No part of this publication may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying, recording, or any information storage and retrieval system, without permission in writing from the publisher. Details on how to seek permission, further information about the Publisher’s permissions policies and our arrangements with organizations such as the Copyright Clearance Center and the Copyright Licensing Agency, can be found at our website: www.elsevier.com/permissions.
This book and the individual contributions contained in it are protected under copyright by the Publisher (other than as may be noted herein).
Notices
Knowledge and best practice in this field are constantly changing. As new research and experience broaden our understanding, changes in research methods, professional practices, or medical treatment may become necessary.
Practitioners and researchers must always rely on their own experience and knowledge in evaluating and using any information, methods, compounds, or experiments described herein. In using such information or methods they should be mindful of their own safety and the safety of others, including parties for whom they have a professional responsibility.
To the fullest extent of the law, neither the Publisher nor the authors, contributors, or editors, assume any liability for any injury and/or damage to persons or property as a matter of products liability, negligence or otherwise, or from any use or operation of any methods, products, instructions, or ideas contained in the material herein.
British Library Cataloguing-in-Publication Data
A catalogue record for this book is available from the British Library Library of Congress Cataloging-in-Publication Data
A catalog record for this book is available from the Library of Congress
ISBN: 978-0-323-90956-3
For Information on all Elsevier publications visit our website at https://www.elsevier.com/books-and-journals
14.4 Pros and cons of taking credit for emergency shutdown devices
14.5 Types of emergency shutdown devices
14.6 Various methods of credit taking
14.7 High integrity emergency shutdown devices versus reliability of pressure
15.1
15.2 Recommended
15.3
15.4 Technology and principle of operation of conservation
15.5
15.6 Sizing for emergency
15.7
16.1
16.3
16.4
16.5 Sizing
16.7
16.8 International guidelines and recommendations
About the Author
Marc Hellemans: Currently Managing Partner of VhC where he works as a Senior Consultant specializing in overpressure protection in the process industry and Pressure Relief Devices and Systems. He has a master in electro-mechanics from the University Antwerp and holds a degree in Strategic Marketing from the Rice University in Houston. He started his career at the end of the 1970s in the Flow Control business and remained in this field his whole career. He was with Tyco Flow Control until 2009, where he held various senior management positions and where he was Vice President of Sales & Marketing for the Engineered Products group, a 350M€ business. Prior he was a Managing Director for the European Safety Relief Valve manufacturing plant of Anderson Greenwood Crosby, a 50M€+ plant employing over 170 employees. Further, he managed various companies throughout Europe, Africa, & Middle East and has set up sales organizations from scratch with own offices & agents worldwide. During his 40+ years career, he continued to train & coach people all over the world: technical, commercial, & marketing and lately in particular on his core business: overpressure protection and safety relief devices. He is a worldwide leading expert in the design, manufacturing, engineering, sales, and marketing of Safety Relief Devices and Systems and is the author of the book: “The Safety Relief Valve Handbook” published by Elsevier
Acknowledgments
I wish to acknowledge all my previous colleagues who gave me insight in the topics that ruled the majority of my career. Appreciative thanks are due to all those who trained me or shared their knowledge in so many interesting symposiums, presentations, and conferences I attended. Although many companies changed ownership during my 40+ years of career and many old colleagues and friends changed positions and companies all around the world or, as many amongst us, retired I wish them all the best in their current endeavors and thank them for their collaboration.
I also want to acknowledge Tim Fung from YF Asia who gave me the opportunity to have a very detailed exposure to all my South East Asian and Middle Eastern customers which I was proud to consult, advise, and train during the last 15 years of my career and who provided me with an in-depth field experience in the world of overpressure protection in the process industry.
While every effort has been made to trace copyright in all material in this book, the author apologizes if he has inadvertently failed to credit any such ownership.
Furthermore, also these companies for their competency in overpressure protection and their attempt to produce equipment or knowledge that make the current process industry safer:
Anderson Greenwood, Crosby
Varec - Whessoe
Sarasin – Weir group
Fike
Emerson process management
Leser GmbH & Co
Spirax Sarco
Bopp & Reuther, Manheim
Karlsruhe Institute of technology
Curtis Wright – Farris
Quest Consultants Inc.
Introduction
The process industry represents a huge percentage of the gross national product of most industrialized countries and employs millions of people worldwide. It includes, but is not limited to the chemical, petrochemical, oil & gas, pulp & paper, pharmaceutical, power and food industries. Industries that directly or indirectly provide us with energy, medicines, food, and health products amongst many other goods that enhance the quality of our lives.
These industries all have one thing in common, they all process gasses, vapors, steam, and liquids under low to extreme high pressures. As long as these pressures are retained and suitably controlled, there is no problem for the safety of the plant, its equipment, its surroundings, its employees, and our environment. However, neither humans nor equipment are free of mistakes. These mistakes can easily create (sometimes relatively fast) unwanted overpressures, which can result in catastrophic explosions and damages if not controlled in a proper manner.
Uncontrolled, accidental overpressures in the process industry result every year is not only serious damages to expensive equipment and property but unfortunately, also every year results in loss of lives and serious injuries to personnel. Uncontrolled process overpressure also leads to massive, unwanted emissions into the atmosphere damaging our environment, and possibly everyone’s health. Toxic or flammable emissions due to uncontrolled, wrongly calculated, or simply missing adequate overpressure protections can damage everyone’s health as toxic emissions are not just contained within the plant where the accidents occur but far beyond as our globe still keeps on turning. Whether we want to admit it or not there is proven climate change. This climate change is already enough in “normal” circumstances, without having to add more due to accidents and unwanted emissions caused by badly designed overpressure systems in our huge worldwide process industry.
In most industrialized countries several environmental regulators such as OSHA, EPA, and Seveso trying to control fugitive emissions of process equipment govern the process industry. Inspection agencies try to measure fugitive
emissions via the valve, pump, turbine gaskets, and seals. Measurements are done so that leakages and fugitive emissions above only a few ppm can force end-users to take corrective actions, which is a positive development. However, if the overall overpressure protection of the whole process is not done correctly, this does not just result in some fugitive emissions of a couple ppm but massive amounts of potentially toxic or flammable product can be launched uncontrollably into our atmosphere and this for sometimes a long period of time before we can get these uncontrolled releases back under control. It can also cause, massive explosions and fires with chain reactions causing death and destruction.
If the selection of the type of overprotection system is not done correctly, fluids might be leaking continuously into our environment, potentially also creating flammable and toxic environments. This is true for as well pressure vessels as for low-pressure storage tanks, which we will also handle in this book.
Although there are also international laws, industry standards, and recommendations on how to design and use overpressure protection, such as ASME, API, PED, EN/ISO, it is my experience in my 40 years dealing with pressure relief and consulting end-users that there are still many things wrong in the design of overprotection systems in the process industry and that the existing recommendations and laws are sometimes confusing, difficult to interpret and even contradictory throughout the world. A lot of the confusion is due to ignorance and not taking into account the total picture. In overpressure protection, we need to look at everything and not just the initial design. Too often laws and recommendations are too generic without taking into account the type of process, changes in process, aging of the installation, specific applications, etc.
In complex facilities, safety relief valves for instance are an integrated set of safety devices, and therefore, they cannot be regarded on their own for sizing and design. All sorts of other factors are important: other overpressure protection systems, installation, location, inlet and outlet lines, maintenance, testing, process changes, equipment changes, accessories, consideration of correct overpressure scenario’s, selecting the correct device for the application, different protection levels, choice of discharge systems, etc. In this book, we will address all those factors.
As mentioned before usually the guidelines are not always very clear and sometimes open for interpretation because all processes and applications differ from one another and it is simply impossible to have just 1 clear guideline for every process situation. It is a multidisciplinary issue within a process plant, which we are trying to address in this book based on our experience.
Best judgment of engineers is fine as long as there is enough experience in the field. This is where we have a problem these days. Forty years ago, it was
possible to become a real specialist in a niche subject and know everything about one specific subject. These days young engineers need to know something about everything instead of everything about something. This combined with a confusing and sometimes contradictory and generic legislation combined with even more confusing industry recommendations based on, many times, unfounded and not proven numbers and formulae’s make designing a safe overprotection system a challenge to say the least.
Now what is the solution? In my opinion, it is simply reinstalling experience in one subject. After 40 years working for pressure relief device (PRD) companies and over 10 years consulting with end-users of all process industries in Europe, South East Asia, Middle East, and Africa I came to one conclusion: people need guidance in designing overpressure protection and need in a pragmatic way find their way in the maze and labyrinth of the different codes, recommendations, and legislations.
This is what this book is all about; trying to explain in a pragmatic way and based on my experience what the best ways for designing overpressure protection are and which equipment is best to use in order to obtain the safest possible solution. Will it always be strictly “by the book”? Probably not but be aware that “the book” is also written by humans who do not always provide a solution to everything. It is our experience that there are no general solutions available for everything. Each application calls for its own approach and there is not always just “the one” solution. This book will hopefully provide some guidance for the engineer or expert in the specific applications to make the right call when it comes to making a difficult decision that is not always necessarily covered by the “rules.”
The many international laws related to overpressure protection are usually very generic and general, The codes are many times difficult to read and interpret. This book explains the main topics, which relate to overpressure protection and comments and recommends on how to apply codes & recommendations (or not).
Some international recommended practices are generated from a certain industry (mainly refining) and are not always fully suitable or applicable for many other process industries. There are worldwide many recommended practices which for many reasons are not always in harmony, sometimes contradict themselves and in many instances in some industries impossible to apply, simply because of the physical limitations of the available equipment that needs to protect against overpressures. So it is left pretty much to each and every individual engineer to use their best judgment.
This book will provide a lot of practice and sometimes pragmatic solutions and tips to solve particular overpressure protection problems and will help in the interpretations of codes and recommendations and apply them in a pragmatic way. It will not be exhaustive, as this would be simply impossible.
In my previous book: “The safety relief valve handbook” published by Elsevier, I mainly covered the overprotection equipment in itself and the standard calculations for their sizing. In this book, we will cover how best to use the different recommended practices (API & EN/ISO) and try to make the correct interpretations about the differences between legislators; ASME and PED. We will focus on the correct use of the different overpressure devices in different situations rather than their individual functionality.
We will discuss some relevant case studies and accident analyses, draw some relevant conclusions and try to learn from them.
It can be established that ASME & API and PED & EN/ISO codes are worldwide the most accepted and many times, in some regions, mandatory. However, in many instances, it remains the operating company’s responsibility to make the final decision and interpretations of all the existing codes and regulations. In complex facilities, safety relief valves are an integrated set of an array of safety devices, and therefore, they cannot be regarded on their own for sizing or installation. The inlet and outlet piping are important for the pressure ratio and flow resistance. During the planning and installation of a plant, a number of critical points regarding the installation of safety relief valves have to be considered in order to have safe overpressure protection. So we need to consider the whole process, installation, the specific applications, and overpressure scenarios.
One basic rule still remains: a safety relief device needs to be the last overpressure protection and needs preferably to be operated by the fluid it protects. This means that the use of auxiliary energy should be avoided and if not possible, the auxiliary energy used to protect the overpressure should be separate from the energy sources used to operate the process/plant. Many things will influence the correct functioning of a process overpressure protection other than just the chosen device that will need to provide this function. Examples in the following table:
Main influencing factors Chapter in book
Correct interpretations of all the codes; recommendations, industry standards and normalizations 1, 3, 6
Understanding the process scenario’s which can cause overpressure 7, 12
Develop correct overpressure scenarios related to the failure of automatic controls and understand the dependence between automatic control protection and last level sentinels (for exclusion of double jeopardy) 2, 5, 7, 13
Understand the many types of pressure relief hardware and selection thereof (e.g. pilot-operated vs. conventional relief).
1, 2, 3, 7, 9, 10, 11, 12
Address most common problems with the installation 11, 16
Problems related to backpressure on PRDs 9, 11
Main
factors
Problems related to chatter, inlet piping losses and valve instability on PRDs 9, 10, 11
Design of the different overprotection devices according to different worldwide codes 1, 3, 6
Managing the Management of change of the process and the influences of process changes on the overpressure protection installed in the design phase 4, 5
Correct determination of set pressure 8
Influence of good maintenance 4, 11, 13
The issues with low-pressure overpressure protection 14
Blanketing 15
It is one thing to know something about the safety relief device it is something totally different knowing how to use it wisely and correctly. Due to existing regulations, inspections, and controls, almost all certified relief devices will work excellent when leaving their manufacturing plant. Once installed however many devices will no longer perform correctly due to external factors. While safety relief valves are the most common way of protection processes against overpressure this book will also address possible alternative methods and look at the use of emergency depressurization systems versus various PRDs
Years of experience in advising designers, end-users, and maintenance people in the selection, handling, and maintenance of safe safety relief systems, together with independent studies, described in detail in “The safety relief valve handbook” shows that more than half of the pressure-containing equipment installed in the process industry have a small to serious pressure relief system deficiency and do not comply with the widely accepted engineering practices and even legal codes. The types of deficiencies described in the book are roughly split between absent and/or undersized PRDs, wrongly selected valves and very often improperly installed safety relief valves. This is what we will try to address in this book.
Correct safety relief valve sizing, selection, manufacture, assembly, testing, installation, and maintenance are all critical for the optimal protection of pressure vessels either in high or low-pressure situations. This book tries to have a pragmatic approach to all the different designs and codes described in my previous book to allow most engineers to make the correct decisions in applying safety relief devices in the process industry and to improve the safety to higher levels and reduce unwanted emissions.
“The expert is not the genius who knows everything, but the one who knows where to find expertise.”
The challenge for today’s process, design, or maintenance engineer is to gain knowledge and expertise on a wide array of components in the process industry of which the overpressure protection is not always considered as one contributing much to the process in itself and is therefore many times forgotten in the literature about process control.
It has to be mentioned that usually in new installations and initial process design the overpressure protection has been carefully considered. Many times the problems occur in older installations and after modifications. Even when a good management of change exists it is exceptional that after modification the effect on the overpressure protection is fully reconsidered, creating potentially very dangerous situations in older plants.
I hope that the knowledge gained from this book will enable readers to perform their jobs more effectively, to understand the manufacturer’s literature better, and understand their jargon. We want engineers to become more aware of the potential benefits and pitfalls of the currently available technology and allow them to make more informed and creative decisions in the selection and use of safety relief devices and their applications. We want to improve the awareness of the effects of overpressure protection after every change made to the process during a plant’s lifecycle.
Separately we will also cover the low-pressure applications under 0.5 Barg, i.e., storage tanks that are not covered by any legislation but also require a close look to their correct overpressure protection and even more importantly the vacuum protection which frequently causes incidents and accidents, such as tank implosions.
The general problem remains that when a safety relief system is installed it is then considered to never operate and therefore often ignored until something catastrophic happens. However, although a safety relief valve should never work, it better works when it needs to work and it deserves the necessary attention not only during the design stage of the plant but also during the complete life cycle of the installation.
Studies on overpressure relief systems
1.1 Introduction
Recent studies on overpressure relief systems in the process industry do not really show a positive tendency in increased safety. In our opinion, this is because grass-root installations are rather limited these days and that the installations keep getting older and older and that the knowledge in pressure relief analysis (PRA) decreases in a lot of operating organizations regardless of the industry.
The attached data are from a symposium held in Houston about process safety, where they also concluded that these results were due to older installations. From our experience also the lack of specialized knowledge and the fact that many management of change (MOC) processes, unfortunately, do not automatically include a pressure hazard analysis (PHA) could be the reasons for these results. The attached results were audits held after engineering reviews, hazard and operability study, and/or PHAs.
While API 521 provides a scenario checklist for calculating overpressure protection scenario’s, we need to keep in mind that API was originally put together for refineries (oil and gas industry). Many other industries, just started to use the API 520/521 because of lack of anything better but without it being really adapted for their particular industry. One needs however to realize that API 520/521 is based on refinery applications. Other industries might encounter totally different issues. This could explain the somewhat higher level of
discrepancies in the “other” industries. The list of scenarios published in the API 521 is probably OK for refineries and most oil & gas related industries but one needs to realize it does definitely not cover all process industries and therefore process engineers need to think out of the box and just realize this very fact when evaluating overpressure scenarios.
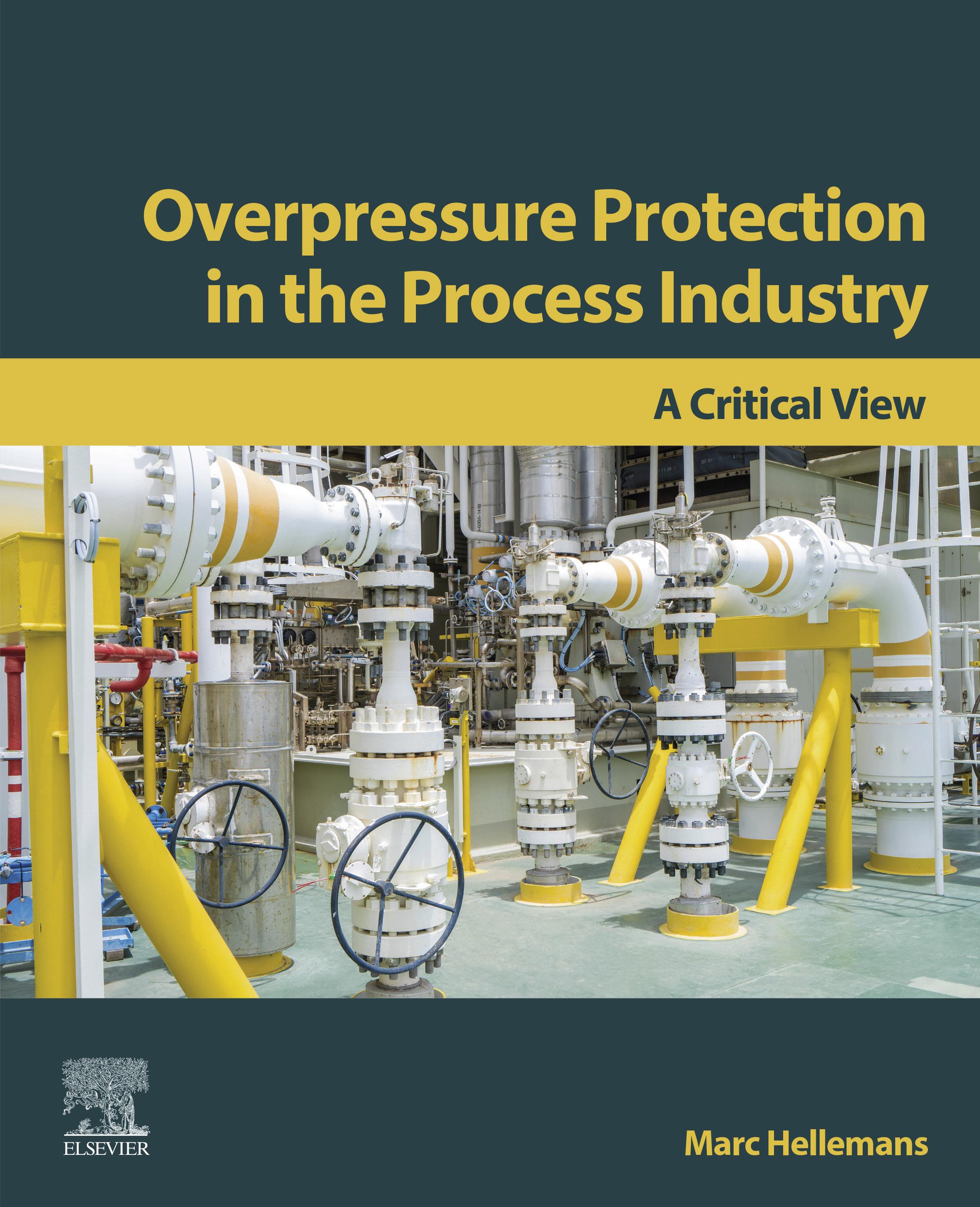
When we take a closer look at the different equipment in a process plant and their deficiencies we can come to the following conclusion based on several studies and personal experiences.
We have come to the conclusion that the recent evolution with regards to safe process overpressure protection is not very optimistic.
Compressors : Major lack of data & correct calculations
Tanks : 42% excessive release toxic or flammable material to atmosphere
Reactors : 34% have toxic releases to atmosphere
Columns : 10% had relief systems inadequate for power failure
Turbines : 48% had serious blocked outlet concerns
In different studies independent PRA (pressure relief analysis) experts as part of revalidation processes or audits at the plants analyzed process systems. Their conclusions match pretty much what we are experiencing in our overpressure protection audits. Analyses and calculations were based on process flow information provided by the companies, field verification of the relief devices and system equipment, and equipment files. The audits verify which systems are adequately protected and summarized the concerns identified for the remaining systems.
The first study from 2008 by ASME comprises over 3000 systems in chemical plants, gas plants, and refineries in the United States. The deficiencies included both improper installation as well as insufficient relief capacity; a listing of these deficiencies is given in the next graph along with the percentage of systems with that deficiency. Of the 3000 systems studied, only 48% had no concerns.
The second study dated from 2012 in 400 process plants with over 2000 audits that were only looking for compliance with ASME/API. The study included
43,000 overpressure pressure protection (OPP) systems and analyzed 27,000 pressure relief devices and can thus be considered rather significant.
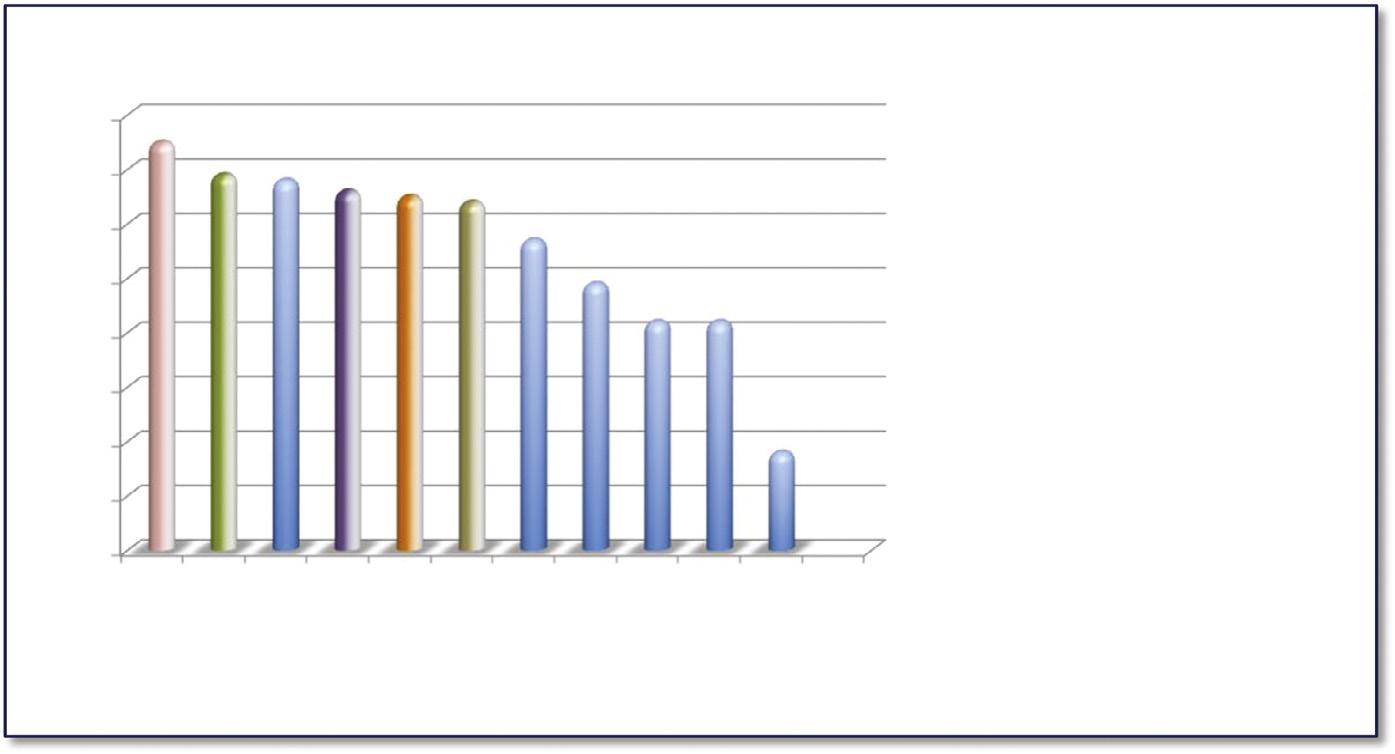
All this is of concern, as it represents a decrease of well-equipped overpressure protection systems over a former study in 1999, in which 65% of the systems had no concerns, whereas now only 43% showed no concerns. Although it needs noting that this study from 1999 was not as extensive and thorough as the later ones.
Original designs for these audited systems originated with reliable design firms and followed accepted engineering practices, including the design of the relief systems. In addition, most of these systems had previously undergone conventional PHAs. Thus the high percentages of deficient systems may at first appear surprising. It is in my experience that many of the deficiencies uncovered in this study are a result of non comprehensive MOC protocols and also issues with preventive maintenance.
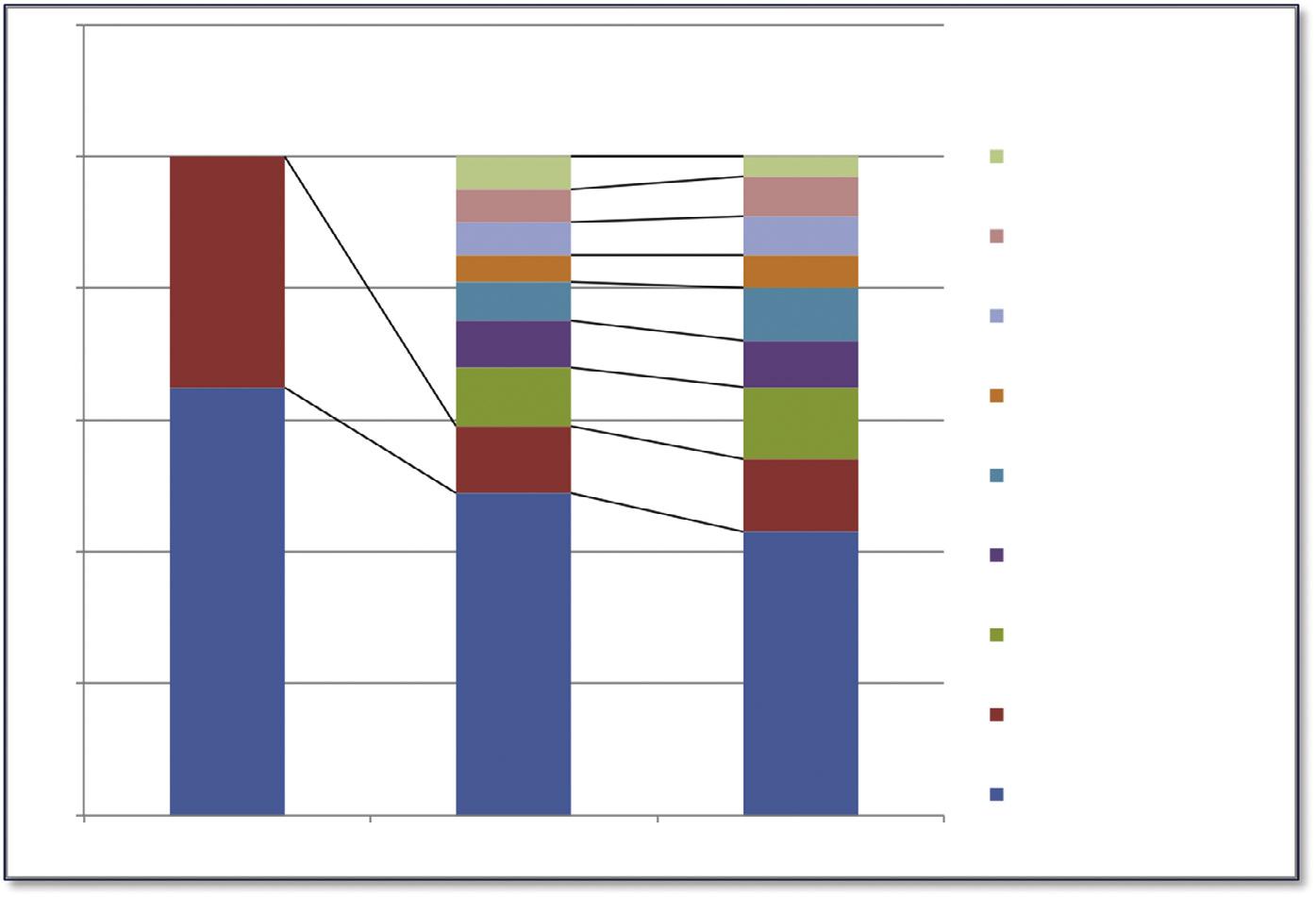
1.2 Factors of noncompliance
Besides the fact that over 50% of all installations were found unsafe and potentially a hazard for property and human safety, the terms used in the above graph on noncompliance require some further clarification of the deficiencies based on our experience in the field.
Other—is primarily a combination of different deficiencies or the fact that the system lacked overpressure protection all together. Another issue here is the noncompliance with codes and standards, which represented about 5% of the total 13%. Not surprisingly 81% of this nonconformance was found with endusers and probably a result of design creep due to changes made to the original designs. Also, the lack of in house knowledge is a big issue, which could be overcome with focused groups and better in-depth specialized knowledge. The lack of good specialized training is also an issue. The API (American Petroleum Institute) slice might seem somewhat surprising but this relates to the fact that API does not take into account major end-user standards. It needs noting that many plants and operating companies use their own standards on top of, or next to, the known international ones which might lead to some confusion. It is also clear that contractors and (major) EPCs (Engineering, Procurement and Construction) companies usually only fully comply with the recognized international codes & standards. This is because they hire in a pool of engineers usually familiar with the codes when it relates to designing major grass-root projects. This is however different in existing installations where professional in-depth knowledge is severely lacking and which are subject to continuous modifications.
No data/no calculations—a very frequent problem encountered in audits is the data collection in general. Even when calculations can be found the data used to make those calculations are not always reliable or up to date. In many cases, one may not know if the data used to make the calculations are based on the original design data and/or if any later modifications have been taken into consideration. It was our experience that most calculations were just based on original design data. This actually increases significantly the concern about this already high 9,3% in the above graph.
Example: “A process plant had been taken over by three different owners in a time span of only 2 years. Each time, during the organizational changes the engineering department, maintenance, operations, and purchasing departments got rationalized and some data were centralized into the head offices of the different owners. The result was that the majority of technical & maintenance archives got shattered and lost over different locations which made finding true data impossible.”
High backpressure—here again in many instances valve selection has been taken place at the design stage based on selection criteria explained later in this book (chapter 9) and does not taken into account later modifications.
Example: “A plant where management decided after a PHA that for safety reasons and fugitive emission limitations all outlets (without exception) of the pressure relief valves should be piped into a header system instead of using the straight tailpipes flowing direct into the atmosphere. They did however not change size nor design of the originally installed safety relief valves basically resulting in having no protection at all anymore due to very high backpressures.”
High inlet drops—the percentage as shown in the study is in our experience relatively low. In our experiences, outside the United States, we found several installations where 35%–50% of all valves installed had too excessive inlet pressure drops to allow a proper operation of the safety relief valves (see chapter 10 on chatter). In calculations, one might have taken into account inlet pressure drops above the allowed 3% and sized accordingly but this does not mean that just any safety relief valve will operate correctly under these circumstances. Larger pressure drops can only be handled by certain types/configurations of pressure relief devices. It is our experience that the relief device selection, although correctly calculated, will not always guarantee correct operation and increase the risk of premature damage to the device in itself and even the surrounding equipment and piping due to possible excessive chatter. Excessive chatter due to high inlet losses will also cause the valve to do only about 50% of its calculated capacity, potentially leading to dangerous situations. Trying to do the best thing for safety does not always necessarily improve safety. For instance when installing block valves or change over valves in front of the relief valves one needs to ensure themselves of the correct Cv values of the installed block valves so that they do not add to pressure losses, requiring larger relief valves.
Example: “A company decided to double up their 4″ safety relief valve by mounting two relief valves on change over valves, so that they could increase their maintenance cycles without having to shut down their process and by doing this always have a valve in standby. The existing 4″ safety relief valve initially had a full bore block valve which they replaced by a changeover valve and adding another 4″ safety relief valve. However they did this without taking into account the pressure drop of