https://ebookmass.com/product/comprehensive-materials-
Instant digital products (PDF, ePub, MOBI) ready for you
Download now and discover formats that fit your needs...
Advanced Machining and Finishing 1st Edition Kapil Gupta
https://ebookmass.com/product/advanced-machining-and-finishing-1stedition-kapil-gupta/
ebookmass.com
Cohen’s Comprehensive Thoracic Anesthesia 1st Edition
Edmond Cohen Md
https://ebookmass.com/product/cohens-comprehensive-thoracicanesthesia-1st-edition-edmond-cohen-md/
ebookmass.com
Medical Textile Materials 1st Edition Qin
https://ebookmass.com/product/medical-textile-materials-1st-editionqin/
ebookmass.com
The Last Kings of Macedonia and the Triumph of Rome Ian Worthington
https://ebookmass.com/product/the-last-kings-of-macedonia-and-thetriumph-of-rome-ian-worthington/
ebookmass.com
Sustainable Energy: Towards a Zero-Carbon Economy using Chemistry, Electrochemistry and Catalysis Julian R.H. Ross
https://ebookmass.com/product/sustainable-energy-towards-a-zerocarbon-economy-using-chemistry-electrochemistry-and-catalysis-julianr-h-ross/
ebookmass.com
The Medical Model in Mental Health. An Explanation and Evaluation 1st Edition Samei Huda
https://ebookmass.com/product/the-medical-model-in-mental-health-anexplanation-and-evaluation-1st-edition-samei-huda/
ebookmass.com
The Idea of Nicaea in the Early Church Councils, AD 431-451 Mark Stephen Smith
https://ebookmass.com/product/the-idea-of-nicaea-in-the-early-churchcouncils-ad-431-451-mark-stephen-smith/
ebookmass.com
Neurology Examination and Board Review, 3rd Edition Nizar Souayah
https://ebookmass.com/product/neurology-examination-and-boardreview-3rd-edition-nizar-souayah/
ebookmass.com
Essentials of Criminal Justice 11th Edition, (Ebook PDF)
https://ebookmass.com/product/essentials-of-criminal-justice-11thedition-ebook-pdf/
ebookmass.com
Black Widows Quinn https://ebookmass.com/product/black-widows-quinn/
ebookmass.com
About the pagination of this eBook
This eBook contains a multi-volume set.
To navigate this eBook by page number, you will need to use the volume number and the page number, separated by punctuation or a space
Refer to the Cumulative Index and match the page reference style exactly in the Go box at the bottom of the screen.
COMPREHENSIVE MATERIALSFINISHING COMPREHENSIVE MATERIALSFINISHING EDITOR-IN-CHIEF
MSJHASHMI DublinCityUniversity,Dublin,Ireland
VOLUME1 FINISHMACHININGANDNET-SHAPEFORMING VOLUMEEDITOR IMTIAZACHOUDHURY UniversityofMalaya,KualaLumpur,Malaysia
Elsevier
TheBoulevard,LangfordLane,Kidlington,OxfordOX51GB 225WymanStreet,WalthamMA02451
Copyright r 2017ElsevierInc.Allrightsreserved
Nopartofthispublicationmaybereproducedortransmittedinanyformorbyanymeans,electronicormechanical,including photocopying,recording,oranyinformationstorageandretrievalsystem,withoutpermissioninwritingfromthepublisher.Detailson howtoseekpermission,furtherinformationaboutthePublisher’spermissionspoliciesandourarrangementswithorganizationssuchas theCopyrightClearanceCenterandtheCopyrightLicensingAgency,canbefoundatourwebsite:www.elsevier.com/permissions.
ThisbookandtheindividualcontributionscontainedinitareprotectedundercopyrightbythePublisher(otherthanasmaybenoted herein).
Notices
Knowledgeandbestpracticeinthis fieldareconstantlychanging.Asnewresearchandexperiencebroadenourunderstanding,changesin researchmethods,professionalpractices,ormedicaltreatmentmaybecomenecessary.
Practitionersandresearchersmayalwaysrelyontheirownexperienceandknowledgeinevaluatingandusinganyinformation,methods, compounds,orexperimentsdescribedherein.Inusingsuchinformationormethodstheyshouldbemindfuloftheirownsafetyandthe safetyofothers,includingpartiesforwhomtheyhaveaprofessionalresponsibility.
Tothefullestextentofthelaw,neitherthePublishernortheauthors,contributors,oreditors,assumeanyliabilityforanyinjuryand/or damagetopersonsorpropertyasamatterofproductsliability,negligenceorotherwise,orfromanyuseoroperationofanymethods, products,instructions,orideascontainedinthematerialherein.
LibraryofCongressCataloging-in-PublicationData
AcatalogrecordforthisbookisavailablefromtheLibraryofCongress
BritishLibraryCataloguing-in-PublicationData
AcataloguerecordforthisbookisavailablefromtheBritishLibrary
ISBN978-0-12-803249-7
Forinformationonallpublicationsvisitour websiteathttp://store.elsevier.com
Publisher: OliverWalter
AcquisitionEditor: RuthIreland
ContentProjectManager: GemmaTomalin
AssociateContentProjectManager: JoanneWilliams
Designer: MatthewLimbert
PrintedandboundinCanada
EDITOR-IN-CHIEF SaleemHashmiisemeritusprofessorintheSchoolofMechanical&ManufacturingEngineeringatDublinCityUniversity,Ireland.HefoundedtheSchoolinJanuary1987,in additiontosettinguptheMaterialsProcessingResearchCentre(MPRC),aresearchcentreof excellenceinthe fieldofmaterialsprocessing.
In1990,ProfessorHashmiestablishedAdvancesinMaterialsandProcessingTechnologies(AMPT),amuch-neededinternationalconferenceinmaterialsprocessing.Hecontinues tobethechairpersonofthesteeringcommitteeforthisseriesofconferences.In1998 hewasappointedaseditor-in-chiefofElsevier’ s JournalofMaterialsProcessingTechnology and continuedinthisroleuntil2008.
In1995,ProfessorHashmiwasawardedthehigherdoctoratedegreeofDSc,bythe UniversityofManchester,thehighestacademicdegreeanyuniversityintheUKcanaward. ProfessorHashmihassupervisedorco-supervised112PhDand55MEngresearch studentstosuccessfulcompletion.Overtheyearshehasalsoactedasanexternalexaminer andexpertassessorforPhDcandidatesandengineeringdepartmentswithuniversitiesin Ireland,theUK,India,Pakistan,Bangladesh,HongKong,Canada,Australia,andMalaysia. Hehaspublishedinexcessof460papersand25bookssofar.
ProfessorHashmiwastheeditor-in-chiefforElsevier’s13-volumemajorreferencework ComprehensiveMaterialsProcessing whichwaspublishedin2014.
Hehasbeenappointedastheeditor-in-chiefforElsevier ’ s MaterialsScienceandMaterialsEngineeringReferenceModule,a 14-sectiononlineresourcecomprisingaround3500reviewedarticles.ThislaunchedinDecember,2015andisconstantlybeing updated.
VOLUMEEDITORS ImtiazAhmedChoudhuryiscurrentlyaprofessorattheDepartmentofMechanicalEngineering,UniversityofMalaya(UM),andhasbeenwithUMsince1996.Hereceivedhis BachelordegreeinMechanicalEngineeringfromBangladeshUniversityofEngineeringand Technology(BUET),MEngfromAsianInstituteofTechnology(AIT),Thailand,andMScin MechanicalEngineeringfromArizonaStateUniversity,USA.HeobtainedhisPhDfrom DublinCityUniversity.Hestartedhiscareerasanassistantengineerinagastransmission anddistributioncompany,Dhaka,Bangladesh.Heworkedasamaintenanceengineerina powerstationfor3yearsinLibya.Hestartedhisacademiccareerin1982asanassistant professorinanengineeringcollege,Bangladesh.Sincethen,hehasbeenworkingin academia.Imtiaz’sresearchinterestsincludetraditional/nontraditionalmachiningwith vegetableoil-basedlubricant,toolconditionmonitoring,machiningdifficult-to-cutand highstrengthmaterials,injectionmoldingandapplicationanduseofsolarenergy.Hehas beenamemberofapanelofjudgesfortheSMEinnovationaward2011–2013,Malaysia, underthecategoryof “ManufacturingSector.” HewasaSenatememberoftheUniversityof Malaya.Hehasauthoredandcoauthoredabout100papersinreferredjournals,morethan60conferencepapersandsomebook chapterspublishedinElsevierworks.Hehasalsobeenareviewerofvariousinternationaljournals.ImtiazisaFellowofInstitution ofMechanicalEngineers,UK(IMecheE),andalifeFellowofInstitutionofEngineers,Bangladesh(IEB).Heisacharteredengineer, UK(CEng).
ProfessorShahjahanMridhawasborninBangladeshandobtainedhisBScandMScin MetallurgicalEngineeringattheBangladeshUniversityofEngineering&Technology (BUET),Dhaka,andPhDattheUniversityofLeedsinUK(1980)onGasNitridingofLow AlloySteels.Since1972hehasworkedattheDepartmentofMetallurgicalEngineering, BUETfor20yearsasafacultymemberexceptfor1986–1987wherehewasaCommonwealth AcademicStaffmemberattheUniversityofBirmingham,UK,workingonPlasmaNitriding.
ProfessorMridhawasaseniorresearchfellowattheUniversityofStrathclyde,UKfrom 1989–1994andworkedonlaserprocessingofaerospacematerialsincollaborationwith UKMinistryofDefence.Inlate1994hemovedtoNanyangTechnologicalUniversity(NTU) inSingaporewherehewasemployedasanassociateprofessoruntil2001,workingon semiconductormaterials,compositeandintermetalliccoatings.
InJanuary2002hejoinedtheInternationalIslamicUniversityMalaysia(IIUM)as professor,laterassumingthepositionofHeadoftheDepartmentofManufacturingand MaterialsEngineering.HeleftIIUMinJuly2012tojointheDepartmentofMechanicaland AerospaceEngineeringattheUniversityofStrathclyde(UK)asaLeverhulmeTrustProfessor, andremainstherepresentlyasvisitingprofessor.
ProfessorMridhahaspublishedmorethan150journalandconferencepapers.Hisresearchcontributionsareprimarilyon microstructure –propertiesrelationships,semiconductormaterialsandsurfacemodificationoflightalloysandsteelusinghigh powerlaserandTIGtorchmeltingtechnology.HeisthepioneerofTIGtorchtechniquesforsurfacecoatingapplications.Professor Mridhaissubjecteditorofthe MetallicMaterials sectioninElsevier’ s ReferenceModuleinMaterialsScienceandMaterialsEngineering launchedinDecember2015.
Inadditiontohisacademiccareer,ProfessorMridhaworkedasaninternationalconsultantfortheUnitedNationsIndustrial DevelopmentOrganization(UNIDO)from2001until2007,deliveringexpertadviceandtrainingtoengineersworkingin manufacturingindustriesintheIndianandAfricancontinents.
BekirSamiYilbasisadistinguishedprofessorintheMechanicalEngineeringDepartment, KingFahdUniversityofPetroleumandMinerals,SaudiArabia.HereceivedhisPhDin MechanicalEngineeringfromBirminghamUniversity,andwasawardedadoctorateof EngineeringatBirminghamin2005duetohissignificantcontributiontohis fieldofstudy. Hehasreceivednumerousawardsasrecognitionofhisresearchwork.Someoftheseinclude PresidentofIndia’sPrizefor1988byIndianRoyalEngineeringSociety,TechnologyPrizefor 1990byScienceandTechnologyFoundationinTurkey,BestResearchAwardfor1997,2002, 2007byKingFahdUniversityofPetroleumandMinerals,SilverJubileeMedalbySilesian UniversityofTechnology,DonaldJuliusGroenPrizefor2007byInstitutionofMechanical Engineers(IMechE),DistinguishedUniversityProfessorawardatKingFahdUniversityof PetroleumandMinerals,2008 – presentbyKingFahdUniversityofPetroleumandMinerals, ProfessorW.JohnsonInternationalGoldMedalfor2008byAdvancesinMaterialsand ProcessingTechnologies(AMPT)SteeringCommittee,ProfessorFryderykStaubGoldenOwl AwardbyWorldAcademyofMetalsandManufacturing,Almarai’sDistinguishedScholar PrizebyKingAbdulazizCityofScienceandTechnology.
BekirSamiYilbashaspublished720journalpapersinreputableinternationaljournals andpresentedover100papersatinternationalconferences.Hehas12patentsissuedandisthesubjecteditorof ArabianJournalof ScienceandEngineering andeditorof JournalofFluids.Hehasservedasaneditorialboardmemberofinternationaljournals, includingthe InternationalJournalofMachineToolandManufactureDesign,ResearchandApplication,InternationalJournalofSubsurface SensingTechnologiesandApplications,JournalofMaterialsProcessingTechnology,JournalofAchievementsinMaterialsandManufacturing Engineering,InternationalJournalofNanomanufacturing,and ArchivesofMaterialsScienceandEngineering,andhasreceivednumerous awardsasrecognitionofhisresearchwork.
CONTRIBUTORSTOVOLUME1 AAAbdullahi
UniversityofMalaya,KualaLumpur,Malaysiaand FederalUniversityofTechnology,Minna,Nigeria
MYAli
InternationalIslamicUniversityMalaysia,Kuala Lumpur,Malaysia
SNAAziz UniversityofMalaya,KualaLumpur,Malaysia
MAzuddin UniversityofMalaya,KualaLumpur,Malaysia
RBahar
InternationalIslamicUniversityMalaysia,Kuala Lumpur,Malaysia
KCBala
FederalUniversityofTechnology,Minna,Nigeria
SKChaubey
IndianInstituteofTechnologyIndore,Indore,India
SChinchanikar
VishwakarmaInstituteofInformationTechnology,Pune, India
IAChoudhury UniversityofMalaya,KualaLumpur,Malaysia
SKChoudhury
IndianInstituteofTechnologyKanpur,Kanpur,India
YAEl-Shekeil
UniversitiPutraMalaysia,Serdang,Malaysia
FengfengJeffXi
RyersonUniversity,Toronto,ON,Canadaand ShanghaiUniversity,Shanghai,P.R.China
SGencalpIrizalp
CelalBayarUniversity,Manisa,Turkey
MHourmand UniversityofMalaya,KualaLumpur,Malaysia
HuiYe
XiamenUniversity,Xiamen,China
WNPHung
TexasA&MUniversity,CollegeStation,TX,USA
MSAHussin
UniversityofMalaya,KualaLumpur,Malaysia
NKJain
IndianInstituteofTechnologyIndore,Indore,India
JianWang
FineOpticalEngineeringResearchCenter,Chengdu, China
SALawal
FederalUniversityofTechnology,Minna,Nigeria SSLawal FederalUniversityofTechnology,Minna,Nigeria
IMaher
UniversityofMalaya,KualaLumpur,Malaysia andKafrelsheikhUniversity,Kafrelsheikh, Egypt
HMarashi UniversityofMalaya,KualaLumpur,Malaysia NNahar UniversityofMalaya,KualaLumpur,Malaysia
MBNdaliman FederalUniversityofTechnology,Minna,Nigeria MYNoordin UniversitiTeknologiMalaysia,JohorBahru,Malaysia YNukman UniversityofMalaya,KualaLumpur,Malaysia
ACPetare
IndianInstituteofTechnologyIndore,Indore,India QiaoXu FineOpticalEngineeringResearchCenter,Chengdu, China
QinghuaZhang FineOpticalEngineeringResearchCenter,Chengdu, China
MMRatnam UniversitiSainsMalaysia,NibongTebal,Penang, Malaysia
NSaklakoglu CelalBayarUniversity,Manisa,Turkey
TSaleh
InternationalIslamicUniversityMalaysia,Kuala Lumpur,Malaysia
SMSapuan UniversitiPutraMalaysia,Serdang,Malaysia
AADSarhan UniversityofMalaya,KualaLumpur,Malaysiaand AssiutUniversity,Assiut,Egypt
MSayuti UniversityofMalaya,KualaLumpur,Malaysia
ShuaiGuo ShanghaiUniversity,Shanghai,P.R.China
ZTaha UniversityMalaysiaPahang,Pekan,Malaysia
KFTamrin UniversityofMalaya,KualaLumpur,Malaysia
TianyanChen FujianChuanzhengCommunicationsCollege,Fuzhou City,China
YaguoLi FineOpticalEngineeringResearchCenter,Chengdu, China
BSYilbas KingFahdUniversityforPetroleumandMinerals, Dhahran,SaudiArabia
CONTENTSOFALLVOLUMES VOLUME1 – FinishMachiningandNet-ShapeForming
ConventionalFinishMachining 1.1FactorsAffectingSurfaceRoughnessinFinishTurning MMRatnam 1
1.2EffectofCuttingVariablesonBoringProcess:AReview SALawal,MBNdaliman, KCBala,andSSLawal
1.3FinishMachiningofHardenedSteel SKChoudhuryandSChinchanikar
1.4ReviewofGearFinishingProcesses NKJainandACPetare
1.5RoboticPolishingandDeburring FengfengJeffXi,TianyanChen,andShuaiGuo
1.6PrecisionGrinding,Lapping,Polishing,andPost-ProcessingofOpticalGlass YaguoLi, QinghuaZhang,JianWang,QiaoXu,andHuiYe
AdvancesinFinishMachining 1.7TechniquestoImproveEDMCapabilities:AReview HMarashi,AADSarhan,IMaher, andMSayuti
1.8NaturalFiber-ReinforcedComposites:Types,Development,ManufacturingProcess,and Measurement SMSapuan,KFTamrin,YNukman,YAEl-Shekeil,MSAHussin,and SNAAziz
1.9EffectofElectricalDischargeEnergyonWhiteLayerThicknessofWEDMProcess IMaher, AADSarhan,andHMarashi 231
1.10Micro-EDMDrillingofTungstenCarbideUsingMicroelectrodewithHighAspectRatioto ImproveMRR,EWR,andHoleQuality MHourmand,AADSarhan,MYNoordin,and MSayuti
1.14LaserPeeningofMetallicMaterials SGencalpIrizalpandNSaklakoglu
1.15MicroPlasticPartFillingCapabilitiesthroughSimulationandExperiment:ACaseStudyon MicroGearShape MAzuddin,ZTaha,andIAChoudhury
1.16Net-ShapeMicrofabricationTechniquebyMicrometalPowderInjection Molding AAAbdullahi,NNahar,MAzuddin,andIAChoudhury
1.17ReviewofMiniatureGearManufacturing NKJainandSKChaubey
2.1FundamentalsofHeatTreatingMetalsandAlloys
2.2HardenabilityofSteel AKBhargavaandMKBanerjee
2.3Carburizing:AMethodofCaseHardeningofSteel MMABepari
2.4SurfaceHardeningbyGasNitriding KFarokhzadehandAEdrisy
2.5LaserBeamProcessingforSurfaceModifications BSYilbas
2.6SurfaceInductionHardening JBarglikandASmalcerz 154
2.7RecentAdvancesinMechanicalSurfaceTreatment SIsmail,QAhsan,and ASMAHaseeb 171
2.8HeatTreatmentofCommercialSteelsforEngineeringApplications MKBanerjee
2.9HeatTreatmentofToolSteels RAMesquita,CABarbosa,andARMachado 214
2.10HeatTreatmentofCastIrons IChakrabarty 246
2.11ThermalTreatmentforStrengtheningTitaniumAlloys ASinha,SSanyal,and NRBandyopadhyay 288
2.12HeatTreatmentofAluminumAlloys HMMARashedandAKMBazlurRashid
2.13SolutionizingandAgeHardeningofAluminumAlloys GQuan,LRen,andMZhou
2.14Heat-TreatingCopperandNickelAlloys AKBhargavaandMKBanerjee 398
2.15CryogenicTreatmentofEngineeringMaterials TSlatterandRThornton
VOLUME3 – SurfaceCoatingProcesses 3.1ElectrolessPlatingofPdBinaryandTernaryAlloysandSurfaceCharacteristicsfor ApplicationinHydrogenSeparation AMTarditi,MLBosko,andLMCornaglia 1
3.2TuningoftheMicrostructureandSurfaceTopographyofHot-DipGalvanized Coatings SMAShibliandRManu 25
3.3SurfaceFinishCoatings PSahoo,SKDas,andJPauloDavim
3.4ResidualStressesinThermalSprayCoating AFMArif,KSAl-Athel,andJMostaghimi 56
3.5LaserTexturingofMaterialsandSurfaceHydrophobicity BSYilbas 71
3.6SurfaceTexturePropertiesofCo–NiAlloysFormedwithUnipolarandBipolar Plating JVazquez-Arenas,IRomero-Ibarra,RHLara,andFSSosa-Rodríguez 86
3.7HVOFCoatingofNickelBasedAlloys:SurfaceandMechanicalCharacteristics BSYilbas 96
3.8Laser-Based3DPrintingandSurfaceTexturing ASelimisandMFarsari 111
3.9HydrophobicityandSurfaceFinish AOwais,MKhaled,andBSYilbas
3.10AtomizersandFinishPropertiesofSurfaceCoatings RRayandPHenshaw
3.11GasNitridingofH13ToolSteelUsedforExtrusionDies:Numericaland ExperimentalInvestigation SSAkhtar,AFMArif,andBSYilbas
3.12Hot-DipGalvanizingProcess FOzturk,ZEvis,andSKilic
3.13FinishingandPost-TreatmentofThermalSprayCoatings MMVerdian
3.14HighVelocityOxy-FuelSprayingandSurfaceFinish HSingh,MKaur,and NBala
3.15ElectrolessPlatingasSurfaceFinishinginElectronicPackaging MAAzmahHanim
3.16HardCoatingsonCuttingToolsandSurfaceFinish HCaliskan,PPanjan,and CKurbanoglu
3.17TopologicalEvaluationofSurfacesinRelationtoSurfaceFinish PDemircioglu
3.18EvaluationofSurfaceFinishQualityUsingComputerVisionTechniques IBogrekciand PDemircioglu 261
3.19EffectofSurfaceRoughnessonWettingProperties HMojiriandMAliofkhazraei
276
3.20SurfacePreparationandAdhesionTestsofCoatings MJokarandMAliofkhazraei 306
3.21PowderMetallurgicalProcessingofNiTiUsingSparkPlasmaSintering KMcNamara, JButler,AAGandhi,andSAMTofail 336
3.22SparkPlasmaSinteringofLead-FreeFerroelectricCeramicLayers MKarimi-Jafari, KKowal,EUl-Haq,andSAMTofail 347
3.23ElectrochemicalProcessingandSurfaceFinish NKJainandSPathak
CONTENTSOFVOLUME1 Preface
IntroductiontoFinishMachiningandNet-ShapeFormingxix VOLUME1 – FinishMachiningandNet-ShapeForming
ConventionalFinishMachining
1.1FactorsAffectingSurfaceRoughnessinFinishTurning MMRatnam 1
1.2EffectofCuttingVariablesonBoringProcess:AReview SALawal,MBNdaliman, KCBala,andSSLawal
1.3FinishMachiningofHardenedSteel SKChoudhuryandSChinchanikar
1.4ReviewofGearFinishingProcesses NKJainandACPetare
1.5RoboticPolishingandDeburring FengfengJeffXi,TianyanChen,andShuaiGuo 121
1.6PrecisionGrinding,Lapping,Polishing,andPost-ProcessingofOpticalGlass YaguoLi, QinghuaZhang,JianWang,QiaoXu,andHuiYe 154
AdvancesinFinishMachining
1.7TechniquestoImproveEDMCapabilities:AReview HMarashi,AADSarhan,IMaher, andMSayuti
1.8NaturalFiber-ReinforcedComposites:Types,Development,ManufacturingProcess,and Measurement SMSapuan,KFTamrin,YNukman,YAEl-Shekeil,MSAHussin,andSNAAziz
1.9EffectofElectricalDischargeEnergyonWhiteLayerThicknessofWEDMProcess IMaher, AADSarhan,andHMarashi
1.10Micro-EDMDrillingofTungstenCarbideUsingMicroelectrodewithHighAspectRatio toImproveMRR,EWR,andHoleQuality MHourmand,AADSarhan,MYNoordin,and MSayuti
1.14LaserPeeningofMetallicMaterials
1.15MicroPlasticPartFillingCapabilitiesthroughSimulationandExperiment:ACaseStudyon MicroGearShape MAzuddin,ZTaha,andIAChoudhury
1.16Net-ShapeMicrofabricationTechniquebyMicrometalPowderInjection Molding AAAbdullahi,NNahar,MAzuddin,andIAChoudhury
1.17ReviewofMiniatureGearManufacturing NKJainandSKChaubey
PREFACE Finishmanufacturingprocessesare finalstageprocessingtechniqueswhicharedeployedtobringproductstoastagewherethey arereadyformarketingandputtinginservice.Overrecentdecades,anumberof finishmanufacturingprocesseshavebeen developedbyresearchersandtechnologists.Someofthesenewprocesseshavebeendocumentedandillustratedbothindividually andcollectivelyinrelationtoapplicationinspecificareas.Theadvancementoftoolsofphysicshasresultedinconsiderable changestotheseprocesses,andtheprecisionwithwhichtheycanbeapplied.Thereportingofthesedevelopmentsaresometimes fragmentary,andthisreferenceworkprovidesamoreconnectedandthoroughreviewoftheseprocesses.
ComprehensiveMaterialsFinishing istheprimaryreferencesourceforresearchersatdifferentlevelsandstagesintheircareerboth inacademiaandindustry.Thisreferenceworkencompassestheknowledgeandunderstandingofmanyexpertsintoasingle, comprehensivework.Containingacombinationofreviewarticles,casestudies,andresearch findingsresultingfromresearchand developmentactivitiesinbothindustrialandacademicdomains,thisreferenceworkfocusesonhowsomeofthese finish manufacturingprocessesareadvantageousforabroadrangeoftechnologies.Theseincludeapplicability,energyandtechnological costs,andpracticabilityofimplementation.Awiderangeofmaterialssuchasferrous,nonferrous,andpolymericmaterialsare covered.
Thisworkdetailsthethreeforemostanddistincttypesof finishingprocesses:surfacetreatment, finishmachiningprocesses,and surfacecoatingprocesses.Surfacetreatmentreferstopropertiesofamaterialbeingmodifiedwithoutotherwisechanging thephysicaldimensionsofthesurface.Finishmachiningprocessesinvolveasmalllayerofmaterialbeingremovedfromthe surfacebyvariousmachiningtypeprocessestorenderimprovedsurfacecharacteristics.Surfacecoatingprocessesarewhere thesurfacepropertiesareimprovedbyadding finelayer(s)ofmaterialswithsuperiorsurfacecharacteristicstoimprovetheservice lifeofthesurfacebeingcoated.Eachprimarysurface finishingprocessispresentedinaseparatevolume,comprisingchapterson manyofthefollowingrelevantspecificprocessesasfollows:
Volume1:FinishMachiningandNet-ShapeForming:developmentsinconventional finishmachiningprocesses(honing,lapping, polishing,burnishing,anddeburring), finegrinding,freeEDM,laser finishing,electricaldischargegrinding(EDG),electrochemicalhoning(ECH),electrochemicaldischargegrinding(ECDG),electrochemicalgrinding(ECG),electrochemicalturning (ECT),micro-machiningprocess,andhigh-speedmachining.
Volume2:SurfaceandHeatTreatmentProcesses:Thiscontainsaspectsofheattreatments,stressrelieving,annealing,normalizing, hardening,tempering,austempering,martempering,carburizing(pack,liquid,gas,andpostcarburizingtreatments),nitriding (gasandplasma),saltbath(boriding,chromizing,cyaniding,andcarbonitriding),phasetransformationoftheoutersurface (induction, flame,laser,electronbeam,andanodizing).
Volume3:SurfaceCoatingProcesses:Plating(electroplating,alloys(bronze/brassandothers),chromium,densechromium, copperandtin,gold,silverandotherpreciousmetals,zincandnickel,electroforming,electrolessnickel,hotdipgalvanizing, selective/brushplating,surface finishcoatings,airspraypainting,andchemicalvapordeposition(CVD)).
Finishingprocessesareatthecoreofsuccessfulproductionofmarketableproductsandaddressrecentprogressinmaterials finishingtechnologiesandscienceaswellascoveringrecentdevelopmentsinspecificmanufacturingprocessesinvolvedwith finishingofproductsforapplicationsinallareasofengineering,biomedical,environmental,healthandsafety,andmonitoring andcontrol.Thein-depthstudyofthese finishingprocessesaspresentedinthesevolumeswillassistscientistsandengineersinthe selection,design,andusageofmaterials,whetherrequiredinsmall-orlarge-scaleusesacrossindustries.
Theinitiationsforthisprojectbeganin2014andbyJanuary,2015,Ihadselectedthevolumeeditors – BekirYilbas,Imtiaz Choudhury,andShahjahanMridhaandwemetwithGemmaTomalin,JoanneWilliams,andGrahamNisbetattheElsevieroffice inOxfordto finalizethetableofcontentsandplantheproject.Throughout2015,thevolumeeditorsandIworkedresolutelyto selecttopicstobecovered,inviteauthors,andreviewtheirmanuscripts,eventuallygettingallcontentreadyforproductionby theendof2015.In2016,authorsreturnedtheirproofcorrectionsand final fileswereproduced.Tocreateaworkofthisscale,the mostin-depthreferenceeverpublishedonmaterials finishingprocessesandsurfaceengineering,reliesonacollaborationof authors,editors,andtheteamatElsevier.Iwouldliketothankthemanydedicatedauthors,whosecontributionswillbean essentialreferenceformaterialsscientistsandengineers.Eachchapterhasbeenreviewedbyoneofthevolumeeditors,leading expertsintheir fields,whoseknowledgeandexpertisehaveprovedinvaluable.Iamindebtedtoeachvolumeeditorandtheir dedicationtomakingtheirvolumeanexhaustiveandrelevantresourceforthescientificcommunityformanyyearstocome.Finally, onbehalfofmyselfandthevolumeeditors,IwouldliketothankGemmaTomalinandJoanneWilliamsatElsevierfortheir support,cooperation,andgoodhumorthroughoutthisproject – fromthe firstmeetinginearly2015,tothepublicationmid-2016.
MSJHashmi Editor-in-Chief
DublinCityUniversity,Dublin,Ireland
INTRODUCTIONTOFINISHMACHININGAND NET-SHAPEFORMING The finishmachiningprocessisusedtoproduceprecisedimensionsandsurfacestoimprovetheaestheticsandsalesvalueof manufacturedproducts.Somecommon,popularmethodsofmachiningarehoning,lapping,polishing,burnishing,and deburring.
Thehoningprocessisusedmainlytoobtainprecisesurface finishingofholes(internalsurface)andexternalcylindricalsurfaces or flatsurfaces.Comparedwithgrinding,thehoningprocessisalow-speedoperationproducingcoolerchips,withlittleorno damage/distortionofthematerialsurface.Honing,anabrasive finishingoperation,removesmaterialfromtheinternalorexternal surfaceofapart.Thisprocessiscapableofhighmaterialremovalratesandoffersadvantagesoflow-costequipment.Anaccuracy of0.001mmcanbeobtainedinawiderangeofmaterials.
Lappingisanabrasive finishingoperationusedon flatorcylindricalsurfaces.Itutilizesaroughchemical-mechanical-polishing techniqueforanimprovedsurface finishandaccuracyandprovidesbetterwearlifeofapart.Itisintendedtoonlyremove approximately0.01mmofmaterial.Thelap,whichisusuallymadeofsoftermaterial,isattachedtoanabrasivematerialormay beusedwithaslurrytocuthardermaterial.
Burnishingisacoldworkingprocessprimarilyusedtopolishinternalsurfacesbyutilizingplasticdeformationandwithout actualremovalofmetal.Asthetoolpassesthroughaworkpart,pressureisgeneratedandexceedstheyieldpointoftheworkpart, thisresultsinthematerialexhibitingplastic flow.Thisallowsthehighspotstobe flattenedoutandthevalleystobe filledin.Cold workingcausestheworkparttohardenandproducesawear-andcorrosion-resistantsurfacewithamirror-like finish.
Polishingisaprocessbywhichasmooth,glossy,and finishedsurfaceisproducedeitherby fine-scaleabrasiveremovalorby softeningandsmearingofsurfacelayersbyfrictionalheatingduringpolishing.Chemicalmechanicalpolishingusesaceramic slurryinasodiumhydroxidesolutionwhenachemicallyreactivesurface(siliconwafer)ispolished.
Thinridgesorsmallpartsstickingtothenewlymachinedsurface,knownasburrs,generallydevelopduringmachiningalong theedgesoftheworkpart.Deburringistheremovaloftheseburrs,andtherearevariousdeburringprocessesavailable.Deburring isimportantforfunctionality,quality,aesthetics,andthesmoothoperationofworkpieces.
Finishmachiningandnet-shapeformingofmicro-partsarebeinginvestigatedmorebecausethedemandforhigh-precision components(suchasfortheaerospaceandautomotiveindustryandformedicalimplantsandinstruments)hasnecessitatedusing micro-machiningandnet-formingtechniquesasopposedtoconventionalmethods,whichmayleadtomaterialwastage.Materials,processingconditions,tools,andmachineryaresomeofthekeyfactorsthatinfluencethemanufacturingofqualityproducts. Thesefactorshavereceivedincreasedattentionbecauseoftheirrolesincreatingqualityproducts.Overtheyears,advancementsin micro-machininghavebeenmadethroughtheapplicationoflightamplificationbystimulatedemissionsofradiation(LASER), whichisreferredtoaslaserbeammachining(LBM).Similarly,net-shapetechniquessuchasdieforming,investmentcasting, powderinjectionmolding(PIM),and,morerecently,additivelayermanufacturing(ALM)comprising3Dprintingusingmetaland plastichavebeenfoundtobecost-effectiveformicro-fabricationofintricateandcomplexmicro-parts.
Itisnowclearthattheuseofconventionalmachininghasbeenconstrainedbecauseoftheintricateshapeandmicro/nanosize ofthefeature’sdesign,ashastheemergenceofadvancedengineeringmaterials.Therefore,stringentmicro-fabricationtechniques arerequired.Somecommonlyusedtechniquesinvolveboring,suchasultrasonic-assistedlapping,gearhoning,polishing, electricaldischargemachining(EDM),laserbeammachining(LBM),etching,coning,andmicro-injectionmolding(mIM).These techniquesarepresentedinthisvolumeintwochapterscovering mIM.
ChaptersinThisVolume 1.1FactorsAffectingSurfaceRoughnessinFinishTurning
1.2EffectofCuttingVariablesonBoringProcess:AReview
1.3FinishMachiningofHardenedSteel
1.4ReviewofGearFinishingProcesses
1.5RoboticPolishingandDeburring
1.6PrecisionGrinding,Lapping,Polishing,andPost-ProcessingofOpticalGlass
1.7TechniquestoImproveEDMCapabilities:AReview
1.8NaturalFiber-ReinforcedComposites:Types,Development,ManufacturingProcess,andMeasurement
1.9EffectofElectricalDischargeEnergyonWhiteLayerThicknessofWEDMProcess
1.10Micro-EDMDrillingofTungstenCarbideUsingMicroelectrodewithHighAspectRatiotoImproveMRR,EWR,andHole Quality
1.11Micromachining
1.12LaserMachiningProcesses
1.13ELIDGrindingandEDMforFinishMachining
1.14LaserPeeningofMetallicMaterials
1.15MicroPlasticPartFillingCapabilitiesthroughSimulationandExperiment:ACaseStudyonMicroGearShape
1.16Net-ShapeMicrofabricationTechniquebyMicrometalPowderInjectionMolding
1.17ReviewofMiniatureGearManufacturing
Thevolumecontainschapterson finishmachining,EDM/WEDM,gearmanufacturing,micro-machining,lasermachining,and net-shapemicro-fabricationtechniques.Thecontentofeachchapterissufficienttogivethereaderbackgroundinformationabout comprehensive finishingandnet-shapeformingtechniques.Furthermore,thechaptersarearrangedtoprovideaprogressive understandingofthevarioustechniquesasappliedinpractice.Therefore,itisexpectedthatthereaderwill findthisvolumetobea greatsourceforpertinentinformationoncomprehensive finishingandnet-shapeforming.
ConcludingRemarks Thecontributionsbytheauthorsofthisvolumeareexcellentpiecesofinformationrelevanttoresearchers,technologists,students, andindustrialists.Currentresearchtrendsaswellasresearchoutlooksinthe fieldsofcomprehensive finishingandnet-shape formingarepresentedinthisvolume.
Acknowledgments Theeditorexpresseshisdeepappreciationandgratitudetoalltheauthorsandco-authorsofthechaptersfeaturedinthisvolume fortheircommitment,hardwork,andcomprehensivecontributionsinvariousareasrelatedtomaterials finishingandnet-shape forming.Inaddition,theinvitationbyElsevierthroughProf.M.S.J.Hashmitocreatethisprojectisgreatlyappreciated.Thankyou totheproductionteam,authors,andvariousinstitutions,aswellastoyouremployersforthiswonderfulsupport.
TheeditorgreatlyacknowledgesthesupportprovidedbytheUniversityofMalayathroughResearchProjectsUMRGRP020/ 2012AandFRGSFP066–2015A.
IAChoudhury UniversityofMalaya,KualaLumpur,Malaysia
1.1FactorsAffectingSurfaceRoughnessinFinishTurning MMRatnam, UniversitiSainsMalaysia,NibongTebal,Penang,Malaysia
r 2017ElsevierInc.Allrightsreserved.
1.1.1Introduction
1.1.1Introduction
Turningisacommonmetalremovalprocessinwhichasinglepointcuttingtoolismovedrelativetoarotatingcylindrical workpieceonamachinetool.Themajorapplicationofturningisintheremovalofbulkmaterialfromtheworkpieceto achievetherequireddimensions.Thisisknownasrough turning,orsimplyasroughing.However,turningisincreasinglyusedtoproducegoodsurface finishinprocessesknown as finishturning.Thisisdonetypicallytoavoidorreduce secondaryprocessessuchasgrindingorlapping,thussaving productioncosts.Finishturningusuallyinvolvesturningusing thetiporthecurvednoseareaofthecuttingtoolinsert.The depthofcutisusuallylessthanthenoseradiusofthecutting tool.Theobjectiveof finishturningistoproduceproductsof high-dimensionalprecisionwithgoodsurface finishquality.
Thesurface finishqualityofaproductisusuallyassessedin termsofitssurfaceroughness.Theroughnessofamachined surfaceisconsideredasoneofthemaincharacteristicsof theproductasitgreatlyinfluencesthefatiguelife,coefficientof friction,wearresistance,andsubsequentlythereliablefunction oftheproductduringservice.Therearemanyfactorsthataffect thesurface finishqualityofaworkpieceinturning.Thesefactors canbebroadlydividedintothefollowingfourmaincategories:
1.Factorsduetomachiningconditions,suchasdryturning, wetturning,typeofcutting fluid,methodofcutting fluid application,chattervibration,andmachinetoolrigidity.
2.Factorsduetocuttingtoolparameters,suchastoolnose radius,noseangle,tooledgepreparation(honedor chamfered),rakeangle,sideedgecuttingangle,cuttingtool material,andtoolcoating.
3.Factorsduetomachiningparameters,suchasfeedrate, cuttingspeed,anddepthofcut.
4.Factorsduetoworkpiecematerialproperties,suchashardness,microstructure,grainsize,composition,andinternal defects.
Theresearchworkcarriedoutinthepasttounderstand howthevariousfactorsaffectthesurface finishqualityofthe workpieceinturningisreviewedinthischapter.Agreater emphasisisgiventothemorerecentworkinthisrapidly advancing fieldwhichininfluencedbythedevelopment ofmoderninstrumentationanddataanalysistechniques. Previousworkstooptimizetheprocessparameterstoobtain thebestsurface finishandtopredictthesurfaceroughnessare reviewed.Potentialareasforfurtherresearchthatcanprovide newinsightsintotheeffectofthevariousfactorsinmoredetail aresuggestedattheendofthechapter.
1.1.2FactorsduetoMachiningConditions 1.1.2.1FactorsduetoCuttingFluidsandMethodofFluid Application
Cutting fluidsserveaslubricantsaswellasheatremovalagents duringturning.Theyareusedtoreducefrictionandtoolwear, improvesurface finish,reduceenergyconsumption,reduce thermaldistortions,facilitatechipremoval,reducetendency ofbuilt-upedge(BUE)formation,andprotectthenewly machinedsurfacefromenvironmentalcorrosioneffects.Cutting fluidsarealsoknownasmetalworking fluids,coolants, orsimplyaslubricants.Adetailedtreatmentofthesubjecton metalcutting fluidsisgivenbyByres.1
Extensiveresearchhasbeencarriedoutinthepastthree decadestostudytheeffectofthetypeofcutting fluidandthe methodof fluidapplicationonthesurface finishofvarious typesofworkpiecematerialsduringturning.Thecutting fluids usedinthesestudiescanbeclassifiedintofourmaincategories accordingtotheirchemicalformulation.Theyaremineraloils, solubleoils(emulsifiedoils),synthetic(chemical) fluid,and semisynthetic fluids.Cuttingoilswithoutfurtherdilutionor additivesareknownasneatoilorstraightoil.Besidesmineral andchemical-based fluids,vegetableoils,beingbiodegradable,
havethepotentialtoreducewastetreatmentcostsandhealth hazardsassociatedwiththepetroleum-basedoils.Therefore, severalresearchershaveinvestigatedtheeffectofvarious bio-basedcutting fluidsonthesurface finishqualityinturning. Thefourcommonmethodsofapplyingthecutting fluidto thecuttingzoneareby flood filling,jetimpingement,mist,and minimumquantitylubricant(MQL).Theeffectsofthe fluid applicationmethodsonthesurfaceroughnessofthe finished workpiecehavebeenstudiedbyanumberofresearchers.
Theeffectofdifferentcutting fluidsonsurface finishand toolwearduringturningofAISI304steelusingacarbidetool wasinvestigatedbyXaviorandAdithan.2 Theauthorsstudied threetypesofcutting fluids,namelysolubleoil(emulsion), neat(mineral)cuttingoil,andcoconutoil.Coconutoilwas chosenasoneofthecutting fluidsduetoitsloweronset temperatureofthermaldegradationcomparedtosunflower andsesameoils.3 Intheirmachiningexperimentsthefeed ratewasvariedfrom0.1to0.35mmrev 1.Theirresults showedthatatalowfeedrate(0.2mmrev 1)coconutoiland solubleoilproducedsimilarsurface finishbutneatoilresulted inslightlyhigherroughnessvalues.Athigherfeedrates (0.35mmrev 1)coconutoilproducedthebestsurface finish whencomparedtotheothertwo fluids.Adifferenceinthe averageroughness(Ra)of1.0 mmwasobtainedatafeedrate of0.35mmrev 1 whencomparingturningcarriedoutusing straightoilandcoconutoil.Thisobservationwasattributedto themuchlowertool flankwearwhenthemachiningwas carriedoutusingcoconutoilasthecutting fluid.Theauthors reportedthatthelowerviscosityofcoconutoilallowedeasier flowofthecutting fluidthusenablingbetterremovalofthe heatatthetool–workpieceinterface.
Lawal etal 4 preparednewoil-in-wateremulsioncutting fluidsbymixingthreedifferenttypesofoils(palmkerneloil, cottonseedoil,andmineraloil)separatelywithwaterand additivessuchasanticorrosionagent,antioxidant,andbiocide.Thewater-to-oilratiousedforeachcasewas9:1.The turningtestswereperformedonAISI4340alloysteel.Their resultsshowedageneraltrendofimprovementofsurface roughnesswhenusingpalmkerneloilandcottonseedoilbasedcutting fluidscomparedtomineraloil-basedcutting fluid.Theauthorsattributedthis findingtothereduction incuttingforcewhenusingbio-based fluids.Thisinturn wasexplainedintermsoftheformationofahigh-strength boundary filmthatresultedfromthehighproportionoffatty acidsinthebio-based fluids.
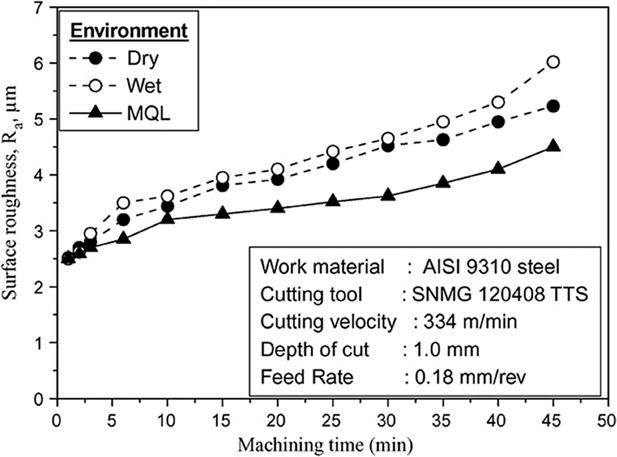
MQLreferstotheuseofaverysmallquantityofcutting fluid,typicallyat flowratesof50–500mlh 1,whichisdirected tothecuttingzonevianozzlesorchannelsbuiltinsidethetool holder.TheconceptofusingMQL(alsoknownasnear-dry lubricationormicro-lubrication)inmachiningwassuggested morethanadecadeagoasameansofovercomingthe problemsrelatedtotheairbornecutting fluidparticles thatposehealthhazards.MQLalsoleadstosignificantsavingin cutting fluidsandreducesworkpiece/tool/machinecleaning cycletime.Khan etal 5 studiedtheeffectsofMQLusingvegetableoil-basedcutting fluidontheturningperformanceofAISI 9310alloysteelcomparedtocompletelydryandwetturning. TheMQLwassuppliedbypassingairathighpressureintoa mixingchamberthatdrewacontrolledamountof fluid.The mixturewasdirectedathighvelocitytothechip–toolinterface
throughanozzle.Theirresults(Figure1)showthatturning usingMQLproducedbettersurface finishcompared todryorwetturning.After45minofmachiningtimean improvementof29%intheaverageroughnesswasobserved comparedtothewetturning.Theimprovementobserved, however,dependedonthework-toolmaterialsandwas achievedmainlybycontrollingthedeteriorationoftheauxiliary cuttingedgebyabrasion,chipping,andformationofBUE.The surfaceroughnessimprovedeffectivelyduetothereductionof wearanddamagetothetooltipduetotheapplicationofMQL. deAngeloSanchez etal 6 investigatedtheeffectofdifferent methodsofcutting fluidapplicationontheturningof difficult-to-cutmachinesteel(SAEEV-8).Theauthorcomparedthreedifferentmethodsof fluidapplication,namely overhead flood filling,MQL,andpulverization.Thecutting fluidusedforthe flood fillwasasemisynthetic fluidwhilethat usedforMQLwasvegetableoil.Pulverizationwasachievedby usingahigh-pressurenozzle.Amongthemethodscompared theauthorsfoundthattheapplicationofcutting fluidjet directedtothechip–toolinterfaceresultedinincreasedtool lifeanddecreasedcuttingforce,thusimprovingthesurface finish.However,whenthereductionintoolwearisthemain objectivetheauthorsreportedthattheconventionalmethod of flood fillingwasmoreefficient.Shokoohi etal 7 studiedthe combinedeffectofMQLandprecoolingoftheworkpieceon surfaceroughnessandothereffectssuchaspowerconsumptionandchipformation.Themachiningwascarriedouton hardenedandtemperedAISI1045steel.Theworkpiecewas precooledusingCO2 asthecryogenicagent.Thecutting fluid wasmadebymixingsunfloweroilwithwaterandasmall amountofantibacterialagent.Theauthorsreportedthat theapplicationoftheprecoolingprocessalongwithusing MQLwiththenewcoolantresultedintheimprovementof thesurface finish.Thiswasattributedtothecoldercutting zoneduetotheefficientpenetrationoftheoilintothe tool–workpieceinterface.
Sincetheconventionalcoolingmethods,suchas flood fillingandhigh-pressurejets,areunabletoensurethepenetration ofthe fluidtothechip–toolinterface,Sohrabpoor etal 8 used MQLstrategyduringtheturningofAISI4340stainlesssteel. Theauthorscomparedfourstrategiesoflubricationnamelydry
Figure1 Effectofvariouscoolingconditionsonsurfaceroughness.5
cutting,aircool,wetwithpureliquidlubricant,andMQL. Theyobservedamaximumimprovementinsurface finish (adecreasein Ra fromapproximately27 mmfordrycutting to6 mmusingMQL)atafeedrateof0.28mmrev 1 and spindlespeedof1000revmin 1.Theimprovementobserved wasexplainedintermsofthereducedwearattheauxiliary (minor)cuttingedgeofthetool.HadadandSadeghi9 found thattheMQLnozzlepositionhasanimportantinfluenceon theperformanceofMQLturning.Oilmistsuppliedtoboth therakeand flankfacespreventedtheadhesionofchipinlow temperatureandthelubricationeffecthelpedtoimprovethe surface finish.
Amini etal 10 usedthetermnear-drymachining(NDM)to describeMQLandobservedaslightdecreaseintheaverage roughnesscomparedtodryturning.Theauthorscarriedout theirexperimentbyturningAISI4142steel.Theyinvestigated theeffectofseveralparametersinvolvedintheNDMmethod, namely flowrate,airpressure,frequencyofsendingthe lubricant,andthenozzleposition.Directingthe fluidtothe machiningzoneenabledfrictiontobereducedthusdecreasing themachiningtemperatureandpreventingformationofBUE andthereforereducingtoolwear.However,therewereno obviouscorrelationsbetweenthe flowrateandthesurface roughnessorbetweenthefrequenciesofsendinglubricant withthesurfaceroughness.
Extremelyhightemperaturesgeneratedduringhigh-speed turninghavedetrimentaleffectsonmachining.Hightemperaturesnotonlylimittoollifebutalsodeterioratesurface finishbyinducingtensileresidualstresses,distortionsdueto thermalgradientsandmicro-cracks.Thisproblemcantosome extentbealleviatedusingcutting fluidsthateffectivelyreduce thecuttingtemperature.However,sincecutting fluidmay notremovetheextentoftheheatefficientlyDilipJerold andPradeepKumar11 attemptedusingacryogeniccoolantto reducethecuttingtemperaturestolowerthanthoseachievable usingtheconventionalcoolants.TheefficiencyofusingCO2 cryogeniccoolantwascomparedtothatofdryandwet machiningwithrespecttothesurfaceroughnessandother parameters.TheworkpiecematerialusedwasAISI1045 steel.Theauthorsreportedthattheuseofcryogeniccooling reducedthecuttingtemperaturesby5–22%.Thesurface finish
improvedby5–25%inthecryogeniccuttingconditioncomparedtowetcutting.
DharandKamaruzzaman 12 carriedoutasimilarstudyby usingliquidnitrogenjetasthecoolantduringtheturningof AISI4037steel.Theresultswerecomparedwithdrymachining andwithmachiningusingsolubleoilasthecoolant.Aftera machiningtimeof60mintheaveragesurfaceroughness(Ra) producedundercryogeniccoolingdecreasedbyabout40% and25%comparedtowetanddrycooling,respectively.The authorsattributedthereductioninthesurfaceroughnessto thereductionintheauxiliary(minor) flankwearduetothe retentionoftoolhardnessthroughthereductionintemperaturebytheliquidnitrogenjetimpingingalongtheauxiliary edge.Liquidnitrogen,however,isexpensiveandincreases theoverallmachiningcost.Moreover,duetoitsextremely lowtemperature( 196 1C)liquidnitrogencanprecoolthe workpiecesignificantlythusresultinginthermalmicro-cracks.
DilipJeroldandPradeepKumar13 investigatedtheeffectof carbondioxideasthecutting fluidinturningAISI316stainless steel.ComparedtodrymachiningtheCO2 machiningresulted inimprovementofsurface finishby57%,whilecomparedto wetmachiningtheimprovementwas52%.Theseobservations weremadeatacuttingspeedof94mmin 1 andfeedrateof 0.143mmrev 1.Significantimprovementinsurfaceroughnesswasobservedatotherfeedratesandcuttingspeedsaswell thoughthedifferencewasmorepronouncedathigherfeeds. Thebettersurface finishobtainedwhenmachiningusing CO2 asthecoolantwasexplainedintermsofthebetterchip breakabilityandlessaccumulationofthechipsnearthecuttingzone.Thisreducedthefrictionalcontactofthechipswith the finishedworkpiece.
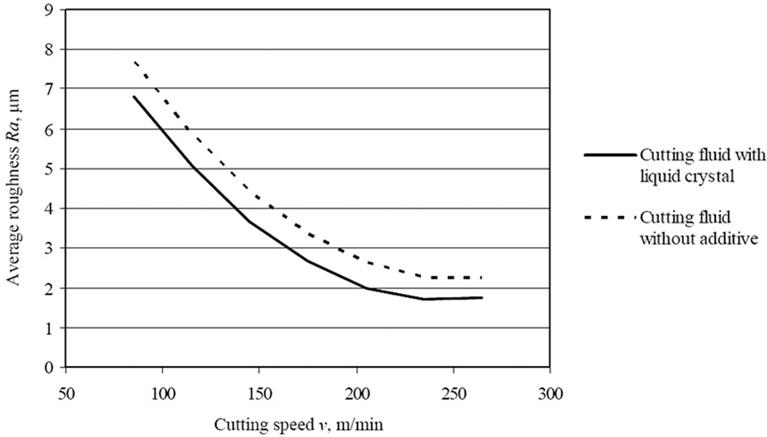
Theadditionoftwistednematicliquidcrystalstomineral oil-basedcutting fluidshasbeenfoundtoreducethecoefficientoffrictionofthefrictionpairsupto fivetimes.14 The liquidcrystalwasselectedfromahomologousseriesoffatty acidestersofcholesterol.Theliquidcrystalswerecompletely meltedinthecutting fluidbeforemachining.Areduction inthesurfaceroughnesswasobservedasshownin Figure2. Thisbehaviorwasexplainedintermsofthedoubleactionof liquidcrystallineadditivewhichleadstothereductionofthe frictioncoefficientinthetool–chip–workpieceinterfacezones.
Thelargermoleculesoftheliquidcrystalprovidedbetter protectionfromthedirectmetalcontact.
Ozcelik etal 15 foundthattheinclusionof8%ofextreme pressure(EP)additivetocanola-basedcutting fluidsresulted inapproximately35%reductionintheaverageroughnessof theworkpiececomparedtothemineral-basedcutting fluid. TheEPadditiveisabsorbedintothesurfaceoftheworkpiece anddecreasedtheshearstress.Theauthorsalsoreportedthat areductionof24%inaverageroughnesswasobtainedwhen comparedtosemisyntheticcutting fluid.However,a12% additionofEPincreasedtheaverageroughness.Althoughthe 8%ofEPadditivedecreasedtheshearstressonthemachine surface,theBUEincreasedwiththeincreaseintheEPadditive.
Althoughmanyresearchershaveinvestigatedvarioustypes of fluidsaslubricantsinturningonlyafewofthemhave exploredthepossibilityofusingsolidpowdersasthelubricants.Srikiran etal 16 usednano-crystallinegraphitepowder asalubricantduringtheturningofAISI1040steelusing tungstencarbideinserts.Thefeedratewasvariedfrom0.05to 0.125mmrev 1,thecuttingspeedwasvariedfrom51to 192.6mmin 1,whilethedepthofcutwasvariedfrom 0.25to1mm.Fourlevelsofeachparameterwereconsidered intheirexperiments.Theauthorsreportedthatthedecreasein thesizeofnano-particlescausedthecuttingforcesand tool–chipinterfacetemperaturetoincrease.Thiseffectcaused thesurfaceroughnesstodeteriorate.VamsiKrishna etal 17 investigatedtheperformanceofboricacidandgraphiteas solidlubricantsduringtheturningofAISI1040steel.Aconsiderablereductioninthecuttingforces,coefficientoffriction betweenchipandtoolinterfaceandaverage flankwearwas observed.Theseleadtothereductioninthesurfaceroughness ofthe finishedworkpiece.Boricacidwasfoundtoperform wellcomparedtographite.Themaindrawbackofusingsolid powdersaslubricantsis,however,duetotheeasewithwhich theparticlesgetairborne,thusposinghealthhazardstopersonnelandpossibledamagetosensorsinthemachinetool.
VamsiKrishna etal 18 19 alsousedboricacidsolidlubricant of50nmparticlesizeassuspensioninSAE-40andcoconutoil andstudiedthelubricatingpropertiesduringtheturningof AISI1040steelwithacarbidetool.Theresultswerecompared withpureSAE-40oilandcoconutoilaslubricants.The reductioninsurfaceroughnessobservedwasattributedtothe betterlubricatingactioncausedbythenano-boricacidsuspensions.Thesuspensioncausedareductioninthefrictional forcesbetweenthetoolandtheworkpiecetherebyreducing thetemperaturesdeveloped,hencedecreasingtoolwear,and resultinginimprovedsurface finishquality.
Theadditionofnanoparticles,suchasgraphite,molybdenumsulfide(MoS2),copper(Cu),copperoxide(CuO), alumina(Al2O3),etc.,tocutting fluidshasbeenshownto improvethelubricationpropertiesofthe fluid.Thenanoparticlesnotonlyactlikeminiatureballsinreducingthe coefficientoffrictionbuthelptoconductawayheatmore efficiently.Severalresearchershaveexploredtheadditionof nanoparticlestocutting fluids,thereafterknownasnano fluids. Amrita etal. 20 evaluatedtheperformanceofanewnanofluid preparedbyaddingnanographitepowdertosolubleoilasthe base fluid.Thelubricatingpropertiesoftheconventional cutting fluid(solubleoil)andnano fluidwereevaluatedby usingthefour-balltests.Theturningexperimentswerecarried
outonAISI1040steel.ThenanofluidwasappliedusingMQL applicationata flowrateof10mlmin 1.Thenozzlewas placed1cmfromthetool–workpieceinterfacetoensurethat the fluidmistenterstheinterfacesproperly.Theresultsofthe weartestsshowedthatinclusionofthegraphitenanopowder reducedthecoefficientoffrictionbyabout3.5%.Thereductionwasattributedtothelubricatingpropertiesofthelamellar structurewhichcausestheparticlestoalignalongthedirection ofmovementandslideoveroneanother.MQLapplication withnanofluidcausedthesurfaceroughnesstodecreaseby 28%comparedtoMQLwithoutthegraphitenanoparticles. Sayuti etal 21 appliedamistofSiO2 nano-lubricantby compressedairintheturningofAISI4140hardenedsteel.The optimumSiO2 nano-lubricationparametertoachievethe lowesttoolwearandthebestsurface finishwereinvestigated. Theauthorspreparedthenano-lubricantbyaddingSiO2 nanoparticleswithanaveragesizeof5–15nmtomineraloil. AnMQLsystemequippedwiththin-pulsedjetnozzlecontrolledbyusingavariablespeedcontrolvalvewasusedin theirexperiments.Thebestsurface finishwasobtainedusing 0.5%wtnanoparticleconcentrationduetothereductioninthe coefficientoffrictionatthetool–chipinterface.Thesurface roughnesswasfoundtoincreaseathigherSiO2 additions. Theauthorsattributedthisbehaviortothelargenumberof nanoparticlesthattransferadditionalkineticenergytothe workpiecesurfaceanddissipatemoreheat.
Fromtheinvestigationscarriedoutinthepastonthe effectivenessofvariouscutting fluidsusedinturningitis obviousthatsometypesofcutting fluidsarebetterthanothers asfarassurface finishqualityisconcerned.Vegetablesoils havegoodpotentialtoreplacemineralandchemical-based cutting fluidsduetotheirbiodegradabilityandgoodlubricatingandheatremovalproperties.Theeffectoftheextended useofvegetableoilsduetooxidationandbacterialcontaminationneedfurtherstudybeforebio-basedoilsbecomes widelyacceptableascutting fluids.Theadditionofnanoparticleshasalsoproducedanimprovementinthesurface finishinmanyturningapplications.22 Theimprovement, however,dependedonseveralfactorssuchasconcentrationof nanoparticles,methodof fluidapplication,directionofjet,etc. Itisnotpossibletocomparetheexperimentalworkpublished intheliteraturetodeterminethebesttypeofnanofluid(nanoparticleandbase fluidcombination)toobtainthebestsurface finishquality.Thisbecausethesurface finishdependson numerousotherparameters,suchascuttingparameters(particularly,feedrate,andcuttingspeed),workpiecematerial, toolgeometry,andmachinetoolrigidity.Theseparameters weredifferentamongdifferentresearchers.
1.1.2.2FactorsduetoToolVibration Vibrationsareunavoidableduringturning.Manyfactorscan leadtovibrations,suchasthevariationofcuttingforces, unbalancedmassesinthemachinetool,andsourcesoutside themachinetool.Inmodernturningmachinesthelevelof vibrationcausedbythemachinetooliskepttoaminimum bycarefuldesignandbytheuseofvibrationdampers.Thus, themainsourceofvibrationduringcuttingistoolchatter. Toolchatterresultsfromtheviolentrelativemotionbetween