been the vocation of Kolzer Srl (Cologno Monzese, Milan, Italy), a company that, after 70 years in business and 1300 plants installed worldwide, has become an international benchmark for the development of PVD vacuum coating technologies – metallisation, sputtering, and plasma. We retraced its history together with Antonio D’Esposito, the company’s Managing Director, to find out more about the peculiarities of this particular coating process that is becoming increasingly popular even in
the most traditionalist sectors, such as the automotive industry, and to discuss its developments and future prospects.
What are the origins of your company?
“Kolzer was established in 1952 based on an idea of my father, Guido D’Esposito, and its story seems to be closer to a fairytale than to the growth path of a family business. Founded in our home’s garage, it emerged early on with some innovative inventions, such as its patent
HIGHLIGHT OF THE MONTH
116 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
© Kolzer
for plastic Christmas balls, which at that time were replacing glass ones, but also thanks to continuous research and to its owner’s determination. As early as the 1970s, the company moved to Bergamo to continue building metallisation machines in an industrial environment that was more suited to accommodate its 250 employees. It was during those years that my brother Davide and I, still in our teens, began to participate in factory life and travel all over the world with our father in search of the most advanced materials for our plants. In the early 1980s, he decided to downsize the business and specialise in a niche sector that was much more demanding in terms of quality requirements, that of PVD processes, and officially handed over the reins of the company to us children.
Kolzer thus moved to its current premises in Cologno Monzese, on the outskirts of Milan, and continued along the path begun by its founder, developing new machines and new processes and addressing new markets such as the automotive, design, furniture, fashion, and jewellery ones.”
How has the company grown since then?
“We have gone from an average production of 3 machines per year to around 30, distributed worldwide and constantly monitored remotely through a dedicated server, even after installation. Our continuous pursuit of perfection and close cooperation with customers, suppliers, and research centres allows us to constantly improve our machines and to offer consistently effective


In the early ‘50s, the Kolzer’s founder Guido D'Esposito had the idea of inventing and patenting plastic Christmas balls (which at that time were made of glass) and using a vacuum metallization process for their industrial coating.

117 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 HIGHLIGHT OF THE MONTH
The setting up of one of the first metallisation plants in 1953.
Antonio D’Esposito (on the right) with his brother Davide.
© Kolzer © Kolzer
© Kolzer
solutions even in the new fields penetrated by the PVD technology, so as to enable its users to be innovative and competitive in terms of both costs and environmental sustainability. Moreover, our focus on customers does not stop at selling, thanks to our after-sales services for the procurement of spare parts and consumables and for 24/7 remote and on-site support. As well as the expertise and know-how of our staff, this has enabled Kolzer to become one of the most recognised PVD brands in the world, with more than 1300 machines sold and installed.”
Much of your success is due to your ability to develop compact plants and environmentally sustainable processes.
“When chromium VI was banned in Europe, PVD sputtering provided an alternative to conventional chrome plating. This process has then gradually established itself mainly due to three aspects: its high performance degree in combination with painting, such as for the coating of alloy wheels, its reduced environmental impact, as there is no need to discharge or purify liquids, and the small and compact footprint of the equipment it requires. The elimination of chromium VI was an important market opportunity for us. It has led us to export 95% of our products, especially to developing countries such as Poland, India, Turkey, Mexico, and North Africa, which are more receptive to technological innovations, and to those markets

that are more forward-looking and open towards new products, such as Germany, one of the countries with the largest number of our competitors.
“Another important achievement was the approval of our PVD sputtering process for internal and external automotive components1, as this was the starting point for applying the same technology in less rigid and conservative sectors, which adopted it more quickly. In fact, the PVD process is gradually becoming established in the automotive sector, but there is still a long way to go, especially in the light of the latest developments in the industry: the electrical revolution and the consequent reassessment of all materials used in vehicles. This has pushed us to restart from scratch with the research and development of our technologies applied to these new components. We are currently working on a project for the coating of hydrogen fuel cells, which must be protected against corrosion but at the same time need to maintain their conductivity characteristics.”
One of Kolzer’s watchwords is “Let’s give colour to electroplating”. What level has the PVD sputtering technology reached in terms of colour effects?
“The technological level achieved by PVD is now so high that there are no limits to the colour effects that can be achieved. Whereas the
1 https://www.ipcm.it/en/open/ipcm/2021/69/108-112.aspx

118 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
tints that can be applied with galvanic treatments are limited, the PVD process offers an endless range of colours – the Milan Yellow Pages would not be long enough to mention them all! Especially for aluminium, it offers finishes comparable to those achieved through anodising. In 2019, we patented a multi-layer system based on preanodising without nickel salts for a cleaner process and excellent aesthetic results. Finally, thanks to continuous studies, we have recently developed a further process called PVD 2.0, which allows treating die-cast, extruded, and forged aluminium without the need to pre-oxidise it and giving it very high aesthetic, mechanical, and chemical properties.”
From left to right:
The first battery of Kolzer plants, in 1955.


In the 1990s, the company moved to Cologno Monzese, on the outskirts of Milan.
Internal and external components treated with the PVD sputtering technology.

HIGHLIGHT OF THE MONTH
© Kolzer
© Kolzer
The new laboratory of Kolzer.
The PVD 2.0 technology and a new R&D hub are the innovations on which Kolzer has worked this year. Can you tell us more about them?

“As well as being an important year because it was the company’s 70th anniversary, 2022 was strategic for another milestone that our in-house team of engineers achieved together with several research institutes, after three years of analyses, experiments, and in-depth studies: the development of the new PVD 2.0 technology. The PVD 2.0 process devised by Kolzer can be applied to all metals (aluminium, brass, carbon steel, stainless steel, Zamak, etc.) and it creates a denser, more compact, and extremely resistant coating layer compared to standard PVD. It also allows applying a very wide colour range to meet the demands of increasingly demanding customers in search of distinctiveness and aesthetic perfection.
“We are available to provide more detailed information to anyone interested and let them test this technology for themselves in our new Research & Technology hub devoted to PVD, another key innovation launched this year, which includes a PVD investigation and competence
centre adjacent to our headquarters and covers an area of 3,000 m2 The hub is going to be specially equipped with five test machines for various types of PVD operations and all the necessary equipment for diagnosis and processing. Finally, we are investing in another factory of around 5,000 m2 to further expand our production unit in light of the huge success (unparalleled in Kolzer’s history) achieved by our new PVD 2.0 plants, which have truly helped break the barriers of tradition.”
What will Kolzer’s future be?
“We will continue to tread unconventional paths. To give just one example, we have started a major project in the field of textiles to make them hi-tech and smart by coating them with special metal and ceramic particles. We at Kolzer are convinced that seeking less conventional solutions is increasingly emerging as an innovative path to business development. We have come a long way, but the D’Esposito brothers and the third generation of the family already working in the company want to go even farther in the coming years, continuing to develop newer and newer metallising technologies.”
120 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
© Kolzer
FASTRIP T5 MULTITANK
The brand-new modular system consists of a FASTRIP T5 stripping tank, and a series of accessories that can be tailored to specific customer requirements for the maximum efficiency. The items to be stripped are loaded into specially designed baskets, lifted with the overhead crane to be transferred into the T5 stripping tank. From here the pieces go into the rinsing tank and finally to the dripping tank, where they can also be spray rinsed if required, thanks to a multifunctional wheeled pump.
Thanks to its low process temperatures FASTRIP T5 MULTITANK allows you to achieve considerable savings of energy and thus optimize costs.








www.alit tech.com ALIT Technologies Srl - San Bonifacio, Italy +39 045.245.6638 -
info@alit-tech.com
Save your money with the new
Saving Energy by Recovering the Oxygen Released During Paint Application with On-Site Nitrogen Generators: The Latest Evolution of the Polifluid and Nitrotherm Spray Machines
The latest evolution of Polifluid® (for powder coatings) and Nitrotherm Spray (for liquid coatings) equipment is a device recovering the oxygen released from nitrogen production to feed the burners of coating lines’ ovens, thus achieving significant savings in the consumption of methane gas (or diesel).
The air we breathe is composed of 78% nitrogen, 21% oxygen, and 1% other gases. Both liquid and powder paint application technologies traditionally use compressed air to carry the coating product. However, for many years now, Eurosider has been designing, manufacturing, and marketing on-site generators of nitrogen and oxygen for use as paint carriers instead of compressed air. In fact, the use of nitrogen makes it possible to eliminate an otherwise uncontrollable environmental parameter: air humidity.
After many years of experience with its Nitrotherm Spray generators for liquid paints, Eurosider developed a specific system for thermosetting powder coating as well, called Polifluid®. Both of these devices concentrate the nitrogen contained in the compressed air through selective permeation with a membrane system and use it as a booster fluid in all phases of paint application. This process generates a by-product, namely oxygen, which is normally released into the air during the spraying phase. Eurosider’s latest innovation, which has already been granted an international patent, is precisely a device that recovers such oxygen to provide users with an important operational advantage. “Nitrogen is an anhydrous, stable gas that allows coaters to work at the same temperature all year round and at any time of day. This guarantees result repeatability, reduces paint consumption, improves paint penetration and film distension (as nitrogen is ionised by the machine producing it), and significantly reduces the Faraday cage and picture frame effects,” explains Ottavio Milli. “With the latest evolution of our generators, we wanted to offer an additional benefit to users, this time in terms of energy savings at a time of extreme raises in gas, diesel, and electricity costs. A “hot”

122 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
INNOVATIONS: PRESENT & FUTURE
From an interview with Ottavio Milli CEO of Eurosider, Grosseto (Italy)
© Eurosider
topic, if I can use a pun, that is having a heavy impact on the paint industry, which needs to produce large amounts of heat.”




“Before the implementation of this innovation, Eurosider’s nitrogen generators released oxygen into the environment as a by-product of nitrogen production, in a mixture of nitrogen, (highly ionising) argon, and 5% oxygen. Today, both of our machines can divert this percentage of oxygen to the burners in the ovens of coating lines, greatly facilitating combustion since oxygen is a combustion agent,” indicates Ottavio Milli. “Indeed, the oxygen input causes a rise in temperature and therefore a reduction in the methane gas needed to produce heat. A further advantage is that NOx and CO2 emissions are reduced.”
The new system can be added to all new and already existing machines, as it is sufficient to integrate a small, moderately priced oxygen distribution unit. It is therefore possible to upgrade all plants, offering this energy-related advantage also to users that have already installed Polifluid or Nitrotherm Spray systems. Moreover, the distance between the nitrogen generator and the burners to be fed is not a relevant parameter.
“Oxygen recovery can only be done with our generators,” notes Milli, “since they produce nitrogen with a continuous-flow membrane system made of hollow-fibre polymers, which are highly performing and, above all, create no discontinuity in nitrogen production because they do not have to regenerate”.

INNOVATIONS: PRESENT & FUTURE
TREATMENT AND COATING PLANTS QUALITY AND INNOVATION BEYOND THE SURFACE O.M.SA. s.r.l. Via Cimabue, 16 | Fraz. MONTESIRO 20842 BESANA in BRIANZA (MB) | ITALY info@omsasrl.com | www.omsasrl.com
SURFACE
© ipcm
Clariant Launched the Web App ClariCoat to Find the Ideal Additive for Paint Formulations

The new web app of Clariant provides a customised list of additives that solve formulation issues in just one click.
Clariant, an international provider of additives for paints and coatings, has recently presented the new digital platform ClariCoat, a web application specifically developed to help users to quickly find the most suitable additives for their formulations.
With increasing consumer preferences for sustainable formulations and ever more stringent government regulations related to volatile organic compounds (VOCs), the new tool addresses a growing need for the industry. Based on real laboratory data that are translated into product recommendations, the app is always accessible. ClariCoat allows a customisable property selection that covers a wide range of performance criteria, from liquid paint stability and workability to sustainability. Once the selection of the criteria has been completed,
the algorithm within the web app presents the best additives for each specific need. In addition, the new platform of Clariant has collected the most frequent paint formulation issues, such as phase separation or compatibility, providing a list of additives that solve these problems in just one click.
“We believe that by combining our digitalized formulation data, competence in data science and detailed technical knowledge and formulation expertise, we can tackle every challenge our customers might face”, has stated Hermann Bach, the head of Strategic Marketing & Innovation Care Chemicals at Clariant.
For further information: www.clariant.com/ClariCoat
124 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine BRAND-NEW
© Clariant
Katie Maljaei is a New Member of the CPCA Board
In the most recent meeting of the CPCA Board of Directors, Katie Maljaei of Brenntag Canada was appointed as a new member of the board by Governance Committee Chair Steve Veroba of Benjamin Moore. The nomination was unanimously accepted by the Board and has immediate effect.
“Katie’s nomination will proceed to the full membership for confirmation at the next Annual General Meeting, which will be held at CPCA’s Annual Conference on May 24-25 at the Queen’s Landing Hotel in Niagaraon-the-Lake”, said Veroba. Katie will be one of three board members representing the Supplier/Distributor Class. “We are so pleased that Katie has agreed to join the CPCA board as her experience in the CASE industry in Canada will certainly be critical in helping with the Board’s work and overall strategic direction,” commented Darrin Noble, President, and COO of Cloverdale Paint and CPCA Board Chair. Katie has many years of experience in the chemical industry with a
Masters in Chemical Engineering from Vrije Universiteit Brussel, after a degree from Boston University. After moving to Canada in 1996, Katie started with SICO as a formulator in Montreal and later worked with Protech Paint in Quebec. In 1998 she more permanently settled with Akzo Nobel in St. Jerome as the eventual Waterborne Coatings Group leader for 9 years gaining experience in formulating, production, and customer trials. In 2006 she joined St. Lawrence Chemical Distribution, which was subsequently acquired by Brenntag Canada, and in 20182021 she was Senior Product Manager for Brenntag. At the moment, she works as Canadian National Sales Manager. Katie has extensive industry knowledge and is involved in several organizations such as the Order of Engineers of Quebec, Society of Tribologists and Lubrication Engineers, and the International Society of Female Professionals.
For further information: www.canpaint.com


MST CHEMICALS is a leader in developing a wide range of chemical products and solutions for Waste Water Treatment & Zero Liquid Discharge (Z.L.D.) for metal finishing lines: cupping lubricants, bodymaker coolant, washer chemicals & mobility enhancer, waste water treatment chemicals, Zero Liquid Discharge plants, state of the art chemical controllers.





CHEMICAL SPECIALITIES FOR WASTE WATER TREATMENT & METAL SURFACE TREATMENT

BRAND-NEW
MST CHEMICALS s.r.l. - Via Primo Maggio, 31 - San Zenone al Lambro (MI) - Italy - Tel. +39 02 98264351 - sales@mstchemicals.com
RELY ON OUR CHEMICALS TO REALIZE a total “USE AND REUSE” of water!
The CPCA Board of Directors has appointed Katie Maljaei as a new member of the board.
DISCOVER NEXXT – ECKART at K 2022
With its trade show motto “DISCOVER NEXXT”, ECKART presented pigment solutions for the plastics industry that demonstrably improve the carbon footprint.
Know what’s coming next: ECKART showed the plastics industry forward-looking pigment solutions at K 2022, Oct. 19 - 26, 2022 in Düsseldorf.
With MASTERSAFE BCR, the manufacturer of effect pigments, is the first company worldwide to present bio-based preparations for aluminium pigments.
By replacing fossil raw materials with renewable bio-based materials, MASTERSAFE BCR enables greenhouse gas emissions to be saved in the value chain. MASTERSAFE BCR with the innovative biocarrier enables the reduction of the product carbon footprint by 50%. “Substituting fossil materials with biomass enables decarbonization and fundamentally reduces the PCF,” says Dr. Dietmar Mäder, Global Head of Plastics at ECKART.
Colouring instead of metallic painting: STAPA® AC Reflexal aluminium pigment preparations can be used to create smooth, textureless metallic designs as well as glossy and reflective effects through simple mass colouring. Compared to products available on the market, STAPA® AC Reflexal offers an even higher level of metallic gloss. This paint-free solution can be achieved in a single process step, thus reducing costs, eliminating painting problems such as overspray and protecting the environment at the same time.
SynAdd gives the plastics industry individual scope for setting matte effects with varying degrees of transparency. Frost effects and opacity can be tailored with SynAdd. These new products are particularly suitable for engineering plastics such as polystyrene, MABS, polycarbonate or even transparent polyamides.


Unique colour impulses for plastics with MASTERSAFE SYMIC Sahara Blue: the innovative colour composition inspires with its unique interference flop, which oscillates from softly shimmering rosé with a beige undertone to sky blue interference reflection. MASTERSAFE SYMIC Sahara Blue will set surprising new optical accents, especially in cosmetic and food packaging, household appliances or even in the toy and leisure industry. ECKART offers this extraordinary effect pigment in a practical and dust-free pellet version.
The easy-to-dose and easy-to-process pellets of MASTERSAFE MP 7620B contain Silver dollar pigments that produce a coarse-grained silver lustre or a metallic shimmer with a sparkle appearance. In combination with coloured pigments, individual, highly attractive metallic shades can be created. For particularly light designs, ECKART recommends the use of SYMIC pearlescent pigments.
For further information: www.eckart.net
126 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine BRAND-NEW
MASTERSAFE SYMIC Sahara Blue.
STAPA® AC Reflexal aluminium pigment.
© Eckart © Eckart

Industrial Testing Platform for Clean Water
 Edited by Fraunhofer Institute for Ceramic Technologies and Systems IKTS Dresden – Germany katrin.schwarz@ikts.fraunhofer.de
Edited by Fraunhofer Institute for Ceramic Technologies and Systems IKTS Dresden – Germany katrin.schwarz@ikts.fraunhofer.de
If we look at all of the business sectors in Germany, industry requires the largest amount of water. This makes access to efficient technology for cleaning and recycling water all the more important for this sector in particular. Ideally, this technology should also allow energy and valuable raw materials to be retrieved so that they can be reused in production. In order to address all of these issues in a practical way, researchers at Fraunhofer have been developing a testing and technology platform. It is located on-site at a large wastewater treatment plant, where the wastewater from one of the largest chemical parks in Europe is treated.
Thanks to its rigorous regulations on discharging wastewater into rivers as well as its efficient wastewater treatment plants with multi-stage filters and biological purification systems, Germany can be proud of its high water quality and first-class drinking water. However, quality requirements are on the rise and water management is facing new challenges. On one hand, this is due to water shortages: while supply has been de-creasing due to climate change, demand – for
example in agriculture and as a result of the widespread switch to the hydrogen economy – has been growing.
Furthermore, modern analysis methods are now able to detect the most miniscule concentrations of harmful substances in water that previously went unnoticed, including pharmaceutical and chemical residues (also known as micropollutants). There is no rea-son for this to cause panic, though.
128 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SUSTAINABILITY
Test container at the joint water treatment plant in Bitterfeld-Wolfen. Here, new water technologies are tested under practical conditions in order to recover energy and valuable raw materials from chemical process waters.
© Fraunhofer IKTS
“The water quality in Germany is just as good as ever before,” says Dr. Burkhardt Faßauer, head of the Circular Technologies and Water department at the Fraunhofer Institute for Ceramic Technologies and Systems IKTS. “However, we do need to prepare ourselves for the challenges of the future.”
A research platform on-site at the factory




Fraunhofer has now started a project that will take the treatment of industrial wastewater to the next level and should enable bodies of water and drinking water to be even more efficiently protected. Another objective of this project is to collect recyclable materials from the wastewater. “Some of the residuals or process chemicals in industrial wastewater can be reused in industry as raw materials. This holds true for various salts and metals, for example. We are developing processes to retrieve these raw materials from wastewater,” explains Faßauer. As well as Fraunhofer IKTS, project partners include Fraunhofer ISE, IMWS and IME. The special thing about this project is that Fraunhofer researchers did not install their technology platform in the laboratory. Instead, they deployed a range of test containers on-site at the joint water treatment plant in Bitterfeld-Wolfen. This is one of the most modern wastewater treatment plants in all of central Germany. As well as communal wastewater, the plant primarily treats industrial wastewater from just under 300 businesses in the Bitterfeld-Wolfen Chemical Park, one of the largest in Europe. “Our on-site presence means that we have targeted, consistent access to the relevant amount of certain wastewater. As such, we are able to conduct our experiments on an almost industrial scale and under realworld conditions,” says André Wufka, group manager for Systems Engineering for Water and Wastewater. A major advantage of the technology platform comes from its modular design. Aggregates and systems can be replaced at any time or moved to another location in the process. As such, the teams of experts can reproduce, analyse, reposition and optimize the technical processes at the wastewater treatment plant however they desire.

State-of-the-art equipment for wastewater treatment


The team of scientists is using state-of-the-art equipment to tackle the issue of wastewater. The experts are exploring new avenues in this regard: They are continuing to develop existing processes, combining conventional methods to develop new pro-cesses and working on innovative and – ideally – disruptive technologies. An example of this is intelligent, switchable membranes that detect specific micropollutants and separate them out. Fraunhofer IKTS is one of Europe’s leading experts in the field of water technologies and is bringing its extensive experience and expertise to the table. In addition to membranes and biological and electrochemical methods,

Tel. +39 02 97289696 info@itfwashers.com www.itf.it
Cleaning machines with modified alcohols Automation! AUTOMATION BLASTING CLEANING DIVISIONS: Shot-blasting / sand-blasting machines Cleaning - high-pressure deburring machines
Shot-peening
SUSTAINABILITY
the researchers are also using the latest sensor technology. “We are testing, for example, the performance of new sensor systems that work on the basis of surface plasmon resonance (SPR) spectroscopy. In these systems, the pollutant molecules to be detected adhere to a nanostructured sensor substrate and when this happens, the light refraction changes. The sensor registers the change in the refractive index and can use this to measure the pollutant concentration in the water. This could be used to control a cleaning process,” explains Wufka.
Salts damage flora and fauna
As well as testing new technologies to treat industrial wastewater, Fraunhofer experts are tackling another problem: residues such as salts that accumulate during the cleaning process. These are often found in production wastewater, but even the cleaned water still contains a certain level of salts. “If large quantities of these salts enter rivers, this can cause problems. During heat waves such as those we’ve experienced this summer, river water levels drop, meaning that the concentration of substances present in the water increases. This can have serious consequences for flora and fauna in rivers,” says Wufka. Researchers at Fraunhofer IKTS are therefore working with partner institutes to develop not only more effective solutions for removing salts from wastewater but also solutions for recycling these extracted salts.
Production-oriented environmental protection for companies
The filter and cleaning technologies developed in the project benefit wastewater treatment plants but can also be directly used in industrial production. In this case, Fraunhofer researchers can make use of their technology platform’s flexibility to test suitable cleaning strategies for industrial customers’ specific problems or needs. “Companies in the chemical industry, for instance, can set up a system that we developed for recovering raw materials from wastewater directly in their production hall,” explains Faßauer.

Max Fuhr, commercial director of the Bitterfeld-Wolfen Chemical Park, relies on the work of Fraunhofer researchers: “Separating and recovering reusable raw materials from process water has a vital role to play in the circular economy and is the key to efficiency in industrial production. It also lowers costs. What’s more, we expect that innovative treatment technologies will help us to use water even more sustainably in the future and to attract more innovative companies to the park.”
The idea of a pilot system at the premises of the wastewater treatment plant initially arose from discussions between wastewater treatment plant experts and Fraunhofer IKTS researchers. “The result is Europe’s first testing and innovation platform for the treatment of industrial wastewater – an achievement we are very proud of,” says Faßauer.
130 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
IKTS
© Fraunhofer
An optical sensor system that detects micropollutants in wastewater. In the future, the system will be able to control purification processes in line with demand.


Your partner for green chemical processes www.chemtecitalia.it Chemtec’s mission is to update tradition. Our revolutionary chemicals are designed to have a very limited environmental impact, to reduce consumption of resources and for a greater operational simplicity. With Chemtec technologies you can replace zinc&iron phosphate: eosmarketing.it PRONORTEC multi-metal surface treatment TORAN 3® multi-metal pre-treatment process WASTE WATER TREATMENT SYSTEMS
ART WITHIN SURFACES
Lucrezia Roda Explores the Changing Forms of Glass with the Exhibition “GLASS POWER. The Power of Fragility”
On the Year of Glass, the artist Lucrezia Roda showcased her new photographs during “GLASS POWER. The power of fragility”, an exhibition that celebrates industrial and artisanal production through the images, colours and iconic vases of the historic Venini Furnace in Murano.
Officially designated as Year of Glass by the United Nations, 2022 has been a year full of events dedicated to the international glass industry. Lucrezia Roda, an artist already known for her photographs depicting manufacturing processes and industrial plants for steel processing1, has also decided to focus on it.
1 https://www.ipcm.it/en/open/ipcm/2020/63/156-159.aspx
In conjunction with the Italian Glass Week, an event that brings together the two most important Italian festivals dedicated to the promotion and enhancement of the international glass industry – Vision Milan Glass Week (10-18 September 2022) and The Venice Glass Week (17-25 September 2022) – at the Cortesi Gallery in Lugano (Switzerland) took place her solo photographic exhibition “GLASS POWER. The power of fragility”, curated by Vera Canevazzi.

132 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
© Lucrezia Roda & Cortesi Gallery
The exhibition, which will end in late January 2023, allowed visitors to delve into the production processes of vases and other glass artworks through photographs that enhance their shape and bright colours.
GLASS POWER. The power of fragility After photographing industrial environments, metallurgical factories and iron and steel materials, Lucrezia Roda continues her visual research in the field of industrial and artisanal production through images, colours and iconic vases created by the historic Venini Furnace in Murano (Venice), one of the most worldfamous glassworks – which celebrated its 100th anniversary last year. To honour this important milestone, Lucrezia Roda showcased the production process and plants of the Venini company in her fifteen shots. Through an accurate post-production work that enhances the colours and contrasts of the figures represented, the photographer has been able to stage the production process
of glass vases. The exhibition features some iconic and contemporary vases produced by the glassworks and environmental photos of the furnace alternate with moments of glass processing, finished products and some enlargements of glass surfaces. Man’s intervention, so central in the production of glass, is here subtended and never directly shown by the Italian photographer: the action of the craftsman has yet to take place, it has already been accomplished or it is entirely excluded from the lens. As for the “POWER GLASS” shot, in which the flame used in the finishing phase of the vase is emphasised in its colourful power and its ability to forge such a fascinating yet breakable body.

This almost surreal atmosphere experienced during the visit to the solo photographic exhibition is accentuated by using bright and vivid colours, with the presence of reds, oranges, blues and greens contrasted with

ART WITHIN SURFACES
The interior of the exhibition “GLASS POWER. The power of fragility".
In the previous page: “Red Water Lilies”.
Lucrezia Roda
© Lucrezia Roda & Cortesi Gallery
each other through photographic postproduction work that heightens the pathos of the representations. As it happens in “GEA COLOR”, in which the closeup view of a vase designed by the architect Gae Aulenti immerses viewers in a formless, primordial liquid.



Everything is art

In presenting these images, Lucrezia Roda does not have a purely narrative or documentary intent, but rather a suggestive one. As a matter of fact, the photographer does not care about the image adhering to reality, but she wants to generate an atmosphere, a set of visual sensations that transport the viewer to an almost sublime dimension.

During the shooting phase, Lucrezia Roda does not make classifications:
“Everything can be the subject of an artwork, especially waste elements, because through art they can be reborn and used again”. However, the artist always searches for the internal order of the compositions: “The geometries of the elements gratify the constant tension between chaos and perfection. Glass, like metal, is involved in a cyclical production process where it changes shape, consistency and characteristics to finally find itself completely transformed. Furthermore, it embodies history, tradition, art, design and craftsmanship in a perfect dialogue between dexterity and artistic sensibility.”
Even glass therefore embodies dichotomies dear to the artist: forged by the power of fire and the wisdom of man, it starts from a sandy consistency to reach a majestic coloured shape that is only solid in appearance, but extremely fragile and delicate in reality. A natural element capable of becoming a precious artistic artifact.
134 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
© Lucrezia Roda & Cortesi Gallery
© Lucrezia Roda & Cortesi Gallery
© Lucrezia Roda & Cortesi Gallery
© Lucrezia Roda & Cortesi Gallery
From top left clockwise: “Gea Color”; “Power Glass”;“Hourglass, Our Time”; A corner of the exhibition.


eosmarketing.it
40 Years of Europolveri, 40 Years of Tradition and Innovation


40 years represent an incredible milestone for a company; an anniversary is always a special and unique moment, a collective birthday that represent a picture of the company evolution in time and that contains history, people and countless memories.
For Europolveri’s management, the company is not just capital, wealth, structures or products, but it lives of people’s know-how, problem solving skills and, above all, people’s ideas. Europolveri is therefore aware that if the company has been able to grow wealthy, to improve its products’ quality, its services, its assistance and its customer service is mainly thanks to the staff who works and had worked during this four decades.
The anniversary represented the perfect reason to throw a party. An occasion created to share cheerful moments and to deliver positive contents as to create an even tighter relationship within the staff. The party was also the perfect moment to present to the sales network the brand new Iconic 40 Series, created to celebrate this important anniversary and to expand the already wide range of colours already available in its stock.
Iconic 40 Series is made up by 4 Qualicoat polyester-based powder coatings in bonded matt version, especially designed and formulated for architectural and furniture sectors and immediately available in stock.

In the end, Europolveri has recently published its brand-new website online. With a modern and captivating layout, it’s been further enriched with contents and information about the history, the ethics and the products of the company. Furthermore, a new functional search engine is available for customers to look for and to order the products they need directly online.
This anniversary was yet another demonstration of Europolveri’s valuable growth path, but at the same time it showed new goals, new challenges and objectives that keep up the motivation for a continuous improvement.
Europolveri still has a long way to go, but the company constantly strives to put quality and service at the centre of its commitments, as well as making choices that demonstrate the spirit and philosophy of responsibility and sustainability that have always been so dear to one of the longest-lived brands on the Italian powder coatings scene.
For further information: www.europolveri.it
136 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine BRAND-NEW
© Europolveri
© Europolveri
© Europolveri
MKS Atotech UniPrep Cleaners Win the 2022 Advanced Manufacturing Award
MKS Atotech has been awarded with the 2022 Advanced Manufacturing Award in the category of Best Sustainable Project for its UniPrep® long-life, low-temperature cleaners.

MKS Instruments, Inc. announced the receipt of the Advanced Manufacturing Award 2022 in the category of Best Sustainable Project during this year’s MetalMadrid exhibition in Spain, for its UniPrep portfolio of long-life, low-temperature cleaners, suitable for many industrial water-based chemical degreasing applications.
About UniPrep
The UniPrep cleaning solutions utilize water-based chemical degreasing technology combined with special additives to degrade emulsified oils and fats in-situ, which can significantly extend the effective process life. UniPrep cleaners’ extended process life improves sustainability by reducing the need for new bath make-ups and wastewater treatment. UniPrep cleaners operate at low temperatures, from as low as 20°C to a maximum of 50°C. Compared to conventional degreasing solutions operating at temperatures of 60 to 70 °C, MKS Atotech low-temperature cleaners can reduce the energy consumption used for heating by half. Electrical energy savings and lower chemical consumption due to the reduced number of bath make-ups result in reduced carbon emissions. In addition to the environmental benefits, UniPrep long-life, lowtemperature cleaners offer customers a range of economic benefits. The robust and stable cleaning processes require low maintenance
and less labor deployment since the equipment is kept clean of oil and grease. Due to the solutions’ robustness, stability, and lower oil drag-out rate the quality of cleaning and subsequent processes are maintained at very high standards resulting in a much lower rejection rate of finished products and increased bath life of the surface finishing steps.
The nomination criteria
UniPrep long-life cleaners were nominated in September 2022 for expert rating and public voting. The nomination criteria in the category of Best Sustainable Project were: Improving sustainability in industrial processes, reducing carbon footprint, and facilitating a circular economy. “We are proud that our portfolio of UniPrep longlife, low-temperature cleaners has been formally recognized by such a committee of experts. Our goal in developing more sustainable processes is to help reduce the environmental footprint of our customers, make their production environmentally friendlier and more profitable”, said Brian List, Product Director Paint Support Technologies at MKS Material Solutions Division.
For further information: www.atotech.com
137 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 BRAND-NEW
Large Castings Reliably Desanded Using Blasting Technology
Well-founded expertise from more than 120 years of company existence and state-of-the-art manufacturing solutions: This combination makes the Stolle company a trustworthy and reliable partner for its customers. Even the brand name “STOLLE castable solutions” expresses performance, product complexity and innovative strength. The company supplies clamping plates, measuring plates and special constructions worldwide, from planning, development, construction, model making and casting to the finished plate, including logistics to the place of use and assembly.
The clamping, measuring and testing plates can reach a unit weight of up to 25 t. This initially requires a very precise and sophisticated casting process. The following processing steps also have to meet requirements that are not commonplace.
Recently, Stolle invested in a new shot blast plant from AGTOS. It is a roller conveyor shot blast plant of type RT 32-10. It can process workpieces with a width of up to 3,200 mm and a height of 1,000 mm. The aim of the blasting process is to desand the raw castings. The parts

138 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine SUCCESS
STORIES
Wilhelm Stolle GmbH, A German company specialized in manufacturing clamping plates, measuring plates and test bench plates, chose an AGTOS’ roller conveyor shot blast plant in order to treat workpieces with a width of up to 3,200 mm and a height of 1,000 mm.
had to pass through the previously used plant in an older building
© Agtos
A workpiece before the blasting process.
SUCCESS STORIES
complex two to three times before the result passed the subsequent quality control. In addition, the parts had to be manually swept and cleaned of abrasive. The blasting process was therefore to be accelerated and automated. Both have been achieved. Florian Lorenz, Production Manager Foundry, says: “The special feature for us was that the plant has a very high degree of automation, that we actually only have to place a product and press the start button. Then the plant runs completely automatically and the product comes out clean at the back. It also switches itself off automatically. Another special feature is the space-saving concept. We actually only have the shot blast plant on the ground and above it is the complete cleaning station, the abrasive reclamation unit and the filter unit. It is very important for us that we can make good use of the hall space.”
Special features of blasting technology
The aim of the blasting is to remove sand from the workpieces.
The process analysis showed that a roller conveyor shot blast plant, as with the previous plant, was the best option for the customer. The workpieces arrive in the hall built for finishing on plateau trolleys pulled by forklifts and are then placed on the infeed roller conveyor by crane. The design of the blast machine differs fundamentally from the previous model. For example, the pedestal bearings of the rollers of the infeed roller table were insulated by 10 mm thick elastomers. In this way, shocks caused by the crane when loading the heavy workpieces are effectively cushioned. Wear on the pedestal bearings, rollers and steel structure caused by the placement of the workpieces is reduced. The roller conveyors in the infeed and outfeed areas as well as in the actual blasting chamber are each driven separately to enable the cycle of workpieces. The chain is driven from roller to roller by a geared motor. This is infinitely variable and reversible with the help of a frequency converter in a ratio of 1:5 from 0.4 - 2.0 m/min. The feed rate is set on the control unit and displayed digitally in m/min. In the direct blasting area, the rollers are made of highly wear-resistant
material. All bearings are mounted on the outside and additionally protected against dust and abrasive by labyrinths.
The worker starts the roll feed at the push of a button and all subsequent process steps run automatically afterwards. He can therefore take on other tasks in the meantime. The workpieces arrive in front of the machine’s inlet portal and are detected by a light barrier. Only shortly before the workpieces reach the blasting chamber with the highperformance turbines they start up and the entire machine is ramped up. This saves a lot of energy. The side walls of the blasting chamber are fitted on the inside with wear-resistant, easily replaceable plates so that vagrant abrasive cannot damage them. The inlet sluice is equipped with wear-resistant rubber curtains for sealing. Sealing from below is achieved by rubber seals. In this way, no dust gets into the environment.
When the 12 high-performance turbines, which process the workpiece in the next 8-10 minutes, start up, the fan of the cartridge filter unit, which is located in the upper area of the machine to save space, starts. It ensures the dedusting of the machine by means of a vacuum.
The highly varied, complex surface of the different workpieces has one thing in common: the top side is smooth. Holes, pockets and other geometries are found on the underside of the workpieces. Therefore, 8 high-performance turbines were installed in the lower area of the blast machine and only four in the upper area.
The geometry of the workpieces means that there are large amounts of moulding sand in the abrasive during the blasting process. Therefore, a solution was created to allow parts of the abrasive to pass through the circuit several times during and after the blasting process so that it is optimally cleaned. This measure made it possible to dispense with a magnetic/wind sifting system, which is otherwise common in the foundry sector, and thus avoid investment costs.
The cleaning station that follows the blasting process receives the data

139 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78
© Agtos
SUCCESS STORIES
from the height detection of the workpieces in order to position the brush appropriately for the surface. It is important that the bristles only touch the surfaces minimally. Otherwise, they wear out too quickly. Additionally installed nozzles blow off the workpieces. Manual sweeping is not necessary. All the abrasive is collected in the bottom area of the blast machine, freed from coarse impurities by means of a vibro chute and passes into the upper part of the machine via a bucket elevator. Here, a well adjustable, optimally designed wind sifter ensures that sand, dust and undersize particles are removed from the abrasive. The cleaned abrasive is fed back to the turbines and the cycle is closed. Another option allows the customer to make better use of the process heat. Thus, a summer/winter change-over flap was installed behind the AGTOS cartridge filter unit. In winter, the air that has been cleaned more than in accordance with regulations can be blown back into the
hall from the cartridge filter unit. As a result, the hall air heats up. This reduces the heating costs.
Rapid and competent cooperation
Both in the project phase, as well as during the installation of the machine and the commissioning up to the production support, the exchange was right. Lorenz: “Due to intensive consultation during the project phase, we only had a few changes afterwards. We were able to solve small questions very well. We stayed completely on schedule. The cooperation was again very good. When we had adjustment work, we could quickly access the AGTOS mechanics. Within a few hours, it was possible for someone to be with us and help us adjust processes or optimise the blasting quality even further.”
For further information: www.agtos.com
About AGTOS: competence in wheel blast technology
More than 160 employees work at two locations. The headquarters of AGTOS is in Emsdetten. The production is located in the Polish town of Konin. AGTOS is the specialist for shot blasting machines. The possible applications of the machines range from the processing of large quantities of millimetre-sized chain parts to steel constructions the size of overseas containers. Companies from a wide range of industries value the blasting technology of AGTOS. For example, customers come from the automotive and automotive supplier industry, foundries and forges, while steel traders, the fastener industry and mechanical engineering are also among the target sectors. Second hand blast machines are also always available and are presented on the website. The competent service for shot blast machines completes the range of services. Service is understood to mean the fast delivery of all wear and spare parts as well as advice on possible conversions and modernisations, inspection and repair of the machines. A service app with many advantages is now also available.

140 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
From left to right: Managing Director Martin Stolle, Production Manager Foundry Florian Lorenz and Head of Business Development & Marketing at AGTOS, Ulf Kapitza in the finishing department.
© Agtos
FILTRAZIONE PER IMPIANTI DI VERNICIATURA FILTERING FOR FINISHING LINES

rotoli, pannelli e celle in fibra di vetro celle filtranti per alte temperature rotoli e pannelli in fibra sintetica accumulatore vernice “Columbus” filtri “Andreae” cartucce filtranti filtri assoluti applicazioni speciali





rolls, panels and cells of glass fiber
filtering cells for high temperatures
rolls and panels of synthetic fiber paint accumulator “Columbus” “Andreae” filters filtering cartridges absolute filters special application
FILTRO ALVEOLARE MAX PAINT
distributori esclusivi per l’Italia
massima efficienza massimo accumulo di vernice massima durata


=
minori costi di smaltimento
minori costi di manutenzione
L’esclusivo design alveolare permette di trattenere quantità di overspray notevolmente superiori rispetto ai filtri oggi in commercio
www.defil.it
The Past, Present, and Future of Surface Treatments
UCIF – Italian Surface Treatment Equipment Manufacturers’ Association Milan, Italy info@ucif.net
UCIF had the great pleasure and honour of presenting a paper at the important conference “The Surface Treatment’s Future. Less CO2, energy, AI, and automation” hosted by Poliefun1
The conference is taking place over two separate days: the first one, dedicated to the coating industry, was organised on 23 September 2022, whereas the second one, focusing on metal treatments, is going to be held on 15 December 2022.

On the first day, UCIF collected and brought together the experiences and the product and process technologies of its member companies into a storyline explaining how painting has changed over the past few decades. The report was titled “Surface Treatments: Past, Present, and Future” and it was structured in three different parts.
The first part, following a presentation of UCIF, dealt with the technological revolution experienced by the finishing equipment sector, with a particular focus on the Industry 4.0 plan on which ANIMA and UCIF worked in cooperation with Confindustria. In fact, this has significantly fostered not only mere digitalisation (understood as data production), but also the interconnection of machinery and information on the one hand and the strategic collaboration between plants and human capital on the other.
1 Poliefun is the association that acts as a link between the Politecnico di Milano and companies in the finishing sector.
Incidentally, the latter is facing numerous changes in terms of professional roles with a view to cooperation with artificial intelligence, requiring specific training: this is one of the reasons why the Industry 4.0 plan has been actually called “Transition 4.0” for a year now. The second part focused on plant design and, specifically, on the transition from drafting tables to 3D drawing software, up to simulation software and cloud-based platforms with shared information for instant data exchange. It also dealt with virtual commissioning, i.e. the reproduction of the physical behaviour of a machine or plant in a virtual environment through software simulation applied to a digital twin. Plant layouts have also changed radically, from above-ground plants and touch-up lines for medium-level production to advanced automation with reduced plant footprints, more flexible handling systems, AGVs, and advanced technology for defect detection and correction. One of the highest points that has been reached by technology and on which companies are going to keep focusing in future is related to overspray, as the reduction, or better the elimination of any amount of paint that does not adhere to surfaces results in a significant cut in waste volumes and costs.
The third part, finally, dealt with the paint application phase, which is now, much more than in the (distant) past, linked to an unavoidable challenge: the sustainable energy transition, calling for corporate investments to be increasingly oriented towards the low-carbon economy. This does not only refer to sustainable mobility and renewable energy, but also to new forms of power (hydrogen), digitalisation, and the circular economy. Different coating application techniques (solventbased, water-based, one and two-component, powder) used from the 18th century to the present day were therefore presented, describing the transition from brushes to the latest generation of guns. Such a revolution is certainly proving crucial not only in terms of production optimisation (increasing the quality of end results, integrating automation and digitalisation, and pushing for flexibility), but also of production efficiency (reducing the energy consumption of individual processes, the overall emission of CO2, the raw materials used, and the liquid and gaseous discharges). The presentation ended with two photos, the first of a 1980s paint booth and the second of a current automotive paint shop, clearly showing the enormous progress made by this industry – which is represented in Italy by UCIF, the Italian Surface Treatment Equipment Manufacturers’ Association, itself.
142 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
STANDARD & LEGISLATION - UCIF Informs
© UCIF

10 Things Not to Do on Social Media
 Barbara Pennati eos Mktg&Communication Srl info@eosmarketing.it
Barbara Pennati eos Mktg&Communication Srl info@eosmarketing.it
We all know the best practices for managing a brand on social media. But are we sure we also know what shouldn’t be done when it comes to communication and branding on social platforms? In this article, we list 10 practices to avoid to successfully promote a brand on social networks.
There is always a tendency to talk about best practices on how to use social media to promote your business – important lessons to always keep in mind.
However, it is equally important to keep in mind what not to do in order to be successful on social media and avoid causing damage to
the brand reputation. In fact, social media platforms can be a double-edged sword: if, on the one hand, they help us to expand the visibility of our brand, on the other, if not used with common sense, they can cause more damage than one might think.
144 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
THE MARKETING CORNER
So, here are 10 behaviours to avoid to ensure our brand and our followers have a smooth and pleasant experience on social media.
1.
Not being up-to-date
Social media, as well as the entire digital world, are in constant turmoil. New features, new formats, new platforms – sometimes it’s easy to get overwhelmed by all these novelties.
However, staying up-to-date with the latest from the social media world is essential to be able to easily adapt our communication strategy, follow trends and anticipate them.
Many marketing sites are usually updated daily with the latest news. We also do our best to bring fresh news to those who follow us: every Monday, on our Instagram1, LinkedIn2 and Facebook3 channels, we publish a compendium of the most important updates released by the platforms. In addition, once a month, we send out a newsletter summarizing the latest news from the digital world.
2.
Wanting to take part in every trend at all costs
Staying up to date does not necessarily translate into participating in every trend launched on social networks. In fact, what becomes popular online does not always match the tone of voice, style and reputation of our brand.
So, let’s not get caught by FOMO (Fear Of Missing Out). The risk is to sound insensitive, out of place and off topic.
3.
Confusing the company account with a personal one
To this day, despite the fact that social media management has acquired a key role in the digital landscape, there is still a tendency to think of it as a light-hearted activity, which requires little time and not too much planning.
Truth is, it is quite the opposite: although updating social networks can certainly be more fun than many other more monotonous activities and although social networks lend themselves to a more direct approach, one must never forget the professionalism and planning required by the communication of a brand.
You can choose a funny and ironic tone of voice but this should not distract from the fact that we are still speaking on behalf of a brand. Everything that is said must be in line with the values and vision of the brand and not reflect the opinion or personal style of those who manage its social networks.
In addition to having a professional approach, it is also important to carefully plan your content with an editorial calendar. Otherwise, the risk is to post too sporadically or massively and without a real strategy.
1 https://www.instagram.com/eosmktg/ 2 https://www.linkedin.com/company/eos-mktg-and-communication-srl/ 3 https://www.facebook.com/EosMktg/
4.
Not providing truly useful content
Selling is the ultimate goal of any business but our followers don’t follow us just to hear about how great our products are. Therefore, let’s avoid sounding like a salesman. Rather, let’s use social media to promote our products while also providing ideas and tools that can be useful to those who follow us.
Let’s think, for example, of tutorials, video training, white papers, checklists, interviews and testimonials.
5. Not interacting with the followers
Social networks have been created to connect people. Only later did the platforms expand to include company pages and businesses. However, the same rule applies: we must not think of our company pages as mere showcases but as a meeting place for people sharing the same interest. A virtual place to build and nurture our community. For this reason, it is important to interact with those who follow us, actively encouraging participation in the conversation. So, let’s provide feedback to comments and DMs, even in case of critics.
6. Being impersonal
This sixth point is closely related to the previous one. If we want to build a community and encourage engagement, those who follow us should feel like they’re interacting with real people and not with an impersonal brand.
So, let’s not confuse being professional with being cold and “all business”. Let’s show instead moments of our everyday working life, what it means to work for the brand and our face: this will facilitate the process of identification and loyalty to the brand.
7. Wanting to be everywhere, every
time
There are many social platforms and sometimes it feels like they pop up like daisies in the sun. Only in the last years two new platforms have been launched – Clubhouse and BeReal, for instance – which add to an already well populated panorama.
Therefore, it is unthinkable to be present on every platform. Not only would it be counterproductive in terms of time and resources but also useless target-wise: there is an overlap of users between platforms. This means that having a channel on the two/three main platforms actually allows us to potentially reach the entire pool of social users.
Furthermore, it is always better to think in terms of target rather than platform: TikTok is certainly the social network of the moment but if our target is not among TikTok users, our presence may be superfluous.
8. Buying followers
Buying followers is a more common practice than one might think and the matter is complicated.
Although it is not illegal per se, it is certainly an incorrect practice and
145 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 THE MARKETING CORNER


Efficiency in Hanging Systems to Reduce Costs and Save Energy: Ibix Industrial’s Workshop

Ibix Industrial, a company specialising in solutions for the industrial coating and corrosion protection industry, hosted the free workshop “Efficiency in hanging systems to reduce costs and save energy” at the Four Points by Sheraton Hotel in Padua, Italy, on 27 September 2022. The event was part of “The Green Effect” campaign created by Swedish company HangOn, whose products are distributed in Italy by Ibix itself.

“The Green Effect” campaign aims at providing interesting insights into sustainability and energy savings in the coatings industry. In fact, HangOn recently conducted a survey showing that some of the main problems occurring within painting processes are related to energy consumption, sustainability, and, more generally, the way lines are used. Therefore, it decided to respond to the needs of the Italian market in terms of energy savings by focusing on the potential cost reduction and efficiency levels that can be achieved in coating operations1

“The workshop aimed at providing participants with precise calculation tools for measuring the efficiency of their coating systems,” explains Adriano Antonelli, the sales manager of IBIX – Tecno Supply division. “We identified the areas characterised by the greatest efficiency losses, on which one should intervene in order to reduce costs, save energy, and of course improve the efficiency of their coating systems. The most significant aspect is part hanging: the spreadsheets we shared with the workshop
The event programme

Numerous industry experts took part in the workshop: after the welcome speech by Susanna Giovannini, the CEO of Ibix, Ilaria Paolomelo from ipcm®_ International Paint&Coating Magazine introduced the event’s topic by presenting some success stories – which have previously appeared in the pages of our magazine – of user companies that have implemented strategies and investments to reduce costs, increase efficiency, and automate painting operations.
The event continued with speeches by Giovanni Peron, industrial plant consultant at Officine Munari, and Andreas Orre, sales
director at HangOn, who gave a talk on “The Green Effect”.
With regard to the issue of monitoring the energy efficiency of a coating plant, HangOn presented a Coating Cost Calculation tool that measures energy savings and shows the benefits of filling the entire line in a coating plant thanks to the hanging systems developed by the company.
The workshop ended with a speech by Ralph Losen, the sales director of QNix, and the presentation of a successful case history by company Safit Srl. Finally, the participants had the opportunity to interact with the other industry professionals during the closing happy hour.
148 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine ZOOM ON EVENTS COVERED by ipcm ®
1 See article at page 06 of this issue
The workshop “Efficiency in hanging systems to reduce costs and save energy”, organised by Ibix Industrial, took place on Tuesday, 27 September.
participants clearly show how hanging systems affect total costs.”
IBIX
©
Registration Open for Powder Coating Week 2023
PCI’s Powder Coating Week 2023 returns to the Renaissance Orlando at SeaWorld® in Orlando, FL, from February 6-8, 2023. The event will again be comprised of four separate programs that offer the perfect combination of training, keynote presentations, technical sessions, tabletop exhibits, roundtable discussions, expert panels, and social activities.


Three days packed with all things powder coating. Powder Coating Week 2023 is the best opportunity for everyone involved in powder coating to expand their knowledge and connect with others. The week begins with PCI’s Powder Coating 101 Workshop on Monday, February 6, and Tuesday, February 7. The Custom Coater Forum will take place on Monday afternoon, February 6, opening with a noon luncheon followed by the program beginning at 1:00 PM. The Powder Coating Technical Conference begins with breakfast and an OEM panel discussion on Tuesday, February 7. Chris Kuehl with Armada Corporate Intelligence will deliver the general session keynote, followed by breakout sessions through Wednesday, February 8. The Tabletop Exhibition will be open Monday evening and during Tuesday’s lunch and evening reception. Registration information for tabletop access for each attendee type can be seen on website. The Powder Coating Technical Conference will close with a lunch and roundtable discussions that will bring attendees and speakers together to exchange ideas and share information among peers. This popular session will capture initiatives for maintaining staff, informative tips, and a collection of all the critical take-aways to share with the entire audience which makes it the perfect way to close the event.
“Powder Coating Week grows bigger each year, and we are excited to continue the success back at the Renaissance in Orlando in February. We have outstanding speakers and enthusiastic exhibitors ready to share their knowledge with everyone in the powder coating industry,” says Kevin Coursin, PCI Executive Director. “We continue to see new faces and younger generations getting more involved, which benefits all our members and the future of the powder coating industry. We are looking forward to seeing you in Orlando!”
Each Powder Coating Week event has a separate registration fee, with available discounted combination fees to attend both the Technical Conference and either the Powder Coating 101 Workshop or Custom Coater Forum. The Powder Coating 101 Workshop and Custom Coater Forum registration fees alone do not include admission to the Technical Conference. Admission to the Tabletop Exhibition is included on Monday evening, February 6 only.
About the Powder Coating Institute
Formed on May 1, 1981 as a non-profit organization, the Powder Coating Institute (PCI), represents the powder coating industry, promotes powder coating technology and communicates the benefits of powder coating to manufacturers, consumers, and government. PCI works to advance the utilization of powder coating as an economical, non-polluting and highquality finish for industrial and consumer products.
For further information: https://conference.powdercoating.org and www.powdercoating.org
149 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 ZOOM
ON EVENTS
The next Powder Coating Week will take place from February 6-8, 2023 in Orlando (FL), United States.
© Powder Coating Institute
© Powder Coating Institute
SFCHINA2022 Will Return to Guangzhou in China
SFCHINA
The 35th edition of SFCHINA is set to return to Guangzhou, P.R. China from December 6 to 8, 2022 at Hall 5.1, Area A of China Import and Export Fair Complex, after a year of absence from the industry. A total gross exhibition area of over 7,800 square meters has been planned this year. Over 130 exhibitors from 12 countries/ regions will showcase their new products, services and solutions in 3 exhibit zones, allowing visitors to keep abreast of industry trends and innovations.


Continues to be held in hybrid ‘online + offline’ format
SFCHINA series of exhibition continues to offer an Online Show at www.sfchinaonline.net this year, as an additional and free platform, for visitors who cannot attend physically to stay connected, explore and source globally. The Online Show will be held alongside the 3-day physical exhibition and will stay online before and after for a total of 30 days, from November 30 – December 30, 2022. The ‘Tech Talk Videos’ is a newly-launched section on the Online Show this year, where industry experts are going to present emerging technologies and state-of-theart products for visitors to keep up with changes and ideas. Apart from that, visitors can also make use of the ‘Chat’ function to contact with 130+ exhibitors instantly.
Focus on Greater Bay Area
In 2021, 11% of China’s GDP came from the Greater Bay Area (GBA), amounting to around US$1.96 trillion. As a major driving force within China, all 9 cities (namely Guangzhou, Shenzhen, Zhuhai, Foshan,
online format.
Huizhou, Dongguan, Zhongshan, Jiangmen and Zhaoqing) and 2 Special Administrative Regions (namely Hong Kong and Macau) within the GBA are demonstrating continuous upward-trending GDPs. Hong Kong, Guangzhou and Shenzhen are the three core cities in the GBA, accounting for 18.9%, 22.3% and 24.3% of its GDP respectively in 2021. The GBA has been vigorously promoting infrastructure construction and transportation network enhancement. It is also a global manufacturing hub. Industries like automobiles and parts, architecture, furniture, aviation, mechanical equipment, marine equipment, communication equipment and electronic parts have been shifting towards higher industrial standards and high-tech industrial production. SFCHINA2022 in Guangzhou serves as an ideal location for GBA enterprises to source a wide range of surface finishing products and solutions to facilitate sustainability and competitiveness.
Visitor registration is now open
Visitors can now register on SFCHINA’s official websites www.sfchina.net to visit the Physical Exhibition and on www.sfchinaonline.net to visit the Online Show. Visitor Registration is also available on the official WeChat platform (ID: ChinaCoat_SFChina). Please check the official websites from time to time and follow SFCHINA on Facebook, Twitter, LinkedIn and YouTube to receive future updates.
For further information: www.sfchina.net and www.sfchinaonline.net
150 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine ZOOM
ON EVENTS
exhibition will continue to be held in both physical and
© Sinostar-ITE © Sinostar-ITE
CHEMICALS MAKING SOLUTIONS follow us: NOXORSOKEM.IT • TRATTAMENTO ACQUE WATER TREATMENTS • SVERNICIANTI PAINT STRIPPERS • SGRASANTI INDUSTRIALI DEGREASERS • PREVERNICIATURA E NANOTECNOLOGIE COATING PRETRATMENT AND NANOTHECHNOLOGIES
ALUMINIUM 2022: Strong Signal by a Strong Industry

Registering 20,400 visitors from 100 nations the world’s leading trade fair ALUMINIUM in Düsseldorf has reported back after a fouryear break - and exceeded expectations. Aluminium is and always will be a key material on the path towards climate neutrality and resource efficiency but the industry is struggling with major challenges related to energy prices, supply security and supply chains. However, the 730 exhibitors from 50 nations also demonstrated at ALUMINIUM that the potential of this material and the industry as a whole hold is enormous. “ALUMINIUM 2022 has exceeded our expectations,” says Barbara Leithner, Chief Operating Officer at RX Austria & Germany, the organiser of ALUMINIUM. “The more challenging the times the more important is communication within, and the unity of, the industry. Against the backdrop of the current framework conditions ALUMINIUM 2022 was the most important event in its 25-year history,” says Barbara Leithner with conviction.
The mood in the sector is between serious and hopeful. The high energy costs have indisputably become a threat to the aluminium sector. “The situation is serious,” says Rob van Gils describing the position of the aluminium industry in Europe. The President of Aluminium Deutschland stresses: “The energy ‘insanity’ endangers our competitiveness. And this is something industry on its own cannot solve. So we need political support and solutions. At the moment, we really have to rank security of supply in the first place,” sums up van Gils. This is also echoed by Paul Voss, Director General of the industry association European Aluminium: “We need a combination of short-term measures to stop the ‘bloodletting’ and a system that allows industries to source the required energy at acceptable prices. I am not saying at the same prices we had before but a price we can live with.”
152 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine ZOOM ON EVENTS
The latest ALUMINIUM exhibition (Düsseldorf, Germany - 27-29 September, 2022) closed successfully.
Enabler on the path towards a climate-neutral society
By means of “aids and brakes” the Federal Minister of Economic and Climate Protection, Robert Habeck, intends to retain energy-intensive industry such as the aluminium sector in Germany, as he explained in his video message at the opening of the trade fair. Habeck sees possibilities here via the announced aid programmes and the gas price brake, to name but two. “To bring down prices at the basis will cost a lot of money; but if it helps to conserve the substance of the German industry, it is money well invested,” said the Federal Minister. The relevance of the aluminium sector was also emphasised by Mona Neubaur, Minister for Economics, Industry, Climate Protection and Energy of North Rhine-Westphalia: “Aluminium can be understood as an enabler on the path towards a climate-neutral society and industry”, said Neubaur in the video she addressed to the visitors of ALUMINIUM at the opening. “The next five years will decide whether the transformation of the industry succeeds. Crucial to this will be that we ensure planning safety and competitiveness for extensive investment in technology and infrastructure. The next investment cycle must be used for the conversion of the industry,” the Minister said.
Paul Voss made it clear that the aluminium sector was prepared to do just this, summing up the prevailing optimistic mood: “I see people who
are preparing for a bright future rather than trying to cope with the decline. This truly gives me hope.”
The trade fair provided the setting for the dialogue that goes with it. “What we have seen here at ALUMINIUM is a very open platform, a very high quality of dialogue and we hope that we were able to send out the right signals to all stakeholders who can support us in the short and medium term,” said Michael Hahne of Novelis summing up the three trade fair days.

Sustainability is booming
ALUMINIUM exhibitors also reported investment and significant business deals being concluded here. The SMS Group, for example, signed a contract for not one but several extrusion lines at the trade fair – including one of the world’s biggest extrusion lines with a press force of 150 MN. “Our customer from Turkey is therefore one of the first manufacturers of such large-format aluminium sections for rail vehicles in Europe,” delights Tobias Brune. “Our customer’s investment decision reflects the growing market for lightweight construction applications in the mobility sector and a clear trend: sustainability and investment in infrastructure are booming.”
153 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78
ZOOM ON EVENTS
ZOOM ON EVENTS
The expert programme that was received very well over all three trade fair days also illustrated that the mobility sector, sustainability and recycling themes as well as digital manufacturing are the topics of the future for the industry as a whole. For the first time, the ALUMINIUM Conference – organised by Aluminium Deutschland – was held in the heart of the exhibition space itself. In addition, two Speakers’ Corners on “Sustainability & Recycling” and “Additive & Digital Manufacturing” celebrated their premiere.
Face-to-face towards success
Besides knowledge transfer personal exchange was centre stage, as Yavuz Arkun of Assan Alüminyum stressed.
“The most important thing is to care for your customers, understand their needs, build good relations and jointly shape the future. Trade fairs like ALUMINIUM are the opportunity to meet face-to-face. It really gives us pleasure and we benefit from it.”

Ilias Papadopoulos of Trimet also rates ALUMINIUM 2022 as a success: “The right time, the right place, the right partners – we have customers here, we have suppliers here. We really had fruitful and in-depth discussions with the right people. We can say: for us it was a resounding success and we look forward to being back in 2024.”
The coming ALUMINIUM will be held from 8 to 10 October 2024.
For further information: www.aluminium-exhibition.com
154 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine




Chemistry and Automotive Meets Industry’s Demand for New Coating Solutions



6-7 September 2022.
Neither the pandemic nor inflation nor rising energy prices prevented the organization of the Chemistry and Automotive conference, which was held in Warsaw in September of this year. The aforementioned issues did not halt the development of companies or their commitment to seeking new solutions, conducting research and thinking about the future. This was reflected in the presentations, demonstrations and discussions showed and held during the conference. One example is the demonstration of the innovative Performance Spray Gun by 3MTM, characterized by low weight, precision of application and reduction of cleaning requirements to an absolute minimum. This means that it can lead to increased efficiency, lower costs and significant reduction in the emissions of volatile organic compounds. Other innovative products presented by 3MTM included next-generation adhesive systems, such as the extremely flexible 3M™ Scotch-Weld™ acrylic adhesive DP8610NS and the 3M™ VHB™ Extrudable Tape GP acrylic tape, which makes it possible to shape joints in an arbitrary manner and join together surfaces with unusual structures. Axalta Coating Systems presented its new AquaEC™ 3500 EP Edge Protection electrophoretic coating, which enables precise control over layer thickness, especially on edges, and ensures high efficiency, excellent coverage and high corrosion resistance.
Representatives of Konica Minolta and Kansai Altan talked about the high complexity of issues related to a seemingly simple matter, namely that of colour. Even the choices that seem obvious at first may prove wrong in a slightly different lighting, against a different background or at a different day time. For this reason, Stanislav Sulla from Konica Minolta recommends the use of spectrophotometers, which express colours in an automated and precise manner, ensuring that they are unambiguously reproduced by subsequent people. Merve Samiye
Kirazli from Kansai Altan spoke, in turn, about the multitude of factors that are taken into account when determining the colour scheme in the automotive industry. According to the speaker, colour design and selection are not done at random and are not based on individual preferences. It is a whole, fairly complex, process that largely reflects global social trends.
A panel discussion was devoted to the hottest topic, i.e. costs and how to reduce them. During the lively discussion, Konrad Bączek from AkzoNobel talked about the advantages of the new generation of powder coatings, which require lower curing conditions and shorter application times. Barkin Gürdal from Kansai Altan, in turn, presented the comprehensive approach used by his company to reduce costs on production lines. Representatives of companies which manufacture plastic components for the automotive industry pointed out the increasingly strict requirements related to appearance of painted coatings. In their view, a small, single inclusion, for instance, has no effect on the quality of the component, but the lack of acceptance on the part of the customer has a major impact on overall manufacturing costs.
Other topics covered during the conference included issues related to powder coatings, adhesives and plastics for the automotive and rail industries. At the end, the organizers presented a specially created Facebook group, i.e. a dedicated forum for the industry. It will provide an excellent opportunity to share experiences, present new solutions and establish contacts. The forum is a response to the requests expressed by conference participants last year, and the presentation was meant to showcase the group and provide instructions for joining it.
For further information: www.chemiaimotoryzacja.pl/en/
156 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine ZOOM ON EVENTS
Chemistry and Automotive conference took place in Warsaw (Poland) on
© MWM © MWM © MWM
The most important industry events at your fingertips
myFAIR is a free web app that can be accessed from both desktop and mobile devices, which allows you to stay up-to-date with the leading events of the surface treatment sector.


an ipcm® app
© Adobe Stock

31 JANUARY - 2 FEBRUARY 2023 BARCELONA | GRAN VIA VENUE OFFICIAL PARTNERS REGISTER NOW TO GET YOUR DISCOUNT! 50% DISCOUNT on Full Congress Pass: GYETJRCO GAME-CHANGING TECHNOLOGIES FOR INDUSTRY TRANSFORMATION Industry IoT · Artificial Intelligence · Digital Twin · Edge Computing Augmented Reality · 5G Technologies · Cybersecurity 100% DISCOUNT on Expo + Pass: ADB77WBW



Supplemento a IPCM n° 78 - Novembre/Dicembre 2022 ICT digital on www.myipcm.com
ProSolv®5408e vapour degreasing cycle using hermetically sealed equipment

ProSolv®5408e is a high-performance solvent cleaner used for sustainable and future proof vapour degreasing. Soft on the environment and safe for users, it offers improved cleaning at lower costs. Low boiling point, economical with energy with low solvent losses, faster production.
Vapour degreasing, with or with-out ultrasonics, is the oldest, simplest and most effective solvent degreasing and metal cleaning process used today. It has, until recently, been subject to little change since it was first invented in the early part of the last century. In the UK, Europe, United States and other advanced industrialized economies increasingly stringent legislation to control emissions of VOCs, Global Warming Compounds, Ozone Depleting Compounds, and those compounds associated with human health concerns has led to new formulations for precision cleaning solvents. Halogenated hydrocarbons are the solvents
of choice for vapour degreasing and cleaning. The process is essentially simple. A tank with a sump to contain the solvent, heaters at the base and condensation coils around the top section to control the height of the vapour is all that is needed. When heated in the sump halogenated solvents produce, in most cases, a saturated vapour between 3 and 4 times heavier than air at a temperature greater than the ambient temperature of the parts to be cleaned. This allows the solvent vapour to condense on the surface of the parts. The condensate dissolves the contaminants such as oil, greases, flux, and soils returning the used solvent into the sump of the machine
for recycling into vapour which continuously condenses onto the parts until they have achieved vapour temperature when, with no further condensation, the process is complete.
Parts removed from the cleaning machines are very clean, warm and dry.
The most common halogenated solvents, in use for commercial purposes, are nonflammable so present no risk in this process.
Perchloroethylene, used mainly for dry cleaning, methylene chloride previously used widely in paint strippers, 1,1,1- trichloroethane and trichloroethylene used for vapour degreasing were the original materials used based on chlorine chemistry. However continuing concern about the environmental impact and danger to operators by exposure to chlorine-based solvents, especially trichloroethylene, has led to a continuing search for safer alternatives, such as ProSolv®5408e, a trans-1,2-Dichloroethylene based solvent mixture that is non-flammable. The ProSolv®5408e vapour degreasing process gives the highest levels of economical cleaning with minimum energy usage, low footprint on the factory floor, safety for the operator, and high production rates with low solvent usage or environmental impact. With the new generation of sealed cleaning machines its future as the process of choice is assured.
For further information: www.envirotech-europe.com/prosolv5408e
ICT | INDUSTRY NEWS NEWS
© Envirotech
MicroCare appoints Michael Damiana as new director of its global supply chain
Michael Damiana will lead the global sourcing activities of MicroCare.
MicroCare, LLC has announced that Michael Damiana has been appointed as the new the Director of its global supply chain. MicroCare manufactures safe and sustainable chemical products and tools used for the critical cleaning of components in the electronics, metal finishing, transportation and aerospace industries. In the new role, Damiana will promote the operational excellence by developing and executing a strategy focused on procuring services, raw materials and finished good supplies, in order to ensure adequacy of manufacturing process and timely customer response on a global scale.
“We’re very excited to have Mike on the MicroCare team. MicroCare is growing globally and Mike is going to be focused on integrating our supply chain with our four logistics centers and our evolving production needs,” has stated John Stardellis, the Chief Financial Officer MicroCare.

Damiana holds a Bachelor of Arts degree in biological sciences from the Central Connecticut State University and is PMP (Project Management Professional) certified. Prior to joining the company, the new director had held several senior sourcing management positions at Ikonisys, Medtronic and Hobson & Motzer. In addition, he has recently served also as procurement and lean programmes manager for Okay Industries.
“I’m ready for new challenges and new opportunities. I’m really looking forward to making significant contributions to the MicroCare team as the company adds new products, new customers and reaches into new industrie,” has commented Damiana.
For further information: www.microcare.com
Purely aqueous
Inspired by nature. Developed for industry.
As family business with more than 50 years of experience, we are specialists in the field of aqueous parts cleaning. Our claim unites tradition and innovation, our machines are ecological and energy-efficient. We develop process solutions to customer specifications and serve our customers worldwide through a reliable network of sales partners.
MAFAC – E. Schwarz GmbH & Co. KG · Max-Eyth-Str. 2 · 72275 Alpirsbach · www.mafac.de
161 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 NEWS ICT | INDUSTRY NEWS
© Microcare
Michael Damiana
KYZEN showed its alkaline cleaner/inhibitors at FABTECH 2022
KYZEN presented its cleaners with built-in corrosion protection at the latest FABTECH edition in Atlanta.
KYZEN, the global leader in innovative environmentally friendly cleaning chemistries, exhibited at FABTECH Atlanta 2022, that took place Nov. 8-10, 2022 at the Georgia World Congress Center in Atlanta, Georgia (United States). The KYZEN Clean team highlighted cleaners with builtin corrosion protection to streamline the cleaning process.
METALNOX M6314CP is an aluminiumsafe alkaline parts cleaner formulated to eradicate a range of manufacturing oils used in machining, stamping and deep draw operations. It is built with effective steel corrosion inhibitors to provide long-term protection for both mild and cast steel. With its advanced formula, this product successfully prevents flash rusting common in aqueous processing of ferrous metals. METALNOX M6314CP also is suitable for use on nonferrous metals, stainless steel, chrome steel, aluminium, magnesium and HSS-parts.
METALNOX M6324CP is a heavy-duty, alkaline cleaner that provides effective steel corrosion protection for up to 90-days of indoor protection. It has an oil-splitting formula to allow efficient oil removal as well as difficult soils such as carbon smut.
Additionally, KYZEN’s own Chuck Sexton, Global Product Line Manager, hosted a presentation during the conference on Wednesday, Nov. 9th from 10-10:30 a.m. entitled, “The Future of Solvent Cleaning.”

The presentation provided an up-to-date comprehensive evaluation of various new solvents available today. Sexton presented information concerning the operation and associated cost to provide the audience with a better understanding of their future options to fit their production needs, budget and environmental compliance requirements.
For further information: www.kyzen.com
About KYZEN
KYZEN is a global leader in providing environmentally responsible, RoHS compliant precision cleaning chemistries for industries ranging from electronics and advanced packaging to metal finishing and aerospace applications. Since its founding in 1990, KYZEN’s innovative cleaning technologies, scientific expertise and customer support have been repeatedly recognized with the industry’s most prestigious awards.
162 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine ICT | INDUSTRY NEWS NEWS
Chuck Sexton, KYZEN Global Product Line Manager.
© Kyzen




107 MACHINES MODELS, INFINITE COMBINATIONS ADVANCED TECHNICAL SOLUTIONS FOR SURFACE TREATMENT WWW.TEKNOX.NET BOLOGNA - ITALY www.gattomatto.biz
METAL CLEANING EVOLUTION WATER BASED PARTS WASHER, THE AGREEMENT BETWEEN NATURE AND TECHNOLOGY
Volumetric flow control reduces energy consumption in pre-treatment for painting
Saving resources and minimizing the CO2 foot print is on the agenda of almost every company. A leading manufacturer of steel wheels took action in the pre-treatment for painting with the Ecoclean DFC dynamic volume flow control system. By controlling the feed pumps precisely to demand the company saves around 12,000 Euros per month - and this already in the adaptation phase.
Since 2018 the Accuride Wheels GmbH in Solingen belongs to the US American Accuride Corporation. The headquarters of Accuride Wheels Europe & Asia are in Solingen. The company produces wheels for the automotive, utility vehicle, agricultural and construction machinery industries at several national and international plants. The location in North-Rhine-Westphalia with approximately 350 employees has been specializing in the production of steel wheels for the utility vehicle industry since 2020, prior to this they also produced wheels for passenger cars. Practically all truck manufacturers are among their customers, to whom the wheels are delivered in the paint they desire. All production sites have their own inhouse painting lines for pre-treatment, cathodic dip priming and application of top coat.
Saving energy and reducing the CO2 foot print
In order to produce CO2 neutrally by 2038 at the latest, the company is implementing measures step by step to save electricity and gas. Accordingly, the aim was to make the paint shop’s pre-treatment system dating back to 1971 more energy-efficient. It comprises eight spray zones for the degreasing, activating, phophatising, passivating and rinsing process steps. The respective process fluids are delivered by pumps with motor ratings between 15 and 42 kW, and the operating pressures had been indicated by analogue pressure gauges so far. “Since none of the pumps were operated with closed-loop control, they ran full-time at 100% power in a three-shift schedule. Excess fluid was returned unused via bypass lines, leading to a significantly higher energy demand than necessary” says Peter Fuchs, expert for surface technologies at Acccuride Wheels.
Before being painted, the steel rims pass through a pre-treatment line with eight zones. The integration of DFC control into each zone enables high savings of energy and operating costs.

164 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine ICT | CASE
STUDY
DORIS SCHULZ SCHULZ. PRESSE. TEXT., Korntal – Germany ds@pressetextschulz.de
© Accuride Wheels
To integrate the Ecoclean DFC dynamic volume flow control system the existing supply lines of the respective process media were fitted with pressure and volume flow metering sensors.

“An article in a specialized magazine drew my attention to the Ecoclean DFC dynamic volume flow control system. After having established contact by phone, an employee from Ecoclean inspected our equipment on site and noted the technical data and the energy consumption we have had so far.”
The DFC control system is a hardware and software solution developed by Ecoclean. It facilitates automatic, precise and fast control of the pumps in line with actual demand based on the measured quantities of pressure and volume flow.
Potential analysis as decision-making tool
Based on the process, production and equipment data and the previous energy consumption, Ecoclean performed a potential analysis. It considered the fact that the transport racks do no longer have two car wheels and one truck steel wheel as before, but only two wheels for trucks. The analysis forecast an energy reduction of approximately 40 per cent. “Due to the high saving potential and the resulting short payback period of less than twelve months, we decided to install DFC control into the different process media circuits. It was also important
for us that we would not be installing any no-name products in our equipment”, says Peter Fuchs. In order to meet the process-specific requirements of delivering media to the different zones of the U-shaped pre-treatment line, a total of eight DFC controllers were integrated.
Controlled in line with demand based on operating pressure and volume flow Control is based on the operating pressure defined for the respective media circuit, and the corresponding volume flow. In order to be able to measure both, electronic pressure and volume flow sensors were installed in the existing supply lines of the zones and each feed pump was fitted with a variable frequency drive (VFD). As the VFDs could not be integrated into the existing switchgear cabinets for lack of space, they were installed on special mounting panels. The pressure and volume flow values determined by the sensors are continually transferred to the DFC control software that has been custom-adapted to Accuride Wheels’ needs. The respective pump is controlled as a function of current demand, delivering the actually needed quantity at the actually required pressure.
165 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78 ICT | CASE
STUDY
© Accuride Wheels
CASE STUDY
Installation without production shutdown
The pre-treatment line at Accuride Wheels operates five days a week in three shifts. For an integration without interrupting production, numerous work items such as installation of the VFDs, preparations for installation of the sensors and cables were carried out offline. The actual integration of the DFC controllers could thus be made on three weekends without interrupting production. “From consulting via project planning to implementation, Ecoclean optimally supported us. The company’s expertise and their technical support are definitely beneficial for us,” comments Peter Fuchs. The surface technologies expert sees another advantage in the clear indication of pressures and volume flows at the individual nozzle assemblies. “In a certain way the system monitors itself, and this visualisation of process data also increases process reliability.”
High savings already in the adaptation phase
"We have been working with the DFC controllers since February 2022. Right from the beginning the pumps were set to 80 percent of the previous power. To ensure the quality of the paintwork on the one hand and to fully exploit the existing savings potential on the other, the settings continue to be adjusted further step by step. After each change of pressures and flow rates we check the quality of pre-treatment via SEM images. As soon as we have the parameters for a zone, we move to the next. As these adjustments are made in parallel to our daily business and other projects, it takes some time”, explains Peter Fuchs. “However, we are already seeing savings of approximately 12,000 Euros per month.” As a result, the project has already been presented at the second German production site in Ronneburg. “As soon as we will have completely fine-tuned our equipment here, we also want to present it as pilot project at other sites, e.g. in France”, adds Peter Fuchs.
As the VFDs could not be integrated into the existing switchgear cabinets for lack of space, they were installed on special mounting panels.
The respective pump is controlled as a function of current demand, delivering the actually needed quantity at the actually required pressure. Three pumps operate at 70% and the other at 75.4 % of the respective speed. Depending on the process at the customer's, further energy saving potentials will exist.


166 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine ICT |
© Accuride Wheels © Accuride Wheels





ICT | TECHNOLOGY OVERVIEW
Reliable and sustainable process for cleaning high-tech components in cleanrooms
The number of parts which, due to stricter cleanliness specifications, need to be cleaned in a cleanroom is constantly rising - and this is true for many branches of industry. In most cases, these tasks cannot be solved using classic cleaning methods. Thanks to the sustainable quattroClean snow jet technology, however, parts can be cleaned on demand with consistent results in a dry process. The cleaning system, which is adapted to the respective cleanroom class, can be designed as a fully automated system for integration into production lines, or as a stand-alone system for partially-automated or manual operation.
In more and more industrial sectors, particulate cleanliness specifications down to the submicrometer range and exceptionally high filmic cleanliness requirements are making it necessary to shift cleaning processes to a clean or pure environment. These include tasks such as cleaning metallic and optical components - for example, before or after coating - for DUV and EUV lithography in the semiconductor supply industry, as well as structural parts for geostationary satellites in space technology. During microchip production, traces of powder or sawing residues after wafer dicing with lasers or diamond saws have to be removed. When it comes to sensor technology and electronics, it is parts such as
optics and housings for assistance systems in vehicles and smartphone cameras that need to be exceptionally clean to ensure their lasting and reliable function.
In addition, contact surfaces need to be cleaned before bonding, as well as electronic parts already fitted with components like imagers. In the medical device sector and pharmaceutical industry, the safe use of products such as implants, instruments and lab-on-chip solutions also depends on the cleanliness of the parts. As diverse as these cleaning tasks may be, today’s cleanliness specifications can no longer be reliably met with conventional processes like compressed air, brush or wetchemical cleaning.

168 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
SCHULZ
TEXT.,
– Germany ds@pressetextschulz.de
DORIS
SCHULZ. PRESSE.
Korntal
© acp systems AG
The residual powder formed during wafer dicing with lasers is removed effectively by the quattroClean snow jet technology. Cleanliness was proven using a digital microscope with marks with an external diameter of 0.4 mm.
Snow for outstanding cleanliness
The scalable quattroClean snow jet technology from acp systems AG is a cleanroom-compatible and proven solution for such tasks. The cleaning process is dry and uses liquid, climate-neutral CO2. The key to the reliable cleaning results is the design of the wear-free two-substance ring nozzle through which the carbon dioxide is fed. On exiting the nozzle, the CO2 expands to form fine snow particles, which are then bundled by a separate jacket jet of compressed air and accelerated to supersonic speed. The jet is easy to focus on a specific area. On impacting on the surface to be cleaned, the four effects (thermal, mechanical, solvent and sublimation) of the quattroClean snow-jet technology ensure that particles down to the sub-micron range and filmic contaminants are removed effectively and consistently. Since the crystalline carbon dioxide sublimates completely during cleaning, the surfaces or parts are dry. At the same time, the process is so gentle on materials that it can even be used to clean delicate, sensitive and finely-structured surfaces.
ICT | TECHNOLOGY OVERVIEW
Process design and system design assure excellent cleaning results
The process for full-surface or partial cleaning is tailored to requirements through tests in acp systems’ technical center. All process parameters, such as the volume flows for compressed air and carbon dioxide, the number of nozzles, the area to be jet-cleaned and the jet time, are precisely tailored to the respective application on taking material properties, the type of contamination and cleanliness specifications into account. These parameters can be filed as partspecific cleaning programs in the system control. During cleaning, end-to-end process monitoring and control guarantee that each part is cleaned using the validated process parameters. The design and features of the modular cleaning systems are adapted to the respective cleanroom class. Therefore, they are made entirely of stainless steel and have smooth, homogeneous surfaces. The flowoptimized design of the process chamber ensures that the detached impurities and sublimated carbon dioxide are removed rapidly and
Thanks to the interaction of the effects of the quattroClean snow jet technology, particulate contamination down to the submicrometer range as well as the finest filmic contamination is removed reliably and consistently.

The JetStation-HP, designed and equipped for cleanroom use, was developed for flexible cleaning tasks with the highest cleanliness requirements. It is loaded manually and can be operated in partially or fully automated mode as a stand-alone solution.

169 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78
© acp systems AG © acp systems AG
effectively by the integrated extraction system. Media preparation equipment geared to the task at hand also guarantees that cross-contamination and re-contamination are prevented.
Solutions for integrated, partially-automated and manual cleaning

To optimally tailor the cleaning solution to the respective requirements and production situation, acp systems offers various modular solutions and individually planned systems. The compact JetCell-HP was developed for flexible, automated cleaning tasks. The plug & play cleaning cell can be easily integrated into connected manufacturing environments or operated as a standalone solution. The integrated interfaces make it possible to connect the digitally-controllable cleaning system to higher-level host computers. All data collected during process monitoring and control can be automatically recorded and transferred to the host computer. The JetStation-HP is a closed cleaning cell for partially-automated or manual operation. With these cleanroom-compatible alternatives, all the technology for the snow jet process as well as the media preparation equipment are integrated into the system’s slender housing. The system is put into operation simply by hooking it up to the carbon dioxide and compressed air supply.
The process itself, where all process parameters are precisely adapted to the respective application, material properties, contamination to be removed and cleanliness specifications, is designed in acp systems' technical center.
About acp systems
The solutions from acp systems AG make it a global technology leader in advanced clean production, including process automation and system integration. The company was founded in 1997 and has its headquarters in Germany. Its core technologies include the resource-saving quattroClean snow jet cleaning, high-precision microdosing and smart handling solutions, for example for flexible materials and foils. acp assists electronics and automotive companies, as well as medical device manufacturers and others, in developing, planning, designing and integrating highly-automated and sustainable production processes.
170 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine ICT |
TECHNOLOGY OVERVIEW
© acp systems AG



STS Presents Aquasealer®: Innovative and energy-saving impregnation technologies
On 15 and 16 November 2022, STS organised a workshop at its Ravenna headquarters on metal impregnation and its benefits in terms of energy savings. This included an introduction on the technology available for sealing melting-related microporosity and the presentation of the new Aquasealer® system.
On 15 and 16 November 2022, STS organised a workshop at its headquarters in Ravenna (Italy) on metal impregnation and the sealing of melting-related microporosity using thermosetting resins, with the aim of presenting its new fully automated plant, Aquasealer® RS. STS has devised an original formula for presenting the new system, designed to meet the needs of a technical audience calling for high-
quality events that make an efficient use of time, an increasingly scarce resource to be exploited with care. This was not an easy task, especially after two years of pandemic, during which people have become unaccustomed to in-person events in favour of webinars. STS thus designed a workshop session lasting just over an hour and gave participants a choice of four different

172 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine ICT | HIGHLIGHT OF THE MONTH
THE ipcm ® EDITORIAL TEAM
EDITED BY
The Aquasealer® fully automated impregnation plant.
© ipcm
times per day, offering eight sessions in total scheduled between 15 and 16 November. To make the experience more productive and interactive, participation in each session was limited to a maximum of ten people. The programme was also structured to improve enjoyment and optimise the use of time. As a result, the workshop was attended by around fifty technicians and managers from leading Italian and multinational companies.
Each session began with a welcome speech by STS CEO Ciro Poggioli and a brief introduction to the microporosity sealing technology, describing the advantages of resin recovery and energy-saving solutions. This part was entrusted to an STS sales engineer, one of the best international experts in the field. The small number of participants in each group facilitated the interaction and active participation of a highly experienced and demanding audience.

Participants then had the opportunity to witness a simulation of the operation of the new STS Aquasealer® RS30 plant, which is fully automated, energy efficient, and conceived to recover resin. STS’ design and R&D director and production manager also joined in to run this second part of the workshop, explaining the functioning principles of the plant and answering questions from the attendees. Again, the small number of people in each session allowed everyone to interactively enjoy the presentation. Indeed, seeing a system in operation first-hand and being able to get answers to every question asked are the advantages of being part of a small group participating in a highly productive experience. The main topics touched upon were energy savings, the advantages of using innovative plants that are fully controllable via software, the consequent increase in quality and standardisation, the economic benefits linked to process efficiency and to the recovery of 85% of the resin used, the low energy costs guaranteed, and in general the streamlining of the logistics and production flow in line with the latest lean production developments.
Aquasealer®: an impregnation plant with resin solutions for microporosity
AQUASEALER® RS was designed for vacuum impregnation, as a mean to safely seal the porosity of castings using resins. It consists of four main treatment stations: impregnation, cleaning, rinsing, and polymerisation. Its multi-drum structure allows for the simultaneous treatment of

173 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78
ICT | HIGHLIGHT OF THE MONTH
View from above of STS factory in Ravenna during the workshop.
STS CEO Ciro Poggioli, on the right, with Francesco Stucchi editor of ICT_Industrial Cleaning Technologies.
© STS
© STS
baskets in all four stations to guarantee maximum productivity and efficiency. The application of the sealing product complies with the MIL 276A standard. Aquasealer® is available in three versions: RS30 (with two baskets), RS40 (with four baskets), and RS60 (for large production volumes). An application example of this system was presented in a past issue of the ICT magazine.
STS - Sistemi Trattamento Superfici
STS has twenty-five years of international experience and sector-specific expertise in the cleaning, impregnation, and surface treatment of parts and components.

Its range of industrial cleaning machines, impregnation plants, and cleaning products covers the whole spectrum of needs related to industrial surface treatments, impregnation with thermosetting
resins, ultrasonic cleaning, general cleaning of moulds, workpieces, components, and products, and paint stripping. With its portfolio of systems, products, and services, therefore, STS can provide every sector with the most appropriate solution to its cleaning problems.
In particular, the adoption of STS’ rotary, ultrasonic, tunnel, and robotised cleaning systems and products can increase the level of environmental safety of any workplace. Moreover, the company’s integrated offer allows customers to optimise their cleaning, impregnation, and surface treatment cycles to obtain significant quality, organisation, and cost-related benefits. Finally, STS’ offer also includes pre-sales technical and financial consulting, customised plant design, a laboratory for millipore and gravimetric tests at customers’ disposal, remote assistance, and continuous monitoring of plants already in operation.
174 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine ICT | HIGHLIGHT
OF THE MONTH
© STS
Participants had the opportunity to witness a simulation of the operation of the new STS Aquasealer® RS30 plant.



alberto.gnoato@meg.it
A patented
vacuum
cleaning
system using low-boiling point solvents in a hermetically sealed vacuum monochamber performing thermocompression distillation
In recent years, surface cleaning technologies have seen a strong development towards higher environmental sustainability, costeffectiveness, and ever-higher cleanliness results. It is now decades since trichloroethylene and perchloroethylene were employed without exceptions in the mechanical components sector. Hermetic machines allowed using them while reducing environmental impact and increasing safety. However, with the introduction of stricter legal restrictions, modified alcohols and hydrocarbons appeared on the market: these were more sophisticated products with very high detergent power, requiring the use of modern machines equipped with solvent recovery and recirculation systems to make their use economically viable. Now, based on its experience in the design of multi-tank cleaning lines, MEG Srl has conceived a patented hermetic monochamber machine for using a new generation of solvents called “low-boiling point solvents”.
This patented innovation is the result of a long-standing collaboration between MEG and engineer Claudio Sama, who jointly developed a project for the creation of an innovative, new generation solvent cleaning system, in which MEG has always invested since its foundation and for which it found in CHEM SOLUTIONS Srl, distributor of 3MTM products, a partner with whom to establish a thirtyyear relationship. At present, MEG has built a prototype of the new machine, with which it has started to perform cleaning tests with 3MTM

solvents (in particular, 3MTM NovecTM 73DE) for a few selected users interested in this new technology.
An innovation
Most industrial cleaning plants currently on the international market are monochamber systems. This means that the material to be treated is introduced into a vacuum-tight chamber, in which the cleaning solvent is recirculated one or more times with a gradually increasing © MEG
ICT | TECHNOLOGY OVERVIEW
ALBERTO GNOATO
MEG Srl, San Martino di Lupari (Padua, Italy)
176 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
ICT | TECHNOLOGY OVERVIEW
degree of purity at each process stage. Some systems include variants such as, for example, immersion cleaning with the aid of ultrasound or steam cleaning, all of which take place within the chamber. In any case, at the end of the cycle, vacuum is generated in the process chamber to evaporate any residual solvent thanks to the very low pressure. Monochamber plants mainly use organic solvents, water-based solutions, or sometimes a combination of water and solvent as the cleaning liquids. The most commonly used solvents are modified alcohols with a boiling point above 155 °C, chlorinated solvents such as tetrachloroethylene, and low-boiling point solvents such as methylene chloride, HFEs, HFOs, and HFCs products, i.e. solvents that boil between 15 and 60 °C at atmospheric pressure.
All solvents are normally regenerated by distillation. This process is an integral part of the cleaning process and is normally performed in the same plant. Currently, high-boiling point solvents are distilled, albeit under vacuum, with heating systems using electric resistors or hot water produced with electric resistors or fuels; the steam produced is then condensed, usually with chilled water. Therefore, high-boiling point solvents require a certain amount of energy both to evaporate them and to condense the vapours produced during distillation. Solvents such as HFEs, HFOs, and HFCs, which have a boiling point around 40 °C at atmospheric pressure, can be distilled with the same systems used for modified alcohols, but also with heat pumps, or, much more conveniently, through vapour mechanical compression. In the industrial cleaning sector, however, the thermocompression distillation (or vapour compression) technology has never been used. MEG’s patent, which is based on Claudio Sama’s invention, relates precisely to a process for the industrial cleaning of both metallic and non-metallic industrial products (e.g. precision small parts, mechanical parts, printed circuit boards, lenses, watchmaking components, jewellery and eyewear components, and so on) through thermocompression distillation, as well as the plant implementing this process, in which the main component, namely the compressor (i.e. a dry vacuum pump), allows the following functions to be performed:
• Distillation of the solvent used for cleaning;
• Vacuum drying in the chamber at the end of the cycle;
• Distillation of the solvent under vacuum to minimise its percentage in the distillation waste.
This patented innovation finds particular and effective application in monochamber-type industrial cleaning plants performing a final vacuum drying phase and using organic solvents with a boiling point between 15 and 60 °C at atmospheric pressure.
Benefits
of the MEG machine + 3MTM NovecTM combination
• Distillation by mechanical vapour compression for distilling the solvent with reduced consumption (calculated to be 5 to 10 times
lower than traditional distillation – the larger the plant, the greater the energy saving);
• Use of non-flammable, low-boiling point solvents (starting from 4050 °C);
• Drying under high vacuum: the machine reaches a few mbar of absolute pressure during this phase;
• Good cleaning quality even with complex-shaped parts whose cavities usually retain a lot of solvent.
Energy consumption
The distillation phase, especially if a large quantity of pure distillate is required for cleaning, is the most energy-consuming one in the entire cycle, particularly in large plants. According to calculations made by Claudio Sama and MEG and backed up by actual tests, for a machine with a distillation capacity of more than 300 kg/h, with the new system the energy cost is several times less than that of a conventional distiller. Distillation tests with the 3MTM NovecTM 73DE solvent have shown that only 5 kilowatt-hours enable to distil more than 300 kg of solvent or a little less methylene chloride, due to the different densities of vapours. When fully operational, a thermocompression distiller uses only mechanical energy; it has no heating elements and it does not require other heat sources such as hot water, steam, or thermal oil, nor does it need cooling water, which also has a significant energy cost.
A layperson may struggle to understand how a distiller can function with no vapour heating nor cooling sources. Actually, by creating a pressure difference between the solvent contained in the distiller and the vapours downstream of the compressor, thermocompression raises the condensation temperature of the vapours by a few degrees, which are condensed in an exchanger at the expense of the liquid, which is at a slightly lower temperature. Therefore, all the heat required to condense the vapours is transferred to the boiling liquid, so there is no need to introduce either heat or cold from outside, but only to supply energy to bring the vapours to a pressure slightly above that of the liquid.
The maximum temperature reached by the solvents at the hottest point, i.e. the compressor outlet, is usually between 40 and 50 °C. Solvents never come into contact with hot walls and can therefore be distilled an infinite number of times without suffering thermal stress. By combining a thermocompression distiller with a small standard vacuum distiller, e.g. with a distillation capacity over 10 times lower than the thermocompressor, a distillation system is built that can produce a large quantity of distillate at a very low cost and dispose of the oil removed from the parts to be cleaned with a residual solvent concentration around 1%.
177 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78
RDO Springs: Productivity increase thanks to VACUDEST Clearcat evaporator
The VACUDEST 2.100 Clearcat evaporator of H2O can process up to 6 m³/day, allowing to also satisfy all the quality and automation criteria of RDO Springs.

Less maintenance, better quality and more automation – that is what RDO Springs, a French company that designs, manufactures and markets billions of stainless steel or steel metal springs internationally, wanted to achieve with their new wastewater treatment. The decision was made in favour of an energy-saving VACUDEST system from H2O GmbH. In its production site in Bresles, the company manufactures two types of products: carbon steel springs which undergo a surface treatment by vibratory finishing – the water produced by this process contains oil and is stored in a tank until it is treated – and chemically passivated stainlesssteel springs. The acidic rinsing water produced by this latter treatment is stored in a separate tank before being neutralized with sodium bicarbonate. The baths are emptied at weekly intervals and stored in the same tank.
Treatment of the wastewater was already done by evaporators using a competitor unit supplied three years ago. After storage, the distillate was returned for vibratory grinding and passivation.
The search for a solution to replace the existing evaporator involved several criteria, such as the quality of the extracted water, an easy maintenance and simple operation (the existing plant required up to 40% of the machine operators’ working time) and sufficient processing capacity for the entire wastewater stream: to cope with the increase in production, the machine must be sized accordingly.
The experts for wastewater-free production at H2O GmbH then drew up a complete balance sheet of the wastewater flows and the corresponding volumes, compiled a list of all the products used to identify and possibly isolate products or flows that could be critical or limiting for the proposed solution and carried out extensive laboratory tests to determine the relevance of the groupings. The tests demonstrated that 316Ti stainless steel, the standard material grade at H2O, is sufficient and most appropriate. After also having checked that the existing tanks had sufficient capacity, H2O determined that a post-treatment was not required for recycling and suggested the installation of a UV lamp to prevent the growth of microorganisms upon storage. Finally, the standard evaporator throughput was determined based on the flows involved and via the concentration factor achieved.
The requirements were met by the VACUDEST 2.100 Clearcat evaporator, which can process up to 6 m³/day at a concentration factor of at least 33% or a maximum of 3% concentrate. RDO Springs opted for this vacuum evaporation solution and replaced the previous plant.
Operation and initial feedback
After more than a year of operation, the evaporator is delivering very satisfactory results. Mr. Sohier, production manager at RDO Springs, would make the decision for an H2O solution again and again: “The commissioning of the unit went very quick, and the training was comprehensive. We can now even reuse the distillate because the quality allows it. H2O’s customer service is both competent and responsive. We are called back within an hour or at the latest within 24 hours. To refine the settings and stabilize the process, H2O sent an experienced technician on site for a week. In addition, the fully automated operation and easy maintenance of the machine allowed us to make better use of our resources and concentrate fully on production.”
For further information: www.h2o-de.com
178 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine ICT | INDUSTRY NEWS NEWS
The VACUDEST 2.100 Clearcat evaporator.
© H2O

Rösler Italiana S.r.l. | Via Vittorini 10/12 | 20863 Concorezzo (MB) Tel. ++39 039 611521 | rosler-it@rosler.com | www.rosler.com La finitura è nel nostro DNA AM Solutions Granigliatura Dagli impianti singoli al processo completo: affidabilità ed efficienza energetica Un unico partner per la produzione additiva: dagli impianti di trattamento post-processo ai servizi di stampa 3D Finitura di massa Sviluppo di sistemi efficienti e tecnologie innovative per la massima potenza ed efficacia
EDITED BY FIT - Fachverband Industrielle Teilereinigung E.V Neuffen, Germany info@fit-online.org
FiT Cleaning Association: A compass for the industrial cleaning world
FiT - Fachverband industrielle Teilereinigung e.V. provides the industrial parts cleaning and washing sector with the expertise and application experience of the major market players to foster growth through international cooperation and knowledge sharing.
I
ndustrial parts cleaning is essential to guarantee the quality of downstream processes, but also the functionality and added value of products, both in manufacturing and maintenance operations as well as in reworking and recycling activities. In fact, only perfect cleanliness of components, in addition of course to compliance with requirements, makes it possible to avoid costly reworking and high rejection rates. At the same time, however, it is equally important that cleaning operations are reliable, cost-effective, and consuming limited energy and resources. Unfortunately, there exists no patented recipe to achieve these goals. When planning and optimising an industrial cleaning and washing process, it is essential to consider each aspect individually and at the same time examine the entire workflow. This makes it possible
to effectively adapt the cycle to the parts to be treated, the type and quantity of surface contaminants, the degree of cleanliness required, and the operation to be performed (preliminary, intermediate, or final cleaning).

The FiT association brings together the main players in the industrial parts cleaning sector and has set itself the goal of helping it grow through knowledge sharing and collaboration.
An effective network of expertise
FiT - Fachverband industrielle Teilereinigung e.V. is an international (although German-based) industry association that acts as an intermediary among research, development, and practical application
ICT | HIGHLIGHT OF THE
MONTH
180 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine
© Adobe Stock
of industrial cleaning and washing technologies. Its aims are to generate new knowledge, collect and share information, and promote the exchange of expertise both within the sector itself and with all interested third parties.
In addition to organising events, conferences, and seminars to provide networking opportunities and contribute to the dissemination of industry knowledge, this German association actively cooperates with different technical committees and draws up information on national and international regulatory frameworks for the use and handling of chemicals. This is why it brings together users, manufacturers, and service providers for the industrial cleaning sector, as well as research and development institutes, universities, and schools working to educate and train skilled workers, as well as interfacing with authorities at the national and EU levels regarding regulations and legislation, in order to promote the industry and at the same time look for safe, effective, and environmentally friendly solutions.

Numerous services to support the industrial cleaning industry
Through its network of expertise in the industrial cleaning and washing world and its distinct international orientation, FiT therefore brings together numerous renowned companies in the fields of equipment construction, chemistry, and analysis and measurement technology. As explained by Josef Faigle, the general manager of Quality Analysis GmbH, “FiT is characterised by a high level of specialised competence and very clear objectives. It focuses on the most important issues in an extremely efficient way, also allowing our company to grow individually. It is not about exploiting a technology, but rather developing it together.”
Indeed, FiT can provide the industry with an overview of how cleaning requirements are changing due to the new production processes implemented and how this affects the plant technologies required by users also in terms of energy efficiency and temperature management. In addition, it constantly monitors developments in measurement and
181 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78
ICT | HIGHLIGHT OF THE MONTH
© FiT
testing technologies, informing on their optimal use for the conduct, control, and validation of cleaning tasks. Finally, it drafts concrete recommendations to operate on the basis of guidelines developed to design, control, and optimise processes with the aim of achieving the required degree of cleanliness in a repeatable and cost-effective manner.
The association is therefore able to support the surface treatment industry through expert commissions, working groups, guidelines, and checklists. “In addition to the most up-to-date information on our industry, we appreciate most of all the exchange of valuable information and expertise made possible by FiT’s special committees and joint projects, which aim at developing practical solutions to a wide variety of industry problems,” states Detlef Brandt, industrial cleaning sales manager at Caramba Chemie GmbH & Co.KG.
Promoting corporate growth
FiT is therefore the ideal association for companies that provide products or services for the industrial cleaning and washing of components, but also for users of such technologies. “We had several good reasons to join FiT,” says Winfried Plitzko, OQEMA GmbH’s head of surface technology, “including achieving a greater presence and making ourselves better known in the sector, obtaining information, always having a point of reference, and being able to actively engage on certain issues.”
Indeed, the members of this association benefit from the representation of their interests vis-à-vis the industry, authorities, legislators, and the public, as well as during the drafting of regulatory frameworks with reference to both European guidelines and national laws (e.g. REACH and BREF). To further foster corporate growth, they also have costreduced access to training courses and workshops.

182 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine ICT | HIGHLIGHT
OF THE MONTH
© FiT



parts2clean 2022 on road to old strength in difficult environment
This year’s parts2clean was probably the most clearly focused edition in the event’s history. Almost every one of the more than 2,300 visitors came to the Stuttgart Exhibition Centre (Germany) armed with concrete tasks and projects. For the approximately 140 exhibitors from 16 different countries, this resulted in high-calibre leads that promised to result in good follow-up business. Compared to the restart event last year, parts2clean 2022 was able to grow significantly in all areas.
By the end of the third and final day of the 19th parts2clean, it was abundantly clear that the requirements for cleaning industrial parts are becoming increasingly diverse and demanding, with no end in sight. One major indicator consisted of the tasks and projects which some 2,300 visitors (up by around 15% from 2021) brought with them to Stuttgart. The share of trade fair attendees from outside Germany was 25 percent, with the strongest nations (apart from Germany) being Switzerland, Austria, the Netherlands, the Czech Republic and Poland. “We are satisfied with the course of this year’s parts2clean in the face of the prevailing conditions,” says Hendrik Engelking, Global Director at Deutsche Messe. “More important for us, however, is that participating in the tradeshow was worth it for our exhibitors.” And indeed it was, as most of the 140 exhibitors from 16 countries who presented their new, enhanced and established products and services for industrial parts and surface cleaning on over 4,300 square meters of display space, were able to hold highly detailed discussions. This was confirmed by Michael Höckh, Managing Director of Höckh Metall-Reinigungsanlagen GmbH: “For us it was an acutely interesting trade fair. Our visitors
here were overwhelmingly devoted to finding solutions to projects they are planning to implement in the near future. Often, this involves making replacement investments in order to meet higher cleanliness requirements.”
Trade audience with high level of decision-making authority and readiness to invest
The fact that things were so concrete at parts2clean was due to the exceptionally high percentage of trade visitors (99%), over 95% of whom are involved in operational procurement decisions. Another value that ensured exhibitor satisfaction at this year’s parts2clean consisted of investment plans, which were the decisive factor for around 85% of all attendees. This facilitated a high number of promising leads, as Dr.-Ing. Günther Schmauz, CEO of acp systems AG, reports: “Even though we still have quite a ways to go to reach the visitor numbers of the preCorona events, this year’s parts2clean went better than expected for us. This year we were able to observe shifts in our attendees’ industries. For example, more than 80% of the discussions at our booth revolved

184 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine ICT | ZOOM
EVENTS
ON
around tasks from the so-called high-purity area, for example in the semiconductor supplier industry, electronics, optics, medical, defence and sensor technology, as well as high-tech measurement technology. We were able to make some really interesting contacts with domestic and foreign companies here.” Ronald Holzleitner, Head of New Business at the Austrian Fronius International GmbH, also achieved his company’s trade fair goals: “We met up with a highly qualified trade audience from different industries here, were able to optimally present our technologies and products and, after some excellent discussions, have already scheduled subsequent talks.” For Stefanie Borst from the management of BO-INNO GmbH, parts2clean 2022 also went well: “We were very satisfied with our participation at the trade fair and had the impression that the discussions were even more concrete and intensive than in years past. It became clear that many companies need to meet higher cleanliness requirements. This enabled us to make many new contacts, but we also used the tradeshow to intensify our cooperation with our partners.” This networking aspect was also appreciated by Chuck Sexton, Global Product Line Manager, Industrial at the US cleaning media manufacturer Kyzen: “We can always generate first-rate leads at parts2clean. But the tradeshow is also an excellent opportunity for us to establish new contacts with partners and intensify existing ones.”
Brisk attendance at specialist forum and presentation of first FiT2clean Awards
The parts2clean specialist forum was once again one of the visitor
magnets this year. In simultaneously translated presentations (German <> English), experts from research, trade associations and industry provided information on a wide range of topics and trends in industrial surface and parts cleaning. The presentations were also broadcast live on the parts2clean event website.

“The immense interest among the participants on-site and online shows that there is a great need for information in the field of surface and parts cleaning, whether for traditional tasks or new applications, and that the importance of component cleanliness as a product characteristic and quality factor will continue to grow,” adds Engelking. Another highlight at parts2clean 2022 was the presentation of the FiT2clean Award for outstanding achievements and solutions for a current challenge in industrial parts cleaning, which the Industrial Parts Cleaning Association (FiT) was offering for the first time. The 10,000 euros award went to the Fraunhofer Institute for Manufacturing Engineering and Automation (IPA) for its new and unconventional approach of using liquid butane gas as an effective and energy-saving cleaning medium. The FiT2clean Award is scheduled for annual presentation in the future.
This, too, illustrates the extent to which industrial parts cleaning is facing an array of new tasks and challenges – set to be a key focus at the 20th and anniversary edition of parts2clean, which runs from 26 to 28 September 2023 at the Stuttgart Exhibition Centre.
For further information: www.parts2clean.de/en/
185 international PAINT&COATING magazine - NOVEMBER/DECEMBER 2022 - N. 78
ICT | ZOOM ON EVENTS
33.BI-MU has closed its doors: Large numbers of visitors and full satisfaction of present operators
During the 33rd edition of BI-MU in October, almost 700 exhibiting companies showcased the best international products of the machine tools, robotics, automation, digital and additive manufacturing sectors.


On Saturday 15th October, BI-MU, the biennial exhibition of machine tools, robotics, automation, digital and additive manufacturing closed its 33rd edition, held at fieramilano Rho from Wednesday 12th October. Promoted by UCIMU-SISTEMI PER PRODURRE, the Italian machine tools, robots and automation systems manufacturers’ association, and organised by EFIM-ENTE FIERE ITALIANE MACCHINE, 33.BI-MU reported large numbers of visitors and achieved the full satisfaction of exhibitors.
33.BI-MU showcased the best international products of the sector, expression of almost 700 exhibiting companies, of which 37% from abroad, occupying a total surface area of 65,000 square metres in the four halls set up for the event (9-11/13-15). In addition to the over 42,000 professional operators registered at the turnstiles (5% from abroad), it is estimated that about 8,000 visitors came from Xylexpo. The number is calculated based on the intention expressed by 85% of the operators during their pre-registration for the trade show dedicated to woodworking technologies (held in the neighbouring halls). These data confirm that the organisers made a positive choice to organise BI-MU and Xylexpo in full conjunction, because all this allowed free ctirculation of visitors from one event to the other.
Among the foreign visitors, there were also 100 operators, mostly end users, in addition to several journalists, coming from 13 countriesAustralia, Bosnia-Herzegovina, Brazil, Canada, Croatia, India, Mexico, Poland, Romania, Slovenia, Turkey, USA, Uzbekistan, Vietnam - invited within the business mission organised by UCIMU-SISTEMI PER PRODURRE in cooperation with ICE-Italian Trade Agency and the
Ministry of Foreign Affairs and of International Cooperation. The interest in the event shown by the manufacturing world is proven by the lively activity on the website bimu.it and on the digital communication channels (Facebook, Instagram, Twitter, LinkedIn, YouTube).
From 1st January to 15th October 2022, the website bimu.it registered the visits of 70,558 single users (+22% versus 2020), totalling 356,070 page views (+36%).
Today, the social community of BI-MU has 8,753 registered followers. At the end of the last edition of BI-MU, in 2020, its followers were 6,420. Among all BI-MU profiles - Facebook, Twitter, Instagram, LinkedIn and YouTube - LinkedIn reported the highest activity, in the period 21st September/17th October 2022, showing an increase of 624 followers. This allowed the LinkedIn page to achieve a total of 2,545 connected users, almost as many as those on Facebook, which had however a much larger number of connected users in the previous years. There were over 8,248 page views on LinkedIn, about 2,778 single users for 84,746 views of the posts published on the official profile of the trade show. Instagram is the second social channel in terms of growth rate, increasing its followers in two years, from 1,037 at the end of 32.BI-MU to the 1,598 followers reached by 33.BI-MU.
The BI-MU webApp registered over 2,400 downloads considering only the exhibition days.
The next edition of BI-MU will take place from 9 to 12 October 2024.
For further information: www.bimu.it/en/
186 N. 78 - NOVEMBER/DECEMBER 2022 - international PAINT&COATING magazine ICT |
ZOOM ON EVENTS
© UCIMU © UCIMU






























































































global-industrie.com
Solution providers, service providers, subcontractors, manufacturers and distributors: solutions that support transitions! • ASSEMBLY, MOUNTING, FASTENING • ELECTRONICS • ENERGIES & SUSTAINABLE MANUFACTURING • ADDITIVE MANUFACTURING & 3D PRINTING • FINISHING AND TREATMENT OF MATERIALS • FORGE & FOUNDRY • MATERIALS & SEMI-FINISHED PRODUCTS • MEASUREMENT, CONTROL, VISION, INSTRUMENTATION • PLASTICS, RUBBER, COMPOSITES • REGIONS & COUNTRIES • ROBOTICS • SERVICES AND FACTORY EQUIPMENT • SMART : DIGITALISATION, AUTOMATION, MECHATRONIC • SHEET METAL WORKING, METAL SHAPING, WELDING • MACHINING & MATERIAL REMOVAL BE PART OF THIS EUROPEAN MEETING! THE INDUSTRY IS MOBILISING! 07-10 MARCH 2023 EUREXPO LYON-FRANCE
Under the High Patronage of Mr Emmanuel MACRON, President of the French Republic
Eos Mktg&Communication srl
www.eosmarketing.it - info@eosmarketing.it www.myipcm.com - info@ipcm.it
Redazione - Sede Legale: Via Pietro Mascagni, 8 - 20811 - Cesano Maderno (MB) - Italy Tel. +39.0362.503215 - Fax. +39.0362.1794768
EDITORIAL BOARD
Prof. Massimiliano Bestetti: Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan –Section of Applied Chemistry and Physics
Dr. Franco Busato: European environmental legislation and new technologies
Prof. Paolo Gronchi: Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan –Chemical Engineering Section
EDITOR IN CHIEF / DIRETTORE RESPONSABILE
ALESSIA VENTURI venturi@ipcm.it
EDITORIAL DIRECTOR / DIRETTORE EDITORIALE

FRANCESCO STUCCHI stucchi@ipcm.it
EDITORIAL OFFICE / REDAZIONE
PAOLA GIRALDO giraldo@ipcm.it
MONICA FUMAGALLI fumagalli@ipcm.it NICOLE KRAUS kraus@ipcm.it MATTEO SOTTI sotti@ipcm.it
BARBARA PENNATI pennati@ipcm.it
ILARIA PAOLOMELO paolomelo@ipcm.it
GABRIELE LAZZARI redazione@ipcm.it
EDITORIAL OFFICE AND GRAPHICS
ELISABETTA VENTURI grafico@ipcm.it
MEDIA SALES
FRANCESCO STUCCHI stucchi@ipcm.it
BARBARA PENNATI pennati@ipcm.it NICOLE KRAUS kraus@ipcm.it
SVEN KRAUS sven.kraus@ipcm.it
CLAUS GÖRLICH goerlich@ipcm.it
The smart journal for surface treatments
This magazine is wrapped with a biodegradable and compostable film. Questa rivista è confezionata con un film biodegradabile e compostabile.
LAYOUT/ IMPAGINAZIONE
ELISABETTA VENTURI grafico@ipcm.it
PRINT/ STAMPA ROTOLITO SPA info@rotolito.com

Kevin Biller: The Powder Coating Research Group


Prof. Stefano Rossi: Material Engineering and Industrial Technologies, University of Trento - Product Design

Dr. Fulvio Zocco: Environment and quality
SUBSCRIPTION SERVICE - SERVIZIO ABBONAMENTI:
Sale only on subscription - Vendita solo su abbonamento E.mail info@ipcm.it
Subscription Rates 2023 - Tariffe Abbonamento 2023:
Annual subscription print + digital: EMEA 110,00 € (postage included) Rest of world 350,00 € (fast airmail shipping included)
Abbonamento annuale cartaceo + digitale: EMEA 110,00 € (spese postali incluse) Resto del mondo 350,00 € (spedizione via aerea inclusa)
Single copy: 15,00 € EMEA (postage included) - Rest of world (postage excluded)
Back issues: 30,00 € EMEA (postage included) - Rest of world (postage excluded)

Fascicolo singolo: 15,00 € EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
Arretrati: 30,00 € EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
Subscriptions can be made by bank transfer to the following account: Eos Mktg&Communication Srl IBAN IT97F0844033270000000084801 - SWIFT CODE CRCBIT22 or via payment online at: www.myipcm.com
Gli abbonamenti possono essere sottoscritti versando il relativo importo a mezzo b/b IBAN IT97F0844033270000000084801 intestato a eos Mktg&Communication Srl oppure con carta di credito direttamente dal sito www.myipcm.com L’Iva sugli abbonamenti, nonchè sulla vendita di singole copie è assolta ai sensi dell’art.74 comma 1 lett. C DPR 633/72, DM 29/12/1989.
Registrazione al Tribunale di Monza N° 1970 del 10 Dicembre 2009Eos Mktg&Communication srl è iscritta nel Registro degli Operatori di Comunicazione con il numero 19244
POSTE ITALIANE S.P.A. – SPEDIZIONE IN ABBONAMENTO POSTALE –D.L. 353/2003 (CONV. IN L. 27/02/2004 N.46) ART. 1, COMMA 1 LOM/MI/4351

It is forbidden to reproduce articles and illustrations of “ipcm®” without authorization and without mentioning the source. The ideas expressed by the authors do not commit nor magazine nor eos Mktg&Communication S.r.l and responsibility for what is published is the authors themselves.
È vietata la riproduzione di articoli e illustrazioni di “ipcm®” senza autorizzazione e senza citarne la fonte. Le idee espresse dagli autori non impegnano nè la rivista nè eos Mktg&Communication S.r.l e la responsabilità di quanto viene pubblicato rimane degli autori stessi.
COOL
Compared the standard 170/180°C. The estimation considers reduction in energy costs up to 5-10% for each 10°C lowering of the curing temperature, value influenced by different factors, for example the type of oven that used. LOW CURING TEMPERATURE POWDER COATINGS STARTING FROM 140°C ENERGY COSTS REDUCED UP TO 20-30%* www.stpowdercoatings.com The smart journal for surface treatments ® INTERNATIONAL PAINT&COATING MAGAZINE ipcm digital on www.myipcm.com 13 Year Bimonthly N° 78 NOVEMBER/DECEMBER &
POWDER
UNIONE COST UTTORI IMPIANTI DI FINITURA
PIROMAX
Where effectiveness meets gentleness.
With PIROMAX ovens thermal paint-stripping is performed only through heat, paint is incinerated without altering the piece dimensionally or mechanically.


059 386012
ciroldi.it ciroldi@ciroldi.it +39
eosmarketing.it



Tel. +39 0383 891 699 | Fax +39 0383 891 698 | www.futuraconvogliatori.com | info@futuraconvogliatori.com



