Listoffiguresandtables
Figure1.1Robotsinthemanufacturing,dispatch,andmaintenanceofrailtransit.
Figure1.2Roleofrobotsinrailtransitmaintenance.
Figure1.3Keyproblemsofrailtransitrobotsystems.
Figure2.1Workingstepsoftheassemblyrobot.
Figure2.2Differenttypesofassemblyrobots.
Figure2.3Overallframediagramofrailtransitassemblyrobotsystem.
Figure2.4Maincomponentsofassemblyrobot.
Figure2.5Mechanicaldiagramofassemblyrobot:(A)basecomponent,(B)rotating joint,(C)armconnectingcomponent,(D)wristjoint,and(E)end effector.
Figure2.6Trajectoryplanningalgorithms.
Figure2.7Processofusingtheartificialneuralnetwork(ANN)forinversedynamics calculation.
Figure3.1Multirobotcollaboration.
Figure3.2Human robotcollaboration.
Figure3.3Theblockdiagramofcollaborativerobotsystem.
Figure3.4Sensorsforcollaborativerobots.
Figure3.5Classificationofendeffectors.
Figure3.6Featureextractionalgorithms.
Figure3.7TheflowchartoftheHOGalgorithm.
Figure3.8TheflowchartoftheSIFTalgorithm.
Figure3.9TheflowchartoftheLBPalgorithm.
Figure3.10Targetdetectionalgorithms.
Figure3.11Targettrackingalgorithms.
Figure4.1Maincontentdiagramofautomaticguidedvehicles(AGVs).
Figure4.2Navigationmethods. AGV,automaticguidedvehicle; LiDAR,lightdetectionandranging; SLAM,simultaneouslocalizationandmapping.
Figure4.3Globalpathplanningalgorithms.
Figure4.4Localpathplanningalgorithms.
Figure4.5Human robotinteractionalgorithms.
Figure4.6Flowchartofthehybridpathplanningmodel. KELM,kernel-basedextreme learningmachine; QPSO,quantumparticleswarmoptimization.
Figure5.1TheadvantagesofAutonomousrailRapidTransit(ART).
Figure5.2TheoverviewdiagramofAutonomousrailRapidTransit(ART).
Figure5.3SchematicdiagramofARTsensorfusion.
Figure5.4Thecoreofthepedestriandetectionalgorithm.
Figure5.5TheflowchartofHistogramofOrientedGradient(HOG)feature þ SupportVectorMachine(SVM)classification.
Figure5.6TheflowchartoftheSupportVectorMachine(SVM)classification.
Figure5.7Theflowchartofpedestriancontourextraction.
Figure5.8Posturerecognitionprocess.
Figure6.1Inspectionrobotstructure.
Figure6.2Therailwayapplicationsoftheinspectionrobots.
Figure6.3Maincomponentsoftheinspectionrobots.
Figure6.4Railtransitinspectionrobottechnologies.
Figure7.1Advantagesofdual-armrobots.
Figure7.2ChannelrobotsTroubleofMovingElectricMultipleUnitsDetection Systemdiagram.
Figure7.3Structureofgroundtrack.
Figure7.4Formingdiagramofinfraredimageformation.
Figure7.5Analysisprocessofvisibleimage. HOG,histogramoforientationgradient.
Figure7.6Intelligentanalysismethodofinfraredthermalimage. ANFIS,adaptive network-basedfuzzyinferencesystem; BP,backpropagation.
Figure7.7Bogiefaultdiagnosisstructurediagram.
Figure7.8Flowoffaultdiagnosis. EMD,empiricalmodedecomposition; WPT, waveletpackettransform.
Figure7.9Thesigmoidfunction.
Figure7.10Thetanhfunction.
Figure7.11Therectifiedlinearunitfunction.
Figure8.1Maincomponentsofrailtransitinspectionunmannedaerialvehicles (UAVs). GPS,globalpositioningsystem; IMU,inertialmeasurementunit.
Figure8.2Schedulingsystemofanunmannedaerialvehicle(UAV).
Figure8.3Flowchartofperceptionalgorithm. ROI,regionofinterest.
(A)Thereal-timeimagestabilizationofthecollectedvideoisfinalized.
(B)Thetrackregionofinterestisextractedfromtheperceptionimage accordingtorailwayboundaryregulations,toreduceunnecessary operationsandspeedthesubsequentimageprocessingrate.
(C)Theintrusionisidentifiedbasedonatrackmap.
Table2.1Advantagesanddisadvantagesofthreeassemblymethods.
Table2.2AdvantagesanddisadvantagesofjointspacetrajectoryplanningandCartesianspacetrajectoryplanning.
Table3.1Comparisonoftraditionalindustrialrobotsandcollaborativerobots.
Table3.2Severalmainstreamcollaborativerobotsandmanufacturers.
Table5.1ComparisonofmaintechnicalsolutionsofARTandmoderntramsignal system.
Table5.2Traditionalpedestriandetectionalgorithms.
Table5.3Pedestriandetectionalgorithmsbasedondeeplearning.
Table5.4ThepedestrianposturerecognitionaccuracyofBPneuralnetwork.
Table7.1Compositionoflasersensor.
Table7.2Functionsandcharacteristicsoftwo-dimensionallasersensor.
Table7.3Comparisonofchannelrobotwirelessrechargingmethods.
Preface
Railtransitisthelifebloodofmanynationaleconomiesandthebackboneoftransportation. Safeandefficientrailtransitisbasedonhighlyreliablemanufacturingandhigh-quality maintenance.Railtransitrobotscanreplacemanualrepetitivetasksandimprovetheautomationleveloftherailtransitsystem.Asaresult,workefficiencycanbeimproved,accidentalfailuresduetohumannegligencecanbeavoided,andthesafetyoftherailtransit systemcanbeimproved.
Railtransitrobotsinvolvetheintersectionofautomaticcontrol,artificialintelligence,signal processing,patternrecognition,mechanicalengineering,andtransportationengineering. Whenappliedtotherailtransitsystem,therobotisfacedwiththekeyproblemstobe solvedurgently.Therefore,railtransitrobotsarecurrentlyrecognizedasresearchhotspots amongscientificproblems.Basedonresearchfromthepast10years,theauthorputs forwardaframeworkofrailtransitrobottechnologyandcompletestherelatedwork.
Thisbookcoverssevenmainstreamrailtransitrobots,includingassemblyrobots, collaborativerobots,automatedguidedvehicles,autonomousrailrapidtransit,inspection robots,channelrobots,andinspectionunmannedaerialvehicles.Thekeyproblemsof robotsaredescribedindetail,includingpositioningnavigation,pathplanning, human robotinteraction,andpowermanagement,etc.Forstudentsandmanagersinrelated departments,thisbookcanprovidevaluableinformationaboutrailtransitrobots.For researchersanddoctoralstudents,thisbookcanprovidesomeideasandencouragefuture researchinrailtransitrobots.
Thisbookcontainseightchapters:
Chapter1:Introduction
Thischapterfirstoutlinestherailtransitrobot.Thenthechapterdescribesthreebasicissues ofrobotics,includingnavigation,human robotinteraction,andpowercontrol.
Chapter2:Railtransitassemblyrobotsystems
Thischapterfirstintroducesthedevelopmentprogressandkeytechnologiesofassembly robots,andthenintroducesthemaincomponentsofassemblyrobots.Afterthat,the dynamicsmodelsfortheassemblyrobotsystemsareexplained.Finally,theartificialneural networkalgorithmfortheinversedynamicoptimizationcalculationoftherobotarmis introduced.
Chapter3:Railtransitcollaborativerobotsystems
Thischapterfirstgivesthebasicdefinitionofacollaborativerobot.Thenthechapter summarizesthedevelopmenthistory,applicationfieldandcollaborativemodeof collaborativerobots.Thecomponentsofthecollaborativerobotaresummarized.Finally,the basicconceptsofvisualperceptioninhuman-robotcollaborationareintroduced.
Chapter4:AutomaticGuidedVehicles(AGVs)intherailtransitintelligent manufacturingenvironment
ThischapterfirstintroducesthedevelopmentprogressandtypesoftheAGVinrailtransit intelligentmanufacturingenvironment.ThenthemaincomponentsofAGVsareintroduced. Afterthat,thekeytechnologiesandtheapplicationsoftheAGVareintroduced.
Chapter5:AutonomousrailRapidTransit(ART)
ThischapterfirstlyintroducesthehardwareofART.Then,thetechnologiesofARTare introduced.Finally,thepedestriandetectionalgorithmsofARTareintroducedindetail.
Chapter6:Railtransitinspectionrobots
Thischapterfirstintroducesthedevelopmenthistory,functionandmaincomponentsofthe railtransitinspectionrobot.Then,twokeytechnologiestoensurethattheinspectionrobots normallycompletetheinspectionwork,positioningmethods,pathplanningmethods,and hand eyevisionsystemareintroducedindetail.
Chapter7:Railtransitchannelrobotsystems
Thischapterfirstlyintroducesthedevelopmenthistoryandmaincomponentsoftherail transitchannelrobot,includingthegroundrail,dual-armrobot,infraredthermometer,laser sensor,etc.ThentheTEDSintelligentsensingsystemisdescribedindetail.Finally,fault diagnosisalgorithmsbasedondeeplearningmodelsareintroduced.
Chapter8:RailtransitinspectionUnmannedAerialVehicle(UAV)
ThischapterfirstintroducesthedevelopmenthistoryoftheUAVanditsapplicationsin variousfields.Secondly,itintroducesthebasicstructureoffixed-wingUAVs,unmanned helicoptersandrotary-wingUAVs.Varioussensorsareappliedtorailtransitinspection. ThentheUAVtechnologiesaredescribedindetail.Finally,theapplicationsoftheUAVin thedetectionofrailtransitintrudingdetectionareintroduced.
Acknowledgement
ThestudiesinthebookaresupportedbytheNationalNaturalScienceFoundationofChina, theNationalKeyR&DProgramofChina,andtheInnovationDriveofCentralSouth University,China.ThepublicationofthebookisfundedbytheHigh-levelPostgraduate TextBookProjectoftheHunanProvinceofChina.Intheprocessofwritingthebook, Mr.ZhuDuan,Mr.JiahaoHuang,Mr.KairongJin,Mr.YuXia,Mr.RuiYang,Ms.ShiYin, Mr.YeLi,Mr.GuangjiZheng,Ms.JingTan,Mr.HuipengShi,Mr.HaipingWu,Mr.Chao Chen,Mr.ZhihaoLong,andotherteammembershavedonealotofmodelverificationand otherwork.Theseteammembersasmentionedhavethesamecontributiontothisbook.
Nomenclaturelist #
2D Two-Dimensional
3C Computer,Communication,ConsumerElectronic
3D Three-Dimensional A
ABB AseaBrownBoveri
AC AlternatingCurrent
ACMS AircraftConditionMonitoringSystem
ACO AntColonyOptimization
ADC Analog-to-DigitalConverter
ADU AutomaticDrillingUnit
AGV AutomaticGuidedVehicle
AGVS AutomatedGuidedVehicleSystem
AMR AnisotropicMagnetoresistive
ANN ArtificialNeuralNetwork
ANIFS AdaptiveNetwork-BasedFuzzyInferenceSystem
AR AugmentedReality
ARM AdvancedRISCMachine
AP AccessPoint
APF ArtificialPotentialField
API ApplicationProgrammingInterface
ARMA AutoregressiveMovingAverage
ART AutonomousrailRapidTransit
ASK AmplitudeShiftKeying
ATC AutomaticTrainControl
ATO AutomaticTrainOperation
ATP AutomaticTrainProtection
ATS AutomaticTrainSupervision
AUC AreaUnderCurve
BFS Best-FirstSearch
BP BackPropagation
BPNN BackPropagationNeuralNetwork
BRIEF BinaryRobustIndependentElementaryFeatures
C
CAD Computer-AidedDesign
CCD ChargeCoupledDevice
CCOT ContinuousConvolutionOperatorsTracker
CIMS ComputerIntegratedManufacturingSystem
CNC ComputerizedNumericalControl
CNN ConvolutionalNeuralNetwork
CNR ChinaNorthernLocomotiveRollingStockIndustryGroup
CPU CentralProcessingUnit
CRF ConditionalRandomFields
CSM CorrelationScanMatch
CSR ChinaSouthernLocomotiveRollingStockIndustryGroup
CW ContinuousWave
CWT ContinueWaveletTransform
D
DC DirectCurrent
D-DCOP DynamicDistributedConstraintOptimizationProblem Dec-MDP DecentralizedMarkovDecisionProcess
DEM DigitalElevationModel
DFT DiscreteFourierTransform
D-H Denavit-Hartenberg
DLT DeepLearningTracker
DMPC DistributedModelPredictiveControl
DNFO DynamicNetworkFlowOptimization
DNN DeepNeuralNetwork
DOF DegreeofFreedom
DSP DigitalSignalProcessor
DTW DynamicTimeWarping
E
ECO EfficientConvolutionOperator
EKF ExtendedKalmanFilter
EKF-SLAM ExtendedKalmanFilterSLAM
ELM ExtremeLearningMachine
EMD EmpiricalModeDecomposition
EMU ElectricMultipleUnits
FAS FlexibleAssemblySystem
FAST FeaturesfromAcceleratedSegmentTest
FasterRCNN FasterRegionalConvolutionalNeuralNetwork
FDD FrequencyDivisionDuplexing
FFT FastFourierTransform
FMS FlexibleManufacturingSystem
FSK FrequencyShiftKeying
FTP FileTransferProtocol
G
GA GeneticAlgorithm
GOA GradeofAutomation
GPRS GeneralPacketRadioService
GPS GlobalPositioningSystem H
HDT HedgedDeepTracking
HDFS HadoopDistributedFileSystem
HMM HiddenMarkovModel
HOG HistogramofOrientedGradient
HRI Human-RobotInteraction
HSB Hue-Saturation-Brightness
IID IdentityDocument
IDIM-LS InverseDynamicIdentificationModelandLinearLeastSquaresTechnique
IFF IdentificationFriendorFoe
IFR InternationalFederationofRobots
IGBT InsulatedGateBipolarTranslator
IL ImitationLearning
IMU InertialMeasurementUnit
IMW IntelligentManufacturingWorkshop
IMF IntrinsicModeFunction
IoU IntersectionoverUnion
INS InertialNavigationSystem
ISM IndustrialScientificMedical
J
JFET JunctionField-EffectTransistor
K
KCF KernelizedCorrelationFilters
KF KalmanFilter
KNN K-NearestNeighbors
LAN LocalAreaNetwork
LBP LocalBinaryPattern
LCD LiquidCrystalDisplay
LiDAR LightDetectionandRanging
LRR Long-RangeRadar
M
MAE
MeanAbsoluteError
MANET MobileAdHocNetwork
mAP meanAveragePrecision
MBTA MassachusettsBayTransitAuthority
MDPs MarkovDecisionProcesses
MEEM MultipleExpertsusingEntropyMinimization
MEMS Micro-Electro-MechanicalSystems
MF MorphologicalFilter
MIL MultipleInstanceLearning
MILP MixedIntegerLinearProgramming
MLP MultilayerPerceptron
MSE MeanSquareError
MTSP MultipleTravelingSalesmanProblem
MVB MultifunctionVehicleBus
N
NFS NetworkFileSystems
NMS NonmaximunSuppression
NOMA NonorthogonalMultipleAccess
NP NondeterministicPolynomial
O
OFDM OrthogonalFrequencyDivisionMultiplexing
OGA PSO OptimumGeneticAlgorithm ParticleSwarmOptimizationalgorithm
ORB OrientedFASTandRotatedBRIEF P
PG PolicyGradient
PLC ProgrammableLogicController
POS PointofSale
PRM ProbabilisticRoadMap
PSK PhaseShiftKeying
PSO ParticleSwarmOptimization
PTZ Pan-Tilt-Zoom
PUMA ProgrammableUniversalMachineforAssembly
QPSO QuantumParticleSwarmOptimization
QR QuickResponse
RRANSAC RandomSampleConsensus
RBF RadialBasisFunction
RBPF Rao-BlackwellizedParticleFilter
RCC RemoteCenterCompliance
RCNN RegionalConvolutionalNeuralNetwork
R CNN RegionswithCNNfeatures
RDD ResilientDistributedDataset
R FCN Region-basedFullyConvolutionalNetworks
RFID RadioFrequencyIdentification
RGB Red-Green-Blue
RGB-D Red-Green-Blue-Deep
RL ReinforcementLearning
RNN RecurrentNeuralNetwork
ROC ReceiverOperatingCharacteristiccurve
ROI RegionofInterest
ROS RobotOperatingSystem
RPN RegionProposalNetworks
RRT Rapid-ExplorationRandomTree
RSSI ReceivedSignalStrengthIndication
RTP Real-TimeProtocols
S
SARSA StateActionRewardStateAction
SCARA SelectiveCompliantAssemblyRobotArm
SDA StackedDenoisingAutoencoder
SEA SeriesElasticActuator
SfM StructurefromMotion
SIA SwarmIntelligenceAlgorithm
SIFT ScaleInvariantFeatureTransform
SLAM SimultaneousLocalizationandMapping
SMT SurfaceMountTechnology
SPP SpatialPyramidPooling
SRDCF SpatiallyRegularizedDiscriminativeCorrelationFilters
SRR Short-RangeRadar
SSD SingleShotmultiboxDetector
SURF SpeededUpRobustFeatures
SVM SupportVectorMachine
SMT SurfaceMountTechnology
TCN TrainCommunicationNetwork
TCP TransmissionControlProtocol
TCSN TrainControlandServiceNetwork
TDD TimeDivisionDuplexing
TEDS TroubleofmovingEMUDetectionSystem
TOF TimeofFlight
U
UAV UnmannedAerialVehicle
UDP UserDatagramProtocol
UHV UltrahighVoltage
UNECE UnitedNationsEconomicCommissionforEurope
USB UniversalSerialBus
UWB Ultrawideband
V
VR VirtualReality
VRP VehicleRoutingProblem
VSA VariableStiffnessActuator
W
WiFi WirelessFidelity
WPT WaveletPacketTransform
WTB WireTrainBus
Y
YOLO YouOnlyLookOnce
Introduction
1.1Overviewofrailtransitrobots
Railwaytransitisvitaltothenationaleconomy.ResearchinJapanandChinaindicates thatdevelopmentoftherailwaycanleadtoeconomicgrowthintherailwayfield[1,2]. Tostimulateeconomicdevelopment,governmentsareactivelydevelopingtherailway transportindustry.Insuchalargeindustrialsystem,thedevelopmentofautomationcan improveefficiencyandreducecosts,sothelevelofautomationinrailwaysshouldbe increased.Theincreaseinautomationrequirementsintherailtransitsystemgeneratesa pursuitforrailtransitrobotsystems.
Inworldwide,manycountrieshaveproposedsimilarstrategicplanstoencouragethe developmentofrobotsintherailwaytransitsystem.TakingChinaasanexample,“A CountryWithaStrongTransportationNetwork”and“SmartRailway”aretwoimportant plansthatencouragethedevelopmentofautomationoftherailtransitsystem.Drivenby theseplans,manyChineserailequipmentmanufacturersandoperatorshavecarriedout extensiveresearchinrobotics.ZhuzhouCRRCTimesElectricCo.,Ltd.appliedan automaticgeneratinglinetoproducehigh-speedtrainconverters[3].CRRCQishuyan InstituteCo.,Ltd.developedanintelligentmanufacturingworkshopforgeartransmission systemsforhigh-speedtrains.CRRCZhuzhouInstituteCo.,Ltd.combinedautomatic guidedvehicle(AGV)technologywithurbantransportationequipmentanddesigned autonomousrailrapidtransit(ART)[4].
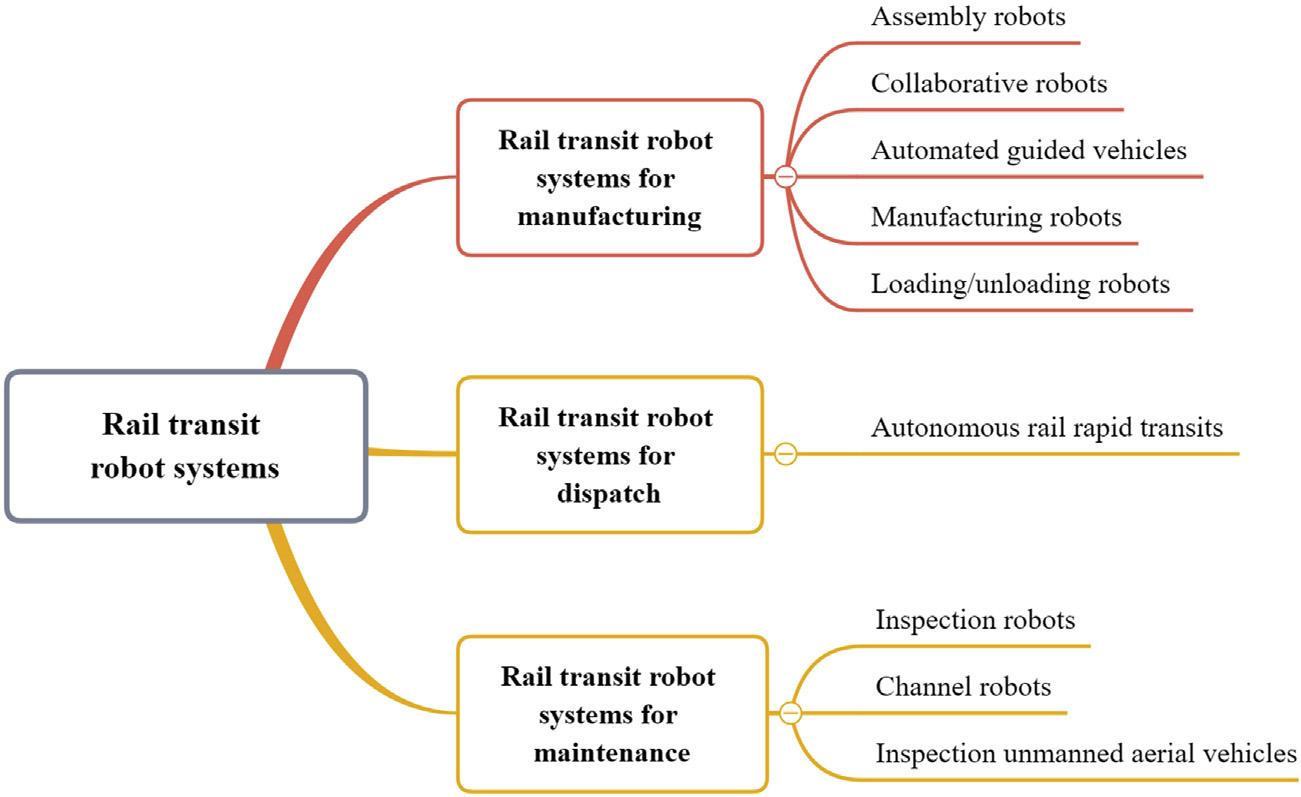
Avarietyofrobotsystemsareemployed.Theuseofrobotsystemsintherailtransit systemcanbedividedintothreeaspects:manufacturing,dispatch,andmaintenance.In thesethreepartsofrailtransit,differentkindsofrobotshavecompletelydifferentroles,as shownin Fig.1.1.
1.1.1Railtransitrobotsinmanufacturing
“ACountryWithaStrongTransportationNetwork”pointsoutthatintelligentmanufacturing isrequiredfortherailtransitsystem.Inthemodernproductionline,robotscangreatly improveprocessingefficiency.Takingtheproductionofahigh-speedtraingearboxasan RobotSystemsforRailTransitApplications. https://doi.org/10.1016/B978-0-12-822968-2.00001-2 Copyright © 2020ElsevierInc.Allrightsreserved. 1
Robotsinthemanufacturing,dispatch,andmaintenanceofrailtransit.
example,intheprocessflowofatransmissiongear,robotarmscanresultintheefficient transmissionofgearsbetweendifferentmachinetools;whenweldingthegearbox,the weldingrobotscanimprovemachiningefficiency;whenassemblingthegearbox,assembly robotscanworkwithhigh-precision;whenthetrainisassembled,AGVenablesthegearbox tobetransportedquicklybetweenworkshops.Applyingrobotsinmanufacturingnotonly savesprocessingtimeandlaborcosts,itimprovesmanufacturingquality.
1.1.1.1Assemblyrobots
Asforassemblyrobots,theprimarymissionistoachievehigh-precisionpositioningofthe workpiece.Accordingtopreviousresearch,assemblycostsaccountfor50%oftotal manufacturingcosts[5].Assemblyrobotsystemscanalsobedividedintorigidassembly andflexibleassemblyrobots.Rigidassemblyrobotsarecustomizedprocessingsystemsfor specificworkpiecesinthetraditionalindustrialenvironment.
Rigidassemblyrobotshavepoorgeneralization.Iftheproductionlineisreplacedwith processedparts,theequipmentneedstobecustomized.Replacementofequipmentwill causeagreateconomicburden.Comparedwithrigidassemblyrobots,flexibleassembly robotscandesigncustomizedprocessingprogramsaccordingtotheworkpiece.Flexible assemblyrobotsareprogrammable,whichcanresultindifferentassemblyschemesfor differentworkpieces.Flexibleassemblyrobotsaresignificantforaflexibleassemblysystem. Incurrentindustrialdevelopment,flexibleassemblyrobotsarethefocusofdevelopment[6]. Inthefollowingdiscussion,assemblyrobotsrefertoflexibleassemblyrobots.
Figure1.1
Anassemblyrobotconsistsoffourcomponents:machinerycomponents,sensors, controllers,andactuators.Tobringaboutacomplexworkpiecetrackintherealassembly environment,assemblyrobotsusuallyhavemorethanfourdegreesoffreedom(DOFs). Mainstreamassemblyrobotscanbedividedintotwotypes:selectivecompliantassembly robotarms(SCARAs)andsix-DOFrobots.
SCARAshavefourDOFs,whicharecommonlyusedinelectronicassembly,screw assembly,andsoon[7].SCARAsarespeciallydesignedforassemblyapplicationsby YamanashiUniversity.SCARAscontaintwoparalleljoints,whichcanassemblea workpieceinaspecifiedplane.Comparedwithsix-DOFrobots,advantagesofSCARAs areahigherassemblyspeedandprecision;disadvantagesarelimitedworkspace. CommonlyusedcontrolstrategiesforSCARAscontainadaptivecontrol,forcecontrol, robustcontrol,andsoforth[8].Instate-of-the-artresearchonrobotcontrol,intelligent algorithmsareemployedtoimprovecontrolperformance[9].Dulgeretal.applieda neuralnetworktocontroltheSCARA[10].Theneuralnetworkwasoptimizedbyparticle swarmoptimizationtoimproveperformance.Sonetal.adoptedanoptimizedinverse neuralnetworkforfeedbackcontrol[11].Todealwithdisturbancesinrunning,the parametersoftheinverseneuralnetworkareupdatedbyabackpropagationalgorithm. Luanetal.usedtheradialbasisfunction(RBF)neuralnetworktoachievedynamic controloftheSCARA[12].
Six-DOFrobotscanlocatetheworkpieceatalmostanypoint.Thus,six-DOFrobotscan handletheassemblytaskofcomplexthree-dimensional(3D)workpieces.Thedynamics ofsix-DOFrobotsarebasicforoperatingther obots.Zhangetal.consideredthefriction oftherobotsandusedahybridoptimizationmethodtomodelthedynamicsofthe six-DOFrobot[ 13].Afteroptimization,dynamicaccuracyincreasedsignificantly.Yang etal.proposedasimulatorforthedynamicsofthesix-DOFrobot[14 ].Robotswitha largedegreeoffreedomhavelargefeasibility.However,toomuchfreedomis uneconomical.Tohandlethetrade-offbetweeneconomyandfeasibility,theDOFcanbe optimizedforspecifictasks.Yangetal.proposedanoptimizationmethodtominimize theDOF[ 15 ].ThisoptimizationmethodcanreducetheDOFandimprovetheuseofthe DOF.
Assemblyrobotsshouldcooperatewiththeancillaryequipment.Thefixturesarevital equipmenttoensurecooperationinperformance.Thefixturescanfixtherelativeposition betweentheworkpieceandtherobotunderload.Iftheprecisionofthelocationofthe fixturesislow,nomatterhowaccuratethepositioningprecisionoftherobotis,itcannot achievehigh-precisionassembly.Currently,theflexiblefixtureisafuturedevelopment [16].Lowthetal.proposedauniquefixturethatcanadjusttheradialandangular adaptively[17].Althoughauxiliarydevicesareappliedforassemblyrobots,theresultsof assemblyrobotsmaystillbeunsuccessful.Avoidingunsuccessfulassemblyisparticularly
importantinelectricconnectorassembly,becausetheelectricconnectorisnotarigid component.Todetecttheunsuccessfulassemblyoftheelectricconnectorassembly,Di etal.proposedahybriddetectionsystemwithaforcesensorandcamera[18].
Thefaultdiagnosisandprognosissystemofassemblyrobotsguaranteesassembly accuracy.Therearemanystudiesaboutfaultdiagnosisandprognosissystems.Huang etal.designedaclassifierforthewiringharnessrobot[19].Thatstudymodeledthe manufacturingprocesswasandcalculatedthefaultwithafuzzymodel.Baydaretal. introducedadiagnosismodelwitherrorprediction[20].Theproposedmodelintegrated theMonteCarlosimulation,geneticalgorithm,andsoforth.Thefunctionsofthefault diagnosisandprognosissystemforassemblyrobotsshouldcontainthemainaspectsas giveninChooetal.[21]:
(a)Thehealthstatesoftheassemblyrobotsaremonitoredinrealtime.Themonitored dataareloggedintothedataset.Thehealthfeaturesareextractedfromthehealth statesoftheassemblyrobots.Thefaultsandremainingusefullifecanbecalculated accordingtothefeatures.
(b)Accordingtothefaultdiagnosisandprognosisresults,theassemblytasksarereassignedtomakesurethefailedassemblyrobotsarereplacedbythefullyfunctioning robots.Themaintenanceplanscanbemadetorepairthefailedrobots.
1.1.1.2Collaborativerobots
Whenapplyingtheresultingclassicalindustrialrobotsystems,interactionbetweenrobots andhumansislimited.Therearethreereasonsforthisphenomenon:
(a)Traditionalindustrialrobotsdonotconsidermovinghumans.Ifacollisionoccursalong acertaintrajectory,itmaycausegreatdamagetohumans.Therefore,theworkingarea oftheindustrialrobotismostlyseparatedfromtheworkingareaofthehuman.
(b)Theweightandvolumeoftraditionalindustrialrobotsarelarge,anditisdifficultfor humanstooperaterobots.
(c)Reprogrammingofrobotsisdifficultandrequiresspecialprogrammingtoolsfor tuning.
However,human robotcollaborationcancombinehumancreativitywiththeefficiencyof robotsandcanamplifytheflexibilityofrobotsandfurtherimproveworkefficiency.Under thisdemand,collaborativerobotsareborn.Comparedwithtraditionalrobots,collaborative robotshavethreemainadvantages:safety,easeofoperation,andeaseofteaching.Some robotmanufacturershavelaunchedcollaborativeroboticsproducts.Therobotcompany UniversalRobotlaunchedtheUR3collaborativerobot[22].Thisrobotisthefirsttruly collaborativerobot.TheUR3collaborativerobotisbasedonasix-DOFroboticarmandis flexibleenoughtoachievecomplexmotiontrajectories.Intermsofsafety,theUR3
collaborativerobothasacollisionmonitoringsystemthatprotectshumansafetyby monitoringthejointposition,speed,andpoweroftherobot.
KUKARoboticshaslaunchedacollaborativerobot,theLBRiiwa[22].Therobot’ssevenDOFdesignprovidesgreaterflexibilitythantraditionalsix-DOFrobots,enablingmore complextrajectoriestocopewithcomplexenvironmentsthatworkwithhumans.The shapeoftherobotisdesignedtobeergonomicandeasyforhumanstooperate.Theouter casingismadeofaluminumalloy,whichcanreduceweightandimproveoperability.The robotisequippedwithtorquesensorsateachjointtomonitorcollisionsinrealtime.The teachingmethodoftherobotisdragging,whichreducesthetechnicalthresholdofthe robotoperator.
ABBlaunchedtherobotYuMi[22].Therobotishighlysafeandcanachieve human robotinteractioninasmallspace.Toimprovetheperformanceofcollaborative robots,AABacquiredGomtecRobotics,whichlaunchedthecollaborativerobotRoberta [22].TheRobertacanhandlehigherloadapplicationscomparedwithYuMi.
FrankaEmikalaunchedtheFrankaCollaboration[23].LiketheLBRiiwa,therobothas sevenDOFs.Itisalsoequippedwithatorquesensoroneachjointtoenablecollision monitoring.
RethinkRoboticslaunchedthetwo-armcollaborativerobotBaxterandtheone-arm collaborativerobotSawyer[24].Thetworobotsareexquisitelydesignedwithhigh positioningaccuracyandcanbeassembledwithhighprecision.
Safetyinhuman robotinteractionisessentialforcollaborativerobots.Threatstothe safetyofcollaborativerobotscanbedividedintotwoaspects[25]:
(a)Thefirstkindofthreatisfromrobots.Duringoperation,therobotmaycollidewith workersandcauseinjuries.Toensurethesafetyofemployees,therobotneedsto detectthelocationofworkersinrealtimeanddeterminewhetherthelocationof workersisinasafeposition.Ifworkersintrudeonthesafearea,therobotshould immediatelystoptoavoidacollision.Incaseacollisionbetweenapersonandarobot occurs,therobotneedstodetectthecollisionintimeandchangetorquetominimize damagetoworkers.Mohammedetal.proposedacollisionavoidancesystemfor collaborativerobots[26].Thissystemuseddepthvisionsensorstodetecttheposition oftheworker.Consideringthevirtualmodelofthecollaborativerobot,acollision couldbedetected.Thecollaborativerobotcouldtakemeasurestoavoidcollisions.In additiontocollisiondetection,itisnecessarytoensuretheintegrityofthecollaborativerobotcontrolsystemduringoperation.Failureofanypartofthesensors,controllers,oractuatorswillleadtothefailureofhuman computerinteraction,thus threateningthesafetyofworkers.Inaddition,interactionwithrobotsmaycause mentalstresstoworkers[27],whichwillincreasetheriskforacollision.
(b)Thesecondkindofthreatisfromtheindustrialprocess.Intheprocessofhuman robotinteraction,workersneedclosecontactwiththemanufacturingprocess.The temperatureofthemanufacturedworkpiecescancausedamagetoworkers.Fallen workpiecescanalsoendangerworkers.Therefore,itisnecessarytofullyconsiderthe impactofmachiningpartsonworkersinthedesignprocessofcollaborativerobots.In addition,theunreasonableergonomicdesignofthecollaborativerobotduringmaintenancewillhaveanimpactonsafety.
1.1.1.3Automaticguidedvehicles
Accordingtothelevelofautomation,manufacturingsystemscanbedividedintothree levels[28].Manufacturingsystemsinthefirstlevelaremanual.Thoseinthesecondlevel havesmall-scaleautomatedmanufacturinginwhichtransportationiscarriedoutmanually. Manufacturingsystemsinthethirdlevelhavelarge-scaleautomatedmanufacturingand useautomatedtransportation.Manufacturingsystemsinthethirdlevelarealsocalled flexiblemanufacturingsystems(FMSs).AccordingtotheMaterialHandlingIndustryof America,only20%ofthetimeisspentonprocessingandmanufacturing;theremaining 80%isusedforstorage,handling,waitingforprocessing,andtransportation[29].As factoryautomationincreases,transportationefficiencybetweenworkstationsneedsto improve.IntheFMS,theAGVcanimprovetheuseofspaceinthefactoryandthe efficiencyoftransportationinthematerialhandlingsystem.Therefore,transportationcosts canbereduced.
TherailtransitmanufacturingsystemisatypicalFMS.Transportationisanimportantpart oftherailtransitmanufacturingsystem.Intherailtransitprocessingenvironment,not onlythetransferofworkpiecesbetweenprocesseswithintheplantbutalsothefreeflow ofworkpiecesbetweenplantsisrequired.Inthetraditionalrailtransitmanufacturing environment,transportationinsidethefactoryiscarriedoutbygantrycranesandthe transportationbetweenfactoriesiscarriedoutbytrucks.Thesemodesoftransportation havesomedisadvantages.Thereisasafetyhazardwhenusinggantrycranestolift.Ifthe liftingworkpiecefalls,itmaycauseserioussafetyaccidents.Theuseoftruckscarriesa highercostandislessefficienttotransport.Improvingthesafetyandeconomyofproducts inthetransportationprocessisimportantforthedevelopmentoftherailtransitindustry.In thecurrentmanufacturingenvironment,theAGVisaneffectivemodeoftransportation. TheAGVissafercomparedwithgantrycranesandismoreautomatedandmoreefficient fortransportationthantrucks.
ThetypicalstructureofanAGVconsistsofsensors,chassis,acontrolunit,andsoon [30,31].Duringwork,thesensorcandeterminethepositionoftheAGVandtransmitthe currentpositiontothecontroldecisionsystem,andthecontroldecisionsystemplansan
optimalpath.Thechassisisdrivenbythecontroller’scontrolcommandtotransportthe workpiecetothedesignatedposition.
Toimprovetransportationperformance,themodelpredictivecontroloftheAGVsshould beachieved.TheremainingpowerandtheworkingstateoftheAGVshouldbepredicted tocalculatetheremaininglifeoftheAGV,andthedispatchplanoftheAGVcanbe optimizedwithconsiderationofthesefactorstoimprovetheoperationalsafetyofthe AGV.Populardata-drivenforecastingmethodscontainstatisticalmethods,intelligent methods,andhybridmethods.Thestatisticalmethodscandiscoverthestatisticalruleof thedataandgenerateanexplicitequationforprediction.Commonlyusedstatistical methodscontainautoregressivemovingaverage,Winnerprocess,Gaussianprocess,andso on.Intelligentmethodscangeneratebetterforecastingperformancethanstatistical methodswiththehelpofthestronglyfittingcapacityoftheneuralnetwork.TheElman neuralnetwork,multilayerperceptron,andextremelearningmachine(ELM)arethethree mostpopularintelligentmethods.However,thetrainingprocessoftheseneuralnetworks dependsontheinitialvaluesinsomeway.Iftheinitialvalueisunsuitable,trainingofthe neuralnetworkmaystopatthelocallyoptimalsolution.Toimprovetheperformanceof intelligentpredictionmethods,theinitialvaluescanbeoptimizedbyoptimization algorithms[32].Hybridpredictionmethodscombinedataprocessingalgorithmswith statisticalorintelligentmethods.Thedecompositionalgorithmsareprovedtobeeffective [33].Thedecompositionalgorithmscandividetherawseriesintoseveralmorestationary subseries.Eachgroupofsubserieshasasimplerfluctuationmodethantherawseries,soit ismorepredictable.
Afteroptimization,thecontrolcommandcanbeassignedtotheAGVsintwodifferent ways:staticcontrolanddynamiccontrol[34]:
(a)Staticcontrol.Thecontrolcommandsareassignedbeforethetask.OncetheAGVs receivethecontrolcommand,thetransportationpathwillnotbechangeduntilthe AGVsreceiveanothercontrolcommand.Thiscontrolschemeissimpleandeasyto operate.However,flexibilityisweak.
(b)Dynamiccontrol.Thiscontrolmethodcanadjustthecontrolcommandsaccordingto thereal-timestateoftheAGVs,sothetaskschedulingstrategyiscomplex.
Themulti-AGVsystemisbeingstudiedworldwide.ComparedwiththesingleAGV,the advantagesofthemulti-AGVsystemare:
(a)Themulti-AGVsystemcancoveralargearea.ThesingleAGVcanachievetransportationonlybetweenpoints.Inthemodernmanufacturingenvironment,the transportationtaskisfarmorecomplexthanthepoint-to-pointtransportation.The multi-AGVsystemcanbuildatransportationnetworkandimprovetransportation efficiency.
(b)Themulti-AGVsystemcanexecutethetransportationtaskinparallel.Amulti-AGV systemcanperformtaskssimultaneouslyforacomplextask.Thus,themulti-AGV systemcangreatlyimprovetheefficiencyoftransportation.
Thedispatchandroutingofthemulti-AGVareimportant.Theconflict-freefunctionofthe multipleAGVsisthebottleneckforthemulti-AGVsystem.Draganjacetal.proposeda controlalgorithmforthemulti-AGVsystem[35].Theproposedalgorithmcandetectthe conflictbetweentheAGVsandguaranteethesafeoperationofthemulti-AGVbythe prioritymechanism.Miyamotoetal.proposedaconflict-freeroutingalgorithmforthe multi-AGVsystem[36].BecauseofthelimitedmemoryspaceofeachAGV,aheuristic algorithmwasadoptedforrouting.Małopolskietal.consideredthetransportationsystem inthefactoryasacombinationofsquares[37].Basedonthesquaretopology,anovel conflict-freeroutingalgorithmforthemulti-AGVsystemwasproposed.
Thedispatchplanofthemulti-AGVshouldbecalculatedtooptimizethetaskwaiting time,collision,loaduse,andsoforth[38].Theoptimizationmethodscanbedividedinto single-andmultiple-objectiveoptimization.Single-objectiveoptimizationcanoptimize onlyoneobjectivefunction.Iftheobjectivefunctionconsistsofseveralobjective subfunctions,thesesubfunctionsshouldbecombinedastheweightedsum[39].However, itisdifficulttodesigntheseweights.Therefore,thegeneratedoptimizationresultsmight notbetheglobaloptimalsolution.Themultiple-objectiveoptimizationcanbalancethe trade-offbetweendifferentsubfunctionsandgenerateaParetofront[40].TheParetofront containsmanysolutions,eachofwhichhasbothadvantagesanddisadvantages.Thefinal optimizationresultsshouldbeselectedaccordingtotheexpert.Inthismanner,the intelligentdecision-makingabilityofhumanscanbeusedtoimprovethedispatch performanceoftheAGV.
Theenvironmentofthefactoryisdynamic.TheAGVsshouldbeflexibleenoughtocope withthedynamicmanufacturingsystem.Therearemanystudiesonthedynamic transportationsystem.Britoetal.proposedadynamicobstacleavoidancealgorithmfor thedynamicunstructuredenvironment[41].Inthisalgorithm,modelpredictivecontrolis appliedtoimprovecontrolperformance.Thisalgorithmwasverifiedintheenvironment withwalkinghumans.Lietal.proposedanintegratedalgorithmforobstacleavoidance [42].ThisalgorithmcangenerateapathfortheAGVbyamodel-predictivealgorithm. TheAGVcantrackthegeneratedpathreliably.
1.1.1.4Manufacturingrobots
Manufacturingrobotscontainmanytypesincludingweldingrobots,drillingrobots, grindingrobots,millingrobots,andsoon.Manufacturingrobotscanproducebetter machiningperformancethanaclassicalcomputerizednumericalcontrol(CNC)machine.
Forexample,itisproventhataworkpiecepolishedbyamanufacturingrobothasabetter surfacequalitythananyCNCmachine[43].Thebetterperformanceofthemanufacturing robotsisbecausetherobotshavemoreflexibilitytomakesurethetoolisintheright position.
Weldingrobotsareoneofthemostwidelyusedmanufacturingrobots.Difficultiesof weldingrobotsare[44]:(1)itishardtoobservetheweldingseaminacomplex manufacturingtask,(b)itishardtoobtaintheabsoluteandrelativelocationsofthe workpieces,and(c)thetrajectoryishardtotrack.Currentcommonlyusedlocation methodsfortheweldingseamarebasedonopticalsensorssuchasadepthcameraand lasersensor[45,46].Jiaetal.proposedaweldingseamlocationmethodandtrajectory trackingalgorithm[44].Theproposedlocationmethodwasachievedusingalaserscanner, whichcouldobtainthelocationanddirectionofthepipe.Thecubicsplinewasappliedto fittheobtainedweldingseam.Thevelocitycontrolwasusedtotrackthewelding trajectory.Liuetal.proposedatrajectoryplanningalgorithmforweldingrobotstocope withasingleY-grooveweldingtask[47].Thisstudyprovidedtwodifferentvelocity planningalgorithms.
Akeyconcernwithdrillingrobotsispositioningaccuracy.Aninaccurateholecanreduce themechanicalperformanceoftheequipment.Thepositioningcompensationmethodcan bedividedintotwotypes:model-basedandmodel-free[48].Model-basedmethodscan guidetherobottomoveaccordingtothemeasuredpositioningerror.Theessentialsof model-basedmethodsarethedynamicsandkinematicsofthedrillingrobots.Model-based methodsaretime-consuming.Model-freemethodscansolvethisdrawback.Model-free methodsbuildamodeltodescribetherelationshipbetweenthepositioningerrorandthe robot’sjoints’parameters,whichdonotconsiderthedynamicsandkinematicsofthe robots.Commonlyusedmodel-freemethodscontaintheinterpolationmethod[49], cokrigingmethod[50],andsoon.Neuralnetworksareappliedtocompensateintelligently forpositioning.Withthehelpofthestronglyfittingcapacityofneuralnetworks,these intelligentpositioningcompensationmethodsobtaingoodperformance.Yuanetal.used ELMtopredictpositioningerrorandguidetherobottocompensateforit[51].Chenetal. usedtheRBFneuralnetworktoestimatepositioningerror.Thebandwidthoftheadopted RBFneuralwasfine-tuned.Positioningaccuracycanbeimprovedbymorethan80%with theseintelligentpositioningcompensationmethods[52].
Thegrindingmanufacturingishighlyprecise,sothepositioningaccuracyofthegrinding robotsrequiresattention.Inrealapplications,thegrindingrobotsmaydeviatefromthe presettrackbecauseofthedisturbanceandweartothetools.Thus,grindingrobotsshould havetheabilitytoself-adjust,toensuremanufacturingquality.Controlofgrindingrobots ismoredifficultthanforCNCsbecausegrindingrobotshavemoreDOFs.Huangetal. proposedanintelligentgeargrindingsystem[53]inwhichtherobotarmcandetectthe
actualtrajectorybyavisionsensorandadjustthetrajectoryadaptively.Twocamerasare adoptedfortoolcenterpointcalibration.Whencopingwiththecomplexgrindingtask, multiplegrindingrobotsarenecessary,becausemultiplegrindingrobotscancopewiththe complexmanufacturingtaskmoreeasilythanasinglegrindingrobot.Hanetal.[54] proposedamultiplegrindingrobotsystemandintroducedthetrajectoryplanningmethod forthemultiple-robotsystem.Experimentalstudiesindicatedthatthemultiplegrinding robotsystemcangenerateasteadiermanufacturingtrajectory.
TherobotonlyneedsfiveDOFsforthemillingtask;thereservedoneistheDOFofthe spindleofthemillingcutter[55].Intherealapplication,six-DOFrobotsareappliedfor millingtoimproveflexibility.Thestiffnessofmillingrobotsisachallengein manufacturing.Millingrobotsusuallyhavelowstiffness.Robotsmaydeformorvibrate whenmillingworkpieces.Therehavebeenmanystudiesonimprovingmilling performance.Pengetal.optimizedthestiffnessoftherobotsinthefeeddirectionwitha seven-DOFrobot[56].
Commonlyusedmanufacturingrobotsaredevelopedfromsix-DOFrobots.Trajectory planningisacommontechnologyformanufacturingrobots.Thetrajectoryplanning algorithmcangeneratetheoptimaltrajectoryandtherobotcontrolalgorithmcandrivethe robottofollowapredeterminedtrajectory[57].Theoptimizationtargetsofthetrajectory aretheposition,velocity,acceleratedvelocityofeachjoint.Thetrajectoryplanning algorithmisthebasisoftheindustrialrobotcontrolsystem.Theoptimizationfunctionsof thetrajectorycontainmanyaspects,includingreduceexecutiontime,consumedenergy, andimpact.
1.1.1.5Loading unloadingrobots
Intheexistingtransportationmanufacturingenvironment,processingeachworkpiece requiresdifferentprocedures.Theconnectionbetweenprocessesrequirestheworkpieceto bemovedfromonemachinetoanother[58].Thisrepetitiveworkcanbereplacedby loading unloadingrobots.Theapplicationofloading unloadingrobotshasmany benefits.Ontheonehand,loadingandunloadingofrobotsisrepetitiveandconsistent, whichcanavoidadecreaseinworkefficiencycausedbyworkerfatigue.Ontheother hand,usingtherobotscanparameterizetheloadingandunloadingoperationandthefault sourcecanbequicklylocatedwhentroubleshootingproblems,whichisconvenientfor improvingtheprocessingquality.
Loading unloadingrobotshaveawiderangeofapplications.Liuetal.adopteda loading unloadingrobotfortheCNCanddesignedacontrolsystembasedona programmablelogiccontroller[59].Zhangetal.developedarobotsystemfor loading unloading[60].Thedesignedrobotwasabletoseparategoodandbad workpieces.Fanetal.usedtheloading unloadingrobotforelectricequipmentdetection
[61].Withthehelpoftheloading unloadingrobot,automaticandhigh-precision detectionisachieved.
Thedevelopmentofloading unloadingrobotsshowsatrendinintelligence.Computer visionandneuralnetworktechnologyhavebeenwidelyapplied[62].Theadoptionof computervisioncanincreasetheflexibilityofloading unloadingrobots.
Loading unloadingrobotscanobservethepostureoftheworkpieceandadjusttherobots tograsptheworkpiecefromtheappropriateposition.Theneuralnetworkiswidelyusedin controllerdesignwithitsstronggeneralizationability.Guetal.proposedavisualservo loading unloadingrobot[63].Thecameraonthemanipulatorcandetectthelocationof theworkpieceandhelptherobotcapturetheworkpieceprecisely.Thedesigncontainstwo steps:(1)extractthefeaturesoftheobservedimageandtargetimageandcalculatethe errorbetweenthesefeatures;and(2)inputtheerrorintotheneuralnetworkandoutputthe controlcommandfortherobot.Intheproposedrobotcontrolstructure,thefuzzyneural networkwasadoptedasthecontroller.
1.1.2Railtransitrobotsindispatch
Therunningstageoftherailtransitsystemtakesupthelongestlengthandgeneratesthe highestcostinthewholelifecycleoftherailtransitsystem.Withthehelpofrobot technology,therailtransitsystemcanachieveautomaticoperation,thusimproving operationalsafetyandreducingtransportationcosts.Autonomousdrivingisthemost importantformofautomationinrailtransit.Autonomousdrivingistheapplicationof robotcontroltechnologytotherailwaytrain.Theautomatictraincontroloftherailway traincontainsautomatictrainsupervision(ATS),automatictrainprotection(ATP),and automatictrainoperation(ATO)[64].TheATScansupervisetherunningstatesofthe railwaytrain.TheATPsystemcanmonitorthetrain’srunningpositionandobtainits speedlimittoensureitsrunningintervalandsafety.TheATOcanacceptoutput informationoftheATSandATPandgeneratecontrolinstructions[65].
TheinternationalstandardInternationalElectrotechnicalCommission62,290definesfour gradesofautomation(GOA)[66]:
(a)GOA1.Thetrainisabletomonitorthetrain’soperatingstatuscontinuously.Operation needstobecarriedoutbydrivers.
(b)GOA2.Thislevelisself-drivingwithdriverduty.Thetrainisabletodriveautomaticallythroughthesignalsystem,butthedriverisrequiredtoclosethedoorandissue thecommand.
(c)GOA3.Thereisnoneedtoequipdriversonthislevelofthetrain;thetraincanautomaticallycompletethewholeprocessofoperation,includingoutbound,pitstop,