Integrationand OptimizationofUnit Operations
ReviewofUnitOperationsfromR&D toProduction:ImpactsofUpstreamand DownstreamProcessDecisions
Editedby
BarryA.Perlmutter President,Perlmutter&IdeaDevelopmentLLC,Matthews,NC,UnitedStates
Elsevier
Radarweg29,POBox211,1000AEAmsterdam,Netherlands
TheBoulevard,LangfordLane,Kidlington,OxfordOX51GB,UnitedKingdom 50HampshireStreet,5thFloor,Cambridge,MA02139,UnitedStates
Copyright©2022ElsevierInc.Allrightsreserved.
Nopartofthispublicationmaybereproducedortransmittedinanyformorbyanymeans,electronicor mechanical,includingphotocopying,recording,oranyinformationstorageandretrievalsystem,without permissioninwritingfromthepublisher.Detailsonhowtoseekpermission,furtherinformationaboutthe Publisher’spermissionspoliciesandourarrangementswithorganizationssuchastheCopyrightClearance CenterandtheCopyrightLicensingAgency,canbefoundatourwebsite: www.elsevier.com/permissions
ThisbookandtheindividualcontributionscontainedinitareprotectedundercopyrightbythePublisher(other thanasmaybenotedherein).
Notices
Knowledgeandbestpracticeinthisfieldareconstantlychanging.Asnewresearchandexperiencebroadenour understanding,changesinresearchmethods,professionalpractices,ormedicaltreatmentmaybecome necessary.
Practitionersandresearchersmustalwaysrelyontheirownexperienceandknowledgeinevaluatingandusing anyinformation,methods,compounds,orexperimentsdescribedherein.Inusingsuchinformationormethods theyshouldbemindfuloftheirownsafetyandthesafetyofothers,includingpartiesforwhomtheyhavea professionalresponsibility.
Tothefullestextentofthelaw,neitherthePublishernortheauthors,contributors,oreditors,assumeanyliability foranyinjuryand/ordamagetopersonsorpropertyasamatterofproductsliability,negligenceorotherwise,or fromanyuseoroperationofanymethods,products,instructions,orideascontainedinthematerialherein.
ISBN:978-0-12-823502-7
ForinformationonallElsevierpublications visitourwebsiteat https://www.elsevier.com/books-and-journals
Publisher: SusanDennis
AcquisitionsEditor: AnitaKoch
EditorialProjectManager: LindsayLawrence
ProductionProjectManager: KumarAnbazhagan
CoverDesigner: ChristianJ.Bilbow
TypesetbySTRAIVE,India
1.Crystallization
BrookeAlbin
1.1Fundamentalsandlaboratoryscale processdevelopment 1
1.1.1Crystallizerdesignbasics1
1.1.2Crystallizerdesigntradeoffs4
1.1.3Upstreamvariablesaffecting crystallization6
1.1.4Impactondownstream operations7
1.2Pilotscalecrystallizationstudies 8
1.2.1Objectivesforapilotplant8
1.2.2Scale-upcriteria9
1.3Commercializationofcrystallization
2.Fermentationanddownstream processing:Part1
AlanGabelman,Ph.D.,P.E.
2.1Introduction
2.3Fermentationmediaand
2.4Growthkineticsandsubstrate
2.5Fromvialtoproductionfermenter
2.6Oxygentransferandutilization
2.7Mixinginaerobicfermentation
2.8Sterilization
2.8.2Continuoussterilization47
2.8.3Filtersterilizationofliquids53
2.8.4Filtersterilizationofair56
3.Fermentationanddownstream processing:Part2
AlanGabelman,Ph.D.,P.E.
3.1Fermenterdesign 69
3.1.1Fermenterswithoutmechanical mixers73
3.2Fermenterinstrumentation,controland operation 75
3.2.1Temperature77
3.2.2pH78
3.2.3Dissolvedoxygen concentration79
3.2.4Mixerspeed80
3.2.5Pressure80
3.2.6Gasflowrate81
3.2.7Liquidflowrate82
3.2.8Foam83
3.2.9Exitgascomposition85
3.2.10Level86
3.2.11Substrateconcentration87
3.2.12Powerinput88
3.2.13Redoxpotential89
3.3Continuousculture 89
3.4Downstreamprocessing 93
3.4.1Monosodiumglutamate94
3.4.2Phenethylalcohol100
3.5Concludingremarks 108
108 References 109
4.Liquidfiltration
JoseM.Sentmanat
4.1Doyouneedafilter? 113
4.2Labtestingbeforeyouchoosethe filter 113
4.3Choosingthefilter 116
4.3.1Plateandframefilterpress116
4.3.2Filterpresses116
4.3.3Platefilters117
4.3.4Pressureleaftypefilter117
4.3.5Nutschefilter118
4.3.6Polishingfilter118
4.4TheABCsofliquidfiltration 118
4.5Themechanicsofliquidfiltration 119
4.5.1Precoat119
4.5.2Filtration120
4.5.3Cleaning120
4.5.4Standby121
4.6Troubleshooting 121
4.7Thefiltercake 121
4.8Preventativemaintenanceprogram 122 Furtherreading 123
5.Cake-buildingfiltertechnologies
JoseM.SentmanatandBarryA.Perlmutter
5.1Batchprocessingoffiltercakes 125
5.2Containedfilterpressesforcake washing,dewatering,anddrying 126
5.3Nutschefilterandfilterdryers 127
5.4Continuousprocessingoffiltercakes 128
5.4.1Vacuumbeltfilters128
5.4.2Horizontalvacuumbeltfilters129
5.4.3Rotaryvacuumdrumfilters131
5.4.4Rotarypressurefilter131
5.4.5Pressurizedvacuumdrum filter131
6.Centrifugation
BadrieLuckiram,BSc,MSc,CEng,MIChemE
6.1Centrifugechoiceandanalysisof availableequipment 133
6.1.1Horizontalbasketcentrifuges135
6.1.2Verticalbasketcentrifuges135
6.2Typicalcentrifugeoperation 138
6.3Technicalconsiderationsofequipment selection 138
6.3.1Designbasisdocument138
6.4Otherconsiderationsofcentrifuge operation 141
6.4.1Centrifugeinerting141
6.4.2Generaloperation141
6.4.3Safetyinterlocks142
6.4.4Outofbalancemonitor142
6.4.5Ploughparked142
6.5Finalremarks 142
7.Dryers
HongbenZhou
7.1Purposeofdrying 145
7.2Dispersedsolid-liquidsystem 145
7.3Dryingprocesses 147
7.4Convectivedryingwithhotgas 147
7.5Conductiveandradiativedrying 150
7.6Evaporationofliquidfromasolid packing 151
7.7Dryingfacilities 153
7.7.1Grain-sunningground153
7.7.2Traydryer154
7.7.3Beltdryer156
7.7.4Rotarydryer(kiln)156
7.7.5Fixedbeddryer159
7.7.6Fluidizedbeddryer161
7.7.7Pneumaticconveyorasdryer162
7.7.8Spraydryer165
7.7.9Impactmillasdryer166
7.7.10Rotatingvesseldryer168
7.7.11Platedryer168
7.7.12Rollerdryer170
7.7.13Screwconveyorasdryer170
7.7.14Agitatedmixerasdryer171
7.8Troubleshooting 174
7.8.1Heattransfer174
7.8.2Levelofvacuum175
7.8.3Formationofagglomeratesand crust175 References 176
8.Pressurefilterdryer
BadrieLuckiram,BSc,MSc,CEng,MIChemE
8.1Generalconsiderationsofusinga pressurefilterdryer 177
8.1.1Pharma-specific considerations178
8.2Principlesofthepressurefilter dryer 179
8.3Filterchoiceandanalysisofavailable equipment 182
8.3.1Selectionoffilterdryertype182
8.4Technicalconsiderationsofequipment selection 183
8.5Generaloperationofapressurefilter dryer 183
8.5.1GMPissuesandcleaning189
8.5.2Filtersafetyinterlocks189
8.5.3Operationalissues190
8.6Finalremarks 190
9.Processautomationsystems
NickHarbud
9.1Processautomationinproduction facilities 191
9.2Processcontrolsystem (continuousprocess) 191
9.2.1Controllingtheprocess191
9.2.2Operatingtheplant193
9.2.3Integratingautomation systems194
9.2.4Enterpriseinterfaces195
9.2.5Typesofprocesscontrol system195
9.3Processcontrolsystems (batchprocess) 197
9.4Safetyinstrumentedsystems 201
9.4.1Identifyingthehazards203
9.4.2Assessingtherisks203
9.4.3Highintegritypressureprotection systems205
9.4.4Cybersecurityriskassessment206
9.4.5Validationandproving206
9.5Alarmmanagementsystems 207
9.6Machineryprotection 209
9.6.1Vibrationmonitoringsystem209
9.6.2Compressorandturbinecontrol systems209
9.7Measurement,andotherfunthingsto dowithinstruments 212
9.7.1Diagnostics—Isitworking?213
9.7.2Controlinthefield214
9.7.3Thegrowthofdigital communicationsprotocols214
9.7.4HART214
9.7.5Fieldbus215
9.7.6Ditchingthewires216
9.7.7Instrumentassetmanagement systems(IAMS)217
9.8Theeffectoftechnologyonprocess automation 217
10.Processautomationlifecycles
NickHarbud
10.1Planningforprocessautomation 219
10.1.1Operationsandmaintenance philosophy219
10.1.2Identifykeyautomationsystems andtechnology219
10.1.3Identifyadvancedcontrol schemes220
10.1.4Estimatesystemsize221
10.1.5Siteplanningoverall philosophy221
10.2Frontendengineeringdesign 226
10.2.1Basicautomation requirements226
10.2.2Advancedprocesscontrol226
10.2.3TheMAC,andwhyyoushould useone226
10.2.4Otherautomationsystems227
10.2.5Functionalsafety228
10.2.6Changemanagementfor processautomation228
10.3Deliveryphase,detailedengineering, andprocurement 229
10.3.1Processautomationdesign documentation229
10.3.2Automationsystemdesign andsoftwareconfiguration230
10.3.3Factoryacceptancetesting230
10.3.4Shipmentandsite preservation231
10.4Installationandcommissioning 231
10.4.1Manpowerplan231
10.4.2Infrastructureandoverheads plan232
10.4.3PASmediaplan233
10.4.4PASchangemanagement plan233
10.4.5PASsecurityplan233
10.4.6PASintegrationplan233
10.4.7PASmaintenanceplan234
10.4.8PASuseradministration plan234
10.4.9PASturnoverplan235
10.5Automationsystemoperationand obsolescence 235
10.5.1Hardwaremaintenance andobsolescence235
10.5.2Softwaremaintenanceand change235
10.5.3Disasterrecovery236 10.6Conclusion 237
11.Processautomationplatforms MikeWilliams
11.1Background 239
11.2Staffingofamanufacturingfacility 239
11.3Findingthebalance 240
11.4Thenewparadigmofautonomous operations 240
11.5Upgradingthelevelofautomation 245
11.6Wheretostartwhenconsidering investmentinhigherlevelsof autonomy 246
11.7Conclusions 247
12.Mixingandblending
StephanieShira
12.1Introduction:Whymixing matters 249
12.2Upstreamconsiderations 249
12.2.1Beforetheshafts250
12.2.2Thefirstshaft250
12.2.3Distributivevsdispersive mixing253
12.3Thesecondshaft 254
12.3.1Highspeeddispersionandlow speedscraping:Thetraditional dual-shaftmixer254
12.3.2Moreintensedispersion (doubletheshafts,quadruple thebladesofatraditional disperser):Thedual-shaft disperser255
12.3.3Dual-shaftdispersercasestudy andperformancereview258
12.4Thethirdshaft 258
12.5Additionalmixerdesign considerations 258
12.6Rheologyconsiderations 260
12.7Overmixingisjustasbadas undermixing:Knowthefinishing point 261
12.7.1Kitchenconnection261
12.7.2Casestudy:“Pancakelumps” ontheproductionfloor261
12.7.3Compensatingbehaviorsresult frominadequateproducts262
12.8Reliablescale-up 262
12.8.1Hydraulicramdischarge press263
12.9Mechanicalaspectsand troubleshooting 264
12.9.1Bladehealth264
12.9.2Understandingshear(ratesand flowregimes)265
12.10Casestudy:Whypushtoward efficiency? 266
12.10.1Theoldway:Paradigm266
12.10.2Thenewway:Breakthe paradigm269
12.10.3Whatwassaved?270
12.10.4Inconclusion:Every perspectivematters271
12.11Finalremarks 271
13.Processdevelopmentand integrationbymathematical modelingandsimulationtools
NimaYazdanpanah
13.1Fundamentalsandworkflow 273
13.2Thestepsforbuildingamathematical model 275
13.3Steady-stateanddynamic simulations 277
13.4Processsimulationfor optimization 277
13.4.1Constructionoftheoptimization problemandits components279
13.5Processdevelopmentworkflowfor continuousmanufacturing 280
13.5.1Processintegrationandsteadystatesimulation281
13.5.2Dynamicprocessmodeling andcontrol283
13.6CorrelationbetweenCQAs,CPPs, CMAs 286 References 292
14.Processsafety
KaushikBasak
14.1Lab-scaleoperations 293
14.1.1Safetyandhazards293
14.1.2Keyissuesforlab-scale operation294
14.2Pilotplantoperations 297
14.2.1Safetyandhazards297 14.2.2Keyissuesforpilotplant operations299
14.2.3Pilotplantsizing,issues, decisions,andtrade-offs301
14.3Productionscaleoperations 303
14.3.1Safetyandhazards303
14.3.2Keyissuesforproductionscale operation304 References 305
15.Processcommissioning
BadrieLuckiram,BSc,MSc,CEng,MIChemE
15.1Commissioning 307
15.2Competency 307
15.3Checkspriortothestartof commissioning 308
15.4Commissioningprotocols 308
15.5Specificprocessengineering responsibilities 309
15.6Handoveroftheplanttotheuser 309
15.7Overallrecommendationsforprocess engineers 310
Appendix:ExampleCommissioning ProtocolforanewHydrochloricAcid TankerOffloadingPump 310
16.Holisticprocessintegrationand optimization:Large-scalehybrid processapplications
UgurTuzun
16.1Introduction 317
16.2Lifecyclesofgenericactivitiesfor large-scalebulkchemicals production 318
16.3Systemsintegrationdesignfor specialtyproductsmanufactureand sales 321
16.4Gatedprocessdevelopmentwith digitalinterlinks 321
16.5Digitalcontrollifecyclesofintegrated large-scaleproductionplants 327
16.5.1Configuring communications327
16.5.2Multivariabledevices communication328
16.5.3Loopconverters328
16.5.4Multiplexers328
16.6Environmentalimpactmonitoring andcontrol 329
16.6.1Greenprocessapplicationsin processindustries330
16.6.2Industrialemissionscontrol strategiesusingdigital platforms330
16.6.3Digitalenvironmentalsensor technologies330
16.6.4Digitalplatformconstruction formultivariateprocessand environmentaldatasets331
16.6.5Couplingenvironmentaland processchemistry333
16.6.6Environmentalemissions recordsandHAZOPstudies333
16.7Systemsintegrationofplant operationswithineco-industrial parks 334 16.8Conclusions
17.Fromideato1milliontonyear commercialplant JoepFontFreide
17.1Theframework 339
17.2Theexecution 341
17.2.1Conceptandlaboratory stage341
17.2.2Microreactorstage341
17.2.3Pilotplantstage342
17.2.4Demonstrationplantstage343
17.3Atlast:Safetyfirst 344
18.Scale-upchallenges:Examples fromrefiningandcatalysis KaushikBasak
18.1Challengesinrefiningscale-up 345
18.2Challengesincatalystscale-up 348
19.Scale-upchallenges:Wastewater KaushikBasak
19.1Challengesinwastewater treatment 351 References 353
20.Hemp/biomassprocesssteps JayVanderVlugt
20.1Hempcultivationoverview 355
20.2Extraction 356
20.2.1Ethanol356
20.2.2Gaseoushydrocarbon extraction357
20.2.3Liquidhydrocarbon extraction358
20.2.4Subcriticalandsupercritical carbondioxide359
20.2.5Cosolventinjection360
20.2.6Solvent-lessprocesses360
20.2.7Drysifting360
20.2.8Coldwater(kief)extraction361
20.2.9Distillation362
20.3Innovationsandotherextraction technologies 364
20.3.1Ultrasonicprocessing364
20.3.2Hybridmicrowave365
20.3.3Targetedcannabinoidsalt precipitation365
20.3.4Winterization-purification367
20.3.5Organicsolvent nanofiltration367
20.4Cannabinoidisolation 368
20.4.1Decarboxylation370
20.5Conclusions 370
20.5.1Hazardousinstallation requirements370
20.5.2Contaminationandother processissues371
References 372
21.Techno-economicanalyses
RonLengandJohnAnderson
21.1Introduction 373
21.1.1Usesofatechnoeconomic assessment373
21.1.2Decisionmaking374
21.2Technologyassessment 376
21.2.1Definitionofnew technology376
21.2.2Feasibility:Thefirstscreen377
21.2.3Technologyscalabilityto full-scalemanufacturing377
21.2.4Technicalsuccess parameters377
21.2.5Typesoftechnologyrisk378
21.2.6Riskmanagementplan379
21.2.7Licensedtechnology382
21.2.8Investmentinastart-up technology383
21.2.9Duplicationofexisting technology:Acaution383
21.2.10Typesofprojects383
21.2.11Typesofprocess technology384
21.2.12Batchvs.continuous mode385
21.2.13Technologypackage386
21.3Makingcost-of-manufacturing estimatesduringtheearlystagesofa project 387
21.3.1Identifyingvariableandfixed costs387
21.3.2Variablecosts388
21.3.3Fixedcosts392
21.4Puttingthecoststogether:Example problems 397
21.5Handlinguncertaintiesduringearly projectstages 399
21.6Combiningcostswithrevenuesto computeeconomicindicators 405
21.6.1Introductiontoeconomic indicators405
21.6.2Thereareonlytwokey questions405
21.6.3Riskandreward:Isthereany data?405
21.6.4Financialindicators: Definitions405
21.6.5Internalrateofreturn(IRR)or discountedcashflowpercent (DCF%)406
21.6.6Finalsummary409 References 411
22.Projectmanagement
VenkataRamanujamandBobBarnes
22.1Introduction 413
22.2Theprojectengineeringprocess 413
22.2.1Integratingcourseworkin chemicalprocess engineering415
22.3Predictivetools 418
22.4Industriesservedbyprocess engineers 419
22.5Processplantcomponents 419
22.6Processsafetyandprocessengineering workflow 420
22.7Puttingitalltogetherwithpractical knowledge 421
22.7.1Selectingthesiteorlivingwith theselectionhandedtoyou421
22.7.2Siteissues423
22.7.3Commonconcerns:Funding, controlofsite424
22.7.4Communityissues:Tax incentives,salestax,resources, andworkforcesupply425
22.8Engineering:In-houseresourcesand EPCfirms 425
22.8.1Formingtheteam425
22.8.2Selectingtheengineering, procurement,andconstruction (EPC)firm425
22.8.3Theall-importantP&ID development426
22.8.4Controlsandcontrolroom concerns426
22.8.5QA/QCneeds426
22.8.6Facilitiesandequipmentfor operationsand maintenance427
22.8.7Hazardanalysis:Isitrequiredor justagoodpractice427
22.8.8Projectmanagement427
22.8.9Scheduling427
22.9Projectexecution 428
22.9.1Organizationand planning428
22.9.2Siteworkandutilitysupply428
22.9.3Foundationsandsteel erection428
22.9.4Settingequipment429
22.9.5Piping429
22.9.6Powerdistribution429
22.9.7Controlnetworkingandfield instruments430
22.9.8Projectcontrols:Schedule andbudget430
22.9.9Operatortraining430
22.9.10Commissioning,qualification batchesandtestingand start-up431
23.Decommissioning
BarryA.Perlmutter
23.1Optionsfordecommissioning 433
23.2Howtobegindecommissioning 433
23.2.1Decontamination433
23.2.2Finalstepsofthe decommissioningproject436
Index437
Contributors
Numbersinparenthesesindicatethepagesonwhichtheauthors’ contributionsbegin.
BrookeAlbin (1),Research&Development,MATRIC (Mid-AtlanticTechnology,Research&Innovation Center),SouthCharleston,WV,UnitedStates
JohnAnderson (373),Engineering&ProcessSciences, DowChemical,Midland,MI,UnitedStates
BobBarnes (413),Project&ProcessConsultant,ProvationsLLC,Gregory,TX,UnitedStates
KaushikBasak (293,345,351),PrincipalEngineer (SMPO),Shellplc.,ShellTechnologyCentre, Bangalore,India
JoepFontFreide (339),FFTechnology,Guildford,United Kingdom
AlanGabelman,Ph.D.,P.E. (13,69),GabelmanProcess Solutions,LLC,WestChester,OH,UnitedStates
NickHarbud (191,219),C.Eng.,F.I.Chem.E.,Newbury, UnitedKingdom
RonLeng (373),Engineering&ProcessScience,Dow Chemical,Midland,MI,UnitedStates
BadrieLuckiram,BSc,MSc,CEng,MIChemE (133, 177,307),Pharmaceutical&ProcessEngineer,London, UnitedKingdom
BarryA.Perlmutter (125,433),Perlmutter&IdeaDevelopmentLLC,Matthews,NC,UnitedStates
VenkataRamanujam (413),McDermottInc.,Houston, TX,UnitedStates
JoseM.Sentmanat (113,125),LiquidFiltrationSpecialist, LLC,Conroe,TX,UnitedStates
StephanieShira (249),MyersMixers,Cudahy,CA,United States
UgurTuzun (317),ChurchillCollege,Universityof Cambridge,Cambridge,UnitedKingdom
JayVanderVlugt (355),CannabinoidSciences,Nectar HealthSciencesInc.,Victoria,BC,Canada
MikeWilliams (239),ProcessAutomation,ARC Advisory,Dedham,MA,UnitedStates
NimaYazdanpanah (273),EngineeringandDevelopment, Procegence,ChevyChase,MD,UnitedStates
HongbenZhou (145),BHS-SonthofenProcessTechnologyGmbH&Co.KG,Herrsching,Germany
Preface
Overmycareerof40yearsintheprocessindustry,writinghasalwaysbeenapassionforme.Itrepresentsanopportunityto conveyconcepts,ideas,andtechnicalinformationinamannerthatmakessensetotheaudience.WhileIneverhadany formalizedjournalismorwritingtraining,thisskillsomehowdevelopedonitsownthroughmycontinuinglearning, reading,andspeaking/presentingonthetopicsofsolid-liquidseparation,centrifugation,drying,andotherprocess equipmentandtechnologiesaswellasbusinessdevelopmentandinnovation.Thisworkhasspannedover40countries on6continents.
IbeganwritingwhenIwasayoungEnvironmentalScientistwiththeUSEnvironmentalProtectionAgency(USEPA). Duringthoseyears,IissuedCodeofFederalRegisterrulesandjustifications,approved,ofcourse,bytheBranchManager andeventuallytheRegionalAdministrator.Severalofmyreportsarestillavailableshouldyoubeeagertoread“EPA905/ 5-81-002:EconomicImpactofImplementingVOCGroupIIRulesinOhio”or“EPA905/9-82-005:AirQualityNonAttainmentAreasinRegion5.”
FromtheUSEPA,IjoinedPallCorporationandcontinuedmywritingintheirmarketinggroupwhereIissuedmyfirst filtrationpaperin1982,WER5300—PrinciplesofFiltration.ThispaperhadtobeapprovedbyDr.Pallbeforeitwasissued. Mywritingcontinued,andoneofmytaglineswas“liketheSheriffintheWildWest,myroleistobringorderfromchaosin thefiltrationindustry.”
Mytechnicalandmarketingapplicationarticles—morethan150todate—culminatedin2015withthepublicationof myfirstbookforElsevier,thehandbookof Solid-LiquidFiltration.PartofElsevier’sPracticalGuidesinChemicalEngineering,whereeachbookprovidesafocusedintroductoryviewonasinglesubject,theHandbookrequiredalmost1yearto write.Thefunandchallengeofthattaskhavefurtherbeenrewardedwithyear-to-datesalesofmorethan900copies.
Nowhereweareatthecurrentbook, IntegrationandOptimizationofUnitProcessOperations.Onthestrengthofthe handbook’smarketacceptance,Elsevieraskedmetoproposeasecondbook.Theysuggestedthatbaseduponmy experience,Ieditabookuniquetothechemicalprocessindustry(CPI).Iwelcomedtheopportunity.
Theprobleminthemarketplace,asIseeit,isthetypeofengineerstrained.Intheearly1970s,companieswantedstaff withan“I-shaped”skilllevel.Someonewith“I-shaped”skillshasadeep(vertical)expertiseinoneareaandpracticallyno experienceorknowledgeinotherareas.Thispersonistypicallyknownasaspecialist.Inthe1980s,theindustrywanted “T-shaped”professionals.TheverticalbarontheTrepresentsstrongknowledgeinaspecificdiscipline.Thehorizontalbar representsawide(horizontal)yetshallowknowledgeinotherareas.Thisallowsthepersontobeabletocollaborateacross otherdisciplinesandacquirenewskillsorknowledge.Now,however,withtherapidproliferationoftechnological advancesandthecross-disciplinarynatureofwork,weneed“Key-shaped”engineerswhohaveseveralareasofexpertise withvaryingdegreesofdepth.Thisbookaddressesthisneed.
First,whatthisbookisnotisanothertextbookfordesigningequipmentandtechnology.Therearemanyreferences, universitycourses,etc.,forthisworkandteachingthe“nutsandbolts”ofpumps,heatexchangers,distillationtowers, thermodynamics,etc.
Thisbooktakesadifferentapproachtoshareup-to-dateandpracticalinformationonchemicalunitoperationsfromthe R&Dstagetoscale-upanddemonstrationtocommercializationandoptimization.Ateachstage,theinformationpresented differsasthetechnologyandissuesfacedatthelabscalechangeincommercializationandoptimization.Thisbooktakesa broaderviewandencouragesa“Key-shaped”approachtochemicalengineering.
Asthechemicalindustrychangesandbecomesmoreintegratedworldwide,informationexchangeisneeded.This exchangemustincludenotonlyprinciplesofoperation,butalsopracticalknowledgetransfer.Thisbookaddresses thisneed.
EngineersmustbeabletoaskquestionsofI-shapedandT-shapedprofessionalstodevelopcreativesolutions.Thisbook addressestheneedsofengineerswhowanttoincreasetheirskilllevelsinvariousdisciplinessothattheycandevelop, commercialize,andoptimizeprocesses.
Sometheoryisincludedtoprovidethenecessarybackgroundofthespecificunitoperation,butasstatedpreviously,this isnotthemainemphasis.Eachchapterdiscussespracticalaspectsandillustratestheimpactsofupstreamprocessdecisions ondownstreamoperations.Chaptersalsoincludetroubleshootingateachprocessstageandsuggestquestionstoaskto developcreativesolutionstoprocessproblems.
Theengineerusingthisbookwillbeabletotakethecontentandapplyittothetaskathand.Forexample,ifyouare workingonaprocessandneedinformationonelectricalandcontrols,youwillfindthis.Ifyouareanewprojectmanager, youwillfindachapteronhowtodevelopaprojectfrombeginningtofinalacceptanceandstart-up.Whetheryouareastartuporproducingmillionsoftons/year,youwillfindthenecessaryguidance.Ihopethatthiswillbeyour“go-tobook”along thewayasyougrowandexpandyourskillsandcareer.
Theorganizationofthechaptersfollowsthatofachemicaloperatingcompanynomatterthesizeoftheoperation.It beginswithcrystallizationandfermentation.Then,therearediscussionsoftheprocessequipmentfollowedbyautomation, mixingandblending,processmodelingandsafety,andcommissioning.Wethendiscussoptimization,projectmanagement,techno-economicanalysis,and“puttingitalltogether.”Thebookconcludeswithachapterondecommissioning whichisimportant,asprocesseschange,productschange,andthemarketitselfchanges.
Twomoretopicsinthebookdeserveaseparatemention.First,thereisachapteronhemp,cannabis,CBDorcannabidiols,andbiomass.Thisisanewandflourishingindustry,andmanyofthereadersofthisbookmaybedrawnintothis processarea.Finally,wediscusssustainabilityandholisticintegrationandoptimizationofchemicalprocessesandconsumerproductmanufacturing.Thischapterexplorestheimpactsofenvironmental,socio-ecological,andeconomicissues ondecisionmakingrequiringtheapplicationofholisticsystemsmodelinginprocessandproductdesigntoevaluatethe relatedconsequences.
Finally,thetext,asyouwillsee,variesfromchaptertochapter,asallcontributingauthorscomefromdifferingbackgroundsandexperiences.This,Ibelieve,itoneofthegreateststrengthsofthisbook.BesidestheUnitedStates,wehave authorsfromIndia,Germany,UnitedKingdom,Ireland,Netherlands,andCanada.Theirexperienceencompassesprocess engineers,technologysuppliers,plantmanagers,academia,governmentalagencies,consultants,andstart-uptoFortune 500companies.Eachauthorbringsauniqueapproachtoproblemsolvingandplantoperations.Anapproachandexpertise theyhavesograciouslytakenthetimetoshare.
Asoneauthorcommented:“We,asacommunity,reallyhavearesponsibilitytohelpandsupportyoungerengineers and/orpeoplewhoarethinkingofgoingintotheprofession.Weparticularlyneedtomentorpeoplefromnon-traditional backgroundswhojustneedsomeencouragementandsupport,otherwisethereisthedangerofthembecomingdiscouraged andfallingawayfromtheprofession.Weneeddiversityinthisprofession.”
Thisbookembracesthatdiversity.Thankyoutoalltheauthorswhospenttimeresearchingandwritingtocontribute yourchapters.Youarethebackboneofthisbook.Ihaveenjoyedworkingwithyouandtrulyhopethatourpathswill crossagain.
ThankingeveryoneI’veworkedwithovermy40yearsfortheirguidance,influence,help,andassistancewouldtakea bookitself.AsIreflectonmycareerandthemanyworldwidefriendsthatIhavehadthepleasureofmeetingoverallthese years,Iamtrulygratefultoeachoneofyou.Letmesaythattheword“friends”inmymindarecolleagues,customers, competitors,suppliers,publishers,editors,andmanyotherswhohavehelpedmetosucceed.Ihavebeenfortunatethrough hardwork,longhours,andapersonalgoalofmakingeachandeveryoneofourcontactsaninformativeandproductive experiencetobuildmanylong-lastingrelationshipsand,moreimportantly,invaluablefriendshipsoveralltheseyears.It hasbeentheserelationshipsthatkeepmestrivingtogivebacktoourengineeringcommunity.
Aheartfeltthankyoualsotomyparents,mywifeMichelle,andmyfamily,friends,trainers,andyogisforsupportingme alltheseyearsandbeingpartofmylife.Youallhaveheardthestories,andwhileyoumaynothavefullyunderstoodall,you havebeenthereformeforever.Thankyou,thankyou,andthankyouagain.
InowmustgiveonefinalthankstoJennGodduwhostartedwithmein2014asmytechnicalassociate,editor,friend, andall-aroundwriterasIpublish,blog,post,andtweet.Herskillsarecompletelybeyondreproach.
And,tothereadersofthisbook,Ihopethattheinformationfromtheexperiencesofthecontributingauthorswillhelp youtosucceedinyourcareersandpersonalgrowth.Thankyou.
BarryA.Perlmutter,Editor
Perlmutter&IdeaDevelopmentLLC,Matthews,NC,UnitedStates
Crystallization
BrookeAlbin
Research&Development,MATRIC(Mid-AtlanticTechnology,Research&InnovationCenter),SouthCharleston,WV,UnitedStates
Crystallizerprocessdesignrequiresattentiontomanyvariedfactors.Thischapterdiscussesfundamentalsandlaboratory scaleprocessdevelopment,pilotscalecrystallizationstudies,andcommercializationofcrystallizationprocessestoprovide anoverviewoftheconsiderationsinthisareaofsolidsprocessing.
1.1Fundamentalsandlaboratoryscaleprocessdevelopment
Thedesignofanindustrialcrystallizationunitdependsgreatlyonthecharacteristicsofthefeedsuppliedfromtheupstream processandhasdirectconsequencesfordownstreamoperations.Forthisreason,bothnarrowandbroadperspectivesare neededtoensureadesignthatwillbeimplementedsuccessfully.Thecrystallizeroperationmustberobustwithintheentire rangeofoperatingconditionsitissubjectedto.Forexample,ifupstreamconcentrationvaries,thecrystallizermustbeable torespondtothatinsomewayinordertocontinuetooperatesmoothlyandnotcauseupsetsdownstream.
Thedesignofacrystallizerstartsinthelaboratory.Thelabsettingoffersmaximumflexibilityformakingchangesto design,adjustingconditions,andcloselyobservingbehaviorofthesystem.Laboratorycrystallizerequipmentisoftenconstructedofglass,whichprovidesasignificantadvantageinearlystagesofprocessdevelopmentwhenmuchcanbelearned byvisualinspection.Nucleation,crystalgrowth,agitation,slurrythickness,andtendencyforfoulingcanallbestudied insitu.Rangesforoperatingconditionscanstarttobeapproximatedoftenwithinthefirstfewtests,andmanyitemsof concerncanbeidentifiedatthisstagesoproperdesignconsiderationscanbemade.
1.1.1Crystallizerdesignbasics
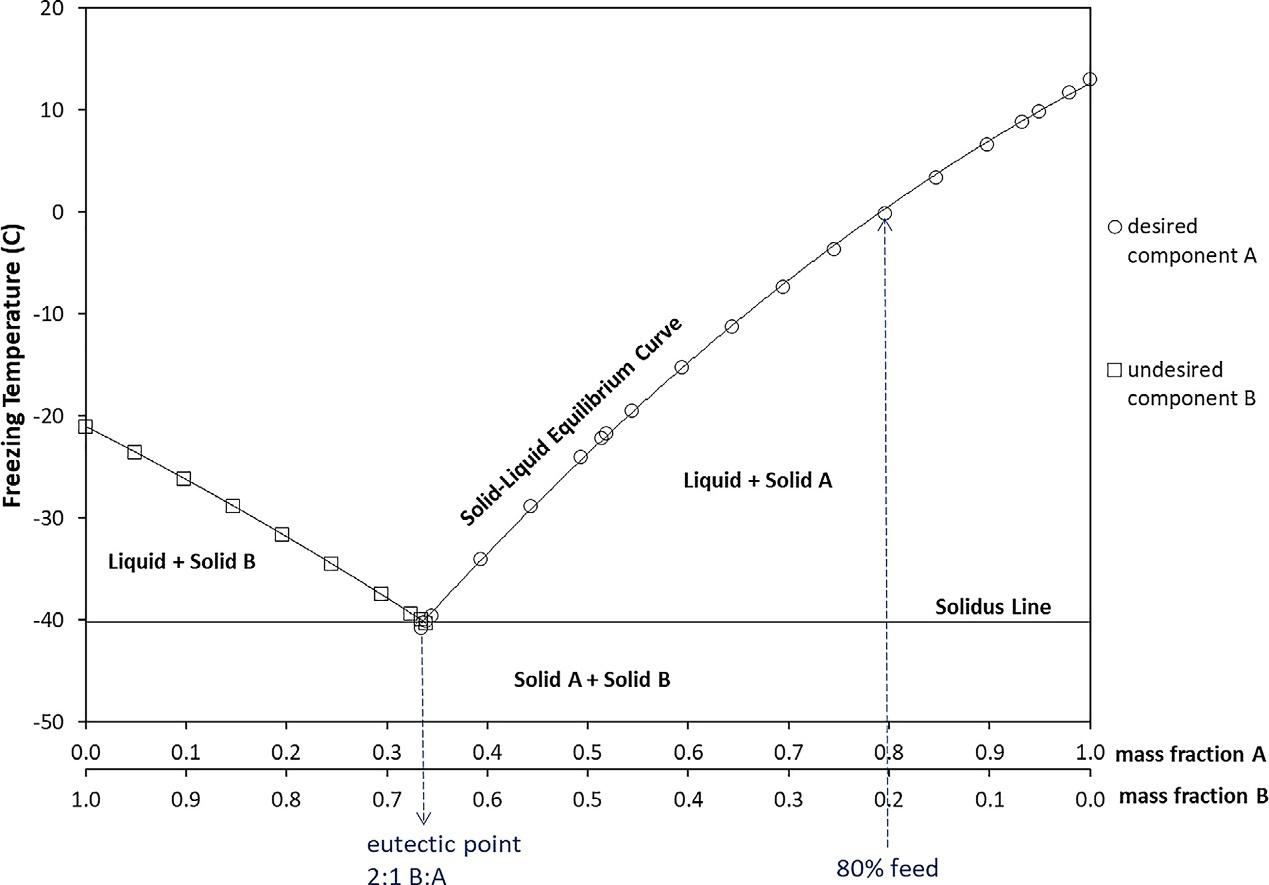
Crystallizationisachievedbyexploitingdifferencesinsolubilityofcomponentsinasolution.Itcanbeausefulmethodfor separatingcomponentsorpurifyingaparticularmaterial.Itisoftenusedforrecoveringasolidproductofhighpurity,butin somecases,theobjectiveistoremovesolidimpuritiesfromaliquidstream.Ineithercase,theseparationoccurswhen supersaturationisgeneratedtosolidifyonecomponentinpureform.Thisprocessisgovernedbythephysicalproperties ofthecomponentsinthesolution.Aphasediagramistheidealstartingpointfordevelopinganycrystallizationprocess. Aphasediagramforatypicalbinaryeutecticsystemisshownin Fig.1.1.Itshowsthesolid-liquidequilibriumdata (solubilitycurves)foreachofthemajorcomponentsinsolution.Thisprovidesimportantinformationregardingtheconditionsrequiredforcrystallizingthedesiredcomponent,anditestablishesthelimitsofwhatcrystallizationcanachievein termsofyield(recovery).Forasolutionofagivenconcentration,thediagramindicatesthetemperatureatwhichcrystallizationwillbegin.Iftemperatureisloweredfurther,moresolidswillform,leavingalessconcentratedliquid(mother liquor)behind.Thetheoreticalyieldcanbedeterminedbyperformingamaterialbalancethataccountsforthestarting concentrationofthesolutionandendingconcentrationofthemotherliquoratagivensetofconditions.Theeutecticindicatesthepointatwhichbothcomponentswillcrystallizeandseparationcannotbeachieved.Thisrepresentstheconditions atwhichthemaximumtheoreticalyieldcanbeattained.
Considertheexamplein Fig.1.1,whichassumesafeedsolutioncontaining80wt%ofcomponentA.Purecrystalsof componentAwillstarttoformasthesolutioniscooledto0°C.CrystalsofcomponentAwillcontinuetoformastemperatureislowereduntilthesolutioniscooledtoitseutecticpointat 40°C.Atthispoint,bothAandBwillcrystallize, producingasolidphasethatcontainsa2:1ratioofB:A.
Phasediagramscansometimesbefoundintheliterature,butitispreferredthatsolubilitydataaregeneratedexperimentallytoensuretheyarerepresentative.Thisespeciallyappliestofeedsthatcontaingreaterthan1%–2%ofimpuritiesor havemorethantwocomponents,sincethephysicalpropertiesaremorelikelytobeaffected(Bamforth,1965).
Todeterminesolubilityexperimentally,thesolutionissubjectedtoatemperaturesufficientforinducingcrystallizationand isallowedtimetoequilibrate.Asolid-liquidseparationisperformed,andtheresultingmotherliquorisanalyzedto determinetheresidualconcentration.Thus,byrepeatingthisatvarioustemperatures,freezingtemperatureversusconcentrationcanbeplotted.Lesspreferably,areasonableestimateoftheoreticalsolubilitydatacanbecalculatedusingthevan’t HoffEquation,where x2 isthesolublemassfraction, D Hf istheheatoffusion, R istheidealgasconstant, T issaturation temperature,and TM isthepuremeltingpointtemperature.
H f RT T T M 1
Theoreticaldatacanprovideusefulinsightinthepreliminarystagesofdevelopment,butitisrecommendedthatdataare laterverifiedinthelaboratory.
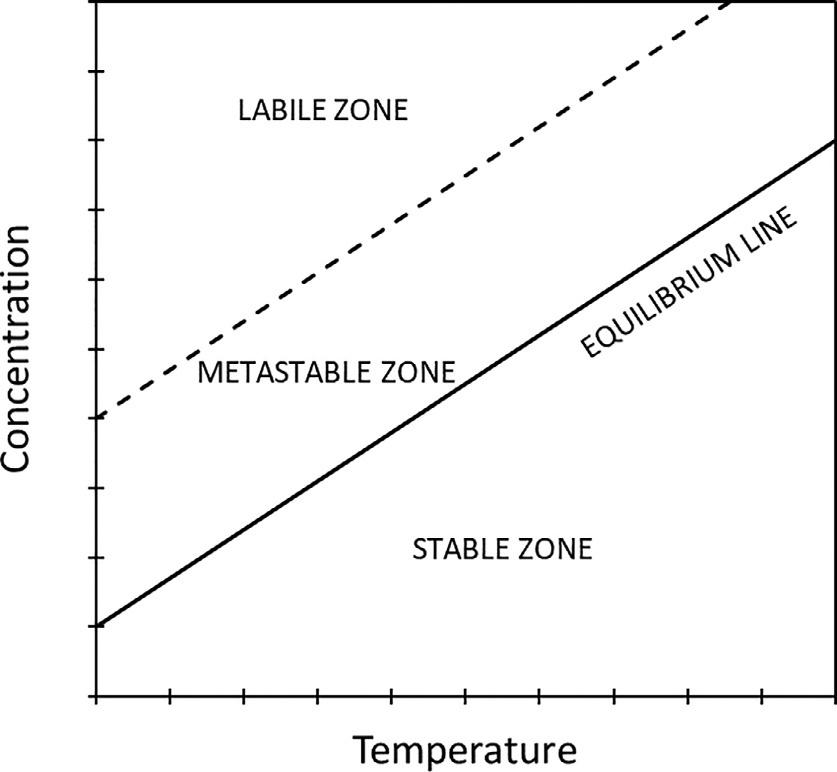
Whendevelopingacrystallizationprocess,itisalsoessentialtodefinethemetastableandlabilezones. Fig.1.2 depicts thesezonesonaphasediagram.Themetastablezoneindicatestherangeofconditionsinwhichasolutioncansustain supersaturation.Chemicalsolutionswithlargemetastablezonesrequireconcentrationsthatgreatlyexceedequilibrium beforenucleationspontaneouslyoccurs.Supersaturatedsolutionsoccurringinthemetastablezonearestableunlessdisturbed.Thelabilezonerepresentstheregionbeyondthethresholdconcentrationatwhichthesupersaturatedsolutionwill nolongerremainstableandnucleationwillautomatically“kick-off.”Whenhighlysupersaturatedsolutionsself-nucleate, theyarelikelytoundergoarapid,uncontrolledcrystallizationthattendstoproducefinecrystalsofpoorquality.In commercialprocesses,thisgenerallymustbeavoided.Therefore,seedingisfrequentlyusedtoenableamorecontrolled crystallizationthatpreventsexcessivenucleationandpromotesgoodcrystalgrowth.Seedinginvolvestheadditionof homogeneousorheterogeneouscrystalstoactasnucleationsitesforgrowingcrystals.Tobeeffective,seedcrystalsshould beaddedwhileoperatinginthemetastablezone.
Theseconceptsareoftenpresentedintheclassicundergraduatechemistrylabexperimentinwhichasupersaturated solutionispreparedandscratchingthesideofabeakerorflaskinitiatescrystalformation.Inthisexample,thescratching freestinyglassparticlesthatcanactasseedcrystals.Oncecrystalsbegintoform,thesoluteconcentrationdecreasesand, givenenoughtime,thesolutionwillreachequilibriumandsupersaturationiseliminated.
FIG.1.1 Atypicalbinaryeutecticphasediagram.
FIG.1.2 Phasediagramshowingthestable,metastable,andlabilezones. Crystallization Chapter 1 3
Bystudyingthephasediagram,onecaninferthatchangingeithertemperatureorconcentrationisnecessarytoaccomplishsupersaturationandinitiatesolidsformation.Infact,thisisthedesignbasisofmostcrystallizerunits.Traditional industrialcrystallization,thefocusofthissection,commonlyoperatesonthebasisofevaporation,indirectcooling,or evaporative(direct)cooling.Thebestapproachforagivensystemisdeterminedbyitssolubilitydata.Whenthesolubility changesverylittleasafunctionoftemperature,evaporationwillberequiredforgeneratingsupersaturation.
Ontheotherhand,whenthesolubilityisastrongfunctionoftemperature,coolingisappropriate.Aruleofthumbisto chooseevaporativecrystallizationwhensolubilitydecreaseslessthan0.005g/g °Candtousecoolingcrystallizationwhen thedecreaseisgreaterthan0.005g/g °C(Genck,2011).Evaporativecoolingisusuallypreferredtominimizethetendency forfouling.However,sometimesevaporativecoolingisnotpracticalbecausetherequiredvaporpressureistoolow,the materialisunstableatthetemperaturerequiredforevaporation,orduetootherlimitations.Inthatcase,indirectcooling shouldbeconsidered.Otherlesscommontypesofcrystallizationincludesaltingout,reactivecrystallization(precipitation),andcrystallizationfromthemelt.
Crystallizationprocessescanbedesignedtooperateinabatchmodeorcontinuousmode.Batchoperationoffersthe mostflexibilityandissuitedwelltosmallerproductionunits.Continuousoperatingmodehasamuchnarrowerrangeof operatingconditions,butitisoftenmorecost-effectiveforlargescaleproductionandcanbesimplertooperatesinceitruns atsteadystate.Unitsthatproduceroughly10–15MMlbs/yearormoreareoftencandidatesforcontinuousoperation. Rarely,batch-automaticoperationisemployedinsomespecializedsystems,suchasthefallingfilmmeltcrystallizer. Inthiscase,thecrystallizeritselfoperatesinbatchmodebutcanbeintegratedseamlesslyintoacontinuousprocessby usingmultipleholdingtanksandinvolvingcomplexsequencing.
Themostcommoncontinuouscrystallizerisaforcedcirculation(FC)crystallizer.Thistypeofcrystallizerinvolvesthe simplestdesignandisusedforstraightforwardprocessesthatdonothaverestrictiveparticlesizerequirements.Forced circulationcrystallizerstypicallyproduceparticlesizesrangingfrom105to500 mm(Genck,2004).Whenlargercrystal sizeisimportant,otherdesignssuchasadraft-tubebaffle(DTB)orOSLO(Krystal)aremoresuitable.Thedraft-tubebaffle designproducescrystalsizesontheorderof300–4000 mm,andanOSLOcrystallizergivesacrystalsizerangeof 180–4000 mm(Genck,2004).Bothdesignsincorporateclassifiedproductremovalmethodsthatseparateproductbased onsettlingvelocitiestoyieldlargercrystalsizeandnarrowercrystalsizedistribution(CSD).Finesdestructioncanalso beimplementedineitherofthedesignstofurthercontroltheCSD.Perry’sChemicalEngineers’Handbookprovidesa thoroughreviewofvariouscrystallizerdesigns.“AClearerViewofCrystallizers”byGenckisrecommendedforadditional reading.Vendorwebsitesalsoprovideusefulcontentonthistopic.
1.1.2Crystallizerdesigntradeoffs
Theprimarydesigncriteriaforacrystallizerincludepurity,yield(recovery),andcapacity.Sincetheseaspectsofacrystallizationprocessareinterrelated,prioritizationisimportantforstrikingtherightbalanceindevelopingaviableprocess. Forexample,extremepuritymaybeattainable,butitoftencomesatthecostofyieldandthroughput.Extrarecrystallization stepsmightberequiredtoreachthehighpurity,resultinginlossofyieldwitheachadditionalprocessingstep.Operations willbecomemoreintensiveandthroughputwilldecrease.Likewise,ifyieldisthemainfocus,itmightmakesensetocompromiseonpurityandthroughput.Sincehighratesofrecyclemightbeneededtoachievetheyield,impuritieswouldbe expectedtogoup,soachievinghighpuritybecomesincreasinglydifficult.Anotherobviousfactoriscost.Ifallthreecriteriaaremaximized,bothcapitalcostsandoperatingcostscaneasilybecomeprohibitive.
Nonetheless,therearemeasuresthancanandshouldbetakentopromoteoptimizationoftheoverallsystemin termsofpurity,yield,andcapacityfactors.Tobeginwith,a crystallizationprocessmu stbedevelopedtofacilitate sufficientcrystalgrowth.Someproc essesdemandstrictspecificationsf ortheCSD.Evenifitisnotspecified, acceptableparticlesizeandshapearealmostalwayscriticalfactorsforensuringgoodperformanceinthecrystallizer anddownstream.
Bothnucleation(theproductionofnewparticles)andgrowth(increasingthesizeofexistingparticles)arecriticaltothe finalCSDthatisobtained.Thelevelofsupersaturationneedstobecontrolledcarefullytogiveacceptableratesofnucleationversusgrowth.Whenparticlesform,thegoalistorelievesupersaturationprimarilybydepositingmoleculeson existingparticles.Thisresultsinparticlegrowthinsteadofproducingmoresmallindividualcrystals.Toachievethis,crystallizationshouldbecarriedoutinthemetastableregion.Ideally,aconstant,minimalamountofsupersaturationshouldbe maintained,whetherbatchorcontinuousmode,toachieveadesirableCSDandproduceconsistentresults.Ifgrowthistoo fast,inclusionsandocclusionscanoccur,hinderingpurity.Inclusionsareimpuritiesthatarechemicallyincorporatedinto thecrystalstructure.Occlusionsarethosethatarephysicallytrappedinsideacrystal.
Ifsupersaturationistoohighandoperationsshiftintothelabileregion,nucleationcanbeinducedsuchthatsignificant finescan“crashout”ofsolution.Thisleadstovariousproblemsandultimatelynegativelyimpactspurity,yield,and capacity.Seedingcanbeessentialforcontrollingsupersaturationduringstartupsothatacceptableprocessperformance isattained.Otherwise,highsupersaturationcouldberequiredtoinitiatecrystalformation,potentiallycausingoneofthese uncontrollednucleationeventsinwhichhighnumbersoffinesareproduced.
Inbatchprocesses,seedingisoftenperformedatthestartofeachbatchtomanagesupersaturation.Afterstartup,the coolingorevaporationratedictatesthelevelofsupersaturation.Inaddition,residencetimealsoinfluencesgrowthand particlesize.Adequateresidencetimeforgrowthisessential.Incontinuousprocesses,whenconditionsareconstant,supersaturationiscontrolledbymanyvariablesincludingslurrydensity,mixing,andresidencetime.Sincegrowthoccursatonly 2 mm/min,residencetimescommonlyrangefrom1to10h(AmericanInstituteofChemicalEngineers,2019).Theimportanceofslurrydensitywithrespecttogrowthrelatestotheabilityofmoleculestofindanexistingparticleuponwhichto solidifyandgrowversusproducinganewparticle.
Agitationandcirculationarefactorsthathavebothchemicalandmechanicaleffectsonparticlesize.Properagitation andcirculationmustbeusedtodispersesupersaturationandmaintainsolidsinsuspension,butexcessivemixingcancause mechanicalabrasionandcrystalbreakageandcanpotentiallyinducesecondarynucleation.Primarynucleationrefersto crystalproductionthatoccursduetosupersaturation,whilesecondarynucleationoccursduetocrystal-crystalcollisionsor crystal-impellercollisions.
Evenifreasonabledesignconsiderationhasbeengiventotheabovefactors,sometimesfurtherimprovementstothe CSDareneeded.ProductclassificationenhancestheCSDbyremovingtheproductslurryfromalocationinwhichsettling occurs.Afinesdestructionsystemisoftenassociatedwithaclassifyingcrystallizer.Finesdestructiondissolvessmallparticlesbyheating(ordilution)andreturnssupersaturatedsolutiontothesystemwhereitencountersexistingparticlesthat growlargertoabsorbthesupersaturation. Fig.1.3 showsaDTBcrystallizerthathasaclassificationzoneandincorporates finesdestruction.Inthisdesign,largerparticlesaretakenasproduct,andfineparticlesareremoved,redissolvedintheheat exchanger,andrecirculatedbacktothecrystallizer.Anelutriationlegisanothertypeofclassifierthatisusedinsome crystallizerstoincreaseitsclassifyingcapability.Anelutriationleg,sometimesreferredtoasa“saltleg,”canbeintegrated intovariouscrystallizerdesigns,asin Fig.1.3.Itoperatesbasedonfluidizationofparticlestoachieveseparationdueto particlesize(i.e.,settlingvelocity).
Productioncapacityrequirementshelpestablishthefoundationforthecrystallizerdesign.Itisimportanttohaveawelldefinedmaterialbalancetodevelopasystemwiththedesiredcapacity.Onceequipmenthasbeenspecified,changestoany ofthesystemvariablescanlowerthesystem’sprocessingcapacity.Changestofeedrateorfeedconcentrationwilldirectly impactproductioncapacity.Practicalupperlimitsmustbeimposedforfeedratetoensurethatthesystemperformswelland meetstheperformancetargetsforparticlesize,purity,andyield.Thoughmostsystemscanmanageadecreaseinvolumetric
throughput,therecanbeunintendedconsequences.Inacontinuoussystem,iffeedratesbecometoolow,residencetimes couldincreasetothepointthatcrystalbreakagebecomesdetrimentaltotheCSDandcanbeproblematicfordownstream solid-liquidseparation.Inadequateheattransfercanalsolimitthroughput,creatingbottlenecksthataffectdownstreamprocessing.Feedconcentrationnotonlyhasadirectbearingonthematerialbalance,butitwillalsoaffectslurrydensity,in turn,affectingsecondarynucleationandcrystalgrowthandhavingimplicationsonsolid-liquidseparation.Inbatch systems,residencetimeisanimportantfactorneededforestablishingbatchcycletimeanddeterminingcapacityoftheunit.
Oftenacrystallizersystemwillcomprisemorethanonecrystallizerstage.Multiplerecoverystagesmightbenecessary toachievethetargetyieldswhilelimitingtheslurrydensitytoamanageablelevel.Thus,additionalcoolingorevaporation willbeconductedinsubsequentstagestorecoveradditionalcuts(crops)ofcrystals.Thiscaseusuallyoffersanopportunity forheatintegrationamongstages.Similarly,crystalpurityrequirementscannecessitateadditionalpurificationstages, knownasrecrystallization.Recrystallizationconsistsofdissolvingcrystalsbackintosolutionsotheycanbecrystallized againtofurtherrejectimpuritiesandimprovequality.
Recycleiscommonincrystallizationandisprimarilyusedtoenablehigheryields.Itisoftenagoodsolutionwhenone ormoreofthefollowingsituationsapply:
l Thetargetforproductrecoveryisveryhigh.
l Solubilityofthedesiredcomponentinsolutionishighenoughthatitcannotberecoveredatpracticaloperatingconditions(temperatureorpressure).
l Theavailableutilitiesrestricttheoperatingconditionssuchthatvacuumisnotlowenoughorthecoolingwatertemperatureisnotlowenoughtoreachthetemperaturesneededtorecoverthetargetamountofproduct,orsteamlimitations resultininadequateevaporation.
l Thesolutionissubjecttodegradationatthetemperaturesneededforfurtherconcentration(whenevaporationisused).
Thedrawbacksofrecycleincludetheneedforlargerequipment(toprocessthehigherfeedrateswhilemaintainingadequateresidencetime)andthepotentialnegativeeffectonqualitysincetheimpurityconcentrationswillincrease.Apurgeis necessarytopreventimpuritiesfromcontinuingtobuildupinsolution.
Atthelaboratoryscale,recyclecanbedifficulttostudy.Atthelabstageofprocessdevelopment,testsarefrequently conductedwithastep-by-stepapproachinwhichthevariousstagesarerunindependently.Moreover,truecontinuousoperationisoftenimpracticalatverysmallscalesbecauseofthedifficultyincontrollingverysmallflowratesandmaintaininga
FIG.1.3 DTBcrystallizerwithanelutriationleg.
balancedsysteminventory.Forcrystallizationinparticular,smallcontinuouslabunitsusingsmalltubingdiameterandlow slurryflowratesarepronetoplugging.Thus,recycleisbestdevelopedinthepilotplant,whereoperationsaremorerepresentativeofacommercialprocess.
Anotherimportantaspectofdesigningacrystallizersystemissolid-liquidseparations.Filtrationorcentrifugationare typicallyused,andthechoiceoffilterorcrystallizerdesignwilldependonmanyfactors.Crystalsizeandshape,density, slurrythickness,andrequireddrynesswillallbeconsidered.Goodseparationefficiencyisneededtoprovideadequate productpurity,dryness,andyield.
Laboratoryscalevacuumfilters,pressurefilters,andbasketcentrifugesareavailableandaregoodchoicesforpreliminarytesting.However,thesearenotrepresentativeofcommercialequipment.Theytypicallyonlyoperatebatchwise,and theG-force,pressure,orvacuumconditionscommonlyusedinalabsettingareoftenimpracticalatlargescale.
Typically,5–10wt%ofmotherliquorisretainedonthecrystals,andsomesolidsretainsignificantlymore.Sinceseparationefficiencyisnever100%,washingthecrystalsistypicallycarriedouttohelpremoveimpuritiespresentinthe residualmotherliquor.Mostoften,thewashmediumwillbethesamesolventascontainedinthefeed.Extensivewashing canresultindecreasedrecovery,particularlyiftheproductishighlysolubleinthewashsolvent.Therefore,thequantityof washwatershouldbelimitedtotheminimumamountneededforproducingacceptablequalitycrystals.Tomitigatethis loss,usedwashwater(orotherwashsolutions)canberecycledbacktothecrystallizers.Sometimesanotherliquidinwhich thesubstanceisrelativelyinsolubleisusedforwashingtopreventdissolution,butthistypicallyrequiresasolventrecovery unitwhichaddscostandcomplexity.Solid-liquidseparationandwashingoperationsarealsobeststudiedinthepilotplant whentheequipmentdesignsaresimilartothatofacommercialplantandthematerialbalancehasbeendefined.
1.1.3Upstreamvariablesaffectingcrystallization
Mostunitoperationsaredesignedtooperateproperlywithinalimitedrangeofconditionsandwhensystemvariablesdrift outsidethatrange,itcanbedetrimentaltoperformance.Crystallizationisnoexception.Thepotentialforupstreamvariationsshouldbeunderstoodandconsideredinthedesignphase.Someflexibilityindesignmaybefeasible,butoperating constraintswillneedtobeestablishedtoensureacceptablesystemperformance.Anychangeinthefeedthatentersacrystallizercanpotentiallyimpactthecrystallizeroperation.Feedpropertieslikefeedrate,soluteconcentration,impurityconcentration,viscosity,andtemperaturecancompromiseoperationandaffectproductyield,capacity,andquality.
Generally,abatchsystemismoreflexibleandcanbetteradjusttochangesinthefeed.Acontinuoussystem,however,is intendedtooperateatsteadystateoveranarrowrangeofconditionsandisnotabletotoleratesignificantvariationsinits feedcompositionorotherproperties.Manysystemsareverysensitivetothesechangesanddeviatingfromthestandard operatingwindowcanhaveasevereimpact.Specialaccommodationsshouldbemadetoeitherminimizechangesordesign thesystemtohandlevariability.Processcontrolstrategies(Zhangetal.,2014)oradditionalprocessingstepscanbeimplementedtoassurethesystemoperatessmoothly.
Inthelaboratorysetting,range-findingexperimentscanbeconductedtogaininsightregardingacceptablerangesof operation.Later,whenmultipleunitoperationsareintegratedinthepilotplant,itbecomesfeasibletoassessthenatural extentofvariation,evaluatemitigationmethods,andultimatelydemonstratethatconsistentperformancecanbeachieved. Ataminimum,therangesoffeedrates,composition,andtemperatureoftheincomingfeedmustbeknownandaccounted forinthecrystallizerdesign.Asnotedabove,achangeinfeedrate(throughput)caneasilyupsetacrystallizationsystem.Feed ratechangescanoccurwhenthereareinterruptionsorbottlenecksupstreamandmustbeplannedforinadvance.Iffeedrate increasesandthesystemdoesnotadjust,theresidencetimewillbereduced,andcrystalgrowthcanbehindered.Supersaturationwillrise,andalthoughthegrowthratewillincrease,theincreaseinnucleationrateisexpectedtobegreater(Ny ´ vlt, 1992).Evaporationorcoolingcapacitymightbeinadequate,andthiswillbereflectedintheslurrythicknessandproduct yield.Insufficientslurrythicknesscanimpactcrystalgrowth,favoringnucleationratherthangrowth.
Conversely,areductioninfeedrateistypicallyeasiertomanagebutwillresultinhigherresidencetimeifnoadjustment ismade,whichmayormaynotbeacceptable.Operatingwithsignificantturndowncanbedifficult.Loweringtheliquid leveltomaintainanappropriateresidencetimemightbeagoodwaytomanageareducedfeedrate,dependingonthe crystallizertype.Shuttingdownacontinuouscrystallizershouldbeavoidedwheneverpossible,sinceittakessignificant time( 10residencetimes)toreachsteadyoperationuponrestart.Surgetanksmightberecommendedtoprovidemore flexibilityinmoderatingswingsinfeedrates.
Onecanenvisionmanyscenariosinwhichfeedconcentration(i.e.,soluteconcentration)mightvary,suchaswhenthere isadisturbancethatcauseslowerselectivityinanupstreamreactionstep.Feedconcentrationcanaffectoperationinseveral ways.Incrementalincreasesinfeedconcentrationcanpotentiallyincreaseproductyield.However,asconcentrationrise becomesgreaterandexceedsthelimitsofthecrystallizerdesign,itispossibleformanyproblemstooccur.Risingconcentrationwillincreasesupersaturation,affectingparticlenumberandsize.Asnotedabove,assupersaturationincreases,
growthratewillincreasebutisunlikelytocompensatefortheincreasednucleationratesothatmore,smallerparticlesare produced.Incrustations(harddepositswhichformonthecrystallizerinternals)canoccurduetohigherlevelsofsupersaturation.Slurrythicknesswillincreaseandcouldcreatemixingorpluggingissues.
Ingeneral,theslurrythicknessshouldbelimitedtoaround20–35wt%ofsolids.However,DTBcrystallizerscanhandle somewhathigherslurrythicknessofupto25%–50%(Genck,2011).Thisrestrictionfrequentlyrequiresthattheproductis recoveredinmultiplestages.Thenumberofstagesofrecoveryisdeterminedprimarilybasedontheslurrythicknessthat canbepracticallyhandledand,toalesserextent,ontheamountofrecyclethatisacceptable.Recyclingsaturatedmother liquorcanhelpmanagefeedconcentrationandslurrythicknesstosomedegreebutwilldriveupthecrystallizersize requirementandincreasethelevelofimpurities.
Inotherinstances,changesinimpurityconcentrationscouldoccur.Switchingtofeedfromanewsupplier,processinga differentbatchoffermentationbroth,chargingnewcatalyststoupstreamreactors,orcyclingofreactionconditionsareall plausiblescenariosforcausingchangesinimpurities.Changesinimpurityprofilescanaffectthesize,shape,andmost notably,thepurityofthefinalcrystals.
Theprimarymethodbywhichimpuritiesareincorporatedduringcrystallizationisviaadsorptionofresidualmother liquor.Inthiscase,increasedwashingisusuallyaneffectiveremediationstrategy.Incontrast,impuritiescausedbyocclusionsorinclusionscannottypicallyberemovedviawashing.Occlusionstypicallytraponly <5wt%ofmotherliquor,but whenimpurityconcentrationsrise,thiscanhaveasignificantimpactonfinalpurity(Urwinetal.,2020).Inclusionsareless commonduetothelimitationoffittingaforeignmoleculeintoacrystallatticebutcanoccurwhenimpuritieshavesimilar structuresandchargesastheprimarysolidproduct.Bothocclusionsandinclusionscausesurfacedefectsthatcanalter crystalsizeandmorphology.Reducingsupersaturationandslowingdownthegrowthratecanhelpminimizethesetypes ofimpurities.
Itisdifficulttoanticipatetheeffectofvariousimpuritiesonthecrystalqualityandmorphologywithoutconducting carefulstudies.Partitioncoefficientsofkeyimpuritiescanbedeterminedexperimentallyandcanhelpspecifythe acceptablerangesthatcanbetoleratedintheincomingfeed.
Temperatureisanothercriticalconditionthatmustbedefinedfortheincomingfeed.Feedliquormustbeheldatseveral degreesaboveitssaturationtemperaturetopreventcrystallizationinthefeedline.Insulationofthefeedlineisusually recommended,andheattracingmayberequiredinsomecases.
Maintainingtheenergybalanceofthesystemisessentialasitimpactstheproductionrateandsupersaturation.Crystallizercontentsheatingorcoolingmustbedoneinsuchawayastominimizesupersaturation.Forsurfacecoolingand indirectcoolingcrystallizers,heatexchangersmustlimitthe DTtoonlyafewdegreestopreventhighsupersaturationand incrustations.Forevaporativecrystallizers,thetemperatureincreaseshouldbekeptlowforsimilarreasons;highsupersaturationataboilingsurfacecancauseflashingandentrainmentandwillcontributetoscaling.
Moreover,viscosityisafunctionoftemperature,aswellascomposition,concentration,andslurrydensity.Theviscosityofthecrystallizercontentsinfluencesthehydrodynamicsandmasstransferandhasconsequencesforthegrowth kinetics.Highviscositycanalsointerferewithnucleation.Growthwillbeslowerasviscosityincreases,soresidencetimes needtobelongerandparticlesaregenerallysmaller.Forced-circulationcrystallizersandscraped-surfacecrystallizerscan begoodchoicesforprocessinghighviscosityslurries.
Inadditiontodesigningarobustcrystallizersystemthatcanadjusttochanges,variousupstreamcontrolstrategiescan beimplementedifsignificantexcursionsinfeedconditionsareanticipated.Surgetankscanhelpmanageshort-terminterruptionsandsmoothoutfluctuationsinfeedcompositionandconcentration.Preconcentrationordilutionmightbenecessarytoprovideamoreconsistentfeedconcentrationandensuresteadystateoperationsinthecrystallizer.Finally,if highlevelsofimpuritiesareaconcern,distillationmightbenecessarytoproduceafeedthatisamenabletocrystallization.
1.1.4Impactondownstreamoperations
Theperformanceofthecrystallizersetstherequirementsfordownstreamoperations.Solid-liquidseparation,drying,solids transport,anddissolutionarealldirectlyaffectedbytheCSDandothercrystalproperties.
Solid-liquidseparationprocessesarequitesensitivetothepropertiesofthesuspension.Inparticular,theparticlesize, sizedistribution,andmorphologyofthecrystalsareofgreatconsequencetotheperformanceofcentrifugesandfilters, commonchoicesforcrystallizationprocesses.Theabilityforthemotherliquortodrainorseparatefromthesolidsdepends onthesizedistributionandthetendencyforpackingoftheparticles,theviscosityoftheliquid,thedensitydifference betweensolidandliquidphases,theparticles’surfacepropertiesandinteractionswithsurroundingfluid,andthemethod ofseparation.Solidspackingdensity(compressibility)dictatesporosityofthecakeandisakeyconcerninsolid-liquid separations.Withregular-shapedparticles,andparticleswithaCSDthatallowstightpacking,permeabilitybecomes lowsuchthatmotherliquorremovalisimpeded.Thesepointsregardingdewateringalsoapplytothewashingstep,which