https://ebookmass.com/product/additive-friction-stirdeposition-hang-z-yu/
Instant digital products (PDF, ePub, MOBI) ready for you
Download now and discover formats that fit your needs...
Metal Additive Manufacturing Ehsan Toyserkani
https://ebookmass.com/product/metal-additive-manufacturing-ehsantoyserkani/
ebookmass.com
Fast Desktop-Scale Extrusion Additive Manufacturing (Article, NOT a book) Jamison Go
https://ebookmass.com/product/fast-desktop-scale-extrusion-additivemanufacturing-article-not-a-book-jamison-go/
ebookmass.com
Laying Bones Reavis Z. Wortham
https://ebookmass.com/product/laying-bones-reavis-z-wortham/
ebookmass.com
The Hidden Psychology of Social Networks: How Brands Create Authentic Engagement by Understanding What Motivates Us Joe Federer
https://ebookmass.com/product/the-hidden-psychology-of-socialnetworks-how-brands-create-authentic-engagement-by-understanding-whatmotivates-us-joe-federer/ ebookmass.com
Poisoning & Drug Overdose 7th Edition Kent R. Olson (Ed.)
https://ebookmass.com/product/poisoning-drug-overdose-7th-editionkent-r-olson-ed/
ebookmass.com
The Stars at Night Gerri Hill
https://ebookmass.com/product/the-stars-at-night-gerri-hill/
ebookmass.com
ISE Principles of Statistics for Engineers and Scientists (ISE HED IRWIN INDUSTRIAL ENGINEERING) 2nd Edition William Navidi Prof.
https://ebookmass.com/product/ise-principles-of-statistics-forengineers-and-scientists-ise-hed-irwin-industrial-engineering-2ndedition-william-navidi-prof/ ebookmass.com
Controlled Release Fertilizers for Sustainable Agriculture F.B. Lewu
https://ebookmass.com/product/controlled-release-fertilizers-forsustainable-agriculture-f-b-lewu/
ebookmass.com
Tracheostomy and Ventilator Dependency: Management of Breathing,
Speaking
https://ebookmass.com/product/tracheostomy-and-ventilator-dependencymanagement-of-breathing-speaking/
ebookmass.com
https://ebookmass.com/product/etextbook-978-0135078228-basicmarketing-research-with-excel/
ebookmass.com
AdditiveFrictionStir Deposition
AdditiveFrictionStir Deposition
SeriesEditor MAQIAN AdditiveManufacturingMaterialsand Technologies
HANGZ.YU
VirginiaTech,UnitedStates
Elsevier
Radarweg29,POBox211,1000AEAmsterdam,Netherlands
TheBoulevard,LangfordLane,Kidlington,OxfordOX51GB,UnitedKingdom 50HampshireStreet,5thFloor,Cambridge,MA02139,UnitedStates
Copyright©2022ElsevierInc.Allrightsreserved.
Nopartofthispublicationmaybereproducedortransmittedinanyformorbyanymeans, electronicormechanical,includingphotocopying,recording,oranyinformationstorageand retrievalsystem,withoutpermissioninwritingfromthepublisher.Detailsonhowtoseek permission,furtherinformationaboutthePublisher’spermissionspoliciesandour arrangementswithorganizationssuchastheCopyrightClearanceCenterandtheCopyright LicensingAgency,canbefoundatourwebsite: www.elsevier.com/permissions
Thisbookandtheindividualcontributionscontainedinitareprotectedundercopyrightby thePublisher(otherthanasmaybenotedherein).
Notices
Knowledgeandbestpracticeinthisfieldareconstantlychanging.Asnewresearchand experiencebroadenourunderstanding,changesinresearchmethods,professionalpractices, ormedicaltreatmentmaybecomenecessary.
Practitionersandresearchersmustalwaysrelyontheirownexperienceandknowledgein evaluatingandusinganyinformation,methods,compounds,orexperimentsdescribed herein.Inusingsuchinformationormethodstheyshouldbemindfuloftheirownsafety andthesafetyofothers,includingpartiesforwhomtheyhaveaprofessionalresponsibility.
Tothefullestextentofthelaw,neitherthePublishernortheauthors,contributors,or editors,assumeanyliabilityforanyinjuryand/ordamagetopersonsorpropertyasamatter ofproductsliability,negligenceorotherwise,orfromanyuseoroperationofanymethods, products,instructions,orideascontainedinthematerialherein.
ISBN:978-0-12-824374-9
ForInformationonallElsevierpublications visitourwebsiteat https://www.elsevier.com/books-and-journals
Publisher: MatthewDeans
AcquisitionsEditor: DennisMcGonagle
EditorialProjectManager: JoshuaMearns
ProductionProjectManager: KameshRamajogi
CoverDesigner: MatthewLimbert
TypesetbyMPSLimited,Chennai,India
Preface
Theabilitytomanufacturenewproductsthatgivebetterperformance andincurlesscostisameasureofthefuturecompetenciesofanation. Whethertheyarebulk-scalemetalsandceramicsusedfortheaerospace andautomotiveindustriesorthinfilmsandnanoscaledevicesforthe semiconductorindustry,wealwayswantthemtobemanufacturedinan efficient,amorereliable,andascalablemannerwhilepossessingan unprecedentedsupplyofexcellentproperties.Inthisregard,theimportanceofadvancedmanufacturingcannotbeoverstated acommonsense alreadysharedbyscientists,engineers,entrepreneurs,industryleaders,and policymakers.Asanexample,numerousadvancedmanufacturingprogramsorinitiativeshavebeenwitnessedoverthelastfewyears;America Makes,ManufacturingUSA,andtheAdvancedManufacturingInitiative byEuropeanSpaceAgency,tonamejustafew.InrecentTMSand MS&Tconferences,morethan1/3ofthesymposiawererelatedto advancedmanufacturing.
Amongsubfieldsofadvancedmanufacturing,bulk-scalemetaladditive manufacturingrepresentsafrontierofinnovationrapidlychanginghow engineersdesignandfabricatecriticalcomponents,suchasfuelnozzlesin enginesandcombustorliners.Atthetimeofwriting,themainstream metaladditivemanufacturingtechnologiesareknowntobebasedon selectivemeltingandrapidsolidification.Asfusion-basedadditiveprocesses,thesetechnologiessharethesameliquidbondingmechanismwith castingandthereforearefacedwithmanagingthesamechallenges,such asporosity,dendriticmicrostructure,hotcracking,andhighresidualstress. Becauseofsuchissues,castingisnotwidelyusedforcreatingcriticalmetal componentsintraditionalmetalmanufacturing;instead,thesecomponents areusuallyprocessedviathermomechanicalroutes,likeforging,rolling, andextrusion.Thisnaturallyraisesthequestion:tofundamentallyavoid thequalityissuesinfusion-basedmetaladditivemanufacturing,shouldwe adoptametaladditiveprocessthatisthermomechanicalprocessing-based ratherthanliquidprocessing-based?
Duringrecentyears,thisquestionhasmotivatedmetoresearchan emergingmetaladditivemanufacturingtechnologywithathermomechanicalprocessingnature.Theprocessistermedadditivefrictionstirdeposition,whichleveragesthefrictionstirprincipleandamaterialfeeding
mechanismtoenablelocation-specificprintingandfreeformingin3D space.Viewedasaforging-basedadditiveprocess,additivefrictionstir depositioninheritstheadvantagesofforginginporosityremovaland equiaxedmicrostructureformation,allowingforexcellentmechanicalperformanceintheas-printedstate.Ithasshowngreatpromiseforlarge-scale additivemanufacturing,structuralrepair,materialsrecycling,aswellas operationunderextremeconditions.Despiteitsrelativelyyoungage, extensiveresearchanddevelopmenteffortsduringthelastfewyearshave propelledthistechnologytotheforefrontofinnovationwithfocused attentionfromtheaerospaceanddefensesectors.
Thegoalofthisbookistoofferatimelyoverviewofthisvigorously growingfield,inthehopethatmoretalentsfromacademiaandindustry willjointheR&Deffortsofadditivefrictionstirdeposition.NewR&D advanceswillimproveourfundamentalunderstandingoftheprocess, therebyunlockingitsfullpotentialforwidespreadapplications.Thestudy onadditivefrictionstirdepositionisinterdisciplinary,necessitatingjoint effortsfromexpertsinphysics,metallurgy,materialsscience,fluid mechanics,mechanicalengineering,andcomponentdesign.Asamaterials scientistbyeducationandtraining,Iattemptedtoincludeknowledge fromallrelevantdisciplinesinthisbook,whichmayhavebeenastretch attimes.Fortunately,thecolleaguesinthisresearchfieldcomefroma varietyofacademicbackgrounds;learningfromthemandincorporating theirworkintothisbookhashopefullycompensatedforanynegative effectsfrommystretch.
Thisbookaimstoprovideacomprehensivepictureofadditivefriction stirdeposition,fromprocessfundamentalsandmaterialsflowtomicrostructureevolutionandmechanicalproperties.Somespecialtopicslike printingofcomposites,tooling,andnicheapplicationsarealsoincluded. However,thisbookisnotaconclusionbyanymeans;givenhowrapidly thisfieldisgrowingthesedays,extensiveupdatesareexpectedinthenext edition.Someoftheideasdiscussedinthelastchapter(“Future Perspectives”),suchastheincorporationofartificialintelligenceandprintingofhierarchicalmaterials,mayhavematuredintoadisciplinewitha largenumberofresearchresultsbythattime.
Iamgratefultomanypeoplewithoutwhomwritingthisbookwould notbepossible.FirstIwouldliketothankDr.JackLesko,whoinitiated theAdvancedManufacturingTeamatVirginiaTechandconnectedme withthefolksatAeroprobeInc.backin2016.ThiswasthefirsttimeI learnedofacommerciallyavailableadditivefrictionstirdepositionprocess,
whichisnowknownastheMELDtechnology.Iwouldalsoliketo thankMs.NanciHardwick,theCEOofMELDManufacturing Corporation,andDr.ChaseCox,theDirectorofTechnologyatMELD ManufacturingCorporation.Throughinteractionswiththem,Iwasable torealizehowadditivefrictionstirdepositionmayhaveabigimpactin reallife,especiallyintherealmoflarge-scaleadditivemanufacturing.
IamparticularlygratefultoProf.RajivMishrafromtheUniversityof NorthTexasandDr.ZhiliFengfromOakRidgeNationalLaboratory, who,asworld-renownedexpertsinfrictionstirresearch,neverhesitated tooffermeinvaluablecareeradvice.IamgratefultoMr.KyuChofrom theArmyResearchLaboratoryaswellasMr.NamPhanfromNAVAIR, whonotonlyprovidedsupportformyresearchinthisareabutalsoprovidedvitalguidanceregardingtheresearchdirectionforcriticalapplications.Helpfuldiscussionsandguidancefromtheindustryfolks,including fromDr.GeorgeLuckey,Dr.JoyForsmark,andMr.EricPoczatekfrom FordMotorCompany,Dr.NanzhuZhaofromNissanMotor Corporation,Dr.ChangjieSunfromGEResearch,Dr.MichaelEller fromLockheedMartinCorporation,andDr.JimLuafromGEMInc.are alsogreatlyappreciated.
Icannotsay “thankyou” enoughtothegreatstudentsatVirginia Techwhohaveworkedandwhoareworkingwithme,fortheirgroundbreakingresearchonadditivefrictionstirdepositionaswellastheir tremendoushelpinwritingthisbook.Iwouldliketoacknowledgemy previousPh.D.students:Dr.MackenziePerry,Dr.JoeyGriffiths, Dr.HunterRauch,andDr.DavidGarcia,aswellascurrentgraduatestudentsandpostdocs:DougHartley,JakeYoder,GregHahn,Ryan Gottwald,KendallKnight,RobertCallaham,RobertPalisin,Donnie Erb,HannahGlaser,andDr.NikhilGotawala.Mostofthemreadpartof thebookdraftandprovidedcriticalcomments.Iwouldalsoliketo acknowledgeafewundergraduatestudentsfortheirinput:JustinHe, AdamSeigler,andGideonCrawford.
Iamgratefultomycolleaguesintheresearchfieldofadditivefriction stirdeposition,includingProf.PaulAllison,Prof.BrianJordon,andProf. LukeBrewerfromtheUniversityofAlabama,Prof.RajivMishrafrom theUniversityofNorthTexas,aswellasProf.DanielFabijanicfrom DeakinUniversity.Theirworkhasbeeninstrumentalinenrichingmy knowledgeandunderstandingofadditivefrictionstirdeposition;incorporatingtheirworkhasimprovedthebookquality.Iwouldliketothank theeditorsfromElsevierfortheirpatienceinhelpingmepreparethe
book:Ms.ChristinaGifford,Mr.DennisMcGonagle,andMr.Joshua Mearns.
Abookprojectlikethiswouldnothavebeenpossiblewithoutstrong supportfrommyfamily.Iwouldliketoexpressmyheartfeltgratitudeto mywife,Yunhui,forherenduringencouragementofmycareerand unwaveringeffortsincaringforourtoddler,Chris whoalsodeserves creditforbeingabletosleepthroughthenightasayoungbabyduring thetimeIworkedonthebookdraft.
Blacksburg,Virginia,April2022
Preface xi
Bookendorsement:AdditiveFrictionStirDepositionxv
1.Introduction1
1.1 Additivemanufacturingformetals2
1.2 Solid-statemetaladditivemanufacturing5
1.3 Additivefrictionstirdeposition9
1.4 Organizationofthisbook16 References18
2.Processfundamentals21
2.1 Elementsoffrictiontheory22
2.2 Fundamentalsofheatandmasstransfer29
2.2.1 Heattransfer29
2.2.2 Masstransfer31
2.3 Basicprincipleofadditivefrictionstirdeposition33
2.4 Establishmentofanintegratedinsitumonitoringsystem:real-time measurementoftemperature,force,torque,andmaterialflow37
2.5 Temperatureevolutioninthedepositedmaterialandsubstrate41
2.5.1 Thermalhistoryofthedepositedmaterials41
2.5.2 Dependenceofthermalfeaturesontheprocessingconditionsin additivefrictionstirdeposition43
2.5.3 Powerlawrelationshipsofpeaktemperatureandprocessing parameters47
2.5.4 Temperatureevolutionofthesubstrate48
2.6 Forceandtorqueevolution51
2.6.1 Multiplephasesofforceandtorqueevolution52
2.6.2 Dependenceofsteady-stateforceandtorqueonprocessing conditions54
2.7 Insituvisualizationofmaterialrotationandflow57
2.7.1 Footprintandmaterialrotation58
2.7.2 Contactstateandstickingcoefficient60
2.8 Correlationofthematerialflowbehaviortotemperature,force,and torqueevolution64
2.8.1 Influencesofthecontactstateandmaterialflowonheat generation66
2.8.2 Influencesofthecontactstateandmaterialflowonforceand torque69
2.8.3 Factorsgoverningthecontactstateandmaterialflowbehavior71
2.9 Summary73 References74
3.Materialflowphenomena77
3.1 Plasticityandfinitedeformationtheory78
3.2 Elementsoffluidmechanics82
3.3 Previousexperimentalstudiesonmaterialflowinfrictionstirwelding87
3.4 Designoftracerexperimentsformaterialflowinvestigationin additivefrictionstirdeposition92
3.5 Flowpathofthecentervolumeofthefeedmaterial95
3.5.1 Centertracerflowduringinitialmaterialfeeding95
3.5.2 Centertracerflowduringsteady-statedeposition102
3.6 Flowpathoftheedgevolumeofthefeedmaterial107
3.6.1 Edgetracerflowduringinitialmaterialfeeding107
3.6.2 Edgetracerflowduringsteady-statedeposition110
3.7 Materialdeformationandflowattheinterface112
3.7.1 Surfaceandinterfacemorphology113
3.7.2 Interfacialmixing118
3.8 Summary122 References124
4.Dynamicmicrostructureevolution127
4.1 Elementsofmicrostructureevolution129
4.2 Dynamicrecrystallizationmechanisms135
4.2.1 Discontinuousdynamicrecrystallization135
4.2.2 Continuousdynamicrecrystallization138
4.3 Thermomechanicalhistoryinadditivefrictionstirdeposition142
4.3.1 StageA143
4.3.2 StageB144
4.3.3 StageC146
4.4 Characteristicsoftheresultingmicrostructuresbyadditivefrictionstir deposition147
4.4.1 Highstackingfaultenergymaterials:AlandMg147
4.4.2 Low(tomedium)stackingfaultenergymaterials:Inconel625and 316Lstainlesssteel149
4.5 DynamicmicrostructureevolutionalongtheflowpathofanAl Cualloy151
4.5.1 Microstructurecharacterizationalongtheflowpathofthecenter tracer151
4.5.2 Microstructurecharacterizationalongtheflowpathoftheedge tracer156
4.5.3 Quantificationoftheoveralltrend158
4.6 Processing-microstructurelinkagesofAl-Mg-SiandCu161
4.6.1 MicrostructurecharacterizationofAl Mg Siprintedatvarious conditions162
4.6.2 MicrostructurecharacterizationofCuprintedatvarious conditions167
4.6.3 Analysisofthemicrostructureevolutionmechanismsandtrends170
4.7 Dynamicphaseevolution174
4.8 Summary176 References178
5.Effectsoftoolgeometry183
5.1 Asurveyoftooleffectsinfrictionstirwelding184
5.2 Tooltypesandgeometriesforadditivefrictionstirdeposition186
5.3 Effectsoftoolgeometryoninterfacemorphology189
5.4 Effectsoftoolgeometryonmicrostructure196
5.5 Summary200 References200
6.Beyondmetalsandalloys:additivefrictionstirdepositionof metalmatrixcomposites203
6.1 Introductiontometalmatrixcomposites204
6.2 Currentprocessingapproachestometalmatrixcomposites206
6.2.1 Bulkprocessing206
6.2.2 Additiveproduction210
6.3 Additivefrictionstirdepositionofmetalmatrixcomposites215
6.3.1 Feedingstrategyandprintingprinciple216
6.3.2 Potentialbenefits217
6.4 Examples219
6.4.1 Cu-ZrO2 printedusingacompositefeed-rod219
6.4.2 Al ZrO2,Al SiC,andCu SiCcompositesprintedbypacking particlesinthehollowfeed-rod219
6.4.3 Al SiCprintedbyaugerfeeding225
6.5 Limitationsofthisprintingapproach227
6.5.1 Maximumvolumefractionofreinforcement227
6.5.2 Toolwear228
6.6 Summary229 References230
7.Mechanicalpropertiesoftheprintedmaterials233
7.1 Elementsofthemechanicalbehaviorofmaterials234
7.2 Tensilepropertiesoftheprintedmetalsandalloys238
7.2.1 Effectsofprecipitationstrengthening238
7.2.2 Effectsofpostprocessaging244
7.2.3 Effectsofdislocationcontent246
7.2.4 Effectsofgrainsize250
7.2.5 Two-phasealloys253
7.2.6 Gradientofthemechanicalproperties254
7.3 Fracturebehavior256
7.4 Fatiguebehavior264
7.5 Mechanicalpropertiesofbilayerstructures268
7.6 Mechanicalpropertiesofprintedmetalmatrixcomposites271
7.7 Summary271 References272
8.Nicheapplications277
8.1 Structuralrepair278
8.1.1 Through-holefilling281
8.1.2 Groovefilling284
8.1.3 Surfaceanddivotrepair286
8.1.4 Fastenerholerepair289
8.2 Selective-areacladdingonthinautomotivesheetmetals292
8.2.1 Claddingquality292
8.2.2 Thinsubstratedistortion295
8.3 Recycling301
8.3.1 Solid-statemetalrecyclingbackground301
8.3.2 Frictionstirringforsolid-staterecycling305
8.4 Large-scaleadditivemanufacturing310
8.5 Printingandrepairunderharshconditions311
8.6 Summary313 References314
9.Futureperspectives319
9.1 In-depthunderstandingoftheunderlyingphysics320
Bookendorsement:AdditiveFrictionStir Deposition
Prof.HangYuhascreatedamasterpieceinthisfirstbookonadditivefrictionstirdepositiontechnology.Additivefrictionstirdepositionisemergingasaveryhighdepositrateadditivemanufacturingprocessandhas startedfindingreal-worldapplications.Thisbookprovidesatimelyoverviewofthisnewfield.Asresearchersandpractitionersofthisnewtechnologyworkonvariousnewopportunities,theywillbenefitfromthe necessarytheoreticalbasisprovidedinChapters2 4,and7.Prof.Yu drawsfromhisownresearchandexperiencetoprovideinsights.Itisa verycomprehensivebookthatcoversareasrangingfromprocessphysics andmaterialssciencetotooling/applications.Thisisagreatresourcefor studentsinthisfieldandisa “must-read” book.Facultiesteaching advancedmanufacturingprocessescanuseseveralchaptersfromthebook toteachaboutthisdisruptivemanufacturingprocess.
• Dr.RajivMishra,UniversityDistinguishedProfessor,Universityof NorthTexas,UnitedStates.
Thisisaverytimelybookonthisnewemergingsolid-stateadditivemanufacturingtechnology.Anexcellentreferenceforthosewho areinterestedinthisdynamicandfast-growingtopic.Thebookcovers thefundamentalsoftheprocess,technologyinnovations,andresulting microstructureandproperties.
• Dr.ZhiliFeng,DistinguishedR&DStaff,andLeaderMaterialsJoining Group,OakRidgeNationalLaboratory,UnitedStates.
Prof.Yu’sresearchhasplacedhimandhisteamattheforefrontof atechnologythatiswitnessingtremendousgrowthontheglobaladditivemanufacturingstage.Thisbookexpertlycombinesknowledge gainedfromyearsofexperienceintoasinglesourcethatwillofferthe readerakeeninsightintounderstandingtheMELDprocess.
• Dr.ChaseCox,VicePresident,MELDManufacturingCorporation, UnitedStates.
Thisisathoroughbookontheemergingadditivefrictionstir depositiontechnologythatispoisedtobeverydisruptivetofusionbasedadditivemanufacturing.Itsufficientlycoversthebenefitsand
challengesofusingtheprocessandprovidesasolidfoundationforfurtherresearch.
• Dr.MichaelEller,AdjunctProfessor,UniversityofNewOrleans, UnitedStates.
CHAPTER1 Introduction
Thebeginningisthemostimportantpartofthework.
Plato
Shiftingthemanufacturingparadigm,additivemanufacturingisthe industrialproductionnamefor3Dprintingthatenablesthecreationof lighter,stronger,multifunctional,andmultimaterialcomponentsina layer-by-layerorvoxel-by-voxelfashion.Almostalltypesofmaterialscan beadditivelymanufacturedinto3Dcomponents,includingpolymers, ceramics,metals,composites,andevennaturalmaterials.Amongthese, metaladditivemanufacturingisofspecialindustrialinterestduetothe widespreadusageofmetallicmaterials,includingstructuralcomponents, protectivecoatings,heatexchangers,andconductingwires.Liketraditionalmetalmanufacturing,whichinvolvescastingandforging,metal additivemanufacturingcanbeimplementedbyfusion-basedaswellas solid-stateapproaches(YuandMishra,2021).Theformerreliesonmeltingandsolidification,whereasthelatterreliesonplasticdeformationor sintering.Inthisbook,ourfocusisonanemergingsolid-statemetaladditiveprocess, additivefrictionstirdeposition,whichleverageshightemperaturesevereplasticdeformationtoenablelocation-specificmetal depositionandprinting.
Thischapterintroducesadditivefrictionstirdepositionandanalyzesits placeinthemetaladditivemanufacturingspectrum.Webeginwiththe classificationofadditivemanufacturingtechnologiesandtheassessmentof theirsuitabilityforprintingmetals.Adistinctionisdrawnbetweenthe fusion-basedandsolid-stateadditiveprocesses,whereinthebenefitsand limitationsofeachtypeareconsidered.Withinthesolid-stateadditive technologies,weintroducetheprincipleofadditivefrictionstirdeposition andcontrastitsmanufacturingcapabilitieswithultrasonicadditive manufacturingandcoldspray.Wealsocompareadditivefrictionstir depositionwithanotherfrictionstir-derivedtechnology,frictionstiradditivemanufacturing,whichisasheetlaminationprocess.Finally,wediscuss theorganizationofthebookandprovideabriefoverviewofthechapters thatfollow coveringprocessfundamentals,materialflow,microstructure
evolution,tooling,metalmatrixcomposites,mechanicalproperties,niche applications,andfutureperspectives.
1.1Additivemanufacturingformetals
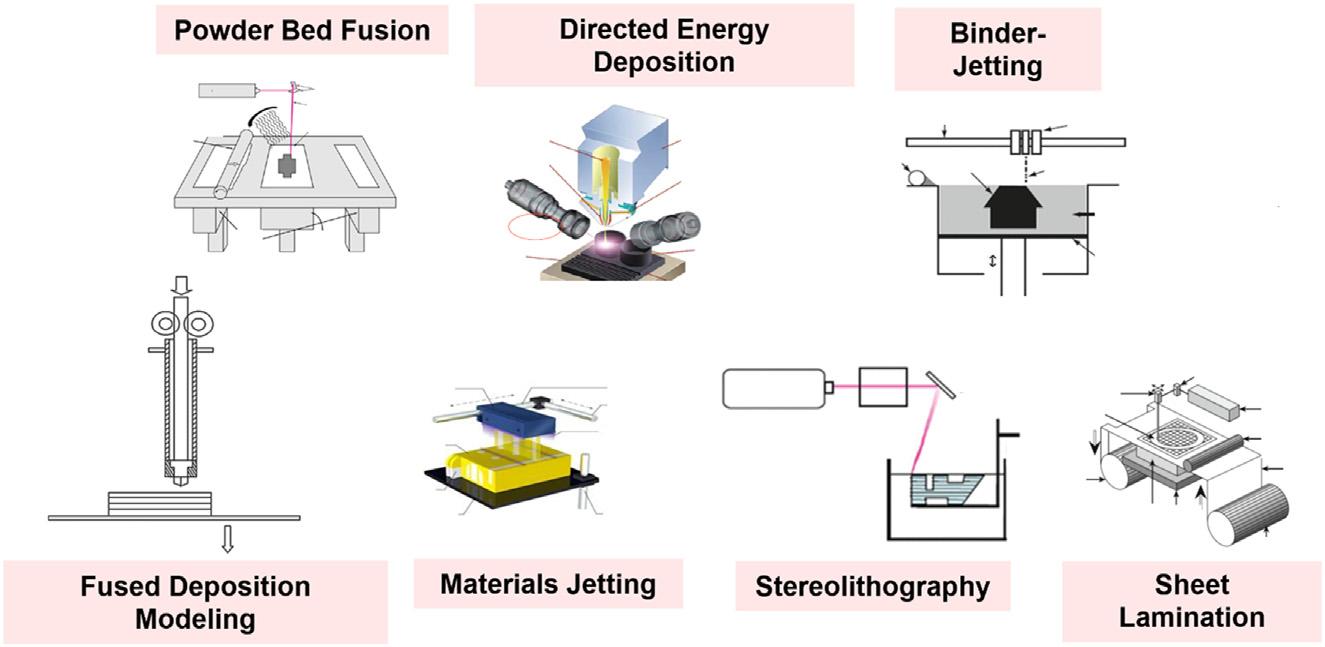
Asillustratedin Fig.1.1,commonadditivemanufacturingtechnologies canbecategorizedasfollows(Gibsonetal.,2015):
• Powderbedfusion,inwhichanenergybeamisusedtomeltpowderinabed.
• Directedenergydeposition,inwhichanenergybeamandthe feedstockaresuppliedsimultaneouslyinthefreespace.
• Binderjetting,inwhichapolymericbinderisselectivelydeposited togluepowdertogether.
• Materialextrusion or fuseddepositionmodeling,inwhicha polymerismeltedandextrudedtothelocationsofinterest.
• Materialjetting,inwhichmaterial(usuallyapolymer)issprayedin dropletform.
• Vatphotopolymerization or stereolithography,whichleverages theinteractionsbetweenUVlightandphoto-curablepolymer.
• Sheetlamination,acut-and-stackapproach.
Figure1.1 Categorizationofadditivetechnologies,includingpowderbedfusion, directedenergydeposition,binderjetting,fuseddepositionmodeling,materialjetting,stereolithography,andsheetlamination. ReprintedwithpermissionfromGibson, I.,Rosen,D.W.,Stucker,B.,2015.AdditiveManufacturingTechnologies:Rapid PrototypingtoDirectDigitalManufacturing.SpringerUS. 2 AdditiveFrictionStirDeposition
Formetaladditivemanufacturing,currently,themostpopular approachesarepowderbedfusionanddirectedenergydeposition (Frazier,2014).Inpowderbedfusion,high-qualitymetalparticlesare thinlylaidoutandsubsequentlyselectivelymeltedusingahigh-energy laserbeamorelectronbeam.Uponcooling,apatternofthesolidified materialisformedinthecurrentlayer(DebRoyetal.,2018).Byrepeatingthepowderdepositionandselectivemeltingandsolidificationina layer-by-layerfashion,aspecified3Dcomponentcanbebuiltbasedon theG-code.Indirectedenergydeposition,thecomponentisbuiltupin freespaceandthematerial(oftenpowderorwire)andenergy(laseror arc)aredeliveredsimultaneouslytothelocationofinterest.Thedelivered materialfirstmeltsandthensolidifiesuponcooling,formingmetallurgical bondswiththepreexistingmaterial(Carrolletal.,2015).Thekeyhardwareisthepowderfeedingsystem,whichcanprovideaflowofsmall quantitiesofpowderwithhighprecision.
Overtheyears,differenttermshavebeenusedtorefertothesame additiveprocess.Selectivelasermelting(orsintering),directmetallasersintering,andelectronbeammeltingallrefertopowderbedfusion.Laser metaldepositionandlaserengineerednetshaping(i.e.,LENS)aredirected energydepositionprocesses.Forlaser-basedpowderbedfusion(Fig.1.2), thekeyprintermanufacturersincludeEOS,Renishaw,SLMSolutions,and ConceptLaser(nowpartofGEAdditive)(Gusarovetal.,2018).Forelectronbeam-basedpowderbedfusion,ArcamAB(alsopartofGEAdditive) hasbeendominatingthemanufacturingmarket.Fordirectedenergydeposition,OptomecisanotableindustryleaderandapioneeroftheLENS technology.
Althoughpowderbedfusionanddirectedenergydepositiondifferin geometricalconfigurationandmaterialfeeding,theyarebasedonthe sameliquidbondingmechanism,whichcriticallyreliesonmeltingand solidificationofthefeedstock.Thesetwocategoriesarethustermed fusion-basedorbeam-basedadditivemanufacturing(Yuetal.,2018).Like otherfusion-basedmetalprocessessuchascastingandfusionwelding, controlofporosity,residualstress,andhotcrackingischallengingin fusion-basedadditivemanufacturing.Theseproblemsareexacerbatedby thesmallmoltenpoolsize,largethermalgradient,andrapidcoolingrate rootedintheadditivenature.Becausetextured,columnargrainstructures naturallyformalongthebuilddirection,microstructurecontrolhasalso remainedapersistentchallengeinpowderbedfusionanddirectedenergy deposition(BasakandDas,2016).Furthermore,meltingrequireshigher

Figure1.2 Exampleprintersforpowderbedfusion,withthemanufacturersincludingEOS,PhenixSystems,TRUMPF,SLMSolutions,ConceptLaser,andRenishaw. ReprintedwithpermissionfromGusarov,A.V.,Grigoriev,S.N.,Volosova,M.A.,Melnik,Y. A.,Laskin,A.,Kotoban,D.V.,etal.,2018.Onproductivityoflaseradditivemanufacturing.JournalofMaterialsProcessingTechnology261,213 232.
energyconsumptionandmorecarbondioxideemission,makingthese processesunfavorablefromanenvironmentalperspective.
Then,thequestionis:canweprintmetalsusingotheradditivetechnologiesin Fig.1.1 whileavoidingmelting?Binderjetting thetechnologyoriginallytermed 3Dprinting isaversatileprocessthatselectively depositsbinderstogluepowderstogether,formingagreenbodythatcan bemadeofmetals,ceramics,orcomposites(Gonzalezetal.,2016).This processinvolvestheselectiveremovalofbindersfollowedbysintering. Fuseddepositionmodeling,materialsjetting,andstereolithographyare widelyusedforprintingpolymers.Theformerispowerfulforprinting thermoplastics,whereasthelattertwoaresuitableforphoto-curablepolymers.Inprinciple,metaladditivemanufacturingcanbeimplemented usingthesepolymerprintingprocessesbymixingmetallicmicro-or nano-particleswiththepolymers(Liuetal.,2020).Asaresult,a metal polymercompositeisfirstformed,followedbyselectiveremoval ofthepolymers(e.g.,byburn-out)andsinteringofthemetalcomponent. Alltheaforementionedprocessesmaybetermedsintering-basedmetal additivemanufacturing,whichreferstoindirectapproachesthatinitially formametal-basedcompositefollowedbyextensivepostprocessing.
Thelastcategoryin Fig.1.1 issheetlamination,whichreferstohybrid processesinvolvingbothadditiveandsubtractiveprocedures.Inthiscategory,thereisadirectapproachformetaladditivemanufacturing:ultrasonicadditivemanufacturing(HehrandNorfolk,2020),whichleverages high-frequencysoundwavesforinterfacialcleaningandbonding,followedbyselectiveCNC(computernumericalcontrol)millingofthe bondedfoils.Undoubtedly,ultrasonicadditivemanufacturingprovidesa low-temperaturerouteformetaladditivemanufacturing;however,itis notafreeformprocessandcannotbeusedforlocation-specificdeposition, reinforcement,andrepair.
Giventhelimitationsoffusion-based,sintering-based,aswellassheet lamination-basedmetaladditivemanufacturing,wehaveastrongmotivationtosearchfororevendevelopnewsolid-statemetaladditiveprocesses thatgobeyondtheconventionallistin Fig.1.1.
1.2Solid-statemetaladditivemanufacturing
Itisinterestingtonotethelinkagebetweenweldingandmetaladditive manufacturing,bothofwhichrelyonmaterialbonding.Forexample,inthe categoryofdirectedenergydeposition,laserengineerednetshapingisan advancedversionoflaserwelding,whilewirearcadditivemanufacturingfollowsasimilarprincipleofarcwelding.Theinnovationinadditivemanufacturingliesinmaterialfeedingandprintpathcontrol.Anotherexampleis ultrasonicadditivemanufacturing,whichissimplyanextensionofultrasonic weldingtoincludeCNCmillingforshapecontrol.Theseexamplesaresummarizedin Fig.1.3 (HehrandDapino,2017;Huetal.,2018).
Solid-stateweldingorjoiningprocesses,therefore,mayprovidenew insightsintosolid-statemetaladditivemanufacturing;someexistingweldingprocessesmaybeadvancedforadditivemanufacturing.Alongthat line,anotableoptionisfrictionstirwelding(Fig.1.4A; Gemmeetal., 2010),inwhicharotatingnonconsumabletoolisusedtojointwofacing workpiecesbyleveragingthefrictionalheatingatthetool-workpiece interface(MishraandMa,2005).Duringwelding,thematerialsoftensand undergoessevereplasticdeformationduetocompressionandshear.The extensivematerialflowandrotationcanleadtosignificantmaterialmixingacrosstheoriginalboundaries,resultinginhigh-qualityjoiningofthe twoworkpieces.Thisweldingprocesshasshowngreatsuccessinjoining low-temperaturematerials,suchasAl,Mg,andCu(Mishraetal.,2014). Thenextquestionis:canwehaveasolid-stateadditivetechnologythat
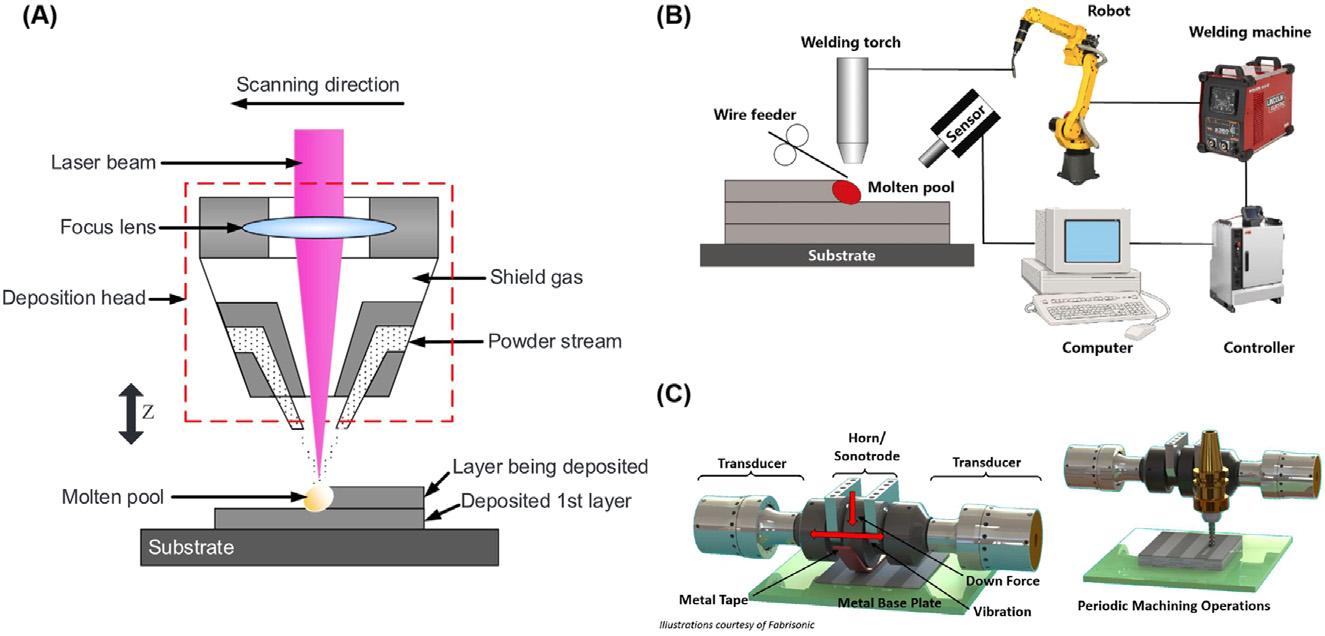
Figure1.3 Thelinkagebetweenweldingandmetaladditivemanufacturing,showing examplesof(A)laserengineerednetshaping,(B)wirearcadditivemanufacturing, and(C)ultrasonicadditivemanufacturing. ReprintedwithpermissionfromHehr,A., Dapino,M.J.,2017.Dynamicsofultrasonicadditivemanufacturing.Ultrasonics73, 49 66;Hu,Y.,Ning,F.,Cong,W.,Li,Y.,Wang,X.,Wang,H.,2018.UltrasonicvibrationassistedlaserengineeringnetshapingofZrO2-Al2O3bulkparts:Effectsoncracksuppression,microstructure,andmechanicalproperties.CeramicsInternational44, 2752 2760.
followsthesamebondingmechanismasfrictionstirwelding aslongas wecanaddanappropriatematerialfeedingmechanismandenableautomaticdepositionpathcontrol?
Theanswerisyes.Thecorrespondingtechnologyisessentiallythe focusofthisbook,additivefrictionstirdeposition,whichintegratesthe frictionstirprinciplewitharobustmaterialfeedingmechanismtoenable location-specificdeposition.Asshownin Fig.1.4B,themachine's mechanicalsetupappearstobesimilartothatoffuseddepositionmodeling:thefeedmaterialissuppliedthroughachannelinsidetheprinthead beforeitisdepositedontothesubstrate.However,infuseddeposition modeling,thermoplasticprintingisimplementedsimplybyheatingand compression,whereasinadditivefrictionstirdeposition,thefrictionstir principleisemployed.Thisisbecausethedeformationofmetallicfeed materialandformationofmaterial substratebondingnecessitateamuch moreefficientthermomechanicalprocessingstrategy.Duringdeposition, thefeedmaterial whichisusuallyintheformofametalrod isstirred, severelydeformed,andmixedwiththesubstrate,resultinginmetallurgical bondformationacrosstheoriginalinterface.Withstronginterfacialbonding,thein-planemotionoftheprintheadrelativetothesubstrateresults

Figure1.4 Processesbasedonthefrictionstirprinciple:(A)frictionstirweldingand (B)additivefrictionstirdeposition. (A)isreprintedwithpermissionfromGemme,F., Verreman,Y.,Dubourg,L.,Jahazi,M.,2010.Numericalanalysisofthedwellphaseinfrictionstirweldingandcomparisonwithexperimentaldata.MaterialsScienceand Engineering:A527,4152 4160.
inamaterialpatterncontrolledbytheG-codeineachlayer.Through layer-by-layerdeposition,3Dmetalcomponentsarenaturallyformed.In additivefrictionstirdeposition,theextensiveflowofthefeedmaterial anditsmixingwiththesubstrateguaranteegoodmaterialqualityevenin theas-printedstate.
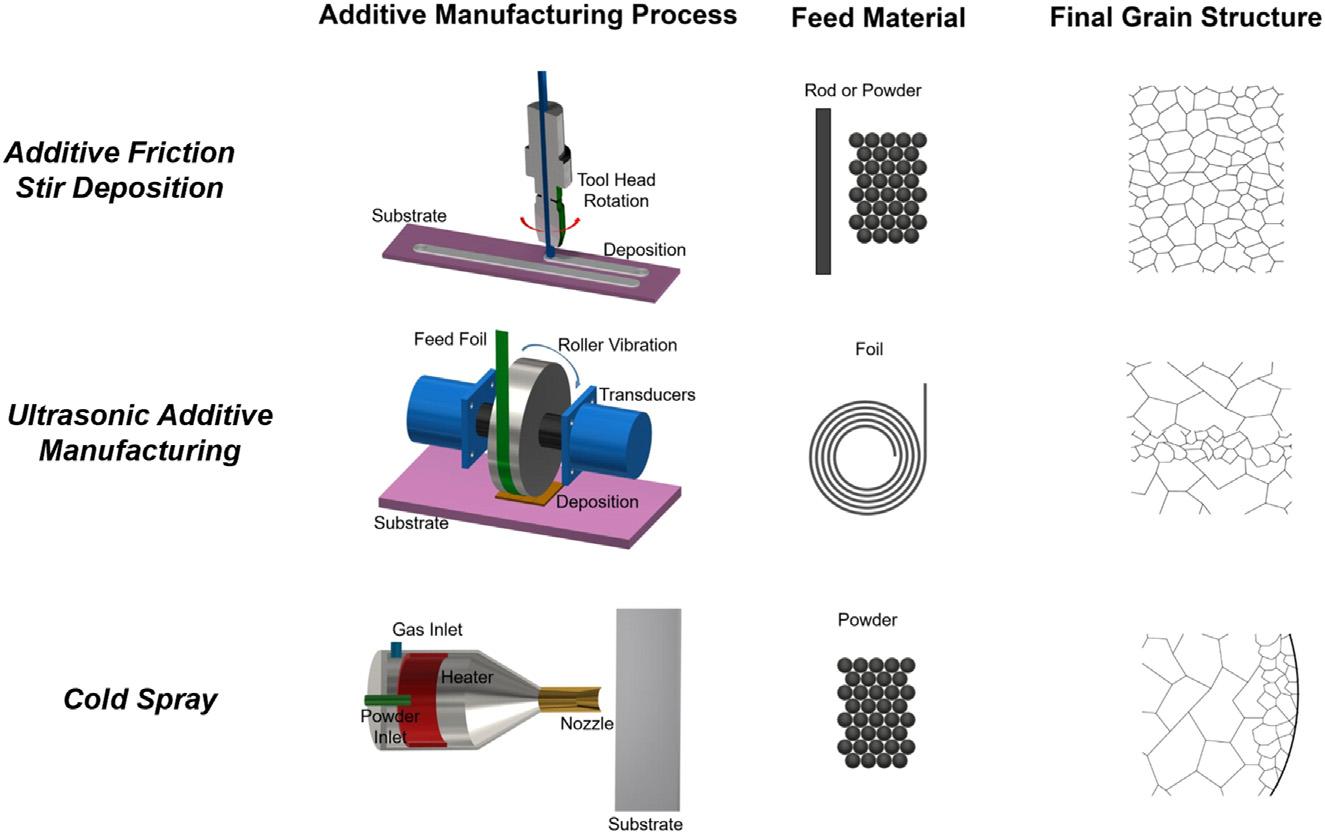
Atthetimeofwriting,additivefrictionstirdeposition,ultrasonicadditivemanufacturing,andcoldsprayrepresentthethreemajorsolid-state metaladditivemanufacturingtechnologies;thelatterwaspreviouslyconsideredacoatingprocessbuthasgraduallygainedmoreattentionfromthe
Figure1.5 Illustrationofthreemajorsolid-statemetaladditiveprocesses,additive frictionstirdeposition,ultrasonicadditivemanufacturing,andcoldspray.Thefeed materialandfinalgrainstructureareincluded. ReprintedwithpermissionfromYu,H. Z.,Mishra,R.S.,2021.Additivefrictionstirdeposition:adeformationprocessingrouteto metaladditivemanufacturing.MaterialsResearchLetters9,71 83.
additivemanufacturingcommunity(Yinetal.,2018).Alloftheseprocesses,asillustratedin Fig.1.5 (YuandMishra,2021),involvedirect printingofmetalswithouttheneedforextensivepostprocessing,suchas polymerburn-outandmetaldensification(e.g.,bysinteringorhotisostaticpressing).Bothadditivefrictionstirdepositionandcoldsprayare freeformprocessesthatenablelocation-specificdeposition,reinforcement, andrepair,whereasultrasonicadditivemanufacturingisasheetlamination processrequiringmachining.Althoughdeformationbondingistheprevalentbondingmechanism,coldsprayandultrasonicadditivemanufacturing onlyinvolvelocalplasticdeformationatthelayerinterfaceorparticle contact(TuncerandBose,2020).Incontrast,additivefrictionstirdepositioninvolvesglobaldeformationinthatallthematerialvoxelsinthe feed-rodundergosevereplasticdeformationathightemperatures.
Thankstothematerialflowandstress-state(i.e.,compressionand shear),additivefrictionstirdepositioniscapableofproducingafullydenseas-printedmaterial.Thereisnoneedforpostprocessannealingto eliminatetheporosity,whichisnecessaryforcoldspray.Inaddition,the
globaldeformationnatureleadstoauniform,equiaxed,finemicrostructureduetodynamicrecrystallization.Moreimportantly,theresulting mechanicalpropertiescanbecomparabletowroughtorforgedalloys. Thisisauniqueadvantagethatdistinguishesadditivefrictionstirdepositionfromothermetaladditiveprocesses.Inacertainsense,wemayconsideradditivefrictionstirdepositiontobeaforging-basedmetaladditive manufacturingapproach.
1.3Additivefrictionstirdeposition
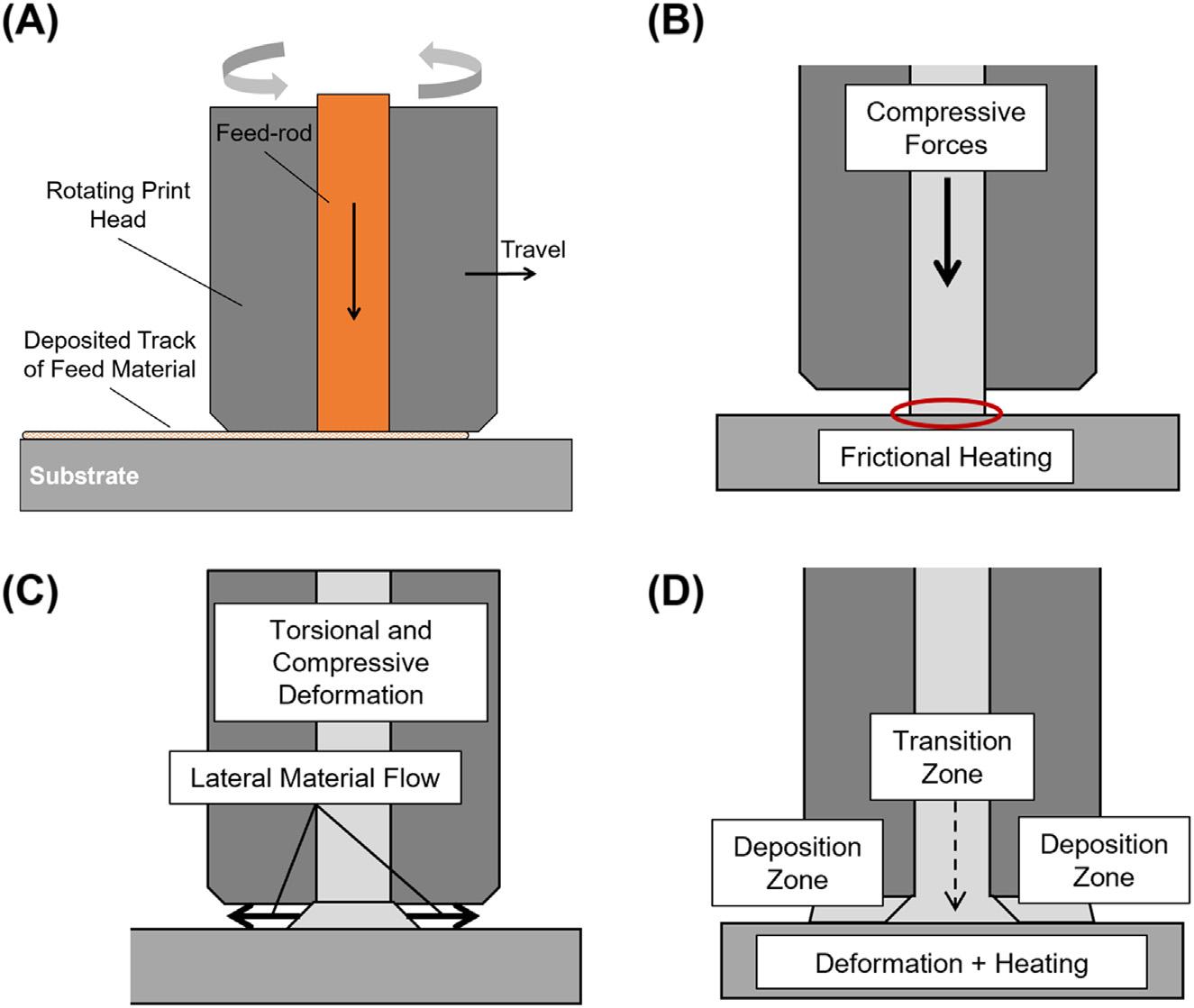
Fig.1.6A illustratesthecross-sectionoftheprintingprocessbyadditive frictionstirdeposition.Ametalrodrapidlyrotatesasitpassesthroughthe rotatingprinthead,generatingfrictionalheatasitcontactsthesubstrate.
Figure1.6 Illustrationofthedeformationstepsinadditivefrictionstirdeposition. ReprintedwithpermissionfromGriffiths,R.J.,Garcia,D.,Song,J.,Vasudevan,V.K., Steiner,M.A.,Cai,W.,etal.,2021.Solid-stateadditivemanufacturingofaluminumand copperusingadditivefrictionstirdeposition:Process-microstructurelinkages.Materialia 15,100967.
Thefeed-rodthenheatsup,yields,andextrudestofillthespacebetween thesubstrateandtherotatingprinthead.Thedepositedmaterialgoes throughseveraldeformationsteps,includinginitialuniaxialcompression (Fig.1.6B),compressionandshearbelowtherotatingfeed-rod (Fig.1.6C),andfinalshear-dominateddeformationbelowtherotating printhead(Fig.1.6D)(Griffithsetal.,2021).
Inadditivefrictionstirdeposition,thematerialischaracterizedbya macroscopicshapechangefromarodtoathindiskbyextrusion,followedbyrotationandflowundertherotatingprinthead.Theprinthead regulatesthelayerthicknessbyimposingaverticalconstraint.Itsrotation alsosmearsandshearsthedepositedmaterialmoreandleadstogoodprint qualitywithnoporosity.Notethatthesurfacelayersofthesubstratealso getheatedupandplasticallydeformed,mixingwiththefeedmaterialand formingstronginterfacialbonds.
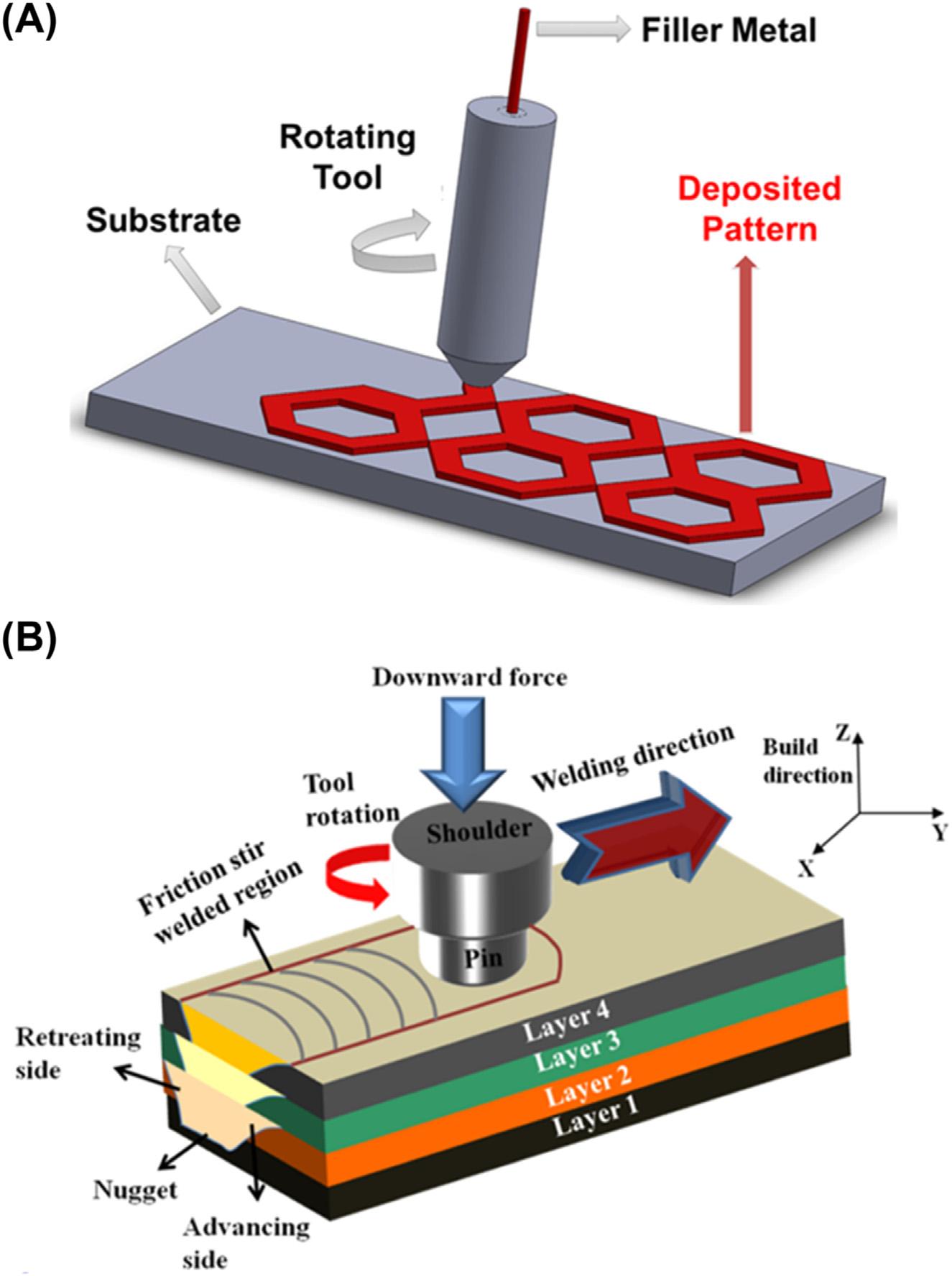
Unlikefrictionstirwelding,whichproducessteepstraingradientsand significantmicrostructuraldifferencesbetweenthestirzone, thermomechanically-affectedzone,andheat-affectedzone,additivefrictionstirdepositionproducesrelativelyuniformdeformationwithminor microstructuralvariabilityacrossthethicknessorwidth.Additivefriction stirdepositionshouldbedistinguishedfromanotherfrictionstir-derived technology,frictionstiradditivemanufacturing(Palaniveletal.,2015), whichisasheetlaminationprocessthatinvolvesstackingmultiplemetal layers(withathicknessofafewmillimeters)andjoiningthembyfriction stirwelding,followedbymachining.Weldingisdoneonthetoplayerof sheetsusingacustom-designedpinthatpenetratesthemvertically,rotates, andtraversestocreateajoininglinethroughouttheoverlappingsheets.This stacking,welding,andmachiningprocesscanberepeatedallowingforthe fabricationoflargecomponentsin3D.Althoughbotharebasedonthefrictionstirprincipleformaterialbonding,additivefrictionstirdepositionenables selective-areacladding,repair,andlocalfeaturebuildup,whichareallchallengingtoimplementusingfrictionstiradditivemanufacturing. Fig.1.7 illustratesandcomparesthetwoprocesses(Yu,2022).
Nomatteriftheprintingisbasedonliquidorsolidbondingmechanisms,themechanicalpropertiesoftheprintedmaterialaregovernedby themicrostructure.Asaresultofepitaxialsolidification,themicrostructureproducedbyfusion-basedmetaladditivemanufacturingischaracterizedbyhighlyoriented,columnargrains.Theratiobetweenthethermal gradientandsolidificationratemustbecarefullyadjustedtocausesignificantundercooling.Withthat,nucleationwithinthemoltenpoolis
Figure1.7 Illustrationandcomparisonof(A)additivefrictionstirdepositionand(B) frictionstiradditivemanufacturing. ReprintedwithpermissionfromYu,H.Z.,2022. EmergingProcesses FrictionStirBased,In:Caballero,F.G.(Ed.),Encyclopediaof Materials:MetalsandAlloys.Elsevier,Oxford,pp153 161andPalanivel,S.,Nelaturu,P., Glass,B.,Mishra,R.S.,2015.FrictionstiradditivemanufacturingforhighstructuralperformancethroughmicrostructuralcontrolinanMgbasedWE43alloy.Materials& Design(1980 2015)65,934 952.