All hands needed on deck for recruiting and retaining new staff and skills
PUTTING SUSTAINABILITY INTO PRACTICE
CLOSING THE INSTRUMENTATION KNOWLEDGE GAP
SOLVING FUTURE FIELD DEVICE CHALLENGES
Process improvement is like a trapeze act. You need a trusted partner who lends a hand at the right moment.
Just as athletes rely on their teammates, we know that partnering with our customers brings the same level of support and dependability in the area of manufacturing productivity. Together, we can overcome challenges and achieve a shared goal, optimizing processes with regards to economic efficiency, safety, and environmental protection. Let’s improve together.
Street-smart sustainability
System integrators and suppliers show how to put sustainability into practice by Jim Montague
End users and integrators are partnering with schools and organizations to recruit and nurture new employees by Jim Montague CONTROL (USPS 4853, ISSN 1049-5541) is published 8x annually by Endeavor Business Media, LLC. 201 N. Main Street, Fifth Floor, Fort Atkinson, WI 53538. Periodicals postage paid at Fort Atkinson, WI, and additional mailing offices. POSTMASTER: Send address changes to CONTROL, PO Box 3257, Northbrook, IL 60065-3257. SUBSCRIPTIONS: Publisher reserves the right to
Technicians and engineers often fail to make best use of microprocessor-based transmitters by Greg McMillan
Sustainability faces headwinds
As politics dim the limelight for green investments, the process industry pushes forward
Solar digital transformation boosts agricultural efficiency
Intelligently controlled, solar thermal systems can supply significant heat 10 ON THE BUS
Rats with wings
Future operators should be better equipped to deal with the unique challenges faced by field devices
WITHOUT WIRES
Field networks: the wireless connection
Transition-point losses can be minimized with best practices
Can the Paris Agreement survive? Why action on transitioning from fossil fuels to the hydrogen age still matters
Redefining ultrasonic level switch with a streamlined design The 2700 Series ULS consolidates advanced microprocessor technology, intuitive interfaces and legacy features in one unit 16 IN PROCESS
Chemical Safety Board faces closure ISA launches security assurance program; CSIA honors 2025 award winners
20 INDUSTRY PERSPECTIVE
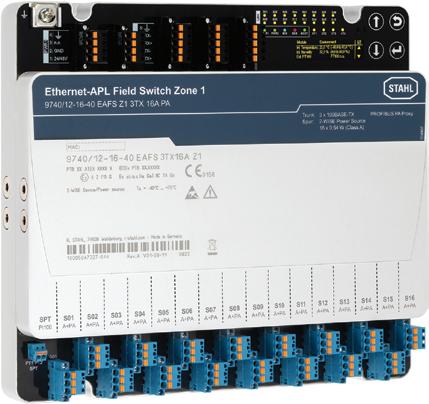
The emergence of Ethernet APL for the process industry
Level and pressure measurement, particularly when it comes to radar, benefits from Ethernet APL
28 INDUSTRY PERSPECTIVE
Fulfilling the key promises of AI for industrial automation
The industrial sector is enamored and perplexed by how to best use AI in process control
Easy temperature measurement arrives
Accurate, flexible and simple to use, Rosemount 3144S enables efficient, safe and profitable processes
36 INDUSTRY PERSPECTIVE
Keys to sharing SCADA data on a massive scale
What are the keys to sharing data beyond your firewall efficiently and safely?
38 RESOURCES
Batch patchwork
Control's monthly resources guide
39 ROUNDUP
Shelter from whatever comes Enclosures, workstations and purge systems keep expanding protection ranges
42 CONTROL REPORT
Selling school
How to overcome objections to education and retraining
VP/Market Leader - Engineering Design & Automation Group
Keith Larson
630-625-1129, klarson@endeavorb2b.com
Group Sales Director
Mitch Brian
208-521-5050, mbrian@endeavorb2b.com
Account Manager
Greg Zamin
704-256-5433, gzamin@endeavorb2b.com
Account Manager
Jeff Mylin
847-533-9789, jmylin@endeavorb2b.com
Subscriptions
Local: 847-559-7598
Toll free: 877-382-9187
Control@omeda.com
Jesse H. Neal Award Winner & Three Time Finalist
Two Time ASBPE Magazine of the Year Finalist
Dozens of ASBPE Excellence in Graphics and Editorial Excellence Awards
Four Time Winner Ozzie Awards for Graphics Excellence
Sustainability faces headwinds
Even as the limelight for green investments dims in the current political environment, process industry leaders and innovators continue pushing forward
IT wasn’t long ago that terms such as sustainability, ESG and net zero were everywhere. Just last year, one would be hard-pressed to attend an industry conference—any industry conference—without sustainability taking center stage. This year? Not so much.
Since taking office in January, the Trump administration has once again withdrawn the U.S. from the Paris Climate Agreement to curb global emissions, revoked plans to increase electric vehicles in the U.S., prioritized oil and gas production—its most recent tariff deal with the European Union is strongly centered on increasing liquefied natural gas purchases by the EU from the U.S.—and even reversed bans of plastic straws.
Take a deep breath and make your own judgement on whether all that backsliding is for good or bad for us, but as we sit here today it’s fair to wonder how companies are reacting to this swift shift in priorities. That’s why we recently posted a survey on our website (controlglobal.com/sustainabilitypoll), to find out what you think about these changes.
Once thing these next few years will tell us is who’s serious about sustainable processes, and who was simply greenwashing. As a recent article (bit.ly/454uwiM) in the S tanford Social Innovation Review pointed out, “Management teams have a range of strategic responses available; they can exit or hide, and they can fight or foster…Companies should learn from the past, and think long term: in other periods of backsliding, leaders were separated from greenwashers.”
While it’s understandable why some companies might want to step back and wait out the current political environment, it’s also admirable to see those who are still committed to the same cause they’ve espoused as vital.
You can read about how system integrators, operators and suppliers are chugging along to create the best sustainable practices for process automation in "Street-smart sustainability (pg. 32) and at www.controlglobal.com.
So, while it seems the volume of sustainable investment and initiative may have turned down a bit this summer compared to last year, companies deeply committed to sustainability, ESG and net-zero results are still hard at work, and putting their money where their mouths have always been.
LEN VERMILLION Editor-in-Chief lvermillion@endeavorb2b.com
“While it’s understandable why some companies might want to step back and wait out the current political environment, it’s admirable to see those who are still committed to the same cause they’ve espoused as vital.”
Suncom Energy
Solar digital transformation boosts agricultural efficiency
Intelligently controlled and eco-friendly concentrated solar thermal systems can supply significant amounts of heat, largely taking over for traditional sources
TECHNOLOGY continues to play an increasingly key role in improving productivity throughout almost every type of agriculture or farming operation, sometimes in unexpected ways. It’s quite evident in the Netherlands—one of the world’s largest agricultural exporters—despite challenges presented by its climate and limited space. Dutch farmers are open to applying technology that maximizes their yields, but there must be a solid business case to do so. In some cases, government grants help prompt work in this area.
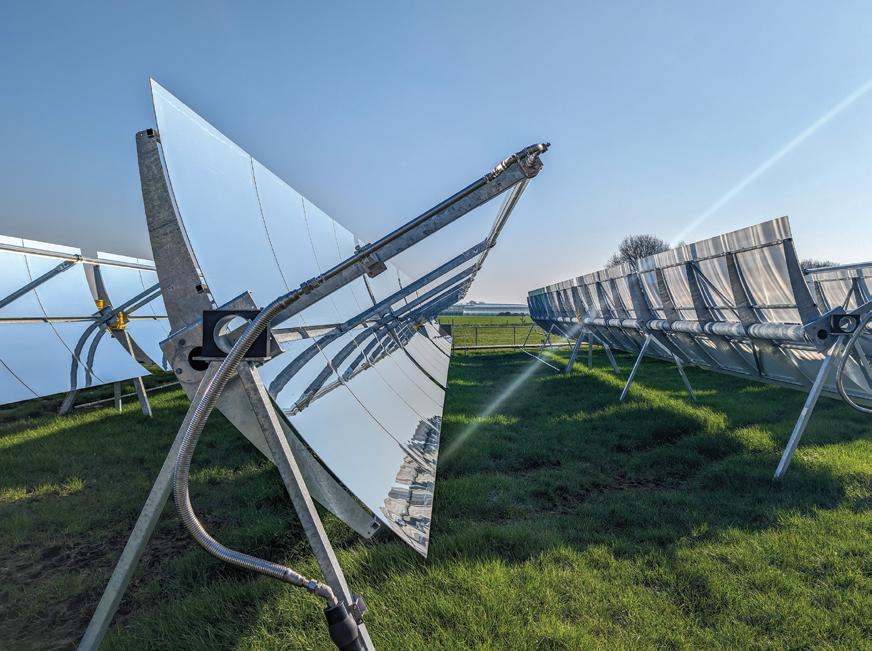
Some farming operations need a heat source during harvest to properly dry or process products. Traditionally, heat was supplied solely by fuel-fired systems. However, many of these applications are candidates to obtain a greater amount of their heating needs, sometimes up to 50% or more, from renewable, concentrated solar thermal (CST) solutions (Figure 1).
Suncom Energy was founded to help energy generation for operating companies in agriculture and other industries. By developing innovative physical and control technologies for CST, Suncom helps large and small end users efficiently meet their energy needs, while providing decarbonization.
Scaling CST effectively
CST is conceptually the simplest solar technology. It's basically heating a fluid with the sun, and efficiency can be improved by focusing sunlight on a target. However, scaling this to work as needed for small, medium or large users introduces many challenges. The physical, outdoor equipment must be designed to produce sufficient heat to warm heat transfer fluid (HTF) to the required temperature, and optimize operations throughout the day. A storage and distribution system must get the hot HTF—which can be thermal oil or water—to usage points, whether the sun is shining or not.
Figure 1: Agricultural operations can realize energy savings and reduce their carbon footprints by installing concentrated solar thermal systems monitored and controlled by visualization and data access software. Source: Suncom Energy
Most CST systems work in conjunction with existing, traditional, fired-heat sources—using fuels such as gas, coal, or wood pellets (biomass)—with a preference toward using the eco-friendly CST system, but with the ability to use other sources as needed to make up total heating requirements. Careful application of a thermal energy storage (TES) system for the HTF helps overcome the intermittency of the CST renewable energy source, and it minimizes the need for carbon-emitting heat generation produced using fuels with unpredictable price fluctuations.
Suncom’s approach includes three essential elements:
• Create a mechanical design, including a patented, flat-profile receiver tube and high-efficiency SunArc parabolic reflector, which can be easily installed, maintained and expanded (Figure 2);
• Incorporate automation for aiming and stowing the reflectors, and for pumping and
WOUT GUBBELS
CTO
JOHN WATSON
North Europe Territory Manager
Emerson
storing HTF for gathering and then distributing heat as needed, enabling fully autonomous operation; and
• Applying a modern human-machine interface (HMI) and supervisory control and data acquisition (SCADA) platform, supporting simple and intuitive local visualization, secure remote monitoring and data gathering. It creates what Emerson calls its “Floor To Cloud” solution.
Combined, these technologies can supply a volume of HTF at temperatures up to 475 °C (though many operations only require much lower temperatures, perhaps 100 °C). This is sufficient to provide much of the needs of a typical operation, while realizing an overall 20% reduction in energy bills. This is significant for these types of applications because energy use is one of their main operating costs.
Shining a light on daily operation
The Suncom reflector automation system runs proprietary tracking algorithms based on the geographic location of the site and the time/day to provide optimum solar tracking, which is verified by inclinometers built into the field equipment. A local weather station provides information to the automation system, especially if the wind become too strong, which requires commanding the reflectors to be moved into their stowed position.
Another input is a direct normal irradiance (DNI) sensor that measures the strength of the sunlight. DNI information is used to confirm whether system output aligns with what's expected. If the yield goes down too much, this indicates problematic issues, such as dirty reflectors, misaligned hardware or missing insulation.
With so much configurability and data available, Suncom needed an equally high-performing HMI/SCADA system
capable of working with any system size and automation elements. After researching available options, the team chose to collaborate with Emerson as the supplier most able to provide a comprehensive digital transformation solution. It standardized on an Emerson's RXi2-BP industrial PC (IPC), running Movicon HMI/SCADA software.
While the automation system operates autonomously, Movicon provides the clear and concise real-time monitoring needed to maximize the CST system's operational efficiency.
Visualization and other features support many different user types. A typical onsite worker can see basic operational data, such as temperatures and power usage. Maintenance personnel can access tracking data and check alarms. Qualified personnel can change and optimize operational settings when needed. Through the Movicon portal, both end users and Suncom—with the proper credentials vetted by multiple security layers—can securely access this information as well by using a PC, tablet or mobile device.
Suncom uses the remote access capabilities of the HMI/ SCADA system to provide support and maintenance services for their clients. The team can monitor historical data and alarm logs, and implement predictive maintenance using the HMI/SCADA system.
From a fabrication and development perspective, both the physical hardware and HMI/SCADA configurations are designed as modular building blocks. The hardware is mass produced in a factory, and bolted together in the field as easy as a do-it-yourself kit to reduce commissioning and installation time. Similarly, digital aspects such as graphical configurations were developed as typical library-based building blocks, so they can be copied/pasted to match the physical configuration. Any combination of mirror loops, headers and return pipes can be created, and easily expanded in the future.
Shining a light on daily operations
CST heating is a true renewable energy source, and an effective way for industrial and agricultural operations to achieve independence from energy market conditions by taking control of their own energy production.
Suncom is a relatively young company in the field, but it has already developed mechanical and digital innovations for efficiently deploying robust and sustainable energy solutions at sites of varying sizes. Suncom and Emerson's solution with Floor To Cloud enhances productivity, decreases carbon emissions, and reduces operational costs for operating companies of all types worldwide.
Wout Gubbels is the CTO at Suncom Energy. He has several years of experience in product development, product management and management consulting. John Watson is the North Europe territory manager for Emerson’s controls and software business.
Figure 2: Suncom CST systems rely on patented mechanical technologies and advanced Emerson industrial PCs and HMI/SCADA software to deliver optimal performance. Source: Suncom Energy
JOHN REZABEK Contributing Editor
JRezabek@ashland.com
“Novel network solutions for instrumentation and control are compelling to control professionals, but we’re not the stars of the show.”
Rats with wings
Future operators should be better equipped to deal with the unique challenges field devices face
IT was a blustery night shift, and a wind gust blew the lid off an instrument enclosure atop the largest reactor. Fortunately, no one was in the vicinity when this dual-instrument enclosure lid comprising more than two-thirds of the pre-insulated enclosure’s total mass smashed into the ground. It was also fortunate the instruments inside were not especially sensitive to the elements.
When Stosh investigated, he found another issue. Birds were nesting in the instrument box. These were not a particularly rare species or songbirds prized for their charming melodies. Some derisively referred to them as “rats with wings.” The young birds or unhatched eggs Stosh found might have been given a quick shortcut to the pavement. In other such cases, creatures inhabiting what might be an inviting enclosure perished thanks to the nitrogen or other inert gases that leaked inside. In any event, Stosh procured a new enclosure, hopefully one that didn’t attract more avian invaders.
Instrument enclosures are commonly used at higher latitudes. Some sites employ enclosures or even a “sunshade” simply to distinguish instruments from other infrastructure, with the aim of discouraging their use as a foothold or other abuse. Enclosures can become a source of injury, such as when the site forgets to shut off seasonal steam tracing or an electric heater is stuck in the “on” position. Fuses buried in some enclosure heaters can trip unexpectedly, freezing the instruments. In Stosh’s case, random creatures make a home in them.
This seemingly simple repair faced other challenges, as Stosh took stock of the other devices on the same fieldbus segment with the two transmitters he sought to replace. An earlier project used what had been a spur to one of the bird-nested devices, and repurposed it as an extension of the trunk, relocating the terminator. It enabled the project to
interconnect a half-dozen or more instruments in the remote location (10 stories up and on top of a reactor). It meant Stosh had to worry what his “live” maintenance would have on these other devices. Since the segment also provided power for the devices, fumbling with the wiring or a momentary short circuit could send some valves to their “fail” positions.
When the job was explained to the board operator, Stosh said, “I’m 99% sure you won’t see anything.” I compare these conversations with operations to the captain of a commercial flight announcing a pause in the in-flight entertainment, “Folks, please stand by while we reboot the plane’s computers.” A passenger couldn’t be blamed for asking, “Can’t this wait until we’re on the ground?” With process plants and refineries, for which startups and shutdowns are complex and hopefully infrequent, possibly running for years between them, onstream maintenance should aim to be totally mistake-free.
Today’s visionaries and early adopters can’t be blamed for following the creed of “design for the future,” challenging cultures so conservative that no one was ever fired for doing what we always did. Novel network solutions for instrumentation and control are compelling to control professionals, but we’re not the stars of the show. Whatever deliverables achieved by a novel bus or network could be wiped out by the actions of “future Stosh.” Investments pay off by smoothing production of useful chemicals and fuels at promised rates, unhindered by instrumentation distractions. When future Stosh finds invaders in an instrument enclosure, removal and replacement of field devices should be easier, as proposed topologies are largely point-to-point. His network management counterparts should be more mindful of their impact. Early adopters should ensure all the personnel who remain at the plant are trained in activities that pose a threat to operations.
Field networks: the wireless connection
Transition-point losses can be minimized with best practices
WIRELESS networks, particularly wireless sensor networks (WSN), extend the reach of sensor networks to locations that were previously not economically feasible. An argument can be made that Industrial Internet of Things (IIoT) devices are an extension of WSN, with the increasing capabilities of 5G and soon 6G.
Eventually, wireless signals must transition to physical connections and associated antenna, wire traces, processors and interconnecting cables. The laws of physics tell us every transition and associated connection will result in some losses. Connector loss of 0.1 - 0.5 dB per mated pair is typically the same order of magnitude as losses in the cable connection. It’s a reason to minimize connections and distance between radio and antenna. As designers, we do our best to minimize and compensate for losses through good design practices, signal amplification and antenna design.
Losses at the transition point have two sources: the efficiency and capacity of the wireless input, and the processing capabilities of the gateway device bridging the two mediums.
The bridge or gateway must perform several crucial tasks:
• Demodulation/modulation: convert the radio signal into raw digital bits and vice-versa.
• Error correction and retransmissions: handle lost or corrupt wireless packets, which includes cyclic redundancy checks (CRC), acknowledging good packets, and requesting retransmissions of bad ones.
• Protocol translation and encapsulation: translate wireless frames into Ethernet's 802.3 frames—and vice-versa—which means adding headers and footers and potentially dealing with different MAC addressing schemes or network segmentations. Generally, any physical limitations in the wireless-to-wired transition are small compared to the differences between the WSN capacity and the wired network (normally 100 MB or higher). The other source of errors
when using a gateway is the risk of introducing registry-mapping errors.
Mapping errors aren’t only about flipping bits, but also involve the meaning of the data lost or misinterpreted during translation. This can happen due to:
• Mapping data types: forgetting to account for endianness (byte order), different integer sizes and floating-point representations.
• Truncation and overflow: if a value from a larger data type is mapped to a smaller data type in the target protocol, data can be truncated, or an overflow can occur, leading to incorrect readings.
• Scaling or unit conversion issues: data values must be scaled or converted between units. In some cases, rounding in these calculations leads to incorrect data.
• Incorrect register or address mapping: the gateway maps the wrong data point from the source to the destination. For example, reading the temperature from register PV1 in a HART device and mapping it to Modbus 40010 instead of Modbus 40001.
Depending on how the Modbus memory is configured, this also leads to associating an incorrect unit (PSI rather than oF) with the measurement.
• Loss of context or metadata: some protocols carry rich metadata (timestamp, quality flags, engineering units, alarm states). If the target protocol or the gateway doesn't support or correctly translate the metadata, context can be lost, making the data less useful.
Fortunately, proper testing should catch all these errors before the gateway is configured in the field. However, if field changes are made, it’s often more difficult to do the same level of testing as during the initial installation. Assuming the design matches the correct gateway to the WSN, the mostly likely source of error is human—just adding meaning to the phrase “lost in transition.”
IAN VERHAPPEN Solutions Architect Willowglen Systems Ian.Verhappen@ willowglensystems.com
“The laws of physics tell us every transition and associated connection will result in some losses.
”
BÉLA LIPTÁK liptakbela@aol.com
"The fact that the global warming process is selfregulating doesn’t mean that continued inaction is an acceptable option."
Can the Paris Agreement survive?
Why action on transitioning from fossil fuels to the hydrogen age still matters
FOR millions of years, humankind was mostly unable to convert or transport energy over long distances. Its fate changed with the discoveries of, first the steam engine, and later, electricity. Today, we can get energy by burning fossil fuels that were deposited underground, thousands of miles and years away.
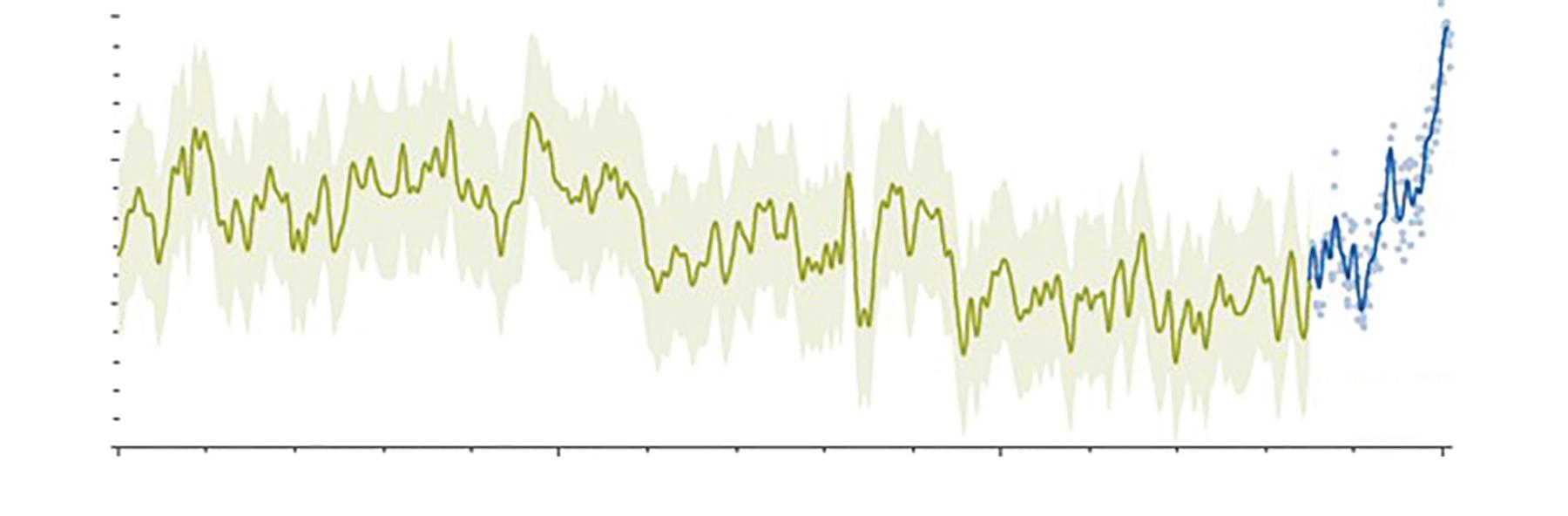
During the industrial age, we nearly doubled the mass of the greenhouse gases (GTCO2e) in the air. During the industrial age, these gases blocked some 2,300-3,000 Q (Q = 1,015 BTU) of heat in the air, causing global warming. The U.S. National Centers for Environmental Information (www.ncei.noaa.gov) reports our planet sweltered as the global average temperature reached 17.01 °C (62.62 °F). And, the World Meteorological Organization’s (wmo.int) latest State of the Global Climate reported 2024 was the hottest year since records started being kept 175 years ago (Figure 1).
Global warming is a somewhat self-regulating process because, while the buildup of greenhouse gases increases our global temperature, the increase in heat sent to outer space also reduces it. When global warming rises to the point where the two effects are equal, a new steady state is established. If this is so, it explains why the Earth's temperature never exceeded such a limit. Naturally, this steady-state temperature limit could exceed the temperature at which
humans can survive, so we must stop global warming before that limit is reached.
I won’t make any predictions because I don’t have the data to calculate how much further inaction can be tolerated before our planet becomes unlivable. The fact that the global warming process is self-regulating doesn’t mean that continued inaction is an acceptable option.
The main cause of global warming is the doubling of the carbon dioxide equivalent content in the air (Figure 2). Both global warming and pollutant concentration numbers are pretty bad, considering they already exceed limits set by the 2015 Paris Agreement, in which 195 nations agreed to limit their global warming to 1.5 °C, and in the worst case, prevent it from rising by more than 2 °C.
Yes, these numbers are bad, but are they irreversible? When people talk about 1.5 °C, what does it really mean? How do we measure global warming, and where did its gains and peak values originate? If modeled global warming target goals can’t be kept, what can we do?
Who will give the answers to these questions? Will they be unbiased scientists or will they be people whose self-serving interests are selling natural gas or in getting reelected? Continued inaction on climate change gives us the answer.
Figure 1: During the last 1,500 years, the global temperature rise never exceeded 0.2°C. Today, it is nearly 1 °C and is rising. Source: Earth Observatory
The heat balance process indicates that global average temperature rises if the heat entering the planet exceeds the amount leaving it. Global warming is a local phenomenon, which at Earth’s poles can be three or more times the global average. It can vary due to melting, evaporation, wind and ocean current directions, and can act as a heat conveyor that delivers or removes heat from specific areas (Figure 2).
We live in the transition period
Some experts believe the first decade after the Paris Agreement was largely wasted, but was it? The period of inaction was necessary to show us what the future could look like. It also serves to convince coming generations that we’re marching on a dead-end road. Fighting economic or nuclear wars over the remaining resources won’t solve anything, and could even trigger biblical-scale migrations from regions made unlivable by climate change. I believe that alarm clocks are buzzing, but I disagree that our collective response can only include sticking our collective heads in the sand. I believe we'll be smart enough to fix our problems by doing what it takes to end the fossil age and advance our energy economy into the safe, free and inexhaustible hydrogen age.
Immediate steps required
In my past columns, I described the scientific and process control technologies already in use to fight climate change. Here are a few more that should also be employed. Over a few decades, they can help us complete our conversion to the coming, carbon-free age.
We should agree that the main advance needed is direct financial support for the conversion because the influence of the West’s fossil and military industries is still dominant. Most of the work on “green” advances happen in the East, not because of market forces, but because of politics.
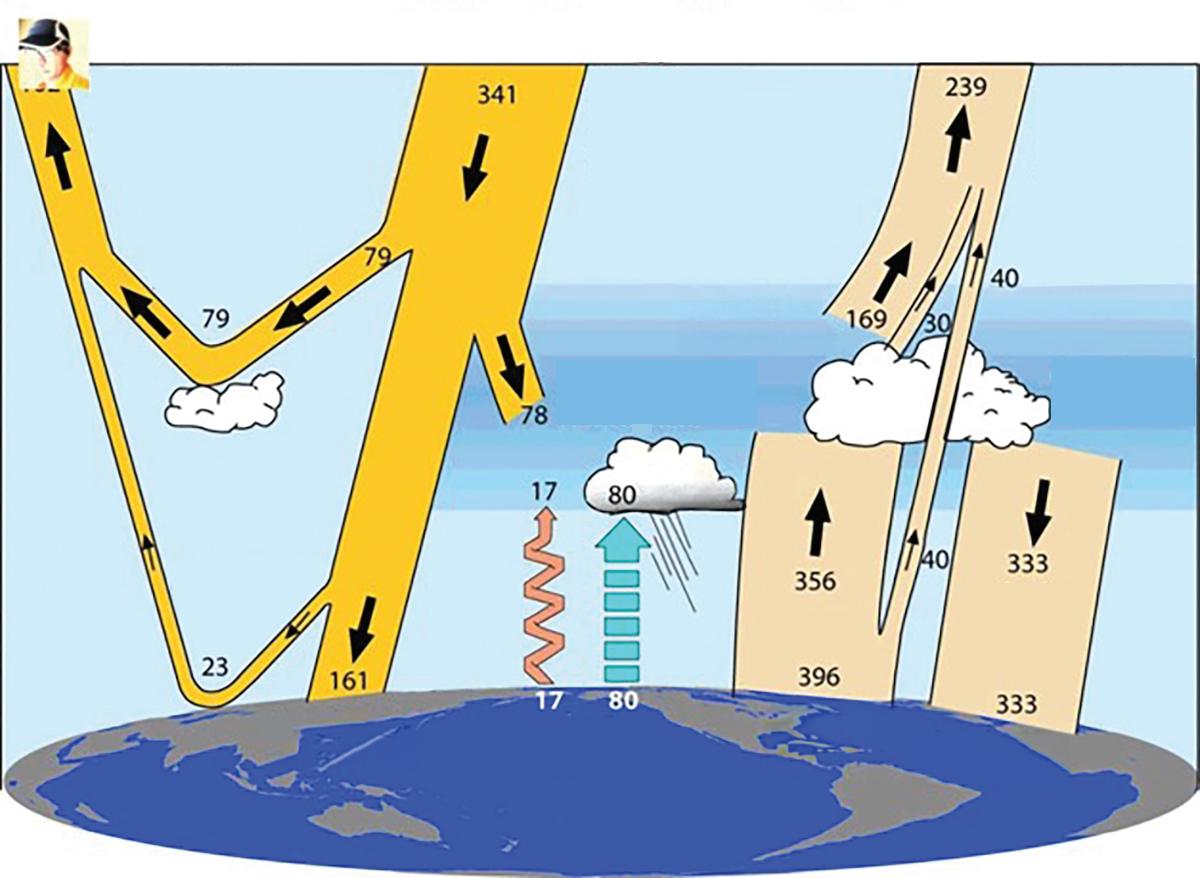
Reflected solar radiation
101.9 Wm-2
Reflected by clouds and atmosphere
Global Energy Flows W m-2
Incoming solar radiation
341.3 Wm-2
Outgoing longwave radiation
238.5 Wm-2
Emitted by atmosphere
Absorbed by atmosphere
Reflected by surface
Absorbed by surface
In the West, the oil lobby still rules the energy market, while China is way out in front on green energy despite an already favorable economic environment for green energy. For example, the costs of solar and wind electricity are already the lowest among all energy sources. The same is true for the costs of batteries and their raw materials.
Political environments can result in changes such as eliminating solar subsidies, but these are only bumps on the road. Some of these still mostly unused methods can overcome such bumps:
• Electrolyzers. The key bump on the road leading to the hydrogen age is the need to improve the electrolyzer, which generates electricity from water by using solar radiation to fuel the process. It does so by a process like photosynthesis, and is often referred to as the artificial tree. For hydrogen to become an inexhaustible and clean fuel, technological advances and mass production are needed. My estimate of the size of this yearly investment is about $200 billion, which can be obtained by combining the development methods used to reduce battery costs with carbon taxes.
• Albedo. Besides lowering the cost of electrolyzers, direct cooling should also be used to reduce global warming. This can be accomplished by lightening the human footprint on Earth by making its surface more reflective, which can be done relatively quickly and at a low cost by subsidizing conversion to usinglighter colored materials. Today, the global albedo is about 30% and instead of rising, it’s dropping due to ocean-ice melting.
The hydrogen age
In our galaxy, life is only present where there's water. Water is both the fuel and the product of our energy cycle. Today, this balance is lost because stored fossils are also being burned. Once all fossils are burned, global warming will stop, but it probably will stop at a temperature that’s too high to support human life on most of our planet.
In this column, I focused on some reasons why I believe the Paris Agreement will survive, but I didn’t mention the most important one: I have five grandchildren and all of them are also working for Earth’s survival. Do I need to say more?
Figure 2: Global energy balance
Source: The UCAR Center for Science Education (https://scied.ucar.edu)
Redefining ultrasonic level switch with a streamlined design
2700 Series ULS consolidates advanced microprocessor technology, intuitive interfaces and legacy features in one easy-to-use unit
WHILE ultrasonic level measurement isn’t a new technology, a new level switch from SOR Measurement and Control gives users in challenging industrial environments easier-to-use instrumentation for precise and reliable pointlevel detection. The 2700 Series that debuted in July is a single- or dual-point level switch using ultrasonic wave technology to detect the presence or absence of liquids at specific points in a tank or vessel.
“2700 Series ULS offers exceptional accuracy and reliability with minimal maintenance,” says SOR’s engineering VP, Mike Bequette. “Its intuitive design and features make it ideal for a range of industries from oil and gas to water treatment and chemical processing.”
2700 Series uses different functions from previous SOR ULS models and consolidated them into a single unit, making it easier for users to order new devices. “We've taken some additional features that we had in previous models, and made them standard across this entire platform,” adds Matt Cheesman, product manager at SOR Controls Group. “We've also added a key feature with an intuitive interface.”
Consolidating features from legacy models, some of which debuted in the 1990s, is a big step in the evolution of SOR’s level measurement technology. The company previously had five different models, and in some cases, they included features such as failsafe or time-delay, depending on application needs. Now, those and other features are wrapped in a single model, so customers have an easier time performing replacements for upgrades.
“When 2700 is ordered by a customer it has the electronics, head and the sensing probe, so they just need to connect them with a cable,” says Matt Giunta, marketing manager at SOR. “You just need to have the
terminals wired to the system and power supplied to the device, and it's good to go.”
He adds that, while signal gain or attenuations aren't needed in most applications, 2700 Series includes capabilities for extreme uses. Even then, it makes the process easier because there isn’t a lot of dialing in needed for it to to perform in those applications.
2700 Series features advanced technology as well. Bequette adds it takes advantage of several gains in ultrasonic technology since SOR’s legacy units debuted. He points to advances in materials, diagnostics and signal processing. 2700 uses advanced microprocessors that give it innovative signal processing. The new unit detects level by analyzing the attenuation of ultrasonic signals. When liquid is present, attenuation is reduced, triggering the relay output to signal the user-defined condition.
It's a disruptive shift that features previously reserved for continuous level measurement, such as transmitters, are now being employed in point level switches. “I'd say using microprocessors is more of an iterative design improvement by adding the ability to change code and additional functions,” Bequettee says.
In addition, 2700 Series features a glass housings with LEDs on the interface board.
“The nice part about the glass window is you can see through it without having to remove the cover and potentially declassify the area if it's a hazardous location,” explains Giunta.
Ultrasonic level measurement has gained popularity in industrial settings, particularly in hazardous liquid applications. 2700 Series is the latest advance in ULS technology, and it provides users with an easier and more efficient path to secure vital level measurement data in several industrial applications.
For more information, visit https://bit. ly/2700-single-point or https://bit.ly/2700dual-point
2700 Series single- and dual-point ultrasonic level switches
Where Conviction and Innovation Shape the World to Come
Yokogawa’s vision of autonomy is shaped by decades at the frontlines of industrial systems. Autonomy means achieving stable operations unaffected by environmental change. It means reducing human workload, preserving expertise, and optimizing the entire plant, supply chain, and beyond.
By combining our core strengths in measurement, control, and information with deep domain knowledge and best practices, we deliver conviction—assurance born from experience—and innovation driven by advanced technologies.
In doing so, we’re redefining the future of industrial workflows and advancing the sustainability of our partners and society.
Chemical Safety Board faces closure
Trump Administration requests $0 for CSB in fiscal 2026
IN a technical supplement to its 2026 budget released in June, the Trump Administration’s Office of Management and Budget (OMB) requested $0 for the U.S. Chemical Safety and Hazard Investigation Board (CSB.gov) for the fiscal year (FY) that starts in October (www.whitehouse.gov/wp-content/ uploads/2025/05/appendix_fy2026.pdf).
“The president's budget proposes eliminating funding for several independent agencies, including the CSB as part of the administration's plans to move the nation towards fiscal responsibility and redefine the proper role of the federal government,” states the document. “CSB duplicates capabilities of the U.S. Environmental Protection Agency (EPA) and the Occupational Safety and Health Administration (OSHA) for investigating chemical-related mishaps. CSB generates unprompted studies of the chemical industry, and recommends policies it has no authority to create or enforce. This function should reside in agencies that have authorities to issue regulations in accordance with applicable legal standards.”
It adds that CSB’s close to $850,000 emergency fund, would only be available for expenses needed to close it by the end of FY 2025 in September.
The first Trump Administration tried to defund the CSB several times, but it was blocked by Congress’ narrow Democratic majority. This time, the legislature’s narrow Republican majority is reportedly more likely to go along with defunding the CSB.
In a June 24 letter to the White House, U.S. representatives Nellie Pou (NJ-9) and Mark DeSaulnier (CA-10) joined 26 other Democratic members of Congress to demand that CSB be protected and preserved: “We write to express serious concerns regarding the recent proposal to dissolve the CSB, a vital independent federal government agency. We urge you to reverse your decision to close the CSB, and preserve it, so it can continue performing essential investigative and advisory work.”
Since its creation in 1998, CSB has deployed to more than 170 chemical incidents, and issued more than 1,000 recommendations targeting safety improvements related to chemical incidents across various industries.
“CSB is a lean and efficient agency. With its minimal $14.4 million FY24 budget and approximately 40 staff, it makes our communities safer, while reducing business liabilities and thwarting potential disaster remediation costs,” added the letter. “The CSB has long received strong bipartisan support for saving taxpayers and communities far more than the small cost of prevention. As many devastating chemical incidents amass hundreds of millions of dollars in property and economic damages, preventing one disaster
would save multiples of the CSB’s total FY24 budget. With U.S. chemical accidents happening nearly every two days, we can’t afford to lose the CSB.”
Angela Summers, president of SIS-Tech (sis-tech.com) and a member of Control 's Process Automation Hall of Fame, commented, “It breaks my heart to see the Chemical Safety Board, one of the few agencies solely focused on learning from industrial tragedies, struggling for survival. Its modest budget pales in comparison to the cost of a single incident, and yet its insights have saved countless lives. CSB has been indispensable in advancing our understanding of process safety failures. Its investigations go beyond blame. They seek to uncover systemic design, operational and cultural weaknesses. Losing it will result in the loss of one of our most valuable sources of industry learning.”
Summers explains that process safety is built on learning from the past, and CSB provides the case studies, technical rigor, and unbiased perspective need to do it well. “We all rely on credible, independent post-incident analysis to improve our systems and safeguard our people. Defunding CSB sends the wrong message about our commitment to safety excellence,” adds Summers. “Its absence would be felt in every design review, HAZOP and MOC discussion that depends on real-world lessons.
“Process safety in the refining, petrochemical and specialty chemical sectors isn’t just a technical issue; it’s a matter of national security and economic stability. The CSB’s investigations have repeatedly exposed vulnerabilities that, left unaddressed, could cripple supply chains and endanger communities. Defunding it ignores the scale of risk we manage every day.”
ISA launches security assurance program
The International Society of Automation (ISA.org) announced June 18 the upcoming rollout of the ISASecure (isasecure.org) certification program’s Industrial Automation Control System Security Assurance (ACSSA) inspection and certification scheme.
ACSSA will offer a common, industry-vetted method for evaluating conformance of an industrial automation and control system (IACS) with ISA/IEC 62443 standards, including all policies and procedures, service providers and technical security controls. It will let asset owners’ control systems be evaluated against ISA/IEC 62443-2-1, 2-4, 3-2 and 3-3.
ISASecure program manager Dr. Mark DeAngelo shared early details about the initiative at ISA’s OT Cybersecurity Summit on June 18-21 in Brussels, Belgium. The event’s 250 visitors attended 35 sessions on improving OT/IT relationships, Europe’s cybersecurity regulations, supply-chain risks and other topics.
“ISASecure is proud to announce our newest program— ACSSA,” says DeAngelo. “It includes asset owners, insurance providers, product suppliers, service providers, conformity assessment bodies and government bodies, and lets them all share a common understanding of facility risks.”
ACSSA helps bridge lingering gaps in operational site assurance. Despite ISASecure’s cybersecurity development process and product certification programs, asset owners often continue to rely on patchworks of internal policies and third-party audits that vary across sites. This leads to inconsistent security postures, compliance gaps, increased risk exposures, more liability and regulatory non-compliance.
“Staff coming from the information technology (IT) side need to understand the unique requirements of operations technology (OT) on the plant-floor,” says Scott Reynolds, ISA president and senior security and network engineering manager at Johns Manville, during the OT cybersecurity event. “For example, where IT can deploy software patches to its systems any time, OT needs to first manage availability, downtime and safety requirements. IT is often ignorant about these issues, and needs to understand their impact.
“Likewise, OT needs to learn that having backup files for system recovery isn’t the same as having redundant equipment that lets operations continue. If OT systems fail due to ransomware, then redundancy won’t save the OT side. This is why OT and IT must work together to address them, and regulate IT’s activities in OT spaces.”
Reynolds reports ACSSA will help users coordinate their cybersecurity efforts because, instead of certifying individual products as complying with ISA/IEC 62443, it will inspect
Scott Reynolds, ISA president and senior security and network engineering manager at Johns Manville, delivers one of the presentations at ISA’s OT Cybersecurity Summit on June 18-20 in Brussels.
and certify the compliance of overall assets and systems like production lines and water treatment plants. “ACSSA is part of our focus on leveraging ISA standards to enable users’ environments, so they can more easily meet current and future regulatory requirements by following ISA/IEC 62443 standards and best practices for cybersecurity.”
ISASecure’s ACSSA aligns all stakeholders around a consistent, standards-based program, contributing to more secure and resilient environments for asset owners. It evaluates conformity with ISA/IEC 62443’s requirements by verifying processes, procedures, support by service providers, and configuration and utilization of control systems’ capabilities. Just as ISA/IEC 62443’s framework offers a risk-based approach, ACSSA evaluation begins with reviewing the asset owner’s risk assessment process and the results of that process.
The first, three-day training course for ACSSA will be launched in early fall 2025 at ISA’s headquarters in Durham, N.C. An online version of the course will be offered in late 2025. Anyone interested in learning more about upcoming ACSSA training courses can sign up at https://isasecure.org/ isasecure-site-assessment.
Two SPE organizations join forces
The SPE Industrial Partner Network e.V. (www.single-pair-ethernet.com) and the Single Pair Ethernet System Alliance e.V. (www.singlepairethernet.com) reported July 11 they’re joining forces after nearly six years of working successfully but separately. They’re committed to developing international standards for SPE, supporting IEC 63171-7 SPE connector standard, and including a uniform IP20 SPE mating profile.
Their first joint activities are already planned for this year. They’ll be represented by a joint exhibit at the SPS Atlanta 2025—Smart Production Solutions USA event on Sept. 16-18, and deliver coordinated presentations at the SPE Forum on Oct. 22-23 in Ludwigsburg, Germany. They’ll end the year with a joint exhibit at SPS—Smart Production Solutions on Nov. 25-27 in Nuremberg, Germany.
Source: ISA
SPE Industrial Partner Network and Single Pair Ethernet System Alliance board members (l. to r.) Claus Kleedörfer, Simon Seereiner, Kilian Schmale and Tim Kindermann plan to jointly shape the SPE ecosystem.
Source:
CSIA honors award winners
The Control System Integrators Association (CSIA, www.controlsys.org) presented its annual awards on June 5 during its 2025 CSIA Conference in San Diego, Calif. The awards recognize individual and company achievements, and their contributions to CSIA and the system integration community. The awards and conferences are part of CSIA’s mission to empower system integrators by enhancing their business and management capabilities, fostering a collaborative environment for sharing industry expertise, and promoting the value of partnering with control system integrators. The winners included:
• Brian Mullen, management consultant at Exotek (exotek. com), won the 2025 Charlie Bergman “Remember Me” award, which honors an individual who exemplifies the spirit of CSIA’s founding member by demonstrating leadership, a generous willingness to share, and dedication to the advancement of the profession.
• Eosys Group (eosysgroup.com) won the Integrator Member of the Year award, which recognizes a system integrator member that’s made outstanding contributions to the asso -
service. It was presented to David Lax, president of Eosys, and Tony Valasek, engineering director at Eosys.
• Insurance company ECBM (ecbm.com) won the Partner Member of the Year award, which recognizes a CSIA partner that’s shown engagement with the association, and contributed to its mission and growth. It was presented to Michael Cunningham, assistant VP at ECBM.
• Lindsey Weimer, business development director at Martin CSI (martincsi.com), won the Emerging Leader award, which celebrates a rising, early-career professional, who has demonstrated leadership potential, innovation and a strong commitment to their industry.
• Hebron Soft/Hebron Academy (hebronsoft.com) won the Social Responsibility award, which is presented to an integrator or partner member that achieves outstanding results in corporate social responsibility and sustainability initiatives. It was received by Hebron Soft’s Kostiantyn Polosukhin, CEO, and Liliya Valihun, chair.
• Víctor Javier González Pulido, director of Cybermax Automation (cybermax.com.mx), received a Special Recognition award for his 10 years of dedication to CSIA’s Latin
SIGNALS AND INDICATORS
• Phoenix Contact (phoenixcontact.com) reported July 28 that it’s appointed Davis Mathews as CEO of U.S. operations. As a 30-year-veteran of the company, he most recently served as an executive board member, and was previously president of industry management and automation.
• TotalEnergies (totalenergies.com) and Emerson’s Aspen Technology (aspentech.com) announced July 22 they’re collaborating to deploy digital technologies such as AspenTech’s Inmation software for continuous, real-time data collection from Total’s industrial sites. This digital infrastructure, which includes Emerson’s advanced process control (APC) solutions, will allow TotalEnergies to deploy AI use cases.
• ABB’s (go.abb/processautomation) announced May 14 that its Ability System 800xA integrated control and safety system (ICSS) will be deployed by the HyNet project (hynet. co.uk) to manage the automation, telecoms and cybersecurity for transporting and storing captured carbon dioxide off the coast of Liverpool. The project aims to reduce carbon dioxide emissions by 10 million tons a year by 2030.
• Binks (binks.com), formerly known as Carlisle Fluid Technologies, cut the ribbon July 15 to open its new, 120,000-square-foot, global headquarters and Controls Center of Excellence in Shoreview, Minn. The event marked the culmination of Binks’ recent transformation, including its rebranding and facility consolidation.
• Eaton (www.eaton.com) reported July 15 that it’s partnering with Nvidia (www.nvidia.com) to help shift to highvoltage direct current (HVDC) power infrastructures in artificial intelligence (AI) data centers. They’re collaborating on design practices, reference architectures and power management solutions to support high-density graphics process unit (GPU) deployments.
• Industrial and packaging solutions supplier Coesia (coesia. com) reported July 25 that it’s acquired Autoware (autoware.it), a manufacturing software integrator in Vicenza, Italy, specializing operations management, supply chain operations and process control. Coesia reports the acquistion will help it deliver end-to-end solutions that enhance efficiency and foster innovation.
RELIABLE MEASUREMENT SOLUTIONS
PAT KOENIG
Product and Technical Solutions Manager, VEGA Americas Inc.
The emergence of Ethernet APL for the process industry
LEVEL and pressure measurement, particularly when it comes to radar, benefits from Ethernet APL. As the two-wire protocol makes its way into industrial uses, people still wonder about this up-and-coming communication method for process applications. To find out more, Control talked with Pat Koenig, product and technical solutions manager for VEGA Americas, Inc. In the following conversation, we discussed the new world for radar, why Ethernet APL is important for process control, the long wait to get this technology into the hands of users, security concerns and FieldComm Group’s role in developing and implementing Ethernet APL.
Q What’s new in the world of radar?
A We know radar has transformed dramatically since its inception. We are now in our second generation of 80 GHz, non-contact radar. As radar technology advanced, so has the communication that we incorporate into the sensor. Today’s latest is Ethernet APL, which accommodates multiple protocols including Profinet, EtherNet/IP, Modbus TCP and OPC-UA.
Q. What can you tell us about Ethernet APL? We hear there will be an Ethernet APL Roadshow in 2025.
A I can confirm that there will be an Ethernet APL Roadshow in September in Houston. There are two locations where users can see multiple vendors, highlighting sensors and devices along with an education day of presentations and discussion. The first will be on Sept. 24 in Houston’s Energy Corridor, and the second is Sept. 25 in Baytown, Texas. The event is hosted by the SDOs of Ethernet APL—FieldComm Group (FCG), ODVA, PI and OPC-UA— along with several device manufacturers. Keep a lookout from FCG for registration information for either location.
Q . Why is the availability of Ethernet APL important?
A That's a hard question because there are several features in these new sensors that have never been available in previous generations of two-wire sensors. Let me list a few:
1. It’s two-wire with Power-over-Ethernet (PoE), so it’s fast and has a migration path for previous generations of twowire sensors.
2. If the existing wire is in good shape and meets standards, you can use existing 4-20 mA wiring or fieldbus wiring for future migration to Ethernet APL.
3. Because it’s Ethernet, we can store more information in memory and support builtin webpages for sensor commissioning,
diagnostics and more. For example, we can store manuals, certificates and other data from the sensor.
4. Ethernet APL is designed for process. The ability to use PoE and intrinsically safe power (IS) directly from the field switch to the device is a game changer that can reduce panel space and installation costs for a new or upgrade project.
Q Many users have waited several years for Ethernet APL. What would you like to say to them?
A. I would say that it’s real and it's here! Support from control systems, field switches and devices are available and ready for process applications. Larger
companies have evaluated APL technology for years and are ready to implement projects that include APL devices and networks.
Q. Future users might be concerned with security of control data over Ethernet or Ethernet APL. Should they be?
A Obviously, cybersecurity is a priority when it comes to Ethernet APL networks and devices. For example, our radar sensor has been designed from the ground up to meet IEC 62443-1020 for cybersecurity. Many concerns can be eliminated for security of the field devices. In addition, many protocol standards used in Ethernet APL include security in the data packets
being transmitted back and forth. The European Cybersecurity Resiliency Act (CRA) requirements to be implemented in the future are met by the certification of IEC 62443.
Q. How has FCG supported the development and implementation of Ethernet APL technology?
A Even though it’s Ethernet, we can support the sensors with FCG standards (FDI, FTD/DTM) that traditional users are familiar with when commissioning sensors and devices. All this is done over Ethernet. Also, FCG is an APL conformance testing body for devices and sensors. They certify that devices meet the APL standards.
End-users and integrators are partnering with community colleges and other organizations to recruit, nurture and retain new employees— and get everyone the skills they need
by Jim Montague
OLIVIA Arias originally thought about pursuing a career in occupational therapy and healthcare, but the closings, job losses and tumult of COVID-19 convinced her to seek more stability.
“A lot of my family work in the process industries, and I noticed that my dad still went to work every day during the pandemic,” says Arias, who graduated in May from Joliet Junior College (jjc.edu) southwest of Chicago, where she earned two-year degrees in process control and instrumentation technology (PCIT) and electrical, electronic and automated systems (EAS). “I was also in my first fieldwork rotation as an occupational therapy assistant (OTA), but I didn’t like it. So, I found my brother’s book on control and instrumentation, and I liked it and switched from OTA to PCIT.”
Arias’ father and two of her brothers are also JJC graduates, where they earned EEAs and operations engineering
technology (OET) degrees. Following her recent studies, she’s also an instrumentation technology co-op at ExxonMobil in Joliet, where she hopes to eventually be hired full-time. Arias was also president of JJC’s ISA club, which competes against teams from other colleges in contests involving analyzers, wiring electrical circuit boards, operating PLCs and troubleshooting valve positioners.
“I saw my dad at all our sports games. He’s always been very present, and seems to have a good working life and financial stability, as well as the chance to use his intelligence,“ explains Arias. “I always wanted to help people, and now I have the chance to do it in a different way than I thought. I believe our perspective as students is that we’re not waiting to be handed opportunities, and are using available resources to earn degrees and certifications, and find full-time jobs.”
Start the skills search
If Arias’ story is any indication, the people and skills that the process industries needs are out there. But, as usual, it’s going to take some genuine commitment and work to track down or develop them.
The brain drain due to Baby Boomer retirements continues today, though it may have eased somewhat after climaxing during the COVID-19 pandemic. However, skills shortages driven by these situations are further compounded by accelerating digitalization and other technological shifts, which leave veterans and rookies alike without the know-how and competencies required to serve and succeed in many process industries and other manufacturing sectors.
Fortunately, some U.S. community colleges and regional workforce organizations report their programs are typically expanding both with new students and experienced workers coming in for training in new disciplines. Several colleges add they're partnering more closely than ever with local companies, who also appear to be getting the message that they must provide genuine support and leadership to retain recent graduates after they’re hired or existing staff after they’re retrained.
Mutual support—inside and out
Though retirements increased and recruiting slowed during COVID-19, the good news is those difficulties have largely eased in recent years. The bad news is the skilled labor shortage in automation and control that existed before the pandemic continues to be a problem, requiring the same patient, consistent, long-term solutions.
“The labor shortage in automation is ongoing because the work is challenging and requires a lot of travel,” says Diane Haig, chief knowledge officer at Applied Manufacturing Technologies (AMT, appliedmfg.com), in Orion, Mich., with approximately 100 engineers divided between contract engineering services and systems integration. The engineering services team focuses on hardware design and controls engineering. The systems integration group specializes in end-of-line solutions and material handling.
AMT employs the usual online job boards and staff referrals for recruiting. However, Haig reports its supportive culture also lets it maintain a strong network of former employees, or “AMT alumni,” who are also instrumental at bringing in new people.
“We support each other like crazy. If one person is out on a job, there’s always a group of colleagues available to assist them, just like having an old Rolodex with experts they can call,” explains Haig. “We also routinely thank and recognize our employees for helping each other. This support began with AMT’s founder and CEO, Michael Jacobs, when he started the company in 1989, and it’s a vision and culture we work hard to treasure and practice.”
RECRUIT AND RETAIN RECIPES
Besides remedies like offering more competitive salaries or paying recruiters, there are several essential strategies that process-industry companies can use to attract, develop and retain new and existing employees. Here’s a summary of some of the most useful:
• Expand recruiting to new formats and demographic groups. Go beyond online job boards and LinkedIn by establishing a presence on multiple social media platforms that younger, potential candidates often rely on.
• Align skills and interests of new hires and mid-career staffers with capabilities the company needs by exposing them to multiple departments and disciplines within the organization. This process can also guide what internal or external training and retraining is needed.
• Improve retention by showing leaders and managers from the top down how to practice sincere, active engagement with individual staffers and teams. Give weight and meaning to core values and missions by living them daily, and give all personnel opportunities for real, positive impact on their organization, industry and communities, which are typically valued more than compensation.
• Partner with local community colleges, universities and high schools to help develop curriculums, confirm that courses are teaching relevant skills needed by area employers, present some guest lectures, and maybe help teach some classes.
• Invite local elementary and middle schools, families and communities to an open house for facility tours and technology demonstrations to show them what neighboring manufacturers and industries do, and increase their awareness.
• Join and support local FIRST Robotics and other Science, Technology, Engineering and Math (STEM) teams and organizations to help get youngsters interested in engineering and technical disciplines, and start to think of them as possible professions they could pursue.
• Work with whatever local and regional workforce development groups are available, including chambers of commerce, and municipal, county, state and national economic and jobs organizations, such as Manufacturing USA’s (manufacturingusa.com) 18 nationwide institutes.
Give values weight
To perpetuate its values and hone their technical skills, the company puts new staffers through its internal, six-to-eightweek “AMT Automation Academy” training program. Its core values are respect, integrity, support for AMT‘s team, and excellence in reputation (RISE). After learning these values and vision, rookies learn how they contribute to its strategic plan and quarterly, one-year and three-year goals.
Once instilled, AMT celebrates its core values and employees yearly by encouraging them to honor colleagues that help them. This generates 20-25 nominees, who are interviewed and voted on by the company’s leadership. While all nominees are considered to be winners, two are selected as Core Value Award recipients, and receive jackets and stickers. Haig explains that AMT keeps its core values and awards program meaningful because its executive team believes in and actively supports it.
“You have to live values and programs like this,“ says Haig. “Our managers regularly recognize award nominees as part of the ongoing team support they provide to their teams. Beyond recognition, the program also strengthens retention, especially when employees are balancing frequent travel, rapid technological changes, and increased demand for automation solutions driven by recent reshoring efforts.”
Community colleges lead recovery
Though the process industries and other manufacturing sectors are still coping with a lot of attrition, educators at several community colleges report they’re presently in better positions to fill those workforce pipelines.
“This is because instrumentation deployments are increasing due to end-users knowing they have to be more efficient,” says Joe Limon, technology department chair and coordinator of the Process Control Instrumentation
Technology (PCIT) program at JJC. “However, it also means bringing in skills, people and teams to operate, monitor and maintain those technologies, and that’s why we’re growing.”
As usual, PCIT offers the same three to five sections of increasingly specialized instruction, each with an average of about 70 students. The first is a process-industry overview on pneumatics and instrumentation, closed-loop process control, roles and responsibilities, calibration and other basic topics. The second section covers electronics, 4-20 mA networking, guided-wave radar level measurement, ultrasonic flow measurement, transmitters and valve safety. The third combines all the previous topics as PID tuning, and shows how all they work together to optimize production processes and anticipate problems. Sections four and five cover specialized industrial networking and more analytics.
“We’ve got the same core classes but we’ve expanded our subject matter, and operate more equipment and labs. We also added analytical classes for measuring application performance, but we can’t bring in process gases and liquids, so we’re trying to give our students more hands-on, onsite learning experiences. For example, where we used to teach PID tuning theory, we bought a trainer last year with an onboard controller that they can actually tune.”
Success on the ship canal
Likewise, while some regions in the process industries have suffered workforce shortages and skills gaps, the Houston Ship Canal isn’t one of them. This is because it has 130 petrochemical plants within a 12-mile-radius, which employ 30,000 people directly, and support more than 120,000 jobs indirectly, according to James Griffin, senior VP for petrochemical and energy technology at LyondellBasell’s Center for Petrochemical Energy & Technology (CPET) at San Jacinto College (www.sanjac.edu) in Pasadena, Texas.
Figure 1: The 32-ft, propylene glycol distillation and recycling unit (left) at LyondellBasell’s Center for Petrochemical Energy & Technology (CPET) at San Jacinto College in Pasadena, Texas, includes an eight tray column, DeltaV DCS, cooling water, boiler and reverse osmosis utilities, and 72 I/O with smart Rosemount transmitters. CPET’s glass pilot plant (right) has two tank farms, feeding four process units, and all-glass and -acrylic components for easier observation. Source: CPET and San Jacinto College
“This summer‘s enrollment is up 32% to more than 1,300, including students earning two-year degrees, and current operators, technicians and other professionals getting retrained and gaining new skills,” says Griffin.
Supported by more than 40 corporate partners, 30-yearold CPET has 151,000 square feet of labs including:
• Analyzer lab with four Siemens gas chromatography (GC) units and two Applied Automation GC units, continuous emissions monitoring system (CEMS), 12 pH analyzers, O2 combustion analyzer, and three tabletop GCs.
• DCS lab with five process control stations and 10 student stations running Emerson‘s DeltaV DCS software.
• Process equipment lab with four acrylic exchanger models, gate, ball, check and control valve cutaways, five pump cutaways, and other devices for students to handle.
• Electrical labs with 12 motor control training packages, 12 motor control centers (MCC), 5 kV metal-clad switchgear, low-voltage switchgear and switchboards.
• Glycol unit with recycling propylene glycol distillation unit has a 32-ft, eight-tray column, DeltaV DCS, cooling water, boiler and reverse osmosis utilities, and 72 I/O with smart Rosemount transmitters (Figure 1).
• Performance learning platform (PLP) lab with 12 Emerson PLPs in three custom configurations, including Coriolis, vortex and magnetic flowmeter measurement.
• Control room with six operator stations, each seating two operators, DeltaV, and a lead simulator station for introducing discrepancies for students to troubleshoot.
• Simulator lab with 36 student and three instructor computer stations, and DeltaV to simulate the glycol unit, glass lab and batch process.
• Glass pilot plant with two tank farms, feeding four process units, and all-glass and -acrylic components for easier observation.
• Process instrument control lab with glycol unit simulator for hands-on learning about control, loops and DeltaV, and filters, water heaters, sample station and other devices.
Beyond supporting its labs and programs with equipment, CPET’s partners also collaborate with it on curriculum development, teaching practices, and balancing on-campus instruction with on-the-job training. “One partner had an eight-week training program, but they wanted to cut it to four weeks in-house, so we looked at handling some of them,”
adds Griffin. “We were able to cover some of this material more thoroughly, which allowed the students to retain more.”
Hands-on comes face-to-face
While remote meetings, diagnostics and other tasks multiplied in recent years, many plant-floor and trade jobs must be done onsite—so teaching and learning the skills they require must also be done in-person.
“You can’t teach welding and HVAC remotely. That’s why we really didn’t slow down during COVID-19, and grew our skilled trades and transportation enrollment by 30% this year, following steady enrollment increases over the past five years,” says Brian Lucas, associate dean for skilled trades at Central Piedmont Community College (cpcc.com) in Charlotte, N.C. “We also have a waiting list for next semester, and are hiring faculty for nine programs to meet the needs of our partner companies.”
To satisfy demand for in-person instruction, Central Piedmont also runs laboratories that serve as counterparts to the settings where its students will eventually work. “Our skilledtrades division is notable for collaborating internally and with partners to run programs that basically function as large job sites, which can do the best job of preparing students for real-world environments,” explains Lucas. “These laboratories also combine to offer students actual, on-the-job training in conjunction with the college’s 43 hiring partners at the Skilled Connect events we offer each semester.”
Collect companies—and high schools
Just as it reaches out to inform students about industries and careers they likely didn’t know about before, Central
Piedmont also contacts and engages with companies and subject matter experts (SME) to show what the college can do for them. These activities include:
• Work-based learning options for its technical programs.
• Setting up and registering participants in formal apprenticeships, which includes co-investing in hiring, and sending staff to the college for education and/or training.
• Career services, such as Central Piedmont‘s Handshake program that lets partners post jobs and talk to students.
• Advisory committees for each technical program, which consist of industry experts, who contribute to curriculums, interact with students, suggest equipment, and check the relevance of each program’s content.
“We’ve got 23,000 employers just in Mecklenburg County, including Westinghouse, Siemens and others,“ says Brett Fansler, executive corporate engagement director at Central Piedmont. “However, it’s still difficult for organizations to reach out to others they don’t know about. This is where we can help. However, it’s also the reason that, even though there are close to 1,500 community colleges in the U.S., they’re still the best kept secret in their communities.”
Lucas reports that Central Piedmont also asks employers what skills they’re seeking, which are usually covered by six or seven of the college’s certificate programs. These typically progress from initial introductions about broad technical areas to more advanced and specialized classes, which often meld the college’s degrees and certificates with industrybased certificates or licensing programs.
“Because our technical programs are building blocks to degrees, we also offer a state-funded Career and College
Figure 2: A steady stream of students and other visitors takes in the digital and cybersecurity demonstrations at Manufacturing times Digital (MxD) institute that provides participants with programs in digitalized tools, cybersecurity and workforce expertise. Source: MxD
Promise (CCP) program for high school juniors, which lets them take our classes and earn credit free of charge,” explains Fansler. “This enables them to progress to other programs, such as Rebuild Opportunities in Construction (ROC) that lets them learn HVAC, electrical, construction and other skills, and get halfway through our degree program by the time they finish high school. Likewise, instructors in our ROC Direct program go directly to three or four local high schools, teach our classes there, and let students earn industry credentials, so they can go directly into internships and jobs.”
Manufacturing institutes lend a hand
While nearby schools and business partners are still the best resources for finding and nurturing new talent, there are many local and regional workforce development organizations that can also provide crucial assistance. Some of the most active include Manufacturing USA’s (manufacturingusa.com) 18 nationwide institutes, including nine supported by the U.S. Dept. of Defense (DoD), and nine supported either by the U.S. Dept of Energy (DoE) or the U.S. Dept of Commerce (DoC). One of the DoD-supported institutes is Chicago-based Manufacturing times Digital
(MxD, mxdusa.org) institute that provides participants with programs in digitalized tools, cybersecurity and workforce expertise (Figure 2). Its largest current initiative is the Curriculum and Pathways Integrating Technology and Learning (CAPITAL) skills development program that has five role-based curriculums and 15 courses taught at MxD’s Learn Virtual Training Center (VTC, vtc.mxdusa.org), which presently has 25,000 enrollees across 35 states. The five curriculums are data annotation, data analytics, augmented and virtual reality (AR/VR), cybersecurity analyst and cybersecurity supply chain.
“These and other workforce programs are crucial because the silver tsunami of retirements is still getting worse. All of the remaining Baby Boomers will be 65 years old and/or retired by 2030, and by 2034, adults over 65 will outnumber youngsters 17-18 and under. This means there’s still not enough talent coming into the pipeline, and we’re still dealing with perception problems that manufacturing is dirty and dark,“ says Angela Accurso, workforce program director at MxD. “The good news is that many young people are technology nativists and excited about it, so we can show them manufacturing is tech-heavy and not dirty and dark.”
OPTIWAVE 1520 and OPTIWAVE 1540 –Compact radar (FMCW) level transmitters with IP68
• Compact 80 GHz radar with flush-mounted PVDF Lens antenna
• OPTIWAVE 1520 – for (waste)water basins, pumping stations etc.
• OPTIWAVE 1540 – for IBCs, chemical tanks, granular silos etc. and high accuracy requirements (±2 mm / ±0.08 in)
• Commissioning via Bluetooth® and OPTICHECK Level Mobile app
DeltaV
Product Marketing Manager, AI Emerson
A solution to help fulfill key promises of AI for industrial automation
THE industrial sector is both enamored and perplexed by how to best use artificial intelligence (AI) in process control. To get answers to the most common questions for industrial operators, Control talked to Curtis Thompson, DeltaV product marketing manager for AI at Emerson, who works on AI product strategy and research for applications in process control.
Q: AI means different things to different people. How do we define AI, particularly in the industrial sector?
A : There are two parts to this answer. The first is that AI is simply a tool that takes the form of intelligent machines using fancy math, complex algorithms and large amounts of data to simulate human intelligence. What that means for us is we can leverage AI to perform complex human-like tasks. That's big picture.
The second part is in an industrial context. Where general AI may deal with vast and diverse data sets and broad applicability. Industrial AI specifically deals with existing operating technology systems, where real-time or near real-time decisions need to be made to enhance efficiency, reliability and safety concerns. It's not only the operational aspects, but also engineering challenges, where we can use generative tools to accelerate engineering productivity and timelines.
Q: What are the primary drivers accelerating AI adoption in the process control sector?
A : There are several challenges where AI is perfectly suited to help with brain drain from the retiring workforce. Knowledge is leaving with those workers. There are also competitive pressures, such as the need to squeeze out more with less. I think modernization
is a big driver, too. For each of these challenges, there are specific AI solutions that can help address them.
On the flip side, there are key tailwinds in the technological advancements that have been made. On the machine learning side, we've seen considerable improvements to the adoption of these algorithms, especially for deep learning and reinforcement learning. We also have the Industrial Internet of Things (IIoT) where enhancements to sensor intelligence, connectivity and affordability have driven easier access to data. Then, access to computing certainly, especially at the edge, has matured, so real-time AI processing can be available wherever needed.
We have smaller, large-language models (LLM) that that can be hosted locally, and they’re advancing at light speed in terms of intelligence and capability. So, from a technological perspective, AI has moved from conceptual dream to a more practical, achievable tool with tangible benefits.
Q: Can you highlight some AI solutions Emerson is delivering in the industrial setting?
A: Where to begin? First, we should talk about enabling technology as a part of our larger boundless automation vision. We've laid out what the future of automation looks like, and the importance of AI and data as cornerstones. Starting at the top, we have our cloudenabled, enterprise-operations platform, where we not only have access to unparalleled AI computing, but also the leverage of our unifying data fabric with AspenTech Inmation and its enterprise-wide insight, where we can make sure to drive informed decision making.
We have the DeltaV Edge environment coupled with our software-defined control solution, which is the IQ controller. It provides a modern, containerized computing
CURTIS THOMPSON
environment and a seamless fl ow of data. The final piece of this balanced automation vision is the intelligent fi eld. We've enhanced onboard analytics and streamlined data connectivity from anywhere.
This industrial data fabric for DeltaV users, specifically, can progress that data through DeltaV Edge, and aggregate other data sources for a higherorder data context, which is crucial on the AI journey. Also, internally we have cloud-based tools like DeltaV Revamp where we're using AI to drive.
Q: What challenges may hinder adoption and how can DeltaV help solve those challenges?
A: I often say AI products are data products. In our served industries, the biggest challenge is data. We're often dealing with proprietary data, whether it's sensor data or other control strategies. Accessing that data can be a huge challenge.
We know the term IT/OT convergence, which kind of morphed into digital transformation. Much of the industry is still going through it, so there's a spectrum where existing facilities that have been running for decades face a modernization challenge. On the other side is the borndigital concept, where greenfi eld projects make it easier to get that data infrastructure in place from the
ground up, but then you don't have decades of historical data. That’s where we're leveraging our simulation expertise to help bridge that gap. There's a vast amount of critical operational knowledge locked within DeltaV as well as in the minds of experienced engineers and operators.
There are also larger cybersecurity challenges. I mentioned the brain drain and retiring workforce. So, whether you can access the data, even if you can, it's just not always easy for humans to understand or quickly reference. So, you have huge complexity issues.
Q: How is AI changing this industrial automation industry?
A: I think there are three key promises of industrial AI. The first is increasing agility by embedding deep learning and hybrid models that can learn to optimize and boost production.
The second is eliminating complexity with intelligent use of data where
For an extended version of this conversation, listen to the Control Amplified podcast featuring Curtis Thompson. It can be found on www.control.com/podcasts or wherever you listen to podcasts.
we can use AI to capture and embed knowledge, making it accessible to all workers. I think about this in terms of humanizing the data to make us smarter operators of our facilities and to be more predictable and efficient.
The final promise is automating workflows—generative tools for engineering activities and automating other key workflows. It’s a tool that can do actual work for those common tasks, where we have a multi-AI agent system and agents are highly connected to work collaboratively.
All the AI tools and capabilities map to these three pillars. They are the building blocks on the journey to autonomous operations.
We talked about how we use artificial intelligence to model behavior and understand relationships between key process parameters, even including external forces spanning. This is how we see the DeltaV automation platform specifically driving this evolutionary change in automation.
Q: Where can people more about DeltaV and how it works?
A: We've barely scratched the surface here, but I encourage people to visit emerson.com/deltavai.
Photo: Adobe Stock
Harness the power of Ethernet-APL in flow
measurement
ABB’s Swirl and Vortex flowmeters are available for the first time with Ethernet-APL connectivity, allowing for high-speed transmission of field data. Built to adhere to the most stringent safety requirements, the innovative flowmeters open new possibilities for the chemical, hydrogen and oil & gas industries.
The AMS Trex Device Com municator allows for issues to be addressed on the spot, avoiding unnecessary, and potentially destructive/invasive physical investigation of the problem. With an AMS Trex in hand, users can properly diagnose intelligent field device issues in the field, and maintenance teams will experience significant savings in work hours and peace of mind knowing that problems will be fixed quickly and properly the first time.
Seamless High-Density Temperature Monitoring Over Ethernet
The TCS Temperature Concentrator System significantly reduces the cost of transmitting multiple temperature sensor measurements in both general-purpose and hazardous area applications by "concentrating" several signals over digital network links. The universal input options include: RTD, thermocouple, resistance/potentiometer, and millivolt inputs.
Moore Industries-International, Inc. www.miinet.com/TCS-Control
New Smart ESD* Device for Safety Instrumented System
Azbil Corporation’s Smart ESD Device 700 series (700SIS) is now available. Devices in this series act as the interface for an emergency shutdown valve in a safety instrumented system. They’re compliant with the IEC61508 international standard for functional safety. The 700SIS has been certified for applications that require SIL (Safety Integrity Level) 3 according to IEC 61508. *ESD: Emergency Shut Down
• Comply with IEC611582 (FOUNDATION H1 / PROFIBUS PA)
• Comply with IEC 610004 (EMC)
• LED for troubleshooting
• Port short circuit protection, isolate faulty device
• Automatic bus terminator
• Fieldbus device can be installed/removed without affecting other devices online
• P67
• Ex ec[ic] IIC T4 Gc
Microcyber Corporation http://www.microcybers.com
The First Process Industry Ethernet-APL Field Switch
The Ethernet-APL rail field switch is the world’s first to bring Ethernet into the field of process plants. The rail field switch transmits power and data on an Ethernet wire into hazardous areas. Mounting of the APL rail field switch via DIN rail makes migration from fieldbus to Ethernet extremely cost-effective. In addition, the rail field switch is perfectly suited for compact plant layouts.
Convert your mobile device into a full featured HART communicator!
The DevCom App uses the registered DD files from the FieldComm Group for complete access to all features of your HART transmitter including Methods. Use your PC, Tablet, or Smartphone as a full featured HART communicator at a fraction of the cost of a traditional handheld communicator. Windows, iOS (Apple), and Android versions available. Full DD (Device Descriptor) Library included. Kits for hazardous areas also available.
ProComSol https://www.procomsol.com/
Upgrading Legacy Devices
If you're developing hardware and need to embed FOUNDATION Fieldbus, PROFIBUS PA, or PROFINET over Ethernet-APL, our commModule MBP or commModule APL can help. These modules easily add new physical layers to your existing Modbus or HART field devices.
The central component for installing Ethernet-APL systems is the Ethernet-APL field switch. The field switch combines two basic functions: "Ethernet switch" and "Ex i isolator". The R. STAHL field switches are robust and ruggedized for use in the harsh environment of the process industry and can be installed in hazardous areas up to Zone 1.
R. Stahl
https://r-stahl.com/en/apl
Advanced Physical Layer
The VEGAPULS 6X radar transmitter with Ethernet APL enables high-speed (10 Mbit/s), secure data transmission in harsh environments and across long distances (up to 1000 meters). Each device is simple to install and lowers costs using its two-wire cable connection and simultaneous power supply to multiple devices.
VEGA Americas
https://www.vega.com/en-us/radar
Looking for the best vortex flowmeter for your measurement condition?
As the inventor of the vortex flowmeter, Yokogawa is bringing the vortex technology to a new era.
The VY series has inherited the superior YEWFLO's sensing structure and evolved from Sensing to Sensemaking combining reliable technology with superior field knowledge on the path to digitalization.
YOKOGAWA https://www.yokogawa.com/
Street-smart sustainability
System integrators and suppliers show how to put sustainability into practice
by Jim Montague
BEYOND its environmental benefits, sustainability can also parallel, fuel and be enabled in return by many labor-saving, efficiency and automation solutions, including digitalization, machine learning (ML) and artificial intelligence (AI). However, while many new technologies can enable sustainability, as usual, their lasting success depends on a solid framework of long-term reliability, traditional skills and efficient automation.
“As a controls engineer, I think of sustainability as a form of optimization. I’ve seen how inefficient legacy systems can create unsustainable working conditions for operations in the industries I’ve worked in, such as water/wastewater treatment, energy storage and critical infrastructure,” says Joseph Pallan, controls engineer at Enterprise Automation (eaintegrator.com) in Irvine, Calif., which is a Tetra Tech company and a certified member of the Control System Integrators Association (controlsys.org). “At one facility, operators had to physically travel to the site, and manually operate pumps, valves and other control elements. Not only was this process time-consuming, but it also left little room for improvement, as operators constantly reacted to new problems. Their system was caught in a cycle of never-ending challenges without any time to improve conditions. To me, sustainability means breaking that cycle by automating and improving efficiency of operations.”
In these situations, Pallan reports that Enterprise Automation focuses on enabling automated control. By adding remote capabilities and automated control logic, it eliminates the need for manual operation, improving energy efficiency and overall system performance. These upgrades reduce the burden on operators, help avoid costly downtime, and prevent excessive energy use. To improve energy storage and implement alternative energy sources like hydrogen, solar and wind, Pallan adds that big enablers include MQTT-based, publishsubscribe communications, solar panels for onsite power, and redundant backup systems like uninterruptible power systems (UPS) for control architectures. These combine to enable more efficient energy use and better system resilience.
“In addition, designing systems to be scalable, maintainable and long-lasting is crucial to long-term sustainability,” explains Pallan. “One of the initiatives I’ve been part of involves municipal water production sites. These need to be
designed for efficiency and long-term reliability. They should be able to withstand power outages, network disruptions and unexpected system failures given their critical nature.”
Likewise, Pallan recommends that end-users concentrate on from-the-ground-up approaches to develop and accomplish their sustainability objectives, rather than quick fixes that rarely succeed in the long run. "Sustainability isn’t just about saving energy,” adds Pallan. “It’s about building systems that last, are easier to maintain, and can adapt as conditions and requirements change.”
Pallan concludes that ML and AI will be integrated into sustainability efforts that they evolve because they’re tools that can process operational data in real-time to predict and prevent inefficiencies or failures. “Beyond that, I think the future of sustainability lies in resilient design,” he says. “It needs systems that can adapt to evolving conditions, integrate new technologies with minimal overhaul, and give operators greater insight and control.”
Solar power builder leans on SCADA
Likewise, to design, build and run its utility-scale solar equipment and power plants, Depcom Power (depcompower.com) discovered about 10 years ago that it needed a supervisory control and data acquisition (SCADA) system that users could scale quickly and easily over the long-term—and do it cost-effectively. Its quest prompted system integrator Vertech (vertech.
Figure 1: Depcom Power uses Ignition software to monitor and control seven solar-power plants.
Source: Depcom Power and Inductive Automation
com) to suggest adopting Inductive Automation’s (inductiveautomation.com) web-based Ignition software with unlimited licensing that would allow Depcom to add tags, clients and projects without added expenses.
Located in Scottsdale, Ariz., Depcom is a Koch Engineered Solutions company that’s developed several Ignition projects with Phoenix-based Vertech in recent years. Depcom uses Ignition to monitor and control multiple solar-power plants, as well as perform data analysis, troubleshooting, design and reporting functions (Figure 1). Analyzing historical data via Ignition lets users continually improve plant performance and efficiency.
“Seven of the nine power plants we operate and maintain are on Ignition,” says Jimmy Hood, plant operations director at Depcom. “It’s a big improvement in SCADA integration. Other platforms can run up costs and headaches in a hurry, while Ignition is user-friendly and easy to integrate with every data type, connection and platform.”
Depcom reports it also appreciates Ignition’s quick development tools and flexibility in integrating with other platforms. This is helpful because Depcom rolls out solar-power sites quickly, and Ignition lets it create customized applications in a hurry. Its stakeholders and customer include its own operators, independent engineers, banks, utilities, plant owners and independent power producers.
“Tasks that took two or three weeks before, now take two hours,” adds Hood.
Because it must process increasing amounts of data as its operations expand, Depcom reports it’s also benefitting from Ignition’s ability to quickly generate information and reports. “Ignition helps us trend data on a daily basis,” explains Hood. “We can troubleshoot the ins and outs of the power plants from trackers to the inverters to the substation.”
Immediate data access also helps Depcom’s operators solve some problems independently. They can pull up details needing further study, view the data, and begin identifying root causes. Ignition can accelerate the process by automating some data analyses, give Depcom greater trust in its information quality, and reach solutions and decisions faster.
“We also picked Ignition to help us design our new Fleet View system to integrate and monitor all plants using one platform,” adds Hood. “From it, we can remote access each individual project, and further evaluate them. We’re planning to integrate all future projects with Ignition. We already have customers requesting it on our second and third projects with them.”
SWEET SPOTS FOR SUSTAINABILITY
There are many roads to sustainability and equally diverse flavors along the way. However, some are especially well-suited to operating equipment, control systems, and automation and support applications in the process industries. Most operators, process engineers and managers can doubtless identify more in their individual facilities and environments, but here are some of the most common types and settings:
• Artificial intelligence (AI), machine learning (ML) and digitalization. Though most efforts are still in experimental stages, AI, ML and related digitalization forms are quickly being evaluated and adapted for monitoring, analyzing and optimizing process applications, which means they can also be used to aid sustainability initiatives.
• Continuous emissions monitoring (CEM), sampling and analysis systems. Instruments, analyzers and methods of examining emissions, process streams and other flows, such as gas chromatography (GC), spectroscopy, tunable diode lasers (TDL) and others, can be used to collect information, and monitor for sustainabilityrelated variables.
• Don’t run to failure. Temporarily patching up neglected devices and units can’t go on forever. Granted, replacing them will likely require some capital expenditures (CapEx). However, sustainability may be just the additional argument needed to tip the scales in favor of finally making some long-overdue upgrades, and gaining efficiencies that also contribute to sustainability.
• Electricity as a process control variable. Thanks to increasingly granular and continuous monitoring and metering, electrical power has become a process control variable that can be managed and optimized using well-known automation methods and support software.
• Find and fix leaks. Enormous savings in power and revenue can be generated by identifying and repairing holes, cracks and breaks in water/wastewater, compressed air, custody transfer and other gas and liquid pipelines and infrastructures.
• Green product development. Instead of just continuing to further optimize processes that make unsustainable end-products, seek to use existing know-how to participate in developing greener end-products requiring closer to net-zero emissions.
• Rethink and harness former waste. Multiple parallel, secondary or combined-cycle applications could be integrated to extract added energy and capabilities from the same initial equipment and processes—rather than discarding formerly troublesome or lessprofitable resources. For example, long-time flaring at upstream natural gas wells and pads, and at downstream refineries and plants, could produce power that might be stored by electrolyzing it into hydrogen or used for other tasks.
• Simplify networking. Free industrial networking from traditional, rigid, proprietary technologies, and reduce hurdles by adopting more open versions of typically Ethernet-based protocols. Some recent efforts in these areas include the Open Process Automation Standard (O-PAS), Message Queuing Telemetry Transport (MQTT) publish-subscribe protocol, and the Single-Pair Ethernet (SPE) and Ethernet Advanced Physical Layer (APL) protocols.
Sustainability parallels health and safety
Because automation, electrification and decarbonization are accelerating potentially chaotic energy transitions in the process industries, ABB (abb.com) has organized its efforts around three goals: enabling a low-carbon society, preserving resources, and promoting social progress. However, over time, it discovered these efforts were part of a larger, unified mission.
“The journey to developing a sustainability culture is similar to maturing a health and safety culture. In short, we’re shifting a culture driven by compliance to one of care,” says Andrew Sheward, global health, safety, environment and sustainability manager at ABB Measurement & Analytics (new.abb.com). “This means embedding human rights like diversity and inclusion into everything we do, and looking out for people as we work towards a low-carbon society.”
Sheward reports ABB begins with achieving internal sustainability in its processes and facilities. These lessons can help its customers, stakeholders and shareholders do the same, and preserve resources by implementing circular good practices for its products from raw material management and throughout their lifecycles. To tackle Scopes 1 and 2, ABB seeks green-energy sources, such as electricity from renewables by participating in the Climate Group’s (www.theclimategroup.org) EP100 Initiative, and employing ABB Ability Buildings Analyzer software and cloud-linked devices to submeter
Figure 2: The 279-foot-tall Amagerforbraending (Amager Bakke) waste-to-energy plant near Copenhagen burns 400,000 tons of solid waste per year; generates 0-63 MW of electricity and 157-247 MW of district heating; has an angled roof that serves as a 31,000 m2 recreational ski slope; and emits 25-meter-wide, 5-meter-thick smoke/vapor rings that each contain 250 kg of CO2 that are monitored by ABB’s ACF5000 CEMS. Source: ABB
energy used in its facilities, reveal power-hungry processes, and reduce their consumption. In fact, Sheward reports that several ABB factories are already implementing it and expect to save 20% per year on energy use.
CEMS checks waste-to-energy emissions
While it recently gained the ability to sense and monitor greenhouse gases (GHG) like methane from space, ABB has been detecting natural gas leaks from infrastructures such as oil and gas pipelines, as well as using continuous emissions monitoring systems (CEMS) to optimize processes for many years. Now, it's also employing these and similar monitoring technologies to optimize sustainability applications.
For example, ABB’s ACF5000 CEMS was recently picked to analyze emissions from the Amagerforbraending (Amager Bakke) waste-to-energy plant, located 3 km from Copenhagen, Denmark. Chief among this architecturally unique incinerator’s innovations is an angled roof that serves as a 31,000 m2 recreational ski slope and park, as well as emissions in the form of 25-meter-wide, 5-meter-thick smoke/vapor rings that each contain 250 kg of CO2, dramatically demonstrating the Bernoulli principle. The 279-foot-tall plant is designed to burn 400,000 tons of solid waste per year, and depending on operating mode, generate 0-63 megawatts (MW) of electricity and 157-247 MW of local district heating (Figure 2).
One reason plant operator, Amager Resource Center opted for ACF5000 is because it didn’t want to use an additional flame ionization detector (FID) module with hydrogen for public safety reasons. The new CEMS offers multi-component measurement and volatile organic compound (VOC) measurement via Fourier transform infrared (FTIR) spectroscopy combined with oxygen measurement. ACF5000 also has an internal validation unit and automated QAL3 quality-assurance evaluation, so reporting is possible without test gases, minimizing costs, handling and operational risk. ABB gave the utility a turnkey CEMS to achieve regulatory compliance.
Easy temperature measurement arrives
Accurate, flexible and simple to use, Rosemount 3144S enables efficient, safe and profitable processes
TASKS that were a pain in the neck for decades must be difficult forever, right? Nope. They just pummel victims into believing a solution isn’t possible, until a forceful alternative sets everyone free.
For instance, temperature measurement in process applications was always problematic because it required piercing pipelines, and inserting probes and sensors to examine process streams. These difficulties also make it hard to maintain measuring points and readings, which not only threatens production, but can even push users to replace sensors, thermowells and other components they think might be failing before their measurements degrade.
To smooth the temperature measurement experience and cure these persistent headaches, Emerson has launched the Rosemount 3144S temperature transmitter that provides high accuracy, flexibility, stability, and greatly expanded usability. These multiple talents let it overcome many temperature measurement hurdles, allowing users and their process applications to run more efficiently, safely and profitably.
“Temperature measurement has always faced many obstacles, while promises to remove them went unfulfilled. Rosemount 3144S addresses these problems by giving users actionable insights long before measurements and devices fail,” says Ryan Leino, senior product manager for Emerson’s temperature transmitter portfolio. “We also focused on ease of use because there are many more retirements and much less experience in many process plants lately, and the younger generation replacing them wants equipment that’s easy to interact with and learn.”
Rosemount 3144S’s ease-of-use highlights include Bluetooth wireless networking that lets users connect to their devices securely within 50 feet, allowing them to perform troubleshooting, configuration and other tasks. It also has an intuitive, backlit, graphical operator interface with a simpler, task-based menu structure. This HMI allows common navigation across host and configuration tools for 3144S and other Rosemount products. The temperature transmitter also features:
• Quick Service buttons that allow local access to commissioning and maintenance tasks, such as viewing current configurations, performing loop tests, and rotating the display.
• ReadyConnect grants further usability with plug-and-play sensor configuration via pushbutton, eliminating manual inputs of sensor data and Callendar-Van Dusen coefficients, which saves configuration and commissioning time and reduces possible errors.
• Rosemount X-well non-intrusive, temperature measurement eliminates the need for thermowells, has doubled its application coverage, and can now measure up to 650 °C (1,202 °F) without pipe penetration.
To meet accuracy and stability requirements, Leino reports that Rosemount 3144S delivers industry-leading 0.05 °C (0.09 °F) accuracy, which is essential for processes requiring the highest available measurement performance. It’s also available with an optional 20-year stability specification and a 20-year limited warranty. “Rosemount 3144S is more accurate than any device in our temperature-measurement portfolio,” explains Leino. “And its 20-year stability means it’s not going to drift out of spec for 20 years or more, which is a four-fold increase compared to our present portfolio.”
Rosemount 3144S also provides full, sensor-to-control room diagnostics, including its Loop Integrity diagnostic and RTD Measurement Protection, which provide real-time insight into each measurement point to ensure confidence in every process. These tools include a suite of sensor-health diagnostics, dual input capabilities, and continuous electrical loop monitoring. Specifically, Loop Integrity performs continuous monitoring of the electrical loop to detect potential failures before they occur, while RTD Measurement Protection will seamlessly switch from a four-wire to a three-wire RTD sensor input configuration if one of the four sensor wires is broken, corroded or loose in any location from the sensor element to transmitter terminal connections.
“It’s important to understand that Rosemount 3144S doesn’t just provide actionable data on the sensor side,” adds Leino. “It also delivers proactive insights for its power supply and related functions. We’re monitoring different variables like electrical resistance that can indicate the relative health of the measurement point, and align its data with what’s happening in reality.”
For more information, visit www. Emerson.com/Rosemount3144S
Rosemount 3144S temperature transmitter
Source: Emerson
Keys to sharing SCADA data on a massive scale
SUPERVISORY control and data acquisition systems (SCADA) play a critical role in collecting process data from across distributed systems and making it available across an organization. But what if you need to share that data beyond your firewall? What are the keys to doing so efficiently and safely? Control talked with Chris Little, media relations director for VTScada by Trihedral, about new and not-sonew ways to share data on a massive scale.
Q: What are some common scenarios where SCADA users must share process data outside of their organization?
A: O nce upon a time, it was mostly big players who needed to worry about providing this kind of access and they typically had the resources to do it safely. These days, even the smallest systems need to put their historical data to work beyond firewalls.
The most common scenario is reporting. While our VTScada software has powerful built-in reporting, many users have business requirements that involve other platforms, like Excel Reporter or Dream Report.
Sometimes they export to dashboarding applications such as eRIS that provide operators with a normalized view of KPIs based on data from a variety of business systems.
Another scenario is regulatory compliance. For example, small and mid-sized systems are not exempt from sharing data with regulatory organizations to confirm emissions. Increasingly, SCADA applications must share data with data analytics systems including those using artificial intelligence (AI) to find efficiencies and define best practices that will reduce costs, increase safety and extend the life of their critical infrastructure.
Q: What are the standard methods and protocols for doing so?
A: Most SCADA systems, including VTScada, use standard industry interfaces such as OPC, ODBC and REST to provide access to third-party systems. Unlike most other SCADA platforms, VTScada has its own preconfigured Enterprise Historian, which accelerates integration, and adds to the robustness and longevity of the system. This makes it even easier for us to allow other business systems to query the Historian as if it were a standard relational database without the need for shaky custom coding.
The latest version of VTScada introduces a modern data publishing method based on the Industrial Internet of Things, or IIoT. This leverages a publish/subscribe model that scales much more easily than traditional polling. The new VTScada Sparkplug B Publisher allows you to configure an application as a powerful Edge node that can publish local I/O data to MQTT Brokers, where business systems or other SCADA applications can easily subscribe to them. Sparkplug B is an open-source specification built on MQTT for industrial data exchange. It provides a standardized way to communicate in an MQTT network. VTScada has supported standard Sparkplug B for several years.
Configuring VTScada applications as Edge nodes using our new SparkPlug B Publisher offers several advantages over the typical Edge hardware devices which provide limited local data buffering and redundancy.
VTScada Historian can store logged data indefinitely and makes it easy to set up local redundancy. This makes your whole system more robust, even if that remote site loses network access.
The publish/subscribe model is much more flexible and lets you scale up your application in a way that traditional methods don't do easily. Our Sparkplug B Publisher makes setting this up very simple and straightforward.
CHRIS LITTLE
Media Relations Manager, VTScada by Trihedral
Q : When you pass information outside of a firewall, there's always the potential for a security breach. What are best practices for mitigating those risks?
A: First of all, if you don't have a great need to share data outside of your network, you shouldn't. We all need to choose our level of risk according to our needs. That said, IT departments have several ways to do this including using Transport Layer Security encryption, or TLS, which replaced the better-known Secure Socket Layer (SSL) encryption.
However, there are newer strategies that can really make a difference in terms of being able to share data far more safely. One of them is to put one of your VTScada servers in a demilitarized zone, or DMZ. A DMZ is a business network that isn't in the wild Internet and isn't part of your private network. It's protected by firewalls on either side.
Since VTScada handles redundancy and bidirectional synchronization better than any other platform, it's easy to place a redundant server in this DMZ to act as a thin-client server or as a safe place from which to share Historical data with thirdparty business systems. This server syncs in real-time just like any other redundant VTScada server. This can all be configured in minutes without writing any custom code that can become a liability in the future.
To further protect the system, VTScada has a read-only setting that prevents any control actions from being performed on that server. Using
VTScada 12.2 by Trihedral makes it possible to share your data on a massive scale with a variety of different systems, with more security and ease of use.
Source: VTScada by Trihedral
a read-only server in a DMZ ensures that, if this computer does get compromised, the critical SCADA system remains safe.
Q: How else can users protect the integrity of their firewalls?
A : One interesting, new technology that has emerged recently is called a Data Diode. This hardware approach includes two devices, one located inside and one outside of your secure network. They are connected by a single-purpose, fiber-optic cable. Similar to an actual diode, it only allows the movement of data in one direction.
VTScada 12.2 can now use this setup to replicate the Historian of an VTScada application inside the network with another outside the network,
which can then connect the thirdparty platforms. This method provides a truly bulletproof way of sharing data wherever it's needed without any risk of undermining your firewall.
Q: How can people learn more about VTScada?
Q: VTScada 12.2 is available and includes features to help you share your data on a massive scale with enhanced security and improved ease of use. It also provides two-factor authentication security and a variety of rapid development tools to improve your application development workflow. Version 12.2 is available now at our website, www.VTScada.com. If you are new to VTScada we have a free industrial version you can put to work right away.
Batch patchwork
Control ’s monthly resources guide
S88 INTRO FROM HALLAM-ICS
This 21-page article, “Introduction to batch processing” by Hallam-ICS covers manufacturing types, S88 standard, benefits of a good S88 design, diagram nomenclature, process examples, receipt model, master and control recipe procedures, physical model, linking recipes to equipment, and a link to a case study at BYK USA’s specialty chemical production operations. Hallam-ICS is an engineering and control supplier to the semiconductor, life sciences and other industries. It’s at www.hallamics.com/hubfs/Gated_Content/GuideIntroduction_to_Batch_Processing_ With_S88-Hallam-ICS.pdf HALLAM-ICS www.hallam-ics.com
PLC EASES BATCH TASKS
This 26-minute video, "Streamline your operations: optimizing batch processing with PLC systems,” covers the five basic tasks of PLC program development, including defining tasks, inputs and outputs, building an operations sequence, using Do-More Designer PLC software via Modbus TCP protocol, testing programs, and using EasyPLC machine simulator to follow a recipe with six ingredients and mixing and temperature steps. It’s located at www.youtube.com/ watch?v=ho7Xk-rkbBQ
ACC AUTOMATION accautomation.ca
E TECH'S BEGINNERS GUIDE
This online article, “Understanding the S88 standard: a comprehensive guide for beginners” by Jakub Mocny, group engineering manager at E Tech Group, covers the S88 standard, applications and
advantages, process, physical and procedural models, different states, and implementing control in automated processes. It’s at etechgroup. com/blog/life-sciences/understanding-the-s88-standard-a-comprehensive-guide-for-beginners
E TECH GROUP etechgroup.com
DIGITAL-TWIN DEMO
This 10-minute video, “Batching system” by Brant Wiederholt of Agile Automation Technology, show how to design and build a digitaltwin demo of a batching system using Inductive Automation’s Ignition softweare and Rockwell Automation’s PLC. It’s at www.youtube.com/ watch?v=TWhCkN3BAAk
This almost 7-minute video, “Realworld batch processing examples,” shows how a food-and-beverage company and an equipment manufacturer successfully implemented low-code batch manufacturing solutions. It also provides an overview of Sepasoft’s Batch Manufacturing Module and Business Connector software packages. It’s at www.youtube.com/ watch?v=MVgdiE7Rud0 SEPASOFT sepasoft.com
BATCH CONTROL DESIGN
This 47-minute video, “ISA-88 batch control design,” by James Sexton, covers all of the ISA S88 standard’s models, such as its physical, equipment, process and procedural models. It also covers three types of control, recipes and complete
procedures. It’s located at www.youtube.com/watch?v=dUOssXsHIEs XAVCO www.youtube.com/@xavco6527
REAL-WORLD LESSONS
This online article, “A methodology for batch control implementation—realworld lessons,” advises understand processes before generating designs, don't implement before design, involve end users, document designs, agree on the recipe, understand I/O importance, don't underestimate the state transition matrix, pay attention to exception handling, and realizes that batch reports are not an add-on. It’s at www.yokogawa.com/us/ library/resources/media-publications/amethodology-for-batch-control-implementation-real-world-lessons YOKOGAWA www.yokogawa.com
ISA S88 BAKES COOKIES
This 45-minute video, “Simplifying the batch standard ISA S88 by making cookies 1” by Dave Bartlett, senior automation manager at No deviation Pte Ltd., details the S88 standard’s structure, background, need for it, and how to understand, develop and implement batch procedures. It’s at www.youtube.com/watch?v=C2J8b8FhldE NO DEVIATION PTE LTD. nodeviation.com
LAST YEAR’S INGREDIENTS
This online article, “Best batch recipes and ingredients,” includes resources from Processing magazine, Medium, Sartorius, Zenodo, AIChE and others. It’s at www.controlglobal.com/manage/ batch-management/article/55020143/ best-batch-recipes-and-ingredients CONTROL www.controlglobal.com
Shelter from whatever comes
Enclosures, workstations and purge systems keep expanding protection ranges
HOUSINGS FOR SENSORS AND IIOT
Monitoring Case System (MCS) is a flexible housing series designed for sensor, IoT and IIoT applications. These wall-, pole-, and DIN rail-mountable enclosures allow fast, easy PCB installation, mounting and maintenance. IP65 and IP67 variants protect electronics, while a more affordable IP40-rated option is available. An IK07 rating ensures MCS can withstand a 2-joule impact from 20 centimeters high.
1550ZF IP68-rated, diecast aluminum enclosures are flanged versions available in 18 sizes ranging from 50 x 45 x 30 mm to 223 x 147 x 83 mm, with lid thicknesses ranging from 5 to 33 mm in depth. Their tongue-and-groove design and a pre-formed, one-piece silicone rubber gasket enable IP68 protection. 1550ZFs are UL and cUL listed, and have been independently tested for IP66, IP67 and IP68 compliance. They’re also rated NEMA Type 4, 4X, 12 and 13. HAMMOND MANUFACTURING CO.
716-630-7030; www.hammondmfg.com
ANTENNA KIT FOR RASPBERRY PI
Multicomp Pro MP015781 all-in-one, antenna enclosure kit deploys Raspberry Pi in harsh settings. With embedded 2x2 MIMO antennas for 4G/LTE, 5G, RedCap, Wi-Fi, Bluetooth (optional GPS), it offers wideband coverage (600 MHz–6 GHz) and IP67/ NEMA6 protection. Compact and lightweight with a Gore vent for humidity control, MP015781 is compatible with Raspberry Pi 3, 4B, 5, Pico, Zero and Compute Modules.
6000 Series is an advanced Type X/Ex pxb purge system. Designed as a complete solution for Class I or II, Div 1 / Zone 1 or 21 hazardous operations, this 316L stainless steel unit contains controller, pneumatics, electrical I/O, and programming interface in one sleek, fully automatic package. With an intuitive user interface for configurations meeting individual application needs, 6000 Series is also globally certified as complying with ATEX, IECEx, UL, cULus and other standards.
PEPPERL+FUCHS
www.pepperl-fuchs.com
ONE-DOOR, WALL-MOUNT, CONTINUOUS HINGE
Single-door, continuous hinge, mild steel, wall-mount enclosures offer improved protection and security with screw-down clamps and a padlock-ready hasp. They’re universally rated UL type 12, 13, 3R and 4, and finished in ANSI 61 gray inside and out. These enclosures also provide stainless-steel hardware, hinge pins and clamps for added durability. Ten new sizes are available, offering more options to fit a wider range of installation needs.
NVENT HOFFMAN
763-422-2211; bit.ly/4eb5u5z
COMPACT, HIGH-AIRFLOW FILTER FANS
Slim Line Filterfans 4.0 from Pfannenberg deliver airflow rates up to 427 CFM. Their flow-optimized fins and rotor blades achieve superior air circulation. A patented, four-corner click mechanism enables rapid, tool-free installation and quick filter replacement. Their fluted filter mat's folded design extends filter lifespan by up to 300% over traditional materials. Rated IP55/NEMA Type 12, Filterfans protect against dust and moisture, meeting UL/cUL (NITW2) and CE standards.
GALCO www.galco.com
GREG MCMILLAN
Gregory K. McMillan captures the wisdom of talented leaders in process control, and adds his perspective based on more than 50 years of experience, cartoons by Ted Williams, and (web-only) Top 10 lists. Find more of Greg's conceptual and principle-based knowledge in his Control Talk blog. Greg welcomes comments and column suggestions at ControlTalk@ endeavorb2b.com
Closing the SMART instrumentation knowledge gap
Technicians and engineers often fail to make best use of microprocessor-based transmitters
IN this second of a three-part series, Mike Glass, owner of Orion Technical Solutions, discusses common, critical knowledge gaps in instrumentation and controls. By identifying these gaps, organizations can better address training needs, and design improved systems, procedures and maintenance programs to boost team performance.
Orion specializes in instrumentation and automation training and skills assessment. Glass spent nearly 40 years in the I&C field across multiple industries, including more than a decade assessing and developing automation specialists and instrument technicians for offshore oil and gas operations.
Mike, in our previous column (www.controlglobal.com/misunderstanding4-20mA), you discussed the common knowledge gaps in understanding 4-20 mA current loops. What other common gap areas have you observed in the I&C field?
MIKE: Another problem area is with selfmonitoring and reporting technology (SMART) instrumentation. Although SMART transmitters are common, technicians and engineers still treat them like their electronic analog predecessors, failing to factor technological advances and functional changes into their engineering designs or maintenance plans and procedures, and struggling to troubleshoot them effectively.
GREG: What fundamental differences between SMART and analog transmitters do people commonly misunderstand or misapply?
MIKE: The most common oversight involves how measurements are processed, and how instruments are configured and calibrated. In short, older analog transmitters typically used electrical zero and span potentiometers that controlled electronic circuits to adjust the slope and offset of the output signal.
SMART transmitters use microprocessors to perform the basic transfer function math of converting an input signal to an output signal, but there are two key areas where calibration drift can still occur: the A/D section, where sensor input is converted to digital values, and the D/A section that creates the 4-20 mA output. When discussing SMART transmitters, I refer to these adjustments as "calibration trims,” and emphasize they’re fundamentally different from zero/span adjustments of the older analog transmitters. Understanding the difference is essential for proper maintenance and troubleshooting.
When it comes to troubleshooting, misconceptions like these will lead technicians in circles, and result in many needlessly swapped parts and other problems, as well as extended downtime or degraded safety margins. Or, they may simply record a passing calibration check when one or more parts of the transmitter were out of calibration tolerance.
GREG: Many of the same competency-related issues with SMART instruments have gained market dominance. In 2019, we updated the 6th edition of the Process/Industrial Instruments and Controls Handbook (McGraw-Hill) to include detailed coverage of topics such as you’re discussing.
MIKE: That's a great book! It's sitting right here beside my desk and I often use it. I believe each shop should have reference copies of books like it, with lots of highlighting and sticky notes in them. One good mentor steering developing technicians to steadily read and use references can do amazing things in a shop with technicians who are willing to do the work needed to learn and grow. Unfortunately, I find that very few instrument shops have helpful references on hand, even though
it's one of the easiest and most costeffective, supplemental ways to upskill a team on the countless niche areas we run across in the field.
GREG: Why do you think these misconceptions about SMART transmitters persist despite decades of use?
MIKE: As we discussed in our previous column, the erosion of industry training programs and degradation of employment screening quality continues to cause problems in the I&C field. With SMART transmitters, the problem is compounded because these devices require both traditional instrumentation knowledge and an understanding of the newer SMART technology.
All too often, technicians are simply shown how to follow specific steps for SMART transmitters without understanding the underlying digital principles that make them fundamentally different from analog devices. Technicians end up with procedure-based knowledge, rather than conceptual understanding, which fails when they encounter situations outside their memorized routines, including troubleshooting and recognizing flaws in procedures.
What's particularly concerning about SMART instrumentation is the knowledge gap is widening as instrumentation becomes increasingly complex and feature-rich.
GREG: Do you also see weaknesses in the understanding and implementation of diagnostic capabilities of SMART instrumentation?
MIKE: Yes. It’s another major weakness across most industries. Most sites use only a small fraction of the potential benefit of SMART transmitters, and even less of the diagnostic capabilities of modern SMART valve positioners. The knowledge about diagnostic capabilities of all instrumentation is usually
weak at best—for engineers as well as technicians.
SMART instruments can detect numerous conditions that would’ve been impossible with old analog technology—such as plugged impulse lines, electronics failures, sensor drift, power supply issues and configuration problems. However, organizations rarely take advantage of these powerful diagnostic capabilities, even though they're already available in instruments that have been in their plants for many years or decades.
Many plants simply replaced old analog devices with SMART instruments once the old devices became obsolete and they could no longer purchase them. However, many sites are still running their instrument calibration and maintenance programs for those new SMART instruments just as they did for devices from the 1980s.
The diagnostic capabilities already available for existing instrumentation at most plants could (and should) be a bigger game changer for overall performance and reliability than
most highly touted new trends, slogans and maintenance improvement programs. Most of those capabilities just sit there, completely unused, because so few plant personnel understand their possibilities.
GREG: What are the key takeaways you'd like readers to remember about SMART transmitter technology?
MIKE: SMART instruments aren't more accurate versions of their analog predecessors. They use fundamentally different technological approaches, and therefore need a rethink of procedures and entire maintenance strategies and procedures. They offer many powerful, new features and capabilities that are likely underutilized. If personnel don’t understand how SMART instruments work, organizations will miss opportunities for improved reliability and efficiency, and will suffer increased downtime, slower troubleshooting, more expenses and reduced safety margins.
JIM
MONTAGUE
Executive Editor jmontague@endeavorb2b.com
“Going back to school may feel like getting demoted, punished— or worst of all—being yelled at.”
Selling school
How to overcome lingering objections to education and retraining
IT’S been six years since I covered workforce issues in Control ’s “Close the skills gap” cover story (p. 32) in September 2019 (www.controlglobal.com/WorkforceWeek). This is unfortunate because researching this topic generates answers that can help optimize control and automation processes.
In this year’s version, “Refill the personnel pool” (p. 22, www.controlglobal.com/personnelpool), Brett Fansler of Central Piedmont Community College in Charlotte, N.C., reminded me that the nation’s 1,500 community colleges are “still typically the best kept secret in their communities.”
I can independently confirm this because, long ago when I was a weekly newspaper reporter in suburban Chicago, I learned many residents were unaware of the community colleges in their own towns. They were also often clueless about how nearby community colleges could help—not just students—but also local businesses and working people with retraining and other learning opportunities. I also know there’s nothing community college staffers like better than collaborating with local professionals to develop a curriculum that can provide companies in their districts with the skills they need.
But where does this initial lack of awareness come from?
Of course, people get distracted by multiplying tasks, and right and left hands often don’t know what the other is doing—even in small organizations. Plus, many engineers and other professionals I’ve interviewed over the years also report getting so focused on hyperspecialized problems that it’s usually difficult to look back on bigger pictures, and assess how they and a possible course correction could be helpful.
However, while some awareness deficits are doubtless accidental, I get the sense that looking exclusively in one direction or being blind to what’s right in front of us is
increasingly willful, even if it’s semi-conscious. “I can’t see” sounds better than “I won’t see.”
In the case of community colleges, going back to school may feel like getting demoted, punished—or worst of all—being yelled at. To avoid getting scolded, many of us actively insulate ourselves against even the possibility of hearing something we don’t want to, something unfamiliar that might conflict with our prejudices, or something that might show us we’re not as smart as we’d like to think.
Either way, we develop reflexes and habits of not reaching out and not talking openly with each other.
But again, why?
I think civilization forces collaboration and social interactions on our hunter-gatherer biology, which evolved to survive in isolated environments, and still isn’t psychologically equipped to handle society’s stresses. Much more recently, successive industrial, electrical, computerized and now digitalized revolutions accelerate our required interactions, which continue to grate on and irritate out many individuals. Maybe that’s why many of us dads resist asking for directions.
I’m not excusing personal inertia, indolence, irresponsibility or any other bad behaviors, but what can be done?
Well, as with any transition, even a little preparation and practice can help. It’s better to be braced than blindsided.
Many of the system integrators, suppliers and community colleges in this issue’s cover story are already forming closer and deeper ties, so they can cooperate on effective instruction. They’re also reaching out ahead of time to local schools, families and communities to proactively increase awareness. This lets the colleges promote their educational messages, and lets companies and industries show they can provide good careers that are worth pursuing. Hopefully, more students young and old can be sold on this idea.
Level Up Your Automation at
Collect power-ups for unlocking increased industrial knowledge & professional networking at the Ignition Community Conference — a playground for all automation professionals in any industry. September 16–18, 2025 in Sacramento, CA