Handbooks in Advanced Manufacturing Advanced Welding and Deforming
Series Editors-in-Chief
J. PAULO DAVIM AND KAPIL GUPTA
Edited by
KAPIL GUPTA
University of Johannesburg, South Africa
J. PAULO DAVIM
University of Aveiro, Portugal
Elsevier
Radarweg 29, PO Box 211, 1000 AE Amsterdam, Netherlands
The Boulevard, Langford Lane, Kidlington, Oxford OX5 1GB, United Kingdom 50 Hampshire Street, 5th Floor, Cambridge, MA 02139, United States
Copyright © 2021 Elsevier Inc. All rights reserved.
No part of this publication may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying, recording, or any information storage and retrieval system, without permission in writing from the publisher. Details on how to seek permission, further information about the Publisher’s permissions policies and our arrangements with organizations such as the Copyright Clearance Center and the Copyright Licensing Agency, can be found at our website: www.elsevier.com/permissions
This book and the individual contributions contained in it are protected under copyright by the Publisher (other than as may be noted herein).
Notices
Knowledge and best practice in this field are constantly changing. As new research and experience broaden our understanding, changes in research methods, professional practices, or medical treatment may become necessary.
Practitioners and researchers must always rely on their own experience and knowledge in evaluating and using any information, methods, compounds, or experiments described herein. In using such information or methods they should be mindful of their own safety and the safety of others, including parties for whom they have a professional responsibility.
To the fullest extent of the law, neither the Publisher nor the authors, contributors, or editors, assume any liability for any injury and/or damage to persons or property as a matter of products liability, negligence or otherwise, or from any use or operation of any methods, products, instructions, or ideas contained in the material herein.
Library of Congress Cataloging-in-Publication Data
A catalog record for this book is available from the Library of Congress
British Library Cataloguing-in-Publication Data
A catalogue record for this book is available from the British Library
ISBN: 978-0-12-822049-8
For information on all Elsevier publications visit our website at https://www.elsevier.com/books-and-journals
Publisher: Matthew Deans
Acquisitions Editor: Brian Guerin
Editorial Project Manager: John Leonard
Production Project Manager: Sojan P. Pazhayattil
Designer: Victoria Pearson Esser
Typeset by Thomson Digital
Contributors
Kumar Abhishek
Department of Mechanical Engineering, Institute of Infrastructure Technology Research and Management (IITRAM), Ahmedabad, Gujarat, India
Bappa Acherjee
Production Engineering Department, Birla Institute of Technology, Mesra, Ranchi, Jharkhand, India
Şenol Bayraktar
Recep Tayyip Erdogan University, Faculty of Engineering and Architecture, Department of Mechanical Engineering, Rize, Turkey
Udaya Bhat K
Department of Metallurgical & Materials Engineering, NITK Surathkal, Srinivasnagar, Karnataka, India
Devadas Bhat Panemangalore
Department of Metallurgical & Materials Engineering, NITK Surathkal, Srinivasnagar, Karnataka, India
Suma Bhat
Department of Mechanical Engineering, SJEC,Vamanjuru, Mangaluru, Karnataka, India
K.S Bindra
Laser design and industrial applications division, Raja Ramanna Center for Advanced Technology, Indore, Madhya Pradesh; Homi Bhabha National Institute, BARC Training School Complex, Mumbai, Maharashtra, India
Pierpaolo Carlone
Department of Industrial Engineering, University of Salerno, Salerno, Italy
Somnath Chattopadhyaya
Department of Mechanical Engineering, Indian Institute of Technology (ISM) Dhanbad, Dhanbad, Jharkhand, India
R. Comesaña
CINTECX, Universidade de Vigo, LaserON Research group, School of Engineering, Vigo; Universidade de Vigo, Materials Engineering, Applied Mechanics and Construction Dpt., University of Vigo, Vigo, Spain
Arash Darafsheh
Department of Radiation Oncology, Washington University School of Medicine, St. Louis, MO, United States
Manoj Kumar Singh
Composite Design and Manufacturing Lab, School of Engineering, Indian Institute of Technology Mandi, Mandi, Himachal Pradesh, India
Chandan Kumar
Department of Mechanical Engineering, Indian Institute of Technology, Guwahati, Assam, India
R. Kumar
Faculty of Mechanical Engineering, Eritrea Institute of Technology, Eritea
Rajeev Kumar
Composite Design and Manufacturing Lab, School of Engineering, Indian Institute of Technology Mandi, Mandi, Himachal Pradesh, India
Hossein Lavvafi
Department of Radiation Oncology, William Kahlert Cancer Center, Westminster, MD, United States
F. Lusquiños
CINTECX, Universidade de Vigo, LaserON Research group, School of Engineering, Vigo, Spain
G. Madhusudhan Reddy
Defence Metallurgical Research Laboratory, Kanchanbagh, Hyderabad, Telangana, India
P. Mastanaiah
Defence Research and Development Laboratory, Kanchanbagh, Hyderabad, Telangana, India
Mehrshad Mehrpouya
Faculty of Engineering Technology, University of Twente, Enschede, The Netherlands
Kush P. Mehta
Department of Mechanical Engineering, School of Technology, Pandit Deendayal Petroleum University, Gandhinagar, Gujarat, India; Advanced Manufacturing and Materials Research Group, Department of Mechanical Engineering, School of Engineering, Aalto University, Espoo, Finland
N.A. Chichenev
National University of Science and Technology «MISIS», Moscow, Russia
Maria Ntsoaki Mathabathe
Council of Scientific Industrial Research, Materials Science and Manufacturing, Manufacturing cluster, Advanced Materials Engineering, Pretoria, South Africa
Sharath P C
Department of Metallurgical Engineering, Jain University, Bengaluru, Karnataka, India
Amogelang Sylvester Bolokang
Council of Scientific Industrial Research, Materials Science and Manufacturing, Manufacturing cluster, Advanced Materials Engineering, Pretoria, South Africa
Himanshu Pathak
Composite Design and Manufacturing Lab, School of Engineering, Indian Institute of Technology Mandi, Mandi, Himachal Pradesh, India
C.P. Paul
Laser design and industrial applications division, Raja Ramanna Center for Advanced Technology, Indore, Madhya Pradesh, India; Homi Bhabha National Institute, BARC Training School Complex, Mumbai, Maharashtra, India
J. Pou
CINTECX, Universidade de Vigo, LaserON Research group, School of Engineering, Vigo, Spain
Vishalkumar Prajapati
Department of Mechanical Engineering, Institute of Infrastructure Technology Research and Management (IITRAM), Ahmedabad, Gujarat, India
Dinesh W. Rathod
Department of Mechanical Engineering, Thapar Institute of Engineering and Technology, Thapar Technology Campus, Patiala, Punjab, India
A. Riveiro
CINTECX, Universidade de Vigo, LaserON Research group, School of Engineering, Vigo; Universidade de Vigo, Materials Engineering, Applied Mechanics and Construction Dpt., University of Vigo,Vigo, Spain
Pankaj Sahlot
Department of Mechanical Engineering, School of Technology, Pandit Deendayal Petroleum University, Gandhinagar, Gujarat, India
R. Sankaranarayanan
Department of Mechanical Engineering, Mepco Schlenk Engineering College (Autonomous), Sivakasi, Tamil Nadu, India
Sachindra Shankar
Department of Mechanical Engineering, Indian Institute of Technology (ISM) Dhanbad, Dhanbad, Jharkhand, India
Abhay Sharma
KU Leuven, Faculty of Engineering Technology, Department of Materials Engineering, Campus De Nayer, Jan Pieter de Nayerlaan, Sint-Katelijne-Waver, Belgium
Shivraman Thapliyal
Mechanical Engineering Department, National Institute of Technology, Warangal, Telangana, India
J. del Val
CINTECX, Universidade de Vigo, LaserON Research group, School of Engineering, Vigo; Centro Universitario de la Defensa, Escuela Naval Militar, Marín, Spain
P. Shenbaga Velu
Department of Mechanical Engineering, PSR Engineering College, Sivakasi, Tamil Nadu, India
Nishant Verma
Composite Design and Manufacturing Lab, School of Engineering, Indian Institute of Technology Mandi, Mandi, Himachal Pradesh, India
Pedro Vilaça
Advanced Manufacturing and Materials Research Group, Department of Mechanical Engineering, School of Engineering, Aalto University, Espoo, Finland
Jay J. Vora
Department of Mechanical Engineering, School of Technology (SOT), Pandit Deendayal Petroleum University (PDPU), Gandhinagar, Gujarat, India
D. Wallerstein
CINTECX, Universidade de Vigo, LaserON Research group, School of Engineering, Vigo, Spain
Sunny Zafar
Composite Design and Manufacturing Lab, School of Engineering, Indian Institute of Technology Mandi, Mandi, Himachal Pradesh, India
Series Foreword
Dear Readers,
This series of handbooks on advanced manufacturing covers four major areas, namely, advanced machining and finishing, advanced welding and deforming, additive manufacturing, and sustainable manufacturing. The series aims to not only present the advancements in various manufacturing technologies, but also provides a fundamental and detailed understanding about them. It encompasses a wide range of manufacturing technologies with their mechanisms, working principles, salient features, applications, and research, development, and innovations in there. Fundamental research, latest developments, and case studies conducted by international experienced researchers, engineers, managers, and professors are mainly presented. Handbook 1 on advanced machining and finishing majorly covers advanced machining of difficult-to-machine materials; hybrid, high speed, and micromachining; and burnishing, laser surface texturing, and advanced thermal energy-based finishing processes. Handbook 2 on advanced welding and deforming covers ultrasonic welding, laser welding, and hybrid welding type advanced joining processes and also describes advanced forming techniques such as microwave processing, equal channel angular pressing, and energy assisted forming, etc. Handbook 3 additive manufacturing sheds light on 3D and 4D printing, rapid prototyping, laser-based additive manufacturing, advanced materials and post-processing in additive manufacturing. Handbook 4 on sustainable manufacturing presents advancements, results of experimental research, and case studies on sustainability interventions in production and industrial technologies.
We hope that this series of handbooks would be a good source of knowledge and encourage researchers and scientists to conduct research, developments, and innovations to establish these fields further.
J. Paulo Davim and Kapil Gupta
Preface
Joining and forming are two major groups of manufacturing processes. Limitations of traditional processes have been overcome by technological advancements that derived advanced welding and deforming processes to attain the special requirements related to quality, cost, and sustainability. This handbook covers such technological advancements in a wide range of welding and deforming processes. Basic to advanced level knowledge along with the latest research in this area as well as possible avenues of future research are also highlighted to encourage the researchers.
The handbook consists of a total of 20 selected chapters on advances in welding and deforming processes. It starts with Chapter 1 where joining of metals and plastics using ultrasonic welding, is discussed. Laser welding is introduced in Chapter 2 along with a special focus on fiber laser welding of titanium alloys. Chapter 3 discusses advancements in gas metal arc welding process via modifications in short circuiting transfer mode. A comprehensive analysis of gas tungsten arc welding with a case of nickel alloys is presented in Chapter 4. Recent developments in laser welding of aluminum alloys are highlighted in Chapter 5. Friction stir welding tool design for joining lightweight materials is given in Chapter 6. Chapter 7 sheds light on magnetic pulse welding. Chapter 8 provides insights on laser welding of NiTi shape memory alloys. Aspects of hybrid welding technologies are presented in Chapter 9. A wide range of optimization techniques and their implementation and effectiveness for enhancement of weldability in case of various welding processes are discussed in Chapter 10. Chapter 11 presents joining by laser cladding. Chapter 12 introduces friction stir processing and a case of fabrication of nanocomposites. A unique microwaveassisted polymer composite fabrication process is detailed in Chapter 13. Chapter 14 presents equal channel angular pressing as a modern deforming technique. Fundamental and advances in longitudinal rolling are described in Chapter 15. Energy assisted forming and its applications are focused on Chapter 16. Chapter 17 discusses multi directional forging as an advanced deforming technique for severe plastic deformation. Analysis of superplastic forming process is presented in Chapter 18. Casting techniques for aluminum and machinability analysis of cast parts are covered in Chapter 19. Chapter 20 sheds light on forming of ceramic microspheres for various specialized applications.
We hope that this handbook would be a good source of knowledge and information for researchers, engineers, technical experts, and specialists working in the area of welding and deforming processes. We sincerely acknowledge Elsevier for this opportunity and their professional support. Finally, we would like to thank all contributors for their time and efforts.
Kapil Gupta and J. Paulo Davim January 2021
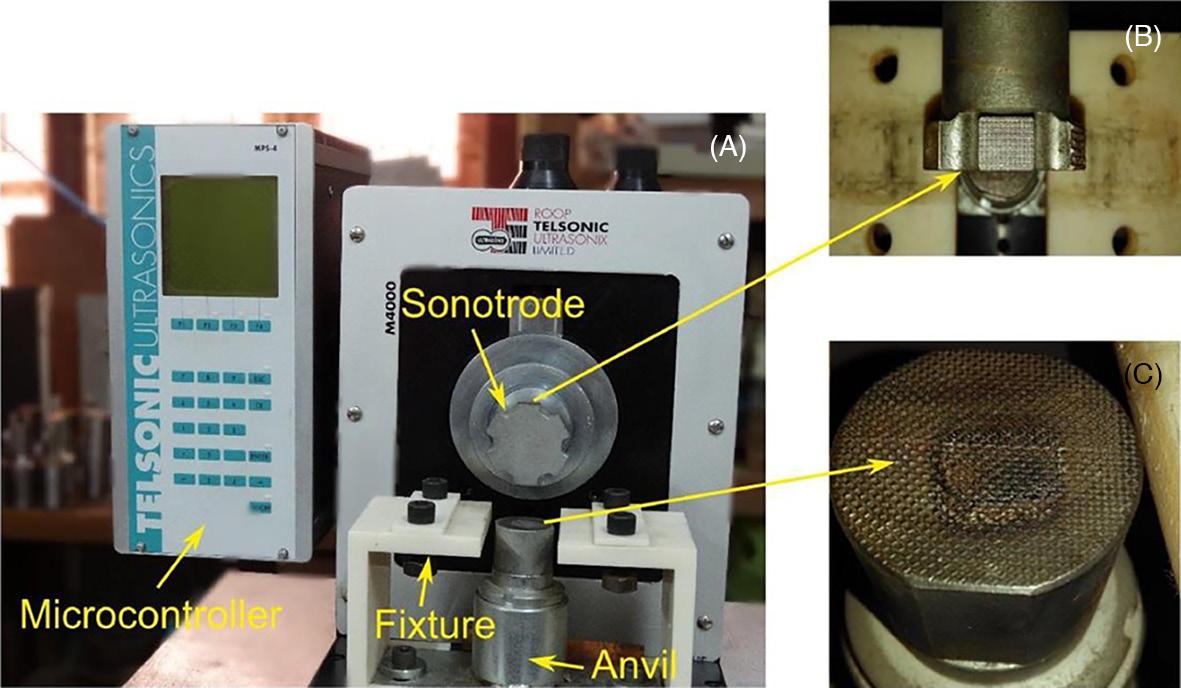
vibration ranging from 15 to 300 kHz [6]. These high-frequency vibrations are transferred to the workpiece by the sonotrode. The workpiece is held firmly between the sonotrode tip and anvil that provides the necessary clamping force, and the anvil act as the supporting system for the workpiece. The lateral drive system and wedge reed system are the two types of USW systems. The wedge reed system was designed and patented in 1960, which uses a vertical vibrating member termed as a reed to which vibrations are supplied from a coupler transducer assembly perpendicular to the reed. The clamping forces are applied on the weld plates through the reed. The vibrations produce a shear motion at the interface region, as the vibration directions are parallel to the weld interface. However, in the lateral drive system, the vibrations are transferred directly to the welding horn from the booster-transducer-sonotrode assembly. The booster that is mounting the total stack of the tooling system directly applies the downward force (Fig. 1.1A,B). Nowadays, fully programmable USW systems are available, in which the process parameters are controlled by the microprocessors. USW uses a closed-loop feedback system, which regulates a process variable to the desired value with the help of the feedback system.
An example of 3 kW and with a frequency of 20 kHz wedge is shown in Fig. 1.2. These USW systems have different variants that can produce different types of weld joints, that is, spot, line, ring, and continuous.
2.1 Spot welding
The joint between two overlapping material is developed at a small spot by the introduction of vibratory energy into the workpiece held between sonotrode and the anvil. The vibrations are applied parallel to the joint line or weld interface. The welding can be achieved in less than 1.5 s, but the weld time is dependent on the material type, thickness, and power unit.
2.2 Line welding
This welding is a variation of spot welding in which a continuous line weld is achieved by the help of linear sonotrode tip vibrating parallel to the weld interface. A weld of length nearly equal 6 in. can be obtained in a single weld cycle.
2.3 Continuous seam weld
These welds are obtained when a rotating disked shaped ultrasonic horn is rotated and traversed over the workpiece supported on the anvil. This setup can be used to join foils up to 0.15 mm thickness.
2.4 Torsion/ring weld
The torsion/ring welds are produced by imparting twisting or torsional motion to the horn. This system uses two transducers vibrating longitudinally which are 180 degrees out of phase with each other and thus providing torsional motion at the weld interface. This system is used for sealing of the container carrying liquid and powder propellant with the thin foil sheets. Ring weld of diameter 50 mm has been successfully produced for aluminum and copper foils.
3 Ultrasonic welding process mechanism and working
In USW, when two surfaces are brought in contact by static clamping force, immediately, the asperities present on the surface come in contact (Fig. 1.3A) [2]. When the ultrasonic vibrations are applied on the top part which in contact with sonotrode tends to vibrate in the direction of applied vibration resulting in sliding, deformation of the asperities along with the disruption of metal oxides present at faying surfaces, which increases the area of contact and coefficient of friction (Fig. 1.3B) [5,7].This increase in the area causes direct metal-to-metal contact, and the formation of micro welds due to deformation. Increasing the duration of ultrasonic vibration causes significant heat generation due to friction and plastic deformation, which causes material softening and ease the material flow near the
Figure 1.2 Photograph of (A) wedge reed ultrasonic metal welder with (B) sonotrode tip, (C) weld tip [7] (With kind permission from Elsevier).
In USW, the different phenomenon occurs, that is, (1) surface film disruption, (2) plastic deformation, (3) recrystallization, and (4) diffusion across the interface. However, the diffusion and recrystallization phenomenon were ruled out after investigating the low-frequency USW of aluminum and copper alloys [9–11] . Therefore, the dominant phenomenon for the solid-state joining of material in USW is slip and plastic deformation [12] .
The weld interface is subjected to non-uniform deformation throughout the structure. Visually a weld zone exhibits shear bands and swirls, and thermomechanically affect zone (TMAZ) consists of the convoluted wavelike pattern. This convoluted bonding line appears in the weld region also when the energy input increases beyond the optimum range due to the combined action of shear and normal force.
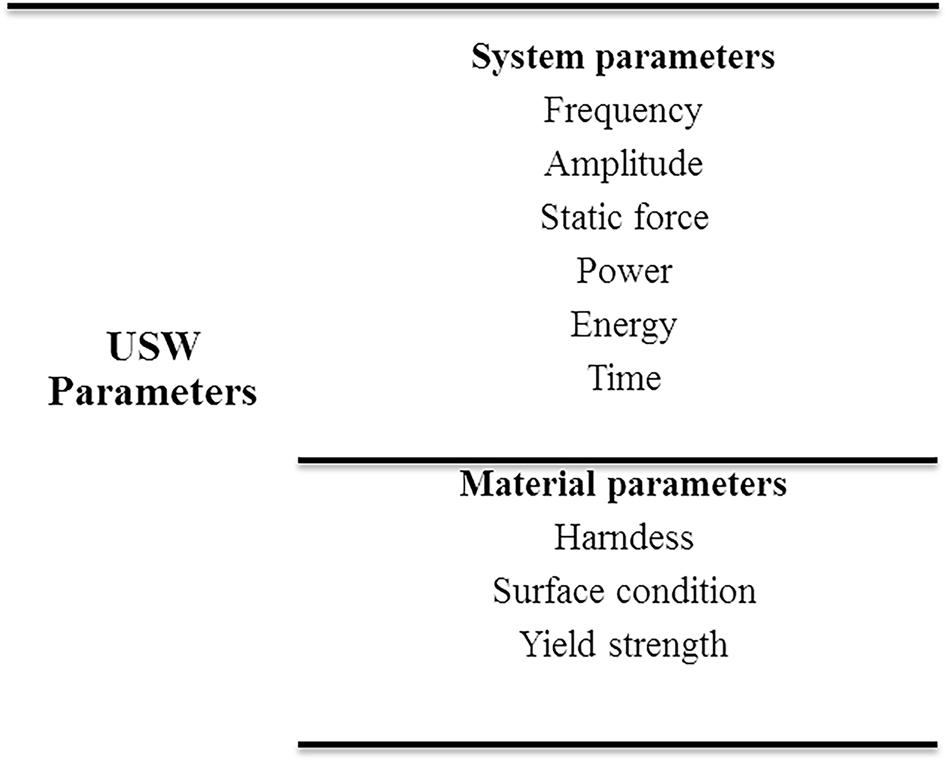
4 Ultrasonic welding process parameters
The quality of the ultrasonic weld depends on the system and material parameters (Fig. 1.4). The system parameters will dominate the weld quality of the joint. However, the material parameters govern the weldability of materials. The various parameters affecting the USW process are explained briefly in this section [6,13]
Figure 1.4 Ultrasonic welding process parameters.
Table 1.1 Showing operating range of USW frequency for various material systems.
Frequency range (kHz)
15–20
20–60
120–300
Material system
Plastic
Metal
Electronic micro bonding system
4.1 Frequency
In USW, the transducer operates at different ranges of frequencies varying from 15 to 300 kHz. The selection of frequencies is based on the material to be joined (Table 1.1). The high-frequency equipment offers lesser noise, better part protection, and small tooling size, but it comprises the power capability. During welding of different material classes, the system operates at fixed frequencies. Hence, the role of frequency in the weld quality is not considered.
4.2 Amplitude
The welding amplitude is the critical parameter that governs the soundness of the weld joint.The amplitude during welding is small, ranging from 10 to 50 µm at the weld region. The amplitude controlling can be related to the power input, and sometimes it can be controlled by the separate feedback system depending upon the welding systems. The selection of the optimum amplitude for the welding of the material is based on other factors like power, welding time, and clamping force.
4.3 Static clamping force
It is the force applied on the workpiece by the welding tip and sonotrode to hold the part firmly together and develop the intimate contact between the parts to be joined. It is one of the critical factors, which depends upon the material, thickness of the material, and weld size. It ranges from 10 to 103 N, and there exists an optimum range of clamping force for a set of parameters that defines the strength of the weld.
4.4 Welding power, time, and energy
The welding power (P), time (t), and energy (U) are not independent variables [Eq. (1.1)]. The weld can be obtained for peak power after a substantial amount of time (s) or weld cycle. The weld energy will be the area under the power v/s time curve (Fig. 1.5). The power transmitted to the
Figure 1.5 Power curve for ultrasonic welding.
transducer from the electrical systems is transferred to the weld in terms of ultrasonic power.
UP t =× (1.1)
The actual power obtained at the weld zone will depend upon (1) the efficiency of the electro-mechanical conversion system, (2) losses in the bulk material, and at the interfaces of the transducer-booster-sonotrode system, and (3) energy dissipated by the weld to surroundings, that is, workpiece and anvil.
4.5 Material
The properties of materials like hardness, ductility, and oxide formation tendency to govern the weld quality of the ultrasonic weld. The hard materials exhibit poor weldability due to their higher resistance to the plastic deformation during welding. The ductile materials support smooth material flow during welding and hence are easier to weld. Oxide layer formation on the metal surface causes entrapment of oxides in the form of a thin layer near the weld interface due to which the weld quality compromises.
4.6 Tooling
The tooling refers to sonotrode tip and anvil that contact the top and bottom portion of the weld, respectively. The tooling serves the purpose of
transmission of ultrasonic vibration to the weld interface and supports the workpiece firmly. The primary design modifications are performed on the sonotrode, but the anvil face is kept flat most of the time. The tool tips are specially designed and treated to improve gripping and wear resistance.
5 Ultrasonic welding of metals and alloys
USW is used for the joining of various similar and dissimilar metal, plastic, and metal-plastic systems. The bond formed in between these combinations exhibits various features, which explain the joining mechanism and mechanical properties of the weld. This section will elaborate on the welding metallurgy, and weldability aspect of various material systems joined by USW.
5.1 Welding of similar metals and alloys
USW is one of the most preferred joining techniques for the aluminum alloys because in conventional fusion welding of aluminum alloys, the melting and solidification of weld results in the hot cracking, liquation cracking, and welding defects which compromise with the mechanical properties. However, these defects were not encountered in the solid-state welding (USW) process because it does not involve melting. An ultrasonically welded (USWed) aluminum joints consist of three zones (1) weld zone, (2) weld affected zone, and (3) compression zone. The weld affected zone and compression zone exhibits deformed and elongated grains. However, the grains in the weld zone are refined and difficult to resolve, suggesting the dynamic recrystallization [14].
Haddadi and colleagues [15] categorized the different deformation zone as (1) forging zone near contact point of sonotrode tip and sheet, (2) shear zone at the mid-section of the upper sheet, (3) ultrafine grain structure near the weld interface, (4) shear bands and swirl, and (5) convoluted wave-like pattern in TMAZ of Al 6111-T4 ultrasonic weldments (Fig. 1.6A,B). The fine grain structure in the USWed is attributed to severe plastic deformation and dynamic recrystallization [16–19]. The formation of shear bands, swirl, and convoluted patterns depends upon the welding parameters, specifically welding energy. At low energies or shorter weld time, the presence of these features is rare due to non-uniform contact pressure. However, increasing the weld energies or weld time results in a significant amount of plastic deformation and frictional heating, which causes the formation of swirls and convoluted wave-like patterns [20,21]. Additionally, the extreme

Figure 1.6 Optical macro images of ultrasonically welded Al 6111 developed with a pressure of 40MPa and weld energies and time of (A) 150 J/0.06 s and (B) 750 J/0.3 s [21] (With kind permission from Elsevier).
deformation causes the rotation of the micro bond region due to cyclic strain within the local regions at the interface, which also plays an essential role in swirl development.
The microstructure of dissimilar aluminum alloys, that is, Al 6022 and Al 7075 weld, revealed that grain refinement in the top plate and grain coarsening in the bottom plates with significant diffusion of Zn in the aluminum.The refine grain structure is attributed to severe plastic deformation and frictional heating, and the grain coarsening in the bottom plate is due to limited plastic deformation [22]. Therefore, it can be concluded that the alloying elements play an essential role in controlling the grain size in the weld zone.
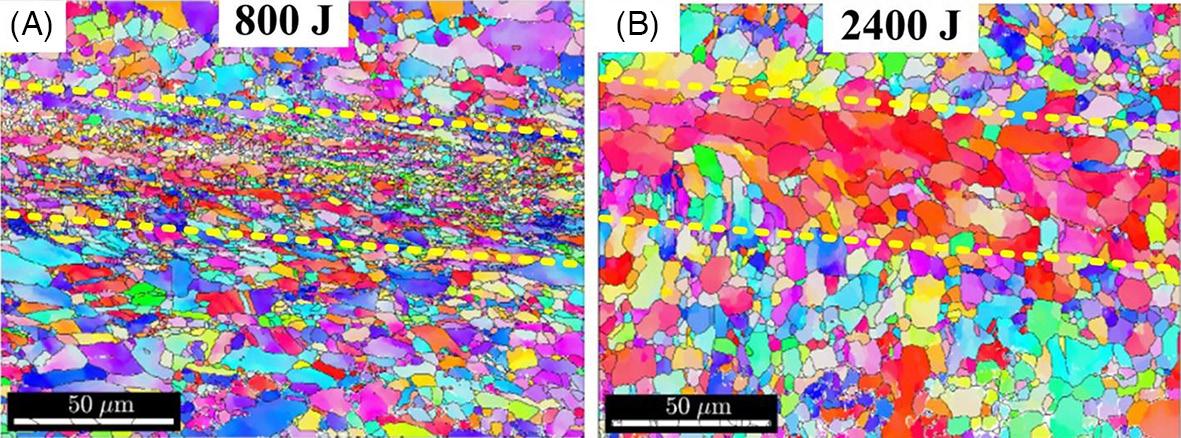
The ultrasonic welded pure copper exhibited fine grain structure as compared to the base metal. However, increasing the welding energy causes grain coarsening in the bonded region (dotted region) (Fig. 1.7A,B) owing to excessive strain and heat accumulation at the bond zone [23]. Ward and colleagues [24] also observed the grain coarsening and second phase precipitation at the weld zone of Cu foils at higher weld time owing to significant frictional heating.
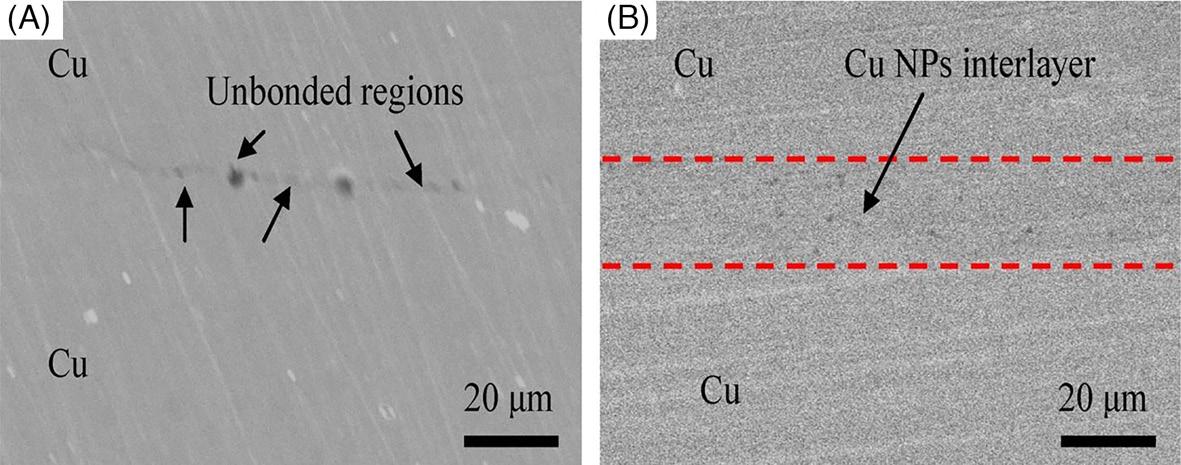
The presence of nano-particles interlayer between the Cu–Cu joints improves the joint quality owing to enhanced frictional coefficient and
friction heating and better area of contact between the plates [25]. Additionally, the easier softening of nanoparticles due to lower melting point results in a better flow, which helps in the closure of the voids (Fig. 1.8).
Similarly, the preheating of the Cu plates before welding is beneficial because it improves the material flow and inter-diffusion of atoms and hence enhances the mechanical interlocking during lower energy input. However, the effect of preheating at high-energy input is not significant in terms of bonding and mechanical performance of the weldments [26].
The ultrasonic spot welding of the magnesium alloy performed at different energy inputs revealed that increasing the power input causes recrystallization and grain coarsening [27,28]. The grain coarsening is attributed to increased temperature at the interface due to the higher strain rate at higher energy input. The increase in the temperature causes partial recrystallization of the deformed grain and coarsening of the equiaxed grains of the base metal [29]. The plastic deformation during USW also develops a sharp texture that weakens with an increase in welding energy [27]
Figure 1.8 SEM images of cross-section of (A) Cu/Cu joint without Cu NPs interlayer and (B) Cu/Cu joint with Cu NPs interlayer at the optimal welding amplitude [25]. (With kind permission from Elsevier).
Figure 1.7 EBSD orientation maps at the center of weld zone of welded Cu plates with weld energy of (A) 800 J and (B) 2400 J [23].
5.2 Welding of dissimilar metals and alloys
Dissimilar metal welding enables the development of lightweight and highperformance structures in the automobile, aerospace, and marine industries [30]. The dissimilar welding helps in the utilization of different properties of materials joints to achieve the required performance. The difference in the physical and mechanical properties offers difficulties like high residual stress and porosity during fusion welding. Additionally, the formation of brittle intermetallic compounds (IMC) degrades the mechanical property of the joint. Therefore, USW is a solid-state welding process that is implemented for the joining of dissimilar materials successfully by controlling the development of the intermetallic layer in the weld interface. The formation of the intermetallic layer in USW is a diffusion-governed phenomenon. The diffusion occurs due to (1) increase in the temperature rise as a result of friction and plastic deformation and (2) increase in the dislocation density and grain boundaries due to plastic deformation [31]. The IMC development during the welding cycle follows three sequences, first during the initial stage, IMC is discontinuous and formed on the different sites in the weld zone. In the second stage, the IMC, a continuous thin layer (0.4–0.6 µm), tends to grow along the joint line. In the terminal stage or third stage, this IMC tend to grow in both the metals [32].The growth of IMC is quantified in terms of the thickness of IMC in the weld zone, which usually increases with weld time and enters into the metals matrix (Fig. 1.9).
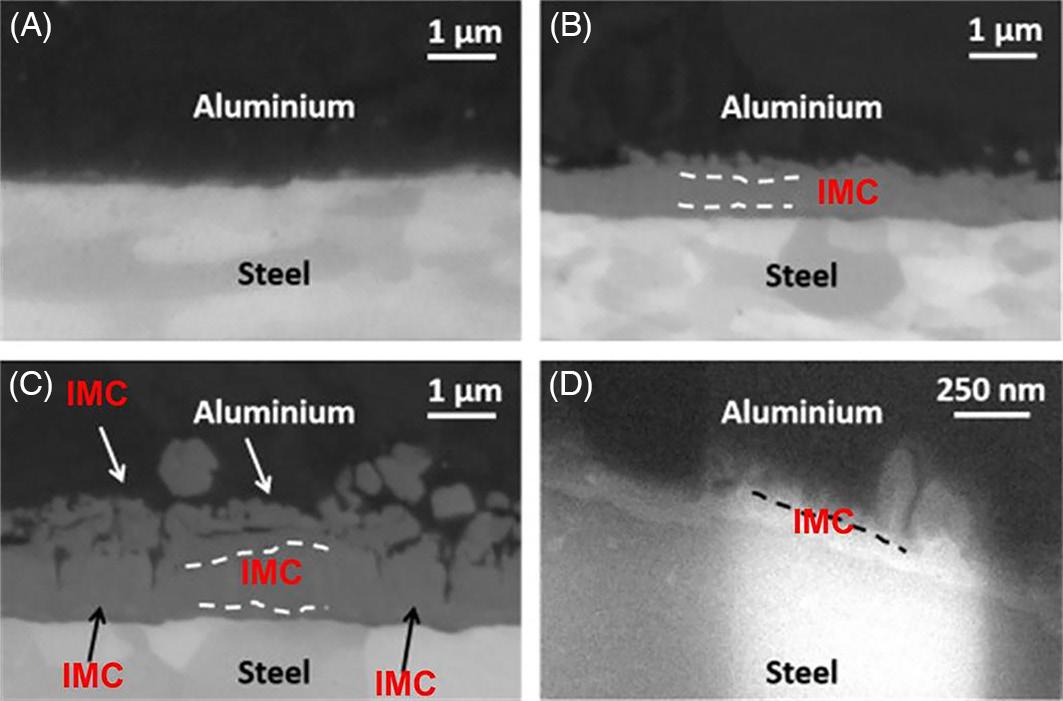
Figure 1.9 Backscatter electron SEM image of the interfacial reaction between aluminum and DC04 bare steel for different welding time of (A) 0.25, (B) 1.5, (C) 3.0 s and (D) higher magnification SEM image of a thin sample produced by Focused Ion Beam (FIB) for a 0.4 s welds [33]. (With kind permission from Elsevier).
However, the aluminum and titanium joint developed by USW exhibited no intermetallic compound later. The absence of the IMC layer is attributed to the low welding energy, which is required for the nucleation of the IMC layer below the activation energy [34–36]. It should be worth mentioning here that during the USW of dissimilar alloy systems, localized melting is encountered in some cases, which can be confirmed by the formation of eutectic structure [31,33,37,38].
During the USW of material with significant strength difference, the higher strength material showed no change in the grain size, but the lower strength material exhibited a fine grain structure near the weld interface. Additionally, the occurrence of adhesive wear for a shorter welding time process was observed due to the adherence of softer material to the surface of the harder material due to friction and sliding of faying surfaces [39].
5.3 Welding of plastic: similar material
Welding of plastic is one of the most distinctive features of USW, and the equipment utilized for the welding is similar to that of setup used for metals [40]. However, based on the location of ultrasonic horn from the joint interface, this process is categorized as (1) near field, that is, the distance between the ultrasonic horn and joint interface is less than 6 mm and (2) far-field, in which distance between the ultrasonic horn and joint interface is more than 6 mm [41]. Additionally, the other categorization of ultrasonic welding of plastic is the plunge and continuous plastic welding. In plunge welding, the ultrasonic horn is plunged against part held against a fixture, whereas in continuous welding, a horn is pressed against the continuously moving part or vice-versa [42]. The process can be used for the joining of amorphous, semi crystallite, and crystallite thermoplastics. In the case of amorphous and semi crystallite thermoplastic joints, weld formation occurs as the temperature reaches glass transition temperature. However, crystallite thermoplastic forms a bond above the melting point [43]. The USW of thermoplastics follows various sequences. First, the contact of sonotrode and application of force up to a certain level on the weldments is achieved. The second sequence involves the introduction of vibration during USW increases the temperature at the interface, which changes the physical state of the thermoplastics at the interface [44]. Subsequently, heat generation and entanglement of the polymeric chain take place due to friction and viscoelastic heating at the interface. During the initial stage, the heat generation occurs due to surface friction, and as the glass transition temperature is achieved during welding, the heat generation occurs due to viscoplastic
heating. This dominating viscoelastic heating increases the diffusive mobility of the polymeric chain and promotes the chain entanglement across the interface [45]. The viscoelastic heating depends on applied frequency, the square of the amplitude, and the loss of the material modulus [46]. Finally, the consolidation phase in which a sufficient amount of force is applied until the temperature reaches below the glass transition temperature. In the consolidation phase, applied force and time duration are a vital parameter for the weld quality [47]. Unlike metal, the heat generation in thermoplastic polymers during welding is complicated because of their poor thermal properties as compared to the metals. Therefore, the welding between the thermoplastic polymers can be performed by concentrating heat at the interface region with the help of the energy director (ED) [48]. The EDs provide better strength for amorphous thermoplastic as compared to the semi crystallite thermoplastics [40]. The EDs are the protrusion provided on the surface of the polymer by premolding, and these protrusion acts as asperities at the faying surface and assist the heat generation. The ED produces good bonding without excessive flash formation by ensuring the melting of a specific amount of material during welding. The EDs come in different shapes, that is, triangular, rectangular, and semicircular, as it governs the heat generation [49]. The triangular ED is found to have better heat generation and results showed better mechanical properties [46,47]. It should be worth mentioning here that for reinforced thermoplastic composite fabricating ED increases the manufacturing steps and complexities. Therefore, flat EDs are generally preferred for reinforced thermoplastic owing to its easy manufacturing. However, the thickness of the flat ED must be considered while fabrication as it governs the heat generation and cyclic strain during welding [50]. Recently, due to the complexity in the manufacturing and designing of the ED, the feasibility of USW without the ED is investigated [51,52].
5.4 Welding of plastic: dissimilar material/hybrid welding
The increased efficiency and reduced carbon emission by the use of lightweight structural components in the automotive and aerospace industries increase the demand for hybrid joints of lightweight material in these industries. The multi-material/hybrid joining is well established for the metal, but the multimaterial joining in the case of plastic/polymer is less explored. Recently, the advances in USW techniques provided a window for the development of hybrid joints of thermoplastic with thermoset, thermoplastic with metals, and thermosets with metals. Although this process of joining is at a nascent stage but it is still gaining interest from the last 5 years.
The joining of thermoset and thermoplastic by USW uses a thermoplastic interlayer at the joint interface. The joining is performed by the placement of a thermoplastic interlayer at the joint interface [53]. The interlayer is bonded with the thermoset composite by curing and physical/chemical treatment method [53,54]. Afterward, the thermoset with an embedded interlayer is bonded with the thermoplastic welding. This method produces a hybrid joint without degradation of the thermoset polymer, as compared to the other welding methods [55].
The joining between metal and thermoplastic polymer can be performed by both ultrasonic metal welding and ultrasonic plastic welding setup [35]. The two welding setup can be differentiated by the direction of ultrasonic vibration with respect to the joint interface. In plastic welding set up, the direction of vibration are perpendicular to the joint interface, whereas in metal welding setup, the vibration is parallel to the joint interface. However, the ultrasonic metal welding setup provided better results owing to the direct contact between fiber and metal surface due to high plasticization and displacement of the polymer matrix after melting [56,57]. The possible mechanism in the joining of metal and reinforced thermoplastic is plastic deformation, which results in intermolecular contact and mechanical interlocking between the fiber and bulk material [9]. The surface condition of the metal counterpart also plays a vital role in the quality of the hybrid joint between thermoplastic and metals [58]. In the case of thermoset and metal combination, the joints are developed by using a thermoplastic interlayer in the joint interface. During the joining, the interlayer will melt and displaced due to heating encountered and results in the interlocking between fiber and metal matrix. However, very few groups of researchers explore metalthermoset welding, and it is at a preliminary stage [59,60].
6 Ultrasonic welding applications
The earlier discussion establishes that USW can be used for the joining of metal and plastic, and this feature of the USW makes it suitable for various unique applications that are discussed further [6,40,61].
6.1 Automotive industries
The automotive industries are using USW for the fabrication of parcel shelves, spoilers, light units, and dashboard instruments. Additionally, it has been used for the staking purpose of assembling metal electrical contact on the plastic parts. It is used for the connection of battery tabs in an electric vehicle.
6.2 Packaging industries
USW is used for the sealing of cups and food packets to develop leak-proof packaging and for the bonding of label holders. It is utilized for the joining of injection-molded parts with good reproducibility. USW can perform the sealing of thermoplastic-coated boxes and cartons.
6.3 Plastic industries
The industry involved in the development of plastic-based products uses USW for the joining of plastic toys and the joining of frame components.
6.4 Electronic industries
The electronic industries utilize this process for the assembly of the semiconductor, capacitors, and electronic couplers, and wiring purposes.
6.5 Miscellaneous application
Apart from the direct application USW, its variants are used in the various other industrial applications, for example, textile industries use it for cutting of fabrics and labels. Additionally, in medical industries for joining of medical adapters and cutting of filters make use of the USW process.
7 Ultrasonic welding: advantages and limitations
7.1 Advantages
1. USW being a solid-state process is free from the microstructural defects, that is, pores, solidification cracking, and segregation of alloying elements observed in the fusion welding process. The severe plastic deformation encountered during welding results in fine equiaxed grain structure with better mechanical properties.
2. This process is utilized for the joining of difficult to weld material like aluminum and copper, which generally offers difficulty during fusion welding. This process is utilized for the joining of the materials like metal and plastic which are nearly impossible to weld by other welding techniques.
3. The sliding friction involved during the initial stage during the process provides cleaning of oxide and contaminants and hence, provides a weld-free of oxide and contaminants.
4. The process enables to produce weld in short of time with high reproducibility. The use of high-end microcontroller and process provide excellent automation.