VibrationAssistedMachining
Theory,ModellingandApplications
LuZheng
NewcastleUniversity
Newcastle,UK
WanqunChen
HarbinInstituteofTechnology
Harbin,China
DehongHuo
NewcastleUniversity
Newcastle,UK
ThisWorkisaco-publicationbetweenJohnWiley&SonsLtdandASMEPress.
Thiseditionfirstpublished2021 ©2021JohnWiley&Sons.Ltd.
ThisWorkisaco-publicationbetweenJohnWiley&SonsLtdandASMEPress.
Allrightsreserved.Nopartofthispublicationmaybereproduced,storedinaretrievalsystem,or transmitted,inanyformorbyanymeans,electronic,mechanical,photocopying,recordingorotherwise, exceptaspermittedbylaw.Adviceonhowtoobtainpermissiontoreusematerialfromthistitleisavailable athttp://www.wiley.com/go/permissions.
TherightofLuZheng,WanqunChen,andDehongHuotobeidentifiedastheauthorsofthisworkhas beenassertedinaccordancewithlaw.
RegisteredOffices
JohnWiley&Sons,Inc.,111RiverStreet,Hoboken,NJ07030,USA
JohnWiley&SonsLtd,TheAtrium,SouthernGate,Chichester,WestSussex,PO198SQ,UK
EditorialOffice
TheAtrium,SouthernGate,Chichester,WestSussex,PO198SQ,UK
Fordetailsofourglobaleditorialoffices,customerservices,andmoreinformationaboutWileyproducts visitusatwww.wiley.com.
Wileyalsopublishesitsbooksinavarietyofelectronicformatsandbyprint-on-demand.Somecontentthat appearsinstandardprintversionsofthisbookmaynotbeavailableinotherformats.
LimitofLiability/DisclaimerofWarranty
Inviewofongoingresearch,equipmentmodifications,changesingovernmentalregulations,andthe constantflowofinformationrelatingtotheuseofexperimentalreagents,equipment,anddevices,the readerisurgedtoreviewandevaluatetheinformationprovidedinthepackageinsertorinstructionsfor eachchemical,pieceofequipment,reagent,ordevicefor,amongotherthings,anychangesinthe instructionsorindicationofusageandforaddedwarningsandprecautions.Whilethepublisherand authorshaveusedtheirbesteffortsinpreparingthiswork,theymakenorepresentationsorwarrantieswith respecttotheaccuracyorcompletenessofthecontentsofthisworkandspecificallydisclaimallwarranties, includingwithoutlimitationanyimpliedwarrantiesofmerchantabilityorfitnessforaparticularpurpose. Nowarrantymaybecreatedorextendedbysalesrepresentatives,writtensalesmaterialsorpromotional statementsforthiswork.Thefactthatanorganization,website,orproductisreferredtointhisworkasa citationand/orpotentialsourceoffurtherinformationdoesnotmeanthatthepublisherandauthors endorsetheinformationorservicestheorganization,website,orproductmayprovideorrecommendations itmaymake.Thisworkissoldwiththeunderstandingthatthepublisherisnotengagedinrendering professionalservices.Theadviceandstrategiescontainedhereinmaynotbesuitableforyoursituation. Youshouldconsultwithaspecialistwhereappropriate.Further,readersshouldbeawarethatwebsites listedinthisworkmayhavechangedordisappearedbetweenwhenthisworkwaswrittenandwhenitis read.Neitherthepublishernorauthorsshallbeliableforanylossofprofitoranyothercommercial damages,includingbutnotlimitedtospecial,incidental,consequential,orotherdamages.
LibraryofCongressCataloging-in-PublicationData
Names:Huo,Dehong,author.
Title:Vibrationassistedmachining:theory,modellingandapplications/ DehongHuo,NewcastleUniversity,Newcastle,UK,WanqunChen,Harbin InstituteofTechnology,Harbin,China,LuZheng,NewcastleUniversity Newcastle,UK.
Description:Firstedition.|Hoboken,NJ:Wiley,2021.|Series: Wiley-ASMEPressseries|Includesbibliographicalreferences.
Identifiers:LCCN2020027991(print)|LCCN2020027992(ebook)|ISBN 9781119506355(cloth)|ISBN9781119506324(adobepdf)|ISBN 9781119506362(epub)
Subjects:LCSH:Machining.|Machine-tools–Vibration.| Cutting–Vibration.|Machinery,Dynamicsof.
Classification:LCCTJ1185.H872021(print)|LCCTJ1185(ebook)|DDC 671.3/5–dc23
LCrecordavailableathttps://lccn.loc.gov/2020027991
LCebookrecordavailableathttps://lccn.loc.gov/2020027992
CoverDesign:Wiley
CoverImage:©microstock3D/Shutterstock
Setin9.5/12.5ptSTIXTwoTextbySPiGlobal,Chennai,India
Contents
Preface xi
1IntroductiontoVibration-AssistedMachiningTechnology 1
1.1OverviewofVibration-AssistedMachiningTechnology 1
1.1.1Background 1
1.1.2HistoryandDevelopmentofVibration-AssistedMachining 2
1.2Vibration-AssistedMachiningProcess 3
1.2.1Vibration-AssistedMilling 3
1.2.2Vibration-AssistedDrilling 3
1.2.3Vibration-AssistedTurning 5
1.2.4Vibration-AssistedGrinding 5
1.2.5Vibration-AssistedPolishing 6
1.2.6OtherVibration-AssistedMachiningProcesses 7
1.3ApplicationsandBenefitsofVibration-AssistedMachining 7
1.3.1DuctileModeCuttingofBrittleMaterials 7
1.3.2CuttingForceReduction 8
1.3.3BurrSuppression 8
1.3.4ToolLifeExtension 8
1.3.5MachiningAccuracyandSurfaceQualityImprovement 9
1.3.6SurfaceTextureGeneration 10
1.4FutureTrendofVibration-AssistedMachining 10 References 12
2ReviewofVibrationSystems 17
2.1Introduction 17
2.2Actuators 18
2.2.1PiezoelectricActuators 18
2.2.2MagnetostrictiveActuators 18
2.3TransmissionMechanisms 18
2.4DriveandControl 19
2.5Vibration-AssistedMachiningSystems 19
2.5.1ResonantVibrationSystems 19
2.5.1.11DSystem 20
2.5.1.22Dand3DSystems 23
2.5.2NonresonantVibrationSystem 27
2.5.2.12DSystem 29
2.5.2.23DSystems 34
2.6FuturePerspectives 35
2.7ConcludingRemarks 36 References 37
3VibrationSystemDesignandImplementation 45
3.1Introduction 45
3.2ResonantVibrationSystemDesign 46
3.2.1CompositionoftheResonanceSystemandItsWorkingPrinciple 46
3.2.2SummaryofDesignSteps 46
3.2.3PowerCalculation 47
3.2.3.1AnalysisofWorkingLength Lpu 48
3.2.3.2AnalysisofCuttingToolPulseForce F p 49
3.2.3.3CalculationofTotalRequiredPower 49
3.2.4UltrasonicTransducerDesign 49
3.2.4.1PiezoelectricCeramicSelection 49
3.2.4.2CalculationofBackCoverSize 51
3.2.4.3VariableCross-Sectional,One-DimensionalLongitudinalVibrationWave Equation 51
3.2.4.4CalculationofSizeofLongitudinalVibrationTransducerStructure 53
3.2.5HornDesign 53
3.2.6DesignOptimization 54
3.3NonresonantVibrationSystemDesign 55
3.3.1ModelingofCompliantMechanism 56
3.3.2ComplianceModelingofFlexureHingesBasedontheMatrixMethod 56
3.3.3ComplianceModelingofFlexureMechanism 59
3.3.4ComplianceModelingofthe2DOFVibrationStage 61
3.3.5DynamicAnalysisoftheVibrationStage 62
3.3.6FiniteElementAnalysisoftheMechanism 63
3.3.6.1StructuralOptimization 63
3.3.6.2StaticandDynamicPerformanceAnalysis 63
3.3.7PiezoelectricActuatorSelection 65
3.3.8ControlSystemDesign 66
3.3.8.1ControlProgramConstruction 66
3.3.9HardwareSelection 66
3.3.10LayoutoftheControlSystem 68
3.4ConcludingRemarks 68 References 69
3.AAppendix 70
4KinematicsAnalysisofVibration-AssistedMachining 73
4.1Introduction 73
4.2KinematicsofVibration-AssistedTurning 74
4.2.1TWSin1DVAMTurning 75
4.2.2TWSin2DVAMTurning 78
4.3KinematicsofVibration-AssistedMilling 80
4.3.1TypesofTWSinVAMilling 81
4.3.1.1TypeI 81
4.3.1.2TypeII 82
4.3.1.3TypeIII 82
4.3.2RequirementsofTWS 83
4.3.2.1TypeISeparationRequirements 83
4.3.2.2TypeIISeparationRequirements 85
4.3.2.3TypeIIISeparationRequirements 87
4.4FiniteElementSimulationofVibration-AssistedMilling 89
4.5Conclusion 93 References 93
5ToolWearandBurrFormationAnalysisinVibration-Assisted Machining 95
5.1Introduction 95
5.2ToolWear 95
5.2.1ClassificationofToolWear 95
5.2.2WearMechanismandInfluencingFactors 96
5.2.3ToolWearReductioninVibration-AssistedMachining 98
5.2.3.1MechanicalWearSuppressionin1DVibration-AssistedMachining 98
5.2.3.2MechanicalWearSuppressionin2DVibration-AssistedMachining 101
5.2.3.3ThermochemicalWearSuppressioninVibration-AssistedMachining 102
5.2.3.4ToolWearSuppressioninVibration-AssistedMicromachining 106
5.2.3.5EffectofVibrationParametersonToolWear 107
5.3BurrFormation 108
5.4BurrFormationandClassification 109
5.5BurrReductioninVibrationAssistedMachining 109
5.5.1BurrReductioninVibration-AssistedMicromachining 111
5.6ConcludingRemarks 113
5.6.1ToolWear 113
5.6.2BurrFormation 115 References 115
6ModelingofCuttingForceinVibration-AssistedMachining 119
6.1Introduction 119
6.2EllipticalVibrationCutting 120
6.2.1EllipticalToolPathDimensions 120
6.2.2AnalysisandModelingofEVCProcess 120
6.2.2.1AnalysisandModelingofToolMotion 120
6.2.2.2ModelingofChipGeometricFeature 120
6.2.2.3ModelingofTransientCuttingForce 124
6.2.3ValidationoftheProposedMethod 126
6.3Vibration-AssistedMilling 127
6.3.1Tool–WorkpieceSeparationinVibrationAssistedMilling 128
x Contents
6.3.2VerificationofTool–WorkpieceSeparation 131
6.3.3CuttingForceModelingofVAMILL 133
6.3.3.1InstantaneousUncutThicknessModel 133
6.3.3.2CuttingForceModelingofVAMILL 136
6.3.4DiscussionofSimulationResultsandExperiments 137
6.4ConcludingRemarks 143 References 143
7FiniteElementModelingandAnalysisofVibration-Assisted Machining 145
7.1Introduction 145
7.2SizeEffectMechanisminVibration-AssistedMicro-milling 147
7.2.1FEModelSetup 148
7.2.2SimulationStudyonSizeEffectinVibration-AssistedMachining 151
7.3MaterialsRemovalMechanisminVibration-AssistedMachining 152
7.3.1ShearAngle 152
7.3.2SimulationStudyonChipFormationinVibration-AssistedMachining 154
7.3.3CharacteristicsofSimulatedCuttingForceandvon-MisesStressin Vibration-AssistedMicro-milling 156
7.4BurrControlinVibration-AssistedMilling 158
7.4.1KinematicsAnalysis 159
7.4.2FiniteElementSimulation 160
7.5VerificationofSimulationModels 161
7.5.1ToolWearandChipFormation 162
7.5.2BurrFormation 163
7.6ConcludingRemarks 164 References 164
8SurfaceTopographySimulationTechnologyforVibration-Assisted Machining 167
8.1Introduction 167
8.2SurfaceGenerationModelinginVibration-AssistedMilling 171
8.2.1CutterEdgeModeling 172
8.2.2KinematicsAnalysisofVibration-AssistedMilling 173
8.2.3HomogeneousMatrixTransformation 174
8.2.3.1BasicTheoryofHMT 174
8.2.3.2EstablishmentofHTMintheEndMillingProcess 174
8.2.3.3HMTinVAMILL 176
8.2.4SurfaceGeneration 185
8.2.4.1SurfaceGenerationSimulation 185
8.3Vibration-AssistedMillingExperiments 187
8.4DiscussionandAnalysis 187
8.4.1TheInfluenceoftheVibrationParametersontheSurfaceWettability 188
8.4.2ToolWearAnalysis 189
8.5ConcludingRemarks 189 References 189
Index 193
Preface
Precisioncomponentsareincreasinglyindemandforvariousengineeringindustries, suchasbiomedicalengineering,MEMS,electro-optics,aerospace,andcommunications. However,processingthesedifficult-to-machinematerialsefficientlyandeconomicallyis alwaysachallengingtask,whichstimulatesthedevelopmentandsubsequentapplication ofvibration-assistedmachining(VAM)overthepastfewdecades.Vibration-assisted machiningemploysadditionalexternalenergysourcestogeneratehigh-frequencyvibrationintheconventionalmachiningprocess,changingthemachining(cutting)mechanism, thusreducingthecuttingforceandcuttingheatandimprovingthemachiningquality. TheeffectiveimplementationoftheVAMprocessdependsonawiderangeoftechnical issues,includingvibrationdevicedesignandsetup,processparameteroptimization, andperformanceevaluation.ThecurrentawarenessonVAMtechnologyisincomplete; althoughamplereview/researchpapershavebeenpublished,nosinglesourceprovides acomprehensivecomprehendingyet.Therefore,abookisneededtosystematically introducethisemergingmanufacturingtechnologyasasubject.
ThemainobjectiveofthisbookistoaddressthebasicsandthelatestadvancesintheVAM technology.ThefirstchapterprovidesabriefintroductiontoVAMtechnology,including VAMprocess,benefits,andapplications,aswellasitshistoryanddevelopment,sothatthe readerwouldhaveageneralunderstandingofthesubject.Thesecondandthirdchapters aimtopresentadetaileddescriptionofthecharacteristicsanddesignprocessforvibrationdevices.Chapter2overviewsthecurrentproposedvibrationdevicesintheliterature, andthefeaturesofeachtypevibrationdevicesarecriticallyreviewed.Chapter3focuses ontheimplementationanddesignofvibrationdevicesandthecorrespondingdesignproceduresarealsodiscussed.Chapters4and5arededicatedtotheeffectofvibrationand machiningparametersontoolpath/tool–workpieceseparationandthesurfacetopography generation.Chapters4and5arededicatedtotheeffectofvibrationandmachiningparametersontoolpath/tool–workpieceseparationanditsinfluenceonthecuttingperformance. Chapter4coversthekinematicanalysisofVAM,includingthetool–workpieceseparation typeandthecorrespondingequationsduringtheprocessing.Chapter5investigatesthe mechanismsoftoolwearandburrgenerationunderdifferenttool–workpieceseparation situations.Chapter6and7investigateVAMprocessthroughsimulationmodellingmethod. Chapter6modelsthecuttingforceusingbothnumericalandfiniteelementmethods.Finite elementmodelingandanalysisofVAMaredetailedinChapter7todeeplyunderstandthe cuttingmechanismofVAM.Thelastchaptercontainsthemodelingofsurfacetopography
xii Preface
usinghomogeneousmatrixtransformationandcutteredgesweepingtechnology,andthe resultsareverifiedbythemachiningexperiments.
ThisbookprovidesstateoftheartinresearchandengineeringpracticeinVAMfor researchersandengineersinthefieldofmechanicalandmanufacturingengineering. Thisbookcanbeusedasatextbookforafinalyearelectivesubjectonmanufacturing engineering,orasanintroductorysubjectonadvancedmanufacturingmethodsatthe postgraduatelevel.Itcanalsobeusedasatextbookforteachingadvancedmanufacturing technologyingeneral.Thebookcanalsoserveasausefulreferenceformanufacturing engineers,productionsupervisors,toolingengineers,planningandapplicationengineers, aswellasmachinetooldesigners.
SomeoftheresearchfindingsinthisbookhavearisenfromanEPSRC-fundedproject “Developmentofa3DVibrationAssistedMachiningSystem.”Theauthorsgratefully acknowledgethefinancialsupportoftheEngineeringandPhysicalSciencesResearch Council(EP/M020657/1).
Theauthorswishthereadersanenjoyableandfruitfulreadingthroughthebook.
February2020 NewcastleuponTyne,UK
LuZheng,WanqunChenandDehongHuo
1.1OverviewofVibration-AssistedMachiningTechnology
1.1.1Background
Precisioncomponentsareincreasinglyindemandinvariousengineeringfieldssuchas microelectromechanicalsystems(MEMS),electro-optics,aerospace,automotive,biomedicalengineering,andinternetandcommunicationtechnology(ICT)hardware.Inaddition totheaimsofachievingtighttolerancesandhigh-qualitysurfacefinishes,manyapplicationsalsorequiretheuseofhardandbrittlematerialssuchasopticalglassandtechnical ceramicsowingtotheirsuperiorphysical,mechanical,optical,andelectronicproperties. However,becauseoftheirhighhardnessandusuallylowfracturetoughness,theprocessing andfabricationofthesehard-to-machinematerialshavealwaysbeenchallenging.Furthermore,thedelicateheattreatmentrequiredandcompositematerialsinaeronauticor aerospacealloyshavecausedsimilardifficultiesforprecisionmachining.
Ithasbeenreportedthatexcessivetoolwearandfracturedamagearethemainfailure modesduringtheprocessingofsuchmaterials,leadingtolowsurfacequalityandmachiningaccuracy.Effortstooptimizeaconventionalmachiningprocesstoachievebettercuttingperformancewiththesematerialshaveneverbeenstopped,andtheseoptimizations includethecuttingparameters,toolmaterialsandgeometry,andcuttingcoolingsystemsin thepastdecades[1–6].Generally,hardermaterialsorwear-resistantcoatingsareapplied, andtoolgeometryisoptimizedtopreventtoolcrackingandtoreducewearonwearable positionssuchastheflankface[5,7–10].Cryogeniccoolantsareusedinthemachining process,andtheirinputpressurehasbeenoptimizedtoachievebettercoolingperformance [2,4,11].However,althoughcuttingperformancecanbeimproved,theresultsareoften stillunsatisfactory.
Effortstoenhancemachiningperformancehaverevealedthatmachiningqualitycanbe improvedusingthehigh-frequencyvibrationofthetoolorworkpiece.Vibration-assisted machining(VAM)wasfirstintroducedinthelate1950sandhasbeenappliedinvarious machiningprocesses,includingbothtraditionalmachining(turning,drilling,grinding,and morerecentlymilling)andnontraditionalmachining(lasermachining,electro-discharge machining,andelectrochemicalmachining),anditisnowwidelyusedintheprecision manufacturingofcomponentsmadeofvariousmaterials.VAMaddsexternalenergytothe
VibrationAssistedMachining:Theory,ModellingandApplications, FirstEdition.LuZheng,WanqunChen,andDehongHuo. ©2021JohnWiley&SonsLtd.ThisWorkisaco-publicationbetweenJohnWiley&SonsLtdandASMEPress.
1IntroductiontoVibration-AssistedMachiningTechnology
conventionalmachiningprocessandgeneratehigh-frequency,low-amplitudevibrationin thetoolorworkpiece,throughwhichaperiodicseparationbetweentheuncutworkpiece andthetoolcanbeachieved.Thiscandecreasetheaveragemachiningforcesandgeneratethinnerchips,whichinturnleadstohighprocessingefficiency,longertoollife,better surfacequalityandformaccuracy,andreducedburrgeneration[12–17].Moreover,when hardandbrittlematerialssuchastitaniumalloy,ceramic,andopticalglassareinvolved,the cuttingdepthintheductileregimecuttingmodecanbeincreased[18].Asaresult,thecuttingperformancecanbeimprovedandunnecessarypost-processingcanbeavoided,which allowstheproductionofcomponentswithmorecomplexshapefeatures[14].Nevertheless, therearestillmanyopportunitiesfortechnologicalimprovement,andamplescopeexists forbetterscientificunderstandingandexploration.
VAMmaybeclassifiedintwoways.Thefirstclassificationisaccordingtothedimensions inwhichvibrationoccurs:1D,2D,or3DVAM.Theotherclassificationisbasedonthe vibrationfrequencyrange,forexample,inultrasonicVAMandnon-ultrasonicVAM. UltrasonicVAMisthemostcommontypeofVAM.Itworksatahighvibrationfrequency (usuallyabove20kHz),andaresonancevibrationdevicemaintainsthedesiredvibration amplitude.Mostofitsapplicationsareconcentratedinthemachiningofhardandbrittle materialsbecauseofthefactthathighvibrationfrequencydramaticallyimprovesthe cuttingperformanceofdifficult-to-machinematerials.Meanwhilenon-ultrasonicVAM usesamechanicallinkagetotransmitpowertomakethedeviceexpandandcontract, andthiscanobtainlowerbutvariablevibrationfrequencies(usuallylessthan10kHz).It iseasiertoachieveclosed-loopcontrolbecauseofthelowrangeofoperatingfrequency, whichmakesituniquelyadvantageousinapplicationssuchasthegenerationoftextured surface.
1.1.2HistoryandDevelopmentofVibration-AssistedMachining
ThehistoryofvibrationtechnologyinVAMcanbetracedbacktothe1940s.Duringthe periodofWorldWarII,thehighdemandfortheelectricallycontrolledfour-wayspoolvalves mainlyusedinthecontrolofaircraftandgunnerycircuitsstimulatedthedevelopment ofservovalvetechnology[19].Becauseoftheirwidefrequencyresponseandhighflow capacity,electrohydraulicvibratorsweresuccessfullydevelopedandappliedinVAMinthe 1960swithpositiveeffectsinenhancedprocessingqualityandefficiency[20].Withthefurtherdevelopmentoftechnology,electromagneticvibratorsfeaturinghigheraccuracyand awiderangeoffrequencyandamplitudegenerationweredevelopedbasedonelectromagnetictechnology,andtheseweresuccessfullyappliedtovariousVAMprocesses[21].The needforcomplexhydrauliclineswaseliminated,andgreatertolerancefortheapplication environmentwasallowed,whichalsoleadstosmallerdevices.Asaresult,atransmission lineorconnectingbodycanbeattachedtothevibratortoachieveawiderangeofvibrationfrequenciesandamplitudeadjustments[22].Inthe1980s,thematurityofpiezoelectric transducer(PZT)piezoelectricceramictechnologyhadbroughtanewchoiceforthevibrator.Apiezoelectricceramicstackcouldbesandwichedundercompressivestrainbetween metalplates,andthishasadvantagesincludingcompactness,highprecisionandresolution,highfrequencyresponse,andlargeoutputforce[23].Variousshapesofpiezoelectric
1.2Vibration-AssistedMachiningProcess 3
ceramicelementscanbeusedtomakedifferenttypesofvibrationactuators,whichindicate thatthelimitationsoftraditionalvibratorswereovercomeandtheapplicationofVAMtechnologyforprecisionmachiningwasbroadened.Inaddition,ithelpedinthedevelopmentof multidimensionalVAMequipment.EllipticalVAMhasreceivedextensiveattentionsince itwasfirstproposedinthe1990s.Althoughthisprocesshasmanyadvantagescompared toits1Dcounterpartintermsofreductionsincuttingforceandprolongationoftoollife, itrequireshigherperformanceinthevibrator,producingamoreaccuratetooltiptrajectory[24–28].Piezoelectricactuatorswithhighsensitivitycanfulfilltherequirementsof vibrationdevicesandpromotethedevelopmentofellipticalVAMtechnology.
1.2Vibration-AssistedMachiningProcess
ThissectionbrieflyintroducescommonlyusedVAMprocesses,includingmilling,drilling, turning,grinding,andpolishing.Differentvibrationdevicelayoutsarerequiredtoimplementthesevibration-assistedprocessesandtoachieveadvantagesoverthecorresponding conventionalmachiningprocesses.
1.2.1Vibration-AssistedMilling
Millingisoneofthemostcommonmachiningprocessesandiscapableoffabricatingparts withcomplex3Dgeometry.However,uncontrollablevibrationproblemsduringthecutting processarequiteseriousandcanaffectprocessingstability,especiallyinthemicro-milling process,leadingtoexcessivetolerance,increasedsurfaceroughness,andhighercost. Vibration-assistedmillingisaprocessingmethodthatcombinestheexternalexcitationof periodicvibrationswiththerelativemotionofthemillingtoolorworkpiecetoobtainbetter cuttingperformance.InadditiontothesameadvantagesasotherVAMprocesses,complex surfacemicrostructurescanalsobeobtainedbecauseofthecombinationofaunique toolpathandexternalvibration.Currently,theapplicationofvibration-assistedmilling mainlyfocusesontheone-dimensionaldirection.Thevibrationmaybeappliedinthefeed direction,cross-feeddirection,oraxialdirection,andtoolrotationalvibrationsmayalsobe applied[14].Littleresearchhasbeencarriedouton2Dvibration-assistedmillingbecause ofthedifficultyofdevelopingtwo-dimensionalvibrationplatforms(motioncouplingand controldifficulty),andthevibrationmodeofthese2Dvibrationdevicesmainlyinvolves ellipticalvibrationandlongitudinaltorsionalvibration.
1.2.2Vibration-AssistedDrilling
Problemssuchaslargeaxialforcesandpoorsurfacequalityarefoundintheprocessof drillingthehardandbrittlematerials.Vibration-assisteddrillingtechnologycombinesthe VAMmechanismwiththetraditionaldrillingprocess,andthiscanachievemoreefficient drilling,especiallyforsmallborediametersanddeepholes.Comparedwithconventional drilling,theinteractionbetweenthetoolandtheworkpieceischanged,andthedrillingtool edgecuttingconditionsareimproved.Vibration-assisteddrillinghasfoundapplicationsin
1IntroductiontoVibration-AssistedMachiningTechnology
thehigh-efficiencyandhigh-qualitymachiningofvariouspartswithdifficult-to-machine holes[29].Itsmainmeritsareasfollows:
(1) Reductionsindrillingpoweranddrillingtorque.Thevibrationchangestheinteraction betweenthedrilltoolandtheworkpiece,andthecuttingprocesschangesfromcontinuouscuttingtointermittentcutting,leadingtolowertoolaxialforce.Inaddition,the frictionfactorbetweenthetoolandtheworkpiece/chipsisreducedbecauseofthepulse torqueformedbythevibration.Asaresult,drillingtorqueisreduced[30,31].
(2) Improvementinchipbreakingandremovalperformance.Thechipbreakingmechanism isquitedifferentwhenvibrationisadded.Fragmentedchipscanbeobtainedunder certainvibrationandmachiningparameters.Chipremovalperformanceismuchbetter comparedwiththecontinuouschipsproducedinconventionaldrilling[32].
(3) Improvementinthesurfacequalityofthewallsofthedrilledholes.Inthevibration-assisted drillingprocess,thereciprocalpressingactionofthecuttingedgeontheinnerholesurfaceisbeneficialinreducingsurfaceroughness.Moreover,theimprovedchipbreaking performancealsoleadstosmootherchipremoval,whichreducesthescratchingofthe drilledholesurfacebychipsandthesurfaceroughness[33,34].
(4) Improvementintoollife.Theintermittentcuttingimprovesthedrillingtool’scooling conditions,leadingtolowercuttingtemperatureandrelievingthebuilt-upedgeand toolchippingeffects.Asaresult,longertoollifecanbeobtained[35,36].
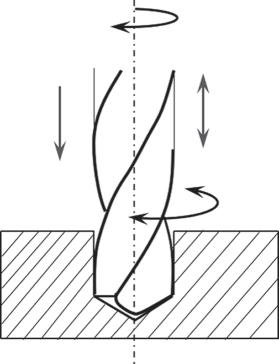
AsshowninFigure1.1,accordingtothedirectionofvibration,vibration-assisteddrilling canbedividedintoaxial,torsional,andaxial–torsionalcompositevibrationdrilling.The vibrationdirectioninaxialvibrationdrillingisconsistentwiththedirectionofthedrilling toolaxis,whileintorsionalvibrationdrilling,itisconsistentwiththedirectionofthe drillingtool’srotation.Axialtorsionalcompositevibrationdrillingcombinestheprevious twotypes.
Tool rotation direction
Feed direction Axial vibration
Torsional vibration
Figure1.1 Schematicof vibration-assisteddrilling.
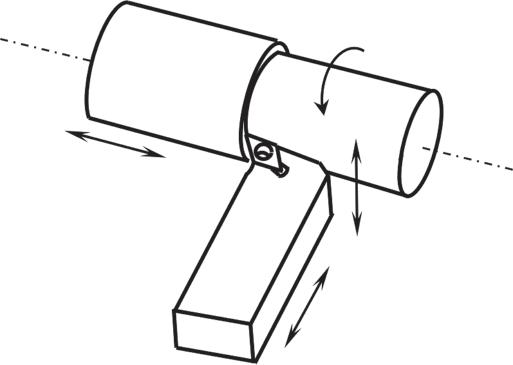
Figure1.2 Schematicofvibration-assistedturning.
1.2.3Vibration-AssistedTurning
Turningisawidelyusedmachiningmethodbecauseofitshighprocessingquality,metal removalrate,andproductivityandefficientequipmentutilization.However,drawbacks suchaslargecuttingforces,difficultiesinchipremoval,andserioustoolwearcancause seriousprocessingproblems,suchaslowmachinedqualityandefficiencyandhigh cost.Vibration-assistedturningprovidesanewmethodfortheefficientandhigh-quality machiningofdifficultmaterials.AsshowninFigure1.2,vibrationisappliedtothe turningtoolmainlyintheradial,tangential,andfeeddirections.Multidimensional vibration-assistedturningisgenerallyreferredasellipticalvibration-assistedturning, wheretwooftheabovethreevibrationdirectionsarechosenandappliedtotheturning tool.One-dimensionalvibration-assistedturningrepresentsalargeproportionofmethods ofvibration-assistedturningproposedsofar.Mostapplyvibrationinthefeeddirection, andexperimentalresultshaveproventhatthishasasignificantinfluenceinreducing cuttingforces,cuttingtemperature,andimprovingthequalityofprocessing.Currently, onlyafewstudieshaveappliedvibrationintheotherdirections,andtheeffectsandcutting mechanismsofinvolvedinmaterialprocessingneedfurtherresearch.
1.2.4Vibration-AssistedGrinding
Comparedwithothermachiningprocesses,grindingisincreasinglyusedinthefieldof ultraprecision/precisionmachiningbecauseofitsbettermachiningaccuracyandsurface roughness.However,processingmaterialwithgrindingwheelsisacomplexandstochastic process,wherethegroundsurfacemaybecomedamagedandlowwheellifeiscaused bythehighgrindingforcesandhighsurfacecuttingtemperature(asthegrindingwheel instantaneoustemperaturecanreach1000 ∘ C).Vibration-assistedgrindingprocessapplies vibrationtothegrindingwheelorworkpieceduringthegrindingsoastoimprovethe materialremovalperformance.Thevibrationcanbeappliedinthetangential,radial,or
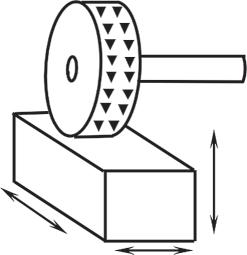
Figure1.3 Schematicofvibration-assistedgrinding.
axialdirectionalongthegrindingwheel,asisshowninFigure1.3.Vibration-assisted grindinginthetangentialandradialdirectionsissimilartointermittentgrinding,and tool–workpieceseparationcanbeobtainedduringthemachiningprocess.Although vibration-assistedgrindingintheaxialdirectioninvolvesacontinuousgrindingprocess, themachiningprocessisquitedifferentinconventionalgrindingandfeaturesseparation, impactandreciprocatingironingcharacteristics,andlubricationeffects,whichcanreduce grindingwheelblockage,cuttingforces,workpieceresidualstress,andmachinedsurface burn.Asaresult,betterprocessingperformanceandlongertoollifecanbeobtained.In addition,itcanalsoeffectivelyreducethechippingofhardandbrittleworkpiecematerials andsurfaceorsubsurfacecrackingaswellasmachinedsurfacequality[37–39].Although similartothemechanismofotherVAMprocesses,therandomnessofthesize,shape,and distributionofabrasivegrainsonthegrindingwheelsurfaceandthecomplexityofthe grindingmotionbringgreatchallengestothestudyofthemechanismsinvolvedinthe vibration-assistedgrinding.
1.2.5Vibration-AssistedPolishing
Atpresent,variousminiatureopticallensesaregenerallyfabricatedbyprecisioninjectionmoldingwithsiliconcarbideortungstencarbidesmolds,andthesemoldsusually requirepolishingtoachieveopticalgradesurfacequality.However,smallmoldsizes andincreasinglyhighprecisionrequirementsmakethepolishingprocesschallenging.In theconventionalpolishingprocess,thehigh-speedrotationofsoftpolishingtoolssuch aswool,rubber,andasphaltpolishingheadsareoftenusedtoprocesstheworkpiece surface.However,whenthesurfacehascomplexcurvedshapesandasmallcurvature radius,thecomplicatedpolishingmechanismanduncontrollablepolishingforcesseverely limittheprocessingresults.Vibration-assistedpolishingcanovercomesomeofthe shortcomingsinconventionalpolishing.Usingthismethod,thepolishingheaddoesnot needtoberotatedatsuchhighspeeds,whichhelpsinensuringconstantpolishingforce duringthepolishingprocess,whichcanalsobeusedforsmallersizemolds.Current researchshowsthatvibration-assistedpolishingcanimprovethesurfaceroughnessofthe polishedworkpieceandthesurfaceaccuracywhileachievinghighpolishingefficiency [40–42].
1.2.6OtherVibration-AssistedMachiningProcesses
WiththeadvantagesofVAMgraduallybeingdemonstrated,moremachiningprocesses arebeingaddedtotheVAMfamily.TwoexamplesofthenewlydevelopedVAMprocesses arevibration-assistedboringandvibration-assistedelectricaldischargemachining.In ordertosolvethedifficultmachiningproblemofcomplexdeepholepartswithhigh length-to-diameterratios(>20)suchasaeroenginefuelnozzles,vibration-assistedboring hasbeendeveloped.Comparedwiththeconventionalboringprocess,thetoolcanbe preventedfromcollidingwiththemachinedsurfaceduringtheseparationstage,the plasticcriticalcuttingdepthofthebrittlematerialisincreased,andcuttingedgecracking andcuttingtoolflankfacereversebulgesareavoided[43,44].Itsseparationandreversal characteristicscangreatlyreducetheradialthrustforceandeffectivelyimprovethe absolutestabilityofthecuttingstiffness.Asaresult,themachinedsurfacequalityis improvedandcuttingfluttercanbesuppressed.Vibration-assistedelectricaldischarge machininghasalsobeensuccessfullyappliedinprocessingmicro-holepartsmadeof hardandbrittlematerials[45–47].Inconventionalelectricaldischargemachining,the dischargegapbetweenthetoolandtheworkpieceisusuallyonlyafewmicrometersto severaltensofmicrometersandeasilycausesthedeteriorationduetotheslagdischarge effectandlocalconcentrationofprocessingdebris,causingabnormaldischargesand reducingprocessingefficiency.Comparedwiththeprocess,vibration-assistedelectrical dischargemachininghasbetterprocessingefficiency,andtheresultsshowthattheslag removaleffectisamelioratedandelectrodewearreduced.
1.3ApplicationsandBenefitsofVibration-Assisted Machining
1.3.1DuctileModeCuttingofBrittleMaterials
Whenthecuttingdepthislessthanacertaincriticalvalue(thecriticalcuttingdepth)in theprocessingofbrittlematerials,thecuttingprocesswillbetransformedfrombrittle cuttingmodeintoductilecuttingmode.Thisremovestheworkpiecematerialsbyplastic flowinsteadofbrittlefractures,leadingtoacrack-freesurface.Inductilecuttingmode,the criticalcuttingdepthcanbedefinedasthecuttingdepthatwhichacrackappearsonthe machinedsurface.Iftheundeformedchipthicknessislessthanthecriticalcuttingdepth, brittlecuttingcanbereducedinconventionalcuttingandabettersurfacefinishcanbe obtained.However,intheactualprocessingofbrittlematerials,theircriticalcuttingdepth isusuallyintherangeofmicronsorsubmicron,whichreducestheprocessingefficiency andincreasesthemanufacturingtime.VAMisaneffectivemethodusedtoincreasethe criticalcuttingdepthinductilecuttingmodeandtoimprovetheeconomicsandfeasibility oftheprocessingofbrittlematerials.Ithasbeenreportedthatsmallercuttingforcescan reducemicrocrackpropagationonthesurfaceofthebrittlepartsandcanincreasethe criticalcuttingdepthforbrittlematerialsunderductilecuttingmode.Inaddition,alarge enoughplasticyieldingforce,butnotlargeenoughtocausematerialrupturing,isalsoa necessaryconditionfortheductilecuttingofbrittleworkpieces.Therefore,itisfeasible
toincreasethebrittlematerialscriticalcuttingdepthwithinareasonablestressrangeby usingVAM[48–50].
1.3.2CuttingForceReduction
Alargenumberofcuttingexperimentsandfiniteelementanalysisshowthatunderthe samecuttingconditions,theaveragecuttingforceofVAMissignificantlylowerthaninthe traditionalcuttingprocess,andthecuttingforcein2DVAMprocessislessthanthatin1D. Althoughtheinstantaneouspeakcuttingforceof1DVAMisclosetothesteady-statecutting forceinconventionalmachining,aloweraveragecuttingforcecanbeobtainedbecauseof theperiodiccontactbetweenthetoolandworkpieceduringcutting[51–53].In2DVAM process,theshapeofchipsandtheinteractionbetweenthemandthetoolrakefaceare quitedifferentfrom1DVAMbecauseoftheellipticalcuttingtooltrajectory,whichleadsto loweraveragecuttingforceandreducedinstantaneouspeakcuttingforce.Thecuttingforce reductionismanifestedinthefollowingways:
(1)Thechipthicknessinthe2DVAMcanbereducedbecauseofthecontinuousoverlappingofellipticaltoolpaths.Asaresult,thecuttingforcesindifferentdirectionscanbe reduced.
(2)Undercertainconditionssuchascircularornarrowlyellipticaltoolpaths,thecutting toolmovesfasterthanthechipflowspeed,causingreversefrictionbetweenthetool andtheworkpiece,andthebackcuttingforcecanbereducedorevenreversed.
(3)Theperiodiccontactbetweenthecuttingtoolandworkpieceimprovesthelubrication conditionsduringthecuttingprocessandfacilitatesthedissipationofheatfromthe tool,resultinginareductionincuttingforce.
1.3.3BurrSuppression
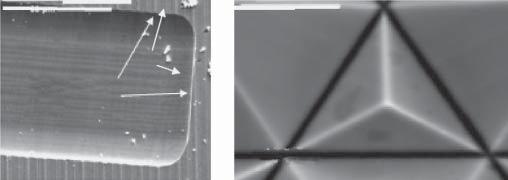
Burrformation,similartochipgeneration,isacommonandundesirablephenomenonin themachiningprocessandisoneofthemostimportantcriteriaintheevaluationofthe machinedsurface.VAMcaneffectivelysuppressburrformationduringprocessing,and someresearchershaveproposedthatburrheightcanbereducedupto80%comparedwith conventionalmachining[54–56].Figure1.4showsexamplesofburrreductioninVAM. Almostnoburrscanbefoundonthemachinedsurface.Thisphenomenonismainlydueto thereducedcuttingforce,whichleadstolowertransientcompressivestressandyieldstress inthecuttingdeformationarea.Inaddition,uniquetooltrajectories(suchaselliptical trajectories)canresultindiscretesmallpiecesofchips.Asaresult,burrformationcanbe suppressed.
1.3.4ToolLifeExtension
Machiningprocessesareinherentlyinvolvedintoolwear,whichisusuallyevaluatedin termsofaveragecuttingforce,machinedsurfaceroughness,andcumulativecuttinglength. Ithasanimportantimpactonsurfacequalityandmachiningcosts.VAMcaneffectively
Figure1.4 SEMimagesofburr-freestructuresmadeusing2DVAM.Single-crystaldiamondtoolin hard-platedcopper.(a)Microchannel,1.5 μmdeep,and(b)a8 μmtallregulartrihedronmadeusing adead-sharptoolwitha70∘ noseangle.Source:BrehlandDow[14].©2008,Elsevier.
improvecuttingtoollife,especiallyintheprocessingofhardmaterials.Unliketheirregular wearcausedbytraditionalmachiningtools,thetoolwearinVAMissmoothandinclined.At lowerspindlespeeds,duetothelowercuttingtemperatures,thedominantwearmechanism isabrasivewear.Becauseofthemechanicalandimpactcontactbetweentheworkpieceand toolflanksurfaceinVAM,toollifeislessthanthatintheconventionalprocess.Athigher cuttingspeeds,temperature-activatedwearmechanismsoccur,suchasdiffusion,chemicalwear,andthermalwear.Ontheotherhand,becauseoftheintermittentseparationof theworkpieceandtool,thetemperatureinthecuttingzoneinVAMislowerthanthatin conventionalprocess,whichtendstoincreasethetoollife.Anotherreasonforreducing thetemperatureinVAMisthechangeinfrictioncoefficientfromsemi-statictodynamic, whichresultsinareducedfrictioncoefficientintheprocessandachangeinthechipformationmechanism.Asthecuttingspeedincreases,thereisanincreaseinthedegreeof tool–workpieceengagementpertoolrevolution.Asaresult,theeffectofvibrationonthe machiningprocessdecreases,andthecuttingforcesinVAMandconventionalmillingprocessesbecomeclosertoeachother.AdetailedanalysisonhowVAMenhancestoollifeis providedinChapter5.
1.3.5MachiningAccuracyandSurfaceQualityImprovement
Comparedwiththeconventionalmachiningprocess,VAMcangreatlyimprovethe machiningaccuracyandsurfacequality,andtheimprovementsvarydependingonthetool andworkpiecematerials,vibrationconditions(vibrationamplitude,vibrationfrequency, andvibrationdimensions),toolparameters,andprocessingparameterssuchasfeed rate,spindlespeed,andcuttingdepth.Iftheprocessingparametersareunchanged,the surfaceroughnessin1Dand2DVAMcanbereducedbyapproximately40%and85%, respectively[14].Therearemanyreasonsforthis.Ontheonehand,lowercuttingforces canenhancethestabilityofthecuttingprocess,whichreducestoolrun-outinthecutting depthdirectionandgeneratessmallerchips.Ontheotherhand,VAMcanreducecutting toolwearandeffectivelyavoiddamagecausedtothemachinedsurfacebyworntools.The tool’sself-excitedvibrationisreplacedwithregularsineorcosvibration,whichreducesthe residualheightoftheunremovedmaterial.Asaresult,abettermachinedsurfacequality canbeobtained.
1.3.6SurfaceTextureGeneration
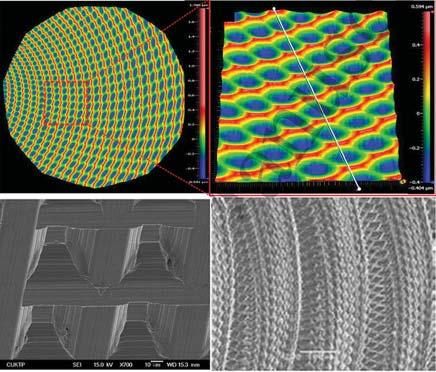
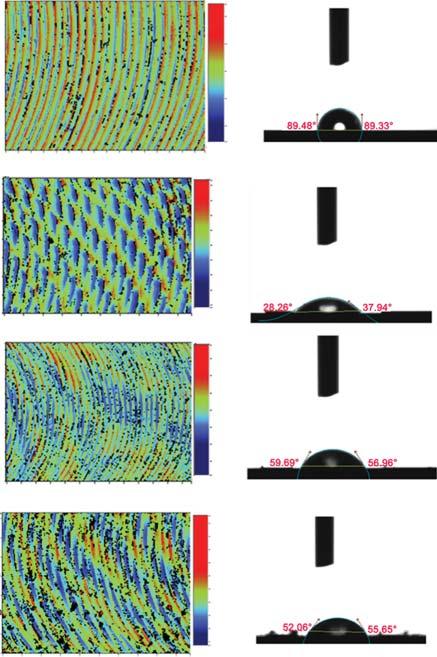
Engineeredtexturedsurfaceshavethecharacteristicsofregulartexturalstructuresandhigh aspectratio,enablingthecomponentsurfacetoservespecificfunctionssuchasreducing adhesionfriction,improvinglubricity,increasingwearresistance,changinghydrophilic performance,andenhancingopticalproperties.Etchingmethodsarecommonlyusedto producehighprecisionsurfacemicrostructures,butthesearecostlyandtime-consuming. Asamoreflexiblemethod,ithasbeenproventhatVAMineitherasingledirectionor twodirectionscanformcertainsurfacetexturesdependingonthecuttingedgegeometryandkinematics.Currently,theproposedsurfacetexturesmainlyincludeasquamous, micro-dimplepatternandmicro-convexpatterntypes,andtheirsizerangesfromafew micronstotensofmicrons,asshowninFigure1.5.ThereisanemergingtrendtoobtaincertainsurfaceperformanceusingVAM.Forexample,thesizeofthesurfacetexturefeatures canbecontrolledbychangingthevibrationandprocessingparameters,leadingtovariable surfacewettability(Figure1.5)[12].Theprocesscanalsobeusedtocreatemicrochannels forthemicrofluidiccontrolofthefluidflow,tonameafew.Adetailedanalysisonhow VAMproducessurfacetextureisprovidedinChapter8.
1.4FutureTrendofVibration-AssistedMachining
Withthedevelopmentofprocessingtechnology,theapplicationofVAMisbecoming increasinglywidespread,andresearchintoVAMisbecomingmoreandmoreintensive, mainlyinthefollowingmainaspects:
(1) Developmentandadoptionofnewtoolmaterials.Theproportionofdifficult-to-machine materialsinmodernproductsisincreasing,aswellasahigherprocessingqualityof theseparts.Inordertoachievebettercuttingperformance,inadditiontotheoptimizationoftoolgeometryparameters,moreattentionhasbeenfocusedonthedevelopment andapplicationoftoolmaterialsinVAM,andmainresearchfocusisonnaturaland syntheticdiamondandultrafinegrainedcarbidematerials.
(2) Ultra-high-frequencyvibration-assistedmachining.Ultra-high-frequencyVAMwillcontinuetobearesearchfocusinVAMinthefuture.Recentresearchindicatesthatthepossibilityofgrindingwheelablationcanbeeffectivelyreducedbyaddinghigh-frequency vibration,whichalsoimprovesthegrindingwheel’slifeandthesurfacequalityofthe workpiece.Inrecentyears,researchintoultra-high-frequencyvibrationequipmenthas madeitpossibletoreachamaximumvibrationfrequencyof100kHz,andatthesame time,itsprocessingperformanceforbrittleandhardmaterialshasalsobeensignificantlyimproved.
(3) Precision/ultraprecisionapplication.Ithasbeenreportedthatthedimensionaland geometricaccuracyandwearresistanceaswellascorrosionresistanceoftheworkpiece canbeimproveddramaticallywhenlow-frequencyvibrationisapplied.However, onlyhigh-frequencyVAM,suchasultrasonicVAM,cancurrentlyachieveaprecision machiningprocess.Forexample,asurfaceroughnessofRa0.02–0.04 μmcanbe obtainedbyvibration-assistedhoning,andsurfacequalityimprovesbyanorderof magnitudeintheultrasonicvibrationextrusionprocesscomparedtoconventional
1.4FutureTrendofVibration-AssistedMachining
Figure1.5 Surfacetextureproducedbyvibration-assistedmachining:(a)micro-dimplepatterns. Source:Linetal.[57].©2017,IOPPublishingLtd,(b)micro-convexpatterns.Source:KimandLoh [58].©2010,SpringerNature,(c)squamouspatterns.Source:Taoetal.[59].©2017,Taylor& FrancisGroup,and(d)surfacewettabilityvariationwithdifferentsurfacetextures.Source:Chen etal.[12].
1IntroductiontoVibration-AssistedMachiningTechnology
extrusion.Ultrasonicvibrationmachiningcannotonlyguaranteethequalityof ultraprecisionmachiningbutalsoallowsforhighercuttingrates,leadingtohigher productivity.
(4) In-depthstudyofvibration-assistedmachiningmechanism.AlthoughthecuttingmechanismofVAMhasbeeninvestigatedbyseveralresearchers,itisstillnotfullyunderstood. CurrentandfutureresearchonVAMwillfocusonseveralareas,includingtheeffectof theseparationandnon-separationoftheworkpieceandcuttingtoolonchipformation, mechanicalanalysisoftheinteractionbetweenthecuttingtoolandworkpiece,microscopicstudies,andmathematicaldescriptionsofVAMmechanisms,tonameafew.
References
1 Sutter,G.andList,G.(2013).VeryhighspeedcuttingofTi–6Al–4Vtitanium alloy–changeinmorphologyandmechanismofchipformation. Int.J.Mach.Tools Manuf. 66:37–43.https://doi.org/10.1016/j.ijmachtools.2012.11.004.
2 DaSilva,R.B.,MacHado,Á.R.,Ezugwu,E.O.etal.(2013).ToollifeandwearmechanismsinhighspeedmachiningofTi–6Al–4ValloywithPCDtoolsundervarious coolantpressures. J.Mater.Process.Technol. 213:1459–1464.https://doi.org/10.1016/j .jmatprotec.2013.03.008.
3 Sharman,A.R.C.,Hughes,J.I.,andRidgway,K.(2015).Theeffectoftoolnoseradius onsurfaceintegrityandresidualstresseswhenturningInconel718TM . J.Mater.Process. Technol. 216:123–132.https://doi.org/10.1016/j.jmatprotec.2014.09.002.
4 Sadik,M.I.,Isakson,S.,Malakizadi,A.,andNyborg,L.(2016).Influenceofcoolant flowrateontoollifeandweardevelopmentincryogenicandwetmillingofTi–6Al–4V. ProcediaCIRP 46:91–94.https://doi.org/10.1016/j.procir.2016.02.014.
5 Ulutan,D.andOzel,T.(2011).Machininginducedsurfaceintegrityintitaniumand nickelalloys:areview. Int.J.Mach.ToolsManuf. 51:250–280.https://doi.org/10.1016/j .ijmachtools.2010.11.003.
6 Ezugwu,E.O.,Bonney,J.,andYamane,Y.(2003).Anoverviewofthemachinabilityof aeroenginealloys. J.Mater.Process.Technol. 134:233–253.https://doi.org/10.1016/S09240136(02)01042-7.
7 Basturk,S.,Senbabaoglu,F.,Islam,C.etal.(2010).Titaniummachiningwithnew plasmaboronizedcuttingtools. CIRPAnn.Manuf.Technol. 59:101–104.https://doi.org/ 10.1016/j.cirp.2010.03.095.
8 Ribeiro,M.V.,Moreira,M.R.,andFerreira,J.R.(2003).Optimizationoftitaniumalloy (6Al–4V)machining. J.Mater.Process.Technol.:143,458–144,463.https://doi.org/10 .1016/S0924-0136(03)00457-6.
9 Hatt,O.,Crawforth,P.,andJackson,M.(2017).Onthemechanismoftoolcraterwear duringtitaniumalloymachining. Wear 374–375:15–20.https://doi.org/10.1016/j.wear .2016.12.036.
10 Jawaid,A.,Sharif,S.,andKoksal,S.(2000).Evaluationofwearmechanismsofcoated carbidetoolswhenfacemillingtitaniumalloy. J.Mater.Process.Technol. 99:266–274. https://doi.org/10.1016/S0924-0136(99)00438-0.
11 MacHai,C.andBiermann,D.(2011).Machiningof β-titanium-alloyTi–10V–2Fe–3Al undercryogenicconditions:coolingwithcarbondioxidesnow. J.Mater.Process. Technol. 211:1175–1183.https://doi.org/10.1016/j.jmatprotec.2011.01.022.
12 Chen,W.,Zheng,L.,andHuo,D.(2018).Surfacetextureformationbynon-resonant vibrationassistedmicromilling. J.Micromech.Microeng. 28:025006.https://doi.org/10 .1088/1361-6439/aaa06f.
13 Janghorbanian,J.,Razfar,M.R.,andZarchi,M.M.A.(2013).Effectofcuttingspeed ontoollifeinultrasonic-assistedmillingprocess. Proc.Inst.Mech.Eng.PartBJ.Eng. Manuf. 227:1157–1164.https://doi.org/10.1177/0954405413483722.
14 Brehl,D.E.andDow,T.A.(2008).Reviewofvibration-assistedmachining. Precis.Eng. 32:153–172.https://doi.org/10.1016/j.precisioneng.2007.08.003.
15 Lian,H.,Guo,Z.,Huang,Z.etal.(2013).ExperimentalresearchofAl6061onultrasonic vibrationassistedmicro-milling. ProcediaCIRP:561–564.https://doi.org/10.1016/j.procir .2013.03.056.
16 Shen,X.H.,Zhang,J.H.,Li,H.etal.(2012).Ultrasonicvibration-assistedmillingofaluminumalloy. Int.J.Adv.Manuf.Technol. 63:41–49.https://doi.org/10.1007/s00170-0113882-5.
17 Chern,G.L.andChang,Y.C.(2006).Usingtwo-dimensionalvibrationcuttingfor micro-milling. Int.J.Mach.ToolsManuf. 46:659–666.https://doi.org/10.1016/j .ijmachtools.2005.07.006.
18 Zheng,L.,Chen,W.,andHuo,D.(2018).Experimentalinvestigationonburrformation invibration-assistedmicro-millingofTi–6Al–4V. Proc.Inst.Mech.Eng.PartCJ.Mech. Eng.Sci.:095440621879236.https://doi.org/10.1177/0954406218792360.
19 Ashley,B.C.andMillst,B.(1966).Frequencyresponseofanelectro-hydraulicvibrator withinertialload. J.Mech.Eng.Sci. 8:27–35.
20 Skelton,R.C.(1969).Effectofultrasonicvibrationontheturningprocess. Int.J.Mach. ToolDes.Res. 9:363–374.
21 Lenkiewicz,W.(1969).Theslidingfrictionprocess–effectofexternalvibrations. Wear 13:99–108.
22 Balamuth,L.(1964).Recentdevelopmentsinultrasonicmetalworkingprocesses.Paper presentedatSAE/ASMEAirTransportandSpaceMeeting,NewYork(27–30April 1964).
23 Xu,C.,Akiyama,M.,Nonaka,K.,andWatanabe,T.(1998).Electricalpowergeneration characteristicsofPZTpiezoelectricceramics. IEEETrans.Ultrason.Ferroelectr.Freq. Control 45:1065–1070.
24 Kumar,M.N.,KanmaniSubbu,S.,VamsiKrishna,P.,andVenugopal,A.(2014). Vibrationassistedconventionalandadvancedmachining:areview. ProcediaEng. 97: 1577–1586.https://doi.org/10.1016/j.proeng.2014.12.441.
25 Xu,W.X.andZhang,L.C.(2015).Ultrasonicvibration-assistedmachining:principle, designandapplication. Adv.Manuf. 3:173–192.https://doi.org/10.1007/s40436-0150115-4.
26 Shamoto,E.andMoriwaki,T.(1994).Studyonellipticalvibrationcutting. CIRPAnn. Manuf.Technol. 43:35–38.https://doi.org/10.1016/S0007-8506(07)62158-1.
27 Negishi,N.(2003). EllipticalVibrationAssistedMachiningwithSingleCrystalDiamond Tools.NorthCarolinaStateUniversity.
28 Shamoto,E.,Suzuki,N.,andHino,R.(2008).Analysisof3Dellipticalvibrationcutting withthinshearplanemodel. CIRPAnn.Manuf.Technol. 57:57–60.https://doi.org/10 .1016/j.cirp.2008.03.073.
29 Baghlani,V.,Mehbudi,P.,Akbari,J.etal.(2016).Anoptimizationtechniqueonultrasonicandcuttingparametersfordrillinganddeepdrillingofnickel-basedhigh-strength Inconel738LCsuperalloywithdeeperandhigherholequality. Int.J.Adv.Manuf.Technol. https://doi.org/10.1007/s00170-015-7414-6.
30 Ding,K.,Fu,Y.,Su,H.etal.(2014).Experimentalstudiesondrillingtoolloadand machiningqualityofC/SiCcompositesinrotaryultrasonicmachining. J.Mater.Process. Technol. https://doi.org/10.1016/j.jmatprotec.2014.06.015.
31 Alam,K.,Mitrofanov,A.V.,andSilberschmidt,V.V.(2011).Experimentalinvestigations offorcesandtorqueinconventionalandultrasonically-assisteddrillingofcorticalbone. Med.Eng.Phys. 33:234–239.https://doi.org/10.1016/j.medengphy.2010.10.003.
32 Chen,S.,Zou,P.,Tian,Y.etal.(2019).Studyonmodalanalysisandchipbreaking mechanismofInconel718byultrasonicvibration-assisteddrilling. Int.J.Adv.Manuf. Technol. https://doi.org/10.1007/s00170-019-04155-6.
33 Hsu,I.andTsao,C.C.(2009).Studyontheeffectoffrequencytracingin ultrasonic-assisteddrillingoftitaniumalloy. Int.J.Adv.Manuf.Technol. https://doi .org/10.1007/s00170-008-1696-x.
34 Dvivedi,A.andKumar,P.(2007).Surfacequalityevaluationinultrasonicdrilling throughtheTaguchitechnique. Int.J.Adv.Manuf.Technol. https://doi.org/10.1007/ s00170-006-0586-3.
35 Pecat,O.andBrinksmeier,E.(2014).Toolwearanalysesinlowfrequencyvibration assisteddrillingofCFRP/Ti6Al4Vstackmaterial. ProcediaCIRP 14:142–147.https://doi .org/10.1016/j.procir.2014.03.050.
36 Barani,A.,Amini,S.,Paktinat,H.,andFadaeiTehrani,A.(2014).Built-upedgeinvestigationinvibrationdrillingofAl2024-T6. Ultrasonics https://doi.org/10.1016/j.ultras.2014 .01.003.
37 Nik,M.G.,Movahhedy,M.R.,andAkbari,J.(2012).Ultrasonic-assistedgrindingof Ti6Al4Valloy. ProcediaCIRP https://doi.org/10.1016/j.procir.2012.04.063.
38 Shen,J.Y.,Wang,J.Q.,Jiang,B.,andXu,X.P.(2015).Studyonwearofdiamondwheel inultrasonicvibration-assistedgrindingceramic. Wear https://doi.org/10.1016/j.wear .2015.02.047.
39 Chen,J.B.,Fang,Q.H.,Wang,C.C.etal.(2016).Theoreticalstudyonbrittle–ductile transitionbehaviorinellipticalultrasonicassistedgrindingofhardbrittlematerials. Precis.Eng. https://doi.org/10.1016/j.precisioneng.2016.04.005.
40 Shiou,F.J.andCiou,H.S.(2008).Ultra-precisionsurfacefinishofthehardenedstainless moldsteelusingvibration-assistedballpolishingprocess. Int.J.Mach.ToolsManuf. 48: 721–732.https://doi.org/10.1016/j.ijmachtools.2008.01.001.
41 Suzuki,H.,Moriwaki,T.,Okino,T.,andAndo,Y.(2006).Developmentofultrasonic vibrationassistedpolishingmachineformicroasphericdieandmold. CIRPAnn. Manuf.Technol. https://doi.org/10.1016/S0007-8506(07)60441-7.
42 Yin,S.andShinmura,T.(2004).Acomparativestudy:polishingcharacteristicsandits mechanismsofthreevibrationmodesinvibration-assistedmagneticabrasivepolishing. Int.J.Mach.ToolsManuf. 44:383–390.https://doi.org/10.1016/j.ijmachtools.2003.10.002.
43 Moraru,G.F.(2008).Nonlineardynamicsindrillingandboringoperationsassistedby lowfrequencyvibration. 2007ProceedingsoftheASMEInternationalDesignEngineeringTechnicalConferencesandComputersandInformationinEngineeringConference, DETC2007 .4–7September,2007,LasVegas,NV,ASME.doi:https://doi.org/10.1115/ DETC2007-35043.
44 Zhang,X.,Sui,H.,Zhang,D.,andWu,R.(2017).Theimprovementofdeep-holeboring machiningqualityassistedwithultrasonicvibration. JixieGongchengXuebao/Journal Mech.Eng. https://doi.org/10.3901/JME.2017.19.143.
45 Shabgard,M.R.,Badamchizadeh,M.A.,Ranjbary,G.,andAmini,K.(2013).Fuzzy approachtoselectmachiningparametersinelectricaldischargemachining(EDM)and ultrasonic-assistedEDMprocesses. J.Manuf.Syst. https://doi.org/10.1016/j.jmsy.2012.09 .002.
46 Xu,M.G.,Zhang,J.H.,Li,Y.etal.(2009).Materialremovalmechanismsofcemented carbidesmachinedbyultrasonicvibrationassistedEDMingasmedium. J.Mater. Process.Technol. https://doi.org/10.1016/j.jmatprotec.2008.04.031.
47 Uhlmann,E.andDomingos,D.C.(2016).Investigationsonvibration-assisted EDM-machiningofsealslotsinhigh-temperatureresistantmaterialsforturbine components–partII. ProcediaCIRP https://doi.org/10.1016/j.procir.2016.02.179.
48 Zhang,J.,Suzuki,N.,Wang,Y.,andShamoto,E.(2014).Fundamentalinvestigationof ultra-precisionductilemachiningoftungstencarbidebyapplyingellipticalvibration cuttingwithsinglecrystaldiamond. J.Mater.Process.Technol. https://doi.org/10.1016/j .jmatprotec.2014.05.024.
49 DuKim,J.andChoi,I.H.(1997).Microsurfacephenomenonofductilecuttinginthe ultrasonicvibrationcuttingofopticalplastics. J.Mater.Process.Technol. https://doi.org/ 10.1016/S0924-0136(96)02546-0.
50 Zhou,M.,Wang,X.J.,Ngoi,B.K.A.,andGan,J.G.K.(2002).Brittle-ductiletransition inthediamondcuttingofglasseswiththeaidofultrasonicvibration. J.Mater.Process. Technol. 121:243–251.https://doi.org/10.1016/S0924-0136(01)01262-6.
51 Zhou,M.,Eow,Y.T.,Ngoi,B.K.A.,andLim,E.N.(2003).Vibration-assistedprecision machiningofsteelwithPCDtools. Mater.Manuf.Processes 18:825–834.https://doi.org/ 10.1081/AMP-120024978.
52 Babitsky,V.I.,Mitrofanov,A.V.,andSilberschmidt,V.V.(2004).Ultrasonicallyassisted turningofaviationmaterials:simulationsandexperimentalstudy. Ultrasonics https:// doi.org/10.1016/j.ultras.2004.02.001.
53 Zhang,C.,Ehmann,K.,andLi,Y.(2015).Analysisofcuttingforcesintheultrasonic ellipticalvibration-assistedmicro-grooveturningprocess. Int.J.Adv.Manuf.Technol. https://doi.org/10.1007/s00170-014-6628-3.
54 Chang,S.S.F.andBone,G.M.(2010).Burrheightmodelforvibrationassisteddrillingof aluminum6061-T6. Precis.Eng. 34:369–375.https://doi.org/10.1016/j.precisioneng.2009 .09.002.
55 Chang,S.S.F.andBone,G.M.(2005).Burrsizereductionindrillingbyultrasonicassistance,in:Robot. Comput.Integr.Manuf. https://doi.org/10.1016/j.rcim.2004.11.005.
56 Brehl,D.E.,Dow,T.A.,Garrard,K.,andSohn,A.(2006).Micro-structurefabrication usingellipticalvibration-assistedmachining(EVAM).In: Proceedingsofthe21stAnnual ASPEMeeting.ASPE.