3DAND4DPRINTING OFPOLYMER NANOCOMPOSITE MATERIALS
Processes,Applications, andChallenges
Editedby
KISHORKUMARSADASIVUNI
CenterforAdvancedMaterials,QatarUniversity,Doha,Qatar
KALIMDESHMUKH
NewTechnologies ResearchCenter,UniversityofWestBohemia, Pilsen,CzechRepublic
MARIAMALALIALMAADEED
QatarUniversity,Doha,Qatar
Elsevier
Radarweg29,POBox211,1000AEAmsterdam,Netherlands
TheBoulevard,LangfordLane,Kidlington,OxfordOX51GB,UnitedKingdom 50HampshireStreet,5thFloor,Cambridge,MA02139,UnitedStates
© 2020ElsevierInc.Allrightsreserved.
Nopartofthispublicationmaybereproducedortransmittedinanyformorbyanymeans,electronicor mechanical,includingphotocopying,recording,oranyinformationstorageandretrievalsystem,without permissioninwritingfromthepublisher.Detailsonhowtoseekpermission,furtherinformationabout thePublisher’spermissionspoliciesandourarrangementswithorganizationssuchastheCopyright ClearanceCenterandtheCopyrightLicensingAgency,canbefoundatourwebsite: www.elsevier.com/ permissions.
ThisbookandtheindividualcontributionscontainedinitareprotectedundercopyrightbythePublisher (otherthanasmaybenotedherein).
Notices
Knowledgeandbestpracticeinthisfieldareconstantlychanging.Asnewresearchandexperience broadenourunderstanding,changesinresearchmethods,professionalpractices,ormedicaltreatment maybecomenecessary.
Practitionersandresearchersmustalwaysrelyontheirownexperienceandknowledgeinevaluatingand usinganyinformation,methods,compounds,orexperimentsdescribedherein.Inusingsuch informationormethodstheyshouldbemindfuloftheirownsafetyandthesafetyofothers,including partiesforwhomtheyhaveaprofessionalresponsibility.
Tothefullestextentofthelaw,neitherthePublishernortheauthors,contributors,oreditors,assumeany liabilityforanyinjuryand/ordamagetopersonsorpropertyasamatterofproductsliability,negligenceor otherwise,orfromanyuseoroperationofanymethods,products,instructions,orideascontainedinthe materialherein.
LibraryofCongressCataloging-in-PublicationData
AcatalogrecordforthisbookisavailablefromtheLibraryofCongress
BritishLibraryCataloguing-in-PublicationData
AcataloguerecordforthisbookisavailablefromtheBritishLibrary
ISBN:978-0-12-816805-9
ForinformationonallElsevierpublications visitourwebsiteat https://www.elsevier.com/books-and-journals
Publisher: MatthewDeans
AcquisitionEditor: EdwardPayne
EditorialProjectManager: EmmaHayes
ProductionProjectManager:SelvarajRaviraj
CoverDesigner: MatthewLimbert
TypesetbySPiGlobal,India
Contributors
ShwetaAgarwala
DepartmentofEngineering,AarhusUniversity,Aarhus,Denmark
M.BasheerAhamed DepartmentofPhysics,B.S.AbdurRahmanCrescentInstituteofScienceandTechnology, Chennai,India
MariamAlAliAlMaadeed MaterialsScienceandTechnologyProgram,QatarUniversity,Doha,Qatar
V.Bertana
DepartmentofAppliedScienceandTechnology,PolitecnicodiTorino,Torino,Italy
RameshGuptaBurela MechanicalEngineeringDepartment,ShivNadarUniversity,GreaterNoida,India
F.Catania
DepartmentofAppliedScienceandTechnology,PolitecnicodiTorino,Torino,Italy
XuelongChen
SchoolofMechanical&AerospaceEngineering,NanyangTechnologicalUniversity,Singapore, Singapore
M.Cocuzza
DepartmentofAppliedScienceandTechnology,PolitecnicodiTorino,Torino;CNR-IMEM, ParcoAreadelleScienze,Parma,Italy
KalimDeshmukh
NewTechnologies—ResearchCenter,UniversityofWestBohemia,Pilsen,CzechRepublic
VishweshDikshit
SingaporeCentrefor3DPrinting,SchoolofMechanicalandAerospaceEngineering,Nanyang TechnologicalUniversity,Singapore,Singapore
S.Ferrero
DepartmentofAppliedScienceandTechnology,PolitecnicodiTorino,Torino,Italy
JonathanKennethGoh
SchoolofElectricalandElectronicEngineering,SingaporePolytechnic,Singapore,Singapore
KuanEngJohnsonGoh
InstituteofMaterialsResearchandEngineering,AgencyforScience,TechnologyandResearch (A*STAR);DepartmentofPhysics,NationalUniversityofSingapore,Singapore,Singapore
GuoLiangGoh
SingaporeCentrefor3DPrinting,SchoolofMechanicalandAerospaceEngineering,Nanyang TechnologicalUniversity,Singapore,Singapore
GuoDongGoh
SingaporeCentrefor3DPrinting,SchoolofMechanicalandAerospaceEngineering,Nanyang TechnologicalUniversity,Singapore,Singapore
ChristopherJ.Hansen
DepartmentofMechanicalEngineering,UniversityofMassachusettsLowell,Lowell,MA, UnitedStates
LewisR.Hart
DepartmentofChemistry,UniversityofReading,Reading,UnitedKingdom
DineshkumarHarursampath
AerospaceEngineeringDepartment,IndianInstituteofScience,Bengaluru,India
WayneHayes
DepartmentofChemistry,UniversityofReading,Reading,UnitedKingdom
YinfengHe
FacultyofEngineering,TheUniversityofNottingham,Nottingham,UnitedKingdom
MohammadTalalHoukan
DepartmentofMechanicalandIndustrialEngineering,QatarUniversity,Doha,Qatar
DerekIrvine
FacultyofEngineering,TheUniversityofNottingham,Nottingham,UnitedKingdom
AtharvJoshi
DepartmentofMaterialsScience&Engineering,NationalUniversityofSingapore,Singapore, Singapore
V.A.Kalyaev
SkolkovoInstituteofScienceandTechnology,Moscow,Russia
JagathNarayanaKamineni
MechanicalEngineeringDepartment,ShivNadarUniversity,GreaterNoida,India
A.M.Korsunsky
MBLEM,DepartmentofEngineeringScience,UniversityofOxford,Oxford,UnitedKingdom; SkolkovoInstituteofScienceandTechnology,Moscow,Russia
Toma ´ s ˇ Kova ´ rı´k
NewTechnologies—ResearchCenter,UniversityofWestBohemia,Pilsen,CzechRepublic
Toma ´ s ˇ Krenek
NewTechnologies—ResearchCenter,UniversityofWestBohemia,Pilsen,CzechRepublic
SijunLiu
AdvancedRheologyInstitute,DepartmentofPolymerScienceandEngineering,ShanghaiJiao TongUniversity,Shanghai,PRChina
AqibMuzaffar DepartmentofPhysics,B.S.AbdurRahmanCrescentInstituteofScienceandTechnology, Chennai,India
WiwatNuansing SchoolofPhysics,InstituteofScience;CenterofExcellentonAdvancedFunctionalMaterials (CoE-AFM),SuranareeUniversityofTechnology,NakhonRatchasima,Thailand
S.K.KhadheerPasha DepartmentofPhysics,VIT-APUniversity,Amaravati,India
C.F.Pirri
DepartmentofAppliedScienceandTechnology,PolitecnicodiTorino,Torino,Italy
NorbertRadacsi TheSchoolofEngineering,InstituteforMaterialsandProcesses,TheUniversityofEdinburgh, Edinburgh,UnitedKingdom
LauraRuiz-Cantu FacultyofEngineering,TheUniversityofNottingham,Nottingham,UnitedKingdom
KishorKumarSadasivuni CenterforAdvancedMaterials,QatarUniversity,Doha,Qatar
EhabSaleh UniversityofLeeds,Leeds,UnitedKingdom
A.I.Salimon
SkolkovoInstituteofScienceandTechnology;NationalUniversityofScienceandTechnology “MISiS”,Moscow,Russia
L.Scaltrito DepartmentofAppliedScienceandTechnology,PolitecnicodiTorino,Torino,Italy
F.S.Senatov NationalUniversityofScienceandTechnology“MISiS”,Moscow,Russia
SudipKumarSinha
DepartmentofMetallurgicalEngineering,NITRaipur,Raipur,India
FangWang
MOEKeyLaboratoryofMacromolecularSynthesisandFunctionalization,Departmentof PolymerScienceandEngineering,ZhejiangUniversity,Hangzhou,China
RickyWildman
FacultyofEngineering,TheUniversityofNottingham,Nottingham,UnitedKingdom
ZhenXu
MOEKeyLaboratoryofMacromolecularSynthesisandFunctionalization,Departmentof PolymerScienceandEngineering,ZhejiangUniversity,Hangzhou,China
JinXuan
DepartmentofChemicalEngineering,LoughboroughUniversity,Loughborough,United Kingdom
WaiYeeYeong
SingaporeCentrefor3DPrinting,SchoolofMechanicalandAerospaceEngineering,Nanyang TechnologicalUniversity,Singapore,Singapore
AdiletZhakeyev
DepartmentofChemicalEngineering,LoughboroughUniversity,Loughborough,United Kingdom
LiZhang
State-KeyLaboratoryofChemicalEngineering,SchoolofMechanicalandPowerEngineering, EastChinaUniversityofScienceandTechnology,Shanghai,China
YileiZhang
DepartmentofMechanicalEngineering,UniversityofCanterbury,Christchurch,NewZealand
ZuoxinZhou
FacultyofEngineering,TheUniversityofNottingham,Nottingham,UnitedKingdom
JianxiongZhu
DepartmentofMechanicalEngineering,KoreaAdvancedInstituteofScienceandTechnology (KAIST),Daejeon,RepublicofKorea
Preface
3D/4Dprintingoradditivemanufacturing(AM)isaprocessofjoiningmaterialstomake 3Dobjectsofcomplexgeometriesusingcomputersoftwareandcomputer-aideddesign (CAD).3D/4Dprintingallowslargerdesignflexibilityandlowcost,whichenableselevatedperformanceandhelpedinthetransformationofthedigitalworld.Polymersareby farthemostutilizedmaterialsfor3Dprinting.Awiderangeofpolymersthatareusedin 3Dprintingarethermoplastics,thermosets,elastomers,functionalpolymers,andcomposites.4Dprintinghasbecomeanewandexcitingbranchof3Dprinting.Unlike 3Dprinting,4Dprintingallowstheprintedparttochangeitsshapeandfunctionwith timeinresponsetochangeinexternalconditionssuchastemperature,humidity,pH, electricity,andlight.Smartmaterialsthatrespondtoexternalstimuliaregoodcandidates for4Dprinting.Usingthisbook,thereaderwillgainaconsolidatedviewofthepotential applicationsof3D/4Dprintinginaerospaceandarchitecturalindustry,theelectronic industryaswellasartandbiomedicalfields,dependinguponthechoiceofworthy& suitablepolymermaterial.3Dand4Dprintingofpolymercompositesfilledwithconductingnanofillerssuchascarbonnanotubes(CNTs),graphene,carbonblack,carbon fibers,andmetaloxidenanoparticlesallowthedevelopmentofobjectshavingmultifunctionalpropertiessuchasgoodelectricalandthermalconductivity,mechanicalstrength andstiffness,etc.atrelativelylowcost.
Thisbookaimsatprovidingathoroughandclearunderstandingofthefundamentals of3Dand4Dprintingprocessesandtherecentdevelopmentsinpolymer nanocomposites-basednovelmaterialsforprintingapplications.Thecommon3Dprintingtechniquessuchasfuseddepositionmodeling(FDM),selectivelasersintering(SLS), selectivelasermelting(SLM),electronbeammelting(EBM),inkjet3Dprinting(3DP), stereolithography(SLA),and3Dplottinghavebeendiscussedindetail.Both3Dand4D printingtechniqueshaveaseriousimpactonoursocietyanddailylifeandhavemuch moreinvolvementinthegrowingtechnology.Thecurrentbookprovidesadetaileddiscussiononthephysicsandchemistrybehindthisimportantareaofscience,whichwillbe appealingtotheresearchersallovertheworldhavinginterestinthedevelopmentof polymer-based3Dand4Dprintingmaterials.Thecontentisanticipatedtobuildonfrom whathasbeenlearnedinanelementary(core)courseonpolymerprocessingandthe developmentofadvancedpolymernanocompositesystemsfor3Daswellas4Dprinting andthemajormechanismsinvolvedinthedevicetechnologyaswellasmaterial processing.
Acknowledgment
ThisworkwassupportedbytheUREPgrant#UREP23-116-2-041fromtheQatar NationalResearchFund(amemberofQatarFoundation).Thestatementsmadeherein aresolelytheresponsibilityoftheauthors.
Introductionto3Dand4Dprinting technology:Stateoftheartandrecent trends
KalimDeshmukha,MohammadTalalHoukanb,MariamAlAliAlMaadeedc, KishorKumarSadasivunid
aNewTechnologies—ResearchCenter,UniversityofWestBohemia,Pilsen,CzechRepublic bDepartmentofMechanicalandIndustrialEngineering,QatarUniversity,Doha,Qatar cMaterialsScienceandTechnologyProgram,QatarUniversity,Doha,Qatar dCenterforAdvancedMaterials,QatarUniversity,Doha,Qatar
1Introduction
Three-dimensional(3D)printingisafabricationmethodologyusedforprinting3D objectsonthebasisofcontrolledlayerdepositionofprintablematerialuntilafinalstructureisachieved [1,2].Sincetheprintingof3Dstructureisachievedasaresultoflayered deposition,thistechniqueisalsoknownasadditivemanufacturing.3Dprintingisquite oppositetosubtractivemanufacturingfabricationprinciplewherein3Dstructureiscreatedonthebasisofmaterialremovalfromasolidblockofmaterial.Thestructureinsubtractivemanufacturingiscarvedusingprocesseslikedrilling,sawing,milling,broaching, etc. [3–5].3Dprintingisoftentermedasrapidprototyping;however,itisnoteworthy thatrapidprototypinginvolvesbothadditiveandsubtractivemanufacturing.Theseadditiveandsubtractivemanufacturingtechnologiesareutilizedonthebasisoffactorslike choiceofprintablematerial,structuralcomplexity,cost,andthequantityofstructures. Infact,thecomplexityinstructuralgeometryofanobjectprimarilydifferentiatesthetwo 3Dfabricationtechniques.Thecomplexdesignscomprisingsolidandhollowpartscan befabricatedbymeansofadditivemanufacturingduetosimultaneousprintingofhollow andsolidpartsoftheobjectfollowingalayer-wisedeposition [6].Ontheotherhand,the deliberativechoiceofmaterialforsimplerdesignsplaysavitalroleinthestructureconfinement.Thefabricationofplastic-orpolymer-basedobjectsismainlyattainedusing additivemanufacturing,whereasthe3Dstructuresobtainedfrommaterialslikewood, metal,orrocks,etc.areattainedbysubtractivemanufacturing [7].Each3Dfabrication techniqueoffersitsownadvantagesanddisadvantages.Forinstance,subtractive manufacturingtechniqueismorecosteffective,convenient,andusefulforproduction ofnumberofobjectswithinshortertimeinterval.Contrarytothatadditive
manufacturingisefficient,producingleastwasteandlargeenergy.Hence,itusesless energy-demandingmachinery [8].
Inthepast30years,3Dprintingtechnologyhasbeenamongrapidlyemergingtechnologies.However,contemplatingitsenormouspotential,itisheavilyunderutilized.Its potentialincost-effectiveandtime-efficientprintingof3Dmaterialspresentsanenticing proposition.Inthatregard,thenewadvancementin3Dprintinghasbeenthecenterof attentionincreatingobjectshavingthecapabilitytoaltertheirshapesoncetheyare removedfrom3Dprinter [9].Thistechnologicaladvancementhascommencedanew erainprintingandisreferredtoasfour-dimension(4D)printing.Themainobjective behind4Dprintingistheself-assemblingpropertyofthe3D-printedobjectonexposure tocertainstimuliintheformofheat,pressure,moisture,chemicalreactions,etc.Insimplewords,4Dprintingcanbedefinedasarevolutionarytechnologyanalogousto3D printingwithadditionoftimedimension,thatis,bytheinclusionoftimeframeto 3Dprinting,theconceptof4Dprintingevolves [10].Theadditionoffourthdimension to3Dprintingenablespreprogrammingofobjectswithrespecttotheirresponseagainst variousstimuli [11,12].4Dprintingmarksafuturisticapproachinprintingtechnology withanincrediblepotential.4Dprintingprovidesapossibilityofdesigninganytransformableshapefromavarietyofmaterialsexhibitingshape-transformingfeatures.With 4Dprinting,thecreationofdynamicallyself-assemblingandtransformingobjectscanbe usedindifferentindustrialsectorsforalargenumberofapplications.
Themanufacturingandprintingadvancements,especially3Dand4D,arethestateof-the-arttechnologieswithgreatscopeinvariousfieldssuchasautomobiles,medical implants,electronics,aerospace,androbotics [13–17].Theapplicabilityofthese manufacturingtechnologiesinsuchfieldisduetodimensionalaccuracy.3Dprinting technologyhasundergonevariouschanges,whenitcomestoprintablematerials(polymerstometals).Ithasplayedapivotalroleinpreciseadditivemanufacturingofobjects withinshortertimespans.Withadventof3Dand4Dprinting,theadditivemanufacturinghasgonetoanextlevelofmanufacturingwitheasierproductdevelopmentandproduction.Additivemanufacturinginhealthcaresectorhasbeenmostprominentduetoits versatileapplicabilityindifferenthealthcaredepartments.Theprocessofselectivelaser sintering(SLS)isoneofthemostimportantandpopularprocessesinpharmaceuticals andhealthcare(dentistryandorthopedics) [18–20].Inthesefields,theprocessparameters andvariablessignificantlyinfluenceandcontroltheproductoutcome.Theoutcomeof themanufacturingisdescribedonthebasisofthemechanicalandgeometricalproperties ofthepartsproduced.Theendproductsofthemanufacturingprocessmustinhibitthe adequatestrengthtoensuretherequirementsforparticularapplications.Inrecentyears, therehasbeenanincreasingtrendtoreducethedesigningandmanufacturingtimeleadingtoadvancementsinrapidprototyping(both3Dand4Dprinting).Thetechnological advancementshavemanyattractivefeatureslikereductionindesigntimeand manufacturingtime,freedomfromjigsandfixtures,etc.Theseadvancementsinmodern 2 3Dand4Dprintingofpolymernanocompositematerials
3 Introductionto3Dand4Dprintingtechnology:Stateoftheartandrecenttrends
timeshavemade3Dand4Dprintingtechnologydesirableforautomobileindustry,biomedicalengineering,jewelry,andmanufacturingofintricateobjects [21,22].Additionally,3Dand4Dprintingmanufacturingtechnologiesreducestoolingandminimizesthe wastages.Theseprintingtechnologieshavealsoshowngreatpossibilitiesandrapid growthinthefieldofspaceandaeronautics.
In3Dor4Dproductionofobjects,loweringmanufacturingcostshavebeencriticalin highlycompetitiveenvironment.Themainadvantageof3Dand4Dprinting,especially additivemanufacturing,hasbeeninloweringthecostofprintableobjects,cyclictime reduction,simplersupplychains,andperformanceimprovements,therebyallowing designingfreedom [23].Thelatestdevelopmentinprintingtechnologyhasbeenthe activitiestoimprovethesurfaceconditionandcontroloptimizationoftheprintable parts.Inparticular,4Dprintingtechnologyisprovingtobeanexcitingandemerging technologyforcreationofdynamicdevices [24,25].4Dprintingprovidesthe optionofcombiningsmartsensingandactuatingmaterialsinordertooffernovel,convenient,andversatilemethodsforproductionofcustom-designedsensors,actuators, self-assemblingstructures,androbotics [26,27].Thischapterprovidesanintroductory ideaabout3Dand4Dprintingtechnologies,particularlyadditivemanufacturingwith recenttrends.
2Designingperspectiveandeffectofprocessingparameters in3Dand4Dprinting
Both3Dand4Dprintingtechnologiesexpeditefreedomofdesigningtheprintable objectsastheirprimeandinterestingfeature.However,itisnecessarytoensurethereliabilityandqualityoftheproduct,whichcanbeachievedviafollowingasetofdesigning rulesatthepreprintingstage.Therulesfordesigningincludedesigningbasedonnumericalchainsforadditivemanufacturing,especiallyforthin-walledmetallicpartsinlaser manufacturing.Thisruleminimizesthegapbetweenthecomputer-aideddesign (CAD)andthemanufacturedpart.Theruleconsistsofproductoptimizationsatthelevel ofpartorientation,productfunctionalization,andmanufacturingpath [28,29].Inthe veryfirststepofoptimization,thatistheoptimizationofpartitself,thedesignationis assignedtotheareaselectedfortheproductdesign.Thesecondoptimization(functional optimization)determinestheinitialgeometryofparts,whilethefinaloptimizationdeterminesthemanufacturingpath.Thisruleprescribesamethodologybywhichgeneration ofprintingprogramoccursalongwithfinalcomputer-aideddesignmodel.Theforemost designingrulesindirectmanufacturingprovidesthefreedomofdesigningofthetechnicalparts,whichareapplicablefor3Daswellas4Dprinting [30].Thisrulebenefits multipleuserswithaccessibledesignsparticularlyinfuseddeposition,lasersintering, andmeltingmethods.Thegeometricalfreedomsavailedin3Dand4Dprintingprovide significantimprovementsinfunctionalityofseriesofproducts,therebysubstitutionof
conventionalpartsinadditivemanufacturing [31,32].Forbetterresults,itisessentialto fulfillfollowingcriteriaforeffectiveproductdesigningin3Dand4Dprinting:
•Integrateddesigning
•Lightweightmaterials
•Individualization
•Overallproductefficiency
Thesecriteriadeterminethesuccessoftheprintedobjectaswellasprovidetheneedfor improvementseconomicallyandtechnologically.Economically,thecostinvestedinthe productdesignandprocessingcanberecoveredbyloweringmanufacturingcostsorby utilizationofgeometricfreedominproductredesigningduringproductlifetime.
Theoptimizationofprocessingparametersin3Dand4Dprocessinghasopenednew windowinprintingtechnology.Likewise,theimplementationofoptimizedlaserassistedadditivemanufacturingtomicrolevelfollowingalayer-by-layermanufacturing ofnickel-basedsuperalloyshasbeenreportedbyBietal. [33].Theoptimizationinprocessingparametershasledtoeliminationofdefectscausedbypoorweldability,which resultsincrackingandporosity.Themicrolaser-assistedadditivemanufacturingallowed crack-freedepositionwithapplicationofminimumheatinput.Thegrainrefinementfollowedbyheattreatmentresultsinimprovementofthetensilestrengthalongwiththe requiredstandardsinaerospaceindustry.TheuseofhybridadditivemanufacturingtechniqueforfabricationofTC11titaniumsamplealloyhasbeenreportedbyZhuetal. [34]
Thesamplefabricatedbylaseradditivemanufacturingwasstudiedforhardnessandtensile strengthandtheresultsrevealedthetypicalzonesinthefabricatedsample,forexample, additivemanufacturedzone,bondingzone,andwroughtsubstratezones.Thesample displayedbasketwavemicrostructure,whichistheprimecauseofyieldingsuperiortensilestrength.Inanotherreport,wheremeansofadditivemanufacturingwasusedbyLi etal. [35],thetemperaturefieldsinAlSi10Mgusingselectivelasermeltingsinteringwere usedinordertostudytheconsequencesoflaserpower,scanspeed,andcoolingrate. Theirresultsrevealedthattheelevationincoolingratewhenlaserpowerwasincreased withanincreaseinscanspeed,therewasonlysignificantriseincoolingrate.Theresults providedtheoptimalconditionsfor3Dprocessingofthematerialafterrepetitionofdifferentconditionsandcombinationstoproducefullydenselayerswithdesiredlayerthicknessinthefinalfabricatedproduct.
2.1Challengingprospects
Consideringthe3Dand4Dprintingtechnology,thereareenormouschallengesinthe formofdesigning,manufacturing,etc.,whicharelistedbrieflyinthissection.
2.1.1Designingchallenges
Thedesigningaspectconsidering3Dand4Dprintingbeginswithdevelopmentoftrained engineers,whichwouldtenderthecapabilitytointegratetheoptionsofferedbyadditive manufacturing [36].Toattainthis,itisnecessarytosetastandardizationofdesigningrules.
5 Introductionto3Dand4Dprintingtechnology:Stateoftheartandrecenttrends
Thecurrentdesigningtoolsdonotyieldtheoutcomeof3Dand4Dtoitsfullestcapabilities consideringthepotentialofthesetechnologies.Thereforeitstillrequiresalotofworkto incorporatethetopologicaloptimizationsinthedesigningtools.
2.1.2Manufacturingchallenges
Afterdesigningfixations,propertrainingistobeprovidedtofuturemachinedesignersto meettheincreasingdimensionalneedsinordertoincreasethemanufacturingpotentialof theobjectsbyusing3Dand4Dprintingtechnology [37].Inadditiontothat,itisessential toestablishqualitystandardsfortheprintablematerialstoensuretheproductreliability andreproducibility.Itisalsoimportanttodevelopnewmaterialsfortheseprinting technologies.
2.1.3Qualificationandvalidation
Theconventionalmethodsofqualificationcannotbereadilyappliedtothe3Dand4D printingtechnologies,assamplemonitoringofthefinalproductdoesnotonlydependon theyieldmintproducts.Toensurebetterqualityoftheprintedsamples,itisnecessaryto developnon-destructiveinspectionmethodstoestablishproductqualityviareal-time monitoring [38].Theoptimizationandqualificationof3Dand4Dprintingmethods isthusveryessentialtoproducequalityproductswithminimalornodefectslikecracks, porosity,etc.Inadditiontothat,theestablishmentofacceptabledefectrangeneedstobe developedconsideringthedesigningrules.
Thenewprintingtechnologiesarenowconsideredtobethemeansofrealtimeproduction.However,toachievetheintendedbenefitsfromthesetechnologiesaspertheir potential,certainchallengesstillneedtobeaddressed.Totacklethesechallenges,it requiresalotofresearchanddevelopmenttoeffectivelyusethesetechnologiesinvariety offieldsandapplications.Thesetechnologies,withrespecttotheirusage,arestillyoung andrequiregreatdealofresearchtowidenitsusage.Thesetechnologieshavethetendencytoimpactanineradicableimprintonthefutureofdesigningandmanufacturing, therebyradicallychangingtheprintinghabitsintheupcomingyears.Theadvantagesand challengesof3Dadditivemanufacturingaresummarizedin Table1[39]
33Dprintingtechnology
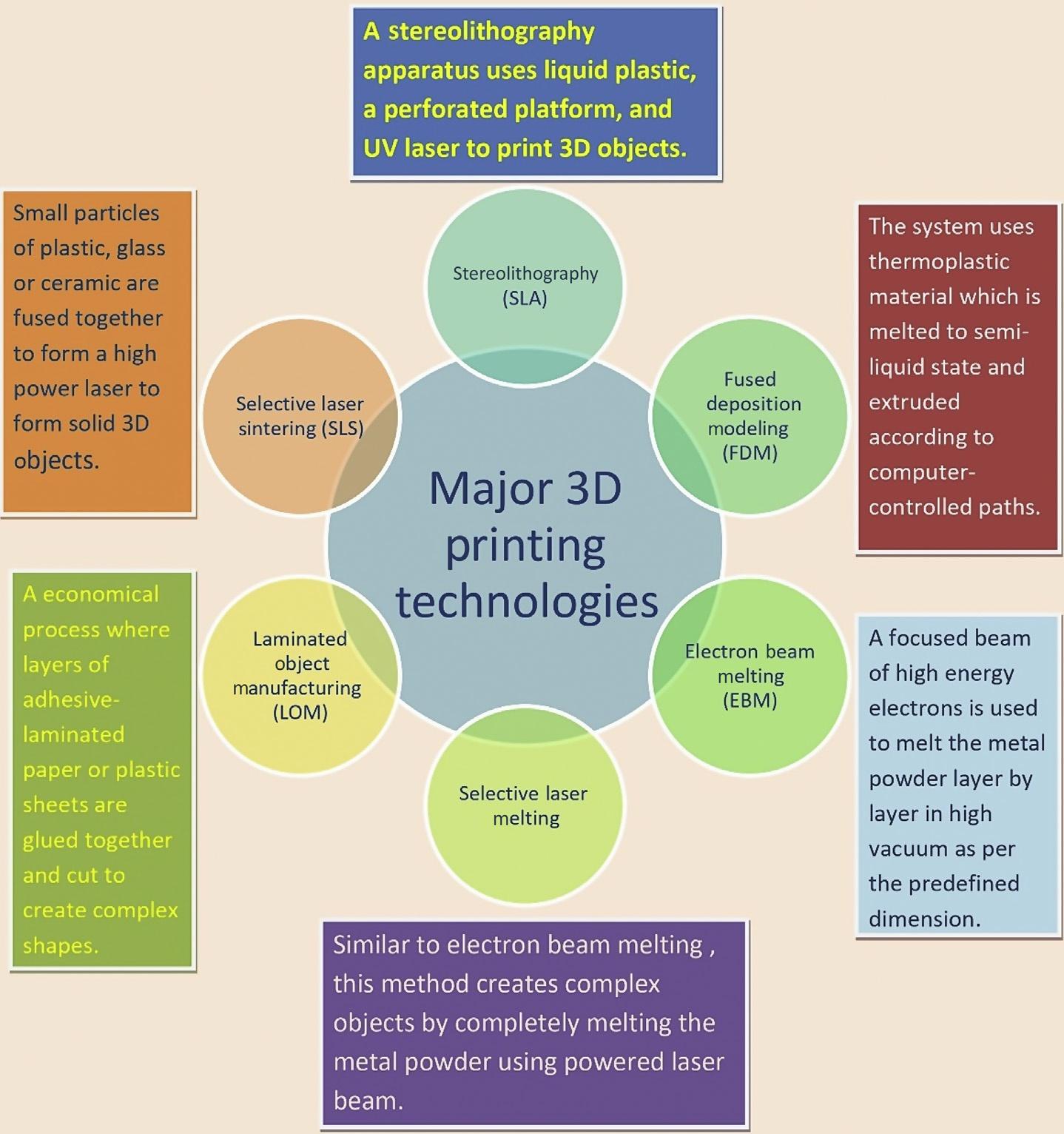
The3Dprintingprocessinvolvesfewsteps,whichareinitiallybasedonCADmodeling followedbyitsconversionintostereolithographicfile [40].Afterfileformation,the printablesurfaceisslicedintothelogicalseriesoftriangles,eachoneofwhichrepresents partofthe3Dproductsurfacemodel.Thefileonexecutioncutsthemodelintothin cross-sectionallayersallowingthe3Dmodeltobeprinted [41] Fig.1 demonstratesdifferenttypesof3Dprintingtechnologiescurrentlyavailableinthemarketwhereas differentresearchfieldsinwhich3Dand4Dprintingtechniqueshavebeencurrently usedareshownin Fig.2.
AdvantagesChallenges
• Customizedproductsfromsmallbatches areeconomicallyattractiveascompared withthetraditionalmassproduction methods
• Possibilitytoproduce3DCADmodels directlymeaningthattoolsandmoldsare notrequired.Hence,noswitchovercosts
• Canbedesignedintheformofdigitalfiles, whichcanbesharedeasilyinorderto facilitatethemodificationandcustomizationofcomponentsandproducts
• Materialcanbesavedduetotheadditive natureoftheprocess.Thewastematerials (powder,resin),whicharenotusedduring manufacturingcanbereused
• Possibilitytoachievenovelandcomplex structuressuchaslatticesandfree-form enclosedstructuresandchannels
• Verylowporosityoffinalproducts
• Theinventoryriskcanbereducedby makingtoorderwithnounsoldfinished goods.Improvingtherevenueflowby payingforgoodspriortotheir manufacturing
• Duetothedistribution,thedirectinteractionbetweenlocalconsumerorclient andproducerispossible
• Productioncostandspeed
• Changingthewayandapproachofusing additivemanufacturing
• Toremovetheperceptionthatadditive manufacturingisonlyforrapidprototyping andnotfordirectcomponentandproduct development
• Todevelopandstandardizenewmaterials
• Tovalidatethemechanicalandthermal propertiesofexistingmaterialsandadditive manufacturingtechnologies
• Todevelopmultimaterialandmulticolor systems
• Toimprovemanufacturingefficiencyby automationofadditivemanufacturingsystemsandprocess
• Postprocessingisrequiredduetothestairsteppingeffectthatarisesfromincrementallyplacingonelayerontopofanotherfor producingfinishinglayers
• Torecyclethesupportstructurematerials byminimizingtheneedthroughagood build-uporientation
• Issuessuchasintellectualpropertyrights andnonlinearcollaborationwithilldefinedrolesandresponsibilities
• Designersandengineerswithdeficitskills inadditivemanufacturing.
3.1.1Binderjetting
Thecreationof3Dobjectbycombinationofpowderedmaterialbymeansofjetdepositionofbindingagentistermedasbinderjetting.Thematerialsprintedbythistechnologyaremetals,polymers,andceramics.ThedevelopersofthistechnologyareVoxelJet (Germany),exOne(USA),and3DSystem(USA).
3.1.2Materialjetting
Materialjettingistheprocessofbuildingpartsbysettlingdownsmalldropletsofthefilament.Thesesmalldropletsarethencarvedasperthedesigninstructionsgeneratedby exposingthefilamentdropstolightUVradiationstoattainahighresolutioninheightof
Fig.1 Differenttypesof3Dprintingtechnologies. 7
layerofabout16 μm.Thematerialssuitableforthistypeoffeedingmechanismsarephotopolymerandwax.Thetechnologywasdevelopedby3Dsystem(USA)Stratasys(USA) andLUXeXcel(Netherlands).
3.1.3Directenergydeposition
Thistechnologyusesfocusedthermalenergytofuse/joinmaterialontothesubstrateby directdepositionforcreating3D/4Dstructures.Thematerialsusedforthistypeofprintingareintheformofpowdersandwires.ThistechnologywasdevelopedbyIrepaLaser (France),Trumpf(Germany),NRC-IMI(Canada),andDM3D(USA).
4D printed parts can be sent to space and programmed to self assemble into an object at the desired location.
Construction/architecture
Materials that could be programmed to adapt and change shape in response to environment or situation. Example: Pipes that expand when demand increases.
Medical
Ongoing research on developing a nano robot built from DNA strands in the form of a clamshell basket, with double-helix’’ locks’’ that are only opened when the robot comes into contact with specific cells.
Industry application will be explored with cost of technology more suited for industrial applications.
Holds to revamp manufacturing introducing a new field of environmental manufacturing in which ambient sources of energy, water or even light will be used as impetuses to self assemble.
Fig.2 Anoverviewofongoingresearchon3Dand4Dprinting.
3.1.4Powderbedfusion
Inthistechnology,the3Dor4Dstructures(usingtimedimension)arecreatedtofuse regionsofapowderbedbyusingthermalenergy.Thematerialsusedinthistechnology arepolymers,ceramics,andmetals.ThistechnologywasdevelopedbyMatsuura Machinery(Japan),PhoenixSystem(France).EOS(Germany),ARCAM(Sweden), Renishaw(UK),and3Dsystem(US).Powderbedfusiontechnologyusesthefollowing processesincreationof3Dand4Dprintedobjects.
• Directmetallasersintering
Thisprocesscreatesobjectsbymeltingandfusingtheprintingmaterialinaninertgas chamberusingahighlyfocusedbeamoflaser.
• Electronbeammelting
Inthisprocess,theproductsarefabricatedusingahigh-intensityelectronbeaminside vacuummeltingthepowderplacedinsideit.Thisisfollowedbycoolingthesubstance togiveitafinalshape.
3D printing
• Selectiveheatsintering
Thistechniqueusesheatingofthermalprintheadforlayer-wisedepositionofthermoplasticpowder.Theheatingcuresthethermoplasticpowdertoattaina3D structure.
• Selectivelasermelting
Theprocessuseslasertomeltthemetalpowderformingapoolofmeltinsideaninert gaschamber.Themeltisthenrolledrepeatedlyintheformoflayerstoyieldthefinal product.
• Selectivelasersintering
Thisprocessissimilartothelasermeltingwhereinabeamoflaserisusedtosinterthe materialpowder.Thesinteredpowderisthenrolledinalayer-wisemanner.The majorpointofdifferenceamongthetwoprocessesisthatinlasermeltingthepowder isheatedabovemeltingpoint,whileasinsinteringprocesstheprintablematerialis heatedbelowmeltingpointuntilthepowderedparticlesfusewitheachother.
3.1.5Lightphotopolymerization
Thistechniqueuseslightincreationof3Dstructures.The3Dpartsarecreatedusinglight toselectivelycuremateriallayersinavatofphotopolymer.Thematerialsusedinthis techniqueareceramicsandphotopolymers,andthistechnologywasdevelopedbyLithoz (Australia),EncisionTEC(Germany),DWSSri(Italy),and3Dsystem(US).Thistechniqueuseseitherstereolithographyordigitallightprocessingindevelopmentof3D structures.
• Stereolithography
Inthisprocess,aliquidphotopolymerismeltedonexposuretoUVradiationsemitted fromalasersource.Thereactionoflaserbeamwiththephotopolymercausesthe solidificationoftheresintoform3Dobjects.
• Digitallightprocessing
ThistechniqueprojectslayersoftheobjectfromtheCADimageintothevatofphotopolymer,whichonreactionwiththeprojectionlightcuresandhardensthedesired 3Dpart.
3.1.6Extrusion
Thisprocesscreates3Dobjectsbydepositingmaterialviaheatednozzletoformlayer, whichhardensinstantlytoallowdepositionofnextlayer.Theprocessisrepeatedseveral timesuntildesiredshapeofobjectisattainedandthisprocessisalsoknownasfused depositionmethod.Mainlypolymericmaterialsareusedinthistypeofprintingandthis technologywasdevelopedbyDeltaMicrofactory(China),3Dsystems(US),and Stratasys(US).
3.1.7Sheetlamination
Thisprocesscreates3Dstructuresbytrimmingsheetsofprintablematerialandthenbindingtheminlayers.Thematerialsusedinthisprocessareceramics,metallicsheets,and hybridmaterials.ThedevelopersforthistechnologyareCAM-LEM(US)andFabrisonic (US).Thetechniqueincorporatesultrasonicadditivemanufacturingandlaminated manufacturing.
• Ultrasonicadditivemanufacturing
Thisprocessusesthesheetlaminationprocesstojointhinmetallicsheetstoform objects.ThemetallicsheetsarejoinedtogetherbyultrasonicweldingandCNCmill isusedtotrimtheexcessmaterial.
• Laminatedobjectmanufacturing
Thisprocessisalsolayer-by-layeradditiveprintingtechnologywhereinlayersarebound toeachotherusingadhesivepaper,metal,orplastic,whichisleasttoxic.Thesheetsof materialarecutintodesiredshapebyalasercutterandthengluedtogether.
4Classificationofmaterialsusedin3Dand4Dprinting
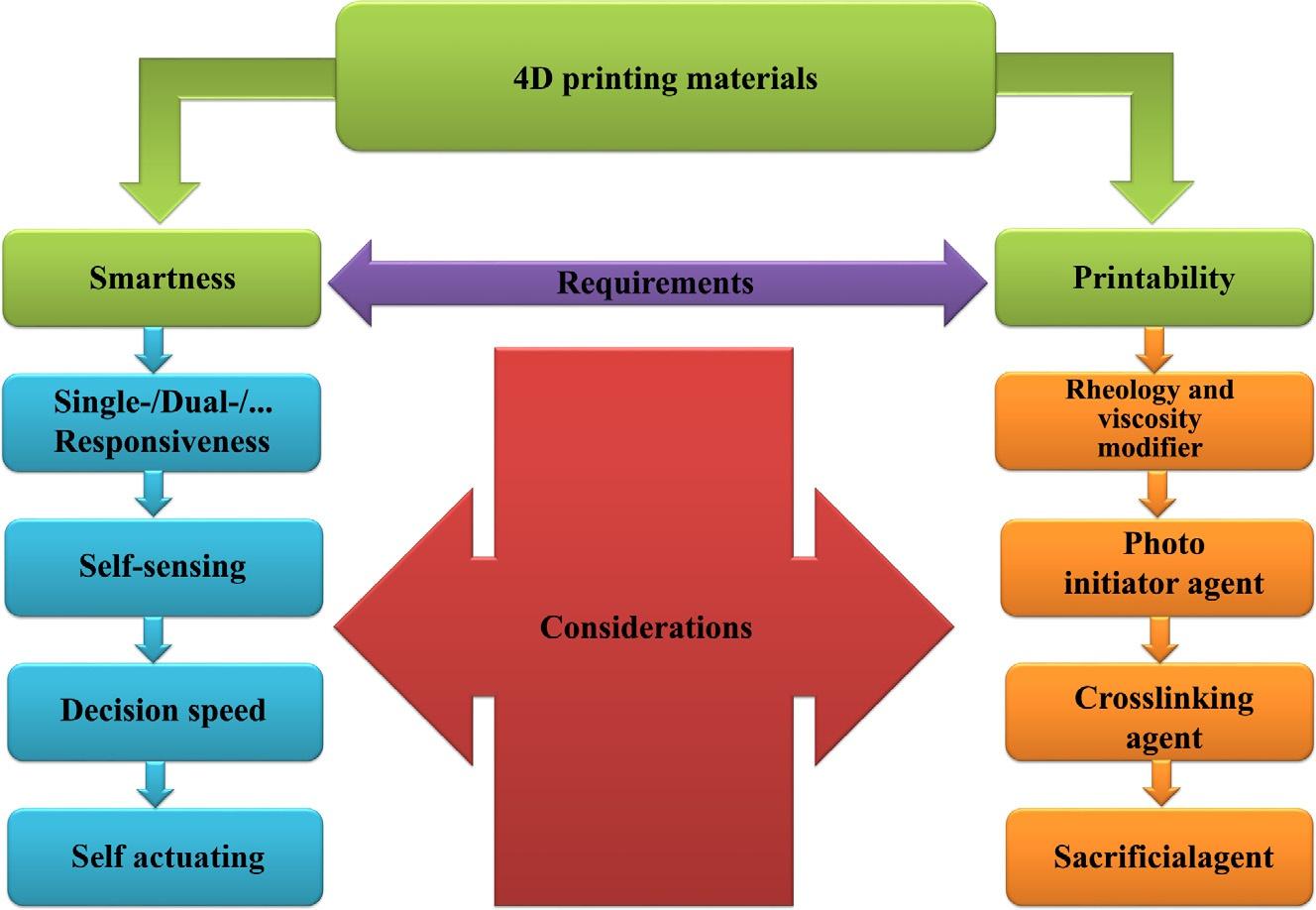
Thematerialsusedin3Dand4Dprintingtechnologiesareclassifiedaspowdermaterials, wirefilaments,printablewaxes,andliquidmaterials.Thesearelistedbrieflyinnextsection. Fig.3 givesanoverviewofmaterials,whicharerequiredfor3D/4Dprinting.
Fig.3 Considerationofmaterialsrequiredfor3D/4Dprinting.
4.1Powdermaterials
Thepowdermaterialsareprintedbyfusing,melting,orbyusingsuitablebindingmaterialsorwatercoloradditives,whereasthepowderismixtureofplasterandpolymersand alsowoodfilament.Thewoodfilamentsarecomposedofgroundwoodmaterialwith polymerslikepolylacticacid(PLA)orsomeplastic.Inareport,spoolsofwoodfilament wereprintedusingextrudernozzleofdiameter0.6mmwithoutdefects [42]
4.2Wirefilamentmaterials
Wirefilamentsmaterialsaremainlypolymeric materials,and,amongthem,acrylonitrilebutadienestyrene(ABS)isthemostaffordableone.Thedifferentwirefilamentmaterialswith theirpropertiesaresummarizedin Table2.ABSisaversatilematerialandcanbeeasilysanded orhybridizedwithacetone.ThehybridizedABSeasilystickstogethertoyield3Dstructures
Table2 Summaryofwirefilament–basedmaterials
ABSItcanbesanded,and bymixingABSwith acetone,itcanbe easilygluedtogether orsmoothedtoa glass-likefinish (petroleum)
PLABiodegradable plastictypically madefromcornor potatoes(produced fromplantstarch)
TPEFlexible,rubber-like materialsofdifferent varieties
PVAPVAisaspecial plasticthatiswatersoluble,Excellent filmformation, Highbonding power, Goodbarrier properties (petroleum)
Strong Slightlyflexible Heatresistant
CThepropertiesofa softrubber,making itevenmoreflexible andelasticthansoft PLAfilament
withsmoothglassyfinish [43].ABScanevenbearmostviolentheatwarpingandshrinkage, whichincreasesitsmanifolddemandsintheprintingplatforms.Thestructuresprintedfrom ABScantoleratehighertemperaturesduetoitshigherglasstransitiontemperatures.
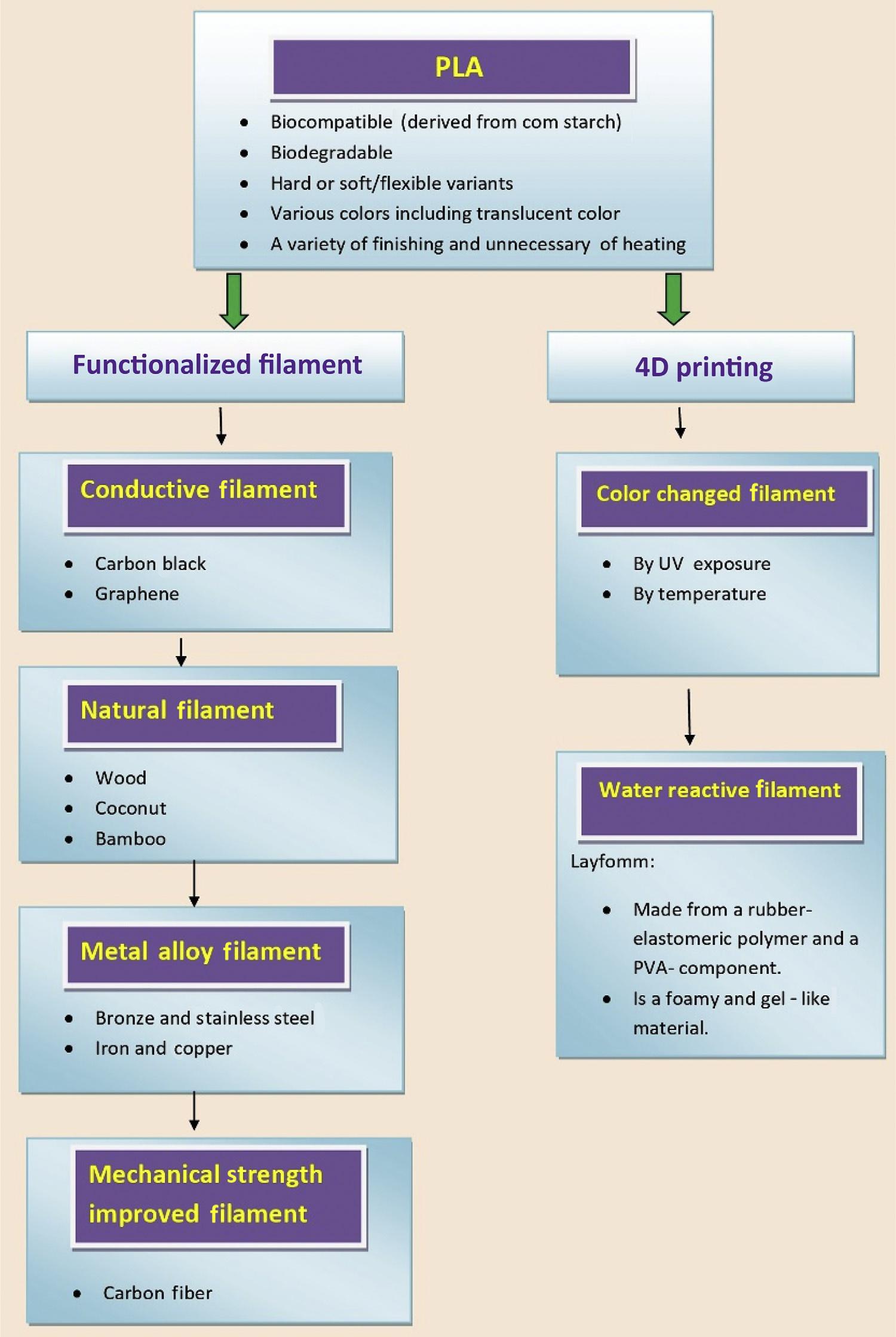
PLAisanotherpolymericmaterialsuitablefor3D/4Dprinting. Fig.4 showsPLAbaseddifferentfilamentmaterialsusedfor3D/4Dprintingapplication.PLAisabiodegradableplastic,whichcanbemadeaccessiblethroughnaturalmeans.Itisstifferthan ABSanddoesnotrequireheatingofprintingbedwhileprinting,butheatwarpingof PLAduringcoolingcanbeimprovedbyusingheatedbed [44].Thermoplasticelastomers (TPE)areasoft,flexible,andrubber-likematerial.Theseelastomersareprintedusing extrusionmethod,withrigidconstructedfilamentsduetoextensiveflexibilityofthe materials [45].Theprintingoftheseelastomersrequiresextrudertobemaintainedatidler pressureanditspositionhastobeprecisetoavoidfilamentsquashing.Polyvinylalcohol (PVA)isaspecialtypeofplasticusedasasupportingmaterialinextruderprinting.Dueto itswatersolubility,itisextremelyproblematictobeusedinhigh-humidityenvironment. Therefore,itisbestsuitedassupportingprintingmaterial,especiallywithABS [46]
4.3Printablewaxes
Thewaxesshowtendencytobe3D/4Dprintedusingthermojetprinter.Theprinteruses waxescomposedofthermoplasticsmadefromamides,hydrocarbons,andesters [42].
4.4Liquidmaterials
Liquidmaterialsusedin3Dand4Dprintinguseinkjet-basedprintertechnology.The inkjetprintersforsuchprintinguseUV-curableresinscomposedofthermosettingplastics andhavedifferentcharacteristicsthanthosethermoplasticsusedinextrusionprintinglike thetensilestrengthandglasstransitiontemperature [42].
53Dprintersoftwareandhardware
Theprintingof3Dobjectsthrough3Dprintersrequiresspecialtypeofsoftwareasshown in Fig.5.TheuseofsoftwareinphysicalprototypeoperatesthroughCAD.The computer-aidedmanufacturing(CAM)unitalsoreferredtoassliderconvertsthe CADmodelintosetofspecificmechanicalinstructionsforprintingrobot.Theprinter controllingsoftwaresendstheinstruction,whichtransmitsthefedinstructionstothe printertoprovidereal-timeinterface [42]
The3Dprintingofobjectsviafilamentof3Dprintertakesplacethroughseriesof commandscalledasG-code.Thehardware-softwareinterfaceandtheflowofG-codes inthereal-timeprintingthroughUSBportisshownin Fig.6.Therunningsoftware interpretstheG-codeataspecifictimeintervalandtransmitsthesametotheprinter forexecution.Theinformationstatusissentbacktothehostcomputerthrough USB.TheinterpretationofG-codeinsomecasesisdoneonhostcomputerwhilesendingthecontrolstotheprinter.
Fig.4 PLA-baseddifferentfilamentmaterialsusedfor3D/4Dprinting.
Softwarehierarchyusedin3Dprinting.
Autodesk 123D Tinkercard
Skechup ZBrush Sculptures OpenSCAD Modelbuilder Grasshopper Blender 3ds max Maya Modo Mudbox
Fig.6 Hardwareandsoftwarecontrolin3Dprinting.
6Evolutionof4Dprintingtechnology
4Dprintinghasbeenoneoftherecentapproachesinprintingtechnology.The 4D-printedobjectshavetheabilitytobetransformedintodesiredstructurewithreferencetotime [47].4Dprintingtechnologyhasevolvedtoincorporateembeddedwiring orconductingpartsintospecializedsubmissivecomponents.Once3Dprintingofthe objectisdone,theprintedpartsarestimulatedoractivatedusinganexternalstimulus. Thistypeofprintingapproachhasgreatpotentialinthefieldofrobotics,aerospace,furniture,andconstructionofbuildings [48].Theother4Dprintingapproachescomprise incorporatingcompositematerialshavingtheshapemorphingandcapabilitiesoftransformingintodifferentshapeswithrespecttovariousphysicalmechanismsandheat
Fig.5
CAD software
activation [49].Also,availablereportsclearlydemonstratetheself-foldingabilitiesof4D printablematerialsonexposuretolight [50].
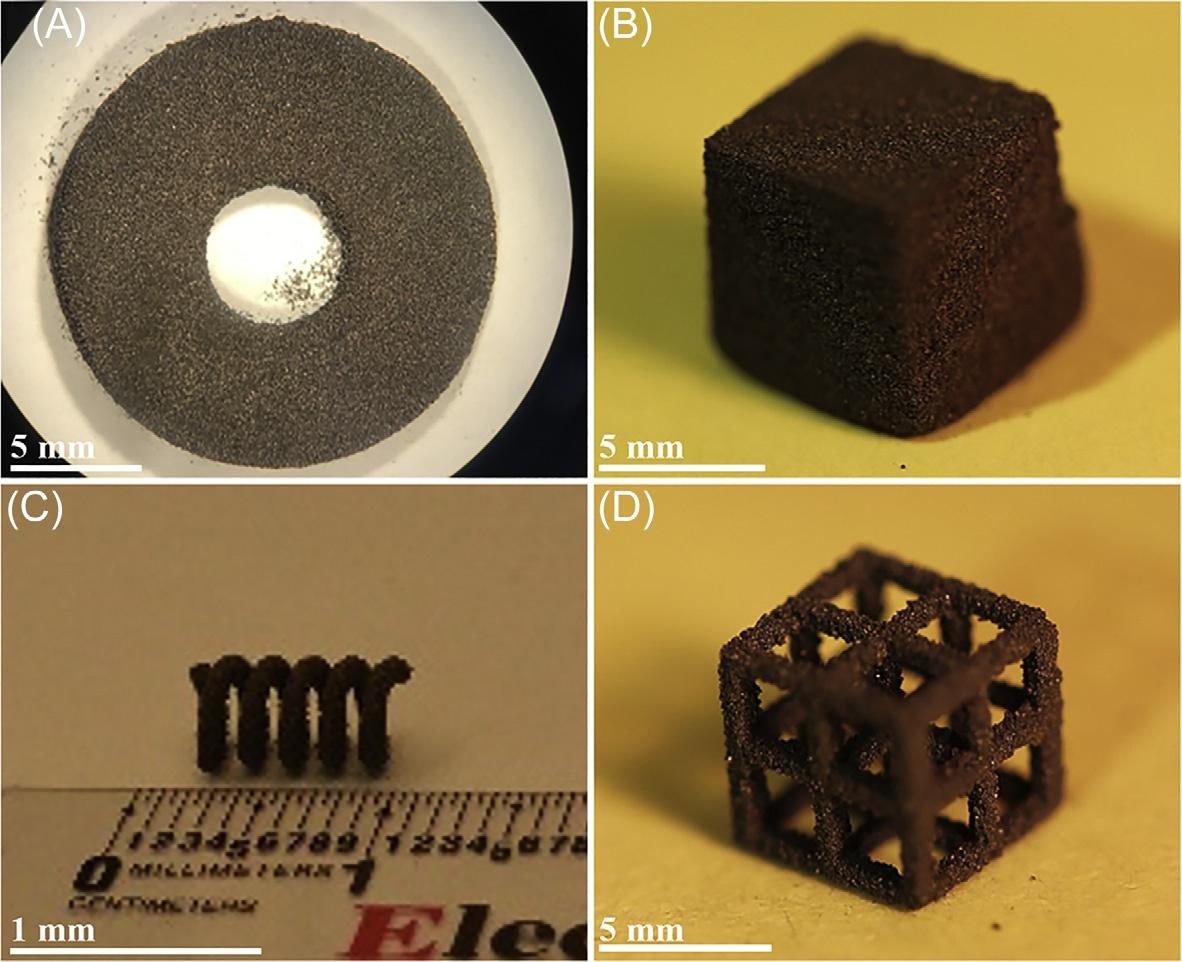
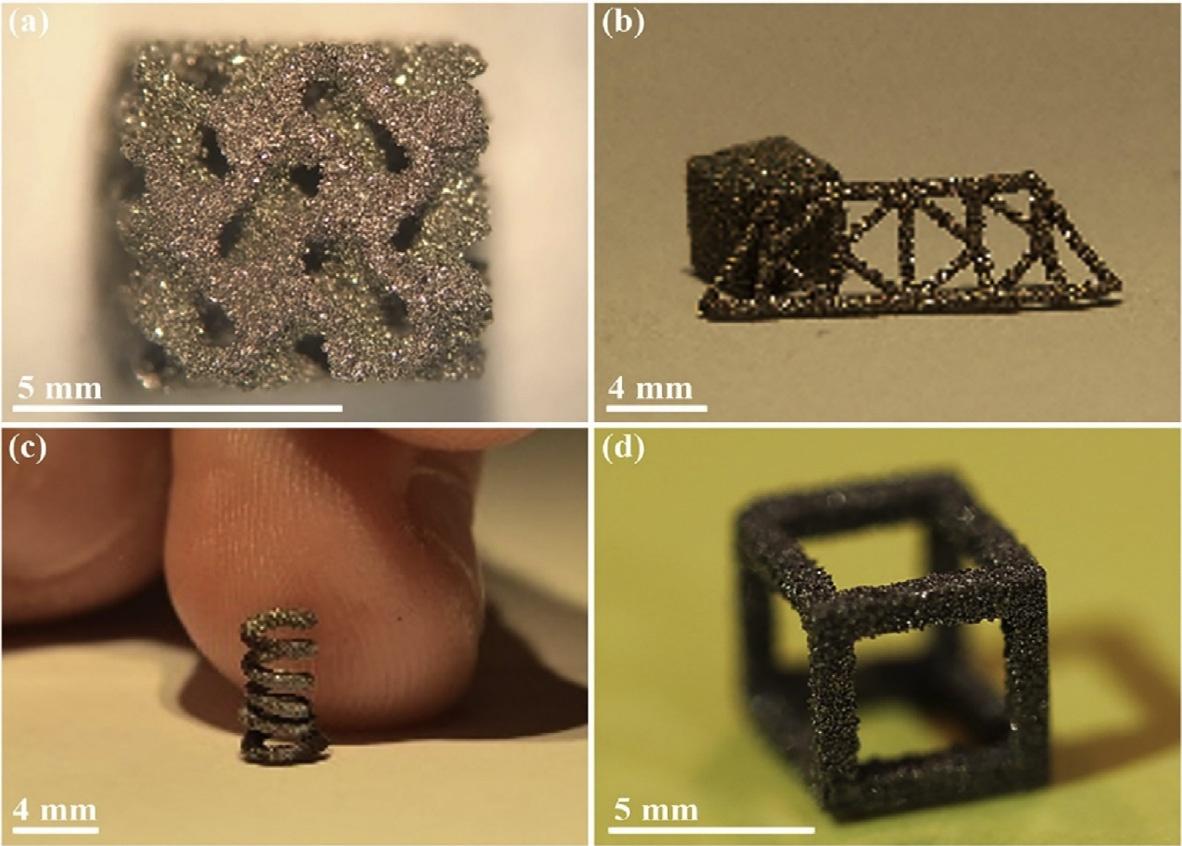
Caputoetal. [51] adapted3Dprintingrouteforproducingsinterednet-shapedpart fromNi-Mn-Gapowders.The4Dpartswerecreatedbythepredictablechangein3D printedpartsconfiguredasafunctionoftimeasaresultofshapememoryeffect.Netshapedporousstructureswithgoodmechanicalstrengthwereproducedbybinderjetting ofNi-Mn-Gapowdersfollowedbycuringandsintering.After3Dprinting,theprinted partswereremovedfromtheprinterandheatedto463Kfor4h.After4h,thebinderwas completelycuredandtheprintedpartswereremovedfromtheprintbed [51] Fig.7 showsseveralstructuresobtainedfromNi-Mn-Gapowderusing3Dprintingaftercuring. Fig.8 representsseveralsinteredparts.Thesinteringtimewas8hforbothsparkerodedandball-milledpowders.
Recently,Dingetal. [52] demonstrated4Dprintingofprogrammable1Dcomposite rodthatcanchangeinto3Dstructuresveryrapidlyuponheatingandretainthe3Dconfigurationwhencooled.Thecompositerodsconsistedofaglassypolymerandan
Fig.7 Net-shaped3DprintedpartsobtainedfromsparkerodedNi-Mn-Gapowdersin(A)liquid nitrogen(B)liquidargon(C)and(D)Ni-Mn-Gapowdersobtainedbyballmilling. (Reproducedwith permissionfromRef.M.P.Caputo,A.E.Berkowitz,A.Armstrong,P.Mullner,C.V.Solomen.4Dprinting ofnetshapedpartsmadefromNi-Mn-Gamagneticshapememoryalloys.Addit.Manuf.21(2018) 579–588.M.P.Caputo,A.E.Berkowitz,A.Armstrong,P.,Mullner,C.V.Solomen.4Dprintingofnet shapedpartsmadefromNi-Mn-Gamagneticshapememoryalloys.Add.Manuf.21(2018)579-588. Copyright2018,ElsevierLtd.)
3Dand4Dprintingofpolymernanocompositematerials
Fig.8 4Dprintingofsinterednet-shapedpartsmadefromball-milledNi-Mn-Gapowders. (Reproduced withpermissionfromM.P.Caputo,A.E.Berkowitz,A.Armstrong,P.Mullner,C.V.Solomen,4Dprintingofnet shapedpartsmadefromNi-Mn-Gamagneticshapememoryalloys,Addit.Manuf.21(2018)579–588. Copyright2018,ElsevierLtd.)
elastomer,whichwerebondedtogetherasaresultofmanufacturingprocess.Thiswaslater programmedwithacompressivestressduringtheprintingprocess [52].Thedetailedinformationwasobtainedaboutthebasicdeformationmodesofdirect4Dprintedcomposite rods,bendingandtwisting,andtheirdependenceondesignparameterssuchaslayerfractionofcompositesandthecross-sectiontwistalongtheaxisoftherod. Fig.9 showsa3D cubicframethatselfassemblesbyheating1Dcompositerodinsuchawaythateachofthe sixcubefacesrepresentsacircularringinthefinalconfiguration [52].Thecolorofthe glassypolymerwasusedforeasyvisualizationofeachofthesixcubefaces.Thecombinationoftheexperimentsandthesimulationsrevealedthecharacteristicsparametersthatcan beusedtodesign1Dcompositerods,whichcanyielddesired3Dstructures [52].
Inanotherstudy,Mulakkaletal. [53],developedacellulose-hydrogelcompositeink foradditivemanufacturingdemonstratingthephysicalcharacteristicssuchasstability, swellingpotentialandrheologyofcellulosehydrogelgelcomposites,anditssuitability for4Dprinting.Theadditionofcarboxymethylcellulose(CMC)hydrocolloidswithcellulosepulpfibersresultedinaninkwithgoodfiberdispersionwithinthehydrogel.The montmorillonite(MMT)claywasaddedtoincreasethestoragestabilityofthecomposite inkandtohavepositiveeffectontheextrusionprocess.Theinkwasusedfor3Dprinting demonstratingthefabricationofcomplexstructure,whichiscapableofmorphing accordingtothedesignedrules,whicharepredeterminedinresponsetohydration ordehydration(Fig.10).Thesetupoftheprinterandextruderisshownin