https://ebookmass.com/product/additive-manufacturing-for-
Instant digital products (PDF, ePub, MOBI) ready for you
Download now and discover formats that fit your needs...
Titanium for Consumer Applications: Real-World Use of Titanium Francis Froes
https://ebookmass.com/product/titanium-for-consumer-applications-realworld-use-of-titanium-francis-froes/
ebookmass.com
Fundamentals of Additive Manufacturing for the Practitioner Sheku Kamara
https://ebookmass.com/product/fundamentals-of-additive-manufacturingfor-the-practitioner-sheku-kamara/
ebookmass.com
Metal Additive Manufacturing Ehsan Toyserkani
https://ebookmass.com/product/metal-additive-manufacturing-ehsantoyserkani/
ebookmass.com
Immobility and Medicine: Exploring Stillness, Waiting and the In-Between 1st ed. Edition Cecilia Vindrola-Padros
https://ebookmass.com/product/immobility-and-medicine-exploringstillness-waiting-and-the-in-between-1st-ed-edition-cecilia-vindrolapadros/ ebookmass.com
Water - Energy - Food Nexus Narratives and Resource Securities Tafadzwa Mabhaudhi
https://ebookmass.com/product/water-energy-food-nexus-narratives-andresource-securities-tafadzwa-mabhaudhi/
ebookmass.com
Enhanced photo-Fenton degradation of tetracycline hydrochloride by 2, 5-dioxido-1, 4-benzenedicarboxylatefunctionalized MIL-100(Fe) Mingyu Li
https://ebookmass.com/product/enhanced-photo-fenton-degradation-oftetracycline-hydrochloride-by-2-5-dioxido-1-4-benzenedicarboxylatefunctionalized-mil-100fe-mingyu-li/ ebookmass.com
Shards of Earth Adrian Tchaikovsky
https://ebookmass.com/product/shards-of-earth-adrian-tchaikovsky/
ebookmass.com
Future Energy Options from a Systems Perspective Nick King
https://ebookmass.com/product/future-energy-options-from-a-systemsperspective-nick-king/
ebookmass.com
Syntactic Features and the Limits of Syntactic Change Jóhannes Gísli Jónsson And Thórhallur Eythórsson
https://ebookmass.com/product/syntactic-features-and-the-limits-ofsyntactic-change-johannes-gisli-jonsson-and-thorhallur-eythorsson/ ebookmass.com
The Oxford Textbook of Clinical Research Ethics Reprint Edition
https://ebookmass.com/product/the-oxford-textbook-of-clinicalresearch-ethics-reprint-edition/
ebookmass.com
AdditiveManufacturingforthe AerospaceIndustry AdditiveManufacturing fortheAerospace Industry Editedby FrancisFroes
RodneyBoyer
Elsevier
Radarweg29,POBox211,1000AEAmsterdam,Netherlands TheBoulevard,LangfordLane,Kidlington,OxfordOX51GB,UnitedKingdom 50HampshireStreet,5thFloor,Cambridge,MA02139,UnitedStates
Copyright © 2019ElsevierInc.Allrightsreserved.
Nopartofthispublicationmaybereproducedortransmittedinanyformorbyanymeans,electronicor mechanical,includingphotocopying,recording,oranyinformationstorageandretrievalsystem,without permissioninwritingfromthepublisher.Detailsonhowtoseekpermission,furtherinformationaboutthe Publisher’spermissionspoliciesandourarrangementswithorganizationssuchastheCopyrightClearance CenterandtheCopyrightLicensingAgency,canbefoundatourwebsite: www.elsevier.com/permissions
ThisbookandtheindividualcontributionscontainedinitareprotectedundercopyrightbythePublisher (otherthanasmaybenotedherein).
Notices
Knowledgeandbestpracticeinthisfieldareconstantlychanging.Asnewresearchandexperiencebroaden ourunderstanding,changesinresearchmethods,professionalpractices,ormedicaltreatmentmaybecome necessary.
Practitionersandresearchersmustalwaysrelyontheirownexperienceandknowledgeinevaluatingand usinganyinformation,methods,compounds,orexperimentsdescribedherein.Inusingsuchinformationor methodstheyshouldbemindfuloftheirownsafetyandthesafetyofothers,includingpartiesforwhom theyhaveaprofessionalresponsibility.
Tothefullestextentofthelaw,neitherthePublishernortheauthors,contributors,oreditors,assumeany liabilityforanyinjuryand/ordamagetopersonsorpropertyasamatterofproductsliability,negligenceor otherwise,orfromanyuseoroperationofanymethods,products,instructions,orideascontainedinthe materialherein.
BritishLibraryCataloguing-in-PublicationData
AcataloguerecordforthisbookisavailablefromtheBritishLibrary
LibraryofCongressCataloging-in-PublicationData
AcatalogrecordforthisbookisavailablefromtheLibraryofCongress
ISBN:978-0-12-814062-8
ForInformationonallElsevierpublications visitourwebsiteat https://www.elsevier.com/books-and-journals
Publisher: MatthewDeans
AcquisitionEditor: ChristinaGifford
EditorialProjectManager: AndraeAkeh
ProductionProjectManager: KameshRamajogi
CoverDesigner: MatthewLimbert
TypesetbyMPSLimited,Chennai,India
ListofContributors ThomasK.Ales DepartmentofMaterialsScienceandEngineering,IowaState University,Ames,IA,UnitedStates
LeonardJ.Bond CenterforNondestructiveEvaluation,AppliedSciences ComplexII,IowaStateUniversity,Ames,IA,UnitedStates;Departmentof MechanicalEngineering,IowaStateUniversity,Ames,IA,United States;DepartmentofAerospaceEngineering,IowaStateUniversity,Ames,IA, UnitedStates
RodneyBoyer SchoolofMaterialsScienceandEngineering,Universityof ShanghaiforScienceandTechnology,Shanghai,P.R.China;RBTiConsulting, Bellevue,WA,UnitedStates
ShengCao MonashCentreforAdditiveManufacturing(MCAM),Monash University,NottingHill,VIC,Australia;SchoolofMaterialsScienceand Engineering,UniversityofShanghaiforScienceandTechnology,Shanghai,P.R. China
WeiChen AVICManufacturingTechnologyInstitute,Beijing,P.R.China
ZhuoerChen DepartmentofMechanicalandAerospaceEngineering,Monash University,Clayton,VIC,Australia;MonashCentreforAdditiveManufacturing (MCAM),MonashUniversity,NottingHill,VIC,Australia
SergeiA.Chizhik PresidiumoftheNationalAcademyofSciencesofBelarus, Minsk,RepublicofBelarus;A.V.LykovHeatandMassTransferInstituteofthe NationalAcademyofSciencesofBelarus,Minsk,RepublicofBelarus
PeterC.Collins DepartmentofMaterialsScienceandEngineering,IowaState University,Ames,IA,UnitedStates
ChrisH.J.Davies DepartmentofMechanicalandAerospaceEngineering,Monash University,Clayton,VIC,Australia;MonashCentreforAdditiveManufacturing (MCAM),MonashUniversity,NottingHill,VIC,Australia
AgustinDiaz REMSurfaceEngineering,Brenham,TX,UnitedStates
B.Dutta DM3DTechnology,AuburnHills,MI,UnitedStates
FrancisFroes LightMetalsIndustry,Tacoma,WA,UnitedStates;Advanced MaterialsIndustries,Tacoma,WA,UnitedStates
LawrenceGasman SmarTechMarketsPublishingCrozet,Virginia,UnitedStates
ShishkovskyIgor CenterforDesign,ManufacturingandMaterials,Skolkovo InstituteofScienceandTechnology,Moscow,Russia
OrestIvasishin G.V.KurdyumovInstituteforMetalPhysics,Kyiv,Ukraine
QingboJia DepartmentofMaterialsScienceandEngineering,MonashUniversity, Clayton,VIC,Australia;MonashCentreforAdditiveManufacturing(MCAM), MonashUniversity,NottingHill,VIC,Australia
ManishKamal ArconicInc.,ArconicFasteningSystems,Carson,CA,United States
MikhailL.Kheifetz PresidiumoftheNationalAcademyofSciencesofBelarus, Minsk,RepublicofBelarus;StateScientificandProductionAssociation hhCenterii oftheNationalAcademyofSciencesofBelarus,Minsk,RepublicofBelarus
LucasW.Koester CenterforNondestructiveEvaluation,AppliedSciences ComplexII,IowaStateUniversity,Ames,IA,UnitedStates
DmytroKovalchuk JSCNVOChervonaHvilya,Kyiv,Ukraine
AnjaLoesser EOSNorthAmericaInc
ZhiqiangLi AVICManufacturingTechnologyInstitute,Beijing,P.R.China
BrainW.Martin DepartmentofMaterialsScienceandEngineering,IowaState University,Ames,IA,UnitedStates
KevinMinet EOSFinlandOy
ThomasF.Murphy HoeganaesSpecialtyMetalPowdersLLC,Cinnaminson,NJ, UnitedStates
JoelC.Najmon DepartmentofMechanicalandEnergyEngineering,Indiana University PurdueUniversityIndianapolis,Indianapolis,IN,UnitedStates
TsuyoshiNakagawa JAXASafetyandMissionAssurance,Tokyo,Japan
M.B.Novikova All-RussiaInstituteofLightAlloys,JSC,Moscow,Russia
EricOtt GeneralElectricAdditive,WestChester,OH,UnitedStates
I.S.Polkin All-RussiaInstituteofLightAlloys,JSC,Moscow,Russia
BehrangPoorganji GeneralElectricAdditive,WestChester,OH,UnitedStates
SajjadRaeisi DepartmentofMechanicalandEnergyEngineering,Indiana University PurdueUniversityIndianapolis,Indianapolis,IN,UnitedStates
NikoRaitanen EOSFinlandOy
JeremyH.Rao DepartmentofMaterialsScienceandEngineering,Monash University,Clayton,VIC,Australia;MonashCentreforAdditiveManufacturing (MCAM),MonashUniversity,NottingHill,VIC,Australia
GregoryRizza ArconicInc.,ArconicFasteningSystems,Carson,CA,United States
MatthewR.Rolchigo DepartmentofMaterialsScienceandEngineering,Iowa StateUniversity,Ames,IA,UnitedStates
PaulRometsch DepartmentofMaterialsScienceandEngineering,Monash University,Clayton,VIC,Australia;MonashCentreforAdditiveManufacturing (MCAM),MonashUniversity,NottingHill,VIC,Australia;RioTintoArvida ResearchandDevelopmentCentre,Jonquie ` re,QC,Canada
RichardRussell NASAEngineeringandSafetyCenter,KennedySpaceCenter, FL,UnitedStates
AnkitSaharan EOSNorthAmericaInc
HectorSandoval LockheedMartinMissilesandFireControl,GrandPrairie,TX, UnitedStates
ChristopherT.Schade HoeganaesSpecialtyMetalPowdersLLC,Cinnaminson, NJ,UnitedStates
MohsenSeifi ASTMInternational,Washington,DC,UnitedStates
NimaShamsaei NationalCenterforAdditiveManufacturingExcellence,Auburn University,Auburn,AL,UnitedStates
S.V.Skvortsova MoscowAviationInstitute(NationalResearchUniversity), Moscow,Russia
HosseinTaheri CenterforNondestructiveEvaluation,AppliedSciencesComplex II,IowaStateUniversity,Ames,IA,UnitedStates;DepartmentofMechanical Engineering,IowaStateUniversity,Ames,IA,UnitedStates
AndresTovar DepartmentofMechanicalandEnergyEngineering,Indiana University PurdueUniversityIndianapolis,Indianapolis,IN,UnitedStates
G.A.Turichin St.PetersburgStateMaritimeTechnicalUniversity,St.Petersburg, Russia
PetrA.Vityaz PresidiumoftheNationalAcademyofSciencesofBelarus,Minsk, RepublicofBelarus;JointInstituteofMechanicalEngineeringoftheNational AcademyofSciencesofBelarus,Minsk,RepublicofBelarus
JessWaller NASA-JohnsonSpaceCenterWhiteSandsTestFacility,LasCruces, NM,UnitedStates
DouglasWells NASAMarshallSpaceFlightCenter,Huntsville,AL,UnitedStates
JamesC.Withers ATS-MER,LLC,Tucson,AZ,UnitedStates
XinhuaWu DepartmentofMaterialsScienceandEngineering,Monash University,Clayton,VIC,Australia;MonashCentreforAdditiveManufacturing (MCAM),MonashUniversity,NottingHill,VIC,Australia
KunV.Yang DepartmentofMaterialsScienceandEngineering,Monash University,Clayton,VIC,Australia;MonashCentreforAdditiveManufacturing (MCAM),MonashUniversity,NottingHill,VIC,Australia;CSIRO Manufacturing,Clayton,VIC,Australia
Introductiontoaerospace materialsrequirementsandthe roleofadditivemanufacturing FrancisFroes1,RodneyBoyer2,3 andB.Dutta4 1AdvancedMaterialsIndustries,Tacoma,WA,UnitedStates, 2SchoolofMaterials ScienceandEngineering,UniversityofShanghaiforScienceandTechnology,Shanghai, P.R.China, 3RBTiConsulting,Bellevue,WA,UnitedStates, 4DM3DTechnology,Auburn Hills,MI,UnitedStates
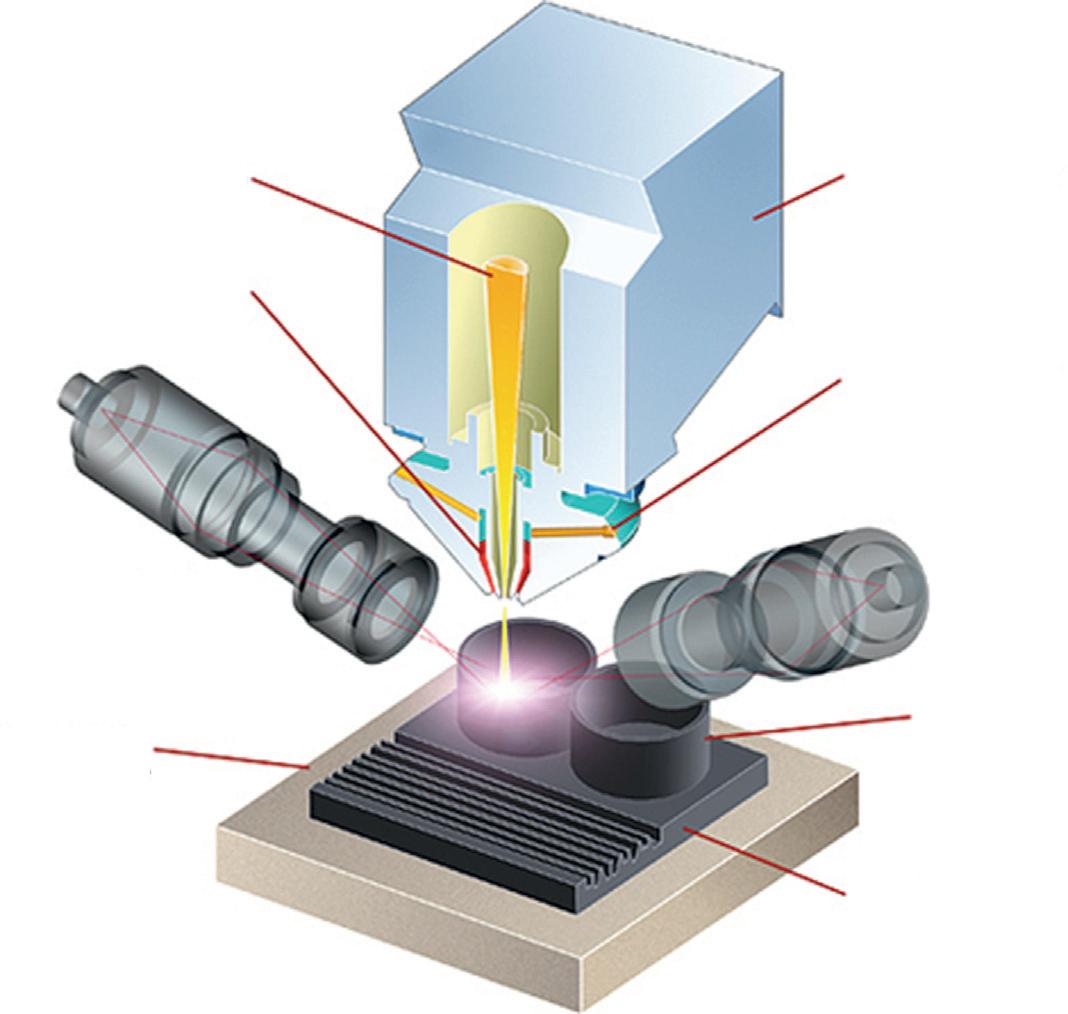
1.1Aerospacematerialsandtheirrequirements Aerospacematerials arefrequentlymetalalloys,althoughtheyalsoincludepolymericbasedmaterials,thathaveeitherbeendevelopedfor,orhavecometoprominencethrough,theiruseforaerospacepurposes.Aerospaceusesoftenrequire exceptionalperformance,strengthorheatresistance,evenatthecostofconsiderableexpenseintheirfabricationorconventionalmachining.Othersarechosenfor theirlong-termreliabilityinthissafety-consciousfield,particularlyfortheirresistancetofatigueloading.Thefieldofmaterialsengineeringisanimportantone withinaerospaceengineering.Itspracticeisdefinedbytheinternationalstandards bodiesthatmaintainstandardsforthematerialsandprocessesinvolved,suchas ASTM,AMSorcompanyspecifications(Table1.1 showsspecificationsforadditivemanufacturing[AM]).Generally,notalotofinformationiscontainedin companyspecs,butwiththecontrolsrequired,acompanyspecwillbemandatory duetothecomplexityoftheprocess,wherethecustomerwillwanttoknowalot moredetailsthanwillevergetintoapublicspecduetoprotectionofproprietary information.Afurtherrequirementisobserverobservationoffabricationof acceptablequality,includingmicrostructures(Fig.1.1).
1.2Additivemanufacturing Inpublicationsoverthepastfewyears [1 5], thecostoffabricatingvarioustitanium precursorsandmillproductshasbeendiscussed(veryrecentlythepriceofTiO2 has risento$2.00perpoundandTiCl4 to$0.55perpound)andithasbeenpointedout thatthecostofextractionisasmallfractionofthetotalcostofacomponentfabricatedbythecastandwrought(ingotmetallurgy)approach.Toreachafinalcomponent,themillproductsmustbemachined,oftenwithveryhighbuy-to-flyratios
https://doi.org/10.1016/B978-0-12-814062-8.00001-7
2AdditiveManufacturingfortheAerospaceIndustry
Table1.1 Specificationsreleasedandin-workforadditivemanufacturing(AM) components
Specificationno.SpecificationtitleStatus
AMS4998Titaniumalloypowder,Ti 6Al 4VReleased—1977
AMS4999Titaniumalloylaserdepositedproducts, Ti 6Al 4V,annealed Released—2002
AMS7000Additivemanufactureofaerospaceparts fromNi-basesuperalloy625vialaser powderbedprocess
AMS7001Nibase625superalloypowderforusein laserpowderbedmanufacturingof aerospaceparts
AMS7002Processrequirementsforproductionof powderfeedstockforuseinlaserpowder bedadditivemanufacturingofaerospace parts
Inwork
Inwork
Inwork
AMS7003LaserpowderbedfusionprocessInwork
AMS7004Titaniumalloypreformsfromhigh depositionrateadditivemanufacturing onsubstrateTi 6Al 4Vstressrelieved
AS9100Qualitymanagementsystems— requirementsforaviation,space,and defenseorganizations
Inwork
Issued1997, CurrentRev.D, 2016
TheAS(AerospaceStandards)areutilizedfordetailswithregardtoqualitymanagementsystems.Theydonotcover specificmaterialrequirementssuchasproperties,inspection,etc.
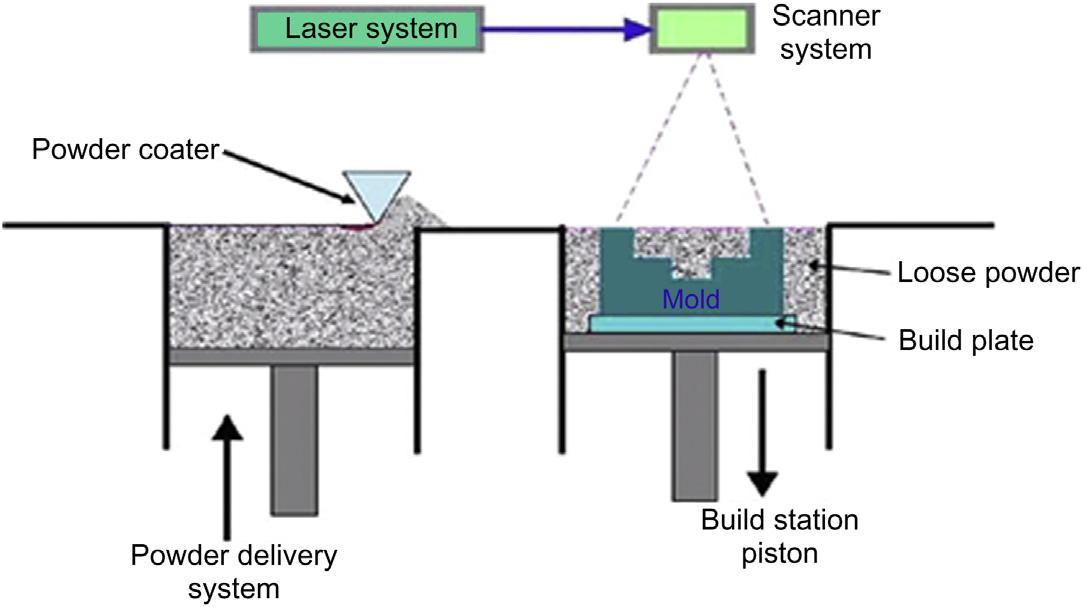
(whichcanreachashighas40:1).Thegenerallyacceptedcostofmachiningacomponentisthatitdoublesthecostofthecomponent.ThefeedstockforAMcanbea wireorapowder.Usingpowder,therearetwobasicapproachestoAM:powderbed fusion(PBF)anddirectenergydeposition(DED), Figs.1.1and1.2.ThePBF
Schematicshowingpowderbedfusiontechnology.
Figure1.1
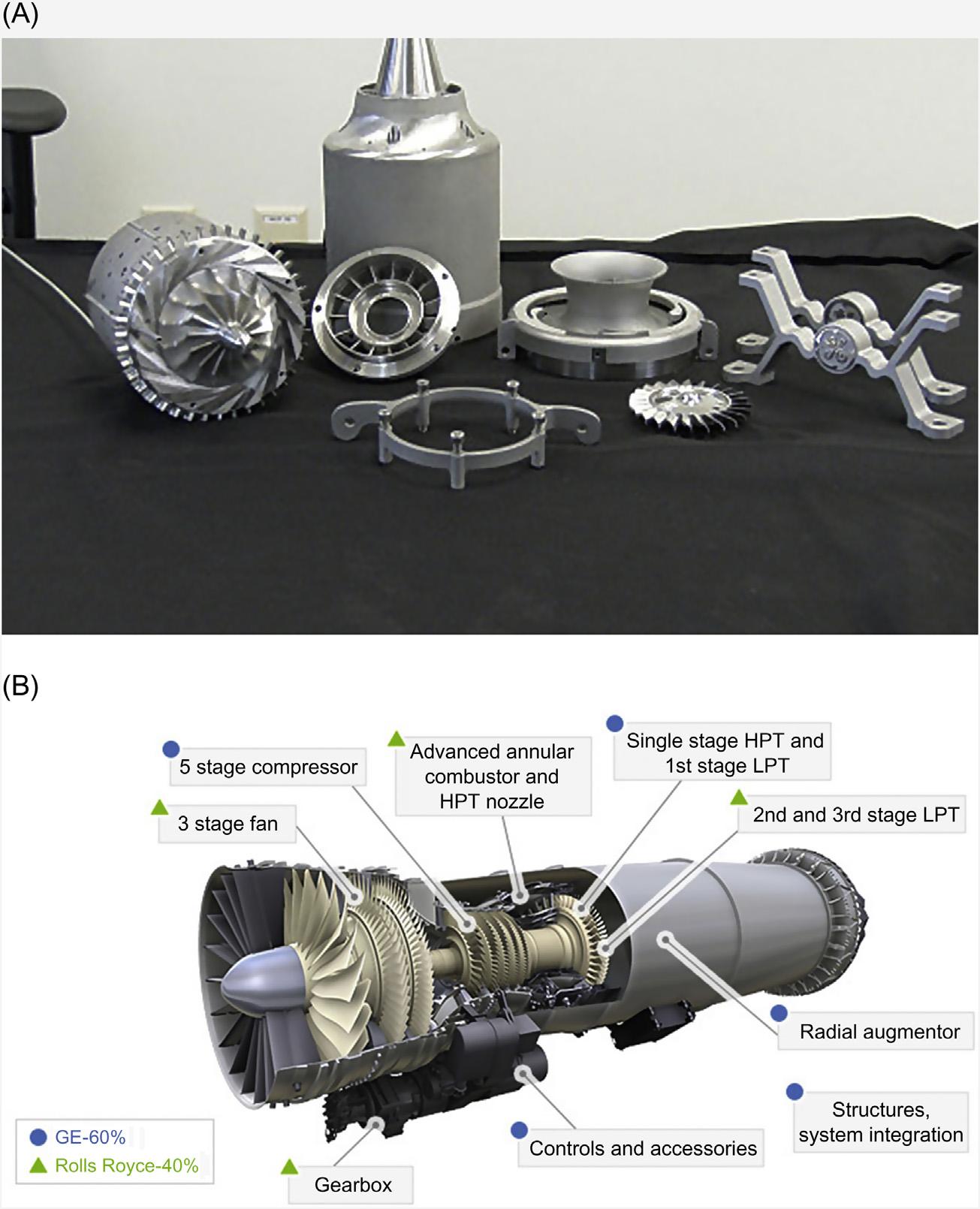
techniqueallowsthefabricationofcomplexfeatures,hollowcoolingpassages,high precisionparts,andsinglemetalbuilds.TheDEDapproachallowslargebuildenvelopes,highdepositionrates,multiplematerials,andadditionofmaterialtoexisting components.Mechanicalpropertiesareatleastatingotmetallurgylevels(including fracturetoughness).ExamplesofAMmanufacturedpartsandpartswhichcouldbe AMfabricatedinanadvancedengineareshownin Fig.1.3.
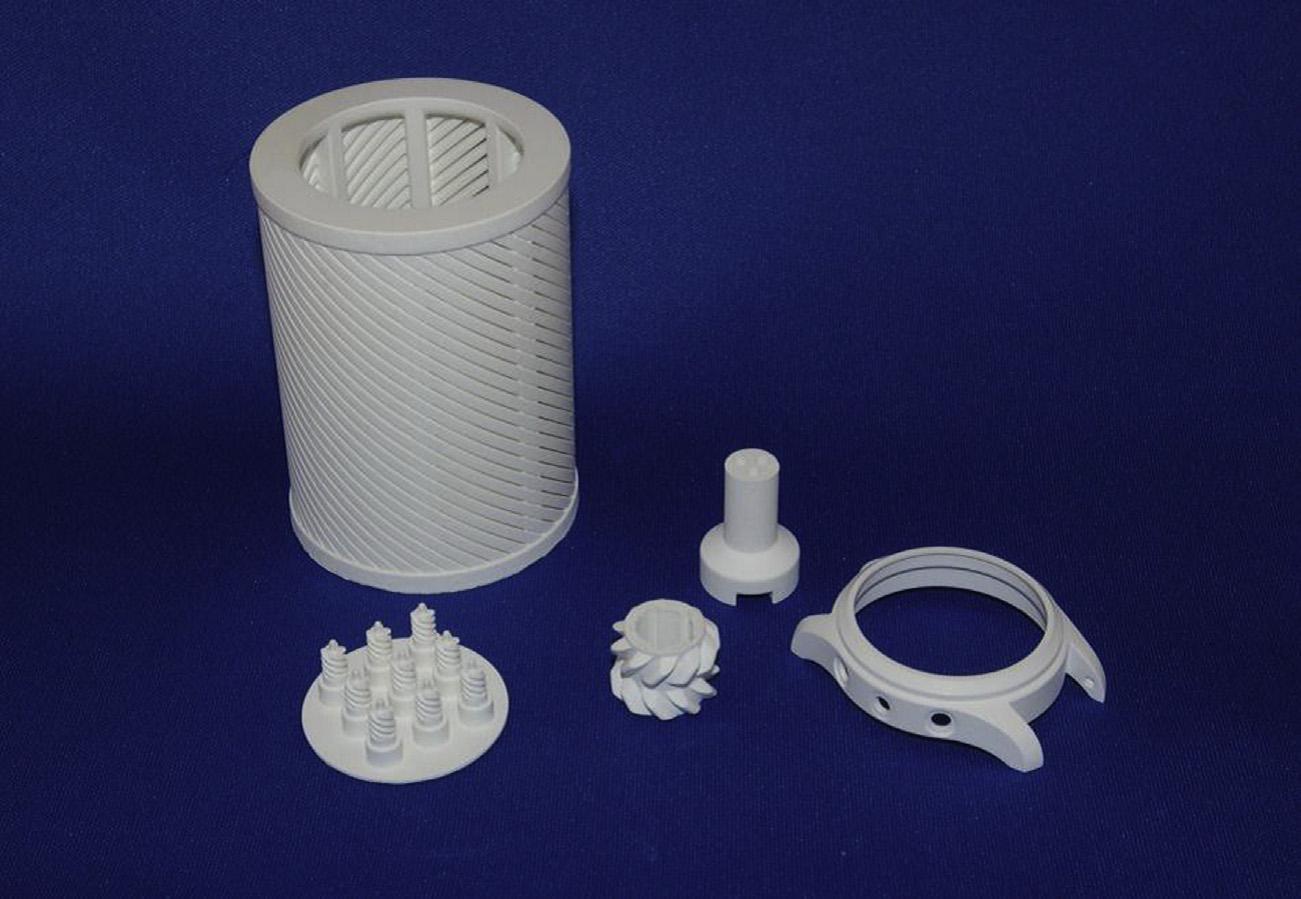
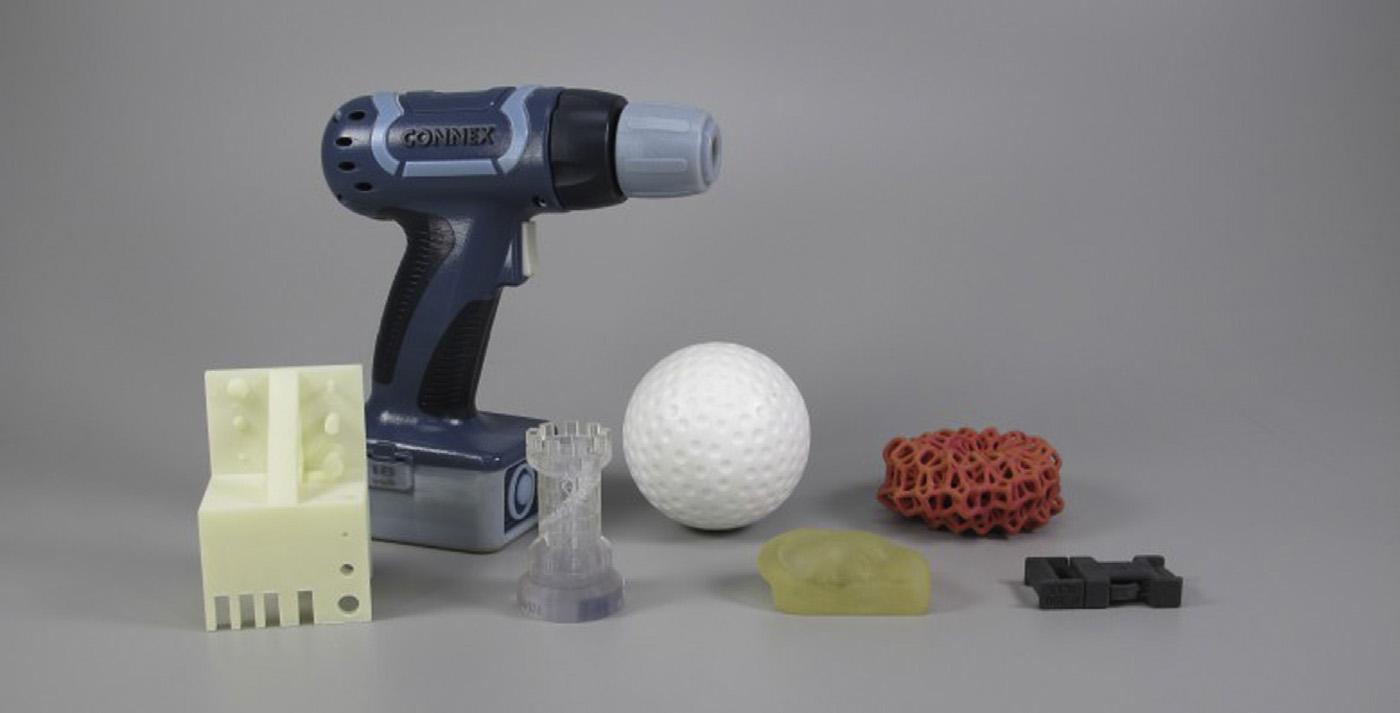
1.3Additivemanufacturingfabricationofvarioustypes ofmaterials TheAMtechniquehasbeenappliedtometals,ceramics,andpolymericmaterials (Figs.1.3 1.5)
AftertheAMbuild,ceramicpartsareporousand,ifdesired,canbeinfiltrated orfiredinapostprocessstep.Thismethodisusedforfineartceramics.Theprimaryadvantagesfor3-Dprinting,especiallybinderjetting(binderjettingisanAM processinwhichaliquidbindingagentisselectivelydepositedtojoinpowder particles.Layersofmaterialarethenbondedtoformanobject,forexamplebyhot isostaticpressing)arelowcost,highspeed,scalability,easeofbuildingpartsin
Figure1.2 SchematicshowingDMDtechnology. DMD,Directmetaldeposition.
Figure1.3 (A)Examplesofmetallicpartsfabricatedbyadditivemanufacturing.(B)The propulsionsystemfortheF-35lightening,whichcontainsasubstantialnumberof componentsthatcanbefabricatedbyadditivemanufacturing.
multiplematerials,andversatilityforusewithceramicmaterials.Originally evolvedfromsystemsthatusedthermoplastics,thebinderjettingmethodhasbeen modifiedtoacceptceramicslurriesorceramicpowdersinwaxorliquidbindercarriers.Materialjettinghassignificantchallenges,includinggettingmaterialstoflow throughnozzlesatreasonablespeedswithoutclogging.Workisongoingtoimprove therheologyofmaterialsystemsforceramicmaterials,suchasaluminaandzirconia.Thismethodpromisesgoodsurfacefinishesandhightolerancesforpartsthat canbeprintedandthenfiredtohighdensity.PBForiginatedwithselectivelaser
Figure1.4 Examplesofceramicpartsfabricatedbytheadditivemanufacturingtechnique.
Figure1.5 Examplesofpolymericmaterialsfabricatedbyadditivemanufacturing. 5 Introductiontoaerospacematerialsrequirementsandtheroleofadditivemanufacturing
sintering(SLS).SLSusesapowderbedlayerinabuildbox,similartothebinder jetmethod,butitisplacedinasystemthatbringsthepowdertoanelevatedtemperatureandthenexposesselectareastoalaserbeam.Thiscauseslocalizedsinteringoftheceramicpowder.Theparthassufficientstrengthforhandling,but requiresaconventionalpostprocessfiringtoachievefulldensity.AllPBFmethods sharecertaincharacteristics,includingoneormorethermalsourcesforinducing
6AdditiveManufacturingfortheAerospaceIndustry
fusionorsinteringbetweenparticles,amethodforprescribingfusioninaregionof eachlayer,andmechanismsforaddingandsmoothingpowderlayers.Electron beammeltinghasbecomeapopularapproachtoPBFasitisfast,efficient,andcan providefullydenseparts.Thedownsideforceramicsisthatthepowderbedneeds tobeelectricallyconductive.Directedenergydepositionisalsoatechniquethatis bettersuitedtometals.Polymerizationisusedforpolymersthatcanbeloadedwith ceramicpowders.
Polymericpartsrangefromepoxy-based,ABS(acrylonitrilebutadenestyrenea lightweightthermoplasticpolymerresinofthepolyesterfamily),wax,polystyrene, ceramic,andnylon.Allthesystemsfollowtheprinciplesofbuildinglayerbylayer, butvaryinhowthematerialsareapplied(e.g.,asafinepowder,liquidpolymer,or moltenplastic)andhowtheyarecured(e.g.,bymeltingwithalaseroractivating UVresinwithalaser).Thematerialmostcommonlyusedinnonimplantablemedical applicationsisnylon12.
1.4Contentsofthisbook InthisbookanattemptwasmadetocontactallthemajorAMfabricatorsandaerospaceuser(airframes,engines,andmissile)world-widetofullycoverallthesignificantactivityintheAMinaerospacefield.Notalltheorganizationscontacted expressedaninterestinparticipatinginthisbook.Howeveritisconsideredthat enoughinformationhasbeengatheredtogivethereaderacomprehensiveviewof thefield.OnerumorwhichwasdispelledisthattheUSAFisverynegativeonAM, theyarenot.Readthe40articleswhichfollowthisintroductiontogetabroadview oftheuseofAMinaerospaceapplications.
References [1] B.Dutta,F.H.(Sam)Froes,Additivemanufacturingoftitaniumalloys,Adv.Mater.Proc. (2014)18 23.
[2] B.Dutta,F.H.(Sam)Froes,Chapter24:theadditivemanufacturingoftitaniumalloys, in:M.Qian,F.H.(Sam)Froes(Eds.),TitaniumPowderMetallurgy,ButterworthHeinemann,2015.
[3]F.H.(Sam)Froes,B.Dutta,Theadditivemanufacturingoftitaniumalloys,in: ProceedingsoftheWorldConferenceonTitanium,SanDiego,CA,2015.
[4]B.Dutta,F.H.Froes,Additivemanufactureroftitaniumalloys,in:A.Badiru(Ed.), AdditiveManufacturingHandbook:ProductDevelopmentfortheDefenseIndustry, 2016.
[5] B.Dutta,F.H.Froes,BookAdditiveManufacturingofTitaniumAlloys,Elsevier Publishing,Amsterdam,2016.
Reviewofadditivemanufacturing technologiesandapplicationsin theaerospaceindustry JoelC.Najmon,SajjadRaeisiandAndresTovar DepartmentofMechanicalandEnergyEngineering,IndianaUniversity Purdue
UniversityIndianapolis,Indianapolis,IN,UnitedStates
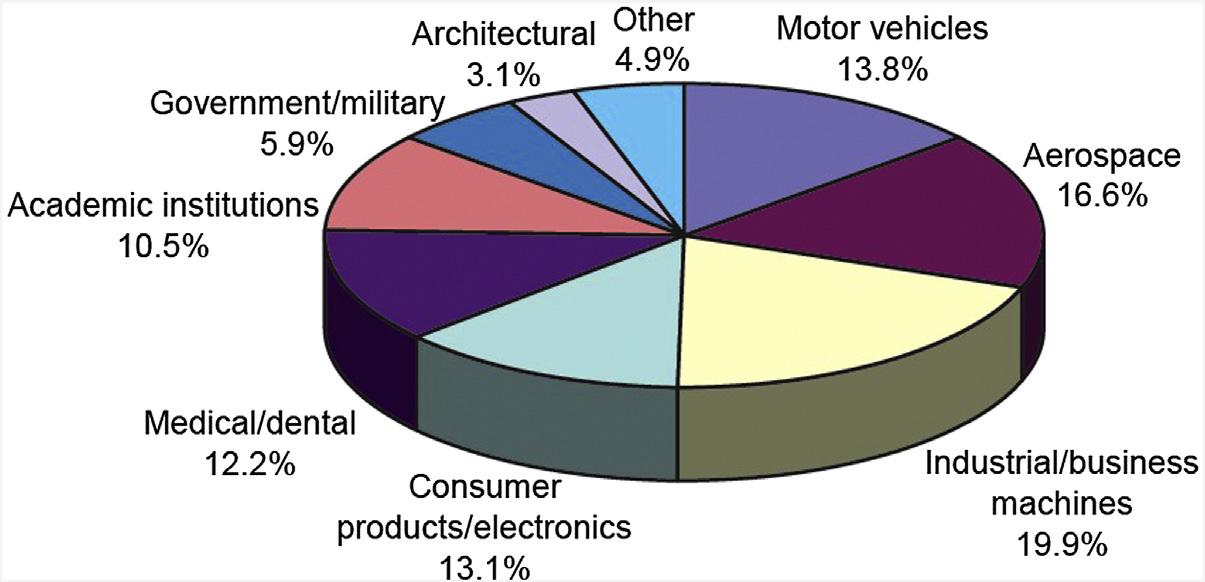
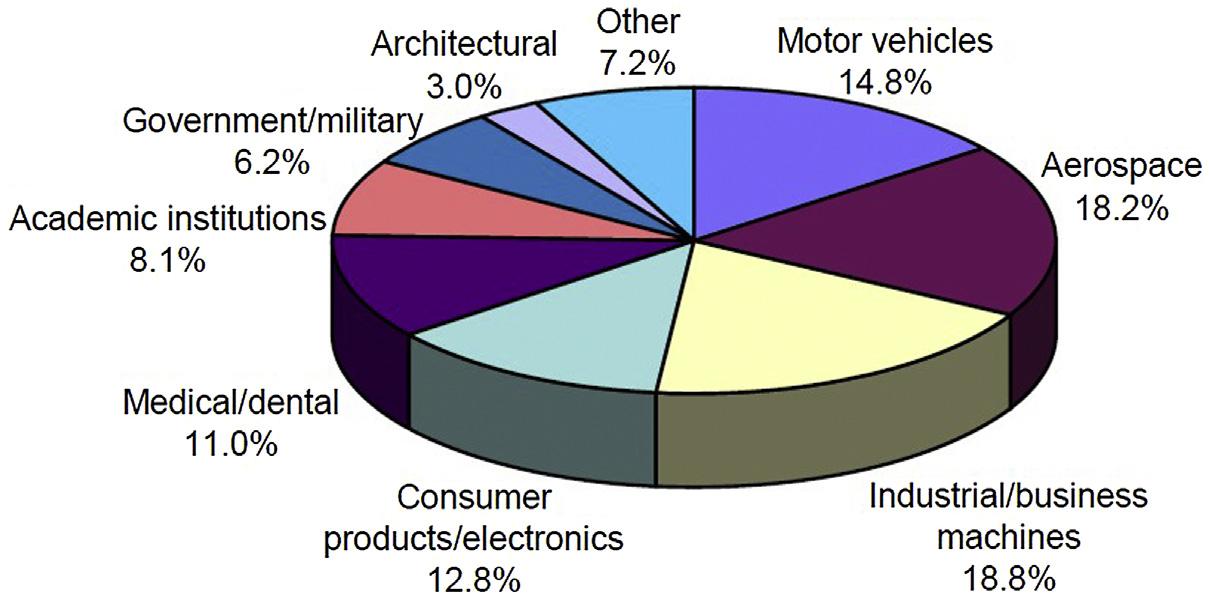
2.1Aerospacerequirementsandopportunitiesfor additivemanufacturing 2 Additivemanufacturing(AM)isbeingestablishedasafabricationtechnologythat bringsrevenuetotheaerospaceindustrythroughoutitssupplychainandrepair operations [1].Forthelast10years,theaerospaceindustryhasbeenoneofthetop sectorsleadingtheAMmarket(Figs.2.1and2.2).Today,18.2%oftherevenuein theAMindustryisreceivedfromtheaerospaceindustry.Theaerospacesectoris alsothefastestgrowingsector,showinganannualincreaseof1.6%in2016,followedbymotorvehicleswithagrowthof1.0%.TherevenuesfromtheAMare estimatedat$2.7billionin2016(growthof12.9%withrespectto2015)and areexpectedtosurpass$100billionwithinthenexttwodecades,mostlyinthe aerospaceindustry [3]
ThemarketforAMpartsinaerospacecanbedividedintometallicandnonmetallic(mostlypolymer)components,whicharegenerallyrelatedtocriticalandnoncriticalaircraftparts,respectively.BoeingandBellHelicopterstartedusing polymerAMpartsfornonstructuralcomponentsinthemid-1990s.InMarch2015, Boeingfabricatedmorethan200uniquepartsfor10differentaircraftusingAM technologies.Bythattime,morethan20,000nonmetallicAMpartswereinstalled inairplanes [1].Today,BoeinghasinstalledtensofthousandsofAMpartson16 commercialandmilitaryaircraft [4].In2017,BoeingstartedusingatleastfourAM titanium-alloypartstoproduceits787Dreamlineraircraftwithnear-futureplansto manufacturealmost1000partsviaAMtosave$2 3millionperairplane [5]. AirbusisalsoamainplayerinAM.IthasinstalledAMmetalbracketsandbleed pipesontheAirbusA320neoandtheA350XWBtestaircraft [6].Italsohasa multiyearcooperativeresearchagreementwithArconictoproducelarge-scaleAM airframecomponents(1minlength) [7].NASA,theEuropeanSpaceAgency,and SpaceXareexploringtheuseofAMigniters,injectors,andcombustionchambers ontheirrocketengines.HoneywellAerospace,LockheedMartin,andNorthrop GrummanarealsoimportantusersofAM.Theuniquedesignrequirementsfrom
8AdditiveManufacturingfortheAerospaceIndustry
Figure2.1 Additivemanufacturingmarketsharebyindustryin2016.
Source: Wohlers,A.,WohlersReport2016.3DPrintingandAdditiveManufacturingStateof theIndustry.AnnualWorldwideProgressReport.2016:AssociatesWohlers.WohlersReport 2016.WohlersAssociates,Inc. [2].
Figure2.2 Additivemanufacturingmarketsharebyindustryin2017.
Source: Wohlers,A.,WohlersReport2017.3DPrintingandAdditiveManufacturingStateof theIndustry.AnnualWorldwideProgressReport.2017:AssociatesWohlers.WohlersReport 2017.WohlersAssociates,Inc. [4]
theaerospaceindustryandcapabilitiesofAMtechnologiesarediscussedinthis section.
2.1.1Designrequirements Theaerospaceindustryisconstantlydemandinglightweightaircraftcomponents withahighstrength-to-weightratiotoimprovefuelefficiency,reduceemissions, andrespondtosafetyandreliabilityrequirements [8].Tothisend,aerospace designersstrivetominimizetheamountofmaterialusedineverycomponent,
whichresultsinincreaseddesigncomplexitywithrespecttothestructure,function, andproperty [9].AMallowsthefabricationofpartswithvirtuallyanyshape(freeformfabrication).
2.1.1.1Structuraldesign
Structurallycomplexdesignsarecharacterizedbynontraditional(freeform,organiclike)externalshapesthatprovidehighmechanicalperformancewithminimum mass.AMallowsthefabricationofpartswithcomplexdesignswithsomeconstraints,dependingonthespecificAMtechnology [10].Framedesignsareexampleswheretopologyoptimizationisused.Complexaircraftstructurescanbealso designedtomaximizeinternalspace(packingratio) [11].Whencomparedwithtraditionalmanufacturingprocesses,likeinjectionmoldingormilling,AMissignificantlymoreversatileduetoitslayer-by-layerfabricationprocess [12].Thisallows fortheoptimizationandmanufacturingoflightweight,strong,androbustparts [13].
Structuralcomplexityalsodescribesthemultiscaleinternalhierarchicalarchitecturesoflattice/cellulararrays(mechanicalmetamaterials) [14 16].Suchcomplex structurescanbeobtainedwithuseoftopologyoptimizationalgorithms [17 23] Commercialsoftwarethatcanprovidelatticematerialstooptimizedesignsincludes Netfabb,Within,Materialise,andSimpleware,aswellastopologyoptimization toolssuchasOptiStruct,Genesis,andMeshify.Thesolutionoftopologyoptimizationproblemsinvolvesmultiphysicssimulationsandmultiscaledesignmethodsto findthebestcompromisedsolutionamongmultipleobjectives [24].Withtheuseof thesesoftwaretools,aerospacedesignershavetheabilitytoreducematerialand weightwhilemakingthedesignsuitableforAM.Thesetoolsalsoallowtheability toretainorincreasethepart’smechanicalperformanceandreducemanufacturing cost.Lightweightpartscandeliversubstantialcostsavingsfromthefabricationproceduretotheendoftheairplane’slife [25].
2.1.1.2Functionalcomplexity Functionalcomplexityreferstotheabilityofpartstointegratemultiplefunctions (multifunctionalparts),includingfunctionsthataretraditionallynotassignedtothe part,forexample,heatdissipation,electricalcircuitry,flexibility,capillaritytoa load-bearingcomponent.Examplesinaerospaceincludestructuralcomponentsthat alsoactasconduits,suchasairfoilsandturbinebladeswithembeddedcooling channels [26,27].
Functionalcomplexityalsodefinesfunctionsthataredifficulttoachievebya singlecomponent.Anexampleisthedesignoftheswirlerinsideajetenginethat forcescombustionproductstorecirculateinsidethechamber,generatingahighly turbulentflow.Sinceincreasingtheturbulencecanreducethechamberpressure, theswirlergeometrymustbedesignedpreciselytodeliverthedesiredturbulence suitablytomixtheinjectedfuelandtheairflow [28].Suchacomplexfunctionis difficulttoachievewithoutthefreeformfabricationcapabilitiesofAM.
2.1.1.3Propertyrequirements Finally,behavioralcomplexitydescribeschangesinthematerialpropertiesacross thecomponent.Thisincludesmultimaterialdesignsandfunctionallygradedmaterials(FGMs).FGMscanbefabricatedbylocalmicrostructuremodificationsfrom thermally-inducedtransformations [29 33] orbychangesinthearchitectureofthe cellular/latticestructure [34 36].
Theabilitytotailormechanicalpropertiesisparticularlyrelevanttoadditive metaltechnologies(AMTs),likedirectedenergydeposition(DED)andpowderbed fusion(PBF) [37].InPBF,thepowdergrainsizeanddistributioncanbevariedto changethedensityandcorrespondingproperties [38,39].Theprocessingparameters canbevariedtotailorthequalityofthepart’shardness,fatiguestrength,surface microstructure,andsurfacefinish [39,40].Thisallowsforthemanufacturingof metalpartswithlocalcontrolofresidualstressconcentrations [41].
2.1.2Manufacturingcapabilitiesandbenefits Theincreasedcomplexityofthestructure,function,andpropertyofanaerospace componententailsfabricationchallengesandhighercosts [42].Traditionally,the designissimplifiedformanufacturingandassemblyoperationsattheexpenseof partperformance.AM,however,allowsfreeformfabricationandreducesassembly throughpartconsolidation.Italsoreducesmaterialwasteandallowstheuseofpremiummaterialsthataredifficulttoprocesswithothermanufacturingtechniques. Unlikeconventionalmanufacturing,AMreducesoreveneliminatestheneedfor tooling,whichallowstheproductionofsmallproductionrunsandpartsthatrequire quickturnaroundtime.ThebenefitsofAMfortheaerospaceindustryarediscussed inthissection.
2.1.2.1Partconsolidation Traditionally,complexaerospacecomponentscontainmultiplesimplepartsthatare joinedtogetherusingdifferenttypesoffasteners(welds,bolts,andbrazes). However,suchassembliesofferlowerreliabilityandrequiregreaterinspection, tooling,andsustainmentcostswhencomparedtoasinglepart [43].Inaddition, geometricerrorsandundesiredmisalignmentsordeformationsmayexceedallowabletolerancesinaerospacecomponents [44]
PartconsolidationcanbeattainedusingAM.Thisenablesfeatureintegrationas wellasincreasedreliabilityandperformance [45].WhenacomplexpartisfabricatedonasingleAMmachine,thepartinventoryisreducedandtheeconomiesof scaleassociatedwithlargecentralizedfactoriesarealsoreduced [1].Decreasingthe numberofpartsinanassemblyreduces(1)thenumberoftoolsheldininventory, (2)thecostsassociatedwithdocumentation,inspection,andproduction,(3)the assemblylinefootprint,and(4)theoverallmanufacturingcosts.
GEAviationhasreportedareductionfrom855partsproducedusingconventionalmanufacturingintoadozenpartsusingAMtechnologies.Thesimplified 10AdditiveManufacturingfortheAerospaceIndustry
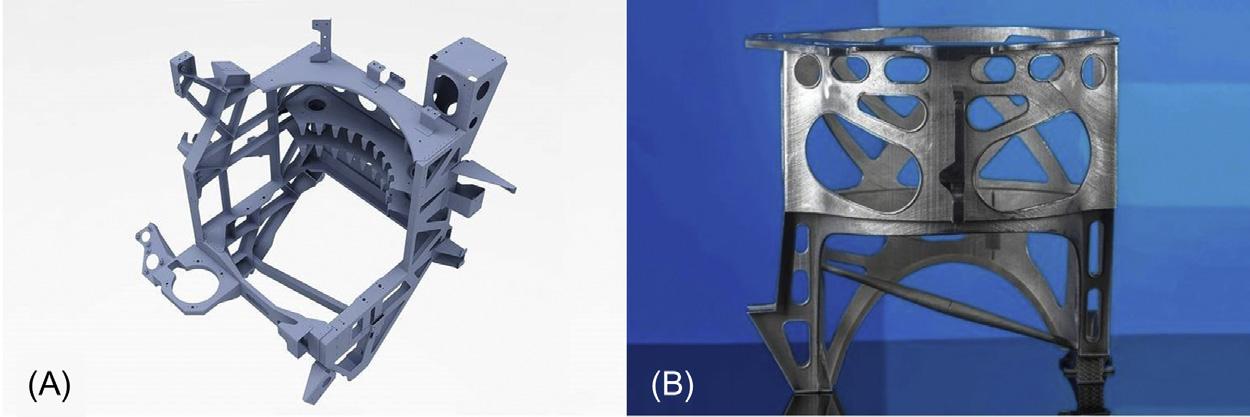
designreducedweight,improvedfuelefficiencyupto20%,andachieved10% morepower.Abearingsupportandsumpwereredesignedtoconsolidate80parts intoone.Also,a20-partnozzlewasconsolidatedintoasingleAMunitandthe weightwasreducedby25% [46].Similarly,Airbusreduceda126-parthydraulic housingtanktoasingleAMpart [47] (Fig.2.3).
2.1.2.2Materialeconomy Asignificantcontributortothehighfabricationcostofaerospacecomponentsisthe buy-to-flyratio,whichisdefinedastheweightratiobetweentherawmaterialand theweightofthefinalcomponent.Aerospacecomponentswithlargevolume envelope-to-volumeratios(e.g.,thin-walledstructuresandturbineblades)have buy-to-flyratiosashighas20 40:1 [48],whichmakesCNCtoolplanningtime consumingandimpracticalduetothemassiveamountofwastematerial.Inthese cases,thematerialuseandthemanufacturingcostcanbesignificantlyimproved withAMfreeformfabricationcapabilitiesandreducethebuy-to-flyratiocloserto 1:1.ForPBFprocesses,theamountofwasteproducedisaround5%comparedto thatoftraditionalmilling,whichcanproduceupto95%waste [12,49].Reducing thematerialwasteandthepartweightalsohasasignificantpositiveeffectonthe environment [50,51]
Theaerospaceindustryconstantlydemandspremiummetals,suchastitanium alloys,aluminumalloys,nickel-basedsuperalloys,andspecialsteels.Titanium alloys,forexample,provideoutstandingcharacteristics,likehighstrength-toweightratio,awiderangeofoperatingtemperatures,highcorrosionresistance,and compositecompatibility.However,titaniumalloysarehighlylimitedbytheirrelativelyhighcostcomparedtoothermaterials [52] andtheirpoormachinability [53] AgrowingnumberofpremiummaterialsareavailableinAMtechnologies,includingtitanium.Forinstance,GEAvioAeroisproducinglow-pressureturbineblades intitaniumaluminide(TiAl)usingAM [54].Today,NorskTitaniumownsthe world’slargesttitaniumAMfacilityandsuppliesaerospace-gradeAMstructural titaniumcomponents,approvedbytheFederalAviationAdministration(FAA)of theUnitedStates,tocompanieslikeBoeing.
Figure2.3 (A)AMhydraulicreservoirrackfromAirbusconsolidating126parts.(B) Consolidateddesignintoonepart. AM,Additivemanufacturing. Source: PhotocopyrightAirbus HermannJansen.
12AdditiveManufacturingfortheAerospaceIndustry
2.1.2.3Smallproductionrunsandturnaroundtime Incomparisontoconventionalmanufacturingprocesses,AMtendtobemore expensiveforlargeproductionruns;however,therelativelyhighinvestmentcosts offixturesandtoolsareavoidedorconsiderablyreducedinAM [12].Therefore, AMismorecosteffectiveforcustomizedpartsandsmallproductionruns,which arecommonintheaerospaceindustry.
Sinceaircrafthavelifespansofover30years,maintainingandreplacinglegacy partsandtoolingmayinvolvehighinventorycosts [55].AMenablestheproduction oftestandreplacementpartsondemandforrapidshipmentandinstallation [56] Thisminimizesdowntimeandassociatedcosts.AccordingtoAirbus,theturnaroundfortestorreplacementpartswasaslowas2weeksin2014.Finally,AM allowspartstobemanufacturedatdecentralizedlocations.Thislowerstransportationandstoragecosts.Thissimplificationinsupplychainsalsoleadstoareduction inmaintenance-baseddowntimeandturnaroundtime [57].
2.2Additivemanufacturingtechnologies TheAmericanSocietyforTestingandMaterialsInternationalCommitteeF42classifiesAMtechnologiesintosevencategories:binderjetting,DED,materialextrusion,materialjetting,PBF,sheetlamination,andvatphotopolymerization [58]. Accordingtothematerial,AMtechnologiesinaerospacecanbeclassifiedinto AMTsandadditivenonmetaltechnologies.Thesetechnologiesaredescribedinthis section.
2.2.1Additivemetaltechnologies ThetwomostcommonAMTsforaerospaceapplicationsareDEDandPBF. WidespreadDEDtechnologiesintheaerospaceindustryincludelasermetaldeposition(LMD),laserengineeringnet-shaping(LENS),electronbeamwelding(EBW), electronbeamfree-formfabrication(EBF3),andwirearcAM(WAAM).
PBFtechnologiesincludedirectmetallasersintering(DMLS),selectivelaser melting(SLM),andelectronbeammelting(EBM).OtherrelevantAMTsforaerospaceapplicationsincludebinderjettingandsupersonicparticledeposition(SPD), alsoknownascoldspray(Table2.1).Thissectiondescribesthemostrelevant AMTstotheaerospaceindustry.
2.2.1.1Directedenergydeposition DEDtechnologyworksbymeltingmaterialthatisfedtoalocalsiteonthebuild layer,usuallyoccurringwithinaninertgasatmosphere [1,59].Whilethiscanbe usedfornonmetalmaterials,itispredominatelyusedwithmetalsandmetalalloys [1,60 62].Feedstockusuallycomesintheformofpowderorwireandismelted withafocusedenergysource,suchaslaserbeams,electronbeams,andarcs [1,48]
Reviewofadditivemanufacturingtechnologiesandapplicationsintheaerospaceindustry
Table2.1 Additivemetaltechnologiesintheaerospaceindustry AMTs
DirectedenergydepositionPowderbedfusionOther
● LMD/LENS
● EBW/EBF3
● WAAM
● DMLS
● SLM ● EBM
● Binderjetting
● SPD/coldspray
LMD,Lasermetaldeposition; LENS,laserengineeringnet-shaping; EBF3,electronbeamfree-formfabrication; EBW,electronbeamwelding; WAAM,wirearcAM; DMLS,directmetallasersintering; SLM,selectivelaser melting; EBM,electronbeammelting; SPD,supersonicparticledeposition; AMTs,additivemetaltechnologies.
DEDprocessesbuildupthe3Dpart,layerbylayer;however,thetechnology canbeimplementedinamultiaxialmachineandprovide3Dpositioning [1].This allowsmanufacturingofcomplexpartswithouttheneedofsupportstructures.Due toincreasedversatilityinorientation,DEDtechnologiesareidealforcomponent repairofturbineblades,enginecombustionchambers,compressors,airfoils,and blisks [1,62,63].Turbineairfoilshavebeenrepairedtowithin0.030mmaccuracy oftheoriginalbladeandshownthatforarepairvolumeof10%,thereisaatleasta 45%improvementinthecarbonfootprintanda36%totalenergysavings [64].The mechanicalpropertiesofanAMpartproducedbywire-fedlaserandarcbeam depositionprocessesrelyheavilyonprocessparameters,loaddirection,andpost build-upheattreatment;however,bothprocessesproducedpartswithcomparable propertiesandaresuitableforaerospaceapplications [60]
2.2.1.2Powderbedfusion PBFtechnologiesworkbylocallymeltingmetalpowderonasubstratetoform layers.Afteranewlayerisformed,alevelingrollerdistributesanewlayerofpowder.Un-meltedpowderisreusableandbecomesthesupportforsuccessivelayers, reducingtheneedforsupportstructures [1,59].Toavoidpowderoxidation,SLM andDMLSoccurinaninertgasatmosphere,whileEBMoccursinavacuum [65,66].Consequently,therequirementofavacuummakesEBMattractivefor outerspacemanufacturing [59,67].ComparedtoDEDprocesses,PBFprocesses havetheabilitytocreateinternalpassagesand,typically,producehigher-fidelity buildfeatures [68].Titaniumalloy(Ti 6Al 4V)hasbeentypicallyusedinthe fabricationofAMpartsviaEBMtechnology [69 74].Topologyoptimized Ti 6Al 4VbracketsweremanufacturedwithanArcamQ10PlusEBMsystem, demonstratingthatgeometryandmicrostructurearedependentonthebuildtimeor cross-sectionalareaofeachlayer [74]
2.2.1.3Otherrelevantadditivemetaltechnologies
BinderjettingisusedforquickandreliablerapidprototypingofmetalAMparts, suchasimpellersandturbineblades [75,76].Itisalsousedforrapidtoolinginthe
14AdditiveManufacturingfortheAerospaceIndustry
fabricationofAMsandcoresandmoldstoproducelargemetalparts.Typicalmetals usedarealuminumandcopperalloys,grayandductileiron,andmagnesium.Binder jettingAMofsandcoresandmoldsallowstheremovalofpatternsusedinindirect rapidtoolingandsimplifiesthestepsinvolvedinthecreationoflowvolumeproductionparts [77].Applicationsofdirectrapidtoolingthroughmetalbinderjetting includecomplexgearcasesandcovers,fueltanks,transmissionhousings,componentsrequiringdraftfreewalls,lightweightengineparts,andstructuralhinges [78].
SPD,orcoldspray,worksthroughtheconsolidationofsupersonic,microsized, metalparticlesontoasuitablesubstrateuponimpact(ballisticimpingement).This technologyisalsosuitableforceramicandpolymerpowders [79].Theparticlesare acceleratedwithaspraygunfittedwithaconvergent-divergentrocketnozzleusinga heatedhigh-pressuregas(heliumornitrogen).Sincethemetalpowderisnotsignificantlyheatedduringthisprocess,withconsolidationoccurringinthesolidform,the risksofoxidation,residualstressaccumulation,andchangesinthepowder’smicrostructureareavoided [79].SPDhasbeenutilizedforrepairingandenhancingtheairworthinessandintegrityofagingaircraftstructures [80 82].Nitrogen-basedSPD hasbeenshownlimitedparticledeformationresultinginhighdegreesofporosity, whilehelium-basedSPDhadsubstantiallymoremicrostructuraldeformationwith verylittleporosity [83].Aircraftthatareoftenexposedtosaltspray,likenavyrescue/patrolhelicopters,shouldberepairedandtreatedwithhelium-basedSPD [55].
2.2.2Additivenonmetaltechnologies Additivenonmetaltechnologiesmostrelevanttotheaerospaceindustryinclude: selectivelasersintering(SLS),stereolithography(SLA),fuseddepositionmodeling (FDM),andPolyJet [84] (Table2.2).Thissectionpresentsthemaincharacteristics ofthesetechnologiesandtheirrelevancetotheaerospaceindustry.
2.2.2.1Selectivelasersintering SLSisaPBFprocessthattypicallyusesalaserenergysourcetomeltpolymer powders [59].Ithastheabilitytoproducelargepartswithgoodmechanical strengthatarelativelylowcost [91].Foraerospaceapplications,SLSisprimarily usedforrapidprototypingofnonfunctionalpartsanddirectdigitalmanufacturing (DDM)ofnoncriticalcomponents [92].Glass-fillednylonisusedinSLSfabricationofenginecompartmentsthatrequireheatresistance,forexample,tarmacnozzlebezel [85].Nylon12isusedinSLSproducedpartsthatrequireflexibility,such asductsandbellowdirectorsforairflow [86] (Fig.2.4).Ithasbeenshownthatthe percentcrystallinityofSLSnylon-12partsisdependentonthedegreeoftheparticlemelt,totheextentthatsufficientlydifferentpercentcrystallinitypartvolumes canbetreatedasdifferentmaterials [93].Thisopensupthepossibilityofproducing FGMpartswithSLS.SLSpartsproducedwithacrylicstyreneandpolyamide (nylon)shownearlythesamemechanicalpropertiesasplasticinjectedcounterparts [94,95].Inmostapplications,SLSisknowntobecosteffectivefortheproduction ofsmallvolumepartsforaircraft [59]
Table2.2 Additivenonmetaltechnologiesintheaerospaceindustry
Additivenonmetaltechnologies
ApplicationExamplepartRequirementsRecommended
Engine compartment
Tarmacnozzle bezel [85]
AirductsAirflowducting [86]
FullsizepanelsSeatbacksand entrydoors [84]
Castedmetal parts Bracketsand doorhandles [87]
LightsHeadlight prototypes [84]
BezelsDashboard interface [84]
UAVWingsand fuselage [88]
Prototypesand tools
Heatresistant functional parts
Flexibleducts andbellow directors
Largepartswith smooth surfacefinish
Castmetalparts using3Dprinted patterns
Fullytransparent, high-detail models
End-usecustom screenbezels
Highstrength, lightweight, durability
Cameracase prototypeand tooltoinstall wiring [89]
Cabin accessories Doorhandle covers [90]
nylon
SLSNylon12
SLAStandardresin
PolyJet Castableresinor wax
PolyJet Clearresin
Rigidity, dimensional stability
Customizable androbust handles
SLS,Selectivelasersintering; SLA,stereolithography; FDM,fuseddepositionmodeling.
Source:AdaptedfromB.Artley,Aerospace3DPrintingApplications,in:D.Hubs(Ed.). ,https://www.3dhubs.com/knowledge-base/ aerospace-3d-printing-applications. [84]
2.2.2.2Stereolithography SLA,alsoknownasvatphotopolymerization,isamethodofcreating3Dobjects usingalight-emittingdevice(laserordigitallightprocessing)thatilluminatesand curesaliquidphotopolymerresin(thermosettingplastic)layerbylayer [96].SLA hastheabilitytoproducefinefeaturesandprovidegoodsurfacefinishwithminimumstairsteppingeffect [91].Severalphotopolymerresinscanbeutilizedwith SLA:standard(rigid,opaque),castable,andclear,aswellasflexible,hightemperature,anddental,amongothers [97].High-fidelityrapidprototypesfortesting,verification,anddesignofaeroelasticairfoilshavebeenproducedwithlow-stiffness resins,wheremodelsimilaritybetweenprototypeswashighlydesired [98].Cabin accessoriessuchasconsolecontrolpartswithfunctionalknobsaswellasfullsize
Figure2.4 Airductsforlaminarflowmadewithpolyamide12(PA2200)fromEOS [86]
panels,seatbacks,andentrydoorshavebeenproducedwithSLAstandardresin [84].Castableandhigh-temperatureSLAresinsareusedtofabricatemoldpatterns (indirectrapidtooling)andinjectionmolds(directrapidtooling),respectively. Prototypesofhighly-detailed,fullytransparentaircraftheadlightsareproducedwith SLAclearresins [84]
2.2.2.3PolyJet PolyJet,alsoknownasmaterialjetting,usesinkjetprintingtechnologytojetliquid photopolymerdropletsontoabuildsubstrateandthencureitwithUVlight.Ithas theabilitytofabricatepartswithfinefeaturesandgoodsurfacefinish,whileexhibitinglittlestairsteppingeffect [91].SomePolyJetsystemsalsoboasttheabilityto producemultimaterialpartsthroughFGM,allowingawiderangeofmaterialpropertiesselection [99].TheroleofPolyJetintheaerospaceindustryincludesrapid prototyping,indirectrapidtooling(moldpatternfabrication),andDDM.Material jettingoccursthroughtwoprocesses:dropondemand(DOD)andcontinuousinkjet (CIJ).TheDODprocessoffershighpartresolutionattheexpenseofbuildtime, makingitfavorableforapplicationsrequiringafinesurfacefinish,suchasprototypelightfittingsandintricatewingdesignprototypes(bat-likeornithopter,lattice structurewingstruts) [100,101].TheCIJprocessofferfasterbuildtimesatlower partresolutionsandisbettersuitedfornoncritical,nonmetallicpartfabrication,like interfacebezels [102].
2.2.2.4Fuseddepositionmodeling FDM,alsoknownasmaterialextrusion,iscurrentlythemostpopularAMtechnologyonthemarket [103].Itallowsthefabricationofdurablecomponentsmadeof
high-strengththermoplasticssuchasULTEM,polycarbonate,polyphenylsulfone, polylacticacid,andacrylonitrilebutadienestyrene(ABS) [104].FDMsystemsare widelyversatileinapplications,rangingfromquickandinexpensiverapidprototypingtotoughandrigidpartssuitableforend-use.Theaerospaceindustryhasbeen substitutingtraditionallymetalpartswithsufficientlystrongFDM-producedpartsto reduceweightandturnaroundtimeforpartrepairs [105].Approximately70 production-gradethermoplasticparts,arebeingimplementedinNASA’sMarsrover becausetheyarelightweight,yetdurableenoughtowithstandtherigorsofspace [106].Forprototypeapplicationsthatdonotrequirehighresolutionandsurfacefinish,FDMtechnologyisidealbecauseitiseconomicalanddoesnotrequirechemicalpostprocessing [107].StratasysandAuroraFlightSciencesfabricatedthelargest andfastestAMunmannedaerialvehicle(UAV)usingFDM.Lowweightandhigh strengthareachievedusingULTEM9085asthebuildmaterialinadditiontoaddinganinternalhoneycombstructuretotheinternalwingdesign.
2.3Additivemanufacturingapplications AMtechnologiesforaerospaceapplicationsusuallyfallunderoneofthefollowing categories:DDM,rapidtooling,rapidprototyping,andrepair. Table2.3 showsa breakdownofAMtechnologiesintometalandnonmetalapplicationcategories.DDM referstotheproductionofpartstobeutilizedintheaircraft.Suchpartscanbecritical componentsrequiredfortheoperation(e.g.,nozzles,combustionchambers)and
Table2.3 Metalandnonmetaladditivemanufacturingtechnologieswithselectaerospace examples
ApplicationAM technology
Metal
Nonmetal
DDM,Directdigitalmanufacturing; DED,directedenergydeposition; PBF,powderbedfusion; SLS,selectivelaser sintering; SLA,stereolithography; FDM,fuseddepositionmodeling; UAV,unmannedaerialvehicle. 17
● DDM(direct metalpart fabrication)
● Rapidtooling
● Repair
● DDM(fixtures and accessories)
● Rapid prototyping
● Rapidtooling
● DED
● PBF
● Cold spray
● Binder jetting
● SLS
● SLA
● PolyJet
● FDM
● Helicopterenginecombustion chamberfabrication(DED) [108]
● Bliskairfoilrepair(DED) [109]
● Satelliteantennabracket(PBF) [110]
● Lapjointreinforcement(SPD) [81]
● RatchetwrenchprintedbyNASA onInternationalSpaceStation (SLS) [111]
● UAVwingdesign(PolyJet) [91]
● Boeing777-300ERdoorhandle (FDM) [90]
● Cameracaseprototyping(FDM) [89]
noncriticalparts(e.g.,brackets,fixtures,andaccessories).Rapidtoolingreferstothe fabricationoftoolsandpatternsrequiredforthefabricationofthefinalpart.Itcanbe classifiedintodirectrapidtooling(e.g.,moldsanddies)andindirectrapidtooling (e.g.,moldpatterns).Rapidprototypingreferstothefabricationofnonfunctionalparts, usuallyusingnonmetaltechnologies.Finally,repairentailstherepairandreinforcementofmetallicpartsandjointsusuallythroughDEDandcoldsprayprocesses.
2.3.1Directdigitalmanufacturing 2.3.1.1Directmetalpartfabrication
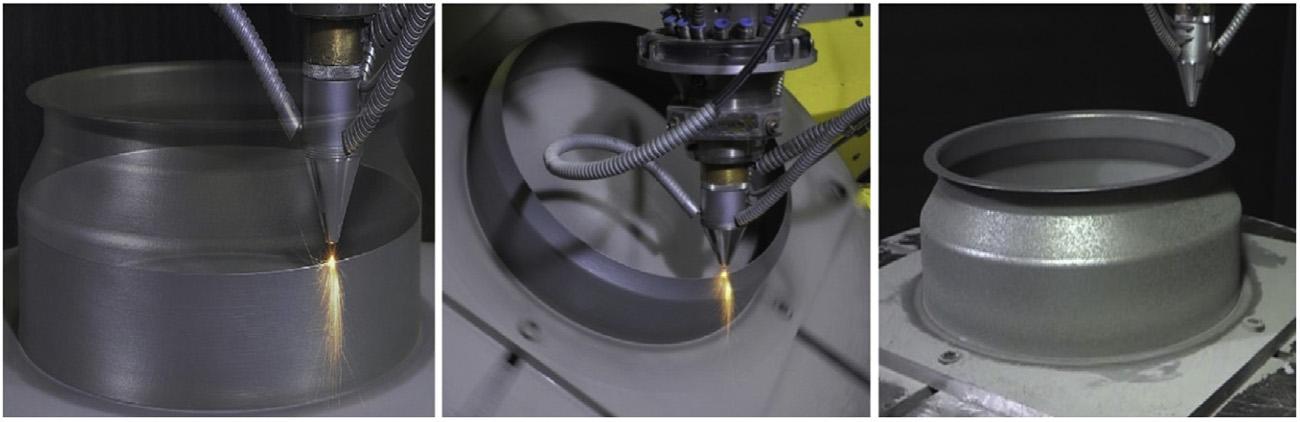
DEDsystemsfromcompanieslikeTWI(TheWeldingInstitute)andEOSGmbH (Electro-OpticalSystems)arebeingusedtofabricatecomplexandoverhanging metalstructuresasthemultiaxisorientationsystemscanorientthepartsothatjuttingstructuresarebuiltoffofexistinglayers.TWI’sfive-axisLMDsystemhas beenusedintheproductionofanIN718helicopterenginecombustionchamber, featuringanoverhangingflange [108] (Fig.2.5).RUAGSwitzerlandhasusedAM withtopologyoptimizationtoreducetheweightoftheSentinelsatellites’antenna bracketby40% [110].Theoptimizedbracketismadeofaluminumalloy, AlSi10Mg,manufacturedwiththeEOSM400,anSLMAMsystem.Boeing’s787 Dreamlinerisnowusingfouradditivemanufacturedtitaniumpartsthatwilleventuallyreduceitsproductioncostsbyupto$3million [5].
Multipartassemblieshavebeenconsolidatedintoasinglecomplexpartusing EOS’sM290DMLSsystem.TheArianeGroupwasabletoreducea248-partupper stagepropulsionmoduletoasinglepartthroughDMLS [112].Vectoflowused DMLStofabricateacompact,one-piece,flowmeasurementdevice,designedto withstandtheseverestressesofaircraftinthesubsonicandsupersonicrange [113]. GEhasusedArcam’sEBMQ20plustoproduceTi 6Al 4Vturbinebladesand structuralairframecomponents [114].Aliquidoxygenflangehasbeenadditively manufactured,inlieuoftraditionalmanufacturingmeans,foruseontheupperstage ofUnitedLaunchAllianceLaunchVehicles [42].
Figure2.5 TWI’sfive-axisLMDprintermanufacturinganIN718helicopterengine combustionchamber. LMD,Lasermetaldeposition.
Source: C.Hauser,CaseStudy:LaserPowderMetalDepositionManufacturingofComplex RealParts.2014,TWI.ImageCourtesyofTWILtd. 18AdditiveManufacturingfortheAerospaceIndustry
Postprocessingnecessitiescanbeaddressedthroughhybridmanufacturing [115] Hybridmanufacturingisthecombinationofadditiveandsubtractivemanufacturing intoasinglesystem [116].AMbuildsupthemetalpart,whiletraditionalsubtractivemanufacturing(CNCmilling)isusedforspotmillingandsurfacefinishing. Thiscombinedprocesssimplifiespartfabricationbyreducingthenumberofproductionsteps.Severalcompaniesareintroducinghybridmanufacturingsystems (HybridManufacturingTechnologies’AmbitSeries7andELB-Schliff’smillGrind) totheaerospaceindustryforpartfabricationandrepair.ELB-Schliff’smillGrindis theworld’sfirsthybridmanufacturingfeaturinggrindingforin-processrepairof aerospacecomponents [117]
2.3.1.2Fixturesandaccessories While,mostmechanicalandstructuralcomponentsofaircraftaremadeofmetal,fixtureandinterioraccessoriesareoftenmadefromnonmetalstosaveweightandcost. ChinaEasternAirlinesusedFDMtomanufacturemisprintedseatsignsonitsBoeing 777aircraft,anexpensiveandtime-consumingfix [118].NorthropGrummanutilize SLAtofabricaterepairkitsforspecificaircraftrepairssimplifyingteardownproceduresandreducingmaintenance-relateddowntime [119].Similarly,MoogAircraft GrouphasadoptedFDMtomanufacturecomponentmaintenancemanualfixturesfor internalinspection [120].AMofthesepartshaveotherbenefits,likeassemblypart consolidation.AdvancedAerialsuses3Dsystems’SLStechnologytofabricatetough partsforitsunmannedvehiclesystems [121].HoneywellalsousedSLSforthe manufacturingofcontrolpodcasingsonitsRQ-16T-HawkUAV [122].
2.3.2Rapidtooling Rapidtoolingdescribesanymold-makingprocessthatcancreatetoolsquicklyand withminimumdirectlabor [123].Generally,AMrapidtoolingprocessesfallunder indirectordirectrapidtooling.IndirectrapidtoolingistheuseofAMmethodsto produceatemporarypartmodel.Areverseceramicorsandmoldiscreatedfrom thismodelformetalpartcasting.Onesubprocessofindirectrapidtoolingisreconfigurabletooling [124].Reconfigurabletoolingallowsthereuseofmoldsthrough theuseofstate-changingmaterialsformoldcreation.Thissubprocesshasbeen usedtoproducesplashesandtoolsofwingshapesforaircraftinthefieldwithout theneedfordisassembly [124].AirbususedindirectrapidtoolingtocreatestructuraldoorhingesfortheAirbusA320 [1].Withdirectrapidtooling,moldsand insertsaremadedirectlywithAMprocesses.Thus,directrapidtoolingdoesnot requireasmanystepsasindirectrapidtoolingandhasthepotentialtopreserve overallpartdensitymoreeffectively [124]
2.3.3Rapidprototyping Rapidprototypingallowsforrealizationa ndverificationofcomputersimulation modelsofaerospacepartsandaircraft. Prototypesareusefulforidentifying