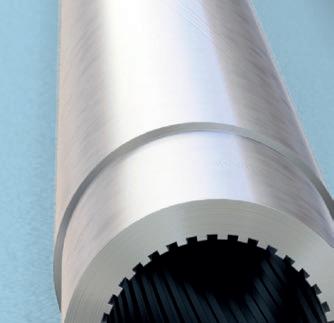








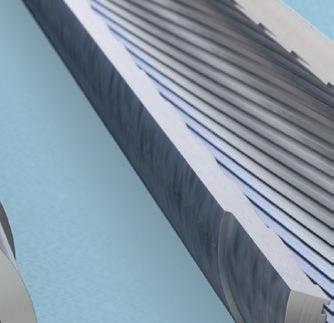











Manufacturing gun barrels places the highest demands on dimensional accuracy, repeatability, and material compatibility. The internal profile with grooves and fields (rifl ing) in particular requires a precisely defined geometry over the entire length of the barrel—even with tempered or difficultto-machine materials. Conventional processes are reaching their limits here, which is why new, more reliable manufacturing methods are needed.

With its electrochemical machining principle, the PO 3000 IP from EMAG ECM sets new standards for the rifl ing of gun barrels. The machine enables contact-free, stress-free internal machining with exact reproducibility— ideal for calibers up to 63 mm and barrel lengths up to 9,000 mm.

















Inner Diameter mm in 20–63 (ooptional up to 160) 0.8–2.5 (optional up to 6.30)
Outer Diameter (optionally extendable) mm in up to approx. 121 up to approx. 4.76
Component length mm in 1,000–3,000 (optionally expandable up to 9,000)
39.4–118.1 (optionally expandable up to 354.3)
Processable calibers (Typical applications in areas such as air defense, small and medium calibers)







The rifling, i.e., the spiral-shaped internal profile of a gun barrel, gives the projectile a stabilizing rotation as it exits the barrel. This geometry is introduced into the workpiece via the shape of the cathode. The PO 3000 IP enables the economical and highly precise production of these structures.

































ADVANTAGES OF ECM RIFLING:
+ Machining irrespective of material hardness or structure
+ Feasible for complex geometries (e.g., gain twist)
+ No influence on the edge zones or mechanical stresses
+ No need for straightening processes or thermal posttreatment
ECM rifling is ideal for machining complex internal contours in high-strength materials, such as those used in the defense industry.
In the ECM (electrochemical machining) process, material is removed by anodic dissolution of the workpiece in an electrically conductive liquid (electrolyte). The workpiece is the anode, and the tool is a contouring cathode.
Workpiece = anode
Electrolyte
Tool = cathode
Feed
Electrolyte
Machining time per workpiece





Electrolyte flow
tool (-)
Power source
KEY FEATURES OF THE ECM PROCESS:
» Contactless material removal without mechanical cutting forces
» No thermal infl uence on the workpiece
» No tool wear, as there are no mechanical stresses
» Maximum reproducibility thanks to controlled process parameters
» Low cathode wear










TECHNICAL DATA PO 3000 IP
Machining process Electro Chemical Machining (ECM)
Inner Diameter mm in 20 – 63 (optional up to 160) 0.8 – 2.5 (optional up to 6.30)
Outer Diameter (optionally extendable) mm in up to approx. 121 up to approx. 4.8
Component length mm in

1,000 – 3,000 (optionally up to 9,000)
39.4 – 118.1 (optionally expandable up to 354.3)
Feed rate mm/min up to 85
Cycle time (reference) ~35 min at Ø 22 mm / 3,000 mm length

Electrolyte monitoring Temperature, pressure, flow, pH, Cr⁶+
Workholding technology
Cathode guide
Machine design


Double sleeve with guide rollers
Non-conductive multipoint guide
Portal structure with side loading
1

2







Contact-free removal ✔ ✖
Tool wear
Machinable materials
Post-processing
Cycle time
Geometric flexibility
Low cathode wear
Irrespective of hardness
Not required
~30–60 minutes
Very high (gain twist, etc.)
SCALABILITY AND SPECIAL SOLUTIONS
The PO 3000 IP is designed for pipes with a length of up to 9 m. Proven concepts are available for larger diameters (> 100 mm) or lengths (> 6 m). In previous projects, systems with a length of up to 24 m (e.g., oil drilling pipes) have already been implemented. This means that the platform can be scaled to specific requirements.

(high mechanical stresses)
High tool wear
Limited choice of materials
Straightening, grinding
~4 hours for the same length
Limited