Studer blickt auf ein solides Geschäftsjahr 2024 zurück S.8
EVENTS
Chiron: Mikrobearbeitung in neuer Dimension S.15 Grob: Neueste Bearbeitungs- und Automationstechnologien präsentiert S.21
BLECHBEARBEITUNG
Mit Roboter automatisiert schwenkbiegen S.26 Flexibel und universell Rohre und Profile schneiden S 34
BLECHBEARBEITUNG
«Entstanden ist ein logistisches Gesamtkonzept, das mehr kann als nur Bleche bearbeiten.» S.29
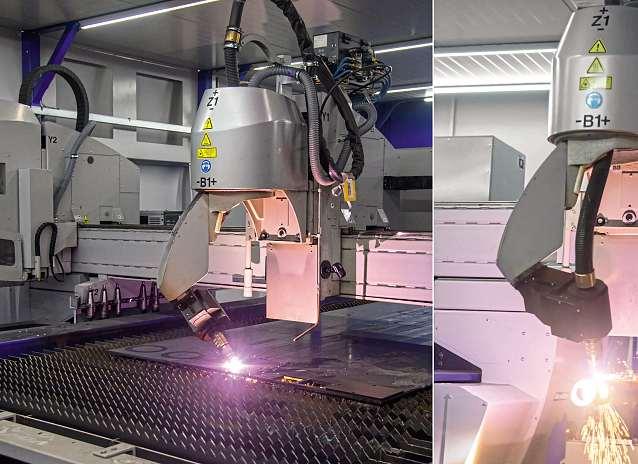
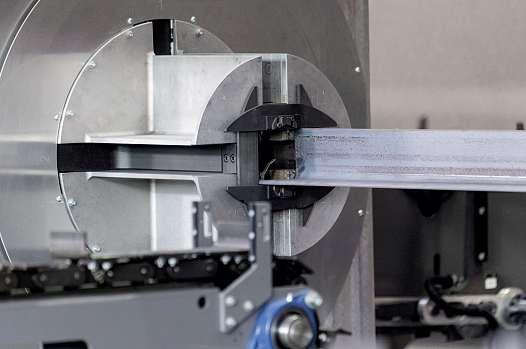
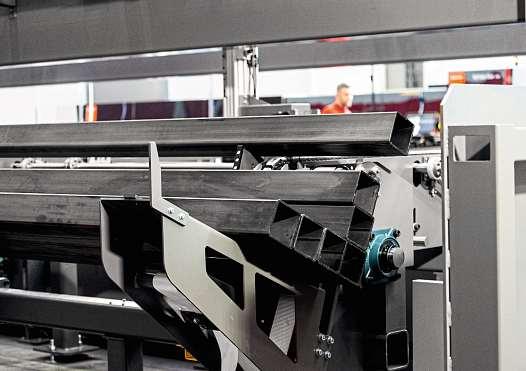
Dieblechbearbeitende Industrieist unserZuhause.Ihr gehört unsere Leidenschaft.Und Ihnen! Deswegen entwickeln wir hochwertige, effiziente Produkte wiedie ByTube Star 330.Und machen sie vollautomatischund flexibel.Damit Siemit dem 3D-Faserlasernahezu jedesRohroder Profilschneiden undsortieren können –bis zu 12,2 m Längeund über 300 mm Durchmesser.
Your best choice forraisingperformance.
bystronic.com
Lassen wir es bleiben
Die Schweiz verfügt über einen ausgesprochen starken Werkplatz. Beim Umsatz in der Werkzeugmaschinenproduktion pro Kopf liegt die Schweiz nach wie vor auf Platz 1. Und unter den ersten 20 umsatzstärksten Werkzeugmaschinenherstellern liegt die Schweiz noch vor den USA.
In Anbetracht der derzeitigen Verwerfungen durch die «Administration Trump» ist es wichtig, den Fokus auf die eigentlichen Stärken des Werkplatzes Schweiz und deren Hintergründe nicht zu verlieren. Mit ihren knapp 10 Millionen Einwohnern verfügt die Schweiz über eine hervorragende Werkzeugmaschinenindustrie Sowohl GF als auch Bystronic liegen noch vor dem bestplatzierten Werkzeugmaschinenhersteller der USA, der laut einer Studie von hpo forecasting (www.hpoforecasting.ch/top100mt) Rang 16 hält. Unternehmen wie Starrag (u.a Bumotec, SIP, Tornos), Fehlmann, Willemin-Macodel, Precitrame, United Grinding (u.a. Studer, Mägerle, Ewag), Reishauer, Klingelnberg, Mikron repräsentieren eine hohe Kompetenz im Bereich Werkzeugmaschinen.
Die starke Rolle der Schweiz im Bereich der Fertigungstechnik lässt sich darüber hinaus auch am Import von Werkzeugmaschinen ablesen. Ein durchaus repräsentatives Beispiel: Beim deutschen Drehmaschinenhersteller Index rangiert die Schweiz als wichtigstes Exportland auf Platz zwei – direkt hinter dem Dreiländerkombinat USA/Mexiko/Brasilien. Ähnlich sieht das bei den Herstellern wie Nakamura-Tome oder Citizen aus. Generell ist die Schweiz für international agierende Werkzeugmaschinenhersteller ein bedeutender Standort – nicht nur aus wirtschaftlicher, sondern auch aus technologischer Perspektive. Davon profitieren mehrheitlich auch die Mitglieder des Verbandes Tecnoswiss. Aus heutiger Sicht lässt sich sagen: Der Import von Werkzeugmaschinen hat den Werkplatz Schweiz gefordert, aber auch gefördert.
Und ein letztes Statement zum Schluss: Würde die Schweiz höhere Zölle auf importierte Werkzeugmaschinen erheben, würde das letztlich die Kostenstruktur am Werkplatz Schweiz weiter erhöhen. Ich würde zum Thema Zöllen – anders als die «Administration Trump» – sagen: Lassen wir es bleiben.
Im Herzen von Heidelberg haben Irina Autz (rechts) und Florian Friedrich (links) in sanierten Backsteingebäuden ihre Fertigung zu einem wahren Vorführzentrum für innovative Blechfertigung ausgebaut.
BLECHBEARBEITUNG AB S. 26
EDITORIAL
3 Lassen wir es bleiben
WIRTSCHAFT
6 Deutschland: Erster Produktionsanstieg seit zwei Jahren
6 Ingersoll Werkzeuge mit neuer Geschäftsführung
7 Neue Industrieauktionen in der Schweiz
8 Studer blickt auf ein solides Geschäftsjahr 2024 zurück
10 Generationswechsel bei Zecha
12 Gerhard Rall feiert 50 Jahre als Geschäftsführer von Hainbuch
13 Verleihung der BlaserProduktivitätstrophäe 2025
BLECHBEARBEITUNG
26 Mit Roboter automatisiert schwenkbiegen
29 Automatisiert deutlich effizienter zum Blechteil
32 Dünne Bleche hochproduktiv stanzen
34 Flexibel und universell Rohre und Profile schneiden
36 Schneller von der Idee zur Produktion
38 Mit Laser geschnittene Bleche zuverlässig entgraten
41 Cobot-Schweisszellen modular aufbauen
COBOT-SCHWEISSZELLEN MODULAR AUFBAUEN S 41
HOHE FLEXIBILITÄT STANDARDISIERT MANAGEN S.46
FERTIGUNGSTECHNIK
43 Gutes Feeling für den perfekten Klang
46 Hohe Flexibilität standardisiert managen
50 Preishit mit noch mehr Leistung
52 Fertigungs-Know-how für Luftfahrtkomponenten
PRODUKTE
54 FERTIGUNGSTECHNIK
14 Automation auf dem nächsten Level
15 Weltpremiere: Mikrobearbeitung in neuer Dimension
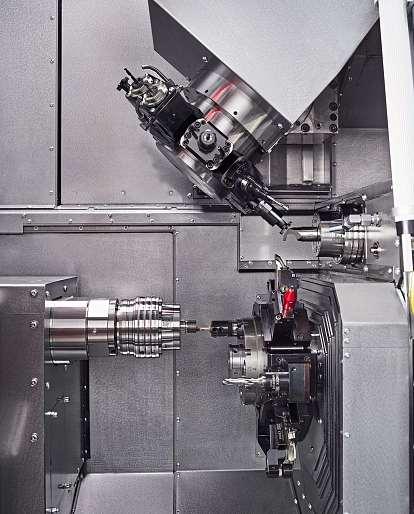
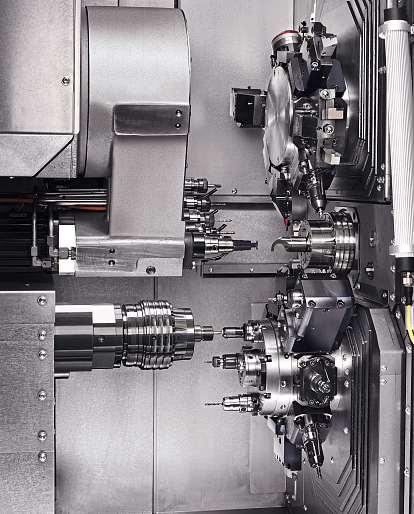
16 Index Open House 2025: Dreh-Fräs-Technologie vom Feinsten
55 AUTOMATION UND ANTRIEBSTECHNIK WIRTSCHAFT S.10 Generationswechsel bei Zecha
Reiner Kirschner (links) als scheidender Geschäftsführer mit seinem Nachfolger als geschäftsführender Gesellschafter Yannik Zecha (Mitte) und Stefan Zecha (rechts), der in der Geschäftsführung des Steiner Familienunternehmens bleibt.
DREH-FRÄSTECHNOLOGIE VOM FEINSTEN S.16
MARKTPLATZ
56 FREIE KAPAZITÄTEN UND OCCASIONSANZEIGER
57 FIRMEN- UND INSERENTENVERZEICHNIS
57 IMPRESSUM
Titelbild: INDEX-Werke GmbH & Co.KG Hahn & Tessky
B ild: Ma tthias Böhm
Wolfgang Ulmer, Managing Director Grob Schweiz AG
>> Schweizer Unternehmen und Forschungseinrichtungen beobachten und beteiligen sich aktiv an Entwicklungen im Bereich der Elektromobilität, insbesondere im Hinblick auf die Herstellung von Batteriekomponenten und -Montagesystemen. << S. 21
Prozesssicher automatisieren
INDEX OPEN HOUSE 2025:
Deutschland: Erster Produktionsanstieg seit zwei Jahren
Der erste Produktionsanstieg in der deutschen Industrie seit fast zwei Jahren hat dem HCOB Einkaufsmanagerindex Deutschland (EMI) im März 2025 Auftrieb gegeben. Der saisonbereinigte Produktionsindex notierte ein moderates Wachstum und stieg auf den höchsten Wert seit März 2022. Grund dafür war die wachsende Zahl an Neuaufträgen. Hier wurde erstmals seit drei Jahren ein Auftragsplus verzeichnet, das auf eine stärkere Binnennachfrage und den Aufbau von Lagerkapazitäten einzelner Marktteilnehmer zurückzuführen ist. Der gemeinsam mit dem Bundesverband Materialwirtschaft, Einkauf und Logistik (BME) erstellte EMI notierte folglich im März 2025 mit 48,3 Punkten über dem Wert vom Februar (46,5 Punkte). Damit liegt er weiter in der Kontraktionszone unter 50 Punkten, erreichte allerdings den höchsten Stand seit August 2022.
Vorleistungsgüterbereich schiebt EMI an
Der Produktionsanstieg wurde von deutlichen Zuwächsen im Vorleistungsgüterbereich getragen. Hier stieg der entsprechende Index auf ein 37-Monatshoch In diesem Sektor nahmen im März auch die Exportaufträge zu, vor allem aufgrund einer höheren Nachfrage aus Europa, Asien und Nordamerika. Durch einen Rückgang der Exporte im Konsumgüterbereich notierten die Export-Auftragseingänge insgesamt allerdings etwas niedriger als im Februar dieses Jahres.
Lichtblick für die deutsche Industrie: Erster Produktionsanstieg seit knapp zwei Jahren, EMI steigt zum dritten Mal in Folge, Geschäftsausblick ist deutlich optimistischer und geringere Rückgänge bei Beschäftigung, Einkaufsmenge und Vormateriallagern
Geschäftsaussichten erheblich optimistischer
Die Wachstumserwartungen für die nächsten zwölf Monate haben sich im März deutlich verbessert und erreichten den höchsten Wert seit Februar 2022. Optimistisch waren die Umfrageteilnehmenden vor allem aufgrund der angekündigten Investitionen für Infrastrukturprojekte.
Beschäftigung, Einkaufsmenge und Preise weiter unter Druck
Der Stellenabbau im verarbeitenden Gewerbe hat sich im März auf einem niedrigeren Niveau fortgesetzt. Offene Stellen wurden häufiger nicht nachbesetzt und Verträge von Zeitarbeitskräften nicht verlängert. Auch betriebsbedingte Kündigungen blieben ein Thema. Die Einkaufsmen-
B ild: KI-ge ne rier t
ge schrumpfte erneut. Die Reduzierung war aber die geringste seit zweieinhalb Jahren.
Der Wettbewerb um Neuaufträge führte dazu, dass viele Unternehmen ihre Verkaufspreise senkten. Der Rückgang fiel allerdings moderat aus und betraf nur den Investitionsgüterbereich.
Aufgrund niedrigerer Seefrachtkosten und des Euro-Dollar-Wechselkurses sanken auch die Einkaufspreise. Zudem gewährten einige Zulieferer Rabatte, um ihren Umsatz zu steigern.
Die wichtigsten Ergebnisse im Konsumgüterbereich:
Die wichtigsten Ergebnisse im Konsumgüterbereich:
W Produktion nähert sich stabilem Niveau
W Nachfrageminus bei Exportmärkten
W Anstieg der Verkaufspreise bei leicht höheren Kosten
höheren Kosten
Die wichtigsten Ergebnisse im Vorleistungsgüterbereich:
W Produktionszuwachs erreicht 37-Monatshoch
Die wichtigsten Ergebnisse im VorleisProduktionszuwachs erreicht 37-Monatshoch
W Plus bei Exportaufträgen
W Geschäftsaussichten auf höchstem
Wert seit mehr als drei Jahren
Geschäftsaussichten auf höchstem Wert seit mehr als drei Jahren
Die wichtigsten Ergebnisse im Investitionsgüterbereich:
Die wichtigsten Ergebnisse im Investitionsgüterbereich:
W Erstes Wachstum bei Neuaufträgen seit März 2023
März 2023
W Geringere Kosten, kürzere Lieferzeiten
W Niedrigere Beschäftigung trotz grösserem Optimismus (neu)
Bundesverband Materialwirtschaft, Einkauf und Logistik e.V. (BME) Frankfurter Str. 27, D-65760 Eschborn Tel. +49 6196 5828 0, info@bme.de bme.de
Ingersoll Werkzeuge mit neuer Geschäftsführung
Die Ingersoll Werkzeuge GmbH, ein führender Hersteller von Präzisionswerkzeugen für Standard- und Sonderprodukte, teilt mit, dass Jörg Lettermann am 1. März 2025 die Rolle des Geschäftsführers übernommen hat. Er tritt die Nachfolge von Armin Engelhardt an.
Armin Engelhardt hat das Unternehmen mehr als ein Vierteljahrhundert erfolgreich geleitet und massgeblich zur Entwicklung und zum Wachstum beigetragen. Unter seiner Führung hat sich Ingersoll Werkzeuge zu einem angesehenen Partner im Bereich Zerspanungswerkzeuge entwickelt. Herr Engelhardt wird weiterhin Geschäftsführer der Muttergesellschaft IMC Germany Holdings bleiben.
Jörg Lettermann hat im März 2025 die Leitung der Ingersoll Werkzeuge GmbH übernommen.
B ild: Ingersoll W erkzeu ge GmbH
Jörg Lettermann ist seit vielen Jahren Teil der Ingersoll-Familie und bringt umfassende Erfahrung aus verschiedenen Führungspositionen innerhalb des Unternehmens mit. Zu seinen bisherigen Stationen gehören unter anderem die Leitung der Abteilung Werkzeug- und Formenbau, des Tech-Centers sowie Positionen als Leiter Produktmanagement, Produktion sowie Vertrieb. (neu)
Mit Dome Auctions gibt es in der Schweiz eine neue, digitale Auktionsplattform für industrielle Maschinen. Auf dieser Plattform können Unternehmen Maschinen aus Insolvenzen, Umstrukturierungen und Geschäftsaufgaben ersteigern. Damit entsteht ein neuer Marktplatz für hochwertige Gebrauchtmaschinen in der Schweizer Industrie.
Das niederländische Unternehmen Dome Auctions bietet eine Plattform zur digitalen Versteigerung von hochwertigen Industriemaschinen und ist neu auch in der Schweiz tätig. Viele kennen dieses Prinzip bereits aus dem privaten Bereich von Plattformen wie Ricardo oder eBay. Mit Dome Auctions gibt es nun eine neue spezialisierte Auktionsplattform für die Industrie, auf der vorwiegend Betriebe, aber auch Privatpersonen, gebrauchte Maschinen ersteigern und dabei oft günstige Preise erzielen können.
Ein neuer Marktplatz für die Industrie
Jede Maschine wird mit detaillierten Produktinformationen, technischen Daten und umfassenden Fotos auf der Plattform präsentiert. Darüber hinaus gibt es mindes-
Aktuelle Auktion
tens einen Besichtigungstag, an dem Interessenten die Maschinen vor Ort begutachten können. Zudem stehen Fachleute mit Marktwissen bereit, um potenzielle Käufer durch den gesamten Auktionsprozess zu begleiten – von der Besichtigung bis zum Kauf Wim Dieker, Gründer von Dome Auctions und ehemaliger Eigentümer von Troostwijk Auktionen, erklärt: «Unsere Plattform setzt auf einen professionellen Verkaufsprozess, der sowohl Verkäufer als auch Käufer optimal unterstützt.»
Metallbearbeitungsmaschinen günstig kaufen
Die vier ersten Auktionen finden zwischen März und Juni 2025 statt und sind vor allem für die Metallbaubranche interessant
Die erste Online-Auktion (Bestand der Marton AG in Flawil) läuft bereits und endet am 23. April 2025.
In Zusammenarbeit mit der PIPM (Platinum Industrial Plant & Machinery Group) werden Maschinen versteigert, die ursprünglich aus renommierten Schweizer Metallbearbeitungsunternehmen wie der Big Kaiser Präzisionswerkzeuge AG, der Marton AG, der Progin SA oder der Tabelco SA stammen. Bietende können unter anderem moderne Blech- und Konstruktionsbearbeitungsmaschinen, Schweissund Werkstattinventar, Präzisionswerkzeuge sowie Stahl-, Eisen- und Blechlagerreste erwerben.
Ein weiterer Vorteil der Versteigerung: «Unsere Interessenten sehen die Maschinen direkt in der Produktionsumgebung. Das schafft deutlich mehr Vertrauen als Maschinen, die unübersichtlich in Lagern gestapelt sind», erklärt Oliver Zwahlen, Country Manager Schweiz bei der PIPM Group.
Auktionen als Antwort auf verändertes Marktumfeld
Mit Dome Auctions wird in der Schweiz ein bewährtes Konzept etabliert, das in anderen Ländern bereits zum Standard gehört. Experten prognostizieren, dass der Auktionsmarkt in den kommenden Jahren deutlich wachsen wird. Besonders in wirtschaftlich unsicheren Zeiten bieten Auktionen eine attraktive Möglichkeit für Unternehmen, hochwertige Maschinen zu erwerben und gleichzeitig Kosten zu optimieren.
Als zusätzlicher Vorteil bieten Gebrauchtmaschinen nicht nur wirtschaftliche Effizienz, sondern auch einen nachhaltigen Ansatz: Maschinen aus Insolvenzen und Umstrukturierungen erhalten durch die Auktionen ein zweites Leben. Dies fördert die Kreislaufwirtschaft, schont wertvolle Ressourcen und ermöglicht es Unternehmen, auf hochwertige Industrieanlagen zuzugreifen, ohne diese neu kaufen zu müssen. (neu)
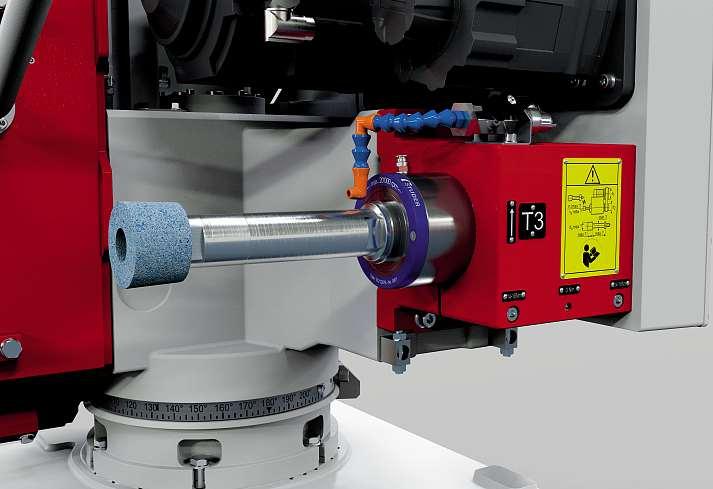
Studer blickt auf ein solides Geschäftsjahr 2024 zurück
Für zahlreiche internationale Medienvertretende wurde die diesjährige Pressekonferenz live aus dem Studio der Fritz Studer AG in Steffisburg übertragen «Dank der hohen Diversifizierung unseres Portfolios blicken wir auf ein solides Geschäftsjahr 2024 mit Wachstum in einigen Märkten und Branchen zurück», so Jens Bleher, der Studer seit 2018 als CEO führt und zum 01.04.2025 als COO in die Geschäftsführung der United Grinding Group wechselt. Bleher übergibt die CEO-Position an den langjährigen CSO Sandro Bottazzo. Das herausfordernde wirtschaftliche und geopolitische Umfeld erforderte besonders intensive Bemühungen, wie Bleher betont. «Besonders im Fokus der Aktivitäten bei Studer stehen daher neben der Qualität, die Steigerung der Produktivität, intensives Kostenmanagement und die Einführung neuer, innovativer Technologien. Studer bleibt der zuverlässige Partner unserer Kunden und sieht sich auch im weltweiten Wettbewerb bestens aufgestellt», so Bleher
Weltweit konnte Studer seinen Marktanteil halten und in einzelnen Ländern und Regionen sogar erweitern, erklärte Sandro Bottazzo, seit 1. März 2025 neu CEO und Vorsitzender der Geschäftsführung. Er fügte hinzu: «Unsere führende Position im Markt der Universalrundschleifmaschinen bauen wir Schritt für Schritt weiter aus.» Sehr positiv war die Entwicklung bei den Neukunden, deren Anzahl im Vergleich zum Vorjahr mit rund 43 Prozent noch einmal höher lag. Besonders starke Segmente waren hierbei die asiatische Automobilund Zulieferindustrie, der Werkzeug- und Formenbau sowie der Maschinenbau. Wie bereits im Vorjahr konnte Studer zudem den Bereich der Luft- und Raumfahrt weiter ausbauen und seine starke Marktposition festigen. Insgesamt lag der Auftragseingang wie erwartet nur leicht unter dem Vorjahresergebnis.
Erneuter Rekordumsatz im Bereich Customer Care
Vor allem in Nordamerika verzeichnete der Qualitätshersteller für Rundschleifmaschinen eine sehr gute Entwicklung bei den Auftragseingängen. Auch Asien, weiterhin die grösste Verkaufsregion, sowie die latein-, nord- und osteuropäischen Länder zeigten starke Ergebnisse Unter den Erwartungen blieb hingegen Zentraleuropa, insbesondere Deutschland.
Sehr positiv entwickelte sich der Bereich Customer Care, der 2024 erneut ei-
nen Umsatzrekord verzeichnete. Der konsequente Ausbau der internationalen und mehrsprachigen Serviceabdeckung mit kundennahen und dezentralen Servicefachleuten habe sich als voller Erfolg erwiesen, betonte Bottazzo. Das Ersatzteilgeschäft, die Wartungen sowie Maschinen-Überholungen und Umbauten erzielten Rekordumsätze und auch das Servicegeschäft blieb auf der sehr hohen Auslastung des Vorjahres.
Ein wichtiger Pfeiler des Erfolgs von Studer war erneut das breite Portfolio. Insbesondere das Segment der CNC-Universalrundschleifmaschinen zeigte sich stark, mit der S33 als meistverkaufte Maschine, gefolgt von der S31 und der «favoritCNC». Solide war auch die Verkaufsentwicklung der hochmodernen S41 im Premiumbereich. Das zweitstärkste Segment bildeten die Innenrundschleifmaschinen mit einer robusten Verkaufsentwicklung Unter den Erwartungen blieb hingegen der Absatz von Produktions- und konventionellen Maschinen.
Neue «favoritCNC» und innovative Schleiftechnologie
Innovation und die Entwicklung moderner und zuverlässiger Schleiftechnologien zum Vorteil der Kunden standen für Studer auch 2024 im Mittelpunkt, sagte CTO Daniel Huber Ein Hauptentwicklungsprojekt war dabei die neue Generation der beliebten Universalrundschleifmaschine «favoritCNC». Diese verfügt nun unter anderem über neueste Fanuc-Steuerungen sowie einen «Conventional Mode». Dieser Modus gibt Kunden die Option, wie auf einer konventionellen Schleifmaschine zu arbeiten
und macht den Übergang zu CNC damit besonders einfach. Zu den vielen weiteren neuen Features gehören die Möglichkeit zur Automatisierung sowie leistungsstärkere Schleifspindeln.
Ein weiterer Entwicklungsschwerpunkt liegt bei der neuen universellen W-Achse, welche für die S33 und S31 erhältlich sein wird. Diese ist im Z-Schlitten integriert und ermöglicht es, verschiedene Werkstücklängen automatisch und ohne Eingriff des Bedienpersonals zu schleifen. Die beiden Hauptaufbauten – der Reitstock mit fester Spitze und die Reitstockspindel mit angetriebener Spitze sowie weitere Aufbauten wie Messvorrichtungen – bieten dabei innovative schleiftechnische Vorteile: Als absolute Neuheit erlaubt die direkte Kraftmessung einen echten kraftgeregelten Spannvorgang und damit maximale Präzision, Wiederholbarkeit und ermöglicht kleine Spannkräfte für fragile Teile. [Anm. der Redaktion: Mehr zur «favoritCNC» auf Seite 50.]
Neue Applikationen für «SmartJet» und «WireDress»
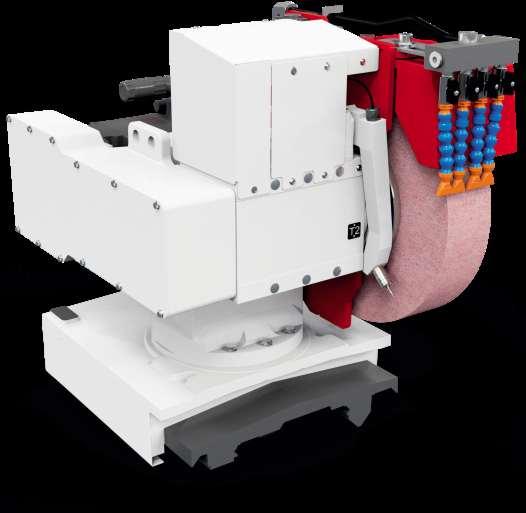
Erfreut zeigte sich Huber über den branchenweiten Erfolg des von Studer entwickelten Kühlmittelkonzepts «SmartJet». Im vergangenen Jahr konnte das Anwendungsfeld dieses besonders effizienten und nachhaltigen Systems weiter ausgebaut werden, unter anderem mit Optimierungen für das Gewindeschleifen und steckbaren Kühlmitteldüsen für unterschiedliche Schleifscheiben-Profile Auch für das von Studer entwickelte innovative Abrichtverfahren «WireDress» für metallgebundene CBN- und Diamantschleifscheiben gibt es
Geschäftsführung der Fritz Studer AG (v. l. n. r.): Stephan Stoll (COO), Sandro Bottazzo (CEO) und Daniel Huber (CTO).
FÜHRUNGSWECHSEL
Sandro Bottazzo folgt auf Jens Bleher
B
Jens Bleher, seit 2018 CEO und Vorsitzender der Geschäftsführung der Fritz Studer AG wechselte zum 1. April 2025 als COO in die Geschäftsführung der United Grinding Group.
Per 1. März 2025 wurde Sandro Bottazzo, der langjährige Geschäftsführer und CSO des Schweizer PräzisionsRundschleifmaschinenherstellers, zum CEO ernannt und übernimmt somit den Vorsitz der Geschäftsführung. Bottazzo ist seit über 25 Jahren in verschiedenen Führungspositionen für die United Grinding Group sowie für Studer tätig und gehört seit 2018 als Chief Sales Officer (CSO) der Geschäftsführung von Studer an.
Neuigkeiten. «Wir haben ‹WireDress› für das Abrichten von Innenschleifscheiben weiterentwickelt», sagte Huber Somit kann das innovative berührungslose Abrichtsystem nun für Aussen- und Innenschleifscheiben im selben Setup eingesetzt werden.
Darüber hinaus betonte der CTO, dass die Umstellung aller relevanten CNC-Plattformen auf C.O.R.E. nun erfolgreich vollzogen ist. Die moderne und einheitliche Hard- und Softwarearchitektur der United Grinding Group revolutioniert die Bedienung und Fähigkeiten von Schleif- und Werkzeugmaschinen. Auf Grundlage von C.O.R.E. wird die Gruppe auch in Zukunft weiter hochmoderne Software und Features zum Vorteil der Kunden entwickeln.
Erweiterte Spindelkompetenz
Anschliessend gab Stephan Stoll, COO von Studer, einen Überblick für den Bereich Operations. Trotz der allgemein angespannten Marktlage konnten die Fertigungs- und Montageressourcen mit dem Studer-Maschinengeschäft, den umfangreichen Intercompany-Aktivitäten innerhalb der United Grinding Group sowie dem Aufbau zukunftsgerichteter Prototyp-Anlagen weitgehend ausgelastet werden.
Mehrere relevante Optimierungsprojekte wurden erfolgreich umgesetzt, wie zum Beispiel der strategisch wichtige Ausbau der internen Spindelkompetenz. Neben der Inbetriebnahme einer automatisierten, hocheffizienten Spindelwellenfertigung wurden sämtliche Montageprozesse konsolidiert und mit modernstem Prüf- und Testequipment angereichert. Hochspezialisierte Fachkräfte sowie leistungsfähige Montage-, Datenanalyse- und Diagnosewerkzeuge erlauben Studer als gruppenweites Kompetenzzentrum, Antriebsspindeln mit höchsten Ansprüchen zu produzieren und weiterzuentwickeln.
Auch die interne Elektro-Vormontage wurde komplett erneuert. «Wir sind nun in der Lage, von einzelnen Kabelsätzen bis zu komplett verdrahteten, komplexen Elektroschaltschränken hocheffizient, auftragsspezifisch und just-in-time zu produzieren», sagte Stoll.
Zudem konnten im letzten Jahr intensive Planungsarbeiten zur umfassenden Neugestaltung und Automatisierung der internen Logistik-Infrastruktur abgeschlossen werden. Die Umsetzung dieses Studer-Grossprojektes ist bereits in vollem Gang – die Inbetriebnahme ist für Dezember 2025 terminiert.
Beleuchtung auf LED umgestellt
Studer engagierte sich auch 2024 für steigende Nachhaltigkeit und Effizienz im eigenen Betrieb. Die Umstellung auf LED-Beleuchtung wurde weitgehend umgesetzt und diverse Anlagen zur betrieblichen Versorgung konnten durch energieeffiziente Geräte neuster Generation ersetzt werden. Zudem wird die neue Logistik-Anlage wesentlich zu einer Reduktion des Energieverbrauchs bei Studer beitragen.
Ausserdem werden vielfältige Digitalisierungsprojekte vorangetrieben, um weitere Effizienzpotenziale in sämtlichen Operations-Bereichen zu erschliessen, betonte Stoll.
Zum Abschluss unterstrich Jens Bleher die grosse Bedeutung von hervorragend ausgebildeten und motivierten Mitarbeitenden für den langfristigen Erfolg von Studer als Technologieunternehmen. «Wir halten mit voller Überzeugung an der Berufsbildung fest Mehr als 11 Prozent unserer Belegschaft sind Lernende», so Bleher (neu)
SJCAdvanced Ceramics
Via del Sole, CH-6598 Tenero Tel.: +41 91 745 61 31 sales@swiss-jewel.com www.swiss-jewel.com
SJC produziert Präzisionsteile von Durchmesser 1 mm bis 60 mm, in ZrO2 undAI2O3 vom Pulver bis zum gesinterten Fertigprodukt
Sandro Bottazzo, CEO der Fritz Studer AG.
Isolator
Isolator
Generationswechsel bei Zecha
Erwachsen aus dem Umfeld der Pforzheimer Uhrenindustrie, hat sich die Zecha Hartmetall-Werkzeugfabrikation GmbH zur wichtigen Instanz bei der Fertigung von Mikrowerkzeugen entwickelt. Mit der Erfahrung und Kompetenz aus mittlerweile über 60 Jahren Firmengeschichte steht das Unternehmen für Qualität, High-End-Technologie und Innovationskraft – eine Tradition, die nun in die nächste Generation übergeht. Nach 25 Jahren in der Geschäftsführung verabschiedet sich Reiner Kirschner aus dem Unternehmen Zecha Hartmetall-Werkzeugfabrikation GmbH. Seine Anteile übergibt er an Yannik Zecha, den Sohn von Stefan Zecha. Seit April 2025 leiten Vater und Sohn gemeinsam die Unternehmensgruppe.
Reiner Kirschner: Ein Leben für Präzisionswerkzeuge
Reiner Kirschner trug mit seiner technischen Expertise massgeblich zum Wachstum von Zecha bei: Seine berufliche Laufbahn begann 1976 mit einer Ausbildung zum Werkzeugmacher Er bildete sich kontinuierlich weiter – unter anderem als staatlich geprüfter Werkzeugmachermeister und Konstrukteur Bis 1996 sammelte er umfassende Erfahrungen etwa als Abteilungsleiter im Werkzeugbau, bevor er als Vertriebsmitarbeiter bei Zecha einstieg. Im Jahr 2000 wurde er geschäftsführender Gesellschafter Unter der gemeinsamen Führung mit Stefan Zecha entwickelte sich Zecha zu einem international anerkannten Anbieter hochpräziser Mikrowerkzeuge.
«Ich möchte mich bei Stefan Zecha für die konstruktive und kreative Zeit mit allen Höhen und Tiefen bedanken. Ein herzliches Dankeschön gilt zudem der gesamten Belegschaft, die dazu beigetragen hat, dass das Unternehmen so positiv dasteht. Die Zeit mit euch war für mich eine Bereicherung», so Reiner Kirschner Auch Stefan Zecha, Geschäftsführer von Zecha, würdigt die Verdienste seines langjährigen Geschäftspartners: «Ich konnte mich stets auf Reiner Kirschner verlassen. Wenn man sieht, wo wir heute stehen, wäre das ohne ihn nicht möglich gewesen. Deshalb danke ich ihm für all die Jahre, in denen wir gemeinsam diesen Weg gegangen sind.»
Reiner Kirschner ergänzt: «Nach 29 Jahren, davon 25 Jahre als technischer Geschäftsführer bei Zecha, bin ich zu dem Entschluss gekommen, meine Tätigkeit aus Altersgründen zu beenden. Mir war es wichtig, das über Jahrzehnte Aufgebaute
Reiner Kirschner (links) als scheidender Geschäftsführer mit seinem Nachfolger als geschäftsführender Gesellschafter Yannik Zecha (Mitte) und Stefan Zecha (rechts), der in der Geschäftsführung des Steiner Familienunternehmens bleibt.
in gute Hände zu geben. Mit Yannik Zecha habe ich eine gute Nachfolgeregelung für die Zukunft von Zecha gefunden.»
Yannik Zecha: Die dritte Generation tritt an
Neben dem Hauptsitz in Königsbach-Stein (D) ist Zecha international gut aufgestellt und arbeitet mit starken Partnern zusammen, etwa mit Zecha Precision Tools Ltd. in Indien mit 140 Mitarbeitenden. Ein engmaschiges Vertriebsnetz in der DACHRegion und Europa sichert eine schnelle und zuverlässige Versorgung der Kunden mit hochwertigen Werkzeuglösungen. Daneben umfasst die Zecha-Gruppe unter anderem die AlienTools GmbH (Berlin) für den weltweiten Online-Vertrieb von Dental- und Präzisionswerkzeugen sowie die Cimtrode GmbH (Österreich) mit Spezialisierung auf Messtechnik. Yannik Zecha übernimmt die Anteile an Zecha, Zecha Precision Tools Ltd., AlienTools und Cimtrode.
Yannik Zecha, geboren 1998, absolvierte nach seinem Abitur 2017 ein duales Maschinenbaustudium in Karlsruhe. Die praktischen Erfahrungen sammelte er dabei bereits bei Zecha. Anschliessend studierte er Internationales Management in Heidelberg, inklusive eines Auslandssemesters an der San Diego State Univer-
sity in Kalifornien. Seine breitgefächerte Ausbildung legt die ideale Basis für seine neue Rolle in der Unternehmensleitung. «Zuerst möchte ich mich bei Reiner Kirschner für sein Vertrauen in mich bedanken. Schon in jungen Jahren durfte ich miterleben, wie sich die Firma auch dank ihm positiv entwickelt hat und zu ihrer heutigen Grösse gewachsen ist. Es war beeindruckend, wie mein Vater und Reiner Kirschner die Aufgaben aufgeteilt haben – jeder brachte seine Stärken ein, wodurch sie sich als Team perfekt ergänzten.»
Er betont: «Nach der Entscheidung von Reiner Kirschner im vergangenen Jahr habe ich mich nach reiflicher Überlegung entschlossen, diesen Schritt zu gehen und in die Geschäftsleitung einzutreten. Für mich ist es noch früh, diese gesamte Verantwortung zu übernehmen, aber ich baue darauf, dass ich auf die Unterstützung der Mitarbeitenden zählen kann, wie bisher auch. Mir ist bewusst, dass ich Zeit brauche, um in meine Rolle hineinzuwachsen, weshalb ich es gut finde, dass mein Vater meinen Weg noch lange begleiten wird.»
Verstärkte Fokussierung auf Zerspanungswerkzeuge
Zecha ist in der Nische zu Hause und bietet Lösungen für die Bearbeitung von Titan, Edelstahl und Sonderwerkstoffen in
B ild: Zecha Har tme tall-W erkze ugfabrika tio n GmbH
der Medizin- und Dentaltechnik Bei aller Spezialisierung auf Mikrowerkzeuge bewahrt das Unternehmen den Weitblick Viele Investitionen fliessen in neue Technologien und Entwicklungen Das ermöglicht es dem Mittelständler, in vielen Branchen Schritt zu halten und sich neue Geschäftsfelder zu erschliessen.
Dazu setzt Zecha auch auf die Kompetenz, den Technologietransfer und die Innovationskraft von hochkarätigen Technologiezulieferern wie etwa aus den Bereichen Schleiftechnologie, Hartmetall und Beschichtung. Ein Meilenstein markierte zum Beispiel 2015 der Start für das Laserbearbeitungszentrum LaserSmart 500 zur Bearbeitung ultraharter Materialien wie CBN, PKD, CVD. Heute verfügt Zecha bereits über vier weitere hochmoderne Femto-Laseranlagen – eine Technologie, die Yannik Zecha weiter ausbauen will «Das
3D-Lasern begleite ich bei Zecha schon lange als Projektingenieur In der Technologie sehe ich grosses Potenzial für zukünftige Entwicklungen. Deswegen werde ich diesen Weg konsequent weitergehen und den Fokus verstärkt auf Zerspanungswerkzeuge richten», erklärt Yannik Zecha.
Ein starkes Duo für die Zukunft
Mit der neuen Doppelspitze aus Stefan und Yannik Zecha bleibt Zecha ein zuverlässiger Partner für präzise und innovative Werkzeuglösungen in der Zerspanung, Medizintechnik, Uhrenindustrie, im Formenbau und in vielen weiteren Branchen. Stefan Zecha bringt es auf den Punkt: «Ich bin froh, dass Yannik diesen Weg in seiner Ausbildung schon eingeschlagen hat und dadurch bewerten kann, was es bedeutet, in unsere Fussstapfen zu tre-
ten –, die ja nicht gerade klein sind. Ich hätte es auch verstanden, wenn er sich dagegen entschieden hätte. Mir ist es wichtig, dass er es mit Herz macht, dass er Freude daran hat und dass er es auch kann. Ich bedanke mich bei meinem Sohn, dass er als dritte Generation diese Verantwortung übernimmt. Er hätte es nicht tun müssen –, aber es macht mich unheimlich stolz, dass er es tut. Ich freue mich auf viele Jahre, in denen wir zusammen Zecha weiter zum Erfolg führen werden.» (neu)
Gerhard Rall feiert 50 Jahre als Geschäftsführer von Hainbuch
Ein Meilenstein, der nicht nur die Geschichte eines Unternehmens prägt, sondern auch die einer aussergewöhnlichen Führungspersönlichkeit: Gerhard Rall feierte Ende letzten Jahres sein 50-jähriges Jubiläum als Geschäftsführer von Hainbuch.
Gerhard Rall begann seine berufliche Laufbahn 1957, mit 15 Jahren, mit einer Mechanikerlehre bei der Wilhelm Hainbuch Präzisionsspannwerkzeugfabrik, einem kleinen Lohnfertiger in Marbach (D) mit 23 Mitarbeitern. Nach der Ausbildung sammelte er Erfahrungen in anderen Unternehmen und machte seinen Maschinenbau-Techniker, bevor er 1964 als Betriebsleiter zum Unternehmen zurückkehrte Parallel studierte er Betriebswirtschaft an der Verwaltungs- und Wirtschaftsakademie in Heilbronn (D).
Im Jahr 1966 heiratete Gerhard Rall Hildegard Hainbuch, die Tochter des Firmengründers. «Ich habe in diesem Jahr gleich zwei Personen geheiratet», sagt Gerhard Rall gerne mit einem Lächeln. «Zum einen meine wunderschöne Hildegard und zum anderen die juristische Person, die Firma Hainbuch.»
Ende 1974 trat Gerhard Rall in die Geschäftsführung des in «Hainbuch GmbH
Spannende Technik» umfirmierten Unternehmens ein. Zu dieser Zeit hatte das Unternehmen 55 Mitarbeiter Vom Lohnfertiger zu einem eigenen Produktportfolio zu kommen – das war damals Gerhard Ralls grösster Antrieb. Der grosse Wendepunkt kam 1977 mit seiner Erfindung, dem Prinzip «Spanntop», das er 1980 in Europa und den USA zum Patent eintragen liess. Diese Innovation sollte die Spanntechnik revolutionieren, wurde über die Jahre zum weltweiten Standard und machte Hainbuch zu einem führenden Anbieter in der Branche. Weitere Patente und bahnbrechende Ideen folgten.
«Wir wollen unsere Kunden erfolgreich machen und streben nach Spitzenleistung und pfiffigen Lösungen, die für unsere Kunden den entscheidenden Unterschied machen. Besonders knifflige Spannsituationen sind für uns eine ständige Quelle der Inspiration und Motivation, neue und bessere Lösungen zu finden. Lieber scheitern wir mit einer Innovation, als erfolgreich zu kopieren», so sein Credo. Neben seiner unternehmerischen Vision sah Gerhard Rall auch immer eine gesellschaftliche Verantwortung des Unternehmens Als Vereinsgründer und langjähriger Vorsitzender eines Fördervereins
Ein halbes Jahrhundert im Dienste der Firma und der Region: Gerhard Rall, seit 50 Jahren Geschäftsführer von Hainbuch, im Bild mit seiner ersten patentierten Erfindung, dem Spannfutter «Spanntop».
B ild: Hainbuch
engagiert er sich seit vielen Jahren für die Kindertagesstätte «Stückchen Himmel e.V.» im Norden Brasiliens. 2012 erhielt er die Wirtschaftsmedaille des Landes Baden-Württemberg, 2010 wurde er zum Ehrensenator und 2019 zum Welt-EthikAmbassador ernannt. «Kein noch so erfolgreicher Unternehmer kann behaupten, dass er im Lauf seines Lebens nicht auch irgendwo Glück gehabt hat. Dankbarkeit und auch Demut gehören für mich ein Stück weit dazu», so Rall.
Heute hat Hainbuch 850 Mitarbeiter in 11 Tochterfirmen und ist weltweit führend im Bereich der Spanntechnik und Automation. «Ich freue mich sehr über das, was wir in den letzten 50 Jahren gemeinsam erreicht haben», erklärt Gerhard Rall. «Der Erfolg von Hainbuch ist das Ergebnis unseres kreativen Teams und einer klaren Vision, die wir immer verfolgt haben.» (neu)
Die Wahl des richtigen Kühlschmierstoffs sowie die passende Automatisierung spielen eine entscheidende Rolle, wenn es darum geht, Produktionsprozesse möglichst effizient zu gestalten. Bereits zum 10. Mal zeichnete der Kühlschmierstoff-Experte Blaser Swisslube vier Unternehmen aus, die in Zusammenarbeit mit ihnen ihre Produktion und ihre Prozesse optimiert haben Ausgezeichnet wurden die Sieger in den vier Kategorien: Gesamtkostenoptimierung, Produktivität, Kühlschmierstoffoptimierung und Prozesssicherheit.
Die Preisträger
Die Firma Sumec aus Niederbipp, ein in zweiter Generation geführtes Familienunternehmen, das sich auf den Maschinenund Anlagenbau spezialisiert hat, siegte in der Kategorie Gesamtkostenoptimierung Dank der passenden Kühlschmierstofflösung und Automation mit dem «Liquidtool AutoPilot» von Liquidtool Systems, Schwesterfirma von Blaser Swisslube, der das automatische Management und Befüllen des Kühlschmierstoffs übernimmt, konnten die Kosten gesenkt und die Werkzeugstandzeit um 66 Prozent verbessert werden.
Im Bereich Produktivität wurde die Tribur Invent GmbH ausgezeichnet, die im Bereich der Teilefertigung für Spannsysteme tätig ist. Mit dem optimal abgestimmten Kühlschmierstoff von Blaser konnte der Werkzeugverschleiss um 25 bis 35 Prozent verringert werden.
Die Leuthold Mechanik AG gewann in der Kategorie Kühlschmierstoffoptimie-
Unterschiedliche Firmen, verschiedene Prozesse und Anwendungen – und doch eine Gemeinsamkeit: Durch die Auswahl des optimalen Kühlschmierstoffs, teils gekoppelt an den «Liquidtool AutoPilot», gelang es den Siegern, ihre Prozesse zu optimieren. Marc Blaser, CEO der Blaser Swisslube AG, gratuliert den Preisträgern: «Gratulation an die Gewinner, die aufgezeigt haben, welchen Einfluss eine passende Kühlschmierstofflösung sowie die dazugehörige Automation auf Effizienz, Gesamtkosten und Produktivität haben kann Erst eine eingehende Analyse und der Blick fürs Detail machen aus dem Kühlschmierstoff ein flüssiges Werkzeug.»
rung. Das Unternehmen aus Einsiedeln stellt Maschinen für Aluminiumverpackungen her Durch die Zusammenarbeit mit Blaser konnten Stillstandzeiten minimiert und die Gesamteffizienz gesteigert werden.
Die Gewinnerin im Bereich Prozesssicherheit ist die Lean Key Solutions AG aus Wil. Dank der Umstellung auf den «Liquid-
tool AutoPilot» konnte der Produktionsbetrieb eine zusätzliche unbemannte Schicht einführen und die Produktivität dank der optimalen Kühlschmierstofflösung um rund 60 Prozent steigern. (neu)
– hohe Kraftübertragung auf wenig Raum bei höchstmöglicher Stabilität
– sehr hohe Drehzahlen möglich
– ruhiger Lauf für Präzisionsanwendungen
– lieferbar in den Profilen
Die feierliche Überreichung der «Golden Drums 2025» fand am 13. März im Rahmen der Innoteq in Bern statt.
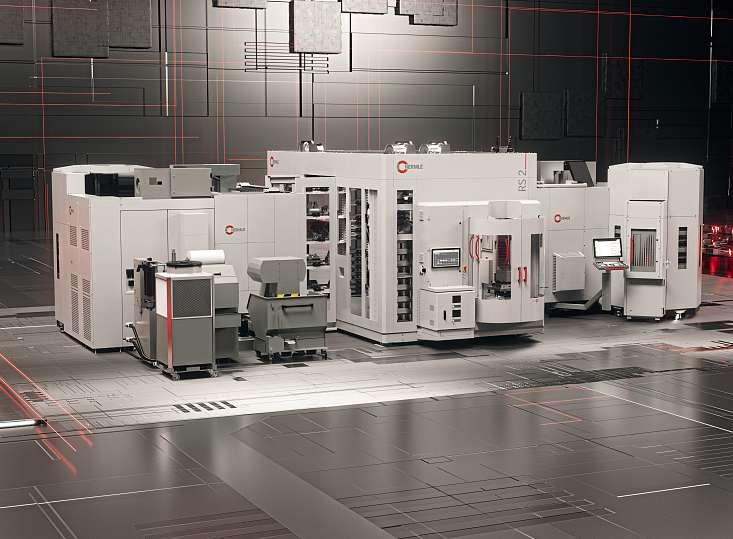
Automation auf dem nächsten Level
Eines der vielen Highlights der Hermle-Hausausstellung vom 13 bis 15. Mai 2025 in Gosheim ist das neue Robotersystem RS 2 «GEN2»
Robotersystem RS 2 «GEN2» adaptiert an zwei 5-AchsenBearbeitungszentren C 32.
SINFO
Termin:
Dienstag, 13.5.2025, bis Freitag, 16.5.2025
Ort:
Industriestr 8–12, D-78559 Gosheim
Öffnungszeiten:
Täglich 9 bis 17 Uhr
Eintrittspreise: kostenfrei
Veranstalter:
Maschinenfabrik
Berthold Hermle AG
Weitere Informationen: hermle.de/ Hausausstellung2025
eit über 25 Jahren bietet die Hermle AG innovative Automationslösungen für alle Teilespektren. Mit der Premiere des Robotersystems RS 2 «GEN2» hebt Hermle die Automation auf ein neues Level. Ein Robotersystem mit Doppelhybridgreifer, automatischem Spannbackenwechsel, Universalmatrize und komplett neuen Regalmodulen – das alles adaptiert an ein 5-Achsen-Bearbeitungszentrum C 32 ebenfalls der 2. Generation für das wirtschaftliche und vollautomatische Paletten- und Teilehandling Stichwort 2. Generation: Nach erfolgreicher Markteinführung der Modelle C 650, C 32 und C 42 in «GEN2»- Ausführung im Jahr 2024 werden zur Hausausstellung drei weitere Modelle in «GEN2»Ausführung erhältlich sein. Aus der PerformanceLine-Baureihe die C 250 und die C 400, aus der High-Performance-Line die C 22. Somit sind nun sechs der neun Basismodelle in «GEN2»-Ausführung verfügbar Die C 12, C 52 und C 62 werden bis zur EMO im September 2025 ebenfalls als «GEN2»Modell folgen.
Während der Hermle-Hausausstellung werden nicht nur das Robotersystem RS 2 «GEN2», sondern
B ild: Herml e A G
INFO
Highlights der Hausausstellung
W Maschinen: Über 20 Bearbeitungszentren live unter Span im Showroom
W «GEN 2»: Die neue Generation, bewährte Hermle-Technologie für die Zukunft ausgerichtet
W Bearbeitungen: Aussergewöhnliche Showteile lassen das Anwenderherz höherschlagen
W Automation: Hermle-Automationslösungen von 10 bis 3000 kg Bauteilegewicht
W Robotersysteme: Kompakt und modular, RS 05-2, RS 1 und RS 2 «GEN 2»
W Smart Factory: Software-Lösungen für Effizienz, Präzision und Produktivitätssteigerung
W Schulung: Anwenderschule lässt tief in die Welt der Programmierung blicken
W Additive Fertigung: Einzigartige MPATechnologie
W Service: Schnelle Hilfe, Tipps und Tricks
W Einblicke: Geführte Betriebsrundgänge durch die laufende Produktion und Montage
W Impulse: Täglich wechselnde Fachvorträge für neue Sichtweisen
alle Hermle-Automationslösungen wie die Handlingsysteme «HS flex» und «HS flex heavy», die Robotersysteme RS 05-2, RS 1 und RS 2 im Technologie- und Schulungszentrum in Aktion präsentiert
Breit gefächertes Show-Programm
Weitere Bearbeitungszentren sind live unter Span mit Bauteilen bestückt, die die Fräser-Herzen höherschlagen lassen. Gemeinsam mit Partnerfirmen haben die Mitarbeiter der Anwendungstechnik Bauteile aus den unterschiedlichsten Branchen und Anwendungen in die Praxis umgesetzt. So werden unter anderem die Bereiche Aerospace mit diversen Struktur- und Triebwerksbauteilen, der Werkzeugund Formenbau mit mehreren Gesenken, die Medizintechnik mit einem Orthesen-Modell, der Maschinenbau mit einem Kettenrad mit einem Meter Durchmesser und der Modellbau mit einer voll funktionsfähigen Kuckucksuhr vertreten sein. Interessante Lösungen werden auch für weitere Branchen präsentiert und unterschiedlichste Technologien wie Drehen, Schleifen, Stossen und Verzahnen aufgezeigt. (neu) SMM
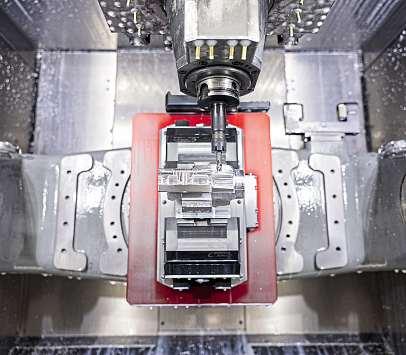
Die Chiron Group lädt mit 35 Partnerfirmen zum Open House 2025 und heisst das internationale Fachpublikum vom 13. bis 15. Mai in Tuttlingen willkommen. Auf 1500 Quadratmetern Ausstellungsfläche präsentiert das Unternehmen zwölf Fertigungs- und Turnkey-Lösungen, darunter das neue «Must-have» für die Mikrobearbeitung als Weltpremiere sowie die «DZ 22 W speed+».
Hier die «Micro5» mit Werkstückkubatur 50 mm, dort das Präzisionsmodell «FZ 08 S five axis» mit 250 mm. Und dazwischen?
Für Werkstückkubaturen bis 120 mm, die Neuheit für erweiterte Möglichkeiten bei anspruchsvollen Bearbeitungen in Medizin- und Präzisionstechnik sowie darüber hinaus Ob Knochenplatten, Knie-Inlays, Dentalronden oder grössere Uhrengehäuse zum Beispiel für Chronographen: Mit dem neuen «Must-have» hat die Chiron Group, so Senior Product Manager Michael Wurster, «das Erfolgskonzept in der Mikrobearbeitung für neue Anwendungen skaliert Mehr Verfahrweg, höhere Zerspanleistung, kurze Taktzeiten plus die bewährten Vorteile wie maximale Präzision, höchste Dynamik und beste Ressourceneffizienz: Die kleine Revolution, die wir vor einigen Jahren in der Mikrobearbeitung gestartet haben, findet jetzt ihre schlüssige Fortsetzung.»
Der Name ist Programm: «DZ 22 W speed+»
Mit einem Spindelabstand von 600 mm eignet sich das doppelspindlige 5-Achs-Fertigungszentrum «DZ 22 W» ideal für die Komplettbearbeitung grosser Bauteile in der Serienfertigung unterschiedlicher Branchen. Mit der «DZ 22 W speed+» präsentiert die Chiron Group jetzt eine neue Variante, bei der durch konstruktive Anpassungen die Produktivität um bis zu 10 Prozent gesteigert werden konnte.
INFO
Termin:
Dienstag, 13.5., bis Donnerstag, 15.5.2025
Ort:
Kreuzstr. 75, D-78532 Tuttlingen
Öffnungszeiten:
Täglich 9 bis 17 Uhr
Eintrittspreise: kostenfrei
Veranstalter:
Chiron Group SE
Weitere Informationen: chiron-group.com
Wer hier Ähnlichkeiten zum Erfolgsmodell «Micro5» entdeckt, liegt richtig. Wie das neue Bearbeitungszentrum heisst und warum sich das neue Fertigungszentrum perfekt für anspruchsvolle Bearbeitungen in der Medizin- und Präzisionstechnik sowie viele weitere Branchen eignet, erfahren die Fachbesucherinnen und -besucher bei der Weltpremiere vom 13. bis 15. Mai 2025.
Die neue «DZ 22 W speed+» verkürzt dank konstruktiver Optimierungen die Durchlaufzeiten signifikant und verbindet hohe Dynamik mit hoher Produktivität.
Interessante Alternativen zum Neukauf
Was tun, wenn die Investition in eine neue Maschine derzeit nicht erste Priorität hat, höchste Fertigungsqualität hingegen schon? Die Chiron Group informiert auf ihrer Hausmesse über mehrere Alternativen: ein individuelles Refurbishment eines bestehenden Fertigungszentrums, eine überholte Gebrauchtmaschine oder «Performance Finance». Letzteres ist ein innovatives Komplettpaket, das Top-Performance – zum Beispiel mit einem Bearbeitungszentrum der nächsten Generation der Baureihe 15 – mit IoT-Analytik und Instandhaltung durch den ChironGroup-Service kombiniert. All das zu attraktiven Monatsraten und kurzen Laufzeiten von 36 oder 48 Monaten.
Michael Eble, Head of Engineering und verantwortlich für die Maschinenplattform, nennt einige Kennzahlen: «Eine um 20 Prozent höhere Beschleunigung, ein um 40 Prozent optimiertes Ruckverhalten, damit die maximale Geschwindigkeit nach Richtungswechseln noch schneller erreicht wird. Dazu die neue Spindel mit einer Hochlaufzeit von 0,5 Sekunden und einer Span-zu-Span-Zeit von 2,0 Sekunden: Die ‹DZ 22 W speed+› ist, wenn man so will, das Formel-1-Modell der Baureihe 22.» (neu) SMM
Fast 2000 Besucher kamen zum Open House und konnten modernste Fertigungslösungen im neuen «iXperience-Center» unter Span prüfen.
Index Open House 2025:
Dreh-Fräs-Technologie
vom Feinsten
Index zeigte am Open House in Deizisau (D) vom 25 bis 28. März 2025 einmal mehr seine Führungsrolle im Bereich der Dreh-Fräszentren und Mehrspindel-Drehautomaten auf Fast 2000 Besucher, davon 35 Prozent aus dem Ausland, waren vor Ort. Neu präsentiert wurden der Traub-Produktionsdrehautomat «TNK40», die neue Lean-Variante des Lang-/Kurzdrehautomaten «Traub TNL12 lean» sowie eine Weiterentwicklung des Mehrspindeldrehautomaten «Index MS24-8». Darüber hinaus wurde das High Dynamic Turning weiterentwickelt und Systemlösungen für die Automation von Dreh-Fräszentren und Fräszentren vorgestellt
Matthias Böhm, Redaktion SMM
Das neue «iXperience-Center» bildete einen hervorragenden Rahmen beim Open House 2025 von Index, dabei standen unter anderem die beiden Neuentwicklungen TraubProduktionsdrehautomat «TNK40» und der Langdrehautomat «Traub TNL12 lean» im Fokus. Darüber hinaus hat Index das «High Dynamic Turning 2.0» wie auch den Mehrspindeldrehautomaten «Index MS24-8» weiterentwickelt, auf die ein kurzer Blick geworfen und in einer späteren SMM-Ausgabe näher eingegangen wird. Auch über die neuen
Werkzeugspeicherlösungen «Index iXtools» wird in einer späteren SMM-Ausgabe berichtet.
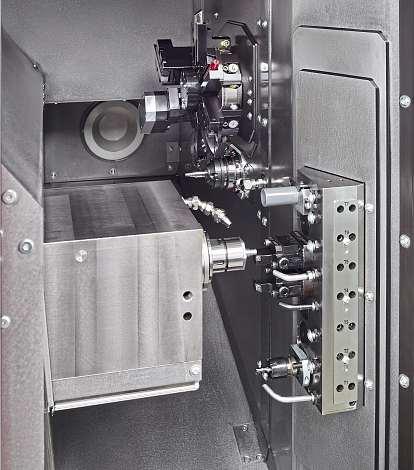
«Traub TNK40»: Kurzdreher – hochproduktiv auf kleinem Raum
Neu im Index-Programm ist der Produktionsdrehautomat «Traub TNK40» – ein reiner Kurzdreher, der auf Basis des Langdrehautomaten «Traub TNL32 compact» entwickelt wurde. Statt des verfahrbaren Spindelstocks fürs Langdrehen besitzt
Beim Index Open House 2025 feierte der Lang-Kurzdrehautomat «Traub TNL12 lean» Premiere. Diese verschlankte Variante richtet sich vor allem an die Anwender, die bewährte Traub-Qualität, Präzision und Zuverlässigkeit schätzen, aber auf den zweiten Revolver, die Frontseiteneinheit und andere Komponenten verzichten können
die «TNK40» einen festen Spindelstock mit 40 mm Durchlass. Durch die vibrationsarme und einfache Stangenzuführung erreicht die Maschine eine höhere Gesamtsteifigkeit als die Langdrehausführung, was sich in gesteigerter Dynamik und Bauteilqualität bemerkbar macht.
Zwei baugleiche Arbeitsspindeln und zwei Werkzeugrevolver
Die neue Traub TNK40 ist für ein hochproduktives Kurzdrehen von Werkstücken mittlerer und hoher Komplexität konzipiert. Wie die «Traub TNL32 compact» verfügt die Maschine über zwei baugleiche Arbeitsspindeln (max. 8000 1/min, 9,9 kW und 19 Nm jeweils bei 100% ED) und zwei Werkzeugrevolver, jeweils mit X-, Z- und Y-Achse.
Die Unterschiede zum Langdreher
Im Vergleich zum Langdrehautomaten «Traub TNL32 compact» entfallen die Z1-Achse, der Führungsbuchsenträger und die Kurzdrehhülse. Daher ist der Stangendurchlass der «TNK40» etwas grösser und liegt bei maximal 40 mm im Durchmesser Ausserdem lässt sich ein Kurzlader mit kleinerer Aufstellfläche anschliessen.
Baugleich zur «TNL32 compact» gewährleistet der Arbeitsraum der «Traub TNK40» bei kompakten Massen eine sehr hohe Leistungsdichte Das senkrechte Arbeitsraumkonzept steht für eine optimale Prozesssicherheit, verbunden mit minimalen Rüstaufwendungen. Den entscheidenden Produktivitätsvorteil erzielt die Maschine mit ihrer hohen Dynamik, für die ein Maschinenbett aus Grauguss und schwingungsdämpfende Maschinenfüsse die Basis bilden. Hier setzt die Kinematik der Maschine auf, die eine effektive und zeitgleiche Bearbeitung mit
zwei, drei oder vier Werkzeugen ermöglicht Die hohe Steifigkeit und thermische Stabilität gewährleisten – so der Hersteller - eine optimale Werkstückqualität.
Anwenderspezifisch konfigurierbar
Wie die Traub-Langdrehautomaten ist auch der neue Kurzdreher modular aufgebaut, so dass der Anwender zwischen drei Varianten wählen kann. Er ist als «TNK40-9», «TNK40-9B» und «TNK40-11»
B ild: Inde x
B ild: Inde x
Anzeige
Den neuen Produktionsdrehautomaten «Traub TNK40» gibt es in den Varianten 9, 9B und 11, je nach Anzahl der linearen Achsen und Ausstattung mit B-Achse.
konfigurierbar Während die «TNK40-9» über neun Linearachsen, zwei Revolver (jeweils acht Stationen, max. 12000 1/min, 2,0 kW), einen Rückapparat mit vier Stationen und eine autonome Gegenspindel
IM FOKUS
Das zeichnet den Kurzdreher «Traub TNK40» aus
W Geringe Aufstellfläche.
W Grosszügig und prozesssicher ausgelegter Arbeitsraum.
W Fester Spindelstock mit bis ø40 mm.
W Vibrationsarme und einfache Stangenzuführung (z.B. Kurzlader möglich).
W Höhere Gesamtsteifigkeit als der bauähnliche Langdreher «TNL32 compact».
W Bis zu drei Werkzeugträger und ein Rückapparat, jeweils mit Y-Achse.
W Einzelantrieb am Revolver
W Simultanbearbeitung mit zwei, drei oder vier Werkzeugen.
Der neue Produktionsdrehautomat «Traub TNK40» ist hochproduktiv und in der Lage, auch anspruchsvolle Werkstücke präzise und wirtschaftlich zu fertigen.
verfügt, ist bei der «TNK40-9B» der obere Werkzeugrevolver mit einer ergänzenden B-Achse ausgestattet.
Die Variante «TNK40-11» enthält einen zusätzlichen Frontapparat mit autonomem Kreuzschlitten in Z- und X-Achse sowie einer NC-Schwenkachse, also insgesamt elf Linearachsen. Dieser zweite obere Werkzeugträger verfügt über sechs Plätze Drei der Werkzeugaufnahmen sind angetrieben, eine ist sogar mit einem Doppelhalter bestückbar Für alle Ausführungen steht optional ein Rückapparat mit vier Werkzeugaufnahmen zur Verfügung, der auf dem unteren Revolver aufgebaut ist.
Mit der neuesten CNC-Steuerung «Traub TX8isV8» ist die «Traub TNK40» gerüstet für die Anforderungen der digitalen Transformation des Ferti-
B ild:
Inde x
Reiner Hammerl (li., Geschäftsführer, Vertrieb), Dr. Dirk Prust (M., Geschäftsführer, Technik, Vors. der GF) und Roberto Deger (re., Geschäftsführer, Finanzen) gaben am 24. März 2025 Einblick in die technischen Weiterentwicklungen und in die Umsatzentwicklung innerhalb der verschiedenen Märkte und Regionen des Unternehmens.
gungsprozesses. Der klapp- und schwenkbare 19"-Touchmonitor eignet sich optimal für «iXpanel-Funktionalitäten», die den einfachen Zugang zu einer vernetzten Produktion eröffnen.
Dass weniger auch mehr sein kann, davon sind die Verantwortlichen von Index überzeugt mit der Neulancierung der «Traub TNL12 lean» Mit ihr bringt Index eine Einstiegsvariante des bewährten kleinen Lang-Kurzdrehautomaten auf den Markt. Die Maschine ist mit nur einem Revolver und einer Rückseiteneinheit konfiguriert.
Von anderen Komponenten werden vereinfachte Alternativen eingesetzt. Das Ergebnis: ein flexibler, kostengünstiger und effizienter Drehautomat, der sich für einfache, hochpräzise Teile anbietet, wie sie beispielsweise in der Medizintechnik benötigt werden.
Schnell vom Lang- auf Kurzdreher umrüstbar
Mit der «Traub TNL12 lean» erhalten Anwender eine sehr flexible Maschine, die sich wie alle anderen TNL-Maschinen in kurzer Zeit vom Lang- auf einen Kurzdreher umrüsten lässt Wie die «normale» «TNL12» ist die Lean-Variante kompakt gebaut, mit einem komplett in die Maschine integrierten Schaltschrank. Das Graugussbett und der thermosymmetrische Aufbau sorgen für eine hohe Genauigkeit, verbunden mit kurzer Warmlaufzeit. Rein äusserlich macht nur die Arbeitsraumtüre den Unterschied, da sie ein vereinfachtes Design erhalten hat.
Hochdynamische Antriebe
Die beiden flüssigkeitsgekühlten 4,4-kW-Motorspindeln erlauben Drehzahlen bis zu 12000 1/min. Unterstützt wird diese Eigenschaft durch massearme Spannzylinder und eine in Carbon ausgeführte Führungsbuchse, die bei der Lean-Variante der
«TNL12» angetrieben und einstellbar, aber nicht programmierbar ist
Der Werkzeugrevolver besitzt einen Servomotor und damit verbunden eine interpolierte Y-Achse, die zu kurzen Span-zu-Span-Zeiten von nur 0,3 s beiträgt. Die sechs Werkzeugstationen bieten Platz für Doppelhalter Für die Innenbearbeitung (Z-Richtung) können sie auch mit abgewinkelten Werkzeughaltern bestückt werden – quasi als Ersatz für die fehlende Frontseiteneinheit.
Auch Wirbeleinheit verfügbar
Als Option bietet Index eine in den Revolver einsetzbare Wirbeleinheit an, die sich mit einem ±30°-Schwenkwinkel fürs High-Speed-Wirbeln eig-
AUSSERDEM
Werkplatz Schweiz ist drittgrösster Markt für Index
Am 24. März 2025 fand die Jahrespressekonferenz im Rahmen der Hausausstellung statt. Reiner Hammerl (Geschäftsführer, Vertrieb), Dr. Dirk Prust (Geschäftsführer, Technik, Vors. der GF) und Roberto Deger (Geschäftsführer, Finanzen) gaben einen Einblick in die aktuell anspruchsvolle Lage und die Geschäftsentwicklung und stellten die neuen Fertigungstechnologien von Index vor Im Geschäftsjahr 2024 erwirtschaftete das Unternehmen einen Umsatz von 460 Mio. Euro (–11% zum Vorjahr). Deutschland machte mit 196 Mio. Euro den grössten Anteil der Umsatzerlöse aus. In der Schweiz wurden 26 Millionen Umsatz generiert und sie liegt weit vor Italien (8 Mio. Euro), China (14 Mio. Euro) und gleichauf mit Frankreich (26 Mio. Euro). Hervorragend haben sich die amerikanischen Absatzmärkte mit einem Umsatzvolumen von 105 Mio. Euro mit +37% gegenüber dem Vorjahr entwickelt. Seitens der Branchen (weltweit) spielt der Automotivsektor für Index eine immer geringere Rolle: Bei den Index-Maschinen noch 7% und bei den Traub-Maschinen lediglich 1%. Die umsatzstärksten Branchen für Index sind der Maschinenbau (Index 37%; Traub 12% ) und die Medizintechnik (Index 3%; Traub 59%).
net – mit einer Wirbellänge von 75 mm. Der Werkzeugantrieb ist ohne Riemen und Zwischenwellen realisiert – mit nur einen Zahneingriff im Kronenrad, was zu geräuscharmem Betrieb und hoher Dynamik beiträgt.
Der Rückapparat umfasst sechs Werkzeugstationen, von denen vier angetrieben sind, und eine Ausspüleinheit für die fertig bearbeiteten Werkstücke. Diese können in einen Behälter abgeführt werden, für den die «TNL12 lean» vorbereitet ist. Optional lässt sich dieser durch einen Doppelbehälter oder einen Achtfach-Selektor ersetzen.
Vereinfachte KSS-Versorgung
Den Kühlschmierstoff (KSS) fördert bei der «TNL12 lean» keine Hochdruck-, sondern eine Niederdruckpumpe mit 5 bar. Dadurch ist der Wärmeeintrag ins
Beim HDT-Verfahren (High Dynamic Turning) lässt sich der Einstellwinkel eines Drehwerkzeugs kontinuierlich anpassen. So können auch sehr komplexe Drehkonturen mit nur einem Werkzeug bearbeitet werden. Mehr zu diesem Verfahren in einer der nächsten SMM-Ausgaben.
Schneidöl so gering, dass Index im Standard auf die Schneidölkühlung verzichtet.
Vorgesehen ist ein 1,7 kW starker Wasser/ Luft-Spindelkühler, der jedoch optional einem Spindel- und Schneidölkühler Wasser/Luft oder Wasser/ Wasser mit jeweils 3.3 kW weichen kann. Eine innere Kühlmittelzufuhr (IKZ) der Werkzeuge ist nicht vorgesehen, auch auf die äussere KSS-Zufuhr am oberen Revolver wird verzichtet. Der Schneidöltank fasst 280 Liter Die Spänewanne ist mit Spänehaken und herausnehmbarer Innenwanne sowie einem Siebkorb mit 200-µm-Gewebe ausgestattet.
Für eine einfache Bedienung sorgt die aktuelle Steuerung «Traub TX8i-s», die für die direkte Einbindung der «TNL12» in die digitale «iXworld» vorbereitet ist. Das klapp- und schwenkbare Bedienpult enthält einen 19"-Touchmonitor – optimal für «iXpanel»-Funktionalitäten geeignet, die den einfachen Zugang zu einer vernetzten Produktion eröffnen.
HDT – High Dynamic Turning auf Index-Drehmaschinen
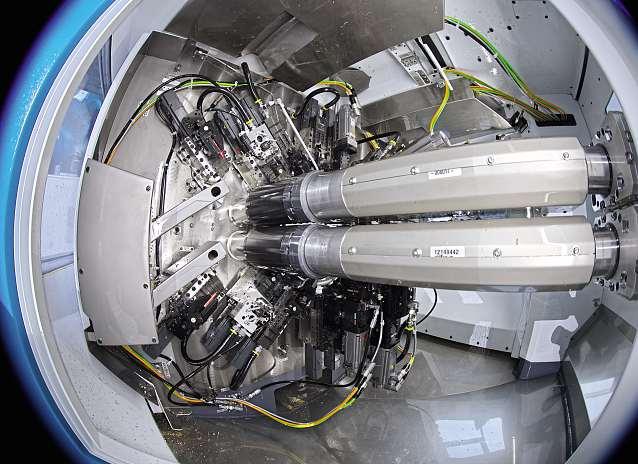
Alles ist machbar mit dem Mehrspindeldrehautomaten «Index MS24-8»: Polygondrehen, Mehrkantdrehen, Wälzschälen, Torxfräsen, Konturfräsen, Schrägbohren oder High-SpeedWirbeln. Mehr hierzu in einem der nächsten SMM.
Als besonderes technologisches Highlight beim Index Open House 2025 wurde das High Dynamic Turning (HDT) vorgestellt, das der Esslinger Drehmaschinenspezialist auf drei Maschinen präsentierte Auf dem Dreh-Fräszentrum «Index G320» ist der «klassische» Einsatz eines HDT-Werkzeugs in der Motorfrässpindel zu erleben. Weltpremiere feiert der von Index entwickelte Getriebe-Werkzeughalter, der den Einsatz eines HDT-Werkzeugs im Werkzeugrevolver erlaubt. Auf einer «Traub TNX220» arbeiten damit zwei HDT-Werkzeuge simultan an einem Werkstück. Und damit nicht genug: Index zeigt, wie HDT auch auf dem Mehrspindeldrehautomaten «MS40-6» zu Produktivitätssteigerungen führt.
Neuentwicklung: Achtspindel-Drehautomat
«Index MS24-8»
Als weitere Neuentwicklung wurde der Mehrspindel-Drehautomat «Index MS24-8» vorgestellt. Mit der «Index MS24-8» hat der WZM-Hersteller ein modernes, flexibles Maschinenkonzept entwickelt, das auf die bewährten Index-Merkmale aufbaut. Mit angetriebenen Werkzeugen, C- und Y-Achsen können auf der Maschine neben den üblichen Bearbeitungsverfahren beispielsweise auch Polygondrehen, Mehrkantdrehen, Wälzschälen, Torxfräsen, Konturfräsen, Schrägbohren oder High-Speed-Wirbeln ausgeführt werden.
Mehr zum Mehrspindel-Drehautomaten «Index MS24-8» und High Dynamic Turning in einem der nächsten SMM. SMM
Grob: Neueste Bearbeitungs- und Automationstechnologien präsentiert
Auf der Grob-Hausmesse vom 1. bis 4 April drehte sich alles um modernste Fertigungstechnologien und effiziente Produktionslösungen. Fast 4000 Besucher konnten eine beeindruckende Anzahl von 4- und 5-Achs-Universalbearbeitungszentren unter Span begutachten. Spannende Live-Bearbeitungen zeigten die Leistungsfähigkeit der Maschinen in Echtzeit – ein echtes Highlight für alle Technik- und Produktionsbegeisterten
«Wir haben uns gefreut, unseren Kunden die neuesten Innovationen zu präsentieren und ihnen zu zeigen, wie sie ihre Fertigung noch effizienter und flexibler gestalten können –insbesondere in Kombination mit den Grob-Automationslösungen», freute sich Christian Müller, Geschäftsführung Vertrieb Grob-Werke.
Mit 10 000 Mitarbeitenden konsequent in Richtung Elektromobilität
Hierbei muss betont werden, dass der fertigungstechnische Zerspanungsbereich lediglich ein Teilsegment der Grob-Werke umfasst, aber für die Schweiz das wichtigste Segment ist.
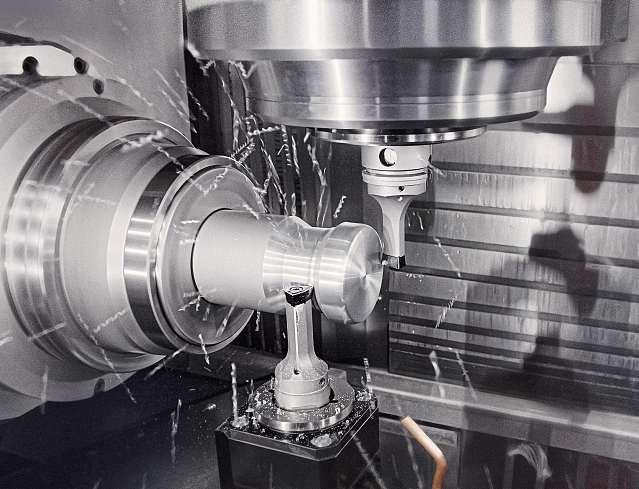
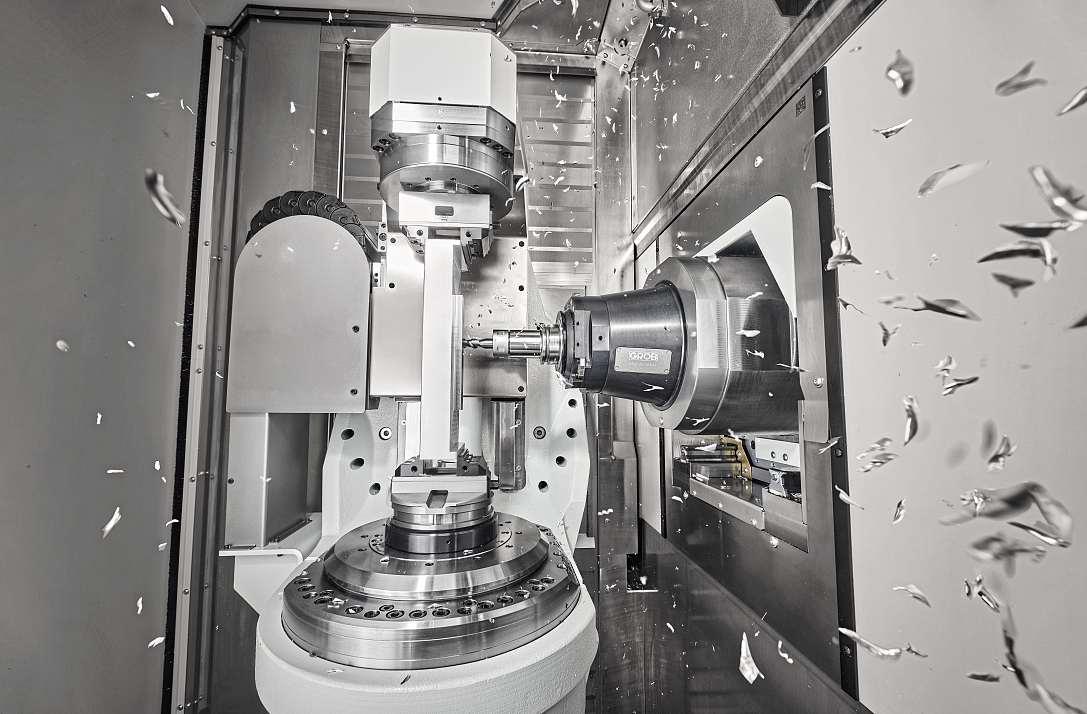
Fertigung eines Single-Blade auf einer Grob-Werkzeugmaschine der G-Baureihe, mit Gegenlager im oberen Bereich.
Matthias Böhm, Redaktion SMM
Mit fast 10000 Mitarbeitenden setzt Grob neben den Bearbeitungszentren konsequent auf Lösungen für die Elektromobilität und hat sich weltweit zu einem der wichtigsten Player in diesem Segment etabliert. Aber das ist ein anderes Thema – der Fokus liegt mehrheitlich auf den Märkten USA, Japan, China und Deutschland und kaum auf der Schweiz, wie der Geschäftsführer Wolfgang Ulmer von Grob Schweiz gegenüber dem SMM betonte.
Gleichwohl ist die Entwicklung, die Grob Deutschland im E-Mobility-Segment realisiert hat, absolut beeindruckend Grob entwickelt komplexeste Produktionsstrassen zur Herstellung hochpräziser Komponenten für die E-Mobility und hat sich damit ein zukunftssicheres Standbein geschaffen.
Premiere 1: Maximale Flexibilität mit dem neuen Vario-Rundtisch
Ein absolutes Highlight der Messe war die Vorstellung des neuen Vario-Rundtischs auf der «G550», einer speziellen Tischlösung für Turbinenteile wie auch dünne schlanke Werkstücke. «Mit dem VarioRundtisch setzen wir neue Massstäbe in der Fertigung für Turbinenschaufeln jeglicher Art», erklärt Sebastian Schön, Leiter Anwendungstechnik bei Grob «Durch den modularen Aufbau können unsere Kunden individuell wählen – vom Basismodul bis hin zu zwei hochdynamischen, direkt angetriebenen B-Achsen.»
Höhere Genauigkeit beim Schlichten: Spannungen
beim Schruppen freigeben
Die unabhängigen B-Achsen sind mit spezialisierten Antriebskonfigurationen ausgestattet, um Spannungen beim Schruppen freizugeben und eine Bauteilverwindung beim Schlichten zu vermeiden. Diese Innovation ermöglicht eine noch höhere Präzision in der Bearbeitung. Zusätzlich verfügt der VarioRundtisch über eine verfahrbare Gegenhalterachse, die für unterschiedliche Bauteilgrössen bis zu 700 mm Rohteillänge konzipiert ist. «So können wir eine Vielzahl von Werkstücken flexibel und effizient bearbeiten», betont Sebastian Schön. Ein weiteres entscheidendes Merkmal ist die hervorragende Oberflächengüte, die durch die stabile Maschinenbauweise mit liegender Spindel und optimierten Achsantrieben erreicht wird. «Unsere Kunden profitieren von einem noch höheren Qualitätsstandard – selbst bei anspruchsvollsten Materialien und Geometrien», so Sebastian Schön weiter
Premiere 2: Neue Massstäbe in der Fräs-Dreh-Bearbeitung
Neben dem Vario-Rundtisch feierte eine weitere Innovation ihre Premiere: Die neue Fräs-Dreh-Maschine mit hydraulischer Spannung. «Unternehmen, die eine effiziente Produktion von Fräs-DrehTeilen in mittleren bis grossen Losgrössen benötigen, finden in dieser Maschine die perfekte Lösung»,
Ein absolutes Highlight der Messe war die Vorstellung des neuen Vario-Rundtischs auf der «G550», einer speziellen Tischlösung für Turbinenteile wie auch dünne schlanke Werkstücke.
Auch solche Francis-Turbinenräder gehören zum Fertigungsportfolio der Grob-Werkzeugmaschinen.
Dieses Pelton-Turbinenrad wurde auf einer G-Baureihe von Grob gefertigt.
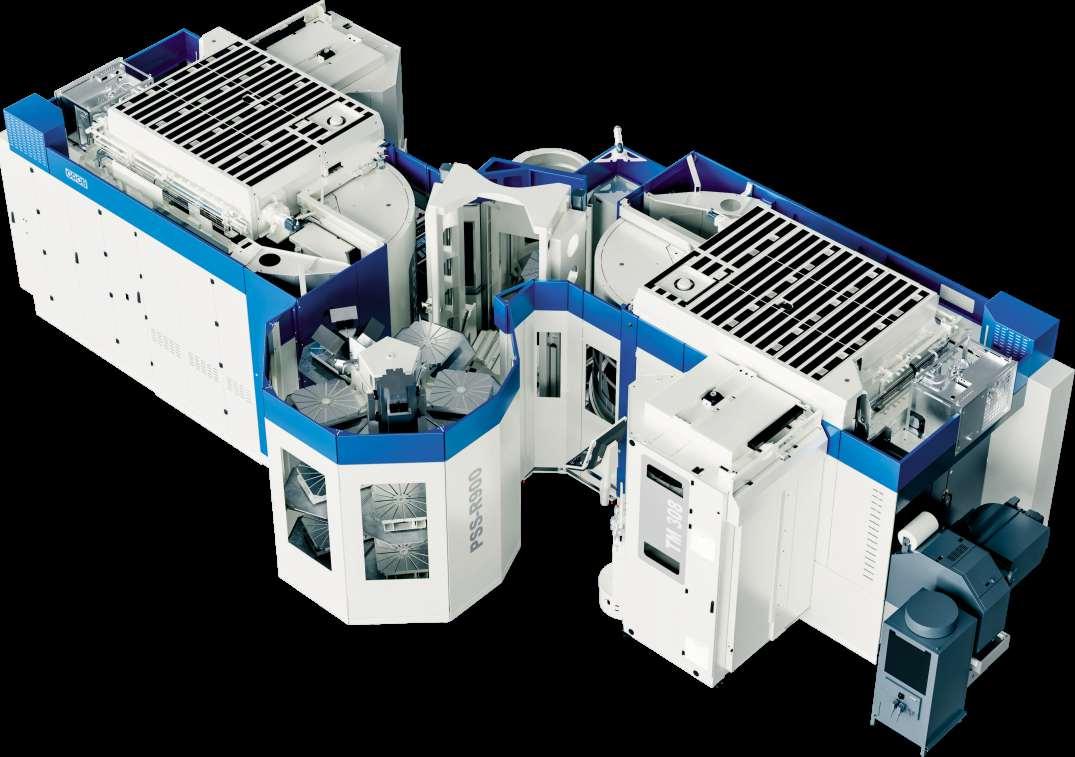
Verkettung von zwei Grob-BAZ mit dem neuen Palettenrundspeichersystem PSS-R900.
Autonome und flexible Fertigung unterschiedlichster Werkstücke mit automatisiertem Werkstücktransport.
INTERVIEW
Knapp 80 Schweizer Kunden besuchten das Grob Open House
Mit der Grob Schweiz AG setzen die Grob-Werke auf eine eigenständige Schweizer Niederlassung, um den Schweizer Produktionsstandort vollumfänglich mit einem breiten fertigungstechnischen Dienstleistungsangebot abzudecken. Während des Open House in Mindelsheim (D) konnte die SMM-Redaktion mit dem Schweizer Managing Director Wolfgang Ulmer ein Interview führen.
Wie viele Schweizer Kunden haben das Grob Open House in diesem Jahr besucht?
Wolfgang Ulmer (Managing Director Grob Schweiz AG): In diesem Jahr waren wir sehr zufrieden mit den Anmeldungen aus der Schweiz, vorab haben sich über 60 Kunden zu unserem Open House in Mindelheim registriert. Was eine Verdopplung der Anmeldezahlen
«Schweizer Unternehmen und Forschungseinrichtungen beobachten und beteiligen sich aktiv an Entwicklungen im Bereich der Elektromobilität, insbesondere im Hinblick auf die Herstellung von Batteriekomponenten und -Montagesystemen.»
Wolfgang Ulmer (Managing Director Grob Schweiz AG)
zum Vorjahr bedeutet. In Summe waren dann knapp 80 Schweizer bei uns im Allgäu zu Gast.
Die Grob-Werke haben mit der G-Baureihe eine universelle Fräsmaschine entwickelt. Was zeichnet das Werkzeugmaschinenkonzept aus Anwendersicht besonders aus?
W. Ulmer: Hohe Stabilität und Dynamik: Die Maschinen bieten eine hohe Stabilität, insbesondere bei der Bearbeitung von schwer zerspanbaren Materialien und sie reduzieren die Bearbeitungszeit von Bauteilen erheblich.
Kompakter Platzbedarf: Durch die Integration von Kühlmitteltank, Späneförderer und Papierbandfilter benötigen die Maschinen weniger Stellfläche, was die Installation vereinfacht.
Welche Automationslösungen gibt es zu der G-Baureihe und wie können die Werkzeugmaschinen miteinander verkettet werden?
W. Ulmer: Mittlerweile bietet das Grob-Portfolio jede erdenkliche Automationslösung für unsere Universalmaschinen an. Vom einfachen Palettenrundspeicher über lineare Palettenspeichermodule zum Verketten mehrerer Maschinen bis zur komplexen Roboter-Automation und zu unserem fahrerlosen Transportsystem GMR können Kunden aus einer grossen Bandbreite auswählen, bzw. die für sie bestmögliche Automation wählen. Auch ist die immens wichtige Leitsteuerung «GROB4Automation» für jede Lösung verfügbar
Für den E-Mobility-Bereich entwickelt, fertigt und montiert Grob komplexeste Anlagensysteme inklusive Batterie-Montageanlagen. Dieser Sektor macht mehr als die Hälfte des Umsatzes der Grob-Werke aus und ist absolut zukunftsgerichtet. Wie betrachten Sie dieses relativ junge und enorm gewachsene Technologiefeld aus Schweizer Perspektive?
W. Ulmer: Der E-Mobility-Bereich ist ein zukunftsweisendes Technologiefeld mit erheblichem Wachstumspotenzial. Schweizer Unternehmen und Forschungseinrichtungen beobachten und beteiligen sich aktiv an Entwicklungen in diesem Sektor, insbesondere im Hinblick auf die Herstellung von Batteriekomponenten und -Montagesystemen. Die Fertigung komplexer Anlagensysteme, wie sie von Grob angeboten werden, ist entscheidend für die Weiterentwicklung der Elektromobilität und wird auch in der Schweiz zunehmend an Bedeutung gewinnen.
Grob Schweiz AG
Sihlbruggstrasse 3b, 6340 Baar Wolfgang Ulmer, Managing Director Tel. 076 819 13 81, wolfgang.ulmer@grobgroup.com grobgroup.com
Solch komplexe und filigrane Strukturbauteile für die Luftfahrt wurden während des Open House unter Span gefertigt.
erklärt Sebastian Schön. Besonders hervorzuheben ist die intelligente Sensorik, die für maximale Prozesssicherheit sorgt. Dadurch werden Fertigungsprozesse noch zuverlässiger und bedienerfreundlicher Ein weiterer Vorteil: Der permanente Spanndruck, der auch während der Drehbearbeitung aufrechterhalten bleibt. Dies führt zu einer gleichbleibend hohen Präzision und verringert das Risiko von Spannfehlern oder Materialverformungen «Sicherheit hat für uns höchste Priorität», fügt Sebastian Schön hinzu. Deshalb verfügt die Fräs-Dreh-Maschine über redundante Sicherheitsabfragen, die den Bediener und die Maschine optimal schützen.
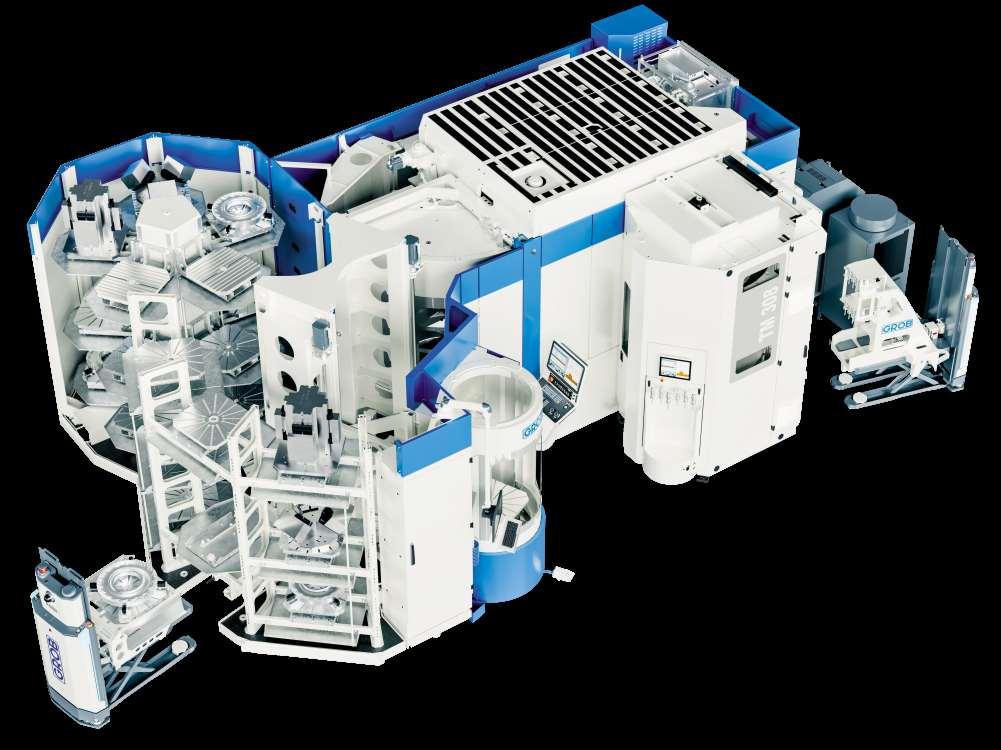
Premiere 3: Mehr Paletten und Möglichkeiten bringen höhere Laufzeit: der neue PSS-R900
Ein weiteres Highlight der Hausmesse war die Premiere des neuen Palettenrundspeichersystems PSS-R900. Diese innovative Lösung wurde entwickelt, um die Produktivität und Effizienz in der Fertigung zu steigern. «Mit dem PSS-R900 können
Blick in den Bereich der Fertigungslösungen für die Elektromobilität. Hier setzt Grob Meilensteine und hat sich in der ersten Reihe der Lösungsanbieter positioniert.
Fast 4000 Besucher aus dem In- und Ausland besuchten das Grob Open House. Knapp 80 davon kamen aus der Schweiz.
unsere Kunden ihre Fertigungsprozesse weiter steigern», erklärt Ralph Birkle, Teamleiter Projektierung «Durch eine intelligente Auftragsplanung und eine ergonomische Maschinenbedienung sorgen wir für eine durchgängige Produktion bei minimierten Stillstandzeiten.»
Das System überzeugt mit einer Reihe von Vorteilen:
W Maximale Produktivität durch eine gesteigerte Ausbringung und eine noch effizientere Nutzung der Maschinenkapazitäten.
W Kosteneffizienz, da die Stückkosten durch eine höhere Automatisierung und Prozessstabilität gesenkt werden
W Optimierte Produktionsprozesse, die eine lückenlose Fertigung sicherstellen.
W Hauptzeitparalleles Rüsten, um Maschinenstillstände komplett zu vermeiden.
«Besonders hervorzuheben ist die flexible Konfigurierbarkeit des PSS-R900», erklärt Ralph Birkle weiter Kunden können zwischen der Integration eines oder zweier Bearbeitungszentren wählen, um die Effizienz der Fertigung optimal anzupassen.
Zusätzlich ermöglicht das System individuelle Speichereinteilungen mit oder ohne Paletten-TurmSpeicher (PTS), je nach den spezifischen Anforderungen des Produktionsumfelds. Die variable Palettenkapazität erlaubt eine flexible Anpassung zwischen 15 und 32 Palettenplätzen, sodass das System problemlos auf unterschiedliche Bedürfnisse zugeschnitten werden kann. «Mit dem PSS-R900 sind unsere Kunden bestens für die Herausforderungen der modernen Produktion gerüstet», fasst Ralph Birkle zusammen. SMM
In den vergangenen Jahren haben Irina Autz und Florian Friedrich in ein automatisiertes Biegezentrum investiert
Mit Roboter automatisiert
schwenkbiegen
Der Heidelberger Blechfertiger Autz + Herrmann ist seit 115 Jahren im Geschäft und hat sich als Vorreiter in der Laserbearbeitung einen Namen gemacht. Mit dem Einstieg ins automatisierte Schwenkbiegen stellen die Geschäftsführer Irina Autz und Florian Friedrich jetzt die Weichen für die nächste Technologieführerschaft
Der Roboterarm senkt sich auf die Blechtafel. Seine Greifer mit Niederdruck-Saugnäpfen nehmen die Platine materialschonend auf, drehen sie blitzschnell in die erforderliche Position und legen sie in die Schwenkbiegeanlage Tru Bend Center 7020 von Trumpf Der Biegeprozess erfolgt dann vollautomatisch: schnell, präzise, wiederholgenau und in bester Qualität.
Das Ehepaar Irina Autz und Florian Friedrich ist stolz auf seine neue Anlage, auch wenn die heute ganz anders aussieht als ursprünglich geplant, wie Friedrich schmunzelnd erzählt: «Wir hatten die Schwenkbiegemaschine Tru Bend Center 7020 schon gekauft und wünschten uns ergänzend eine möglichst kompakte und preiswerte Automatisierungslösung.» In ausführlichen Gesprächen mit den
Biegeexperten von Trumpf und deren strategischem Partner Starmatik stellte sich allerdings relativ schnell heraus, dass die angedachte kleine Lösung nicht mit den Anforderungen von Autz + Herrmann in Einklang zu bringen ist. Eine fundierte Beratung bringt schliesslich die für Autz + Herrmann beste Lösung
Einen Schritt voraus
Leidenschaft für Blech ist ein Erfolgsschlüssel, mit dem Irina Autz und Florian Friedrich das Familienunternehmen Autz + Herrmann im Herzen der baden-württembergischen Universitätsstadt Heidelberg in vierter Generation führen. Mut ist ein weiterer: Immer wieder in neue Technologien investie-
B ild: Trump f
ren, um den Anforderungen des Marktes gerecht zu werden. «Mein Vater und mein Onkel gehörten in den frühen 1980er-Jahren zu den Ersten, die schon eine Laserschneidanlage von Trumpf gekauft und sich damit als Vorreiter dieser Technologie einen Namen gemacht haben. Davon profitieren wir immer noch, aber wir ruhen uns auf diesen Lorbeeren nicht aus», erklärt Irina Autz Heute bietet Autz + Herrmann Lösungen entlang der gesamten Prozesskette Blech und beliefert Kunden sowohl mit Standardteilen als auch mit einbaufertigen und auf Wunsch individuellen Baugruppen. Irina Autz, die neben den Finanzen und der Produktion auch den Vertrieb des Unternehmens verantwortet, hat das Ohr stets ganz nah am Markt. «Unsere Kunden wollen Service aus einer Hand. Darauf haben wir uns nicht nur mit unserem Motto Blech unlimited eingestellt. Wenn wir auf Anforderungen stossen, die wir mit unseren vorhandenen Technologien, Maschinen oder Kapazitäten nicht erfüllen können, suchen wir nach passenden Lösungen.»
Fundiert beraten – richtig investiert
So war es auch beim Thema Schwenkbiegen. «Wir haben uns schon längere Zeit für diese Technologie interessiert, um damit einen weissen Fleck in unserem Portfolio zu füllen», sagt Irina Autz. Als dann
Die mit Roboter automatisierte Schwenkbiegemaschine Tru Bend Center
an ein automatisiertes Lager für Blechtafeln angeschlossen.
die passende Anfrage eines Kunden mit rund 10000 Teilen pro Jahr kommt, wird die Sache spruchreif. Das Unternehmerpaar entscheidet sich zügig für den Kauf der Biegemaschine Tru Bend Center 7020 von Trumpf. «Ausschlaggebend war für uns unter
Anzeige
Einfach zu programmieren und zu bedienen: So definiert P-Robot ein neues Paradigma für Biegezentren mit Roboterkonfiguration und maximiert deren Flexibilität und Produktivität P-Robot automatisiert mehrere Phasen des Paneelbiegeprozesses und trägt dazu bei, die Effizienz zu steigern und die Arbeitskosten zu senken.
Biegezentrum mit Roboter
GREIFORGAN, KONSTRUIERT UM WARTEZEITEN ZU ELIMINIEREN 100% AUTOMATISCHER ABKANTZYKLUS, ROBOTER AUTOMATISIERTE BE-/ENTLADUNG
KOMPAKTES UND MODULARES LAYOUT
EINFACHE, AUTOMATISCHE ODER INTERAKTIVE PROGRAMMIERUNG
7020 ist
B ild: Tr ump f
ihre Fertigung zu einem wahren Vorführzentrum für innovative Blechfertigung ausgebaut.
anderem die aussergewöhnliche Schachtelhöhe von 350 Millimetern, mit der wir beispielsweise Gehäuse in einem Durchgang biegen können», erläutert Florian Friedrich. In Sachen Automatisierung fällt die Entscheidung erst nach einer gründlichen Beratung durch Stefan Richter, Biegeexperte und Projektleiter bei Trumpf, sowie Roberto De Nardi von Starmatik. Trumpf und der Automatisierungsspezialist Starmatik sind seit dem Jahr 2021 strategische Partner Der Fokus der Zusammenarbeit liegt auf der Roboterautomatisierung von Biegemaschinen. «Autz + Herrmann profitierte von dieser Partnerschaft», erzählt Stefan Richter «Als Herr Friedrich mir sagte, dass er vorhabe, die Anlage auch mannlos über Nacht oder über das Wochenende laufen zu lassen, war mir klar, dass eine kleine Automatisierungslösung auf Dauer nicht ausreichend sein würde.» Richters Argumente und das vorgelegte Konzept fallen auf fruchtbaren Boden. Irina Autz und Florian Friedrich entscheiden sich zur Investition in eine Roboterautomatisierung zum Beund Entladen der Schwenkbiegemaschine (Starmatik) und dazu, die Gesamtanlage an das vorhandene Blechlager (Stopa) mit 550 Lagerplätzen anzubinden. Das Entladen der Fertigteile erfolgt bei dieser Anlage ohne Unterbrechung des Biegeprozesses.
Genauer dank Automatisierung
Mit der Biegemaschine Tru Bend Center 7020 lassen sich bei Autz + Herrmann jetzt auch komplexe Bauteile aus dünnem Blech exakt und automatisiert umformen. «Das war beim Freibiegen häufig aufwändig und schwierig», erklärt Irina Autz Für perfekte und reproduzierbare Biegeergebnisse sorgt das sensorbasierte Winkelmesssystem ACB-Laser, mit dem sich die Winkel während des Biegeprozesses kontrollieren und Winkel genau einhalten las-
sen. Die Programmierung der Schwenkbiegemaschine inklusive der Roboterautomatisierung erfolgt bei Autz + Herrmann mithilfe der Programmiersoftware Tec Zone Bend in Kombination mit der Simulationssoftware Simul Easy «Mithilfe von Simul Easy lassen sich 3D-Simulationen inklusive Kollisionsüberwachung erstellen. Das gibt unseren Programmierern Sicherheit», erklärt Florian Friedrich. Manuelle Eingriffe sind während des Bearbeitungsprozesses nicht erforderlich. Das Umrüsten mithilfe des in der Biegemaschine Tru Bend Center 7020 integrierten Werkzeugwechslers Tool Master Bend erfordert beim Wechsel der Standardwerkzeuge keinen Bediener mehr und der Materialnachschub kommt automatisch aus dem Lager Ein Roboter, der auf einer vor der Biegemaschine angebrachten, 16000 mm langen Bodenbahn fährt, legt die Platinen schnell und exakt ein und stapelt entnommene Fertigteile auf bereitstehende Paletten ab «Unsere Mitarbeiter müssen bei der Serienfertigung lediglich die beladenen Paletten abtransportieren und freie bereitstellen», erklärt Florian Friedrich.
Im Team perfekt automatisiert
Obwohl Autz + Herrmann das erste Unternehmen war, bei dem Trumpf und Starmatik die Komplettlösung bestehend aus einer Biegemaschine Tru Bend Center 7020 und einer Roboterautomatisierung installierten, lief von der Beratung bis zur Inbetriebnahme alles reibungslos. «Uns hat besonders gefallen, dass die beiden Partner zu jeder Zeit als Team aufgetreten sind. So haben wir quasi alles aus einer Hand bekommen», erzählt Florian Friedrich zufrieden.
Die Investition in die Biegemaschine von Trumpf in Verbindung mit der Automatisierung von Starmatik ist zwar etwas höher ausgefallen als ursprünglich geplant, aber das Unternehmerpaar bereut die Kaufentscheidung nicht. «Das Gesamtsystem aus Maschine, automatischer Be- und Entladung und Lageranbindung ist eine tolle Lösung, die uns alle Möglichkeiten offenlässt Damit stellen wir die Weichen für die Technologieführerschaft beim Umformen», sagt Florian Friedrich. Und Irina Autz ergänzt: «Es hat wieder gut geklappt mit der Teamarbeit. Wir stossen gemeinsam eine Investitionsidee an, beleuchten sie von allen Seiten und hören uns die Argumente der Experten an. Das ist ein interaktiver Prozess. Man kann es sich wie ein Pendel vorstellen, das irgendwann zum Stillstand kommt. Dann steht unsere Entscheidung fest.» Florian Friedrich fügt lächelnd hinzu: «Und dann geben wir Vollgas, dann kann es uns nicht schnell genug gehen.» (kmu) SMM
Im Herzen von Heidelberg haben Irina Autz (rechts) und Florian Friedrich (links) in sanierten Backsteingebäuden
Automatisiert deutlich effizienter zum Blechteil
Die Pfanzelt Maschinenbau GmbH, Rettenbach im Allgäu, die für Forstwirtschaft und kommunale Landschaftspflege Geräteträger und Anbaugeräte produziert, investierte in eine Produktionshalle mit automatisierter Blechfertigung aus Hochregallager, Handling, Schneidanlagen und Biegezelle.
Das Programm des im Jahr 1991 gegründeten Herstellers umfasst aktuell ein umfassendes Spektrum an Geräten und Maschinen. Das betrifft unter anderem Forstseilwinden, Rückewagen sowie als selbst fahrende Raupen und als Traktoren ausgeführte Geräteträger mit deren meist individuell konzipierter Ausrüstung. Diese werden im Forst, in der Landschaftspflege und auch in Skigebieten zum Präparieren von Skipisten eingesetzt.
Derzeit beschäftigt das Unternehmen im Allgäu etwa 180 Fachkräfte. Eine Vielzahl an Bauteilen und Komponenten werden auf Forderungen von Auftraggebern individuell abgestimmt. Deshalb sind zunächst jeweils nur Einzelstücke, später auch nur kleine Serien zu fertigen. Dazu erläutert Fertigungsleiter Roland Sterk: «Wir benötigen manchmal nur ein oder zwei Bauteile, um etwas zu testen. Das funktioniert mit einem Zulieferer nicht Deswegen waren wir gezwungen, selbst zu fertigen Hinzu
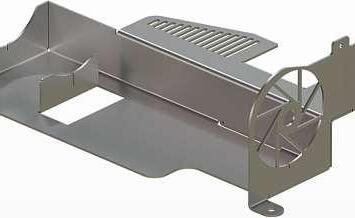
Automatisiert: Vom Hochregallager (l.) transportiert das Handlingsystem MS Load Blechtafeln zur Laser- und zur Plasmaschneidanlage.
Universell: Zum Komplettbearbeiten bis zu 30 mm dicker Bleche verfügt die als Portal ausgeführte Plasmaschneidanlage über einen Rotator zum Anarbeiten von Fasen, eine Einrichtung zum Schneiden von Rohren sowie über eine Bohrspindel.
Produktiv bei dünnen Blechen: In die automatisierte Blechfertigung ist eine Laserschneidanlage mit 4kW Faserlaser integriert.
kommt die Wertschöpfung. Man erweiterte deshalb die eigene Fertigung.»
Umfassendes Gesamtkonzept
Sichtbarstes Zeichen des aktualisierten, weitgehend automatisierten Maschinenparks ist eine jüngst errichtete Fertigungshalle, die im Jahr 2023 in Betrieb genommen wurde. Auf 100×30 m Grundfläche wurden teils zweistöckig Warenein- und -ausgang, Vormontage, Lager und ein Teil der Fertigung aufgestellt. Das Konzept erläutert Roland Sterk: «Uns hat es initial an Lagerkapazitäten gefehlt Entstanden ist ein logistisches Gesamtkonzept, das mehr kann als nur Bleche bearbeiten. Die Automation hat
B ild: Micr ost ep
mehrere Hintergründe. Einerseits aus einer Technikaffinität heraus und einer dünner werdenden Personaldecke. Andererseits aus der Notwendigkeit heraus, in unserer Vielseitigkeit auch weiter wettbewerbsfähig produzieren zu können.» Bei Pfanzelt werden überwiegend 10 und 12 mm dicke Bleche bearbeitet. Die Bauteile haben bis 4500 mm Kantenlängen.
Lagern, transportieren, schneiden, biegen
Im jüngst erstellten Produktionsgebäude befindet sich ein Regallager (Stopa). Es ist 18 m hoch und enthält 2679 Lagerplätze. Bleche mit mehr als 8000 t Gesamtmasse können dort eingelagert werden. Über ein Materialhandlingsystem MS Load von Microstep gelangen die Blechtafeln an zwei Schneidanlagen. Bereits geschnittene Blechstücke werden auch zurück ins Lagerregal gebracht. Integriert in das Schneidareal sind eine 2D-Laserschneidanlage der Baureihe MSF Pro und eine 3D-Plasmaschneidanlage der Baureihe MG Der CNC-Faserlaser ist exklusiv zum Schneiden von Blechen ausgelegt. Die Plasmaschneidanlage kann auch Rohre bearbeiten. Zudem ist eine Technologie zum Bohren, Gewinden und Senken integriert. In die Portalanlage ist auch ein Plasmarotator zum 3D-Fasenschneiden integriert. Er schwenkt bis 50° und dient dazu, beispielsweise Schweissnähte vorzubereiten Eine automatische Kalibriereinheit ACTG sorgt für gleichbleibend genaues Schneiden. Die Plasmaquelle Hi Focus 280i neo von Kjellberg ist mit automatischer Gaskonsole und Contour-Cut-Speed-Technologie ausgestattet. Die gesamte Peripherie – Filter, Plasma- und Lasertechnik – ist auf einem Podest oberhalb der Schneidanlage angeordnet. Dieser Aufbau und die Kombination aus Laser- und Plasmatechnologie wurden von Microstep individuell entwickelt und verwirklicht.
Maschinenbau, Steuerung und Schnittstellen zum Lagersystem mussten entwickelt und installiert werden. Zudem wurde das ERP-System angebunden. Dabei profitierten die Experten bei Microstep von ihren umfassenden Erfahrungen in Bezug auf Sondermaschinen und hinsichtlich einer Digitalisierung Zusätzlich werden aus dem Lagerregal auftragsbezogen Bleche direkt zu Biegepressen und einer mit Roboter automatisierten Biegezelle gebracht.
Integrierte Automatisierung von qualifiziertem Partner
Zum Gesamtkonzept der neu errichteten Produktionshalle mit automatisierter Blechfertigung berichtet Roland Sterk: «Die Investition in den Zuschnitt ist im Zuge des Hallenneubaus mit entstanden. Man hat immer damit geliebäugelt, auch Fasen schneiden zu können. Hier hat der Hersteller Microstep enorme Erfahrungen und super Referenzen. Wir hatten ehemals auf einem Bearbeitungszentrum Bleche für Schweissnähte vorbearbeitet. Das erforderte, grosse Mengen an Blechen innerbetrieblich
>> Entstanden ist ein logistisches Gesamtkonzept, das mehr kann als nur Bleche bearbeiten. <<
Roland Sterk, Fertigungsleiter bei PM Pfanzelt Maschinenbau GmbH
zu transportieren.» Zunächst war eine Schneidanlage mit integriertem Fasenaggregat geplant. Ausführliche Beratungen ergaben, dass der Hersteller Microstep eine umfassende Automatisierung für sämtliche erforderlichen Blechbearbeitungen verwirklichen kann. Somit hat man bei Pfanzelt nunmehr zwei Schneidmaschinen installiert, die über ein gemeinsames Materialhandlingsystem verbunden sind. Dazu sagt Roland Sterk: «Wir wollten einen Ansprechpartner, auch was die Schnittstellen anbelangt. Wir wollten nicht einen Automatisierer haben, einen Plasmaanbieter und einen Laseranbieter Deshalb haben wir uns für Microstep entschieden.»
Die gesamte Anlage zum Schneiden und Umformen von Blechen ist seit dem Frühjahr des Jahres 2024 in Betrieb. Auf der Laserschneidmaschine werden 2 bis 8 mm dicke Bleche, auf der Plasmaschneidanlage 10 bis 30 mm dicke Bleche geschnitten. Wegen der vollständig automatisierten Abläufe
kann die gesamte Anlage auch in unbeaufsichtigten Schichten in die Nacht und in Wochenenden hinein produzieren.
Zu den wirtschaftlichen Vorteilen berichtet Roland Sterk: «Unser Hauptziel war, dass wir Bleche möglichst wenig manuell bewegen müssen, dass wir einen ausreichenden Lagerbestand an Blechen haben und dass wir Bleche auch zurück ins Regal einlagern können. Wir können nun exakt planen, wann wir was schneiden können; die Übersicht ist viel besser geworden. Und wir können mit weniger Personal arbeiten.» (kmu)
Kompakt und wartungsarm: Durch den Stösselantrieb über Elektromagnete entfallen aufwendige, verschleissende und die Umgebung kontaminierende Antriebselemente wie Hydraulikpumpen, -schläuche und -behälter oder Getriebe mit Zahnrädern und geschmierten Wälzlagern.
Dünne Bleche hochproduktiv stanzen
Elektromagnetisch angetriebene Pressen von LMC Europe eignen sich bevorzugt, um kleine Blechteile aus dünnen Blechen hochproduktiv zu stanzen. Das wird zunehmend unter anderem für Elektrokontakte und Platinen in der Elektronik und für Elektromobilität benötigt.
Ausreichende Leistungen zum Stanzen von Blechteilen aus dünnen Blechen vom Coil erzeugen elektromagnetische Hochgeschwindigkeitsstanzpressen durch ihre hohe Stösselgeschwindigkeit. Herkömmliche Pressen nutzen meist hohen mechanischen oder hydraulischen Druck, um Kräfte auf das zu stanzende Blech aufzubringen. Das hat allerdings einige Nachteile Stempel, Matrize sowie Werkstück werden elastisch verformt. Dadurch verschleissen die Stanzwerkzeuge innerhalb kurzer Zeit. Zudem werden die Bleche und das Werkzeug bei «langsamem» Eindringen des Stempels in das Blech plastisch verformt und erwärmt. Auch das verursacht Verschleiss an den Kanten von Stempeln und Matrizen Günstiger arbeiten dagegen elektromagnetisch angetriebene Hochgeschwindigkeitsstanzpressen.
Schonend und hochproduktiv
Bei den Pressen «Winset» von LMC Europe dauert ein Stanzvorgang vom Anschneiden des Blechs bis zum herabfallenden Blechteil nur etwa 1 ms. In dieser kurzen Zeit bildet sich die Schneidzone als schmales Band, die darin erzeugte Wärme kann sich nicht in umliegende Bereiche von Blech und Werkzeug ausbreiten. Dies bezeichnet man auch als adiabatischen Prozess.
Stanzen bei derart hohen Umformgeschwindigkeiten hat zahlreiche weitere Vorteile Beim Stanzen wird das Blech nur minimal plastisch umgeformt. Das minimiert die erforderlichen Stanzkräfte verglichen mit konventionellem Stanzen. Da nur sehr wenig Wärme in einer schmalen Schneidzone entsteht, werden die Werkzeugkanten kaum belastet und verschleissen somit deutlich weniger als beim
B ild: LMC
Eur ope
herkömmlichen Stanzen. Die Werkzeuge haben also wesentlich längere Standzeiten und erreichen deutlich grössere Standmengen
Die Kanten an den gestanzten Blechteilen sind meist glatt. Zudem entfallen durch das schnelle Eintauchen des Schneidstempels Grate, die bei langsamerem Stanzen durch einen Umformvorgang an den Werkzeugkanten entstehen. Das erübrigt aufwendiges Nacharbeiten. Wegen der hohen Stempelgeschwindigkeiten erweist sich elektromagnetisch angetriebenes Stanzen als hochproduktiv und effizient Darüber hinaus eignet sich das Stanzen bei hohen Stempelgeschwindigkeiten auch zum genauen Ausschneiden kleiner Blechteile aus schwierig zu bearbeitenden Werkstoffen und hochfesten Legierungen. Auch biegeschlaffe Werkstoffe, zum Beispiel Folien und gewebte Textilien, lassen sich hochproduktiv stanzen.
Energie effizient nutzen
Bei elektromagnetisch angetriebenen Pressen bewegt sich ausschliesslich der Stempel durch elektromagnetische Kräfte. Zusätzliche Antriebssysteme, -aggregate und -elemente entfallen. Deshalb können elektromagnetisch angetriebene Pressen auch in Umgebungen eingesetzt werden, für die besondere Sauberkeit gefordert ist. Das betrifft beispielsweise Reinräume in der Elektronik und der Medizintechnik. Zudem arbeiten die Pressen insgesamt nahezu völlig wartungsfrei.
Dr Peter Sterionow, Präsident & CEO von Winset Technologies, fasst die Vorteile des elektromagnetisch angetriebenen Hochgeschwindigkeitsstanzens
zusammen: «In den USA werden Hochgeschwindigkeitspressen seit 50 Jahren in der Fertigung genutzt und schneiden nicht nur metallische Werkstoffe, sondern auch Kunststoffe und sogar Stoffe. Die elektromagnetische Hochgeschwindigkeitstechno-
Hochproduktiv und genau: Zum Stanzen kleiner Blechteile für Elektrokontakte eignen sich elektromagnetisch angetriebene Pressen.
logie nutzt die Kraft der Geschwindigkeit anstelle des Drucks. Durch ihre Präzisionssäulengestelle und bis zu 5 m/s Stempelgeschwindigkeit erweisen sich Winset-Stanzpressen als ideal für eine Vielzahl unterschiedlicher Anwendungen. Insbesondere für Elektromobilität ist das effiziente Schneiden von Elektroblech bedeutend.» (kmu) SMM
Entwickelt für maximale Lebensdauer bei minimalem Wartungsaufwand ... .speziell für bewegteAnwendungen. Biszu50x verschleissärmer als Standardmaterialien. l Perfektfür Gleitlager, Zahnräder &Co. l Kompatibel mit gängigen 3D-Druckernwie Prusa, Bambu Lab und Ultimaker l Druckprofile direktzum Download Einfach drucken. Länger bewegen. igus.ch/tribo-printing igus® Schweiz GmbH Winkelstrasse 54622 Egerkingen Tel. 062388 97 97 info@igus.ch
Anzeige
Grenzenlos dreidimensional: Mit dem Laserschneidkopf bearbeiten die Rohrlaserschneidmaschinen problemlos beliebige Geometrien an offenen und geschlossenen Profilen mit 19 bis 306 mm Durchmesser
Flexibel und universell Rohre und Profile schneiden
Hochproduktiv und wirtschaftlich bearbeiten die jüngst vorgestellten 3D-Laserschneidmaschinen «By Tube Star 330» von Bystronic vollständig automatisiert ohne umständliches Rüsten Rohre und Profile über einen grossen Bereich an Durchmessern beziehungsweise Querschnitt-Kantenlängen
Dünnwandige Rohre und Profile, beispielsweise für Möbel, Bauzubehör sowie Sportund Fitnessgeräte, schneiden Fertigungsbetriebe vorteilhaft auf 3D-Laserschneidmaschinen. Dafür präsentiert der Hersteller Bystronic aktuell seine Rohrlaserschneidmaschinen «By Tube Star 330». Sie arbeiten mit einem
Faserlaser Besonders vorteilhaft ist, dass Rohre und offene Rechteck-Profile (C-, L-, H-, I- und U-Profile) mit 19 bis 305 mm Durchmesser beziehungsweise Querschnitt-Kantenlänge ohne zusätzliches Rüsten im raschen Wechsel mit dem 3D-Schneidkopf geschnitten werden können. Das sorgt für hochproduktives und wirtschaftliches Fer-
B ild: By st ro nic
Komplettsystem: Modular kombiniert mit Lademagazin, Zuführung und Ablagestation für Abschnitte sind die automatisierten 3D-Laserschneidmaschinen «By Tube Star 330» bis 40 m lang und bearbeiten bedienerlos bis 12 m lange Halbzeuge. B
B ild: By
Flexibel und genau schneiden: Ein universelles, auf unterschiedliche Profile sich einstellendes Spannsystem sorgt dafür, dass die 3D-Laserschneidmaschinen von Bystronic Rohre und eine Vielzahl unterschiedlicher offener Profile in raschem Wechsel rundum zuverlässig bearbeiten.
tigen. Bei minimalem Umrüsten lassen sich sogar bis 324 mm im Durchmesser messende Rohre schneiden. Je nach Ausführung bewältigen die modularen Laserschneidmaschinen bis 12 m lange Halbzeuge beziehungsweise Abschnitte.
Flexibler Laser
Wahlweise statte der Hersteller in Niederönz die Laserschneidmaschinen mit 6 oder 10 kW leistenden Laserquellen aus. Somit können auch dickwandige Rohre und Profile bei hohen Schnittgeschwindigkeiten geschnitten werden. Dank einer variablen Ausstattung sind die 3D-Laserschneidmaschinen sehr vielseitig. Beispielsweise können sie mit drei unterschiedlichen Lademagazinen ergänzt werden. Upgrades können jederzeit installiert werden. Als Option lassen sich zusätzliche Bearbeitungsprozesse, unter anderem Bohren, Gewindeschneiden, Markieren und Fasen anarbeiten, in die automatischen Bearbeitungsabläufe integrieren Als weitere Ausstattungen stehen Laserscanner, Weld Search Camera und Quick Cut zur Verfügung Letztere sorgen dafür, das Bearbeiten in-process zu überwachen und somit die Qualität zu sichern. Insbesondere zum wirtschaftlichen und produktiven Schneiden dünnwandiger Rohre kleiner Durchmesser eignet sich die Option Quick Cut. Einfach und intuitiv lassen sich die 3D-Laserschneidmaschinen über ein Touchscreen in Verbindung mit der bewährten
B ild: By st ro nic
Wirtschaftlich dank Automatisierung: Dank grosszügiger Lademagazine und selbsttätigem Rüsten auf unterschiedliche Profile arbeiten die Rohrlaserschneidmaschinen über viele Stunden ohne Bedienpersonal.
Software von Bystronic rüsten, programmieren und bedienen.
Flexibel dank modularem Konzept
Zu den Vorteilen der Rohrlaserschneidmaschinen erläutert Dr Daniel Brenner, Global Head Marketing & Sales Tube bei Bystronic Laser AG in Niederönz: «Die ‹By Tube Star 330› setzt neue Massstäbe im Rohrlaserschneiden. Durch die unübertroffene Flexibilität sowie die Kombination aus hoher Leistung und vollautomatischer Einrichtung können unsere Kunden ihre Effizienz und Qualität erheblich steigern. Dies ist ein bedeutender Fortschritt für sie. Dank des modularen Ansatzes kann die Maschine genau auf individuellen Bedarf ausgelegt und aufgebaut werden und bietet alle technologischen Highlights, die dem Kunden höchste Produktivität selbst bei den kompliziertesten Bauteilen liefern.»
Das automatisierte Zuführen von Halbzeugen steigert die Produktivität und vermindert Kosten durch den Fortfall von Maschinenbedienern. 3D-Laserschneidmaschinen «By Tube Star 330» fertigen weitgehend automatisiert und somit wirtschaftlich, effizient und produktiv bei höchster Flexibilität. (kmu) SMM
Ziehen, Biegen und Prägen erfordern komplexe Umformwerkzeuge. Beim Konstruieren und Fertigen sind zahlreiche Bedingungen zu berücksichtigen. Bisher sind auch ausgeklügelte Werkzeuge mehrfach zu bemustern und iterativ zu optimieren. Simulationen können die Abläufe deutlich beschleunigen.
Simulationen können wesentlich dazu beitragen, die Anzahl zeit- und kostenträchtiger Versuche auf Prototypenpressen zu minimieren. Somit verkürzen Konstrukteure und Werkzeugbauer erheblich die Zeiten von einer Produktidee bis zum Fertigen der Bauteile in Serien Insbesondere komplexe Prozesse können mit Simulationen vorab virtuell abgebildet und analysiert werden. So lassen sich Anpassungen vornehmen, bevor physische Werkzeugteile gefertigt werden müssen.
Individuellen Nutzen prüfen
Beispielsweise der Werkzeugbauer Kramski GmbH, Pforzheim, beabsichtigte, die Vorteile einer Simu-
Vorab prüfen und optimieren: Die Simulationssoftware «Stampack Xpress» berechnet Beschnittkonturen und zeigt das Rückfederverhalten umzuformender Bleche am CAD/ CAM-Arbeitsplatz.
lation der Umformprozesse zu nutzen. Dazu arbeiteten zunächst zwei Techniker der Konstruktionsabteilung intensiv mit der Simulationssoftware von Stampack. Sie simulierten Biege-, Zieh- und Prägeprozesse Insbesondere die Möglichkeit, Volumina und Schalen zu simulieren, erwies sich als entscheidend für den zukünftigen Einsatz der Umformsimulation im Unternehmen. Ergebnisse der Tests mit der Simulationssoftware erläutert Martin Gall, Bereichsleiter Projektplanung und Design beim Pforzheimer Werkzeugbauer: «Die Software von Stampack erlaubt eine präzise Simulation der Umformprozesse und eine sehr zuverlässige Vorhersage des Werkstückverhaltens. Ein zusätzlicher Faktor ist die einfache und intuitive Bedienbarkeit der Software.»
Gut trainiert
Die Schulung der Mitarbeiter verlief zügig und reibungslos. Besonders positiv bewertet wurde die kontinuierliche Betreuung So standen Experten jederzeit zur Verfügung, um spezifische Fragen zu beantworten und individuelle Lösungsvorschläge zu erarbeiten Die Testphase zeigte eine deutliche Reduktion der benötigten Korrekturschleifen bei der Werkzeugentwicklung. Das trägt dazu bei, Entwicklungszeiten zu verkürzen und Kosten dauerhaft zu senken. Die letztliche Entscheidung, in die Software von Stampack zu investieren, traf der Werkzeugbauer nach Abschluss der erfolgreichen Testphase im Sommer des Jahres 2023. Entscheidend war die intuitive Systemnutzung in Kombination mit den erwarteten Effizienzgewinnen bei Zeit und Kosten.
Umformen vorab optimieren
Seit dem ersten offiziellen Einsatz der Software ab Juli 2023 hat diese sich fest in den Arbeitsalltag der Konstruktionsabteilung integriert. Sie wird von den Pforzheimer Experten vor allem genutzt, um Biege-, Zieh- und Prägeprozesse zu simulieren. Diese Simulationsfälle sind zentral für die Auslegung und Optimierung der Stanzwerkzeuge. Dank der Umformsimulation können Konstrukteure bereits in der Angebotsphase eine Machbarkeitsprüfung vorneh-
INFO
Global aus Blech und Kunststoff fertigen
Die Kramski GmbH mit Hauptsitz in Pforzheim ist ein global tätiger Hersteller technologisch anspruchsvoller Bauteile, die aus Blech gestanzt und aus Kunststoffen spritzgegossen werden. Mit etwa 700 Fachkräften weltweit, mit Standorten in den USA, in Indien und in Sri Lanka, zählt das Unternehmen zu den führenden Herstellern präziser Umform- und Spritzgiesswerkzeuge. Ursprünglich war das Unternehmen überwiegend für die Automobilindustrie tätig. Inzwischen arbeiten die Spezialisten auch für die Medizintechnik, die Telekommunikation, die Energie- und Umwelttechnik sowie die Leistungselektronik. Ein innovativer, effizienter Werkzeugbau trägt wesentlich zum weltweiten Erfolg des Unternehmens bei.
Weitere Informationen: kramski.com
men und somit aufwendige Vorversuche vermeiden. Durch die Möglichkeit, Änderungen und Optimierungen direkt in der Simulationsumgebung vorzunehmen, minimiert sich der Bedarf an Rekursionsschleifen Zudem wird die Software auch zur Berechnung der Rückfederung bei Biegungen eingesetzt, was eine präzise Vorhersage des Werkstoffverhaltens ermöglicht und den Aufwand für spätere Anpassungen erheblich reduziert.
International koordiniert arbeiten
Auch international spielt die Simulation von Stampack eine wichtige Rolle. Die zentralisierte Steuerung der Softwareanwendung über den Hauptsitz in Pforzheim ermöglicht, unterschiedliche Produktionsstandorte und Konstruktionsabteilungen effizient zu koordinieren. Besonders in Bezug auf die Verkürzung der «Time-to-Market» leistet die Umformsimulation einen entscheidenden Beitrag. Auch deswegen erweist sich die Entscheidung für den Einsatz von Stampack als wertvolle Investition für den Pforzheimer Werkzeugbauer Die Software ermöglicht eine schnellere und kostengünstigere Entwicklung und Optimierung von Stanzwerkzeugen. Somit lassen sich komplexe Projekte deutlich wirtschaftlicher verwirklichen. «Dank der präzisen Simulationen können potenzielle Probleme bereits in der Planungsphase erkannt und durch gezielte Anpassungen vermieden werden. Dadurch reduzieren sich sowohl Kosten als auch Zeit», betont Martin Gall und ergänzt: «Auch vor dem Hintergrund des Fachkräftemangels, zunehmenden Forderungen nach kürzerer ‹Time-to-Market› und wirtschaftlichen Werkzeugen ist die Simulationssoftware aus unserem Alltag heute nicht mehr wegzudenken. Der Einsatz von Stampack hat sich bei uns in der Konstruktion – auch im internationalen Umfeld – als voller Erfolg erwiesen.» (kmu) SMM
Komplexe Folgeverbundwerkzeuge: Mehrteilige Steckverbinder werden aus selektiv galvanisierten, 0,2 bis 0,4 mm dünnen Stanzbändern auf schnell laufenden Pressen in einem Ablauf gestanzt und geformt.
Die Investition in zwei vollständig automatisierte Fiberlaser-Schneidmaschinen mit angeschlossenem automatisiertem Lager erforderte nachgeschaltete leistungsstarke Entgrattechnik.
Mit Laser geschnittene Bleche zuverlässig entgraten
Speziell der Fiberlaser erfordert aufgrund der beim Schneiden entstehenden Grate eine nachgeschaltete leistungsstarke Entgrattechnik. Ein weltweit agierendes Unternehmen aus Nordrhein-Westfalen investierte mehrfach in diese Techniken und entwickelte dabei parallel eine optimierte Produktionslogistik und einen durchgängigen Material-Flow.
Welches Produktions-Know-how in den Dingen steckt, die uns täglich begegnen, ist oft auf den ersten Blick nicht erkennbar, beispielsweise in Parkoder Signallösungen. Das nordrhein-westfälische Familienunternehmen Scheidt & Bachmann gehört zu den führenden Anbietern von Systemlösungen für ein mobiles Leben. So stellt Scheidt & Bachmann unter anderem Kassenautomaten und Terminals für Parkhäuser oder Busse her, Signaltechnikkomponenten und Schrankenanlagen, beispielsweise für die Deutsche Bahn, oder Managementsysteme für Tankstellen und Ladesäulen. Im Jahr 1872 gegründet, entwickelte sich das Unternehmen vom Maschinenbauer zum global agierenden Systemanbieter mit insgesamt etwa 3500 Mitarbeitern weltweit. Seit jeher zeichnet
Scheidt & Bachmann eine hohe Fertigungstiefe aus – nahezu alle Komponenten und Bauteile aus Metall werden inhouse gefertigt.
Die Vorfertigung von Scheidt & Bachmann ist in Mönchengladbach angesiedelt, Montagelinien stehen in der Slowakei und in den USA. Das Unternehmen stellt zu 90 Prozent Edelstahlteile her sowie einige Bauteile aus Aluminium und Stahl.
Aufwendiges Entgraten
Im Bereich Blechverarbeitung wird in Mönchengladbach mit 90 Mitarbeitern ein breites Portfolio an Blechfertigungsartikeln hergestellt. Die Ansprüche an die Bearbeitungsergebnisse und auch an die Bearbeitungstechnologien sind dabei in den letzten Jahren kontinuierlich gestiegen. Vor dem Jahr 2006
wurden Laserzuschnitte nach dem Zuschnitt auf Paletten abgelegt, gestapelt und dann einzeln entnommen. Im Anschluss wurden diese manuell sowie mit einfacher Technik geschliffen Dies war recht aufwendig und erforderte einen hohen manuellen Aufwand und mitunter auch mehrfachen Durchlauf Durchlaufzeiten, Logistik und Kosten waren ebenfalls nicht optimal.
Mit dem Thema Kantenverrundung wurde dann im Jahr 2006 die erste Anlage SBM S 1000 vom Hersteller Lissmac beschafft. Sie dient dazu, Blech- und Laserteile zu bearbeiten. Das beidseitige Kantenverrunden von Innen- und Aussenkonturen in nur einem Arbeitsgang sorgt seitdem für deutlich mehr Prozesseffizienz und für Zeitersparnis Was zu diesem Zeitpunkt noch fehlte, war eine strukturierte, angepasste Produktionslogistik
Fiberlaser mit Entgrattechnik ergänzt
Als im Jahr 2019 in einem nächsten Schritt modernisiert und in neue Anlagentechnik investiert werden sollte, standen mehrere Kriterien auf dem Plan. Durch die Investition in eine Lasermaschine von Trumpf mit Fibertechnologie setzten die Entscheider von Scheidt & Bachmann auf die Technologievorteile des Verfahrens. Diese Schneidtechnik erforderte also unmittelbar auch moderne und leistungsfähige Entgrattechnik Mit Blick auf die Mitarbeiterschonung sollten zudem ergonomische Verbesserungen für die Werker erreicht werden.
Also wurden vor der Investition zwei Anlagenhersteller kontaktiert und Referenzteile zur Probenbearbeitung geschickt Die Entscheidung fiel schlussendlich auf eine SBML 1500 von Lissmac, die zum Entgraten und beidseitigen Kantenverrunden eingesetzt wird.
«Mit einem Schleifdurchgang erfolgt mit dieser Anlage eine beidseitige Bearbeitung. Und diese ist
auch so gut, dass tatsächlich ein Durchgang genügt, um ein qualitativ hochwertiges Schleifergebnis zu erreichen», sagt Jörg Würker, Leiter mechanische Fertigung und Leiter Blechverarbeitung bei der Scheidt & Bachmann GmbH. Aufwendige Nachbearbeitungen sind nicht mehr nötig. Und er nennt die Arbeitssicherheit für Monteure als einen weiteren wichtigen Aspekt: «Wenn ein scharfkantiger Artikel in einer Montagelinie ist, kann sich der Monteur verletzen – und dadurch schnell ein rechtliches Problem auftreten.»
Umfassend dokumentiert und trainiert
Dass mit allen Testteilen auch die technischen Parameter übergeben wurden, sei zudem gerade in der Startphase mit der Anlage sehr hilfreich gewesen, erwähnt Jörg Würker Auch Dirk Schürstedt, Gebietsverkaufsleiter Metal Processing bei der Lissmac Maschinenbau GmbH, der Scheidt & Bachmann seit 2019 betreut, erinnert sich an den Erstkontakt und an einen pragmatischen und konstruk-
Dirk Schürstedt, Gebietsverkaufsleiter bei Lissmac, Vorarbeiter Pascal Rocktäschel und Jörg Würker, Leiter mechanische Fertigung und Blechfertigung (beide Scheidt & Bachmann), prüfen die Bearbeitungsergebnisse (v. l. n. r.).
Mitder MagicCleaner-Geräteseriestellen wir IhneninnovativeTechnologie zurBehandlung vonWIG-Schweissnähtenund Edelstahloberflächenzur Verfügung. Reinigen, Polieren und Beschriftenvon Edelstahlwerdendamit möglich. Reinigen, polieren,printen
Anzeige
tiven Entscheidungsprozess. Er ergänzt: «Alle Bearbeitungen der Proben werden bei Lissmac grundsätzlich exakt und umfassend dokumentiert und dem Kunden zur Verfügung gestellt Also welche Maschine wurde für die Bearbeitung verwendet, welches Werkzeug, welche Geschwindigkeiten, welche Drehzahlen und so weiter.» Der Kunde könne damit von Beginn an gute Bearbeitungsergebnisse erzielen. Im Laufe der Zeit und basierend auf den Erfahrungen der Produktion erfolge dann in der Regel noch ein Feintuning der Anlage, welches immer besser auf die Prozesse abgestimmt werden kann.
Für die Werker war das Handling mit der neuen Anlagentechnik erst einmal neu, sodass eine zielgerichtete Bedienerschulung in die Anwenderoberfläche durchgeführt wurde. Insgesamt – da sind sich Jörg Würker und Dirk Schürstedt einig – konnte das Projekt zügig und konstruktiv umgesetzt werden. Heute werden auf der Anlage 0,8 bis 10 mm dicke Bleche bearbeitet. Die Abmessungen der jeweiligen Blechzuschnitte reichen dabei von der Handy- bis zur Tischgrösse. Die Anlage wurde im Jahr 2023 zudem mit einer Nassabsaugung nachgerüstet, um auch Aluminium bearbeiten zu können und eine Materialtrennung zu gewährleisten.
Schaffung einer optimierten Produktionslogistik
Mit der Investition in die Anlage SBM L 1500 im Jahr 2019 wurde bereits deutlich, dass die Produktionslogistik optimiert werden muss. Als im Jahr 2021 dann zwei vollautomatisierte Trumpf-Fiberlaser-Schneidmaschinen mit angeschlossenem Stopa-Lager angeschafft wurden, stand das Thema wieder im Raum und sollte nun zu Ende gedacht werden. «Wenn der Mitarbeiter das Teil aus der Laseranlage herausnimmt, sollte er es auch direkt auf der Schleifmaschine ablegen. Der durchgängige Material-Flow war uns wichtig und sollte umgesetzt werden», sagt Jörg Würker Auch um manuelle Arbeiten und lange Durchlaufzeiten zu vermeiden Dementsprechend wurden im Jahr 2022 zwei weitere Anlagen angeschafft, mit denen dieser nahtlose Prozess realisiert werden konnte.
«Wir setzen auf stabile und funktionierende Beziehungen. Deshalb haben wir uns wieder für Lissmac-Technologie entschieden – diesmal für zwei Anlagen mit Rotationsbürstentechnologie, mit denen wir Entgraten und zudem Kanten verrunden können in einer einstellbaren Qualität und Tiefe», so der Leiter Blechverarbeitung
«Gekauft wurden zwei universelle Schleif- und Entgratmaschinen SMD 345 S-Edition. Beide Anlagen arbeiten diesmal im einseitigen Betrieb Mit ihnen kann man jedoch ein definiertes Oberflächenfinish wie den klassischen Bürstschliff erzeugen. Dadurch ist eine höhere Flexibilität möglich und es können Kosten im Einkauf gespart werden», ergänzt Lissmac-Spezialist Dirk Schürstedt. Mit Blick auf das Thema Flexibilität wurden auch diese beiden Anlagen mit einer Nassabsaugung ausgerüstet.
Mit der Schleif- und Entgratmaschine SMD 345 S-Edition kann ein definiertes Oberflächenfinish erzeugt werden.
Mit der Entgratanlage SMD 345 S-Edition sind gleichmässige Kantenverrundungen und ein richtungsloses Finishing möglich.
Technologiesupport ist wichtig
Bei Scheidt & Bachmann ist man mit den Bearbeitungsergebnissen der Anlagen von Lissmac sehr zufrieden. «Seit die Anlagen im Einsatz sind, erzielen wir verlässlich sehr gute Entgratergebnisse», so Jörg Würker Dazu kommen ein zielgerichteter Technologiesupport und ein verlässlicher Service. Für Dirk Schürstedt ist es wichtig, mit passgenauer Technik auf die individuellen Produktionsgegebenheiten und Anforderungen des Kunden reagieren zu können. «Es macht Spass, die Bedürfnisse des Kunden über Jahre begleiten zu können. Auch wir als Maschinenbauer entwickeln die Anlagen stetig weiter. Dafür ist die Rückmeldung des Kunden wichtig», sagt er Momentan liegt ein grosser Fokus auf der Bedienbarkeit der Anlagen. Diese sollen möglichst einfach und selbsterklärend zu handhaben sein, um dem Werker die Arbeit zu vereinfachen. (kmu) SMM
Universell und flexibel: Auf modular ausrüstbaren Cobots lassen sich unterschiedliche Schweissverfahren – zum Beispiel WIG und MIG – im Wechsel nutzen.
Cobot-Schweisszellen modular aufbauen
Bauteile in Serien automatisiert zu schweissen, entlastet Fachkräfte von ermüdenden Tätigkeiten, die zudem die Gesundheit beeinträchtigen können. Sind kleinere Serien wechselnder Bauteile zu schweissen, bevorzugen Fertigungsbetriebe modular aufgebaute, flexibel konfigurierbare Cobot-Schweissanlagen
Der bereits derzeit erkennbare Mangel an Fachkräften wird in der Fertigungsindustrie in den nächsten Jahren zunehmen. Verglichen mit dem aktuell absehbaren Bedarf werden zu wenig Schweisser ausgebildet. Zu wenige Nachwuchskräfte ergreifen den Beruf des Schweissers. Experten erachten deshalb automatisiertes Schweissen mit kollaborativen Robotern als eine zukunftsträchtige Möglichkeit, dennoch produktiv zu arbeiten. Cobots eignen sich insbesondere für kleine und mittlere Unternehmen. Sie lassen sich flexibel einsetzen. Zudem erweisen sie sich als einfach konfigurier- und programmierbar Mit
ihnen arbeiten Fertigungsbetriebe deshalb besonders wirtschaftlich.
Universell integrierbar
Innovative Cobot-Schweisszellen lassen sich einfach in bestehende Produktionsabläufe und -strukturen integrieren. Das zeigt beispielsweise der Hersteller Lorch Schweisstechnik GmbH mit seinen modularen, nach einem Baukastensystem konzipierten Schweissanlagen «My Cobot». Vorteilhaft ist, dass einzelne Optionen als Module auch nachgerüstet werden können. Das betrifft zusätzliche Stationen,
Dem Mangel an Fachkräften begegnen: Modulare Cobot-Schweisszellen eignen sich auch für kleine und mittelständische Fertigungsbetriebe
zum Beispiel zum Spannen und Wenden von Bauteilen, und Softwarefunktionen. So vereinfachen Funktionen wie «Touch Sense», «Seam Tracking» und «Seam Pilot» zum einen das Einlehren und Programmieren der Cobots, zum anderen die Nahtverfolgung beim Schweissen.
Vom Standard zur individuellen Anlage
Dr.-Ing. Caren Dripke, Leiterin des Bereichs Robotikentwicklung bei Lorch, beschreibt die Vorteile modularer Cobot-Schweissanlagen: «Die modularen Schweisszellen sind anpassungsfähig Sie sorgen für zukunftssichere Investitionen. Nach dem Prinzip Plug & Play können unterschiedliche Komponenten ergänzt und integriert werden Damit lassen sich die Cobot-Schweiss-anlagen «My Cobot» nach dem Baukastenprinzip immer wieder individuell an Werkstücke und betriebliche Bedingungen anpassen. Beginnend mit einer einfachen Standardvariante können Fertigungsbetriebe Cobot-Schweissanlagen bis hin zu bedarfsgerecht konzipierten Systemen in mehreren Ausbaustufen verwirklichen.»
Anzeige
Komplexes deutlich vereinfacht: Selbst schwierigen Nahtkonturen folgen die Cobots automatisch dank ausgeklügelter Software und Funktionen wie «Touch Sense», «Seam Tracking» und «Seam Pilot»
Einfach statt komplex
Dr.-Ing. Caren Dripke erläutert weiter: «Lorch Schweisstechnik zeigt mit seinem Baukastensystem, dass Cobot-Technik universell zum Schweissen einsetzbar ist. In Bedienung und Nutzung vereinfachen die Systeme ein Automatisieren von Schweissvorgängen. Der Baukasten von Lorch sorgt für individuelles Konfigurieren und einfaches Anpassen an jeweils erforderliche Technologie und Funktion. Überrascht werden Unternehmen zudem sein, wie weitreichend es gelungen ist, Komplexität zu reduzieren, um einfach aufsetzbare und anpassungsfähige Schweissanlagen zu installieren.» (kmu) SMM
Die Elysia GmbH aus Nettetal (D) veredelt mit ihrem analogen High-EndEquipment den Klang von Musikproduktionen Ein wichtiges Element für den Erfolg der Elysia-Produkte ist die einzigartige Haptik der AluminiumDrehknöpfe. Mithilfe der «Cincom L20-2M8 LFV»-Drehmaschine von Citizen gelingt deren Herstellung prozesssicher, hochpräzise und zuverlässig reproduzierbar.
Damit der nächste Hit sowohl auf der High-End-Audiophilie-Anlage als auch im Radio oder im kompakten Bluetooth-Lautsprecher seine Hörer begeistert, durchläuft er während der Musikproduktion eine Reihe von Prozessen zur klanglichen Veredelung. Ein Unternehmen, das das nötige Equipment dafür entwickelt und selbst herstellt, ist die Elysia GmbH aus dem nordrhein-westfälischen Nettetal. Das Unternehmen besteht aus einem kleinen und kreativen Team von leidenschaftlichen Musikern, Toningenieuren und Audio-Enthusiasten, das statt steriler Digitaltechnik auf klare analoge Audiowege setzt.
Die Soundexperten entwickeln und fertigen hochwertige analoge MasteringKompressoren und -Equalizer, feine Vorverstärker mit besonderen klanglichen Gestaltungsmöglichkeiten und vieles mehr, was das Profi- wie auch das Amateurherz begehrt. «Wir haben eine extrem hohe Fertigungstiefe, und worauf wir besonders stolz sind: Wir machen die ganze Entwicklung komplett selbst – von der Analog-Entwicklung über das Prototyping bis zur Serienproduktion und zur Verpackung. Dazu haben wir den entsprechenden Maschinenpark und die ElektronikFertigung, was selbst in unserer HighEnd-Nische schon etwas Besonderes ist»,
verrät Ruben Tilgner, Gründer, CEO und der Entwickler bei der Elysia GmbH.
Erhabene Haptik als erster Berührungspunkt
Doch bevor der gewünschte Sound aus den Boxen kommt, muss er sozusagen aus den Elysia-Produkten herausgekitzelt werden. «Und wie? Durch Berührung, durch das Drehen an den bis zu 22 Drehknöpfen wie bei unserem Dauerseller, dem ‹alpha compressor› Und das ist ein Grund, warum wir beim Produktdesign besonders grossen Wert auf die Haptik dieses Bedienelements gelegt haben: Das ist der erste Berührungspunkt zwischen dem Nutzer und unserem Gerät, und er fasst es hundert- oder tausendfach an, da reicht kein billiges Plastikpoti – das ist bei uns ein Vollaluminiumknopf», so Frank Weber, Leiter der CNC-Bearbeitung bei der Elysia GmbH.
Entsprechend ist dieses Element auch ein hoher Kostenfaktor bei einem ElysiaProdukt. Und dennoch hat die High-EndSoundschmiede aus Nettetal selbst im Zuge der gestiegenen Rohmaterialpreise nicht etwa die Geräte teurer gemacht. «Wir wollten schon immer hohe Qualität zu bezahlbaren Preisen anbieten, also mussten wir sehen, wo wir einsparen konnten, ohne Qualität oder Kunden leiden zu lassen. Und da kamen wir darauf, eine eigene Drehmaschine für unsere Aluminium-Drehregler anzuschaffen», ergänzt Frank Weber
«Cincom L20-2M8 LFV» als starke Lösung
Dazu recherchierte Frank Weber und stiess auf die Citizen Machinery Europe GmbH: «Citizen kannte ich von meiner Armbanduhr Aber dass sie auch hochwer-
tige Drehmaschinen herstellen, war mir nicht bewusst Zudem war die nächste Niederlassung in Neuss ja nur wenige Kilometer von uns entfernt. Da habe ich direkt angerufen und Nils Westphal kam zu uns in die Firma, stellte die Citizen-Produkte vor und arbeitete ein passendes Angebot aus.»
Der Fokus kam schnell auf die «Cincom L20-2M8 LFV», einen klassischen Langdreher, der sich mit vielen Optionen wie der patentierten LFV-Technologie oder besonderem Teilehandling aufbohren lässt «Ab diesem Moment haben wir aufgehört zu suchen, da wir schon gemerkt
B ild: Citize n Machiner y E ur ope G mb H
Sound, Optik und Haptik gehen bei den Soundkomponenten der Elysia GmbH Hand in Hand.
und der Möglichkeit, dass die Maschine die Stange nachgreift, wo sonst der Schieber zum Einsatz kommen würde, konnten wir einen reibungslosen Prozess bei geringstmöglichen Baumassen gewährleisten.» Zwar dauert das einige Sekunden länger, was für Elysia aber nicht entscheidend ist. Schliesslich kommt es dort eher auf die gleichbleibend hohe Qualität an. «Als netten Nebeneffekt habe ich so gut wie keinen Werkzeugverschleiss: Nach den ersten 8000 Knöpfen musste die Wendeschneidplatte weder gedreht, geschweige denn gewechselt werden. Und doch ist jeder Knopf genau wie der andere – ohne Abdrücke vom Greifer oder Beschädigungen durch umwickelte Späne», freut sich Frank Weber
B ild: Citizen Machine ry Eur ope GmbH
Frank Weber (rechts) ist begeistert von der Präzision der «Cincom L20-2M8 LFV» von Citizen, mit der die Produktion der Aluminium-Drehknöpfe nun absolut reproduzierbar gelingt.
Höchste Präzision von Beginn an –mit und ohne LFV-Technologie
B ild: Citizen Machiner y Eur ope GmbH
Auf das Hundertstel genau gefertigt kommen die AluminiumKnöpfe aus der «Cincom L20-2M8 LFV».
haben: Bei Citizen und mit der ‹Cincom L20-2M8 LFV› sind wir perfekt aufgehoben», sind sich Ruben Tilgner und Frank Weber einig. Gerade beim Teilehandling war wichtig, dass die fertigen Knöpfe beim Auswerfen aus der Maschine nicht beschädigt werden, was bei der L20 kein Thema ist. Auch die kompakte Bauweise und das geringe Gewicht der Drehmaschine waren wichtige Faktoren. Dazu Nils Westphal, Leiter der Niederlassung Neuss der Citizen Machinery Europe GmbH: «Um weiteren Platz zu sparen, verzichtete Elysia sogar auf einen separaten Stangenlader Mit einer internen Zentrierung
Bevor die «Cincom L20-2M8 LFV» in der Elysia-Produktionshalle eingezogen ist, wurden die Alu-Drehknöpfe extern gefertigt. «Allerdings zog das meist eine aufwendige und lückenlose Qualitätssicherung nach sich. Denn leider kamen oftmals fehlerhafte Teile bei uns an, bei denen beispielsweise ein Versatz bei der Knopfkerbe vorlag oder die Höhe nicht stimmte. Seit wir die Citizen-Drehmaschine nutzen, gehört das tatsächlich der Vergangenheit an», so Ruben Tilgner Ob der Knopf in der Fertigung ein paar Sekunden länger läuft oder ob jeder Knopf angeschaut werden muss: Letzteres mache letztlich die grössten Kosten aus. «Jetzt können wir in der Montage sagen: Nimm das Teil und bau es ein!»
Beeindruckend für Frank Weber: «Die Maschine ist extrem genau: Wenn ich sie morgens einschalte und das erste Teil messe, stimmt das aufs Hundertstel mit dem am Abend gemessenen überein.» Zwar zählt bei Elysia nicht das μm, aber gerade beim Innenleben des Knopfes sei höchste Präzision Pflicht. «Schliesslich gibt es kaum etwas Schlimmeres als einen Knopf, der wackelt oder nicht richtig im Gehäuse sitzt», weiss Ruben Tilgner Wichtigen Anteil an der gleichbleibend hohen Qualität hat auch die patentierte LFV-Technologie von Citizen. Sie bricht den Span rechtzeitig und zielsicher, lange bevor er sich um Werkstück oder Werkzeug wickeln kann und so im schlimmsten Fall für Beschädigungen oder Maschinenausfälle sorgt. «Diese spanbrechende Technologie hat uns einmal mehr davon überzeugt, dass die ‹L20-2M8 LFV› die richtige Maschine für unsere Zwecke ist», so Frank Weber
>> Wir haben eine extrem hohe Fertigungstiefe und machen die ganze Entwicklung komplett selbst. Für eine präzise Fertigung unserer Aluminium-Drehknöpfe sorgt nun eine <Cincom L20-2M8 LFV> von Citizen. <<
Ruben Tilgner, Gründer und CEO der Elysia GmbH aus dem nordrhein-westfälischen Nettetal
Rundum-Service inklusive
Auch die Lieferung der Maschine und das Aufstellen in der Produktionshalle bei Elysia liefen wie am Schnürchen. «Der Zugang über die Aussentreppe und der empfindliche Boden mit Fussbodenheizung waren sicherlich nicht ideal, aber das hat die Firma Hohensee zusammen mit Citizen hervorragend hinbekommen», ist Frank Weber begeistert. Elysia ist überzeugt vom Gesamtpaket, das Citizen liefert: Die umfassende Betreuung durch Nils Westphal sowie die enorme Leistungsfähigkeit und Präzision der Drehma-
schine – für viele weitere Produktdesigns der High-End-Klasse. (neu) SMM
Tilgner (Gründer, CEO und Entwickler, Elysia GmbH).
axialeFreiheit des Ritzels
Wirkungsgrad >95%
Untersetzungen 1:1. 30:1
einfache Montage kompakte Bauweise
Die Herren der Alu-Knöpfe (v.l n r.): Frank Weber (Leiter CNC-Bearbeitung, Elysia GmbH), Nils Westphal (Niederlassungsleiter Standort Neuss, Citizen Machinery Europe GmbH) und Ruben
Hohe Flexibilität standardisiert managen
Etwa 3500 unterschiedliche Artikel zerspant Euler Feinmechanik für seine Kunden – von Losgrösse 1 bis 5000. Um diese Vielfalt zu bewältigen, setzt der Lohnfertiger auf automatisierte Bearbeitungszentren von Hermle. Durch die Standardisierung der Anlagen kann das Unternehmen flexibel auf alle Anfragen reagieren.
5-Achs-Bearbeitung, CAM-Programmierung, Automation – Euler Feinmechanik definierte präzise seine Wünsche 2016 machte das Unternehmen Nägel mit Köpfen und strukturierte seine komplette Fräsabteilung um. «Es war quasi ein Neustart auf der grünen Wiese», blickt Leonard Euler zurück. Der Wirtschaftsingenieur führt seit 2015 gemeinsam mit seinem Vater Hans das Unternehmen, das sein Grossvater Erich in den 1960er-Jahren in
Schöffengrund im hessischen Lahn-DillKreis gründete.
«Vor knapp zehn Jahren waren wir hauptsächlich ein Drehbetrieb. Das Fräsen behandelten wir eher stiefmütterlich», erinnert sich Leonard Euler «Alles, was wir mit den Drehmaschinen nicht bearbeiten konnten, frästen wir mit einfachen Anlagen.» Doch gerade bei komplexen Geometrien war diese Fertigung mit vielen Spannungen und damit mit hohem Aufwand verbunden. «Das wollten wir ändern
und gleichzeitig unsere Prozesse automatisieren», betont er
In der Fräsabteilung blieb kein Stein auf dem anderen, der komplette Maschinenpark musste weichen. «Das war für uns ein sehr grosses Projekt und ging auch mit einer Technikerarbeit einher», schildert der Geschäftsführer 5-Achs-Bearbeitung war von Anfang an gesetzt, und die neue Anlage sollte autonom laufen. Da Leonard Euler die Bearbeitungszentren von Hermle schon im Studium geschätzt hatte und
Die Mitarbeitenden von Euler Feinmechanik schätzen die Automation der Hermle-Anlage – das Robotersystem RS 1 versorgt die beiden 5-Achs-Bearbeitungszentren C 32 U automatisch mit Rohlingen.
ein loser Kontakt zu Ralf Schleuning, Aussendienstmitarbeiter der Hermle AG, bestand, holte sich das Unternehmen ein Angebot ein. «Wir entschieden uns aufgrund unserer Bauteilgrössen für die C 22 U, die vom Robotersystem RS 05 versorgt wird», erklärt Geschäftsführer Euler Ralf Schleuning ergänzt: «Das RS 05 war damals eine neue Lösung von Hermle. Die erste Anlage lieferten wir an Euler.»
Umfangreiche Schulungen am Hermle-Stammsitz in Gosheim und darüber hinaus im Hermle-eigenen Vorführzentrum in Kassel-Lohfelden machten die Fachkräfte von Euler mit der 5-Achs-Bearbeitung und der Steuerung TNC 640 von Heidenhain vertraut. «Diese Software war Neuland für uns, da unsere Drehmaschinen mit einer Siemens-Lösung gefahren werden», berichtet der Wirtschaftsingenieur «Die TNC 640 ist intuitiv bedienbar und besitzt auch kleine Gimmicks – das erleichterte die Umstellung.» Daneben stand das Hermle-Automation-Control-System (HACS) auf dem Stundenplan. Die Automationssoftware steuert das Robotersystem.
Schon nach kurzer Zeit zahlte sich die Investition aus. «Dank der innovativen Lösung waren wir nun produktiver und konnten endlich die 5-Achs-Bearbeitung anbieten», freut sich der Geschäftsführer Das sei auf der Kundenseite wahrgenommen und geschätzt worden. «Auch das neue CAM-Programm, für das wir uns entschieden hatten, funktionierte von Anfang an sehr gut. Geometrisch anspruchsvolle Bauteile fertigen wir seither automatisiert und prozesssicher.» Hauptsächlich zerspant der Lohnfertiger Aluminium, aber auch Bauteile aus Messing, Edelstahl und Kunststoff gehören zum Portfolio.
Vom Prototyp zur Serie
Inzwischen fertigt Euler auf acht Bearbeitungszentren von Hermle, nur eines davon,
>> Service, Standardisierung und eine ausgezeichnete Qualität bei der Prozessfähigkeit sind die Benefits der Bearbeitungszentren von Hermle. <<
Geschäftsführer Leonard Euler
Der Arbeitsbereich der C 32 U ist für Werkstücke mit einem maximalen Durchmesser von 650 Millimetern und einer Höhe bis 420 Millimeter ausgelegt.
Im hessischen Schöffengrund fertigt Euler Feinmechanik seit über 60 Jahren Leichtbau-Werkstücke für Optik, Defense, Vakuum- und Medizintechnik.
B ild: Eul er F einmechanik GmbH
B ild: Maik
B ild: Maik Go
Hermle von schwacher Konjunktur gebremst
Die Geschäfte der Maschinenfabrik Berthold Hermle AG waren 2024 erwartungsgemäss von der verhaltenen Werkzeugmaschinenkonjunktur beeinflusst.
Der Auftragseingang des schwäbischen Werkzeugmaschinen- und Automationsspezialisten nahm nach vorläufigen Berechnungen konzernweit um rund 8 Prozent auf circa 457 Mio. Euro ab (Vj. 495 Mio. Euro), wobei die Nachfrage aus dem Ausland erheblich stabiler war als im Inland. Damit entwickelte sich Hermle deutlich besser als der Branchendurchschnitt, was das Unternehmen vor allem auf seine gute Position in den Bereichen Automation und Komplettbearbeitung sowie die zunehmende Internationalisierung zurückführt. Ende 2024 verfügte der Hermle-Konzern über einen Auftragsbestand von rund 99 Mio. Euro (Vj. 131 Mio. Euro).
Der Konzernumsatz betrug auf vorläufiger, ungeprüfter Basis rund 488 Mio. Euro (Vj. 532 Mio. Euro). Auch hier entwickelte sich das Auslandsvolumen besser als der Inlandsumsatz. Vor allem in einigen aussereuropäischen Märkten konnte Hermle Zuwächse erzielen. Stabilisierend wirkte zudem das Servicegeschäft, das durch den zunehmenden Anteil von bei Kunden installierten Automationslösungen anstieg
Das vorläufige, ungeprüfte Betriebsergebnis (EBIT) lag im Konzern mit rund 86 Mio Euro wie prognostiziert deutlich unter dem sehr guten Vorjahresniveau von rund 116 Mio. Euro. Ursächlich dafür war vor allem die geringere Kapazitätsauslastung, bemerkbar machten sich aber auch vermehrte regulatorische Aufwendungen, der wachsende Wettbewerbsdruck sowie zunehmende Personalkosten durch eine vergrösserte Belegschaft, Tariflohnsteigerungen und einen anhaltend hohen Krankenstand
Auf dieser Basis hat der Vorstand dem Aufsichtsrat empfohlen, der Hauptversammlung am 2. Juli 2025 für das Geschäftsjahr 2024 eine Dividende von 10,00 Euro je Stamm- und 10,05 Euro je Vorzugsaktie vorzuschlagen (Vj. 15,00 bzw. 15,05 Euro). Die Ausschüttung setzt sich aus einer unveränderten Basisdividende von 0,80 Euro je
die C 400, besitzt keine Automation. «Wir haben uns ganz bewusst für eine Maschine entschieden, an der unsere angehenden Zerspaner noch händisch programmieren», verrät Leonard Euler Ausserdem habe er festgestellt, dass manche Bewerber etwas eingeschüchtert seien, wenn sie vor den automatisierten Anlagen stehen.
Stamm- und 0,85 Euro je Vorzugsaktie sowie einem reduzierten Bonus von jeweils 9,20 Euro je Aktie (Vj. 14,20 Euro) zusammen. Im Anschluss an die Dividendenzahlung sollen die Hermle-Beschäftigten im Inland wieder eine an der Ausschüttung orientierte Prämie erhalten.
Eine Prognose für das Geschäftsjahr 2025 ist vor dem Hintergrund der herausfordernden sowie derzeit extrem risikobehafteten und kaum vorhersehbaren Rahmenbedingungen mit hohen Unsicherheiten verbunden. Hermle hofft wie der Branchenverband VDW im laufenden Jahr auf eine Sockelbildung, geht aber im zunehmend wahrscheinlichen, ungünstigen Fall von einem weiteren Absinken des Auftragseingangs aus. Aktuell erwartet Hermle 2025 beim Konzernumsatz mindestens einen Rückgang im oberen einstelligen Prozentbereich, im ungünstigen Fall jedoch um rund 20 Prozent oder mehr Das Ergebnis vor Zinsen und Steuern geht voraussichtlich um mindestens 40 Prozent, unter widrigen Umständen auch um bis zu 90 Prozent zurück. Zu den grössten Risiken zählen derzeit die vom neuen US-Präsidenten angedrohten, extremen Zollerhöhungen von 25 Prozent gegen europäische Hersteller nicht nur der Automobilindustrie. Diese könnten die Auslastung vieler Firmen in Europa, deren Nachfrage nach Werkzeugmaschinen und die Preisqualität insgesamt stärker beeinträchtigen als bislang berücksichtigt Mittelfristig rechnet das Unternehmen trotz regionaler Verschiebungen aber nach wie vor weltweit mit einem hohen Bedarf für hochleistungsfähige Werkzeugmaschinen und Fertigungssysteme. Dank einer starken Position im Bereich Automation und Komplettbearbeitung, hoher Produkt- und Servicequalität, zunehmender Internationalisierung, einem sehr kompetenten und hochmotivierten Team sowie einer äusserst soliden finanziellen Basis dürfte Hermle hiervon überdurchschnittlich profitieren.
Das vollständige, geprüfte Zahlenwerk zum Geschäftsjahr 2024 veröffentlicht Hermle voraussichtlich Ende April 2025.
Weitere Informationen: hermle.de
«Das ist ihnen erstmal zu kompliziert und zu komplex Dank der C 400 können wir neue Beschäftigte langsam an die hohe Qualität und die hohen Geometrieanforderungen heranführen. Und irgendwann sind sie in der Lage, auch eine Anlage wie die RS 05 prozesssicher einzufahren und zu programmieren», schildert er
Das Robotersystem RS 1 ist komplett in die Software-Welt von Hermle integriert und lässt sich einfach über einen Touchscreen bedienen.
B ild: Maik Goering Pho to gr aph y
Als reiner Lohnfertiger mit 85 Mitarbeitenden ist Euler Feinmechanik vor allem in den Branchen Vakuum- und Medizintechnik, Optik und Defense zuhause. «Unsere Losgrössen liegen zwischen 1 und 5000, und diese Lose legen wir meist mehrmals im Jahr auf», verdeutlicht der Geschäftsführer Dabei beziehen Kunden das Unternehmen oft schon in der Konstruktionsphase mit ein, Prototypen und Vorserien laufen auf den Bearbeitungszentren von Hermle. «Ob 1 oder 5000 – wir haben immer die gleiche Vorgehensweise und sind damit schnell in der Serie. Ein aufwändiger Musterbau und anschliessende Anpassungen an die Serienfertigung entfallen komplett.»
Ausreichende Reserve
Der neueste Zugang in der Fräsabteilung besteht aus zwei 5-Achs-Bearbeitungszentren C 32 U, die das Robotersystem RS 1 mit Werkstückrohlingen versorgt. «Mit dieser Lösung haben wir uns den nötigen Puffer geschaffen, um die zugesagten Mengen immer pünktlich liefern zu können», betont Leonard Euler Ein weiterer Vorteil des Kollegen Roboter: Die Komplexität für den Maschinenbediener sinkt,
B ild: Maik Go er ing Pho to gr aph y
Im Defense-Bereich fertigt Euler beispielsweise Leichtbau-Gehäuse für optische Zieleinrichtungen.
B ild: Maik Goering Pho to gr aph y
Die Leichtbau-Gehäuse und -Anbauteile bieten beispielsweise Platz für Laserlenksysteme
da er keine Bauteile mehr manuell spannen muss. Leonard Euler: «Jede unserer Fachkräfte betreut zwei Anlagen und damit
B ild: Maik Goering Pho to gr aph y
Sebastian
Fertigungssteuerung, Mustafa Hummadioglu, CNC-Fräser (alle Euler Feinmechanik), und Ralf Schleuning, Aussendienstmitarbeiter der Hermle AG.
mindestens sechs verschiedene Werkstücke, die parallel laufen und mal links und mal rechts angeschlagen werden.»
Dank der Automation fertigt Euler in der Nachtschicht oder am Wochenende personenlos. «Wir zerspanen beispielsweise komplexe Bauteile, die jeweils zwei Stunden lang bearbeitet werden. Dafür läuft die Anlage das gesamte Wochenende durch», verdeutlicht der Geschäftsführer Die Zusatzmagazine ZM 216, die die 36 Werkzeuge in der C 32 U um jeweils 216 weitere, darunter auch Schwesterwerkzeuge, ergänzen, sorgen für lange Bearbeitungszeiten.
Ganz besonders schätzt Leonard Euler den Service von Hermle: «Jede Maschine weist eine Telefonnummer aus, mit der ich bei einem kompetenten Techniker lande
und nicht etwa in einem Callcenter Dadurch konnten wir schon viele Probleme selbst beheben.» Dazu trage auch die Standardisierung der Bearbeitungszentren bei. «Das Bedienkonzept und der Aufbau der einzelnen Maschinen unterscheiden sich wenig. Deshalb können wir unsere Fachkräfte flexibel einsetzen und bei kleineren Reparaturen Ersatzteile selbst tauschen.» (neu) SMM
Studer hat die weltweit erfolgreiche CNC-Universal-Rundschleifmaschine «favoritCNC» weiterentwickelt und dabei jahrelange Schleif- und Maschinenbauerfahrung einfliessen lassen. Das Ergebnis ist moderne Schleiftechnologie mit hoher Präzision und einfacher Bedienung für ein sehr gutes Preis-Leistungs-Verhältnis
«Mit zahlreichen neuen Features, Optimierungen und Automationsfähigkeiten ist die ‹favoritCNC› sowohl für die hochwertige Auftragsfertigung als auch für die eigene Produktion eine zukunftssichere und wirtschaftliche Lösung für das Aussen- und Innenrundschleifen von kleinen bis mittelgrossen Werkstücken in der Einzel- und Serienfertigung», so Sandro Bottazzo, CEO bei Studer Der Schweizer Qualitätshersteller für Rundschleifmaschinen hat die bewährte Einstiegsmaschine weiterentwickelt und dabei seine jahrelange Erfahrung einfliessen lassen. Für eine wirtschaftliche Investition erhalten Fertigungsbetriebe damit eine moderne CNC-
Universal-Rundschleifmaschine, zu deren Vorteilen unter anderem hohe Genauigkeit, kurze Bearbeitungszeiten und eine intuitive Bedienung gehören.
In der neuesten Generation verfügt die «favoritCNC» über eine modernisierte CNC-Steuerung (Fanuc 0i-TFP) und Software sowie kluge Automationsfähigkeiten. Durch die neue automatische Bedientür und Laderschnittstelle haben Kunden auf Wunsch nun die Möglichkeit, ihre Produktion selbst zu automatisieren. Weitere Optimierungen gibt es beim Betrieb mit Blick auf die Nachhaltigkeit und Effizienz sowie bei der Ergonomie für eine noch einfachere und sicherere Bedienung. Zum Beispiel ist die Benutzerfreundlichkeit durch die
einfache Schleifscheibenwechselhilfe und Parkposition für den Reitstock innerhalb der Maschine (optional) deutlich gesteigert. Zu den neuen Features gehören zudem der Maschinenständer mit grösserem X-Führungsabstand für noch mehr Stabilität des Schleifkopfs, ein ressourcensparendes Riemenspindel-System, die digitale Anzeige des Schwenkwinkels auf der manuellen B-Achse oder die optionale Funktion «QuickSet» für besonders schnelles Umrüsten.
Flexible Einsatzmöglichkeiten und hochwertige Komponenten
Bei der Ausstattung legte Studer auch bei der neuen «favoritCNC» den Fokus auf Flexibilität, die für Kunden in diesem Segment besonders wichtig ist. Es stehen zwei Schleifkopfvarianten zur Auswahl: ein fester Schleifkopf zum produktiven Aussenschleifen (manuelle Schwenkung 0°/15°/ 30°) oder ein Universal-Schleifkopf für das Aussen- und Innenschleifen (in einer Aufspannung möglich, manuelle Schwenkung 2,5°-Hirth-Präzisionsverzahnung). Zudem gibt es zahlreiche Konfigurationsmöglichkeiten, etwa ein fester oder schwenkbarer Werkstücktisch oder Optionen wie Messsteuerung, Auswuchtsystem, Anschlifferkennung und Längspositionierung. Somit lässt sich die Maschine auch nachträglich an unterschiedliche Schleifaufgaben und Produktionsbedingungen anpassen. Kunden profitieren mit der «favoritCNC» von einem optimalen Zusammenspiel von Hardware und Software und dem Know-how von Studer als Qualitätshersteller von innovativen Rundschleifmaschinen mit einer über 112-jährigen Geschichte. Dadurch enthält die Maschine hochwertige Komponenten sowie moderne und zuverlässige Schleiftechnologie. Beispielsweise entsprechen Werkstück-
Die «favoritCNC» auf einen Blick
W Spitzenweite 650 mm/1000 mm
W Spitzenhöhe 175 mm
W Max. Werkstückgewicht 80/120 kg
W Schleifscheibendurchmesser max. 500 mm
W Kurze Bearbeitungszeit dank Komplettbearbeitung
W Höchste Präzision durch perfektes Zusammenspiel von Hardware und Software
W Intuitive, nutzergerechte und effiziente Bedienung
W Ergonomisch dank guter Zugänglichkeit zum Schleifbereich
W Ökologisch dank gezielter Massnahmen für einen geringeren Energieverbrauch und einen nachhaltigen Einsatz Hardware:
W Schleifkopf lässt sich zum Aussenund Innenschleifen einsetzen (Bearbeitung in einer Aufspannung möglich)
W Zwei Varianten zur Auswahl: Fester Schleifkopf manuell schwenkbar (0°/15°/30°) oder optional UniversalSchleifkopf mit Schleifscheibe rechts und Innenschleifvorrichtung (Option) mit manueller Schwenkung 2,5° Hirth
W Fester Tisch oder Schwenktisch (bis max. 8.5°)
W Maschinenbett aus Mineralguss Granitan S103
W Maschinensteuerung Fanuc 0i-TFP
W Digitale Anzeige des Schwenkwinkels
W Moderne Messsteuerung und Sensorik
W Automatische Bedientür
W Ergonomisches Handbediengerät zum Einrichten nahe am Schleifprozess
Software:
W Einfachste Programmierung dank «StuderPictogramming»
W Programmiersoftware «StuderGRIND» (Option) für das Erstellen von Schleifund Abrichtprogrammen auf einem externen PC
W Neu «StuderForm» (Optional)
W Neu «StuderThread» (Optional)
Weitere Informationen: studer.com/de/rundschleifmaschinen/ rundschleifen/product/favoritcnc/
Schleifkopf einer Universal-Rundschleifmaschine «favoritCNC» mit Innenschleifspindel.
spindelkopf, Schleifspindeln, Führungsbahnen und Antriebe den hohen Leistungsstandards aus dem Premiumsegment von Studer
Und das Maschinenbett aus dem hauseigenen Mineralguss Granitan S103 sorgt auch bei der «favoritCNC» mit den hervorragenden Eigenschaften bei Dämpfung und Thermik für eine exzellente Oberflächenqualität.
Einfache Bedienung und smarte Software
Die Bedienung der neuen «favoritCNC» ist nun noch einfacher und übersichtlicher –an der Maschine erfolgt sie über einen
Fester Schleifkopf der Studer «favoritCNC». B ild: F ritz Studer A G
10,4-Zoll-Flachbildschirm und ein ergonomisches Handbediengerät nahe am Schleifvorgang
Zudem stehen mit der intern entwickelten und optimierten Schleifsoftware «StuderPictogramming» und «StuderGRIND» zeitgemässe digitale Lösungen bereit, mit denen sich sogar komplexe Schleifprozesse intuitiv einrichten und kontrollieren lassen. Auf der neuen «favoritCNC» ist es mit «StuderThread» und «StuderForm» nun sogar möglich, Unrund- und Gewindeformen einfach zu schleifen. Dank der digitalen Fähigkeiten der Maschine können auch Mitarbeitende mit wenig Vorkenntnissen im CNC-Schleifen schnell hochwertige Resultate erzielen.
Zusätzlich beherrscht die Maschine mit dem neuen Conventional Mode auch das manuell geführte Handschleifen. Damit können Anwendende ganz ohne Programmierkenntnisse effizient hochwertig geschliffene Werkstücke herstellen und der Umstieg von einer konventionellen auf eine CNC-Steuerung ist dadurch besonders einfach «Im Ergebnis ist die neue ‹favoritCNC› eine optimale Lösung für eine Vielzahl von unterschiedlichsten Schleifanwendungen», fasst CEO Bottazzo zusammen. (neu) SMM
Der Musterprozess für Torsionsgelenke bildet alle realen Anforderungen ab, die im Bereich der Bearbeitung dieser Luftfahrt-Komponenten anfallen.
Fertigungs-Know-how für Luftfahrtkomponenten
Für den Bereich Aerospace hat Mapal zwei Musterbauteile entwickelt. Diese so genannten «Generic Components» decken alle anspruchsvollen Bearbeitungsschritte ab, die bei der Produktion von Hydraulikventilgehäusen aus Aluminium oder den aus Titan gefrästen Torsionsgelenken für Landebeine auftreten können.
Überall, wo an einem Flugzeug etwas bewegt werden muss, sitzt ein Ventilgehäuse. Per Hydraulik werden Klappen, Ruder, Fahrwerke, Motoren und anderes gesteuert. In jedem Flugzeug ist eine grosse Menge an Ventilgehäusen unterschiedlicher Ausführung zu finden. Das Spektrum reicht von kleinen Kästchen bis zu Blöcken, die einen halben Meter Länge erreichen. Die Anforderungen an die Bearbeitung sind dabei immer ähnlich.
Gesamtes Fertigungs-Know-how
in einem Bauteil
Passende Bearbeitungsstrategien
Damit verbunden sind Empfehlungen des Werkzeugherstellers für die jeweils passenden Bearbeitungsstrategien und Schnittwerte. Oft kommen verschiedene Möglichkeiten infrage, um ein bestimmtes Problem zu lösen. Zum Reiben einer Bohrung kann entweder ein PKD-Werkzeug oder ein Feinbohrwerkzeug genutzt werden.
Oder, alternativ, mehrschneidige Reibahlen. Jede Lösung hat ihre Vorteile. Entscheidend ist immer, welche Vorteile dem Kunden in seiner Situation entsprechen.
130 Sonderwerkzeuge für einen Gehäusetyp
Ventilgehäuse für den Bereich Aerospace sind kompliziertere Bauteile als solche, die in anderen Bereichen, wie etwa bei der Hydraulik für Baumaschinen, verwendet werden. Für das bislang komplexeste Kundenprojekt hat Mapal mehr als 130 unterschiedliche Sonderwerkzeuge für einen einzigen Gehäusetyp eingesetzt.
Das von Mapal entwickelte «Generic Component» misst etwa 30×30×30 Zentimeter und enthält sämtliche Bearbeitungsschritte, die bei der Fertigung eines Ventilgehäuses auftreten können – von der Vorbearbeitung bis zum Schlichten. Bei dem «Generic Component» handelt es sich bewusst nicht um die Nachempfindung eines Kundenbauteils. Dieses wurde auf Basis der Zerspanungsanforderungen verschiedener realer Bauteile konstruiert Innerhalb der Firmengruppe hat Mapal dafür Erfahrungen zusammengetragen, die weltweit in der Bearbeitung solcher Komponenten gemacht wurden. Das gesamte Know-how ist also in ein einziges Musterbauteil eingeflossen.
B ild: Mapal
Weil in der Luftfahrtbranche die Reduzierung von Gewicht entscheidend ist, arbeitet die Fertigung oft mit sehr dünnwandigen Teilen. Weitere Herausforderungen sind tiefe Bohrungen mit Querbohrungen oder Nuten, die für unterbrochene Schnitte sorgen Hinzu kommt, dass bei der Zerspanung des verwendeten Aluminiums mit seinem niedrigen Siliziumgehalt sehr lange Späne entstehen, die schwer zu brechen sind.
Torsionsgelenk für das Hauptfahrwerk am Flugzeug
Ein weiteres «Generic Component», das Mapal für die Luftfahrt entwickelt hat, ist ein Torsionsgelenk (Torsion Link) für das Hauptfahrwerk am Flugzeug Es verbindet die beiden zylindrischen Teile des Landebeins miteinander Diese Konstruktion ermöglicht es dem Dämpferzylinder, ein- und auszufahren, ohne sich dabei zu verdrehen. Auch dieses Bauteil gibt es in unterschiedlichen Ausführungen
An seinem Musterteil mittlerer Grösse bildet Mapal alle realen Anforderungen ab. Wegen der hohen auftretenden Belastungen und der geforderten geringen Masse bestehen Torsion Links aus Titan. Aufgrund der niedrigen Wärmeleitfähigkeit und der hohen Schnittkräfte ergeben sich hohe Temperaturen bei der Zerspanung, die sich negativ auf die Standzeit der Werkzeuge auswirken können. Neben optimaler Beschichtung und Schneidkantenpräparation kommt es hier auf die richtige Bearbeitungsstrategie an.
Mit den «Generic Components» für Aerospace setzt Mapal ein Konzept fort, das sich bereits im Automobilbereich bewährt hat. Auch hier wurden zunächst anspruchsvolle Bauteile identifiziert, für deren Bearbeitung sich die vom Aalener Präzisionswerkzeughersteller zur Verfügung gestellten Werk-
Hohe Wiederholbarkeit der Produktion und zuverlässige Prozesse sind im Fokus bei der Prozessauslegung von Hydraulikventilgehäusen für Flugzeuge. Die «Generic Components» sind keine Nachempfindung eines Kundenbauteils, sondern eine Konstruktion auf Basis realer Zerspanungsanforderungen.
zeuge sehr gut eignen. Inzwischen wird ein grosser Teil der Automobiltechnologie mit den passenden Musterteilen abgedeckt. Mit Hilfe der «Generic Components» kann Mapal auch im Luftfahrtbereich aufzeigen, wozu der Werkzeugspezialist technologisch in der Lage ist (böh) SMM
Mapal Dr. Kress KG
Gässli 10, 4588 Brittern
Gebietsverkaufsleiter Andreas Mollet Tel. 079 794 79 80, andreas.mollet@mapal.com mapal.com
Wir entgraten und waschen für Sie! Mit Wasserstrahl-Hochdruck bis zu 850 bar.
Testen Sie uns!
www.mandatec.ch info@mandatec.ch +41 32 344 70 60
B ild: Mapal
Anzeige
Auf Prozess abgestimmt kühlschmieren
Die Knoll Maschinenbau GmbH zeigte zur Messe DST in Villingen-Schwenningen nachrüstbare Hochdruckaggregate zum Kühlschmieren, Einrichtungen zur Aerosol-Schmierung sowie Hardund Software zum Steuern des internen Informations- und Materialflusses.
Kühlmittel unter Hochdruck
Das Bad-Saulgauer-Unternehmen stellte seine zum Einrüsten bei Herstellern und zum Nachrüsten in Fertigungsbetrieben geeigneten Hochdruckaggregate der Baureihe Lubi Cool vor. Diese bringen Kühlschmierstoff bei bis zu 150 bar Druck an die Eingriffstellen von Werkzeugen auf Werkzeugmaschinen. Sie sind mit einem Filter ausgestattet, der die Emulsionen und Öle zum Kühlschmieren reinigt.
Neben den bewährten Varianten S und M wird auf der Messe eine Ausführung L erstmals gezeigt. Diese kann mit zwei Hochdruckpumpen zusätzlich zur Niederdruckpumpe ausgerüstet werden. Bisher gab es nur Kombinationen aus einer Hoch- und einer Niederdruckpumpe. Somit kann die Variante L auf Drehmaschinen ausreichend Kühlschmiermittel zuführen, die mit zwei Revolvern ausgestattet sind.
Aerosol gerichtet zuführen
Unterschiedliche Fertigungsprozesse lassen sich technisch und wirtschaftlich optimal ohne Kühlschmierung verwirklichen. Um sie dennoch zu schmieren, kann man mit feinsten Schmierpartikeln gefüllte Aerosole an die Werkzeugschneiden zuführen. Das trägt dazu bei, Wärme aus dem Schneideneingriff und von der Schneide abzuführen. Dafür zeigte der Maschinenbauer Knoll in VS-Schwenningen seine Anlagen «Aerosol Master». Die Geräte nutzen die Aerosol-Trockenschmierung (ATS). Letztere trägt dazu bei, dass Werkzeuge längere Standzeiten erreichen oder Fertigungsprozesse bei höheren Schnitt- und Vorschubgeschwindigkeiten ablaufen können.
Vor dem Hintergrund eines sehr niedrigen Verbrauchs an Schmierstoffen sind auch die Kosten zum Bereitstellen und Entsorgen minimal. Zudem benötigen die Geräte nur sehr wenig Energie. Bezogen auf eine Maschine ist der Verbrauch verglichen mit konventionellen KSS-Anlagen um bis zu 60 Prozent niedriger
Intern kommunizieren
Um Prozesse in Produktion und Intralogistik mühelos und effizient anzustossen, entwickelte der Bad-Saulgauer-Maschinenbauer das Tastersystem «Click.it». Es überträgt in Fertigungsbetrieben intern Informationen. Drei Ausbaustufen an Hard- und Software sind verfügbar Die Geräte lassen sich gezielt auf unter-
schiedliche Forderungen und Anwendungsbereiche konfigurieren. So kann man auf Tastendruck beispielsweise Informationen zum Zustand von Maschinen übertragen oder auch Halbzeuge und Betriebsstoffe anfordern. (kmu)
Dünnringlager des Herstellers Kaydon der Baureihe «Real-Slim» von Rodriguez erweisen sich als kompakt, leicht, hoch tragfähig und äusserst stabil. Seit mehreren Jahrzehnten gehören sie zum Produktprogramm des Unternehmens. Das umfasst mehr als 250 unterschiedliche Varianten. Im Vergleich zu herkömmlichen Wälzlagern überzeugen die kompakten Präzisionskomponenten durch ihre um bis zu 80 Prozent niedrigere Masse und deutlich weniger Raumbedarf
Deswegen werden sie in einer Vielzahl an Branchen, darunter Luft- und Raumfahrt, Medizintechnik, Robotik, Halbleiterfertigung, Öl- und Gasindustrie, eingesetzt. Sie werden unter anderem auch in Satelliten- und Radarsystemen, in Verpackungs- und Werkzeugmaschinen eingebaut.
Bei Dünnringlagern sorgen mehr und kleinere Wälzkörper, verteilt über eine grössere Fläche als bei Standardkugellagern, für eine hohe Tragfähigkeit und Steifigkeit. Durch einen grossen Bohrungsdurchmesser sind sie leichter und ermöglichen, Luftund Hydraulikleitungen, Verkabelungen oder Wellen durchzuführen. Konstant schlanke Querschnitte über alle Abmessungen erlauben es, Hohl- statt Vollwellen einzusetzen. In einer Bauform als Vierpunktlager, auch aus Edelstahl, können Dünnringlager der Baureihe «Real-Slim» sogar zwei Standardkugellager ersetzen.
Als nochmals kompaktere Ausführungen stehen Ultra-Dünnringlager der Baureihe «Ultra-Slim» zur Verfügung. Sie haben Ringe aus Edelstahl. Ihre Kugeln bestehen aus Keramik. Somit sind sie gegen Korrosion beständig Zudem eignen sie sich für Umgebungsbedingungen unter Vakuum und im Reinraum, da sie keine Schmierstoffe benötigen Ausführungen mit 35 bis 200 mm Durchmesser und nur 2,5 bis 3 mm Querschnitt stehen zur Verfügung. Diese Lager werden als Rillen-, Schräg- und Vierpunktlager hergestellt. Metrische Ausführungen vereinfachen hierzulande Berechnungen und das Konstruieren. (kmu)
Messgetriebe nutzen Maschinenbauer unter anderem bei Zahnkranzantrieben, die Rundtische exakt positionieren und deren Position messen. Weiters dienen Messgetriebe dazu, Roboterarme und -greifer, Achsen in Werkzeugmaschinen, Drehtürme von Kränen, Antennen und Rundtische in Sondermaschinen genau zu positionieren.
Die Messgetriebe von KBK-Antriebstechnik GmbH, Klingenberg, stehen in zwei Baureihen und fünf Abmessungen mit 65, 90, 120, 150 und 180 mm Aussendurchmesser zur Verfügung. Drehgeber werden wahlweise direkt über ein Ritzel oder über eine Montageglocke und eine Kupplung angebaut. Die Messgetriebe arbeiten spielfrei und auf 20 Winkelsekunden genau. Ihre Gehäuse sind nach Schutzart IP44 dicht. Als Option bestehen sie aus Edelstahl. Auftragsbezogen können die Spezialisten des Herstellers auf Anwendungen spezifisch integrierbare, kompakte Bauformen konzipieren und verwirklichen. (kmu)
Mit den Anschlussklemmen «Snap In» von Weidmüller verwirklichen Elektrotechniker eine schnelle, einfache Verdrahtung ohne Werkzeuge in Schaltschränken. Aufwändiges Crimpen entfällt. Dank intuitiver Handhabung erübrigt es sich auch, Fachpersonal einzuarbeiten. Mit einem Klick rastet die Schnappverbindung am abisolierten Leiter ein. Einfach den abisolierten Leiter einstecken und mit einem Klick eine sichere Verbindung herstellen. Zum Trennen des Anschlusses ist nur der Hebel zu betätigen und der Leiter zu entnehmen. Damit vermindert diese Anschlusstechnologie den Zeit- und Arbeitsaufwand sowie den Verbrauch an Ressourcen und Energie. Zudem ermöglichen die Anschlussklemmen eine mit Robotern automatisierte Verdrahtung. Der Leiter kann unvorbereitet bei minimaler Kraft eingeschoben werden. Spezielles Werkzeug ist dabei nicht erforderlich. Besonders vorteilhaft ist die kurze Einlehrzeit für die Roboter (kmu)
Mit einem Marktanteil von 37%* sind wir die erfolgreichste deutschsprachige Fachzeitschrift der MEM-Industrie in der Schweiz!
Jetzt inserieren, unter
www.maschinenmarkt.ch/media
* Werbeträgerstatistik 2016 der Vertriebsunion Meynen
Ganze Schweiz
INSERENTENVERZEICHNIS MARKTPLATZ
Inserateschluss: Freitag, 12:00 Uhr vor Erscheinungswoche erscheint 14-täglich, jeweils mittwochs Auskunft und Beratung: Telefon 044 722 77 00 media@vogel-communications.ch
A
Amada Swiss GmbH 8422 Pfungen4. US
B
Balance Drive AG 3185 Schmitten45 Blum-Novotest GmbH D-88287 Grünkraut5 Brändle Werkzeugmaschinen GmbH 9536 Schwarzenbach SG56 Bystronic Laser AG 3362 Niederönz2. US
D
Dome Auctions B.V. NL-1012KZ Amsterdam49
F
Fronius Schweiz AG 8153 Rümlang39
G+M Gleitlager und Maschinenbau GmbH 8545 Rickenbach56
I Igus Schweiz GmbH 4622 Egerkingen33
L
Laesser AG 4663 Aarburg13
Laserhub GmbH D-70173 Stuttgart31 Lobag Maschinenbau AG 8330 Pfäffikon ZH56
Mandatec 2500 Biel11, 53
S
Müller Biegetechnik AG 5313 Klingnau17 P P. E. Schall GmbH & Co. KG D-72636 Frickenhausen3
FIRMENVERZEICHNIS
A
Autz + Herrmann GmbH D-69115 Heidelberg26
B
Blaser Swisslube AG 3415 Hasle-Rüegsau13 Bundesverband Materialwirtschaft, Einkauf und Logistik e.V. (BME) D-65760 Eschborn6 Bystronic Laser AG 3362 Niederönz34
C
Chiron Group SE D-78532 Tuttlingen15 Citizen Machinery Europe GmbH D-73728 Esslingen43 Conrad Electronic AG 8832 Wollerau55
D
Dihawag 2504 Biel10 Dome Auctions BV NL-1012 KZ Amsterdam7
E Elysia GmbH D-41334 Nettetal43 Euler Feinmechanik GmbH D-35641 Schöffengrund46
F Fritz Studer AG 3612 Steffisburg8, 50
Redaktionell erwähnte Unternehmen
G
Grob Schweiz AG 6340 Baar21 Grob-Werke GmbH & Co. KG D-87719 Mindelheim21
Nastassja Neumaier (neu), Stv. Chefredaktorin Tel. +41 79 392 46 14, nastassja.neumaier@vogelcommunications.ch Konrad Mücke (kmu), Redaktor Tel. -28, konrad.muecke@vogel-communications.ch Autor/innen sind namentlich zu Beginn des Beitrags genannt. Beiträge, die von der Redaktion redigiert wurden, sind mit einem Redaktionskürzel am Ende des Beitrags gekennzeichnet.
Hinweis: Die Redaktion richtet sich bei allen Schreibweisen nach den Empfehlungen des Dudens. Firmen- und Produktnamen werden deshalb wie normale Substantive geschrieben – also ohne Versalien, Kursivstellungen oder Mittelinitiale. Produktion/CvD
Julia Mirsberger, Tel +41 44 722 77 12, media@vogel-communications.ch
Stephan Knauer, stephan.knauer@vogelcommunications.ch, Tel. +41 79 814 82 49
Die in dieser Zeitschrift publizierten Inserate dürfen von Dritten weder ganz noch teilweise kopiert, bearbeitet oder sonst wie verwertet werden. Ausgeschlossen ist insbesondere auch eine Einspeisung auf Online-Dienste, unabhängig davon, ob die Inserate zu diesem Zweck bearbeitet werden oder nicht. Der Verleger und die Inserenten untersagen ausdrücklich die Übernahme auf OnlineDienste durch Dritte. Jeder Verstoss gegen dieses Verbot wird vom Verlag rechtlich verfolgt.
Auslandvertretung USA, Kanada und UK Vogel Europublishing inc., Mark Hauser, Ashbourne Circle San Ramon, CA 94583, Tel. 001 925 08 03 12 65
Erscheinungsweise
Der SMM Schweizer Maschinenmarkt erscheint 18x im Jahr
Manuskripte und Nachdruck
Mit der Annahme eines Manuskriptes hat der Verlag das Recht zum Abdruck in seinen Fachorganen, zur Übersetzung in andere Sprachen und zur Speicherung in elektronische Datenbanken erworben. Für unaufgefordert zugesandte Manuskripte und Fotos kann keine Verantwortung übernommen werden. Der Nachdruck von Fachbeiträgen bedarf der schriftlichen Zustimmung durch die Redaktion
Abonnement
Inland: Fr. 160.– (inkl. MwSt.) für ein Jahr mit SMM GUIDE (Jahresausgabe/Einkaufsführer)
Annahmeschluss
Empfehlungsinserate: 10 Arbeitstage vor Erscheinen der Nummer; Stelleninserate, Freie Kapazitäten, Verschiedenes, Occasionsinserate: Montag vor Erscheinen, 8.00 Uhr