https://ebookmass.com/product/fundamentals-of-3d-food-
Instant digital products (PDF, ePub, MOBI) ready for you
Download now and discover formats that fit your needs...
3D Printing for Energy Applications Vincenzo Esposito
https://ebookmass.com/product/3d-printing-for-energy-applicationsvincenzo-esposito/
ebookmass.com
4D Printing: Fundamentals and Applications Rupinder Singh
https://ebookmass.com/product/4d-printing-fundamentals-andapplications-rupinder-singh/
ebookmass.com
3D Printing: A Revolutionary Process for Industry Applications Richard Sheng
https://ebookmass.com/product/3d-printing-a-revolutionary-process-forindustry-applications-richard-sheng/
ebookmass.com
The False Promise of Superiority: The United States and Nuclear Deterrence after the Cold War James H. Lebovic
https://ebookmass.com/product/the-false-promise-of-superiority-theunited-states-and-nuclear-deterrence-after-the-cold-war-james-hlebovic-3/
ebookmass.com
Human Anatomy & Physiology Laboratory Manual, Cat Version (13th Edition )
https://ebookmass.com/product/human-anatomy-physiology-laboratorymanual-cat-version-13th-edition/
ebookmass.com
The Sit Room: In the Theater of War and Peace David Scheffer
https://ebookmass.com/product/the-sit-room-in-the-theater-of-war-andpeace-david-scheffer/
ebookmass.com
Alive and Well at the End of the Day: The Supervisor's Guide to Managing Safety in Operations, 2nd Edition Paul
D. Balmert
https://ebookmass.com/product/alive-and-well-at-the-end-of-the-daythe-supervisors-guide-to-managing-safety-in-operations-2nd-editionpaul-d-balmert/ ebookmass.com
Thief of Fate: Providence Falls Series, Book 3 Jude Deveraux
https://ebookmass.com/product/thief-of-fate-providence-falls-seriesbook-3-jude-deveraux/
ebookmass.com
Coronavirus Disease 2019 (Covid-19): A Clinical Guide 1st Edition Ali Gholamrezanezhad
https://ebookmass.com/product/coronavirusdisease-2019-covid-19-a-clinical-guide-1st-edition-aligholamrezanezhad/
ebookmass.com
https://ebookmass.com/product/pro-git-scott-chacon/
ebookmass.com
Fundamentalsof3DFoodPrinting andApplications Thispageintentionallyleftblank
Fundamentalsof3D FoodPrintingand Applications Editedby FernandaC.Godoi
BheshR.Bhandari
SangeetaPrakash
MinZhang
AcademicPressisanimprintofElsevier
125LondonWall,LondonEC2Y5AS,UnitedKingdom 525BStreet,Suite1650,SanDiego,CA92101,UnitedStates 50HampshireStreet,5thFloor,Cambridge,MA02139,UnitedStates TheBoulevard,LangfordLane,Kidlington,OxfordOX51GB,UnitedKingdom
Copyright 2019ElsevierInc.Allrightsreserved.
Nopartofthispublicationmaybereproducedortransmittedinanyformorbyanymeans, electronicormechanical,includingphotocopying,recording,oranyinformationstorage andretrievalsystem,withoutpermissioninwritingfromthepublisher.Detailsonhowto seekpermission,furtherinformationaboutthePublisher’spermissionspoliciesandour arrangementswithorganizationssuchastheCopyrightClearanceCenterandtheCopyright LicensingAgency,canbefoundatourwebsite: www.elsevier.com/permissions.
Thisbookandtheindividualcontributionscontainedinitareprotectedundercopyrightby thePublisher(otherthanasmaybenotedherein).
Notices Knowledgeandbestpracticeinthisfieldareconstantlychanging.Asnewresearchand experiencebroadenourunderstanding,changesinresearchmethods,professionalpractices, ormedicaltreatmentmaybecomenecessary.
Practitionersandresearchersmustalwaysrelyontheirownexperienceandknowledgein evaluatingandusinganyinformation,methods,compounds,orexperimentsdescribed herein.Inusingsuchinformationormethodstheyshouldbemindfuloftheirownsafetyand thesafetyofothers,includingpartiesforwhomtheyhaveaprofessionalresponsibility.
Tothefullestextentofthelaw,neitherthePublishernortheauthors,contributors,oreditors, assumeanyliabilityforanyinjuryand/ordamagetopersonsorpropertyasamatterof productsliability,negligenceorotherwise,orfromanyuseoroperationofanymethods, products,instructions,orideascontainedinthematerialherein.
LibraryofCongressCataloging-in-PublicationData
AcatalogrecordforthisbookisavailablefromtheLibraryofCongress
BritishLibraryCataloguing-in-PublicationData
AcataloguerecordforthisbookisavailablefromtheBritishLibrary
ISBN:978-0-12-814564-7
ForinformationonallAcademicPresspublicationsvisitour websiteat https://www.elsevier.com/books-and-journals
Publisher: AndreGerhardWolff
AcquisitionEditor: NinaRosadeAraujoBandeira
EditorialProjectManager: SusanIkeda
ProductionProjectManager: DivyaKrishnaKumar
CoverDesigner: MilesHitchen TypesetbyTNQTechnologies
3.3Computer-AidedDesignSystemstoCreate3DVirtual
3.4ProcessPlanningof3DFoodPrinting 60
3.4.1BasicPrinciplesoftheSlicingSoftwaretoPrepare 3DFoodPrinting62
3.4.2PrintingVariablesandTheirEffectsontheQuality of3DEdibleObjects63
3.5TheFirmwareofthe3DPrinter:BasicPrinciplesand SettingsThatAffectthePrintingQuality
3.6G-Code:TheLanguageToDrivePrintersandTo OptimisePrintingQuality
4. Cereal-BasedandInsect-EnrichedPrintableFood: FromFormulationtoPostprocessingTreatments. StatusandPerspectives 93 RossellaCaporizzi,AntonioDerossiandCarlaSeverini
4.1Introduction
4.23DPrintingTechnologiesforCereal-BasedFormulations 94
4.3FactorsAffectingthePrintabilityofaDough 97
4.3.1EffectofIngredientsandNutritionalCompounds inthe3DPrintingProcess98
4.3.2TheUseofBindingAgentstoImprovethe PrintabilityofDough100
4.4PostprocessingTechnologies
4.5TexturalPropertiesof3D-PrintedCereal-BasedProducts 104
4.6PrintingVariablesAffectingtheQualityofCereal-Based Products 107
4.7InnovativeFoodFormulationsin3DPrinting:TheCase ofCereal-BasedProductsEnrichedWithEdibleInsects 108
4.7.1NutritionalPropertiesofEdibleInsects108
4.7.2CurrentResearchin3DPrintingforObtaining Insect-EnrichedProducts110
4.8Conclusions 113
5. 3DPrintedFoodFromFruitsandVegetables 117 IldeRicci,AntonioDerossiandCarlaSeverini
5.1Introduction 117
5.2PotentialApplicationof3DPrintingTechnologyfor Vegetable-BasedProducts 118
5.2.1PotentialNutritionalandHealthyPropertiesof3D PrintedFruitandVegetablesUsedfor3DPrinting119
5.3ProcessingStepsforFruitandVegetablePrinting 123
5.3.1SelectionofRawFruitsandVegetablesand DesigningofPersonalisedFoodFormulas126
5.3.2ProcessingStepsforPreparingFruitsand Vegetablesfor3DPrinting129
5.4SettingsofConditionsforFruitandVegetable 3DPrinting 134
5.5MethodstoImprovetheShelf-LifeofVegetable 3DPrintedFoods 139
5.6TheUseofFruitandVegetableWastefor3DFood PrintingasFuturePerspectives
6. 3DPrintingChocolate:PropertiesofFormulations forExtrusion,Sintering,BindingandInkJetting 151 MatthewLanaro,MathildeR.DesselleandMariaA.Woodruff
6.1Introduction
6.2PropertiesofChocolate
6.2.1ChocolateStructure155 6.2.2ChocolateRheology157
6.3ChocolateFormulations
6.3.1CommonChocolateProducts158 6.3.2SpecialtyChocolateProducts160
6.43DPrintingPlatform
6.53DPrintingChocolate:Extrusion
6.5.1ProcessOptimisation166
6.63DPrintingChocolate:SinteringandBinding
6.73DPrintingChocolate:Inkjet
6.8FutureTrends
7. PotentialApplicationsofDairyProducts, IngredientsandFormulationsin3DPrinting 175 MeganM.Ross,AlanL.KellyandShaneV.Crowley
7.1Introduction
7.2OverviewofRelevant3DPrintingTechnologies
7.3Structure-FormingMechanismsInvolving MilkComponents 181
7.3.1MilkProteins181
7.3.2MilkFat184
7.3.3Lactose185
7.4StudiesofPrintableDairyStructures 186
7.5AnalyticalToolsfor3D-PrintedDairyApplications 188
Contents
7.6CaseStudy:3DPrintingofProcessedCheese 193
7.7ResearchNeeds,ChallengesandOpportunities 197
7.7.1SafetyandAcceptance197
7.7.2ResearchChallenges197
7.7.3IndustrialAdvantagesandDisadvantages199 References 200 FurtherReading 206
8. Material,ProcessandBusinessDevelopmentfor 3DChocolatePrinting 207
LiangHao,YanLi,PingGongandWeilXiong
8.1Introduction
8.2CommercialFeasibilityStudy 210
8.2.1ChocolateBackground210
8.2.2ChocolateStatusQuo210
8.2.3Researchonthe3DChocolatePrinting BusinessModel211
8.3DevelopmentofChocolate3DPrintingTechnology 216
8.3.1ChocolateFeatures216
8.3.2ChocolateAdditiveLayerManufacturing219
8.3.3Experimental221
8.3.4ResultsandDiscussion223
8.3.5Conclusions229
8.4OptimisationofChocolate3DPrintingTechnology 230
8.4.1AdaptiveExtrusionLayerThicknessOptimisation BasedonAreaChangeRate230
8.4.2LayerScanningSpeedOptimisationBasedon PerimeterChangeRate233
8.4.3Conclusions236
8.5ExtensionofChocolate3DPrintingApplication Technology 237
8.5.1HealthcareProductsandChocolate3DPrinting238
8.5.2FeasibilityExperimentofAddingHealthcare Products240
8.6SummaryandOutlook
9. CreationofFoodStructuresThrough BinderJetting
SoniaHolland,TimFosterandChrisTuck
9.1IntroductiontoBinderJetting
9.5FormulatingaFunctionalPrintingInk
9.5.1InkJettingTheory267
9.5.2ViscosityConsiderationsforInkJetting269
9.5.3TheEffectsofAdditivestoEnhanceViscosity271
9.5.4SurfaceTensionandDensity273
9.6ControlsandConsiderationsDuringandPostprinting
9.6.1PrinterSettings274
9.6.2CombiningPowderandInkDuringPrint276
9.7Postprocessing
` niaHurtado
10.2.1HowDoes3DFoodPrintingWork?291 10.2.23DFoodPrinters292
10.3FoodPreparationsforExtruder-Based3DFoodPrinting
10.3.1FoodPreparationExamplesRelatedtoPrintPurpose301 10.3.2RheologicalLimitationsandTechnicalConsiderations302
10.3.33DPrinterDevice-RelatedTechnicalConsiderations307 10.43DFoodPrintingatHome
10.4.1A3DFoodPrinterConceivedasa‘MiniFoodFactory’308 10.4.2Versatility:EverydayCookingandFineCuisine, atHomeandHospitality310
10.4.3TraditionalRecipesandAdaptedFormulations311 10.4.4Reduce,Reuse,Recycle.EnvironmentFriendly andaPotentialContributortoCircularEconomy314 10.4.5DomesticApplicationswithDieteticPurposes315 10.5Limitations,GeneralConsiderationsandConclusions
11. Prosumer-Driven3DFoodPrinting:RoleofDigital PlatformsinFuture3DFoodPrintingSystems
JouniPartanen
11.4.1MarketSegmentation335
11.4.23DFoodPrintingEcosystemandAssociated ValueChains337
11.5FoodProsumptionWith3DFoodPrinting
11.5.1ChangeDrivers342
11.5.2FutureofFood343
11.5.3DigitalPlatformfor3DFoodPrinting345
11.5.4FuturisticApplicationAreas345 11.5.5ExampleUseCases348 11.5.6TheImpact350
13. FutureOutlookof3DFoodPrinting
SangeetaPrakash,BheshR.Bhandari,FernandaC.Godoi andMinZhang
13.2.1ConstructswithVaryingMicrostructureLeading toNovelFoodTextures375
13.2.2ImprovedTexture-ModifiedFoodforPeople withSwallowingandChewingDifficulties375
13.2.3IncreasedFruitandVegetableIntakeAmongChildren377
13.2.4HealthyFoodsWithReducedFat,SugarandSalt378
13.2.5PreventingWastageofPerishablesandSustainability379 13.3WhattoExpectintheNext5Years?
ListofContributors BheshR.Bhandari,SchoolofAgricultureandFoodSciences,TheUniversityof Queensland,Brisbane,QLD,Australia
RossellaCaporizzi,DepartmentofScienceofAgriculture,FoodandEnvironment (SAFE) UniversityofFoggia,Foggia,Italy
ShaneV.Crowley,SchoolofFoodandNutritionalSciences,UniversityCollegeCork, Cork,Ireland
AntonioDerossi,DepartmentofScienceofAgriculture,FoodandEnvironment (SAFE) UniversityofFoggia,Foggia,Italy
MathildeR.Desselle,QueenslandUniversityofTechnology(QUT),Scienceand EngineeringFaculty,Brisbane,QLD,Australia
TimFoster,DivisionofFoodScience,SuttonBoningtonCampus,Universityof Nottingham,Loughborough,UnitedKingdom
FernandaC.Godoi,TessenderloInnovationCenter TessenderloGroup,Tessenderlo, Belgium
PingGong,AdvancedManufacturingResearchCentreforJewellery,Gemmological Institute,ChinaUniversityofGeosciences,Wuhan,China
LiangHao,AdvancedManufacturingResearchCentreforJewellery,Gemmological Institute,ChinaUniversityofGeosciences,Wuhan,China
SoniaHolland,DivisionofFoodScience,SuttonBoningtonCampus,University ofNottingham,Loughborough,UnitedKingdom;3DPrintingandAdditive ManufacturingResearchGroup,UniversityPark,UniversityofNottingham, Nottingham,UnitedKingdom
So ` niaHurtado,FormerLeadFoodTechnologistatNaturalMachinesSL
In ˜ igoFloresItuarte,DepartmentofMechanicalEngineering,AaltoUniversity,Espoo, Finland
SiddharthJayaprakash,DepartmentofMechanicalEngineering,AaltoUniversity, Espoo,Finland
AlanL.Kelly,SchoolofFoodandNutritionalSciences,UniversityCollegeCork, Cork,Ireland
MatthewLanaro,QueenslandUniversityofTechnology(QUT),ScienceandEngineeringFaculty,Brisbane,QLD,Australia
YanLi,AdvancedManufacturingResearchCentreforJewellery,Gemmological Institute,ChinaUniversityofGeosciences,Wuhan,China
ZhenbinLiu,StateKeyLaboratoryofFoodScienceandTechnology,Jiangnan University,Wuxi,China
JouniPartanen,DepartmentofMechanicalEngineering,AaltoUniversity,Espoo, Finland
SangeetaPrakash,SchoolofAgricultureandFoodSciences,TheUniversityof Queensland,Brisbane,QLD,Australia
IldeRicci,DepartmentofScienceofAgriculture,FoodandEnvironment(SAFE) UniversityofFoggia,Foggia,Italy
MeganM.Ross,SchoolofFoodandNutritionalSciences,UniversityCollegeCork, Cork,Ireland
Estefanı´aRubio,FormerResearcherinFoodScienceandTechnologyatNatural MachinesSL
CarlaSeverini,DepartmentofScienceofAgriculture,FoodandEnvironment (SAFE) UniversityofFoggia,Foggia,Italy
JasperL.Tran,UniversityofMinnesota,SanFrancisco,UnitedStates
ChrisTuck,3DPrintingandAdditiveManufacturingResearchGroup,University Park,UniversityofNottingham,Nottingham,UnitedKingdom
MariaA.Woodruff,QueenslandUniversityofTechnology(QUT),Scienceand EngineeringFaculty,Brisbane,QLD,Australia
WeilXiong,AdvancedManufacturingResearchCentreforJewellery,Gemmological Institute,ChinaUniversityofGeosciences,Wuhan,China
MinZhang,StateKeyLaboratoryofFoodScienceandTechnology,Jiangnan University,Wuxi,China
Preface Theincreasingdemandforpersonalisedfoodhasencouragedaperiodofinnovationandexperimentationwithemergingtechniquestocustomisetexture, flavourandnutritionalcontentsoffoods.Inthisscenario,three-dimensional(3D) printingtechnologyisanemergingtechnologythatoccupiesahighrankbecause ofitsabilitytocreatecomplexedibleshapesand,atthesametime,enable alterationoffoodtextureandnutritionalcontentrequiredbyspecificdiets.
Althoughthefirstreportsabout3Dfoodprintingarecompletingnearlya decade,mosttheexistingliteratureiscomposedofresearcharticles,patents, reviewpapersandinterviewsinnonscientificmagazines.Thisbookprovidesa broadpictureof3Dfoodprintingtechnologies,includingtheirworkingmechanismswithinabroadspectrumofapplicationareas,includingbutnotlimitedto thedevelopmentofsoftfoodsandconfectionarydesigns.Effortshavebeen devotedtoprovideauniqueandcontemporaryguidetoassistthecorrelation betweenthesupplymaterials(edibleformulations)andtechnologies(e.g., extrusionandinkjetintoapowderbed)usedduringtheconstructionof computer-aided3Dshapes.
Thebookpresentsseveralchapterscontributedbyleadingscientistsworking on3Dfoodprintingtechnology.Chapter1presentsanintroductiontothe principlesof3Dfoodprinting,emphasisingthecorrelationwithinrheology behaviourand3Dprintingtechniques(inkjetandextrusionbased).Chapter2 highlightstheimportanceofself-supportingmechanisms,processparameters, materials’propertiesandpretreatmentandpostprocessingmethodsinachieving anaccurateandpreciseprintingintheprintingprocess.Averyinteresting approachispresentedinChapter3,whichcorrelateseachphaseofthedevelopmentofa3Dprintedfoodwiththealgorithmsusedbyacomputer-aided design(CAD)andprintabilityfeaturesoffood-relatedproducts.Theauthors ofChapter3aimedtogivethebasicinformationtocontrolprintingmovements, makingpossiblethematchbetween3Dfoodandvirtualmodelsasmuchas possible.
TheprintabilityofseveralmaterialsisdescribedfromChapters4to8. Chapters4and5present,respectively,informationontheprintingbehaviourof cereal-based/insect-enrichedandfruit/vegetableprintedfoods.ThreedimensionalprintingofchocolateisexploredinChapters6and8.Chapter6 reviewsthestructuralandrheologicalpropertiesofchocolateformulationsused tocreatethese3Dprintedproducts.Chapter8introducesabackgroundofthe
developmentofthe3Dchocolateprintingandinvestigatesthecommercial feasibilityofthechocolatesupplychain-centricbusinessmodelsbycomputer modellingandsimulation.Chapter7focussesonthestructure-formingpotential ofdairy-sourcedmaterialsandgivesanoverviewofthelatestresearchin printabledairystructures.
Chapter9describesthemechanismsinvolvedinthecreationof3Dprinted foodbymeansofbinderjettingtechnology.Chapter9takesintoconsideration bothpowderandinkdevelopment,interactionsduringandafterprintingaswell asthecurrentstatusandoutlookofbinderjettingtechnology.InChapter10,the conceptof3Dfoodprintingtechnologybeingusedasa mini-foodmanufacturing plant athomeisintroduced.Toemphasisethistrend,Chapter11createsan understandingonhowdigitalplatformscouldworktogetherwithfuture3Dfood printingsystemstofosterfoodprosumption.Chapter12coverstheissuesof safetyandlabellingin3Dprintedfoodbyutilisinghypotheticalscenarios.
Tofinalise,afutureoutlookof3DfoodprintingispresentedinChapter13. Webelievethatthecompilationofdataaboutthe3Dprintingbehaviourof variousedibleformulationsandknowledgeonconsumptiontrends(alignedto safetyconcerns)willhelpstudents,researchersandprofessionalsinthefood sectorbyguidingthemtomakearationalchoiceaboutthe3Dprintingtechnologyforagivenmaterialthatcanbepresentedinliquidorpowderform.We wouldliketothankallthecontributorstothebook,thescientificcommunity,our publisherandfamilyandfriendswhoencouragedustobringforwardthefirst bookon3Dfoodprinting.
FernandaC.Godoi
BheshR.Bhandari
SangeetaPrakash MinZhang Editors
AnIntroductiontothe Principlesof3DFoodPrinting FernandaC.Godoi1,BheshR.Bhandari2,SangeetaPrakash2, MinZhang3
1TessenderloInnovationCenter TessenderloGroup,Tessenderlo,Belgium; 2Schoolof AgricultureandFoodSciences,TheUniversityofQueensland,Brisbane,QLD,Australia;
3StateKeyLaboratoryofFoodScienceandTechnology,JiangnanUniversity,Wuxi,China
1.1INTRODUCTION Foodproductsarerapidlyevolving;therefore,allprofessionalsinthefood manufacturingfieldneedtofollowupthelatesttrends,bestpracticesand toolstoworkeffectively.Personalis ationhasbeenpointedasthedriving forcetodisrupttraditionalwaystoproduceanddeliverfood.Threedimensionalfoodprinting(3DFP)isc onstantlyassociatedasapotential alternativetoachievepersonalisatio nandenchantavarietyofcustomers.It shouldbeminded,however,whatisthetypeofpersonalisationrequiredby eachpopulation.And,mostimportantly,theresearchin3DFPisnotmeantto changethewayfoodisconsumed.Inextrusion-based3DFP,forexample,the printablefoodshouldpresentpaste-likeconsistency,anditisrecommended
forprintingdoughs,vegetableormeatpureesandconfectionary.Inpowderbased3DFP,powderedfoodsuchassugarandchocolatecanbeused. Therefore,thedrivenforcetodevelopexpertisein3DFPreliesonfindingthe idealapplicationwhich,inturn,isdependentonthepropertiesoffood materials.Considering,forexample ,fuseddepositionmodelling(FDM;the mostcommon3DFPtechnique)whichisconstantlyusedasanalternativeto replacemouldingprocessesofpastematerials.Theeffectivesubstitutionof castingmethodsbyFDMwillonlyhappeninapplications wherethesetof fluidand/orsemisolidfoodsintoamoulddoesnotattendtheessentialneeds oftheconsumers,suchas:
l thedesignofinternalstructures:thisfeaturecannotbeachievedbyconventionalcastingmethodsusedtoshapefood.By3DFP,however,the internalstructureofthefoodobjectcanbetailoredbymeansofinfill percentages(insingle-nozzleextrusion)andvariationsofthenutritional profileinthecorestructure(morethanonenozzleisnecessary);
l encapsulationofprobiotics,vitaminsandnutrientsbymeansofcoextrusion3DF;and
l freshlymixingofingredientstoensuretheidealtexture.
Onceoneormoreoftheexampleslistedabovefulfilstheneedofapopulation,theimplementationof3DPtechnologyforfoodmaterialsrelyonthe followingpoints:
l Material:Materialchoiceanddeepunderstandingofitsphysical chemicalandrheologicalproperties.
l 3DPtechnique:Thechoiceofthe3DPtechniqueisbasedonthematerial properties,applicabilityandpostprocessingrequirements.
l 3Ddesignandpathplanning:3Dcontentisnecessarytobegeneratedas afirststepofimplementing3DP.Awidevarietyofsoftwareisavailable, frombeginnerstoadvanced,todesigntheconstructtobeprinted(e.g., SketchUp,TinkercadandOnShape).Thedesignisthenconvertedtoan.stl fileand‘sliced’byaslicingsoftware(e.g.,Cura,RepetierandSimplify3D).AG-codeisgeneratedwiththecommandsnecessarytoguidethe printheadatpredeterminedconditionsofspeed,flowandtemperature,for example.Thisisanimportantsteponcesuccessfulprintingisclosely relatedtothepath-planningchoiceforthedesign.
l Assessmentofprintingparametersandprintedobjectquality:Printing parametersandprintedmaterialqualitycanbeassessedregardingshape fidelity(incomparisonwiththeoriginaldesign)andmechanical properties.
Thischapterfocusesonreportingthedifferenttypesof3Dprintingtechniquesandassessmentofprintingquality.Anentirechapterofthisbook (Chapter3)isdedicatedtothepracticableaspectsofpathplanningthatcan enhanceprintabilityofvariousfoodmaterials.
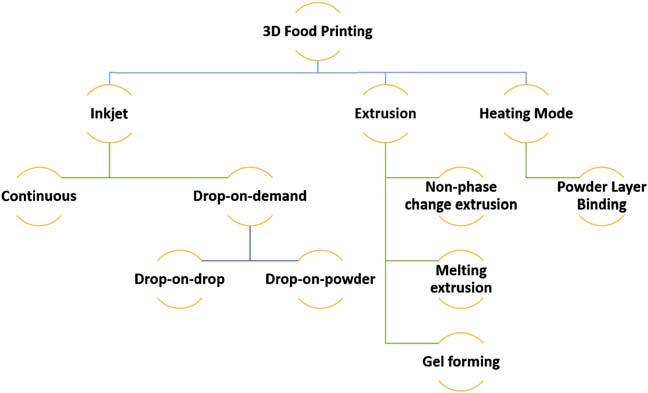
1.23DPRINTINGTECHNIQUES Inthischapter,wedescribethecurrent3Dprintingtechniquesappliedto designfoodmaterials.Theyareclassifiedaccordingtothedrivingmechanisms ofprinting:inkjet,extrusionandheatsource(powderlayerbinding).The depositionofliquid-basedmaterialscanbeperformedviaextrusionandinkjet processes.Powder-basedstructuresareprintedbydepositionfollowedby applicationofaheatingmode(laserorhotair)orbinderjetting(inkjet technology).Ourdiscussions,however,areespeciallydevotedonhowthefood constituentswouldbehaveduring3DPprocesses. Fig.1.1 illustratesthe schematicclassificationof3DFPtechnologiesasperthetypeofdriven mechanism.
1.2.1InkjetPrinting Inkjetprinting(IJP)canbeappliedtotheformationof2Dand3Dpatterns upondepositionofliquiddropletontoasubstrateguidedbycomputer-aided designsystems.UsuallyaprintheadofIJP,theinkisjettedthroughchannelsoftypically20 50 mm.A1-pL(picolitre)inkdropletistypically13 mm across(Xaar,2012).Inkjetprinting(IJP)canbecarriedoutcontinuously (C-IJP)orthroughdrop-on-demand(DoD-IJP).Bothmethodsoccurbyforcingafluidthroughanorifice,whichsubsequentlybreaksupintoastreamof dropletswiththesamevolumebutlesssurfaceareainstability(Rayleigh Plateauinstabilityphenomenon).
InC-IJP,ahigh-pressurepumpdirectstheliquidinkthroughanorifice between50and80 mmindiameter,creatingacontinuousinkflow.C-IJP
FIGURE1.1 Schematicdiagramofvarious3Dfoodprintingtechniques.
operatesatfasterdropletgenerationratesthanDoD-IJP;however,itrequires theuseanelectricallyconductingfluidwhichlimitstheapplicationinfood customisation.TheDoD-IJPpresentsmultipleheads(100 1000)andgenerallyoperatesusingthermalorpiezoelectricheads.Inathermalinkjetprinter, theprintheadiselectricallyheatedtogeneratepulsesofpressurethatpush dropletsfromthenozzle.Piezoelectricinkjetprinterscontainapiezoelectric crystalinsidetheprintheadwhichcreatesanacousticwavetoseparatethe liquidintodropletsatevenintervals.Employingavoltagetoapiezoelectric materialarousesapromptchangeinshape,whichinsuccessionproducesthe pressurenecessarytoejectdropletsfromthenozzle.
Thefluiddynamicsbehaviourofthedropletejectedfromasmallopening waspreviouslyobtainedfromanapproximatesolutiontotheNavier Stokes equation.Threemainparametersareadoptedtopredictthedropletjetting behaviour(Seerdenetal.,2001):
l Re/We:RatiobetweentheReynoldsnumber(Re)andtheWebernumber (We)whichisrepresentativeoftrendsobservedontheviscous,inertialand surfacetensionforcesonfluidflow.In Eq.1.1, a, r, g and h standforthe characteristiclength,density,surfacetension,andviscosityofthefluid, respectively.
l Dropletspreadinginabsenceofsolidification(ε): Eq.1.2,derivedby BholaandChandra,where rmax and r arethemaximumsplatradiusand initialdropradius,respectively,and q istheequilibriumcontactanglethat thedropletmakeswiththesubstrate.
l Splashingofliquiddrops(K):splashingofthedropletuponjettingresults indimensionalinstabilityandlackofuniformity.Splashingoccurswhen theparameter K exceedsacriticalvalue, Kc (Eq.1.3).
1.2.1.1ApplicabilityofInkjetPrinting
Inkjetprintersgenerallyhandlelow-viscositymaterials;therefore,IJPdoesnot findapplicationontheconstructionofcomplexfoodstructure.Thetechnologyis normallyusedingraphicaldecoration,fillings,microencapsulationand,atmuch lowerextension,nanoprinted3Dconstructs(usuallybioprintingapplications).
l Graphicaldecoration,fillings:Thetechnologydevelopedby Groodand Grood(2011) fordispensingaliquidontolayerscanbeclassifiedasDoD deposition(US8556392B2,2013).Thistechnologywascommercialisedby thenameofFoodJetprintingandusesanarrayofpneumaticmembrane nozzlejetswhichlayerstinydropsontoamovingobject.Severalpatents reportthedevelopmentofinksonediblesubstrates(US7029112B2,2002) (US20160021907A1,2013).ThepatentdepositedbyMarsInc.,for example,reportstheuseofpiezoelectricprintheadtoprinthighresolutions ofimagesthatmightbecomposedoffatoredible.Thesubstrate,inthiscase, canincludeconfectionarypieceswithnonplanarandhydrophobicsurfaces. Theimagereachesresolutiongreaterthan100dpi,preferablygreaterthan 300dpi(US7597752B2,2012).Theinkjettechnologycanalsobeusedfor flavourapplicationonediblesubstrates,asdescribedinUS20080075830A1, assignedbyProcterandGambleCo(US20080075830A1,n.d.).
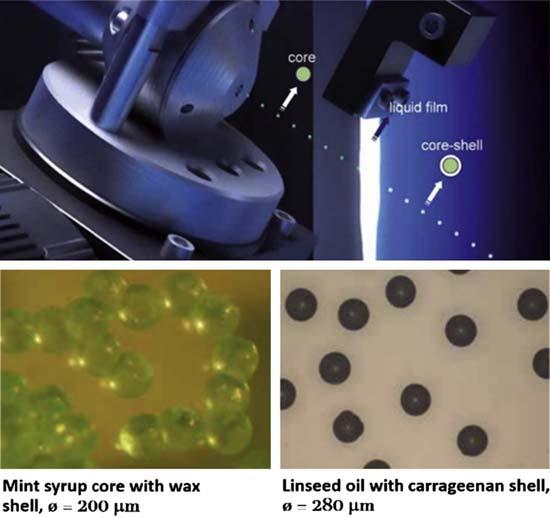
l Microencapsulation:InkjettechnologyfindsapplicationonmicroencapsulationprocessessuchastheonedevelopedbyNetherlandsOrganisation forAppliedScientificResearch(TNO).Theirinventionreportsaprinthead thatproduceshighlymonodispersedropletsconvertedintohighlymonodispersepowdersafterdrying.Theprintheadhas500nozzleswithcapacity of100L/h. Fig.1.2 illustratesexamplesofcore shellparticlesmadewith
FIGURE1.2 NetherlandsOrganisationforAppliedScientificResearch(TNO)’sencapsulation printerandexamplesofcore shellstructures:mintsyrup waxandlinseedoil carrageenan (TNO,2017).
TNO’sencapsulationprinter,mintsyrupcorewithwaxshell(left,bottom) andlinseedoilwithcarrageenanshell(right,bottom)(TNO,2017).
l 3Dconstructs:In3DFPapplications,theinkjettechnologyclassifiedas drop-on-powderhasbeenusedtoejectbindersolutionontoathinlayerof powderfollowingasliced2Dprofilegeneratedbyacomputer3Dmodel. Thetechniqueisgenerallynamedbinderjettingandwillbedetailedin Chapter9.Thebinderplaysanimportantroleofjoiningadjacentparticles together,creating,therefore,a3Dconstruct.Thiscanoccurduetothe dissolution fusionorcross-linkingoftheparticlesurfaces(Peltolaetal., 2008).Anexampleofthistechnologyappliedforfooddesignisthe3D System’sChefJetprinterwhichusestheZ-Corpinkjetprocesstoproducea broadrangeofconfectionaryrecipesincludingsugar,fondantandsweet andsourcandyinavarietyofshapesandflavours.TNOresearchers describedaliquidbinding-basedmethodcalledpowderbedprinting.In thismethod,edible3Dobjectsareproducedbyspatialjettingoffoodfluid (binder)ontoapowderbedcontainingformulatedfoodpowdercomposed ofawater-solubleproteinand/orahydrocolloid(Diazetal.,2014).Inkjet printingtechnologyhasbeenalsousedtobuild3Dconstructsina nanoscale,suchasprintingofconductiveinkswithmetalnanoparticlesfor electronics(Vaithilingametal.,2018)orcell-ladenhydrogelsforbioprintingapplications(Gudapatietal.,2016).
1.2.2Extrusion-Based3DPrinting UnlikeDoD-IJPmethods,extrusion-basedtechniquesrelyontheflowofa continuousinkinalayer-by-layerfashion,generallyhighlyconcentrated colloidalinks.Theconcentrationintotalsolidscanrangefrom5%to50%, dependingonthecapabilityofthematerialonforminggelorachievingpaste consistency.Theinkflowsthroughthenozzleupontheapplicationofa pressuregradient DP alongwiththelength(l).Therefore,aradiallyvarying shearstress(zr)developsasper Eq.1.4,where r istheradialpositionwithin thenozzle.Atthenozzlewallcentre(r ¼ R),thereiszerovelocity,andinthe centre(r ¼ 0),thevelocityisatamaximum(Lewis,2002).
Ideally,theextrudingmaterialshouldshowfast,solid-likeresponse throughoutthedepositionprocess.Thisfeaturecanbeevaluatedregardingthe yieldstress(YS)which,inturn,isclassifiedintwotypesforsomefluids:(1) staticYS:stressrequiredtoflowfromareststate;and(2)dynamicYS:stress requiredforafluidinmotiontocontinueflowing.BothYSsareimportantto ensureprintabilitybecausethematerialmustflowthroughthenozzle,overcomingthestaticYS.However,sufficientdynamicYSisrequiredtoresist
highshearratesandstillformobjectswithminimumdeformationafter printing(Lewis,2002;Smayetal.,2002).
Pneumaticandmechanical(pistonorscrew)methodsareusuallyusedto extrudefoodmaterialsfor3DFPapplications.Thepiston-drivenconfiguration generallyprovidesmoredirectcontrolovertheflowofviscousmaterials throughthenozzle,whilethescrew-drivensystemmightfavourthespatial controlandcanbebeneficialfordispensingandmixingmaterialswithhigher viscosities.Asanexample,thescrew-drivensystemusedby Mantihaletal. (2017) helpedtoensurethehomogeneityismeltedgratedchocolatewhile printing(Mantihaletal.,2017).Pneumaticconfigurationscansometimesbe disadvantageousduetodelaysofthecompressedgasvolumeinpneumatic systems,althoughpneumaticsystemscanalsobesuitedtodispensehighviscositymaterialsandhavetheadvantageofbeingdrivenbysimplercomponents,withtheforcelimitedonlybytheairpressurecapabilitiesofthe system(MurphyandAtala,2014).
Dependingonthematerialsusedinextrusionprocesses,thebinding mechanismsmayhappenbytheaccommodationoflayerscontrolledbythe rheologicalpropertiesofthematerials(nonphasechangeextrusion),solidificationuponcooling(meltingextrusion)orgel-formingextrusion.
Nonphasechange3DPextrusionisusuallyperformedwithouttemperature controlandhasbeenappliedtoprint3Dconstructsmadeofmaterialssuchas dough(Yangetal.,2018b)andmeatpaste.Theviscosityofthematerialis criticaltobebothlowenoughtoallowextrusionthroughafinenozzleand highenoughtosupportthestructurepostdeposition.Thickeneragents,or additives,canbeusedtoachievethedesiredrheologicalpropertiesbutmust complywithfoodsafetystandards.Inamulticomponentfoodsystem,the synergismwithiningredientsimparthomogeneousdistributionoftheprinting pasteontheprinterreservoir,uniformflowthroughoutthenozzleopeningand instantrecoveryafterextrusion.Rheologicalpropertiesarealsorelevantin meltingextrusionandgel-formingextrusion;however,thephasetransitions takingplaceduringextrusionwilldeterminethequalityofthefinalprinted construct.Thefollowingtopicsdescribethekeycharacteristicofmelting extrusionandgel-formingextrusiontypesof3DFPtechnologies.
1.2.2.1MeltingExtrusion Materialssuitableformeltingextrusioncanbepresentedinthreeforms:pastelike,powder(orsolidpieces)andfilament(rareinfoodapplications).The temperaturecontrolduringextrusion-based3Dprintingofpastesrichinfator sugar(mostlyamorphous)isessentialtoensureprintability.Asanexample, fattyacidswithlargernumbersofcarbonatomsdepicthighermeltingpoint.In anoppositeway,alargernumberofdoublebondsresultinlowermelting point. Liptonetal.(2010) optimisedthecontentofbutterfatintraditional doughrecipestoavoidliquefactionoftheprintedstructurewhenbaked
(Liptonetal.,2010).Thesameresearchershaveusedbaconfatasflavour enhancertoprintturkeymeatpureeincombinationwithtransglutaminase additive.
Chocolateisthemostcommonedibleinkduetoitsmeltingbehaviour.It canbefedintotheprinterreservoirinmeltedstate(paste-like)orinpowder form.Arecentstudyconductedby Mantihaletal.(2017) usedgratedchocolatetoprintintricateshapes.Thedimensions(wallthickness,heightand diameter),weightaswellasphysicalproperties(meltingproperties,flow behaviour,snapability)ofthe3Dprintedchocolatewereevaluated.The nozzletemperaturebeforedepositionwasmaintainedat32 Ctoextrude themeltedstateofthesample,astheflowbehaviourcurvesindicatedthatthe meltingofchocolatestartedbetween28and30 C.Theoperatingtemperature adoptedby Mantihaletal.(2017) waswithintherangeobservedinprevious studiesinwhichtemperaturesfrom28to40 Cwereemployed(Haoetal., 2010;Sewelletal.,2009).Theformulationofchocolateself-supportinglayers ischallengingduetothecomplexcrystallisationbehaviourexhibitedbycocoa butter,themainstructuringmaterialinchocolateandconfections.Sixdifferent crystalpolymorphshavebeenidentifiedforcocoabutter(Marangoniand McGauley,2003).Thecorrectpolymorphshouldbeproducedinthechocolate foritsbestmelting,texturalandshelf-lifeproperties.Thechocolatedeposition directlyintoa3Dobjectbymeansofextrusionwasintroducedbyresearchers fromCornellUniversityusingaFab@homefabricationsystem(Schaal,2007). Theirstudies,however,didnotlookatthematerials’propertiesandgeometricalaccuracyoftheextrudate. Haoetal.(2010) revealedthefactorsinfluencingthegeometricalprecisionofthechocolatedeposition:(1)nozzle aperturediameter,(2)optimumnozzleheightfromtheformingbed,and(3) theextrusion axismovement.TheexpertiseoftheresearchgroupledbyHao enabledthefoundationofChocEdgeLtd,aspin-offcompanyfromtheUniversityofExeter,whichpioneeredthecommercialisationof3Dchocolate printers.
Productionandprintingofediblefilamentsarerare.Onlyapatentwas foundontheincorporationofanactiveingredientsuchasanoilextractfor taste,odourormedicinalbenefit,intoafilamentmadeofpolyvinylpyrrolidone,starchandthickening(orbinding)agents.Thehotmelt extrudedpresentedbytheinventionshowsa1.75or3mm.Whenprinted,the thermoplastichasgoodstrength,stiffnessandphysicalproperties,andcanbe 3Dprintedinanyshape(US20160066601A1,2014).Inpharmaapplications, however,itispossibletofindfewworksontheloadingofmedicinesinto thermoplasticfilaments. Goyanesetal.(2015) produceddifferentfilaments containingparacetamolorcaffeineinawater-solublepolymer(polyvinyl alcohol)suitableforprintingintopharmaceuticaldosageforms.Theyuseda dualFDM3Dprintertoprintadiverserangeofmultilayercapsule-shaped deviceswithmodifieddrugreleaseprofilestomeettheneedsofspecific therapies. Sadiaetal.(2016) developedpharmaceuticalfilamentcomposedof
methacrylicpolymer(EudragitEPO)andthermallystablefiller,tribasiccalciumphosphate.Theytestedfourmodeldrugswithdifferentphysicochemical properties:5-ASA(5-aminosalicylicacid),captopril,theophyllineandprednisolone.TheproductionoffilamentsfollowedbyFDMcanbeadvantageous toavoidpostprocessingstepsusuallyrequiredfor3DPusingsemisolidstarting materialsthroughasyringe-basedtoolhead.Forfoodapplications,withina limitedrangeofingredients,itisbelievedthatedibleorfood-gradefilaments willfindapplicationintheconfectionoffoodpackaging.
1.2.2.2Gel-FormingExtrusion Therheologyofgelscanbetailoredbasedonthefractionand/orcolloidal forces.Whenstressedbeyondtheirgelyieldpoint(s),theyexhibitshearthinningflowbehaviour y duetotheattritionofparticle particlebonds withinthegel,asdescribedby Eq.1.5.
¼ sy þ K gn (1.5) where s istheshearstress, n istheshearthinningexponent(<1), K isthe viscosityparameterand g istheshearrate. Lewis(2002) demonstrateda correlationbetweentheelasticpropertiesandshaperetentionandspanning featuresofgelsystemsduringextrusion-based3DP.Lewis’sworkreportsthat insidethenozzle(assumingacylindricalshape),theinkflowswithathreezonevelocityprofile:(1)thecore(unyieldedgel)flowsataconstantvelocity,surroundedby(2)ayieldedfluid(shell)experiencinglaminarflow,and(3) athinsliplayerdevoidofcolloidalparticlesatthenozzlewall.Therefore, Eq.1.6 canbeusedtocorrelatetheelasticparameter y (whichcanbeshearYS orelasticmodulus)withthemechanicalequilibriumofcolloidalgelsdepicted bytheratio f/fgel,where f isproportionaltothebonddensity,and fgel scales inverselywithbondstrength.In Eq.1.6, k isconstantand x isthescaling exponent(w2.5)(Lewis,2002).
Indeed, Lewis(2002) reportedtheequationdevelopedby Smayetal. (2002) whichgivestheminimumelasticityrequiredtoproduceself-supporting 3Dconstructs(Eq.1.7).
In3DP,theelasticpropertiesshouldbetakenintoconsiderationtogether withthetemporalcontrolofthegelationmechanismstopreventpremature gelationofthematerialinsidethenozzle.Thegelationmechanismscanbe classifiedinfivecategories:(1)thermal gelation,(2)chemicalcross-linking, (3)ionotropiccross-linking,(4)complexcoacervateformation,and(5) enzymaticcross-linking.
1. Thermal gelation:Gelatinisaclassicprintingmaterialwherethegelationisinduceduponcoolingduetheformationofjunctionbysmallsegmentsofpolypeptidechainsrevertingtothecollagentriplehelix-like structure(usuallywithin15 20 C,dependingontherawmaterialand extractionconditions).Settingtimeofthegelandtemperatureofgelation aredeterminantfactorstoadjustprintingspeedandtemperature.Gelatinof highbloomshowscharacteristicallyhighermeltingandgellingpointswith ashortergellingtime.Thisfeaturecanbeusedtoenhanceprintabilityof foodsystems,asdemonstratedpreviouslyby Liptonetal.(2010).
2. Chemicalcross-linking:Thisisacommonstrategyappliedtopromote thermalstabilityingels,suchasgelatin.Anexampleismethacrylationof gelatinforbioprintingapplications,whichisfurthercross-linkedbyUVlight (Wangetal.,2017).Chemicalcross-linking,however,isunlikelytobeapplied forfoodprinting,asmanycross-linkingreagentsareharmfulandmustbe completelyremovedfromthedesignedstructurebeforetheyareconsumed.
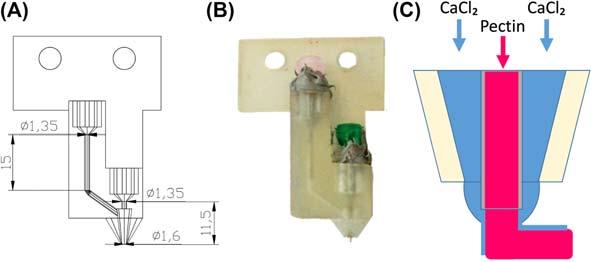
3. Ionotropiccross-linking:Ionotropiccross-linkinghasbeenwidely appliedbythefoodindustry,especiallyinmicroencapsulationprocesses (Bokkhimetal.,2016;Chingetal.,2015).In3DFP,thestudiesconducted by(Vancauwenbergheetal.,2017,2018)areexamplesofionotropiccrosslinking.Theirworkreportstheuseoflowmethoxylated(LM)pectingelas apromisingedibleinkforconfectionaryapplications.Theexperiments wereconductedatroomtemperature,andtheelasticpropertiesupon depositionweredevelopedwithinaconcentrationrangefrom15to55g/L. Calciumchloridesolutionwasusedtocross-linkthegel-likelayersby followingtwostrategies:(1)postimmersionofthe3DconstructinCaCl2 solution(concentration300mM)(Vancauwenbergheetal.,2017),and(2) concurrentcrosslinkbycoaxialextrusion(CaCl2)oftheouterflowranging from30to150mM(Vancauwenbergheetal.,2018).Thecoaxialextrusion allowedthegelationofthepectinduringtheprintinganddidnotrequire anyposttreatmentafterprinting(Fig.1.3).
FIGURE1.3 Schematicrepresentationofcoaxialextrusion(A)andpictureofthecoaxial extruderapparatus(B).In(C),itisshownacross-sectionrepresentationofpectininsidethenozzle beingextrudedwithcollateralflowofCaCl2 solution(Vancauwenbergheetal.,2018).
4. Complexcoacervateformation:Xanthangumandgelatinhavebeen printedtosimulateabroadrangeofmouthfeels.Theresultantcomplex coacervateformedbythemixturebetweenxanthanandgelatinehasshown granularity,whichwasnotobservedwhenthepristinehydrocolloidswere tested(Cohenetal.,2009).Thisbehaviourcanbeexplainedbythe hydrogel-formingmechanismofthecombinationbetweenapolycation (xanthan)andanamphotericpolymer(gelatin).
5. Enzymaticcrosslinking: Schutyseretal.(2018) hasusedtransglutaminaseascross-linkingagenttoincreasethegelationtemperatureof thesodiumcaseinateand,inturn,enableprintabilityoflow-concentrated sodiumcaseinatedispersions.Originalsodiumcaseinate(20%w/w)presentedagelationpointlowerthan15C.Itwasobservedthattheenzymatic cross-linkingpromotedasignificantincreaseonthegelationpointof 15 20 Cat20%w/w.Theincubationtimehasalsoaffectedthegelation temperaturethatdepictedanupwardtrendfrom31.2to42.3Cbyvarying thetimefrom30to90min,respectively(Schutyseretal.,2018).
1.2.3AssessmentofPrintingQuality Theprintingqualityofthefinal3Dconstructcanbeassessedbymeansoftwo keyparameters:(1)shapefidelityincomparisonwiththedimensionsofthe3D design,and(2)mechanicalproperties.Shapefidelityisusuallymonitored.
1.2.3.1ShapeFidelity Latticestructuresarecommonlyusedtoassesstheprintingqualityofsoft-like printedconstructs. Heetal.(2016) demonstratedthatapartfromprinting parameterssuchasfeedrate,printingdistanceandairpressure,thelinedistance(D)andtheareaofalattice(A)willimpactsignificantlytheprinting qualityofgellattices.Ascanbeseenin Fig.1.4,attheintersection(black emptycircle),adumbbellshapewasobservedduethehydrogelsdiffusionby gravity.BycomparingprintedgelstructureswithD ¼ 5mmandD ¼ 2mm, theresearchersobservedawiderdumbbellintersectionshapeforthecondition oflowerD.ThismeansthatbydecreasingD,thedumbbellcornersarelikely tobecamecloserandeventuallyhaveaneffectofareaoverlapping(Heetal., 2016).Therefore,thematerial’spropertiessuchasgelsettingtimeand viscoelasticbehaviourwillplaysignificantroleonthedeterminationof minimumD(forlatticestructures)whereareaoverlappingisavoided.
Theidealprintingconditioncanalsobeassessedvisuallybyobservingthe shapeofthefilamentmaterialextrudedoutofthenozzle. Fig.1.5 showsthat idealgelationischaracterisedbyauniformextrudedfilamentinthethree dimensionsandsmoothsurface.Atconditionsofundergelationorlowconcentrationoftotalsolids,theinkwillshowliquid-likebehaviourandformation