ECO-DYES are on the Rise

YARNS
Electrically Conductive Polyester Yarn by Surface Modification for Smart & Technical Textiles
MANUFACTURING
From Robotics to Sensors to AI – and even into Space –Industry 4.0 is Positioned for a New Era
NONWOVENS
California Wipes Study Reveals Consumer Missteps on What They Flush, and More
FIBERS, FILAMENTS & PROCESSING SOLUTIONS ifj.com Issue 2 2024
World of Wipes SHOW PREVIEW


THE SHARP CUT TO MORE EFFICIENCY. HIGH PERFORMANCE BLADES AND STATE-OF-THE-ART-COATING FOR SUPERIOR CUTTING RESULTS IN STAPLE FIBERS.
100% MADE IN SOLINGEN · GERMANY!
100% MADE IN GERMANY Distributed in North America, UK and Mexico by Fi-Tech www.fi-tech.com MOZART AG Solingen/Germany mozart-blades.de SHARP IN EVERY DETAIL!





PREVIEW: World of Wipes –From Inception to Perfection
Expert Q&A: The Age of Atomically Precise Manufacturing
PP Yarn for Filtration By Dr. Pragnya Kanade and Dr. Prabir Pratihar
Sustainable Solutions in High Tenacity Polyester Yarn By
for Circularity
Textiles
Energy Harvesting
Eco-Dyes are on the Rise
2 IFJ ISSUE 2 2024
By Marie O’Mahony
Laura Alcober Royo
Collaboration
By Dr. Jonny Hunter & Dr. Oliver Shafaat
Conductive
By Onur Çelen
Marie
By
O’Mahony
By Adrian
By Geoff Fisher, European
IFJ Future of Manufacturing By Marie O’Mahony Startups at Center Stage By Adrian Wilson FOCUS ON NONWOVENS - Flush Right By Caryn Smith, Chief Content Officer & Publisher, IFJ CONTENTS FEATURES 14 11 18 2024 | VOL 38 | ISSUE 02 29 Viewpoint Coloring Between the Lines By Caryn Smith, Chief Content Officer & Publisher, IFJ Tech Spotlight How Functional are Natural Fibers & Materials? Tech Notes New Technology Briefs Tech Talk Adaptive Fiber Technology By Jeff Dugan Movers & Shakers Industry News and Notes 6 On the Cover: Courtesy of Archroma 32 36 COLUMNS & DEPARTMENTS 7 51 24 26 29 32 36 40 44 21 18 8 48 24 10 New Section!
Wilson Natural Cures to Coloration Ails
Editor,
BUYER’S GUIDE











2024



BUYER’S GUIDE

iStock/gyn9038 YOUR RESOURCE FOR QUALITY SUPPLIERS



2023-2024 BUYER’S GUIDE

NEW! THE BUYER’S GUIDE JUST GOT BETTER
Do You Want to Increase Your Company Exposure to Fiber & Filtration Professionals?
YOU GET 3X EXPOSURE IN PRINT GUIDE, DIGITAL GUIDE + SOCIAL MEDIA!
Take advantage of this incredible way to be found among the best of the industry!
◗ For $495, Standard Company Listings receive:
• Up to 5 categories for a searchable listing + logo for 1 year in online guide
• Print listing + logo with categories listed in IFN or IFJ publication
• NEW: Buyer’s Guide link accessible from INDA.ORG website, increasing SEO
• NEW: Promotion of Buyer’s Guide on IFN & IFJ Social Media & in the Monthly E-Newsletter
• NEW: Digital Flipbook with clickable links on Home Page of IFN or IFJ websites
◗ For $995, Premiere Vendor Category Listings receive all the Standard Company Listings (listed left), with the additional value of:
• Up to 12 categories for a searchable listing + logo for 1 year in online guide
• NEW: New “Premiere Vendors” Buyer’s Guide landing webpage – only for this category –with clickable company logo.
• NEW: Two “Buyer’s Guide e-Promotions” with the logos of all “Premiere Vendors” (clickable) sent to IFN or IFJ promo lists
Choose from specialties in over 70 categories!
IFN Buyer’s Guide for International Filtration News is printed in the July/August issue (Vol. 4). The listing runs for an entire year on www.filtnews.com/buyers-guide.
Listing Due by
WE’VE GOT IT COVERED
36 ISSUE 2023
FIBERS, FILAMENTS & PROCESSING SOLUTIONS ifj.com
for International Fiber Journal is printed in the November/December issue (Vol. 6). The listing runs for an entire year on www.fiberjournal.com/buyers-guide. Listing Due by October 11, 2024. 1100 Crescent Green Ste. 115, Cary NC 27518 • advertising@inda.media • https://inda.media To advertise, email Advertising@Inda.Media for a Media Kit or visit us online at https://Inda.Media
Complete Resource to Industry Companies Offering the Products & Services You Need! For Filtration Resources, Visit: www.filtnews.com/buyers-guide For Fiber Resources Visit: www.fiberjournal.com/buyers-guide Useit find partners& resourcesfor yourprojects! Onesconnectspshopping you th the best compan s intheindustry! Are You Listed?
April 19, 2024. IFJ Buyer’s Guide
Your










International Fiber Journal as an IFJ Editorial Advisory Board Member, we are accepting applications for the opportunity to work with subject matter development, industry experts and professionals in an enhanced capacity.
Please contact Caryn Smith at CSmith@inda.org to receive IFJ Guidelines and Expectations of Service. This is a unique opportunity to help inform, educate and inspire the global textile fiber industry.
2024 CALL FOR CONTRIBUTORS
International Fiber Journal is actively seeking contributed technical and thought leadership articles from qualified industry professionals and those allied to the fiber industry. If you would like to pitch an article for publication in IFJ, please contact Caryn Smith at CSmith@inda.org or +1 239.225.6137. Inquire to receive a listing of this year’s issue topics.

Advertise in IFJ in 2024 & REACH THOUSANDS GLOBALLY
International Fiber Journal reaches a vast network of qualified professionals who employ fibers, nonwovens, technologies, equipment and more to optimize operations. With unique readers in markets that have strong crossover, IFJ offers print and digital opportunities to maximize marketing investments with a range of solutions based on true thought-leadership platforms.
IFJ subscribers are in 67 countries. There are 17 countries with signficant readership (print and digital) that include USA, Hong Kong, Germany, China, India, Italy, United Kingdom, France, Spain, Belgium, Japan, Canada, Australia, Mexico, Switzerland, Brazil, and Taiwan. Email to receive a Media Kit to Advertising@inda.media today!
4 IFJ ISSUE 2 2024 CONTRIBUTORS | ISSUE 2 2024 Onur Çelen R&D Center Deputy Manager KORTEKS onur.celen@zorlu.com Adrian Wilson International Correspondent, IFJ adawilson@gmail.com +44 7897.913134 Dr. Prabir Pratihar Maharaja Sayajirao University of Baroda Laura Alcober Royo Technical Assistance Manager, Brilen Tech, S.A. lalcober@samca.com Dr. Jonny Hunter Research & Development Manager, Fibre Extrusion Technology Limited jonathan.hunter@fetuk.com + 44 (0)113 253 7222 Jeff Dugan Consultant, Fiber and Fabrics Industry duganja@comcast.net +1.423.737.4427 Dr. Oliver Shafaat Founder and CEO, Sci-Lume Labs™ oliver@sci-lumelabs.com Geoff Fisher European Editor, IFJ gfisher@textilemedia.com +44 1603.308158 Marie O’Mahony Feature Writer, IFJ Visiting Professor, RCA, London marie.consultant@gmail.com Dr. Pragnya Kanade Associate Professor, Maharaja Sayajirao University of Baroda p.s.kanade-ted@msubaroda.ac.in CALL FOR EDITORIAL ADVISORY BOARD MEMBERS If you have an interest to be more involved in



Wipes
Innovation & Sustainability — From Inception to Perfection

Join your peers at the World of Wipes® in Minneapolis! Connect with suppliers showcasing their wipes innovations. Hear The Clorox Company, Kimberly-Clark Professional, and Nice-Pak, amongst others, share their sustainability insights in formulations, industrial and institutional wipes, alternatives to plastics, production technologies, recycling options, and regulatory issues.
Dive into key intelligence in these topics:
• Dry and wet wipes
• Circular economy
• Sustainability/End-of-life implications
• Substrate formation
• Skin care formulations
• Raw materials
• Packaging
• Machinery and equipment
• Market trends and consumer insights
• Recycling options
• Regulations
• Ecommerce / Retail channels
New this year!
A special Formulations 101 Workshop led by:
Doug Cole, Vice President – Global Product Development, Rockline Industries, and Sarah Lopez, Technical Manager, Rockline Industries
The Workshop will take place during lunch on Tuesday, June 18th.


end Monday, May 6th. worldofwipes.org
17-20, 2024 Questions? Contact the Registrar registrar@inda.org +1 919 459 3724
Register today – early registration rates
Hyatt Regency Minneapolis | Minneapolis, Minnesota | June

VIEWPOINT
Coloring Between the Lines
Color choices are part of my everyday work life. Obviously, I produce a publication that contains colorful layouts which must match the design template, the tone of an article, the included images, and countless other little decisions that determine how I arrive at appropriate color choices. While choosing colors, rarely do I think about how the color ends up on the printed pages (although I do know how that all works) or what happens to the color after it is disposed of. Mostly, I am concerned with the vibe I am trying to create.
When choosing textiles in my personal environment – clothes, drapes, furniture, etc. – I do not consider how the textile achieves its coloration, either. I just pick what I like, what makes me feel good, or reflects my mood. Color is subjective. And, I believe most consumers are like me.
Thankfully, there are smarter people than me that look at color a different way, and can influence how (mostly eco-aware) consumers think about color. They see technical data, chemistry, applications, and circularity. They work to lesson the impact that coloration has on our planet.
On page 32, I found the article by Geoff Fisher eye-opening. Maybe I am still so new to this industry that things you’d know, I don’t, but I really never considered the environmental impacts of dye on bodies of water or wastewater. Fisher walks us through some facts, and then shares how companies are experimenting with biobased coloration that could solve the issues.
On page 29, Adrian Wilson hyperfocuses on companies who are committed to sustainable color options, and are even changing the way brands promote their color choices in their marketing to encourage sustainable fashion and textiles.
In this issue, we also have two interesting Q&As. On page 11, Marie O’Mahony “Colors, therefore, should be understood as subjective cultural creations.”
— Kassia St. Clair , Author of The Secret Lives Of Color
shares her interview with Dr. David Forrest, famous for his work in nanotechnology. Forrest was Technology Manager at the Department of Energy’s Advanced Manufacturing Office in Washington, D.C. where he developed original programming on Atomically Precise Manufacturing, covetic nanomaterials, Flash Processing, high performance gas separation materials (i.e., splitting air), and advanced material processes. Dr. Forrest is also known for his technology analysis work in the area of molecular manufacturing.
He spoke at IFAI (now ATA Expo) in 1995 on nanotechnology, and Marie interviewed him then. Now, 28 years later, he spoke the 2023 ATA Expo, and she interviewed him again on how the work to which he has dedicated his research is becoming a reality.
On page 44, I conducted a Q&A to kick off IFJ ’s new “Nonwovens Section” that will now be in every issue going forward. I had the pleasure of interviewing Matt O’Sickey, INDA, and Laura Wyss, Responsible Flushing Alliance, on the California Wipes Study. They analyzed exactly what is being flushed when it comes to wipes and other products, by pulling samples from two wastewater treatment plants. One end-goal was to discover where future consumer education must be directed. This was not a project for the feeble; they got it done with the help of sanitation experts and a team of industry wipes experts. Also, we have articles on conductive yarns (pages 24 and 26), sustainable yarns (page 18 and 21), and yarns for filtration (page 14). We hope you enjoy this issue!

6 IFJ ISSUE 2 2024
CSMITH@INDA.ORG +1 239.225.6137 CONTENT | EDITORIAL CHIEF CONTENT OFFICER Caryn Smith Driven By Design LLC csmith@inda.org +1 239.225.6137 EDITORIAL & PRODUCTION MANAGER Ken Norberg ken@ifj.com +1 202.681.2022 ART DIRECTOR Julie Flynn EUROPEAN EDITOR Geoff Fisher INTERNATIONAL CORRESPONDENT, EUROPE Adrian Wilson ADVERTISING | SALES PUBLISHER Driven By Design LLC advertising@inda.media +1 239.225.6137 BUYER’S GUIDE Joan Oakley CHINA Zhang Xiaohua EUROPE & INDIA Sabine Dussey ITALY Ferruccio & Filippo Silvera UNITED STATES Frank Strazzulla ADVERTISING COORDINATOR Vickie Smead vsmead@inda.org +1 919 459 3700 x 3720 AUDIENCE | CIRCULATION CIRCULATION MANAGER inda@stamats.com +1 800.553.8878 INTERNATIONAL FIBER JOURNAL (ISSN: 1049801x) is published bi-monthly by INDA, Association of the Nonwoven Fabrics Industry. Subscription price is $125 per year for non-U.S. subscribers. Periodicals postage paid at Charlotte, NC, and additional mailing offices. POSTMASTER: Please send address changes to International Fiber Journal PO Box 158 Cedar Rapids IA 52406-0158 USA. International Fiber Journal is published by INDA Media, the b2b publishing arm of INDA, Association of the Nonwoven Fabrics Industry. +1.919.459.3700 info@inda.media | www.inda.media
MISSION International Fiber Journal covers fiber-related trends and material science developments and how they impact the supply chain from raw material to end use. IFJ provides thoughtful insights and perspectives to global producers, users and business leaders who need to know about what’s next in fibers, filaments and processing solutions.
Chief Content Officer & Publisher, INDA Media, IFJ
Caryn Smith
TECH
SPOTLIGHT
How Functional Are Natural Fibers & Materials?

Sustainable products and processes are competitive in price and performance with conventional competitors, and will be on display
The New Nature Performance Area at Techtextil Provides Answers
Whether architecture, mobility, agriculture, industry or clothing: Sustainability is becoming increasingly important in all fields of application for technical textiles and textile technologies. The leading international trade fair Techtextil, taking place in Frankfurt, Germany in April 23-26, together with Texprocess, will put an emphasis on this future-oriented topic, with a Nature Performance area in the Fibres & Yarns product segment.
Whether bio-based, recycled or degradable materials, circular economy or regenerative design: the development of sustainable solutions in the textile industry is progressing at a rapid pace. The driving forces behind this are no longer solely the ecological benefits. Today, sustainable products and processes are in no way inferior to their conventional competitors in terms of performance and are also increasingly profitable. More than 15 percent of the exhibitors at Techtextil already have natural fibers and materials in their product range.
“As one of the major drivers in the textile industry, sustainability is increasingly becoming a decisive business factor. With our new formats, we are creating platforms for relevant innovations and innovative pacemakers in the industry and supporting market participants from all areas of production and application in networking in a sustainable context,” said Sabine Scharrer, Director Brand Management Technical Textiles & Textile Processing at Messe Frankfurt on the new program.
New – Nature Performance Area
A special highlight at Techtextil is the “Nature Performance” area, in the Fibers & Yarns
product segment. The participating exhibitors will be presenting state-of-the-art alternative, recyclable and sustainable materials with future-proof functional properties. Their spectrum ranges from natural fibers and materials to bio-based fibers and materials. The exhibitor presentations will focus on their performance for a wide range of applications, from architecture, construction, mobility and medicine to the garment industry.
One of the exhibitors in the Nature Performance Area is the Swiss start-up OceanSafe, which is presenting its “naNea” innovation. “In terms of durability and performance, our Cradle-to-Cradle certified fibers and yarns even surpass the classic solution, as they are not only biodegradable, but also inherently flame-retardant and hydrophilic. This makes them particularly attractive for many fields of application, from fashion and sportswear to industry and automotive,” explained Manuel Schweizer, founder and CEO of OceanSafe.
For an up-and-coming company like Vegeto, Techtextil is a valuable opportunity to introduce their plant-based thermal insulation made from milkweed fibers to new markets. It opens the door to new business relationships with those most interested in textile innovation, in a space dedicated to sustainable materials. There is enormous potential for natural fibers, and it is crucial to make these performant eco-friendly solutions widely available, said Ghyslain Bouchard, General Manager of Vegeto.
New – Econogy
The Nature Performance area is part of the Econogy program which Messe Frankfurt has introduced for its global textile events. The new label consolidates the numerous networking
and information formats on the topic of sustainability and creates transparency through standardized evaluation criteria. The term Econogy stands for the inseparable link between economy and ecology and thus indicates the direction of the future-oriented guiding theme.
Econogy Finder: The Econogy Finder is a key element of the program. The online directory comprehensively lists exhibitors with sustainable offers that have been certified and checked by experts. At Techtextil itself, the green label on the exhibition stands identifies Econogy exhibitors.
Econogy Talks: The Econogy Talks provide current topics and solutions. The high-profile lectures and discussion panels will take place as part of the Techtextil Forum. The topics range from new technologies to product innovations. Ricardo Vega Ayora from ITA Academy GmbH will address the question of how AI can be used for energy optimization. Or Robin Oddon from Techtera and Johannes Leis from STFI, Sächsisches Textilforschungsinstitut e.V. shed light on the development of circular processes for carbon and glass fiber composites in the MC4 project.
The Econogy Tours, on the other hand, are led by independent experts from the branch to select companies which are convincing with their sustainable approaches and offerings. During the tour, participants immerse themselves in the latest innovations and technologies, get to know visionary providers and network with potential partners and interested peers across sectors. www.techtextil.com
For details on how to submit your company’s technology for consideration as a “Technology Spotlight” in IFJ, contact Ken Norberg at ken@ifj.com or +1 202.682.2022.
ISSUE 2 2024 ifj.com 7
at Techtextil. Techtextil
TECH
NOTES
Unifi REPREVE® Launches Alternative Sustainable Filament Yarn ReComfort™

Unifi, makers of REPREVE® recycled high-performance fibers, announced that REPREVE ® has unveiled ReComfort™, a filament yarn crafted to act and feel like traditional cotton, acrylic and rayon, made with more sustainable materials.
ReComfort™ is an alternative to standard virgin cotton, acrylic, rayon and other spun yarn blends. This new combination has key features including being soft to the touch, and pill resistant. Optimized for REPREVE® Polyester, REPREVE® Nylon, standard (virgin) polyester and Standard (virgin) nylon this engineered thread has less drying time, and less processing time (such as fabric brushing or sanding), which in turn, saves energy.
ReComfort™ is available globally for brands to incorporate into their manufacturing process and products. www.unifi.com
Recyclable Event and Trade Fair Furniture
The German Institutes of Textile and Fiber Research (DITF) and their project partners have jointly developed a recycling-friendly modular system for trade fair furniture. The “PapierEvents” project was funded by the German Federal Environmental Foundation (DBU).
Once the paper has been brought into yarn form, it can be processed into a wide variety of basic elements using the structure winding process, creating a completely new design language.
The unusual look is created in the structure winding process. In this technology developed at the DITF, the yarn is deposited precisely on a rotating mandrel. This enables high process speeds and a high degree of automation. After the winding process, the individual yarns are fixed, creating a self-supporting component. A starch-based adhesive, which is also made from renewable and degradable raw materials, was used in the project for the fixation.

Structurally wound paper yarn element with green sensor yarn. DITF
The recyclability of all the basic elements developed in the project was investigated and confirmed. For this purpose the research colleagues at the project partner from the Department of Paper Production and Mechanical Process Engineering at TU Darmstadt (PMV) used the CEPI method, a new standard test procedure from the Confederation of European Paper Industries.
Also, a modular system for trade fair and event furniture was developed. The furniture is lightweight and modular. For example, the total weight of the counter shown is well under ten kilograms and individual parts can easily be shipped in standard packages. All parts can be used several times, making them suitable for campaigns lasting several weeks. www.ditf.de
Nanodiamonds Could Hold Key To Cool Clothing
Researchers from RMIT University in Australia are using nanodiamonds to create smart textiles that can cool people down faster. Their study, published in the journal Polymers for Advanced Technologies , found fabric made from cotton coated with nanodiamonds, using a method called electrospinning, showed a reduction of 2–3°C during the cooling down process compared to untreated cotton. They do this by drawing out body heat and releasing it from the fabric – a result of
the incredible thermal conductivity of nanodiamonds.
Project lead and Senior Lecturer, Dr. Shadi Houshyar, said there was a big opportunity to use these insights to create new textiles for sportswear and even personal protective clothing, such as underlayers to keep fire fighters cool. The study also found nanodiamonds increased the UV protection of cotton, making it ideal for outdoor summer clothing.
www.rmit.edu.au

Research supervisor and Senior Lecturer Dr. Xin Wang, lead researcher and research assistant Dr. Aisha Rehman and project leader and Senior Lecturer Dr. Shadi Houshyar. Cherry Cai, RMIT University
8 IFJ ISSUE 2 2024
Xenia Materials Unveils XEGREEN
Xenia ® Materials, a global player in high-performance fiber-reinforced thermoplastic composites production, announced the debut of XEGREEN® 23-C20-3DP at JEC World 2024. This innovative material marks a significant leap in additive manufacturing, bringing forth unmatched performance, sustainability, and versatility.
XEGREEN ® 23-C20-3DP, a PET-G (polyethylene terephthalate glycolmodified) with 20% carbon fiber reinforcement, represents a meticulous engineering effort to meet the demands of applications requiring superior strength, minimal warpage, and environmental responsibility.
Moreover, excelling in low-temperature environments, XEGREEN ® 23-C20-3DP finds suitability across various applications, from prototyping to master molds and finished parts. Beyond immediate advantages, this material guarantees long-term performance, ensuring durability and stability over time.

XEGREEN® 23-C203DP offers a distinctive set of features, ensuring optimal performance and sustainability throughout its lifecycle. Its advanced formulation minimizes warpage during the printing process, providing manufacturers with reliable and consistent results. Designed to withstand harsh chemicals, this material is an ideal choice for the carbon fiber lamination process, thanks to its resistance to resins and release agents.
This new grade reflects Xenia® Materials commitment to environmental sustainability. Manufactured from 100% fully recycled materials, it contributes significantly to a circular economy. www.xeniamaterials.com
Lenzing Teams Up With Recyc Leather and GANNI To Unveil New Footwear Materials
Lenzing Group, a leading global producer of wood-based specialty fibers, has partnered with leather alternative expert Recyc Leather to introduce Pélinova®, an innovative material that fuses TENCEL™ Lyocell fibers and recycled leather fibers for high-end fashion applications. Joining forces with Danish advanced contemporary brand GANNI, this dynamic trio is set to bring this next-generation material to the market as an alternative to genuine leather materials, starting with GANNI’s Slouchy Boots launching early this year.

Mewalii hemp femcare pads
Hemp-Based Period Pads
Danish Femcare company Mewalii has introduced the period pads crafted from Sero regenerative hemp fibers without the use of cotton. The launch, which took place in January 2024, marks a significant milestone for the founders after more than four years of dedicated effort and passion of development.
“We had an amazing launch, and it was so soothing to be able to say that from this day you be able to buy Mewaliis hemp pads – it was unbelievable amazing,” said Frederikke Dahl, Co-Founder of Mewalii.
Mewalii’s journey began in 2019, inspired by a university entrepreneurship program, envisioned developing fully biodegradable sanitary pads. During the founders’ research, they investigated the use of different types of natural fibers and found hemp used less water than other materials and could be grown without the use of pesticides.
The Mewalii pads contains a 100% hemp-based core and a top sheet combining hemp and viscose for added softness. Additionally, the hemp was softened via mechanical processes. www.mewalii.com

Recyc Leather’s next-generation material, Pélinova®, is created through a unique, transparent process which involves collecting pre-consumer recycled leather and then hydro-jetting the leather fibers into the TENCEL™ Lyocell fibers, a standout material within the TENCEL™ brand portfolio that is produced from a resource-saving, closed-loop production process. TENCEL™ Lyocell fibers are also unfavorable to odor-causing bacteria. The combined efforts between Lenzing and Recyc Leather result in a material which is supple, flexible, and durable, with a low environmental impact utilizing 70% less water than traditional methods and reducing CO2 emissions.
“Since our establishment in 2017, we have recycled 100 tons of leather from landfill, earning recognition from European authorities and positive responses from brands,” said Olivier Grammont, Co-founder of Recyc Leather. “Our partnership with Lenzing and GANNI demonstrates the potential of Pélinova® as a truly sustainable alternative to traditional leather, inspiring us to continue to broaden the application of Pélinova® in shaping the future of the leather industry.” www.lenzing.com
ISSUE 2 2024 ifj.com 9
Xenia granules
Pélinova will be used in Ganni’s slouchy boots, which are due to launch early in 2024, as well as other projects. Lenzing
TWORLD OF WIPES
From Inception to Perfection
Focus on Materials & Collaboration for a Sustainable Future
his year, the World of Wipes® lands at the Hyatt Regency in Minneapolis Minnesota on June 17-20 with a theme of Innovation & Sustainability. INDA, Association of the Nonwoven Fabrics Industry, and presenters of the WOW conference, announced in February that they are undertaking Sustainability as a primary focus for 2024. This strategic initiative, backed by resounding support from INDA’s leadership, is a direct response to feedback from association members affirming that sustainability remains one of the nonwovens industry’s highest priorities. Of course, the theme will be a major force in all of INDA events through the year, including WOW, and into 2025.
INDA’s sustainability endeavor will center around three core pillars crucial to the industry’s future: Responsible Sourcing, End-of-Life Solutions, and Innovations in Sustainability. These pillars are evident in the stellar line-up of sessions over the three day event.
Launching Products
Starting off is the annual offering of the two-day WIPES Academy, led by instructors, Heidi Beatty, Chief Executive Officer, and Paul Davies, Ph.D., Consultant, both from Crown Abbey, LLC.
From wipes design and production to cost implications and packaging, the twoday WIPES Academy is centered on every facet of the multibillion dollar wipes product and marketing sector from raw materials, converting, wet and dry wipes to medical, industrial, and consumer wipes. The course is essential for technical and management professionals interested in learning the research, development, and manufacturing of wipes. Pre-registration is required, and a separate class fee applies.






Wow-ing Attendees
WOW brings top industry leaders to the stage to discuss steps towards true sustainability. Three noteworthy sessions are:
Wipevolution: Unveiling the 50-Year Journey from Arthur Julius’ Vision to Nice Pak’s Innovation - Transforming Wipes into a ‘Wow’ Experience. Presenter: John Iarocci, VP – R&D and Quality, Nice-Pak. “Join me as we delve into the origins, progression, and significant milestones that define the remarkable trajectory of wipes, transforming them from a mere solution into a ‘wow’ experience for consumers” says Iarocci.
Divergent Paths: Unraveling the Dynamics of Sustainability in Industrial/
Institutional Versus Consumer Settings. Presenter: Jonathan Fast, Senior Staff Scientist, Ecolab. Within the EU Single Use Plastic Directive, wet wipes are included as one of the ten items of concern – however, industrial wipes are specifically exempted. This talk will explore how sustainability implementation may differ between consumer and industrial wipes, both in product design and customer expectations.
Navigating Sustainability in the Wipes Landscape: A Global Perspective on EPR Legislation, Retail Requirements, and Innovative Packaging Solutions. Presenter: Desmond VanHouten, Ph.D., Sr. Marketing Manager, Amcor. Desmond will help attendees understand the different avenues wipes producers are exploring to achieve their sustainability objectives (recycled content, mono material, down gauging, etc.), while continuing to provide economically viable solutions to consumers.
The sessions noted are just the beginning of a wonderful program for attendees. Details on other sessions can be found at www.worldofwipes.org.
10 IFJ ISSUE 2 2024
®
SHOW PREVIEW
The Age of Atomically Precise Manufacturing
Talking Nanotechnology with David Forrest
By Marie O’Mahony
David Forrest was one of – if not the very first – to draw attention to the potential for nanotechnology in textiles in a presentation at the Advanced Textiles Association/ATA EXPO (formerly IFAI) in 1995. An MIT graduate, his achievements include an Energy Rock Star Award when working at the Department of Energy, the Assistant Secretary’s 2016 Outstanding Impact Award and the distinguished Career Service Award for pioneering Atomically Precise Manufacturing and covetic nanomaterials. Currently, David is a Principal Technical Consultant with Nexight Group, primarily supporting the U.S. Department of Energy’s (DOE) decarbonization initiatives. I interviewed David after his very first ATA EXPO presentation, therefore I took the opportunity during the 2023 ATA EXPO to interview him once again to see what progress has been made and what we might expect in the future.
Marie O’Mahony: Let’s begin with a few questions about the technology, can you give your definition of nanotechnology?
David Forrest: Yes, and there is a colorful history of how the definition has changed over the years. In the early 2000s, the ISO working group TC229 on Nanotechnologies debated for over three years before they published the first version of the

Atomic precision will make possible clothing that can change its shape and texture in ways that are imagined in today’s science fiction movies but will become tomorrow’s reality.
definition ... and they’re still tinkering with it. The short answer is that nanotechnology is the understanding and control of matter at the nanoscale (100 nm or less). But that is so broad that it’s not very useful.
When I was first introduced to the concept in 1985, nanotechnology meant something very different: a technology based on assemblers able to build systems to complex atomic specification under programmable control. Many of us are now referring to this as atomically precise manufacturing, where virtually every atom is placed exactly where you want it to be and there are no defects, missing atoms, or contaminant atoms in the product. So nanomachines were integral to this early definition by Eric Drexler.
O’Mahony: Why is atomic precision so important?
Forrest: Because that extra amount of precision changes the performance of materials by something like a factor of 50. It’s the difference between a full-size car weighing 1300 kilograms vs. only 50 kilos. Atomic precision will make possible clothing that can change its shape and texture in ways that are imagined in today’s science fiction movies but will become tomorrow’s reality. Atomic precision will provide meaningful, economically sensible answers to today’s seemingly intractable problems of pollution of our environment, climate change and destruction of habitats, and human suffering from disease and famine.
O’Mahony: You argue that nanomachines are necessary, can you explain why?
Forrest: Yes, thanks for this question, because it’s the most misunderstood aspect: You can’t mass-produce by pushing atoms around with a microscope. And that was never the claim. There’s also been a lot of nanotech funding of nanoparticles, but you’ll never make anything like these strong, shape-changing textiles with nanoparticles. One can make atomically precise thin membranes at commercial scale – and that’s been an important breakthrough – but if you want to make cars and laptops and skyscrapers to atomic
ISSUE 2 2024 ifj.com 11
EXPERT Q&A

precision you need nanofactories with assembly lines that have trillions of molecular machines. That’s how life on earth works, too, by the way. Our biosphere grows and is sustained by vast numbers of molecular machines.
O’Mahony: We are doing this interview at the ATA EXPO 2023 where you are speaking 28 years after your first seminal paper presenting nanotechnology to the textiles industry. I have to ask – what happened to the little black dress that would morph from office attire to evening wear? I was so looking forward to it!
Forrest: Those molecular machines can’t come soon enough, Marie.
O’Mahony: One of the big controversies in textiles right now revolves around “forever chemicals,” with many calling for an outright ban on chemicals such as PFAS. Do you see a role for nanotechnology here as it is already in widespread use in textile coatings and finishes?
Forrest: When you can make textiles atom by atom, molecule by molecule, from the bottom up, there won’t be any need for these toxic chemicals in the production process. In the meantime, atomically precise membranes will have the ability to screen out these sorts of chemicals so
Atomically flat membranes, one molecule thick based on modified amino acids and containing atomically precise pores. The development is by Professor Christian Schafmeister, Temple University Department of Chemistry and a recipient of the KidneyX Prize, and the Feynman Award for Experimental Nanotechnology. One important potential application is blood purification for portable dialysis devices.

there’s a near term solution looming to clean up our water.
O’Mahony: What is a utility fog?
Forrest: It’s a great idea for a “material” that’s part machine, part computer, and part scaffolding ... blurring the distinction between all three. Microscopic nodes with computers and motors and telescoping arms are linked in a vast three-dimensional array with data signals and electrical power being transmitted from one to the next. As the arms expand and contract the entire structure changes shape and size in a programmed way. That’s the basis for the material for that little black dress you want.
O’Mahony: It sounds like the utility fog might offer some unique possibilities for responsive materials such as smart materials wearables and medical devices. Would you care to speculate on this?
 Marie O’Mahony
Marie O’Mahony
Forrest: Well, it could be just be a single object like a chair that resizes and reshapes itself to be distinctly comfortable to whoever sits on it. Or the sole of a shoe that supports the contours of your feet perfectly. Josh Hall, who’s written about this extensively, imagined being surrounded by this fog of machines that could condense useful objects all around you on command – seemingly from thin air. Or serve to protect people from impacts and flying debris, kind of like a personal shield.
Back in the year 2000, I moderated a panel of nanotechnology experts at a conference, and I became haunted for a long time by a comment from Rod Ruoff. We were all talking about diamond being the future material of choice due to its low density and fantastic strength and he said, ‘Look, diamond is incredibly strong, but in order to take advantage of that strength you have to strain it 10% and I don’t know how to do mechanical design with that much strain.’ He was right, of course, and I didn’t have an answer until years later when I realized that utility fog solves this problem: the telescoping arms can compensate for the high levels of strain. As forces on the system pull and strain the diamond arms like rubber bands, motors contract the arms to keep the distance between nodes constant. The shape doesn’t change despite extraordinary forces.
12 IFJ ISSUE 2 2024
Professor Christian Schafmeister
Views of small sleeve-bearing structure: (a) end, (b) exploded. Eric Drexler, Nanosystems
David Forrest presenting his paper ‘Nanotechnology and textiles: from atomically precise manufacturing to self-assembling fabrics’ at the Advanced Textiles Association’s (ATA) EXPO 2023, Orlando, Florida.
David Forrest/JoSH Hall

In this SEM of cotton a ribbon-like arrangement can be seen. A utility fog could offer a similar aesthetic and haptic quality, but be programmable and with a significantly lower environmental impact than cotton.
An array of nodes connected into a flat ribbon to form a programmable “utility fog.” This can be used to create integrated computers, motors, power, sensors and communication devices in a material that can change shape.

When you can make textiles atom by atom, molecule by molecule, from the bottom up, there won’t be any need for these toxic chemicals in the production process.
O’Mahony: You have talked about an actuating motion of large objects created by broadcasting signals to a networked array of millions of atomically precise molecular machines. Do you envisage this as something that happens locally, say close to the body, or might it be across larger distances such as networked vehicles?
Forrest: I chose that language to equally describe the way muscles work in people, or the way nanomachines could work in (for example) a car that could morph from having a sports car body to an SUV on command. It’s always a challenge to describe a world filled with future nanomachines in familiar terms, and it’s helpful to have biological examples (like muscles) as existence proofs. You’re way ahead of me on the networked vehicle idea! That could very well solve things like multi-car pile-ups on the highway if the vehicles were coordinated with each other.
O’Mahony: New materials and functions, environmental benefits, all marvelous. What does this mean for manufacturers? Are we talking imminent scalability, working within existing factories or is it a whole new set of tools and machines?
Forrest: This is interesting, right? If you have a desktop factory that can make atomically precise products from a few bottles of basic chemicals, then why do you need to make things in centralized factories halfway around the world?
Of course, it’s going to take awhile to advance the technology to the point of desktop factories, but we’re talking about a few decades from now, not hundreds of years. For now, manufacturers can rest easy. Someday, “manufacturing” may mean sending a software instruction set to somebody’s desktop nanofactory for on-site production of a shapeshifting little black dress.
O’Mahony: There is a trajectory in new materials and technology when first introduced they look to mimic existing materials before moving on to produce novel materials. Would you agree with this and if so, can you offer an idea that you would like to see nanotechnology evolve?
Forrest: I definitely agree with your observation, Marie. One of my favourite examples is the idea that was developed by a small company named Covalent, which based the design for an atomically precise membrane on a cellular structure called an aquaporin. If they get to commercialization it will be game-changing for reducing the operating costs of desalination plants.
O’Mahony: The initial vision for nanotechnology was of molecular gears and bearings and motors and mechanical nanocomputers. Is that still on the horizon?
Forrest: We can’t scale up production without these sorts of machines, so the answer is “Yes” for sure. I’m happy to report that the first examples of these devices are now in the rearview mirror: Nanocar races compete different designs against each other, and the electric motor powering the nanocars won a Nobel prize in 2016 for its inventor, Prof. Ben Feringa.
O’Mahony: David, it has been a pleasure as always. Final question: If we were to talk again in ten years, what would be the one thing that you would like to be able to point to and say ‘Nanotechnology did this’?
Forrest: Atomically precise membranes. Because they could be used for cleaning toxins from water, cleaning blood to eliminate kidney dialysis, mining valuable minerals from seawater, and cheaply removing greenhouse gases from the atmosphere.

Dr. Marie O’Mahony is an industry consultant, author and academic. She the author of several books on advanced and smart textiles published by Thames and Hudson. www.linkedin.com/in/marie-o-mahony94776836
ISSUE 2 2024 ifj.com 13
JoSH
Hall
PP Yarn for Filtration
By Dr. Pragnya Kanade and Dr. Prabir Pratihar
DREF spun polypropylene yarns are largely consumed in the manufacture of wound filters supplied to the domestic filtration sector. Suitability of alternative spinning systems can be explored to establish their use for water filtration application. This study compares the filtration performance of wound filters manufactured with DREF spun yarn and of that manufactured with roving (doubled) produced through the conventional route. Results show that the micron rating of filter wound with doubled roving yarn was better (@ 6 μm); the pressure drop experienced by it was higher (2.89 psi) which can influence its effective working life span. Practically the DREF spun yarn seems to be more suitable as an averaging effect is seen in terms of pressure drop (0.95 psi) and micron rating (90 μm) obtained.
Introduction
Though wound filters fall in the disposable type category; their performance greatly influences the life of final filter that is placed down the line in a water purification system. The prime requirement of filter media is that it should be porous or else the pressure drop experienced by it will be high which in turn can influence the particle retention efficiency. Literature available states that polypropylene (PP) yarns spun on DREF spun yarns are quite suitable and popular for being used as media for filtration purpose.[1] This is so, mainly due to its yarn characteristics like lower twist levels that result in its open structure. Twist level is indirectly reflected in the yarn diameter; higher twist results in greater compactness of yarn and lower diameter. If yarn contains higher level of twist then it will offer greater resistance to flow of water besides its ability to mechanically capture the suspended particles. In other words the porosity of yarn will be influenced due to the twist present in it and indirectly on the spinning system on which it is produced. Herein, we attempt to explore an alternative method to produce yarn for filtration application followed by comparing their respective performances.
Material and Methods
• Material
PP staple fibers having 51 mm length and 2.5 denier were used to produce yarn on the DREF spinning and the conventional spinning systems.
• Methods
Yarn Manufacture
The purpose of the study was to analyze the influence of the spinning technique on the performance of the filter media in manu-
facture of wound filters. The ring spinning technique is referred to as the conventional method here while the usual method for producing the filter media is addressed as the DREF spun yarn using friction spinning technique. Slivers of known fineness were fed at a time to the DREF spinning machine that relies on aeromechanical principle[2] for yarn formation. The fibers were fed to the carding drum via the feed rollers from which they are conveyed to the nip of spinning drums and due to friction between them, fibers get twisted with yarn withdrawal occurring perpendicularly. The yarn was wound using a grooved drum to produce a cross wound package.
Alternatively, similar kind of filter media can also be produced through the conventional (carded) route comprising of processing the staple fibers through the blow-room, card, draw-frame (one passage), simplex and the ring frame. But for the media produced in this trial, post draw frame, the sliver was given two additional passages (total three passages) followed by the final step of getting roving on Simplex. This roving was assembled to be used as feed package on two for one twister (TFO) to produce a cross wound package. The twist in the roving is very less so the structure is too porous. Earlier when DREF spinning machines were not available, the simplex roving were used as filter media but were produced with higher twist multiplier (twist); that could influence the porosity of yarn.
Yarn Characteristics
The DREF spun yarn and the doubled roving were checked for their characteristics in terms of count, yarn diameter, and twist as shown in Table 1 and Figure 1.
The yarn fineness was found by cutting and weighing method and the doubled roving was found to be coarser compared to the DREF spun yarn as is reflected by the difference in their respective diameters. The diameter of both the sample was found using Parco make traveling microscope. The value of yarn diameter was needed to calculate the wind ratio (equation 2) as well as to make an entry on the control panel of the winding machine. The diameter and twist are very closely related; in fact a yarn that has lower diameter would also contain higher turns[3]. But the means of twist insertion in both the yarn samples was different; hence a direct comparison is not suitable. Yet measurement was done to understand the yarn twist
14 IFJ ISSUE 2 2024
FILTRATION YARN
Yarn property DREF spun Doubled roving Yarn count (Denier) 6644 7289 Diameter (mm) 2.5 3 Twist (TPI) 15 0.8
Table 1 Yarn particulars

characteristics and its role in the performance of the wound filter. The twist in the doubled roving was found using twist contraction method at a gauge length of 10” while the twist in the DREF spun yarn was measured using twist to break method.
The photograph shown above in Figure 1 (a) is of the doubled roving and the twist binding the two rovings can also be clearly seen. The roving was cut and the individual strands were separated; seen in Figure 1 (b & c). The individual rovings contained minimal twist but that was not measured.
Wound Filter Manufacture
The wound filters were produced on specially designed filter winder[4] that can be operated, on flexi mode[5]. The packages were produced on precision winding mode for this study keeping an average tension of 55 g, package diameter of 65 mm and two circumferential diamonds. The winding calculations were done using equation 1 and equation 2 where the yarn diameter of DREF spun yarn and for doubled roving was taken as 2.5 mm and 3 mm respectively.
Traverse ratio = ! # $%&'(%)( *(+,$. # / # $&+0 (1)
where d is the package diameter at a given instant and θ is the coil angle.
Gain = !"#$ &'"()*)# + , & , -'$. (2)
where d is the package diameter at a given instant and θ is the coil angle.
The packages were produced with almost similar wind ratios of 5.235 and 5.2321 respectively for DREF yarn and doubled roving so that, the characteristics could be maintained. Previous works have already discussed the winding calculations as well as the influence of winding parameters on the wound filter performance. [6, 7, 8, 9 & 10]
Wound Filter Testing
The wound filters were tested in-house[11] using ASTM F749 [12] test method under constant flow rate conditions. This is a destructive test method where duration of test trial was one hour with slurry concentration of 0.1 g/L. The pressure drop was noted after every 15 minutes while the micron rating was obtained from the microscopic analysis of particles present in the inlet and outlet water samples collected at the end of the test.
Results and Discussion
• Pressure Drop Characteristics
Figure 2 shows pressure characteristics of wound filter produced using DREF spun yarn.
It can be seen from Figure 2 that in the initial part of the test, (up to 20 minutes) there was hardly any change in the pressure drop. But after that a steady rise was observed till it reached approximately to 0.95 psi before terminating the test. Figure 3 shows pressure characteristics of wound filter produced using doubled roving.
It can be seen from Figure 3 that in the initial part of the test, (up to 20 minutes) there was hardly any change in the pressure drop. But after that a steady rise was observed in it till it reached
Comparative pressure drop characteristics of the yarns spun on different spinning systems drefspun doubledyarn
ISSUE 2 2024 ifj.com 15
(a) (b) (c)
Figure 1 (a) Double roving (b & c) single rovings
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Pressure drop (psi) Time (min) Pressure characteristics of DREF spun yarn DREF yarn
Figure 2 Pressure built-up across filter wound with DREF yarn with time
010203040506070
-0.5 0 0.5 1 1.5 2 2.5 3 3.5
Pressure drop (psi) Time (min) Pressure characteristics of doubled roving Doubledroving
Figure 3 Pressure built-up across filter wound with DREF yarn with time
010203040506070
-0.5 0 0.5 1 1.5 2 2.5 3 3.5
Pressure drop (psi) Time (minutes)
Figure 4 Pressure built-up across filter from yarn spun on different spinning systems
010203040506070
Figure 2. Pressure built-up across filter wound with DREF yarn with time.
Figure 3. Pressure built-up across filter wound with DREF yarn with time.
Figure 4. Pressure built-up across filter from yarn spun on different spinning systems.
Figure 1. (a) Double roving (b & c) single rovings.
approximately to 2.86 psi; when the test was terminated. Figure 4 shows the comparative results of pressure characteristics of wound filter produced from the DREF spun yarn and that produced from doubled roving.
The doubled roving showed higher pressure drop (2.86 psi) compared to its counterpart (0.95 psi). This indirectly implies that the wound filter produced using doubled roving yarn showed greater resistance to passage of water in spite of keeping similar winding parameters. The main reason behind this could be due to the use of doubled roving even though the twist was only nominal. Build-up of higher pressure drop is not favorable
for the life of filter since it will essentially result in the need of early replacement.
Retention Characteristics
Figure 5 shows the change in % frequency of particles present in the inlet and filtrate water samples of the wound filters manufactured from DREF yarn. It can be observed from Figure 5 that the % frequency of almost all particles in the outlet is less than the inlet except particles with an average size of 30 μm. It can be an indication of mechanical failure of the filter to trap the mentioned particle size and may need further test time to draw appropriate conclusion.
Figure 6 shows the change in % frequency of particles present in the inlet and filtrate water samples of the wound filters manufactured from doubled roving. It can be observed from Figure 6 that the % frequency of all particles in the outlet is less than the inlet, however a shift in the distribution is also observed.
Figure 7 shows the comparative change in % frequency of particles present in the filtrate water samples of the wound filters manufactured from DREF yarn and doubled roving. It can be observed from Figure 7 that the % frequency of all particles is much less for filter wound with doubled roving than that produced with DREF spun yarn.
The micron rating of filters produced with DREF spun yarn and doubled roving was 90 μm and @ 6 μm respectively. Figure 8 shows the dirt holding capacities of different filters.
The results from Figure 8 show that doubled roving filter was able to hold greater quantity of dust that is mainly due to greater surface area available to the particles for getting deposited. This measurement was done after the filter test by allowing the filter to dry completely and then weighing it. As mentioned in the earlier part of the text, even though the apparent difference between the ratings of the two wound filters is large, yet as far as the performance of wound filter is concerned combined weightage is given to both, the pressure drop as well as the micron rating. A wound filter that exhibits higher pressure drop will get clogged sooner, requiring it to be replaced sooner. Thus life expectancy of filter wound with doubled roving yarn would be less though its filtration efficiency is higher. Thus as a disposable filter, wound filters produced from DREF spun yarn seem to be more suitable as pre-filter for removing coarser par-
16 IFJ ISSUE 2 2024
-10 0 10 20 30 40 50 60 020406080100120 %frequency of particles Average particle size (μm) Change in particle size distribution for DREF spun yarn Inlet Outlet
Figure 5 Change in particle size distribution in inlet and outlet water samples
0 5 10 15 20 25 30 35 40 45 020406080100120 %frequency of particles Average particle size (μm) Change in particle size distribution for doubled roving yarn Inlet Outlet
Figure 6 Change in particle size distribution in inlet and outlet water samples
-10 0 10 20 30 40 50 60 020406080100120 % frequency of number in liter (Outlet) Average particle size (μm) Filtration characteristics Doubled roving DREF
Figure 7 Filtration characteristics of wound filters manufactured on different spinning systems
Figure 5. Change in particle size distribution in inlet and outlet water samples.
Figure 6. Change in particle size distribution in inlet and outlet water samples.
Figure 7. Filtration characteristics of wound filters manufactured on different spinning systems.
0 10 20 30 40 50 60 12 Dust holding capacity (g) Change in dust holding capacities
DREF yarn
Figure 8 Dirt holding capacity
Doubled roving
Figure 8. Dirt holding capacity.
ticles with longer life; resulting in filtering more quantity of water in the long run. The doubled roving yarn may be suitable in applications similar to the role of a final filter and need to be explored further with other variations in the winding parameters for drawing any solid conclusion regarding their use.
Conclusions
The idea of using an alternative technique to produce yarn for filtration purpose was successful. Pressure drop and micron rating in case of filter wound with doubled roving were 2.86 psi and @ 6 μm while the filter wound with the DREF spun yarn showed values of 0.95 psi and 90 μm respectively. Hence for practical applications DREF spun yarns seem to be a more suitable option than the doubled roving yarn. As far as the performance of wound filters produced with DREF spun yarns is concerned it can be improved further by choosing appropriate winding variables. However the authors feel the necessity to carry out further trials so that better clarity can be achieved, nonetheless it’s a very promising alternative. The work can be extended further by carrying out similar experimental trials on the spinning systems and winding system to work out a suitable alternative.
For more than 50 years, Fi-Tech has successfully worked with manufacturers of machines and key techical components used in the production of:

5. P S Kanade and S S Bhattacharya. Influence of winding parameters on the performance of string wound filter cartridges – part – I. The filtr. J. 2013; 13 (4), 222.
6. P S Kanade and S S Bhattacharya. Influence of winding parameters on the performance of string wound filter cartridges – part – II. The filtr. J. 2014; 14 (3), 152.
dium. Int J Adv Res Engg & Technol (IJARET). 2013; 4, 290.
11. ASTM F 795 – 88. “Standard practice for determining the performance of a filter medium employing a single-pass, constant rate, liquid test”.1988 Dec.
Our customers trust us to provide the best quality and rely on our commitment to their needs when exploring new opportunities to grow and to improve their manufacturing businesses.
Equally, our suppliers highly value the service, dedication, and access to the markets we provide.

ISSUE 2 2024 ifj.com 17
Polymers Synthetic Fibers Nonwovens fi-tech.com 804-794-9615 sales@fi-tech.com
Let Fi-Tech be “Your Global Connection”
Sustainable Solutions in High Tenacity Polyester Yarn
Industrial Actions for Sustainability
By Laura Alcober Royo
As a Spanish polyester industrial yarn producer located in Barbastro, northeast Spain, in close proximity to the Pyrenees, Brilen Tech, S.A., has focused on growth and transformation programmes initiated since 1996. Brilen has carried out a series of activities aimed at achieving sustainability, including these milestones that set the stage for high tenacity polyester yarn developments:
Establishing a starting point for improving sustainability, product life cycle analysis and transparency were the main goals. The most representative yarns produced by Brilen have been analyzed
to obtain their Environmental Product Declaration, audited, certified and made available at Environdec. Brilen was the first company to certify the EPD of high tenacity polyester yarn through this prestigious entity.
Each capacity increase, from 2000 to the most recent in 2023, has been performed based on state-of-the-art technology, to ensure productivity, energy savings and optimal performance. Brilen treats 100% of the process water by MBR technology to eliminate contaminants and discharges.
The Environmental System based on ISO 14001, introduced in 2007, was com-
pleted by ISO 50001 for Energy Management Systems certification in 2019. 21% of this energy has been certified by SGS as renewable energy due to the installation of a photovoltaic plant for self-consumption initiated in 2020.
As a chemical company producing polyester chips, the entire industrial site supports Operation Clean Sweep, a global initiative from the plastic industry to reduce potential leaks of microplastics like pellets, flakes or powdered resin into the environment.
The commissioning of our Intermodal Terminal (TIM) has reduced CO2 emissions into the atmosphere by more than

18 IFJ ISSUE 2 2024
POLYESTER YARN
Brilen’s investment in High Tenacity Polyester Yarn capacity launched with a pilot line built in 2021 at their premises in Barbastro, Spain to push the development of products and the enlargement of BRILEN® yarn range. It’s two main purposes: R+D reinforcement and capacity extension. Brilen
GLE-UV, made to protect your materials
BREAKING FORCE (N)
80% due to the change in the transport of raw materials from road to rail, between the ports of Barcelona and Bilbao and our Barbastro plant. Additionally, this development facilitates hybrid transport using trains and trucks for our products, offering environmental advantages.
In 2023, a new rPET plant was inaugurated at the Barbastro industrial site. Equipped with the latest technology from Erema and fed with bottle flakes, Renovapet reliably supplies postconsumer recycled PET, enabling Brilen to achieve vertical integration for this special material.
Throughout 2024, the study on a post-industrial recycling plant will be conducted to explore the feasibility of closing the loop with a completely circular production of high tenacity polyester yarn.
All these initiatives are supporting the company in achieving more sustainable products with objective data.
More Durable Materials for a More Sustainable World –GLE-UV
One of Brilen’s goals in the last year was to increase the durability of polyester industrial yarn in the environment while minimizing any loss in mechanical properties.
This goal has been achieved through the incorporation of
an innovative additive during the spinning process. Consequently, the yarn now has a lower probability of breaking during utilisation, increasing the lifespan of products and reducing the need for substitution.
Two samples, one of standard high tenacity polyester yarn (GLE) and the other with this innovative additive (GLE-UV), underwent testing both in their original condition and after being exposed to age-
Comparison accelerated biodegradation into biogas of BMP testing to ASTM D5526
ing, in accordance with EN 12224:2001, a standard for Geotextiles and Geotextilerelated products.
Subsequently, both sets of results were compared.
On the graphs below, the breaking force of both GLE and GLE-UV can be observed before undergoing ageing, showing a notable similarity. However, after exposure, the decline in physical resistance for the standard GLE is much higher, retaining only 38% of the residual force compared to 57% for GLE-UV. Similar data can be seen in tenacity (breaking force per titer) and elongation, with the standard GLE exhibiting lower elongation after exposure. The main benefit of our GLEUV yarn lies in its durability as the material’s initial force can be sustained for a longer period. This means calculations would require a lower confidence margin due to the lower degradation of the material, saving yarn and waste.
■ Years to biodegrade in labratory conditions
■ Normalized years to biodegrade BMP – Bio-methane Potential
ASTM D5526 is the standard that estimates the furation for a material to biodegrade into biogas in a landfill.
Estimated values on GLE-BIO. Tests in process.
GLE-BIO – Energy From Your Product
Organic materials undergo biodegradation in landfills, resulting in the production of biogas (methane) and biomass. This biogas production occurs continuously, 24 hours a day, every day of the year, as it converts materials into clean and sustainable green energy.
ISSUE 2 2024 ifj.com 19
BEFORE AFTER RESIDUAL (%) BEFORE AFTER RESIDUAL (%) BEFORE AFTER RESIDUAL (%) TENACITY (CN/TEX) ELONGATION (%) 85,4 85,6 ■ GLE 1100 Std ■ GLE-UV 1100 ■ GLE 1100 Std ■ GLE-UV 1100 ■ GLE 1100 Std ■ GLE-UV 1100 32,3 48,4 38 57 38 56 29,3 43,9 77,7 77,8 46 54 5,3 6,3 11,4 11,7
BMP PET BMP GLE-BIO 140 120 100 80 60 40 20 0 128 17,6
1,6 11,6
In today’s context, textile products do not always have the option of being recycled after use. In fact, a significant portion of plastic waste is typically sent for incineration, generating energy but also contributing to greenhouse gas emissions.
What Brilen proposes with fabrics made with GLE-BIO is a new sustainable solution, involving the recovery of postconsumer material and its conversion into green energy, specifically methane.
GLE-BIO is a yarn that biodegrades into methane at the end of its lifecycle, which, when properly captured, can be used as green energy. This material is not decomposed by oxygen or UV rays but only when exposed to a biologically active environment. Mechanical properties are maintained until biodegradation initiates upon contact with a biological aerobic or anaerobic environment.
To determine the biodegradation capacity of this yarn, testing was conducted according to ASTM D5526. This test estimates the time it takes for a material to biodegrade into biogas in a landfill. This is a long-term test that replicates the low heat, high pressure, limited oxygen, lack of light and low moisture conditions found in landfill environments.
Comparing standard GLE or just polyester (polyethylene terephthalate) material with GLE-BIO, it is evident that PET degrades in approximately 128 years, while GLE-BIO could biodegrade in only 11.6 years.
Low SHA Portfolio – Low Energy Consumption for an Ultra-low Shrinkage Yarn
Industries such as the cable market, textile architecture, composites, technical textiles and other polyester high tenacity applications require high tenacity yarns to have the maximum reinforcement, with the lowest shrinkage, to prevent defects in the final product when heated.
Until now, the best performance in shrinkage for polyester has been achieved in a two-step process: spinning and drawing to orient and crystallize the polymer, providing the low shrinkage properties expected. But these two steps process have a higher energy consumption and cost, as
GLE-BIO is a yarn that biodegrades into methane at the end of its lifecycle, which, when properly captured, can be used as green energy.
additional manipulation and time are required for the second production step.
Since March 2022, energy costs have increased exponentially, particularly in Europe, prompting Brilen to increase efforts on this project. Brilen has developed technology to offer the market a very low shrinkage high tenacity yarn, similar to the two-step production but with lower energy, time and resource consumption, as it is produced in a single step.
Brilen, Samca Group and Innovation
The company, with a production capacity of 26,000 tons per year, is part of Samca Group, a family-owned company with a €1.8 billion turnover and 4,000 employees, mainly in Spain. The group has a presence in mining, renewable energies, ceramics, agri-food, agri-chemical, logistics, real estate development, plastic polymers and synthetic fibres.
This sector diversification facilitates vertical integration between polymerization and spinning processes. The synthesis of polyethylene terephthalate is conducted by NOVAPET, a sister company located in the same industrial plant in Barbastro, with a plate capacity of 260,000 tons per year. Novapet’s main activity is the production of PET to produce pre-forms for plastic bottles by the sister company Noven. Operating on the same industrial site, Renovapet, with a capacity of 15,000 tons per year, supplies post-consumer recycled polyester and is expected to be Global Recycled Standard certified in January.
High tenacity polyester is not the sole product produced by Samca Group,
since the same vertical integration can be found at Zaragoza industrial plant through Promyde, focused on polymerization of polyamide 6 and polyamide 6.6, and Nurel, European leader in polyamide 6 and polyamide 6.6 textile yarns. Promyde develops and produces polyamide for injection or spinning. Additionally, at the Zaragoza industrial plant, biopolymers are developed with the company Inzea, with a production capacity of 25,000 tons per year.
All these companies have a common transversal Research, Development and Innovation department. Depending on the management of Samca Group, this department harnesses all synergies from the companies in a multidisciplinary group.

Laura Alcober Royo is Technical Assistance Manager and part of the sales team of Brilen Tech, S.A., a Samca Group Company, manufacturer of Polyester High Tenacity Yarn. She links R+D, production and sales departments and is focused on giving technical solutions to the customer’s requirements. She holds a Bachelor of Chemical Sciences from the University of Zaragoza. She has published technical articles in specialized magazines about protective equipment, highlighting her extensive background in technical certification of the components and the final PPEs. She was recognized as expert to represent UNE in the different European and International Standardization Technical Committees and led the update of impact and abrasion testing for motorcycle protection for garments and gloves.
20 IFJ ISSUE 2 2024
TYPE Standard VLS VLI VLT VLP VLR Titer (dtex) 1125 1125 1125 1125 1125 Tenacity (cN/tex) 73 70 77 76 72 Elongation (%) 23,0 25,0 21,0 19,5 26,5 Shrinkage* (%) 1,6 0,6 1,7 1,9 1,1 *Test method – BISFA standards **When tested at 180°C 2 minutes with 0,1 cN/tex pre-load
COLLABORATION for CIRCULARITY

Sustainable Nylon Alternative Bylon™ Progressed by FET and Sci-Lume Labs
By Dr. Jonny Hunter & Dr. Oliver Shafaat
Every year, millions of tonnes of apparel fibers are made into billions of garments, the vast majority of which are landfilled or incinerated. Both synthetic and natural apparel fibers cause significant environmental damage, whether through the extraction of non-renewable resources like fossil fuels; the consumption of huge amounts of water, fertilizers and pesticides; the sheer quantity of discarded garments; or the release of pollutive microfibers into our ecosystems and food chains.
The problems posed by apparel fibers are growing. Global fiber production nearly doubled between 2010-2022, from 58 million to 116 million tonnes.[1] Well over half of the apparel industry’s carbon emissions – approximately 600 MT CO2– is attributed to conventional fiber production, ~95% of which is polyester, cotton, manmade cellulosics, and nylon.[2] Responding to mounting urgency by consumers, regulators, policymakers, governments, nonprofits, and other organizations,
apparel brands have set ambitious targets to embrace a circular transition in fashion. However, it will be impossible for brands to do so while using conventional synthetic and natural materials.
The challenge of accomplishing a circular fiber transition ultimately comes down to three factors: scale, performance and cost. Circular fibers must scale to meet growing demand; deliver the same performance as best-in-class incumbents; and be cheap enough to be considered viable alternatives by manufacturers and brands. Achieving this industry-wide transformation requires cross-industry, pre-competitive collaboration in order to scale new technologies and accelerate impact.
For example, BASF and Inditex recently announced loopamid, a nylon 6 entirely derived from textile waste. Geno – a biotech company using sugar and microbes to produce industrial chemicals through fermentation – has partnered with Aquafil to develop a biobased nylon 6 that has been
brought to market by lululemon. Similarly, Fiber Extrusion Technology Limited (FET) and Sci-Lume Labs have recently collaborated on leveraging FET’s melt spinning expertise to develop a new biobased and biodegradable fiber called Bylon™
Fiber Extrusion Technology
Established in 1998, FET designs, develops, and manufactures extrusion equipment for a range of high-value textile material applications worldwide. FET’s major strength has always been their ability to collaborate with customers in testing, evaluating, and developing high-value materials with diverse, functional properties – and making sure their machine solutions are suitable to the task at hand.
The FET Fiber Development Centre is a vital part of this work, enabling access to equipment for customers to test and trial sustainable raw materials and processes. In recent years, a high proportion of FET’s laboratory development time has been related to the sustainability sector, with
ISSUE 2 2024 ifj.com 21
BIOBASED
Monofilament line in action at FET.

many of these projects involving clients testing and developing sustainable ways of manufacturing yarns which were previously non-sustainable. In other cases, FET have worked with polymer developers and innovators who wished to further evaluate their technology and push their manufacturing capability to the next level. FET continues to extend their breadth of experience in the sustainability field: they have successfully processed over 30, sustainably sourced, different polymers in multifilament, monofilament, and nonwoven formats.
Sci-Lume Labs and Bylon
Sci-Lume Labs is developing Bylon™ as an apparel fiber that can deliver circularity without compromising on performance, scalability, or cost. Bylon uses agricultural waste as its renewable biobased feedstock, is 100% recyclable by both chemical

and mechanical recycling technologies, and biodegrades in the natural environment, resulting in fewer persistent plastics in our ecosystems and food chains.
From the start, Sci-Lume Labs founder Oliver Shafaat knew that to realistically compete at global scale, Bylon needed to be a thermoplastic, ensuring that it could be produced by the same manufacturing equipment used to make incumbent synthetics like nylon and polyester. In need of a partner to prove out his vision for scaled
Bylon uses agricultural waste as its renewable biobased feedstock, is 100% recyclable by both chemical and mechanical recycling technologies,
Bylon production, Shafaat contacted FET due to their reputation as a fiber machine manufacturer that could support melt spinning of a diverse range of polymers.
Collaboration Journey
Early discussions between FET and Sci-Lume Labs established FET’s ability to conduct spinning trials at a variety of different scales. While it is possible to conduct lab trials to evaluate spinnability with 100 g of material, these tests cannot produce usable yarns. 1-2 kgs of material is needed to run a trial on a FET pilot line, with larger quantities of 5 kgs or more providing the opportunity to generate substantially more insight into the manufacturability of the new material, while also producing sample yarns.
In 2023, joined by Sci-Lume Labs’ Shafaat, the first multifilament melt spinning trial was conducted at FET’s Fiber Development Centre in Leeds. “I greatly appreciated being able to participate in the trial, as seeing melt spinning firsthand enabled me to better understand the process, and anticipate the problems Sci-Lume Labs might encounter as we scaled Bylon production,” Shafaat said. Owing to FET’s preparation, expertise and facilities, the first-ever spinning trials successfully produced viable Bylon yarn for apparel. Sci-Lume Labs subsequently conducted further studies on the new yarn to better understand how it would respond to downstream processing such as biodegradation, knitting, dyeing, and wash/dry cycles. It did so without issue.
A further trial was undertaken at FET with the aim to generate more yarn, and to refine the Bylon spinning process. While this trial was not successful, further offline discussion between FET and Sci-Lume Labs quickly identified the root
22 IFJ ISSUE 2 2024
(Top-left) spool of Bylon™ monofilament line; (top-right) bobbins of Bylon™ multifilament yarn extruded at FET; (bottom-left) Bylon™ knit samples; (bottom-right) biodegradability trial of Bylon™ vs. Nylon over the course of 8 months.
Example of optical microscopy testing conducted at FET.
cause of these problems, which Sci-Lume Labs is working to address prior to future engagements with FET. For those at FET who worked on the Bylon trials, it was exciting to engage with a start-up business driven by such an impactful purpose. Ultimately, the trial work conducted at FET showed that Bylon is readily spinnable; and the results of downstream work show great promise for the technology.
Furthering the Mission
FET’s work on Bylon has enabled SciLume Labs to better understand their technology and to showcase physical products to apparel industry brands, manufacturers, and potential investors. The progress of this body of work has accelerated Sci-Lume Labs’ technological readiness level (TRL) from TRL 3 to TRL 6, bringing them significantly closer to their commercialization goal. The continuing partnership between Sci-Lume
CI-CoastalCare-8.25x5.5.pdf
1 3/1/24 4:36 PM
Labs and FET exemplifies the kind of collaboration the fiber industry needs as it works toward a circular transformation. Combining the visionary talents of innovators like Sci-Lume Labs with the deep expertise and flexibility of manufacturing partners like FET brings us closer to realizing a more sustainable future.

Dr. Jonny Hunter is Research & Development Manager at Fiber Extrusion Technology Limited, based in Leeds, UK. Hunter brings a wealth of academic credentials to the department, including a Master’s in Medicinal and Biological Chemistry and a PhD in Sustainable Chemistry. His strong academic background is complemented by over 10 years’ R&D experience in industry, including FMCG and in particular medical devices, which encompasses wound care, the medical device manufacturing process and regulatory environment. Email him at jonathan.hunter@fetuk.com.


Oliver Shafaat is the founder and CEO of Sci-Lume Labs™, where he conceived of and leads the development of Bylon™ polymer, fibers, and yarns. He received his PhD from Caltech, working at the crossroads of chemistry, biochemistry and biology. After, he moved to Japan and worked for a biotech where he discovered his love for fibers, while also noting that the significant demand for sustainable alternatives to synthetic fibers by the apparel industry was not being satisfied. He decided to leverage his chemical expertise to bring truly sustainable, drop-in replacement fibers to the apparel market. Email him at oliver@sci-lumelabs.com.
References
1. Textile Exchange. (2023). Materials Market Report 2023 . https://textileexchange.org/app/uploads/ 2023/11/Materials-Market-Report-2023.pdf
2. Ellen MacArthur Foundation. (2017). A new textiles economy: Redesigning fashion’s future. https://www. ellenmacarthurfoundation.org/a-new-textiles-economy

ISSUE 2 2024 ifj.com 23
Conductive Textiles
Development of Electrically Conductive Polyester Yarn by Surface Modification for Smart and Technical Textiles
By Onur Çelen

Until textiles take their place in our lives, it involves many complex and long processes such as fiber and fabric production, finishing processes, sales and marketing (Figure 1). Textile structures, which were first developed to meet the dressing needs of people, are now designed to serve many current needs with flexible and functional product design of materials science.
Growing Niche
In the recent years, electronic textiles (e-textiles) as a class of soft or flexible electronics have generated a growing interest due to their many potential applications in healthcare, security, entertainment, and others (Figure 2). Electronic textiles (e-textiles) combine electronic capabilities of devices such as sensors, actuators, energy harvesting and storage devices, and communication devices with the comfort and conformability of conventional textiles. At this point, conductive textiles are designed to serve the niche products of smart textiles.
When developing these materials, conductive yarns will play a key role. Of course, they have to be softer than metals, but durable and elastic as conventional yarns. There are some applications of smart textiles in the market. For instance,
some woven apparels produced with conductive yarn, senses the movement and touch of the body. These interactions are activated in the sensitive area of the garment. The other examples enable wearers to answer calls, play music and take photos directly off devices on their arms.
The sales in the global conductive fiber market have exceeded 1.8 billion USD in 2022. The forecast of the market share will reach 4.9 billion USD by 2031, as seen in Figure 3[1]. The main reasons for this change in growth rate are the growing demand of conductive fibers
with high growth potential for their high flexibility, durability and lightness. It is thought that it can replace copper cables in the aerospace industries in next years. Conductive yarns on the market today have a very high price up to of $800 kg. Textiles made with conductive yarns serves a niche of high value added products in the market.
Production Varies
Conductive textiles can be produced in many ways. Some of them are: using metallic yarns, conductive polymers, carbon nanotubes, grafen and applying functional coatings. Functional coatings don’t look like traditional coating methods such as protection and decoration. Textiles are soft, comfortable, washable, and lightweight.

Any coating technique or method that is used for conductivity, must impart electrical conductivity and good sensing performance without loosing these properties. Ideal material and application for functional coating should offer a balance in terms of process-ability, sensing performance, environmental stability.
Oxidative Chemical Vapor Deposition (oCVD) is a recently developed innovative technique, an efficient, solvent-free technique used to obtain uniform, thin and highly conductive polymer layers on
24 IFJ ISSUE 2 2024
COATING
Figure 2: Some applications of electronical textiles.
Figure 1: Whole textile chain.
Conductive polyester yarns are promising candidates of raw materials intended for various wearable and smart fabric applications as a new platform for future textile electronics.
a variety of flexible and rigid substrates. In addition, oCVD method is an environmentally-friendly surface modification method that has been developed in recent years, and it allows the materials to be provided with a wide variety of permanent functional properties with very little chemical use.
Conductive yarns can be developed by oCVD method in a very sustainable and efficient way. In oCVD method, the surface of the polyester yarn is treated with a liquid oxidant and then the surface is subjected to monomer vapor. The monomer polymerizes on the surface under suitable ambient conditions and forms a polymeric layer. Conductive EDOT monomer can be easily used in the oCVD method due to its volatile nature and turns into PEDOT by polymerizing on the surface.
Coated Polyester Yarn Project
In the KORTEKS Conductive Polyester Yarn Development Project, untreated polyester yarn is treated with oxidant chemical

then fed into the OCVD reactor. Iron chloride was used as oxidant and the conductive EDOT monomer vapour was fed into the reactor.
The yarn passes through the modified yarn guides in the reactor. Vacuum and heating is applied during coating. After coating, a washing process is applied to remove the unreacted oxidant remaining. Finally the yarn is wounded on a spool (Figure 4).

power supply, communication, activation and data processing.
The PEDOT coated polyester yarns have electrical conductivity to light led lamps. However, for scale up (reel to reel) coating processes, devices/processes are required for commercial products. In addition, durability is an important criteria for industrial products. So, durability of the coating will be also studied with future weaving/knitting/dyeing/finishing trials.
Raw Material of the Future
A conductive yarn can be used in many ways in many applications. For now, the most interesting applications of wearables are around fashion, music, entertainment and healthcare. In the next several years, we are likely to witness the emergence of new strategies to design and manufacture complete e-textile systems including
It’s thought that conductive polyester yarns are promising candidates of raw materials intended for various wearable and smart fabric applications as a new platform for future textile electronics.
1. https://www.futuremarketinsights.com/reports/ conductive-fibers-market

Onur Çelen was born in Bursa, Türkiye , and holds a Bachelor of Science in textile engineering from Bursa Uluda ğ University and a master’s degree in material engineering. His Ph.D. degree in polymer engineering is from Bursa Technical University. Çelen started as a R&D Engineer at 2008 in KORTEKS, then worked in several other positions in R&D at KORTEKS. Since 2020, he serves as the R&D Center Deputy Manager at KORTEKS, responsible for all technical & sustainable projects management.
ISSUE 2 2024 ifj.com 25
Figure 4: PEDOT coated polyester yarn.
Figure 3: Global conductive fiber market forecast.
By Marie O’Mahony
Wearables & E-Textile Concepts Advance with Compelling Research & Development
ENERGYHarvesting
earables are creating a demand for more sustainable and efficient energy, with energy harvesting high on the interest list. As functionalities increase, so does the demand for power. From the user’s point of view, this needs to be matched by invisibility in that the technology should be comfortable, lightweight, low bulk and generally unobtrusive to the wearer. Achieving this while maximizing energy density (the amount of energy that can be stored), is driving research and development towards flexible power and energy harvesting in particular.
Wthat is indicative of its importance, complexity and the work needed to reach full commercialization. GRAPHERGIA is a European consortium of eleven partners across six European nations looking to transform how energy is used and stored through the use of graphene. The 3.5-year project was launched in November 2023 with €4.5 million ($4.9 million) as part of
project coordinator for GRAPHERGIA describes the consortium ambition to bring pilot-scale innovations to the marketplace while setting new benchmarks for the energy sector.

Energy harvesting systems currently include perovskite solar cells, enhanced tribo-electric or piezotriboelectric nanogenerators, biofuel cells, acoustic energy, piezoelectrics, thermoelectric generators and pyroelectric energy sources. In their ‘Diagnostic Wearables: the Future of Medical Monitoring’ report (2022), global electronics leader Molex found that energy generated by movement was seen by design engineers for wearables as the most promising alternative to solar for energy harvesting. While solar energy dominates the alternative energy sector, in the drive to incorporate energy more seamlessly into the fabric fiber and yarn are offering solutions that are both positive for the environment and the consumer.
One thing that most of the developments have in common is government, government body or inter-government backing. Many of the developments discussed in this feature have such funding and over a reasonably long timeline
the Horizon Europe Graphene Flagship initiative. The focus is on achieving scale and cost efficiencies envisaging a generation of wearables that can adapt to the body, connecting the wearer seamlessly while being self-charging. Research has shown that as the capabilities multiply, the demand for power also increases. The consortium are also developing the next generation electrodes for Li-ion batteries, looking to enhance battery life and performance while minimizing environmental impact. Prof Spyros Yannopoulos, the
Spun carbon nanotubes (CNTs) is one of the processes being used to convert mechanical movement into electricity for energy harvesting yarns. At the University of Texas (UT) at Dallas, researchers are developing twistrons, an intertwining of three strands of spun CNT fibers to produce a single yarn for energy harvesting. These can be used to convert mechanical movement into electricity when they are stretched or twisted. The hollow nanotubes offer high strength to weight and mass, and they can incorporate electrolytes while retaining their nano scale that is 10,000 times smaller than a human hair in diameter. Initial development revolved around high twist that resulted in high elasticity with electricity generated by their repeated twist and release.
In the most recent development, researchers are looking at twist that replicates conventional ply yarns. One important difference is that while conventional yarns twist fibers in one direction then ply them in the opposite, the twistrons use the same direction for both, so that they are homochiral rather than heterochiral. The yarn is auxetic, becoming denser as it is stretched. This densification results in the CNTs being pushed closer together and enhances their energy harvesting capability. In tests the energy conversion efficiency is 17.4% when stretched and 22.4% for twist reaching a
26 IFJ ISSUE 2 2024
WEARABLES
Twistrons that are made from spun carbon nanotubes (CNTs) can be used to convert mechanical movement into electricity in this development at the University of Texas, Dallas. University of Texas, Dallas
ASSIST’s flexible thermoelectric generator (TEG) with rigid thermoelectric pellets and liquid metal interconnects provides a flexible TEG suited to wearables.
ASSIST, NCState University

peak of 7.6% energy conversion efficiency for both tensile (stretch) and torsional (twist) energy harvesting. Researchers have carried out a number of proof-ofconcept experiments including one that simulates the generation of electricity by attaching the twistron between a balloon and the base of a salt-water aquarium. Repeated stretch of the lightweight yarns weighing just 3.2 milligrams has proven sufficient to power five small lightemitting diodes (LEDs) and a humidity/ temperature sensor. The technology is patent pending.
Structure in Play
Researchers at Riga Technical University in Latvia are focused on the structure of the energy harvesting fiber to maximize its potential within a garment. They are developing flat coils that form a spiral, functioning as inductors by placing them in a sequence of four, and allowing the motion of permanent magnets placed along them to harness electrodynamic human motion energy. The sequence is placed is placed in a two-by-two formation to form a square with the induction coils placed in the corners and connected in a series circuit. This is motivated by the need to address the issue of clothing movement, allowing the spiral to move more dynamically with the wearer.
Examining the longevity and to reduce maintenance and laundry, the researchers are looking at protecting fibers against bacteria growth. They are doing this by using a sol-gel nanocoating. This is a multi-functional finishing treatment can be applied to offer water repellency, protection against microorganisms and dirt making it hydrophobic and self-cleaning thereby extending the lifetime of the garment and electro-conductive yarns that would otherwise lose their electrical conductivity during wash-cycles and exposure to environmental bacterial and human sweat.
Structure is coming to the fore as an area of investigation, both of the fiber itself and the fiber matrix for self-charging power cells (SCPC) also referred to as piezoelectric SCs. The SC being an electrochemical energy storage device that includes a polymeric separator that provides insulation and moves the electrolyte ions towards the opposite charged surface during the charging process and is also capable of reversing the action. Piezoelectric nanogenerators can include piezoelectric, triboelectric and hybrid forms that function by converting mechanical energy into electrical.
Part of the excitement around the technology is their potential to be combined with other technologies forming
self-powered sensors and implantable medical devices for example. As a piezoelectric driven SCSPC the piezo-electric separator (such as PVDF, siloxanepolyvinylidene fluoride) replaces the polymer. The importance of this is that it allows the device to self-charge with the piezo potential across the separator acting as a power source when subjected to mechanical pressure.
In research taking place at the Jeju National University, South Korea and funded by the National Research Foundation of Korea (NRF), the PVDF piezo fiber is fabricated by electrospinning to create a nonwoven-like matrix. This offers a number of benefits such as the control of thickness, density, surface texture and porosity. The researchers have noted that the mechanical stretching (produced using a cone jet process), coupled with electrical poling (with the polymer precursor solution is subjected to an electrical field) brought together in the electrospinning process results in the formation of PVDF nanofibers with a high concentrate of electroactive ß phases.
This is one of the requirements for a strong piezoresponse and sensing capability. Although considerable progress has been made, the researchers acknowledge that there is still more to be done across many areas such as increasing the
ISSUE 2 2024 ifj.com 27
Energy harvesting development at Riga Technical University, showing the coil and structure for the electronic system.

A triboelectrical laminate under development at Riga Technical University can convert movement to electricity for wearables and implants. Riga

self-charge rates, investigating novel probing methods in addition to validation and testing.
Hybrid Energy Storage Devices
As the demands of wearables increases, one solution to energy may be in hybrid energy storage devices (HESD). Researchers at the University of Southampton in UK are looking at the potential for combining a textile secondary zinc ion battery in parallel with textile super capacitors to provide a HESD that is 100% textile.
The textile is prepared using a polymer membrane that fills the gaps in the woven textile structure. This allows for control of the amount and the absorbency depth of manganese oxide cathode and zinc anode that is then sprayed over the coated fabric. The uncoated area acts as the battery’s separator. The textile battery cell achieves good wettability of the electrodes with the electrolyte using a vacuum impregnation process.
Positive results are being found by combining a textile zinc ion battery (TZIB) in parallel with a textile super capacitor (TCT) in the HESD using a single polycotton fabric. In tests, the hybrid approach has been shown to deliver a 256% increase in energy density, with a 4.8% increase in power compared with a textile zinc ion battery alone. The addition of the TSC to the HESD is seen to improve the energy density above the sum of its parts.
The addition of a parallel connected textile supercapacitor offers further improvements to the energy storage as well as offering protection to the battery against high power spikes. The system offers flexibility and the potential to maximize energy and power densities alongside a low footprint making it well suited for future wearables.
Thermoelectric generators (TEGs) have the ability to convert body heat to electricity. Conventionally these are rigid devices, but researchers at NC State University’s ASSIST program have developed a flexible TEG that is patented and now ready for licensing and full commercialization. The development uses industry-standard semiconductor pellets that are embedded in a flexible elastomer. Eutectic gallium-indium (EGain) liquid metal interconnects are used to connect the pellets and help to provide flex, stretch and electrical conductivity.
The amount of power generated is dependent on the size of TEG as well as temperature and air movement. This has potential across a range of wearables including sports performance, but because it is focused on body heat rather than physical movement, it is also well suited to medical and elderly monitoring. The group have also been developing analytical models in order to accurately predict the flexible TEG performance in a variety of scenarios. They are using a combina-
tion of analytic models and 3D numerical simulation. The first provides an understanding of the impact of different design considerations on performance, while the second delivers a more in-depth analysis of the TEG operation. The modelling takes account of the human thermoregulation system as well as the device architecture, physical dimensions, thermoelectric materials and parasitic thermal and electrical resistances.
The model was launched in 2016 and has undergone a number of iterations since then. The current version takes account of the user’s age, gender, weight, and height with results indicating that older individuals generate around 30% less power than younger subjects. This has a bearing on the approach to design in maximizing the effectiveness of selfpowered wearables in these sectors.
It seems not so long ago that the e-textile and wearables industry waited in eager anticipation for the advent of the lithium battery. In this new generation of energy harvesting there is clearly no one solution with each having its own set of benefits and challenges that have to be balanced. The end use and user will dictate which is more appropriate in a more nuanced way than we have seen previously, making cooperation between stakeholders, including design, at the early stage of development of great benefit.
Dr. Marie O’Mahony is an industry consultant, author and academic, the author of several books on advanced and smart textiles published by Thames and Hudson. She can be contacted at marie.consultant@ gmail.com. www.linkedin.com/in/marie-omahony-94776836
28 IFJ ISSUE 2 2024
Technical University, Latvia
Eco-Dyes are on the Rise

Coloration Leaders Committed to Sustainable Change
By Adrian Wilson, IFJ International Correspondent
Many new companies are suddenly gaining traction in the development of sustainable new dyes and finishing treatments, as outlined by Geoff Fisher in his article beginning on page 32 of this issue of International Fiber Journal.
However, two of the leading conventional textile coloration and specialty chemicals businesses – Archroma and DyStar – are both well placed to capitalize on considerable global resources and vast know-how banks in the pursuit of sustainable new solutions for the industry.
Both companies have assumed their current structures through a succession of mergers and acquisitions and some of the most significant have taken place since the formation of Archroma in 2013.
Archroma has Heritage
Archroma can trace its heritage back to the establishment of Kern & Sandoz in 1886 to produce textile dyes in Basel, Switzerland. This company grew over the decades and in 1995 Clariant was formed as a spin-off from Sandoz and in 1997 acquired the specialty chemicals business of Hoechst.
In 2013 New York-headquartered SK Capital Partners acquired the then Textile Chemicals, Paper Specialties and Emulsions businesses from Clariant and the three divisions were combined into an integrated company and renamed Archroma.
In July 2015 Archroma acquired the global textile chemicals business of BASF, and between 2014 and 2018, M. Dohmen,

an international group specializing in the production of textile dyes and chemicals for the automotive, carpet and apparel sectors. Finally, in February 2023, Archroma acquired Huntsman Textile Effects, bringing together the two global leaders in coloration technologies for the textile industry.
By 2022, Archoma’s annual sales were $1.4 billion, with 39% achieved in Asia, 32% in EMEA and 29% in the Americas. Meanwhile, in its financial year to June 30, 2022, the turnover of Huntsman Textile Effects was $772 million.
EarthColors
Among notable product developments from Archroma in recent years has been the successful EarthColors range of Diresul dyes created from agricultural and herbal waste, with raw materials largely supplied from Spain.
Earth-Oak is 100% derived from almondshell residues supplied by an agricultural cooperative, while Earth-Cotton is derived from cotton plant residues provided by a supply chain supported by Cotton Incorporated. Residues derived from the extraction of premature grapefruit and bitter orange fruit in southern Spain are employed for Earth-Sand dyes and residues obtained after the extraction of sugar from beetroot provide the coloring for Earth-Clay.
Both Earth-Forest and Earth-Stone shades are obtained from the residues remaining after the extraction of saw palmetto fruits which are primarily used for herbal extracts.
ISSUE 2 2024 ifj.com 29
COLORATION
EarthColors range of Diresul dyes are derived from agricultural and herbal waste. Archroma DyStar

FiberColors Range
The recently-launched and patent-pending FiberColors range is based on a method for using waste cotton and/ or polyamide fibers and their blends into a feedstock to replace a major part of the petroleum-based raw material usually used to make dyes – with a purity of more than 95%.


The resulting range includes five dyes covering a palette of brown, olive, maroon, blue grey and dark grey shades. The dyes are synthesized with a minimum content of 50% waste-based raw material and especially suitable for dyeing cellulose fibers such as cotton, viscose, linen and kapok. They can be used in continuous, exhaust, denim and garment dyeing and printing.
The development now enables brands to turn their own pre- and post-consumer textile waste into new dyes and create completely new collections. Many other Archroma developments are centered on enhancing recipe formulations to enable customers to achieve savings in water, energy and raw materials.
Awareness
“We continue to operate against a backdrop of heightened environmental awareness, extreme weather events and growing economic and geopolitical instability,” says Archroma CEO Mark Garrett, in his introduction to the company’s 2023 Sustainability report. “This is changing how people shop and how investment decisions are made, and prompting a global move towards the circular economy and
the production of goods that are safer and more durable, repairable and recyclable.
“Within this complex landscape, we see the green shoots of opportunity and recovery. Archroma remains committed to working with stakeholders to nurture this new growth by advancing our industry towards a more sustainable future. We believe that this can only be achieved through a shared journey where transparency, ethics and inclusion are valued. These principles guide our innovation efforts and our interactions with customers, partners, employees and the world around us.”
DyStar Eco-Growth
Tracing an earlier arc of mergers and acquisitions is DyStar, which since 2010 has been jointly owned by China’s Zheijang Longsheng Group and India’s Kiri Industries and operates as a subsidiary of Zheijang Longsheng with corporate headquarters now in Singapore.
Today, DyStar has 13 production sites and 1,700 employees operating in 50 countries and in 2022 had annual sales of $899 million.
DyStar was also founded in 1995, as a joint venture between Hoechst, Bayer Textile Dyes and Mitsubishi, with headquarters then in Frankfurt, Germany. In 2000, DyStar integrated the textile dyes business of BASF including ICI/Zeneca Dyes and Mitsui into the company, establishing itself as a coloration specialist.
Further acquisitions have included Color Solutions in 2022, Boehm Group, Rotta Group and Yorkshire Americas in 2005, Texanlab in 2007, Lenmar Chemicals in 2013 and Emerald Performance Materials in 2016.
Influenced by the need to evaluate and improve the industry’s impact on the environment, DyStar released its first Sustainability and Carbon Footprint report in 2011 and founded its Sustainable Textile Solutions division a year later.
Cadira
All of DyStar’s Cadira modules designed for the coloration of virtually all commonly-used textile fibers have been developed to enable savings on water, energy, waste, greenhouse gas emissions and process


30 IFJ ISSUE 2 2024
Esprit dress dyed with Archroma’s Earth-Oak derived 100% from almond-shell residues. Esprit
Esprit selected EarthColors® by Archroma for its newest ‘I AM SUSTAINABLE’ collection, and noted it on their labels. Esprit
DyStar and RotaSpray successfully developed their indigo spray dyeing procedure for production on a bulk level which allows denim producers to significantly reduce their environmental impact. The DENIM SprayApplication-Technology for continuous yarn and fabric dyeing with DyStar® Indigo Vat 40% Solution, Cassulfon®, Remazol®, Levafix®, Indanthren® and Imperon® dyes and selected Sera® process auxiliaries. DyStar

time. Among notable recent developments is Eco-Advanced Indigo Dyeing which enables dyers to reduce water usage by up to 90% and energy consumption by up to 30% during the production process.
It is applicable in the traditional indigo dyeing process for sulfur dyes and colored denim and has already been proven to substantially reduce the effluent load in production, helping customers deliver consistency in quality while achieving less wastewater treatment in the effluent.
PS2
DyStar has also worked with Germany’s RotaSpray on the development of the PS2 process for dyeing denim yarns and fabrics. This combines the use of the RotaSpray RotoDyer – based on rotating atomizers – with a range of DyStar’s dyes and process auxiliaries.
A common problem with denim dyeing is the limitation in other dyes that can be combined successfully with indigo and sulfur dyes to provide specific shades and effects. PS2 overcomes these limitations and allows a previously un-achievable variety of colors in the continuous dyeing of warp yarns, particularly for small lots that are typically prone to inconsistent dyeing when processed on traditional, larger-scale equipment.
Mixtures of indigo, sulfur and vat dyes can now be applied in a single step, without fear of the differences in affinity and exhaustion behavior of the dyes leading to a non-uniform finish. In addition, when using reactive and vat dyes, the contactless application of the process

prevents contamination, which otherwise can result in undesirable hydrolysis, and removes the need for an intermediate drying stage.
PS2 has already been successfully adopted by a number of major denim manufacturers, including Artistic Fabric Mills and Nishat Mills in Pakistan, Arvind in India, Mou Fung in China and Orta in Turkey.
No Compromise
“We acknowledge that challenges are increasing in making our global supply chain cleaner, better and more efficient,” says DyStar CEO Eric Hopmann in the company’s combined 2022-23 Sustainability Report. “Water consumption in many regions poses a real threat and energy supply is becoming more expensive. We are determined to help our customers
by offering new solutions without compromising quality and performance.
“One of the key opportunities ahead lies in striking the right balance between improving our environmental footprint and managing costs effectively. DyStar, with its established setup, is well-equipped to meet these challenges. By leveraging our expertise, expanding into differentiated product categories and embracing biotechnologies, we aim to address emerging market demands and meet the evolving needs of the market.”

Adrian Wilson is an international correspondent for International Fiber Journal . He is a leading journalist covering fiber, filtration, nonwovens and technical textiles. He can be reached at adawilson@gmail.com.
ISSUE 2 2024 ifj.com 31
The launch of DyStar’s Eco-Advanced Indigo Dyeing aims to reduce water usage by up to 90% and energy consumption by up to 30% during the production process. The new DyStar’s Eco-Advanced Indigo Dyeing is applicable in the Indigo traditional dyeing process, for Sulphur dyes, and colored Denim. The technique of sustainable indigo dyeing has already been proven to reduce substantially the effluent load in Denim production. DyStar
DyStar’s signature Cadira® concept offers multiple coloration options to help companies reduce water, waste and energy consumption in production, providing cost-savings and environmental benefits. DyStar

Natural Cures to Coloration Ails
Bio-based Dyes Fueling Vibrant Change to Produce Natural Colors
By Geoff Fisher, European Editor, IFJ
Following the shift from plant and animal-derived dyes to synthetic ones, there is now a growing appetite for non-toxic, bio-based dyes to both enhance product performance and reduce environmental impact.
Much has been written (in this Journal especially) about the dangers of microplastics from textile fibers entering the environment. But what about the dyes, almost all exclusively derived from petroleum, that color these fibers?
While more and more consumers are turning to labels to check whether they are purchasing sustainably made products, as well as noting the fiber content and country of manufacture, few consider the origin of the dyes and chemicals (which are never listed) that are used to produce the garment: colors are taken for granted, an afterthought at best.
Color is an intrinsic attribute of textiles, particularly for apparel and home textiles, where a visual aesthetic is a key feature. However, the synthetic colors widely used in the textile and other industries that end up in wastewater pose a serious threat to food chains and human health, as well as the natural environment.
Natural pigments have been used for thousands of years to dye textiles. Mauveine, also known as aniline purple and Perkin’s mauve, was the world’s first synthetic dye, discovered by William Henry Perkin in 1856, and this quickly led to the establishment of the global dyestuff industry.
Since then, more than 10,000 different types of dyes have been synthesized, with annual global production now estimated at one million tonnes in a market worth around $40 billion USD a year.
The textile industry is the biggest consumer of synthetic dyes, using up to 80% of total production; it also generates some 70 billion tonnes of dye-containing wastewater annually.
Wastewater Contamination
The major challenges of the textile dyeing process are wastewater contamination and the use of harmful chemicals. Many synthetic dyes contain hazardous sub-
stances such as heavy metals, aromatic amines and formaldehyde-based compounds. There is also evidence indicating that many of these substances are toxic, carcinogenic and/or mutagenic.
Other studies suggest that up to 80% of dye-containing industrial wastewater created in low- and middle-income countries are released untreated into waterways or used for irrigation, posing a range of direct and indirect threats to human, animal and plant health. It is estimated that China, India and Bangladesh together discharge around 3.5 billion tonnes of textile wastewater each year.
Untreated dyes can cause discoloration of water bodies, reducing the degree of visible light that passes through the surface layer and hindering the photosynthesis necessary for aquatic plants. Microalgae, which form the basis of the aquatic food chain, can suffer from growth inhibition and cell deformation when exposed to synthetic dyes.
32 IFJ ISSUE 2 2024
ECO-DYES
The Faculty of Educational Sciences at the University of Helsinki, Finland, has received an EU grant under the Horizon Europe framework program for Colour4CRAFTS, a multidisciplinary project that combines the cultural tradition of dyes and textile dyeing with the development of novel dyeing techniques and bio-based dyes.
Riikka Räisänen/University of Helsinki
Meanwhile, dyes can build up in fishes’ gills, lateral lines or brains, leading to toxicological effects and lowering reproductive rates. Toxic dyes can also bioaccumulate in the fishes’ tissue, presenting health hazards to humans and animals along the food chain.
On land, dyes can disturb the microbial balance of the soil – and in humans. Exposure to dyes can trigger allergies, asthma and diseases including dermatitis and central nervous system disorders, as well as organ dysfunction and increased risk of cancer.
Most dyes and other colorants can be removed from water using chemical, biological, physical and emerging membrane-based nano-scale filtration technologies, although some of these methods can be highly energy intensive. Legislation may also be needed to compel dyestuff producers to eliminate colorants before they reach public sewage systems or waterways.
Sustainable Alternatives


The use of non-toxic and biodegradable colorants can enable more sustainable solutions for textiles, which will help in the move toward a circular economy in the textile and printing industries. A number of alternatives have been proposed, while regulations and industry initiatives are being developed to promote responsible practices in dyestuff production and disposal.
For example, there is increasing research being carried out on the use of fungal pigments in the textile industry. Their non-toxicity, higher yield during production and natural safety make such bio-based pigments and dyes a promising alternative to synthetic dyes.
Collaboration on Microbial Fermentation
A number of start-ups have entered the bio-based dyestuff sector over the past decade or so, mostly backed by seed funding, with a range of pioneering technologies and novel chemistries being proposed, some with ambitious targets.
Octarine Bio has raised an additional €4.35 million (more than €12 million to date), to help scale production of microbially fermented bio-based dyes. Using violacein and its derivatives, the Denmark-based company with expertise in enzymatic derivatization has developed vibrant and sustainable natural dyes called OB-CLR that offer a color spectrum
that allows for vivid purples, blues, pinks and greens – unlike traditional naturebased colors that are often characterized by dull, earthy hues.
Octarine’s OB-CLR colors bind directly to textiles without the use of mordants or other chemical additives, which is said to result in significantly less water and energy use and removes toxic chemicals from the dyeing process.
In 2023, the company announced a multi-stage partnership focused on compounds in the tryptophan pathway with cell programming and biosecurity platform Ginkgo Bioworks of Boston, Massachusetts, USA.
The collaboration is aimed at using microbial fermentation to engineer a strain for producing violacein, a naturally occurring bis-indole pigment that has a deep purple hue. The pigment also has potent bioactive attributes including antimicrobial, antioxidant and ultraviolet protective properties, offering potential in wound care applications.
The partnership aims to introduce new bioactive colors and dyes to the market that address consumer desires for safer, healthier and more sustainable alternatives to synthetic dyes. The collaboration has the potential to expand to other
ISSUE 2 2024 ifj.com 33
Octarine Bio produces bio-based colors using a proprietary precision fermentation process.
Left to right: Pili co-founders Guillaume Boissonnat-Wu, Marie Sarah Adenis and Jérémie Blache. Pili
Octarine Bio


tryptophan-derived compounds, each with their own unique applications.
Plant-Based Indigo
In March last year, French bio-technology company Pili secured $15.8 million USD in funding to help it produce the first significant volumes of high-performance, plant-based indigo. The core of the technology leverages biological enzymes to convert carbon from renewable sources into molecules used to produce textile dyes, reducing waste and by-products throughout the process, as well as reducing the use of water and energy.
Using this hybrid technology that combines green chemistry and industrial fermentation, the company offers an ecological and competitive alternative to
petrochemical-based dyes and pigments, with products designed for the textile, ink, paint and plastics industries.
In October, Pakistani denim manufacturer AGI Denim introduced fabrics dyed with products from Huue, the Berkeley, California, USA, start-up that uses microbial fermentation to digest sugars that produce natural enzymes to create bio-based indigo. Huue secured $14.6 million USD in funding in 2022.
Carbon-Negative Black Pigment
Meanwhile, BioBlack TX by Nature Coatings, a 100% bio-based, certified and carbon-negative black pigment that can replace petroleum-based carbon black, is being used by denim manufacturers Artistic Milliners of Pakistan and Orta
Danish fashion brand Ganni, are using the organisms to grow an all-natural leather alternative called “bacterial cellulose.”
of Türkiye and was featured in a recent Levi’s collection.
The chemistry used to produce BioBlack TX involves a water-based dispersion featuring a proprietary pigment derived from industrial wood waste that comes from sustainably managed and Forest Stewardship Council-certified sources from the timber, paper, furniture and flooring industries. The pigment is produced in a closed-loop, circular manufacturing system. The only byproduct is steam, which is captured and reused to power some of the production facilities.
The black pigment dispersion’s unique blue undertone lends depth to a garment’s coloring, while also demonstrating superior lightfastness compared with conventional dyes, according to Las Vegas, Nevada, USA-headquartered Nature Coatings, which has received investment from Hollywood actor and environmentalist Leonardo DiCaprio, among others.
BioBlack TX was used for floral prints in the spring/summer 2023 Levi’s WellThread collection, and the pigment has also been used by Kering Group, Bestseller’s Jack & Jones and Selected Homme.
Genetic Engineering
Norfolk, UK-based Colorifix has brought several pigments to market since its establishment in 2016 including indigos, mauves, pastels and beiges – all made by bacteria genetically engineered to produce certain color-making enzymes.
The company uses a DNA database to identify which enzymes are responsible for the natural color of different animals, plants, insects or microbes. Via online DNA sequencing the exact genes that lead to the production of the pigment are identified and that DNA code is translated into the microorganism, which can then produce the pigment as produced in nature.
34 IFJ ISSUE 2 2024
Wood waste becomes pigment then becomes dispersion. Nature Coatings
Colorifix uses DNA sequencing and nature’s own colors to create sustainable dyes that reduce the fashion industry’s use of water and harmful chemicals. Colorifix

The bacteria are left to multiply via fermentation in a liquid culture in bioreactors, growing on renewable feedstocks such as sugar, yeast and plant by-products. The resulting dye liquor is then transferred to a standard dyeing machine where the dye can easily be transferred to the yarn or fabric inside, spreading out to produce an even color. The bacteria are killed through the application of heat, which also helps to fix the color.
According to Colorifix, its process eliminates some of the environmental issues associated with dyeing while significantly
reducing others. Compared with conventional dyeing, the process uses 80% less chemicals, 77% less water and produces 31% fewer carbon dioxide emissions, claims the company, which has ambitions to dye 15% of the world’s clothing by 2030 – a target that is perhaps overly optimistic, but a noble aspiration, nevertheless.
Fabrics dyed with Colorifix’s pigments have already been used by Swedish fashion retailer H&M and the London, UK, experimental clothing label Vollebak, which used a color based on the enzymes of the indigo plant to produce its DNA T-shirt.

Bacterial dyeing is also being pioneered by the lifestyle brand Normal Phenomena of Life, which is dedicated to bio-design, while others, such as Danish fashion brand Ganni, are using the organisms to grow an all-natural leather alternative called “bacterial cellulose.”
Cultural Tradition
And last year the Faculty of Educational Sciences at the University of Helsinki, Finland, received a grant worth €1.68 million under the European Union’s Horizon Europe framework program for Colour4CRAFTS, a multidisciplinary project that combines the cultural tradition of dyes and textile dyeing with the development of novel dyeing techniques and bio-based dyes.
The focus of the project is on modifying the structures of color compounds used historically and extracted from plant sources and their properties by means of synthetic chemistry.

Geoff Fisher is the European editor of International Fiber Journal and editorial director of UK-based Textile Media Services, a B2B publisher of news and market reports on transport textiles, medical textiles, smart materials and emerging markets. He has more than 35 years of experience covering fibers and technical textiles. He can be contacted at gfisher@textilemedia.com or +44 7803 718443.
ISSUE 2 2024 ifj.com 35
Colorifix has demonstrated lower environmental impact at every stage of its biological dyeing process.
The Colour4CRAFTS project combines the cultural tradition of dyes and textile dyeing with the development of novel dyeing techniques and bio-based dyes.
Colorifix
University of Helsinki
Future of Manufacuring
From Robotics to Sensors to AI – and even into Space – Industry 4.0 is Positioned for a New Era
By Marie O’Mahony

Manufacturing is in a period of hyperautomation whereby smart technologies that range from artificial intelligence (AI) to machine learning (ML), robotic process automation (RPA) and low-code/no-code (LCNC) platforms are being brought together to automate as many processes as possible on multiple levels. The global hyperautomation market size was valued at $1.39 billion USD in 2021 with this expected to expand at a compound annual growth rate (CAGR) of 16.5% from 2022 to 2030 according to a report by Grand View Research. In this feature we consider what this can offer the textile industry, asking what it means for environmental impacts, for workers, and concluding with a look to the next generation of manufacturing that is scheduled to take place in space.
Sewing Up Efficiency
Hyperautomation offers the possibility for a fully integrated manufacturing process that includes a wide range of technologies such as RPA, AI, ML and LCNC, that have the potential to deliver efficiencies in time and production. This is already leading to changes in business and working practices with 56% of organizations already implementing at least four hyperautomation initiatives according to Gartner research. The textile and textile product industries are recognizing the advantages that it can offer.
Sewing has often proved a bottleneck in the automation process because of the need for manual steps operated by people. Automatex have now developed a sewing and assembly system that looks to eliminate many of the manual aspects reducing the stop-start between the human and machine that cost time during manufacture. In the production of consumer bags for example, the Automatex
36 IFJ ISSUE 2 2024
PRODUCTION Compo Tech PLUS, spol. sr.o
their plant, Compo Tech PLUS, spol. sr.o, specialists in manufacturing technology for the fiber composite industry, utilize two robotic-assisted fibre laying machines, specializing in cylindrical sections and integrated connections.
At
system allows the cutting, hemming, handle attachment, labelling, gusset, and bag forming to be automated producing around 540 bags per hour. Eton Systems specializes in material handling systems across a broad range of needs including dashboards for the automotive industry, upholstery, apparel and home textiles that use quilting machinery. The Swedish chair manufacturer, Flokk use the Eton System to achieve time and cost efficiencies bringing together the seat assembly, with sewing and assembly taking place in one factory rather than two. This has resulted in a productivity increase of 25%, with order to delivery time down from four days to three. Work injuries and related ailments caused by repetitive movement have also been significantly reduced with Flokk estimating that their return on investment (ROI) to be around 18 months.
Real-Time Quality Control
While the first wave of the Industrial Internet of Things (IIoT), Industry 4.0, concentrated on the manufacturing and assembly processes, the focus is now extending to include areas such as Real-Time Quality Management (RTQM). The benefit of including quality control during rather than post-production is multiple as it extends from reducing spoiled stock and waste to reputational damage and loss of customers.
Advanced sensing technology is a contributing factor to new developments such the Instrumar Fiber System that uses electromagnetic sensors capable of detecting a wide range of fiber defects such as node count, spin finish fluctuations, variable denier, filament migrations, and fluffs or “slubs.” Importantly the software can suggest underlying causes of a problem in real time allowing workers to resolve the issue in a timely way. Instrumar report a customer claims reduction of 95% by manufacturers using their system, in some cases it has led to a 5-10% increase the company’s top-grade fiber.
Yarn and Energy
Yarn production accounts for as much as 8% of the fashion industry’s global greenhouse gas emissions according to a McKinsey’s “Fashion on Climate” report (2020).

The fiber and yarn spinning manufacturer Rieter estimates that spinning machines consume 60-80% of the energy needed for yarn production. This has brought them to focus on energy efficiencies in the development of new machine technologies such as ring spinning and compact-spinning machines for producing fine quality yarn, also air-jet spinning machines that require the use of both electrical and compressed air energy, with the rotor spinning machine being the most energy efficient.
Rieter is measuring their progress in this respect, with the air-jet spinning process seeing an energy reduction of 69% since 2008, while ring spinning of viscose
yarn is showing a decrease in energy needs of 37% since 2000, and rotor spinning 54% for the same yarn and time period.
Real-Time Quality Control
Robotics have long been valued for the productivity, speed and efficiencies that they bring. The natural extension of this is to help manufacturers reduce their environmental impact. Based in the Czech Republic, Compo Tech PLUS, spol. sr.o are specialists in manufacturing technology for the fiber composite industry, producing advances such as fiber winding and filament placement machines. They have developed an Integrated Loop Technology

ISSUE 2 2024 ifj.com 37
Coloreel have expanded their capability to allow multiple embroidery needles to be used as well as non-Coloreel threads. Coloreel
The Instrumar Fiber System offers Real-Time Quality Management (RTQM) that brings value to fiber production and to the business. Instrumar

(ILT), for automated fiber placement, such as “Pitch” and PAN fibers, that eliminates the need for drilling and fixings.
The accuracy of the fiber placement for a typical carbon fiber epoxy beam is estimated to be 10-15% higher stiffness in the axial direction and offers as much as 50% improved bending strength compared with traditional filament winding. The company’s winding machines include an integrated FANUC M-20iA/20M-R30iB 6-axis robot arm and remote controller unit as well as software developed in-house for fiber placement and winding. The accuracy achieved minimizes waste fiber achieving both an environmental and economic benefit.
Controlling Thread Waste
Coloreel addresses the issue of waste embroidery thread as well as dye in their
innovative technology that colors the polyester thread as it stitches using a CMYK ink system. The technology reduces wastewater by 97% and also utilizes recycled thread. The Swedish company has advanced their technology to allow it to be used on multi-thread embroidery machines that makes more complex designs a possibility. The latest software enhancements make it possible to use special effects such as frosted, metallic and neon colors, these were previously quite limited.
It is also possible to combine Coloreel thread with other threads. This “mix and match” facility make it possible for users to use less expensive thread, such as for block color areas of the design. The company has joined forces with fashion brand H&M to bring customized manufacturing to the consumer at high street prices. The pilot scheme has been introduced

Deloitte points to six significant areas for disruptive growth in space with applications both in space and on Earth. Deloitte
in the H&M Alexa store in Berlin, where customers can select from a library of designs. In the initial phase it can be used on store-purchased products, with the intention of extending this to customer’s own garments eventually.
Workforce Integration
The North American market dominated the global hyperautomation industry, with 34.2% of the market share in 2021 according to Grand View Research. In theory this is a positive for highly skilled jobs, the sort that attracts and retains a strong workforce. However, looking at the future of work, the World Economic Forum (WEF) accuse schools and universities globally of failing to evolve to meet the skills demand needed for these jobs.
The WEF point to U.S. states with tax credits for apprenticeships as being where the apprenticeship uptake is highest, but the global view is not positive with 47% of workers receiving no workplace training in the past five years despite the pace of digital acceleration. This matters for many reasons including talent attraction and retention as research from McKinsey reports a staggering 41% of workers worldwide that cite lack of opportunity for advancement as the primary reason for leaving their jobs.
The Harvard Business School and the Burning Glass Institute have undertaken a study on “Managing the future of work.” Amongst their findings, they point to the significant role of individual companies in determining whether low-income workers can escape poverty through enabling opportunity and mobility in their corporate practices. Their employee survey of Fortune 500 workers reported 84% of employees stating that they would be more likely to remain with their current company if they felt that they had opportunity for advancement.
Human-Machine Collaboration
The composites industry recognizes that human and machine working together can offer the advantages and efficiencies of both. In Europe, the EU Horizon 2020-funded DrapeBot with partners from Italy, Germany, Denmark and Austria
38 IFJ ISSUE 2 2024
Fiber and yarn spinning manufacturer Rieter estimates that spinning machines consume 60-80% of the energy needed for yarn production. Rieter
combines a high level of automation with a skilled workforce in the manufacture of Carbon Fiber Reinforced Polymer (CFRP) composites for aerospace. The issue found with full automation was the high investment needed and reduced flexibility.
DrapeBot looks to address the need for automation efficiencies with the desire to nurture a highly-skilled workforce, both essential for the future of the industry. Drape is needed for around 30% of carbon fiber laid into molds. Accuracy in fiber placement and orientation, as well as avoiding wrinkles are key challenges. In the DrapeBot project, the robot’s role is focused on the transportation of large pieces of the carbon fiber material and draping it into the low curvature areas of the mold using a gripper system, low-level control structures with AI-driven human perception and task planning. The human concentrates on the areas of high curvature in the mold. The project has undergone a complete draping process showing all interaction possibilities from robot-only to fully collaborative draping and is now due for completion in December 2024.
Final Frontier
Space is destined to be the next frontier for manufacturing with the in-space manufacturing market predicted to the worth around $4.6 billion by 2030, going on to reach $62.8 billion by 2040 at a CAGR of 29.7% during the forecast period according to a report from Markets and Markets. Enabling technologies include 3D printing, bioprinting, space robotics directed at automation and assembly. The focus is on miniaturization of hardware as well as low resource manufacturing.
Deloitte Insights’ “Riding the exponential growth in space” (2023) point to six significant areas for disruptive growth in space: space data-as-a-service, in-space manufacturing, additive manufacturing, robotics, sustainability, and national security. The report points to manufacturing for in-space applications as well as terrestrial. The microgravity offers challenges but its unique environment eliminating the forces of sedimentation, convection and vibration can also allow for the study of processes that cannot be manufactured on Earth.

In January 2024, the United States Space Force (USSF) in partnership with the Air Force Research Laboratory selected two institutions under the Space Strategy Technology Institute (SSTI 2) to facilitate applied research to include in-Space Operations, that includes space access, mobility and logistics (SAML).
The University of Cincinnati and Texas A&M University (TAMU) form the lead institutions and receive combined funding of $49.9 million. Focus areas will include research into robotic servicing and associated modelling and simulation, developing testbeds, also CubeSat berthing and refuelling technologies and large-scale in space assembly. In-space manufacturing was included as a recommendation in the U.S. Government’s National Strategy for Advanced Manufacturing under Goal 1 aimed at the developing and implementing advanced manufacturing tech:
• 1.4.4. In-Space Manufacturing: Develop new additive manufacturing processes in microgravity environments to create replacement parts and space infrastructure. Enable integration of robotics with in -space additive manufacturing processes for deep space exploration. Prioritize biomanufacturing investments in microgravity to enable extended space presence including sustainable food production, processing, and recycling, and the deactivation of hazardous materials.
Advanced Manufacturing Strategy
The initiative will involve industry partners such as Aegis Aerospace Inc., who anticipate supporting the institute and TAMU in a number of ways including technology development projects, student internships and in-space technology testing using its Space Testing as a Service (STaaS)* platforms located on the International Space Station and lunar surface.
Orbital Composites have received a Direct-to-Phase-II SBIR contract from the United States Air Force (USAF) to develop a carbon-carbon (C/C) composite manufacturing. The technology uses Orbital’s 3D printing process to significantly reduce cycle times so that C/C parts could be ready in weeks versus months conventionally. Applications are anticipated in defense, aerospace, aviation and energy in applications where temperature extremes can demand novel solutions that would be more expensive to produce on earth.
“Orbital is building a factory that is redefining the possibilities of the future of aerospace and energy,” according to CTO and founder Cole Nielson, “Our work on C/C and other ceramic matrix composites will enable global scale hypersonic transportation of cargo and people.” The process is expected to allow for very complex and exotic shapes, optimizing thermal management, fluid dynamics and other high-performance characteristics to be produced that would not be possible, or be prohibitively expensive using conventional manufacturing techniques.
The common factor in the current wave of manufacturing developments is the move to ensure benefits to manufacturing, environment and workers, proving that these can, and indeed should always be inclusive.
*StaaS is discussed in more detail in Space & Sportswear, IFJ, January-February, pp. 28 or at https://www. fiberjournal.com/space-sportswear.
Dr. Marie O’Mahony is an industry consultant, author and academic, the author of several books on advanced and smart textiles published by Thames and Hudson. She can be contacted at marie.consultant@ gmail.com. www.linkedin.com/in/marie-omahony-94776836
ISSUE 2 2024 ifj.com 39
Orbital Composites 3D printing process to manufacture carbon-carbon composites in space offers a method to produce lower-cost and higher-complexity parts for hypersonic aircraft. NASA
Startups at Center Stage
Textile Innovation Emerges from Industry Gatherings as the Stars of the Show
 By Adrian Wilson, International Correspondent, IFJ
By Adrian Wilson, International Correspondent, IFJ
n the past year, startup companies have been gaining valuable exposure at textile industry exhibitions and conferences, showcasing fiber alternatives along with digital tools and concepts behind a rapidly-expanding arsenal of new technologies and services.
IFor example, at the major ITMA 2023 textile exhibition in Milan, Italy, in June, hosted a special Start-Up Valley display area featured the work of 16 new companies, while at the Dornbirn Global Fiber Conference (GFC) in Austria in September, some 25 companies took part in the 3rd Innovation Days side event.
A further 17 startups together comprised the special Innovation Zone at the Performance Days functional fabrics fair held at Messe Munich in Germany in October, while six companies received Startup Awards at the annual conference of the Swiss-based International Textile Manufacturers Federation (ITMF) held in Keqiao, China in November. INDA’s RISE conference in September at North Carolina State University, meanwhile is completely dedicated to the NextGen materials under development for the nonwovens industry.

With so many new developments going on, it’s difficult to predict which ones will have a significant impact. Here, we attempt to highlight some we believe have the staying power to effect change.
Rubi Laboratories
Following its participation in the Fashion for Good Global Innovation Program in 2022, California startup Rubi Laboratories has certainly been attracting a lot of attention on the fibers front. Rubi is employing synthetic biology to make new cellulosic fibers from carbon waste emissions via a patent-pending fully enzymatic process.
Having already gained the strong support of a number of major brands including H&M and Patagonia, in June 2023 Rubi unveiled the first-ever cellulosic yarn that is carbon-negative, water and land-neutral, naturally biodegradable and made directly
from carbon emissions. A month later, the company announced that it was involved in trials for garment prototypes with retail giant Walmart.
Walmart’s EVP of sourcing Andrea Albright is particularly enthusiastic about the potential. “When I toured the Rubi facility, I got to see the carbon capture process firsthand and it felt like magic – this creation of something seemingly out of thin air,” she said. “Rubi founders Neeka and Leila Mashouf have taken inspiration from how trees ‘eat’ CO2 to create the cellulose and have figured out a way to mimic this natural process in the lab. The process – like trees – captures and converts carbon emissions and turns them into a new cellullose raw material.”
Work is now underway to explore how Rubi’s technology can be integrated at a larger scale in the Walmart supply chain,
40 IFJ ISSUE 2 2024
INNOVATION
Rubi Laboratories founders Neeka and Leila Mashouf.
Colorifix uses the DNA codes for colors found in nature and teaches microbes to recreate them as natural dyes. A.Wilson

with the aim of major apparel collections appearing in stores at some point in the future.
LanzaTech
Already some way down this road, is LanzaTech, which began as a New Zealand startup back in 2014, has subsequently grown rapidly and is now headquartered in Skokie, Illinois.
The company is developing alternatives to synthetic polyester fibers, rather than cellulosics, and employs a combination of biotechnology, artificial intelligence and innovations in mechanical and chemical engineering to manufacture chemicals. Its process recycles waste carbon into sustainable versions of raw materials such as ethanol, which is a building block for many other chemicals including polyethylene and monoethylene glycol (MEG). MEG is a key ingredient in the manufacture of PET polyester. With the company’s technology, ethanol from pollution can be converted into the material needed to make textiles that would otherwise be made by extracting virgin fossil carbon.
LanzaTech has partnered with petrochemical company India Glycols Limited (IGL), a global leader in ethanol to glycol production, to convert its CarbonSmart Ethanol into MEG, and Far Eastern New Century of Taiwan to use the MEG in PET fibers production.
During 2023, outdoor brand Craghoppers has launched its new CO2Renu sustain able fleece collection comprised of 30% LanzaTech recycled carbon-derived PET and 70% PET from recycled plastic bottles. It is now available both online and in stores.
LanzaTech has also partnered with Swiss sportswear brand On this year, for the Pace Collection, based on a new polyester material called Clean Cloud which also incorporates the MEG monomer made from captured carbon emissions.
“Yesterday’s emissions are today’s apparel,” said LanzaTech CEO Jennifer Holmgren. “There is enough carbon above ground to make nearly everything we need. We are proud to be enabling the circular carbon economy by creating an ecosystem of like-minded partners such as Craghoppers and On.”
naNea

OceanSafe claimed a 2023 Design Prize Switzerland for the DualCircuit t-shirt, developed in collaboration with ZIVI, the Swiss Federal Office for the Civil Service. A.Wilson
Still on the subject of new polyesters, OceanSafe, based in Berne, Switzerland, is another startup which has been making a notable impact in 2023.
The company’s naNea, while still itself a synthetic, is a next generation replacement for PET polymer that at the same time is inherently biodegradable in water, soil and landfill. In ocean water, 93% of it will biodegrade in just 99 days. It is the first and only synthetic material to date to have received the stringent Cradle-to-Cradle Gold certification.

The polymer is already being turned into fibers and yarns that have all the favorable processing and performance properties of PET polyester, yet are circular, biodegradable, compostable and toxin-free.
According to marketing manager Matthias Fuchs, naNea products are high performing, durable and highly scalable, and as volumes go up, the price will only come down.
“The polymer is a drop-in solution for polyester manufacturers and fibers and yarns made from it can be fully woven or knitted and dyed and finished conventionally,” he said.
In November, OceanSafe claimed the 2023 Design Prize Switzerland in the Circular Design category for the DualCircuit t-shirt, developed in collaboration with ZIVI, the Swiss Federal Office for the Civil Service.
The t-shirt meets all of ZIVI’s requirements for durability, performance and comfort in wear and professional care and will be supplied to ZIVI workers in 2024. OceanSafe and ZIVI are now collaborating on a national take-back system and the establishment of advanced processes to allow for complete depolymerization at end of life, extracting all essential raw materials to produce new textiles of the same quality.
CiCLO
An extremely important introduction to the fibers market, which, while it can’t do anything about the plastic microfibers already in the oceans, can ensure future synthetic fibers such as polyester and nylon do much less damage, is CiCLO, developed by Silicon Valley startup Intrinsic Advanced Materials.
CiCLO is a sustainable additive that is combined with polyester and nylon during melt extrusion. It creates countless biodegradable spots in the matrix of the plastic, where microbes that naturally
ISSUE 2 2024 ifj.com 41
During 2023, outdoor brand Craghoppers launched its new CO2Renu sustainable fleece collection comprised of 30% LanzaTech recycled carbon-derived PET.
A.Wilson

exist in certain environments can break down the materials just like they do with natural fibers. What remains are natural biogases and biomass.
In partnership with Parkdale Mills, Intrinsic has now established a network of 45 certified fiber and yarn manufacturers to ensure quality assurance and traceability in the supply of CiCLO.
There is really no reason why any manufacturer of conventional synthetic fibers should not now be incorporating it into their production.
Rheon
As a rare example these day of a new material developed for its performance properties rather than sustainable benefits, Rheon by Rheon Labs is a reactive superpolymer with a number of potentially major applications, as a naturally soft and flexible material that when subject to force exhibits instant stiffness.
In its construction, the thermoplastic elastomer composite is a chemical colloidal suspension bringing together two very different ingredients to create new properties. The effect can be likened to sand and water, in the way that when walked on, a wet beach is very soft, but when running, it becomes glasshard.
As such, Rheon enables the creation of new garments that can react dynamically to the body’s movement, to provide support exactly where and when needed, and the faster the body moves, the more the technology engages.
Rheon Labs, a 2017 spin-out from Imperial College London, envisages three key uses for the new material – in applications for muscle support or simply to enable athletes to run faster, in garments designed for injury prevention, and as
soft tissue support in a new generation of sports bras.
Historically, the support provided by bras has been associated with high compression, but also discomfort. Bras reinforced with Rheon work in a fundamentally different way to provide support and comfort by dramatically reducing the breast tissue displacement that occurs during movement. On a systems level, Rheon can absorb four times more energy than standard thermoplastic elastomers (TPEs).
Rheon also promises to enhance elite sports performance, where the difference between winning and losing can be down to a matter of seconds, or even less.
The company has been working with the University of Wisconsin on the concept of “muscle shearing,” aimed at reducing wasted energy to boost performance. This work has involved wrapping straps of Rheon around the essential muscle groups – primarily the quads and hamstrings – and analyzing the micromovements of a runner going through the gait cycle in order to create a dynamic support system.
The idea is to turbocharge properties through a data-driven system based on the collection of muscle movement data in combination with that relating to soft tissue density and bone structure.
This concept has now been taken up by Adidas, with Rheon support structures to be found in two of the brand’s
releases during 2023 – Adizero Control sleeves and shorts for running and Techfit Control long-sleeved tops and pants for training.
Colorifix
In other areas of the textile chain, Colorifix, the developer of a unique fabric-dyeing process based in Norwich, UK, was the recipient of a 2023 ITMF Innovation Award and was also a finalist in this year’s Earthshot Prize, narrowly missing out on the £1 million winning prize.
The Colorifix process uses the DNA codes for colors found in nature and teaches microbes to recreate them as natural dyes. It begins with identifying a color created naturally by an animal, plant or microbe and then, using DNA sequencing, identifying where the color is coded in the genetics of the organism. The DNA code is translated into engineered microorganisms enabling Colorfix to produce the pigment just as it is made in nature and transfer it to fabrics.
The idea originated from the work of founders Jim Ajioka, and Orr Yarkoni on the development of tools for molecular genome analysis at Cambridge University. While testing a biosensor for assessing the arsenic contamination of drinking water in Nepal, the two learned about the enormously destructive impact of dyeing processes on water. Together they realized that instead of just monitoring contamination, they could devise a solution

42 IFJ ISSUE 2 2024
Rheon support structures are now to be found in adidas Adizero Control and Techfit Control athletic wear.
A.Wilson
A.Wilson

– a sustainable way to dye textiles using synthetic biology.
Colorifix natural dyes cut chemical pollution by 80%, and when applied to fabrics require far fewer rinses than synthetic dyes, ultimately saving vast quantities of water. Already gaining traction in the fashion industry, Colorifix has ambitions to dye 15% of the world’s clothes by 2030, helping big manufacturers make good on their sustainability targets.
The company has secured £18 million in investment to support expansion further into Europe and Asia and implement its technology into the supply chains of several leading players in the global fashion industry.
Velum
Finally, to the industrial laundry. Sewts introduced Velum, its artificial intelligence and computer vision software, developed to automate currently laborintensive processes in laundries, at the ITMA 2023 Start-up Valley.
A first Velum unit has been operational at Greif Textile Mietsysteme in Wolfratshausen, Germany, since November 2022. Greif provides a rental laundry service via a network of ten plants through-
out Germany, each processing up to 100 tons of textiles per day, making them some of the largest laundries in Europe. As such it is an ideal partner for the firsttime use of robotics in this market.
A significant number of further Velum systems are about to become operational and Sewts is addressing a target group of almost 25,000 companies worldwide.
Velum currently processes an average of 500-600 items per hour and through over-the-air software updates, its range of functions is continuously being expanded.
Industrial laundries wash and dry textiles in a highly automated environment to cope with the large quantities of dirty linen, but still require manual work for a few gaps in the automation chain. Most notably, each folding machine requires an employee to feed the laundry and spread it out without any wrinkles.
It has been estimated that 30% of the personnel costs in laundries is accounted for by equipping folding machines and at the same time, labor shortages are one of the most pressing issues of our time and especially prevalent in tasks that involve repetitive manual work. The Sewts Velum system has been
designed to provide a solution, feeding towels and other terrycloth items into folding machines to close the gap. Inhouse developed AI analyses the textile and translates these findings into robotic commands. Velum is optimized for adaptability and handles all towel sizes without restrictions in respect of color or texture.
“With Velum, we have succeeded in launching an absolutely new kind of product,” said Alexander Bley, co-founder and CEO of the Munich-based company. “Since 2019, we have been working on technology for the automated processing of deformable materials, such as textiles or foils. These have so far been excluded from progress in automation technology due to their complex material properties. Velum is now proving that it is possible to automate the handling of shape-unstable materials in industrial processes in an economically profitable way.”
Adrian Wilson is an international correspondent for International Fiber Journal . He is a leading journalist covering fiber, filtration, nonwovens and technical textiles. He can
ISSUE 2 2024 ifj.com 43
be reached at adawilson@gmail.com.
Sewts introduced Velum, its artificial intelligence and computer vision software for laundries, at the ITMA 2023 Start-up Valley. A.Wilson
Flush Right
New California Wipes Study Proves Flushable Wipes Work as Described; There is Yet Much Work to Do on Consumer Education for the Wipes Marketplace
By Caryn Smith, IFJ Chief Content Officer & Publisher
In the fall of 2023, INDA, Association of the Nonwoven Fabrics Industry, joined forces with CASA, the California Association of Sanitation Agencies, and RFA, the Responsible Flushing Alliance to conduct a practical study on wipes flushability, in response to a directive from the 2021 Wet Wipes Labelling Law AB 818. The goal was to see what Californians are really flushing in order to help inform the consumer education campaign. A result of the study was seeing what kind of non-flushable wipes are being flushed, as well as the success of flushable wipes disintegrating as intended. An engineering firm was hired, and the team spent over two weeks at the Inland Empire Utilities Agency in Southern California and Central San in Contra Costa County in Northern California, analyzing material pulled from the waste stream. Here are details on the process and results.
International Fiber Journal: How did the flushability study originate?
Lara Wyss: The wipes industry has conducted other collection studies in different parts of the U.S., as well as there’s one that I’m aware of in London. In California, the 2021 Wet Wipes Labelling Law AB 818 requires that a collection study is conducted. What was different about this one was that it was a true partnership between CASA, the California Association of Sanitation Agencies, INDA, Association of the Nonwoven Fabrics Industry, and RFA, the Responsible Flushing Alliance, all who


QINTERVIEW WITH: LARA WYSS
President, Responsible Flushing Alliance MATT O’SICKEY
INDA Director of Education & Technical Affairs
worked together to conduct this survey. We hired an independent water engineering firm, Kennedy Jenks, to help with the study structure – to facilitate and complete the reporting.
As a partnership of wastewater and industry working together, along with an independent engineering firm, we believed the results could be very, very accurate, for the wastewater and the wipes manufacturing industry to view as very credible. Also, members of INDA’s Technical Committee and representatives from INDA member companies participated to make ensure technically correctness.
The collection study took place in the Inland Empire, in Southern California and in Contra Costa County in Northern California, allowing us to compare results over these two different geographies.
Matt O’Sickey: The California collections study had characteristics of the other collections studies that we’ve seen in the past. Some of the characterization of the different categories and materials that we found were consistent with those other studies. We did that intentionally so that we could maintain the ability to compare back. Then, if there’s progress being made, we could show it; if there’s not progress being made, we could also show that.
IFJ: What did you know going into the study?
Wyss: California’s labeling laws and associated consumer education mandates requires us to do consumer surveys. What we found is that people are fairly aware of the “Do Not Flush” symbol that they’ve seen on products. However, 60% of people in California self-reported that they have flushed something that they knew was not flushable over the last 12 months. So that gives us definite area of opportunity to continue to educate people on why they shouldn’t be doing this.
Also, 26% of Californians falsely believe baby wipes are flushable, 18% for makeup removal wipes, and 70% for cleaning wipes. The good news is that 93% of consumers felt it was either somewhat or very important for their local communities to follow smart flushing habits. The
44 IFJ ISSUE 2 2024
WIPES STUDY
+A
FOCUS ON NONWOVENS


flushability study revealed if what people are really flushing aligned with what they say they believe.
IFJ: How was the study structured?
Wyss: We collected 1,745 samples over four days – two days in northern CA and two days in southern CA. We also collected the items during peak flow time so that it could be a good, indicative sample.
O’Sickey: Before going to California, we assembled about 160 different samples of wipes that we bought from retail stores, such as big-box retailers Sam’s Club and Costco, popular stores Walmart and Target, and the Safeway and Kroger chains, representing the largest two grocery chains in California. We also shopped at the Dollar Stores, and the biggest drugstores, CVS and Walgreens, and Amazon. We collected all types of bathroomrelated wipes, including makeup removing, hemorrhoid, toileting, baby, cleaning, and disinfecting categories. We shopped Amazon for more unusual wipes. These samples represented more than more than 80% of what is available. We created comprehensive sample books in large binders to compare collected materials, and categorize what Californians are flushing.
Wyss: In our waste collections, it is important to note that we were sorting by type, not brand. We also made sure all categories were included, including flushable wipes, which were not mandated to be included as a part of this study. We thought it was important to look at what other studies conducted in the U.S. included, as well as other things like paper towels, feminine hygiene, trash wrappers, and PPE. It was really a comprehensive study.






ISSUE 2 2024 ifj.com 45
Paper towels, many completely intact, made up most of the material recovered. (Right) The team collects samples from wastewater stream.
Advancing
Solutions
All images from the Responsible Flushing Alliance
Engineered Material
Facial and make-up wipes were among the second highest category recovered in the nonwovens do not flush wipe category. (Left) The sorting process was time consuming, and included washing, drying, labeling, data recording and photographing samples.
Flushable wipes recovered were mostly disintegrated, meaning they are effectively working as designed. (Below) The team often referred to the Sample Book containing 160 types and brands of wipes assembled by INDA.
IFJ: How did you recover from the waste stream?
O’Sickey: There is a device that prevents certain materials from going past a point in the treatment plant. From this location, we recovered samples from the sewage material drawn up by a bucket. We were looking for things that were larger than one-inch square. We rinsed them, and then sorted the materials into categories. In many cases, it was easy to identify the samples from brand names printed on them, or in the case of baby wipes, from distinctive woven patterns.
IFJ: Describe the sorting process.
O’Sickey: Generally speaking, we found that there were a lot of paper towel products that came through entirely intact, feminine hygiene products and other trash that had to be sorted out. We laid all the wipes and related items out on a grid with pre-printed one-inch squares to get an idea of the objects’ dimensions, and to match them to the store-bought samples in our binders for which we had noted the dimensions. When we needed to differentiate between some products, we could use size as a differentiator.
We recorded the category classification of each sample, we gave each a number, and took a picture of each one in order to do some post-investigation work.
We had three INDA members working to identifying items, and people from wastewater management and the CASA were there, as well. We had several INDA member company representatives who also provided help over the course of the
The good news is that 93% of consumers felt it was either somewhat or very important for their local communities to follow smart flushing habits.

two weeks that we were there. In many cases, due to their deep analysis of industry competitors, the industry guys knew exactly what the wipes were as they came out of the waste stream.
Then, we arranged them into category groupings, held down on tarps with a rock weight so they didn’t blow away. Interestingly, a majority of recovered items were actually paper towels and baby wipes. Everything else very quickly dropped off in number. The number one non-flushable nonwoven offender being flushed was baby wipes. If we could prevent that, we would be in much better shape,

waste-wise. We’ve heard anecdotally that baby wipes are flushed frequently because they a cheaper alternative to adult incontinence-style wipe. (See Table 1 for specific results of materials recovered.)
Wyss: An eye opening for the wastewater team, recovery of flushable wipes was just under 1%. One operator at Inland Empire said, “I literally thought that we were going to find 99% flushable wipes.”
O’Sickey: As things came through, they’d see the paper towels, and assumed that those were actually wipes. So that also was a surprising misconception.
For our overall reporting, we indicated the date and place of collection and article number, from which we created a database of the 1,745 materials collected.
Wyss: As a non-technical person, I thought it was fascinating that everything that we collected was intact, except for the flushable wipes. From the paper towels to banana peels, toys, feminine hygiene, everything that came through was mostly or partially intact, except for the flushable wipes. For me, that was really illuminating.
O’Sickey: The very small number of flushable wipes we were able to retrieve were pretty much looking like Swiss cheese. Flushable wipes are designed to disperse with agitation in water. The flushable wipes that we did find oftentimes were stuck to something else, like a paper towel, another wipe, or some type of plastic wrapper, etc. They basically needed something to carry them along to get them to remain even partially intact enough to arrive at the collection point, which was interesting.
Wyss: Flushable wipes are made with very short fibers, whereas the non-flushable wipes are made with longer fibers and could also be synthetic fibers. Flushable wipes must always be natural fibers, such as plant based.
IFJ: If you didn’t find many flushable wipes, they are doing what they say by dispersing in water. Do you know how many are produced?
46 IFJ ISSUE 2 2024
NONWOVENS
Baby wipes were found to be the number one nonwoven do not flush culprit recovered from the wastewater stream. The belief is that they are a more economical wipe than flushable toliet tissue.
FOCUS ON

O’Sickey: INDA members know what the Nielsen data is for the number of flushable wipes that are being sold, but data that is carefully controlled. What we do know is that of all the wet wipes sold today, somewhere between called 8 to 12-13% are designed to be flushable, (percentage is based on which of the three ways you use to count them).
Out of the number of materials collected, in theory there would have been more than the 15 pieces of flushable wipes. If they weren’t breaking down, there should have been somewhere in the range of 75-80 wipes.
IFJ: How will this data help the state of California with its wipes measures?
O’Sickey: From the nonwovens industry point of view, the test methodologies that companies use to determine flushablility in wipes – and there’s three or four different standards that are used – any given one of them must be working, because we just aren’t recovering anything that’s intact from wastewater streams. They all are effective in generating wipes that are going to disperse and disintegrate.
Wyss: From RFA’s perspective, it gives us some excellent data points to consider in our consumer education campaign. Our “Flush Smart” campaign is in year three. Our approach is to educate consumers to look for the “Do Not Flush” symbol on packaging, explain why that’s important, and to highlight, from a holistic approach, items beyond wipes that are should not be flushed.
This study really verified that this is the right approach. There is a real need
to educate people to look for the “Do Not Flush” symbol on non-flushable wipes, especially if that’s roughly 90% of wipes sold in the U.S.
And then we must also remind them not to flush feminine hygiene products and paper towels. And one of the things that we’re focusing on this year in our campaign is “crimes of flushing.” We have a “toilet crimes” campaign we are unveiling during “flush smart” month, which is in July. We’ll be sharing more details about the campaign when we’re at WOW – World of Wipes, in June. It may involve a talking toilet, it may invite the public to share their flushing crimes. That’s the problem – toilet crimes – and the solution is “potty training for grownups.” We feel that these catchy marketing campaigns are something that will help us break through the information clutter coming at consumers 24/7, and grab their attention in a fun and unique way.
We are working through media relations with reporters about what we’re doing, and sharing the messages of the importance of this issue – from a financial standpoint of clogging your own toilet all the way to a public health issue and environmental wastewater perspective. I think the EPA says there’s between 23,000 and 75,000 sewage overflows a year, and an estimated that three and a half million people get sick from contaminated water.
We discovered from our consumer surveys that people agree it is very important to flush the right items for their own health and for the wellbeing of the community. We need to ensure that people understand the consequence of overflows or equipment failures at their Sanitation District results in consumer rate hikes.
This collection study confirms the need to explain why you don’t flush a baby wipe, and how it's different from a moist flushable toilet tissue. They’re engineered different, they use different materials, the fiber lengths are different. And to emphasize, if you want to use baby wipes as a substitute because of cost, just throw it in the trash, do not put it down the toilet.
IFJ: Will legislative actions effect change?
O’Sickey: We are tracking at least 25 different bills or initiatives at the state, federal, and, in some cases, even the municipal level. They range from an action we are tracking in the UK proposing that all wetwipes must use non-plastic materials to various labelling and disposal initiatives. In the USA, many of these diverse legislative initiatives will be consolidated and/or superseded by the WIPPES Act working its way now through Congress.
IFJ: Do you think there will be limits put on wipes production?
O’Sickey: Overall, nonwoven production and consumption in the U.S. has gone up reliably year after year after year. If we look at that pie, so the pie itself is getting bigger. If we look at the past five years, the slice of that pie that’s represented by wipes has also grown. So, growing pie, growing slice also. There is very strong consumer pull for wet wipes.
The question is, what happened? We used a lot of disinfecting wipes during COVID. Many consumers who, prior to 2020, were not wipes users were introduced to the category and it normalized their uses. The bottom line: they’re not going away.
Wyss: What I’ve noticed from attending the INDA nonwovens conferences, there is more discussion around making more sustainable fibers and solutions. So, I think that that’s positive sign for the future.
But, if you use an all-natural fiber in a wipe, that does not mean it’s flushable. And if it’s biodegradable, that does not mean it’s flushable. So, there’s a lot of nuances, and a lot of a lot of education that needs to be and can be done.
ISSUE 2 2024 ifj.com 47
 By Jeff Dugan Consultant, Fiber and Fabrics Industry
By Jeff Dugan Consultant, Fiber and Fabrics Industry
Jeff Dugan holds a bachelor’s degree in chemical engineering and a master’s degree in textile chemistry, both from NC State University. He began his career as a Research Engineer at Springs Industries, followed by a position in Research Management at BASF’s Fiber Products Division. In 1996, Dugan co-founded Fiber Innovation Technology, Inc., and last year retired from his position as its Vice President of Research. He has authored numerous publications in the textile and fibers field and is an inventor on some 50 U.S. patents. Jeff recently presented the world’s first and only TED Talk on fiber technology. You can see it by going to YouTube and searching for “Jeff Dugan TED Talk.” Since retiring, Jeff has remained active as a consultant to the fiber and fabrics industry, among other activities. He can be reached at (423) 737-4427 or duganja@comcast.net.
Adaptive Fiber Technology
Is Your Fabric Smarter Than a Pinecone?
Wouldn’t it be great if our garments could adapt to our surroundings as we move from one environment to another? They’d keep us warm when we’re cold, and cool us when we’re hot. We’re actually beginning to see some technologies that promise something like this, but pinecones have been doing it since (presumably) the dawn of pinecones. When a pinecone drops from the tree, the scales are usually tightly bound against the central axis. Inside, the tree’s seeds are encapsulated between the axis and the inner sides of the scales. In this form the seeds are unlikely to germinate and grow into a new tree. But when the air becomes warm and dry, the conditions are good for seed dispersal, and the scales on the pinecone spontaneously bend, to open outward and release the seeds. This open form of the pinecone is the one we’re most familiar with. According to Haocheng Quan et al, the transformation of the pinecone is reversible, which is to say that once it has opened up in response to warm and dry conditions, it will contract back to a more closed configuration in response to wet and cool conditions.
But it’s not only pinecones that can benefit from a spontaneous physical transformation in response to changes in the environment. An environmentallyadaptive garment, like the one imagined above, could actually exist if the fabrics could be made to spontaneously increase their vapor transmission rate when wet, and then reversibly and repeatedly reduce the vapor transmission rate when dry.
Self-Curling Fibers – A New Approach
For some time, it has been possible to make synthetic fibers that will spontaneously curl with the application of heat. If the fiber in question is a sideby-side or eccentric sheath/core bicomponent fiber, one of the two constituent polymers will shrink more than the other in response to temperatures above the polymer’s glass transition temperature. Since the polymer regions in the fiber are not concentric, the resulting force imbalance is resolved by curling the fiber into a helical shape. The ability to cause a physical transformation in the fiber with heat is tantalizingly close to what we need for a smart garment, but ultimately falls short of the goal. For one thing, it would be better if the fiber
responded to moisture in the air than to heat. Even more importantly, the shrinkage-driven transformation described above is not reversible. Once the curl has been induced, the fiber does not return to an uncurled state when cooled.
Working with Dr. Veronika Kapsali of MMT Textiles, Fiber Innovation Technology developed the Inotek™ fiber, which solves the above-mentioned problems.
The first innovation was the use of nylon in the sheath of an eccentric sheath/core bicomponent fiber, and polypropyene in the fiber’s core. Unlike most melt-extruded fiber polymers, nylon will swell in humid environments, and contract when humidity is low. Critically, the swelling of nylon is repeatedly reversible. In contrast, polypropylene has essentially no response to moisture. So the difference in swelling between the two polymers mimics the effect of the difference in shrinkage in conventional self-curling fibers: because the two polymers are non-concentric, the fiber responds to the imbalanced forces by curling into a helix when wet, and uncurling when dry.
The second innovation was the development of a “semi-elliptical” shaped core in the fiber, which maximizes the curl effect while minimizing delamination of the sheath and core in yarn spinning operations.
With a fiber that will spontaneously transform between two physical configurations in response to humidity, it is possible to design a fabric useful in a garment that responds to the environment to keep the wearer more comfortable in a wider range of conditions.
Adaptive Fabrics and the Garments That Use Them
So we have a fiber that changes its shape in response to moisture, and does so reversibly and repeatably. But that doesn’t directly translate into a garment with desirable adaptability. If we applied the adaptive fiber technology to a continuous filament yarn, that yarn might bulk up when wet, decreasing fabric porosity. This would take us in the wrong direction.
But we can bridge the gap between adaptive fiber and useful fabric by using the Inotek adaptive bicomponent fibers in a spun yarn that is then used to make a knit or woven fabric. In a spun yarn, the twist of the fibers in the yarn means that
48 IFJ ISSUE 2 2024
TECH TALK

thus depict the yarns, while the orange and green colors represent lower “elevations,” or the spaces between the yarns. In the wet fabric, these spaces occupy roughly twice the area of the same openings in the same fabric when dry. As a result, the fabric is more breathable when wet and more insulating when dry.
Figure 2 discloses a quantification of changes in breathability resulting in changes in environmental humidity for a woven fabric made of 100% Inotek fiber spun yarns. The test results for the Inotek fabric are displayed in the chart on the right, while the chart on the left shows results for an otherwise comparable 100% cotton woven fabric. Note that as humidity increases, airflow resistance decreases (thus air permeability increases), while the opposite occurs with the conventional cotton fabric. Note too that the effect is reversible.
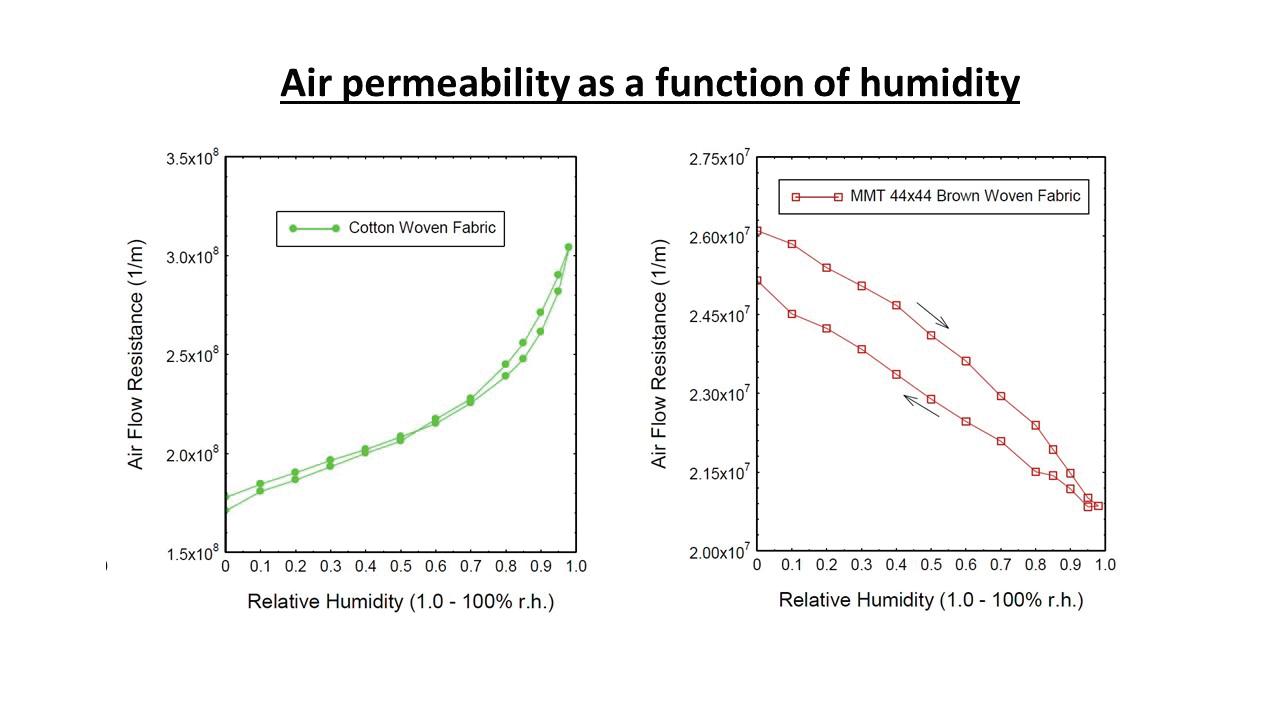

when the Inotek fibers curl in response to increased humidity, the fibers wrap more tightly around the yarn, compressing it and decreasing the yarn’s overall diameter. This in turn enlarges the gaps between the yarns, increasing the fabric’s
porosity and its vapor transmission rate.
Figure 1 illustrates this effect, showing a topographical image of a knit fabric made using yarns comprising Inotek fibers. In the image below, the red and purple colors correspond to higher “elevations” and
So if these fabrics are used to construct a garment worn by a wearer who becomes active and begins to perspire, the increased humidity generated by the perspiration causes the fabric to open up, speeding the evacuation of the warm, moist air against the skin. When activity subsides, fabric dries, and the fabric’s breathability is reduced, so the garment’s insulating performance increases, reducing the chill that can cause discomfort after vigorous exertion.
Applications in Nonwovens
More recent developments have shown applicability for Fiber Innovation Technology’s Inotek fiber in nonwovens as well. As seen below, a nonwoven fabric made from Inotek fibers will spontaneously increase its density with increased humidity, and reversibly reduce in density as humidity declines. In the tested nonwoven illustrated below (made of 80% Inotek fibers and 20% binder fibers), width and length were observed to reversibly cycle +/- 10% each, while thickness reversibly cycled +/- 30%.
The alert reader will recognize that these transformations seem to be in a direction opposite to the desirable transformations seen in knit and woven fabrics, i.e., in the nonwoven, density (and thus
ISSUE 2 2024 ifj.com 49
Figure 1.
Figure 2.
Figure 3.
vapor barrier) increases with humidity, while density and vapor barrier decrease with humidity in the woven and knit fabrics. However, with proper garment construction, this can still lead to an adaptive garment that improves wearer comfort. In this case, the proper construction is to employ a high-loft nonwoven in a conventional insulating structure, such as a batting quilted between woven or knit fabrics. In such a structure the insulating performance of the batting is driven not by vapor transmission, but by the amount of relatively immobile air trapped between the fibers. As a wearer becomes active and begins to perspire, the increased humidity causes a contraction of the insulating nonwoven, which reduces the insulation by squeezing out the insulating trapped air in the batting. Drier conditions allow the batting to swell back to its original bulk, maximizing its insulative properties. As a result, insulation is maximized while the wearer

is at rest and is minimized while the wearer is generating heat from exertion.
Finally, an alternative approach can be taken with nonwoven fabrics in applications where it is desirable to increase vapor transmission in response to humidity (or wearer activity). Figure 4 illustrates a nonwoven fabric with “tabs” cut into the fabric. The tabs remain attached to the fabric at one end. As humidity increases, the Inotek fibers in the fabric begin to curl, causing a
The Intersection of Nonwoven Materials & Sustainability. Nonwovens for a Healthier Planet.

contraction of the nonwoven as seen above. This contraction causes the tabs to pull away from the plane of the rest of the nonwoven, thereby opening holes in the fabric and increasing vapor transmission.
This effect is also reversible, and the amount of change in vapor transmission can be adjusted by the number and size of tabs cut into the fabric. For this approach, a low-loft, high-density nonwoven is preferable.
When you consider that all of the options for smart fabric and smart garment construction are provided by a single bicomponent fiber, I’d say that’s pretty smart. Maybe even as smart as a pinecone!

IDEA®25 is a gathering of the international nonwovens industry to discuss the future of nonwoven materials, their applications, and how they will shape both form and function in various market sectors.
Attend – Experiencing IDEA®25 provides a unique opportunity to see, touch and feel innovations in person. Meet and create new business with the professionals and companies behind these developments.
Exhibit – Showcasing your company at IDEA®25 inspires brand owners and brand marketers as they interact with your materials, technologies and processes. Partner with industry leaders to create new products with the intent of recycling, reusing and repurposing…for a healthier planet.
Emerging Trends. Empowering Innovation. Enhancing Knowledge. Global Reach.
50 IFJ ISSUE 2 2024
more information,
For
Visit ideashow.org
Figure 4.

Fiberpartner ApS and Stein Fibers, LLC Announce Strategic Cooperation
iberpartner ApS, a leading global supplier of responsible and innovative fiber solutions, is entering a strategic partnership with Stein Fibers, LLC, a renowned distributor of special fibers and materials. This partnership is designed to make new and innovative fiber solutions widely available and accessible, contributing to a more responsible future. The goal is to support the transition towards a non-petroleum-based development of fibers and work towards an environmentally friendly tomorrow.
This collaboration will provide manufacturers and brands with easier access to responsible fiber solutions, enabling them to meet their sustainability goals and reduce their environmental impact. www.fiberpartner.com
Leigh Fibers and Revive Fiber Join Forces to Expand Capabilities
eigh Fibers’ owners have purchased the operating assets of Martex Fiber and rebranded the business as Revive Fiber.
Leigh Fibers and Revive Fiber will operate as separate but related sister companies under joint management as the largest textile recycler in North America.

With multiple production facilities in South Carolina and one in Brownsville, Texas, this investment expands capacity to meet growing production needs. All products will continue to be made in the U.S. while supporting industries throughout North America, South America, and Europe.
The two companies provide a seamless solution for textile recycling, from highvolume to specialty custom fibers, across industries including automotive, apparel, bedding, and acoustic insulation. A greater raw material base and production capacity will expand sourcing options for customers seeking quality recycled fibers.
As the end users of a wide range of textile byproducts, both companies remain committed to helping organizations meet sustainability goals by diverting waste streams from landfills. Our solutions allow manufacturers to reduce waste and create new revenue opportunities. www.leighfibers.com
Aptean Acquires Momentis

Aptean, a global provider of mission-critical enterprise software solutions, announced the acquisition of Momentis, a provider of purpose-built software solutions designed for the fashion, apparel, footwear, textile and accessories industries. With the acquisition of Momentis, Aptean adds new capabilities to its fashion and apparel offerings for wholesalers, importers, manufacturers and self-sourcing retailers.
Headquartered in Montreal, Quebec, Momentis provides mission-critical software designed to manage enterprise-wide business processes, streamline efficiency, increase profitability and provide real-time operational insights. Momentis delivers an integrated suite of cloud-based solutions including product lifecycle management, sales order management, sourcing and logistics, warehouse management, financial management and business intelligence, supporting more than $7 billion of annual order volume.
The platform manages operations across the entire fashion and apparel supply chain, and is utilized by over 250 leading fashion and apparel brands. www.aptean.com
Rieter Reports Major Win in Infringement Patent Dispute in China
In a judgment in December 2023, the Supreme People’s Court of the People’s Republic of China ruled in favor of Rieter in a legal dispute. The case concerned the infringement of a Rieter patent by a competitor’s draw frame. Rieter protects its innovations with patents and registered designs and consistently takes action against infringements of its intellectual property.
Rieter draw frames are known for their stable operation with high sliver quality and productivity. Superb scanning precision and highest autoleveling dynamics ensure outstanding sliver evenness and thus the production of high-quality yarns. Draw
frames have also been the subject of a patent litigation by Rieter in China at various levels of jurisdiction. Rieter had sued a competitor for unauthorized use of its patented draw frame technology.

In the summer of 2022, the Shanghai Intellectual Property Court confirmed the patent infringement identified by Rieter and prohibited the accused competitor from continuing to use Rieter’s patented technology. The infringing party was also ordered to pay damages to Rieter.
The culpable competitor then appealed the decision of the Shanghai court to the Supreme People’s Court of the People’s Republic of China. www.rieter.com
ISSUE 2 2024 ifj.com 51
MOVERS & SHAKERS
Jaren Edwards, Stein Fibers, and Thomas Wittrup, Fiberpartner.
L F
Beaver Announces Mexico Expansion
Beaver Manufacturing Co., a global leader in the finishing and processing of high-quality technical fibers, announced a major expansion of its production facility in Tepeji del Rio, Mexico. The plant will be expanded by 67,000 square feet, more than double its existing size of 55,000 square feet.
For the expansion, Beaver is taking over and renovating a vacated space adjacent to its current facility, which it opened in June 2018. In addition to renovating the space to meet the needs of the production, the company will be investing in new equipment for its twisting and treating production. The upgraded facility will be operational by the end of the first quarter of 2024.
Beaver will be adding 33 percent more capacity to its fiber-twisting production and the company will install new state-of-the-art equipment for its BEAVERLOC® and RFL treating technologies. www.beaverloc.com
AD SALES
ADVERTISING | SALES PUBLISHER Driven By Design LLC advertising@inda.media • +1 239.225.6137
Frank Strazzulla UNITED STATES franks@tmsmedia.net • +1 949.459.1767
Sabine Dussey GERMANY, FRANCE, AUSTRIA, SWITZERLAND, SCANDANAVIA, BENELUX sabine.dussey@dussey.de • +49 2129.348390
Joan Oakley BUYER’S GUIDE & CLASSIFIED ADS joakley@inda.media • +1 248.347.3486
Ferruccio Silvera & Filippo Silvera ITALY & SPAIN info@silvera.it • +39 02.284.6716
Zhang Xiaohua CHINA ifj_china@126.com • +86 13522898423
919 459 3700 x 3720
Inquire Today for the 2024 Media Kit! Email advertising@inda.media
INDA Elevates Sustainability as Top Priority for 2024
NDA, the Association of the Nonwoven Fabrics Industry, announced sustainability as a primary focus for 2024. This strategic initiative, backed by resounding support from INDA’s leadership, is a direct response to feedback from association members affirming that sustainability remains one of the nonwovens industry’s highest priorities.
INDA’s sustainability endeavor will center around three core pillars crucial to the industry’s future: Responsible Sourcing, End-of-Life Solutions, and Innovations in Sustainability. This multifaceted initiative will introduce a spectrum of new and enhanced offerings, including:
• Cutting-edge webinars addressing sustainability issues impacting members and the industry.
• Specialized technical and government affairs committees enabling members to collaborate on sustainability opportunities and challenges.
• The inaugural release of a comprehensive sustainability report from INDA’s Market Intelligence department.

• A dedicated sustainability special edition of the International Fiber Journal, produced by INDA Media.
• Significantly enriched sustainability programming at INDA events, including a dedicated focus at the IDEA® 2025 conference.
“INDA member companies are at the forefront of innovation, actively investing in research and development to pioneer eco-friendly materials, explore alternative production processes, and integrate recycled and biodegradable materials, all while advancing circularity,” said INDA President Tony Fragnito. “This heightened emphasis on sustainability resonates with the nonwovens industry’s dedication to minimizing environmental impact, and underscores INDA’s commitment to driving positive change within the industry to meet evolving member and customer desire for minimizing environmental impact.”
As INDA embraces sustainability as a theme for 2024, its commitment extends far beyond this year’s horizon. Ongoing efforts will continue to evolve and expand, with a strategic emphasis on amplifying influence and fostering relationships with stakeholders beyond the industry’s confines. INDA anticipates close collaboration with its members and welcomes their feedback on how the association can serve the needs of the industry on this important topic. www.inda.org

ADVERTISER INDEX

52 IFJ ISSUE 2 2024
ADVERTISING COORDINATOR VICKIE SMEAD vsmead@inda.org • +1
ADVERTISER WEB PAGE Beijing Chonglee Machinery Engineering Co. www.ctamp.com.cn IBC Cotton Incorporated cottonworks.com 23 DM&E Corporation dmecutter.com IFC Fi-Tech fi-tech.com 17 IFJ Buyer’s Guide 2024 fiberjournal.com/buyers-guide 3 INDA IDEA®25 ideashow.org 50 INDA WOW worldofwipes.org 5 Mozart AG mozart-blades.de 1 Polytex polytex.cc IBC
IFC = Inside Front Cover | IBC = Inside Back Cover | BC = Back Cover
SUBSCRIBE TO IFJ TODAY! Tracking Fiber Trends & Innovation, Material Science, & Supply Chain Impacts You Need to Know Get Your Complimentary Subscription at www.fiberjournal.com/subscription
I MOVERS & SHAKERS
POLYMERS
PET/PBT/PBAT/PBS/PTT/PLA/PETG/PC/PA6/PA66..
RECYCLING
POLYMER: Physics / Chemistry
GAS & COAL CHEMICAL
BDO/EG/MeOH/Heat recovery and comprehensive u�liza�on
HP
Hydrogen Peroxide, H2O2


R&D
Own R&D Center and pilot plant

ENGINEERING
Project EPC Contrac�ng (Turn-key)


EQUIPMENT TECHNICAL SERVICE
Manufacturing of Cri�cal Equipment
POLYTEX is a professional chemical engineering company and technology supplier integra�ng R&D, engineering, equipment manufacturing, procurement and EPC management services. From technology licensing, project planning, equipment manufacturing and engineering design, procurement and construc�on management, as well as start-up and opera�on services, Polytex provides diversified services and one-stop solu�ons to customers all over the world.
POLYTEX ENGINEERING GROUP
Corp: 5th Floor, No.20 Wenchang Mid Rd. Yangzhou, Jiangsu, PRC.
Head: No.1, Private Industrial Park, Yuetang, Yizheng, Jiangsu, PRC.
Tel: +86-514-85553618; +86-514-87859276
Mail: market@polytex.cc; polytex@vip.sohu.com
Website: www.polytex.cc
24/7 Technical Support & Service

EPLASTMER NEW MATERIAL CO., LTD
Bo�le grade, Tex�le grade, Film grade PET chips will be launched soon. Our own factory capacity in phase-1st will reach up to 1260 tons per day.
China Sales:
Mr Sun Mob: +86-133 1990 0139; Email: sg_sun@e-plastmer.com
Mr Cao Mob: +86-181 5290 1436; Email: cao@e-plastmer.com
Ms Pu Mob: +86-185 0992 5214; Email: pu@e-plastmer.com
Russia and Central Asia Sales:
Mr Li Mob: +86-189 5105 3772; Email: �ger@e-plastmer.com
Mr Gao Mob: +86-138 5159 0251; Email: gaocx@e-plastmer.com
Mr Dos Mob: +86-135 1991 0418; Email: dos@e-plastmer.com
Other markets:
Ms Emma Mob: +86-158 9939 1075; Email: emma@e-plastmer.com
EPC CONTRACTOR WWW.POLYTEX.CC Nov 2023 Shanghai • China Visit POLYTEX at booth H6D27

Add: No.3 xingguang Forth Street OPOT-Mechatronics Industrial Park, Tongzhou Park of zhongguancun Science Park, Tongzhou, Beijing Overseas Sales Dept: Tel:0086-10-65987926 65987925 Website:http://www.ctamp.com.cn Post Code:101111 Fax:0086-10-65987455 E-mail:bizlee@126.com

