https://ebookmass.com/product/adhesive-bonding-technology-
Instant digital products (PDF, ePub, MOBI) ready for you
Download now and discover formats that fit your needs...
Advanced Joining Processes: Welding, Plastic Deformation, and Adhesion
Lucas F. M. Da Silva
https://ebookmass.com/product/advanced-joining-processes-weldingplastic-deformation-and-adhesion-lucas-f-m-da-silva/
ebookmass.com
Structural Adhesive Joints: Design, Analysis, and Testing
K. L. Mittal
https://ebookmass.com/product/structural-adhesive-joints-designanalysis-and-testing-k-l-mittal/
ebookmass.com
Lógica Para Computação 2nd Edition Flávio Soares Corrêa Da Silva
https://ebookmass.com/product/logica-para-computacao-2nd-editionflavio-soares-correa-da-silva/
ebookmass.com
Education and Economic Development: A Social and Statistical Analysis
Daniela-Mihaela Neam■u
https://ebookmass.com/product/education-and-economic-development-asocial-and-statistical-analysis-daniela-mihaela-neamtu/
ebookmass.com
The Girl They All Forgot Martin Edwards
https://ebookmass.com/product/the-girl-they-all-forgot-martin-edwards/
ebookmass.com
Transparency and Self-Knowledge Alex Byrne
https://ebookmass.com/product/transparency-and-self-knowledge-alexbyrne/
ebookmass.com
Mapping Social Memory: A Psychotherapeutic Psychosocial Approach 1st Edition Nigel Williams
https://ebookmass.com/product/mapping-social-memory-apsychotherapeutic-psychosocial-approach-1st-edition-nigel-williams/
ebookmass.com
Decolonizing the Criminal Question: Colonial Legacies, Contemporary Problems 1st Edition Ana Aliverti
https://ebookmass.com/product/decolonizing-the-criminal-questioncolonial-legacies-contemporary-problems-1st-edition-ana-aliverti/
ebookmass.com
Introduction to Statistics and Data Analysis 6th Edition Roxy Peck
https://ebookmass.com/product/introduction-to-statistics-and-dataanalysis-6th-edition-roxy-peck/
ebookmass.com
Kissed by Chaos: Paranormal Romance with a Sassy Witch who likes Romance Books and Bad Boys (Magic Wars: Her Immortal Monsters Book 1) Kel Carpenter & Aurelia Jane
https://ebookmass.com/product/kissed-by-chaos-paranormal-romance-witha-sassy-witch-who-likes-romance-books-and-bad-boys-magic-wars-herimmortal-monsters-book-1-kel-carpenter-aurelia-jane/ ebookmass.com
AdhesiveBondingTechnologyandTesting
RicardoJoãoCamiloCarbas
EduardoAndréSousaMarques
AlirezaAkhavan-Safar
AnaSofiaQueirósFerreiraBarbosa
LucasFilipeMartinsdaSilva
Authors
Dr.RicardoJoãoCamiloCarbas
INEGI-Inst.ofScienceandInnovation inMechanicalEngineering Dept.ofMechanicalEngineering RuaDr.RobertoFriass/n 4200-465Porto
Portugal
Dr.EduardoAndréSousaMarques INEGI-Inst.ofScienceandInnovation inMechanicalEngineering RuaDr.RobertoFrias400 4200-465Porto
Portugal
Dr.AlirezaAkhavan-Safar INEGI-Inst.ofScienceandInnovation inMechanicalEngineering RuaDr.RobertoFrias400 4200-465Porto
Portugal
Dr.AnaSofiaQueirósFerreiraBarbosa INEGI-Inst.ofScienceandInnovation inMechanicalEngineering RuaDr.RobertoFrias400 4200-465Porto
Portugal
Prof.LucasFilipeMartinsdaSilva UniversityofPorto Dept.ofMechanicalEngineering RuaDr.RobertoFriass/n 4200-465Porto
Portugal
CoverImage: ©Jenson/Shutterstock
Allbookspublishedby WILEY-VCH arecarefully produced.Nevertheless,authors,editors,and publisherdonotwarranttheinformation containedinthesebooks,includingthisbook, tobefreeoferrors.Readersareadvisedtokeep inmindthatstatements,data,illustrations, proceduraldetailsorotheritemsmay inadvertentlybeinaccurate.
LibraryofCongressCardNo.: appliedfor
BritishLibraryCataloguing-in-PublicationData Acataloguerecordforthisbookisavailable fromtheBritishLibrary.
Bibliographicinformationpublishedby theDeutscheNationalbibliothek TheDeutscheNationalbibliotheklists thispublicationintheDeutsche Nationalbibliografie;detailedbibliographic dataareavailableontheInternetat <http://dnb.d-nb.de>.
©2023WILEY-VCHGmbH,Boschstraße12, 69469Weinheim,Germany
Allrightsreserved(includingthoseof translationintootherlanguages).Nopartof thisbookmaybereproducedinanyform–by photoprinting,microfilm,oranyother means–nortransmittedortranslatedintoa machinelanguagewithoutwrittenpermission fromthepublishers.Registerednames, trademarks,etc.usedinthisbook,evenwhen notspecificallymarkedassuch,arenottobe consideredunprotectedbylaw.
PrintISBN: 978-3-527-35051-3
ePDFISBN: 978-3-527-83800-4
ePubISBN: 978-3-527-83801-1
oBookISBN: 978-3-527-83802-8
Typesetting Straive,Chennai,India
Contents
Preface xi
1SimplePracticalDemonstrations 1
1.1ImportanceofLoadingModeonBondedJointPerformance 1
1.1.1Introduction 1
1.1.2Equipment 1
1.1.3Materials 2
1.1.4SafetyPrecautions 2
1.1.5ExperimentalProcedure 2
1.1.5.1InClass 2
1.1.5.2IntheLaboratory 3
1.2SurfaceTreatmentsandMethodstoEvaluateSurfaceEnergy 6
1.2.1Introduction 6
1.2.2Equipment 7
1.2.3Materials 8
1.2.4SafetyPrecautions 8
1.2.5ExperimentalProcedure 8
1.2.5.1InClass 8
1.2.5.2InLaboratory 9
1.3StressDistributionAlongtheOverlapLength 12
1.3.1Introduction 12
1.3.2Equipment 13
1.3.3Materials 13
1.3.4SafetyPrecautions 13
1.3.5TestProcedure 13
1.4VisualIdentificationofDefectsinAdhesiveJoints 15
1.4.1Introduction 15
1.4.2Equipment 17
1.4.3Materials 17
1.4.4SafetyPrecautions 17
1.4.5TestProcedure 17
1.5FailureAnalysisofAdhesiveJoints 19
1.5.1Introduction 19
1.5.2Equipment 20
1.5.3Materials 20
1.5.4SafetyPrecautions 20
1.5.5TestProcedure 21
2ProductionandTesting 25
2.1BulkSpecimens 25
2.1.1Introduction 25
2.1.2AdhesivePouringTechnique 25
2.1.3MetallicMold 26
2.1.4AdhesiveApplication 30
2.1.5CuringProcedure 31
2.1.6MachiningProcedure 33
2.1.7TestingProcedure 35
2.2ThickAdherendShearSpecimens 35
2.2.1Introduction 35
2.2.2MetallicMold 36
2.2.3SurfaceTreatmentofAdherends 37
2.2.4GeometricalControlUsingShims 40
2.2.5SpecimenManufacture 41
2.2.6FinalSpecimenPreparation 42
2.2.7TestingProcedure 42
2.3FractureMechanicsSpecimens 44
2.3.1Introduction 44
2.3.2MetallicMold 48
2.3.3SurfaceTreatmentofAdherends 49
2.3.4AdhesiveSpacers 50
2.3.5SpecimenManufacture 50
2.3.6FinalPreparationofSpecimens 51
2.3.7TestingProcedure 52
2.3.8DataReductionSchemes 53
2.4Single-LapJointSpecimens 56
2.4.1Introduction 56
2.4.2SurfaceTreatmentofAdherends 56
2.4.3JointManufacture 57
2.4.4FinalPreparationofSpecimens 60
2.4.5TestingProcedure 60
3LaboratorialActivitiesandReportExamples 65
3.1EffectofSurfaceTreatmentontheMechanicalBehaviorofAdhesively BondedJoints 65
3.1.1Introduction 65
3.1.1.1JointStrengthPrediction 66
3.1.2WorkDescription 67
3.1.3Materials 67
3.1.3.1Adherends(Tables3.1and3.2) 67
3.1.3.2Adhesive(Table3.3) 67
3.1.4ExperimentalWork 67
3.1.5Report 68
3.1.5.1Introduction 68
3.1.5.2ExperimentalProcedure 71
3.1.5.3Materials 71
3.1.5.4FailureLoadPrediction 72
3.1.5.5ExperimentalResultsandDiscussion 72
3.1.5.6Conclusions 78
3.2EffectofAdhesiveTypeandOverlapLengthontheFailureLoadof AdhesivelyBondedJoints 79
3.2.1Introduction 79
3.2.2WorkDescription 83
3.2.3Materials 83
3.2.3.1Adherends 83
3.2.3.2Adhesives(Table3.7) 84
3.2.4ExperimentalWork 84
3.2.5Report 84
3.2.5.1Introduction 84
3.2.5.2Materials 86
3.2.5.3PredictionoftheFailureLoads 86
3.2.5.4ExperimentalResults 90
3.2.5.5Discussion 94
3.2.5.6Conclusions 97
3.3EffectofAdhesiveThicknessontheFailureLoadofAdhesivelyBonded Joints 97
3.3.1Introduction 97
3.3.2WorkDescription 98
3.3.3Materials 99
3.3.3.1Adherends: 99
3.3.3.2Adhesives: 99
3.3.4ExperimentalWork 99
3.3.5Report 99
3.3.5.1Introduction 100
3.3.5.2ExperimentalDetails 100
3.3.5.3Prediction 101
3.3.5.4ExperimentalResults 102
3.3.5.5FailureSurfaces 103
3.3.5.6Conclusion 103
3.4EffectofOverlapLengthontheStrengthandFailureMechanismof CompositeAdhesiveJoints 104
3.4.1Introduction 104
3.4.2WorkDescription 105
3.4.3Materials 105
3.4.3.1Adherends: 105
3.4.3.2Adhesives(Table3.17) 105
3.4.4ExperimentalWork 105
3.4.5Report 106
3.4.5.1Introduction 106
3.4.5.2CharacterizationoftheTestedJoints 107
3.4.5.3TheoreticalPredictionofFailureLoad 112
3.4.5.4ComparisonwithExperimentalResults 115
3.4.5.5Conclusions 116
3.5ModelingaSingle-LapJointUsingFiniteElementAnalysisand CohesiveZoneModeling 117
3.5.1Introduction 117
3.5.2WorkDescription 117
3.5.3Materials 117
3.5.3.1Adherends: 117
3.5.3.2Adhesives(Table3.25) 118
3.5.4ModelingProcedure 118
3.5.5Report 118
3.5.5.1Introduction 118
3.5.5.2Module/Part 122
3.5.5.3Module/Property 124
3.5.5.4Module/Section 128
3.5.5.5Module/Step(FirstPhase) 129
3.5.5.6Module/Load 131
3.5.5.7Module/Mesh 132
3.5.5.8Module/Step(SecondPhase) 134
3.5.5.9Module/Job 136
3.5.5.10Module/Visualization 137
3.6CaseStudyinJointDesignforaStructuralAutomotiveApplication 139
3.6.1Introduction 139
3.6.2Report 139
3.6.2.1Introduction 140
3.6.2.2DesignBrief 140
3.6.2.3AdhesiveSelection 142
3.6.2.4SurfaceTreatmentSelection 145
3.6.2.5MaterialProperties 146
3.6.2.6JointDesign 148
3.6.2.7NumericalModels 152
3.6.2.8DesignValidation 156
3.6.2.9DesignforManufacturing 160
3.6.2.10QualityControlTechniques 162
3.6.2.11HealthandSafetyConcerns 163 References 163
4EssayandMulti-choiceQuestions 165
4.1EssayQuestions 165
4.2Multi-choiceQuestions 166
Solutions 187
EssayQuestions–ExampleAnswers 187
Multi-choiceQuestions–Solutions 190
Index 191
Preface
Thisbookisintendedtoserveasadidactictooltosupportboththoseteachingand learningthesubjectofadhesivebonding.Whilethecompanionbook“Introduction toAdhesiveBonding”ismostlydedicatedtothetheoreticalaspectsofthisjoining technology,thisbookismoreconciseandhighlyfocusedonhands-onlearning,with exercisesandtheirsolutionsandmultipleexperimentalactivities.
Thebookisdividedintofourparts.Thefirstisdedicatedtosimplepractical demonstrationsofadhesivebonding.Theseareallsimpleactivitiessuitabletobe carriedoutinaclassroomsetting,whichquicklyhighlighttheadvantagesand limitationsofthistechnique.Thesecondpartisdedicatedtoproductionandtesting ofspecimensthatareusedtocharacterizeadhesivesandthemostcommonlyused typesofjoints.Thethirdpartdescribesindetailmultiplelaboratorialactivities suitableforimplementationinthelaboratorialclassesofengineeringcourses.These activitiesexploreaspectssuchasthemanufactureofdefect-freebondedjoints, theeffectsofgeometryandmaterialspropertiesinadhesivejointtesting,surface preparationandjointdesignandstrengthprediction,amongmanyothers.Lastly, asetofexercisesisprovidedintheformofdevelopmentalquestionsandmultiple choicequestions.Thislastpartfocusesonalloftheknowledgeareasdiscussedin thecompanion“IntroductiontoAdhesiveBonding”book.Allproblemsareprovided withsolutions,andmanyarefullysolved,helpingbachelorormastersstudentsin theirstudyandprovidingevaluationreferencematerialsforteachers.
TheauthorswouldliketothankPauloNunesforthehelpinthepreparationof figures.
TheyalsowanttothanktheteamofWILEY,especiallyFelixBloeck,fortheexcellentcooperationduringthepreparationofthisbook.
Porto,Portugal,2022
RicardoJoãoCamiloCarbas EduardoAndréSousaMarques AlirezaAkhavan-Safar AnaSofiaQueirósFerreiraBarbosa LucasFilipeMartinsdaSilva
SimplePracticalDemonstrations
1.1ImportanceofLoadingModeonBondedJoint Performance
1.1.1Introduction
Adhesivebondingshowsmanyadvantagesovermoretraditionalmethodsofjoining suchasbolting,brazing,andweldingoreventheuseofmechanicalfasteners.No otherjoiningtechniqueissoversatile,anditstransversalityliesinitscapacitytojoin differentmaterials,itsabilitytoensurepermanentassembly,anditseaseofuse.In fact,awell-designedbondedjointallowsforareductioninproductioncosts,while maintainingpropermechanicalpropertiesofthejoint.
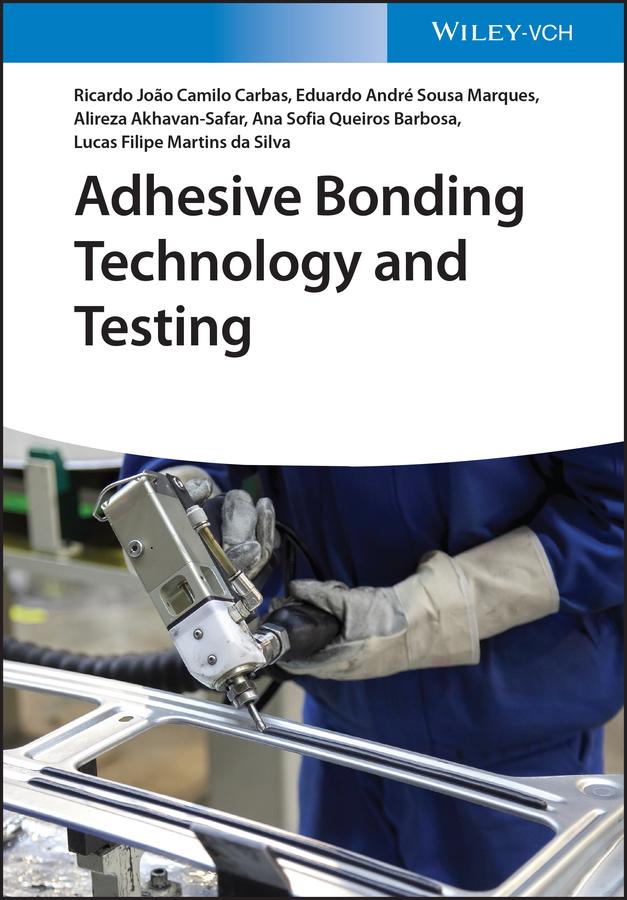
Adhesivesworkbyexploringtheadhesionphenomena,andtheyareusually polymericmaterials,typicallythermosetting,that,comparedtomaterialsthatare joinedinstructuralapplications(suchasmetalsandcomposites),showamuch lowerstrength.Nonetheless,adhesivejointscanbeappliedtoawidediversityof structures,withstandingdifferenttypesofloads.Tounderstandthemechanicsofa bondedjoint,itisimportanttofirstestablishthatthebehaviorofthejointishighly dependentonthetypeofloadsitissustaining.Inanattempttoobtainthehighest jointstrength,itisfundamentaltoloadtheadhesiveunderforcesactinginthe planeoftheadhesivelayer,minimizingpeelingloads.Jointsaregenerallymore resistantwhenshear-stressedbecausetheadhesivelayerisrelativelywellaligned withtheloadingdirection.Intheseconditions,theentiretyoftheadhesivelayer canpositivelycontributetosustaintheload(seeFigure1.1).Jointssubjectedto cleavageorpeelstressesaremuchweakerthanthosesubjectedtoshearbecausethe stressesareconcentratedinaverysmallarea.Allthestressislocatedattheedgeof thejoint(seeFigure1.1).
1.1.2Equipment
● Onesetofscissors
● Tensiletestingmachine AdhesiveBondingTechnologyandTesting,FirstEdition.RicardoJoãoCamiloCarbas, EduardoAndréSousaMarques,AlirezaAkhavan-Safar, AnaSofiaQueirósFerreiraBarbosa,andLucasFilipeMartinsdaSilva. ©2023WILEY-VCHGmbH.Published2023byWILEY-VCHGmbH.
Figure1.1 Schematicrepresentationoftheshearandcleavageloadsactingonadhesive joints.
1.1.3Materials
● Onerollofdouble-sidedfoamadhesivetape
● Smallaluminumbeams
1.1.4SafetyPrecautions
Applythenecessarysafetyproceduresforoperatingatestmachine.
1.1.5ExperimentalProcedure
1.1.5.1InClass
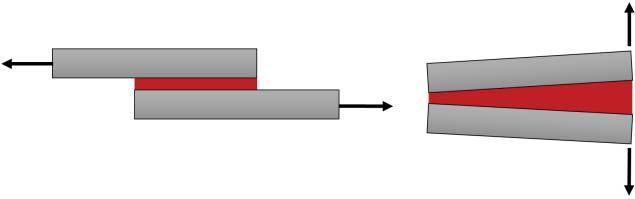
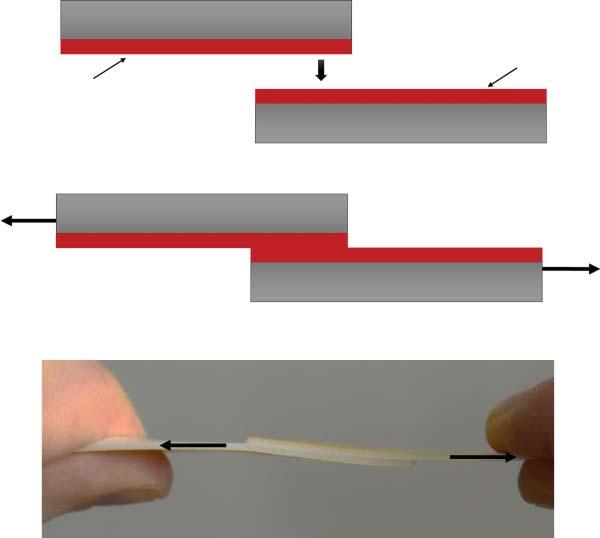
Peeltheadhesivetapeofftherollbyapplyingapullingforceor“peeling”actionas showninFigure1.2.Seehoweasilyitpeelsaway,eveniftheadhesiveisquitestrong.
Figure1.2 Adhesivejointunder pull-outforce.
Adhesive tape roll F
1.1ImportanceofLoadingModeonBondedJointPerformance 3
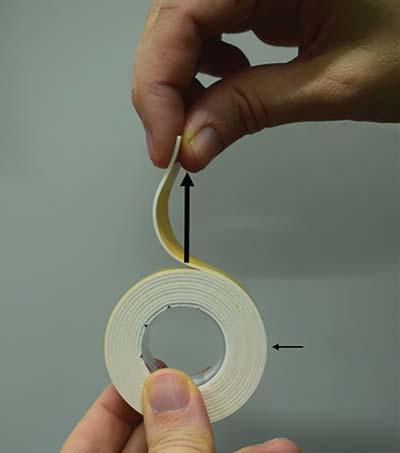
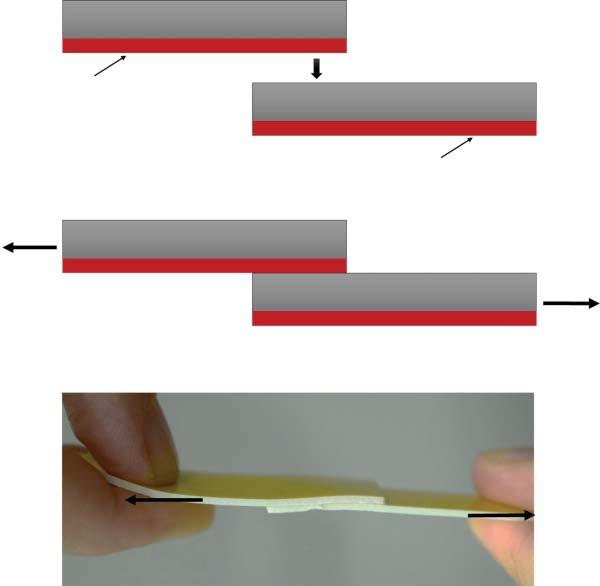
Figure1.3 Adhesivejointsubjectedtoshearstress,withtheareabeingoverlappedwith andwithouttheadhesive.
Now,cuttwostripsofadhesivetape,approximately10cmlong.Bondthetwo stripsparalleltoeachotherwithanoverlapofapproximately3cm.Bondtheglued sideofonestriptotheungluedsideoftheotherstrip(seeFigure1.3).Pullonthe jointinordertotrytoseparatethestripsbyloadingthemparallellytotheadhesivelayer,therebysubjectingtheadhesivetoshear,asschematicallyrepresentedin Figure1.3.Itwillbemuchhardertoseparatethejointaswearenowloadingitin shear;however,becauseofthelowstiffnessofthetape,itwillbendandintroduce somepeelingloads,asshowninFigure1.3,andthispeelingcanpromotedebonding. Repeatthesameprocedure,butthistime,jointhestripssothatthesidesthathave adhesiveareindirectcontact,asrepresentedinFigure1.4.Whenthejointismade betweenthegluedsideofbothstrips,itisimpossibletoseparatethestripsunder shear.Ultimately,thestripswillbreak,whilethebondedarearemainsintact.
1.1.5.2IntheLaboratory
Inordertobetterunderstandtheinfluenceofloadtypewhenanadhesivejointis used,thesametapewillbebondedtoanaluminumplate,andtheresponsefor twodifferenttypesofload(shearandpeel)willbestudiedusingauniversaltensile machine.
Figure1.4 Adhesivejointsubjectedtoshearstress,withtheareabeingoverlappedwith theadhesiveonbothstrips.
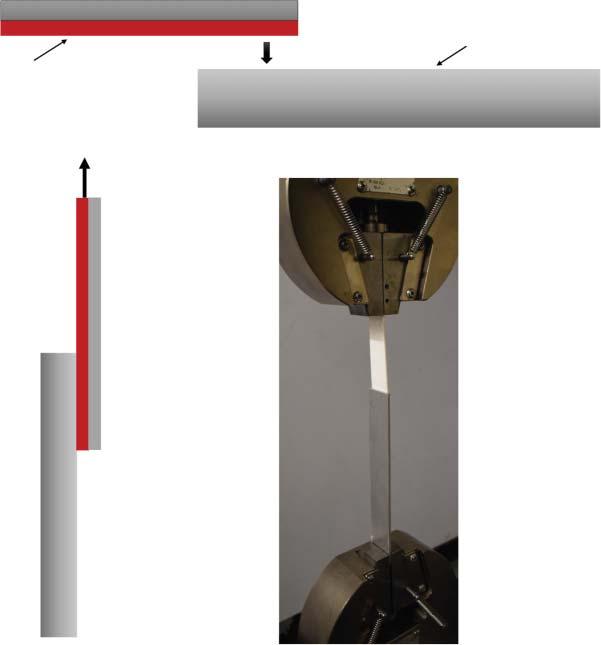
Tothisaim,thesametapewillnowbeappliedtometal(aluminum)adherends. Cutanadhesivetapestrip,approximately10cmlong,andjoinittothesurfaceofan aluminumadherendwitha3cmoverlap.Thisadhesivejointissubjectedtoshear stress,asshowninFigure1.5.Astheadherendismuchstiffer,thisadhesivejointis nowsubjectedtoanalmostuniformshearstress.
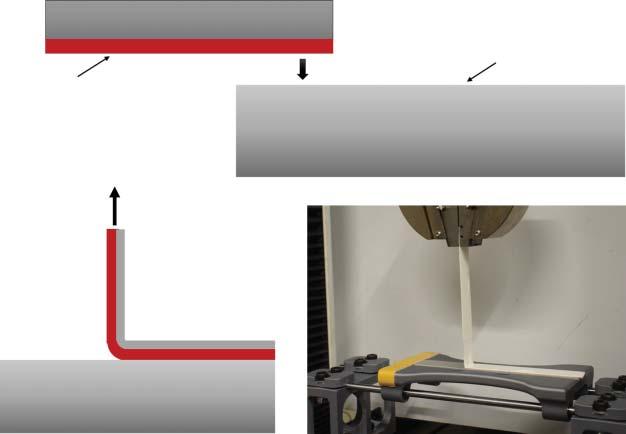
Theprocedurewillnowbereplicated,butthistime,theforcesexertedwillbeina peelingdirection.Therefore,itisrecommendedforthetapestriptobeslightlylonger sothatitcanbeeasilypulledoff.Cutanadhesivetapestrip,approximately15cm long,andjoinittothesurfaceofanaluminumadherendwith3cmofoverlap.This adhesivejointcannowbesubjectedtopeelingstress,asshowninFigure1.6.
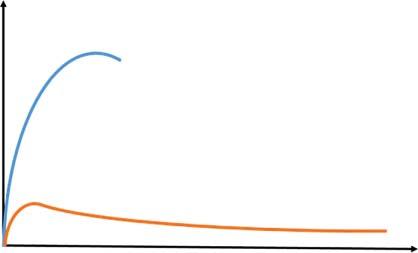
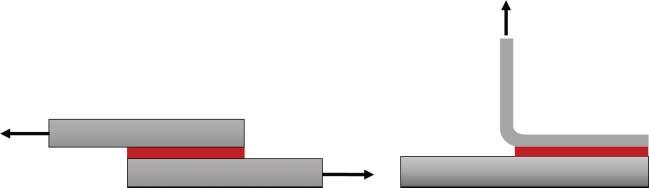
Acomparisonoftheloadsappliedonthemanufacturedjointscanbedonemanuallyorusingatestingmachine.Manually,itispossibleto“feel”thattheforces aredifferent,buttheycannotbequantified.Therefore,usingauniversaltesting machine,thebehaviorofthejointsloadingunderdifferenttypesofstressesanddifferentsurfacestatescanbeeasilyquantified,leadingtodifferentresults.Figure1.7 showsaschematicrepresentationofthepeelandshearforces.As“felt”inamanualtest,whenanadhesivejointistestedinpeelstress,atfirst,itisnecessaryto exertagreaterforcetopeelofftheadhesive,butoverthecourseofthetest,theforce requireddecreasesandthejointeventuallyfails.Inturn,whentheadhesivejointis beingtestedatshear,theforcerequiredgraduallyincreasesuntilfailureoccurs.
1.1ImportanceofLoadingModeonBondedJointPerformance 5
Figure1.5 Adhesivejointusingadhesivetapeandaluminumadherends,subjectedto shearstresses.
Figure1.6 Experimentaltestingprocedureofanadhesivejointusingadhesivetapeand aluminumadherends,subjectedtoshearstresses.
Figure1.7 Schematic representationoftheshear andpeelbehaviorofan adhesivejoint. 1.2SurfaceTreatmentsandMethodstoEvaluate
1.2.1Introduction
Surfacepreparationofanadherendiskeytoachieveastronganddurableadhesive joint,anditisaprocessstepthatshouldneverbetakenlightly.Thetypeand thequalityofsurfacepreparationwillunequivocallydeterminethebehaviorof thejoint.Surfacetreatmentscanbedividedintotwomajorgroups:passiveand activetreatments.Briefly,wecanexplainthiscategorizationbysayingthatpassive treatmentsdonotchangethechemicalnatureofthematerialsurfaceandtheactive processeschemicallychangetheadherendbycleaningandremovingweaklayers onthesurface.
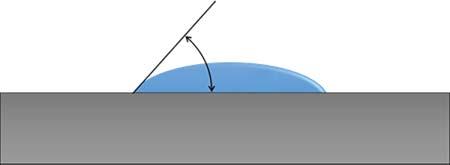
Howaliquidwillwetasurfacewillmainlydictatethelevelofadhesionbetween theadhesiveandtheadherend.Theformationofadropofliquidonasolidsurface isdescribedbythecontactangle, �� ,betweenthesolidsurfaceandthetangenttothe surfaceoftheliquidatthepointofcontactasschematicallypresentedinFigure1.8. Theaimofsurfacetreatmentsistoobtainacleanandwettablesurface.Unfortunately,thereisnostandardizedprocedureorequipmenttoassesssurfacecleanliness. Furthermore,acleansurfaceisdifficulttodefineandsometimesevenquantify.One wayofevaluatingthelevelofcleanlinessistosaythatasurfaceiscleanwhennodirt isvisibletothenakedeye.However,thisisaverysubjectiveprocess,andthequality ofthesurfacetreatmentshouldalwaysbesubjecttoastrictcontrol.
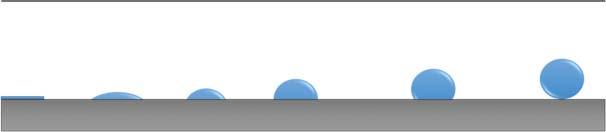
Thevalueof �� canvaryfromzero–whenthereiscompleteliquidspreading,and weareexperiencingperfectwetting–to180∘ whentheliquidassumestheshapeof asphericaldropanddoesnotwetthesolidatall,asshowninFigure1.9.
Figure1.8 Angleof contact(�� )formedbetween anadherendsurfaceanda liquid.
1.2SurfaceTreatmentsandMethodstoEvaluateSurfaceEnergy 7
Figure1.9 Variationofthecontactangleofadropofliquidasafunctionofitsspreading onasurface.
Water forms spherical dropsWater forms a uniform film
Figure1.10 Wettingofasurfacewithaliquidbeforeandaftersurfacetreatment:(a) untreatedsurfaceand(b)treatedsurface.
ThesedifferencescanbeeasilyobservedinFigure1.10,wherethesameliquid andthesamesurface(inthiscase,acompositematerial)behaveindifferentways. Beforethesurfacetreatment,theliquiddoesnotwetthesurface,formingveryvisible andsphericaldrops.Ontheotherhand,aftersurfacetreatment,itisobservedthat theliquidwetsthesurface,formingafilm.Thecontactangledecreaseswiththe applicationofasurfacetreatment.
Inanidealsurfacepreparation,thecontactangleshouldbeascloseaspossibleto zerotoensuregoodadhesion.Thereisawiderangeofsurfacetreatmentsavailable forusewithadhesivebondingprocesses,andconsequently,thequalityofthesurface mayvaryandleadtodifferentmorphologiesandsurfaceconditions.However,the finalresultofasurfacetreatmentshouldalwaysbethesame:anincreaseinjoint strengthanddurability,achievedbypromotingadhesionbetweenthematerialsto bebondedandtheadhesive.Regardlessoftheprocedureused,thisshouldalways bethefinalgoalofthesurfacetreatment.
1.2.2Equipment
● Plasmageneratordevice
● Pipette
● Dynepens
1.2.3Materials
● Aluminumadherend(non-degreasedsurface)
● Aluminumadherend(surfacedegreasedwithacetone)
● Polymericadherend(surfacedegreasedwithacetone)
● Polymericadherend(treatedwithplasma)
● Water
● Acetone
● Cleaningpaper(takecare,aschosenpapermustnotcontaminatethesurface,not shredaftertheadditionofthesolvent,norleaveresiduesonthetreatedsurface)
1.2.4SafetyPrecautions
Avoiddirectcontactofacetonewiththeskin.
Theplasmaandanodizingtreatmentsshouldbeperformedunderaneffective airextractionsystembecauseharmfulvolatilescanbereleasedduringtheprocess treatment.
Surfaceblastingprocessesmustbecarriedoutinaccordancewiththemanufacturer’ssafetyrecommendationsandPPEmustbeprovided.
1.2.5ExperimentalProcedure
Surfacetreatmentcanbecarriedoutusingbothpassiveandactivemethods.Dependingontheclassofmaterialtobetreated,aselectionofthebestsuitedmethodology mustbeperformed.
1.2.5.1InClass
Inthisdemonstration,apassivesurfacetreatmentmethodwillbefirstused(cleaningwithasolvent,acetone).Thisprocessaimstoremoveoilyorgreasyareas,which arethesourcesofverylowwettingandadhesion.Inmanynon-structuralbonding applications,theseprocessesareoftensufficient,buttheyarefrequentlythefirststep ofamorecomplexsurfacetreatmentprocessinstructuralapplications.
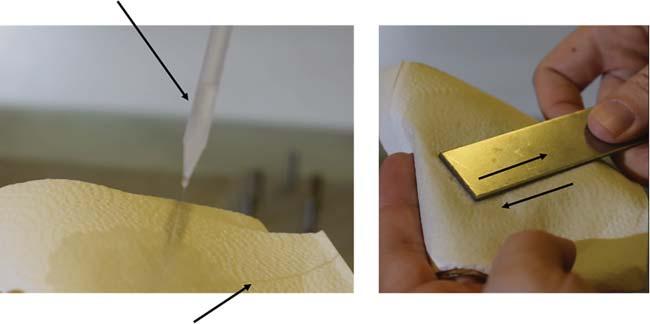
Degreasingisthesimplestmethodsuitabletoobtainacleansurface,decreasethe contactangle,andincreasetheadhesivespreading.Thisprocedurecanbeapplied toawiderangeofmaterials,suchaspolymers,composites,andmetals.Thereare severalmethodsthatcanbefollowedfortheapplicationofasolvent.Inthisdemonstration,manualcleaningwaschosen,asshowninFigure1.11.Cleaningshould alwaysbecarriedoutinthesamedirectioninordertoremovethedirtwithout re-contaminatingthesurface.
Anactivetreatmentprocedure,asexplained,willchemicallyalterthetreatedsurface.Itmustthereforebecarefullyselected,takingintoaccountthematerialtobe treated.
Thereareseveralapproachessuitableformeasuringthewettability,contactangle, andconsequentlythesurfaceenergyofasurface.Somearesimpletechniques,such asobservingtheshapeofadropofwater,whileothersaremuchmorecomplex, suchasmeasuringthecontactanglewithspecializedgoniometers.TheuseofDyne
Manualcleaningofasurfaceusingacetoneandacloth.
pensisawidelyusedtechniqueforassessingthequalityofsurfaceenergy.This techniqueisasimple,cheap,andquickmethod,wherepensareusedtodrawa lineofaspecialinkalongthesurfaceoftheadherentandthusvisuallyobservethe behavioroftheliquid.
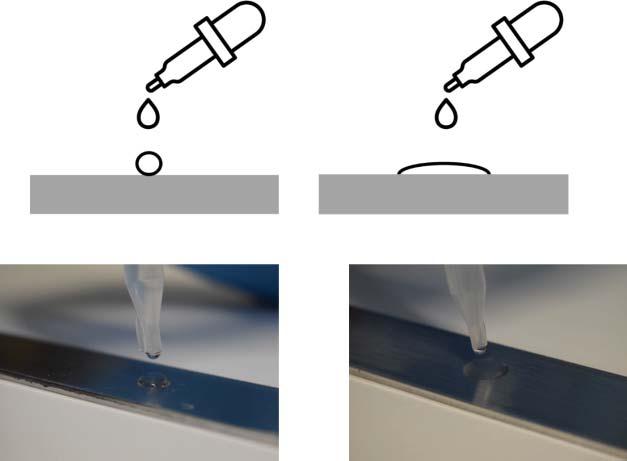
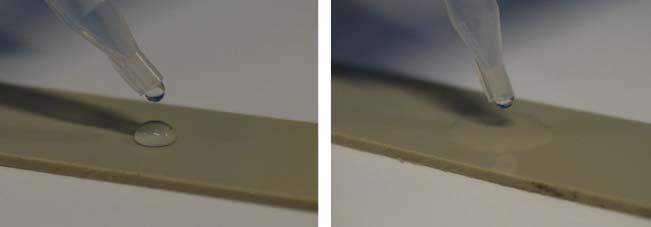
Toobservetheshapeofthedroponthetreatedsurface,itisrecommendedto usealiquidwhosepropertiesarewellknown,andforthis,distilledwaterisrecommended.Usingapipette,asmalldropisplacedonthedifferentpreparedsurfaces. Theanalysisofthedropshapewillbemainlyvisual.Ifthedrophasasphericalshape, thismeansthattheliquidisnotproperlywettingthesurface.If,ontheotherhand, theliquideasilyspreadsonthesurface,thismeansthatthetreatmentisfacilitating thewettingoftheliquidonthetreatedsurface.Itiseasytoseethatdifferentsurface preparationsleadtodifferentdropletshapes(Figure1.12).
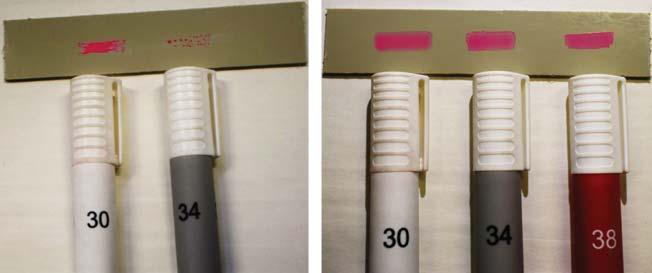
Dynepenscanalsobeusedtoquantifythequalityofthesurfacepreparation. Thisanalysisismorerigorousthanthepreviouslydescribedoneastheuseofthese pensallowsustodetermineanapproximatevalueofthesurfaceenergy.Dynepens usecalibratedliquids,soiftheappliedliquidcompletelywetsthesurface,wecan thenhaveanapproximateideaofaminimumsurfaceenergyvalue.Thistestisalso veryeffectiveinpredictingwhetherthesurfaceshowsdifferencesbeforeandafter asurfacetreatment.Figure1.13showstheapplicationofthesamecalibratedliquid beforeandaftercleaningwithacetone.Beforecleaning,theliquidisunabletowet thesurface.Aftercleaningwithacetone,whichisasimpleandnon-invasivesurface preparation,thecalibratedliquidcanalreadywetthesurface.
1.2.5.2InLaboratory
Aplasmageneratorwillbeusedtotreatthesurfacesofpolymericadherends.Plasma treatmentisthemosteffectivetechniquetoincreasethesurfaceenergyofpolymers becauseitisresponsibleforchangingthechemistryofpolymericsurfacestobe treated(seeFigure1.14).
Cloth
Acetone
Cleaning direction
Figure1.11
Figure1.12 Observationoftheshapeofadropofwaterwithaliquidofknownproperties onmetallicsurfacewithout(a)andwith(b)surfacetreatment. Without surface preparation
Cleaned with acetone Figure1.13 UseofDynepensona metallicsurfacebefore(a)andafter (b)surfacepreparation.
Pleasenotethatthesesurfacesshouldnotbetouchedwithhands,avoidingthe introductionofgreasethatcancontaminatethealreadytreatedsurfaces.Itisadvisabletojointhetreatedsurfacesimmediatelyaftertreatment.Ifthisisnotpossible,theyshouldbeconvenientlystoredinamannerthatensuresthatthereisno contamination.
1.2SurfaceTreatmentsandMethodstoEvaluateSurfaceEnergy 11
Figure1.14 Surfaceofthepolymeric materialtobetreatedwithplasma.
Figure1.15 Observationoftheshapeofadropofwaterwithaliquidofknownproperties onapolymericsurfacewithout(a)andwith(b)surfacetreatment.
Figure1.15clearlyshowsthatthewettabilityishigherwhenthepolymeris exposedtoplasmatreatment,andthisallowsustoconcludethattheadhesionis higherwhenthepolymericadherendsaretreatedwithplasma.
TheuseofDynepensallowsustodeterminethesurfaceenergyofpolymeric materials;thisisachievedusingdifferentpenswithdifferentcalibratedliquidenergies,startingwith30upto38mJ/m2 .Figure1.16showsthatthesurfaceenergyof untreatedpolymericadherendsisbetween30and32mJ/m2 becauseitisclearthat theliquidsofthispensareabletouniformlywetthepolymer.
Figure1.16showsthatthesurfaceenergyofthepolymericadherendaftertreatmentwithplasmaincreasesfrom30mJ/m2 tomorethan38mJ/m2 .Thismeans thatthesurfacestreatedwillshowgoodadhesionwiththeadhesive,andafterbeing bonded,thefailureisprobablycohesive.
(a)(b)
Figure1.16 Dynepenapplicationonapolymericnon-treated(a)andplasma-treated(b) adherend.
1.3StressDistributionAlongtheOverlapLength
1.3.1Introduction
Tensileloadsonasingleoverlapjointsubjecttheadhesivetoshearandpeelstresses, asshowninFigure1.17.Theshearandpeeldistributionsintheadhesivealongthe overlaplengthexhibitalargestressgradientattheendoftheoverlap,whereastress concentrationispresent.
Whenconsideringtheloadsthatanadhesivejointcanbesubjectedto,shear isbyfarthemorepreferableforadhesivejoints(seeFigure1.18).Inthisloading condition,theadhesivelayerisrelativelywellalignedwiththeloaddirection, whichmeansthattheentireadhesivelayercancontributepositivelytosupportthe load.Whendesigninganadhesivejoint,oneshouldalwaystrytoensurethatthe adherendscarrytheloadinamannerthatisasparalleltotheadhesivelayeras possible.
Severalanalyticalmodelsallowthecalculationofthesestressdistributions,as domanynumericalmethodssuchastheuseoffiniteelementmodeling,which allowsustoobtainprecisestressandstraindistributionsalongtheadhesivelayer, providingclearinformationabouthowloadedaportionofadhesiveisunderservice.Withthisdemonstration,itisintendedtoexperimentallyshowhowthestrain
Figure1.17 Schematicrepresentationofadhesivejointssubjectedtoshearandpeel stresses.