ESPECIAL

Publicados entre 2014 - 2025


Publicados entre 2014 - 2025


Estas empresas, juntamente com os anunciantes e fornecedores da cadeia produtiva tornam possível a realização deste importante instrumento de disseminação das estruturas pré-fabricadas de concreto. Junte-se a eles na próxima edição.

Publicação especializada da Abcic – Associação Brasileira da Construção Industrializada de Concreto
Presidente Executiva
Íria Lícia Oliva Doniak (Abcic)
Diretor Tesoureiro
Claudio Gomes de Castilho (Engemolde)
Diretor de Desenvolvimento Luiz Otávio Baggio Livi (Pré-Infra)
Diretor de Marketing Wilson Claro (Leonardi)
Diretor Técnico
Luis André Tomazoni (Cassol Pré-Fabricados)
CONSELHO ESTRATÉGICO
Presidente
Felipe Cassol (Cassol Pré-Fabricados)
Vice-presidente
João Carlos Leonardi (Leonardi)
CONSELHEIROS
Giovani Milanesi (Milanesi), Nivaldo de Loyola Richter (BPM). Bruno Simões Dias (Precon), Antonoaldo Trancoso (Tranenge), Ricardo Panham (Protendit), Vitor Almeida (T&A), Paulo Roberto Sampaio (Legran)
PRESIDENTES HONORÁRIOS
Guilherme Philippi - André PagliaroCarlos Alberto Gennari - José Antonio TessariMilton Moreira Filho
CONSELHO FISCAL
Rui Sergio Guerra (Premodisa) - Mauro Falchi (Pentax)Fernando Palagi Gaion (Stamp) - Nóe Marcos Neto (Marka) - Marcelo Lima Bandeira (Bemarco)
COMITÉ EDITORIAL
Íria Doniak (Presidente Executiva)Wilson Claro (Diretor de Marketing) – Luis André Tomazoni (Diretor Técnico)
EDIÇÃO
Mecânica Comunicação Estratégica www.meccanica.com.br
Jornalista Responsável - Enio Campoi – MTB 19.194/SP
REDAÇÃO
Sylvia Mie - sylvia@meccanica.com.br Tels.: (11) 3259-6688/1719
PRODUÇÃO GRÁFICA
Diagrama Comunicação www.diagramacomunicacao.com.br
Projeto gráfico: Miguel Oliveira
Diagramação: Juscelino Paiva
PUBLICIDADE E COMPRA DE EXEMPLARES
Condomínio Villa Lobos Office Park Avenida Queiroz Filho, nº 1.700 Torre River Tower – Torre B – Sala 405 Vila Hamburguesa – São Paulo – SP
CEP: 05319-000 abcic@abcic.org.br
Tel.: (11) 3763-2839
Tiragem: 1000 exemplares
Impressão: Gráfica Elyon
6
EDITORIAL
Setor produtivo e academia integrados em prol pré-fabricação em concreto no Brasil
8
ENPPPCPM
4º Encontro Nacional Pesquisa, Projeto e Produção de Concreto Pré-Moldado
16
MAIO DE 2014
AVANÇOS NA INVESTIGAÇÃO DOS MECANISMOS RESISTENTES À FORÇA CORTANTE EM LAJES ALVEOLARES PROTENDIDAS
24
AGOSTO DE 2014 PESQUISAS EM LIGAÇÕES SEMI-RÍGIDAS DE ESTRUTURAS DE CONCRETO PRÉMOLDADO
32
DEZEMBRO DE 2014
VARIABILIDADE DA RESISTÊNCIA À COMPRESSÃO DO CONCRETO AUTOADENSÁVEL EM VIGAS E PILARES PRÉMOLDADOS
38
ABRIL DE 2015
GANHOS DE SUSTENTABILIDADE EM LAJES ALVEOLARES PROTENDIDAS
49
AGOSTO DE 2015
A SUSTENTABILIDADE APLICADA AOS PRÉ-MOLDADOS DE CONCRETO
60
DEZEMBRO DE 2015 PROPRIEDADES DOS CONCRETOS AUTO-ADENSÁVEIS – POSSIBILIDADES DE DIFERENÇAS COM RELAÇÃO AOS VIBRADOS DE MESMA CLASSE DE RESISTÊNCIA
67
ABRIL DE 2016
DESENVOLVIMENTOS NA PRÉFABRICAÇÃO DO CONCRETO. LIÇÕES DO PASSADO E AVANÇOS PARA O FUTURO
82
AGOSTO DE 2016
PONTES DE CONCRETO PRÉFABRICADAS VS. A CONSTRUÇÃO NO CANTEIRO E OBRAS NA PERSPECTIVA DE VIDA ÚTIL
89
DEZEMBRO DE 2016
ESTUDO DE CASO ENVOLVENDO A APLICAÇÃO DE LUVAS PARA EMENDA
MECÂNICA DE ELEMENTOS PRÉFABRICADOS DE CONCRETO: PARQUE DA CIDADE – SÃO PAULO
96
ABRIL DE 2017
VALIDAÇÃO EXPERIMENTAL DA CONTINUIDADE EM PILARES PRÉMOLDADOS SEGMENTADOS COM LIGAÇÕES DE LUVAS METÁLICAS GRAUTEADAS
103
AGOSTO DE 2017
VERIFICAÇÃO DO EFEITO DA GEOMETRIA DOS ALVÉOLOS NA CAPACIDADE RESISTENTE À FORÇA CORTANTE EM LAJES ALVEOLARES PROTENDIDAS
110
DEZEMBRO DE 2017
A PRÉ-FABRICAÇÃO EM CONCRETO E SUA RELAÇÃO COM O DESENVOLVIMENTO DAS CIDADES INTELIGENTES
118
MAIO DE 2018
RESISTÊNCIA AO FOGO DAS ESTRUTURAS PRÉ-MOLDADAS DE CONCRETO E AS CONSIDERAÇÕES DA ABNT NBR 9062:2017
123
OUTUBRO DE 2018
IMPACTO DA TEMPERATURA SUPERFICIAL DE FACHADAS COM CONCRETO APARENTE SOBRE O DESEMPENHO TÉRMICO DE PAINÉIS PRÉMOLDADOS
129
DEZEMBRO DE 2028
CONTRIBUIÇÃO DA ALVENARIA PARTICIPANTE NA RIGIDEZ LATERAL DE PÓRTICOS PRÉ-MOLDADOS DE CONCRETO
138
ABRIL DE 2019
VIGAS PRÉ-MOLDADAS TIPO I PARA TABULEIRO DE PONTES RODOVIÁRIAS
145
JULHO DE 2019
ANÁLISE DE REQUISITOS DE HABITABILIDADE DEPLACAS DE CONCRETO ALVEOLAR EM SVV DE EDIFICAÇÕES
152
DEZEMBRO DE 2019 ALMOFADAS DE ARGAMASSA MODIFICADA EM LIGAÇÕES DE ESTRUTURAS DE CONCRETO PRÉMOLDADO
160
JULHO DE 2020
AVALIAÇÃO DA CONFORMIDADE ENTRE A DUREZA E O MÓDULO DE DEFORMAÇÃO TRANSVERSAL EM APARELHOS DE APOIO ELASTOMÉRICOS SIMPLES EM ESTRUTURAS PRÉMOLDADAS DE CONCRETO
170
OUTUBRO DE 2020
PRÉ-FABRICAÇÃO EM CONCRETO: EXEMPLOS DE APLICAÇÃO EM INFRAESTRUTURA NO BRASIL E OS BENEFÍCIOS DE SUA UTILIZAÇÃO PARA A SOCIEDADE
177
DEZEMBRO DE 2020
CONTRIBUIÇÃO AO ESTUDO DE VIABILIDADE DA APLICAÇÃO DE RESERVATÓRIOS EM CONCRETO PRÉMOLDADO NA INFRAESTRUTURA URBANA
185
ABRIL DE 2021 A PRÉ-FABRICAÇÃO EM CONCRETO PARA EDIFÍCIOS ALTOS
192
SETEMBRO DE 2021 ANÁLISE DE SENSIBILIDADE DE PARÂMETROS NA ESTABILIDADE GLOBAL DE ESTRUTURAS DE CONCRETO PRÉ-MOLDADAS SEGUNDO ABNT
NBR9062:2017
199
DEZEMBRO DE 2021
SUSTENTABILIDADE NAS ESTRUTURASPRÉ-FABRICADAS DE CONCRETO
204
MAIO DE 2022
IMPACTO DA TEMPERATURA
SUPERFICIAL DEFACHADAS COM CONCRETO APARENTE SOBRE O DESEMPENHO TÉRMICO DE PAINÉIS PRÉMOLDADOS
214
SETEMBRO DE 2022
LIGAÇÕES EM ESTRUTURAS DE CONCRETO PRÉ-MOLDADO: PESQUISAS E TRANSFERÊNCIAS AO SETOR PRODUTIVO
221
DEZEMBRO DE 2022
ESTUDO DO ENSAIO DA MATURIDADE PARA AVALIAÇÃO DA RESISTÊNCIA À COMPRESSÃO DO CONCRETO AUTOADENSÁVEL
225
ABRIL DE 2023
CONSTRUÇÃO ACELERADA DE CASAS DE CONCRETO ARMADO
231
SETEMBRO DE 2023
PROFISSIONAIS IDEALISTAS
IMPULSIONARAM O DESENVOLVIMENTO DA PRÉ-FABRICAÇÃO NO BRASIL
242
DEZEMBRO 2023
APLICAÇÃO DO MÉTODO DA MATURIDADE NO PROCESSO DE PRODUÇÃO DE VIGAS PROTENDIDAS PRÉ-FABRICADAS
250
ABRIL DE 2024
ESTUDO DE ANCORAGEM DE PILARES PRÉ-FABRICADOS NAS FUNDAÇÕES
254
AGOSTO DE 2024
O USO DO BIM EM OBRAS COMPOSTAS POR SISTEMAS ESTRUTURAIS DE CONCRETO PRÉ-FABRICADO
263
DEZEMBRO DE 2024
PROJETOS DE EDIFICAÇÃO COM ELEMENTOS PRÉ-FABRICADOS DE CONCRETO
274
ABRIL DE 2025
IMPACTOS DO DESENVOLVIMENTO TECNOLÓGICO NO PROJETO E APLICAÇÕES DO CONCRETO ESTRUTURAL
ESPAÇO ABERTO Envie seus comentários, sugestões de pauta, artigos e dúvidas para abcic@abcic.org.br
Caros Leitores,
Uma ação estratégica fundamental para o desenvolvimento técnico contínuo da pré-fabricação de concreto no Brasil é a integração entre o setor produtivo e a academia. A Abcic tem trabalhado esse aspecto desde sua fundação, em 2001, incentivando a participação de representantes da indústria em eventos universitários de engenharia, estimulando a formação de parcerias entre as empresas e centros de pesquisa, no desenvolvimento de disciplinas optativas e cursos de especialização .
Neste aspecto, uma iniciativa pioneira foi o apoio ao Núcleo de Estudos e Tecnologia em Pré-Moldados de Concreto (NETPre), criado em 2004, no âmbito da Universidade Federal de São Carlos (UFSCar). A partir de um convênio de Colaboração Tecnológica com a Abcic, foi possível a construção do primeiro laboratório voltado às estruturas pré-fabricadas de concreto, em 2005, que tem sido importante para a realização de pesquisas sobre ligações pré-moldadas de concreto e lajes alveolares no Brasil. Os resultados e avanços das atividades realizadas pelo NETPre foram essenciais, ainda, para o completo arcabouço normativo existente em nosso setor.
A celebração dos 20 anos de atividades do Núcleo precisa ser exaltada, pois são duas décadas contribuindo com todo o ecossistema da pré-fabricação de concreto no país e, também, no mundo. A profícua parceria entre a Abcic, que representa o setor produtivo, e o NETPre ressalta as possibilidades de crescimento para um setor quando se há a união entre o conhecimento acadêmico e a expertise da indústria. A frase “Juntos somos mais fortes e podemos avançar mais, alçando novas alturas” exprime exatamente os resultados e o desenvolvimento alcançados nesse período.
Além disso, fortalecendo ainda mais esta ação estamos por anunciar o projeto de expansão do laboratório ainda para 2025.
A integração entre a academia e o setor produtivo sempre foi um aspecto de reflexão para o professor Mounir Khalil El Debs, pioneiro em nossa área, tendo formado muitos engenheiros que se destacam tanto na indústria como na academia. Sua atuação contempla ainda outras atividades, que contribuem para o desenvolvimento técnico de nosso setor, como a publicação de livros técnicos e didáticos de referência, como a obra “Concreto Pré-Moldado: fundamentos e
aplicações”, a participação em fóruns nacionais e internacionais e a idealização do Encontro Nacional de Pesquisa-Projeto-Produção em Concreto Pré-Moldado, que se tornou o principal evento técnico ligado ao tema.
Compreendendo a relevância desse encontro, decidimos realizar a quarta edição, neste ano, após quase duas décadas da primeira edição, promovida entre os dias 3 e 4 de novembro de 2005. Essa iniciativa tem o objetivo de dar continuidade aos resultados obtidos nas três edições anteriores e reiterar que o caminho para o desenvolvimento sustentável do setor passa pela integração entre academia e setor produtivo. Além disso, é uma forma de homenagear os pioneiros de nossa indústria e das universidades que se uniram para que a pré-fabricação de concreto chegasse ao atual nível técnico de excelência.
Esta edição especial da Revista Industrializar em Concreto retrata a história do Encontro Nacional de Pesquisa-Projeto-Produção em Concreto Pré-Moldado e traz também os artigos técnicos publicados desde a edição inaugural, em maio de 2014, até a edição 34, publicada, recentemente, em abril deste ano, destacando a evolução técnica de nosso setor e apontando os caminhos para um futuro ainda mais promissor.
Estamos extremamente satisfeitos e felizes por poder celebrar estas conquistas e alargar as nossas fronteiras nesta grande integração fundamental para o desenvolvimento do nosso setor. É importante lembrar que muitos dos profissionais que têm passado por estas iniciativas hoje já são professores em outras universidades em diversos locais no Brasil ou profissionais atuantes na nossa indústria.

Íria Lícia Oliva Doniak Presidente Executiva

Luis André Tomazoni Diretor Técnico


AS VANTAGENS
DESTE SISTEMA
CONSTRUTIVO, PRESENTE NO BRASIL
HÁ MAIS DE 60 ANOS:


• Eficiência estrutural;
• Flexibilidade arquitetônica;
• Versatilidade no uso;


• Conformidade com requisitos estabelecidos em Normas Técnicas ABNT (Associação Brasileira de Normas Técnicas);
• Velocidade de construção;
• Uso racional de recursos e menor impacto ambiental.






Em uma ação estratégica para a construção industrializada de concreto, a Abcic realiza o 4º Encontro Nacional de Pesquisa-Projeto-Produção em Concreto Pré-Moldado, considerado o principal evento técnico do setor no país, idealizado pelo professor Mounir Khalil El Debs, que segue como coordenador técnico, e cuja última edição havia sido promovida em 2013
O setor de pré-fabricados de concreto no Brasil apresenta uma trajetória de desenvolvimento técnico e tecnológico constante, com investimentos realizados pelas indústrias para atender as diversas demandas da construção civil, especialmente, aumento de produtividade, qualidade, durabilidade e desempenho, mais segurança nos canteiros de obras, previsibilidade de custos e agilidade, com menor impacto ambiental.
Essa evolução conta com o apoio da cadeia de fornecedores e se caracteriza pelo forte relacionamento com os escritórios de engenharia de projetos estruturais e escritórios de arquitetura. Outro ponto fundamental é a integração com a academia, que tem
contribuído para a construção de um arcabouço normativo, que, atualmente, é considerado o mais completo da América Latina, para o avanço tecnológico de materiais, processos e aplicação de inovações, além da formação e qualificação de profissionais e pesquisadores especializados no sistema construtivo.
Na avaliação da engenheira Íria Doniak, presidente executiva da Abcic, o setor sempre compreendeu a importância da união com a academia para o desenvolvimento do mercado. “Por isso, buscamos apoiar ações e eventos em univer-
sidades e criar programas em conjunto com as principais faculdades de engenharia do país, estimulando a participação dos pesquisadores em nosso setor e a formação de novos profissionais para atuação em nossa indústria”, destaca. A integração entre indústria e academia possibilita a disseminação de conhecimento entre os dois agentes: setor produtivo toma ciência das pesquisas em desenvolvimento nas universidades, enquanto os pesquisadores e professores entendem melhor quais são as pesquisas demandadas pelas empresas. Essa sinergia

propicia a realização de pesquisas mais assertivas do ponto de vista do mercado, resultando em benefícios para a indústria e para o mercado.
Com esse foco, o professor Mounir Khalil El Debs idealizou um evento para promover a integração do setor acadêmico e do setor produtivo, em relação ao concreto pré-moldado. “Havia um certo tempo que notava que parte da pesquisa acadêmica não chegava no setor produtivo. Por outro lado, as propostas de pesquisa eram baseadas no que eu achava que seria importante ou que seria algo inédito. Também levei em conta que o PCI (Precast/Prestressed Concrete Institute, do EUA) colocava no seu site propostas de pesquisa que o setor produtivo considerava como necessária, nas quais os pesquisadores se candidatavam. E os resultados eram publicados na forma de relatórios e artigos na revista PCI Journal”, conta com exclusividade para a Revista Industrializar em Concreto
A primeira edição ocorreu nos dias 3 e 4 de novembro de 2005, após Mounir amadurecer a ideia em 2004. Sua realização foi oportuna, uma vez que o emprego das estruturas pré-moldadas de concreto estava em expansão, com aumento da quantidade de fabricantes e a formação de núcleos de pesquisa nas universidades, como o Núcleo de Estudo e Tecnologia em Pré-Moldados de Concreto, da Universidade Federal de São Carlos (NETPre/UFSCar).
A segunda edição foi realizada em 3 e 4 de novembro de 2009 e a terceira edição, em 8 e 9 de julho de 2013. Todas os encontros
aconteceram no campus da Escola de Engenharia de São Carlos da Universidade de São Paulo (EESC-USP). “A importância do PPP está justamente no fato de aproximar os setores acadêmicos e produtivos. Por um lado, o setor produtivo tomava conhecimento das pesquisas concluídas ou em andamento. Por outro lado, o setor produtivo poderia colocar as suas necessidades. Assim, seria um jogo de ganha-ganha. O setor acadêmico poderia propor e realizar pesquisas levando em conta a necessidade do setor produtivo e o setor produtivo estaria mais bem servido pelas pesquisas do setor acadêmico”, explica El Debs.
Nas três edições, o encontro contou com 679 participantes, 166 trabalhos apresentados e 9 palestras internacionais. Na primeira edição, houve uma mesa redonda para discutir a interação e nas duas últimas edições, os painéis dos projetistas. Entre as principais contribuições, El Debs elenca: o conhecimento por parte da
indústria sobre as pesquisas em desenvolvimento; as importantes discussões que refletiram nas pesquisas e em prestações de serviço; a vinda do professor Marco Menegoto, em 2005, então coordenador da comissão 6 da fib – International Federation for Structural Concrete, que deu início à entrada da Abcic na fib.
Sobre os temas debatidos, El Debs analisa que na parte das pesquisas e obras, os assuntos mais relevantes foram sistemas estruturais de concreto pré-moldado, incluído a parte de estabilidade global, ligações semirrígidas; as ligações de estruturas de concreto pré-moldado; as lajes de concreto pré-moldado, tanto os painéis alveolares como as vigotas pré-moldadas e as obras emblemáticas.
O Encontro foi importante também para a adesão de universitários no setor. “Embora seja difícil quantificar, não há dúvida que houve impacto nas propostas (e realizações) das pesquisas. Eu acredito que os pesquisadores que


participaram do evento levaram em conta a necessidade de focar a pesquisa pensando mais apropriação pelo setor produtivo”, afirma El Debs, que destaca ainda o impacto das palestras, nas propostas de pesquisas e as interações dos setores na forma de extensão de serviços à comunidade.
Em relação à Abcic, o professor avalia que o apoio da entidade sempre foi importante, mas a partir da segunda edição, isso foi intensificado, em diversas formas, como na divulgação, no apoio logístico e promovendo e patrocinando a vinda dos professores Hugo Corres, na segunda edição, e do professor Paulo Helene, na terceira edição.
Outro ponto trazido por El Debs foi o fato de a Abcic decidir resgatar o PPP, ao realizar o 4º Encontro Nacional de Pesquisa-Projeto-Produção em Concreto Pré-Moldado, nos dias 4 e 5 de junho. “Fiquei muito contente. Os 3 primeiros encontros foram promovidos pelo setor acadêmico e agora este 4º
está sendo promovido pelo setor produtivo. Isto mostra que os dois setores precisam interagir e só tem a ganhar. A minha alegria foi ainda maior uma vez que o evento seria dentro de uma fábrica, no Auditório da Marka, em Brodowski (SP), com a qual é mantenho uma amizade de longa data com as pessoas da empresa. A minha avaliação é muito positiva”, celebra.
O professor Mounir Khalil El Debs é o coordenador técnico da quarta edição do evento. Para ele, o público diferente será das antigas edições. “Eu acho que vai haver uma maior relação de profissionais do setor produtivo em relação ao meio acadêmico. Por ser realizado dentro de uma indústria, com a oportunidade de visitar um fábrica, pode haver interesse de profissionais que desejam se inserir no mercado”, pondera.
A programação do evento reúne um seleto grupo de profissionais da engenharia e da arquitetura para tratar dos temas mais im-
portantes relacionados ao setor. São duas apresentações magnas, três painéis, duas palestras e uma mesa redonda. A solenidade de abertura tem as presenças da engenheira Íria, que é a coordenadora geral do Encontro, do professor Mounir e de João Carlos Leonardi, vice-presidente do Conselho Estratégico da Abcic.
Os keynote speakers são o engenheiro Eduardo Júlio, professor catedrático do Instituto Superior Técnico (IST) da Universidade de Lisboa, que ministra palestra sobre “Construção Modular Pré-Fabricada em Concreto - A Reinvenção de um Conceito”, no dia 4 de junho, e o arquiteto Paulo Eduardo de Fonseca Campos, professor da Faculdade de Arquitetura e Urbanismo da Universidade de São Paulo, que aborda o tema “Arquitetura industrializada e a pré-fabricação em concreto”, no dia 5 de junho.
O painel sobre pesquisa tem as participações do arquiteto Alexandre Kuroda (Arqgen), do professor Daniel de Lima Araújo (Universidade Federal de Goiás), do professor Pablo Krahl (Universidade Presbiteriana Mackenzie e Universidade Estatual de Londrina) e do professor Marcelo de Araújo Ferreira, coordenador do Núcleo de Estudo e Tecnologia em Pré-Moldados de Concreto, da Universidade Federal de São Carlos (NETPre/UFSCar).
O painel sobre normalização e projeto tem as apresentações do engenheiro Carlos Melo (Carlos Melo & Associados), do engenheiro Augusto Pedreira de Freitas (Pedreira Ônix), da professora Ana Elisabete Jacintho (PUC Cam-




pinas), do engenheiro Marcelo Waimberg e da engenheira Lígia Doniak (EGT Engenharia). Já o painel sobre cases da indústria traz a obra Arquipeo, da Cassol Pré-fabricados, o edifício Varanda Botânico, da Marka Soluções Pré-Fabricadas e obras de edifícios altos apresentados pela Leonardi. No dia 4 de junho, a diretoria da Marka faz sua mensagem de boas-vindas e o professor Marcelo de Araújo Ferreira, coordenador do Núcleo de Estudo e Tecnologia em Pré-Moldados de Concreto, da Universidade Federal de São Carlos (NETPre/UFSCar), fala sobre os 20 anos do NETPre. Renato Cordeiro, head de Portfólio da Francal, traz mais informações sobre a
Modern Construction Show 2026, único evento voltado aos sistemas construtivos industrializados. O primeiro dia do evento termina com a visita à fábrica da Marka e o coquetel comemorativo de 20 anos do NETPre.
No dia 5 de junho, o encontro encerra com a mesa redonda, tratando sobre integração e tendências em pesquisa, projeto e produção do concreto pré-moldado. Mediado por Íria, participam os professores Mounir Khalil El Debs, Paulo Campos, Eduardo Julio, e os engenheiros Luís André Tomazoni, diretor técnico da Abcic, e Luiz Livi, diretor de pré-moldados da Associação Brasileira de Engenharia e Consultoria Estrutural (Abece).
A primeira edição do Encontro Nacional de Pesquisa-Projeto-Produção em Concreto Pré-Moldado foi realizado nos dias 3 e 4 de novembro de 2005, com a participação de 252 profissionais, entre professores, alunos de graduação e pós-graduação, projetistas, fabricantes de equipamentos e produtos e construtores.
O evento contou com palestras de professores internacionais de Marco Menegotto, à época presidente da Comissão 6 da fib, que falou sobre “Estado da arte da pré-fabricação na Europa e atividades da comissão 6 da fib”; do professor Björn Engström, à época presidente do Grupo de Trabalho (TG6.2)

Evento sempre contou com a participação de engenheiros, professores e pesquisadores de todo o país. Na terceira edição, Íria Doniak (Abcic), com Francisco Celso, à época, diretor Técnico da Abcic, o professor Joaquim Mota (UFC) e o engenheiro João Alberto de Abreu Vendramini (Vendramini Engenharia)
Ligações da Comissão 6 da fib, que ministrou palestra sobre “Projeto das ligações estruturais de edifícios de concreto pré-moldado”, e do professor Maher K. Tadros (Universidade de Nebraska, EUA), que abordou “O passado, o presente e o futuro das pontes de concreto pré-moldado protendido no EUA”.
“O professor Menegotto, durante um congresso da fib na Hungria, em 2005, destacou o caráter inovador do PPP. Ele já havia aceitado participar do evento”, rememora El Debs, que contou que o estreitamento do relacionamento com o professor Engström, no 1PPP, fez com que ele voltasse à São Carlos para ministrar um curso sobre ligações baseado no boletim 43 da fib, sobre ligações, cujo grupo de trabalho ele havia coordenado.
“Na época, eu estava coordenando um projeto temático da FAPESP, em que um dos focos era ligações de estruturas de concreto pré-moldado, com o qual foi possível
viabilizar esse curso, ministrado pela primeira vez aqui no Brasil. Assim como ele, eu compartilhava da necessidade de estudos em ligações para o desenvolvimento do concreto pré-moldado”, explica.
O 1º Encontro contou ainda com um painel sobre Pesquisa e Desenvolvimento/Financiamento, coordenado pelo professor Marcelo Araújo Ferreira (UFSCar), com apresentações do professor João Bento de Hanai (EESC-USP), sobre “Breve diagnóstico sobre atividades de P&D na área de Concreto”, da economista Ana Maria Nogueira de Souza (FINEP), sobre “Programa de Tecnologia de Habitação – HABITARE”, e do engenheiro Marcio Faria (Instituto UNIEMP - Fórum Permanente das Relações Universidade-Empresa), que tratou “Inovação na Construção Civil, Contribuições do Instituto UNIEMP”.
O evento foi finalizado com uma mesa redonda, coordenada pelo professor Hanai, que debateu os
pontos de vista das instituições de pesquisa e ensino, dos fabricantes e dos projetistas de estruturas. Participaram: o engenheiro Eduardo Barros Millen (in memoriam), representando a ABECE, João Carlos Leonardi, representando a Abcic, e El Debs, representando o meio acadêmico.
Foram apresentados 46 trabalhos técnicos sobre os temas: Análise e sistemas estruturais; Ligações; Componentes e materiais; Lajes pré-fabricadas; e Aplicações especiais e outros assuntos.
O 2º Encontro Nacional Pesquisa-Projeto-Produção em Concreto Pré-moldado, promovido em 3 e 4 de novembro de 2009, deu continuidade as ações para promover a integração dos setores acadêmico e produtivo em relação ao concreto pré-moldado, iniciadas na 1ª edição, em 2005.
Para elaboração da programação, o professor Mounir Khalil El Debs conta que a ideia era sempre identificar temas de importância na área do concreto pré-moldado, que seriam novidades ou que seria de interesse para alavancar aplicações no Brasil. “Por exemplo, estava acompanhando os estudos de novos materiais, desde o meu pós-doutorado no EUA, em 199495. Notei, que a partir da primeira década deste século, havia um crescente interesse do UHPC nas publicações sobre o concreto pré-moldado. Identifiquei um grupo de pesquisa na Alemanha, na Universidade Kassel, na Alemanha, liderado pelo professor Ekkehard Fehling. Já pensando na segunda edição, entrei em contato com ele,
em 2007. Estava tudo certo para ele vir, mas no final, ele não pode, mas indicou o professor Nguyen Viet Tue, que participava do seu grupo de pesquisa”, relembra.
Além de professor Nguyen Viet Tue, (Universidade de Leipzig, Alemanha), que abordou “Elementos pré-moldados de UHPC (concretos de altíssima resistência): da pesquisa à prática”, a programação contou mais dois palestrantes internacionais: o professor Stephen Pessiki (Universidade de Lehigh, EUA), que falou sobre a “Integração da pesquisa com a prática no campo das estruturas de concreto pré-moldado nos Estados Unidos”, e o professor Hugo Corres Peiretti (Universidade Politécnica de Madri), que tratou de “O projeto estrutural e o marco da vida útil das estruturas. Uma visão ampliada da engenharia estrutural e sua correlação com a pré-fabricação”
A Abcic integrou a comissão organizadora com a presença da engenheira Íria, que promoveu maior integração com palestrantes da fib. À exemplo do Engenheiro Hugo Corres anteriormente citado que também participou da Comissão Julgadora que elegeu os melhores trabalhos apresentados no Painel de Projetistas.
A novidade do segundo encontro foi justamente o Painel dos Projetistas, que mostraram notáveis exemplos de obras de concreto pré-moldado que impressionaram os participantes. Foram convidados os engenheiros Eduardo Barros Millen (in memoriam), que falou sobre o Galpão 5 do Estaleiro Atlântico Sul (Recife), João Alberto Abreu Vendramini, sobre a sede da Vivo (São Paulo), Renata Bon-

dos Santos, sobre o Shopping Boulevard (Belo Horizonte). George Magalhães Maranhão, sobre o Edifício do Bacharelado Ciências e Tecnologia (Natal), Ruy Franco Bentes, sobre o Viaduto Av. T - 63 X Av. S-85 (Goiânia) e Rubem Clecio Schwingel, sobre o CEI Centro de Educação Integrado Campo Bom (Rio Grande do Sul). O evento foi finalizado com uma mesa redonda, que possibilitou aos presentes conhecerem um pouco mais das questões que envolvem a pesquisa, projeto e produção do concreto pré-moldado. Integraram os seguintes profissionais: o engenheiro João Alberto de Abreu Vendramini (Vendramini Engenharia), representando os projetistas; o professor Roberto Chust Carvalho (UFSCar), como representante da academia, o engenheiro Luis André Tomazoni (Abcic), representando a produção e o setor de pré-fabricado, e Hugo Corres, como convidado especial, por sua visão como projetista e também como professor catedrático pela Escola Politécnica de Ma-
dri.
A engenheira Iria foi a mediadora da mesa redonda e abriu os trabalhos comentando a importância do evento e dos representantes de cada área. “Muitas vezes temos boas ideias, mas pecamos na realização por falta de entendimento e até na apuração de todas as necessidades, isto envolve comprometimento, esforço, comunicação e conhecimento”, disse.
O professor Chust trouxe uma visão sobre as entidades financiadoras de pesquisa e a necessidade de um trabalho que contemple as necessidades das áreas envolvidas, e que embora por parte da indústria haja um anseio de maior agilidade na solução das questões que envolvem o objeto da pesquisa, existe um tempo mínimo necessário para investigação e maturação das ideias.
Tomazoni apresentou brevemente as ações da Abcic que possuem interface com os aspectos abordados, convênios com entidades de ensino, normalização, relacionamento com entidades afins

no âmbito nacional e internacional, e a partir de um case de pesquisa específico indicou as vantagens que o trabalho auferiu aos acadêmicos, ao setor e a própria indústria envolvida.
Já o engenheiro Vendramini posicionou sobre a praticidade da abordagem de um projeto e que o projetista muitas vezes é chamado a fazer o papel de investigação que seria da academia, por uma questão de confiança do próprio contratante que exige respostas rápidas.
Por fim, Corres comentou que na Espanha existe a mesma neces-
sidade de se aproximar o meio acadêmico do setor produtivo e obras como o Panteão (Roma) servem de inspiração a arquitetos e projetistas do mundo atual.
Durante o evento foram apresentados 65 artigos, com os temas sistemas estruturais (13), ligações (14), componentes e materiais (19), lajes pré-fabricadas (12), obras emblemáticas (01) e aplicações especiais do concreto pré-moldado (06)
O 3º Encontro Nacional de Pesquisa-Projeto-Produção em Concreto Pré-Moldado, realizado

nos dias 8 e 9 de julho de 2013, na USP de São Carlos, possibilitou uma atualização das empresas e de todos os envolvidos na cadeia, inclusive mostrando inovações que ocorrem não só no Brasil, mas também fora, pela presença de palestrantes internacionais. O evento contou com cerca de 220 participantes.
Entre os palestrantes internacionais, o professor Sami Rizkalla, da Universidade Estadual da Carolina do Norte (EUA), que falou sobre “FRP (Polímeros reforçados com fibras) para sustentabilidade do concreto pré-moldado”, enfatizando os desafios e os recentes avanços do uso de fibras, especialmente de carbono, para o reforço da composição de concreto usado nas estruturas pré-moldadas.
O professor Marco di Prisco, do Politécnico de Milão e também da fib, tratou do tema “Elementos pré-moldados de pequenas espessuras para coberturas: experiência acumulada de mais de 20 anos”. Autor de mais de 120 trabalhos técnicos, o professor destacou os avanços nos estudos que visam aumentar a robustez do concreto utilizado em projetos que contemplam implantação de es-

truturas finas nas coberturas que, a seu ver, pode ser uma boa solução para o futuro.
Concluindo a participação de conferencistas internacionais no encontro, o professor Minehiro Nishiyama, do Departamento de Arquitetura e Engenharia da Universidade de Kyoto, falou sobre o tema “Concreto pré-moldado: pesquisa e construção no Japão”, enfatizando pontos de suas pesquisas relacionadas a projetos de estruturas resistentes a terremotos e propícias à dissipação de energia decorrente desses eventos naturais.
O engenheiro e professor Paulo Helene (PhD Engenharia e USP) abordou o tema “Concreto, sustentabilidade e pré-moldado”, descrevendo as principais normas e entidades, no plano mundial, que regulamentam e disciplinam a questão da sustentabilidade na construção civil, detalhando os requisitos para se conseguir o Declarações Ambientais de Produto (DAP) e tratando do conceito de Análise do Ciclo de Vida aplicado ao setor de construção civil.
A engenheira Íria palestrou no evento, detalhando os avanços dos trabalhos da Comissão 6 da fib, salientando a importância do NETPre na realização de pesquisas para o aprimoramento de critérios de projeto e controle de qualidade para lajes alveolares, que foram relevante na revisão da norma ABNT NBR 14861- 2011, que regulamenta tecnicamente o produto. Ela abordou ainda as oportunidades e os desafios do pré-fabricado no Brasil, enfatizando o uso das estruturas pré-moldadas na construção de edifícios altos, o impacto sobre a construção civil da carência de mão de obra, o uso crescente de lajes alveolares, as obras de infraestrutura, os programas habitacionais, a norma de desempenho, as construções híbridas e critérios de sustentabilidade.
Por fim, o professor Marcelo de Araújo Ferreira, coordenador do NETPRE ponderou que a qualidade do trabalho de formação tanto da UFSCar quanto da USP tem dado frutos interessantes.
Juntamente com as palestras,

nos dois dias do evento, foram apresentados 56 trabalhos técnicos, completos e de elevado nível, sendo 18 relatados oralmente e os outros na forma de pôsteres. Os trabalhos apresentados exigiram longo tempo de preparação, envolveram alunos de diversas instituições de várias partes do País, demandaram pesquisas teóricas e práticas, inclusive com inúmeros ensaios de laboratório.
As obras selecionadas no Painel dos Projetistas foram: edifício garagem Deck Park Praia de Belas, apresentada pelo engenheiro Charles José Reis Hipólito, da Cassol Pré-Fabricados, que executou a obra; Residencial Luzes do Farol, apresentada pelo engenheiro da Pedreira Engenharia e executada em fábrica montada no canteiro de obras, Gustavo Braceiro Barlati; a concessionária de veículos Nova Chevrolet, apresentada pelo engenheiro João do Couto Filho e executada pela Cassol Pré-Fabricados; o prédio da BR Parking, apresentada pelo engenheiro Marcelo Cuadrado Marin, da Leonardi, empresa que também executou a obra; e a Arena Corinthians, apresentada pelo engenheiro Sergio Doniak, representando a equipe de projetistas que atuou no projeto estrutural da arena pelas empresas FHECOR DO BRASIL e EGT Engenharia, cuja execução coube à construtora Odebrecht, sendo a estrutura pré-moldada de concreto da CPI Engenharia. Ao concluir a condução dos painéis, o engenheiro Eduardo Millen, destacou a qualidade dos projetos apresentados, agradecendo a dedicação e participação dos projetistas.

Eng. MSc. Matheus L.G. Marquesi, Prof. Dr. Marcelo A. Ferreira, Prof. Assoc. Roberto Chust Carvalho NETPRE-UFSCar – Universidade Federal de São Carlos
Desde 2007, o estudo sobre o comportamento mecânico de lajes alveolares protendidas está entre as principais linhas de pesquisa do Núcleo de Estudo e Tecnologia em Pré-fabricados de Concreto - NETPRE. Neste tema, mais de 130 experimentos foram conduzidos em projetos de pesquisa e de extensão com forte interação entre a UFSCar e a ABCIC. Com a crescente utilização das lajes alveolares no Brasil, principalmente no tocante a lajes com alturas maiores ou iguais a 260mm, novas abordagens podem ser utilizadas para tratar da capacidade resistente à força cortante nestes elementos.
No contexto da pré-fabricação em concreto, as lajes ou painéis alveolares protendidos tem ganhado cada vez mais importância e competitividade, sendo utilizadas em diversas tipologias construtivas, não apenas em estruturas de concreto, mas também em sistemas mistos e híbridos. Os pavimentos em lajes alveolares conseguem minimizar o consumo de concreto e maximizar os vãos, convergindo para uma solução otimizada. Isso se dá pelo efeito benéfico da protensão associada a uma seção transversal estruturalmente eficiente. Além disso, a facilidade de fabricação e montagem proporciona uma vantagem significativa na economia de tem-
po em relação aos sistemas estruturais moldados in loco. Além de não demandar tempo de cura do concreto na obra, uma vez montado, o pavimento torna-se uma plataforma segura para os subempreiteiros iniciarem seus trabalhos.
Os vazios longitudinais denominados alvéolos reduzem o consumo de concreto, implicando em um peso próprio menor em relação a uma laje maciça com características estruturais semelhantes. Isso justifica a seção complexa da laje alveolar, produzida basicamente por duas maneiras: extrusão ou formas deslizantes. As armaduras utilizadas são cordoalhas, e até mesmo fios de aço, protendidos longitudinalmente na borda inferior, podendo ser utilizados também na borda superior. Devido ao processo de fabricação, é dificultada e indesejável a utilização de armaduras transversais. Desta forma, uma das principais preocupações para com esse elemento estrutural é a sua capacidade resistente à força cortante. As rupturas por força cortante são caracterizadas por pequenas flechas e pouca ductilidade. Em projeto, é comum buscar situações em que as resistências últimas sejam governadas pela flexão, já que este mecanismo possui alta capacidade de aviso ao se aproximar do seu estado limite. No entanto, existem algumas situações em que o cisalhamento devido


à força cortante se faz condicionante, como por exemplo, situações com cargas concentradas elevadas ou vãos pequenos com altas cargas predominantemente distribuídas.
No Brasil, diferentemente da Europa e dos Estados Unidos, a capacidade resistente à força cortante em lajes alveolares é calculada por uma única formulação, no entanto, dois mecanismos de ruptura distintos tem se mostrado presentes em ensaios laboratoriais. A formulação utilizada na NBR14861 (Norma Brasileira de Lajes Alveolares) para o cálculo da força cortante, VRd1, foi adaptada para lajes alveolares por tratar de elementos sem armadura transversal. Essa expressão foi desenvolvida na Europa, de forma empírica, considerando as principais variáreis que influenciam a resistência à força cortante em vigas e faixas de lajes maciças sem estribos, em regiões previamente fissuradas por flexão. A este mecanismo dá-se o nome de Flexo-Cortante.
No cenário internacional, além desta formulação (ou formulações análogas) existem outras que buscam representar potenciais rupturas por força cortante em regiões não fissuradas por flexão. Em elementos protendidos, este último caso é mais comum. A este mecanismo dá-se o nome de Tração Diagonal.
A previsão da resistência à força cortante, representada pela situação em que a tensão principal na nervura alcança a máxima tensão de tração do concreto, ou seja,

2: Identificação dos fatores que influenciam a flexo-cortante na equação brasileira (MARQUESI, 2014)
ruptura por tração diagonal, constitui uma lacuna no projeto das lajes brasileiras. À medida que as lajes ficam mais altas, a diferença entre a resistência calculada pela flexo-cortante e pela tração diagonal fica maior. Já no âmbito internacional, apesar de existir formulações para representar a tração diagonal, elas tem se mostrado insatisfatórias para casos de lajes com alvéolos oblongos ou não circulares (Pajari, 2004 e Ghosh, 2006), gerando esforços para tentar solucionar este problema.
O mecanismo flexo-cortante não é analisado analiticamente devido a sua complexidade. Tensões de redistribuição ocorrem após a fissuração sendo influenciadas por muitos fatores. Por esta razão, equações empíricas foram desenvolvidas elegendo as variáveis mais importantes e calibrando-as com ensaios. A seguir, apresen-

V1 representa a parcela transmitida pelo banzo comprimido pela flexão.
V2 representa a parcela correspondente às tensões residuais de tração devido às “pontes de concreto” ao longo da fissura. Segundo Walraven (2010) fissuras com aberturas de até 0,15 mm podem transmitir força cortante pelas tensões residuais.
V3 representa a rugosidade local existente ao longo das fissuras sendo maior, quanto maior forem os agregados. Para concretos com resistência à compressão de até 70 MPa, as fissuras ocorrem na matriz cimentícia e portanto, contornam os agregados. Assim, uma rugosidade significativa devido aos agregados contribui para impedir o escorregamento das faces da fissura, transmitindo esforço cortante. No caso de concretos com resistência acima de 70 MPa, as fissuras atravessam os agregados fazendo com que o efeito do seu engrenamento seja perdido.
V4 refere-se à armadura longitudinal que contribui para resistência à força cortante devido ao efeito pino, além de combater maiores aberturas de fissuras contribuindo com os outros mecanismos de transferência de esforço.
tam-se as variáveis geralmente aceitas como principais na capacidade resistente à flexo-cortante dos elementos sem armadura transversal.
• Resistência à tração do concreto;
• Taxa de armadura longitudinal;
• Fator escala;
• Influência do esforço axial;
• Tipo e tamanho do agregado;
Os quatro primeiros estão presentes nas formulações do EC2 e nas normas brasileiras NBR6118 e NBR14861. Exemplificando pela equação brasileira tem-se:
A figura 3 apresenta os mecanismos básicos para a transferência de esforço cortante.
Em elementos maiores, sejam lajes ou vigas, a largura das fissuras críticas tende a ser maior e, portanto, possui menor contribuição da tensão residual de tração e principalmente, menor contribuição do engrenamento dos agregados. Taylor (1970 apud Albajar, 2008) verificou por experimentos que a contribuição do engrenamento dos agregados varia de 35 a 50% da capacidade resistente total enquanto que 15 a 25% correspondem ao efeito pino, e 20 a 40%, à parcela transmitida pela região não fissurada. Desta forma, faz-se necessário a existência de um fator de escala nas formulações para força cortante. Segundo Wight e MacGregor (2012), em elementos com pelo menos um mínimo de armadura transversal, esta armadura tende a manter as faces da fissura juntas de forma a não haver perda significativa de eficiência do engrenamento dos agregados, mesmo para elementos maiores. Bazant (2011), no entanto, defende que a armadura transversal não suprimi o efeito escala, principalmente em elementos com alturas maiores que 1 m.
Quanto à influência do esforço axial, se de compressão, existe um favorecimento aos mecanismos de transferência de força cortante pela região não fissurada pelas tensões residuais de tração e engrenamento de agregados. Se de tração, as fissuras tenderão a larguras maiores, prejudicando os mecanismos resistentes complementares, além de profundidades maiores, contribuindo para o “estrangulamento” do banzo comprimido e consequente ruptura por esmagamento do concreto nesta região.
ELEMENTOS SEM ARMADURA TRANSVERSAL
Tanto na expressão do Eurocode 2 como das normas brasileiras, a influência do esforço axial é computada pela parcela 0,15 σ cp bd, positiva para compressão e negativa para tração. Ressalta-se que esta parcela provém originalmente da contribuição da protensão e é extra-
polada pelas prescrições normativas à contribuição de qualquer esforço axial na resistência à força cortante. A parcela 0,15 σ cp bd, chamada de Vp, é somada a outra parcela, Vc, com a finalidade de quantificar a resistência à força cortante de elementos sem armadura transversal. Exemplificando pela equação brasileira, tem-se: (1) (2)

Apesar dos modelos de cálculo serem empíricos, a parcela Vp é proposta a partir de uma dedução analítica. Esta dedução toma por base uma seção retangular de uma viga e o princípio proposto por Hedman e Losberg (1978). Este princípio diz que a resistência à força cortante de um elemento em concreto protendido é a soma da resistência do elemento em concreto armado com a parcela da força cortante gerada pelo carregamento que provoca a descompressão na seção analisada. Em outras palavras, após o momento de descompressão ser alcançado, um elemento de concreto protendido pode ser considerado como um de concreto armado. x x pM V VM 0 = (3)
Vp pode então ser formulado como segue:
em que Mx é o momento fletor, Vx,o esforço cortante e M0, o momento de descompressão, todos na seção analisada. Pela equação acima, quando Mx for igual a Mo, ou seja, quando o momento de descompressão for atingido,Vp é igual à Vx
Considerando o ensaio típico para a verificação da resistência ao cisalhamento devido à força cortante, realizado nos laboratórios, a influência da protensão pode ser calculada como segue: (4) a M M V VM x x p 1 0 0 = =
em que a é a distância da aplicação da carga até o centro do apoio mais próximo.

Figura 4: a) Efeito da protensão; b) Esquema de ensaios típicos de resistência à força cortante (Adaptado de WALRAVEN, 2010)
O momento de descompressão pode ser calculado isolando-se a variável M o na equação a seguir. Esta equação descreve a situação em que as tensões nas fibras inferiores são nulas.
(5) 0 0 = + W M A N W Ne c ppp
Isolando-se Mo, (6) W A N MNe c p pp + = 0
sendo W o módulo resistente da seção, Np a força normal de compressão devido à protensão na seção analisada, Ac a área da seção e ep a excentricidade de protensão. Para uma viga retangular com b de largura e h de altura, tem-se: (7) ) 6 ( 0 h MNe pp + = com h em evidência, (8) ) 6 1 ( 0 + = h e MNhp p
Considerando ep/h igual a 0,35, a equação acima passa a: (9) MNh p 0,517 0 = assim, (10) a h N a M M V VM p x x p 0,517 1 0 0 = = =
Com a distância de aplicação da carga até ao centro do apoio (ver Figura 4b) variando de 2,5d a 4d, como na maioria dos experimentos, e fazendo Np = σ cp bd tem-se:

(12)
Desta forma, a parcela 0,15 σ cp bd corresponde a = 4, sendo o menor valor de V p para o domínio de estabelecido.
Ao fixar a contribuição da protensão em 0,15 σ cp bd, ao que tudo indica, buscou-se uma solução simples e prática para o mecanismo de flexo-cortante, uma vez que, desta forma, a influência da protensão na resistência à força cortante não varia com o tipo de carregamento, nem de seção a seção, sendo a única variação, aquela causada pela proporção de protensão introduzida na seção analisada (computada na variável σcp).
Como descrito anteriormente, o domínio estabelecido de variação da ordem de 2,5 < < 4. Nota-se que quanto menor for esta relação, maior será a parcela Vp e, portanto, maior a resistência à força cortante. Isso significa, pelas premissas assumidas, que quanto mais difícil for descomprimir a seção pelo momento fletor atuante, maior a sua resistência à força cortante.
Para situações de lajes alveolares com alto nível de protensão e alto momento de inércia da seção transversal (lajes mais altas), descomprimir as seções próximas ao apoio se torna praticamente impossível. Desta forma, a potencial ruptura ocorre quando as tensões principais atingem a máxima tensão resistente de tração do concreto nas nervuras da laje alveolar, portanto, outro mecanismo faz-se presente, a tração diagonal.
Para o modelo de cálculo tradicional da tração diagonal, as tensões normal e de cisalhamento são computadas pela teoria elementar de viga:
(13)
Assumindo a altura útilda seção, d, igual a 0,85h: (11) d a N Vp p 0,608 =
em que P é a força normal de protensão, A é a área da seção transversal, x é a posição longitudinal da seção analisada a partir do centro do apoio, Sy(z) é o momento
estático em relação a fibra da seção transversal localizada na altura z, b a largura da seção transversal na altura z, Iy é o momento de inércia principal da seção e por fim, V, o esforço cortante.
Igualando a tensão principal (σ1) à resistência à tração do concreto (fct), tem-se:
Considerando o ponto crítico (índice pc) no centro de gravidade da seção transversal, como mostra a Figura 5 e substituindo as Equações 13 e 14 na Equação 15, tem-se:

Figura 5: Posição do ponto crítico pelo modelo tradicional de cálculo da tração diagonal z y x z h h pc x = h/2 pc
LA02-C-A
LA03-C-A
LA04-C-A
LA05-C-A
LA06-C-A
LA07-C-A
LA08-C-A
LA09-C-A
Adicionando à Equação 16 os coeficientes de segurança, chega-se a mesma expressão presente no EC2 para o cálculo da resistência à força cortante em regiões não fissuradas por flexão.
São apresentados a seguir experimentos realizados no NETPRE/UFSCar. O esquema geral dos ensaios é mostrado na figura seguinte. A distância da extremidade da laje até o centro do apoio (apoio esquerdo do esquema longitudinal mostrado na Figura 6) variou de ensaio para ensaio com intuito de verificar a influência da protensão introduzida na resistência à força cortante.
Todas as lajes apresentam mesmas características geométricas e de resistência que são mostradas na tabela a seguir.
Os resultados de força cortante resistente obtidos com os experimentos (Vexp) são indicados no eixo vertical do gráfico a seguir. No eixo horizontal, os valores calculados, sem coeficientes de segurança, são apresentados tanto para a flexo-cortante da NBR14861 (VRd1) quanto para a tração diagonal presente no Eurocode 2 (EC2).
Observa-se que os valores da NBR14861 são sig-
nificativamente mais conservadores que os valores obtidos pela formulação do EC2 para a tração diagonal. Isso se deve ao fato de calcular-se para um determinado tipo de mecanismo de ruptura e na realidade ser observado outro. De fato, todas as rupturas observadas nos experimentos tiveram fissuras críticas inclinadas (30 a 35 graus em relação à horizontal) sem fissuras prévias de flexão, caracterizando o mecanismo de tração diagonal.
A média das relações Vexp/Vcalc para a NBR14861 é de 1,96 enquanto que para o EC2, 1,18. O valor de 1,96 pode ser considerado excessivamente conservador. Ressalta-se que a quantidade de dados experimentais nacionais é ainda incipiente e principalmente, o mecanismo de tração diagonal pode e deve ser previsto, não eliminando como premissa a possibilidade de ocorrência da flexo-cortante.
h = altura da laje; bw= somatório das larguras das nervuras; Fp= força de protensão inicial; fc, saque = resistência à compressão do concreto no momento da liberação da protensão; fc= resistência à compressão do concreto na data dos ensaios;


Figura 6: Esquema geral dos ensaios


Os resultados apresentados, em sua maioria, demonstraram rupturas por meio de tração diagonal na nervura do painel alveolar. As resistências obtidas por meio de mecanismo de tração diagonal podem ser significativamente superiores aos valores obtidos pelo mecanismo flexo-cortante. Por essa razão, é possível que o cálculo das lajes alveolares à força cortante pode estar com segurança demasiada para algumas situações de projeto. Isso pode levar a medidas como preenchimento de alvéolos ou até o aumento da altura da laje, sem uma necessidade real. Por outro lado, tal desempenho está associado com vários parâmetros de projeto no caso das lajes ensaiadas, sendo os principais: a) características geométricas da seção transversal, incluindo o formato circular dos alvéolos e a altura da laje superior a 250 mm; b) valor elevado da tensão de protensão na seção transversal da laje; c) valores dos escorregamentos iniciais nas extremidades das cordoalhas todos inferiores aos valores limites normativos; d) controle de qualidade adequado dos concretos empregados nas lajes; e) procedimento de produção controlado por meio de processo mecânico com máquina extrusora. Portanto, ressalta-se outras situações com lajes de mesma altura deverão ser analisadas de forma
individual, para cada situação de projeto. Outros ensaios foram conduzidos e novos ensaios estão sendo planejados para dar continuidade à esta pesquisa. Entretanto, como resultado preliminar da presente pesquisa, já se pode afirmar que existe uma possibilidade real para se considerar dois mecanismos de resistência à força cortante em lajes alveolares brasileiras, da mesma forma que ocorre para lajes europeias. No entanto, para que isto possa ocorrer no projeto ainda se faz necessário de que as hipóteses de cálculo sejam confirmadas experimentalmente para cada seção analisada. Além disso, uma vez que a resistência por tração diagonal para a força cortante é considerada no projeto, o controle de qualidade do produto laje alveolar é um fator muito importante, pois este tipo de ruptura é ainda mais dependente da qualidade do concreto e da conformidade geométrica da seção. Tais condições são conseguidas em produções controladas em ambiente fabril.
A presente pesquisa é fruto de uma interação pesquisa-projeto-produção bem sucedida. No campo da pesquisa, o presente trabalho está inserido em um programa mais amplo de pesquisa que conta com a participação e a colaboração de outros pesquisadores do NETPRE. Neste contexto, a continuidade dos estudos tem proporcionado um avanço significativo no conhecimento deste tipo de elemento no Brasil, onde os resultados das pesquisas no NETPRE já serviram de base para a NBR-14861:2011. Além da experiência na pesquisa, neste trabalho contou-se com experiência de projeto dentro da própria equipe de pesquisa, onde o pesquisador de mestrado é projetista estrutural e onde o orientador atua em consultoria técnica para projetos de lajes alveolares desde 2007. Adicionalmente, a atuação do NETPRE junto aos comitês técnicos para lajes alveolares, comissão brasileira para a NBR14861:2011 e Comissão C6.1 da fib (CEB-FIP), tem possibilitado uma maior aproximação entre a pesquisa acadêmica com assuntos de projeto relacionados às normas técnicas, acrescentando também um caráter de pesquisa aplicada para as pesquisas acadêmicas realizadas no PPGECiv-UFSCar. Finalizando, a presente pesquisa envolveu tanto a pesquisa de pós-graduação de mestrado stricto-sensu, mas também envolveu um convênio de cooperação técnica entre a UFSCar e a Abcic, contando com a contribuição de 03 empresas associadas da Abcic. No ano de 2014 esta cooperação universidade-empresa está completando 10 anos, sendo que a presente colaboração de pesquisa constitui-se em uma contribuição significativa para o desenvolvimento do setor de pré-fabricados no Brasil.
Os autores agradecem à UFSCar pela infraestrutura de pesquisa, bem como à equipe de pesquisadores do NETPRE, Luis Augusto Bachega, Bruna Catoia Periotto e Gabriel Eller Gusmão. O pesquisador de mestrado e orientador da pesquisa gostariam de expressar seu agradecimento especial ao Prof. Assoc. Roberto Chust Carvalho, vice-coordenador do NETPRE desde 2014 e mentor de toda a equipe do NETPRE na área de concreto protendido. Finalmente, mas não menos importante, os autores agradecem às empresas Cassol, Leonardi e T&A, por meio da Abcic, pelo apoio à pesquisa na doação de lajes para serem ensaiadas e pela bolsa de Iniciação Científica para apoio nesta pesquisa.
ALBAJAR, J. S. The influence of aggregate fracture on the shear strength of reinforced concrete beams. 2008. Doctoral Thesis – Imperial College London.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6118: Projeto de estruturas de concreto.Rio de Janeiro, 2003.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 14861: Laje pré-fabricada – painel alveolar de concreto protendido – Requisitos e procedimentos. Rio de Janeiro, 2011.
BAŽANT, Z.P., and YU, Q.. Can Stirrups Suppress Size Effect on Shear Strength of RC Beams? ASCE J.of Structural Engineering. 2011.
EUROCODE 2 – Design of Concrete Structures – Part 1.1 General Rules and Rules for Buildings, 2004.

8: Comparação gráfica entre os valores da NBR14861 (flexo-cortante) e do EC2 (tração diagonal)
EUROCODE 2 Commentary. European Concrete Platform ASBL. 2008.
HEDMAN, O.; LOSBERG, A., Design of Concrete Structures with regard to shear forces, in shear and torsion. CEB Bulletin d’ Information n. 126. Paris, 1978.
MARQUESI, M. L. G. Contribuição ao estudo dos mecanismos resistentes à força cortante em lajes alveolares protendidas. 2014. 144 f. Dissertação (Mestrado em Estruturas e Construção Civil) – Universidade Federal de São Carlos, São Carlos, 2014.
WALRAVEN, J. C. Prestress Concrete - Lectures. Delfty University of Tecnology. 2010
WIGHT, J. K.; MacGREGOR, J. G. Reinforced Concrete: Mechanics and Design, 6ª Ed. 2012.


A ArcelorMittal tem orgulho de promover a industrialização da construção no Brasil e de ser a única siderúrgica a ofertar vergalhão CA70 ensaiado em situações de fadiga e de altas temperaturas no mercado nacional.



























Ao lado da ABCIC, reforçamos nosso compromisso com o avanço da construção industrializada em concreto. Com a metodologia Steligence®, o time Engenharia e Inovação e a Cátedra Construindo o Amanhã, convênio entre a ArcelorMittal e a USP, trabalhamos para ofertar soluções em aço que viabilizem maior sustentabilidade econômica, social e ambiental. Símbolo disso é que temos o único vergalhão CA70 do mercado nacional ensaiado em situações de fadiga e de altas temperaturas.











Saiba mais sobre o ArcelorMittal 70 S AR


























































Aço não é tudo igual. O primeiro vergalhão de alta resistência é ArcelorMittal.

Mounir K. El Debs Universidade de São Paulo, Brasil
Os elementos pré-moldados se caracterizam por apresentar facilidades para sua execução. Por outro lado, a necessidade de realizar as ligações entre esses elementos constitui-se em um dos principais problemas a serem enfrentados no emprego do concreto pré-moldado.
Em geral, as ligações são as partes mais importantes no projeto das estruturas de concreto pré-moldado. Elas são de fundamental importância tanto no que se refere à sua produção (execução de parte dos elementos adjacentes às ligações, montagem da estrutura e serviços complementares no local) como para o comportamento da estrutura montada.
Portanto, as pesquisas em ligações são fundamentais para o desenvolvimento do concreto pré-moldado, justificando a atenção de pesquisadores envolvidos com o assunto.
As pesquisas relacionadas com as ligações de concreto pré-moldado sob a coordenação do autor iniciaram, de forma sistemática, na década de 90, no Departamento de Engenharia de Estruturas da Escola de Engenharia de São Carlos da Universidade de São Paulo e ganharam impulso na última década, principalmente com projeto temático de pesquisa financiado pela FAPESP – Fundação de Amparo à Pesquisa do Estado de São Paulo, desenvolvido entre 2005 e 2010.
O objetivo deste artigo é apresentar uma síntese das pesquisas desenvolvidas relacionadas com as ligações semi-rigidas, mais especificamente com a ligação viga x pilar, sob a supervisão do autor.
A ligação viga x pilar mais comum em edifícios de pequena altura nas estruturas de concreto pré-moldado é constituída por almofada de apoio de elastômero e chumbadores. Este tipo de ligação se comporta praticamente com uma articulação. Neste trabalho apresentam-se os estudos de variações deste tipo de ligação, incorporando algumas modificações para propiciar alguma rigidez ao momento fletor à ligação.
Inicialmente, apresenta-se um novo tipo de almofada de apoio que foi desenvolvida com material à base de cimento que confere um comportamento bem mais rígido que as almofadas de elastômero. Como as almofadas de argamassa modificada seriam mais rígidas que as almofadas de elastômero, elas produziriam estruturas mais rígidas. Por outro lado, como elas não teriam distorção, os efeitos de variações de comprimento nos elementos pré-moldado mereceriam mais cuidados.
Posteriormente, é apresentam-se estudos de dois tipos de ligação de estrutura de esqueleto, com o emprego da almofada estudada. O primeiro tipo corresponde à ligação comumente utilizada em galpões e o segundo tipo corresponde à ligação em edifícios de múltiplos pavimentos.
Para o material empregado na almofada buscou-se uma argamassa que tivesse maior deformabilidade e tenacidade que as argamassas normais de cimento e areia. Essas características seriam importantes para que a almofada pudesse transmitir de forma mais apropriada as tensões de contato, acomodando as irregularidades das superfícies e promovendo um distribuição mais uniforme das tensões.
O material para estas almofadas foi ser obtido da argamassa de cimento Portland e areia, incorporando os seguintes ingredientes: a) vermiculita termo-expandida, como parte dos agragados, b) latex e c) fibras curtas.
A vermiculita termo-expandida aumenta a capacidade de deformação do material no estado endurecido. Devido à presença de estabilizadores utilizados na produção do latex, uma quantidade significativa de ar é incorporada na mistura, aumentando também a capacidade de deformação do material. A adição de fibras curtas aumenta a tenacidade do material.
Vários estudos foram realizados para obter mistu-
ras com módulo de elasticidade reduzido, mas com uma resistência à compressão aceitáveis. (BARBOZA et al,, 2001; EL DEBS et al, 2003; EL DEBS et al, 2006 e SIQUEIRA, 2007). Os primeiros estudos conduziram a uma mistura básica com relação cimento/ agregado de 0,3 e uma relação cimento/água de 0,4, que foram fixadas para obter uma resistência à compressão mínima de 20MPa.
A partir do estudo das misturas foram moldadas almofadas que foram submetidas à compressão em máquina universal de ensaio. O objetivo deste ensaio foi determinar a capacidade de deformação das almofadas quando submetidas à força uniforme de compressão.
Além dos resultados das almofadas de argamassa modificada, em El Debs et al (2006) são apresentados resultados de almofadas de cloropreno e de dois tipos de madeira. A inclusão da madeira nesse estudo se deve ao fato que ela é normalmente empregada no armazenamento de elementos de concreto pré-moldado. A madeira 1 (Pinus Taeda) é considerada um madeira bastante mole e a madeira 2 (Eucalyptus Citriodora) é considerada um madeira de características intermediárias. As almofadas de cloropreno e de madeira servem como referência para a análise das almofadas de argamassa modificada
As principais variáveis dos ensaios de compressão uniforme foram as misturas, a espessura das almofadas e a área da almofada. As espessuras empregadas foram 5mm, 10mm e 20mm. As áreas foram de 100mm x 100mm e de 150mm x 150mm. Apenas os resultados das almofadas de 150mm x 150mm são aqui apresentadas.
Os ensaios foram feitos em uma máquina universal de ensaios com capacidade de aplicar um força de compressão de 2500kN. A força foi aplicadas com uma taxa de 5kN/s. A Figura 1 mostra uma curva tensão x deformação típica. Como a parte inicial da curva inclui uma acomodação inicial da almofada, foi determinada a rigidez da almofada com a expressão: ) h / h /( R ∆ σ =
onde s é a tensão aplicada, ∆h é a deformação da almofada e h é a espessura da almofada.

a) curva tensão x deformação típica
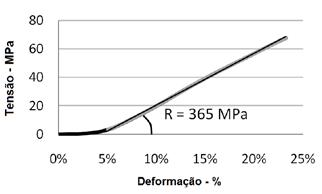
b) Medida da rigidez
Figura 1 Exemplos de curvas tensão x deformação e de determinação da rigidez da almofada
A Tabela 1 apresenta a rigidez das almofadas e a sua deformação correspondente à tensão de 25MPa, obtida com a média de 2 amostras. A notação empregada é: VaBcLd onde V significa Vermiculita, a é a quantidade de vermiculita em porcentagem do total da massa de agregados, B é o tipo de fibra (P para PVA e G para vidro), c é a taxa volumétrica de fibras em %, L significa Latex e d é a quantidade de latex em porcentagem da massa de cimento.
Cabe destacar que: a) a força foi aplicada até 1800kN para as almofadas de 150mm x 150mm, o que corresponde a uma tensão de 80MPa e b) a tensão de 25MPa foi fixada para comparar as deformações e c) as deformações incluem a parte inicial das curvas, conforme mostrado na Figura 1.
Com base nos resultados da Tabela 1 pode-se observar que: a) conforme esperado a rigidez da almofada decresce com o aumento da quantidade de vermiculita, b) quando aumenta a espessura da almofada aumenta a sua rigidez, no caso de argamassa modificada e madeira, pois um parcela significativa da deformação ocorre junto a superfície; e c) na almofada de cloropreno ocorre
o contrário. De fato, as almofadas de cloropreno têm um comportamento peculiar, associado ao fator de forma, que é a relação entre a área em planta com a área lateral.
Mistura h= 5mm h= 10mm h= 20mm
Mistura h= 5mm h= 10mm h= 20mm
Rigidez (MPa) Deformação(mm) para tensão de 25MPa
V5P2L30 224 442 724 V5P2L30
V5G2L30 228 440 731 V5G2L30
V5P3L30 240 447 728 V5P3L30 1.390
V5G3L30 244 453 734 V5G3L30 1.410 1.550 1.790
V5P4L30 256 461 750 V5P4L30 1.440 1.650 1.840
V10P3L30 202 337 531 V10P3L30 1.690 1.840 2.000
V25P2L30 165 226 402 V25P2L30 1.850 2.390 3.970
V25G2L30 169 224 410
Cloropreno - 73 38
Madeira 1 - 68 126
Madeira 2 - 144 283
Tabela 1 Rigidez e deformação das almofadas de 150 x 150mm (EL DEBS et al, 2006)
Em um trabalho posterior, Siqueira (2007) tratou apenas de almofadas de 150mm x150mm e espessuras de 10mm, com fibras de polipropileno, As demais condições foram as mesmas do estudo anterior. Por outro lado, este estudo inclui também carregamento cíclico.
A Tabela 2 mostra os resultados da rigidez e da deformação correspondente à tensão de 25MPa. A Figura 2 mostra uma curva tensão x deformação típica do carregamento cíclico. A força foi aplicada com a mesma taxa de deslocamento do pistão da maquina, com 300 ciclos para tensões de 2,5, 5,0, 10,0, 20,0MPa.
Tabela 2 Rigidez e deformação dos ensaios monotônicos (SIQUEIRA, 2007)
Valor médio na base do pilar (kN.m)
No meio do
Mistura Rigidez (MPa) Deformação
Os resultados dos ensaios com carregamento monotônico mostram que a rigidez da almofada diminui à medida que aumenta a quantidade de fibras, como no caso do estudo anterior.
Os resultados dos ensaios com carregamento cíclico mostram que a almofada apresenta uma deformação

Figura 2 Curva tensão deformação para carregamento cíclico para a mistura V10PP4 (1200 ciclos).
plástica para o primeiro ciclo com tensão de 2,5MPa. Depois desta deformação plástica, a rigidez da almofada permanece praticamente constante. Observa-se também nas curvas do último ciclo de 20MPa que não ocorre deformação plástica significativa ou deterioração da rigidez.
Depois dos ensaios com carregamento cíclico foi feita uma inspeção visual de cada almofada ensaiada. As almofada não apresentaram danos aparente para um tensão de 20MPa, que é da ordem de duas vezes a tensão de trabalho das almofadas de cloropreno. Foi observado apenas esmagamentos nas imperfeições superficiais devido ao processo de fabricação e algumas fissuras junto aos cantos. Portanto, pode-se concluir que as almofadas de argamassa modificada com as misturas estudadas são adequadas para níveis de tensão até 20MPa.
Este estudo está direcionado às estruturas de um pavimento com grandes vãos, denominada genericamente de galpão, que são usadas em indústrias, centros de distribuição e similares. A Figura 3 mostra exemplos deste tipo de ligação. Normalmente, esta ligação é considerada no projeto como articulação.
Figura 3 Variações da ligação viga x pilar em galpões
chumbadores almofada de apoio
Um dos benefícios das almofadas de argamassa modificada neste caso seria enrijecer a estrutura e melhorar a distribuição dos momentos fletores, em relação à ligação considerada articulada.
Um programa experimental com 4 modelos em escala 1:2 foi desenvolvido para determinar a rigidez e a resistência ao momento fletor para este tipo de ligação. A Figura 4 mostra a geometria dos modelos e a Tabela 3 apresenta as suas características. Todas as almofadas foram feitas com a mistura V5G2L30, exceto o modelo 2, cuja almofada foi de cloropreno. Na Figura 5 são mostradas algumas fotos dos modelos. A descrição completa deste programa experimental é apresentada em Sawasaki (2010).
A Figura 6 mostra a envoltória das curvas momento fletor x rotação. Como se pode observar, as almofadas de argamassa modificada, principalmente na parte inicial, podem propiciar certa resistência e, principalmente, rigidez à ligação.

Figura 6 Envoltórias das curvas momento fletor x rotação
Fig. 4 Geometria do modelo
Tabela 3 Características dos modelos
M Almofada (mm x mm) fy (MPa) Tipo de almofada
1 150 x 150 250 Argamassa
2 150 x 150 250 Cloropreno
3 150 x 150 500 Argamassa
4 250 x 150 500 Argamassa
M- Modelo; fy - Resistência de escoamento do chumbador



5 Montagem do modelo na posição normal e modelos sendo ensaiados na posição invertida
Com objetivo de avaliar o efeito da rigidez da ligação em uma estrutura típica, foi feita uma simulação numérica considerando o seu comportamento semi-rígido.
A Figura 7 mostra o esquema estrutural com as forças atuantes. Um programa comercial de análise estrutural foi empregado usando elementos de pórtico plano e ligação semi-rígida.
: I 950 mm x 400 mm
Pilares: 400 mm x 400 mm
Com base nos resultados experimentais, foi feita uma extrapolação para determinar a rigidez da ligação com almofada de argamassa modificada. O valor obtido e empregado na simulçao foi de 4,20MNm/rad.
Foram analisadas as seguintes situações: a) ligação articulada com forças vertical e lateral, b) ligação semi-rígida com 2 chumbadores com forças vertical e lateral, c) ligação semi-rígida com 4 chumbadores com forças vertical e lateral, d) ligação semi-rígida com 2
chumbadores com apenas força lateral, e) ligação semi-rígida com 4 chumbadores apenas com força lateral., f) ligação semi-rígida com 2 chumbadores com apenas força vertical e g) ligação semi-rígida com 4 chumbadores apenas com força vertical.
As tabelas 4 e 5 apresentam os valores representativos de momentos fletores e deslocamentos, respectivamente. As porcentagens são referentes à comparação com ligação considerada articulada. Estes valores mostram que a redução significativa no momento fletor no pé do pilar e no deslocamento no topo do pilar, atingindo no caso de 4 chumbadores, 21,8% e 32,8 para o momento fletor no pé do pilar e deslocamento no topo do pilar, respectivamente. O momento fletor e o deslocamento vertical no meio do vão da viga são reduzidos em 12,4% e 18,6%, respectivamente, quando o comportamento semi-rígido é levando em conta. Portanto, as reduções dos momentos fletores e deslocamentos são mais significativas nos pilares que nas vigas.
Em relação ao comportamento estrutural, vai ocorrer uma transmissão parcial de momento fletor, que deverá ser maior para momentos negativos e menor para momentos positivos. Para a viga, a transmissão de momento fletor pela ligação produziria a redução dos momentos positivos no meio do vão, para as cargas verticais aplicadas após a ligação se tornar efetiva. A transmissão dos momentos fletores, mesmo que parcial, reduziria os momentos fletores nos pilares para as ações laterais, em comparação com o caso de articulações. A redução dos momentos nos pilares possibilitaria uma redução da seção transversal dos mesmos ou, mantendo a seção transversal, poder-se-ia aumentar a altura da construção.
Um programa experimental foi realizado com dois protótipos da ligação. O protótipo 1 corresponde a ligação em pilar interno e o protótipo 2 representa a ligação no caso de pilar externo. A Figura 9 apresenta a geometria e detalhes e a Figura 10 mostra fotos da fabricação dos protótipos.
Figura 8 Ligação viga x pilar proposta concreto moldado no local
furos p/ passagem da armadura negativa continuidade armadura de painel alveolar viga almofada de argamassa pilar chumbador com graute preenchimento
Figura 9 Geometria e detalhes dos protótipos ensaiados
Neste caso, além do emprego da almofada de argamassa modificada, está sendo proposto o preenchimento do espaço entre a parte superior da viga e o pilar com graute, conforme está sendo mostrado na Figura 8. As mudanças em relação à forma usual não alteram a ligação em relação à estética e tolerâncias envolvidas. Em relação à sua execução, existe um trabalho adicional em campo para preencher o espaço entre a viga e o pilar com graute.
almofada


O programa experimental está apresentado em detalhes em Miotto (2002). A síntese dos resultados está apresentada na Figura 11, com as envoltórias das curvas momento fletor x rotação. A Figura12 apresenta uma
11 Envoltórias das curvas momento fletor x rotação

proposta para representar o comportamento da ligação, cujos parâmetros são os momentos fletores últimos e as rigidezes, para momentos fletores positivos e negativos.
Baseado nesse programa experimental foram desenvolvidos modelos analíticos para determinação desses parâmetros das ligação. Este estudo está detalhado em El Debs et al (2010)
Com o objetivo de avaliar a influência da ligação proposta, foi desenvolvida uma simulação numérica para estrutura típica com 2 andares e 3 vãos, mostrada na Figura 13. Foram assumidos os seguintes comportamentos para as ligações viga x pilar: a) articulada antes da ligação ser efetivada e b) semi-rígida após a efetivação da ligação. Para a carga permanente (g) a ligação funciona como articulação enquanto que para a carga variável (q) a ligação trabalha como modelo semi-rígido.
13 Estrutura analisada e forces atuantes (EL DEBS et al, 2010)
W =10kN t g + q t t
W =20kN i g + q i i g (kN/m) q (kN/m) W (kN)
Cobertura 20 10 10
Andar tipo 26 14 20
Vigas : 300 mm x 650 mm
Pilares: 300 mm x 400 mm
Figura 12
Proposta de curva momento fletor x rotação
Para avaliar e considerar a não–linearidade geométrica foi utilizado o método do coeficiente gz proposto por Franco & Vasconcelos (1991). Basicamente, este método consiste em calcular um coeficiente gz com o qual se avalia a flexibilidade da estrutura, com a possibilidade, dentro certo limite, considerar os efeitos de segunda ordem multiplicando as ações de primeira ordem por este coeficiente. O coeficiente gz é calculado com:
onde M1d é o momento de primeira ordem na base da estrutura devido às ações que produzem o tombamento da estrutura e ∆Md é a primeira avaliação do momento de segunda ordem, calculado com a estrutura deslocada pelos momentos de primeira ordem.
Os deslocamentos da estrutura podem ser obtidos com a redução da rigidez à flexão para considerar a não-linearidade do concreto armado. Os valores usuais são (EI)red = 0.4EI para vigas e (EI)red = 0.8EI para pilares, no caso de estrutura aporticada e (EI)red = 0.4EI para pilares engastados na base e vigas articulada nos pilares (EL DEBS, 2000). Com se trata se situação intermediária, para este estudo foi utilizada uma redução de 0,6 para os pilares e as vigas.
A análise estrutural foi feita com software comercial considerando elementos de pórtico plano e ligação semi-rígida, com o comportamento mostrado na Figura 12. Foram consideradas as seguintes situações: a) ligação articulada b) ligação semi-rígida com os valores apresentados na Tabela 6 e c) ligações rígidas. Os valores da Tabela 6 foram calculados com os modelos apresentados em El Debs (2010), considerando as seguintes características dos materiais: a) concreto pré-moldado de classe C35 (35MPa), b) concreto moldado no local C25 (25MPa) c) armadura de continuidade CA-50 (500MPa), d) 2 chumbadores com aço CA25 (250MPa) e diâmetro de 20mm e e) módulo de elasticidade de 30GPa, o que corresponderia aproximadamente à média dos dois concretos.
A tabela 7 apresenta os principais resultados obtidos para as situações analisadas. Estes resultados mostram que: a) o deslocamento no topo da estrutura com ligação semi-rígida é 13,7% do valor da estrutura com ligação articulada, b) o coeficiente gz é também reduzido significativamente, c) o momento fletor na base dos pilares para estrutura com ligações semi-rígidas é 41,9% do valor da estrutura com ligação articulada, para a combinação G+Q+W e d) o momento positivo que ocorre na ligação, na situação mais crítica, que é com a combinação G+W, é menor que o momento último da ligação.
Tabela 6 Valores das rigidezes e dos momentos últimos (EL DEBS et al,
Com base nos resultados encontrados foi feita uma nova simulação numérica, aumentando o número de andares. As forças verticais e horizontais foram repetidas para os andares intermediários. A tabela 8 apresenta os principais resultados, onde se pode observar que é possível aumentar o número de andares de 2, no caso de ligação articulada, para 4, com a ligação semi-rígida, pois o deslocamento no topo da estrutura é menor e o momento fletor no pé do pilar é apenas um pouco maior, passando de 44,65 para 49,29 kN.m, o poderia ser atendido com um pequeno acréscimo na armadura. Outra importante constatação é que, passando para 5 andares, o momento positivo na ligação ainda é menor que o momento último. No entanto, neste caso o momento fletor na base do pilar é bem maior que o momento fletor da estrutura com dois andares e ligação articulada.
7 Principais resultados para as situações analisadas (EL DEBS et al, 2010)
Combinação G+Q+W Combinação G+W
Ligação a (1) (mm) 1/2 Mb.z (2) a (1) (mm) z. Mv.z (3) (kN.m)
1,99 1,01 15,00 (1) a – deslocamento do topo da estrutura (2) Mc – Momento fletor na base dos pilares (3) Mb - Momento fletor positivo na ligação viga pilar
Combinação G+Q+W Combinação G+W
Ligação n a (1) (mm) 1/2 Mb.z (2) a (1) (mm) z. Mv.z (3) (kN.m)
-rigida 2 4,07 1,03 18,73 4,07 1,02 3,99 3 11,30 1,05 33,94 11,30 1,03
1,06
(1) n – número de andares
As principais conclusões em relação às pesquisas apresentada estão alinhavadas a seguir:
a) A rigidez das almofadas com as misturas recomendadas, sem considerar a parte de acomodação inicial, é ordem de de 300 a 400GPa.
b) As almofadas de argamassa modificada são de 3 a 6 vezes mais rígidas que as almofadas de elastômero.
c) No caso de estrutura típica de galpão, a utilização de almofada de argamassa modificada possibilita significativas reduções dos momentos fletores e deslocamentos horizontais nos pilares.
c) No caso de estrutura de múltiplos pavimentos, a ligação proposta, que incluía a almofada e grauteamento do espaço entre o pilar e a viga, possibilita aumentar de
2 andares, com ligação articulada, para 4 andares, com menor deslocamento no topo do pilar, mas às custas de um pequeno aumento do momento fletor no pilar.
Ào CNPq e A FAPESP pelas bolsas concedidas aos alunos de pós-graduação envolvidos. À FAPESP, pelo apoio através do projeto temático “Nucleação e incremento da pesquisa, inovação e difusão em concreto pré-moldado e estruturas mistas para a Modernização da Construção Civil” (proc. 05/53141-4).
BARBOZA, A.S.R., SOARES, A.M.M.;EL DEBS, M.K. (2001) A new material to be used as bearing pad in precast concrete connections. Proceedings of 1st International Conference on Innovation in Architecture, Engineering and Construction, Eds. Anumba, C.J., Egbu, C., and Thorpe, A., Loughborough, UK, 2001, pp. 81-91.
EL DEBS, M.K. (2000) Concreto pré-moldado: fundamentos e aplicações. 1.ed. São Carlos: EESC-USP.
EL DEBS, M.K., BARBOZA, A.S.R.; MIOTTO, A.M.M. (2003) Development of material to be used as bearing pad in precast concrete
connections. Structural Concrete, v.4, n. 4, pp. 185-193.
EL DEBS, M.K., MONTEDOR, L.C., HANAI, J.B. (2006) Compression tests of cement-composite bearing pads for precast concrete connections. Cement and Concrete Composites, v.28, n. 7, pp. 621-629.
EL DEBS, M.K., MIOTTO, A.M.,EL DEBS, A.L.H.C., (2010) Analysis of a semi-rigid connection for precast concrete. Proceedings of the Institution of Civil Engineers: Structures and Buildings, v.163, n.1, pp. 41-51.
FRANCO, M., VASCONCELOS, A.C., (191) Practical assessment of second order effects in tall buildings. Proceedings of the COLLOQUIUM ON THE CEB-FIP MC90, Rio de Janeiro, pp. 307-323.
MIOTTO, A.M. (2002) Ligações viga-pilar de estruturas de concreto pré-moldado: análise com ênfase na deformabilidade ao momento fletor. Tese (Doutorado) – Escola de Engenharia de São Carlos, Universidade de São Paulo, São Carlos.
SAWASAKI, F.Y. (2010) Estudo Teórico-Experimental de Ligação Viga-Pilar com Almofada de Argamassa e Chumbador para Estruturas de Concreto Pré-Moldado. Dissertação (Mestrado) – Escola de Engenharia de São Carlos, Universidade de São Paulo, São Carlos
SIQUEIRA, G.H. (2007) Almofada de apoio de compósito de cimento para ligações em concreto pré-moldado. Dissertação (Mestrado) – Escola de Engenharia de São Carlos, Universidade de São Paulo, São Carlos.

Após 17 anos, a obra Concreto pré-moldado: fundamentos e aplicações, do professor Mounir Khalil El Debs recebe uma nova edição revigorada e ampliada. Traz, oportunamente, a última atualização da principal norma brasileira sobre o assunto, a ABNT NBR 9062 – Projeto e execução de estruturas de concreto pré-moldado.
Com mais de 400 páginas, o livro está dividido em quatro partes e treze capítulos, compreendendo desde os fundamentos do concreto pré-moldado, prosseguindo pelas aplicações em edifícios, pontes e outras construções civis e completando com os elementos de produção especializada. Na última parte são apresentados anexos, que entre outros assuntos, incluem exemplos numéricos.
PATROCINADORES:









Wellington Longuini Repette Daniel Hastenpflug
Universidade Federal de Santa Catarina - UFSC, Brasil
Acredita-se que em elementos estruturais, o concre- to auto-adensável (CAA) apresenta maior densidade e com microestrutura mais uniforme, refletindo em menor variabilidade das propriedades mecânicas e maior durabilidade. Este artigo descreve os resultados de uma pesquisa sobre a variabilidade da resistência à compressão do CAA em vigas e pilares pré-moldados. Dois CAA foram utilizados, com 650mm e 800mm de espalhamento, tendo sido comparados com um concreto convencional com abatimento (slump) de 10±1cm. Todos os concretos tinham resistência da ordem de 60MPa. As operações de mistura, transporte e lançamento forma rigorosamente controladas.
A uniformidade dos concretos nos elementos estruturais pré-moldados foi analisada ao longo de toda extensão das vigas e dos pilares através de ensaios resistência à compressão de testemunhos de concreto extraídos desses elementos. A segregação dos agregados graúdos foi determinada através da técnica de análise de imagens obtidas das superfícies serradas do concreto.
Os resultados indicam que nos pilares as resistências à compressão do CAA apresentaram menor variabilidade do que a do concreto convencional vibrado. As máximas diferenças de resistência à compressão nos pilares foi de 13,3% para o CAA de 600mm de espalhamento, 12,3% para o de 800 mm, e 22,5% para o concreto convencional vibrado. A variabilidade dos concretos nas vigas foi menor para o concreto conven- cional do que para o CAA.
O concreto auto-adensável (CAA) possui elevada fluidez e preenche os espaços das fôrmas dos elementos estruturais sem a necessidade de serem vibrados (consolidados). Desenvolvidos primeiramente no Japão no final dos anos 1980, seu uso tem se alastrado devido a um número de vantagens em relação ao concreto convencio-
nal vibrado, das quais se incluem o lançamento mais rápido e a redução da mão-de-obra. O CAA está se tornando intensamente utilizado na indústria de pré-moldados. Normalmente se afirma que os elementos estruturais produzidos com CAA apresentam maior uniformidade de resistência à compressão e outras propriedades mecânicas quando comparados com concretos convencionais vibrados de igual resistência [2-4]. No entanto, poucos são os estudos que possibilitam a comparação de desempenho de concretos auto-adensáveis de mesma resistência à compressão mas com características diferentes de deformabilidade (espalhamento).
Este artigo apresenta os resultados de uma pesquisa que objetivou avaliar a variabilidade do concreto auto-adensável em vigas e pilares pré-moldados. Dois CAA diferentes foram utilizados, com 650mm e 800mm de espalhamento, e comparados com um concreto convencional com abatimento de 10±1cm. Todos os concretos tinham resistência à compressão da ordem de 60MPa (cilindros, 28 dias).
A moldagem ocorreu em uma indústria de pré-moldados. No preparo dos concretos auto-adensáveis e do concreto convencional empregou-se cimento CPV – ARI RS (similar ao cimento Type I, ASTM C 150). O agregado miúdo foi composto por duas areias, uma de rio e outra de duna, com densidades, respectivamente 2.60 e 2.61 kg/dm³. O agregado graúdo era basáltico, com tamanho nominal de partículas de 20 e 10 mm, e densidade de 2.915 kg/dm³. Um aditivo redutor de água (superplastificante) de base policarboxilato foi utilizado para promover a fluidez necessária dos CAA. Um aditivo plastificante de base naftaleno foi empregado para a produção do concreto convencional (referencia). A dosagem dos CAAs foi realizada pelo método Repette-Melo [5].
Os concretos foram produzidos em bateladas de 2m³,
Resistência à compressão (MPa, 28 dias)
Tabela 1. Composições e propriedades dos concretos
utilizando-se uma betoneira estacionária de cuba aberta e mistura planetária. Após a mistura, os CAA foram ensaiados para determinação do diâmetro de espalhamento, do tempo de escoamento no funil-V e da deformabilidade na caixa-L. Os concretos foram transportados e lançados por uma caçamba e ponte rolante. As vigas e os pilares de mesmo concreto foram moldados com concreto produzido em uma única betonada. Na Tabela 1 apresentam-se as composições e as propriedades dos concretos auto-adensáveis com espalhamento de 650 mm (T1) e 800 mm (T2), além do concreto convencional vibrado (TC). Formas metalicamente estruturadas e com painéis de madeira compensada foram utilizadas como moldes para as vigas e para os pilares. As vigas mediam 210 cm de comprimento, 20 cm de largura e 50 cm de altura (Figuras 1 e 2). Os pilares tinham seção de 50 cm por 20 cm, e 270 cm de altura. Não havia armadura nas vigas ou nos pilares. O CAA foi lançado nas vigas numa única extremidade da forma. Para T1 a taxa de lançamento foi de 1,35 L/s e para T2 de 1,55 L/s, sendo que um único trabalhador foi empregado na concretagem. A concretagem dos pilares deu-se através do lançamento do concreto pela parte superior do elemento, posicionado na vertical (Figuras 3 e 4). Para T1 a taxa de lançamento foi de 2,8 L/s e para T2 foi de 3,8 L/s, e somente um trabalhador estava envolvido nessa operação. Para a concretagem das vigas e pilares com concreto convencional, o lançamento e o adensamento com vibrador de imersão foi realizado em camadas. A taxa de concretagem das vigas foi de 0,21 L/s e 3 trabalhadores estavam envolvidos nas operações de lançamento e adensamento. Para os pilares, 2 trabalhadores desempenharam essas tarefas e a taxa de concretagem foi de 0,21 L/s.





A desforma deu-se aproximadamente 10 horas após a concretagem (Figura 5). As peças de concreto prosseguiram em cura por mais 69 dias, envolvido em plástico. A uniformidade do concreto foi avaliada pelo ensaio de testemunhos cilíndricos extraídos à idade de 72 dias. De cada um dos pilares de 2,70 m de altura, foram extraídos onze testemunhos cilíndricos de 10x20cm, sendo três nas alturas de 0.15m, 1.65m e 2,55m e um das alturas de 1,05m e 1,65m. Das vigas, também forma extraídos onze testemunhos, localizados nas alturas de 0.10m, 0.25m e 0.40m a partir da base e 0.15m,

1.05m e 1.75m da extremidade mais próxima de onde o concreto foi lançado. Dois outros testemunhos foram extraídos das posições localizadas na altura de 0.25m e distância de 0.35m e 1.75m da extremidade de onde o concreto foi lançado (Figura 6).
A segregação dos agregados graúdos foi determinada por análise de imagem de superfícies serradas de concreto. A área de agregado graúdo em relação à área total da superfície analisada do concreto (0.50m por 0.20m, em cada localização) foi definida como sendo a densidade superficial de agregado graúdo no concreto (DSAG).
Variabilidade da resistência à compressão nos pilares Na Figura 7 apresentam-se os resultados obtidos nos ensaios dos concretos dos pilares. A Figura 7a mostra os valores das resistências à compressão médias em cada altura do pilar e para cada tipo de concreto. As resistências à compressão relativas, expres sas em porcentagem e obtidas em relação ao maior valor de resistência de cada concreto (nesse caso, na altura de 0,15cm), são apresentadas na Figura 7b.
Os perfis de resistência à compressão mostram que tanto os concretos auto-adensáveis como o concreto convencional têm maior resistência na proximidade da base dos pilares, e as resistências diminuem da base para o topo dos pilares. Apesar dessa similaridade, os CAAs
(m)
Resistência à compressão relativa (%)
(b) (a)
sas em porcentagem e obtidas em relação ao maior valor de resistência de cada concreto (nesse caso, na altura de 0,15cm), são apresentadas na Figura 7b. Os perfis de resistência à compressão mostram que tanto os concretos auto-adensáveis como o concreto convencional têm maior resistência na proximidade da base dos pilares, e as resistências diminuem da base para o topo dos pilares. Apesar dessa similaridade, os CAAs apresentaram queda mais pronunciada da resistência na porção inferior dos pilares, enquanto que no concreto convencional essa queda ocorre mais intensamente na região superior dos pilares. A diferença de resistência à compressão foi maior para o concreto convencional (TC), da ordem de 22%, enquanto foi de aproximadamente 13% para ambos CAAs. Não foram encontradas diferenças significativas entre os concretos auto-adensáveis com 600mm e 800mm de espalhamento.
apresentaram queda mais pronunciada da resistência na porção inferior dos pilares, enquan- to que no concreto convencional essa queda ocorre mais intensamente na região superior dos pilares. A diferença de resistência à compressão foi maior para o concreto convencional (TC), da ordem de 22%, enquanto foi de aproximadamente 13% para ambos CAAs. Não foram encontradas diferenças significati- vas entre os concretos auto-adensáveis com 600mm e 800mm de espalhamento.
de resistência à compressão nos pilares foram estatisticamente significativas ao nível de significância de 90% para todos os concretos.
de resistência à compressão obtidos ao longo do comprimento das vigas, e na Figura 10 a variação ao longo da altura. Todos os resultados correspondem à resistência média para cada local e cada concreto.
vaRiaBiLidade da ResisTência à comPRessÃo nas viGas
Nas Figuras 8 e 9 estão apresentados os resultados de resistência à compressão obtidos ao longo do comprimento das vigas, e na Figura 10 a variação ao longo da altura. Todos os resultados correspondem à resistência média para cada local e cada concreto.
Para os pilares, os coeficientes de variação da resistência à compressão foram de 8.5% para o CAA com espalhamento de 600 mm (T1C); 8.4% para o CAA com espalhamento de 800 mm (T2C) e 10,8% para concreto convencional vibrado (TCC). As diferenças de resistência à compressão nos pilares foram esta- tisticamente significativas ao nível de significância de 90% para todos os concretos.
Para os pilares, os coeficientes de variação da resistência à compressão foram de 8.5% para o CAA com espalhamento de 600 mm (T1C); 8.4% para o CAA com espalhamento de 800 mm (T2C) e 10,8% para concreto convencional vibrado (TCC). As diferenças
Nas Figuras 8 e 9 estão apresentados os resultados
As vigas apresentaram maior resistência nas proximidades da região onde o concreto foi lançado. Isso foi particularmente verdade para os CAAs, enquanto que a variação da resistência à compressão ao longo do comprimento da viga foi muito menor para o concreto convencional vibrado. Os perfis de resistência à compressão foram significativamente diferentes entre os dois CAAs. Para T2, o CAA mais deformável, houve uma grande diminuição na resistência na proximidade da região onde o concreto foi lançado, o que foi explicado pela maior incorporação de ar. Isto não foi observado para o concreto T1 (espalhamento de 650mm), que apresentou uma va-
As vigas apresentaram maior resistência nas proximidades da região onde o concreto foi lançado. Isso foi particularmente verdade para os CAAs, enquanto que a variação da resistência à compressão ao longo do comprimento da viga foi muito menor para o concreto convencional vibrado. Os perfis de resistência à compressão foram significativamente diferentes entre os dois CAAs. Para T2, o CAA mais deformável, houve uma grande diminuição na resistência na proximidade da região onde o concreto foi lançado, o que foi explicado pela maior in- corporação de ar. Isto não foi observado para o concreto T1 (espalhamento de 650mm), que apresentou uma va-riação mais gradual e menor queda na resistência com o distanciamento da região de lançamento do concreto. Para as vigas, os coeficientes de variação da resis- tência à compressão foram de 5.7% para o CAA com espalhamento de 650 mm (T1B); 9.6% para o CAA com espalhamento de 800 mm (T2B) e 3.4% para o
8. Variação
Figura 8. Variação da resistência à compressão do concreto nas vigas –ao longo do comprimento.
Figura 8. Variação da resistência à compressão do concreto nas vigas –ao longo do comprimento.
Lançamento
Resistência à compressão relativa (%)
Resistência à compressão relativa
Comprimento (m)
Comprimento (m)
Figura 9. Variação da resistência à compressão do concreto nas vigas (valores relativos) – ao longo do comprimento.
comprimento.
Lançamento
Figura 9. Variação da resistência à compressão do concreto nas vigas (valores relativos) – ao longo do comprimento.
Lançamento
Resistência à compressão (MPa)
Comprimento (m)
Comprimento (m)
concreto convencional vibrado (TCB). As diferenças das resistências à compressão ao longo do comprimento das vigas não foram estatisticamente significativas ao nível de confiança de 90%.
riação mais gradual e menor queda na resistência com o distanciamento da região de lançamento do concreto. Para as vigas, os coeficientes de variação da resistência à compressão foram de 5.7% para o CAA com espalhamento de 650 mm (T1B); 9.6% para o CAA com espalhamento de 800 mm (T2B) e 3.4% para o concreto convencional vibrado (TCB). As diferenças das resistências à compressão ao longo do comprimento das vigas não foram estatisticamente significativas ao nível de confiança de 90%.
riação mais gradual e menor queda na resistência com o distanciamento da região de lançamento do concreto. Para as vigas, os coeficientes de variação da resistência à compressão foram de 5.7% para o CAA com espalhamento de 650 mm (T1B); 9.6% para o CAA com espalhamento de 800 mm (T2B) e 3.4% para o concreto convencional vibrado (TCB). As diferenças das resistências à compressão ao longo do comprimento das vigas não foram estatisticamente significativas ao nível de confiança de 90%.
A variação de resistência à compressão do concreto foi significativa ao longo da altura das vigas. Resistên- cias mais elevadas foram obtidas próximo às bases das vigas. As variações dos concretos T2 e TC foram as mais pronunciadas. O CAA com maior espalhamento apresentou maior variação de resistência do que o de menor espalhamento.
AGREGADOS GRAÚDOS E RESISTÊNCIA À
COMPRESSÃO
A variação de resistência à compressão do concreto foi significativa ao longo da altura das vigas. Resistências mais elevadas foram obtidas próximo às bases das vigas. As variações dos concretos T2 e TC foram as mais pronunciadas. O CAA com maior espalhamento apresentou maior variação de resistência do que o de menor espalhamento.
A variação de resistência à compressão do concreto foi significativa ao longo da altura das vigas. Resistências mais elevadas foram obtidas próximo às bases das vigas. As variações dos concretos T2 e TC foram as mais pronunciadas. O CAA com maior espalhamento apresentou maior variação de resistência do que o de menor espalhamento.
A variação da densidade superficial de agregado graúdo (DSAG), determinada em diferentes localizações dos
ReLaÇÃo enTRe seGReGaÇÃo dos aGReGados GRaúdos e ResisTência à comPRessÃo
ReLaÇÃo enTRe seGReGaÇÃo dos aGReGados GRaúdos e ResisTência à comPRessÃo
A variação da densidade superficial de agregado graúdo (DSAG), determinada em diferentes localizações dos elementos de concreto, teve boa correlação com a variação de resistência à compressão ao longo da altura dos pilares. As diferenças máximas de DSGA foram de 7.1% para o CAA com espalhamento de 650mm, 3.1% para o CAA com espalhamento de 800mm e 0.9% para o concreto convencional vibrado. Por outro lado, não houve correlação entre os valores absolutos de DSGA e as resistências à compressão medidas nos testemunhos de concreto. Para as vigas, não foi observada correlação entre o os valores de DSGA e as resistências à compressão obtidas.
elementos de concreto, teve boa correlação com a variação de resistência à compressão ao longo da altura dos pilares. As diferenças máximas de DSGA foram de 7.1% para o CAA com espalhamento de 650mm, 3.1% para o CAA com espalhamento de 800mm e 0.9% para o concreto convencional vibrado. Por outro lado, não houve correlação entre os valores absolutos de DSGA e as resistências à compressão medidas nos testemunhos de concreto. Para as vigas, não foi observada correlação entre o os valores de DSGA e as resistências à compressão obtidas.
A variação da resistência à compressão nos pilares foi maior para o concreto convencional vibrado do que para o CAA, particularmente quando foram comparados resistências de testemunhos de concreto das regiões próximas à base com aquelas próximas ao topo dos pilares.
A variação da densidade superficial de agregado graúdo (DSAG), determinada em diferentes localizações dos elementos de concreto, teve boa correlação com a variação de resistência à compressão ao longo da altura dos pilares. As diferenças máximas de DSGA foram de 7.1% para o CAA com espalhamento de 650mm, 3.1% para o CAA com espalhamento de 800mm e 0.9% para o concreto convencional vibrado. Por outro lado, não houve correlação entre os valores absolutos de DSGA e as resistências à compressão medidas nos testemunhos de concreto. Para as vigas, não foi observada correlação entre o os valores de DSGA e as resistências à compressão obtidas.
Resistência à compressão (MPa)
A máxima variação foi de aproximadamente 13% para os CAAs e de 22% para o concreto convencional.
A variação da resistência à compressão nos pilares foi maior para o concreto convencional vibrado do que para o CAA, particularmente quando foram comparados resistências de testemunhos de concreto das regiões próximas à base com aquelas próximas ao topo dos pilares.
As variações de resistência à compressão nas vigas foram mais expressivas para os CAAs principalmente ao longo do comprimento, diminuindo com o distanciamento da região de lançamento do concreto. Este fato sugere que o lançamento do concreto em uma única localização afeta negativamente a uniformidade da resistência à compressão do concreto nas vigas. A variabilidade da resistência à compressão foi maior para o concreto auto-adensável mais deformável (espalhamento 800mm).
A máxima variação foi de aproximadamente 13% para os CAAs e de 22% para o concreto convencional. As variações de resistência à compressão nas vigas foram mais expressivas para os CAAs principalmente ao longo do comprimento, diminuindo com o distanciamento da região de lançamento do concreto. Este fato sugere que o lançamento do concreto em uma única localização afeta negativamente a uniformidade da resistência à compressão do concreto nas vigas. A variabilidade da resistência à compressão foi maior para o concreto auto-adensável mais deformável (espalhamento 800mm).
Variações nos valores da densidade superficial de agregados graúdos tiveram boa relação com a variação da resistência à compressão de CAA e de concreto convencional nos pilares. Não houve correlação entre DSGA e a resistência à compressão dos concretos nas vigas.
Variações nos valores da densidade superficial de agregados graúdos tiveram boa relação com a variação da resistência à compressão de CAA e de concreto convencional nos pilares. Não houve correlação entre DSGA e a resistência à compressão dos concretos nas vigas. De forma geral, os resultados dessa pesquisa indicaram que a variabilidade de resistência à compressão em elementos estruturais produzidos com CAA não é sempre menor do que a do concreto convencional vibrado. A redução do coeficiente de segurança do projeto estrutural baseada na suposição de que elementos estruturais produzidos com CAA apresentam maior uniformidade de resistência à compressão, uma alternativa para tornar o CAA mais competitivo no mercado, deve ser so- mente implementada após intensas investigações sobre esse
Resistência à compressão relativa (%)
assunto. Dentre outros fatores, a variabilidade do CAA dependerá grandemente da geometria dos elemen- tos estruturais, da taxa e do processo de lançamento do concreto e do tipo de CAA utilizado.
Os autores agradecem ao CNPq, ao Programa de Pós-graduação da UFSC, BPM Pré-Moldados – Criciuma/ Brasil e Basf.
nar o CAA mais competitivo no mercado, deve ser somente implementada após intensas investigações sobre esse assunto. Dentre outros fatores, a variabilidade do CAA dependerá grandemente da geometria dos elementos estruturais, da taxa e do processo de lançamento do concreto e do tipo de CAA utilizado.
(1) OKAMURA, H. Self-compacting high performan- ce concrete. Concrete International, v. 19, n. 7, p. 50-54, July 1997.
Os autores agradecem ao CNPq, ao Programa de Pós-graduação da UFSC, BPM Pré-Moldados – Criciuma/ Brasil e Basf.
(2) KHAYAT; K. H.; MANAI K.; TRUDEL, A. In-Situ Mechanical Properties of Wall Elements Cast Using Self-Consolidating Concrete, ACI Mat. Journal / Nov.-Dec. 1997
(3) KHAYAT, K. H. Workability, testing, and perfor- mance of self-consolidating concrete. ACI Mat. Jour- nal, v. 96, n. 3, p. 346-353, May/June 1999.
(4) DOMONE, P. L; A review of the hardened me- chanical properties of self-compacting concrete Ce- ment & Concrete Composites 29 (2007) 1–12 P
(1) OKAMURA, H. Self-compacting high performance concrete. Concrete International, v. 19, n. 7, p. 50-54, July 1997.
(5) REPETTE, W. L. Concretos de Última Geração: Presente e Futuro. Concreto: Ensino, Pesquisa e Re- alizações. Ed. Geraldo Isaia. IBRACON. PP. 1509- 1550. 2005.
(2) KHAYAT; K. H.; MANAI K.; TRUDEL, A. In-Situ Mechanical Properties of Wall Elements Cast Using Self-Consolidating Concrete, ACI Mat. Journal / Nov.-Dec. 1997
(3) KHAYAT, K. H. Workability, testing, and performance of self-consolidating concrete. ACI Mat. Jour-

Eng. Romão M.L.C. Direitinho
Enga. Dra. Bruna Catoia
Prof. Dr. Marcelo A. Ferreira
NETPRE-UFSCar – Universidade Federal de São Carlos
Os sistemas industrializados de pisos que empregam lajes alveolares protendidas têm crescido de modo significante no Brasil, pois apresentam ganhos conhecidos de desempenho e de produtividade. Entretanto, existem ainda poucos estudos disponíveis sobre as vantagens de sustentabilidade com a aplicação deste tipo de laje. Este artigo traz um estado da arte dos ganhos de sustentabilidade do produto laje alveolar em concreto protendido, através de um estudo comparativo entre duas realidades: a de uma região européia, neste caso o Reino Unido, e a realidade brasileira. A metodologia empregada foi a pesquisa bibliográfica sobre artigos internacionais e publicações nacionais, acrescida com o resultado de entrevistas a agentes intervenientes no mercado nacional. Como resultado da pesquisa, fez-se uma análise comparativa entre a realidade internacional e a realidade brasileira. Este artigo faz parte de uma dissertação de mestrado em andamento no PPGECiv-UFSCar.
A temática da sustentabilidade ligada ao setor da construção civil, tão em foco nos dias atuais, passou a fazer parte das preocupações dos gestores das empresas do setor de pré-fabricados de concreto. Pretende-se demonstrar no presente artigo que a escolha das lajes em concreto protendido (LACP), dentre as alternativas para os pavimentos das edificações, possui um elevado potencial no domínio da sustentabilidade da construção.
Segundo o manual italiano de produtores de lajes alveolares, The Hollow Core Floor: Design and Applications – ASSAP (2002), as bases daquilo que são hoje as lajes alveolares em concreto protendido (LACP) foram estabelecidas pelos inventores alemães Wilhelm Schaefer e Otto Kuen, num processo que se iniciou na década de 30 e se consolidou na década de 50. No princípio, as
LACP eram elementos compostos de um núcleo alveolar de concreto celular embutido entre duas camadas de concreto armado normal. No final da década 50, após modificações nas suas linhas de produção, com base em tentativas e erros, a produção “Schaefer” começou a ter algum sucesso. Desta forma, na década de 50 foram vendidas licenças de produção para 5 (cinco) empresas na Alemanha Oriental e Ocidental e uma para os Estados Unidos. O primeiro fabricante Buderussche Eisenwerke foi o primeiro a introduzir a protensão nas lajes alveolares, em sua fábrica em Burgsolms na Alemanha Ocidental a qual ainda se encontra em operação. Os primeiros cálculos foram feitos pelo Professor Friedrich da Technical University of Graz (Áustria). Ainda na primeira metade da década de 1950, a camada de concreto celular foi abandonada, permitindo a produção de lajes alveolares em peças monolíticas com vãos e capacidades menos limitadas pela baixa resistência ao cisalhamento do concreto celular. Na mesma época, a empresa americana Spancrete comprou a licença de Schaefer e, posteriormente, também introduziu a protensão, desenvolvendo seu produto a tal ponto que também se tornou um nome patenteado. O projeto de Spancrete adota uma máquina de concretagem sob uma ponte rolante. As fábricas sob as licenças de produção da Spancrete empregavam máquinas moldadoras com concretagens das lajes alveolares, sendo estas empilhadas umas sobre as outras, separadas apenas por uma lona plástica. Por esta razão, as superfícies das lajes não eram perfeitamente planas, mas aceitáveis. Uma vez que a camada superior de uma pilha de lajes estivesse naturalmente endurecida, uma máquina com disco de diamante era montada em cima da mesma pilha, e as lajes eram cortadas e removidas. Em 1955, Max Gessner (Munique) projetou um sistema com uma máquina moldadora (com fôrmas deslizantes e vibratórias) movendo em uma única pista de protensão, similares às utilizadas hoje. Em 1957, as empresas
alemãs Max Roth e Weiler compraram a patente de Gessner, sendo que a partir de 1961 teve início a expansão do uso das máquinas moldadoras na Europa e no mundo. Em 1960, a empresa canadense SPIROLL desenvolveu uma máquina extrusora para a produção de lajes alveolares, onde um concreto com baixa relação água/ cimento era compactado por meio de roscas sem fim. As lajes alveolares produzidas por extrusoras possuem seções transversais com alvéolos circulares, enquanto as produzidas por moldadoras possuem alvéolos alongados, conforme ilustrado na Figura 1. Como consequência, as seções produzidas por meio de extrusão possuem um número menor de nervuras, se comparadas com as seções de lajes de mesma altura produzidas por moldadoras. Dependendo do sistema de unidades empregado no projeto das máquinas extrusoras ou moldadoras (em milímetros ou em polegadas), as larguras variam entre 1200 e 1245 mm. Com aplicações para painéis de fachada, algumas máquinas produzem painéis com largura dupla, variando entre 2400 a 2490 mm. Durante a década de 70, o processo de extrusão se espalhou pela Europa e outras partes do mundo. Desde então, deu-se o início da concorrência para a supremacia entre os sistemas de moldadoras (fôrmas deslizantes) e/ou de extrusoras, fato que foi benéfico ao desenvolvimento da fabricação das lajes alveolares em todo o mundo. Ainda no final da década de 80, empresas europeias como a Nordimpianti ganharam destaque com a produção de lajes altas, com alturas superiores a 50 cm.
No Brasil, a tecnologia de produção das lajes alveolares de concreto protendido (LACP), passou a ser empregada ainda na década de 1970, e teve sua consolidação a partir dos últimos 15 anos. Segundo Vasconcelos (2002), a primeira fábrica a produzir painéis alveolares no Brasil foi a PRECONCRETOS, cuja fábrica
no Rio Grande de Sul importou uma moldadora alemã (Max Roth) em 1974. Segundo o mesmo autor, a primeira fábrica brasileira a empregar máquinas extrusoras foi a RODRIGUES LIMA no início da década de 80, a qual importou uma extrusora alemã (Weiler). Em meados da década de 90, a PREMO e a CONSID iniciaram a produção de lajes alveolares com extrusoras americanas (Mixer Systems – Elematic USA), enquanto a MUNTE e a CASSOL implantaram máquinas extrusoras finlandesas (Elematic) em suas fábricas. A primeira máquina produzida pela Weiler no Brasil (fábrica de Rio Claro – SP) foi uma máquina moldadora no ano de 1978 para a empresa REAGO (Grupo Camargo Correa), enquanto a primeira máquina extrusora foi produzida em 1997 para a empresa DM Construtora de Obras – Curitiba. A partir da década de 2000, várias empresas nacionais começam a fabricar LACPs empregando tanto máquinas moldadoras quanto extrusoras, com novas fábricas implantadas em vários estados do país. Assim como em outras partes do mundo, as lajes alveolares tornaram-se um marco da pré-fabricação aberta.
Apesar de existir diferentes processos de produção ou fabricação de lajes alveolares protendidas, com maior ou menor grau de industrialização, o presente artigo se concentra nos dois processos que empregam máquinas moldadoras e extrusoras, conforme Figura 2. Ambas estas máquinas trabalham com concretos com baixas relações água/cimento, tem-se os valores mais baixos no caso das extrusoras. Por outro lado, a alta energia de compactação do concreto conferida pelas máquinas permite uma redução no consumo da quantidade de cimento por metro cúbico de concreto. Em especial no caso das extrusoras, tem-se uma redução extra no consumo de cimento
Figura 1. Seções transversais típicas de painéis alveolares protendidos produzidos por extrusoras (esq.) e por moldadeiras (dir.), com alvéolos circulares e ovalados, respectivamente.

em torno de 50 kg/m³. Além disso, as máquinas extrusoras permitem uma melhor continuidade da produção, pela sua simplicidade no “setup” da produção, enquanto as moldadoras possuem um procedimento para ajuste operacional um pouco mais trabalhoso. Entretanto, o impacto sobre a produtividade dependerá da demanda da produção. Com relação ao custo de implantação, embora os valores das extrusoras e moldadoras estejam próximos para uma única altura, o custo para a implantação de um conjunto com 4 alturas para lajes pode
custar o dobro do valor no caso das extrusoras. Além disso, o custo de manutenção é um fator importante a ser considerado para a tomada de decisão na escolha do equipamento mais adequado para cada situação de fábrica e de demanda de mercado.
O processo de produção tem início na recepção e armazenamento/estocagem das matérias primas. O cimento é armazenado em grandes silos com capacidades superiores a 100 toneladas cada, e os agregados graúdos (britas) são estocados em baias em forma de

estrela, compatível com uma central misturadora de concreto de grande capacidade, ou em grandes caçambas colocadas em série, umas em relação às outras, e providas de esteiras de transporte dos agregados até à central de mistura. A dosagem dos componentes do concreto pode ser feita por peso ou em volume, sendo o cimento normalmente dosado em peso, através de um sistema de células de carga. A dosagem de todos os componentes é comandada por uma cabine com uma central de comando totalmente automatizada. No entanto, a observação da mistura de concreto ainda no seu estado fresco, por parte de operador especializado, continua a ser muito importante. Os tempos de mistura são padronizados em função da composição adotada para o concreto. As centrais de mistura são normalmente do tipo hemisférico, de tambor horizontal, munidas das respetivas pás rotativas. Em seguida, é necessário considerar o transporte do concreto desde a central de mistura até ás pistas de protensão. Embora sempre dispondo do recurso de caçambas, esse transporte pode ser realizado de quatro formas distintas: transporte da caçamba por ponte rolante, por via aérea; transporte da caçamba por trator, por via terrestre; transporte da caçamba por via terrestre, sobre trilhos, puxada por va-
gões; transporte da caçamba por via aérea em trilhos (sistema “fly”). Este último sistema é o mais oneroso, porém permite maiores velocidades de transporte, o que pode ser fundamental para a resolução de problemas logísticos no processo (garante velocidades de transporte que chegam a ser cinco vezes superiores).
Quando o concreto chega à pista de protensão, e mesmo previamente ao início da produção da laje, é necessário um trabalho inicial que viabilize tal processo. Assim, a pista deve ser inicialmente limpa, atividade que pode ser feita por meio de varredura manual ou automatizada (por recurso a equipamentos mecânicos próprios), em seguida é necessária a aplicação de óleo desmoldante sobre a mesma, seja por pulverização manual ou por processos mecânicos. Feito isso, os fios ou cordoalhas são estendidos e mantidos nas suas posições de projeto com o auxílio de um sistema de guias também designados por “pentes”. Esses fios ou cordoalhas são inicialmente fixados numa cabeceira passiva munida de um sistema de cunhas localizada em uma das extremidades, em seguida é aplicada a protensão de projeto por meio de um sistema de macacos hidráulicos e as cordoalhas são fixadas por meio de cunhas na extremidade oposta. Durante esse processo é necessário

prever um sistema de gradeamento metálico apropriado para proteger a pista de protensão, tanto lateralmente como nas cabeceiras, por questões de segurança de trabalho, com o intuito de evitar possíveis acidentes como o escape eventual de um fio ou cordoalha.
Após o lançamento do concreto à pista, inicia-se o processo de extrusão ou moldagem do concreto, ambos caracterizados por serem processos altamente mecanizados. Embora as máquinas permitam velocidades de fabricação de laje da ordem dos três metros por minuto, em boas condições, e por limitações logísticas, a maioria das unidades fabris atinge no máximo velocidades de produção de dois metros por minuto. Após a fabricação pode haver a necessidade do corte das peças, seja pela existência dos pilares, seja pela presença de eventuais shafts verticais, seja para adequar os painéis ao layout em planta das edificações, cada vez mais diverso e complexo com os novos desenvolvimentos da arquitetura, ou até para passagem de tubulações pelo interior das lajes, algo a ser considerado sempre que possível. Desde que não haja o comprometimento da capacidade resistente do elemento, esses cortes devem ser feitos ainda com o concreto fresco devido a facilidade de execução quando comparado com o concreto endurecido. A execução de cortes nas LACP obriga normalmente à execução de reforços de armadura nas zonas adjacentes aos mesmos, conforme apresentado na Figura 3.
Terminada a execução da laje, tem-se o início do processo de cura do concreto, o qual pode ser realizado por via natural, dependendo das condições ambientais da fábrica, por cura térmica ou por cura a vapor. Depois disso, e quando os testemunhos de concreto retirados das misturas atingem resistências á compressão da ordem de 21 a 28 Mpa, é feita a liberação da protensão nas pistas. Após a liberação dos cabos de protensão,
as lajes são cortadas em painéis, com os comprimentos requeridos no projeto, sendo posteriormente estocados no pátio da fábrica, até poderem ser transportados para obra. Os painéis não devem ser apoiados diretamente sobre o solo (pátio de estocagem) ou simplesmente justapostos uns sobre os outros, mas devem ser estocados em lugares planos, apoiados sobre calços de madeira com 300 mm a 400 mm de distância das extremidades dos painéis. Entre os painéis adjacentes, quando empilhados, devem ser colocados calços de madeira ou sacos de areia, seguindo o mesmo alinhamento dos apoios de madeira nos níveis inferiores. É desejável que as lajes não fiquem estocadas no pátio mais que 30 dias, com o propósito de evitar o aumento de deformações nas lajes (isto ocorre em virtude das peças protendidas encontrarem-se no estado em vazio). A altura das pilhas de painéis é limitada em função do comprimento e altura das peças, devendo ser verificado a capacidade de suporte do solo e o perfeito alinhamento da pilha de forma a não permitir a sua inclinação.
Por questões de gabarito dos caminhões de transporte, os painéis costumam atingir comprimentos da ordem de até 12,5 metros, embora possam existir comprimentos superiores de até 16 m, dependendo da altura da laje. Durante o transporte, devem ser evitadas vibrações/ressaltos mais bruscos nos painéis, de forma a não comprometer a sua capacidade resistente ou provocar fissuras. O descarregamento das peças na obra pode ser feito diretamente no local do posicionamento final do painel, o que nesse caso pode feito por guindastes ou gruas.
Após serem posicionadas na estrutura, as lajes alveolares são equalizadas entre si por meio de torniquetes e, em sequência, as juntas longitudinais entre as lajes alveolares devem ser preenchidas com concreto, grau-

te ou argamassa. Em razão das juntas longitudinais das lajes atuarem como chaves de cisalhamento que garantem a transmissão dos esforços cortantes entre as lajes, este procedimento também é denominado de chaveteamento. Quando o chaveteamento é executado de forma completa anteriormente à execução do capeamento, tem-se uma melhor solidarização do pano entre as lajes, havendo assim uma maior segurança para o procedimento de concretagem da capa. A capa estrutural possui espessura mínima de 5 cm e deve ser executada na sequência determinada pelo seu projeto de acordo com a sequência construtiva e de montagem da estrutura, sendo a capa armada com tela estrutural para controle da fissuração, mas também para a garantia do comportamento de membrana em casos de incêndio. Adicionalmente, as capas estruturais podem ser reforçadas com armaduras de continuidade negativas (passivas), proporcionando um efeito de continuidade para as lajes alveolares quando submetidas às sobrecargas variáveis.
Segundo o relatório Brundtland (1987), produzido pela Comissão Mundial sobre Meio Ambiente e Desenvolvimento da ONU, sustentabilidade é o desenvolvimento que atinge as necessidades do presente sem comprometer a capacidade das futuras gerações de atingirem as suas próprias necessidades. Portanto, não apenas questões como a redução dos desperdícios, diminuição dos níveis de ruído, utilização de processos energeticamente mais eficientes, saúde e segurança do trabalhador, como também questões econômicas e ambientais evidentemente devem corresponder as principais preocupações.
Segundo Elhag (2008), a “Precast Flooring Federation - PFF”, a qual reúne os principais fabricantes de lajes alveolares do Reino Unido, empreendeu a partir desse ano um programa integrado com o objetivo de reduzir as emissões de CO2, de reduzir os desperdícios e o consumo de energia, diminuindo o impacto no transporte,


entre outros. Todos estes impactos não costumam ser contabilizados dentro de sistemas produtivos nas empresas mais convencionais. O enfoque da sustentabilidade procura abordar todos estes aspectos ao mesmo tempo. Com este propósito, a “PFF” estabeleceu um programa de sustentabilidade onde os objetivos fossem atingidos gradualmente, respondendo às principais razões para responder à pergunta: “Por que usar pisos protendidos em lajes alveolares?”.
A seguir, serão agrupados os ganhos de sustentabilidade potenciais das LACP em função das suas respetivas naturezas:
• Ganhos de natureza exclusivamente econômica
Ainda de acordo com Van Acker (2002), e por comparação com a generalidade das restantes soluções para lajes, as LACP têm a vantagem de apresentarem uma superfície inferior lisa, o que diminui a quantidade de material a ser aplicado no revestimento de tetos, bem como o uso de mão-de-obra para a execução desses revestimentos. Além do mais, a produção em ambiente industrial das LACP propicia um efeito de escala, que acaba gerando vantagens econômicas que não são possíveis de alcançar com processos “semi-artesanais”, como aqueles que correspondem à execução das lajes no local.
• Ganhos de natureza exclusivamente ambiental
Segundo Elhag (2008), um estudo dentro de oito semanas realizado junto a um número de empresas associadas da “PFF”, sugeriu que a produção e o transporte de pavimentos em LACP perfaziam um total de não mais de 0.199 “ecopontos”/tonelada de produção líquida (“ecopontos” é uma classificação de emissões poluentes tabelada pelo Building Research Establishment - BRE).
Por outro lado, as LACP podem incorporar materiais reciclados, o que é mais difícil de conseguir em processos construtivos convencionais para laje. Assim, segundo Elhag (2008), estudos de qualidade realizados pelo Building Research Establishment demonstram percentagens de materiais reciclados com até 10 a 20% para as LACP,
tanto para agregados finos ou graúdos. Ainda segundo ele, as LACP podem ser trituradas e usadas em diferentes reaplicações, no final da vida útil dos edifícios (como camadas de sub-base e preenchimento de material em rodovias, ou até como agregados graúdos na produção de concretos com fck de até 40 ou 50 Mpa). Mais recentemente, Basan et al. (2009) apresenta o resultado de uma pesquisa do Politecnico de Milano, na qual se conseguiu lajes com desempenho estrutural satisfatório empregando até 30% de agregados reciclados.
Elhag (2006) observa também que as LACP são desenvolvidas por uma indústria com uma estratégia apropriada de sustentabilidade, planos de administração do produto e indicadores-chave de desempenho (KPI’s), e auditorias ambientais através da ISO 14001, o que não é usual nas lajes produzidas em canteiro de obra.
• Ganhos de natureza exclusivamente de responsabilidade social
Pelo fato de as LACP serem produzidas em fábrica, onde as condições de segurança e higiene no trabalho são superiores ás normalmente encontradas em canteiro de obra, tem-se um benefício direto para a qualidade das condições de trabalho para a mão de obra.
• Ganhos de natureza simultaneamente econômica e ambiental
Os alvéolos longitudinais das LACP representam uma percentagem de volume de vazios na laje que pode variar entre 30% a 50%, quando comparado com uma laje maciça em concreto armado que tenha a mesma espessura, implicando em uma redução direta do uso de concreto por m² de laje por m². Por outro lado, em virtude do maior grau de compactação conseguido com as máquinas extrusoras e moldadoras, os concretos usados na fabricação de lajes alveolares empregam menos cimento por metro cúbico de concreto do que os concretos utilizados nas lajes moldadas no local, considerando a mesma resistência, sendo que as máquinas extrusoras
permitem ainda uma redução adicional de até 50 Kg/ m³ em comparação com as máquinas moldadoras. Portanto, com o emprego de menos concreto por m², mas também com a otimização do uso do cimento por m³ de concreto, consequentemente foi gasto menos cimento, as lajes alveolares proporcionam menores emissões de CO2. Trata-se neste caso de ganhos de sustentabilidade econômica e ambiental.
Além da redução do consumo de cimento, as lajes alveolares produzidas por extrusoras e moldadoras empregam concretos mais secos, com menor relação água/ cimento e, consequentemente, com menor consumo de água. No caso do Reino Unido, uma parte significativa das empresas fabricantes de LACP possui instalações para reciclagem de água, permitindo reduções de até 40% no consumo, além disso, em algumas fábricas também existe o aproveitamento das águas das chuvas. Normalmente em canteiro de obras, onde são produzidas as lajes moldadas no local, tal procedimento não é realizado (vantagem econômica e ambiental).
Adicionalmente, as LACP dispensam o uso de escoramento, o que significa em relação ás lajes moldadas no local uma grande vantagem ambiental, pela ausência da necessidade das escoras de madeira, que supera os benefícios relativos à redução de custos nos trabalhos de escoramento, seja em mão-de-obra ou materiais. Por outro lado, de acordo com Elhag (2008), pesquisas realizadas no Reino Unido demonstraram que o efeito combinado dos fornecimentos (incluindo o aço) no setor das LACP estava entre 1,78Kg e 6,29 kg de emissões equivalentes de CO2, por tonelada de produção líquida desses elementos de pisos, o que é um valor bastante reduzido. Além disso, segundo ele, o estudo de oito semanas anteriormente referenciado no presente texto, demonstrou que os níveis de desperdício nas respectivas fábricas de LACP não excediam os 2% para
Figura 7: Procedimento de controle tecnológico por meio de ensaio não destrutivo em fabrica de lajes alveolares (esq.); Ensaio de flexão em laboratório de pesquisa (dir.)
[Fonte: Acervo NETPREUFSCar]
a maioria dos postos de trabalho avaliados (incluindo desperdícios provenientes dos locais de rejeitos). Ganhos ambientais e econômicos.
Segundo Elhag (2008), no Reino Unido, a energia consumida nas fábricas de lajes alveolares protendidas correspondia a cerca de 206.43 MJoule por tonelada líquida de produção. Isso perfazia um total de 1510 MJoule/ ton, que comparados com o total de 25900 MJoule/ton para produzir barras de aço (energia primária) das lajes maciças em concreto armado, e com os mais de 2415 MJoule/ton necessários para o conjunto das atividades de crescimento, colheita, e serragem da madeira, e mais 1600 MJoule/ton para secagem da madeira no forno, usadas nas escoras e formas de madeira das lajes “in-situ”, representa uma economia energética significativa na globalidade do processo produtivo. Ganhos econômicos e ambientais.
• Ganhos de natureza simultaneamente econômica e de responsabilidade social
As LACP são produzidas em fábrica, o que significa independência das condições climáticas, ao contrário das peças fabricadas in-situ. Como tal, não só os trabalhadores estão protegidos das intempéries, com os consequentes benefícios em relação a questões de saúde e de trabalho, como os prazos de execução de obra diminuem, visto que existe uma total independência da tarefa de execução de pisos em relação a outras tarefas em obra, no cronograma de trabalhos. Ganhos econômicos e de responsabilidade social.
• Ganhos de natureza simultaneamente econômicos, ambientais e de responsabilidade social
De acordo com Elhag (2006), as LACP teriam ainda um diferencial em relação a outras soluções para pisos, que consistiria na “certificação de fornecimento respon-

sável” (o princípio do fornecimento responsável objetiva providenciar uma prova de que a inteira cadeia de vigilância de um produto específico, neste caso as LACP, e dos respectivos ingredientes nele usados, tomaram todas as medidas éticas, sociais e ambientais, necessárias para assegurar que o produto foi fabricado de forma “responsável”). Previa-se que as LACP seriam, na época, um dos primeiros produtos de construção a receber essa certificação no Reino Unido, de acordo com o esquema do Building Research Establishment. A Tabela 1 apresenta um resumo do que foi exposto até aqui.
Apesar da dificuldade de se levantar dados quantitativos relativos a vários outros indicadores em território nacional, acredita-se que muitos dos ganhos de sustentabilidade referidos por Elhag (2008) e relativos às LACP no Reino Unido, permaneçam válidos no Brasil. Assim, pesquisas mais aprofundadas são importantes para a confirmação dessas hipóteses.
No Brasil, baseado em pesquisas realizadas com especialistas e consultores que atuam na produção e projeto de LACP, foi possível estimar que os desperdícios gerados pelas fábricas correspondem a cerca de 6% dos insumos consumidos (valor médio). Apesar de ser um valor alto quando comparado com os valores apontados por Elhag (2008), ainda é inferior aos valores que são comuns nos canteiros de obras das empresas de construção civil, se forem contabilizados os resíduos/desperdícios de madeiras para fôrmas e/ ou escoramento, aço nervurado, concreto aplicado em obra na produção de lajes em canteiro, e outros resíduos de materiais na execução das mesmas. Entretanto, é importante notar que para atingir esses níveis de desperdício de materiais é necessário, entre outros, um rigoroso controle dos traços e dos aditivos empregados no concreto em fábrica. Caso contrário podem ser desperdiçadas pistas inteiras de LACP.
Existem aspetos relativos aos “layouts” das linhas de produção em fábricas de LACP que podem afetar diretamente os ganhos de sustentabilidade de seu processo de fabricação. É importante haver uma linearidade no fluxo de movimentação interna das lajes alveolares, principalmente após sua retirada das pistas de protensão e seu posicionamento provisório nos pátios de estocagem, onde os terrenos devem ser planos e nivelados. Além disso, deve haver um planejamento de modo que o pátio de estocagem tenha um bom acesso à saída das fábricas, e estas devem ter acessos adequados às rodovias.
Caso contrário, existirá um passivo econômico que deverá ser assumido durante toda a vida útil da fábrica e que poderia ser evitado. Segundo especialista na área de planejamento da produção no segmento de LACPs no Brasil, o terreno ideal para a implantação de uma fábrica de LACP deveria apresentar configuração retangular, com uma área de estocagem da ordem de duas a três vezes à área da fábrica. Durante a pesquisa de mestrado em andamento, teve-se a oportunidade de visitar uma unidade em Brodoski, próximo à Ribeirão Preto, cujas instalações foram planejadas segundo as configurações descritas, e com a vantagem de apresentar a zona de saída dos caminhões a menos de 50 m de uma rodovia de faixa dupla.
Conforme já citado, sem um controle rigoroso da umidade da areia as propriedades do concreto fresco podem variar bastante, alterando principalmente sua trabalhabilidade. No caso do aumento da umidade da areia, em função da sua granulometria e do tipo de superplastificante, tem-se um aumento da viscosidade do concreto fresco, dificultando a adequada conformação dos alvéolos, principalmente no caso das extrusoras, o que ocasiona um aumento do consumo do concreto na produção das lajes alveolares. Em geral, esta variação seria considerada normal para um aumento de até 6%, o que é aceitável tanto na Europa quanto nos EUA. Entretanto, para traços mais “plásticos” este aumento pode chegar em torno de 15 a 20%. Neste caso, a falta do controle da umidade da areia pode comprometer ganhos de sustentabilidade importantes, gerando prejuízos tanto econômicos quanto no aumento do consumo de cimento e, consequentemente, com aumento da emissão de CO2 Portanto, o controle da umidade da areia é um ponto crítico para que se garanta os ganhos de sustentabilidade com as LACPs e atualmente observa-se a conscientização de grande parte dos produtores em relação a esse aspecto, uma vez que é observada a preocupação na busca de melhorias em suas instalações.
Durante a visita na mesma fábrica em Brodoski, observou-se que foi feito um investimento para uma cobertura metálica para a área de estocagem dos agregados de forma a conseguir esse efeito. Na realidade, o industrial entrevistado garantiu que a afinação no traço das misturas da sua fábrica era de tal rigor que era conseguido um desvio-padrão de 0,2 MPa nos resultados dos ensaios de resistência à compressão dos corpos de prova de concreto ensaiados. Esse tipo de controle de umidade dos inertes é muito difícil de ser obtido em canteiro, na fabricação de lajes moldadas “in-situ”. Ainda na referida fábrica visitada, observou-se a preocupação com a reutilização da água, embora apenas para limpeza e lavagem
GANHOS DE SUSTENTABILIDADE EM LACP
Redução de concreto (alvéolos)
Superfície interior lisa
Dispensa de escoramento
Proteção às intempéries
Condições de higiene e segurança no trabalho
Efeito de escala
Redução de emissões de CO2
Menos desperdício de materiais
Reciclagem de materiais
Reciclagem de água
Aproveitamento da água das chuvas
Menor gasto de energia no processo produtivo
Certificação de fornecimento responsável
Certificação ambiental
Maior mecanização do processo produtivo
Menos gastos com mão de obra
Menor relação água-cimento
Maior vida útil
Menos cimento/m²
industrial. No caso da fábrica visitada, o industrial optou por uma moldadora por lhe permitir maior versatilidade nos elementos a serem produzidos.
Devido às larguras das LACPs (entre 1,20 e 1,24 m), tem-se a otimização do transporte de duas lajes lado a lado por camada no caminhão, sendo que a presença dos alvéolos contribui ainda para a redução do peso relativo das unidades. Desta forma, os custos de transporte do produto só aumentam significativamente para lajes de grandes vãos (acima dos 12,5 m) ou quando se aumenta consideravelmente a distância entre a fábrica e a obra. Entretanto, no Brasil existem diferentes custos para transportes em rodovias, em função da região ou do estado da federação.
Em anos recentes ocorreram várias ações para a melhoria da qualidade do produto e da produção das LACPs no Brasil. Neste contexto, cabe destacar o esforço do Setor de Pré-fabricados no Brasil para a implantação do Selo de Qualidade da ABCIC, através do qual existe uma cooperação técnica entre a ABCIC e o NETPRE-UFSCar, desde 2006, com o propósito de padronizar procedimentos para avaliação de desempenho e controle de qualidade de lajes alveolares no Brasil, com embasamento nos manuais técnicos da fib (Federação Internacional do Concreto Estrutural). Esta cooperação técnica abrangeu um amplo programa experimental, com ensaios realizados tanto no laboratório de pesquisa do NETPRE-UFSCar quanto em fábricas de lajes alveolares, chegando-se a marca de mais de 150 lajes ensaiadas até a presente
em responsabilidade social
data. Como resultado, foram concluídas as seguintes pesquisas de mestrado e doutorado: Fernandes (2007), Costa (2009), Petrucelli (2009), Catoia (2011), Camilo (2012), Raymundo (2012), Marquezi (2014) e Santos (2014). Além do ganho direto com o melhor conhecimento do comportamento estrutural das lajes alveolares, a experiência adquirida possibilitou a implantação e adequação de procedimentos experimentais padronizados para avaliação do desempenho de lajes alveolares, mas também, em parceria com empresas associadas da ABCIC, foi possível desenvolver procedimentos para avaliação do módulo elástico efetivo das LACPs a partir de ensaios não destrutivos de lajes em fábricas, conforme ilustrados na Figura 7.
Após uma primeira etapa de padronização para validação do desempenho de lajes produzidas no Brasil, mas também com base nas referências técnicas internacionais já existentes, foi possível nos anos de 2009 a 2011 a elaboração de um novo texto para a NBR-14861:2011, norma para lajes alveolares protendidas, a qual permitiu uma maior padronização do projeto e de procedimentos ligados à produção das lajes alveolares no Brasil.
Apesar do crescente desenvolvimento das LACP no Brasil, um fator que ainda prejudica os ganhos de sustentabilidade (econômicos no caso) no setor continua a ser os elevados juros pagos no financiamento das instalações e do maquinário necessário para sua fabricação, se comparados com os juros pagos na maioria
dos países concorrentes. Esse aspecto foi confirmado por um industrial entrevistado, como fator limitador do grau de racionalização e mecanização na sua fábrica. De fato, a falta de incentivos para o financiamento de investimentos com mecanização de sistemas construtivos industrializados, somada à carga tributária maior para este tipo de construção, constituem-se nos principais desafios para o setor de pré-fabricados no Brasil, quando comparados com os países desenvolvidos ou mesmo com outros países em desenvolvimento. Entretanto, os autores consideram que no caso das fábricas de LACPs, deveria haver um reconhecimento por parte dos órgãos governamentais brasileiros com relação aos diversos ganhos reais de sustentabilidade para o setor da construção civil como um todo, justificando-se assim a desoneração e mesmo o incentivo para a sua produção no Brasil.
A sustentabilidade para o setor das LACP demanda uma análise completa para toda a sua cadeia de valor. O emprego das LACPs promove diferentes ganhos de sustentabilidade, colaborando para o uso racional dos recursos, com redução do consumo de cimento e com minimização dos resíduos gerados, com expressivo aumento da produtividade, trazendo várias vantagens em relação aos sistemas convencionais de pisos executados em canteiro de obras.
O segmento de produção de LACPs no Brasil vem buscando o aumento do nível de qualidade e a redução dos custos. Dessa forma, as indústrias que estiverem atentas e buscarem a inovação e a melhoria continuada de seus produtos conquistarão um novo espaço sustentável no mercado. Cada vez mais consumidores, construtoras, incorporadoras e instituições financiadoras estão à procura de projetos e produtos com melhor desempenho socio-ambiental, o que é muito positivo para o segmento das lajes alveolares protendidas.
De forma ainda preliminar, considera-se que as lajes alveolares produzidas no Brasil apresentem ganhos de sustentabilidade que estão próximos aos que são conseguidos em países desenvolvidos. No entanto, para uma melhor comparação tem-se a necessidade de melhor identificar parâmetros a serem utilizados para a definição dos níveis de sustentabilidade das diferentes soluções para pisos empregados no Brasil.
Ao contrário da oneração da carga tributária aplicada no Brasil para sistemas construtivos industrializados, considera-se que no caso das lajes alveolares protendidas deveria haver um incentivo à produção, com base nos fortes ganhos de sustentabilidade para a construção civil.
Os autores agradecem ao NETPRE-UFSCar pela infraestrutura de pesquisa, bem como à equipe de pesquisadores do NETPRE. O pesquisador de mestrado e orientador da pesquisa gostariam de expressar seu agradecimento especial inicialmente à CAPES pela bolsa de mestrado para apoio nesta pesquisa.
ABCP - Associação Brasileira de Normas Técnicas, (2004). Abnt nbr iso 14001 – Sistemas de Gestão Ambiental – Requisitos. Rio de Janeiro.
ABCIC - Associação Brasileira da Construção Industrializada de Concreto, (2012). Anuário ABCIC 2012
ASSAP – Association of Manufacturers of Prestressed Hollow Core Floors, (2002). The Hollow Core Floor Design and Applications. 1a edição. Verona: Offset Print Veneta, 2002. 220p.
Bassan, M., Quattone, M., Basilico, V. (2009). Usability’s Perspectives of Recycled Aggregate Concretes (RAC) for Structural Applications. Proceedings of Sustainable Management of Waste and Recycled Materials in Construction. 2009 Lyon 3-5 June.
BSI - British Standards Institution, (2007). BSI Ohsas 18001 – Sistema de Gestão da Saúde e Segurança no Trabalho – Requisitos.
Brundtland, G.H. & Comum, N.F., (1987). Relatório Brundtland. Organização das Nações Unidas, 1987. Camilo, C. A., (2012). Continuidade de painéis de laje alveolar em edifícios. Dissertação de Mestrado. Universidade Federal de São Carlos. Orientador: Roberto Chust Carvalho.
Catoia, B., (2011). Lajes alveolares protendidas: cisalhamento em região fissurada por flexão. 2011. 324f. Tese de Doutorado – EESC-USP. São Carlos. (Orientação: Libânio M. Pinheiro e Marcelo de A. Ferreira).
Costa, O. O. (2009). AVALIAÇÃO DE DESEMPENHO DE ELEMENTOS DE LAJES ALVEOLARES PROTENDIDAS PRÉ-FABRICADAS. 2009. Dissertação de Mestrado. PPGCiv-UFSCar. Orientador: Marcelo de A. Ferreira.
Elhag, H.K., (2006). Business improvement through a structured approach to sustainability in the precast concrete flooring industry. Department of Civil and Building Engineering, Loughborough University.
Elhag, H.K. et al., (2008). Implementing environmental improvements in a manufacturing context: a structured approach for the precast concrete industry. International Journal of Environmental Technology and Management, 8 (4.).
FIEMG – Federação das Indústrias do Estado de Minas
Gerais, (2009). Guia de Sustentabilidade do Setor de Artefatos de Concreto. Fernandes, N. S., (2007). Lajes Alveolares Pré-Fabricadas em Concreto Protendido. Dissertação de Mestrado. Universidade Federal de São Carlos. Orientador: Marcelo de A. Ferreira.
ISO – International Organization for Standardization, (2004). ISO 14001:2004. Environmental management systems-Requirements with guidance for use. ISO – International Organization for Standardization, (2006). ISO 14040:2006. Environmental management – Life cycle assessment – Principles and framework.
Marquesi, M. L. G. (2014). Estudo do Efeito das Condições de Apoio na Resistência à Força Cortante em Lajes Alveolares Protendidas Pré-Fabricadas. Dissertação de Mestrado Universidade Federal de São Carlos. Orientador: Marcelo de A. Ferreira.
PCI – Precast/Prestressed Concrete Institute, (2005). The History of Spancrete – Bringing Excellence to the Construction Industry for Sixty Years. PCI Journal, jan./ fev. 2005, p. 25-35.
Petrucelli, N. S., (2009). Considerações sobre Projeto e Fabricação de Lajes Alveolares Protendidas. Dissertação
de Mestrado. Universidade Federal de São Carlos. Orientador: Roberto Chust Carvalho.
Pinheiro, G. L., (2014). Estudo da influência do preenchimento de alvéolos em lajes alveolares submetidas à força cortante. Dissertação de Mestrado. Universidade Federal de São Carlos. Orientadores: Fernando M. de Almeida Filho e Roberto Chust Carvalho.
Raymundo, H., (2012). Análise de pavimentos de edifícios em concreto préfabricado considerando o efeito diafragma. Dissertação de Mestrado. Universidade Federal de São Carlos. Orientador: Roberto Chust Carvalho. Santos, A. P., (2014). Análise da continuidade de lajes alveolares: estudo teórico e experimental. Tese de Doutorado – EESC-USP. São Carlos. (Orientação: Libânio M. Pinheiro e Roberto Chust Carvalho).
Van Acker, A. (2002). Manual de Sistemas Pré-fabricados de Concreto - fib. (Tradução: Marcelo de Araujo Ferreira, 2003). Patrocínio: Associação Brasileira de Cimento Portland – ABCP.
Vasconcelos, A. C. (2002). O Concreto no Brasil: pré-fabricação, monumentos, fundações. Volume III. Studio Nobel. São Paulo.





Ludimilla de Oliveira Zeule (1); Sheyla M. B. Serra (2) (1) Doutoranda, zeule.eu@gmail.com (2) Profª. Dra., sheylabs@ufscar.br
Núcleo de Estudo e Tecnologia em Pré-Moldados de Concreto (NETPRE)
Núcleo de Pesquisa em Racionalização e Desempenho das Edificações (NUPRE)
Programa de Pós-graduação em Estruturas e Construção Civil (PPGECIV)
Departamento de Engenharia Civil (DECiv), Universidade Federal de São Carlos (UFSCar)
Rodovia Washington Luis, km 235, Caixa Postal 676, São Carlos – SP – CEP 13.565-905
A grande competitividade do mercado da construção civil exige que as empresas busquem melhorar o seu processo construtivo visando a eficiência geral do processo, eliminando etapas construtivas, minimizando interferências entre os subsistemas e elevando a qualidade do produto final na percepção do cliente. Também a sociedade passa a solicitar das empresas que adotem práticas de sustentabilidade no desenvolvimento de seus produtos, inclusive na construção civil. Assim, no setor de pré-moldados de concreto as empresas buscam obter benefícios tanto econômicos quanto sociais considerando a gestão ambiental do processo. O uso de materiais reciclados, o reaproveitamento do concreto, o desenvolvimento de elementos e sistemas construtivos bem como a melhoria do desempenho do edifício são alguns dos resultados possíveis. O presente trabalho pretende tratar deste assunto tão relevante buscando apresentar estratégias de boas práticas e experiências de gestão ambiental de forma a divulgar e conscientizar o setor das soluções existentes que visam o uso do pré-moldado de concreto de maneira sustentável. Palavras-Chave: Pré-moldados de concreto, Novas tecnologias, Sustentabilidade, Gestão ambiental, Gestão dos resíduos.
A industrialização da construção civil promoveu no Brasil e no mundo um salto de qualidade nos canteiros de obras por meio da utilização de elementos de concreto pré-fabricados. Os componentes industrializados com alto grau de controle tecnológico ao longo do processo de produção, com materiais de boa qualidade, mecanização, fornecedores selecionados e mão de obra treinada e qualificada, tornaram as obras mais organizadas e seguras (SERRA, FERREIRA, PIGOZZO, 2005).
A pré-fabricação contribui também para agregar os benefícios da sustentabilidade. A utilização da industrialização contribui significativamente para reduzir os resíduos gerados em canteiro de obras. Para se ressaltar a importância e a magnitude dos impactos gerados pelos canteiros da construção civil, Cardoso e Araújo (2007) falam que cerca de 50% de todos os resíduos gerados nos centro urbanos são oriundos dos canteiros de obras. O uso de tecnologias industrializadas contribui para reduzir significativamente este indicador.
Como exemplo, Cruz e Cruz (2010) fizeram uma comparação entre duas obras, sendo Obra A – edifício em estrutura de concreto armado, moldado in loco, com vedação em blocos cerâmicos, e a Obra B – edifício em painel pré-moldado. Durante os três anos de execução das duas obras, verificaram o quantitativo de resíduos
gerados. No caso da Obra B, a mesma apresentou padrão de sustentabilidade superior à Obra A, por considerar sistema construtivo sem perdas na vedação, sem necessidade de reboco argamassado e com definição antecipada e compatibilizada em projeto para as instalações prediais.
O aprimoramento da tecnologia dos elementos pré-fabricados de concreto trouxe inúmeras vantagens para a construção civil, entre elas rapidez, economia e limpeza na obra. Para garantir o crescimento ordenado, confiável, com qualidade, sustentabilidade e segurança dos produtos pré-fabricados, a Associação Brasileira da Construção Industrializada de Concreto (ABCIC) criou em 2003, o Selo de Excelência ABCIC (GOBBO, SERRA, FERREIRA, 2009). O processo de certificação é conduzido e operacionalizado atualmente pelo Instituto Falcão Bauer da Qualidade (IFBQ), visando assegurar eficácia, interdependência e isenção ao processo de certificação.
Para ABCIC (2015), o Selo de Excelência é um programa alinhado com o conceito de sustentabilidade, à medida que introduz não somente qualidade, mas também responsabilidade social, segurança e meio ambiente, tendo como uma das referências a NBR ISO 14001 Sistema de Gestão Ambiental. O Selo traz vários itens de identificação e controle de impactos ambientais e análise da legislação específica.
A Federação das Indústrias de Minas Gerais (FIEMG, 2009) também se preocupou com este assunto e apresenta um guia de sustentabilidade a ser seguido pelas empresas de fabricação de artefatos de cimento, que engloba todas as etapas do processo de produção a serem seguidas de maneira sustentável, incluindo a gestão responsável, a organização da fábrica, a obtenção de matérias primas, o conhecimento do processo produtivo e a qualidade dos serviços. Um fator importante enunciado por eles é o conhecimento das legislações e normatizações técnicas que as empresas precisam seguir.
Percebe-se, assim, que a indústria de pré-fabricados de concreto vem trabalhando de forma organizada, almejando a sustentabilidade local e social, não só no Brasil. O desenvolvimento sustentável, segundo a Associação da Indústria de Pré-fabricados do Reino Unido (British Precast Concrete Federation (BPCF)), visa a melhor qualidade de vida para todos com alcance de resultados sociais, econômicos e ambientais simultaneamente (BRITISH PRECAST, 2006).
O pré-fabricado de concreto é um sistema construtivo que oferece inúmeros benefícios, através de produtos que variam desde pisos e coberturas a grandes elementos estruturais com diversos tamanhos, acabamentos,
cores e texturas. A composição destes elementos oferece aos projetistas, construtores e especificadores uma infinidade de possibilidades. A constante inovação de projetos, tecnologias e propriedades dos produtos sustentam este sistema através do uso, reuso e reciclagem (EUROPEAN, 2009).
Assim, este trabalho visa apresentar a importância da sustentabilidade com foco para a cadeia produtiva de pré-moldados de concreto, que por seu frequente uso e flexibilidade de soluções tecnológicas, desencadeia o surgimento de novas alternativas de materiais e de tecnologias.
Segundo Holton (2009), em pesquisa realizada no Reino Unido, para entender o processo de sustentabilidade e sua relação com a indústria de pré-moldados, foi necessário estabelecer dez procedimentos de apoio, a saber:
1. Compreender a indústria de pré-moldados e os respectivos processos de produção;
2. Compreender a necessidade de uma indústria de pré-moldados mais sustentável;
3. Avaliar as estratégias do setor para incorporar a sustentabilidade nos produtos de construção produzidos;
4. Desenvolver consenso com as partes interessadas da indústria;
5. Identificar e priorizar as questões-chave de sustentabilidade que as empresas enfrentam na indústria de pré-moldado;
6. Identificar as questões primárias e mais importantes de sustentabilidade para o setor e para as partes interessadas;
7. Identificar e difundir as melhores práticas em sustentabilidade na indústria de pré-moldados;
8. Desenvolver um método ou métodos para facilitar o progresso em direção a um desenvolvimento mais sustentável da indústria de pré-moldado;
9. Investigar o processo de mudança para a sustentabilidade corporativa na indústria de pré-moldados;
10. Produzir um plano de ação estruturado para ser implantado nacionalmente nas indústrias de pré-moldados.
Assim, o estudo das estratégias compreende a visão sistêmica de todos os processos e agentes envolvidos, bem como a avaliação do ciclo de vida do produto e suas principais características.
Em 2003, a British Precast Concrete Federation

(BPCF) se comprometeu a desenvolver uma estratégia de sustentabilidade para o setor de pré-moldados, sendo que essa estratégia foi vista como uma forma de reunir grandes e pequenas empresas para elevarem seus padrões e melhorarem seu desempenho (HOLTON, GLASS; PRICE, 2009). A partir do mapeamento de um conjunto comum de questões de sustentabilidade foi identificado e verificado que cerca de 70% da indústria buscava o desenvolvimento de estratégias e priorização de respostas para assuntos relacionados com a sustentabilidade para o setor, como mostrado na Figura 1 a seguir.
A segunda etapa da pesquisa no Reino Unido foi investigar como os líderes em sustentabilidade corporativa na indústria de concreto pré-moldado agiam em relação à gestão para poder alcançar a sustentabilidade empresarial. Foram analisados quatro estudos de caso, com base em entrevistas, sendo que foram selecionadas empresas com representatividade, diversidade do tamanho das empresas e posições diferentes na cadeia da indústria de concreto pré-moldado. Como resultado da pesquisa, verificaram que as empresas estudadas tinham boas práticas de gestão e foram consideradas líderes da indústria em sustentabilidade corporativa.
Observa-se que as questões e desafios colocados na Figura 1 podem ser extrapolados para a indústria nacional brasileira. Em especial existem alguns aspectos que são muito importantes de considerar com relação aos aspectos de Legislação e Ameaças Externas, como a falta de políticas claras para industrialização, a dificuldade dos órgãos públicos em contratar pelo fato de que as referências de valor são baseadas em sistemas construtivos convencionais, a incidência de impostos como o “Imposto sobre Operações relativas à Circulação de Mercadorias e sobre Prestações de Serviços de Transporte Interestadual e Intermunicipal e de Comunicação” (ICMS), entre outros.
Para ajudar a reduzir as dificuldades de convencimento e esclarecimento, no Brasil em relação à sustentabilidade surgiram várias estratégias de sensibilização do setor da construção civil. Em 1993, a Câmara Brasileira da Indústria da Construção Civil (CBIC) criou em conjunto com outras entidades, o Prêmio CBIC de Inovação e Sustentabilidade. Com isso, esperava-se valorizar e divulgar as boas práticas de gestão e de produtos desenvolvidas, nas categorias de Novos Materiais, Sistemas Construtivos e Pesquisa. Ao longo dos anos foram premiadas di-
versas e importantes iniciativas. Como destaque, pode ser mencionado que em 2014 foram premiadas empresas da área dos pré-moldados de concreto que desenvolveram produtos mais econômicos e sustentáveis, como a Precon e a Casa Express (CBIC, 2014).
Entre as práticas adotadas, no caso da Solução Habitacional Precon (PRECON, 2014) com o desenvolvimento do sistema inovador foi possível obter redução de 81% na geração dos resíduos, se comparados com o processo tradicional. A empresa passou a adotar também a contratação de mulheres atingindo em 2013, 30% de mulheres em seu quadro produtivo. A empresa também passou a desenvolver práticas que visam minimizar os conflitos com a vizinhança, pois a obra limpa se diferencia por ser segura e silenciosa, reduzindo o incômodo.
As empresas da construção civil também passaram a adotar o uso de um selo ou certificado de qualificação do produto a ser comercializado como estratégias de sustentabilidade e de competitividade.
No caso da comercialização dos componentes pré-moldados de concreto na União Europeia (UE) sabe-se que é necessária a comprovação do desempenho dos produtos. Segundo Santolaria (2008), a certificação (CE) é obrigatória para os produtos em pré-moldados de concreto em circulação na Europa. A marcação CE indica que o produto está em conformidade com a legislação da UE, possibilitando assim a livre circulação de produtos no interior do mercado europeu.
Segundo Directiva 89/106/CEE (1988), o sistema de avaliação inicial da conformidade considera que o fabricante deve realizar algum tipo de teste inicial e implementação de um sistema de controle de produção na fábrica. Em seguida, um organismo credenciado deve proceder a uma inspeção da fábrica e do sistema de controle de produção, emitindo um certificado, viabilizando a comercialização. A marca CE significa então, que os componentes e soluções de concreto pré-fabricado satisfazem os requisitos mínimos para serem incorporados à edificação e adequados para utilização quando manipulados em conformidade com as orientações técnicas.
No caso do Brasil, destaca-se a ação da ABCIC com a implantação do Selo de Excelência. Para Gobbo, Serra, Ferreira (2009), o Selo é uma maneira de garantir que haverá qualidade nas peças pré-fabricadas produzidas por uma determinada empresa, que receberá o certificado em um dos três níveis de certificação (Níveis I, II, e III). Sendo assim, o selo tem a função de nivelar os produtores, ocasionando uma melhor estruturação do setor. Além disso, o Selo responde às necessidades
do consumidor, atestando que os detentores do selo estejam adequados em diversos requisitos pré-definidos no conteúdo da avaliação para a obtenção do mesmo, como na questão da sustentabilidade.
No caso dos requisitos específicos de gestão ambiental o Selo de Excelência ABCIC prevê: identificação de impactos ambientais; controle dos impactos; análise da legislação ambiental e treinamento em gestão ambiental. Os fabricantes em cada planta de produção devem adotar estratégias que priorizem os seguintes aspectos: a) consumo de água e energia na produção de elementos pré-fabricados; b) geração e destino de resíduos sólidos produzidos na planta de produção; c) geração e destino de resíduos líquidos produzidos na planta de produção; d) ruídos gerados na planta de produção; e) emissão de gás carbônico (CO2); f) circulação de veículos pesados no transporte de elementos da planta até a obra. Com boas práticas, a empresa que atender a estes aspectos pode ser aprovada neste critério.
Para British Precast (2006), a gestão e minimização de resíduos é uma questão importante ambiental e economicamente para as indústrias em geral. A gestão de resíduos normalmente começa com o entendimento do que é produzido e onde, no processo, os resíduos são gerados. Em alguns casos, devem ser tomadas medidas para reciclar ou eliminar resíduos provenientes considerando toda a cadeia produtiva. Por exemplo, ao mudar de embalagens ensacadas para entregas a granel de materiais, podem ser minimizadas etapas de perdas de materiais. Outra análise é que as embalagens em que os produtos são fornecidos podem ser alteradas visando, no caso, que as mesmas possam ser recicladas ou devolvidas para reutilização pelos fornecedores. A possibilidade da utilização da reciclagem na indústria de pré-moldado de concreto envolve a qualificação de novos tipos de fornecedores e, consequentemente, gera maior empregabilidade no setor.
A seguir serão apresentadas algumas ações de sustentabilidade direcionadas para o setor de pré-moldados.
Várias empresas do setor de pré-moldados objetivam ter um nível de competitividade que as potencializem para o mercado, agregando um fator diferencial, como a inovação, a qualidade e a produção sustentável de seus produtos.
“A busca pela inovação gera o desenvolvimento de novos produtos e processos, e melhorias na organização
das atividades corporativas. O desenvolvimento da sustentabilidade corporativa depende de inovações capazes de transformar as empresas e suas atividades, de modo a gerar valor sem comprometer a natureza e a sociedade”, conforme colocado por FIEMG (2009).
Assim, surgem diferentes estratégias que as empresas podem escolher e implantar. A seguir será feito um relato de algumas estratégias identificadas em pesquisa bibliográfica.
3.1 Uso de materiais reciclados na produção de pré-moldados
Em alguns casos, o sistema construtivo em pré-moldados de concreto pode gerar perdas e consequentes resíduos devido a problemas durantes as fases de fabricação, transporte, montagem ou demolição. Mas, a maioria dos resíduos gerados pela indústria de concreto pré-moldado pode ser considerada inerte ou tratada como inerte, sendo sua capacidade poluente relativamente baixa e com alto potencial de reciclagem e reaproveitamento no processo de produção de componentes não estruturais.
Entretanto, nem sempre isto é feito e os resíduos gerados causam impactos significativos devido ao grande volume ocupado em aterros e o consumo elevado de recursos naturais como matéria prima. Portanto, torna-se importante estudar formas de reutilizar e reduzir os resíduos gerados bem como ajudar a mitigar os impactos ambientais decorrentes.
Para Zeule, Serra (2013), o concreto é um dos materiais de construção mais versátil e amplamente utilizado na indústria da construção no mundo inteiro. Segundo Concrete Centre (2009), há uma ampla gama de questões de sustentabilidade a considerar no ciclo de vida do material “concreto”, a saber:
• A produção e transporte de matérias-primas;
• A gestão de longo prazo das operações de extração das reservas naturais dos minerais;
• A produção e transporte do concreto pronto e dos componentes de pré-moldados;
• O processo de construção dos edifícios de concreto e outras estruturas;
• O desempenho operacional de edifícios de concreto e estruturas durante sua utilização;
• A reutilização, reciclagem e eliminação de concreto a partir do final da vida dos edifícios e estruturas.
Todas estas fases do ciclo de vida devem ser consideradas quando se busca a estratégia da sustentabilidade. Segundo Buttler (2003), os principais agentes geradores de resíduos de concreto são as fábricas de pré-moldados, usinas de concreto pré-misturado, demolições de

construções e de pavimentos rodoviários. Numa fábrica de pré-moldados, para esse autor, o concreto desperdiçado é proveniente de elementos rejeitados pelo controle de qualidade, final de linhas de produção e sobras de concreto fresco ao final do processo. Para que o concreto seja reciclado e incorporado novamente ao processo de produção, Buttler (2003), cita que é necessário realizar ensaios para determinar as propriedades físicas do material, visando sua correta aplicação.
Para British Precast (2009), a indústria do concreto utiliza mais subprodutos e materiais secundários de outras indústrias do que os resíduos produzidos pela própria indústria. Este procedimento contribui para minimizar a quantidade de resíduos que são descartados em aterros. Esta instituição propõe a coleta dos resíduos em “BIG bags”, ou seja, grandes sacolas resistentes de 1 m³ que depois são encaminhadas para as usinas de fabricação.
Uma vez na usina de produção de pré-moldados, os resíduos produzem os agregados reciclados que ficam à espera do processo de reaproveitamento.
A figura 2 apresenta um modelo de recicladora de resíduos utilizada em plantas de produção
A pesquisa do Concrete Centre (2010) identificou que agregados reciclados já estão sendo utilizados pelos fabricantes de concreto, e substituíram cerca de 25% dos agregados primários. Verificou-se que o uso de agregados reciclados em concreto varia por setor da construção e é significativamente maior no setor de concreto pré-moldado. No geral, nestas empresas do Reino Unido, os agregados reciclados representam 5,3% dos agregados utilizados em concreto.
Uma possibilidade de utilização do concreto reciclado é para a produção de lajes pré-moldadas de concreto armado proposta por Aragão (2007). Esse autor avaliou
e verificou a viabilidade técnica da utilização de resíduos da construção no concreto para a produção deste elemento com emprego do concreto reciclado com 50% e 100% de substituição dos agregados graúdos e miúdos. No entanto, para que essa solução seja aplicada em larga escala é preciso que esse novo material possa ser utilizado na produção de elementos estruturais, que representam a maior parcela do consumo do concreto. No trabalho, foi avaliado experimentalmente o comportamento mecânico dos elementos e as duas alternativas estudadas se mostraram viáveis para a fabricação de lajes pré-moldadas.
Ressalta-se, contudo, que toda incorporação de resíduos no concreto deve ser acompanhada de estudo e avaliação da caracterização dos materiais em relação ao desempenho do concreto por laboratório que possa dar laudo e orientações técnicas. Somente depois disso e da tomada de ações que garantam o atendimento das recomendações de gestão na planta é que poderá cogitar a utilização dos resíduos.
Segundo Lladosa (2008), o laboratório espanhol de ensaios AIDICO se uniu ao setor de pré-fabricados com o objetivo de desenvolver um projeto para promover a construção sustentável em Valência, Espanha, através da reutilização e valorização dos resíduos gerados na indústria de concreto pré-moldado. O projeto procura promover um modelo de gestão e tratamento que priorize a reutilização, valorização e comparação com a eliminação dos resíduos no aterro. As empresas devem seguir as recomendações expressas em várias normas e procedimentos.
Assim, com as estratégias de reciclagem as empresas podem ganhar tanto no âmbito econômico, quanto ambiental, superando dificuldades e problemas que estão atualmente prejudicando a gestão de resíduos.
Segundo Bezerra (2012), o uso de pré-fabricados guarda relação com a sustentabilidade, pois as peças são feitas “sob medida” e usadas em sua totalidade, sendo que a quantidade de resíduos da obra é mínima. Além disso, as obras convencionais usam madeira para escoramentos e também para a construção de formas para o concreto, que não são utilizadas em obras com pré-fabricados.
Segundo Moraes e Lima (2009), comparando-se sistemas que envolvem paredes e lajes pré-moldadas em concreto, verificou-se que quando a concretagem dessas peças é realizada fora do canteiro de obra, a grande van-
tagem desses sistemas sob o ponto de vista da sustentabilidade é que, em condições normais, eles geram uma quantidade pequena, ou quase nula, de resíduos de concreto que são muito poluentes para o meio ambiente. A velocidade que a obra ganha pelo fato de não ter de esperar pelo tempo de cura do concreto e a redução de mão-de-obra são fatores importantes, mas o impacto ambiental reduzido faz com que esses processos se destaquem, pois a solução de produção das peças pré-moldadas fora do canteiro gera um ganho na redução de desperdício e no tempo de execução da obra.
Jaillon e Poon (2008) conduziram um estudo em Hong Kong sobre a evolução dos sistemas de construção residencial pré-fabricada comparando sua utilização pelos setores público e privado. Constatou-se que o setor público utiliza das técnicas de pré-fabricação há mais de duas décadas, enquanto só recentemente essa tecnologia foi introduzida no setor das construções privadas devido à criação de programas de incentivo. O estudo demonstrou também os seguintes dados:



A Figura 3 exemplifica os componentes que podem ser utilizados.
• Em geral, os componentes mais utilizados em pré-moldados foram as fachadas pré-moldadas (51%), escada pré-moldada (22%), pré-lajes pré-moldadas (9%) e varandas pré-moldadas (7%);
• Ao longo dos anos, verificou-se uma maior utilização da pré-fabricação nos edifícios residenciais, em termos de porcentagem de volume e tipos de elementos adotados;
• As inovações nas técnicas de pré-fabricação estão presentes em ambos os setores e há muita influência no desenvolvimento de construção pré-fabricada em cada setor;
• A repetição de elementos pré-fabricados é essencial, a fim de satisfazer quantidade e rentabilidade;
• A adoção de pré-fabricação em comparação com a tradicional construção tem demonstrado vantagens significativas, tais como a melhoria da qualidade, redução do tempo de construção (20%), diminuição de geração dos resíduos da construção (56%), da emissão de poeira e de ruído no local, e exigência de trabalhadores no canteiro (9,5%);
• No setor público, a pré-fabricação tem evoluído para o uso de projetos não padronizados introduzindo elementos modulares otimizando as oportunidades no canteiro, e abrangendo objetivos de sustentabilidade.
• A Figura 3 exemplifica os componentes que podem ser utilizados.
Também foram observados na pesquisa de Jaillon e Poon (2008) alguns componentes importantes, mas em
menor quantidade, como: painéis pré-fabricados para divisórias internas; painéis de forma perdida; banheiros pré-moldados; vigas pré-moldadas; paredes estruturais pré-fabricadas e cozinhas pré-fabricadas. Observou-se a grande vantagem do uso de técnicas de pré-fabricação, quando comparado à construção convencional, devido ao melhor controle de qualidade alcançado na fábrica e eliminação de atividades em obra.
Como estratégia de sustentabilidade, verifica-se que o uso de banheiros prontos traz como vantagem uma melhor confiabilidade, facilidade na manutenção, durabilidade e eliminação de atividades no canteiro de obras, além de reduzirem também os desperdícios decorrentes dos serviços de instalações prediais e revestimentos, por realização do serviço num ambiente industrial. Segundo Barth et. al (2010), os banheiros prontos vem sendo aplicados em construções com elevadas exigências de desempenho. Para esses autores, a ideia de sustentabilidade incorpora o aspecto ambiental e coloca-se como uma interface que envolve a melhoria da qualidade do processo construtivo, incluindo a elaboração do projeto e o uso de produtos e materiais certificados, por meio do uso de tecnologias limpas que reduzam os desperdícios. Um exemplo de transporte do banheiro pronto pode ser observado na Figura 4.
Outra tendência é a fabricação de sistemas construti-


vos completos pelas empresas do setor de pré-moldados. Como exemplo, cita que a Precon Engenharia desenvolveu o seu próprio sistema construtivo e produz painel de tijolos cerâmicos com revestimento em concreto ou argamassa, já com esquadrias e instalações embutidas, conforme Figura 5. Na produção deste componente, a empresa buscou princípios de sustentabilidade como paginação da alvenaria, concretagem sem perdas, fôrmas metálicas que são reutilizadas várias vezes dispensando o uso da madeira. Para obter a concretagem sem perdas, a empresa utiliza um processo automatizado de concretagem, com alto nível de controle e redução dos resíduos, utilizando “capas” para impedir a entrada de argamassa nos furos dos tijolos. O resultado geral obtido pela empresa com o novo produto foi a redução do índice de geração de resíduos para 28,16 Kg/m², enquanto que o índice da construção convencional brasileira é de 150 Kg/m² (PRECON, 2014).
Para obter este resultado, a empresa menciona a importância de uma gestão que visa a sustentabilidade num contexto macro, envolvendo aspectos de conservação dos recursos naturais, práticas sociais, eficiência energética, projeto e conforto, qualidade urbana e vizinhança. A empresa se tornou a primeira no Brasil a ter um empreendimento do Programa Minha Casa Minha Vida (PMCMV) certificado pelo Selo Azul de Sustentabilidade da Caixa Econômica Federal (CEF) (PRECON, 2014).
A fabricação de elementos como painéis, muitos deles feitos com acabamento para uso em fachadas, alcançou um desenvolvimento significativo no Brasil nos últimos anos, proporcionando racionalização e economia ao processo. Junto com o desenvolvimento da tecnologia foi necessário também que fosse pensada na estratégia de produção e no uso de diferentes tipos de equipamentos, como gruas, guindastes, formas baterias, sistemas de içamento e fixação.
Verifica-se nesse contexto, a existência de diferentes tecnologias e o crescimento tecnológico no desenvolvimento dos sistemas construtivos em pré-moldados, visando integrar cada vez mais os aspectos de sustentabilidade ao produto e ao processo.
A vantagem do pré-fabricado não é somente para a indústria, mas também para os usuários das construções, uma vez que as estruturas têm uma capacidade térmica que pode ser utilizada para melhorar a eficiência de energia de uma construção, denominado Fabric Energy Storage (FES). Segundo Tokudome (2005), esta capacidade do concreto e outros materiais pesados em absorver e armazenar calor proporciona que a redução de temperatura de pico de um ambiente em 3° a 4°C,
seja retardada em até seis horas. Combinado a bons projetos, esta facilidade pode reduzir ou eliminar a necessidade de ar condicionado economizando energia, diminuindo custos e melhorando a qualidade do ar.
Concordando CCANZ (201?), menciona que as paredes de concreto, colunas e pisos possuem capacidade de absorver e armazenar calor. Esta função tem o efeito de regular o ambiente interno, através da redução e retardamento dos picos de temperatura. Esta técnica tem sido amplamente utilizada em edifícios de escritórios comerciais para criar confortáveis ambientes de trabalho para os ocupantes e para reduzir os custos de energia para o proprietário ou ocupantes.
Em avaliação técnica dos painéis pré-moldados de concreto, Freitas (2011) verificou que o produto atende e ultrapassam os critérios estabelecidos na Norma de Desempenho NBR 15575 (ABNT, 2013) em relação ao desempenho estrutural, estanqueidade à água, desempenho térmico, desempenho acústico, segurança ao fogo e durabilidade e manutenções necessárias No caso de todos estes itens, foram realizados ensaios em laboratório para verificar os índices específicos, tendo os painéis pré-moldados ultrapassados os critérios mínimos apresentados.
Para Gable (2009), podem ser elencadas várias características que favorecem o uso de pré-fabricados de concreto, entre elas: a economia de energia na indústria de produção, que apresenta oportunidades de economia com tecnologias avançadas; e a versatilidade térmica do material, que pode diminuir o uso de equipamentos de ar condicionado e reduzir a emissão de carbono da estrutura.
Para European (2009), devido às suas propriedades de massa térmica, um edifício de concreto consome energia de aquecimento entre 5 e 15% menor que um edifício de construção de baixo peso equivalente. A longa vida útil de um edifício de concreto também aumenta sua eco eficiência.
Assim, nota-se que o concreto tem processos industriais que permitem menor de geração de carbono na atmosfera, e também tem inúmeras vantagens em relação à inserção de sustentabilidade nos processos e produtos e cumprimento das leis vigentes.
O emprego de concretos com alta resistência mecânica e com elevada durabilidade (concreto de alto desempenho) pode contribuir sobremaneira para a sustentabilidade. Segundo Helene (2013),
ao aumentar a resistência dos concretos, é possível reduzir as dimensões dos elementos estruturais, principalmente os comprimidos, reduzindo os volumes finais de materiais. Já o emprego de concretos autoadensáveis tem sido ainda mais viabilizado nos processos industriais de produção de elementos pré-moldados e pré-fabricados e promove a produção de estruturas ainda mais sustentáveis. Além disso, permite maior eficiência produtiva das fábricas, viabiliza turnos noturnos de produção com menos ruídos, maior economia de formas (pelo menor desgaste das mesmas com a exclusão da etapa de vibração do concreto), menor desgaste de equipamentos, da mão de obra empregada e da respectiva saúde dos trabalhadores.
Segundo Doniak e Gutstein (2011), quando se tem um controle de qualidade e rastreabilidade do processo aliado ao uso do desenvolvimento tecnológico, como o ambiente industrial propicia, passa a ser possível racionalizar com maior eficácia. Havendo maior compatibilidade entre projeto e produção, com a adoção de concretos de alto desempenho e autoadensável, é possível otimizar a seção dos elementos, além da utilização do concreto protendido em alguns produtos e, consequentemente, poupar as jazidas naturais. O uso de concretos de alta resistência é inerente ao processo de produção de elementos estruturais pré-moldados a medida em que as dosagens requerem maiores resistências iniciais em relação aos concretos convencionais devido às situações transitórias decorrentes do manuseio, transporte e armazenamento.
Em meio a esse atual crescimento do setor da construção civil, pode-se notar a variabilidade de processos, equipamentos e tecnologias. O estudo sobre pré-fabricação não é recente, mas nota-se a crescente preocupação com a inovação do sistema para garantir permanência no mercado, incorporando uma mentalidade voltada para a produção racionalizada com qualidade, economia e sustentabilidade. Estes aspectos tornaram-se estratégias e metas importantes de questão de sobrevivência para as empresas.
A abertura do Brasil para o mercado competitivo mundial exige da indústria nacional uma rápida adaptação às rigorosas exigências de um consumidor consciente de seus direitos. Também exige que o Governo crie políticas nacionais de industrialização incentivando a cadeia produtiva ao uso de ele -
mentos pré-moldados, que atualmente tem sido penalizada inclusive pela questão tributária e enfrenta grandes desafios. Com isso, será possível o país se destacar no seu âmbito econômico e ambiental, sendo visível a preocupação do setor nacional de pré-moldados de concreto em inserir a racionalização e a sustentabilidade nos seus processos.
Ao adotar uma abordagem de gestão de conformidade para a sustentabilidade, caracterizada pelo desenvolvimento de sistemas de gestão e culturas de melhoria contínua, há evidências de que as empresas caminham rumo à eficiência. O processo de desenvolvimento é caracterizado pelo planejamento gradual e contínuo.
Torna-se, assim, importante incentivar a adoção e ampliação dos aspectos de sustentabilidade em relação ao setor de pré-moldados de concreto.
À CAPES e à FINEP, projeto CANTECHIS, pelo apoio à pesquisa.
À ABCIC, parceira da rede de pesquisa colaborativa CANTECHIS/FINEP – Tecnologias para Canteiro de Obras Sustentável de Habitação de Interesse Social.
ASSOCIAÇÃO BRASILEIRA DA CONSTRUÇÃO
INDUSTRIALIZADA DE CONCRETO (ABCIC). O selo de Excelência ABCIC . 2015. Disponível em: <http://www.abcic.org.br/selo_excelencia.asp>. Acesso em junho de 2015.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 15575: Edificações Habitacionais. Rio de Janeiro. 2013.
ARAGÃO, H.G. Análise estrutural de lajes pré-moldadas produzidas com concreto reciclado de construção e demolição . 109p. 2007. Mestrado em Engenharia Civil. Universidade Federal de Alagoas, AL.
BARTH, F.; VASCONCELOS, C.; BECSI, P.; BUNN, J. Pré-fabricação e Sustentabilidade de Banheiro voltado para Habitação de Interesse Social. 9p. 2010. In: Congresso Internacional Sustentabilidade e Habitação de Interesse Social. Anais... Porto Alegre. Disponível em: < http://www.joaobn.com/ chis/Artigos%20CHIS%202010/088%20-%20C. pdf >. Acesso em março de 2013.
BEZERRA, E. Uso de pré-fabricados reduz tempo de obra . Folha – PE. 2012. Disponível
em: <http://www.folhape.com.br/cms/opencms/ folhape/pt/edicaoimpressa/arquivos/2012/Marco/23_03_2012/0035.html>. Acesso em fevereiro de 2013.
BRITISH PRECAST. Sustainability Matters . 2006, 8p. Disponível em: <http://www. britishprecast.org/documents/SustainabilityMatters06. pdf>. Acesso em março de 2013.
BRITISH PRECAST. Sustainability Matters 2009, 12p. Disponível em: <http://www. britishprecast.org/documents/SustainabilityMatters-March2009.pdf>. Acesso em março de 2013.
BUTTLER, A. M. Concreto com agregados graúdos reciclados de concreto . 2003. Dissertação (Mestrado em Estruturas) - Escola de Engenharia de São Carlos, Universidade de São Paulo, São Carlos, 2003. Disponível em: <http://www.teses.usp. br/teses/ disponiveis/18/18134/tde-06082003-172935/>. Acesso em março de 2013.
CÂMARA BRASILIERA DA INDÚSTRIA DA CONSTRUÇÃO (CBIC). Prêmio CBIC de Inovação e Sustentabilidade. 2014. Disponível em: <http:// www.cbic.org.br/sala-de-imprensa/apresentacoes-estudos/premio-cbic-de-inovacao-e-sustentabilidade>. Acesso em junho de 2015.
CARDOSO, F.F.; ARAUJO, V.M. Levantamento do estado de arte: Canteiro de obras. Projeto Finep: Tecnologias para construção habitacional mais sustentável. São Paulo, 2007. 38p.
CCANZ (Cement & Concrete Association of New Zealand). Fabric Energy Storage . 201?. Disponível em: < http://www.ccanz.org.nz/page/Fabric-Energy-Storage.aspx >. Acesso em fevereiro de 2013.
CONCRETE CENTRE. The Concrete Industry Sustainability Performance Report. 1st Report, 2009. 24p. Disponível em: < http://www.britishprecast.org/documents/ConcreteIndustrySustainabilityPerformanceReportMarch2009.pdf >. Acesso em março de 2013.
CORBIOLI, N. Construção Industrializada: a nova geração de pré-fabricados. Revista Projeto Design Edição 256. 2001. Disponível em: < http://arcoweb.com.br/projetodesign/tecnologia/construcao-industrializada-01-06-2001 >. Acesso em junho de 2015.
CRUZ, I.S.; CRUZ, I.S. Geração de resíduos sólidos da construção civil em canteiros de obras convencional e painel. 2010, 7p. Anais ... 3º Simpósio Iberoamericano de Ingeniería de Residuos.
2010. Disponível em: <http://www.redisa.uji.es/ artSi M² 010/ Gestao/Gera%C3%A7%C3%A3o%20 de%20res%C3%ADduos%20s%C3%B3lidos %20 da%20constru%C3%A7%C3%A3o%20civil%20 em%20canteiros%20de%20obras%20convencional%20e%20painel.pdf>. Acesso em março de 2013.
DIRECTIVA 89/106/CEE. Relativa à aproximação das disposições legislativas, regulamentares e administrativas dos Estados-membros no que respeita aos produtos de construção. 1988. Disponível em: <http://eur-lex.europa.eu/smartapi/ cgi/sga_doc?smartapi!celexplus!prod!DocNumbe r&lg=pt&type_doc=Directive&an_doc=89&nu_ doc=106>. Acesso em março de 2013.
DONIAK, I.L.O.; GUTSTEIN, D. Concreto Ciência e Tecnologia , Capítulo 43, 2ª. Edição, IBRACON, São Paulo 2011
EUROPEAN Concrete Platform. Sustainable Benefits of Concrete Strutures . 2009. 40p. Disponível em: < http://www.bibm.eu/Documenten/ Book%20final%20version.pdf >. Acesso em fevereiro de 2013.
FEDERAÇÃO das Indústrias do Estado de Minas Gerais (FIEMG). Guia de sustentabilidade do setor de artefatos de cimento. Belo Horizonte: Câmara da Indústria da Construção (CIC), 2009. 72p. Disponível em: < http://www.fiemg.org.br/admin/BibliotecaDeArquivos/Image. aspx?ImgId=22019&TabId=3464 >. Acesso em fevereiro de 2013.
GABLE, T.E. Update on Sustainable Construction in the United States. 4p. In: CPI – Concrete Plant International, n.5, 2009. Disponível em: < http://www.britishprecast.org/documents/SustainableConstructionintheUS.pdf >. Acesso em março de 2013.
GOBBO, P.H.; SERRA, S.M.B.; FERREIRA, M.A. O Selo de Excelência ABCIC para os Pré-Fabricados de Concreto. 2009. 11p. Anais ... 2º Encontro Nacional de Pesquisa-Projeto-Produção em Concreto Pré-Moldado, EESC/USP, São Carlos, 2009.
HELENE, P. Concreto, Sustentabilidade e Pré-Moldado. 2013, 10p. Anais ... 3º Encontro Nacional de Pesquisa-Projeto-Produção em Concreto Pré-Moldado, EESC/USP, São Carlos, 2013.
HOLTON, I.; GLASS, J.; PRICE, A.D.F. Managing for sustainability: findings from four company case studies in the UK precast concrete industry. Journal of Cleaner Production , 2010, v.18, p.152–
160.
HOLTON, I.R. Developing a sector sustainability strategy for the UK precast concrete industry. 2009. 297p. Thesis (Doctor of Engineering), Loughborough University, UK.
JAILLON, L.; POON, C.S. The evolution of prefabricated residential building systems in Hong Kong: A review of the public and the private sector. Automation in Construction, 2009, v.18, p. 239–248.
LLADOSA, Z. AIDICO fomenta la gestión de los residuos de prefabricación de hormigón. 2008. p.14. Boletín Informativo de AIDICO • Instituto Tecnológico de la Construcción, Especial Prefabricados de Hormigón, jul/oct, n.23. Valência, Espanha.
MORAES, P.T.A.; LIMA, M.G. Levantamento e análise de processos construtivos industrializados sob a ótica da sustentabilidade e desempenho. 2009, 7p. Anais ... 15º Encontro de Iniciação Científica e Pós-Graduação do ITA – XV ENCITA / 2009. Disponível em: < http://www.bibl.ita.br/xvencita/CIVIL04.pdf >. Acesso em março de 2013.
PRECON Engenharia. Inovação, Industrialização e Sustentabilidade . In: Prêmio CBIC de Inovação e Sustentabilidade. 2014. Disponível em <http://www.cbic.org. br/premioinovacaoesustentabilidade/baixar6. php?file=SOLU%C3%87%C3%83O%20HABITACIONAL%20PRECON.pdf>. Acesso em junho de 2015.
SANTOLARIA, E.N. El Marcado CE de los elementos prefabricados de hormigón para forjados y las autorizaciones de uso. 2008. p12-13. Boletín Informativo de AIDICO • Instituto Tecnológico de la Construcción, Especial Prefabricados de Hormigón, jul/oct, n.23. Valência, Espanha.
SERRA, S.M.B.; FERREIRA, M.de A.; PIGOZZO, B. N. Evolução dos pré-fabricados de concreto. Anais ... 1º Encontro Nacional de Pesquisa-Projeto-Produção em Concreto Pré-Moldado, EESC/USP, São Carlos, 2005.
TOKUDOME, M.A Sustentabilidade da Indústria de Pré-Fabricados. 2005. 9p. Anais ... 1º Encontro Nacional de Pesquisa-Projeto-Produção em Concreto Pré-Moldado, EESC/USP, São Carlos, 2005.
ZEULE, L.O.; SERRA, S.M.B. Tecnologias sustentáveis aplicadas aos pré-moldados de concreto, 2013, 13p. Anais ... 3º Encontro Nacional de Pesquisa-Projeto-Produção em Concreto Pré-Moldado, EESC/USP, São Carlos, 2013.

Lidia da Conceição Domingues Shehata Universidade Federal Fluminense
Em geral, o concreto de estruturas é especificado pela sua resistência à compressão, definida em função de condições ambientais, do desempenho desejado, de possíveis restrições em termos de dimensões e de considerações econômicas. As outras propriedades do concreto a considerar no projeto de estruturas são estimadas por meio de expressões empíricas que são função da resistência à compressão. Como essas expressões foram obtidas a partir de ensaios de concretos vibrados, têm sido feitos estudos buscando investigar diferenças entre as propriedades de concretos vibrados e auto-adensáveis de mesma classe de resistência, tendo em vista as diferenças nas composições desses dois tipos de concretos. É feito aqui breve relato das conclusões de alguns desses estudos, que evidenciam tendências, mas que, face à diversidade de composições que os concretos podem ter, não podem ser generalizadas. A maior possibilidade de diferença parece residir nas deformações instantâneas e ao longo do tempo.
Concreto auto-adensável (CAA) é o tipo de concreto que apresenta alta fluidez e moderada viscosidade para garantir que se adense pelo próprio peso, preenchendo toda a forma e mantendo a homogeneidade da mistura. Para atingir essas propriedades, o CAA tipicamente tem maiores teores de aditivos redutores de água e de partículas finas (cimento + adições) e menor teor de agregados graúdos que o concreto vibrado (CV), optando-se muitas
vezes por agregados mais arredondados e com dimensão máxima menor. Aditivo modificador de viscosidade também é usado para aumentar a robustez do concreto auto-adensável e possibilitar menor teor de pasta, mas no Brasil tem sido muito pouco empregado nos CAA.
As vantagens desse tipo de concreto têm levado à sua crescente aplicação, principalmente em elementos pré-fabricados. Embora o custo dos CAA seja maior que o dos CV de mesma classe de resistência, por conta do maior teor de material fino e de aditivos, o menor custo de produção e a menor possibilidade de retrabalho tornam vantajosa a adoção de CAA na pré-fabricação. No Brasil, segundo a Associação Brasileira da Construção Industrializada de Concreto (ABCIC, 2014), das 53 empresas de pré-fabricação a ela associadas, 58% já usam CAA.
Em projeto de estruturas são usadas propriedades do concreto no estado endurecido que são avaliadas a partir de relações entre essas propriedades e a resistência à compressão, pois todos os parâmetros que afetam essa resistência afetam as demais, mesmo que em diferentes proporções. Vários estudos sobre as propriedades dos CAA têm sido realizados e tem sido mostrado que essas relações, estabelecidas para CV de baixas e altas resistências, podem ser menos realistas quando usadas para os CAA. Tem-se verificado, por exemplo, que, em face do maior teor de pasta e menor teor de agregado graúdo, os CAA tendem a ter menor módulo de elasticidade e maiores retração e deformação lenta que os CV de mesma classe de resistência produzidos com os mesmos agregados.
Deformação específica
Reta definidora de Eci
Reta definidora de Ecs
Figura 1 - Definição dos módulos de elasticidade tangente inicial e secante.
Neste trabalho, é feito um resumo das conclusões de alguns estudos que investigaram possíveis diferenças entre as propriedades no estado endurecido de CAA e CV de mesma classe de resistência (módulo de elasticidade estático, retração, deformação lenta, resistência à tração, resistência de aderência), limitando-se ao caso de concretos de massa específica convencional. Dá-se maior ênfase ao módulo de elasticidade estático, propriedade associada ao desempenho dos elementos estruturais em serviço, a esforços decorrentes de deformações impostas, a perdas de protensão, etc.
O módulo de elasticidade e as deformações instantâneas e ao longo do tempo do concreto dependem dos teores e das características da pasta e dos agregados e também das características da fase de transição pasta-agregados, sendo que estas últimas estão relacionadas com as da pasta e dos agregados.
Normas para projeto de estruturas têm fórmulas para avaliar o módulo de elasticidade de concretos de massa específica convencional que são função apenas da resistência à compressão (EN 1992-1-1:2004, ACI 318:2014) ou, visando melhorar a avaliação, também do tipo de agregado do concreto (FIB MC 2010, 2013; ABNT NBR 6118:2014). Essas fórmulas, entretanto, resultaram de ajuste de curvas a conjuntos de resultados experimentais de concretos de variadas composições e dão apenas uma ordem de grandeza do valor em torno do qual o módulo deve estar. Segundo as recomendações CEB-FIP 1978 (CEB, 1978), por exemplo, a faixa
de variação do valor médio do módulo pode se estender na faixa entre 0,7 e 1,3 vezes o calculado usando a expressão dessas recomendações que relaciona o módulo com a resistência à compressão do concreto e, de acordo com a ACI 318:2014, o módulo do concreto pode variar entre 0,8 e 1,2 vezes o calculado com a expressão dada na norma.
As expressões para cálculo do módulo têm a forma geral Ec = k1 fck2+ k3, caso de algumas que constam no relatório do Comitê ACI 363 (ACI, 2010), sendo, entretanto, preferíveis aquelas em que k3=0, pois nelas Ec =0 quando fc=0. Nas da forma Ec = k1 fc k2, o valor de k1 é dado pelo produto de parâmetros relativos às variáveis do concreto consideradas nas expressões e o de k2 varia entre cerca de 0,3 e 0,5. Analisando-se dados de ensaios, constata-se que, para faixas de fc menores, bom ajuste aos dados de ensaios pode ser conseguido com k2=0,5. Para faixas de fc maiores, uma melhor correlação entre Ec e fc pode ser obtida com k2 próximo de 0,3. Na ABNT NBR 6118:2014, é adotado k2=0,5 para concretos de menor resistência, como na versão anterior dessa norma, e k2=0,3 para concretos de alta resistência.
Algumas expressões dão o valor aproximado do módulo tangente inicial (CEB-FIP MC 2010 e ABNT NBR 6118:2014), enquanto outras fornecem o do módulo secante correspondente à tensão normal igual a 40% da resistência à compressão (EN 1992-1-1:2004) ou 45% (ACI 318:2014). A figura 1 mostra diagrama tensão normal – deformação específica do concreto genérico e as retas cujo coeficiente angular definem o módulo tangente inicial Eci e o secante Ecs. Para os
concretos de baixa resistência, o secante é aproximadamente igual a 90% do tangente inicial (Nunes, 2005), mas, para concretos de alta resistência, esses módulos tendem a se igualar. No CEB-FIP MC 2010 e na ABNT NBR 6118:2014, a relação entre os módulos secante e tangente é considerada igual a (0,8 + 0,2 fck/80) ≤ 1,0, ou seja, a relação varia entre 0,85 e 1,0 e os dois módulos se igualam quando fck ≥ 80MPa.
A partir de resultados de ensaios de concretos vibrados feitos na USP e na COPPE-UFRJ, Shehata (2011) mostrou que concretos mais argamassados (com maior abatimento de tronco de cone) tendem a ter menor módulo de elasticidade tangente inicial que os menos argamassados produzidos com os mesmos tipos de materiais e de mesma resistência à compressão, que os concretos feitos com agregados do Rio de Janeiro tendem a ter menor módulo que os com agregados de São Paulo, e que a fórmula da ABNT NBR 6118:2014 para concretos de menor resistência superestima o módulo dos concretos do Rio de Janeiro.
Massucato, Bassani e Paulon (2003), investigando concretos vibrados com agregados graníticos de três regiões do estado de São Paulo (Grande Campinas, Grande São Paulo e Baixada Santista), constataram que, para uma mesma resistência à compressão, os concretos com maior abatimento de tronco de cone têm menor módulo e que, para uma mesma resistência e um mesmo abatimento, tem-se menor módulo nos concretos com agregados da Baixada Santista, para os quais a fórmula da ABNT NBR 6118:2014 superestima o módulo.
Na figura 2, que relaciona resistências à compressão médias com módulos de elasticidade tangentes iniciais de concretos vibrados fornecidos por cinco concreteiras do Rio de Janeiro e ensaiados por Nunes (2005), nota-se que, mesmo para concretos feitos com materiais de uma mesma região, tem-se uma certa variabilidade do módulo para concretos de mesma resistência à compressão. Para avaliar Eci dos concretos de baixa resistência produzidos no Rio de Janeiro, foi proposta, então, não apenas a equação que melhor se ajustou aos resultados dos ensaios, mas também o intervalo de confiança de 95% (equação 1). Nessa figura constata-se que a expressão da ABNT NBR 6118:2014 para concretos de baixa resistência tende a superestimar Eci e que a curva que a representa fica próxima do limite superior do intervalo de confiança de 95%. Como na ABNT NBR 6118:2014 o valor de Eci é dado em função de fck, para traçado da curva relativa a essa norma que consta na figura 2, admitiu-se coeficiente de variação de 10% para a resistência (fck = 0,835fcm), o que também foi feito para, a partir da equação 1, chegar à relação entre o módulo e a resistência à compressão característica dada pela equação 2.
E= 4,55f 3,42 0,5 Ccm i , com fck em MPa e Eci em GP a equação 1
E= 5,00f 3,42 0,5 Cck i , com fck em MPa e Eci em GP a equação 2

Figura 2 – Relação entre resistência à compressão média e módulo de elasticidade tangente inicial

Figura 3 – Correlação entre velocidade de propagação de ondas ultrassônicas e módulo de elasticidade estático tangente inicial do concreto (Machado, 2005, p.196)
Analisando os resultados de ensaios de concretos com agregados graúdos de cascalho ou de granito e basalto britados e resistência à compressão entre cerca de 20MPa e 90MPa, Kliszewicz e Ajdukiewicz (2002) constataram a variabilidade do módulo para concretos de mesma resistência à compressão e mesmo tipo de agregado graúdo e diferenças maiores que 40% entre os módulos de concretos de mesma resistência mas com agregados de basalto e granito, que foram os concretos com maior e menor módulo, respectivamente. Os concretos com agregados de granito foram os que tiveram módulos sempre menores que os dados pela equação da EN 1992-1-1:2004, podendo a diferença ser da ordem de 30%. A importante influência de agregados graúdos provenientes da britagem de diferentes tipos de rocha (basalto, diabásio, calcário, etc.) no diagrama tensão normal de compressão-deformação específica e no módulo de elasticidade de concretos com resistência à compressão entre cerca de 65MPa e 90MPa foi também mostrada por Aulia e Deutschmann (1999).
O maior teor de pasta e o menor de agregados graúdos nos CAA levam à expectativa de que eles tenham menor módulo de elasticidade que os CV. Entretanto, como o maior teor de partículas finas tende a fazer com que os CAA tenham maiores homogeneidade e refinamento da estrutura de poros, bem como menor espessura da zona de transição que os CV, os módulos de CAA e CV de mesma classe de resistência podem não ser muito diferentes, apesar do maior teor de pasta dos CAA. Ressalte-se que
a ausência de vibração pode também melhorar as características da zona de transição dos CAA.
Na literatura são descritos estudos chegando a diferentes conclusões com relação aos módulos de CAA e CV de mesma resistência à compressão. Alguns obtiveram módulos para esses concretos com pequenas diferenças (Persson, 2001; Parra, Valcuende e Gómez, 2011), outros constataram módulos em torno de 20% menores para os CAA (Holschemacher e Klug, 2002) ou mesmo diferenças maiores (Domone, 2007). Essas diferenças parecem estar associadas aos teores de agregados graúdos e teores e tipos de finos usados nos concretos e tendem a ser menores para os concretos de alta resistência.
Atahan, Trejo e Hueste (2007) ensaiaram CV e CAA produzidos com agregados graúdos de cascalho ou calcário britado para idades variando de 16h a 90 dias, obtendo resistências à compressão entre cerca de 35MPa e 115MPa. Para a mesma resistência, os CV e CAA com cascalho tiveram maior módulo que aqueles com calcário e os CAA tiveram menor módulo que os CV com mesmo tipo de agregado, sendo que nos com cascalho observaram-se maiores diferenças (da ordem de 20%). Nos elementos pré-fabricados, é comum fazer-se cura térmica para acelerar o ganho de resistência do concreto. Estudo de Kim, Han e Song (2002) envolveu concretos com diferentes tipos de cimento, curados a diferentes temperaturas (entre 10ºC e 50ºC), que foram ensaiados com idades entre 1 dia e 28 dias. Nele concluiu-se que, embora as propriedades em si variem, as relações en-
tre resistência à compressão e módulo de elasticidade e entre resistência à compressão e resistência à tração por compressão diametral são pouco afetadas pela temperatura de cura, pelo tipo de cimento e pela idade dos concretos.
Embora deformações decorrentes de cargas e protensão não dependam só do módulo de elasticidade do concreto, a mellhor estimativa dessa propriedade possibilita melhor avaliação de contra-flechas, deformação lenta e perdas de protensão. Curvas como a vista na figura 2, obtidas para os concretos produzidos numa determinada região ou indústria de pré-fabricação, podem ser importante instrumento para avaliar mais realisticamente o comportamento de elementos estruturais de concreto sem e com protensão.
Pode-se diminuir a frequência de ensaios de módulo de elasticidade estático de acordo com a ABNT NBR 8522:2008, obtendo o módulo a partir do ensaio de velocidade de propagação de ondas ultrassônicas no concreto feito segundo a ABNT NBR 8802:2013 e de correlações entre o módulo e a velocidade de propagação de ondas ultrassônicas previamente obtidas para os concretos normalmente usados. Esse ensaio é não destrutivo, pode ser feito nos mesmos corpos de prova usados posteriormente para o de resistência à compressão e é de execução bem mais rápida que o de módulo. Procedimentos para chegar a essas correlações são revistos por Machado (2005) e a figura 3 mostra a correlação obtida para os mesmos concretos cujos módulos são mostrados na figura 2. Na figura 3, as curvas tracejadas representam os limites inferior e superior do intervalo de predição de 95%.
A deformação lenta e a retração do concreto estão entre os fatores dos quais dependem a deformação de elementos estruturais e a perda de protensão.
Como a deformação lenta e a retração ocorrem na pasta, o aumento do volume de pasta no concreto tende a aumentá-las. Por outro lado, o aumento do volume e do módulo de elasticidade dos agregados graúdos tende a diminuí-las.
De maneira geral, têm sido verificados valores de retração total e de deformação lenta de concretos auto-adensáveis maiores que os de concretos vibrados. De acordo com diferentes autores, isso se deve ao fato de os concretos auto-adensáveis possuírem maiores teores de pasta em sua composição que os vibrados (Nassif, Aktas e Najm, 2008; Loser e Leemann, 2009; Leemann, Lura e Loser, 2010).
Loser e Leemann (2009) chegaram a valores de retra-
ção para os concretos auto-adensáveis semelhantes aos dos concretos vibrados com a utilização de dosagens específicas de aditivos redutores de retração. Nos concretos auto-adensáveis estudados por Guneyisi, Gesoglu e Ozbay (2010), ficou evidenciado o efeito negativo da sílica ativa na retração e que esse efeito pode ser minimizado combinando a sílica ativa com outros tipos de adições.
Da resistência à tração dependem momento fletor de fissuração, armaduras mínimas, abertura de fissuras e outros aspectos considerados em projeto.
Essa resistência tende a ser maior em concretos com agregados graúdos que levem a melhor aderência entre pasta e agregados (agregados britados e de menor dimensão máxima). Seria de se esperar, portanto, que a tendência de melhor aderência entre agregados e pasta de cimento dos CAA os levasse a terem maior resistência à tração que os CV de mesma resistência à compressão, mas isso nem sempre tem sido constatado.
Na análise da relação entre as resistências à tração por compressão diametral e à compressão de conjuntos de CAA e CV ensaiados por diferentes autores, feita por Coutinho (2011), não foi notada tendência de diferença entre os concretos vibrados e auto- adensáveis, ficando a resistência à tração, de maneira geral, entre cerca de 6% e 12% da de compressão e sendo ela menor para os concretos de maior resistência.
De acordo com Parra, Valcuende e Gómez (2011), quando se usa filer de calcário observa-se que a resistência à tração dos CAA tende a ser menor que a dos CV de mesma resistência à compressão, e a diferença depende da idade. Não parece ser esse o caso quando é usada sílica ativa ou cinza volante como adição (Holschemacher, 2004).
Tem-se verificado que a resistência de aderência de CAA pode ser da mesma ordem ou maior que a de CV de mesma classe de resistência e que a diferença tende a ser menor para os casos de concretos de maior resistência e barras de maior diâmetro (Almeida Filho, 2006; Desnerck, De Schutter e Taerwe, 2010; Looney et al., 2012; Helincks et al., 2013). Constatou-se ainda que, em relação aos de CV com concretagem na direção vertical, nos elementos de CAA há tendência de menor influência da distância das barras de aço na posição ho-
rizontal à face inferior na resistência de aderência (Valcuende e Parra, 2009).
Em face dos diferentes tipos de materiais e das suas diferentes proporções que podem ser usados nos concretos, fica impossível avaliar realisticamente suas propriedades por meio de expressões genéricas aproximadas e simplistas, sendo desejável que a sua aplicação seja precedida de caracterização, principalmente no caso dos CAA.
Embora, em geral, as fórmulas que relacionam a resistência à compressão dos CV com outras propriedades dos concretos possam também ser usadas para os CAA, há alguns aspectos que merecem atenção.
A avaliação adequada das deformações instantâneas e ao longo do tempo de um elemento estrutural é de extrema importância, principalmente nos elementos protendidos, caso de grande parte dos pré-fabricados. Ao se fazer o dimensionamento de elementos de concreto auto-adensável, há que se atentar para a tendência de esses concretos terem menor módulo de elasticidade, maior retração e deformação lenta que os vibrados de mesma resistência à compressão.
Se as deformações da estrutura precisam ser estimadas mais realísticamente, deve-se obter o módulo do concreto a ser usado por meio de ensaios ou de fórmulas calibradas a partir de ensaios de concretos feitos com os mesmos materiais, particularmente no caso de concretos de alta resistência e auto-adensáveis, e também investigar a retração e a deformação lenta.
Para aumentar o módulo de elasticidade dos CAA sem aumentar sua resistência à compressão e, consequentemente, diminuir deformações instantâneas e ao longo do tempo de elementos de CAA, pode-se optar por usar agregados graúdos de maior módulo de elasticidade, o que nem sempre é viável, e/ou aumentar o teor desses agregados, e a retração também pode ser diminuída com o emprego de aditivos redutores de retração.
Embora o conhecimento do comportamento do concreto possibilite uma melhor avaliação do comportamento de elementos estruturais com ele produzidos, há outros parâmetros relacionados com características (dimensões, armaduras) e procedimentos de produção dos elementos (método de concretagem, tipo e tempo de cura, idade quando da protensão) e com condições de manuseio e armazenamento (caso de pré-fabricados) que afetam esse comportamento.
Gross, Yost e Gaynor (2007), em ensaios de corpos de
prova de CV e CAA encontraram menores valores de módulo e maiores de retração e deformação lenta nos CAA, sendo que estes tinham resistência à compressão um pouco maior que os CV, e verificaram maiores perdas de protensão e maiores deformações em vigas feitas com esses concretos, sem e com carregamento, ao longo de 300 dias. Já Keske et al. (2015) verificaram nos CAA módulos menores e retração e deformação lenta maiores que nos VC de resistência à compressão similar, sendo maior a diferença na retração, mas observaram comportamentos semelhantes de vigas protendidas feitas com esses concretos.
Seria, portanto, desejável que exemplares de elementos a serem pré-fabricados em série tivessem seu comportamento investigado experimentalmente, principalmente os de maiores dimensões e de CAA.
ASSOCIAÇÃO BRASILEIRA DA CONSTRUÇÃO INDUSTRIALIZADA DE CONCRETO. Abcic Anuário 2014, 2014
ALMEIDA FILHO, F.M., Contribuição ao estudo da aderência entre barras de aço e concretos auto-adensáveis. 2006. Tese (Doutorado em Engenharia de Estruturas). Escola de Engenharia de São Carlos, Universidade de São Paulo, São Carlos, 2006
AMERICAN CONCRETE INSTITUTE. ACI 363R-10: State-of-the-art report on high-strength concrete. Farmington Hills, Michigan, 2010
______ ACI 318-14: Building Code Requirements for Structural Concrete – Commentary on building code requirements for structural concrete. Farmington Hills, Michigan, 2014
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 8522:2008: Concreto – Determinação do módulo estático de elasticidade à compressão. Rio de Janeiro, 2008
______ ABNT NBR 8802:2013: Concreto endurecido – Determinação da velocidade de propagação de onda ultrassônica. Rio de Janeiro, 2013
______ ABNT NBR 6118:2014: Projeto de estruturas de concreto - Procedimento. Rio de Janeiro, 2014
ATAHAN, H.N.; TREJO, D.; HUESTE, M.D. Applicability of Standard Equations for Predicting Mechanical Properties of SCC, ACI SP-247: Self-consolidating concrete for precast prestressed applications, 2007, p.17-31
AULIA T. B.; DEUSTSCMANN K. Effect of mechanical properties of aggregate on the ductility on high performance concrete. Leipzig Annual Civil Engineering Report.
Leipzig: University of Leipzig, n.4, 1999, p.133-147
COMITÉ EURO-INTERNATIONAL DU BÉTON (CEB), CEB-FIP model code for concrete structures, Paris, 1978
COUTINHO, B.S. Propriedades e comportamento estrutural do concreto auto-adensável. 2011. Dissertação (Mestrado em Engenharia Civil), COPPE, Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2011
DESNERCK, P.; DE SCHUTTER, G.; TAERWE, L.. Bond behaviour of reinforcing bars in self-compacting concrete: experimental determination by using beam tests. Materials and Structures, v.43, n.1, 2010, p.5362
DOMONE, P.L., A review of the hardened mechanical properties of self-compacting concrete, Cement & Concrete Composites, v.29, n.1, 2007, p.1-12
EUROPEAN COMMITTEE FOR STANDARDIZATION, EN 1992-1-1:2004: Design of concrete structures – Part 1-1: General rules and rules for buildings, Brussels, 2004.
GUNEYISI, E.; GESOGLU, M.; OZBAY, E. Strength and drying shrinkage properties of self-compacting concretes incorporating multi-system blended mineral admixtures. Construction and Building Materials, v.24, n.10, 2010, p.1878-1887
GROSS, S.P.; YOST, J.R.; GAYNOR, E. Experimental study of prestress loss and camber of high-strength SCC beams. ACI SP-247: Self-consolidating concrete for precast prestressed applications, 2007, p.77-92
HELINCKS, P;, BOEL, V.; DE CORTE, W. et al. Structural behaviour of powder-type self-compacting concrete: bond performance and shear capacity. Engineering Structures, 48, 2013, p. 121-132
HOLSCHEMACHER, K. Hardened properties of self-compacting concrete. Journal of Civil Engineering and Management, v.X, n.4, 2004, p.261-266
HOLSCHEMACHER, K.; KLUG, Y. A database for the evaluation of hardened properties o SCC. Leipzig Annual Civil Engineering Report, n.7, 2002, p.123-134
INTERNATIONAL FEDERATION FOR STRUCTURAL CONCRETE, FIB Model Code for Concrete Structures 2010. Berlin: Wilhelm Ernst & Sohn, 2013
KESKE, S.D. et al. Self-consolidating concrete for prestressed applications – Phase I: Girder fabrication and pre-erection performance. Research report for ALDOT Project 930-738, Highway Research Center; Auburn University, 2015
KIM, J.; HAN, S.H.; SONG, Y.C. Effect of temperature and aging on the mechanical properties of concrete. Part I. Experimental results. Cement and Concrete Research, v.32, n.7, 2002, p.1087-1094
KLISZCZEWICZ, A.; AJDUKIEWICZ, A. Differences in instantaneous deformability of HS/HPC according to the kind of coarse aggregate. Cement & Concrete Composites, v.24, n.2, 2002, p.263-267
LEEMANN, A.; LURA, P.; LOSER, R. Shrinkage and creep of SCC – The influence of paste volume and binder composition. Construction and Buildings Materials, v.25, n.5, 2011, p.2283-2289
LOONEY, T.J. et al. An experimental study on bond strength of reinforcing steel in self-consolidating concrete. International Journal of Concrete Structures and Materials, v.6, n.3, 2012, p.187-197
LOSER, R.; LEEMANN, A. Shrinkage and restrained shrinkage cracking of self-compacting concrete compared to conventionally vibrated concrete. Materials and Structures, v.42, n.1, 2009, p.71-82
MACHADO, M.D. Curvas de correlação para caracterizar concretos usados no Rio de Janeiro por meio de ensaios não destrutivos. 2005. Dissertação (Mestrado em Engenharia Civil) – COPPE, Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2005
MASSUCATO, C.J.; BASSANI, F.; PAULON, V.A. Contribuição experimental sobre o módulo de elasticidade secante para determinação de esforços solicitantes e verificação de estados limites de serviço, In: 45º Congresso Brasileiro do Concreto. Anais… São Paulo: IBRACON, 2003
NASSIF, H.; AKTAS, K.; NAJM, H. Self-consolidating concrete (Phase I & II) – Final report. Department of Transportation of New Jersey. New Jersey, 2008.
NUNES, F.W.G. Resistência e módulo de elasticidade de concretos usados no Rio de Janeiro. 2005. Dissertação (Mestrado em Engenharia Civil) - COPPE, Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2005
PARRA, C.; VALCUENDE, M.; GÓMEZ, F. Splitting tensile strength and modulus of elasticity of self-compacting concrete. Construction and Building Materials, v.25, n.1, 2011, p. 201–207
PERSSON, B. A comparison between mechanical properties of self-compacting concrete and the corresponding properties of normal concrete. Cement and Concrete Research, v.31, 2001, p.193-198
SHEHATA, L.C.D. Propriedades elasto-plásticas do concreto. In:.ISAIA, G.C (ed.). Concreto: Ciência e Tecnologia, 1 ed., capítulo 18, São Paulo: IBRACON, v.1, 2011
VALCUENDE, M.; PARRA, C.. Bond behavior of reinforcement in self-compacting concretes. Construction and Building Materials, v.23, n.1, 2009, p.162-170

David Fernández-Ordóñez Hernández
Tudo... deve ser construído com a devida referência à durabilidade, à conveniência e à beleza. A durabilidade será assegurada quando as fundações estiverem lançadas em solo sólido e os materiais selecionados de maneira sábia e liberal; a conveniência, quando o arranjo dos apartamentos for impecável e não apresentar qualquer obstáculo ao uso, e quando cada classe de construção for designada à sua exposição adequada e apropriada; e a beleza quando a aparência do trabalho for agradável e de bom gosto, e quando seus membros estiverem na devida proporção, de acordo com os princípios corretos da simetria.
Vitruvius
A origem da pré-fabricação, ou seja, da aplicação de processos industriais na construção, pode ser encontrada no início do século 18. A Revolução Industrial, com o advento de novos materiais tais como o aço e o vidro, teve um enorme impacto na arquitetura e na pré-fabricação. Em alguns casos, o design arquitetônico passou por mudanças fundamentais, dando origem

a novos estilos solidamente arraigados nos processos industriais.
O concreto armado com tela metálica foi inventado na segunda metade do século 19 por Lambot, que introduziu seu uso em pequenos barcos e por Monier, com seus vasos de flores.
Em 1891 Coignet, uma empresa localizada nas proximidades de Paris, produziu vigas de concreto pré-moldado e armado para construir um cassino em Biarritz.
Por volta de 1900, as primeiras lajes de concreto armado em grande escala, com apenas 5 cm de espessura, estavam sendo pré-moldadas nos Estados Unidos.
A grande demanda social por habitações no início do século 20, principalmente em países industrializados como Inglaterra e Estados Unidos, gerou uma necessidade de projetos de construção baseados em processos industriais, tais como a pré-fabricação do concreto. Grosvenor Atterbury desenvolveu um sistema de habitação fechada com grandes painéis leves de concreto pré-fabricado no início de 1907.
Em 1908, Thomas Edison inventou e patenteou um sistema para prédios de dois e três andares em que o concreto era moldado continuamente em caixarias de aço e os membros resultantes eram posicionados no local com a ajuda de correias transportadoras.
Muitos sistemas pré-fabricados de construção consistindo, essencialmente de unidades de fachada não estruturais foram desenvolvidos durante os primeiros trinta anos do século 20.


Em 1928, Eugène Freyssinet apresentou a primeira patente de concreto protendido. Essa descoberta representou um avanço profundo na construção como um todo, além de revolucionar absolutamente a construção com concreto. Até aquela época, o concreto havia sido um material inerte, cuja escassa resistência à tra-

ção induzia, inevitavelmente, a rachaduras, que eram a fonte de sua rápida deterioração.
Graças à protensão, o concreto passou a ser um produto altamente isotrópico resistente e ativo. Esse novo material, excelente e altamente durável levou, por sua vez, ao desenvolvimento de aços de alta resistência e concreto com alta resistência à compressão, desde o início.
Depois da invenção do concreto protendido, Freyssinet fundou uma fábrica de concreto protendido em Montargis, onde produziu postes de concreto protendido, tecnicamente satisfatórios.
Alguns anos mais tarde, em 1936, Freyssinet construiu a primeira ponte de concreto protendido em todo o mundo, que tinha um vão de 19.0 m sobre a Represa Portes de Fer. Os suportes e a estrutura dessa ponte de 4.66 m de largura também foram feitos de concreto protendido.
Após a Primeira Guerra Mundial, a Europa testemunhou um aumento substancial na industrialização das construções. As destruições de muitos prédios residenciais durante a Guerra e a falta de construção de novos edifícios nesse período geraram uma altíssima demanda de sistemas de construção simples e de baixo custo, principalmente para edifícios residenciais.
A Segunda Guerra Mundial também teve grandes consequências na construção. Enquanto menos de 1 % das residências construídas nos Estados Unidos antes da Guerra envolviam processos industriais, por volta de 1945 mais de 200 000 unidades residenciais haviam sido erigidas pela iniciativa pública ou privada.
Na França, as necessidades, imediatamente após a Guerra proporcionaram ao arquiteto Jean Prouvé a oportunidade de desenvolver e refinar técnicas inspiradas em máquinas para a fabricação de estruturas in-
dustrializadas para a construção, feitas principalmente de aço.
A Segunda Guerra Mundial terminou com uma nova crise de habitação, tanto nos Estados Unidos quando na Europa. Embora não tenha havido batalhas no solo dos Estados Unidos, os grandes números de soldados que voltavam aos lares e que rapidamente formavam famílias, gerou uma grande necessidade de habitações. A demanda por habitações após a guerra, resultante da fase que recebeu o nome de “baby boom”, foi atendida, novamente, graças à pré-fabricação.
Compreensivamente, então, as condições que prevaleciam durante a primeira metade do século favoreceram o desenvolvimento de métodos industrializados de construção, para atender às necessidades mais prementes de habitações.
Em seu livro sobre uma máquina para a construção de casas, Hans Neufert, provou que era teoricamente possível erigir fileiras intermináveis de construções com a produção em uma linha de montagem das estruturas no próprio canteiro de obras e com o auxílio de longos trilhos em linha reta. Um exemplo extremo dessa mudança de mentalidade, não obstante o livro ter falhado em oferecer provas conclusivas de que o método proposto era a única maneira de se chegar ao objetivo desejado.
A pré-fabricação com elementos de concreto protendido foi uma, porém não a única, maneira de industrializar a construção. A pré-fabricação com painéis em larga escala e sistemas de construção fechada não foram, absolutamente, o único método de construção industrializada utilizado naquela época, embora tenha desempenhado um papel substancial nas habitações no período após a Segunda Guerra Mundial.
No mundo inteiro, arquitetos, engenheiros e até mesmo pesquisadores que trabalhavam no campo naquela ocasião, estavam sob uma grande confusão conceitual. O resultado foi a ausência de uma teoria que poderia servir como base para as tecnologias da época e para as muitas construções já completadas. A característica mais marcante dessas águas turbulentas foi a confusão entre praticamente todos os profissionais entre si, embora muitos deles confessassem que a industrialização era claramente o curso que a construção teria, inevitavelmente, de seguir no futuro imediato.
O arquiteto americano B. Fuller estava entre os pioneiros da construção pré-fabricada industrializada.
Foi um dos primeiros a perceber que duas necessidades fundamentais são subjacentes à construção de edifícios: reduzir o peso e produzir componentes padronizados com métodos de linha de montagem. Seu projeto Dymaxion para uma casa feita de materiais plásticos, aço dúctil e duralumínio (1928) foi assunto de inúmeros artigos e debates por órgãos das imprensas geral e especializada, e foi, naquela época, considerado como o protótipo para futuras residências em série. No entanto, nenhuma residência chegou a ser construída com base nesse projeto. Em 1943, Fuller publicou um revolucionário mapa mundial Dymaxion usando um novo tipo de projeção geográfica, patenteado por ele.
Em Houses, Permanence and Prefabrication (Londres, 1945), outro arquiteto, Hugh Anthony, afirmou que a pré-fabricação, na verdade, é uma técnica. De acordo com esse autor, ela consiste da racionalização dos métodos de construção, sujeitos a atender um grande número de condições anteriores, para superar a maioria das dificuldades relacionadas com a construção física no local. Essa foi, naquela ocasião, uma nova abordagem à construção, revisitando procedimentos que haviam permanecido essencialmente imutáveis por 2 000 anos.
Três métodos principais podem ser identificados na pré-fabricação de residências no século 20.
Os anos de 1945 a 1970 foram caracterizados pela produção em massa, pela euforia e pelo desejo de lucro. Sistemas fechados com base em grandes painéis prevaleceram na Europa Oriental e tiveram uma presença significativa no Ocidente. Esses sistemas eram capazes de impor suas regras estritas por causa da economia e da velocidade de construção que permitiam, embora à custa de considerações arquitetônicas.
Essas regras eram:
• Conjuntos de vários milhares de moradias em densos condomínios
• Projeto muito inflexível com pouca variação formal para reduzir ao mínimo a variedade de membros protendidos
• Unidades habitacionais arranjadas linearmente nas maiores distâncias possíveis, para minimizar mudanças nas pistas dos guindastes.
• O mínimo de vãos livres e alturas para facilitar o transporte; lajes do tamanho de salas.
• O uso de enormes painéis protendidos, resistentes à carga, capazes de construir a maioria dos componentes fora do local da construção, permitindo
pouca ou nenhuma flexibilidade para a redistribuição dos pisos.
Para o projetista ou o arquiteto, industrialização significava assegurar economia de construção, mantendo um “sistema” que impunha rígidas restrições ao projeto arquitetônico. A mudança de qualquer um dos parâmetros do sistema era equivalente a prejudicar a competitividade do mercado. Foi por volta dessa época que Camus, ao ser perguntado sobre pontes térmicas, respondeu “Estou muito ocupado vendendo e não tenho tempo para melhorar”.
O segundo período, de 1970 a 1985, foi marcado pela crise e pela perplexidade. A pré-fabricação com componentes em larga escala tentou libertar-se de seu dilema inerente, tentando oferecer produtos, projetos e métodos de construção mais flexíveis e variados.
O mercado da União Europeia passou de um mercado vendedor para comprador, em que o usuário final começou a exigir qualidade em primeiro lugar. Adaptando-se para oferecer maior variedade e qualidade mais alta, alguns sistemas de painéis foram capazes de atender satisfatoriamente a demanda em pequena escala. Outros fabricantes optaram por exportar para mercados menos evoluídos, enquanto outros simplesmente desapareceram.
Esse período de crise estabeleceu a base para o que era chamado de pré-fabricação aberta, sob a qual foi desenvolvido um número cada vez maior de sistemas, com diversos componentes compatíveis, adaptável às necessidades dos projetistas ou dos usuários finais.
Quando aplicada à produção de componentes, essa tecnologia adaptou-se muito bem às condições da crise, a despeito de seus custos mais elevados, porque podia ser adaptada mais rapidamente a construções menores e mais diversificadas. Os componentes podiam ser convenientemente ajustados ao mercado em crescimento para famílias individuais e para edifícios mais simples, com poucos andares, na Europa.
Uma considerável redução na escala das obras de construção penalizava severamente a maioria dos sistemas fechados de concreto, em benefício de esquemas de construção com muitos componentes. Esses novos componentes também podiam ser prontamente reprojetados para adaptar-se à legislação frequentemente mutável.
Depois de 1985, foram desenvolvidos outros usos para a pré-fabricação, inclusive o que posteriormente viria a ser conhecido como pré-fabricação sutil. Desde aquele tempo, a maioria dos elementos de habitação adere ao modelo de construção baseado em compo-
nentes. Em países desenvolvidos, a construção industrializada inflexível e em grande escala é agora essencialmente uma coisa do passado.
Projetos pequenos e em larga escala foram empreendidos por novos projetistas, com o uso de novas técnicas de pré-fabricação, com excelentes resultados. A construção de elementos individuais foi automatizada tanto quanto possível, para adaptar-se à crescente personalização. Nesse período posterior, muitos dos procedimentos industrializados, comumente usados em indústrias mais altamente sistematizadas, foram aplicados na construção e, consequentemente, em habitações pré-fabricadas.
Toda experiência adquirida no século anterior na Europa deve ser implantada, juntamente com os operários especializados locais, para desenvolver novas formas de construir habitações acessíveis em qualquer lugar do mundo.
Eugène Freyssinet, em um original inédito, escreveu. “Um dia, de repente, me ocorreu que embora eu não pudesse forçar o concreto a adaptar-se à tensão do aço sem ruptura, eu poderia impor a tensão do concreto ao aço. Tudo que seria necessário fazer seria impor tensões totais de tração mais elevada em todos os reforços como um todo, assim, mesmo que elas se adaptassem a maiores tensões do concreto, ele ainda seria permanentemente comprimido.”
No dia 2 de outubro de 1928, Freyssinet e seu bom amigo Séailles deu entrada a uma patente em Paris (posteriormente outorgada sob o número 680 547), que tinha uma descrição muito precisa e longa sobre a teoria da pré-compressão permanente do concreto ou de outros materiais, e sobre todas as possíveis maneiras de obtê-la em um ambiente real de construção ou indústria. A matriz era fundida. Começando absolutamente do zero, Freyssinet estava criando o corpus da tecnologia da protensão.
Esse processo desafiou até mesmo a imensa criatividade inventiva de Freyssinet. Ele teve de encontrar soluções para todos os detalhes envolvidos na produção em massa de elementos de concreto protendido que existem hoje até mesmo nas menores fábricas. Ele definiu a colocação exata dos fios, o que é vital para os elementos protendidos, porque a colocação inadequada pode causar uma deformação inicial irrepará-
vel; projetou a estrutura dos moldes, equilibrando suas ancoragens pela variação dos braços da alavanca; assegurou a precisão absoluta de cada fio protendido com jacks e contrapesos; e inventou caixarias versáteis cujos comprimentos podiam ser variados à vontade para redução da tensão, com a colocação de fixações na base e na ponta.
O concreto de Freyssinet representou um passo gigantesco à frente na pré-fabricação. Sua altíssima qualidade ainda não foi igualada na fabricação de concreto protendido industrial. Freyssinet usou um método especial que consistia essencialmente da moldagem do concreto em apenas alguns poucos segundos e então o submetendo a uma vigorosa vibração (antes e depois de sua colocação na caixaria). O concreto recebia então uma grande quantidade de água para assegurar uma moldagem satisfatória e a fixação na caixaria, a despeito do grande número de fios que deviam ser adaptados em espaços muito pequenos. O excesso de água era então expelido pela alta pressão exercida por um molde de plástico inflável por água e protendido. Freyssinet não devotou qualquer atenção especial à pré-fabricação em seus escritos. Ele escreveu somente um artigo sobre o tema, já no final de sua vida, intitulado "Préfabrication et bâtiment". Esse artigo tem algumas observações particularmente interessantes sobre os obstáculos que restringiram o uso da pré-fabricação na construção, em que ele mesmo raramente interveio.
Ele identificou que a causa primordial era a improvisação inerente no mundo da construção, em que os empreiteiros nunca consideram um comprometimento em longo prazo, nem pesquisas ou estudos em profundidade. Em vez disso, é dada prioridade ao desempenho imediato, diferentemente da prática em grandes indústrias, onde a decisão de produzir em massa um determinado modelo é adotada depois de muitos anos de testes, pesquisas e verificações.
Ele tinha plena consciência da enorme importância social da pré-fabricação, que pouparia os operários de muito esforço físico doloroso e de muitas horas em andaimes, expostos aos elementos. Freyssinet tinha esperança de que a pré-fabricação, em última análise, superaria a rotina, a inércia e os interesses escusos que frustravam o desenvolvimento da industrialização total e, portanto, da pré-fabricação.
Em 1875, um século depois que a famosa ponte de ferro de Abraham Darby foi erigida em Coalbrookdale em 1779, Joseph Monier construiu a primeira ponte de concreto protendido do mundo. A construção de 1875 de Monier tinha um vão de 16 m e tinha 4 m de largura.
As pontes de concreto protendido datam do início do século 20, praticamente desde o início da pré-fabricação do concreto. Estruturas construídas nos anos trinta podem ser encontradas na maioria dos países desenvolvidos, principalmente em pontes de vãos pequenos e geralmente restritas a pequenas obras.
Em 1936, Freyssinet construiu a primeira ponte de concreto protendido na história, na Barragem Portes de Fer, com um vão de 19.0 m e uma largura de 4.60 m. O concreto foi despejado para formar flanges inferiores das vigas, depois que o reforço longitudinal já havia sido protendido contra a caixaria. As estruturas verticais foram então protendidas antes da fundição dos entrelaçamentos e dos flanges superiores. Toda tensão preliminar era sempre suportada pelas caixarias. O concreto era "vibrado, comprimido e aquecido para acelerar o endurecimento", como em todos os projetos de Freyssinet.
O verdadeiro avanço no campo das pontes de concreto protendido veio nos anos 50 e 60 acionado pelo crescimento acentuado no tráfego rodoviário e pela construção de novas rodovias. Soluções rápidas e eco-

nômicas eram necessárias para a construção de passagens subterrâneas e viadutos que perturbassem o mínimo possível o tráfego em curso. Ao mesmo tempo, a introdução de técnicas de pré-tensão nas fábricas de concreto protendido contribuiu substancialmente para o desenvolvimento de unidades mais longas e mais delgadas, que eram particularmente úteis em pontes com vãos mais compridos projetadas para suportar cargas pesadas.

Uma visão geral dos mais de 50 anos de construção de pontes de concreto protendido revela um crescimento constante no número de pontes pré-fabricadas, bem como no tamanho e no peso das unidades pré-moldadas usadas. No entanto, o desenvolvimento entre países não foi igual. Em alguns países, inclusive Bélgica, Itália, Holanda, Espanha, Reino Unido e Estados Unidos, onde pontes de concreto protendido têm uma penetração no mercado de 50 % ou mais, essas estruturas são tão populares a ponto de serem consideradas como uma solução convencional.
Todos os países mencionados acima desenvolveram uma grande variedade de soluções técnicas para projetos pequenos e grandes, nos quais as fábricas de concreto protendido desempenharam um papel importante no projeto e na implantação dos projetos. A deci-
são de construir uma ponte de concreto protendido ou fundido no local era adotada durante o estágio inicial do projeto, tanto pelas autoridades quanto pelo consultor de engenharia.
Em outros países, as pontes de concreto protendido eram vistas como pouco mais de uma boa alternativa às pontes de concreto fundido no local. Grandes empreiteiros mantinham uma posição predominante no mercado e, frequentemente, recebiam a prerrogativa de decidir se uma ponte seria ou não de concreto protendido, com base no custo e na disponibilidade da mão-de-obra. Consequentemente, menos pontes de concreto protendido eram construídas com a flutuação da economia. Exemplos desses países são Canadá, França e Alemanha, onde as pontes de concreto protendido representam de 5 a 20 % do total.
Finalmente, em um número substancial de países pontes de concreto protendido são raramente ou nunca construídas. Frequentemente devido a uma compreensão inadequada e preconceituosa, tanto técnica quanto esteticamente, contra a pré-fabricação. Isso foi particularmente verdadeiro nos países da Escandinávia, onde há pouquíssimas pontes de concreto protendido, em vista do que seria de esperar, à luz de seu clima favorável.
Sistemas e unidades de pontes de concreto protendido foram e continuam sendo desenvolvidas, principalmente por empresas especializadas nesse método. Embora cada empresa ou grupo local de empresas trabalhe em seus próprios esquemas de pontes ou sistemas de concreto protendido, as noções básicas são muito semelhantes, com poucas exceções. Em alguns países, no Reino Unido, por exemplo, o governo incentivou o uso de concreto protendido para compensar a escassez do aço. Dados técnicos governamentais contribuíram para o progresso do projeto, da fundição e do planejamento de protótipos. Nos Estados Unidos, seções cruzadas padrões para vigas de pontes foram desenvolvidas por uma Comissão Mista, “do Prestressed Concrete Institute" em 1960, para as vigas dos tipos V e VI.
As soluções desenvolvidas no primeiro período foram voltadas às pequenas pontes. As vigas de pontes previamente tensionadas foram fundidas antes de 1948, o ano em que os primeiros fabricantes começaram a anunciar e produzir uma grande variedade de vigas de concreto protendido para pontes. A primeira ponte de concreto protendido nos Estados Unidos foi construída no Tennessee em 1950. As seguintes variantes foram usadas naquele período.
• Nos chamados “match cast systems”, a ponte era
composta por uma série de vigas retangulares colocadas lado a lado. Depois do posicionamento, as vigas eram convertidas em um deck por um pós-tensionamento transversal. Esse sistema não está mais em uso.
• Em outros sistemas, pequenas vigas em T invertido eram instaladas adjacentes umas às outras, após o que o espaço entre e acima delas era preenchido com concreto in-situ.
• Um desenvolvimento posterior consistiu de pontes com vigas de concreto protendido e lajes pré-fabricadas e fundidas no local. Embora a profundidade das vigas fosse inicialmente muito pequena, 2 pés e 3½ polegadas para uma ponte ferroviária com um vão de 50 pés no Reino Unido, por exemplo, e 50 cm em alguns projetos italianos, ela foi aumentando gradativamente até 2,20 m. Ao mesmo tempo, o vão máximo aumentou de 35 m nos anos 60 para os 50 ou 60 m de hoje.

Em vigas grandes, o concreto protendido frequentemente exige uma combinação de fios retos e com alívio de tensão para acomodar a tensão à tração gerada nas partes superior e traseira da viga durante a fabricação e o manuseio. Em alguns casos, esses fios com alívio de tensão eram substituídos por cabos com pós-tensionamento, que eram tensionados na fábrica ou no próprio local depois que o deck já havia endurecido. As vigas mestras das pontes eram usualmente vigas em T ou duplo T, normalmente com blocos sólidos na extremidade. No entanto, a prática padrão nos Estados Unidos nos últimos 30 anos, tem sido eliminar os blocos terminais em todas as seções cruzadas de vigas em duplo T. O desempenho tem sido excelente mesmo com tramas finas. As vigas são instaladas a certa

distância umas das outras, embora algumas soluções exijam grandes flanges inferiores confinados para aumentar a resistência contra colisão lateral.
A primeira ponte de concreto protendido na Espanha foi construída em 1951, em Anoeta, na província de Guipuzcoa. O autor do projeto foi o engenheiro civil Francisco Fernández Conde, que introduziu o concreto protendido na Espanha e o primeiro licenciado da patente de Freyssinet, tanto ali quando em diversos países da América do Sul. As vigas de concreto protendido que formaram a laje foram fabricadas pela Pacadar, S.A., uma firma com escritório central em Madri.
A partir de 1944, Fernández Conde fabricou com sucesso uma grande variedade de elementos protendidos com a marca FREYSSI. Por muitos anos ele foi o único engenheiro fazendo elementos de concreto protendido na Espanha, tais como postes para fios de energia elétrica e vigas para habitações e pontes, cuja qualidade era tão alta que alguns ainda estão em uso. O concreto era despejado em seus elementos pré-moldados, depois que o fio helicoidal de reforço havia sido tensionado. Era usada ancoragem por atrito, suplementada por um sistema de ancoragem incorporada que era engenhoso, patenteado e virtualmente com custo zero.
Depois de mais de meio século de experimentação, a Europa gerou todas as maneiras de componentes
pré-fabricados para construção. Suas soluções para a construção de edifícios evoluíram graças a constantes melhoramentos nas técnicas e à frutífera colaboração entre arquitetos, engenheiros, projetistas e construtores. Desde o início, a pré-fabricação exibiu uma incrível capacidade de oferecer novas soluções técnicas e criativas para os problemas de arquitetura e construção.
A história da pré-fabricação com elementos protendidos na Europa cobre mais de 50 anos de progresso constante em técnicas e melhoramentos substanciais na qualidade dos materiais, no projeto dos componentes e nos processos de construção ou produção. O controle da produção era visto como essencial desde o princípio. Os mais avançados materiais de construção disponíveis em qualquer momento eram usados na pré-fabricação. O aço protendido sempre foi caracterizado por um módulo altamente elástico. Era usado somente concreto com alta força compressiva desde os estágios iniciais, capaz de introduzir forças de compressão logo no início do processo de fabricação. Graças a essas características e ao rígido controle de produção e desempenho, os fabricantes de concreto protendido são capazes de produzir elementos com seções cruzadas muito mais delgadas que as que podem ser feitas no próprio canteiro de obras. Desde o início, então, a pré-fabricação exigiu um rigoroso controle de qualidade de materiais, processos e montagem no local de trabalho. O uso de materiais de qualidade mais alta resultou em um melhor comportamento estrutural e maior du-

rabilidade dos componentes. Estruturas feitas de concreto de alto desempenho em fábricas com controles estritos de fabricação no local exibem uma resistência mais alta ao ataque externo do que o que é observado em estruturas de concreto in situ.
A pré-fabricação sempre foi, e ainda é, o meio de introdução de novos desenvolvimentos técnicos na prática da construção, inclusive sistemas de qualidade inovadores que resultaram na aplicação de certificações de qualidade para as qualidades relacionadas com a construção.

Desde o inicio, o controle da produção do concreto pré-fabricado sempre resultou nos procedimentos mais confiáveis. Antes que os métodos analíticos e os cálculos numéricos fossem vistos para assegurar uma segurança suficiente, testes físicos eram realizados para verificar a viabilidade técnica dos produtos protendidos e suas estruturas.
Aquela primeira ponte seria a precursora das pontes complexas, com vãos maiores, de concreto protendido e estruturalmente contínuas que são fabricadas hoje. Inicialmente, todas as vigas eram verificadas por testes de carga realizados na fábrica, para determinar se a deflexão experimental era consistente com o valor do projeto.
Outro motivo importante pelo qual a indústria da pré-fabricação se desenvolveu na Europa foi a capacidade de produção em larga escala tanto de membros estruturais quando de outros elementos protendidos, que foram rapidamente introduzidos a partir de 1945.
No final dos anos 40 e início dos anos 50, as vigas eram os principais membros estruturais em todas as maneiras de lajes de decks. Elas podiam ser suplementadas com blocos de concreto ou outros componentes em soluções amplamente usadas naquela época e ainda aplicadas nos dias de hoje. Podiam também ser usadas em outros membros. Essas vigas eram projetadas para suportar grandes cargas vivas e podiam ser suplementadas com lajes de concreto in situ.
Nas fábricas iniciais, as bancadas de pré-tensão e as máquinas de içamento e transporte eram instalações em pequena escala, que limitavam as forças de protensão que podiam ser induzidas e o tamanho dos produtos que podiam ser moldados.
No entanto, o projeto simples das vigas de concreto protendido não representava qualquer obstáculo para seu uso mais criativo em todas as maneiras de estruturas complexas. Uma aplicação comum eram os telhados pontiagudos em edifícios industriais, onde as junções eram feitas in situ para assegurar a continuidade estrutural, talvez uma versão inicial das complexas estruturas de pórtico contínuo de hoje.
Essa solução também foi usada para construir as arquibancadas originais de estádios de futebol bem como as estações subterrâneas, em que as lajes eram projetadas para resistir aos momentos negativos gerados pelo balanço envolvido. Eram muito comuns em pisos de decks, onde eram necessários grandes vãos livres ou onde precisavam ser suportadas cargas pesadas, ou em grandes altitudes, assim como em muitas outras estruturas. Com o crescimento da resistência dos membros de concreto protendido, os outros elementos de lajes puderam adotar um projeto mais sofisticado para a construção de estruturas mais complexas.
A partir do final dos anos 40, uma grande variedade de postes de concreto protendido para os fios da energia elétrica também foi desenvolvida e fabricada na Europa, assim como Freyssinet havia feito em sua fábrica de Montargis desde os anos 20. Por volta do final dos anos 50, membros planos ou de superfície, tais como lajes de concreto protendido e em duplo T começaram a ser desenvolvidos para evitar a necessidade de blocos em combinação com as lajes. Foram produzidas lajes de concreto protendido, tanto de núcleo vazio quando sólidas. Essas lajes
foram usadas também como o piso total dos decks, que eram apoiadas em membros ou vigas mais resistentes, assim como lajes de concreto protendido na parte inferior da laje de um deck, sobre a qual o concreto era despejado no próprio canteiro de obras. Lajes de concreto protendido autossustentáveis constituíam outra aplicação. A partir do momento em que essa tecnologia foi dominada, também começaram a ser fabricados membros maiores de concreto protendido para telhados em grandes edifícios industriais.
Treliças pré-fabricadas também eram projetadas e fabricadas naquela época. Elas consistiam de elementos protendidos conectados e montados in situ. As juntas entre esses elementos constituíam o principal fator no projeto e na construção de toda a estrutura. O projeto original dessas construções industriais exigia juntas pequenas que, gradativamente, evoluíram para o uso de lajes maiores, com mais capacidade e desempenho mais alto.
Por volta dos anos 60, quando a pré-fabricação havia se tornado um procedimento consolidado de construção, começaram a aparecer programas de pré-fabricação para edifícios feitos total ou parcialmente de concreto protendido. Edifícios industriais construídos totalmente com concreto protendido envolviam muitos tipos de membros (colunas, vigas, vigas mestras, treliças e painéis fechados). Em pouco tempo começaram a surgir em terrenos industriais e em áreas similares.
A pré-fabricação evoluiu muito desde seu início, trazendo muitas das vantagens da industrialização para a construção, solucionando alguns dos problemas que surgiram nos primeiros anos. A pré-fabricação de hoje, em comparação com os métodos tradicionais de construção, e o concreto como um material, apresenta diversas características benéficas. As vantagens inerentes nessa construção industrializada são descritas baixo.
Os elementos protendidos são produtos feitos nas fábricas. A única maneira de industrializar a atividade da construção é transferir o trabalho realizado em canteiros de obras temporários para instalações modernas e permanentes. A produção nas fábricas implica em processos de fabricação racionais e eficientes, operários especializados sistematização de tarefas repetitivas, e custos mais baixos de mão-de-obra por m² como resultado da produção automatizada. Os produtos de fábrica são baseados em processos e em princípios de fabricação enxuta. A automação está gradativamente sendo implantada em fábricas e já existe em áreas como na preparação de aço reforçado, na montagem
de caixarias, na preparação do concreto e no acabamento da superfície de concreto arquitetônico. E com certeza surgirão outros estágios nesse processo.
À medida que a pré-fabricação potencializa o uso de materiais, seu potencial de economia é muito maior que a construção com a preparação in-situ. O desempenho e a durabilidade estrutural também são aumentados através do projeto, de equipamentos modernos de fabricação e por procedimentos de trabalho cuidadosamente planejados.
A protensão é comumente usada na pré-fabricação.
A técnica não só oferece todas as vantagens do concreto protendido, do ponto de vista da construção, como também reduz os custos de fabricação, por causa dos custos mais baixos com mão-de-obra e pela ausência de dispositivos dispendiosos de ancoragem que são necessários para sistemas de tensionamento posterior.
É necessária liberdade arquitetônica para criar novos projetos de edifícios. O projeto arquitetônico não está mais sujeito aos elementos inflexíveis do concre-


to de ontem, e quase todas as construções podem ser adaptadas às exigências do construtor ou do arquiteto. A graça e a variedade da arquitetura não precisam colidir com a maior eficiência. Já estão longe os dias quando industrialização significava grandes números de unidades idênticas. Pelo contrário, a produção eficiente pode ser combinada com mão-de-obra especializada, permitindo projetos arquitetônicos modernos sem qualquer custo extra. Na sociedade de hoje, a aparência e os acabamentos dos edifícios podem determinar, grandemente, os procedimentos da construção. Os elementos de concreto protendido acomodam uma grande variedade de acabamentos, que variam desde superfícies cuidadosamente moldadas até concreto arquitetônico de alta qualidade. O uso de vigas e colunas com formatos especiais e acabamentos de alta qualidade permite aos arquitetos uma considerável liberdade de criação e uma ampla extensão de expressão.
O uso de construções flexíveis pode ser outro aspecto importante no projeto. Certos tipos de edifícios, em particular os edifícios de escritórios, frequentemente precisam ser adaptados para as necessidades dos usuários. A solução mais adequada nesses casos é o projeto de plano aberto.
O concreto protendido oferece um escopo considerável de melhoramento da eficiência estrutural. Vãos livres mais longos e menores profundidades de construção podem ser obtidos pelo uso de concreto protendido para vigas e pisos. O principal benefício para as estruturas de construção está na melhor eficiência estrutural, porque componentes mais delgados potencializam o uso de materiais. A maior vantagem

comparativa é obtida com os membros verticais, especialmente as colunas que suportam peso, cuja capacidade de sustentação aumenta em 100 a 150 % quando a resistência do concreto é aumentada de 30 a 90 N/mm².
A estrutura de hoje é responsável por apenas uma pequena porção da construção total dos edifícios e dos custos de manutenção. Os serviços de Máquinas e Equipamentos podem ser integrados ao sistema da construção. Outra vantagem importante é que as estruturas de concreto protendido podem ser projetadas segundo as necessidades específicas do edifício. A pré-fabricação também oferece certas vantagens com respeito aos serviços de Máquinas e Equipamentos. A massa térmica do concreto tem sido usada eficientemente para armazenar a energia térmica em pisos de núcleos vazios, por exemplo, re-
sultando em economias substanciais nos custos com aquecimento. Mesmo nos dias de hoje, a maioria das atividades de construção continua a colocar um fardo pesado no ambiente, em termos de demanda de energia, uso de reservas, poluição, ruído e produção de resíduos.
O concreto protendido está vinculado às técnicas mais avançadas na construção e também aos usos e processos mais sustentáveis. O futuro na construção está intimamente vinculado à industrialização e à pré-fabricação.
A pré-fabricação em concreto passou por diversos estágios em sua evolução, na qual a introdução de e novas tecnologias, técnicas e materiais foi preponderante para o seu desenvolvimento. Podemos afirmar com segurança que em muitos países não somente na Europa e Estados Unidos pioneiros neste desenvolvi-


mento a pré-fabricação se desenvolveu, políticas importantes pró-industrialização vem sendo considerados em países em desenvolvimento como Índia, Rússia e China. O grupo, chamado C6, Comissão de pré-fabricados da fib (federação internacional do concreto) tem se dedicado a estudar e aprofundar cada vez mais conceitos em diversos temas como lajes alveolares, ligações, sustentabilidade, pontes ente outros e mais recentemente o lançamento do Handbook, um importante referencial para projeto em estruturas pré-fabricadas de concreto. Experts do mundo todo se concentram em difundir a tecnologia em seu estado da arte. É consenso intercontinental de que a industrialização é a única forma de aportar mais produtividade e assegurar o desenvolvimento sustentável da construção civil.


Remontando a história da pré-fabricação no Brasil, segundo Vasconcelos (2002), a primeira grande obra que utilizou elementos pré-fabricados foi o Hipódromo da Gávea no Rio de Janeiro em 1926, nas fundações e no muro que contorna o perímetro da área reservada do hipódromo. As obras pré-moldadas começaram a aparecer com maior frequência, segundo esse autor, no final da década de 50, destacando-se a obra industrial do Curtume Franco Brasileiro, em Barueri, que utilizou concreto pré-moldado em canteiro na execução dos pavilhões da fábrica. Outro importante marco foi em 1962, em que foram utilizadas placas pré-moldadas e vigas pré-moldadas protendidas nos prédios de escritórios e almoxarifados, do Setor Norte do Campus da Universidade de Brasília, projetado pelo arquiteto Oscar Niemeyer. O processo de fabricação dos elementos pré-moldados em canteiro foi filmado nessa obra, o que se constitui num importante documentário sobre o tema. Nos anos 70, com o início do chamado "Milagre Brasileiro”, o Brasil era considerado como o país do futuro, e o investimento em tecnologia promoveu a ampliação das possibilidades de aplicações do concreto pré-moldado.
Assim, efetivamente no início dos anos 1980, a pré-fabricação começa a ter maior visibilidade na execução de obras industriais e especialmente em obras de empresas multinacionais, as quais já vinham adotando esse sistema construtivo para suas obras fora do Brasil, pois já traziam no conceito dessas obras a industrialização e a alta produtividade com exigências

rigorosas no controle de qualidade. Essas características também motivaram a continuidade do emprego do pré-fabricado na construção civil, em obras das grandes redes de hipermercados no Brasil, no início da década de 1990, devido também à rapidez construtiva requerida nessas obras, contribuindo sobremaneira para consolidação desse conceito. Se por um lado a execução de obras industriais e comerciais difundiu a pré-fabricação, por outro, o sistema construtivo com pré-fabricado passou naquele momento a ser associado a obras com pouca liberdade arquitetônica. Esse paradigma foi quebrado no final da década de 1990 com a introdução de novas concepções arquitetônicas e de inovações tecnológicas, em que o projeto arquitetônico pode ser voltado às demandas específicas e às particulares da estrutura pré-fabricada, aproveitando-se de maior eficiência estrutural que pode ser alcançada, ampliando ainda mais o emprego dos sistemas estruturais pré-fabricados. A busca por estruturas que sejam sustentáveis e adaptáveis (como para mudanças de utilização ou renovação arquitetônica) vem aumentando o emprego das estruturas pré-fabricadas. Atualmente evidencia-se a grande aplicabilidade da pré-fabricação em concreto em obras industriais,
comerciais, habitacionais e de infraestrutura (pontes, viadutos, passarelas, portos, aeroportos e na área de energia), além da vasta aplicação em complexos esportivos como estádios e arenas. A indústria brasileira está apta ao atendimento desde a fundação à fachada com desenvolvimento tecnológico compatível a empresas internacionais desse segmento.
Agradeço a engenheira Íria Doniak, integrante da Comissão 6 fib, que aportou a este artigo informações sobre o histórico e desenvolvimento do sistema construtivo no Brasil, país no qual está sendo publicado e no qual já tive a oportunidade através da Abcic de participar das ações de difusão do uso da pré-fabricação em concreto bem como de conhecer a indústria local.

• Evolución de la prefabricación para la edificación en España. Medio siglo de experiencia. M. Burón y D. Fernández-Ordóñez. Informes de la Construcción, Vol 48 nº 448, marzo/abril 1997.
• Eugène Freyssinet. J.A. Fernández Ordóñez. 2C Ediciones. Barcelona. 1978
• “Arquitectura y Represión. Seminario de Prefabricación”. J.A. Fernández Ordóñez. Cuadernos para el Diálogo. 1973
• Prefabricación. Teoría y Práctica. Seminario de Prefabricación. Tomos 1 y 2. J.A. Fernández Ordóñez. Editores Técnicos Asociados, S.A. Barcelona, 1974
• Manual de la Construcción Prefabricada. T. Koncz. Hermann Blume Ediciones. 1976
• L´art de l´ingénieur, constructeur, entrepreneur, inventeur. A. Picon. Centre Georges Pompidou, Le Moniteur. 1997
• -“Precast Concrete Bridges. State of the Art Report”. Bull 29. Fib Commission 6 Prefabrication. Sprint, Stuttgart. 2004
• “Prefabrication for Affordable Housing. State of the Art Report”. Bull 60. Fib Commission 6 Prefabrication. DCC. Germany. 2011
• Pensar la Ingeniería. Antología de Textos de José Antonio Fernández Ordóñez. J.R. Navarro Vera. Colegio de Ingenieros de Caminos, Canales y Puertos y Fundación Juanelo Turriano, Madrid, 2009
• Pontes Brasileiras. Viadutos e Passarelas Notáveis. Augusto Carlos de Vasconcelos. Brasil, 2012.
• Planning and Design Handbook on Precast Building Structures. Bull 74. Fib Commission 6 Prefabrication. 2014.

Empenas de concreto utilizadas como elementos de fechamento e com função estrutural.
Concretização de um desejo arquitetônico por meio de uma solução pré-fabricada sob medida.

Desenvolvimento completo de tecnologia — da concepção do acabamento, passando pelo transporte, até a montagem final.
Fachadas com painéis contínuos, sem juntas verticais aparentes.


SUMÁRIO: Uma ampla variedade de fatores influencia a escolha entre elementos e sistemas de pontes de concreto construídas no canteiro de obras e pré-fabricadas. Requisitos funcionais, planejamento contratual, custos e transtornos no tráfego são apenas quatro desses fatores. A sociedade exige que a construção, operação, manutenção e substituição ocorram de uma forma econômica ideal e sustentável. Para que o Gerente Encarregado da Infraestrutura possa tomar boas decisões, são necessárias ferramentas durante a vida útil. São as ferramentas do protótipo desenvolvido para o projeto MAINLINE, que serviram de suporte para a tomada de decisões para os principais componentes existentes da estrutura da ferrovia, como, por exemplo, as pontes metálicas. O projeto de novas pontes também precisa levar em consideração os custos e os impactos ambientais de custos do ciclo de vida. O projeto ETSI forneceu tais ferramentas. O presente ensaio exemplifica os custos do ciclo de vida e os impactos ambientais para uma ponte rodoviária padrão. Custos de construção, operação, manutenção e custos para o usuário serão elaborados para uma ponte de concreto pré-fabricada bem como para a construção de uma ponte no próprio canteiro de obras. Além disso, serão abordados os impactos ambientais, bem como os custos associados a acidentes.
P. Linneberg & J. S. Jensen
COWL A/S, Kongens Lyngby, Dinamarca
Diversos fatores influenciam a opção entre elementos e sistemas de pontes de concreto pré-fabricadas e construídas no próprio local da obra. Os pontos positivos e negativos dos dois métodos serão realçados com base na experiência européia, conforme relatório em e.g. Larsson et al. 2012 e Bakker 2014, bem como na experiência dos Estados Unidos da iniciativa Every Day Counts, lançada pela FHWA.
É uma demanda da sociedade que a construção, operação, manutenção e substituição ocorram de uma maneira econômica ideal e sustentável. Isso exige a consideração durante a vida útil.
Todos nós sabemos que as decisões tomadas nas fases iniciais de um projeto têm o maior impacto nos Custos do Ciclo da Vida Útil e na sustentabilidade. Veja a Figura 1. O planejamento para o futuro é importante.
Para que o Gerente Encarregado da Infraestrutura possa tomar boas decisões, são necessárias ferramentas para uma vida útil. Essas ferramentas devem ser capazes de lidar com as consequências econômicas e ambientais associadas com as decisões tomadas durante toda a vida útil da ponte.

Figura 1. Impacto no desempenho e nos custos durante diferentes estágios do projeto
O projeto MAINLINE ilustrou a interação entre a avaliação da capacidade de carga, os modelos de desempenho, inspeção e monitoramento, manutenção, reforço e substituição em uma estrutura econômica e ambiental.
Além disso, o projeto MAINLINE desenvolveu protótipos de ferramentas que deram suporte às tomadas de decisões para os componentes principais da infraestrutura da ferrovia, tais como as pontes metálicas.
Assim como acontece nas pontes existentes, o projeto de novas pontes precisa levar em consideração os custos de toda a vida útil e os impactos ambientais. O projeto ETSI entre as Nordic Road Administrations providenciou ferramentas e orientações para a avaliação dos custos, do impacto ambiental e da estética para novas pontes.
O presente ensaio exemplifica os Custos de Toda a Vida Útil e os impactos ambientais para uma passagem elevada padrão sobre uma rodovia. Os custos de construção, operação, manutenção e os custos para o usuário serão elaborados para uma ponte pré-fabricada, bem como para uma ponte construída no próprio canteiro de obras. Além disso, serão abordados os impactos ao meio ambiente, bem como os custos associados com acidentes.
2.1
Uma ampla variedade de fatores influencia a opção entre elementos e sistemas de pontes pré-fabricadas e construídas no canteiro de obras. Esses fatores são (em uma ordem aleatória):
• Planejamento contratual
• Requisitos funcionais
• Condições de delimitação (por exemplo: local, exposição, solo)
• Métodos de execução
• Projeto estrutural
• Custos
• Período da execução
• Risco
• Tráfego
• Custos durante todo o ciclo de vida útil
• Manutenção
• Materiais
• Impactos ao meio ambiente
• Durabilidade
• Sustentabilidade
Como podemos ver diversos desses fatores são correlatos e acrescentam complexidade ao processo da tomada de decisões.
Um dos tópicos importantes é o planejamento contratual. O contrato deverá estabelecer baixos custos durante toda a vida útil, orçamentos estáveis, "timing" adequado e inovação, onde forem apropriados. Durante a oferta do projeto e dos contratos de construção, os requerimentos funcionais deverão assegurar baixos custos durante toda a vida útil da ponte. A implantação de outras restrições em um projeto de construção com
materiais diversos não é fácil ou, pelo menos, exige um modelo resoluto de avaliação que favoreça a operação e a manutenção futuras. Na assinatura de um contrato de Parceria entre o Poder Público e a Iniciativa Privada, o risco durante certo período é dividido entre os parceiros. Por causa desse envolvimento mútuo durante certo período, a Parceria entre o Poder Público e a Iniciativa Privada frequentemente promove baixos custos durante o período contratual, bem como durante toda a vida útil da estrutura.
Os pontos positivos e negativos relacionados com as pontes pré-fabricadas são listados abaixo, de forma aleatória:
Pontos positivos:
• Tempo mais curto de construção no canteiro de obras
• O transtorno no tráfego e os acidentes associados às pontes pré-fabricadas normalmente são minimizados
• O uso de andaimes é minimizado (redução do risco)
• Os elementos de concreto são produzidos em um ambiente controlado (alta qualidade)
• A construção é independente das condições climáticas
• São possíveis vãos livres maiores
Pontos negativos:
• Cada elemento precisa de um suporte (exige apoios e ou vigas transversais)
• A altura da pista (deck) frequentemente é mais alta do que a da ponte construída no canteiro de obras
• São necessários mais encaixes (custos mais altos de manutenção)
• Limitação de comprimentos e larguras devido ao transporte dos elementos pré-fabricados
Os pontos positivos e negativos relacionados com as pontes construídas no próprio canteiro de obras são listados abaixo aleatoriamente:
Pontos positivos:
• Extensos graus de liberdade arquitetônica
• São possíveis estruturas monolíticas (vantagem estática)
• Não há necessidade de vigas transversais
• A gestão de interface é minimizada
Pontos negativos:
• Período mais longo de construção (maiores riscos)
• A execução exige mais mão-de-obra
• É necessário o uso de andaimes (maiores riscos)
• O período de transtorno no tráfego é mais longo quando comparado com pontes pré-fabricadas (maiores riscos)
• O nível da qualidade depende das condições climáticas
• Há muitas operações no canteiro de obras ao mesmo tempo (maiores riscos)
Larsson et al, 2012 analisaram as barreiras e os fatores de influência para um uso crescente de Off-Site Manufacturing (OSM – Construção Fora do Local da Obra) para a construção de pontes na Suécia. Uma pesquisa e um workshop foram realizados, em parte, para a identificação dos benefícios e das desvantagens do sistema OSM na construção de pontes e, em parte, para estudar se o sistema OSM é mais satisfatório para o cliente do que a construção de pontes no próprio canteiro de obras. Os questionários com as respostas de 66 entrevistados, entre Clientes, Empreiteiros, Projetistas e Fornecedores foram incluídos na pesquisa. Os benefícios e as desvantagens do sistema OSM são ilustrados abaixo, na Figura 2.

Os benefícios e as desvantagens da preparação no canteiro de obras são ilustrados abaixo, na Figura 3.

3. Benefícios e desvantagens da construção no canteiro de obras (H&S significa Saúde e Segurança) © Larsson et al, 2012.
Como podemos ver nas Figuras 2 e 3, a qualidade é o principal fator de influência para a construção de pontes no canteiro de obras na Suécia enquanto que itens como custo, aspecto com o passar do tempo e Saúde e Segurança são os principais fatores de influência para as pontes pré-fabricadas na Suécia.
Com um projeto denominado Every Day Counts a Federal Highway Administration lançou uma iniciativa que apoia o uso de pontes pré-fabricadas que determina "...o objetivo da FWHA é substituir o paradigma de nossa indústria, para que o uso de PBES (Prefabricated Bridge Elements & Systems) (Elementos e Sistemas de Pontes Pré-Fabricadas) passe a ser o método padrão de construção e o uso de métodos convencionais de construção, tais como CIP (Cast-In-Place) (Construção no Canteiro de Obras) sejam usados de uma maneira limitada". Uma grande quantidade de ferramentas de apoio para as tomadas de decisões, orientações, treinamento etc. é disponibilizada ao público. Consulte www.fhwa.dot.gov/everydaycounts/ Como este é um projeto governamental, é evidente que ele terá uma grande influência e a experiência resultante ultrapassará as fronteiras mundiais.
O projeto inter-nórdico ETSI desenvolveu ferramentas e métodos para avaliar e comparar diferentes questões relativas ao ciclo de vida útil no projeto de uma ponte.
O projeto ETSI foi iniciado em 2004 pelas autoridades rodoviárias finlandesas, norueguesas e suecas, juntamente com universidades técnicas de Helsinki (TKK/Aalto University), de Estocolmo (KTH) e de Trondheim (NTNU). A Dinamarca uniu-se ao projeto em seu terceiro estágio com a Danish Road Authority e a empresa de consultoria COWI.
O projeto ETSI concentrou-se em novas pontes e em

seus custos da vida útil (life cycle costs - LCC), impactos ao meio ambiente (LCA) e valores culturais (LCE). Consulte a Figura 4.
A ferramenta do Custo da Vida Útil do projeto ETSI pode ser usada para calcular o valor presente de ações futuras. A manutenção e o transtorno no tráfego são retirados do plano de manutenção.
A ferramenta de Avaliação do Ciclo da Vida Útil do projeto ETSI pode ser usada para calcular diversos valores de impacto ambiental, tais como: toxicidade, aquecimento global, etc., do plano do ciclo da vida útil e da relação da quantidade. Os valores dos principais materiais, como aço e concreto, são tirados da base de dados padronizados e os materiais menores são tirados diretamente do Ecoinvent. Esses fatores que impactam o meio ambiente podem ser combinados em um único fator, a partir da determinação dos fatores nacionais ponderados.
A terceira parte no compromisso é o valor cultural de uma ponte, (LCE). Esta ferramenta não é usada no presente ensaio.
O projetista da ponte pode aplicar as ferramentas e os métodos acima em busca da melhor alternativa e mostrar ao cliente os benefícios de seu projeto. As aplicações do cliente podem orientar o processo do projeto e estabelecer metas para o referido projeto.
O projeto MAINLINE lidou com uma série de tarefas interligadas que:
• Aplicaram novas tecnologias para aumentar a vida útil de infraestruturas mais antigas (Work Package 1)
• Melhoraram os índices de degradação e os modelosestruturais para o desenvolvimento de custos confiabilidade aos do ciclo de vida útil e dos modelos de segurança (Work Package 2)
• Investigaram novos métodos e logística de construção para a substituição de infraestruturas obsoletas (Work Package 3)
• Investigaram técnicas de monitoramento para complementar ou substituir as técnicas existentes de exame (Work Package 4)
• Desenvolveram os princípios para uma Life Cycle Assess¬ment Tool (LCAT) (uma Ferramenta para Avaliação do Ciclo da Vida Útil da Ponte) para avaliar os impactos ambientais e econômicos durante toda a vida útil (Work Package 5).
A Figura 5 mostra o relacionamento mútuo entre os diferentes Work Packages. Jensen et al, 2014 e diversos
outros ensaios realçam o resultado dos Work Packages 1 a 5 durante a conferência IABMAS de 2014.
O consórcio MAINLINE incluiu os principais empreiteiros, ferrovias, consultores e pesquisadores de norte a sul da Europa, inclusive da Europa Oriental e as economias emergentes. Consulte a Figura 6.

Figura 5. Organização do projeto MAINLINE com os líderes dos Work Packages indicados entre parênteses. LTU é a Luleaa Universi-ty of Technology (Suécia), Surrey é a University of Surrey (Reino Unido), DB é a Deutche Bahn Netz AG (Alemanha), MAV é Magyar Allamva¬sutak Zrt (Hungria), NR é Network Rail (Reino Unido) e UIC é Interna¬tional Union of Railways (França)
Network Rail, UK
TWI, UK
SKM, UK
University of Surrey, UK
UIC, France
ARTTIC, France
SETRA, France
UPC, Spain
UMINHO, Portugal
COMSA, Spain
Lulea Technical University, Sweden
Damill AB, Sweden

TRAFIKVERKET, Sweden
COWI, Denmark
DB Netz AG, Germany
Skanska a.s, Czech Republic
MAV, Hungary
TCDD, Turkey
Graz Univ. of Technology, Austria
Figura 6.O consórcio MAINLINE consistiu de 19 parceiros de 11 países
No exemplo a seguir, custos diretos, custos do usuário, acidentes e impactos ambientais para uma ponte rodoviária construída no próprio canteiro de obras com três vãos
livres sobre uma rodovia na Dinamarca são comparados com uma alternativa de ponte pré-fabricada.
A ponte construída no canteiro de obras e a alternativa pré-fabricada são ilustradas na Figura 7. Podemos ver que a ponte pré-fabricada consiste de vigas em T e vigas na borda pré-fabricadas, com uma plataforma na parte superior, fundida no local.

Figura 7. Ponte rodoviária construída no local (acima) comparada com uma alternativa de ponte pré-fabricada (abaixo)
Os custos de construção da ponte construída no canteiro de obras foram de aproximadamente 11,4 milhões de coroas dinamarquesas (aproximadamente 1,5 milhão de euros). Os empreiteiros calcularam que a alternativa de uma ponte pré-fabricada poderia ser realizada com o mesmo valor. Essa estimativa parece ser respaldada por um estudo recente feito por Bakker em 2014, cujos resultados mostram uma diferença de ± 10% entre as pontes rodoviárias padrão, construídas no local, e as pré-fabricadas. Naturalmente, requisitos funcionais, localização, etc., desempenham um papel importante. Ou seja, é necessário fazer uma avaliação, caso a caso.
Os custos de reparos para a ponte construída no local foram estudados durante o projeto ETSI e se apresentaram como podemos ver na Figura 8. Os custos de reparos levaram em consideração o desgaste da pista, a superfície e a impermeabilização, reparos no concreto, defensas e vigas laterais.

8. Custos de reparos durante um período de 100 anos.
Projeto ETSI, 2013
Além disso, serão realizadas inspeções de rotina anualmente, inspeções principais a cada 5 anos e inspeções especiais aproximadamente a cada 10 anos. Isso foi ilustrado na Figura 9 (os custos do usuário devido ao transtorno no tráfego não foram incluídos).

Figura 9.Custos de inspeção (especificamente custos de Propriedade e Manutenção). Projeto ETSI, 2013.
Um estudo comparativo durante um período de 100 anos mostra que se os custos de reparos para o concreto, inclusive as vigas laterais, foram 10% mais altos para a ponte pré-fabricada quando comparados com a ponte construída no canteiro de obras, o Valor presente Líquido do reparo (com desconto de 5%) será marginalmente mais alto (aproximadamente 3%). Embora não tenhamos dados quantitativos para comprovar, o custo de reparos adicionais (devido às junções adicionais para a alternativa pré-fabricada) será muito alto se forem um fator de influência para a alternativa da ponte construída no canteiro de obras.
Os custos para usuário devido ao transtorno no tráfego foram calculados com base nas seguintes suposições:
Passagem superior:
• O Tráfego Diário Anual é igual a 10.000 veículos
• A redução da velocidade vai de 50 km/h para 30 km/h
• Desvio de 1 km durante a construção
Passagem inferior:
• O Tráfego Diário Anual é igual a 40.000 veículos
• A redução da velocidade vai de 110 km/h para 70 km/h
• Número limitado de faixas de trânsito durante a construção (de 6 para 4 faixas)
Calculou-se um período de 100 anos e uma taxa de 5% de desconto. Foi usado o programa desenvolvido pela Danish Road Administration para o cálculo do transtorno
ao usuário da estrada.
O tempo de construção da ponte no canteiro de obras é de um ano com um custo para o usuário de 0,1 milhão de coroas dinamarquesas por dia (sem congestionamento), ou seja, um total de 37 milhões de coroas dinamarquesas durante o período da construção. O Valor Presente Líquido durante a operação é de 0,2 milhão de coroas dinamarquesas devido ao reparo da superfície, inclusive do concreto, das vigas laterais e dos suportes.
O tempo de construção da ponte pré-fabricada é de 7 meses, com um total de 22 milhões de coroas dinamarquesas em custos para o usuário durante o tempo de construção. O Valor Presente Líquido durante a operação é similar ao da alternativa da ponte construída no local.
Com base nessas descobertas, podemos concluir que o custo para o usuário é o principal fator de influência na escolha de uma ponte pré-fabricada em vez de uma ponte construída no canteiro de obras.
6.3
Com base no estudo de Thoft Christensen et al, de 1982, conhecemos a probabilidade de mortes no Reino Unido durante a década de 1970 para diferentes atividades. Consulte a Figura 10.
Números mais recentes da Dinamarca para o período de 2003 a 2008 sugerem 2,5 mortes por hora por 108 pessoas em obras civis e de construção, LO 2012.

Se partirmos do pressuposto de que o custo para sociedade associado com uma morte é de 20 milhões de coroas dinamarquesas (2,7 milhões de euros), então o custo devido a acidentes é de 0,24 milhão de coroas dinamarquesas para a ponte construída no canteiro de obras e de 0,14 milhão de coroas dinamarquesas para a ponte pré-fabricada.
Desde um ponto de vista econômico, o custo associado com os acidentes no canteiro de obras não é tão importante quanto os custos para o usuário devido ao transtorno no tráfego.
Acidentes recentes devido às quedas de andaimes experimentados nos países escandinavos sugerem que essa pode ser uma área onde os riscos e os custos associados precisam de análises mais aprofundadas.
6.4 Impacto ambiental
No seguinte exemplo, foi usada a ferramenta de Impactos ao Meio Ambiente do projeto ETSI para a alternativa de ponte construída no local.
A Figura 11 mostra o potencial de aquecimento global durante diferentes fases do projeto da ponte. Podemos ver que o concreto e o aço são os dois materiais dominantes e que a construção e a End Of Life (EOL – Final da Vida Útil) são as duas fases mais importantes.
A Figura 12 mostra os impactos ambientais em potencial normalizados durante a vida útil total da ponte. Podemos ver que o maior impacto ambiental em potencial é eutrófico (EP). Esse impacto deriva primordialmente do revestimento do aço e do zinco.
De modo geral, não devemos esperar que a ilustração acima apresente uma mudança significativa se considerarmos

11. Impactos em potencial normalizados e ponderados no aquecimento global para a ponte construída no local (EOL significa End Of Life – Fim da Vida Útil), Projeto ETSI, 2013.
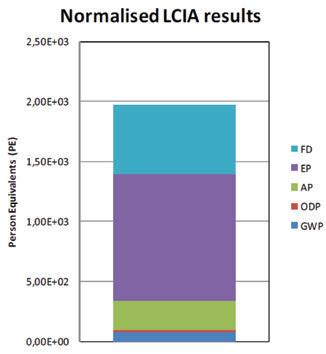
uma ponte pré-fabricada. No entanto, as mudanças nas quantidades mudarão o impacto ao meio ambiente.
O estudo do impacto ao meio ambiente é muito raro para projetos de pontes de tamanho normal, como a ponte acima de três vãos livres de laje. Existem diversos motivos para isso:
• Os projetos de pontes consistem de muitos elementos diferentes
• Longa vida útil
• Incertezas significativas
• Complexidade (não apenas CO2 e dejetos)
• Falta de dados do local
• Falta de regras de monetização (Taxa de descontos, impostos etc.)
Como podemos ver na lista acima, conduzir e usar os Valores Culturais. (LCA), juntamente com o Custo da Vida Útil (LCC) quando escolhemos a melhor alternativa de ponte é uma questão complexa que exige normas e orientações nacionais. No entanto, é evidente que os Valores Culturais têm um valor primordial na agenda política.
A partir das tendências da Europa setentrional e da grande iniciativa do projeto Every Day Counts nos Estados Unidos, parece que as alternativas de pontes pré-fabricadas estão ganhando força. Trata-se de uma tendência que é impulsionada especialmente por uma redução do custo para o usuário devido aos transtornos no tráfego quando compa-
rado com a alternativa de construção no canteiro de obras. Além disso, há uma redução no risco relacionado com a construção quando o uso de andaimes é minimizado.
O uso de pontes pré-fabricadas é recebido com algumas reservas no que se refere à estética.
São necessárias ferramentas e orientações para que seja possível analisar os impactos econômicos e ambientais das alternativas de pontes. Além disso, é necessária uma norma nacional para a integração dos valores culturais e do custo da vida útil.
É altamente importante que os materiais usados e os contratos apoiem as considerações acima para que seja possível atender às exigências das futuras pontes a baixo custo e com o mínimo de impacto ao meio ambiente.
É necessária a coleta sistemática de dados entre todos os públicos estratégicos, tanto no âmbito nacional quanto internacional.
Bakker, M., 2014. Prefab vs. In-situ concrete viaducts, 2014, TUDelft e BAM.
Projeto ETSI, 2013, Bridge Life Cycle Optimization Stage 3, http://etsi. aalto.fi/Etsi3/PDF/Reports /ETSI _Stage3.pdf
Every Day Counts - www.fhwa.dot.gov/everydaycounts/ Jensen J. S., Sloth M., Linneberg P., Paulsson B., Elfgren L., MAINLINE - MAINtenance, renewaL and Improvement of rail transport iNfrastructure to reduce Economic and environmental impacts, IABMAS 2014
Larsson, J. and Simonsson P., 2012 - Barriers and drivers for increased use of off-site bridge construction in Sweden, Luleaa University of Technology.
L0, 2012, Underrapportering of arbejdsulykker, Landsorganisationen i Danmark, 2012 (em dinamarquês)
MAINLINE, 2013, MAINtenance, renewaL, and Improvement of rail transport iNfrastructure to reduce Economic and environmental impact, www.mainline-project.eu
Thoft Christensen, P., Baker, M. J., Structural Reliability Theory and its Applications, Springer Verlag, 2982
Este artigo foi publicado originalmente no:
IABMAS 2016 Proceedings - Maintenance, Monitoring, Safety, Risk and Resilience of Bridges and Bridge Networks — Bittencourt, Frangopol & Beck (Eds)
0 2016 Taylor & Francis Group, Londres, ISBN 978-1138-02851-7

Victor Gustavo Chiari (1); Louis Colarusso (2); Enio Calçavara Junior (3)
(1) Gerente de Desenvolvimento de Negócios América Latina, Pentair LENTON
Mestrando em Engenharia de Estruturas pela Universidade de Campinas (UNICAMP)
(2) Diretor de Desenvolvimento de Negócios Global, Pentair LENTON
(3) Gerente Comercial América Latina, Pentair LENTON
RESUMO: Nos últimos anos tem sido muito comum observar a construção de edíficios altos em grandes cidades que, por sua vez, possuem projetos estruturais de imensa complexidade e carecem de soluções de engenharia que tenham a capacidade de unir praticidade, economia, versatilidade e controle de qualidade. Alinhados a estes conceitos, o uso de elementos pré-fabricados em edificações cumpre papel essencial e vem ganhando cada vez mais espaço no mercado, entretanto, a conexão destes elementos ainda é um tema bastante debatido entre os profissionais da área. Paralelamente a esta discussão, a aplicação de luvas para emenda mecânica das barras de aço estão sendo especificadas pelos projetistas estruturais com frequência e utilizadas como um sistema de ligação alternativo ao tradicional transpasse em todo tipo de obra, inclusive nas estruturas pré-fabricadas. Este artigo apresentará um estudo de caso sobre a aplicação da luva de aço tipo parafusada e de rosca cônica para junção das vigas e pilares dos elementos pré-fabricados do edifício destinado ao shopping center do complexo multiuso Parque da Cidade, localizado no município de São Paulo. Como resultado observou-se que o conjunto formado pelo desenvolvimento apropriado dos estudos prévios, a correta especificação da ligação com base na terminologia prevista na normalização vigente, a proposição de procedimentos executivos adequados, bem como o acompanhamento técnico especializado, foram fatores determinantes para promover um elemento estrutural íntegro e em conformidade com o projeto, revelando as luvas como uma boa alternativa para emendar mecanicamente os elementos pré-fabricados em projetos de grande porte.
Palavra-Chave: luva parafusada, luva de rosca cônica, pré-fabricado, emenda mecânica
Inspirado no conceito de cidades compactas, sustentabilidade urbana, valorização do meio ambiente e integração entre os espaços externos privativos e públicos, foi desenvolvido, no ano de 2010, o projeto do empreendimento Parque da Cidade, um dos 18 projetos ao redor do mundo que integra o Climate Positive Development Program do grupo C40 Cities e do programa Clinton Climate Initiative Cities da Fundação Clinton. O complexo tem um conjunto inédito de soluções sustentáveis que o torna apto a buscar diferentes certificações verdes, conquistando a pré-certificação LEED-ND (Leadership in Energy and Environmental Design for Neighborhood Development) nível Silver do USGBC (U.S. Green Building Council), ainda inédita na América do Sul e que, diferentemente dos ou-
tros selos, considera o entorno dos edifícios e a vizinhança, além de validar o empreendimento como um todo, enfatizando aspectos de desenvolvimento sustentável combinados com práticas de edifícios verdes.
Localizado entre a Avenida Marginal Pinheiros e a Avenida Chucri Zaidan em um terreno com área de aproximadamente 82 mil m² no coração da cidade de São Paulo, o complexo multiuso Parque da Cidade (Figura 1) foi dividido em quatro etapas (Glebas A, B, C e D) e será composto por dois edifícios residenciais, cinco torres corporativas (uma já entregue), uma torre comercial (já entregue), um hotel, um shopping center e restaurantes integrados por um parque linear de 62 mil m² constituído por ciclovias, área de lazer, pistas de cooper e diversas praças.

Ao longo deste artigo serão explorados as boas práticas de engenharia e os procedimentos empregados na execução do edifício destinado ao shopping center do Parque da Cidade, abordando em detalhes a aplicação de luvas de aço para a conexão mecânica dos elementos pré-fabricados em concreto. A Tabela 1 mostra a ficha técnica dos envolvidos nesta importante obra, a qual constam os protagonistas que trabalharam desde a concepção até a efetiva execução do projeto. Este artigo foi apresentado no 58° Congresso Brasileiro do Concreto (IBRACON) em Outubro de 2016 e encontra-se publicado na íntegra nos anais do congresso.
Do ponto de vista do comportamento estrutural, a presença de ligações é o que diferencia basicamente uma estrutura de concreto pré-moldado de uma estrutural convencional moldada no local. Dessa forma, quando se deseja conhecer o comportamento de uma estrutura pré-
Tabela 1 – Ficha técnica do complexo Parque da Cidade. Empresa
Estrutura pré-fabricada CPI Engenharia
Projeto da estrutura Pasqua & Graziano Associados
Projeto arquitetônico Aflalo & Gasperini Arquitetura Construtora Odebrecht Realizações Imobiliárias
-fabricada, inicialmente, é importante o conhecimento do comportamento de suas ligações, que são responsáveis, pela redistribuição dos esforços ao longo de sua estrutura. Além disso, a demanda por uma construção mais limpa e racional, com menos desperdício e melhor aproveitamento de recursos, requer preferencialmente a utilização de componentes e processos padronizados e é justamente nesse contexto que a pré-fabricação cumpre seu papel
essencial. Segundo JEREMIAS JÚNIOR (2007), particularmente nas estruturas reticuladas em concreto pré-moldado, a estabilidade global é grandemente influenciada pela resistência e rigidez à flexão das ligações viga-pilar e, partindo-se do princípio que a maior parte deste tipo de ligação possua um engastamento parcial, as idealizações de projeto para articulação ou engastamento perfeito podem ser inadequadas para a determinação dos efeitos de segunda ordem na estrutura.
De acordo com FERREIRA (1999), as ligações de elementos pré-fabricados apresentam comportamento semi-rígido, termo utilizado inicialmente na década de 30 e que corresponde a um comportamento intermediário entre os nós rígidos e as articulações, podendo-se aproximar de uma destas situações. A consideração das deformabilidades das ligações nas extremidades dos elementos de viga na estrutura faz com que haja uma modificação na rigidez deste elemento, promovendo uma redistribuição dos esforços e deslocamento ao longo da estrutura.
Existem diversos sistemas de classificação que estabelecem limites de separação entre essas classes de rigidez para ligações semirrígidas. BJORHOVDE et al. (1990) propôs um sistema baseado em diagrama M-Ø bi lineares, para os momentos e as rotações normalizados, conforme apresentado na Figura 2.
Em FERREIRA et al. (2002) é apresentado um sistema de classificação para ligações no qual elas são subdivididas em cinco zonas distintas, conforme indicado na Tabela 2. Esse sistema se baseia no fator de restrição à rotação (aR) que leva em conta as deformabilidades das ligações e é um número adimensional que relaciona a rigidez da ligação à rigidez da viga que nela concorre. Para as ligações consideradas semi-rígidas este fator de restrição varia de 0,15 a 0,85. Já o coeficiente de engastamento parcial (ME/MR) representa a razão entre o momento fletor

na extremidade da viga (ME) e o momento fletor de engastamento perfeito (MR).
Apesar de existirem no Brasil desde a década de 70, as emendas mecânicas de barras de aço ainda são pouco utilizadas mesmo em obras de grande porte, mesmo com custos mais atrativos em determinadas situações. A preferência pelo método tradicional por transpasse se deve à falta de cultura na utilização de emendas mecânicas já na
Tabela 2 - Classificação das ligações semi-rígidas em estruturas pré-moldadas [FERREIRA et al. (2002)]
Zonas Fator de Restrição aR
Engastamento Parcial ME/MR
Classificação das Ligações
Zona I 0 ≤ aR< 0,14 0 ≤ ME/MR < 0,20 Articuladas (ou Flexíveis)
Zona II 0,14 ≤ aR < 0,40 0,20 ≤ ME/MR < 0,50
Zona III 0,40 ≤ aR< 0,67 0,50 ≤ ME/MR < 0,75
Zona IV 0,67 ≤aR < 0,85 0,75 ≤ ME/MR < 0,90
Semi-Rígidas com Restrição Baixa
Semi-Rígidas com Restrição Média
Semi-Rígidas com Restrição Alta
Zona V 0,85 ≤ aR < 1,00 0,90 ≤ ME/MR < 1,00 Perfeitamente Rígidas
fase de projeto, além da escassez de pesquisas acadêmicas e apelo por parte dos profissionais.
Como principais vantagens da utilização das luvas para emendas mecânicas estão as seguintes características:
• Minimização dos problemas de congestionamento na armadura;
• Melhoria da continuidade estrutural entre as barras de aço;
• Redução de mão-de-obra e o consequente custo global da estrutura;
• Instalação simples e rápida;
• Redução das fissuras no concreto;
• Permite utilizar a máxima seção transversal da barra de aço.
Apesar de ser um material que carece de um “choque cultural” na engenharia civil brasileira, existem atualmente diversos tipos de luvas para emendas mecânicas disponíveis no mercado. Todas as soluções possuem aplicações em diversas obras de infraestrutura, porém principalmente a maior viabilidade técnico-econômica está relacionada às de grande porte, como usinas hidrelétricas, edifícios, metrôs, barragens e estruturas pré-fabricadas. Para o caso específico do shopping center do complexo Parque da Cidade foram utilizados dois tipos de luva para conexão dos elementos pré-fabricados em concreto: parafusada e de rosca cônica, todas elas possuindo diâmetros variados de 20, 25, 32 e 40 mm. Com o intuito de atestar as referidas luvas de aço, realizaram-se ensaios de resistência à tração, inclusive de barras de referência retiradas
do mesmo lote de produção, com o intuito de atestá-las, sendo o valor mínimo de tração baseado nas normas atualmente em vigor.
A ABNT NBR 8548 (1984) estabelece que os resultados obtidos nos ensaios de resistência à tração com e sem a aplicação de luvas de emenda como elemento de união de barras de aço, devem atender os requisitos mínimos definidos pela norma ABNT NBR 7480 (2007), ou seja, para a resistência característica de escoamento fy, o valor mínimo para um aço CA 50 deve ser 500 MPa, enquanto que a tensão na ruptura fu mínima imposta é de 540 MPa (108% fy). A seguir serão apresentadas as características técnicas das luvas supracitadas.
Este tipo de emenda mecânica é composto por parafusos torquimétricos que permitem utilizar a força integral da barra de aço e melhorar a integridade estrutural tanto em tensão quanto em compressão. Este sistema está sendo utilizado cada vez com mais frequência no Brasil, principalmente em situações emergenciais, onde as luvas ditas convencionais não podem ser empregadas, pois não existe a necessidade de qualquer tipo de preparação das pontas das barras de aço, além da rapidez na execução.
A luva parafusada (Figura 3) está disponível para aplicação como união de barras de aço de qualquer diâmetro e apresenta um desempenho que atende aos requisitos impostos pelas normas nacionais e internacionais vigentes. Sua instalação é bastante simples e é feita com uma chave de impacto, sendo que o cisalhamento da cabeça do parafuso ocorrerá quando o torque especificado for alcançado (Figura 4).
Utilizada no Brasil desde a década de 90, a luva de emenda com rosca cônica (Figura 5) vem sendo utilizada com frequência no Brasil em obras de edifícios, usinas hidrelétricas e elementos pré-fabricados, principalmente devido ao seu custo ser compatível com as emendas tra-


dicionais por transpasse. Este tipo de luva é fabricado com rosca cônica em ambas as extremidades, criando uma junção mecânica para duas seções de barras aço e foi concebida para ser usada quando ambas as barras podem girar. A grande vantagem em se utilizar uma luva de emenda com rosca cônica é a grande facilidade de alinhamento, principalmente quando aplicada em grandes alturas.
Todas as luvas de emenda de rosca cônica estão disponíveis para aplicação como união de barras de aço de qualquer diâmetro. Esta rosca normalmente é fabricada in loco através de equipamento especialmente desenvolvido para tal fim (Figura 6) e, para que o controle de qualidade seja realmente atribuído a esta solução, a utilização de uma chave de grifo ou torquímetro é imprescindível.


ESTRUTURAL
Todo o projeto dos elementos pré-fabricados foi baseado no conceito de estruturas de esqueleto aporticados que consistem em um conjunto de elementos de pilares, vigas e lajes, interligados de forma racional entre si para compor um sistema estrutural que seja capaz de suportar e transferir as ações verticais e horizontais dos pavimentos e fachadas para as fundações, sendo este tipo de solução empregado comumente em edifícios comerciais, edifícios de escritórios e estacionamentos. Além disso, a opção por este tipo de estrutura foi feita devido à falta de espaço para instalação de um canteiro de obras, tendo-se, inclusive, que executar uma contenção provisória na região do subsolo por solo grampeado em todo o perímetro do shopping center.
As considerações gerais do projeto em estruturas pré-fabricadas incluem a seleção do sistema estrutural, a otimização do uso dos componentes, o suprimento de serviços (fabricação, transporte e montagem), características especiais e outros itens que requerem especificações, assim como aspectos estéticos e acabamento, todos eles impostos no projeto arquitetônico. Vale lembrar que o shopping
center do Parque da Cidade consiste em 6 pavimentos e outros 6 subsolos.
A modulação e a padronização foram fatores marcantes no projeto em questão, especialmente em relação à economia na produção e execução, além do tempo reduzido para elaboração do projeto em si. Esta opção surgiu principalmente devido ao baixo custo das formas e da industrialização do processo de produção com alta produtividade, conceitos básicos das estruturas pré-moldadas. A Figura 7 ilustra um layout geral a despeito do shopping center, sendo este um dos sete edifícios de todo o complexo.
Com relação à cobertura foram utilizadas lajes alveolares e isopóricas, cujos sistemas para piso são os mais apropriados para edifícios destinados a escritórios e shopping centers devido à sua grande capacidade de alcançar grandes vãos (máximo especificado no projeto foi 9,30 m) e por permitir pisos com menores espessuras nos pavimentos. Foram empregados elementos de laje alveolar com 200 (com capa) e 400 mm (com supercapa) de espessura, enquanto que a laje isopórica possui 450 mm, considerando uma sobrecarga de 3 kN/m2.
Com já citado, o assunto de ligações constitui-se em um dos tópicos mais importantes com relação às estruturas pré-fabricadas. O papel das ligações é fazer uma interligação racional entre os elementos pré-fabricados para compor um sistema estrutural capaz de resistir a todas as forças atuantes, incluindo ações indiretas provenientes da retração, fluência, movimentos térmicos, fogo, etc. Para desenvolver adequadamente o projeto estrutural, devem-se conhecer o fluxo de forças ao longo da estrutura quando submetida às ações verticais e horizontais, bem como compreender como as ligações interagem com os elementos dentro do sistema estrutural como um todo.
As ligações em estruturas pré-fabricadas devem atender a diferentes critérios de projeto e de desempenho, sendo sua função principal a transferência das forças entre as interfaces dos elementos pré-fa-
bricados, de forma que eles interajam entre si como um único sistema estrutural. Devido à complexidade do projeto arquitetônico, considerou-se desde a concepção básica do projeto estrutural a utilização de luvas como emenda mecânica dos elementos pré-fabricados. A Figura 8 mostra a elevação de uma das vigas do subsolo, enquanto que a Figura 9 ilustra o corte desta mesma viga e um detalhe da aplicação das luvas de rosca cônica em um dos pilares do primeiro subsolo.
Segundo a ABNT NBR 6118 (2014), as emendas em barras de aço somente podem ser feitas pelo método tradicional por transpasse em diâmetro igual ou inferior 32 mm. Como esta obra também teve a aplicação de luvas


de 40 mm de diâmetro optou-se por unificar a solução de emenda das barras, alinhando praticidade à economia previamente verificada.
Serão apresentados a seguir os resultados dos ensaios realizados em laboratório idôneo e devidamente credenciado no Inmetro. Foram feitos ensaios em barras de aço de 20, 25, 32 e 40 mm de diâmetro com adição de luvas de emenda. A Tabela 3 apresenta um resumo dos resultados da resistência característica no escoamento fy e as tensões de ruptura fu e em cada um dos ensaios, inclusive
das barras de aço ensaiadas isoladamente sem as emendas. Como referência, a Figura 10 e Figura 11 apresentam as curvas tensão versus deformação do ensaio com luva parafusada e de rosca cônica, respectivamente, para a barra de 25 mm.
De acordo com os resultados apresentados na Tabela 3, nota-se que todos os ensaios apresentaram resistência característica de escoamento fy e tensão na ruptura fu superiores ao especificado na norma nacional ABNT NBR 7480 (2007) de 500 e 540 MPa, respectivamente, para todos os diâmetros, fazendo com que todas as soluções testadas pudessem ser normalmente utilizadas para união dos pilares e vigas pré-fabricadas, sem ressalvas.
Comparativamente aos valores mínimos especificados pela norma ABNT NBR 7480 (2007), os resultados dos ensaios para a resistência característica de escoamento fy e tensão na ruptura fu foram ao menos 5% e 16.5% superiores ao especificado pela norma supracitada, respectivamente, ambas para a luva parafusada de 20 mm de diâmetro.
Após a verificação por meio de ensaios laboratoriais e comprovação da viabilidade técnica-econômica da utilização das luvas para emenda mecânica dos elementos pré-fabricados, as luvas puderam ser instaladas normalmente na obra, mesmo que já especificadas previamente
Tabela 3 - Resumo dos resultados dos ensaios de resistência à tração nas barras de aço de referência em aço CA 50
com a adição de luvas de emenda parafusada e cônica.
Barra de Aço / Emenda Mecânica Resistência característica de
Tensão


no projeto estrutural. O resultado de sua aplicação pode visualizado através da Figura 12 e Figura 13. A Figura 14, Figura 15, Figura 16, Figura 17, as quais mostram a evolução da execução da estrutura pré-fabricada do shopping center do complexo Parque da Cidade.
Este artigo, elaborado com base nas prescrições do projeto estrutural e nos ensaios laboratoriais realizados, revelou a luva de aço como boa alternativa para o uso como ligação de elementos pré-fabrica -






dos de concreto, pois além de gerar uma economia em relação ao método tradicional de emenda e ao tempo de execução, minimiza o congestionamento da armadura. Observou-se também que as premissas estabelecidas durante a elaboração do projeto estrutural foram fatores determinantes para promover um elemento estrutural íntegro após executado, possibilitando a obtenção de um resultado final muito satisfatório. Além disso, todos os ensaios de resistência à tração realizada para este projeto, em especial, apresentaram resultados acima do especificado pela norma ABNT NBR 7480 (2007), tanto para a resistência característica de escoamento f y, quanto para a tensão na ruptura f u
Apesar de ser utilizada a mais de 30 anos no mercado nacional e internacional, a especificação de emendas mecânicas por luvas de aço em projetos de qualquer porte ainda caminha a passos lentos e muitos trabalho ainda precisa ser feito para difundi-la como solução para a maioria das obras, pois atualmente é utilizada somente em ocasiões especiais onde o transpasse não pode ser efetivamente aplicado.
Sendo assim, como menção final, os autores recomendam o desenvolvimento de pesquisas acadêmicas mais apuradas e focadas exclusivamente no comportamento das luvas de aço, além de promover uma revisão completa da norma ABNT NBR 8548 (1984), a qual está defasada quanto à instrumentação e parâmetros de interesse a serem obtidos nos ensaios, para que os projetistas tenham mais confiança em especificar esta importante solução nas obras de infraestrutura no Brasil de qualquer porte.
Os autores agradecem à CPI Engenharia, Pasqua & Graziano Associados e à Odebrecht Realizações Imobiliárias (OR) pela permissão da publicação deste artigo, pelo apoio e colaboração nas informações técnicas fornecidas.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). Barras de aço destinadas a armaduras de concreto armado com emenda mecânica ou por solda – Determinação da resistência à tração. ABNT NBR 8548. Rio de Janeiro, 1984.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). Aço destinado a armaduras para estruturas de concreto armado – Especificação. ABNT NBR 7480. Rio de Janeiro, 2007.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). Projeto de estruturas de concreto –Procedimento. ABNT NBR 6118. Rio de Janeiro, 2014.
AMERICAN CONCRETE INSTITUTE (ACI). Commitee 439. Types of mechanical splices for reinforcing bars. ACI 439.3R-07. Farmington Hills, EUA, 2007.
BJORHOVDE, R. Classification system for beam-to-column connections. J. Struct. Div., ASCE. V.116, n. ST11, pp 1-13, 1990.
BONI, R., VASCONCELLOS, A., BRITEZ, C., ROCHA, R., HELENE, P. Estudo de caso envolvendo concretagens de elementos de fundação de grande porte: Caso Parque da Cidade-SP. 57º Congresso Brasileiro do Concreto. Bonito, IBRACON, 2015.
ERICO INTERNATIONAL CORPORATION. Taper Threaded Rebar Splicing Systems. Cleveland, EUA, 2011.
ERICO INTERNATIONAL CORPORATION. Manual de instrução rosqueadeira de barras de aço LENTON. Cleveland, EUA, 2011.
FERREIRA, M. A. Deformabilidade de ligações viga-pilar de concreto pré-moldado. Tese de Doutorado. Escola de Engenharia da Universidade de São Paulo, São Carlos, 1999.
FERREIRA, M.A., EL DEBS, M. K., ELLIOTT, K. S. Modelo teórico para projeto de ligações semi-rígidas em estruturas de concreto pré-moldado. 44º Congresso Brasileiro do Concreto. Belo Horizonte, IBRACON, 2002.
JEREMIAS JUNIOR, A. C. Análise da estabilidade de estruturas pré-moldadas de concreto: influência das ligações semi-rígidas. Dissertação de Mestrado, Universidade Federal de São Carlos, São Carlos, 2007.
SINGH, R., HIMANSHU S. K., BHALLA N. Reinforcement couplers as an alternative to lap splices: A case study. International Journal of Enginnering Research & Technology, Vol 2 Issue 2, 2013.

Marcelo de A. Ferreira, DSc. Eng.; Professor Associado. Coordenador do NETPRE-UFSCar; Luís Augusto Bachega, MSc. Eng.; Doutorando do PPGECiv-UFSCar; Bruna Catoia, DSc. Eng.; Engenheira responsável pelo Laboratório NETPRE-UFSCar; Marcelo Cuadrado Marin, MSc. Eng.; Diretor de Engenharia na – LEONARDI Construção Industrializada
RESUMO : Visando o emprego de estruturas pré-moldadas de concreto em edifícios com múltiplos pavimentos no Brasil, busca-se o estudo de uma ligação pilar-pilar com alto desempenho de resistência à flexão, rigidez e ductilidade. Neste artigo são apresentados os resultados de uma pesquisa de doutorado, em desenvolvimento no NETPRE-UFSCar, envolvendo a colaboração com uma empresa de pré-fabricados no Brasil e uma empresa internacional fornecedora de luvas metálicas grauteadas para continuidade em ligações pilar-pilar, a partir da qual se apresenta um relato do processo de assimilação, adequação e aplicação da tecnologia em obras com múltiplos pavimentos. A comparação das curvas experimentais força-deslocamento de modelos de pilares segmentados com a ligação pilar-pilar estudada com as curvas experimentais obtidas para modelos de pilares monolíticos de mesmo comprimento, apresentou uma boa equivalência com boa convergência dos resultados tanto no contexto da rigidez, da resistência e da ductilidade. Desta forma, considera-se que do pondo de vista de análise e projeto, pilares pré-moldados que empreguem este tipo de ligação pilar-pilar podem ser considerados como elementos contínuos. Adicionalmente, a pesquisa realizada aponta para a importância da colaboração tecnológica universidade-empresa, como um fator relevante para uma maior eficiência do processo de assimilação e adequação de novas tecnologias pelo setor produtivo.
Palavras-chaves: Ligação pilar-pilar. Estruturas pré-modadas. Múltiplos pavimentos.
Nos últimos anos tem crescido no Brasil a demanda por sistemas estruturais em concreto pré-fabricado para aplicação em edifícios com múltiplos pavimentos. Neste contexto, a deslocabilidade lateral da estrutura pré-moldada é altamente afetada pela rigidez dos pilares pré-moldados de concreto armado. Por sua vez, a rigidez dos pilares pode ser afetada pela fissuração durante as etapas transitórias da fabricação e montagem, mas também pode sofrer uma redução quando o pilar for segmentado com ligações pilar-pilar, criando regiões de descontinuidades localizadas. Na Figura 1 estão apresentadas diferentes possibilidades para segmentação de pilares em estruturas pré-moldadas com
múltiplos pavimentos. Em função do detalhamento adotado e dos mecanismos internos de deformação, cada ligação poderá se comportar como rígida ou semirrígida, em função de haver ou não a restrição total ou parcial de rotações relativas entre os elementos conectados. Em outras palavras, o comportamento da ligação poderá acrescentar graus de liberdade internos à estrutura pré-moldada ou apresentar um comportamento monolítico equivalente como se houvesse a continuidade perfeita ao longo do comprimento do pilar. Portanto, no caso de ligações pilar-pilar em estruturas para edifícios com múltiplos pavimentos, a continuidade estrutural dos pilares é altamente dependente na continuidade estrutural da ligação em si.

No presente artigo é apresentado o resultado de uma pesquisa de doutorado em fase de conclusão na UFSCar, onde se estudou o comportamento de uma ligação pilar-pilar por meio de luvas metálicas grauteadas, visando a caracterização do seu desempenho do ponto de vista de continuidade estrutural após a fissuração na interface pilar-pilar, buscando a identificação de possível escorregamento aço-concreto anterior ao início do escoamento da armadura de continuidade longitudinal. Além da questão estrutural, buscou-se analisar aspectos de construtibilidade e de viabilidade de sua aplicação no contexto Brasileiro. Na Figura 2 é apresentado um esquema da luva metálica grauteada estudada (sistema Splice-Sleeve).
Apesar da ligação estudada ser amplamente utilizada no mundo, principalmente em regiões sísmicas como Estados Unidos e Japão, até o início da presente pesquisa não se tinha dados de sua aplicação no Brasil. Na Figura 3 são apresentadas soluções típicas de ligações pilar-pilar empregadas no Brasil.


De acordo com a revisão da ABNT NBR 9062, qualquer processo construtivo de comprovadas eficácia e durabilidade por meio de ensaios conclusivos, conforme prescrições no seu item 5.5 (Projeto acompanhado por verificação experimental), pode ser utilizado na especificação na ligação de pilares, pórticos e arcos. Entretanto, de acordo com o item 5.5.3(c) na mesma norma, não podem ser feitas extrapolações diretas de ensaios efetuados em outros países. Neste caso, mesmo no caso de tecnologias com desempenho consagrado no exterior, a ABNT NBR 9062 orienta que seja feita a sua validação e adequação para as condições locais, permitindo que sejam feitas adequações de ensaios, desde que consideradas as condições locais e os tipos de materiais e de equipamentos utilizados no Brasil.
Com relação ao dispositivo com luva metálica grauteada em si, os resultados experimentais apresentados nas referências técnicas internacionais apresentam evidências da sua eficiência quanto à sua resistência, onde a ruptura ocorre na barra da armadura longitudinal, sem que haja arrancamento do trecho grauteado na luva, conforme pode ser observado na Figura 4. Por outro lado, devido ao fato da ligação estudada ser empregada em regiões sísmicas com alta intensidade, os ensaios para avaliação do desempenho estrutural de modelos de ligação em escala real são com carregamentos cíclicos, onde o principal objetivo é avaliar a resistência última e capacidade rotacional plástica (ductilidade) da ligação. Por esta razão, ao se fazer a revisão sobre os ensaios existentes nas referências técnicas nos EUA e Japão, não foi possível identificar a rigidez da ligação na fase de serviço (região inter-
mediária após a fissuração e anterior ao escoamento das armaduras longitudinais), mas somente os dados finais após a plastificação da armadura longitudinal e a capacidade rotacional da ligação (ductilidade), correspondente à rigidez rotacional plástica obtida pela relação Rplast = M u / 0u,.

Buscando um melhor entendimento quanto à rigidez à flexão da ligação pilar-pilar e seus efeitos sobre o comportamento global do pilar pré-moldado nas fases de serviço no ELS (após a fissuração do concreto até o início do escoamento da armadura longitudinal), foram realizados ensaios de resistência à flexão de protótipos em escala real de pilares pré-moldados com ligações pilar-pilar, os quais foram comparados protótipos de pilares pré-moldados contínuos, conforme apresentado no item a seguir. Os protótipos foram fornecidos pela empresa Leonardi Pré-fabricados. Em complementação à apresentação dos resultados experimentais, serão apresentados resultados práticos da interação pesquisa-projeto-produção com aplicação piloto em fábrica e aplicação em obras com múltiplos pavimentos.
Foram realizados ensaios de flexão da ligação pilar-pilar, onde os modelos SS01 e SS02 (concretados em duas partes e emendados no meio do vão com a ligação com luva metálica grauteada Splice-Sleeve), foram comparados com dois modelos de pilares monolíticos M01 e M02 (formados pela concretagem de um único elemento pré-moldado). Todos os modelos possuem seção do pilar com 40 cm x 50 cm, com comprimento total de 4 m, sendo que os modelos foram ensaiados na altura de 50 cm. A armadura longitudinal foi composta por 4 barras de 25 mm, posicionadas nos cantos da seção transversal. Na Figura 5 estão apresentadas fotografias da confecção dos mo -
delos de pilares segmentados com ligações com luvas grauteadas SS01 e SS02.


Na Figura 6 estão apresentadas fotografias da confecção dos modelos M01 e M02.
Apesar do enfoque de estudo estar nas ligações pilar-pilar e suas aplicações em edifícios com múltiplos pavimentos, pensando também no seu potencial de aplicação em galpões leves, decidiu-se realizar ensaios de flexão sem aplicação de força normal de compressão no pilar para simular a flexão composta. De fato, o ensaio de flexão simples constitui-se numa situação crítica para o estudo do efeito da fissuração e do escorregamento aço-concreto na interface da junta pilar-pilar. Portanto, foi elaborado um arranjo de ensaio de flexão com quatro pontos conforme Figura 7, onde as cargas concentradas foram aplicadas por meio de dois atuadores com células de carga. Os deslocamentos foram medidos por meio transdutores e os giros no meio do vão e nos apoios foram medidos por meio de clinômetros.


Os ensaios dos modelos monolíticos e dos modelos segmentados podem ser observados na Figura 8 e na Figura 9, respectivamente.


Neste item será apresentada a avaliação da rigidez à flexão da ligação em estudo e a assimilação e aplicação desta tecnologia em obras reais.
No gráfico da Figura 10 são apresentadas as curvas momento-rotação na região da junta pilar-pilar nos modelos SS01 e SS02, bem como as curvas momento-rotação obtidas em região equivalente no meio do vão dos modelos monolíticos M01 e M02. Conforme se observa, as rotações concentradas nas juntas dos modelos SS01 e SS02 foram superiores às rotações em trechos semelhantes nos modelos M01 e M02. Para um mesmo momento fletor, a curvatura no trecho da junta pilar-pilar foi 172% superior à curvatura no trecho central do pilar monolítico. Adicionalmente, a rigidez secante da curva momento-rotação na junta pilar-pilar foi 58% da rigidez obtida em trecho equivalente dos modelos monolíticos. Por outro lado, quando comparadas as curvas glo -
bais força-deslocamento, conforme apresentadas na Figura 10, os deslocamentos verticais nos modelos SS01 e SS02 foram equivalentes aos deslocamentos verticais nos modelos M01 e M02. De fato, conforme pode ser observado no mesmo gráfico, a rigidez global equivalente (Eci)eq dos modelos SS01 e SS02 foi inclusive superior do que a rigidez equivalente dos modelos M01 e M02. Portanto, ficou demonstrado na presente pesquisa de doutorado que os elementos de pilares pré-moldados com ligações pilar-pilar com luvas metálicas grauteadas apresentaram um comportamento equivalente ao dos pilares monolíticos.

Os padrões de fissuração dos modelos ensaiados estão apresentados na Figura 11. A partir da observação nos modelos ensaiados, acredita-se que o efeito desfavorável da descontinuidade na junta pilar-pilar nos
modelos SS01 e SS02 tenha sido compensado pelo maior controle da fissuração nestes modelos, em decorrência da concentração de estribos na região das luvas e também no trecho da extremidade do segmento sem luvas, o que permitiu um aumento do confinamento da armadura longitudinal e das luvas na região da ligação.
Ao término de 2012, a Splice-Sleeve Japan contatou o NETPRE-UFSCar, por indicação do Eng. Larbi Seniour (PCI-USA), como instituição brasileira para assessorar quanto potencial de aplicação e validação do seu produto no Brasil. No final daquele ano foi organizado um seminário sobre aplicações de ligações com luvas metálicas grauteadas no Instituto de Engenharia (SP). Segundo o entendimento do NETPRE-UFSCar, embora se tratasse de uma tecnologia consagrada nos EUA e Japão para aplicação em estruturas em zonas sísmicas, as referências técnicas existentes tratavam apenas do comportamento na fase final de deformação plástica para avaliação de critérios de resistência e ductilidade por meio de ensaios cíclicos. Assim, seria interessante estudar o comportamento da ligação quanto à sua resistência e rigidez na fase de serviço (sua relação momento-rotação no ELS), para orientar o projeto estrutural da ligação com luva metálica grauteada de modo adequado aos critérios adotados na ABNT NBR 9062.
Como na época havia em andamento uma assessoria tecnológica para a Leonardi Pré-fabricados, o NETPRE sugeriu a colaboração de pesquisa envolvendo a Splice-Sleeve e a Leonardi, a qual seria desenvolvida

dentro de uma pesquisa de doutorado na UFSCar. Com


qualificação de doutorado apresentada em BACHEGA (2016), esta pesquisa envolveu a filosofia de integração pesquisa-projeto-produção, com o objetivo de estudar o desempenho e os aspectos de construtibilidade na aplicação deste tipo de ligação em estruturas com múltiplos pavimentos no Brasil. O primeiro fruto desta interação ocorreu logo na fase de planejamento para execução dos modelos ensaiados, quando o NETPRE sugeriu uma alternativa simples de ligação temporária com barras rosqueadas, permitindo a rápida fixação e ajuste do prumo na montagem, em substituição de procedimento de montagem com escoramento empregado no Japão. Em seguida, após a fabricação dos modelos, a montagem das ligações ocorreu na própria fábrica da Leonardi, onde seu pessoal interno recebeu treinamento pela equipe da Splice-Sleeve Japan (Figura 12).
Após a apresentação dos resultados experimentais positivos, houve a continuidade da colaboração técni-

adequados e adaptados para as realidades de projeto no Brasil. Neste contexto, antes de aplicar a ligação pilar-pilar em uma obra real, foram realizados testes de aplicação em obras internas em sua própria fábrica da Leonardi. A primeira aplicação foi de uma ligação pilar-fundação, sem a presença de cálice no bloco, onde a ligação consiste na conexão do pilar com o bloco contendo as esperas devidamente ancoradas neste bloco (Figuras 13 e 14).
Após o êxito nas aplicações piloto na fábrica, a Leonardi passou a implementar esta solução em obras do mercado, já com tecnologia assimilada pelo pessoal interno de projeto e de produção e com acompanha-

mento por parte do pesquisador de doutorado e pessoal da Splice-Sleeve. A primeira utilização foi na emenda de pilares no Plaza Shopping Carapicuíba, localizado em Carapicuíba/SP (Figura 15).
Na obra de um outro shopping, o Franco da Rocha Shopping, utilizou todas as ligações pilar-fundação do tipo Splice-Sleeve em mais de 150 pilares.
A partir de uma pesquisa de doutorado com colaboração universidade-empresa, foi possível a realização do estudo do desempenho estrutural e da construtibilidade de ligações em pilares com luvas metálicas grauteadas para aplicações em edificações com múltiplos pavimentos. A avaliação de desempenho estrutural envolveu ensaios de ligações pilar-pilar em escala real, onde os modelos com ligações foram comparados com modelos monolíticos com mesma seção, armadura longitudinal e resistência do concreto. Além das recomendações técnicas fornecidas pelos fabricantes das luvas, decidiu-se testar o detalhamento com aumento da concentração de estribos na região com as luvas, a fim de aumentar o confinamento da armadura longitudinal e das luvas na região da ligação, promovendo um melhor controle da fissuração nesta região. Com base nos resultados experimentais encontrados pode-se afirmar que os modelos de pilares segmentados com ligações com luvas grauteadas apresentaram rigidez equivalente à rigidez dos modelos monolíticos sem ligações. Portanto, desde que sejam empregados detalhamentos semelhantes (com confinamento de estribos na região da ligação), considera-se que o pilar com este tipo de ligação possa ser considerado no projeto como um pilar pré-moldado contínuo. Com relação à construtibilidade da ligação, em alternativa ao procedimento com escoramento temporário do pilar, durante a montagem dos protótipos ensaiados foi testada uma ligação simples com barras rosqueadas que permite uma rápida montagem, ajuste da verticalidade e estabilização temporária do pilar, anterior ao grauteamento das luvas metálicas. O travamento com porcas rosqueadas se dá numa altura um pouco acima da região com as luvas metálicas grauteadas. Desta forma, toda a região da ligação se encontra comprimida durante a estabilização provisória na montagem. A pesquisa colaborativa permitiu uma rápida assimilação, adaptação e adequação às situações de projeto e produção por parte da empresa de pré -
-fabricados, permitindo a aplicação segura de novas tecnologias em obras para múltiplos pavimentos. Portanto, o resultado da pesquisa aponta para a importância da colaboração tecnológica universidade-empresa, onde o meio acadêmico ganha muito ao estudar problemas reais e relevantes da engenharia nacional, enquanto o setor produtivo ganha maior eficiência no processo de assimilação e implementação de novas tecnologias.
BACHEGA, L.A., (2016). Equivalência Monolítica em Pilares com Ligações por meio de Luvas Metálicas Grauteadas. Texto de Qualificação de Doutorado. Programa de Pós-Graduação em Estruturas e Construção Civil. Universidade Federal de São Carlos. UFSCar.
PANTELIDES, C.P., AMELI, M.J. (2015). Seismic Evaluation of Grouted Splice Sleeve Connections for Reinforced Precast Concrete Bridge Piers. Research Report. University of Utah. USA
AMERICAN CONCRETE INSTITUTE (2012). Guide to Emulating Cast-in-Place Detailing for Seismic Design of Precast Concrete Structures. ACI 550.1R-09. 4a Edição. Joint ACI-ASCE Committee 550.
FÉDÉRATION INTERNATIONALE DU BÉTON (FIB) (2008). BULLETIN 43. Structural Connections for Precast Concrete Buildings: Guide to Good Practice. Commission C6: Prefabrication: Task Group TG 6.2: Connections. 369 p.
FÉDÉRATION INTERNATIONALE DU BÉTON (FIB) (2013). Planning and Design Handbook on Precast Building Structures. Commission on Prefabrication: TaskGroup TG 6.12. 277 p.
SPLICE SLEEVE JAPAN (1996). Testes on re-bar splices in reinforced concrete columns using NMB splice sleeves. Technical report. Splice sleeve japan, LTD.
Os autores agradecem todas as instituições que tornaram esta pesquisa possível. À FAPESP pelos equipamentos utilizados no laboratório do NETPRE. À UFSCar pela infraestrutura e pessoal técnico para os ensaios. À Leonardi Pré-fabricados pela doação dos modelos e disponibilização de pessoal técnico para colaboração na pesquisa. À Splice-Sleeve Japan pelo financiamento parcial de bolsas de estudo de doutorado e pela sua confiança depositada no NETPRE-UFSCar.

Andrey Monteiro Maciel 1
Marcelo de Araújo Ferreira 2
Roberto Chust Carvalho 3
Bruna Catoia 4
1 Engenheiro Civil (UFSCar) e pós-graduando no PPGECiv-UFSCar. E-mail: andrey@pretec.com.br
2 Doutor em Engenharia de Estruturas (EESC-USP). Professor Associado no PPGECiv-UFSCar. Coordenador do laboratório NETPRE-UFSCar. E-mail: marcelof@ufscar.br
3 Doutor em Engenharia de Estruturas (EESC-USP). Professor Sênior (Professor Titular Aposentado) no PPGECiv-UFSCar. Vice-Coordenador do NETPRE-UFSCar. E-mail: chust@ufscar.br
4 Doutora em Engenharia de Estruturas (EESC-USP). Responsável pelo laboratório NETPRE-UFSCar. E-mail: bcatoia@yahoo.com.br
RESUMO: Este artigo apresenta avanços no estudo teórico-experimental da resistência à força cortante em lajes alveolares protendidas de acordo com as normas brasileiras ABNT NBR 6118:2014 e ABNT NBR 14861:2011, com enfoque na verificação do efeito da geometria dos alvéolos para a resistência à força cortante. Para tal, verificou-se a aplicação do modelo teórico em lajes com espessuras nominais 265/260 mm, ora com alvéolos circulares e ora com alvéolos oblongos, comparando os valores teóricos com resultados experimentais no NETPRE-UFSCar. Para o caso das lajes com alvéolos circulares com altura h = 265 mm, com 10φ12,7 mm (com 118 kN/cabo), sendo o somatório das nervuras ∑bw = 283 mm, obteve-se resistência teórica de VR,calc = 172 kN (considerando a geometria real da laje, com yc = 1,0 e ys =1,0), contra uma resistência experimental de VR,exp = 233 kN (VR,exp/VR,calc= 1,35). Adicionalmente, para lajes com alvéolos oblongos com altura h = 260 mm, com 12φ12,7 mm (sendo 125 kN/cabo), com somatório das nervuras de ∑bw = 392 mm, obteve-se uma resistência teórica de VR,calc = 260 kN, contra uma resistência experimental de VR,exp = 244 kN (VR,exp/VR,calc= 0,94). Observa-se que no caso das lajes com alvéolos circulares, embora o somatório das nervuras seja inferior, a região crítica no centro da nervura fica próxima à linha neutra, havendo assim uma boa eficiência da geometria dos alvéolos. Por outro lado, no caso das lajes com alvéolos oblongos a região crítica fica na região inferior da nervura, se afastando da linha neutra da laje e se aproximando da posição das cordoalhas. Por esta razão, embora o somatório das nervuras seja superior, é importante o estudo adequado da geometria inferior dos alvéolos visando a máxima resistência à força cortante.
De modo geral, existem dois mecanismos de ruptura relacionados com a resistência à força cortante em lajes alveolares protendidas, os quais estão descritos em diversas publicações nacionais e internacionais, sendo eles: tração diagonal e flexo-cortante. O primeiro modo de ruptura trata do cisalhamento em regiões com pouca ou nenhuma influência da flexão, cujos modelos analíticos tomam por base a Resistência dos Materiais. O segundo modo de ruptura trata de regiões com grande influência da flexão e, devido a sua complexidade, os modelos analíticos utilizados são em geral, baseados em conceitos teóricos, mas calibrados por parâmetros extraídos experimentalmente.
A normalização brasileira apresenta apenas uma expressão para a resistência à força cortante em lajes alveolares protendidas, a qual, por sua vez, está fundamentada em estudos realizados em vigas protendidas retangulares sem armadura transversal e que consideram a ruptura por cisalhamento em zonas fissuradas. Porém, sabe-se que, especialmente em lajes com alturas superiores a 250 mm, onde geralmente as fissuras por flexão são improváveis, o cálculo da resistência à força cortante pode estar subestimado.
No NETPRE–UFSCar foram realizados alguns ensaios de cisalhamento em lajes alveolares com espessuras de 265/260mm, ora com alvéolos circulares e ora com alvéolos oblongos, sendo que no caso das la-
jes com alvéolos circulares os resultados experimentais estiveram bem acima do valor teórico previsto, enquanto no caso das lajes com alvéolos oblongos os resultados experimentais estiveram um pouco abaixo do valor teórico previsto, o que não compromete a consistência do modelo teórico mas aponta para a necessidade de haver um estudo teórico da geometria dos alvéolos oblongos de modo a garantir que a resistência da laje alveolar esteja calibrada com o modelo normativo.
A seguir, apresenta-se o resultado de uma pesquisa de mestrado recém concluída no PPGECiv-UFScar, a qual estudou a influência da geometria dos alvéolos não-circulares na resistência à força cortante em lajes alveolares protendidas. Para se conseguir atingir os objetivos da referida pesquisa, foram coletadas várias informações referentes a ensaios realizados previamente no laboratório do NETPRE, tais como: esquema estático do ensaio, características geométricas dos protótipos e características físicas dos materiais. Posteriormente, a partir de uma planilha de cálculo, almeja-se reproduzir as seções transversais dos elementos e calcular as propriedades geométricas com boa aproximação considerando a seção transversal de projeto e a seção transversal real, antes do ensaio. De posse dessas informações foram calculadas as resistências teóricas ao cisalhamento, considerando o modelo analítico apresentado tanto na ABNT NBR 6118 quanto na ABNT NBR 14861, mas levando-se em consideração a geometria real da seção dos protótipos estudados (com yc = 1,0 e ys =1,0). Por fim, foram realizadas comparações dos resultados experimentais com os valores previstos teoricamente de modo a avaliar se existe consistência entre os resultados teóricos e experimentais, para ambos os casos de lajes com alvéolos circulares e lajes com alvéolos não-circulares.
2.1. Características dos protótipos ensaiados
Diversas são as tipologias de laje encontradas no mercado. Em geral a produção de lajes é feita por meio de equipamentos, sendo que os processos mais comuns são: extrusão e formas deslizantes. Ambos os processos produtivos têm por base a compactação e vibração do concreto.
A título de classificar os alvéolos quanto à forma, foram definidos três grupos, sendo eles: alvéolos curvos, alvéolos poligonais e alvéolos mistos. No grupo dos alvéolos curvos, estão presentes os alvéolos circulares e os oblongos curvos. Os alvéolos poligonais são aqueles formados por segmentos de reta que podem ser ou não
paralelos. Os alvéolos mistos, por sua vez, incorporam parte da forma dos alvéolos curvos e parte da forma dos alvéolos poligonais. A Figura 1 ilustra estes três grupos distintos.
Figura 1: Variações geométricas dos alvéolos – a) Alvéolos curvos; b) Alvéolos poligonais; c) Alvéolos mistos.

Após a compactação e vibração do concreto, produzidas pelos equipamentos, distorções de seção podem ser observadas após o corte dos elementos na fábrica. Este efeito pode ser maior ou menor conforme as características físicas do concreto fresco. Isto pode ser observado na Figura 2.
Figura 2: Distorções da seção transversal comuns decorrentes do processo produtivo

[Fonte: MARQUESI (2014)]
Para o estudo em questão foram escolhidos dois protótipos de lajes, cujas geometrias são bastante frequentes no mercado nacional. O primeiro protótipo foi denominado Protótipo A, com espessura nominal de 265mm e alvéolos circulares, o que está ilustrado na Figura 3. O segundo protótipo foi denominado Protótipo B, com espessura nominal de 260mm e alvéolos mistos, conforme ilustrado na Figura 4.
Figura 3: Seção transversal de projeto – Protótipo A


A Tabela 1 ilustrada a seguir apresenta as características das seções transversais dos protótipos ensaiados, considerando a seção transversal de projeto e a seção real (considerando as distorções inerentes do processo de fabricação).
Tabela 1: Propriedades geométricas da seção transversal

A Tabela 2, por sua vez, apresenta as características dos materiais mais importantes e que foram consideradas no cálculo analítico.
Tabela 2: Propriedades dos materiais

Com base no que foi discutido até aqui, o CEB-FIP em sua versão publicada em 1992 e a BS EN1168:2005 publicaram em seu texto um modelo de ensaio padrão para avaliação de desempenho de lajes alveolares ao cisalhamento, considerando para tanto a aplicação de uma carga concentrada posicionada a uma distância de 2,5h (ou 600mm; o maior deles). Este procedimento de ensaio é o que tem sido praticado nos ensaios realizados no Brasil. A Figura 5 ilustra o esquema de ensaio descrito, já adaptado às condições dos protótipos ensaiados, cujos dados estão apresentados na Tabela 3 apresentada a seguir.
5: Esquema de ensaio (CEB FIP:1992 ∕ EN 1168:2008)


LINDSTROM (2007) definiu uma expressão para a determinação da geometria de alvéolos curvos, a qual foi reescrita na Equação 1.


Os parâmetros r h e r v são medidas da semi-distância horizontal e vertical do centro geométrico do alvéolo até os extremos horizontais e verticais, respectivamente. Para melhor ilustrar a aplicação desta equação na definição geométrica dos alvéolos curvos apresenta-se a seguir a Figura 6 que denota inclusive o efeito que o fator de forma N tem sobre a curvatura, interferindo no grau de abatimento desta. Ou seja, quanto maior o parâmetro N, mais “achatada” é a curva. Cada par de coordenadas (y,z) define um ponto do primeiro quadrante, onde y≥0 e z≥0. Quando N=2 a Equação 2 passa a ser a equação geral da elipse e se, além disso, r h =r v, obtém-se a equação da circunferência.

Para a determinação das formas dos alvéolos poligonais, foram definidos três segmentos de reta denominados “retas a, b e c” ilustradas conforme Figura 7.

A “reta a” é definida pela Equação 2, bem como as Equações 3 e 4 definem as “retas b e c”, respectivamente.


Para o cálculo das propriedades geométricas da seção transversal como: área (A), momento de inércia (Iy) e posição do centroide (zcg) foi adotada uma discretização por faixas tanto na obtenção das propriedades dos alvéolos (cujos parâmetros recebem o índice a) quanto para a seção transversal final da laje. Na Figura 8 a discretização dos alvéolos é ilustrada
8: Discretização dos alvéolos em faixas.

Com base na Figura 8 foram calculadas as propriedades de cada faixa do alvéolo (índice “i”) que somadas, posteriormente, compõem as propriedades do alvéolo integral, conforme passos algébricos definidos a seguir.

A discretização da seção transversal pode ser representada pela Figura 9. Nela é possível perceber que a origem dos eixos cartesianos foi deslocada para o centroide da seção transversal (no cruzamento entre os eixos), a fim de simplificar os cálculos posteriormente. Desta maneira, foi necessário fazer a mudança de coordenadas a partir daquelas definidas para o cálculo das propriedades geométricas dos alvéolos. Ou seja, os eixos de referência outrora chamados y e z, passaram a ser chamados y’ e z’.



Com base na Figura 9 e seguindo a mesma lógica do cálculo das propriedades dos alvéolos, são calculados todos os parâmetros que caracterizam a seção transversal analisada.


O índice 0 é adotado para definir a posição da seção analisada em relação a fibra inferior, onde é calculada a área acumulada (A 0 ) e o momento estático acumulado (S 0 ), como ilustrado na Figura 10. Este último por sua vez atinge seu valor máximo quando a coordenada z coincide com o centroide da seção e assim passa a receber a notação S. Estes parâmetros serão úteis para o cálculo da cortante resistente que será visto no próximo capítulo.

Na Figura 11 apresentada a seguir ilustra-se algumas das possibilidades de formas de alvéolos geradas a partir da rotina de cálculo apresentada anteriormente.

Algumas normas internacionais apresentam duas equações distintas para o cálculo da força cortante resistente em lajes alveolares protendidas, considerando ou não a influência da fissuração. Porém, na normalização brasileira, a ABNT NBR 6118:2014 apresenta em seu texto apenas uma expressão que, por sua vez, foi fundamentada em estudos realizados para vigas protendidas retangulares sem armadura transversal e que consideram a ruptura por cisalhamento em zonas fissuradas. A norma de lajes alveolares, ABNT NBR 14861:2011, por sua vez, incorporou à mesma expressão apresentada na ABNT NBR 6118 um parâmetro ∂ de maneira inadequada, com o objetivo de considerar o efeito do comprimento de transferência que, a princípio, já havia sido contemplado no fator “0,15” da mesma equação. Esta duplicidade reduz significativamente o valor resistente calculado, conforme relatado por FRANÇA (2012). Assim, a título deste trabalho, será desprezado o fator ∂ para o cálculo dos valores apresentados posteriormente. Também será adotado para o valor da resistência a tração do concreto o valor característico inferior (f(ctk inf)=0,7fctm)


Em que:


Sendo:

Onde:

fctd: resistência a tração do concreto (minorada por yc); ∑b(w,1): somatório das nervuras internas e externas da seção transversal; As: área da armadura longitudinal tracionada; p1: taxa da armadura longitudinal; O(cp,1): tensão de compressão no concreto devido à força de protensão; Np: força de protensão final, depois de todas as perdas; Ac : área da seção transversal de concreto da laje; lx: distância da extremidade da laje até a seção em análise; lpt2: comprimento de transferência de protensão, fixado em 85Ø, como valor de cálculo; k: fator escala.
Como já apresentado anteriormente, existem basicamente dois mecanismos distintos de ruptura por cisalhamento para lajes alveolares: tração diagonal e flexo-cortante. Enquanto o carregamento solicitante não é capaz de provocar fissuras de flexão na laje, o mecanismo de tração diagonal é determinante na resistência a força cortante, ou seja, conhecendo o valor do momento de fissuração (MR) da laje na seção crítica em análise, e o momento atuante (Ma) na mesma seção, é possível descobrir qual o mecanismo resistente que representa o elemento analisado. Outro aspecto importante é a verificação da seção na situação em vazio, onde as perdas de protensão ainda não são totais e a peça não se encontra carregada. Neste momento podem surgir fissuras de flexão na fibra superior que poderão definir a seção de ruptura por cisalhamento. Este assunto, porém, será abordado em outro trabalho, assumindo aqui atendido este critério.
Para a situação de laboratório, conforme Figura 5, onde a ordem de grandeza da carga P do atuador é muito superior à carga distribuída de peso próprio, aqui representada pela notação g 1 , o momento atuante do comprimento da peça até a posição x=a, pode ser expresso por:


Sendo assim, o modelo da norma brasileira só será representativo quando o momento solicitante supera o momento de fissuração Mat≥ M R, o que configura o mecanismo de ruptura provável é o de flexo-cortante.
Para avaliar a aplicabilidade do modelo analítico normativo para as lajes analisadas neste trabalho, na Tabela 4, são apresentados os momentos atuantes e resistentes calculados para a seção crítica. Da Tabela 4, para ambos os protótipos não deve ocorrer fissuração na seção crítica e, portanto, o modelo normativo brasileiro não é adequado na avaliação destes elementos. No entanto, resta saber também se esse modelo fornece valores que atendem os critérios de segurança. Para tanto foram calculadas as cortantes resistentes (V(R,cal)) conforme NBR6118 e comparando os valores calculados com os respectivos valores obtidos nos ensaios (V(R,exp)), para ambos os protótipos considerando ora dados geométricos de projeto, ora valores obtidos em laboratório.
Tabela 4: Valores de momento atuante M a (na posição da força aplicada) e momento de fissuração Mr

Na Tabela 5 estão apresentados os valores calculados e resultados experimentais para os protótipos analisados. Com base nos valores apresentados para as relações VR,exp/VR,cal obtidas para cada modelo, pode-se afirmar que o desempenho do modelo analítico normativo varia com o tipo de elemento analisado, o que não é desejável para um modelo normativo. Além disso, observa-se que a previsão teórica para o Protótipo A (com alvéolos circulares) foi bem inferior ao resultado experimental. Por outro lado, para o Protótipo B (alvéolos mistos), as previsões teóricas, seja para o perfil de projeto (VR,cal=264,2kN), ou para o perfil real (V(R,cal)=259,7kN), superam o resultado experimental (V(R,exp)=244kN). Desta forma, seria necessário aplicar
um coeficiente redutor para o cálculo da resistência à força cortante do Protótipo B, a fim de se garantir uma relação VR,exp/VR,cal≥1. Alternativamente, o estudo desenvolvido em MONTEIRO (2017) sugere que a seção dos alvéolos pode ser modificada de modo a garantir uma maior eficiência das lajes quanto à sua resistência à força cortante. Neste caso, o que se busca é elevar a altura do ponto crítico, aproximando o mesmo do centro geométrico da seção, sem um aumento excessivo do consumo de concreto na seção transversal, conforme ilustração na Figura 12.
Tabela 5: Valores de cortante resistente calculados (conforme ABNT NBR 6118) e valores de ensaios laboratoriais
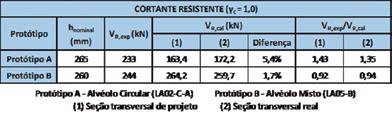

A partir da pesquisa realizada em MONTEIRO (2017), foi possível observar que o modelo de cálculo segundo a normalização brasileira, embora seguro, nem sempre é o modelo mais adequado para avaliar o mecanismo resistente à força cortante de lajes alveolares, uma vez que o modo de ruptura por cisalhamento identificado em laboratório foi o de tração diagonal para ambos os elementos ensaiados. Portanto, sugere-se para trabalhos futuros a consideração de um modelo específico para o mecanismo resistente de tração diagonal, como já apontado por MARQUESI (2014).
Para o Protótipo A com alvéolos circulares, foram obtidas relações V(R,exp)/V(R,cal)≥1,35 para ambas a seção de projeto e a seção real, denotando haver uma folga razoável entre o resultado experimental e o modelo teórico normativo. Por outro lado, para o Protótipo B com alvéolos não-circulares, os valores teóricos estimados da força cortante foram superestimados em 8,6% para seção de projeto e 6,4% para
seção real, demonstrando a necessidade de se ajustar a geometria do alvéolo não-circular de modo a se atender plenamente os modelos teóricos segundo a NBR6118 e NBR14861.
As diferenças no valor da força cortante calculadas a partir do perfil de projeto e do perfil real chegaram a 5,4% para a laje com alvéolos circulares e 1,7% para a laje com alvéolos mistos. Portanto, recomenda-se que tais diferenças sejam levadas em conta na avaliação experimental de lajes alveolares.
Por fim, sugere-se para trabalhos posteriores, também, uma investigação mais aprofundada da influência da forma na capacidade resistente a força cortante de lajes alveolares com espessuras iguais ou superiores a 260mm.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (2017). NBR 6118:2014 Projeto de estruturas de concreto – Procedimento.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (2017). NBR 9062:2006 Projeto e execução de estruturas de concreto pré-moldado.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (2017). NBR 14861:2011 Lajes alveolares protendidas – Requisitos e procedimentos.
CATOIA B. Lajes Alveolares Protendidas: Cisalhamento em Regiões Fissuradas por Flexão. 325f. Tese – Universidade de São Paulo. São Carlos, 2011.
COMITÉ EUROPÉEN DE NORMALISATION – EN 1168:2008. Precast concrete products – Hollow core slabs.
FRANÇA A. A. V. Estudo das Lajes Alveolares Pré-Fabricadas em Concreto Protendido Submetidas a Ensaios de Cisalhamento. 136f. Dissertação – Universidade Federal do Paraná, Curitiba, 2012.
FEDÉRATION INTERNATIONALE DE LA PRÉCONTRAINTE – FIP (1992). Guide to good pratice: quality assurance of hollow core slab. London, England.
FUSCO P. B. Estruturas de Concreto – Solicitações Tangenciais. 1ª ed. São Paulo. Pini, 2008.
LINDSTRÖM G. Precast prestressed hollow core floors, FIB Draft Manual, October; 2007.
MACIEL A. M. Influência da Variação Geométrica dos Alvéolos na Capacidade Resistente ao Cisalhamento De Lajes Alveolares Protendidas. 136f. Dissertação – Universidade Federal de São Carlos, São Carlos, 2017.
MARQUESI M. L.G. Contribuição ao Estudo dos Mecanismos Resistentes à Força Cortante em Lajes Alveolares Protendidas. 144f. Dissertação – Universidade Federal de São Carlos, São Carlos, 2014.

Alex Abiko, Engenheiro Civil e Professor Titular da Escola Politécnica da USP (Universidade de São Paulo) em Planejamento e Gestão Urbana.
Iria Lícia Oliva Doniak, Engenheira Civil, Presidente Executiva da ABCIC (Associação
Brasileira da Construção industrializada de Concreto). Membro do Presidium - fib (International Federation for Structural Concrete)
RESUMO: As cidades inteligentes, não há dúvida, se constituem em um novo desafio para os governantes de todos os países, apesar de que a tecnologia, cada vez mais, deva agregar novas possibilidades de comunicação, reduza as distâncias e aumente a produtividade, a grande questão será prover a energia necessária. Neste contexto, desde o ponto de vista engenharia e arquitetura, haverá cada vez mais a necessidade de uma criteriosa análise de materiais, sistemas e tecnologias a serem adotados nos projetos, levando a reforçar que necessariamente os projetos deverão estar em consonância com o desempenho e, portanto devem ser desenvolvidos de forma integrada levando em consideração todos os requisitos e disciplinas. A industrialização é fundamental, pois é uma forma inteligente de construir, pois a racionalização ocorre desde a construção e não apenas ao longo das demais etapas da vida útil da edificação. Outro importante aspecto a ser considerado diz respeito às edificações como unidades autônomas em armazenamento de energia. Extrapolando o conceito, a partir de fontes renováveis de energia as edificações passariam a funcionar também como “baterias”. O presente artigo visa ressaltar com base em documentos internacionais, num primeiro plano quais seriam as necessidades para as cidades, pois não seria coerente abordarmos tais aspectos sem compreender de forma mais ampla o que as cidades de fato necessitam. A parte o conceito de cidades inteligentes a resiliência é outro aspecto face aos eventos de natureza diversa que requerem atenção. Não entendemos que um único material irá por si só resolver todas as questões: sustentabilidade, desempenho, estética, funcionalidade entre outros. Mas demonstramos que o concreto em sua forma mais racional de utilização, a pré-fabricação tem um grande potencial de atender as demandas propostas. A parte toda esta questão, citamos aspectos importantes relacionados às pessoas, pois entendemos que de nada adiantaria tantos estudos se efetivamente as necessidades básicas da população não forem supridas e que o ponto de partida deve visar o incremento da qualidade de vida das pessoas que habitam numa cidade. Sem infraestrutura adequada não é possível avançar. Para finalizar o artigo, com casos reais, introduzimos três aplicações relacionadas às necessidades básicas e que imprimem maior qualidade de vida aos habitantes, em recentes realizações no Brasil, um país em desenvolvimento em que em paralelo aos grandes desafios impostos pela 4ª Revolução Industrial, em muitos locais, ainda implanta sua infraestrutura.
As cidades inteligentes podem ser definidas como aquelas em que se utiliza tecnologias digitais para melhorar a infraestrutura urbana e tornar os centros urbanos mais eficientes e melhores de se viver. O CIB tem uma definição mais complexa em que considera a cidade inteligente como aquela que é constituída por um ecossistema dinâmico de cidadãos, autoridades, companhias e pesquisadores, que cooperam para desenvolver produtos e serviços que promovam inovações, com o objetivo de desenvolver cidades atraentes, competitivas e sustentáveis. As cidades nunca estiveram
tão populosas. Há 200 anos, apenas Londres, Tóquio e Pequim possuíam mais 1 milhão de habitantes, hoje são 442 metrópoles que ultrapassam os sete dígitos e mais de 50% da população mundial vive nos centros urbanos.
Segundo o relatório “A Projeção da População Mundial: revisão de 2012”, estima-se que a população, que hoje é de 7,2 milhões de habitantes, chegue a 9,6 bilhões até 2050.
O relatório de desenvolvimento humano da mesma entidade indica que 2,2 bilhões de pessoas vivem ou
estão em condição de pobreza e que cerca de 1,5 bilhão de pessoas sofre de pobreza multidimensional em 91 países em desenvolvimento, ou seja, passam por privações nas áreas de saúde e educação, sendo que 842 milhões têm fome crônica.
Paradoxalmente, já adentramos na chamada 4ª Revolução industrial, enfatizada no último Fórum Econômico Mundial em Davos, onde tecnologia (digitalização), globalização e desigualdades sociais foram os temas centrais. Segundo Klaus Schuwab, “os governos deverão, portanto, imaginar formas de acabar com o fosso digital dos países em todas as fases de desenvolvimento para garantir que as cidades e os países tenham a infraestrutura básica necessária para criar oportunidades econômicas e prosperidade compartilhada, que é possível pelos novos meios de colaboração, eficiência e empreendedorismo”.
Como adentrar nesta era quando muitos países, compostos por suas cidades, ainda não possuem sequer uma infraestrutura urbana capaz de atender as suas necessidades básicas?
As cidades, indiscutivelmente, são as molas propulsoras do desenvolvimento de uma nação, pois a partir delas é que o desenvolvimento econômico e o progresso de uma região são estabelecidos.
Segundo a União Europeia, as cidades são sistemas de pessoas interagindo e usando energia, materiais, serviços e financiamento para catalisar o desenvolvimento econômico e a melhoria da qualidade de vida. O uso estratégico da infraestrutura, dos serviços e da comunicação devem dar respostas as demanda sociais e econômicas da população.
De acordo com o Cities in Motion Index, do IESE, Business School, na Espanha, dez dimensões indicam o nível de inteligência de uma cidade: governança, administração pública, planejamento urbano, tecnologia, meio ambiente, conexões internacionais, coesão social, capital humano e a economia.
Embora as cidades inteligentes estejam fortemente relacionadas com o uso das tecnologias digitais, reduzir o consumo de energia e tornar as operações mais eficientes são dois requisitos fundamentais relacionados à produtividade e sustentabilidade e, portanto transversais, passando por todas as operações realizadas, inclusive pelos métodos construtivos que serão empregados no aproveitamento e desenvolvimento de sua infraestrutura.
Segundo o arquiteto urbanista Jaime Lerner, reconhecido internacionalmente por ter ainda na década de 90 transformado Curitiba na “cidade modelo”, quando foi prefeito durante três gestões – anos 70,
80 e início dos anos 90 –, a inovação é fundamental, mas nem sempre é tecnológica, pois falta inovação na concepção das cidades. O comprometimento com a qualidade de vida das pessoas e com o meio ambiente é essencial.
Poderíamos desta forma concluir que, ainda que o conceito de “smart cities” leve a questões relacionadas com a era da digitalização e a chamada 4ª Revolução Industrial, um trabalho de base é necessário e está relacionado com os aspectos de concepção das cidades, visando trazer qualidade de vida as pessoas que nela vivem e preservar o meio ambiente.
Tal conclusão vem ao encontro do trabalho da ISO TC 268 (Technical Comitte 68), Sustainable Cities and Communities, que estabeleceu, através da norma técnica ISO 37120:2014 Sustainable development of Communities – Indicators for city services and quality of life, 100 indicadores, sendo 46 essenciais e 54 de apoio, englobando: Segurança, Habitação, Resíduos Sólidos, Telecomunicações, Transportes, Planejamento Urbano, Agua e Saneamento. A ISO TC 268 tem uma comissão espelho no Brasil no âmbito da ABNT (Associação Brasileira de Normas Técnicas), que é a CEE 268 (Comissão de Estudos Especial). No Brasil, a ISO 37120:2014 já é uma norma nacional, a ABNT NBR ISO 37120:2017, tendo sido elaborada na CEE 268 e seu processo de tradução e desenvolvimento liderado pelo CBCS (Conselho Brasileiro da Construção Sustentável), em conjunto com o Ministério das Cidades, outras entidades representativas da cadeia produtiva da construção civil. Dela podemos extrair alguns indicadores, como exemplo:
• % da população urbana morando em favelas (essencial)
• Número de sem-teto por 100.000 habitantes (apoio)
• % de moradias sem títulos de propriedade registrados (apoio)
• Número de agentes de polícia por 100.000 hab. (essencial)
• Número de homicídios por 100.000 hab. (essencial)
• Crimes contra a propriedade por 100.000 hab. (apoio)
• Tempo de resposta da polícia a partir do 1º chamado (apoio)
• Taxa de crimes violentos por 100.000 hab. (apoio)
• Expectativa média de vida (essencial)
• Número de leitos hospitalares por 100.000 hab. (essencial)
• Número de médicos por 100.000 hab. (essencial)
• Taxa de mortalidade de crianças menores de 5 anos a cada 1.000 nascidos vivos (essencial)
• Número de pessoas da equipe de enfermagem e obstetrícia por 100.000 hab. (apoio)
• Número de profissionais de saúde mental por 100.000 hab. (apoio)
• Taxa de suicídio por 100.000 hab. (apoio)
Observa-se que para atender uma parte significativa de tais indicadores, além, evidentemente, de outras condições que requerem planejamento e o estabelecimento de políticas públicas, é preciso que haja o investimento do governo em infraestrutura, passando, necessariamente, pela construção de moradias, escolas, hospitais, presídios, mobilidade urbana, acessibilidade, para as quais seja considerada, também, a análise dos “sistemas construtivos inteligentes” que atendam as premissas de sustentabilidade.
Cabe salientar que a CEE 268 da ABNT tem ainda entre as suas responsabilidades, a elaboração de normas técnicas para as cidades inteligentes e as cidades resilientes. Outro importante conceito a ser introduzido no presente artigo. O Painel Intergovernamental sobre mudanças climáticas define resiliência como a habilidade de um sistema e seus componentes em antecipar, absorver, acomodar ou se recuperar dos efeitos nocivos de maneira oportuna e eficiente, inclusive por meio da garantia e preservação ou melhoria de suas estruturas e funções básicas.
A Arquitetura e a Engenharia passam então a ter um importante papel no desenvolvimento das cidades inteligentes, visando adequar os centros urbanos, a fim de que suportem as necessidades atuais e as oriundas da digitalização. Além do desenvolvimento de espaços inclusivos, a matriz energética para suportar tais mudanças é de fundamental importância e a busca por fontes renováveis de igual maneira. É importante considerar ainda a influência destas disciplinas em todo o ciclo de vida dos empreendimentos desde a sua concepção no projeto até o final da sua vida útil e o potencial de reciclagem. Apesar do pós-ocupação de moradias ou espaços comuns, representar a maior parte do tempo do ciclo de um empreendimento há que se considerar de igual forma o consumo de recursos empregados na sua fase de construção, fator pelo qual, uma análise de viabilidade que considere tais fatores seja exaustivamente avaliada, desde o início. Tal afirmação toma por base a reflexão do Professor Geraldo
Cechella Isaia, pesquisador e profissional dedicado ao ensino do concreto no Brasil:
“O nível de qualidade de vida do planeta depende da quantidade de pessoas (população), dos recursos naturais disponíveis, do conhecimento para realizarem-se as transformações e o gerenciamento desses recursos e, ainda, o grau de poluição gerado durante os processos utilizados. (...) Historicamente, o desenvolvimento do homem esteve ligado à sua habilidade em detectar, manipular e aperfeiçoar os materiais disponíveis para atender suas necessidades de manutenção, proteção, abrigo. (...) O estado de conhecimento (informação) e a disponibilidade de energia e de materiais formam o tripé básico de desenvolvimento da humanidade em busca de melhores condições de vida.”
Segundo MEHTA & MONTEIRO (2014), o concreto é o produto industrializado mais utilizado pela sociedade, com consumo atual mundial estimado, em 19 bilhões de toneladas ao ano.
Portanto, através da utilização do concreto, da melhor maneira, com base em requisitos de desempenho e sustentabilidade, é possível racionalizar o uso, através da redução significativa do consumo de materiais e energia.
Analisando a eficiência de concretos de resistências elevadas e comparando a emissão de CO² de concretos de elevada resistência a partir de um caso real, construído em São Paulo, o edifício e-Tower, com concreto de alta resistência (80MPa), adotando concreto moldado “ïn loco” Helene et. al concluem que do ponto de vista do conceito de construção sustentável, alguns parâmetros importantes foram alcançados com essa modificação de projeto: a elevação da vida útil, a redução do uso de recursos naturais, de impactos ambientais, de energia e do volume total de concreto da obra (mesmo com um consumo de cimento por metro cúbico de concreto superior ao concreto do projeto original - com fck de 40MPa).
Ainda que apresente um maior consumo de cimento por m³, e, por consequência, maior quantidade de emissões de CO² por m³, a redução no volume de concreto e o aumento considerável de vida útil justificam o uso dos concretos de alta resistência do ponto de vista da sustentabilidade.
Não podemos deixar de considerar que o concreto e os sistemas construtivos dele derivados não irão solucionar 100% das necessidades dos empreendimentos construídos, embora tenha um enorme potencial em suas diferen-
tes formas de aplicação e inclusive em combinação com outros materiais e sistemas, para os quais se demonstra extremamente intercambiável. O ideal é que nas análises de viabilidade dos empreendimentos, desde a fase de projeto estejam sendo analisados os materiais, tecnologias e sistemas construtivos a serem empregados, em relação ao local em que serão construídos, avaliando a solução que apresente a melhor relação custo x benefício, levando-se em consideração requisitos de desempenho com base nas premissas de sustentabilidade na extensão de suas dimensões: social econômica e ambiental.
Visando o desenvolvimento sustentável de todo o processo de fornecimento de energia, deve-se maximizar o potencial de cada sistema construtivo, adequando-o ao novo modelo de construção, considerando o impacto ambiental em todas as fases. (Fernández-Ordoñèz 2012).
Neste contexto a industrialização da construção, através da pré-fabricação em concreto ao longo da história, tem estado associada a movimentos sociais, além de lembrar o importante protagonismo do sistema no pós-guerra na Europa, em que cidades inteiras, moradias e infraestrutura eram necessárias para reconstrução, podemos nos referir as recentemente às necessidades urgentes, que surgem em decorrência da imigração e do crescimento da população mundial. Os movimentos sociais geram demandas em larga escala que exigem velocidade, alta produtividade e qualidade, princípios básicos diretamente associados às formas não convencionais de construção visando à construção de moradias e infraestrutura necessárias à população, passando a ser uma alternativa importante a ser considerada na aplicação dos mais diversos empreendimentos.
Além das tradicionais e conhecidas referências como benefícios decorrentes do uso da pré-fabricação em concreto, tais como: a redução do prazo de execução, a produção industrial que assegura a garantia da qualidade dos processos em ambiente controlado, ao trazer atividades que nos sistemas convencionais são realizadas nos canteiros de obra (sujeitas inclusivas as variações climáticas), utilizar de forma racional os recursos materiais e humanos, promovendo condições mais seguras e ergonômicas de trabalho e também a possibilidade de introdução mais ágil e eficaz de tecnologias mais avançadas como o uso do concreto autoadensável e os concretos de ultraelevada performance e sob o ponto de vista de projeto trazer flexibilidade arquitetônica e estrutural, possibilitando grandes vãos pela adoção da protensão e grande intercambialidade com todos os demais sistemas construtivos em caso de sistemas híbridos e mistos e características intrínsecas do material, como a resistência ao fogo, destacam-se os
estudos e aplicações mais recentes no âmbito globalizado, como a capacidade do concreto em relação a outros matérias tradicionais de construção (tabela 1, adaptada de Concrete Centre), em armazenar energia gerada por fontes renováveis através da flexibilidade na rede elétrica, fazendo com que a demanda dos consumidores ocorra ao longo do tempo, evitando os chamados picos de energia, através do pré-aquecimento ou resfriamento dos ambientes.
Tabla 1: Propriedades térmicas de los materiales comunes de construcción
Esta capacidade é denominada de Inércia Térmica que possibilita o armazenamento estrutural ativo de energia térmica. (gráfico 1 adaptado de concrete Centre). Os Sistemas de Controle Inteligentes estão em desenvolvimento em diversos países, nos quais através do pré-aquecimento ou resfriamento de um edifício nas horas de pico a energia se armazena no edifício para ser liberada posteriormente ao longo do uso, sendo conhecido como resposta de demanda ativada (ADR). Porém, para que seja possível a utilização deste último benefício, se faz necessário que se promovam políticas públicas que reconheçam tais vantagens, que se desenvolvam modelos de cálculo de rendimento energético, que seja promovida a interoperabilidade entre os sistemas e incentivos para que os estudos possam avançar.

3.
A aplicabilidade do sistema construtivo como importantes soluções para as cidades – realizações recentes no brasil
Passamos então a exemplificar casos reais em que a adoção da pré-fabricação em concreto, com os benefícios que tradicionalmente lhe são pertinentes, tem vindo de encontro a importantes necessidades de desenvolvimento de infraestrutura no país. Embora tenham sido recentemente para solucionar as necessidades relativas aos principais eventos esportivos no âmbito mundial, como a Copa do Mundo em 2014 e os Jogos Olímpicos em 2016 (Figuras 2 e 3), sabemos que tratam-se de usos especiais em obras que não são realizadas com frequência.


Para o setor, o maior legado, seguramente foi a demonstração de que a indústria nacional está preparada as mais diferentes demandas e que o sistema construtivo, atende com segurança as diversas aplicações. O Brasil é o único país da América Latina que possui suas próprias normas técnicas e no caso da pré-fabricação em concreto, as empresas associadas à Abcic também participam de um Programa de Certificação, no qual elas são avaliadas por um organismo de terceira parte, tanto as plantas de produção, como as obras em relação à qualidade, segurança e aspectos relacionados ao meio ambiente. Este programa foi implementado em 2003, tendo como referência o PCI Plant Certification (USA). Trata-se de um programa evolutivo que induz a integração das empresas, visando não somente atender a requisitos técnicos em seus processos, como também exigências ambientais e de segurança de seus colaboradores. O principal benefício percebido pelas empresas tem sido o ambiente adequando para o desenvolvimento tecnológico e de contínua evolução do setor, a figura 4 mostra a organização industrial de uma empresa nível III no programa. Na evolução dos níveis a evolução de conceitos passa por controle, garantia e gestão pela qualidade. O conceito de que a normalização é a base do desenvolvimento sustentável da indústria, tem efetivamente impulsionado a indústria nacional a novos desafios.

A parte as realizações especiais, neste artigo enfatizamos alguns casos reais de utilização do sistema em projetos que especialmente visam o desenvolvimento das cidades e atendimento às necessidades da população no que diz respeito a moradia, mobilidade urbana e educação, demandas contínuas especialmente em um país em desenvolvimento.
Na área da educação, o uso de pré-fabricado de concreto foi decisivo para viabilizar a construção de 136 novas unidades do programa da Prefeitura do Rio denominado Fábrica de Escolas do Amanhã. E os números por trás desse projeto dão a dimensão deste desafio: foram utilizados 200 mil m³ de concreto, com a produção e montagem
de 80 mil peças de pré-moldado de concreto entre vigas, pilares e lajes alveolares. Para isso, foi desenvolvido um modelo arquitetônico, baseado no uso de pré-moldado de concreto e painéis de vedação termoacústicos, adaptável a terrenos com diferentes configurações. São 16 modelos diferentes de edificações, sendo oito para escolas e oito para Espaços de Desenvolvimento Infantil (EDI), cujo projeto foi desenvolvido em estrutura de concreto pré-moldada definindo quatro vãos típicos para modulação de vigas e pilares, reduzindo ao máximo a variedade de peças. (Figura 5).

O segundo trata-se de um projeto desenvolvido para atender demandas de habitações de interesse social. Baseado na indústria automobilística e no conceito de montadora, os prédios da Linha Ville, em Minas Gerais, são produzidos em plantas industriais e montados no canteiro de obras. Os pilares, vigas, lajes e painéis prontos de fechamento são fabricados com rígido controle de qualidade e, na própria fabricação, são incorporados aos componentes as portas, janelas, eletrodutos e tubulações. Assim, os edifícios são estruturados com vigas e pilares, deixando as paredes apenas com função de vedação. Esse sistema inovador e industrializado tem como pilar fortes características sustentáveis, gerando 85% menos resíduos. (Figura 6)
E por fim o terceiro a ser apresentado brevemente, esta relacionado a mobilidade urbana. Realizado em Belo Horizonte, a construção dos terminais urbanos de integração do BRT (Bus Rapid Transit), além de atender um cronograma ousado para término da obra, facilitou a execução deste tipo de estrutura. Os terminais de integração são estruturas compostos de pilares e vigas pré-fabricadas com seções especiais para atender as condicionantes da arquitetura. As vigas que receberam a cobertura metálica, em duplo balanço, são curvas e foram projetadas com seção variável de modo a diminuir a excentricidade de peso próprio permanente, uma vez que as mesmas se apoiam sobre vigas-calha na região de apoio destas e também no vão e balanços. Um desafio vencido nesta obra foi a complexidade da estrutura

para a colocação da cobertura do Terminal principal, uma vez que ela teria de suportar ventos que naquela região costumam exercer uma carga com valores acima da média. (Figura 7)
O concreto é um material que, apesar de ter evoluído ao longo da história da humanidade, especialmente nos últimos anos, em relação às características intrínsecas e suas propriedades, pelo contínuo desenvolvimento tecnológico dos processos e materiais componentes, continua apresentando um grande potencial de atender a novas demandas da sociedade, promovendo qualidade de vida à população através da sua aplicação nas mais diversas necessidades desde a moradia a toda infraestrutura necessária para a operação de uma cidade. As cidades inteligentes deverão ser mais do que isto, também resilientes capazes não só de ser sustentáveis pelo incremento exponencial da digitalização, mas também proativas em relação a eventos de alto impacto e de origem diversa. O desafio será sempre de que o impacto seja o mínimo possível na qualidade de vida de quem nela habita e na sua eficiência de operação. Os sistemas construtivos devem, portanto, considerar tais aspectos em sua contínua evolução, agregando capacidade de atender a estas demandas. A industrialização em concreto através do uso da pré-fabricação deverá ser sempre uma solução a ser analisada como alternativa viável e inteligente, de forma isolada ou em combinação com outros sistemas construtivos. O artigo demonstra que o uso e desenvolvimento da industrialização de concreto avançam na medida em que novos requisitos são impostos e obtém respostas e soluções

efetivas e quem com certeza continuará trazendo sua contribuição ao desenvolvimento da humanidade.
1. Airaksinen, Miimu y Porkka, Janne. 2016. Rese arch Roadmap Report Smart City Vision. CIB Publica tion 407.
2. http://www.unric.org/pt/actualidade/31160-rela torio-dasnacoes-unidas-estima-que-apopulacao-mun dial-alcance-os-96-mil-milhoes-em-2050-
3. Schwab, Klaus. “A quarta revolução industrial”. Sao Paulo: Edipro, 2016. Traducido por Daniel Moreira.
4. IESE. Cities in Motion Index. Navarra: IESE, 2016.
5. International Organization for Standardization. “Sustainable development of communities -- Indicators for city services and quality of life”. ISO 37120, 2014.
6. Associacao Brasileira de Normas Tecnicas. NBR ISO 37120. “Desenvolvimento sustentavel de comuni dades – Indicadores para serviços urbanos e qualidade de vida”. Rio de Janeiro, 2017.
7. Managing the Risks of Extreme Events and Disas ters to Advance Climate Change Adaptation, 2012. https://www.ipcc.ch/pdf/special-Reports/srex/SREX_










PRÉ-MOLDADAS DE CONCRETO E AS CONSIDERAÇÕES DA ABNT NBR 9062:2017
Cassiano da Silva Zago - Engenheiro Estrutural da Leonardi e Mestre em estruturas pela UNICAMP
Íria Lícia Oliva Doniak - Presidente Executiva Abcic
Marcelo Cuadrado Marin - Diretor Técnico ABCIC, Diretor de Engenharia da Leonardi e secretário da Comissão de Estudos ABNT NBR 9062
O objetivo do presente artigo é apresentar os as pectos referentes às estruturas pré-moldadas de concreto em situação de incêndio, bem como os recentes estudos internacionais monitorados pela ABCIC (Associação Brasileira da Construção In- dustrializada de Concreto), por sua participação na comissão 6 de pré-fabricação da fib (Interna- tional Federation for Structural Concrete) e por sua parceria com o PCI (Precast Concrete Institute). Não serão aprofundados os conceitos técnicos que envolvem a resistência ao fogo, objeto dos demais artigos da edição 89 da Revista CONCRETO & CONSTRUÇÃO*.
Dentre os aspectos da matéria de suma impor- tância, podem-se citar: o comportamento dos ele- mentos estruturais frente ao sinistro, o efeito do ”spalling“ nas peças de concreto armado e pro- tendido, questões relacionadas às melhorias nos processos e produtos por meio de pesquisas e pro- totipagem que servem como referência para me- lhorias contínuas, e, por fim, as questões relacio- nadas às ligações entre os elementos estruturais e o efeito do colapso progressivo.
Para tanto, se faz necessário o entendimento de que as estruturas pré-moldadas de concreto não se tratam de elementos isolados, mas sim de uma solução estrutural, envolvendo a análise do siste- ma estrutural como um todo.
A industrialização da construção civil tornou-se um tópico recorrente quando se trata de construções de grande porte e que exigem o atendimento de prazos ousados, sem que haja o detrimento da qualidade e o desenvolvimento de processos de execução que geram naturalmente soluções que atendam não somente o desempenho, mas forma e função. Neste cenário, a indústria do pré-moldado assimilou o conceito de qualidade e vem crescendo no decorrer dos anos, trazendo novos processos e tecnologias em seus produtos.
Quanto ao dimensionamento estrutural, é necessário prever adequadamente as solicitações impostas, fazendo com que a resistência do elemento seja suficiente para evitar sua ruína. Porém, mesmo uma estrutura com resistência admissível em situações de temperatura normal tem seu quadro alterado em situações de incêndio, pois, quando um elemento estrutural é submetido a altas temperaturas, as suas características mecânicas sofrem alterações, podendo ocasionar danos estruturais com possível risco de colapso..
Após estabelecido pela ABNT NBR 15200:2012 (Projeto de estruturas de concreto em situação de incêndio) em seu escopo que “Para estruturas ou elementos estruturais pré-moldados ou pré- -fabricados de concreto aplicam-se os requisitos das Normas Brasileiras especí-
ficas. Na ausência de normas específicas, aplicam-se as recomendações desta norma”, o tema da resistência ao fogo foi abordado e contemplado na recente publicação das normas ABNT NBR 9062:2017 (Projeto e execução de estruturas de concreto pré-moldado) e ABNT NBR 16475:2017 (Painéis de parede de concreto pré-moldado - Requisitos e procedimentos).
Nesse contexto, é necessário evidenciar o papel do projetista da estrutura e a sua responsabilidade em projetar uma estrutura pré-moldada para suportar as ações e as alterações nas propriedades mecânicas ocasionadas pelo aquecimento a altas temperaturas. Tanto é verdade que historicamente há exemplos de estruturas que sofreram tais solicitações e que, apesar dos prejuízos materiais e humanos, deixaram um legado no âmbito da segurança contra o incêndio.
Na cidade de Rotterdam, na Holanda, ocorreu em 2007 um incêndio nas garagens de um edifício de multipavimentos, localizado sob um complexo de apartamentos. Logo após o início do incêndio, ocorreu o colapso de parte do piso composto por placas alveolares protendidas. Apesar de não ter sido um colapso completo, esta falha não foi bem vista pela comunidade técnica, ocasionando assim a necessidade de se realizar um estudo abrangente para averiguar se este elemento estrutural teria sido capaz de resistir às solicitações impostas pela combinação da ação térmica e das cargas permanentes sobre as placas.
Alguns desses trabalhos foram publicados em revistas especializadas e outros resultados foram resumidos em uma carta aberta da BFBN (Federação dos fabricantes de produtos de concreto na Holanda), nos Países Baixos, em novembro de 2009 e depois em uma carta atualizada em junho de 2011, incluindo as conclusões encontradas pelos autores [1]. Esses trabalhos contribuíram de forma significativa para a compreensão da resposta mecânica das lajes alveolares quando submetidas a tal ação.
No caso do edifício Ronan Point, de 21 andares, com tipologia estrutural em placas portantes estruturais, localizado em Londres, ocorreu o colapso progressivo de parte da estrutura devido a uma explosão de gás, causando assim a morte de quatro pessoas e ferindo mais dezessete.
A notória ruína, causada por uma solução de baixa redundância, levou a uma perda de confiança pública em edifícios residenciais de grande porte que utilizam essa tipologia estrutural, resultando dessa forma em grandes mudanças nos regulamentos de construção do Reino Unido. Apesar dessa ruptura não ter sido ocasionada diretamente por um incêndio, e sim por uma explosão, não deixa de ser um exemplo real de uma estrutura pré-
-moldada que merecia uma atenção especial com relação às ações excepcionais. Van Acker, em contribuição para o livro de Chastre e Lúcio, apresenta soluções para o problema do colapso progressivo [2].
Tendo em vista os casos descritos, lições podem ser aprendidas com base no desempenho de edifícios que sofreram incêndios reais. De acordo com a publicação do texto “Concrete and Fire Safety” pela The Concrete Centre [3], diferentes tipologias de estruturas de concreto danificadas pelo fogo no Reino Unido foram investigadas. Nesta investigação foram reunidas informações sobre o desempenho, avaliação e reparação de mais de 100 estruturas, incluindo edificações residenciais, escritórios, armazéns, fábricas e estacionamentos. As tipologias estruturais examinadas incluíam pisos planos, vigas e pilares, tanto pré-moldadas quanto de concreto moldado “in loco”.
Foi concluído que a maioria das estruturas foram reparadas e voltaram a ser utilizadas. Para as outras que não tiveram esse destino, poderiam ter sofrido algum tipo de reforço estrutural, porém, por motivos diversos, foram demolidas. Por fim, quase sem exceção, as estruturas funcionaram bem durante e após o incêndio.
Na Europa, recentemente foi realizado um amplo estudo sobre a questão da resistência ao fogo em um dos produtos pré-fabricados considerado mais crítico. Nele, destaca-se que a laje alveolar, utilizada em edifícios de multipavimentos de grandes proporções, especialmente na Bélgica e Holanda, apresenta características que devem ser avaliadas com grande critério. Sua geometria, sua armação ser composta apenas por armadura ativa e, em algumas situações, a utilização de concreto de alto desempenho, tendo como características principais a elevada resistência e o baixo índice de absorção, são exemplos de características importantes a serem avaliadas.
Este estudo integra um projeto denominado HOLCOFIRE (Hollow Core Fire Resistance), que consiste no estado da arte sobre o assunto e foi baseado em testes de laboratório que conduziram a uma análise estatística com 162 resultados de ensaios, simulações com métodos de elementos finitos em diferentes situações de projeto e metodologias revisadas. Envolvendo toda a indústria europeia, seu escopo foi definido na Bélgica em 2009 e apresentado em maio de 2010 na Holanda. Por fim, foi finalizado em 2013, após exaustivos trabalhos realizados nos laboratórios mais renomados da Europa em condições de ensaiar não apenas elementos isolados, mas o sistema estrutural como um todo.
Os dados foram publicados em um livro em 2014, pela
BIBM (Federação das associações de estruturas pré-fabricadas da Europa), que coordenou as atividades definidas neste projeto e organizou as reuniões do grupo de trabalho, reunindo os mais renomados experts e pelo IPHA (International Prestressed Hollowcore Association). O título do livro em tradução livre é “O comportamento estrutural das lajes alveolares protendidas expostas ao fogo”.
O estudo, registrando que existe na Europa milhões e milhões de metros quadrados de lajes alveolares já instaladas, com base numa infinidade de testes realizados e nas conclusões do acidente ocorrido em Rotterdam, concluiu que os sistemas de lajes alveolares atendem a todos os regulamentos de segurança, qualidade e requisitos de resistência ao fogo. Além disso, o estudo salientou que as lajes alveolares apresentam desempenho adequado quando expostas ao fogo, e que, portanto, a sociedade pode continuar a confiar no desempenho deste tipo de solução [4].
Na Bélgica e Holanda, a solução com pré-fabricados de concreto tem sido amplamente utilizada em edifícios de múltiplos pavimentos, de altura considerável de até 60 andares, porém, com diferentes tipologias. Na Bélgica, com estrutura tipo esqueleto com núcleo rígido moldado “in loco” (Figura 1) e, na Holanda, com painéis autoportantes (Figura 2). A primeira missão técnica da ABCIC realizada em 2008 visitou, acompanhada do projetista Arnold Van Acker, um dos idealizadores destes edifícios, a fábrica produtora dos elementos e também as obras em fase de montagem.
Uma das obras visitadas foi o Edifício North Galaxy, em Bruxelas, concluído em 2009, com 28 pavimentos e 107 metros de altura (Figura 3). Neste empreendimento foi utilizada a solução em pré-moldados, por apresentar uma resistência ao fogo superior a duas horas sem necessidade de proteção complementar e por manter a rapidez de execução característica dos processos industrializados, com comprovado desempenho térmico e acústico.


Mais recentemente na missão técnica de 2016, foi realizada uma visita, na Dinamarca, a um hotel 100% pré-fabricado em sistema de painéis com lajes alveolares (Figura 4), composto por duas torres de 23 andares, 76,5 metros de altura, inclinação de 15 graus em direções opostas e cujo case foi apresentado por seu projetista no ENECE (Encontro Nacional de Engenharia e Consultoria Estrutural) em 2015, e publicado na íntegra na revista “Industrializar em Concreto”.


As referências obtidas no Manual do PCI, bem como uma análise de normas europeias e estudos acadêmicos diversos, como o projeto HOLCOFIRE, formaram a base de discussões das propostas para a Comissão de Estudos da ABNT (Associação Brasileira de Normas Técnicas). Esse aporte de informações motivou um amplo debate sobre o tema e resultou no acréscimo considerável de diretrizes para o dimensionamento e formulação da proposta que culminou com a aprovação e a publicação da norma ABNT NBR 9062:2017, atendendo ao disposto no escopo da ABNT NBR 15200.
O tema de projeto de estrutura em situação de incêndio foi, na versão de 2006, abordado em apenas 4 linhas e referenciava a norma ABNT NBR 15200. Havia uma lacuna na abordagem de alguns elementos em concreto pré-moldados (lajes alveolares e painéis maciços de concreto). A revisão da norma em 2017 permitiu estabelecer critérios e parâmetros de dimensionamento para os elementos citados. Esse grupo de trabalho teve a colaboração do professor Fernando
Stucchi, da POLI/USP (Escola Politécnica da Universidade de São Paulo), que conduziu uma avaliação baseada nos Eurocódigos e normas europeias específicas, como a espanhola, e debateu o tema com especialistas no âmbito da fib (International federation for structural concrete) [5]. Como resultado deste trabalho e dos debates ocorridos na Comissão de Estudos da ABNT, a ABNT NBR 9062:2017 apresenta no seu texto indicações de verificação com relação ao incêndio como se descreve na sequência.
Para as lajes alveolares foram consideradas três condições de contorno para dimensionamento à flexão: lajes biapoiadas, lajes biapoiadas confinadas e lajes contínuas confinadas. A definição da distância da face do elemento estrutural ao eixo da armadura (c1) depende de três fatores:
Condição de contorno;
• Msd incêndio: Esforço solicitante de projeto
• para combinação de ações na situação de
• incêndio;
• TRRF: Tempo requerido de resistência ao
• fogo.
Para avaliação da capacidade à força cortante, foram estabelecidas relações de redução, conforme Tabela 1.
Tabela 1 - Relaçãto de redução de cortante
Espessura das lajes (com ou sem capa) (mm) ≤ 210 220 - 350 > 350
Onde: VRd é o esforço cortante resistente de cálculo em temperatura ambiente e o VRd incêndio é o esforço cortante resistente de cálculo em situação de incêndio
Os critérios para avaliação dos painéis maciços em situação de incêndio correlacionam a espessura do painel, o tipo de agregado empregado na sua produção e o TRRF (Conforme tabela 2).
Para o dimensionamento dos pilares e vigas em concreto pré-moldado, a norma especifica que a estrutura como um todo deve ser projetada atendendo aos requisitos das ABNT NBR 14432 e ABNT NBR 15200, bem como da ABNT NBR 8681, quanto às combinações de ações a serem consideradas.
Tabela 2 - Espessura mínima do painel maciço em função do TRRF e tipo de agregado
Tipo de agregado Espessura efetiva em função da resistência ao fogo (mm)
VRd incêndio / (VRd) em %
Argila expandida, vermiculita ou ardósia expandida 65 80 90 115 130
Pedras calcárias 75 90 110 135 160
Pedras silicosas (quartzos, granitos ou basaltos)
80 90 110 135 160
Na área acadêmica, atualmente poucos trabalhos são publicados no Brasil envolvendo o tema do pré-moldado em situação de incêndio. Com destaque, pode-se citar Zago [6], que apresenta as principais questões em um dimensionamento de lajes alveolares em situação de incêndio. Os tópicos abordados pelo autor são: o comportamento quanto à flexão; o comportamento quanto ao cisalhamento; a aderência da armadura pro tendida no concreto; o efeito do confinamento da laje por meio da capa estrutural de concreto armado; a influência das características geométricas da seção no gradiente de temperatura; as perdas de protensão e o efeito do spalling, que é o lascamento explosivo que ocorre nas faces do elemento de concreto exposto a altas temperaturas. Além disso, uma análise térmica computacional é apresentada buscando simular o gradiente de temperatura na seção transversal das lajes.O efeito do spalling é tratado no trabalho do autor, e é comentado que os requisitos para a prevenção do spalling nos elementos estruturais são apresentados no Eurocode, que recomenda um teor de umidade no concreto abaixo de 3%. Abaixo desse valor, portanto, considera-se que existe pouca probabilidade de ocorrência desse efeito. Para o caso de lajes alveolares, o efeito do lascamento explosivo não oferece grande prejuízo, uma vez que este elemento possui um baixo teor de umidade. No entanto, o autor adverte que, para os casos em que se observa um teor de umidade elevado (U > 3%), é necessário que medidas corretivas sejam adotadas. Como conclusão, o autor defende que os modelos ma-
temáticos recomendados pelos documentos normativos brasileiros e internacionais são suficientes para determinar a capacidade de suporte do elemento estrutural em situação de incêndio. No entanto, por ser um tema pouco abordado nacionalmente, estudos complementares são necessários para dar continuidade ao seu trabalho.
Tendo em vista os tópicos abordados neste artigo, fica evidenciada a aplicabilidade do sistema estrutural em pré-moldado para todas as solicitações impostas, ou seja, fazendo um bom uso das normas e dos conceitos técnicos é possível tornar a estrutura segura e confiável, obtendo assim sucesso em um projeto mesmo em situações de incêndio. Vale salientar que os acidentes ocorridos no passado não podem ser esquecidos nem negligenciados, pois eles são exemplos reais e que, apesar dos prejuízos materiais e humanos, deixaram um legado no âmbito da segurança contra o incêndio. Nesse contexto a norma ABNT NBR 9062:2017, alinhada com o panorama internacional, onde há uma efetiva participação brasileira, apresenta uma resposta no sentido evolutivo da tecnologia e naturalmente na contribuição acerca das lições aprendidas.
[1] LANGE, D.; McNANEE, R. J. Modelling of hollow core concrete construction exposed to fire. Brandforsk, Estocolmo, 2016, 60 p. [2] CHASTRE, C.; LÚCIO, V. Estruturas pré-moldadas no mundo. Aplicações e comportamento estrutural. Editora Parma, Ltda, 2012, 320 p.
[3] The Concrete Centre. Concrete and Fire Safety. How concrete contributes to safe and efficient structures. Camberley, 2008, 16 p.
[4] JANSZE, W.; ACKER, A. V.; BELLA, B. D.; HOLTE, R. K.; LINDSTROM, G.; PY, J. P.; SCALLIET, M.; NITSCH, A; BENHOFER, H. Structural behaviour of prestressed concrete hollow core floors exposed to fire. 's-Hertogenbosch: Uitgeverij BOXPress, 2014. 226 p.
[5] MARIN, M.C. ABNT NBR 9062:2017 Projeto e Execução de Estruturas de Concreto Pré- -moldado. CONCRETO & CONSTRUÇÕES, n.86, p. 37-44, 2017
[6] ZAGO, C. S. Análise comparativa dos métodos de dimensionamento de lajes alveolares em situação de incêndio. 2016. 189 p. Dissertação (Mestrado) – Departamento de Engenharia Civil, Universidade Estadual de Campinas. Campinas, 2016.
[7] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9062: Projeto e execução de estruturas de concreto pré-moldado - procedimento. Rio de Janeiro - PROJETO DE REVISÃO, 2016. 57 p.
[8] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15200: Projeto de estruturas de concreto em situação de incêndio. Rio de Janeiro, 2012. 48 p.
[9] FEDERATION INTERNATIONAL DU BETÓN, fib(CEB-FIP). Planning and Design Handbook on Precast Building Structures, 2nd edition, 2004.
Artigo originalmente publicado na edição 89 (Janeiro a Março 2018), da Revista Concreto & Construções, editada pelo Instituto Brasileiro do Concreto (Ibracon)

Marcelo de Araujo Ferreira - Doutor em Engenharia de Estruturas (EESC-USP). Professor Associado no PPGECivUFSCar. Coordenador do laboratório NETPRE-UFSCar. E-mail: marcelof@ufscar.br
Laylah Raeder - Arquiteta e Urbanista (EESC-USP). Mestranda no PPGECiv-UFSCar. E-mail: Layraeder@gmail.com
Bruna Catoia - Doutora em Engenharia de Estruturas (EESC-USP). Responsável pelo laboratório NETPRE-UFSCar. E-mail: bcatoia@yahoo.com.br
RESUMO: As tecnologias de sistemas construtivos integrados por painéis pré-moldados de concreto aplicadas em edificações habitacionais têm sido amplamente difundidas em várias partes do mundo, em especial no período pós-guerra na Europa, sendo que segundo Freitas (2018) esta tecnologia foi empregada no Brasil já no final da década de 60. Entretanto, devido à falta de uma normalização prescritiva específica para painéis pré-moldados até a recente publicação da ABNT NBR14861:2017, esta tecnologia não era tratada como um sistema construtivo próprio, mas como produtos inovadores cujo uso em obras habitacionais estavam condicionados à sua aprovação por meio de avaliações técnicas do sistema DATec-SINAT. Os painéis pré-moldados de concreto apresentam elevado desempenho potencial quanto à sua segurança estrutural, resistência ao fogo, durabilidade, desempenho acústico, estanqueidade (desde que o projeto das juntas entre painéis seja projetado adequadamente) e sustentabilidade. No tocante ao desempenho térmico das paredes da fachada, o material concreto apresenta condutividade térmica moderada, mas também possui elevada inércia térmica, proporcionando maior atraso térmico entre os ambientes internos e externos. Dada a grande variedade dos painéis fabricados produzidos por diferentes fabricantes no Brasil, tem-se uma dificuldade de caracterizar e sistematizar o desempenho potencial dos painéis de concreto para aplicações em todas as zonas bioclimáticas no Brasil. Por outro lado, embora existam diversas referências internacionais importantes para projeto de painéis pré-moldados em países de clima frio, como EUA, Canadá e Norte da Europa, onde são empregados painéis tipo sanduíche com isolamento térmico, ainda não se dispõe informações padronizadas de como adequar a tecnologia para as condições específicas no Brasil. Com a aprovação da ABNT NBR16475:2017 e da revisão da ABNT NBR9062:2017, vários dos aspectos de desempenho relacionados à segurança estrutural, incêndio, estanqueidade à água, entre outros, estão cobertos por aquela norma, mas ainda não se forneceu uma prescrição com relação ao desempenho térmico potencial dos sistemas de paredes integrados por painéis pré-moldados. Este artigo apresenta resultados com medições de campo em painéis pré-moldados com espessuras entre 10 cm e 15 cm, onde se pretende avaliar o impacto da temperatura superficial externa em painéis de fachada com concreto aparente sobre o desempenho térmico do sistema, visando a sistematização de recomendações para projeto com base no desempenho de painéis pré-moldados. Palavras-chave: Concreto Pré-moldado, Painéis, Racionalização, Desempenho Térmico, Fachada
Os sistemas construtivos integrados por painéis pré-moldados de concreto aplicados em edificações habitacionais estão difundidos em várias partes do mundo, em especial no período pós-guerra nos anos 50 na Europa. Segundo Freitas (2018) esta tecnologia foi empregada no Brasil já no final da década de 60. Entretanto, tanto na reconstrução na Europa quanto no início da aplicação destes sistemas construtivos no Brasil, ainda sob financiamento do extinto BNH nos anos 70 e 80, o
emprego destes sistemas em edificações habitacionais foi inicialmente impulsionado pela necessidade de se construir numa escala maior, onde o estudo do desempenho destes sistemas se deu em vários casos a partir da avaliação pós-ocupação, para só posteriormente ser desenvolvido um estudo sistemático sobre o desempenho do sistema como um todo.
Ao contrário da segmentação de projeto observada nos sistemas construtivos convencionais, no caso de
sistemas construtivos industrializados aplicados para edificações habitacionais é necessário que desde no início do processo do projeto haja uma integração produto-produção efetiva, levando-se em conta os processos de fabricação e montagem, integrando as tecnologias de materiais, elementos e componentes, necessários para a composição dos sistemas estruturais pré-moldados, considerando tanto as etapas transitórias e quanto as etapas finais do sistema estrutural. O projeto do sistema construtivo deve satisfazer aos requisitos e critérios de desempenho de acordo com as características funcionais dos materiais, componentes e subsistemas, levando-se em conta as condições de exposição e vida útil de projeto, considerando os aspectos que garantam a construtibilidade e sustentabilidade do sistema.
Devido à falta de uma normalização prescritiva para painéis pré-moldados até a recente publicação da ABNT NBR16475:2017, tais sistemas construtivos eram considerados como inovadores e seu uso em obras habitacionais estava condicionado à aprovação por meio de avaliações técnicas no sistema DATec-SINAT. A partir da aprovação da ABNT NBR16475:2017 e da revisão da ABNT NBR9062:2017, foram abordados importantes aspectos de desempenho quanto à segurança estrutural e situação de incêndio, mas ainda não se forneceu uma padronização normativa com relação ao desempenho térmico potencial destes painéis.
Os painéis pré-moldados de concreto apresentam elevado desempenho potencial quanto à sua segurança estrutural, resistência ao fogo, durabilidade, desempenho acústico, estanqueidade (desde que o projeto das juntas entre painéis seja projetado adequadamente) e sustentabilidade. No tocante ao desempenho térmico das paredes da fachada, o material concreto apresenta elevada condutividade térmica, baixa resistência térmica, mas possui inércia térmica elevada (a qual proporciona um atraso térmico entre os ambientes internos e externos).
Ainda com relação ao desempenho térmico, embora existam diversas referências internacionais importantes para projeto de painéis pré-moldados em países desenvolvidos como EUA, Canadá e Norte da Europa, onde são empregadas tipologias de painéis tipo sanduíche com isolamento térmico, as mesmas não seriam adotadas integralmente no Brasil, uma vez que existem condições climáticas e de exposição bastante variadas e diferentes das condições dos países com climas frios. Por outro lado, dada grande variedade dos painéis fabricados produzidos por diferentes fabricantes no Brasil, existe uma dificuldade inicial de caracterizar o desempenho potencial dos painéis de concreto para aplicações em todas as zonas bioclimáticas no Brasil.
O concreto é um material com massa específica elevada e possui uma condutividade térmica moderada, fazendo com que as paredes de concreto possuam inércia térmica elevada. Isso significa que os painéis de concreto podem absorver o calor durante o dia e liberar lentamente o calor durante a noite, quando a temperatura externa diminui. À noite a temperatura externa esfria as paredes e o painel transfere essa temperatura lentamente para o interior da edificação durante o dia. Esse efeito pode trazer economia de energia, reduzindo a necessidade do uso de sistemas de ar condicionado. Para concretos com massa específica de 2400 kg/m3, a condutividade térmica varia entre γ = 1,75 e 1,80 (W/mK). Buscando a padronização do desempenho potencial de sistemas de vedação aplicados em edificações habitacionais no Brasil, o Ministério das Cidades disponibilizou um catálogo com fichas de desempenho para algumas tipologias de fechamento, conforme apresentado na Tabela 1, incluindo painéis de concreto maciço com espessuras de 10 cm e 12 cm, com valores de transmitâncias térmicas de U = 4,40 (W/m².K) e U = 4,19 (W/m².K), respectivamente.

Segundo a ABNT NBR16475:2017 o desempenho térmico do sistema deve atender aos critérios de desempenho estabelecidos em ABNT NBR15575:2013, segundo a qual a avaliação da adequação do desempenho térmico de habitações deve ser feita por dois procedimentos. O Método Simplificado (normativo), estabelece a avaliação analítica dos requisitos e critérios de desempenho térmico para os sistemas de vedação, conforme ABNT NBR15575-4 e ABNT NBR15575-5, considerando condições naturais de insolação e ventilação, onde as fachadas das edificações em seu conjunto -
vedação, isolamento e revestimentos, incluindo pintura, devem atender ao requisito de transmitância térmica e capacidade térmica de acordo com os limites apresentados na Tabela 2. Segundo o SINAT (MINISTÉRIO DAS CIDADES, 2012), o memorial do projeto de arquitetura deverá identificar a zona bioclimática da edificação de acordo com a ABNT NBR15220:2005, apresentando o cálculo da transmitância térmica e da capacidade térmica das paredes de fachadas. Os procedimentos de ensaios para determinação da condutância e transmitância térmicas dos materiais de construção estão apresentados na ABNT NBR6488.
Transmitância Térmica U (W/m².K)
Zonas 1 e 2
U ≤ 2,5 α
Zonas 3, 4, 5, 6, 7 e 8
0,6 α a > 0,6 U
3,7 U ≤ 2,5 a α é a absortância à radiação solar da superfície externa da parede
Tabela 2 - Transmitância Térmica de Paredes Externas
Fonte: ABNT NBR 15575:2013
Para os casos em que a avaliação da transmitância térmica e capacidade térmica, em função de uma zona bioclimática, resultarem em desempenho térmico insatisfatório, o projetista deverá avaliar o desempenho térmico da edificação como um todo por meio do método da simulação computacional. Neste caso, o software recomendado é o programa EnergyPlus ou software similar que permita a determinação do comportamento térmico da edificação sob condições dinâmicas de exposição ao clima, sendo capaz de reproduzir os efeitos de inércia térmica e validado pela ASHRAE Standard 140 (LAMBERTS, 2016). Entretanto, a análise por meio da simulação numérica não é um procedimento trivial para ser aplicada na prática diária de um escritório de arquitetura, demandando tempo para ser processada. Já o Método de Medição (informativo) permite a verificação do atendimento aos requisitos e critérios estabelecidos na ABNT NBR 15575-1, por meio de realização de medições em edificações ou protótipos. Entretanto, este método não é prescritivo, mas apenas informativo e não sobrepõe aos procedimentos analíticos do método simplificado. A simulação computacional a ser realizada deverá considerar todas as condições e situações reais de projeto, como consideração da zona bioclimática, orientação das fachadas, posição das aberturas, condição de troca de calor horária (ventilação), condições de sombreamento nas fachadas (brises e beirais), consideração da cor da fachada (grau de absorção da irradiação solar na fachada). De fato, como pode ser observado em vários documentos DATec-SINAT existentes para avaliação de desempenho de sistemas construtivos empregando painéis pré-moldados que vários destes documentos apresentam simulações computacionais da edificação onde
o desempenho térmico foi aprovado para condições de projeto com a fachada pintada com cor clara (com baixa absorção da luz solar). SACHT (2008) realizou uma série de avaliações de desempenho térmico em painéis de concreto aplicados em edifícios habitacionais com multipavimentos, considerando condições críticas para o verão e para o inverno, onde se observou que dentre as tipologias com painéis de concreto com massa específica de 2400 kg/m3, o painel com espessura 12 cm mostrou-se viável para diversas situações de projeto.
Adequação da espessura das paredes de concreto com base nos critérios de desempenho da ANBT NBR15575:2013
De acordo com a ABNT NBR16475:2017, para painéis de parede maciços (Figura 1-a), as propriedades e geometria da seção transversal (área, inércia e cobrimento) devem ser calculadas a partir da seção retangular líquida descontando os ressaltos. Os painéis de parede dupla são elementos formados pela composição de placas pré-moldadas maciças conectadas por nervuras e/ou por treliças. Esses painéis podem ter seus vazios internos preenchidos ou parcialmente preenchidos com concreto estrutural (Figura 1-b). No caso do preenchimento completo, o comportamento estrutural será semelhante ao de painel maciço.


A ABNT NBR16475:2017 se aplica para painéis entre 100 mm e 250 mm de espessura, conforme mencionado em seu escopo. Com relação ao desempenho dos painéis pré-moldados em situação de incêndio, a ABNT NBR16475:2017 recomenda que se aplique o critério de espessura efetiva mínima do painel maciço em função do TRRF apresentado na ABNT NBR 9062:2017, conforme apresentado na Tabela 3.
Tipo de Agregado
Argila expandida, vermiculite ou ardósia expandida
Pedras calcárias
Pedras silicosas (quartzos, granitos ou basaltos)
Espessura efetiva em função da resistência ao fogo mm
Tabela 3: Espessura mínima do painel maciço em função do TRRF e tipo de agregado
O amortecimento acústico de um painel de concreto maciço com massa específica 2400 kg/m3 pode ser determinado analiticamente em função da espessura do painel, desde que não haja vazamentos acústicos nas juntas verticais entre paredes e nas juntas horizontais entre lajes e paredes. RAEDER (2008) apresenta um quadro resumo com valores de desempenho potencial para TRF, Amortecimento Acústico, Resistência Térmica e Transmitância Térmica em função da espessura de painéis maciços de concreto, conforme Tabela 4. Conforme observado, mesmo para um painel com máxima espessura de 250 mm, com TRF > 240 min e 62 dB, ainda não conseguiria atender ao critério de transmitância térmica máxima para paredes com absortância solar superior a 60%, que seria o caso de painéis com acabamento em concreto aparente.
Uma vez que um painel pré-moldado possua função de parede estrutural, a sua vida útil de projeto deverá atender a VUP = 50 anos. Além disso, em função do número de pavimentos da edificação, as paredes estruturais deverão atender aos valores críticos de TRRF, onde a espessura mínima de 100 mm apresenta um TRF = 90 min. Por outro lado, com relação ao amortecimento acústico, os painéis com espessuras de 120 mm não apresentam desempenho mínimo para serem usados em paredes geminadas entre dormitórios de unidades adjacentes, sendo necessária uma espessura mínima de 140 mm. Considerando que as paredes de concreto possuem características funcionais simultâneas, onde a espessura mínima do painel é definida para uma situação crítica de desempenho, STRABELI (2016) propôs que uma forma de otimizar o uso de painéis pré-moldados de concreto em edifícios multipavimentos seria reduzir o número de pare-
des estruturais, deixando-as nas paredes de divisa entre apartamentos, nas caixas de escada, paredes das áreas de uso comum e paredes da fachada que apoiem as lajes de piso.
Concreto armado prémoldado 2400 1,75
Tabela 4 - Valores obtidos de Amortecimento Acústico, Resistência Térmica e Transmitância Térmica Segundo a Espessura de Painéis Maciços de Concreto Armado
Fonte: RAEDER (2018)
A cor da fachada é um parâmetro muito importante para ser considerada na simulação computacional para avaliação do desempenho térmico da edificação. DORNELLES (2008) estudou o efeito da absortância solar do envelope construtivo nas temperaturas internas, onde fachadas com altos índices de absortância podem apresentar temperaturas superficiais externas com até 20 °C superiores à temperatura do ar no exterior da edificação. Por outro lado, fachadas com baixa absortância solar apresentam temperaturas superficiais externas muito próximas à temperatura do ar no exterior, com diferenças inferiores a 3 °C.
Segundo a ABNT NBR15220:2005, o concreto aparente apresenta uma absortância que varia entre 65% e 80%, enquanto DORNELLES (2008) recomenda uma absortância de 75%. Já para o caso de fachadas com cor branca, tanto a ABNT NBR 15220 (2005) quanto DORNELLES (2008) consideram uma absortância solar de 20%.
Com o intuito de comprovar que a visão humana não é instrumento adequado para indicar o quanto uma superfície absorve de energia solar, DORNELLES (2008) apresentou dados de absortância solar para diferentes cores e tipos de tintas utilizadas em superfícies opacas de edificações no Brasil, empregando quatro métodos para determinar a absortância solar de superfícies opacas: a) O primeiro método fornece valores de refletância e absortância solar das superfícies quando expostas a uma energia constante ao longo do espectro, porém sem ajustar ao espectro solar padrão. Os dados de absortância solar obtidos com o espectrofotômetro foram ajustados ao espectro solar padrão, e indicou que a absortância diminui quando
submetida às diferentes intensidades da radiação solar.
b) O segundo método consiste nas medições com scanner comum, que a partir dos valores de RGB e HSL obtidos com a digitalização das amostras em scanner comum, pode-se estimar a absortância solar para as regiões visível e total do espectro solar, com boas correlações e pequenos desvios-padrão.
c) O terceiro método consiste nas medições com o espectrômetro ALTA II, que fornece valores de refletância para onze diferentes comprimentos de onda das regiões visível e infravermelho-próximo.
d) O quarto método consiste nas medições de temperatura superficial, cujas absortâncias são estimadas a partir das temperaturas superficiais das amostras, obedecendo à hipótese da linearidade.
DORNELLES (2008) analisou o efeito da rugosidade superficial sobre a absortância solar de amostras pintadas com diferentes cores de tintas, onde as análises para amostras rugosas pintadas com diferentes cores de tintas indicaram que a rugosidade aumenta linearmente a absortância de cada superfície, com aumento mais significativo na amostra pintada de cor branca. Adicionalmente, observou-se que amostras pintadas com tintas semi-brilho foram mais sensíveis aos efeitos da rugosidade do que àquelas pintadas com tintas de acabamento fosco, devido à maior absortância que as tintas semi-brilho apresentam em relação às tintas de acabamento fosco.
Na classificação quanto ao acabamento para painéis em concreto pré-moldado, segundo o texto da ABNT NBR16475:2017, painel de parede bruto é aquele que necessita de algum tipo de acabamento após a montagem, seja pintura, gesso ou argamassa, enquanto painel de parede arquitetônico é aquele que, após a montagem, já se encontram acabados em pelo menos uma das faces, sem a necessidade de outro tipo de revestimento para fins de acabamento. Portanto, este tipo de painel, com baixa rugosidade superficial, possui um alto potencial para redução da absortância solar com aplicação de tintas com acabamento fosco, sendo esta a solução mais econômica para atingir tal resultado.
A seguir são apresentados os resultados de uma pesquisa exploratória com medições de campo com o objetivo de avaliar o efeito da temperatura superficial externa em painéis pré-moldados de fachada no desempenho térmico do sistema.
superfícies de painéis com paredes duplas
Na Figura 2 é apresentado um protótipo construído com painéis de paredes duplas em concreto com preenchimento no local. Com a utilização de sensores térmicos tipo dataloggers, foram medidas as temperaturas ao longo do dia na fachada oeste para verificar o atraso térmico e a inércia térmica do painel de concreto, conforme é possível observar na Figura 6. Segundo o gráfico de variação da temperatura, a menor temperatura da face interna ocorreu entre 9 hs e 10 hs da manhã. É possível observar que a temperatura interna é a mesma que a temperatura externa por volta das 10 hs. Entre 10 hs e 16 hs, a temperatura externa aumenta, atingindo a temperatura máxima, ultrapassando o valor da temperatura interna, e mantendo-se relativamente estável entre 16 hs e 18 hs, diminuindo a partir das 19 hs, sendo que às 20 hs os valores de temperatura externa e interna são os mesmos novamente. Dada a inércia térmica do painel de concreto, o mesmo tende a esquentar durante o dia e resfriar durante a noite. Porém, a temperatura externa atinge sua máxima por volta das duas horas da tarde, enquanto o painel de concreto atinge sua máxima por volta das cinco da tarde, onde na Figura 3 tem-se um atraso térmico de 03 hs. O amortecimento térmico máximo registrado pela manhã foi de 4,33 graus Celsius, e à tarde de 4,64 graus Celsius. Neste caso, este painel atenderia as exigências de desempenho mínimo no inverno segundo a NBR15220-3, onde para o nível mínimo de desempenho (M), para as zonas bioclimáticas 1 e 5, tem-se que a Ti,min > (Te,min + 3 graus), enquanto para as outras zonas bioclimáticas não precisa ser verificado.


Na Figura 4 são apresentadas leituras com termovisor feitas em um protótipo com parede dupla localizado na cidade de Americana-SP e em um protótipo com painel misto localizado na cidade de São Carlos – SP, onde pode ser observado o efeito do sombreamento do beiral sobre a temperatura superficial da fachada. Como pode ser observado, a diferença de temperatura entre a parte sombreada e a parte que estava exposta ao sol é de aproximadamente 12°C. Neste caso, é evidente que a utilização de brises e beirais para sombreamento da fachada diminui a demanda térmica nas paredes da fachada, viabilizando a utilização de painéis com menor espessura.


A Figura 5a traz uma imagem aérea da área onde se encontra o laboratório do NETPre e é possível perceber que a falta de tratamento da cobertura é responsável pela leitura realizada pelo termovisor da Figura 5b. A cobertura do NETPre não possui antifugante ou impermeabilizante e sua cor se aproxima da cor preta, que tem maior absortância. Além da fachada, a cobertura também pode influenciar o conforto do ambiente, onde a temperatura da cobertura atinge 60°C.


A tabela 5 traz as medições de temperatura na fachada norte de um laboratório de pesquisa localizado ao lado do laboratório NETPre na área Norte do campus da UFSCar, onde são estudados a influência da cor para a absortância solar e seu impacto na temperatura superficial externa da fachada. Como pode ser observado, enquanto a máxima temperatura para superfície com cor branca alcançou 32,4
°C, a máxima temperatura na fachada na cor concreto atingiu 45,9 °C, perfazendo uma diferença térmica de 13,5 °C.
Laboratório horário Sol ou sombra
Temperatura do ambiente (máxima / mínima registrada)
Temperatura máxima da parede na cor branca (Tb)
Temperatura máxima da fachada na cor concreto (Tc)
Diferença de temperatura entre cor branca e cor concreto (ΔT = Tc - Tb)
Tabela 5 - Diferenças de Temperatura de Parede Cinza e Branca Obtidas Através de Termovisor Fonte: RAEDER (2018) (Data da medição 26/04/2018)
Nas Figuras 6 e 7 são apresentadas medições com termovisores em painéis horizontais na fachada oeste do laboratório NETPRE para período do final da tarde, onde foram observados os efeitos de pontes térmicas ocorrendo nas juntas horizontais entre os painéis. A diferença entre a temperatura externa e interna na fachada leste foi de 3.2°C. Entretanto, estima-se que esta diferença poderia chegar a 5°C, não fossem as pontes térmicas existentes nas regiões das juntas horizontais, como observadas na Figura 7. Neste caso, a eficiência térmica da fachada pré-moldada foi prejudicada pela falta de estanqueidade das juntas.

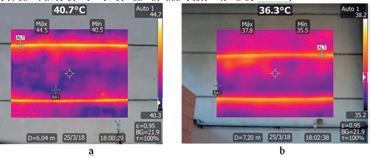
O Efeito da absortância solar nas paredes externas irá depender da orientação da fachada e da volumetria, as quais influenciam na exposição da fachada ao sol ou seu sombreamento. Assim, existem fachadas que demandam maior atenção durante o projeto da construção que outras, afim de garantir o conforto do ambiente. Segundo a ABNT NBR15220, o concreto aparente apresenta uma absortância que varia entre 65% e 80%, enquanto DORNELLES (2008) recomenda 75%. Já para o caso de fachadas com cor branca, tanto a ABNT NBR15220 quanto Dornelles consideram uma absortância solar igual ou inferior a 20%.
Com base nas medições de campo, as temperaturas superficiais em painéis pré-moldados com concreto aparente em fachadas oeste podem variar entre 10oC e 15oC para superfícies externas com insolação e sombreadas, enquanto para os casos de painéis com concreto aparente com painéis com superfície pintada com cor com baixa absortância (< 30%), a temperatura superficial pode variar entre 15oC e 20oC. Portanto, a importância do projeto de fachada é evidente, uma vez que seu desenho pode contribuir para essa redução de temperatura de sua superfície e consequente melhora do desempenho térmico da edificação. No caso das fachadas oeste e noroeste, que recebem maior insolação, necessita-se de um sombreamento mais intenso, sendo que é possível aproveitar a vegetação ou um projeto paisagístico de forma que a vegetação sombreie o painel durante a maior parte do dia. Outra opção seria usar um painel com isolamento térmico, como o painel sanduíche preenchido com isolante de poliestireno. Entretanto, a opção mais simples seria utilizar uma cor clara que possua baixa absortância, que não precisa ser necessariamente branca, com o objetivo de evitar o aquecimento da temperatura superficial externa da fachada, aumentando o calor transmitido pela parede. Na Figura 8 apresenta-se uma fachada com painéis pintados em tonalidades de concreto aparente com função decorativa. Recomenda-se que a tonalidade da pintura sobre a fachada tenha uma absortância igual ou inferior a 30%.

A necessidade do uso de elementos como o beiral ou brises que projetem sombra sobre a fachada deve ser estudada na fase inicial de projeto. Adicionalmente, a vegetação pode contribuir para melhorar a qualidade do desempenho ao projetar sombra sobre a fachada, servindo de barreira aos raios solares e ainda somando benefícios ao microclima, além de poder ser aplicada como elemento compositivo da paisagem. Como as fachadas sul, sudeste e nordeste recebem pouca insolação, estas fachadas têm menos problemas de armazenamento de calor. Assim, são fachadas que poderiam permanecer com a face de concreto aparente, por exemplo, e não necessitam de cuidados especiais com sobreamento. Já as fachadas Norte e Sudoeste poderiam receber uma estratégia de sombreamento, o desenho da volumetria da fachada poderia contribuir para projetar sombra sobre a mesma, ou mesmo o uso de um painel nervurado como o painel pi, ou ainda o projeto pode prever um beiral ou brise.
Adicionalmente, é essencial que se faça a inspeção e manutenção das juntas entre painéis com o passar dos anos, com o objetivo de evitar que o desempenho térmico do edifício seja prejudicado pelo “vazamento” térmico nas juntas.
Como foi observado na medição de campo dos painéis com paredes duplas, desde que não ocorra um efeito desfavorável de aquecimento rápido na temperatura superficial externa da fachada, o efeito da inércia térmica dos painéis de concreto foi capaz de proporcionar tanto amortecimento térmico quanto atraso térmico satisfatórios, com desempenho térmico potencial que pode ser aceitável tanto para requisitos mínimos de desempenho no verão quanto para inverno.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 9062. Projeto e execução de estruturas de concreto pré-moldado, 2017.
ABNT NBR15220. Desempenho Térmico de Edificações, 2005.
ABNT NBR15575. Edificações Habitacionais –Desempenho, 2013.
ABNT NBR16475. Painéis de Parede de Concreto Pré-moldado – Requisitos e Procedimentos, 2017.
CÂMARA BRASILEIRA DA INDÚSTRIA DA CONSTRUÇÃO (CBIC). Desempenho de edificações ha -
bitacionais: guia orientativo para atendimento à norma ABNT NBR 15575/2013. Fortaleza: Gadioli Cipolla Comunicação. 2013.
DORNELLES, K. A. Absortância Solar de Superfícies Opacas: métodos de determinação e Base de Dados para Tintas Látex Acrílica e PVA. 2008. 160p. Tese (Doutorado em Engenharia Civil) – Universidade Estadual de Campinas. Campinas. SP. Brasil.
INMETRO. Anexo da Portaria Inmetro número 50/2013: Anexo Geral V - Catálogo de Propriedades Térmicas de Paredes, Coberturas e Vidros. Rio de Janeiro: Inmetro. 2015. Disponível em: <www. inmetro.gov.br/consumidor/produtosPBE/regulamentos/AnexoV.pdf>
Acesso em: 30/11/2016.
MINISTÉRIO DAS CIDADES. Diretriz para avaliação técnica de produtos. DIRETRIZ SINAT N. 002. Revisão 01. Sistemas construtivos integrados por painéis pré-moldados para emprego como paredes de edifícios habitacionais. Brasília, Brasil, 2012.
PEDREIRA DE FREITAS, A. NBR 16.475 deve incentivar uso de painéis de parede de concreto pré-moldado no Brasil. Disponível em <https://techne. pini.com.br/2017/10/nbr-16-475-deve-incentivar-uso-de-paineis-de-parede-de-concreto-pre-moldado-no-brasil/> Acesso em: 14/05/2018.
RAEDER, L.R. (2018). Diretrizes de projeto para desempenho térmico de sistemas de paredes pré-moldadas de concreto. Dissertação (Mestrado) . Universidade Federal de São Carlos. São Carlos, 2018.
SACHT, H.M. (2008). Painéis de vedação de concreto moldados in loco: avaliação de desempenho térmico e desenvolvimento de concretos. 229p. + anexos. Dissertação (Mestrado) – Escola de Engenharia de São Carlos, Universidade de São Paulo. São Carlos, 2008.
STRABELI, G.I. (2016). Sistemas Construtivos Integrados por Painéis Estruturais Pré-Fabricados em Concreto para Aplicação em Edifícios Habitacionais. Dissertação (Mestrado) . Universidade Federal de São Carlos. São Carlos, 2016.
Os autores agradecem a CAPES pelo suporte econômico para a realização deste trabalho, ao Laboratório de Conforto do Instituto de Arquitetura da USP e ao professor Érico Masiero pelo incentivo e disponibilização dos equipamentos utilizados.

Wallison Angelim Medeiros - Doutorando
Guilherme Aris Parsekian - Professor Adjunto - Universidade Federal de São Carlos(UFSCar)
Roberto Márcio da Silva - Professor Titular
Alba Bruna Cintra De Grandi - Doutoranda - Universidade Federal de Minas Gerais (UFMG)
O aumento do uso de concreto pré-moldado nas últimas décadas deve-se em grande parte ao avanço em direção a uma maior pré-fabricação externa de componentes estruturais e não estruturais e à boa economia, qualidade e confiabilidade em fazê-lo. No entanto, algumas das características do concreto pré-moldado inevitavelmente conduzem a que ele seja associado com outros materiais de maneira econômica, formando as estruturas híbridas.
Muitas vezes, a construção híbrida é essencial para atender às exigências arquitetônicas e à velocidade de construção, ambas traduzidas em economias substanciais em geral. Essas são as principais vantagens em usar a construção híbrida pré-fabricada. Em resposta à crescente demanda de arquitetos e engenheiros que solicitam informações sobre como usar o concreto pré-moldado com outros materiais de construção, a CEB-FIB apresenta no boletim Precast concrete in mixed construction (2002) e no manual Planning and design handbook on precast building structures (2013) estruturas de concreto pré-moldado combinadas com diferentes materiais: aços estruturais, concreto moldado no local, alvenaria e madeira. A construção híbrida é, por definição, rentável, pois maximiza as vantagens estruturais e arquitetônicas na utilização de componentes de diferentes materiais. O uso das paredes de alvenaria participante em estruturas de concreto pré-moldado já é utilizado na Europa como pode ser observado na Figura 1.

A colaboração da alvenaria participante em resistir à ação lateral já foi comprovada por diversos autores nacionais e internacionais, tais como: Rathbun (1938), Polyakov (1956), Smith (1966), Mainstone (1971), Smith e Coull (1991), Alvarenga (2002), Madia (2012), Zhai (2018) entre outros. A alvenaria participante apresenta três estágios de comportamento. No primeiro estágio o painel de alvenaria e as barras do pórtico estrutural se comportam como uma unidade monolítica sem fissuras na interface. Esta fase termina quando começam a se desenvolver fendas de separação nas interfaces do painel-pórtico, com exceção das regiões nos dois cantos diagonalmente opostos. O segundo estágio é caracterizado por um encurtamento da diagonal comprimida e alongamento da diagonal tracionada. Esta fase termina com fissuras na alvenaria de preenchimento ao longo da diagonal comprimida. As fissuras geralmente aparecem de forma escalonada nas juntas horizontais e verticais. No terceiro estágio, o conjunto estrutural continua a resistir a uma carga crescente, apesar das fissuras na diagonal comprimida, continuarem a se ampliar e novas fissuras aparecerem. A partir dessas observações foi proposto o modelo de diagonal comprimida (Figura 2).

Elliott e Jolly (2013) afirmam que sempre que houver uma parede de preenchimento construída solidamente numa estrutura flexível, a capacidade de suporte à ação horizontal aumenta consideravelmente em relação a estrutura não preenchida (Figura 3). Afirma ainda que a alvenaria participante é uma excelente alternativa para o contraventamento de estruturas pré-fabricadas e são usadas na Europa, principalmente em prédios de até seis pavimentos. A principal desvantagem prática é a velocidade na qual a parede pode ser construída para acompanhar o progresso da estrutura pré-moldada e a responsabilidade compartilhada de projeto e construção entre o construtor de pré-moldados e de blocos estruturais.
Pórtico pré-moldado preenchido com alvenaria adquire maior rigidez lateral, resultando menores deslocamentos horizontais e melhor estabilidade global do prédio. Apesar da viabilidade técnica, essa solução não é usual na construção civil brasileira.

No Brasil, a Comissão CE-002:123.010 – Comissão de Estudo de Alvenaria Estrutural do Comitê Brasileiro da Construção Civil (ABNT/CB-02) apresentou uma proposta de consideração da alvenaria participante em pórticos, abrindo essa possibilidade em edifícios com outros sistemas, atuando em conjunto com pilares e vigas na solução do contraventamento.
CE-002:123.010
Várias normas e códigos internacionais, como a canadense (CSA S304-14), a neozelandesa (NZS 4230-04) e o americano (TMS 402/602-16) fornecem prescrições de projeto para o uso de alvenaria participante. A seguir apresenta-se as especificações propostas no projeto de norma nacional ABNT CE-002:123.010, que segue modelo de barra diagonal comprimida. As paredes participantes devem estar ligadas e vinculadas aos elementos do pórtico para criar uma ação composta como um todo, devendo ser projetada para resistência e rigidez,
observando a ação conjunta. Os elementos de pilar ou viga em contato com a alvenaria participante devem ser dimensionados, considerados os esforços obtidos no modelo, considerando a diagonal equivalente, majorados por um fator adicional igual a 1,1. A força cortante transferida pela diagonal equivalente deve ser considerada no dimensionamento dos pilares, conforme Figura 4.

4 – Posição sugerida da força diagonal resultante para dimensionamento dos pilares
considerar força cortante no pilar
A largura da diagonal comprimida (w), deve ser tomada das Equações 1, 2 e 3.:

Onde,
αH = comprimento de contato vertical entre o pórtico e a diagonal comprimida;
αL = comprimento de contato horizontal entre o pórtico e a diagonal comprimida.

Onde,
Ea, Ep = módulos de elasticidade do material da parede de alvenaria e do pórtico;
H, L = altura e comprimento da parede de alvenaria participante;
t ap = duas vezes a soma da espessura das paredes longitudinais do bloco vazado não totalmente grauteado ou a espessura da parede para o tijolo ou bloco vazado totalmente grauteado;
Ip, Iv = momentos de inércia do pilar e da viga do pórtico, respectivamente;
θ = tan-1 (H/L), graus.
Para melhor visualização, na Figura 5 pode-se identificar graficamente as incógnitas citadas.
A rigidez da diagonal comprimida efetiva utilizada nos cálculos dos esforços e deslocamentos é calculada pela Equação 4.
, / effdiagsteffapas kwtE φ = Eq. 4 onde, l= o comprimento da diagonal comprimida; φst= fator a ter em conta a redução de rigidez tomado como 0,5 (leva em conta a fissuração da alvenaria). A altura efetiva da diagonal comprimida para efeitos de esbeltez deve ser considerada igual ao comprimento de projeto da diagonal, l, diminuído de w/2.

5
Para melhor compreender a proposta de norma, apresenta-se um exemplo de como se deve analisar a rigidez de um pórtico com alvenaria participante e o dimensionamento desta parede de preenchimento. O pórtico tem as dimensões conforme a Figura 6, a parede foi executada com blocos vazados de concreto de 19 x 39cm e fbk = 8MPa, argamassa fa = 6MPa, concreto fck = 25MPa.

Inicialmente, identifica-se as propriedades físicas e geométricas da parede e pórtico:
H = 300 cm
L = 500 cm
Ea = 4800 MPa (considerando 800.fpk)
Ep = 28000 MPa
tap = 10 cm [2x(2,5+2,5)] 3 34 2040 , 106,6710 12 pv IIcm ⋅ ==⋅

Os comprimentos de contato horizontal e vertical são calculados.

A largura da diagonal comprimida efetiva deve ser tomada Não podendo exceder um quarto do comprimento, ou seja, l/4.

30050022 145,8 4 eff wcm + = = , logo este será o valor adotado. Eq. 8
alvenaria participante
Com o auxílio de um programa de análise estrutural de pórtico plano, levando em consideração a diagonal birrotulada com largura de 145,8 cm e espessura de 10 cm, e as demais propriedades das vigas, pilares e do material concreto, e alvenaria com rigidez penalizada pelo coeficiente redutor φst = 0,5; pode-se comparar a rigidez do pórtico com e sem a alvenaria participante (Figura 7). Os resultados dessa análise, para uma força horizontal no topo adotada igual a 10kN, são:
• Pórtico não preenchido, δh = 0,766mm, k = P/δ = 10/0,766 = 13,05kN/mm;
• Pórtico preenchido, δh = 0,164 mm, k = P/δ = 10/0,164 = 60,97kN/mm; Portanto, neste caso, pode-se perceber que a consideração da alvenaria participante aumentou a rigidez do pórtico em 4,67 vezes.

Com este mesmo programa, é possível obter a força de compressão diagonal do suporte, F, que se desenvolve no preenchimento, formada pela força lateral aplicada de 10kN (Figura 8). Esta força age em um ângulo, θ, com o eixo horizontal e pode ser resolvida em componentes verticais e horizontais (Equações 9 e 10).


Obtendo-se: F = 9,1kN; tem-se Fh = 7,8kN e Fv = 4,68kN.
Conforme o item 6.2.2.3 do projeto de norma, no caso de alvenaria de blocos de 190mm de altura e junta de argamassa de 10mm, esse valor pode ser estimado como 70% da resistência característica de compressão simples de prisma (fpk)
Quando a compressão ocorrer em direção paralela às juntas de assentamento, a resistência característica na flexão pode ser adotada como 50% da resistência à compressão na direção perpendicular às juntas de assentamento (Figura 9a).

No caso da alvenaria participante, a compressão ocorre na diagonal, na falta de um parâmetro específico para essa situação, será considerado a situação mais crítica, ou seja, a compressão paralela às juntas de assentamento.
Assim sendo, utiliza-se a expressão simplificada da proposta de norma (Equação 11).

Para a verificação da resistência à compressão da diagonal, a altura efetiva para fins de verificação da esbeltez da diagonal comprimida pode ser admitida igual a

A esbeltez é calculada a partir da altura efetiva dividida pela espessura efetiva, hef/tef = 520,5/19 = 26,8 cm < 30, portanto a alvenaria pode ser não armada, desde que γm = 3,0.

largura diagonal, temos:

Para resultar nesse valor de componente diagonal, a força lateral, Fk, pode ser calculada por semelhança de triângulos:

a. Cisalhamento por tração diagonal
A força de compressão diagonal gera uma força de tração na diagonal oposta (Figura 9b). Entretanto, ao se desprezar a pré-compressão gerada pela força horizontal, o limitante no dimensionamento será o escorregamento da junta horizontal.
b. Escorregamento da junta horizontal
Para verific ação do escorregamento da junta (Figura 9c), de acordo com a norma, f vk = 350 + 0,5 σ ≤
1700 kN/m2. Mesmo existindo uma pré-compressão vertical (σ, gerada pela força horizontal, tal força será desprezada, conforme explicado no item anterior. Logo, fVK = 350 + 0,5.0 = 350. Assim:
Considerando o menor dos limites: F k = 83,16kN
Estudo comparando edifício real é descrito em Medeiros et al. (2018) e é aqui reproduzido. Realizou-se um estudo de caso de um prédio real, construído com sistema pré-fabricado, porém será analisado a consideração da alvenaria participante para estabilidade global do edifício utilizando os valores do parâmetro gama Z como referência para análise.
Trata-se da análise em edifício real que não foi estrutural e arquitetonicamente planejado para a consideração da alvenaria participante. Dessa forma, os modelos foram realizados de acordo com o projeto existente, porém utilizando as ligações articuladas (a solução final do projeto contempla ligações semi-rígidas). São comparados os valores de gama Z para a estrutura completamente articulada com e sem o preenchimento da alvenaria participante de blocos de concreto de 8MPa, além dos deslocamentos e esforços.
Modelou-se a estrutura em três dimensões visando dar maior representatividade para os resultados obtidos. Essas modelagens foram feitas utilizando o programa de elementos finitos SAP2000. É recomendado uma distribuição simétrica das paredes de alvenaria participante, pois elas contribuem para a rigidez lateral e sua distribuição assimétrica pode gerar torção na estrutura pela alteração da distribuição de esforços. Tentando minimizar os problemas de torção e maximizar a eficiência das paredes, considerou-se as paredes da caixa de escada e elevadores, que se encontram no centro da edificação, não possuírem aberturas e que comumente não sofrem alterações no layout.
Em destaque na Figura 10, os painéis que foram considerados como alvenaria participante. Apesar de se tratar da direção de menor influência do vento, optou-se por esses painéis devido a arquitetura do prédio.

Figura 10 – Planta baixa do edifício com alvenaria participante em destaque Fonte: cedido por Leonardi Construção Industrializada
Trata-se de um edifício comercial de 9 pavimentos mais ático, localizado na região de Campinas (SP), com vigas de 40x80cm e 25x80cm, pilares externos de 40x70cm e internos de 60x80cm e 30x80cm, sobrecarga de 5kN/m2, capa de concreto sobre laje de 5cm de espessura, laje tipo alveolar de 20cm de espessura e pé direito de 4m. A ação do vento foi determinada conforme orientação da ABNT NBR 6123:1988.
Para determinação da largura da diagonal comprimida utilizou-se as recomendações do projeto de norma. Para as paredes, as resistências foram estimadas a partir da resistência do bloco (12MPa). Simplificadamente, considerou-se a diminuição de 20% na resistência à compressão, por admitir argamassa apenas nas laterais, além da relação de resistências entre prisma/bloco de 0,75. O módulo de elasticidade foi determinado com sendo E = 800 fPK Conforme recomendação do projeto de norma, diminui-se a rigidez da parede participante pela metade para uma maior segurança e não foi considerada a contribuição da laje na seção composta da viga para cálculo de sua inércia. Assim, foram identificadas as seguintes propriedades físicas e geométricas da parede e pórtico:
H = 3200 mm (4,0 m – 0,80m viga)
L = 10000 mm
E a = 2880 MPa
E p = 35417 MPa
t ap = 100 mm [2x(25+25)]
I p = 800(400) 3/12 = 4266,67.10 6 mm4
I v = 400(800) 3/12 = 17066,67.10 6 mm4
θ = tan -1 (2,2/10) = 12,41 o
O comprimento de conta to horizontal e vertical são calculados a partir das Equações 12 e 13:
A largura da diagonal comprimida efetiva deve ser tomada como

Não podendo exceder um quarto do comprimento dado pela Equação 14.

sendo este o valor adotado na análise.
Com os dados das ações horizontais e o carregamento vertical, a análise pelo software SAP2000 foi realizada (Figura 11). Os deslocamentos horizontais em cada pavimento foram utilizados para calcular o gama Z da estrutura. Na Tabela 1, apresenta-se os dados encontrados para cálculo do gama Z.

Figura 11 – Deslocamento horizontal – edifício sem preenchimento

Tabela 1 – Dados para cálculo γz sem preenchimento
O valor de γz para cada combinação de carregamento é dado pela Equação 15.

onde:
M1,tot,d é o momento de tombamento, ou seja, a soma dos momentos de todas as forças horizontais da combinação considerada, com seus valores de cálculo, em relação à base da estrutura;
∆Mtot,d é a soma dos produtos de todas as forças verticais atuantes na estrutura, na combinação considerada, com seus valores de cálculo, pelos deslocamentos horizontais de seus respectivos pontos de aplicação, obtidos da análise de 1ª ordem.
a) Somatório dos produtos das forças verticais atuantes na estrutura (∆Mtot,d)
Na combinação de ações, a ação do vento é tomada como principal, sendo assim a ação variável vertical é tida como secundária e, portanto, minorada por ψ0 = 0,7. Como foi considerado os efeitos de 2º ordem (desvios gerados na construção) não é necessário considerar o γf3 = 1,1 do ponderador no cálculo do deslocamento horizontal de 1ª ordem. Assim, para o cálculo de ∆Mtot,d, tem-se:

onde:
δ
hi,d é o deslocamento calculado com valor da força de vento de projeto, porém descontado o γf3 = 1,1
b) Momento de tombamento devido ao vento (M1,tot,d)


O valor do gama Z da estrutura sem alvenaria participante é -0,11 < 0, significando que seria uma estrutura totalmente instável.
De forma similar foi analisado a estrutura com a consideração de dois painéis de alvenaria participante de blocos de 12MPa. A Figura 12 indica como os modelos foram montados com a consideração das diagonais equivalentes. A Figura 13 mostra os deslocamentos encontrados nessa análise e a Tabela 2, os parâmetros para cálculo do gama Z.

Figura 12 – Detalhe de montagem das diagonais equivalentes
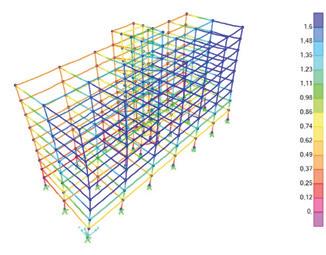

Nessa situação tem-se,

Verifica-se gama Z com o valor de 1,08. A ABNT NBR 6118:2014 considera que a estrutura é de nós fixos, se obedecer à condição de γz ≤ 1,1, sendo possível desprezar os efeitos de segunda ordem. Nas análises com alvenaria participante foi observada a ocorrência de torção, visto que as disposições das paredes não se encontravam simetricamente distribuídas, entretanto, esse efeito foi considerado nos deslocamentos utilizados.
Para descrever o verdadeiro comportamento da alvenaria participante, foi realizado uma modelagem em elementos finitos, de um pórtico vazio e de um pórtico preen-
chido do edifício (Figura 14), para assim identificar todos os possíveis mecanismos de. A modelagem tridimensional permitiu idealizar a geometria exata das paredes, além de verificar o comportamento preciso do contato entre o preenchimento e o pórtico. O Abaqus 2017 foi utilizado na construção de modelos de elementos finitos e o mesmo foi calibrado e validado com os ensaios experimentais realizados por Mehrabi et al. (1996).

Quanto a ligação viga-pilar foi simulada uma ligação articulada. Para esse fim, uniu-se um único nó localizado no centro do consolo dos pilares com um único nó no centro dos dentes das vigas, representando assim um pino vertical grauteado, típico das ligações em componentes pré-moldados. A partir dos resultados do modelo, a força cortante solicitante nesse ponto foi verificada como inferior a resistência da ligação. Na Figura 15 a viga foi transladada para melhor visualização dos nós unidos.

– Nós unidos
Foi imposto no pórtico um deslocamento de 20 cm no eixo X. Esse valor exagerado, foi escolhido para conseguir capturar toda a curva de força-deslocamento do modelo (Figura 16).

Analisou-se um pórtico de 10 pavimentos sem o preenchimento. Em seguida modelou-se o pórtico preenchido com alvenaria participante. Na Figura 17, constata-se a as curvas de força-deslocamento obtidas na análise de elementos finitos dos pórticos de 10 pavimentos, com destaque para o ponto de limite de deslocamento-limite em serviço, considerado igual a H/1700 (H = altura total do edifício).

A Figura 18 ilustra o dano a tração nas vigas e pilares de concreto e na alvenaria. A esquerda ilustra-se o ponto limite de ELS. No ELS percebe-se apenas o início da fissuração dos pilares no 1º pavimento e separação da alvenaria e pré-moldados nas diagonais tracionadas. Esse comportamento indica a necessidade de prever o preenchimento da ligação com material elástico o suficiente para acomodar essa separação e/ou algum material posterior de acabamento. A figura a direita seria a situação limite de ruptura.

A Figura 19 indica o dano a compressão. A esquerda percebe-se que no ELS o dano é muito discreto, concentrado sob o consolo da ligação pilar e viga pré-moldada, devendo esse ser também um ponto onde deve-se ter precauções executivas e de acabamento. A direita tem-se a fase final do comportamento já na ruptura do conjunto.

A contribuição da alvenaria participante no enrijecimento de estruturas aporticadas é inquestionável, apesar de não usual no Brasil. A abordagem do método da diagonal equivalente é a mais utilizada pelas normas e códigos internacionais e está proposta na próxima norma de alvenaria estrutural brasileira. No estudo de caso percebe-se que adotando-se as recomendações do projeto de norma foi possível
contraventar na direção analisada a estrutura sem a necessidade de ligações rígidas.
A partir do modelo de elementos finitos é possível identificar os padrões de falha mais comuns na alvenaria participante. Foram observados a formação de fissuras nos cantos tracionados e fissuras na diagonal do painel, ainda no ELS e próximos ao consolo do pilar pré-moldado.
A consideração da alvenaria participante pode trazer ganhos significativos para a construção civil, além de se mostrar uma solução simples para concepção de estruturas para garantir a estabilidade lateral necessária e, eventualmente, para execução de reforços em edificações existentes.
Por exemplo pode-se utilizar o sistema para verificar o Estado Limite de Serviço no contraventamento de edifícios de múltiplos pavimentos. Por se tratar ainda de um assunto sem relatos de experiências no Brasil, é importante a realização de ensaios experimentais especialmente para confirmar os padrões de fissura e descolamento e se o sistema de acabamento eventualmente proposto é adequado.
ALVARENGA, R. C. S. S. Análise Teórico-Experimental de Estruturas Compostas de Pórticos de Aço Preenchidos com Alvenaria de Concreto Celular Autoclavado. São Carlos: EESC-USP, 2002. 342 p.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6123: Forças devidas ao vento em edificações. ABNT. Rio de Janeiro. 1988.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6118: Projeto de estruturas de concreto - Procedimentos. ABNT. Rio de Janeiro. 2014.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9062: Projeto e execução de estruturas de concreto pré-moldado. ABNT. Rio de Janeiro. 2017.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. PN 002:123.010-001/1 Alvenaria Estrutural – Parte 1: Projeto. ABNT. Rio de Janeiro. 2018.
CANADIAN STARDARDS ASSOCIATION. S304Design of masonry structures. CSA. Ontario. 2014.
ELLIOTT, K. S.; JOLLY, C. K. Multi-storey precast concrete framed structures. 2a. ed. Oxford: Wiley-Blackwell, 2013. 761 p.
MADIA, F. C. A. R. Estudo de pórticos preenchidos
com alvenaria. São Carlos: UFSCAR, 2012. 142 p.
MAINSTONE, R. J. On the Stiffness and Strengths of Infilled Frames. Proceedings of the Institution of Civil Engineers, v. IV, p. 57-90, 1971.
MEDEIROS, W. A.; Pórticos em concreto pré-moldado preenchidos com alvenaria participante. 2018. Dissertação (Mestrado em estruturas e construção civil) – Programa de Pós-Graduação em Estruturas e Construção Civil, Universidade Federal de São Carlos, São Carlos, 2018.
MEDEIROS, W. A. PARSEKIAN, G. A., DE GRANDI, A. B. C., SILVA, R. M. Avaliação da contribuição da alvenaria participante na rigidez lateral de pórticos pré-moldados de concreto. Revista Concreto & Construção. São Paulo, ed. 90, abr./jun. 2018.
MEHRABI, A. B.; SHING, P. B.; SCHULLER, M. P.; NOLAND, J. L. Experimental evaluation of mansory-infilled RC frames. Journal of Structural Engineering, New York, v. 122, p. 228-237, March 1996
POLYAKOV, S. V. Masonry in framed buildings. Moscow, 1956.
RATHBUN, J. C. Wind forces on a tall building. Proceedings American Society of Civil Engineers, v. 64, p. 1335-1375, 1938.
SMITH, B. S. Behaviour of square infilled frames. Journal of the Structural Division, ASCE, New York, v. 92, p. 381-403, 1966.
SMITH, B. S.; COULL, A. Infilled-Frame Structures. In: SMITH, B. S.; COULL, A. Tall Building Structures: Analysis and Design. New York: Wiley, 1991. Cap. 8, p. 168-183.
STARDARD ASSOCIATION OF NEW ZEALAND. 4320: Design of reinforced concrete masonry structures. NZS. 2004.
THE INTERNATIONAL FEDERATION FOR STRUCTURAL CONCRETE. Precast Concrete in Mixed Construction. fib. Lausanne. 2002.
THE INTERNATIONAL FEDERATION FOR STRUCTURAL CONCRETE. Planning and Design Handbook on Precast Build Structures. fib. 2013.
THE MASONRY SOCIETY. 402/602: Building Code Requirements and Specification for Masonry Structures. TMS. 2016.
ZHAI, C. et al. Numerical simulation of masonry-infilled RC frames using XFEM. Journal of Structural Engineering, v. 143, January 2018. ISSN 07339445.

Joaquim Eduardo Mota - Doutor em Engenharia de Estruturas (EESC-USP), Professor da Universidade Federal do Ceará (UFC) email:jemota@fortalnet.com.br
Magnólia Maria Campêlo Mota - Doutora em Engenharia de Estruturas (EESC-USP), Professora da Universidade Federal do Ceará (UFC) email:magnolia.campelo@ufc.br
Juliana Jesus Gondim – Engenheira Civil, Universidade Federal do Ceará, email:julianajesus@gmail.com
RESUMO: O sistema construtivo de tabuleiros de pontes rodoviárias com vigas tipo I pré-moldadas e protendidas evoluiu conjuntamente com os avanços no concreto e na técnica da protensão ao longo de toda a segunda metade do século XX, consagrando-se mundialmente como uma alternativa muito competitiva para pontes numa faixa de vão que vai de 12m até 50m, atendendo assim a um percentual muito elevado da demanda de obras d´artes especiais. No Brasil os valores usualmente adotados para o pré-dimensionamento das vigas do sistema partem de uma esbeltez média (L/H)=18 e de um espaçamento entre vigas dado por (L/36+2,0)(m) o que resulta numa faixa de intereixo entre 2,30m e 3,40m. (L=vão teórico , H=altura total do tabuleiro: viga+laje).
Neste artigo é apresentado um estudo de viabilidade de utilização de uma viga I pré-moldada e protendida pelo sistema de pré-tração com esbeltez média (L/H)=25 com faixa de intereixo entre 0,50m (vigas justapostas) e 1,50m. A ideia é ofertar uma viga mais leve, com peso máximo de até 15 tf, permitindo a sua movimentação por equipamentos de pequeno e médio porte para ser utilizada em tabuleiros de pontes rodoviárias com vão de até 30m.
Os resultados finais são apresentados em forma de gráficos relacionando vão, armadura de protensão e intereixo, sendo úteis para avaliação de custos numa fase de elaboração de projeto básico e de propostas comerciais.
Palavras-chave: Pontes Rodoviárias, Vigas Pré-Moldadas, Concreto Protendido.
Inaugurada no Rio de Janeiro, no início de 1949, a chamada ponte do galeão é a obra pioneira que marca o início da utilização da protensão e também do sistema construtivo de tabuleiros de pontes com vigas tipo I pré-moldadas e protendidas no Brasil. Detalhes históricos do projeto e da execução desta obra podem ser encontrados na magnífica obra “O Concreto no Brasil – Volume 1”, Vasconcelos (2000).
Este sistema construtivo evoluiria conjuntamente com os avanços no concreto e na técnica da protensão ao longo de toda a segunda metade do século XX, consagrando-se mundialmente como uma alternativa muito competitiva para pontes numa larga faixa de vão que vai de 12m até 50m, atendendo assim a um percentual muito elevado da demanda de obras de arte especiais.

Os principais atrativos deste sistema construtivo são a redução dos prazos de obra e a eliminação do cimbramento. A protensão, por sua vez, viabiliza o sistema permitindo a utilização de vigas esbeltas com excelente desempenho e durabilidade. Sem a presença de nível de água elevado, situação de viadutos e pontes em rios temporários, a obra pode ser montada com o uso de guindastes, em caso contrário, recorre-se a equipamentos que se deslocam apoiando-se na própria mesoestrutura da ponte como é o caso das treliças lançadeiras, ver figura 2. Praticamente a única limitação a ser considerada no sistema é a da disponibilidade dos equipamentos de movimentação.

No Brasil o sistema vem sendo utilizado de forma intensa e crescente seja na forma mais popular com protensão do tipo pós-tensão aderente com vigas moldadas em canteiro junto à obra, seja com protensão do tipo pré-tração em pistas com vigas moldadas em fábricas.
Valores usualmente adotados no Brasil para o pré-dimensionamento das vigas do sistema partem de uma esbeltez média (L/H)=18 e de um espaçamento entre vigas dado por (L/36+2,0)(m) o que resulta numa faixa de intereixo entre 2,30m e 3,40m. (L=vão teórico , H=Altura total do tabuleiro: viga+laje)
Neste artigo é apresentado um estudo de viabilidade de utilização de uma viga I pré-moldada e protendida pelo sistema de pré-tração com esbeltez média (L/H)=25 com faixa de intereixo entre 0,50m (vi -
gas justapostas) e 1,50m. A ideia é ofertar uma viga mais leve, com peso máximo de até 15tf, permitindo a sua movimentação por equipamentos de pequeno e médio porte para ser utilizada em tabuleiros de pontes rodoviárias com vão de até 30m.
Os resultados finais são apresentados em forma de gráficos relacionando vão, armadura de protensão e intereixo, sendo úteis para avaliação de custos numa fase de elaboração de projeto básico e de propostas comerciais.
O perfil escolhido para análise tem uma geometria inspirada em uma viga apresentada para pontes rodoviárias numa publicação técnica da fábrica de estruturas pré-moldadas italiana RDB. Trata-se de um perfil tipo I com mesa inferior mais espessa para acomodação de três níveis de cordoalhas, ver figura 3.
Considerou-se para estudo um tabuleiro de ponte rodoviária com 10m de largura, com intereixo variando de 0,50m até 1,50m, e vão teórico variando de 15m até 32,5m conforme apresentado na figura 4.
A laje tem uma espessura de 15cm complementando uma altura total de construção de 90cm para o tabuleiro.

e características geométricas.


Para esta configuração geométrica tem-se uma variação de peso das vigas, valores de espessura média do tabuleiro e de esbeltez (L/H) que estão exibidos na tabela 1.
A protensão do tipo pré-tração é implantada por cordoalhas F12.7mm, aço CP 190-RB, com tensão inicial de protensão na pista igual a 1400MPa. Foram considerados os 12 arranjos de cordoalhas que estão apresentados na figura 5.

A análise do tabuleiro se dá em duas fases, a fase I de viga isolada e a fase II com as vigas trabalhando em conjunto interligadas pela laje do tabuleiro. Na fase I tem-se a situação de viga bi-apoiada, perfil simples, em que atuam a protensão, o peso próprio e o peso do concreto fresco da laje durante a etapa de sua execução. Na fase II tem-se um modelo tridimensional com o comportamento conjunto de vigas e laje em que atuam o peso dos guarda-rodas, peso do revestimento e a carga móvel.
As diversas opções de tabuleiro da fase II foram modeladas pela combinação de elementos finitos de barras e de placa. Na figura 6 tem-se a configuração do caso de vão com 15m e intereixo 0,50m.

1: Peso das vigas, esbeltez e espessuras médias do tabuleiro.
A faixa de valores de peso atende ao limite previsto de 15tf para vãos até 30m. Já o consumo de concreto definido pela espessura média do tabuleiro variou de 29cm a 55cm que são valores competitivos com relação a outras alternativas de seções transversais em concreto.
a) O material das vigas é um concreto tipo C40 (Ecs=30GPa).
As vigas têm seção transversal correspondente ao perfil composto incorporando a largura colaborante da laje que depende do intereixo.

b) O material da laje é um concreto do tipo C40 ortotrópico com (Ecs=30GPa, n=0,20). A ortotropia é utilizada para impor um módulo de deformação com valor muito baixo para o material da laje no sentido longitudinal, paralelo às vigas, garantindo assim que toda a flexão longitudinal seja absorvida pelas vigas.
A carga móvel adotada é a correspondente à classe 45 da norma brasileira NBR7188. Utiliza-se da simplificação permitida na norma considerando-se a carga de multidão p atuando também na área do veículo compensando-se com a redução no peso das rodas.

O veículo único pode percorrer a ponte pelas faixas A, B ou C definidas na figura 8 e a carga de multidão é disposta na área útil do tabuleiro na posição mais desfavorável para a solicitação analisada.

A amplificação dinâmica é considerada pela majoração dos esforços de carga móvel multiplicando-os pelo coeficiente e de impacto vertical (CIV) definido na norma NBR7188 pela expressão:

onde, neste caso, Liv é o valor do vão teórico.
Na sequencia apresentam-se os critérios de projeto considerados para a verificação das vigas.
4.1
Uma verificação preliminar é a da estabilidade lateral da viga nas fases de movimentação e montagem. Tratando-se de um estudo genérico e não de projeto executivo específico, a estabilidade lateral pode ser examinada de forma expedita utilizando as expressões da NBR9062:
L < 50
B1 (02)
L x h < 500 b1)2 (03)
onde
L = vão teórico definido pelas distâncias entre as alças de içamento ou pontos de apoio.
h = altura da viga.
bf = menor largura da região comprimida da viga, que na situação transitória é o talão inferior.
Para a faixa de vãos considerados, a tabela 2 apresenta os valores das expressões (02) e (03) acima.

Tabela 2: Verificação da estabilidade lateral, expressões da NBR9062
Até o vão de 25m os valores das expressões são menores que os valores limites. Vigas com vão maior que 25m devem ter sua estabilidade lateral verificada por análises mais aprofundadas como as expostas em El Debs (2017) ou utilizar de acessórios temporários de travamento durante o manuseio e a montagem.
a) Verificação no ato da protensão.
No ato da protensão em que atuam simultaneamente apenas o peso próprio da viga e a protensão com perdas imediatas, exige-se:
- Respeitar o estado limite de compressão excessiva. Limitação da tensão de compressão máxima no concreto. Tensões calculadas no estádio I.

- Respeitar o estado limite de formação de fissuras. Tensão de tração no concreto não ultrapassa o valor da tensão limite de formação de fissuras

Ψ2 = 0,3fator de combinação quase-permanente para ponte rodoviária conforme NBR8681. Para esta combinação exige-se:
- Respeito ao estado limite de compressão excessiva.

- Respeito ao estado limite de descompressão. Seção totalmente comprimida.

O encurtamento do concreto para o cálculo da perda imediata foi obtido pela expressão que garante equilíbrio interno e compatibilidade de deformação aço-concreto logo após a liberação da protensão na pista:

onde
∈b = alongamento do aço na pista de protensão no ato da concretagem.
ep= excentricidade do cabo resultante em relação ao CG da seção.
A = área da seção transversal da viga.
J = momento de inércia à flexão da seção da viga. n = fator de homogeneização (Ep/Ec), relação entre os módulos de deformação aço-concreto no ato da protensão.
p = taxa de armadura de protensão (A p/A)
b) Verificação para combinação quase-permanente no tempo infinito.
Na combinação quase-permanente têm-se os efeitos das seguintes ações.
Fase I: peso próprio (g 0) + protensão com perdas imediatas(p 0) + peso do concreto fresco da laje (g 1), todas atuantes no perfil simples da viga.
Fase II: peso dos guarda rodas e revestimento (g 2) + efeito das perdas progressivas de protensão (pp) + parcela quase-permanente da carga móvel ( Ψ 2xq), todas atuantes no perfil composto da viga, modelo tridimensional.

As perdas progressivas da protensão foram avaliadas pelo processo simplificado apresentado no item 9.6.3.4.2 da NBR6118.
c) Verificação para combinação frequente no tempo infinito.
Na combinação frequente têm-se os efeitos das seguintes ações.
Ψ1 = 0,5fator de combinação frequente para ponte rodoviária conforme NBR8661.
Para esta combinação exige-se:
- Respeito ao estado limite de compressão excessiva.

- Respeito ao estado limite de formação de fissuras.

a) Esforço Cortante
Apenas se verifica o não esmagamento da diagonal comprimida do concreto para o cortante máximo.

Adotou-se um limite: Vd/ Vrd2 < 0.80
b) Flexão
É feita a verificação do equilíbrio interno da seção do meio do vão que é a mais solicitada à flexão. As armaduras ativas devem garantir segurança à rutura:

A armadura ativa existente deve ser maior ou igual à armadura necessária para o estado limite último, portanto não deve haver necessidade de complementação com armaduras passivas.

Figura 12: Equilíbrio no ELU de Flexão
Todos os critérios acima foram implementados numa planilha Excel de forma a automatizar as verificações. Usando as ferramentas de otimização da planilha é possível se obter rapidamente para cada
situação de projeto analisada as combinações de intereixo e arranjo de armadura que atendem satisfatóriamente aos critérios de projeto.
O estado limite último de flexão e o estado limite de descompressão na combinação quase permanente são os critérios dominantes na determinação da armadura ativa necessária.
Os resultados são então organizados em gráficos de barras como o apresentado na figura 13, onde é possível visualizar o campo de aplicação da seção estudada dentro do domínio dos intereixos e arranjos de armadura considerados.
Para um vão de 19m, por exemplo, seria possível utilizar as seguintes opções: (Intereixo/Arranjo: 0,50/E ; 0,75/G ; 1,00/I ; 1,25/L)

Desenvolveu-se uma metodologia automatizada para a determinação do campo de aplicação de uma viga tipo I pré-moldada para tabuleiro de pontes rodoviárias. Acredita-se que esta ferramenta seja útil para empresas de pré-moldados no desenvolvimento de família de produtos e para projetistas na fase de elaboração de projeto básico de superestruturas de pontes rodoviárias.
A continuidade desta pesquisa está atualmente voltada para a implementação de uma ferramenta computacional de otimização baseada em Algoritmos Genéticos. O objetivo é a determinação da solução ótima, em termos de custo, para tabuleiros de pontes rodoviárias constituídos por múltiplas vigas tipo I pré-moldadas e protendidas com pré-tração. As variáveis são as dimensões da seção, o valor do intereixo e a resistê ncia característica do concreto (f ck ).
Resultados iniciais, figura 14, revelam que com
relação a variável fck valores entre 35MPa e 45MPa levam ao custo ótimo para vãos entre 15m e 30m. Para vãos a partir de 40m o f ck ótimo cresce para valores acima de 50 MPa confirmando a vantagem da utilização de concretos especiais para a faixa de grandes vãos de 50m a 100m.

ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT), NBR 6118, Projeto de Estruturas de Concreto –Procedimento. Rio de Janeiro, 2014
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT), NBR 9062, Projeto e Execução de Estruturas de Concreto Pré-Moldado – Procedimento. Rio de Janeiro, 2017
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT), NBR 8681, Ações e Segurança nas Estruturas –Procedimento. Rio de Janeiro, 2003
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT), NBR 7188, Carga Móvel Rodoviária e de Pedestres em Pontes, Viadutos, Passarelas e outras estruturas –Procedimento. Rio de Janeiro, 2013
EL DEBS, Mounir K., Concreto pré-moldado: fundamentos e aplicações, 2ª Edição, Ed. Oficina de Textos, 2017
MANUALETO RDB, Guida per la Progettazione e la Costruzione Edilizia, Edizioni FAG, Milano, 1997
GONDIM, Juliana J. , Avaliação de Viga de Concreto Pré-Moldado para Pontes Rodoviárias com Vão entre 15 e 35 metros. Monografia de Projeto de Graduação, Curso de Engenharia Civil da UFC, 2016.
VASCONCELOS, A. C., O Concreto no Brasil, volume 1, Ed. Copiare, São Paulo, 1985
Garanta seu exemplar!
Ricamente ilustrado e com a breve descrição das principais obras



Letícia Diniz de Farias - Acadêmica de Arquitetura e Urbanismo, Universidade do Vale do Rio dos Sinos, São Leopoldo/RS. Email: ldfarias@edu.unisinos.br
Paulo Eduardo Mezzomo da Silva - Engenheiro Civil, Universidade do Vale do Rio dos Sinos, São Leopoldo/RS. Email: pmezzomos@unisinos.br
Rafael Ferreira Heissler - Mestre em Arquitetura e Urbanismo, Universidade do Vale do Rio dos Sinos, São Leopoldo/RS. Email: rheissler@unisinos.br
Maria Fernanda de Oliveira - Doutora em Engenharia, Universidade do Vale do Rio dos Sinos, São Leopoldo/RS. Email: marion@unisinos.br
Bernardo Fonseca Tutikian - Doutor em Engenharia, Universidade do Vale do Rio dos Sinos, São Leopoldo/RS. Email: bftutikian@unisinos.br
Luiz Livi - Engenheiro Civil, Consultor em Pré-fabricados de concreto (Cassol Pré-Fabricados) e membro da Diretoria da ABECE (Associação Brasileira de Consultoria e Engenharia Estrutural), Curitiba/PR. Email: livi@portoweb.com.br
A cada dia torna-se mais presente o conceito e a materialização da sustentabilidade, através, principalmente, da construção de edificações que tenham um desempenho habitacional eficiente, gerando um impacto reduzido no meio em que estas se encontram e às pessoas que as habitam. Uma das principais formas de equiparar essa eficiência se dá através do atendimento à Norma de Desempenho ABNT NBR 15575:2013, a qual aponta parâmetros e exigências para os sistemas construtivos empregados em edificações residenciais feitas no Brasil. Com a evolução das formas de construções no país a partir do final da década de 1980, principalmente nos quesitos de racionalidade em obras de grande escala, verifica-se um crescimento nos sistemas modulares pré-fabricados, tais como painéis de concreto alveolar. Este sistema vem ganhando destaque por apresentar propriedades que podem caracterizar sua eficiência, ocasionada pelos vazios internos das peças, assim como a sua composição em concreto usinado com elevada densidade, o que pode indicar uma maior eficiência no isolamento térmico, pela presença dos vazios, e acústico, devido a elevada massa do sistema construtivo. Considerando o exposto, este trabalho visa analisar requisitos de habitabilidade do sistema de vedação vertical (SVV) composto por painéis em placa de concreto alveolar, tendo como foco a avaliação do desempenho térmico e acústico, conforme a ABNT NBR 15575:2013. Para isso, os critérios e procedimentos de estudos estabelecidos foram seguidos como diretrizes para a realização da avaliação de desempenho. Os resultados possibilitaram classificar níveis de desempenho para a amostra conforme a ABNT NBR 15575 (ABNT, 2013), sendo observado um desempenho térmico satisfatório, porém com ressalvas, e um desempenho acústico atendido em todas as situações previstas na norma atual de desempenho.
O consumo crescente do concreto foi evidenciado globalmente após a Segunda Guerra Mundial, tendo como necessidade principal a reconstrução de cidades atingidas pelos confrontos. O concreto, por si só, ganhou grande espaço na cena da construção mundial devido à sua resistência a agressividades de âmbito natural ou mecânico, tendo como contraponto ao uso o seu tempo de cura e
o elevado consumo de matérias-primas para a sua confecção.
Próximo ao final da segunda Revolução Industrial, em meados de 1950, quando houve a substituição gradual das atividades exercidas pelo homem por mecanismos automatizados, o aumento dos impulsos tecnológicos e um estímulo ao desenvolvimento na área da construção civil. A cons -
trução carecia de soluções para problemas como produtos sem controle qualidade, falta de mão de obra especializada, desperdício de materiais e déficit financeiro na economia mundial. Com isso, houve o desenvolvimento de empresas especializadas em sistemas estruturais em concretos pré-fabricados, ou seja, que empregam o uso de elementos de concreto fabricados fora da sua posição definitiva de utilização. (EL DEBS, 2017)
Esse método construtivo se sobressaiu ao tradicional de uma forma substitutiva e não realmente programada, e foi ganhando cada vez mais espaço no mercado mundial e nacional. Hoje, no Brasil, esses sistemas construtivos têm seu uso com crescimento gradativo, de forma lenta se comparado com demais países, e isto se dá devido ao conservadorismo cultural, bem como pela incidência de elevadas tarifas tributárias nacionais que não incentivam o uso de elementos pré-fabricados. Porém, segundo dados da FGV de 2013, esses índices vêm apresentando mudanças ocasionadas por investimento em elementos e em estruturas pré-fabricadas, para que haja um controle tecnológico mais rigoroso das peças e um menor desperdício de matéria-prima, gerando uma execução mais precisa, ágil e limpa. O desenvolvimento desse mercado contribui para o desenvolvimento socioeconômico.
Com a evolução do sistema construtivo pré-fabricado, tem-se a necessidade de se conhecer melhor suas propriedades construtivas de forma mais rigorosa, com o intuito de possibilitar, cada vez mais, o uso de materiais de melhor desempenho e que colaborem com aspectos sustentáveis no segmento da construção, bem como oferecer uma melhor qualidade de vida às pessoas que usufruem destas edificações.
Materiais como painéis de concreto apresentam uma grande parcela da produção das empresas de pré-fabricados, como painéis em concreto alveolar, sendo semelhantes aos tradicionais, mas com a presença de cavidades em seu interior, criando vazios na sua estrutura. Essa configuração, inicialmente criada para reduzir o peso final do elemento construtivo, apresentou-se também com característica apropriada para ocasionar um melhor desempenho térmico ao referido material, utilizado tanto como elementos de divisão entre pavimentos (lajes) como também como sistema de vedações verticais (SVV).
Dessa forma, as cavidades apresentadas no painel, formadas pelos vazios dos alvéolos, apresentam potencial para a qualificação do isolamento térmico do sistema e a elevada massa do sistema apresenta potencial de incrementar o isolamento acústico.
Os sistemas construtivos apresentam particularidades em suas características que influenciam seu comportamento térmico e acústico, tais como a sua geometria (espessura e câmaras de ar), a densidade do concreto e materiais de junta e fixações necessários ao acabamento.
A amostra destinada para as análises consistiu em uma placa de concreto pré-fabricado, fabricada em sistema alveolar, utilizada em sistemas de vedação vertical (SVV), tendo o seu formato retangular, apresentando uma densidade específica de 2400 kg/m³. As Figuras 01 e 02 apresentam detalhes da amostra de análise.


A amostra apresenta uma densidade superficial de 262 kg/m², assemelhando-se a placas de concreto maciças de 10 cm de espessura (240 kg/m²) e 12 cm (288 kg/m²). Tais relações foram levadas em consideração para a análise dos resultados.
A seguir, apresenta-se as propriedades térmicas dos materiais utilizados, representadas na Tabela 01 e 02, sendo estas propriedades estipuladas conforme a ABNT NBR 15220 (ABNT, 2005).
Material construtivo
Propriedades térmicas e [m] λ [W/m.K] λ [Kg/m³] c [kJ/kg.K]
Painel de concreto 0,20 1,75 2400 1
Obs.: espessura (e), condutividade térmica (λ), densidade de massa aparente (ρ) e calor específico (c).
Tabela 01 – Propriedades termo físicas dos materiais
Fonte: Adaptado de NBR 15220-2
Rsi [(m2.K)/W] R se [(m2.K)/W] Rar Parede [m2.K/W] 0,13 0,04 0,17
Obs.: resistência térmica superficial interna (Rsi), resistência térmica superficial externa (Rse) e resistência térmica de câmaras de ar ≥ 5,0 (Rar).
Tabela 02 – Resistência térmica do ar Fonte: Adaptado de NBR 15220-2
Os métodos seguiram padrões de avaliação normatizadas, com procedimentos e equipamentos distintos para cada fim.
Para a verificação da propriedade térmica da amostra, a mesma foi submetida ao procedimento de cálculo prescritos pela ABNT NBR 15220 – 2 (ABNT,2003), sendo considerado o preenchimento das juntas com o mesmo material dos painéis, conforme as equações seguir.
Rt = ∑ e / λ e RT = Rsi + Rt + R se
Onde, Rt: Resistência térmica do componente (m².K/W); RT: resistência térmica total; e: Espessura da camada (m); λ: Condutividade térmica de um material (W/m.K); RT: Resistência térmica total dos materiais que compõem o sistema (m².K)/W. O valor da transmitância térmica (W/(m².K)) é obtido através da expressão:
U = 1 / RT
A capacidade térmica de componentes pode ser determinada pela equação abaixo.
CT = ∑ ei*ci*ρi
Onde, ci: Calor específico do material da camada: ρi: Densidade de massa aparente do material da camada.
O atraso térmico é determinado através da expressão: φ = 1,382*Rt*√B1+B2 onde: B1=0,226*(CT-CText/Rt) e B2=0,205*((λ*ρ*c)ext/Rt)*(Rext-((Rt-Rext)/10))
Onde, CText é a capacidade térmica da camada externa do componente.
O fator de ganho de calor solar de elementos opacos (ou apenas fator solar de elementos opacos) é dado pela expressão:
FS o = 100*U*α*R se
Onde: α é a absortância à radiação solar – função da cor; e, Rse é a resistência superficial externa tabelada.
Conforme os resultados obtidos através do procedimento simplificado, parte-se para a classificação conforme os requisitos de desempenho térmico de sistemas de vedações verticais (SVV) presentes na ABNT NBR 15575-4 (ABNT,2013), apresentados nas Tabelas 03 e 04.
Transmitância térmica (U) - W/m².K
Zonas 1 e 2
Zonas 3,4,5,6,7 e 8
ª α é a absortância à radiação solar da superfície externa da parede
Tabela 03 – Transmitância térmica de SVV
Fonte: Adaptado de ABNT NBR 15575-4:2013
Capacidade térmica (CT) - kJ/m².K
Zonas 1,2,3,4,5,6 e 7 Zona 8 ≥ 130 Sem requisitos
Tabela 04 – Capacidade térmica de SVV
Fonte: Adaptado de ABNT NBR 15575-4:2013
Para a determinação do isolamento acústico da amostra, a mesma foi submetida a ensaio realizado em ambiente laboratorial, em câmaras reverberantes, conforme os procedimentos e exigências prescritas pelas normas vigentes: ISO 10140-1 (ISO, 2010); ISO 10140-2 (ISO, 2010); ISO 10140-4 (ISO, 2010); ISO 10140-5 (ISO, 2010) e ISO 717-1 (ISO, 2013). Para a realização do ensaio de isolamento acústico para ruído aéreo em laboratório, tornou-se necessária a fixação da amostra em um pórtico móvel de concreto armado e instalado entre duas salas reverberantes (Figuras 03 e 04), que seguem os requisitos da norma ISO 10140-5 (ISO, 2010), tendo área de 10,80 m² destinada à amostra em ensaio. Na interface entre o pórtico de concreto e a câmara de ensaio é utilizado um sistema pneumático de vedação, de modo que
o resultado corresponda somente ao sistema de vedação. Os equipamentos utilizados no ensaio são da Brüel & Kjäer, sendo eles: analisador sonoro Tipo 2270, fonte


(a) (b) (c)
preenchimento do vão superior Fonte: elaborado pelo autor
sonora dodecaédrica Omnipower 4292-L, calibrador acústico Tipo 4231 – classe 1, amplificador de potência Tipo 2734-A, pré amplificador ZC 0032 – classe 1 e microfone tipo 4189 – classe 1. O índice de redução sonora foi obtido por bandas de terço de oitava pela equação abaixo , presente na norma ISO 10140-2 (ISO, 2010). Para isso, o nível de pressão sonora na sala de emissão é subtraído pelo da sala de recepção, mais a relação entre a área da amostra e a área equivalente de absorção sonora da sala de recepção.
Onde: L1 é o nível de pressão sonora na sala de emissão [dB]; L2 é o nível de pressão sonora na sala

de recepção [dB]; S é a área de amostra [m²]; V é o volume da sala de recepção [m³]; T é o tempo de reverberação da sala de emissão [s].
A extração dos dados dos equipamentos utilizados para as medições é feita através do programa Building
Acoustic e Reverberation Time, estando em conformidade com os aparelhos da marca Brüel e Kjaer.
Com o índice de redução sonora ponderado obtido pela ISO 717-1 (ISO, 2013), a amostra pode ser classificada conforme a ABNT NBR 15575-4 (ABNT, 2013), que apresenta os critérios de classificação de desempenho nas classes mínimo, intermediário e superior, com os requisitos variando em função das condições de aplicação do sistema na edificação (Tabela 05).
Nota: Os valores de desempenho de isolamento acústico medidos em campo (Dnt,w e D2m,nt,w) são tipicamente
Tabela 05 – Índice de redução sonora ponderado, Rw, de componentes construtivos utilizados nas vedações entre ambientes.
Parede entre unidades habitacionais autônomas (parede de geminação), nas situações onde não haja ambiente dormitório.
Parede entre unidades habitacionais autônomas (parede de geminação), no caso de pelo menos um dos ambientes ser dormitório
Parede cega de dormitórios entre uma unidade habitacional e áreas comuns de trânsito eventual, como corredores e escadaria nos pavimentos.
Parede cega de salas e cozinhas entre uma unidade habitacionais e áreas comuns de trânsito eventual, como corredores e escadaria de pavimentos.
Parede cega entre uma unidade habitacional e áreas comuns de permanência de pessoas, atividades de lazer e atividades esportivas, como home theather, sala de ginastica, salão de festas, salão de jogos, banheiro e vestiários coletivos, cozinha e lavanderias coletivas.
Conjunto de paredes e portas de unidades distintas separadas pelo hall.
45 a 49 M
50 a 54 I ≥ 55 S
50 a 54 M
55 a 59 I ≥ 60 S
45 a 49 M
50 a 54 I ≥ 55 S
35 a 39 M
40 a 44 I ≥ 45 S
50 a 54 M
55 a 59 I ≥ 60 S
45 a 49 M
50 a 54 I ≥ 55 S
Legenda: M – desempenho mínimo; I – desempenho intermediário; S – desempenho superior Fonte: Adaptado de ABNT NBR 15575-4:2013 – Anexo F
inferiores aos obtidos em laboratório (Rw). A diferença entre esses resultados depende das condições de contorno e execução dos sistemas (ver ISO 15712 e EN 12354).
Para o cálculo da resistência térmica e subsequente transmitância térmica, foram utilizados os dados das amostras, apresentadas no item 3. A Tabela 06 apresenta os valores de resistência térmica e transmitância térmica para as espessuras estudada.
Tabela 06 – Resistência térmica e transmitância térmica dos painéis alveolares
Fonte: elaborado pelo autor, conforme resultados obtidos.
Conforme resultados obtidos, através dos cálculos de procedimento simplificado prescritos pela ABNT NBR 15220-2 (ABNT, 2003), equiparados aos parâmetros de análise referenciados pela ABNT NBR 15575-4 (ABNT, 2013), tem-se os resultados apresentados na Tabela 07 e Tabela 08.
ZB’s 3, 4, 5, 6, 7 e 8
ZB’s 1 e 2
α ≤ 0,60 α >0,60
U ≤ 2,50 U ≤ 3,70 U ≤ 2,50 Não atende Atende Não atende
Tabela 07 – Classificação quanto à transmitância térmica (U)
Fonte: elaborado pelo autor
ZB’s 1, 2, 3, 4, 5, 6 e 7
ZB 8
CT ≥ 130 Sem requisito Atende Atende
Tabela 08 – Classificação quanto à capacidade térmica (CT)
Fonte: elaborado pelo autor
A classificação realizada indica que o sistema analisado não atende aos requisitos mínimos de transmitância térmica para as zonas bioclimáticas 1 e 2 e para as demais zonas quando o coeficiente de transmitância é maior do que 0,6, conforme ABNT NBR 15575 (ABNT, 2013). No entanto, os valores obtidos são mais satisfatórios do que sistemas maciços de concreto – a placa alveolar apresentou transmitância de 3,01 W/(m².K), enquanto sistemas maciços de concreto apresentam 4,40 (com 10 cm de espessura) e 4,19 (com 12 cm) (INMETRO, 2015). Desta forma, há um aumento considerável no desempenho térmico das placas alveolares quando comparadas com sistemas maciços de concreto.
A Tabela 09 evidencia o índice de redução sonoro ao ruído aéreo, por bandas de terço de oitava, assim como a umidade relativa do ar e a temperatura no momento do ensaio dentro da câmara. Com os valores obtidos para cada uma das bandas analisadas, se estabeleceu a comparação da curva gerada com a curva padrão, resultando no índice de redução sonora ponderado (Rw).
Diferença padronizada de nível de acordo com ISO 101402:2010
Medições em laboratório de ruído aéreo entre cômodos
Painéis de concreto alveolar, de 20 cm de espessura total e densidade de 2400 kg/m³
Área da partição (m²): 9,2
Volume da câmara emissora (m³): 62,2
Volume da câmara receptora (m³): 59,0
Temperatura na câmara receptora (°C): 17,0
Umidade na câmara receptora (%): 72,4
Temperatura na câmara emissora (°C): 16,9
Umidade na câmara emissora (%): 62,6
Desvio de calibração (dB): -0,50 R
Modificação na Curva Padrão: + 0

Classificação de acordo com ISO 717-1:2013:
Tabela 09 – Resultados gerais de ensaio acústico
O sistema construtivo analisado apresentou índice de redução sonora ponderado de 52 dB. Estes resultados estão apresentados na Tabela 10, juntamente com a classificação do desempenho em cada classe conforme ABNT NBR 15575-4 (ABNT, 2013) - Anexo F.
Tabela 10 – Classificação do nível de ruído conforme ABNT NBR 155754 (ABNT, 2013) - Anexo F para situações aplicáveis ao sistema em estudo
ÍNDICE DE REDUÇÃO SONORA PONDERADO RW (DB) 52
Parede entre unidades habitacionais autônomas (parede de geminação), nas situações onde não haja ambiente dormitório I
Parede entre unidades habitacionais autônomas (parede de geminação), no caso de pelo menos um dos ambientes ser dormitório M
Parede cega de dormitórios entre uma unidade habitacional e áreas comuns de trânsito eventual, como corredores e escadaria nos pavimentos I
Parede cega de salas e cozinhas entre uma unidade habitacional e áreas comuns de trânsito eventual, como corredores e escadaria dos pavimentos S
Parede cega entre uma unidade habitacional e áreas comuns de permanência de pessoas, atividades de lazer e atividades esportivas, como home theater, salas de ginástica, salão de festas, salão de jogos, banheiros e vestiários coletivos, cozinhas e lavanderias coletivas
Legenda: M: mínimo; I: intermediário; S: superior; N/A: não atende. Fonte: Adaptado de NBR 15575-4:2013 – Anexo F
De acordo com a norma ABNT NBR 15575-4 (ABNT,2013), o índice de redução sonora ponderado (R w ) do sistema está classificado no nível de mínimo quando parede de geminação com ambientes de dormitório e entre unidade habitacional e áreas comuns de permanência de pessoas. O sistema apresenta nível de desempenho intermediário quando parede de geminação sem ambientes de dormitórios e entre unidades habitacionais de trânsito eventual. Como parede cega de salas e cozinhas de unidades habitacionais e áreas comuns de trânsito eventual, o sistema apresentou desempenho superior.
O trabalho realizado avaliou o desempenho térmico e acústico proporcionado por placas de concreto alveolares. Os resultados possibilitaram classificar níveis de desempenho para a amostra conforme a ABNT NBR 15575 (ABNT, 2013), sendo observado um desempenho térmico satisfatório, porém com ressalvas, e um desempenho acústico atendido em todas as situações.
Os resultados obtidos na análise de desempenho térmico indicam que não há atendimento do sistema em todas as situações, restringindo-se às ZB’s 3 a 8, somente com emprego em cores claras e médias ( α < 0,6). Apesar de possuir esta restrição do uso do sistema para atender o desempenho térmico, a amostra apresentou resultados consideravelmente melhores do que sistemas construtivos de placas de concreto maciças.
O sistema construtivo apresentou um índice de redução sonora ponderada de 52 dB no ensaio de laboratório, sendo este um resultado classificado como satisfatório em todas as aplicações indicadas pela ABNT NBR 15575 (ABNT, 2013). Deve-se atentar para que quando o sistema construtivo estiver sob outras condições de avaliações, poderá apresentar resultados distintos. Perante essa ressalva, recomenda-se que o sistema construtivo necessite ser reanalisado diante das possíveis variáveis existentes em situação distinta à efetuada em laboratório, como por exemplo conexões estruturais, frestas e aberturas provenientes de outros sistemas construtivos e aberturas marginais como esquadrias, etc, os quais não estão presentes e/ou consideradas no ensaio laboratorial.
Associação Brasileira de Normas Técnicas –ABNT 8545: Execução de alvenaria sem função estrutural de tijolos e blocos cerâmicos. Julho, 1984.
__ ABNT 13281 – Argamassa para assentamento e revestimento de paredes e tetos. Rio de Janeiro, 2005.
__ ABNT 15220: Desempenho térmico de edificações – Parte 1: definições, símbolos e unidades. Rio de Janeiro, 2003a.
__ ABNT 15220: Desempenho térmico de edifica -
ções – Parte 2: métodos de calculo da transmitância térmica, do atraso térmico e do fator solar de elementos e componentes de edificações. Rio de Janeiro, 2003b.
__ ABNT 15220: Desempenho térmico de edificações – Parte 3: zoneamento bioclimático brasileiro e diretrizes construtivas para habitações unifamiliares de interesse social. Rio de Janeiro, 2005.
__ ABNT 15575: edificações habitacionais – desempenho – Parte 4: requisitos para os sistemas de vedações verticais internas e externas - SVVIE. Rio de Janeiro, 2013.
__ ABNT 15812: alvenaria estrutural – blocos cerâmicos – Parte 1: projetos. Rio de Janeiro, 2010.
EL DEBS, Mounir Khalil. Concreto pré-moldado: fundamentos e aplicações. São Paulo: Oficina de Textos, 2017.
International Organization for Standardization –ISO 717-1: Acoustics – Rating of sound insulation in buildings and building elements – Part 1: Airborne sound insulation. 2013.
__ ISO 10140-1: Acoustics – Laboratory measurement of sound insulation of building elements – Part 1: Application rules for specific products. 2010a.
__ ISO 10140-2: Acoustics – Laboratory measurement of sound insulation of building elements –Part 2: Measurement of airborne sound insulation. 2010b.
__ ISO 10140-4: Acoustics – Laboratory measurement of sound insulation of building elements – Part 4: Measurement procedures and requirements. 2010c.
__ ISO 10140-5: Acoustics – Laboratory measurement of sound insulation of building elements –Part 5: Requirements for test facilities and equipment. 2010d.
Instituto Nacional de Metrologia, Qualidade e Tecnologia. ANEXO GERAL V – CATÁLOGO DE PROPRIEDADES TÉRMICAS DE PAREDES, COBERTURAS E VIDROS. 2015.



Mounir K. El Debs, Professor Sênior junto ao Departamento de Engenharia de Estruturas, Universidade de São Paulo, São Carlos, Brasil
Resumo
Este artigo apresenta um novo tipo de almofada feita com material à base de cimento, a Almofada de Argamassa Modificada (AAM). Este material é uma argamassa de cimento contendo látex, fibras curtas e agregados leves. Os ingredientes visam reduzir o módulo de elasticidade e fornecer alta tenacidade. A ideia da AAM foi baseada em chapas de chumbo usadas tempos atrás como almofada de apoio para vigas de aço. Este tipo de almofada pode ser usado em apoios de vigas e lajes. Normalmente, as almofadas de apoio são feitas de elastômero, que é um material altamente deformável. As AAMs são mais rígidas que as almofadas de elastômero e praticamente não permitem deslocamentos horizontais. Assim, o uso das AAMs requer uma análise mais cuidadosa do efeito das variações de comprimento na estrutura. Por outro lado, o uso da AAM resulta em ligações mais rígidas e, portanto, estruturas menos deformáveis, em comparação com aquelas com as almofadas de elastômero. Nas ligações sujeitas predominantemente à compressão, como pilar x pilar, com tensões de compressão relativamente altas, a AAM seria uma alternativa para camada preenchida de graute ou de concreto. Este artigo apresenta uma síntese dos estudos realizados, mostrando o potencial do uso de AAMs na transferência de tensões de compressão em ligações de concreto pré-moldado.
A ideia destas almofadas surgiu da observação do emprego de placas de chumbo empregadas como calços em apoio de vigas metálicas utilizadas para fazer ensaios no Laboratório de Estruturas Professor Dante Martinelli da Escola de Engenharia de São Carlos da USP. A finalidade destas placas é distribuir melhor as tensões de compressão em função da maleabilidade do chumbo.
A partir desta observação, as seguintes questões foram colocadas: a) Porque não uma placa de material à base de cimento com características intermediárias entre o contato direto e uma almofada de elastômero, inspirada nas placas de chumbo? b). Seria possível obter um material bastante deformável e não frágil, ou seja, um material maleável no estado endurecido, tomando como base a argamassa de cimento e areia? Os estudos sobre a possibilidade destas almofadas iniciaram em 1998, em nível de Iniciação Científica. Na Figura 1 estão mostradas fotos de almofada feita nessa época. As primeiras publicações com base nessas pesquisas são do início do anos 2000 [1], [2].




A primeira aplicação dessas almofadas foi feita pela Marka Soluções Pré-fabricadas, em 2007, no apoio de viga de rolamento para ponte rolante de 600 kN de galpão industrial na cidade de Cravinhos-SP. A Figura 2 mostra detalhes desta aplicação. Desde então, a Marka Soluções Pré-fabricadas tem usado regularmente essas almofadas.




Fig. 2 Primeira aplicação das almofadas de argamassa modificada feita pela Marka Soluções Pré-fabricadas: a) moldagem das almofadas, b) vista inferior do apoio da viga de rolamento c) vista lateral do apoio das vigas de rolamento e d) vista geral da viga de rolamento.
Em El Debs, 2017 [3] são fornecidas informações sobre o material e sobre as almofadas com base nos estudos realizados desde 1998 até 2016, com a relação às principais publicações sobre o assunto.
2. Fundamentos
A transferência de tensões de compressão nas ligações de concreto pré-moldado é geralmente feita por contato direto ou intercalando uma camada entre os componentes pré-moldados. O uso de contato direto entre os componentes é bastante limitado devido às concentrações de tensões que reduzem a eficiência da transferência. A camada entre os elementos pode ser feita usando uma almofada ou pelo preenchimento com graute ou concreto. Duas situações merecem atenção na transferência de tensões de compressão nas ligações. A primeira é o apoio de elementos fletidos (Grupo 1).
A segunda está relacionada com elevadas tensões de compressão, como as ligações pilar x pilar e paredes x paredes (Grupo 2). A Figura 3 mostra esquema destes dois grupos

No caso de apoio de elementos fletidos (Grupo1), a transferência de tensões de compressão é, geralmente, feita com almofada de elastômero. A almofada de elastômero permite acomodar as imperfeições na superfície de contato e permite, com poucas restrições, a rotação e a translação em relação ao eixo dos elementos apoiados, conforme mostra a Figura 4. A translação horizontal permite o alívio de tensões introduzidas pela variação do comprimento dos elementos horizontais apoiados. A última característica representa uma grande vantagem desse tipo de material, especialmente quando essas variações de comprimento introduzem altas tensões.

4 Deformações das almofadas de elastômero [3].
De acordo com o boletim 43 da fib (fib, 2008) [4], outros materiais, menos duros que o concreto, podem ser adequados para apoiar elementos de flexão, como papel de construção, feltro, chapas duras de madeira, plásticos, chumbo.
Este artigo apresenta um novo tipo de almofada feita com material à base de cimento, a Almofada de Argamassa Modificada (AAM), menos duro que o concreto, mas mais duro que o elastômero usado nas almofadas,
com a mesma ideia dos materiais da almofada citados no boletim 43 da fib [4].
Comparada com as almofadas de elastômero, as AAMs acomodariam imperfeições com menos eficiência, não permitiriam deslocamentos horizontais e a capacidade de rotação é mais limitada. Portanto, os efeitos das variações de comprimento precisam ser considerados com mais cuidado. Por outro lado, por serem muito mais rígidas que as almofadas de elastômero, resultam em ligações mais rígidas e, portanto, estruturam menos deformáveis [5].
Para o segundo tipo de aplicação (Grupo 2), no qual ocorrem tensões de compressão relativamente altas, as AAMs seriam uma alternativa às juntas de argamassa ou graute. As almofadas de elastômero não são usadas nessas situações devido à grande deformabilidade do material. Nesse tipo de aplicação, as AAMs teriam o objetivo de acomodar as imperfeições, minimizando os efeitos desfavoráveis da concentração de tensão e acomodando pequenas excentricidades das forças de compressão.
O objetivo deste artigo é apresentar uma síntese dos estudos realizados, mostrando o potencial do uso de AAMs na transferência de tensões de compressão em ligações de concreto pré-moldado.
3.Características do material desenvolvido
O ponto de partida foi desenvolver um material à base de cimento com características de grande deformabilidade e alta tenacidade, em comparação com a argamassa comum à base de cimento. O material pode ser obtido a partir de cimento Portland e argamassa de areia incorporando os seguintes ingredientes: a) agregados leves ou um aditivo para introduzir ar na mistura, b) látex e c) fibras curtas.
El Debs et al (2006) [6], é o principal estudo sobre as misturas de materiais. Neste estudo, foram utilizados cimento Portland de alta resistência inicial e areia de rio com diâmetro máximo de 2,4 mm. O agregado leve era de vermiculita termo-expandida de pequeno tamanho (diâmetro máximo de 2,4 mm), com massa específica de 0,173 kg/dm3. O látex era polímero estireno-butadieno, SB 112, com quantidade sólida de 50% e massa específica de 1,02 kg/dm3 a 25°C. Foram utilizados dois tipos de fibras: a) fibra de PVA (álcool polivinílico) e b) fibra de vidro Cem-FI. As fibras de PVA tinham 12 mm de comprimento, diâmetro equivalente a 0,2 mm e massa específica de 1,3 kg/ dm3. As fibras de vidro também tinham 12 mm de comprimento, com diâmetro de 0,014 mm, conforme
indicado pelo fabricante, e massa específica de 2,55 kg/dm3. Um superplastificante foi utilizado para as misturas com grande quantidade de vermiculita. Dezenove misturas foram escolhidas para este estudo.
A Figura 5 mostra a resistência à compressão e o módulo de elasticidade determinado por corpos-de-prova cilíndricos de 50 mm de diâmetro e 100 mm de altura. A notação usada nesta figura e nas outras partes deste texto é VaBcLd onde: V significa vermiculita, a é a quantidade de vermiculita em porcentagem da massa total agregada, B é o tipo de fibra (P para PVA e G para vidro), c é a taxa volumétrica da fibra em %, L significa látex e d é a quantidade de látex em porcentagem da massa de cimento. O termo REF significa a mistura de referência, ou seja, a argamassa sem vermiculita, fibras e látex

Os valores de resistência à compressão e módulo de elasticidade indicam que: a) uma quantidade maior de vermiculita diminui o módulo de elasticidade, mas também diminui as resistências à compressão e à tração; b) se um limite de resistência à compressão de 20 MPa for estabelecido, a quantidade de a vermiculita não pode exceder 25% da massa de areia; c) a redução da resistência devido à adição de látex torna-se expressiva quando a quantidade de látex atinge 40%, sugerindo um limite de 30% para a quantidade de látex; e) a quantidade de fibras teve pouca consequência no módulo de elasticidade, enquanto a resistência à compressão foi insignificante.
Se forem descartadas misturas sem vermiculita, com 50% de vermiculita, 40% de látex e 20% de látex, os seguintes valores podem ser considerados representativos do material: resistência à compres -
são de 20 MPa a 45 MPa e módulo de elasticidade de 10 GPa a 15 GPa.
4. Comportamento sob força uniformemente distribuída
As AAMs f oram submetidas à força aplicada pelas placas de uma máquina de teste universal. O objetivo deste teste é determinar a capacidade de deformação das AAMs quando submetidas a tensões uniformes de compressão.
Além das AAMs, El Debs et al [6] apresenta os resultados do ensaio com almofadas de elastômero. Também foram incluídos dois tipos de almofadas de madeira, pois geralmente são usadas no armazenamento de elementos pré-moldados. A madeira 1 (Pinus Taeda) é macia e a madeira 2 (Eucalyptus Citriodora) possui rigidez intermediária.
A Figura 6 apresenta uma curva típica de tensão x deformação. Como a porção inicial das curvas inclui a acomodação inicial das almofadas, a rigidez das almofadas pode ser determinada por:
R = σ / ∆H / h) (1)
onde σ é a tensão aplicada, ∆h é a deformação da almofada e h é a espessura da almofada.


A partir dos resultados da Tabela 1, pode-se observar que: a) como esperado, a rigidez das almofadas diminui com o aumento da quantidade de vermiculita; b) quando a espessura aumenta, a rigidez das almofadas aumenta para o material desenvolvido e para a madeira, mas para as almofadas de cloropreno ocorre o contrário.
É possível aumentar a capacidade de deformação da almofada com a introdução de rugosidade na superfície. A Figura 7 mostra esta possibilidade.
A Tabela 1 apresenta as rigidezes e as deformações das almofadas de apoio para um nível de tensão de 25 MPa, cujos valores correspondem à média de duas amostras. Cabe ressaltar que: a) a carga foi aplicada até 1800 kN para almofadas de 150 mm x 150 mm, correspondendo a uma tensão de 80 MPa, uma vez que as almofadas estão confinadas nas chapas da máquina de ensaio; b) a tensão de 25 MPa foi fixada para comparar a deformação das almofadas e c) a deformação das almofadas incluía a parte inicial das curvas, como mostra a Figura 6.

Fig. 7 Introdução de rugosidade nas AAMs: a) fôrma montada b) detalhe da manta colada à fôrma c) demoldagem das almofadas e d) almofadas com superfície rugosa e superfície lisa [7].
Para um caso representativo de AAMs, foram obtidos os seguintes valores médios de rigidez: a) 449 MPa para superfície lisa em ambos os lados, b) 372 MPa para superfície lisa em uma face e rugosa na outra e c) 307 MPa para superfície rugosa em ambos os lados [7].
A pesquisa apresentada em Ditz et al, 2016 [8] trata de blocos de concreto com almofada, visando aplicações em ligações sujeitas predominantemente à compressão com tensões relativamente altas, o que seria o segundo tipo de aplicação das AAMs.
A Figura 8 mostra os modelos utilizados. Os blocos de concreto utilizados, representando a ligação, são cúbicos com lados de 150 mm. O bloco de concreto superior apresenta 4 ou 9 protuberâncias na face de ligação , com espessura variável de 0,0 mm (face plana), 0,5 mm, 1,0 mm e 1,5 mm. Essas protuberâncias têm o objetivo de simular imperfeições das superfícies de contato. A classe de resistência à compressão do concreto também varia, com o objetivo de atingir os valores de 40 MPa, 65 MPa e 90 MPa. São também analisados os efeitos da excentricidade da resultante de compressão e do carregamento cíclico.

Fig. 8: Modelos utilizados: a) AAM, b) blocos de concreto, com e sem protuberâncias, c) ligação sem AAM, d) ligação com AAM e e) modelo pronto para ser testado [8].
É ainda incluída a análise de moldagem no bloco com a almofada, o que corresponde a incorporar as almofadas nas extremidades dos elementos pré-moldados, por ocasião de sua moldagem. Com isto, na montagem, a ligação entre os elementos equivaleria a contato direto.
A Figura 9 apresenta os resultados dos ensaios de transferência de tensões de compressão, em função da espessura das saliências dos blocos que simulavam as imperfeições superficiais dos blocos de concreto, bem como a ausência ou presença da AAM para concreto da classe de resistência de 65 MPa.

Fig. 9 Resistência à compressão das ligações, com e sem AAM, em função das espessuras das saliências na face do bloco, para concreto de resistência à compressão média de 65 MPa [8].
Os principais resultados obtidos estão resumidos a seguir: a) a eficiência da almofada na ligação sujeita ao carregamento de compressão centrada é maior para as rugosidades de 0,5 e 1,0 mm, sendo que para saliências com 0,5 mm de espessura a melhora da resistência do conjunto foi de cerca de 24% e no caso de rugosidade nula (faces em contato lisas) a melhora no desempenho da ligação foi de aproximadamente 12%; b) para níveis de protuberâncias acima de 1,0 mm de espessura, os resultados obtidos apresentaram grande variabilidade, o que demonstra a necessidade de realizar um número maior de testes, mas, em qualquer caso, houve uma tendência de melhora nos resultados quando a almofada é usada, c) nota-se uma tendência de melhor desempenho da ligação com AAM para concretos com resistência à compressão abaixo de 50 MPa e d) a aplicação do carregamento cíclico reduziu a resistência da ligação em valores da ordem de 33% para corpos de prova sem AAM e 16% para modelos com AAM.
As misturas recomendadas para o material de almofada têm relação cimento/agregado de 0,3, relação cimento/água de 0,4, porcentagem de vermiculita, relativa à massa total de agregados, de 5 a 15%, taxa volumétrica de fibras igual ou maior que 2% e quantidade de látex de 20 a 30% da massa de cimento. Os valores representativos do material com essas misturas seriam: a) resistência à compressão média de 20 MPa a 45 MPa e b) módulo de elasticidade de 10 GPa a 15 GPa.
A espessura recomendada para os AAMs é de 10
a 20 mm, com rugosidade nos dois lados. A rigidez das almofadas de 10 mm de espessura feitas com as misturas indicadas estaria na faixa de 300 MPa a 500 MPa.
Tomando com referência mistura V5P3L30, que tem sido usada frequentemente, a resistência média a compressão é da ordem de 34 MPa. Para esta mistura é razoável usar uma “tensão de trabalho” de 20 MPa. Esta “tensão de trabalho” seria da ordem de 2,5 vezes à correspondente da almofada de elastômero simples.
A partir dos resultados do ensaio de força uniformemente distribuída é possível avaliar a rotação que a AAM acomodaria. Considerando a mistura V5P3L30, uma almofada com comprimento da apoio de 150 mm com espessura de 10 mm, teria um afundamento na borda mais comprimida de 1,54 mm, conforme a Tabela 1. Considerando este afundamento na borda mais comprimida da almofada, a rotação que AAM acomodaria seria de 15,4 /150 = 0,0102, ou seja da ordem de 0,01 rad, sem descolamento da borda menos comprimida.

Cabe destacar que o fato da AAM ser mais rígida que a almofada de elastômero, a posição da resultante das tensões de compressão tendem a ser mais próximas da borda do apoio, o que poderia levar a maior distância da face do pilar no caso de consolos. No entanto, como as AAM tem um comprimento de apoio menor, este deslocamento da resultante não levaria a um maior custo da ligação, pois seria compensado, com folga, pelo menor comprimento do apoio.
Merece registrar ainda que ensaios de AAM submetida à força uniformemente distribuída cíclica não mostraram danos significativos na almofada, como pode ser visto em Siqueira & El Debs, 2013 [9].
Por serem feitas com material à base de cimento, as AAMs teriam, em princípio, mais duas características favoráveis: a) mesma durabilidade do concreto e b) grande resistência em situações de incêndio. Destaca-se também a possibilidade de embutir as AAM nos elementos pré-moldados, conforme citado nos ensaios simulando ligações submetidas a elevadas tensões de compressão. Neste caso, as
AAMs colocadas na região de contato antes da moldagem. Assim, por exemplo, a viga e o pilar já teriam as almofadas embutidas na região do contato, o que tornaria, em relação à forma de execução, um contato direto, facilitando a montagem.
Conforme adiantado, a distorção das AAMs seriam desprezíveis, ao contrário das almofadas de elastômero. Assim, os efeitos de variação de comprimento dos elementos apoiados tenderiam a introduzir esforços bem maiores que ao das almofadas de elastômero. No entanto, nas aplicações usuais de vigas em edifícios, a utilização também de chumbadores preenchidos com graute, nos dois lados da viga, faz com que a distorção da almofada de elastômero fique restringida pelo chumbador. Assim, o beneficio da capacidade de distorção da almofada de elastômero deixe de existir.
Reforça-se aqui uma das principais características favoráveis da AAMs, que, por serem mais rígidas que as almofadas de elastômero, elas tornam as ligações mais rígidas e as estruturas menos deformáveis. Nesse sentido merece destacar estudo apresentado em Sawassaki, 2010 [10] , onde são feitas comparações da aplicação da AAM com almofadas de elastômero.
Evidentemente, a proposta merece mais estudos, principalmente na busca de dosagem que leva à redução do módulo de elasticidade do material ou de outras conformações para tornar a AAM mais maleáveis. Mas seu potencial é evidenciado pelos estudos realizados e pelas aplicações experimentais realizadas há algum tempo.
Espera-se que este artigo promova um maior engajamento do setor produtivo para a incorporação AAM como uma alternativa para transferência de tensões de compressão nas ligações de CPM e, com isto, possa viabilizar a normalização pela ABNT.
Às fu nda ções brasileiras de apoio à pesquisa FAPESP e CNPq pelo apoio financeiro no desenvolvimento de pesquisa .
[1] Barboza, A.S.R; Soares, A.M.M.; El Debs, M.K A new material to be used as bearing pad in precast concrete connections. In: ANUMBA, C.J. ; EGBU, C. ; THORPE, A., eds. Perspectives on inno -
vation in architecture, engineering and construction (Proc. 1st International Conference on Innovation in Architecture, Engineering and Construction), Loughborough, UK, 18-20 July 2001. Loughborough, CICE/Loughborough University, 2001. p.81-91
[2] El Debs, M.; Barboza, A.S.R; Soares, A.M.M
An alternative material for bearing pad in precast concrete connections [CD-ROM]. In: INTERNATIONAL CONGRESS OF THE PRECAST CONCRETE INDUSTRY, 17., Istanbul, Turkey, May 2002. Proceedings. Ankara, Turkey, Turkish Precast Concrete Association, 2002. 8p.
[3] El Debs, M.K Concreto pré-moldado: fundamentos e aplicações. 2 ed. São Paulo, Oficina de textos, 2017.
[4] fib Bulletin 43 Structural connections for precast concrete buildings. Fédération internationale du béton (fib), Lausanne, Switzerland. 2008.
[5] El Debs, M.K; Miotto, A.M; El Debs, A.L.H.C Analysis of a semi-rigid connection for precast concrete. Proceedings of the Institution of Civil Engineers: Structures and Buildings, 163(1), pp. 41-51. 2010
[6] El Debs, M.K, Montedor, L.C; Hanai, J.B Compression tests of cement-composite bearing pads for precast concrete connections. Cement and Concrete Composites, 28 (7), pp. 621-629. 2006.
[7] El Debs, M.K; Belluccio, E.K Cement-base bearing pads mortar for connections in the precast concrete: study of surface roughness Revista IBRACON de Estruturas e Materiais, São Paulo, 5(1), pp. 54-67. 2012.
[8] Ditz, J.D; El Debs, M.K; Siqueira, G.H, Modified mortar pad behavior in the transfer of compressive stresses. Revista IBRACON de Estruturas e Materiais, São Paulo, 9 (3), pp. 435-455. 2016.
[9] Siqueira, G.H.; El Debs, M.K Cement-based bearing pads for precast concrete connections. Construction Materials (Institution of Civil Engineers), [S. l.], v. 166, n. 5, p. 286-294, 2013.
[10] SawasakI, F.Y Estudo teórico-experimental de ligação viga-pilar com almofada de argamassa e chumbador para estruturas de concreto pré-moldado. 2010. 188 p. Dissertação (Mestrado em Engenharia de Estruturas) – Escola de Engenharia de São Carlos, São Carlos, 2010.





Renata Soares Merlos, Msc. Eng. Bruna Catoia, DSc. Eng. Marcelo de A. Ferreira, DSc. Eng
Os elastômeros, conhecidos comercialmente como neoprene, têm sido empregados em larga escala nas construções pré-moldadas de concreto no Brasil, diante de seu bom desempenho no que se refere à melhoria da distribuição de cargas nas ligações submetidas à compressão. Nesse sentido, esse artigo apresenta parte dos resultados de uma pesquisa de mestrado, realizada no NETPRE-UFSCar, que visou caracterizar, por meio de um programa experimental, o comportamento à compressão simples dos aparelhos de apoio elastoméricos não fretados, através da determinação experimental do módulo tangente de deformação à compressão (módulo de elasticidade aparente) e da rigidez à compressão desses elementos. Diante da realização do programa experimental proposto, verificou-se que a calibração do equacionamento estabelecido pela ABNT NBR 9062:2017 se mostrou satisfatória para avaliar a deformabilidade do aparelho de apoio elastomérico não fretado. Ainda, observou-se que os ensaios podem ser utilizados para verificação da conformidade dos valores de módulo de deformação transversal obtidos experimentalmente, em relação aos valores indicativos de correspondência com a dureza Shore A e, desse modo, pode ser feito o controle de qualidade do elastômero. Também, foi possível a adequação de um procedimento que pudesse ser reproduzido com equipamentos simples, isso é, atuador hidráulico com controle da velocidade de aplicação de força.
Os elastômeros são utilizados amplamente em todo o mundo para diversos tipos de aplicação. No Brasil, são usados com frequência no setor da construção pré-moldada de concreto, principalmente como aparelho de apoio para vigas, lajes e painéis. De acordo com Ditz (2015), o objetivo de sua utilização é melhorar a distribuição de cargas concentradas e reações sobre a superfície, assim como permitir deformações limitadas nos apoios, o que proporciona alívio de tensões. Além disso, o aparelho de elastômero impede o contato direto concreto-concreto e, consequentemente, evita o
desgaste das peças pré-moldadas de concreto. Embora os aparelhos de apoio elastoméricos sejam os mais utilizados atualmente, o seu comportamento frente aos efeitos da compressão é complexo e ainda não é bem compreendido e, desse modo, podem não corresponder às expectativas de projeto. Segundo Vinje (1985), a complexidade do comportamento dos aparelhos de apoio elastoméricos advém, principalmente, da diferença das propriedades do elastômero em relação aos outros materiais comumente utilizados pelos engenheiros.
Para que seja alcançado o desempenho necessário deste tipo de aparelho de apoio devem ser verificadas quatro situações: tensão de compressão, deformação por compressão (afundamento), deformação por cisalhamento (distorção) e deformação por rotação. No entanto, vale salientar que essas verificações dependem da condição de contorno da ligação dos elementos pré-moldados. Ligações pré-moldadas apresentam, em sua grande maioria, chumbadores metálicos que têm maior rigidez do que os aparelhos de apoio e, além disso, são semirrígidas, sendo assim, não ocorrem efeitos de distorção e rotação importantes no aparelho de apoio e conclui-se que o efeito de maior representatividade do comportamento dos aparelhos de apoio elastoméricos não fretados é a deformação por compressão.
Nesse sentido, essa pesquisa teve por objetivo a caracterização do comportamento à compressão simples dos aparelhos de apoio elastoméricos não fretados, através da determinação experimental do módulo tangente de deformação à compressão (módulo de elasticidade aparente) e da rigidez à compressão desses elementos. Dado que não há método padronizado de ensaio de compressão simples para os aparelhos de apoio elastoméricos não fretados no Brasil, fez-se necessário o desenvolvimento e validação de um procedimento que delimitasse o escopo dessa pesquisa. Para isso, foi feita uma extensa revisão de bibliografia nacional e internacional e diversos procedimentos foram discutidos e analisados.
de acordo com Braga (1986), os aparelhos de apoio de elastômero, conhecidos comercialmente como neoprene, surgiram após a segunda Guerra Mundial e, aos poucos, ganharam grande aceitação nas construções de concreto pré-moldado, como apoio para vigas, lajes e elementos em geral. Segundo a ABNT (2015) e o PCI (2010), a sua finalidade é estabelecer vinculação entre elementos estruturais distintos e, desse modo, melhorar a distribuição de cargas concentradas e reações sobre a superfície, assim como permitir deformações limitadas de deslizamento horizontal e de rotação nos apoios, o que proporciona alívio de tensões, além de impedir o contato direto concreto-concreto e, assim, evitar o desgaste em peças pré-moldadas de concreto.
Conforme a ABNT (2017), os aparelhos de apoio de elastômero podem ser simples ou fretados. Os simples são constituídos de uma única camada de elastômero
e, são utilizados para cargas pequenas e médias, como no caso das construções pré-moldadas, enquanto os fretados são constituídos de camadas de elastômero intercaladas com chapas metálicas solidarizadas por vulcanização ou colagem especial, sendo empregados para cargas maiores, como no caso de pontes.
Uma das principais características físicas do elastômero é a dureza, que é baseada em um ensaio de penetração padronizado e é medida geralmente na escala Shore. Segundo Ferreira (1999), com o intuito de atender a diferentes campos de aplicação, comercialmente, utiliza-se três classes de dureza. Para aplicação com cargas leves, utiliza-se dureza Shore 50 A, para estruturas em geral, 60 A e para estruturas pesadas, 70 A.
A dureza do elastômero é fator determinante no valor do módulo de deformação transversal G do elastômero, o qual delimita a resistência do aparelho de apoio para ações normais e também de cisalhamento. Vale ressaltar que o valor do módulo G pode variar em função da temperatura e do tipo de carregamento, estático ou dinâmico, que o aparelho será exposto.
Na falta de ensaios conclusivos, a ABNT NBR 9062:2017 recomenda que sejam adotados os valores indicativos de correspondência entre a dureza Shore A e o módulo de deformação transversal G, à temperatura de 20 °C, conforme apresenta a Tabela 1.
Dureza Shore A 50 60 70 Módulo G (MPa) 0,8 1,0 1,2
Tabela 1: Correspondência entre dureza e o módulo G, de acordo com a ABNT NBR 9062:2017
Já a norma europeia EN 1337:2016, aponta que a correspondência entre a dureza e o módulo G do elastômero não é precisa e, assim, as relações apresentadas na Tabela 2 são apenas aproximações. Vale ressaltar que nessa norma a dureza é medida na unidade IRHD (International Rubber Hardness Degrees), a qual tem praticamente os mesmos valores que a Dureza Shore A para os intervalos utilizados na presente pesquisa (acima de 45).
Dureza Shore A 50 ± 5 60 ± 5 70 ± 5
Módulo G (MPa) 0,70 ± 0,10 0,90 ± 0,15 1,15 ± 0,20
Tabela 2: Correspondência entre dureza e o módulo G, de acordo com a EN 1337:2016
Ainda, Lindley (1992, apud Muscarella e Yura, 1995) recomendam os valores de correspondência entre dureza e módulo G apresentados na Tabela 3.
Dureza Shore A 45 - 55 55 - 65 65 - 75
Módulo G (MPa) 0,53 - 0,75 0,75 - 1,05 1,05 - 1,40
Tabela 3: Correspondência entre dureza e o módulo G, de acordo com Lindley (1992) apud Muscarella, Yura (1995)
Ao observar as tabelas, nota-se que há concordância entre os valores indicativos de correspondência entre a dureza e o módulo de deformação transversal G recomendados por diferentes bibliografias internacionais. Assim, para um aparelho de apoio elastomérico simples com Dureza Shore 60 A, espera-se obter um valor entre 0,75 e 1,05 MPa para o módulo G.
Segundo Muscarella e Yura (1995), os elastômeros se comportam de maneira bem diferente de outros materiais quando comprimidos. Por haver certa dificuldade em comprimi-lo (coeficiente de Poisson é 0,50), quando esse tipo de aparelho é submetido à compressão, a maior parte da deformação por compressão é resultante da significativa expansão lateral que ocorre no material.
Ainda, de acordo com Vinje (1985), quando há alguma restrição à expansão lateral do aparelho de apoio, como por exemplo o atrito da superfície de contato, as deformações por compressão no elastômero são menores. Segundo esse mesmo autor, quanto maior a rugosidade da superfície de contato, menores são as deformações por compressão que ocorrem ao longo dos ensaios. Esse fato se deve à restrição da expansão lateral pelo atrito da superfície. Assim, entende-se que o comportamento do aparelho de apoio elastomérico à compressão também é função das superfícies livres ou não para expandir lateralmente, ou seja, o aparelho de elastômero é caracterizado também por sua geometria. Portanto, não há possibilidade de calcular a deformação por compressão como uma simples função da dureza ou do módulo de elasticidade do elastômero. Essa, de fato, pode ser expressa como uma função da tensão de compressão e um fator de forma empírico, S, que, de acordo com AASHTO (1973) e FIB (2008), caracteriza geometricamente o aparelho, uma vez que suas dimensões e forma afetam seu comportamento. O fator de forma é definido pela relação entre a superfície de apoio carregada e a superfície livre para expandir lateralmente do aparelho de apoio, conforme apresenta a Equação 1. Vale ressaltar que no caso
de o aparelho de apoio possuir furo para colocação de chumbador, esse deve ser considerado no cálculo do fator de forma. (1)

Onde:
S – fator de forma; a e b – dimensões em planta do aparelho de apoio; h – espessura do aparelho de apoio.
3, Comportamento dos aparelhos de apoio elastoméricos simples
Para que seja alcançado o desempenho necessário do aparelho de apoio elastomérico simples devem ser verificadas quatro situações: tensão de compressão, deformação por compressão (afundamento), deformação por cisalhamento (distorção) e deformação por rotação.
Embora ocorram diferentes tensões de compressão nas regiões central e periféricas da superfície do aparelho de apoio, a nível de dimensionamento utiliza-se uma pressão média de contato distribuída uniformemente no elastômero. Segundo a ABNT NBR 9062:2017, o limite recomendado para a pressão de contato média no aparelho de apoio elastomérico não fretado é dado pela Equação 2. (2)

Em disparidade com a norma brasileira, de acordo com o FIB (2008), baseado no estudo de Vinje (1985), a pressão média de contato em serviço deve ser limitada a 10 MPa nos aparelhos de apoio elastoméricos simples. Esse limite é válido para as condições de aparelho de apoio com dureza Shore entre 60 e 70 A, área máxima de 300 x 400 mm, fator de forma entre 2 e 7, espessura entre 4 e 10 mm e superfície de contato de concreto.
Ainda, o PCI (2010) recomenda que a pressão média de contato em serviço deve ser limitada a 5,5 MPa nos aparelhos de apoio elastoméricos simples sem restrição à deformação por cisalhamento e com fator de forma superior a 3.
Dessa maneira, verifica-se que há discrepância entre os valores limites fixados para a pressão média de conta-
to nos aparelhos de apoio elastoméricos simples nas diferentes normas internacionais. Entretanto, esses valores foram estipulados de modo a garantir uma boa distribuição de tensões em serviço ao longo de todo o elastômero, de acordo com a imposição de diferentes situações de projeto.
Segundo a ABNT NBR 9062:2017, a deformação por compressão em serviço deve ser limitada a 15% da espessura nos aparelhos de apoio elastoméricos simples, recomendando-se utilizar valores experimentais em função da dureza e do fator de forma, conforme expressa a Equação 3.

Onde:
∆h – deformação por compressão;
(3)
σm – pressão média de contato no aparelho de apoio em serviço;
G – módulo de deformação transversal;
S – fator de forma do aparelho de apoio.
3.3 Deformação por cisalhamento e por rotação
De acordo com a ABNT NBR 9062:2017, a deformação por cisalhamento pode ser limitada ao valor da metade da espessura total do elastômero, conforme apresenta a Equação 4.

Onde:
(4)
ah – deformação por cisalhamento; H – carga de cisalhamento.
Ainda, a ABNT NBR 9062:2017 recomenda que sejam adotados dispositivos que garantam essa limitação, caso ocorram deformações transversais importantes, como o vento ou esconsidade, por exemplo. No caso da deformação por rotação, a condição imposta pela norma é que não ocorra o levantamento da borda menos carregada do aparelho de apoio.
Vale salientar que, segundo Ferreira (2017), é possível se verificar diferentes situações de projeto no que diz respeito à utilização dos aparelhos de apoio elastoméricos não fretados. De acordo com o FIB (2008), diferentes tipos de ligações, possuem diferentes graus de restrição para diferentes tipos de tensões. Logo, há ligações com alto grau de resistência aos deslocamentos laterais e de rotação, por exemplo, e ligações com pouca ou nenhuma
resistência a essas deformações. Dessa forma, entende-se que o aparelho de apoio pode ser utilizado em diferentes tipos de ligações e, consequentemente, diferentes situações de projeto, as quais podem reduzir ou não o desempenho do elastômero.
Sendo assim, entende-se que as situações a serem verificadas para que se garanta o desempenho do aparelho de apoio elastomérico dependem da condição de contorno da ligação dos elementos pré-moldados. Ligações pré-moldadas apresentam, em sua grande maioria, chumbadores metálicos que têm maior rigidez do que os aparelhos de apoio. Desse modo, a distorção é limitada por esses chumbadores, não havendo essa deformação no elastômero. Em relação a rotação, as estruturas pré-moldadas apresentam também ligações semirrígidas, as quais limitam as rotações nos apoios dos elementos pré-moldados, limitando então a rotação sobre os aparelhos de apoio. Sendo assim, tais deformações causam pequena ou quase nenhuma modificação no desempenho do aparelho elastomérico.
Assim, conclui-se que o efeito de maior importância e representatividade do comportamento dos aparelhos de apoio elastoméricos não fretados é a deformação por compressão, que é objeto de estudo da presente pesquisa.
O módulo de elasticidade é um parâmetro que proporciona uma medida de rigidez do material. Sabe-se, da Lei de Hooke, que o módulo de elasticidade é inversamente proporcional à deformação do material. Portanto, quando o elastômero é submetido à compressão, a Lei de Hooke é aplicada ao material conforme apresenta a Equação 5.

(5)
Onde:
En – módulo de elasticidade.
Ainda, visto que a ABNT NBR 9062:2017 recomenda que sejam utilizados valores experimentais em função da dureza e do fator de forma para o cálculo da deformação por compressão em serviço, constata-se que o módulo de elasticidade do aparelho de apoio elastomérico não fretado pode ser expresso pela Equação 6, segundo a norma.

5.1 Descrição geral
O programa experimental foi desenvolvido no Laboratório NETPre – Núcleo de Estudo e Tecnologia em Pré-Moldados de Concreto – da Universidade Federal de São Carlos, para a pesquisa de mestrado de Merlos (2019), com a finalidade da determinação do módulo tangente de deformação à compressão (módulo de elasticidade aparente) e da rigidez à compressão dos aparelhos de apoio elastoméricos não fretados, de modo a caracterizar o comportamento desses elementos quando submetidos à compressão.
Em virtude de não haver um procedimento padronizado de ensaio de compressão simples para os aparelhos de apoio elastoméricos não fretados, fez-se necessário o desenvolvimento e validação do mesmo. Para isso, foi feita uma extensa revisão de bibliografia nacional e internacional, até que fosse possível haver confiabilidade no procedimento utilizado.
A investigação experimental foi fundamentada na realização do ensaio de compressão simples em aparelho de apoio de elastômero, método que consiste na aplicação de esforços de compressão normal à maior superfície do corpo de prova. O programa se baseou na realização de ensaios em corpos de prova em escala real, os quais se diferenciavam por sua geometria e fator de forma. O esquema geral de ensaio foi dotado de dois blocos, entre os quais foram posicionados os aparelhos de apoio ensaiados.
A partir dos ensaios, esperava-se representar graficamente a relação entre a tensão de compressão aplicada e a deformação por compressão obtida para o corpo de prova e, através da inclinação desses gráficos, obter o módulo de elasticidade aparente. Por fim, com base no equacionamento proposto pela ABNT NBR 9062:2017, pretendia-se deduzir também o módulo G aparente do aparelho de apoio.
Visto que o módulo G está associado à dureza do elastômero, esses ensaios seriam apropriados também para validar ou confirmar a dureza do aparelho de apoio, constituindo-se, portanto, de uma identificação rápida do tipo do material para controle de qualidade.
Outro fator importante que se esperava obter a partir dos ensaios, era a padronização de uma velocidade de aplicação de carregamento, uma vez que, essa afeta diretamente na rigidez obtida para os aparelhos de apoio.
O modelo de ensaio seguiu parâmetros da pesquisa experimental realizada em Ferreira (1999) visando, entretanto, à adequação de um procedimento que pudesse ser reproduzido com equipamentos simples, como por exemplo, o emprego de atuador hidráulico com controle da velocidade de aplicação de força. Em Ferreira (1999), os ensaios foram realizados com deformação controlada em máquina universal servo-hidráulico, que é um equipamento de alto custo e difícil de ser encontrado. Vale ressaltar que o autor investigou o comportamento do elastômero entre duas chapas metálicas lisas, que se diferencia da situação proposta nessa pesquisa, onde se tem o elastômero entre duas superfícies de concreto.
O ensaio à compressão foi realizado em dois lotes de aparelhos de apoio elastoméricos simples, os quais foram fabricados por duas diferentes empresas. Foi solicitado à essas empresas que os elastômeros doados possuíssem dureza Shore de 60 A e procurou-se utilizar corpos de prova com geometrias usuais para aparelhos de apoio em ligações de concreto pré-moldado. Os dois lotes ensaiados foram denominados A e B. A Tabela 4 indica as dimensões, fator de forma e dureza Shore dos aparelhos de apoio. O fator de forma para cada corpo de prova foi calculado de acordo com o equacionamento da ABNT NBR 9062:2017 e a dureza Shore A foi fornecida pelo fabricante do elastômero, que a obteve através do ensaio de dureza para controle de qualidade.
Corpo de Prova a (mm) b (mm) h (mm) Furos (mm) Fator de Forma Dureza Shore A
A-1 220 340 10 2 x Øf 35 5,44 62
B-1 260 260 10 1 x Øf 33 5,84 65
Tabela 4: Parâmetros referentes aos aparelhos de apoio
A análise dos modelos foi realizada através da aplicação de carregamento incremental monotônico, composto de uma força concentrada no centro do bloco B02, controlada a uma velocidade constante de 100 kN/min, a qual foi definida com fundamento nos estudos de Ferreira (1999), com o intuito de diminuir os efeitos do escorregamento inicial do corpo de prova.
O carregamento foi aplicado por meio da utilização de um atuador hidráulico da marca ENERPAC com capacidade de 1000 kN, alimentado por uma bomba manual e, de modo a se obter uma maior precisão no controle da velocidade de aplicação da força, foi utilizado um cronômetro digital. As cargas de ensaio no atuador para cada um dos modelos foram estimadas considerando o limite para pressão de contato dos aparelhos de apoio de 7,0 MPa, recomendado pela ABNT NBR 9062:2017.
Os equipamentos de medição foram definidos com o objetivo de coletar as leituras de força e deslocamento, parâmetros necessários à análise teórica dos modelos. Para tal, foram utilizados célula de carga, posicionada no centro do bloco, e quatro transdutores, posicionados de forma equidistante do centro do aparelho de apoio. Todos os pontos onde haveriam transdutores foram medidos e marcados e as bases destinadas a apoiá-los foram fixadas com cola quente. Feito isso, todos os instrumentos utilizados foram conectados ao sistema de aquisição de dados presente no laboratório, o qual fornece as leituras diretamente ao computador ligado a ele. O esquema de instrumentação dos modelos está ilustrado nas Figuras 1 e 2.
Através do uso de transdutores, foram obtidos os deslocamentos verticais nas extremidades dos corpos de prova e, por meio do cálculo da média das leituras de deslocamento, pode-se obter a deformação por compressão dos aparelhos de apoio. Essa metodologia foi adotada visando obter uma maior precisão nos resultados, uma vez que o elastômero não se deforma de maneira uniforme, além de estar sujeito à fatores externos, como excentricidades na aplicação da força.


O protocolo utilizado consistiu em atingir o limite para a pressão de contato do aparelho de apoio de 7 MPa, correspondente à uma carga de ensaio de 510,1 kN para o corpo de prova do Lote A, em um período em torno de 5 minutos. Depois, a carga deveria ser mantida por 5 minutos adicionais e então aliviada, conforme indica a Figura 3. Este tempo de ensaio foi definido com base em uma velocidade de carregamento de, no mínimo, 100 kN/min, estimada com fundamento nos estudos de Ferreira (1999), uma vez que o propósito da pesquisa foi a obtenção de um procedimento equivalente ao realizado por esse autor.
Ainda, definiu-se a repetição de três séries de carregamentos (seguidas pelo descarregamento), dado que em Ferreira (1999) os ensaios foram efetuados através da aplicação de carregamento cíclico, por meio da utilização de um atuador servo-hidráulico. A Figura 4 ilustra as três séries de carregamentos de compressão para o modelo A-1.
Na primeira série de carregamento, denominada série zero (A-1.0), notam-se valores de deformação elevados em relação às séries 1 e 2 (A-1.1 e A-1.2), até aproximadamente a tensão de 1 MPa. Isso ocorre devido ao efeito da acomodação inicial significativa do aparelho de apoio à medida que o carregamento é aplicado pela primeira vez.

De modo a minimizar o efeito da acomodação inicial nos ensaios à compressão simples em aparelhos de apoio elastoméricos fretados, a EN 1337-3:2016 recomenda que seja aplicada, primeiramente, uma carga correspondente à pressão de contato de 1 MPa e, então os medidores de deflexão sejam zerados e

a carga de ensaio aplicada progressivamente. Visto que o efeito da acomodação inicial ocorreu também no ensaio à compressão simples dos aparelhos não fretados, optou-se por aderir à essa recomendação da norma europeia.
Para isso, definiu-se que os deslocamentos para as tensões inferiores a 1 MPa deveriam ser descontados no gráfico obtido para a primeira série de carregamento. Como nas séries 1 e 2 não foram verificados efeitos da acomodação inicial do aparelho, os deslocamentos não foram desconsiderados para essas séries. Assim, a série A-1.0 funcionou como uma espécie de escorvamento do modelo.
A Figura 5 ilustra as três séries de carregamentos de compressão para o modelo A-1, descontando os deslocamentos para a primeira série de carregamentos (A-1.0).

Pode-se verificar que uma vez que o escorvamento é realizado, as deflexões medidas posteriormente representam bem o comportamento do aparelho de apoio elastomérico, anulando, ou ao menos reduzindo os efeitos da acomodação inicial. Logo, para os modelos ensaiados posteriormente no programa experimental da pesquisa, foram descontados os deslocamentos para a primeira série de carregamentos. Visto isso, foi realizado o ensaio do modelo referente ao Lote B. Aplicou-se, nesse modelo, uma carga de ensaio de 467,2 kN, que foi atingida em aproximadamente 5 minutos a uma velocidade em torno de 100 kN/min. A Figura 6 ilustra as três séries de carregamentos à compressão para o modelo B-1.

6.1 Relação entre o módulo de elasticidade obtido experimentalmente e segundo a ABNT NBR 9062:2017
De acordo com a ABNT NBR 9062:2017, a deformação por compressão dos aparelhos de apoio elastoméricos simples, pode ser expressa pela Equação 7. (7)

Dessa forma, o módulo de elasticidade do aparelho de apoio elastomérico não fretado, segundo a ABNT NBR 9062:2017, pode ser expresso pela Equação 8.

(8)
Para o caso da obtenção experimental do módulo de elasticidade, foram utilizados os gradientes das curvas obtidas
nos ensaios de compressão, conforme apresenta a Equação 9, para o intervalo de tensão apresentado na Equação 10 (10) (9)

Para a análise dos ensaios de compressão, primeiramente, foram obtidas curvas teóricas com base na expressão para o cálculo da deformação por compressão da ABNT NBR 9062:2017 (Equação 7), com variações no valor do módulo G de 1 MPa e 0,9 MPa, correspondentes à Dureza Shore 60 A.
Na sequência foram calculados os valores do módulo de elasticidade, conforme a expressão da ABNT NBR 9062:2017 (Equação 8) para as mesmas variações no módulo de deformação transversal G. Por fim, foram calculados os valores do módulo de elasticidade aparente, através da utilização dos gradientes definidos para as curvas ensaiadas (Equações 9 e 10).
Nas Figuras 7 e 8 são apresentadas as séries de carregamentos à compressão para os modelos ensaiados e também as curvas teóricas obtidas segundo a ABNT NBR 9062:2017. Além disso, estão apresentados os gradientes para o cálculo do módulo de elasticidade aparente.


A Tabela 5 apresenta os valores dos módulos de elasticidade obtidos experimentalmente e segundo o equacionamento da ABNT NBR 9062:2017.
Corpo de Prova S En,a (MPa) En (G = 1,0) (MPa) En (G = 0,9) (MPa)
A-1 5,44 65,8 62,4 57,0
B-1 5,84 66,0 66,4 60,5
Tabela 5: Relação entre o módulo de elasticidade obtido experimentalmente e segundo equacionamento da ABNT NBR 9062:2017
Através das figuras apresentadas anteriormente, pode-se observar que, para os modelos dos Lotes A e B, as curvas obtidas experimentalmente apresentaram inclinações semelhantes ou superiores às curvas teóricas obtidas através da expressão da ABNT NBR 9062:2017, variando o módulo G em 1,0 e 0,9 MPa. Além disso, conforme apresentado na Tabela 5, os valores obtidos para o módulo de elasticidade aparente também foram próximos ou superiores em relação ao módulo de elasticidade obtido através da expressão da norma para esses lotes.
Portanto, conclui-se que a expressão adotada pela ABNT NBR 9062:2017 se mostrou satisfatória para avaliar a deformabilidade do aparelho de apoio elastomérico não fretado, sendo adequada para a verificação da deformação por compressão no limite elástico de 15%, mesmo para pressões médias de contato na ordem de 7 MPa.
O módulo deformação transversal aparente do aparelho de apoio elastomérico não fretado pode ser obtido através do módulo de elasticidade aparente, conforme expressa a Equação 11. (11)

Desse modo, os valores do módulo G aparente foram calculados para os modelos ensaiados e estão apresentados na Tabela 6.
Conforme diferentes bibliografias internacionais, podem ser adotados valores indicativos de correspondência entre a dureza Shore A e o módulo de deformação transversal G e, para um aparelho de apoio elastomérico simples com dureza Shore em torno de 60 A, espera-se obter um valor
Corpo de Prova S Dureza Shore A En,a (MPa) Ga (MPa)
A-1 5,44 62 65,8 1,06
B-1 5,84 65 66,0 0,99
Tabela 6: Módulo de deformação transversal aparente obtido através do módulo de elasticidade aparente
entre 0,75 e 1,05 MPa para o módulo G.
Através da Tabela 6, pode-se observar que para os modelos dos Lotes A e B, foram obtidos valores para o módulo G próximos ou superiores a 1,0 MPa. Logo, conclui-se que os ensaios de compressão simples podem ser utilizados para verificação da conformidade dos valores de módulo de deformação transversal obtidos experimentalmente, em relação aos valores indicativos de correspondência com a dureza Shore A. Assim, pode ser feito o controle de qualidade do elastômero.
Esse estudo caracterizou o comportamento à compressão simples dos aparelhos de apoio elastoméricos não fretados submetidos à compressão, através da determinação experimental do módulo tangente de deformação à compressão (módulo de elasticidade aparente) e da rigidez à compressão desses elementos.
Diante da realização do programa experimental proposto nessa pesquisa, bem como das análises dos resultados dos ensaios, podem ser feitas as seguintes considerações finais:
• A calibração do equacionamento estabelecido pela ABNT NBR 9062:2017 se mostrou satisfatória para avaliar a deformabilidade do aparelho de apoio elastomérico não fretado, sendo adequada para a verificação da deformação por compressão no limite elástico de 15%, mesmo para pressões médias de contato na ordem de grandeza do limite de 7 MPa;
• Os ensaios de compressão simples podem ser utilizados para verificação da conformidade dos valores de módulo de deformação transversal obtidos experimentalmente, em relação aos valores indicativos de correspondência com a dureza Shore A. Desse modo, pode ser feito o controle de qualidade do elastômero;
• Os ensaios podem ser realizados através do emprego de atuador hidráulico com controle da velocidade de aplicação de força, isso é, nessa pesquisa foi possível a adequação de um procedimento que pudesse ser reproduzido com equipamentos simples.
AMERICAN ASSOCIATION OF STATE HIGHWAY AND TRANSPORTATION OFFICIALS (AASHTO). Standard Specifications for Highway Bridges. 11 ed. Washington, D.C., 1973.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 19783: Aparelhos de Apoio de Elastômero Fretado - Especificação e métodos de ensaio. Rio de Janeiro, 2015.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 9062: Projeto e Execução de Estruturas de Concreto Pré-Moldado. Rio de Janeiro, 2017.
BRAGA, W.A. Aparelhos de Apoio das Estruturas. São Paulo, Edgard Blücher, 107p., 1986.
DITZ, J. D. Desempenho de almofadas de argamassa modificada na transferência de tensões de compressão em ligações de concreto pré-moldado. São Carlos, 142p., Dissertação (Mestrado) - Universidade de São Paulo, 2015.
EUROPEAN STANDARD. DRAFT EN 1337: Structural Bearings - Part 3: Elastomeric Bearings. Karlsruhe, 2016.
FERREIRA, M. A. Capacidade à Compressão em Aparelhos de Apoio com Elastômero Simples. São Carlos, 12p., 2017. Relatório Técnico EXT2016 (Núcleo de Estudos e Tecnologia em Pré-Moldados de Concreto NETPre/UFSCar).
FERREIRA, M. A. Deformabilidade de ligações viga-pilar de concreto pré-moldado. São Carlos, 232p., Tese (Doutorado) - Universidade de São Paulo, 1999.
INTERNATIONAL FEDERATION FOR STRUCTURAL CONCRETE (FIB). Guide to good practice: Structural Connections for Precast Concrete Buildings. Commission 6: Prefabrication - Task Group 6.2: Structural connections for precast concrete. Stuttgart, 360p., 2008.
LINDLEY, PETER B., Engineering Design with Natural Rubber, Malaysian Rubber Producers Research Association, Hertford, England, 33 pp, 1992.
MERLOS, R. S. Contribuição para determinação do módulo de deformação à compressão de aparelhos de apoio elastoméricos simples. São Carlos, 96p., Dissertação (Mestrado) - Universidade Federal de São Carlos, 2019.
MUSCARELLA, J. V.; YURA, J. A. An Experimental Study of Elastomeric Bridge Bearings with Design Recommendations. Austin, 178p., 1995. Research Report 1304-3 (Center for Transportation Research/ The University of Texas at Austin).
PRECAST/ PRESTRESSED CONCRETE INSTITUTE (PCI). PCI Design Handbook. 7. ed. Chicago, 2010.
VINJE, L. Behavior and Design of Plain Elastomeric Bearing Pads in Precast Structures. Precast/Prestressed Concrete Institute (PCI) Journal, p.120-146, Nov.-Dez., 1985.













A pré-fabricação em concreto, por seus inúmeros benefícios vem sendo utilizada em todo o mundo, em obras de diferentes segmentos da economia. A redução significativa dos prazos de execução que chegam até 50% em algumas situações associada a tecnologia envolvida nos processos de produção e a execução dos elementos em ambiente controlado, que agregam maior qualidade em relação aos métodos convencionais de construção tem sido, especialmente para investidores, as principais razões para adoção deste sistema. Porém no Brasil e no mundo as soluções pré-fabricadas de concreto, cada vez mais se destacam por seu uso em obras de infraestrutura, especialmente na Engenharia de Transportes, que engloba a aplicação em pontes, viadutos, túneis, pavimentos, praças de pedágio, barreiras sonoras, dormentes para linhas ferroviárias, estações de metrô, BRT (Bus Rapid Transport), aeroportos, portos e estaleiros, energia. Este uso tem crescido significativamente nos últimos anos em especial pela grande visibilidade que as necessidades do país frente as demandas dos grandes eventos esportivos trouxeram , não somente na construção dos estádios e demais equipamentos cons-
truídos entre 2012-2014, cujos prazos de execução foram viabilizados por esta solução, como também por toda a necessidade de infraestrutura conforme consta do ranking publicado pela Abcic (Associação Brasileira da construção Industrializada de Concreto) em seu anuário em 2016, dentro da Sondagem realizada pela FGV (Fundação Getúlio Vargas) [1].


Considerando as aplicações em transportes, outros benefícios ganham relevância, especialmente no que diz respeito as ampliações, duplicações ou alterações de demanda, como aumento da capacidade de carga comum em rodovias. Tratam-se de obras que usualmente devem ser executadas sem que se interrompa o uso total pela população, gerando ainda maiores cuidados com segurança. Não apenas para promover um maior benefício ao empreendimento, mas também para a sociedade, minimizando impactos com redução de tráfego e de acidentes bem como tempo e custos com combustível. Além do pós execução com redução nos custos e tempo na execução da manutenção.


Outro aspecto que tem sido destacado como vantagem na literatura internacional, PCI, é o comportamento das estruturas pré-fabricadas de concreto frente às cargas acidentais como incêndio e em países em que são necessárias a consideração de sismos e/ou ataques terroristas, nas quais a resiliência da solução face a soluções de projeto e sistemas de amortecimento nas ligações, minimizam riscos e possibilitam incre-
mento significativo na segurança.
A partir destas considerações iniciais, o presente artigo traz como proposta explorar alguns exemplos recentes de obras realizadas em infraestrutura viária no país destacando os aspectos que viabilizaram a aplicação, englobando os desafios e a inovação, no projeto, na produção dos elementos e nos processos de execução (produção e montagem).
Em função de suas dimensões continentais e do predomínio de um sistema de transporte de cargas e passageiros eminentemente rodoviário, o Brasil tem uma permanente necessidade de ampliar e manter em bom estado de conservação sua malha rodoviária. E o país, ao longo das últimas décadas, tem investido considerável soma de recursos nessa área. Segundo a Associação Brasileira de Concessionárias de Rodovias (ABCR), desde 1995, as concessionárias destinaram cerca de R$ 97 bilhões para obras e serviços de melhoria da malha viária nacional.
Nesse sentido, há uma grande aplicabilidade de estruturas pré-fabricadas de concreto no segmento de obras de infraestrutura rodoviária, com por exemplo, em viadutos, passarelas, pontes, praças de pedágio e demais obras de arte de estradas e rodovias.
Sem dúvida, a localização das obras de pontes e viadutos nas rodovias é, muitas vezes, de difícil acesso ou distante demais das fábricas. No caso do segmento rodoviário, também é usual ser necessário elementos de grandes dimensões, fazendo com que as condições de transporte e das próprias estradas favoreçam o uso de pré-moldado de canteiro e não o produzido em unidade fabril. Assim, em se tratando de obras rodoviárias, não existem questões de ordem técnica em se optar por canteiro ou fábrica, mas principalmente de logística. Sempre que possível é recomendável que esteja envolvida a expertise da indústria e principalmente além de normas específicas de dimensionamento, com a de pontes, as prescrições da ABNT NBR 9062, Projeto e Execução de Estruturas Pré-Moldadas de Concreto [2] seja atendida integralmente, pois aspectos como resistência de desforma, liberação de protensão, estabilidade global em especial durante a execução devem ser atendidos a fim de garantir a integridade dos elementos estruturais e a segurança durante a montagem, que
segundo a mesma norma requer o estabelecimento de um planejamento de montagem incluindo o Plano de Rigging. A não observância destes aspectos poderá levar a ocorrência de acidentes. A observância dos requisitos desta norma se relaciona especialmente com todos os cuidados que as estruturas pré-moldadas, sejam de canteiro ou fábrica(pré-fabricadas) requerem do projeto à montagem especialmente no que diz respeito as ligações e as situação transitórias (da liberação das formas ou pistas até a montagem).
Recentemente no prolongamento da Rodovia Carvalho Pinto (SP-070) até o município de Taubaté, no interior de São Paulo, houve a construção de três pontes (OAEs 1, 2 e 3), no trecho inicial, de modo a minimizar o impacto ambiental, adotando-se uma solução rápida para criar um corredor de fauna, exigência emergencial da CETESB (Companhia Ambiental do Estado de São Paulo) para liberar a licença ambiental para o todo o trecho do prolongamento da rodovia. Para isso, como solução principal foram usadas estacas-pilares em concreto pré-fabricado centrifugadas com dupla função, atendendo a fundação e pilar com a mesma peça; vigas longarinas protendidas em pistas com protensão realizada por pré-tração e pré-lajes em concreto armado.
Concessionária Arteris/Viapaulista selecionou o sistema de pré-fabricado de concreto para realização desse tipo de construção nas rodovias SP 255, SP 249 e SP 318. Ao total, são seis praças de pedágio, que utilizaram estruturas pré-moldadas de concreto, entre pilares com seção 40x40 cm, altura de 7,00 m, com duto central para escoamento das águas pluviais, vigas de comprimento de 15,9 metros e 13,4 metros, telhas W37 de 16 metros de comprimento e cabines dupla e simples e submarinos, cujo volume total de concreto somou 2.280 m³.
Um dos grandes desafios dessa obra foi atender o prazo de seis meses, com a execução simultânea das seis praças. Para isso, foi usado um processo construtivo pioneiro de execução dos submarinos em peças pré-fabricadas de concreto, que contou com nove unidades em cada uma, sendo oito com 41,50m e uma com 30m de comprimento, executados em formas metálicas seccionáveis num total 474 peças. Para a montagem das estruturas, utilizou-se equipamentos de capacidade de carga necessários para atender as necessidades da etapa, tanto em transporte e na montagem como todo.

No caso da construção em praças de pedágio, a


Entre as vantagens e resultados obtidos e reconhecidos pelos clientes, no caso a Artesp e a Concessionária Ecorodovias/Ecopistas, foram: redução de até 30% nos prazos contratuais e diminuição de 60% no efetivo de mão de obra direta e indireta alocado aos canteiros de obras. Além disso, para execução do projeto, foi realizada a montagem das 301 vigas longarinas protendidas, com içamento de até 16 vigas em um só dia e a montagem de 10419 pré-lajes, com a média de 240 peças diariamente.
Já a duplicação SP 147 – Rodovia Eng. João Tosello, entre Engenheiro Coelho e Limeira, no interior de São Paulo, compreendeu dez obras de artes especiais com projetos alternativos, sendo quatro pontes, três dispositivos de retorno superior, dois dispositivos de retorno inferior, uma ampliação de aduela e 18km de barreiras. O projeto teve início em novembro de 2017, com liberação parcial de trechos executados para entrega final até dezembro de 2018.
Um destaque dessa obra, é a ponte com projeto alternativo, que foi executada e liberada para o tráfego sobre o Ribeirão Tabajara. A situação inicial era para execução conforme projeto executivo da Concessionária Arteris/Intervias, elaborado com superestrutura em vigas pré-moldadas e fundações em estacas raiz para atender apenas à travessia do rio, com vão 20,60m, com solo reforçado nas cabeceiras até atingir nível da ponte. No entanto, o prazo necessário para estabilização dos aterros com solo reforçado iria ultrapassar a data limite para entrega total das obras.
Assim, foi proposta a execução da obra, com fundação em estacas raiz e estacas pré-moldadas, com diâmetro de 60 cm com comprimento médio de 11 metros, trabalhando com dupla função estaca e pilar, num total de 96 unidades; superestruturas em vigas transversinas dispostas na direção transversal ao tráfego a cada 3,0m, com longarinas pré-fabricadas com sistema de aderência inicial (pré-tensionadas), e pré-lajes servindo de forma com armação principal, complementadas com segunda etapa de concretagem no local, aumentando o vão da ponte e mantendo o greide e gabarito. Além disso, na mesoestrutura houve a instalação de 4 blocos de apoios executados in-loco.
Após a execução dos blocos e capiteis iniciou-se o processo de montagem, com guindaste 60 toneladas montando as vigas transversais sobre os capiteis e dois guindastes de 100 toneladas para montagem das vigas longarinas e sequencialmente a montagem das pré-lajes com guindaste de 60 toneladas. Após a montagem das vigas transversais foi realizado a solidarização com o capitel e nas vigas longarinas execução das transversinas. Posterior ocorreu a execução do capeamento das lajes, execução de “new Jersey” e serviços complementares.
Todas as estruturas foram fabricadas na indústria, menor prazo e custos inferiores ao do projeto elabora-
do inicialmente.
Outro caso emblemático foi o da execução da montagem das estruturas pré-fabricadas de um viaduto construído no quilômetro 91 da Rodovia Anhanguera, em Campinas, interior de São Paulo. Por se tratar de obra encravada numa região que concentra grande parte do fluxo de veículos do país, com predomínio do tráfego de caminhões em virtude da elevada concentração industrial na região, sem contar a proximidade com o Aeroporto Internacional de Viracopos, foram enormes os desafios de logística para transporte e montagem de vigas longarinas que mediam 40 metros e pesavam até 78 toneladas.
Um desafio extra na obra foi que a movimentação dos guindastes, necessários para montar as peças, poderia interferir numa linha de transmissão de energia de alta tensão que atende toda a rede industrial de Campinas, incluindo a alimentação energética do Aeroporto de Viracopos. Essa linha não poderia ser desligada por um período superior a 6 horas e somente a partir das 22 horas.

A questão do prazo de apenas seis horas em que se poderia trabalhar no canteiro do viaduto não era o único problema. O tempo era suficiente, mas a montagem envolveu outros desafios, pois no local havia, além da rodovia, algumas vias marginais, redes de gás, de fibra ótica, drenagem, entre outros. Diante desse cenário, foi definido que as vigas e todas as peças menores fossem pré-fabricadas em unidade fabril e transportada para a obra apenas no dia da montagem, uma vez que não havia espaço para estacionar as carretas a não ser com
o fechamento das vias marginais. Definido esse ponto, os gestores da obra se debruçaram sobre outra questão crucial para a montagem das estruturas pré-fabricadas do viaduto: a escolha do equipamento. Assim, optou-se por utilizar um guindaste de esteiras, com lança telescópica, que no momento mais crítico chegou a operar a menos de 3 metros da rede de alta tensão. Dois outros guindastes operaram simultaneamente em cada uma das marginais da rodovia para, em duas madrugadas seguidas, finalizar o trabalho mais pesado. Concluída a montagem das peças dos tabuleiros sobre as marginais, seguiu-se a montagem das vigas longarinas sobre as vias expressas, com 40,15m de comprimento e 78t de peso. Para montagem destas vigas, o trânsito foi modificado para o inverso da montagem anterior, com fechamento das vias expressas e deslocamento dos veículos para a via marginal, aproveitando o mesmo desvio executado anteriormente, com ajustes na sinalização, num período de feriado devido ao menor fluxo veículos na região.
As vigas de 78 toneladas foram transportadas ao local de montagem com o uso de três conjuntos de transportadores de linha de eixo que deslocavam até a via expressa cruzando para a via marginal após a paralisação da via pela Polícia Rodoviária. Após o cruzamento da via, as carretas tinham de ir até o local da montagem de ré, numa operação cuidadosa e lenta. Foi necessário ainda um cuidado extra no transporte, com o uso de um sistema de vagonamento lateral na peça, de modo a evitar que os esforços causados pela redução do ângulo do cabo causassem torsão com danos nas longarinas.
Por fim, na data programada, às 12 horas foi iniciada a operação de montagem dos tabuleiros sobre as vias expressas, com o fechamento do tráfego para a montagem do guindaste de 750 toneladas, que montou, até às 15 horas do dia seguinte, 10 vigas e 704 pré-lajes, com mínimos impactos aos usuários da rodovia e também para quem vive ou trabalha no entorno.
Muitas vezes, o principal desafio na montagem de obras com estruturas pré-moldadas está no peso das peças. Foi esse o caso do viaduto com superestrutura em pré-moldado para passagem superior sobre a Rodovia Presidente Dutra, na altura do km 99, na entrada de Pindamonhangaba, no Vale do Paraíba. Para vencer os 50 metros de vão foi necessária a instalação
de vigas pré-moldadas pesando 142 toneladas. A montagem das estruturas do viaduto ainda apresentou outro desafio. Foi observado que o solo no local não tinha resistência suficiente para suportar a colocação de guindaste sobre esteiras para o lançamento das vigas. Seria necessário um grande reforço do solo. Devido à grande dimensão das vigas sua pré-fabricação foi realizada num pátio implantado a 50 metros do local de sua montagem, pois mesmo com o solo mole a utilização de conjuntos transportadores distribuiria a carga em vários eixos e o solo suportaria. Para impulsionar o conjunto transportador foi dimensionado um equipamento especial.
Para o içamento das vigas foram dimensionados um guindaste sobre pneus com capacidade de 500 toneladas e que foi montado na pista 2 no sentido Norte da Dutra, deixando o tráfego fluir na pista 1. Outro guindaste de 750 toneladas foi instalado no acostamento lateral da pista Sul, deixando o tráfego fluir nas faixas 1 e 2. A montagem ocorreu em duas noites, com o lançamento de três vigas por noite, sendo que o trânsito foi totalmente interrompido somente por 20 minutos apenas no momento de colocação das vigas.

O solo também foi o desafio vencido na concepção, produção e montagem das estruturas de pré-fabricados utilizados na construção de uma ponte sobre rio Anhumas, no quilômetro 133 da rodovia Dom Pedro I, em Campinas (SP). O problema do solo instável exigiu o apoio de um consultor geotécnico e a realização de alguns ensaios para conferir a capacidade de suporte que orientou a troca e reforço do material no solo. Resolvido esse problema foi elaborado um planejamento da logística de trânsito para patolagem dos guindastes e chegada das vigas até o ponto de içamento pré-estabelecido no plano de rigging. Para
coordenar as interferências e modificações no fluxo de trânsito, foi necessário o estrangulamento da via, com o uso de sinalização noturna, conforme entendimento com a Polícia Rodoviária, a concessionária e a equipe especializada da pré-fabricadora.

No dia da montagem das estruturas pré-fabricadas foi montada toda a sinalização noturna e após as 22 horas o trânsito foi desviado e liberado o início dos trabalhos de patolagem do guindaste, assim como o posicionamento das vigas no lugar de onde elas foram içadas. O içamento das vigas longarinas, que mediam 41 metros, começou duas horas após o fechamento do trânsito e durou quatro horas. Em seguida, a pista foi limpa e o trânsito liberado.
O grande desafio de obras como as citadas anteriormente, diz respeito a logística especialmente devido ao peso dos elementos estruturais, por esta razão avançar cada vez mais na tecnologia do concreto indo em direção a concretos especiais com o Ultra High Performance Concrete (UHPC) que poderá substituir volume por concreto de maior desempenho. Esta tem sido uma meta da pré-fabricação mundial, e também no Brasil. Não somente pela aplicação em infraestrutura, mas também na verticalização uma vez que o sistema cada vez mais tem sido demandado em fachadas e estruturas de edifícios mais altos.
Outros desafios tem sido o desenvolvimento de novos produtos para rodovias, como o pavimento pré-fabricado de concreto já consagrado nos Estados Unidos, conforme o Relatório Final publicado pelo setor de pesquisa e tecnologia do Departamento Federal de Administração em Transportes americano (FHWA) intitulado “Evaluation for pre -
cast concrete”, o material pode ser baixado gratuitamente pelo site www.precastconceretepavement. org e outras informações obtidas através do site www.fhwa.dot.gov .
Resumidamente o material conclui que os benefícios e custos do uso dos painéis pré-fabricados estão claros. De forma análoga aos painéis de concreto executados da forma tradicional a viabilidade passa por múltiplos fatores tais como a solução do projeto, a localização geográfica. A maior durabilidade se constitui em um fator relevante, mas que o fator chave pra o uso do sistema é a segurança e eliminação do congestionamento do tráfego, além da possibilidade da reciclagem futura em outros projetos e significativas melhorias nos custos de manutenção.
Assim como na execução de pontes, viadutos, praças de pedágio e passarelas, os principais benefícios auferidos envolvem a segurança de trabalhadores e usuários. Reduzir o risco é vital. Segundo o FHWA [3] em 2014 houveram 700 acidentes nos USA, sendo que 85% deles foram com usuários e 15% com trabalhadores, na Inglaterra este número foi de 200 acidentes.
El Reedy (2009) [4] apud Radan (2017) [5], provou que painéis pós tensionados com dimensão de 200mm têm a mesma vida útil do que um painel executado por métodos convencionais com 333mm. A protensão minimiza ou elimina as fissuras aumentando significativamente a vida útil. Os painéis são montados sequencialmente e unidos no local da montagem por sistemas de pós-tensão ou sistemas de transferência executados no local.
Um exemplo interessante, foi a reabilitação da rampa de saída da Highway I-66 número 50 na Virgínia, relatada pela PCA (Portland Cement Association) em 2010 [6].Um projeto de 5 milhões, em área de tráfego pesado que previa a substituição do pavimento danificado. No sistema convencional levaria 100 dias, causando severos impactos no trânsito. Com o sistema pré-fabricado o prazo foi de 35 noites de trabalho. Uma noite para remoção do piso existente e outra consecutiva para a reposição do piso e assim sucessivamente.
No Brasil, a indústria nacional, foi bem sucedida

ao executar com extrema precisão o pavimento do campo de testes da Mercedes Benz.
Através dos casos mencionados, evidencia-se o que vem se refletindo no ranking apresentado pela ABCIC de que o uso do sistema tem cada vez mais se evidenciado em obras de infraestrutura correntes em todo o país, em todas as frentes de utilização. O fato de a indústria, com segurança adotar cada vez mais novas tecnologias de materiais e equipamentos em seus processos de produção e montagem bem como a atualização permanente da normalização e boas práticas aplicáveis ao setor tem permitido o desenvolvimento de novas soluções e alternativas para o projeto. É fundamental destacar que o projeto deve ser desenvolvido por especialistas no sistema, visando otimizar os recursos e apresentar não somente o detalhamento, mas também a aplicação de novas ferramentas como a adoção do BIM (Building Information Modelling) e também a interface entre produção e montagem e em especial a segurança durante a montagem das estruturas pela observância das situações transitórias e estabilidade global da estrutura.
4.
Aos associados da ABCIC, Cassol, Leonardi, T&A e Tranenge por disponibilizar informações e imagens de obras apresentadas no artigo, através de

sua participação no Prêmio Obra do Ano em Pré-fabricados de Concreto.
[1] Anuário ABCIC - Associação Brasileira da Construção Industrializada de Concreto, 2016 http://www.abcic.org.br/Publicacoes/Issuu/650
[2] ABNT NBR 9062 Projeto e Execução de Estruturas Pré-Moldadas de Concreto (2017)
[3] Facts and Statistics – Work Zone Safety. Work Zone Safety Program, Federal Highway Administration of the U.S. Department of Transportation, 2015. https://ops.fhwa.dot.gov/wz/resources/facts_ stats/safety.htm
[4] M. A. El-Reedy, Advanced materials and techniques for reinforced concrete structures. CRC Press, Taylor & Francis Group, 2009. ISBN 978-14200-8891-5
[5] T. Radan, Advantages of precast concrete in highway infrastructure construction, CCC 2017, 19-22 June 2017, Primosten, Croatia CRC Press, Taylor & Francis Group
[6] Portland Cement Association: Precast Concrete Pavement Systems Save Time, Cut Congestion on Highway Repair. ROADS & BRIDGES magazine, May 2010, Scranton Gillette Communications, 2010. https://www.roadsbridges.com/precast-concrete-pavement-systems-savetime-cut-congestion-highway-repair
Artigo publicado originalmente na Revista Concreto e Construções do Ibracon - edição 98

Reis, Fabrício André Nogueira1; Ferreira, Marcelo de Araújo2
1 Mestrando, Universidade Federal de São Carlos, Departamento de Engenharia Civil, fabricioreis89@gmail.com
2 PhD, Professor, Universidade Federal de São Carlos, Departamento de Engenharia Civil, marcelof@ufscar.br
O objetivo deste artigo é apresentar um estudo de viabilidade econômico-financeira da aplicação do concreto pré-moldado na construção de reservatórios apoiados a ser implementados em uma empresa de saneamento básico, comparando-o com análise da utilização de estruturas de concreto moldado no local. Foram avaliados os reservatórios com capacidades de 2.000 m³, 5.000 m³ e 10.000 m³ e os resultados indicaram que a viabilidade econômico-financeira da aplicação do concreto pré-moldado nessas obras está diretamente ligada à antecipação do lucro operacional no início do fluxo de caixa, ou seja, a redução do prazo de construção se apresenta como elevado potencial para viabilizar o projeto, uma vez que a antecipação da operação do abastecimento de água possibilita acumular um acréscimo de lucro que não seria possível com a alternativa do reservatório em concreto moldado no local. Além disso, através de um conjunto de análises de sensibilidades, foi possível identificar que a diferença entre os prazos de execução dos dois sistemas construtivos e o lucro operacional da concessionária por unidade de consumo (residência) são as variáveis que causam maior impacto no custo anual do projeto, enquanto as variações da vida útil do projeto e dos custos com manutenção resultaram em menor impacto na viabilidade do investimento. Palavras-chave: Concreto pré-moldado. Reservatório. Estudo de viabilidade. Análise econômico-financeira.
Introdução
De modo geral, o Brasil é um país onde há predominância de sistema construtivo caracterizado pela utilização de métodos ou processos convencionais e com uso elevado de mão de obra. Nesse cenário, a construção civil brasileira está relacionada a processos com altos custos, baixa nível ou ausência de planejamento, baixa qualidade do trabalhador, elevados índices de desperdícios, baixa qualidade dos serviços e recorrentes manifestações patológicas e baixo desempenho ambiental (LEAL et al./ABDI,2015).
Em relação aos países desenvolvidos, a construção civil brasileira necessita ainda de aumento de produtividade, desenvolvimento de inovações, busca pela racionalização, padronização e aumento de escala, com sustentabilidade (FILHA et al./BNDES,2009).
Entre os vários setores da construção civil, o setor de infraestrutura sanitária possui potencial e demanda suficiente de obras para implantação de novos sistemas construtivos, como o concreto pré-moldado. Em países desenvolvidos da Europa e nos Estados Unidos, a aplicação do concreto pré-moldado em obras de saneamento
básico já uma realidade e empresas de projetos podem analisar a viabilidade de empregar essa alternativa na construção das unidades dos sistemas de saneamento. Embora no território brasileiro o saneamento básico seja um direito assegurado pela Constituição Federal de 1988 e pela Lei nº 11.445/2007, dados publicados pela Secretaria Nacional de Saneamento, em seu relatório de Diagnóstico dos Serviços de Água e Esgotos (SNIS,2018), apontam que, no Brasil, o índice médio de atendimento com rede de abastecimento de água tratada é de 92,8% da população urbana e para o atendimento com rede coletora de esgoto é de 60,9% da população urbana, com os piores índices nas regiões norte e nordeste. Dessa forma, para que ocorra a universalização da prestação de serviço público de saneamento básico nos 5.570 municípios do Brasil (IBGE,2020) , há necessidade de vultosos investimentos no setor, além de um planejamento bem estruturado para os próximos anos.
Cercado de outras obras de relevante importância para o funcionamento dos sistemas de saneamento básico, destacam-se as construções de reservatórios de
distribuição, que são unidades do sistema de abastecimento de água necessários para o adequado fornecimento de água potável à população.
De acordo com a localização no terreno, os reservatórios são classificados como enterrado (completamente embutido no terreno), semienterrado ou parcialmente enterrado, apoiado (laje de fundo apoiada no terreno) e elevado (sustentado por estruturas de elevação). A finalidade dos reservatórios é a de garantir a quantidade de água (uma vez que a demanda de consumo de água varia ao longo do dia), proporcionar redução dos diâmetros no sistema e melhorar as condições de pressão (GUIMARÃES et al, 2007). A Figura 1 apresenta um exemplo

de montagem de um reservatório circular apoiado em painéis de concreto pré-moldado, executado nos EUA. Conforme determinado pela Lei nº 11.445/2007, o Plano Nacional de Saneamento Básico (PLANSAB, 2013) foi elaborado e estabeleceu que, até 2033, a meta de universalização do saneamento deve ser atingida no Brasil. Nesse contexto, o estudo da implantação de novos sistemas construtivos, diferentes dos tradicionais utilizados para obras de infraestrutura sanitária, com possibilidade de melhoria na gestão de projetos, otimização dos recursos, redução dos desperdícios e do impacto ambiental, maior vida útil e redução das manutenções, além do menor prazo de execução, torna-se um objeto muito relevante para análise, já que o aumento do índice de atendimento do saneamento básico, em âmbito nacional, somente será alcançado com a conclusão e interligação de obras de engenharia.
Segundo El Debs (2017), as características das construções de infraestrutura favorecem a aplicação do concreto pré-moldado por se tratarem de obras que se constituem praticamente da estrutura, com condições favoráveis à padronização e por possuírem, geralmente,
aplicação em grande escala. A utilização do concreto pré-moldado em obras de reservatórios pode ser uma alternativa de projeto de grande interesse para suprir a demanda brasileira por obras de infraestrutura sanitária, tendo em vista o déficit atual.
Empresas concessionárias de serviços públicos de abastecimento de água norteiam seus investimentos através da utilização de ferramentas/métodos de estudos de viabilidade econômico-financeira para tomada de decisão dos projetos que serão aceitos e aqueles que serão excluídos do seu plano de investimento.
O Custo Anual Equivalente (CAE) é um método utilizado para se avaliar a viabilidade econômico-financeira entre dois ou mais tipos de projetos de investimentos que não se diferenciam no fluxo de caixa das receitas, porém apresentam diferentes valores de investimento inicial e custos de manutenção. Botteon (2009) conceitua que o Custo Anual Equivalente é utilizado para comparação entre custos de projetos de investimentos e é definido como o resultado da transformação do fluxo de todos os custos do projeto (aquisição, construção e manutenções) num fluxo anual uniforme. Por fim, a decisão entre qual projeto escolher é simplificada, recomendando-se optar pelo projeto com menor valor de CAE.
O valor do CAE é calculado a partir da equação 1:

Em que: n é o tempo de duração do projeto (a vida útil do reservatório em estudo), i é taxa de desconto anual (custo de capital sobre o investimento ou taxa mínima atrativa) e VPLc é o Valor Presente Líquido dos Custos descontados a mesma taxa mínima atrativa, incluindo o investimento inicial e custos de manutenção do reservatório.
Este trabalho teve como objetivo geral elaborar um estudo de viabilidade econômico-financeira da aplicação de reservatórios circulares em concreto pré-moldado no sistema de abastecimento de água de municípios brasileiros, em comparação com análises de utilização da estrutura de concreto moldado no local. Além disso, buscou-se realizar a análise de sensibilidade do estudo de viabilidade em relação às premissas adotadas na pesquisa, visando auxiliar a tomada de decisão de um gestor de projetos do setor de saneamento básico.
O objeto de estudo deste trabalho foi o reservatório apoiado, uma vez que, a partir de revisão bibliográfica internacional, foi encontrada uma quantidade maior desse tipo de reservatório construído em painéis de concreto pré-moldado, assim como exemplares de reservatório semienterrado.
A análise de viabilidade da aplicação do reservatório apoiado em concreto pré-moldado foi desenvolvida através do estudo de viabilidade econômico-financeira entre os projetos de estruturas de reservatórios em concreto moldado no local1 e concreto pré-moldado, para os volumes de 2.000 m³, 5.000 m³ e 10.000 m³. Esses volumes foram escolhidos para análise após contato com a equipe técnica de uma empresa brasileira que atua em parceria com empresa europeia de construção de tanques circulares em concreto pré-moldado protendido. Os técnicos dessa empresa informaram que possuíam sistema de fôrmas para produção de painéis de reservatórios com capacidade a partir de 2.000 m³.
Nesta pesquisa, avaliou-se a viabilidade da aplicação dos reservatórios apoiados, considerando as alternativas de construção da estrutura em concreto moldado no local e concreto pré-moldado com vida útil distinta para cada sistema construtivo. As seguintes situações foram consideradas para análise:
• Cenário 1: O prazo de execução dos reservatórios não foi considerado nesta análise, de modo que, tanto a construção em concreto moldado no local (C.M.L.) quanto em concreto pré-moldado (C.P.M.), apresentaram temporalmente um mesmo ponto de início de fluxo de caixa, ou seja, o início da operação do sistema de abastecimento de água ocorreu no mesmo momento, independente do sistema construtivo escolhido.
• Cenário 2: Nesta análise foi considerado o prazo de execução dos sistemas construtivos, de forma que a redução do prazo de construção para o reservatório em concreto pré-moldado resultou na antecipação da operação do sistema de abastecimento e do lucro operacional da empresa concessionária de saneamento básico. Nesse cenário, os fluxos de caixa dos dois sistemas construtivos não iniciam ao mesmo tempo e o sistema pré-moldado acumula um lucro operacional inicial, equivalente ao período entre o término da construção do reservatório em concreto pré-moldado e o término do reservatório em concreto moldado no local, que seria uma forma de reduzir o impacto do investimento inicial na aquisição e
montagem dos painéis de concreto pré-moldado.
Além disso, partiu-se da premissa que a escolha por qualquer um dos sistemas construtivos não causaria impacto na receita do projeto (considerando a mesma tarifa de água em ambos os casos), já que os investimentos do setor de saneamento básico são remunerados através das receitas tarifárias e o valor da tarifa é estabelecido junto à agência reguladora de serviços públicos.
A análise do sistema construtivo em concreto moldado no local (atualmente utilizado no Brasil) baseou-se nos seguintes dados:
• O investimento inicial para a execução da estrutura do reservatório em concreto convencional foi estimado de acordo com os quantitativos dos projetos estruturais-padrão (volumes de 2.000 m³, 5.000 m³ e 10.000 m³) utilizado pela Companhia de Saneamento
Básico do Estado de Goiás - SANEAGO S.A. e de acordo com os preços estabelecidos pelo Sistema Nacional de Pesquisa de Custos e Índices da Construção Civil (SINAPI), na referência de 2018.
• Os registros dos custos de manutenção dos reservatórios não foram encontrados com facilidade, pois esses dados dependem de uma rigorosa estrutura de registros contábeis. Além disso, existe o fato de se verificar que muitas manutenções são realizadas com mão de obra própria da concessionária prestadora de serviço de saneamento, o que dificulta o registro e levantamento dos custos por não ser um serviço contratado, não possuindo registro de faturas e boletins de medição. Para a análise da viabilidade considerou-se, a cada 10 anos no fluxo de caixa, um custo de manutenção estimado em 5% do custo de implantação do reservatório em concreto moldado no local.
• As recomendações de tempo de vida útil de projeto (VUP) para estruturas correntes são de no mínimo 50 anos, baseando-se nas normas utilizadas na Inglaterra (BS 7543:1992) e (NP EN 206-1: 2007). A norma brasileira NBR 15.575:2013 também estabelece que a VUP para elementos estruturais usuais deve ser de 50 anos, no mínimo. Sendo assim, esse valor de 50 anos foi adotado na análise desta pesquisa como sendo a vida útil mínima da estrutura do reservatório de concreto moldado no local.
• O prazo de execução da estrutura dos reservatórios apoiados, executados em concreto moldado no local, foi estimado com base nos índices de produtividade de cada atividade necessária para sua construção, confor-
1 Estrutura construída com uso de fôrmas, armação e concreto lançado no local definitivo do elemento, porém com uso de armadura de protensão com aderência posterior, que ocorre quando o estiramento dos cabos de aço ocorre após o endurecimento do concreto.
me valores do SINAPI.
A análise do sistema construtivo em concreto pré-moldado utilizou-se das seguintes premissas:
• Os valores de investimento inicial foram obtidos através de contato com empresa brasileira, que forneceu os preços de fabricação, transporte e montagem dos painéis de concreto pré-moldado protendido para execução dos reservatórios apoiados (volumes de 2.000 m³, 5.000 m³ e 10.000 m³). Foram utilizadas para a análise de viabilidade tanto o valor de investimento com o custo de transporte dos painéis quanto o valor de investimento sem o custo desse transporte no preço de aquisição.
• A empresa europeia que concebeu o sistema de painéis pré-moldados aplicados nos reservatórios divulga que uma das vantagens de se utilizar o sistema desenvolvido é justamente a ausência de manutenções. No entanto, devido à falta de exemplares e dados disponíveis para comprovar que na prática não serão necessárias despesas com manutenções, considerou-se o custo de manutenção igual a 0,50% do valor de aquisição, a cada 15 anos no fluxo de caixa do projeto.
• O fabricante do sistema de painéis pré-moldados protendidos divulgou a informação de que a vida útil da estrutura é maior em relação aos sistemas convencionais, sendo a vida útil de projeto, no mínimo, 70 anos. Para avaliar a viabilidade da aplicação do sistema foi adotado, então, um prazo de duração de 70 anos de projeto no fluxo de caixa.
• Os prazos de fabricação e montagem da estrutura dos reservatórios, construídos em sistema de painéis pré-moldados, foram informados na proposta comercial da empresa fabricante dos painéis.
• Para avaliação do impacto do lucro operacional antecipado, no início do fluxo de caixa, considerou-se um valor de R$10 por residência atendida na área de influência dos reservatórios analisados.
Deve-se ressaltar que, tanto para a estimativa do prazo quanto estimativa do custo de execução, foram utilizadas como referência somente as etapas de execução após a fundação, já que esta é uma etapa comum em ambos os sistemas construtivos. Não se avaliou, no entanto, a possibilidade de redução de cargas e custo da fundação com o uso dos painéis pré-moldados, pois deveria ser executada a sondagem do solo local, o dimensionamento e projeto da fundação a ser implantada para sustentar o reservatório e isso pode variar significativamente em cada caso.
O Valor Presente Líquido dos Custos (VPLc) e o Custo Anual Equivalente (CAE) de cada fluxo de caixa foram
calculados com a taxa de desconto (i) adotada como sendo a taxa mínima de atratividade (TMA) para a empresa concessionária de saneamento básico, ou seja, a weighted average cost of capital (WACC) ou custo médio ponderado de capital. Segundo Neto et al (2008), as condições com que a empresa capta seus recursos financeiros no mercado de capitais estabelece esse custo de capital. O custo médio ponderado de capital (WACC) pode ser interpretado como o retorno mínimo exigido na avaliação econômico-financeira de fluxos de caixa de investimentos e seu valor é dado em porcentagem (%), sendo uma variável característica de cada empresa. O valor de custo de capital adotado na análise desta pesquisa foi de 10% ao ano, que representa um valor hipotético, porém dentro da realidade da média das empresas do setor de saneamento do país.
Com os dados de entrada definidos, foram então calculados os valores de CAE para cada situação (estrutura construída em concreto moldado no local e estrutura de painéis de concreto pré-moldado) e cada volume (capacidades de 2.000 m³, 5.000 m³ e 10.000 m³). É importante destacar que, no caso do concreto pré-moldado, foram feitas as análises de consideração dos custos do transporte dos painéis a uma distância de 1.400 km e análises desconsiderando os custos com o transporte, na intenção de se avaliar o impacto desse item na análise de viabilidade.
Através do levantamento de empresas brasileiras que possuíam em seu catálogo um sistema de construção de reservatórios apoiados em concreto pré-moldado, encontrou-se uma empresa que encaminhou informações do orçamento de uma proposta comercial para os volumes de reservatórios avaliados nesta pesquisa. As informações disponibilizadas, conforme Tabela 1, resumiram-se em preços dos reservatórios, prazos de execução dos painéis e montagem do reservatório e a porcentagem de cada etapa na composição do preço final do reservatório, considerando a distância relativa ao transporte sendo de aproximadamente 1.400 km.
Reservatório em Concreto Pré-moldado Valor TotalBase 2018 (R$) Prazo Fabricação e Montagem(dias)
Participação na composição do preço Fabricação Transporte Montagem 2.000 m³
Tabela 1 - Orçamento dos reservatórios em concreto pré-moldado
Após levantamento dos quantitativos de projeto e utilização de índices de composição de custos, foram estimados os valores do orçamento dos reservatórios
circulares apoiados em concreto moldado no local. Para composição dos preços foram adotados valores de 118% para as leis sociais horistas, 14% para os Benefícios e Despesas Indiretas (BDI) dos materiais e equipamentos e 24% para o BDI da construção civil e serviços.
A Tabela 2 apresenta os valores de prazos e custos dos reservatórios em concreto moldado no local para os volumes em estudo.
Reservatório em Concreto Moldado no Local Valor TotalBase 2018 (R$) Prazo de execução(dias)
2.000 m³
5.000
2 - Prazos e custos dos reservatórios em concreto moldado no local
A análise do cenário 1 é equivalente à situação quando a construção do reservatório não seria suficiente para o início da operação do sistema para abastecimento de água à população da região de área de influência desse reservatório, ou seja, mesmo com a disponibilidade do reservatório, ainda seria necessário concluir outras obras (adutoras, estação elevatória, rede de distribuição ou ramais de ligações) para funcionalidade do sistema. Já a análise do cenário 2 equivale à situação na qual as demais unidades do sistema seriam concluídas junto à finalização da construção do reservatório, ou seja, com a construção do reservatório e suas instalações hidráulicas e elétricas, o sistema poderia entrar em operação, resultando na antecipação do início do fluxo de caixa do projeto.
A diferença entre a receita tarifária de água (receita operacional) e a despesa de exploração do serviço (despesas com pessoal, energia elétrica, produtos químicos e demais insumos para o tratamento de água bruta, entre outros relativos à operação e manutenção do sistema) resulta no lucro operacional da concessionária de saneamento. Tal lucro, evidentemente, pode variar muito para cada município ou localidade, já que as despesas dependem das unidades de tratamento de água necessárias para disponibilizar água dentro dos padrões de potabilidade para consumo humano, além de depender do consumo de energia elétrica do sistema de abastecimento, de gastos com troca de materiais hidráulicos e/ ou elétricos das unidades instaladas. Já as receitas dependem do adensamento urbano da região (número de ligações por metro de rede instalada), do consumo de água (volume de água consumida) e da tarifa cobrada pela prestação do serviço público de abastecimento de água.
O lucro operacional mensal foi estimado com base na população da área de influência de abastecimento de cada volume de reservatório (2.000 m³, 5.000 m³ e 10.000 m³), conforme critérios de projetos de abastecimento de água. Com o valor da população e considerando uma taxa de ocupação de 3 habitantes por moradia, foi possível estimar o número de residências, e, por fim, foram estimados os valores de lucro operacional mensal para cada volume de reservatório, considerando um lucro mensal por residência de R$ 10 (dez reais). Dessa forma, os meses antecipados com a construção do reservatório em concreto pré-moldado e início de operação do sistema, resultariam no acúmulo de lucro operacional que foi adicionado ao fluxo de caixa da segunda análise de viabilidade econômico-financeira.
A Tabela 3 apresenta os dados de entrada dessa análise (investimento inicial e custo de manutenção) e os valores calculados para cada volume e situação (Valor Presente Líquido e Custo Anual Equivalente – CAE).
Volume (m³) Sistema Construtivo Investimento Inicial (R$) Manutenção (R$) Valor Presente Líquido (R$) CAE (R$)
(2)
C.P.M. (3) 730.617,38 3.653,09 731.763,37 -73.269,11
(2)
Tabela 3 – Dados da análise econômico-financeira dos reservatórios circulares apoiados (cenário 1).
Diante dos resultados apresentados, evidencia-se que, dentro das condições supostas nesta análise, para o reservatório circular apoiado de 2.000 m³, o CAE da estrutura em concreto pré-moldado é superior ao CAE da estrutura construída em concreto moldado no local, sendo que considerando os custos com transporte dos painéis, numa distância de 1.400 km, o CAE é 2,41 vezes o CAE do reservatório em concreto moldado no local. Já para o caso de não considerar esse custo com transporte (reduzindo o equivalente a 29% do preço final), O CAE ainda é 71% superior ao custo anual do reservatório em
2 Considera as despesas com transporte dos painéis de concreto pré-moldado (1.400 km).
3 Desconsidera as despesas com transporte dos painéis de concreto pré-moldado.
concreto convencional.
O mesmo ocorre para os reservatórios circulares apoiados com volumes de 5.000 m³ e 10.000 m³, nesse cenário. Para o volume de 5.000 m³, considerando os custos de transporte dos painéis, o CAE do concreto pré-moldado é 85% superior ao do concreto moldado no local, enquanto no caso de não considerar os custos com o transporte, o CAE do pré-moldado apresentou-se 35% superior ao do concreto moldado no local. No caso do reservatório de 10.000 m³, o CAE do concreto pré-moldado com transporte é 94% superior ao da estrutura em concreto moldado no local e, quando se desconsidera esse custo de transporte, o CAE do reservatório em concreto pré-moldado ainda é aproximadamente 44% superior ao da estrutura em concreto moldado no local.
A análise de sensibilidade da premissa de vida útil de projeto (VUP) nessa análise econômico-financeira resultou que a variação da VUP, entre 70 anos e 100 anos, não impacta, de modo significativo, o Custo Anual Equivalente (CAE), tendo em vista que o CAE é uma distribuição do valor presente líquido dos custos, e este não sofre alteração significante no seu valor, resultando num desvio de somente 0,1%. Isso ocorre devido ao fato de o aumento da vida útil provocar um distanciamento das saídas em relação ao início do fluxo de caixa e, assim, resulta num valor presente líquido relativamente baixo em comparação ao investimento inicial.
Utilizando-se as premissas do cenário 1 e o método do Custo Anual Equivalente, pode-se afirmar que, do ponto de vista econômico-financeiro, não há viabilidade para utilização do sistema construtivo em concreto pré-moldado na construção do reservatório circular apoiado em nenhum dos volumes analisados (2.000 m³, 5.000 m³ e 10.000 m³), pois independente do sistema construtivo adotado, o início de operação e faturamento com o sistema de abastecimento ocorre no mesmo momento. Além disso, o que causa o maior impacto no Custo Anual Equivalente é o fato do investimento inicial no sistema pré-moldado ser superior de 50% a 80% em relação ao preço do sistema concreto moldado no local (desconsiderando os custos com transporte), uma vez que nesse cenário não ocorre benefício financeiro (antecipação do lucro) com a utilização do sistema de maior custo. Isso ocorre mesmo que para o sistema em concreto pré-moldado os valores dos custos com manutenção sejam muito inferiores e os valores de vida útil sejam bem superiores aos valores da estrutura em concreto moldado no local.
A tabela 4 apresenta os dados da análise do cenário 2, que considera a antecipação do lucro operacional pela diferença entre o prazo de execução dos dois sistemas construtivos. Foram adotados os valores de custos de manutenção presentes na Tabela 4.
Tabela 4 – Dados da análise econômico-financeira dos reservatórios circulares apoiados (cenário 2).
Os resultados obtidos com esse cenário demonstram que a antecipação no lucro operacional, causada pela rapidez na construção do reservatório em concreto pré-moldado, reduz o impacto do investimento inicial nesse sistema construtivo. Com a redução do Valor Presente Líquido (VPL) dos custos ocorre a diminuição do Custo Anual Equivalente (CAE) ao longo da vida útil do reservatório em concreto pré-moldado.
Nesse novo cenário, somente o reservatório com capacidade de 2.000 m³ obteve resultados de CAE do sistema pré-moldado superior ao CAE do sistema em concreto moldado no local, sendo que na consideração dos custos com transporte obteve uma margem superior a 85% de custo anual e, desconsiderando o custo de transporte, um custo anual 15% superior em relação ao custo anual do sistema convencional.
Para os reservatórios com capacidade de 5.000 m³ e 10.000 m³ foram obtidos resultados que comprovam a viabilidade econômico-financeira da aplicação do sistema construtivo em concreto pré-moldado. Nesse cenário de antecipação do lucro operacional, mesmo considerando o transporte dos painéis de concreto pré-moldado por uma distância de 1.400 km da fábrica até o local de aplicação, as análises de viabilidade demonstraram
4 Considera antecipação do lucro operacional e custos com transporte (1.400 km)
5 Considera antecipação do lucro operacional e desconsidera custos com transporte.
que os Custos Anuais Equivalentes dos reservatórios de concreto pré-moldado com 5.000 m³ e 10.000 m³ são inferiores ao Custo Anual do reservatório construído em concreto moldado no local. Na avaliação da situação de 1.400 km de transporte dos painéis, o CAE do reservatório pré-moldado de 5.000 m³ apresentou um valor 11,07% inferior ao CAE do reservatório em concreto moldado no local, enquanto que o reservatório de 10.000 m³ em concreto pré-moldado apresentou um CAE com valor 37,74% inferior.
Quando se desconsidera os custos com transporte dos painéis pré-moldados, o Custo Anual Equivalente da estrutura do reservatório apresentou um valor 60,94% inferior ao CAE da estrutura do reservatório em concreto moldado no local para o reservatório com capacidade de 5.000 m³ e uma redução de 88,15% para reservatório com capacidade de 10.000 m³, o que significa que há uma grande margem para utilização do concreto pré-moldado quando ocorre essa antecipação do lucro, mesmo com a necessidade de transporte dos painéis.
Deve-se atentar, porém, que a viabilidade da aplicação do reservatório em concreto pré-moldado, nos reservatórios de 5.000 m³ e 10.000 m³, foi condicionada à redução do prazo de execução do reservatório apoiado utilizando tal sistema construtivo. Acontece que, caso ocorram imprevistos e atrasos na execução do reservatório, aumentaria o risco de não iniciar o faturamento e o lucro operacional antecipadamente, o que comprometeria o fluxo de caixa e a viabilidade do projeto. Portanto, deve ser realizada uma análise e gestão dos riscos envolvidos em todas as obras necessárias para a funcionalidade e operação do fornecimento de água na região de abastecimento do reservatório, de forma que sejam adotas medidas mitigadoras do risco de atrasar o cronograma das obras.
A análise de sensibilidade desse cenário demonstrou que, considerando como variáveis a diferença entre o prazo de execução dos dois sistemas construtivos e o lucro por residência pela prestação do serviço de abastecimento de água, ocorre um impacto significativo no Custo Anual Equivalente do sistema construtivo em concreto pré-moldado, a ponto de resultar num desvio de mais de 50% (para mais ou para menos) do CAE, conforme cada variável de sensibilidade alterada. Essa volatilidade do CAE para o reservatório em concreto pré-moldado demonstra que há um maior risco intrínseco
à análise de viabilidade econômico-financeira com as premissas adotadas, ou seja, o acompanhamento dessas premissas durante a execução do projeto deve ser rigoroso, pois uma alteração nessas variáveis pode inviabilizar um projeto de investimento que preliminarmente era viável.
Outra análise de sensibilidade realizada demonstrou que, para os reservatórios com volumes de 5.000 m³ e 10.000 m³, quando foram atribuídos diferentes valores para as variáveis de custos de transporte e custos de manutenção, em muitas situações ainda permanecia a viabilidade econômico-financeira da utilização da estrutura em concreto pré-moldado, desde que houvesse a antecipação do lucro operacional e as premissas adotadas na metodologia dessa pesquisa.
Diante do exposto, com base nas premissas adotadas, foi possível avaliar a viabilidade econômico-financeira da aplicação do concreto pré-moldado na construção de reservatórios circulares apoiados (capacidades de 2.000 m³, 5.000 m³ e 10.000 m³) na infraestrutura sanitária.
As análises permitiram concluir que no cenário em que não ocorre a antecipação do lucro operacional, para todos os volumes de reservatórios analisados, não se apresentou viabilidade econômico-financeira com a utilização do concreto pré-moldado em detrimento do uso do concreto moldado no local, pois o investimento inicial no sistema industrializado é mais elevado em comparação ao convencional e não ocorre, nesse cenário, um benefício financeiro (antecipação do lucro) e redução do custo anual equivalente do projeto.
Por outro lado, foi possível avaliar que no cenário de antecipação da implantação de todo o sistema de abastecimento de água (reservatórios, redes de distribuição e ligações prediais), o acréscimo de lucro operacional obtido no início do fluxo de caixa, com a construção do reservatório em painéis de concreto pré-moldado em vez de estrutura de concreto moldado no local, foi o suficiente para viabilizar o projeto de investimento desse sistema construtivo industrializado para construção dos reservatórios com capacidade de 5.000 m³ e 10.000 m³, mesmo para elevados custos de transporte dos painéis. Já em relação ao reservatório de 2.000 m³, a análise indicou que mesmo no acúmulo do lucro operacional ocorrido devido à antecipação do prazo de conclusão da
estrutura, não houve viabilidade econômico-financeira para aplicação do concreto pré-moldado.
As análises de sensibilidade demonstraram que as variáveis que causam maiores impactos no Custo Anual Equivalente, quando se considera a antecipação do lucro operacional com o uso de painéis pré-moldados, foram o prazo de execução da estrutura e o lucro médio por unidade de consumidor (residência). Como o lucro médio é uma variável de controle global da concessionária, pois depende dos custos diretos e indiretos da empresa, para se reduzir o risco de inviabilização do uso do concreto pré-moldado, o ideal seria implantar uma gestão de riscos com finalidade de mitigar os eventos que causariam o descumprimento do prazo de execução do reservatório.
Em contrapartida, quando se analisou a sensibilidade do Custo Anual com a variação da vida útil do projeto (durabilidade da estrutura) e os custos de manutenção, o impacto não foi economicamente expressivo nos cenários avaliados, pois o Valor Presente Líquido desses custos é cada vez mais reduzido, conforme mais distante (vida útil maior) do início do fluxo de caixa do projeto. O fato de a variação da vida útil de projeto não ter resultado na sensibilidade dos custos torna-se interessante, tendo em vista que essa variável é de difícil estimativa na realidade, pois depende das condições que a estrutura está submetida durante sua utilização.
Cabe destacar que, além da análise econômico-financeira do projeto, outros critérios podem ser ponderados para a escolha entre a aceitação ou rejeição da alternativa de investimento de uma empresa, entre os quais: aspectos ambientais (redução de passivos ambientais), aspectos contratuais (multa ou rescisão contratual no caso de não cumprimento de prazos), estratégia de marketing (divulgação da marca em obras monumentais com estética/ método construtivo inovador), além da possibilidade de melhoria da gestão do empreendimento (maior controle sobre prazos, custos e qualidade do produto).
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 15575: Edifícios Habitacionais – Desempenho –Parte 1: Requisitos gerais. Rio de Janeiro: ABNT, 2012.
Botteon, C. Comissão Econômica para a América
Latina e o Caribe. Curso de avaliação socioeconômica de projetos: indicadores de rentabilidade. Brasília, DF – 2009.
BRASIL. Constituição Federal de 1988. Promulgada em 5 de outubro de 1988. Disponível em < http://www. planalto.gov.br/ccivil_03/constituicao/constituicao.htm >. Acesso em: 01 de jun. 2019.
BRASIL. Lei nº 11.445, de 5 de janeiro de 2007. Estabelece diretrizes nacionais para o saneamento básico. Disponível em:<http://www.planalto.gov.br/ccivil_03/_ato2007-2010/2007/lei/l11445.htm> Acesso em: 10 out. 2019.
BRITISH STANDARD INSTITUTION (BSI). Guide to Durability of Buildings and Building Element, Products and Components. BS 7543. London, 2003.
EL DEBS, M. K. Concreto pré-moldado: fundamentos e aplicações. 2º edição, São Paulo: Oficina de Textos, 2017.438 p.
FILHA, C. M. et al. Construção Civil no Brasil: investimentos e desafios. In: TORRES, E.; MEIRELLES B.; PUGA, F. (org.). Perspectivas do investimento 20102013. 2. ed. BNDES, Rio de Janeiro, 2009. P. 301327.
Guimarães AJA, Carvalho DF, Silva LDB. Saneamento e meio ambiente. Ago. 2007. Disponível em:<http:// www.ufrrj.br/institutos/it/deng/leonardo/downloads/ APOSTILA/Apostila%20IT%20179/Cap%204%20 parte%203.pdf> Acesso em: 04 fev. 2019.
IBGE – INSTITUTO BRASILEIRO DE GEOGRAFIA E ESTATÍSTICA, 2020. Disponível em:<https://www. ibge.gov.br/cidades-e-estados.html?view=municipio >. Acesso em: 01 de jan. 2020.
LEAL, M.L.C.M. et al. Manual da construção industrializada: ABDI, vol.1, Brasília, 2015.
NP EN 206-1:2007, Betão – Parte 1: Especificação, desempenho, produção e conformidade. Instituto Português da Qualidade.
SINAPI – Sistema Nacional de Pesquisa de Custos e Índices da Construção Civil. Disponível em:<http:// www.caixa.gov.br/poder-publico/apoio-poder-publico/ sinapi/referencias-precos-insumos/Paginas/default. aspx>. Acesso em 23 mai.2019.

Autores: Eng. Íria Lícia Oliva Doniak (Presidente Executiva da ABCIC) e Eng. Luiz Otávio Baggio Livi (Diretor de Marketing da ABCIC e Diretor de Pré-Fabricados da ABECE)
RESUMO: Apresentam-se estudos de casos de edifícios altos que adotaram as estruturas pré-fabricadas, no Brasil e no exterior, com vistas a mostrar o estado da arte, bem como comentar aspectos de projeto e execução relacionados às tipologias adotadas
Palavras-chave: pré-fabricados de concreto, tipologias construtivas, elementos e sistemas pré-fabricados, estabilidade global
Embora o CTBUH (Council on Tall Buildings and Urban Habitat) [1] tenha estabelecido, ao seu critério, a altura dos edifícios altos (< 300m), superaltos (≥ 300m) ou megaaltos (≥ 600m), o próprio documento menciona três categorias que, apesar de subjetivas, devem ser levadas em consideração quando uma ou mais destas situações são evidenciadas. A primeira diz respeito ao contexto como, por exemplo, uma edificação de 14 pavimentos não seria considerada alta em Dubai ou Chicago, mas certamente teria este destaque em algumas cidades na Europa. A segunda trata da proporção, relação altura/base e esbeltez. O conceito de esbeltez é um parâmetro importante, que deve estar presente no projeto e pode ser uma referência para definir edifícios altos com uma maior precisão. E a terceira inclui as tecnologias, ou seja, o emprego dos materiais indicados ao final do documento: aço, concreto armado ou protendido, concreto pré-moldado, madeira, ou construções mistas (quando combinados mais de um sistema construtivo) e compostas (quando um ou mais materiais são usados em conjunto nos elementos principais da estrutura, por exemplo, pilares e vigas metálicas, com um sistema de pisos com lajes de concreto pré-fabricado, ou um pilar de perfil metálico revestido de concreto).
Vale ressaltar que essa terminologia no Brasil é controversa e o uso de diferentes sistemas construtivos numa mesma edificação é chamado de híbrido, posto que o termo estruturas mistas foi adotado na ABNT
NBR 8800:2008 “Projeto de estruturas de aço e de estruturas mistas de aço e concreto” como sendo as
estruturas de perfil metálico revestidas com concreto. Segundo o boletim de estruturas pré-fabricadas de concreto em construções mistas da fib (International federation for structural concrete) [2], o termo “estruturas híbridas” ou “mistas” está relacionado ao emprego de diferentes materiais para compor um sistema construtivo ou estrutural. Entretanto, ao contrário do que ocorre nas “estruturas compostas”, não ocorre necessariamente a aderência entre os materiais, não ocorrendo, portanto, a solidarização das deformações.
A partir dessas considerações, a comissão 6 da fib, que reúne experts de todo o mundo em pré-fabricação, está preparando o boletim sobre o estado da arte em edifícios altos pré-fabricados de concreto, incluindo aspectos sobre os elementos e concepção estrutural e 15 estudos de casos mundiais: desde soluções parciais ou integrais com o sistema. Como estudo de caso do Brasil, está o subsolo do shopping torre A (Gleba A) do Parque da Cidade cuja contribuição está sendo desenvolvida pelo projetista da estrutura Francisco Paulo Graziano. A Avaliação Técnica de Projeto (ATP) desta etapa da obra foi realizada pelo projetista Eduardo Barros Millen. O empreendimento conta com estacionamento, shopping center, hotel, escritório e apartamentos. O draft do boletim foi apresentado durante o ENECE 2019, pelo responsável pela elaboração do documento, o projetista de estruturas George Jones (Reino Unido), que visitou o canteiro em suas duas etapas, em 2016 para a Jornada Internacional de Pré-moldado da Abcic e em 2019 na véspera do ENECE.
O acompanhamento dessas ações motivou os au-
tores a desenvolverem o presente artigo, que mostra a evolução da verticalização em estruturas pré-fabricadas no Brasil, que teve por referência importantes edifícios europeus, e também discorrer brevemente sobre possíveis tipologias e concepção estrutural destas edificações.
Em 2011, o anuário Abcic apresentou cases de edifícios de maior altura que utilizaram a pré-fabricação de concreto. Entre eles, duas importantes referências nacionais: o São José da Terra Firme (Santa Catarina) e o Pátio Dom Luís (Fortaleza), ambos construídos no início da década de 2000. A característica comum de ambos foi o uso de vigas e lajes alveolares de concreto protendidas e os pilares moldados no local, porém, à época, ainda limitando-se a aproximadamente 20 pavimentos, aproximadamente 60 metros. Desde então, outros edifícios em diferentes regiões do Brasil foram construídos adotando o sistema construtivo em pré-fabricados de concreto.
Um exemplo interessante é um prédio multiuso de 16 pavimentos (Fig.1), com área total aproximada de 49.000m², construído integralmente com o sistema, em Jaraguá do Sul (SC), em 2013 (Fig.1). Os principais desafios para viabilizar a estrutura foram: a altura total da edificação de 65 m e a estabilidade durante a fase de montagem, num projeto que ocupou 100% da área do terreno.
Foi solicitado o desenvolvimento de uma estrutura pré-fabricada em concreto, que respeitasse o projeto arquitetônico como originalmente concebido e todos os parâmetros definidos no projeto de estrutura moldada no local pré-existente, ou seja, transformar uma estrutura “in loco” em uma estrutura pré-fabricada, viável economicamente e que respeitasse as mesmas condições dos níveis dos pavimentos, pé-direito, e operacionalidade. Como solução estrutural, tentou-se manter o posicionamento dos pilares constantes no projeto arquitetônico original, criando um sistema de pórticos rígidos, provendo a necessária estabilidade e rigidez ao conjunto da edificação. Também foram adotados na solução estrutural nós de ligação rígidos, de forma a garantir o comportamento monolítico da estrutura após sua execução, com a utilização de emendas, executadas por luvas passantes onde há continuidade e roscadas nas extremidades, e passantes nas junções de vigas e pilares.


Entre as realizações mais recentes podem ser citados dois empreendimentos: O Edifício Varanda Botânico e o Complexo Parque das Cidades. O Edifício Varanda Botânico foi construído em 2019, em Ribeirão Preto (SP), com cerca de 22 mil m² distribuídos em 25 pavimentos e 82 metros de altura, para abrigar 250 apartamentos de um e dois dormitórios (Fig.2). O empreendimento incorporado pelas construtoras TAP e Trisul conta com estrutura concebida com pilares-parede nas extremidades e núcleo de rigidez na área dos elevadores. Esses elementos verticais foram moldados no local, com formas mistas de madeira e metal. Os pavimentos são compostos por lajes alveolares, com vãos livres de 10,4m, apoiados no núcleo de rigidez e nos pilares-parede. Basica -
mente cada ciclo de produção do pavimento compreendeu a moldagem ”in loco” dos pilares-parede e núcleo de rigidez, em seguida, a montagem das lajes alveolares e, finalizando o ciclo, a concretagem da capa das lajes, juntamente com as vigas perimetrais.
A estrutura do estacionamento e da área de lazer (piscinas), situada fora da projeção da torre principal, também foi executada com pilares, vigas e painéis alveolares pré-fabricados. A modulação adotada permitiu a utilização de poucos pilares, com aproveitamento dos vãos livres para a delimitação das vagas e circulação do estacionamento. Nessa região, os arrimos também foram industrializados com a utilização de painéis de concreto protendido incorporados na própria estrutura. Essa solução possibilitou a redução total do uso de formas nessa região.
A resistência do concreto nos pilares-parede com 24h também teve que ser reavaliada, pois as lajes alveolares deveriam ser montadas nesse tempo. Com isso, a formação dos vínculos nas ligações entre lajes alveolares e pilares foram realizados pelo emprego de armaduras adequadamente dispostas, quando da concretagem da capa das lajes. Outra preocupação foi com a estabilidade dimensional relativa às suas folgas e desvios, para que a montagem pudesse transcorrer de forma rápida e segura, sem utilização de escoramento. Por isso, foram empregados pequenos consolos nos pilares-parede. Já a logística, armazenamento e montagem implicaram um ajuste no canteiro da obra: a grua vertical, por exemplo, foi dimensionada considerando o peso exato de cada elemento pré-fabricado, bem como sua posição no pavimento.
O uso do pré-fabricado de concreto nessa obra ressaltou os benefícios de sua aplicabilidade para torres habitacionais, como, por exemplo, o cronograma reduzido, com importante redução de custos indiretos, o ganho de flexibilidade na arquitetura dos pavimentos, uma vez que o teto é plano e todas as instalações são externas à estrutura, abrigadas por forro.
Estruturalmente, toda protensão das lajes é aderente, resultando em bom comportamento relativamente ao Estado Limite Último e também ao Estado Limite de Serviço de abertura de fissuras e deformações. Um importante aspecto é o controle
de qualidade dos elementos estruturais protendidos, como resistência do concreto nas idades de desforma e movimentação dos elementos, controle do nível de protensão e precisão dimensional. Além disso, com a necessidade de definição prévia de todos os subsistemas em fase de projeto, como é feito nas obras industrializadas, a obra não sofreu retrabalhos ou incompatibilidades entre as diversas disciplinas. Finalmente, a ausência de escoramento nos pavimentos trouxe flexibilidade no cronograma geral da obra.

Além disso, para manutenção do ciclo de montagem dos pavimentos, foi necessário que a resistência do concreto com a idade de 24h fosse de 22 MPa. Isso envolveu um estudo de dosagem específico, além de um controle de qualidade rigoroso e constante na produção do concreto da obra.
O segundo caso recente, também em construção em 2019, é a construção pela Matec das três torres corporativas (23, 20 e 17 pavimentos), com 5 subsolos e área de implantação (Gleba B), ligados ao complexo Parque das Cidades, na cidade de São Paulo (SP) (Fig. 3). As dificuldades do solo, com necessidade de movimentar grandes volumes de rocha, condições reduzidas de áreas de estoque de materiais e circulação foram determinantes para o emprego de uma solução empregando as estruturas pré-fabricadas de concreto (pré-vigas e lajes alveolares pré-fabricadas de concreto protendido), e pilares moldados no local. Já, nos subsolos, os pilares também foram pré-fabricados de concreto e também os blocos de fundação, que permitiram a uniformidade da periferia. A solução adotada no projeto estrutural da torre possibilitou a ausência de escoramento, apoiando as vigas diretamente sobre os pilares, sem o uso de
consolo. Os pré-fabricados de concreto também estiveram presente na fachada e elementos complementares, como as escadas. Sem as soluções industrializadas, não teria sido possível atender ao ousado prazo de entrega de 24 meses, contabilizando um ano a menos dos 36 meses previstos com a estrutura convencional.


Entre as possíveis tipologias, têm-se desde estruturas híbridas que combinam os elementos industrializados com estrutura metálica ou concreto moldado no local até integralmente pré-fabricado, podendo ser sistemas em esqueleto, estrutura aporticada ou, até como é mais usual nos países baixos e nórdicos, soluções em painéis portantes. Em função das características da planta e do número de pavimentos, é necessário dispor de elementos de enrijecimento frente aos efeitos das cargas horizontais, como nas estruturas moldadas no local. Estes elementos, conhecidos por “núcleos rígidos”, podem assumir diversas formas e englobar diversas tecnologias, desde núcleos formados nas regiões de circulação vertical da edificação (escadas e elevadores), até expandindo o conceito de “núcleo” para “faixas rígidas”, onde determinada região da edificação é inteiramente dedicada ao incremento da rigidez global do edifício, sendo que as regiões externas a esta faixa sustentam, princi -
palmente, as cargas verticais, sendo ligadas aos núcleos rígidos pela laje e reticulado de vigas que funcionam como um diafragma rígido no pavimento. Estes núcleos ou faixas rígidas podem ser executados de diversas formas, com a associação do sistema pré-fabricado a outros sistemas, como o aço ou até mesmo concreto moldado no local.
Os sistemas puramente pré-fabricados se utilizam de ligações semirrígidas entre os elementos viga/pilar para conferir características hiperestáticas a esta ligação e, por consequência, aumentar a rigidez do núcleo, sem o necessário aumento das dimensões das peças envolvidas. Em outros modelos, pode-se associar núcleos rígidos executados in loco, sejam esses executados através de tecnologias como formas deslizantes ou “viga x laje x pilar” ou até com painéis portantes. O importante é que esse núcleo seja rígido o suficiente para cumprir seu papel na estabilidade global da edificação. Mais raramente no Brasil, mas presente em outros países, pode-se também executar o núcleo rígido em aço contraventado para conferir a rigidez desejada, ou, em outros casos, associar o pré-fabricado a uma estrutura de contraventamento executada em aço.
Um dos aspectos com relação ao modelo estrutural utilizando núcleos ou faixas rígidas é observar a simetria em planta dessa área reservada para contraventamento da edificação. É conveniente que exista simetria geométrica entre o núcleo rígido e o restante da edificação, para que não se desenvolvam esforços de torção na edificação e em seus componentes, mediante a aplicação das cargas de vento, a fim de que essa torção não influencie na resistência e dimensionamento de pilares e fundações.
Sempre é importante ressaltar que, numa edificação pré-fabricada, a estabilidade global deve ser garantida também nas fases transitórias de montagem, não só no modelo final executado. A montagem e as etapas de enrijecimento da estrutura devem ser avaliadas e planejadas para que essa estabilidade seja assegurada à estrutura em todas as fases da obra.
Para os pilares, a pré-fabricação pode oferecer o uso de concretos de alta resistência, diminuindo sua seção, aspecto muito importante em relação ao uso do edifício, e diminuindo também seu peso, melhorando as condições de movimentação, transporte e montagem, bem como a otimização dos equipamentos de guindar. Outra solução a ser estudada é a possibilidade de pilares mistos, com
a utilização de concreto de resistência adequada com a altura e perfis metálicos inseridos.
As vigas e pisos devem ser projetados para cumprir os requisitos do projeto arquitetônico. Limitar o peso dos elementos e facilitar a execução das ligações é fundamental, considerando os aspectos de logística que envolvem a fase de montagem na obra. Para essas exigências, existem soluções que já foram utilizadas na pré-fabricação, mas para adaptá-las a fim de executá-las adequadamente, é necessário ter conhecimento, flexibilidade e capacidade técnica de execução de projeto.
4. Exemplos internacionais: referências par a a indústria de préfabricados no Brasil
Na Europa, ap ós u ma série de aplicações bem sucedidas desses elementos estruturais em torres com mais de 100 metros de altura, a tendência aponta para o aproveitamento, cada vez maior, de estruturas pré-fabricadas de concreto.
Nos últimos anos, o continente tem sido palco da proliferação de arrojados arranha-céus executados com estruturas pré-fabricadas de concreto ou em combinação com outros sistemas, especialmente na Bélgica, Holanda, Dinamarca e Espanha. Os motivos que justificam a adoção dessa solução construtiva são vários. Obras limpas e rápidas, redução do desperdício de materiais, maior controle da qualidade, produtividade e previsibilidade de resultados são alguns deles. O outro ganho diz respeito à pré-fixação dos preços de compra dos insumos da construção. Nesses casos, os contratos são fechados a preços fixos, sem os aditivos contratuais normalmente presentes nos contratos das obras convencionais.
Em visita ao Brasil, o saudoso engenheiro Arnold Van Acker, grande especialista em estruturas pré-fabricadas, disse que o uso de vigas e lajes pré-fabricadas protendidas possibilita obter vãos maiores e construções mais esbeltas. Além disso, o uso desses elementos proporciona redução significativa do peso e altura, quando comparado a estruturas convencionais, permitindo a construção de um pavimento a mais a cada 35 andares.
Segundo Arnold, em comparação com lajes em steel/ ribdeck, as estruturas integralmente de concreto são menos deformáveis e resistem ao fogo por duas horas, sem necessidade de qualquer proteção adicional. Até os anos de 1990, o concreto pré-moldado não era
muito usado nesse segmento de mercado, mas recentes avanços na indústria de pré-moldados mudaram esse quadro. Entre essas inovações, destacam-se os concretos de alta resistência.
Além de Arnold, Kim Elliot (UK), Hugo Corres (Espanha) e Kaare Dahl (Dinamarca) compartilharam sua experiência no uso da pré-fabricação em edifícios altos em eventos e reuniões da ABCIC e da ABECE, com o apoio da fib e do Núcleo de Tecnologia da Pré-Fabricação (Netpré-Ufscar). Na ocasião, eles também visitaram fábricas e obras. Da mesma forma, a ABCIC organizou missões técnicas para a visitação de edifícios, fábricas e obras em execução nesses países. A última (sétima) incluiu o Japão, onde, em Tóquio, foi visitado um edifício residencial que está sendo integralmente construído em pré-fabricado de concreto, com as devidas considerações de resistência a sismos, pela Sumitomo Mitsui, uma das mais importantes da Ásia. Trata-se do Ebina Station Condominium, com 99,95 m de altura e 33 pavimentos, sendo 2 intermediários comerciais e 31 residenciais (Fig. 4).


Considerando todas as exigências à resistência ao fogo e aos sismos do país, os integrantes da missão concluíram que não há limite de altura para este tipo de processo construtivo, desde que se tomem as devidas providências, tendo em vista tanto o projeto e a execução quanto os elementos estruturais e suas ligações (ou conexões), visando a estabilidade global do edifício, além evidentemente das cargas acidentais e exigências de cada região.
Descreve-se brevemente a seguir alguns casos internacionais de edifícios altos que usaram os sistemas pré-fabricados.
Construída em Madri, a Torre de Cristal, com 250m de altura, integrante da área de negócios denominada Las Cuatro Torres, composta de quatro edifícios altos construídos com distintas tecnologias, é um exemplo interessante de uso de pilares mistos de concreto com perfis metálicos, de grande capacidade, e com adoção de lajes alveolares de concreto protendido no piso. Essa solução adotando lajes de concreto pré-fabricadas, em combinação com estrutura metálica visa conferir maior rigidez à estrutura (Fig. 5).
A combinação dos sistemas construtivos, em aço e concreto, neste caso foi fundamental para a logística, considerando a capacidade dos equipamentos envolvidos e a necessidade de atendimento ao cronograma [3].


Crédito das imagens Torre de Cristal : Hugo Corres
Peiretti (Espanha) em palestra realizada no Brasil em 2011, em evento realizado MAM (Museu de Arte Moderna), “Ingeneria pensada para Construir” , realizado pela Sobratema.
O Bella Sky é um centro de conferências de referência situado em Copenhague, na Dinamarca (Fig. 6). Publicado pela primeira vez no Brasil na Revista Industrializar em Concreto da ABCIC [4] .
A 3XN Architects venceu o concurso para projetar o hotel com duas torres inclinadas de 23 pavimentos e 76,15 metros. A inclinação de 15 graus em direções opostas, visava maximizar a vista dos quartos no lado interno do hotel, mantendo as bases adjacentes entre si. Um edifício de estrutura integralmente em aço foi estudado, mas descartado devido à falta de rigidez. A construção de concreto pré-moldado foi favorecida por
ser o método de construção que prevalece na Dinamarca e, portanto, de menor custo.
O projeto básico é constituído de uma série de painéis de concreto pré-fabricados autoportantes, que separam os quartos ao longo do comprimento do edifício. Além disso, duas paredes correm ao longo do comprimento do edifício para formar o corredor e também proporcionar resistência às forças de tombamento devido à inclinação.
A complexidade da estrutura ocorre por causa das aberturas nessas paredes para portas e serviços, em conjunto com a enormidade das cargas horizontais devidas à inclinação do edifício.
Nas extremidades do edifício, paredes inclinadas são usadas para sustentar as paredes verticais acima. Essas junções, as forças horizontais induzidas por forças de rotação são grandes e precisam ser transferidas pelas lajes de piso para as paredes longitudinais.
A utilização de elementos pré-fabricados demandou o estudo da transferência das forças pelas juntas dos elementos. A grande concentração de armadura, além do fato de a maior parte da geometria da construção ser única, levou a um enorme esforço de concepção e de engenharia necessário para definir uma solução. O resultado final é uma estrutura de hotel elegante e simples que salta para o livro dos recordes como um dos edifícios mais inclinados do mundo.

As duas torres de 36 pavimentos e 107 metros , consideradas como uma das edificações mais altas da Bégica, tinham como proposta inicial uma estrutura em aço, com steel deck. No entanto, foi proposta uma solução em concreto pré-fabricado, com núcleo rígido em concreto moldado no local com formas deslizantes, e sistema esqueleto com pilares, lajes alveolares e vigas pré-fabricadas de concreto protendido. Os pilares de seção circular, com diâmetro de 60 cm, foram executados em concreto com 90,0 MPa de resistência.

5. Conclusão
Os edifícios internacionais exemplificados foram visitados pela ABCIC, bem como as indústrias que produziram os elementos estruturais, com o acompanhamento dos respectivos profissionais envolvidos em seus projetos e/ou execução. Essas visitas têm levado ao constante aperfeiçoamento e desenvolvimento da normalização do concreto pré-moldado no Brasil, uma vez que é necessário, cada vez mais, dar suporte ao projeto no que diz respeito à precisão dimensional, estabilidade global, ligações, resistência ao fogo e lajes alveolares. Por outro lado, as indústrias têm investido
em métodos modernos de controle, com integração com sistema BIM, laser scanner, tecnologia do concreto, entre outros aspectos, a fim de assegurar a execução com a qualidade requerida para estes projetos.
Para distintos casos existem distintas soluções, porém é claro que a pré-fabricação pode atender de forma muito eficiente diferentes edifícios, inclusive os de maiores alturas, com porcentagens diversas da estrutura até integralmente. A industrialização em concreto por meio da pré-fabricação em concreto é uma realidade que se consolida dia a dia, fruto do esforço e integração multidisciplinar com os profissionais envolvidos e construtoras que buscam soluções mais produtivas, com incremento de qualidade a atendimento de cronogramas ousados vencendo importantes desafios da engenharia. A verticalização com a adoção da pré-fabricação em concreto no mundo já atingiu mais de 200m.
Os autores em nome da ABCIC agradecem as empresas Cassol, Marka e CPI Engenharia pelas informações disponibilizadas. Aos profissionais nacionais e internacionais referenciados que têm auxiliado sobremaneira no desenvolvimento da pré-fabricação em concreto no Brasil em especial ao engenheiro Arnold Van Acker (in memoriam), que muito colaborou com a difusão da verticalização das estruturas pré-fabricadas no mundo. À comissão 6 de pré-fabricados da fib, fórum permanente de discussão e desenvolvimento da pré-fabricação em concreto no contexto internacional, pelo apoio e desenvolvimento de importantes referências.
- [1] https://www.ctbuh.org
- [2] Precast Concrete in Mixed Construction fib bulletin 19, 68pages, ISBN978-288394-059-8, April 20020
- [3] Torre de Crystal – Revista Hormigón y Acero Vol 59, número 249,páginas 71-87,Julho-Setembro,2008 ISSN:0439685
- [4] Revista Industrializar em Concreto - Publicação ABCIC, Edição 1 Maio/2014
Artigo publicado originalmente na edição 99 da Revista Concreto & Construções do Ibracon

Parameter Sensitivity Analysis in the Global Stability of Precast Concrete Structures According to ABNT NBR 9062:2017.
Arthur Hiratsuka Rezende (1) e Daniela Gutstein (2) (1) Engenheiro Civil (UTFPR) - HF Engenharia-PR – rezende@utfpr.edu.br
(2) Professora Dra. Adjunta - Departamento de Construção CivilDACOC/UTFPR - danielag@utfpr.edu.br
Universidade Tecnológica Federal do Paraná – Campus Curitiba – Ecoville -PR
A adoção de ligações semirrígidas entre vigas e pilares é uma solução estrutural que vem sendo muito empregada em sistemas estruturais pré-moldados ou pré-fabricados de concreto. As soluções clássicas de estruturas pré-moldadas com ligações articuladas, vem dando espaço para a utilização de ligações semirrígidas no todo ou em parte da estrutura, à medida que as estruturas são mais esbeltas ou se deseja melhor controle de deslocamentos, vibrações e fissuração. No âmbito da normalização brasileira, a ABNT NBR 9062:2017 passou a abranger maior detalhamento para a análise estrutural de elementos pré-moldados conectados por meio de ligações semirrígidas e avaliação da estabilidade global. A definição dos parâmetros de rigidezes das ligações é etapa fundamental da análise estrutural para fins de estabilidade global e dimensionamento, mas os mesmos são dependentes da tipologia das ligações, propriedades dos elementos e materiais envolvidos, os quais não se tem ainda nas etapas iniciais do projeto. Uma estimativa desses parâmetros se faz necessária nesta fase. O objetivo principal deste trabalho corresponde a explorar as recomendações normativas relacionadas à análise de estabilidade global dessas estruturas, a partir de uma análise de sensibilidade de parâmetros (análises numéricas pelo Método dos Elementos Finitos) aplicada a um projeto típico de estudo. Dentre os resultados obtidos, são apresentadas as respectivas condições favoráveis e desfavoráveis de estabilidade global, identificando os parâmetros que podem influenciar o comportamento à estabilidade global de estruturas de concreto pré-moldadas com ligações semirrígidas, bem como discutindo uma metodologia de análise estrutural estudada pelos autores.
Palavra-Chave: concreto pré-moldado,pré-fabricado,estabilidade global,ligação semirrígida.
The adoption of semi-rigid connections between beams and columns is a structural solution that has been widely used in precast concrete structural systems. The classic solutions of precast concrete structures with articulated connections, have been giving space for the use of semi-rigid connections in all or in some parts of the structure, as the structures are more slender or if better displacements control, vibrations and cracking is desired. Within the scope of Brazilian standardization, ABNT NBR 9062: 2017 started to cover more details for the structural analysis of precast elements connected through semi-rigid connections and assessment of global stability. The definition of the connection stiffness parameters is a fundamental step in the structural analysis for the purposes of global stability and dimensioning, but they are dependent on the typology of the connections, properties of the elements and materials involved, which are not yet present in the initial design stages. An estimate of these parameters is necessary at this stage. The main objective of this work is to explore the normative recommendations related to the analysis of global stability of these structures, from an analysis of parameter sensitivity (numerical analysis by the Finite Element Method) applied to a typical study project. Among the results obtained, the respective favorable and unfavorable conditions of global stability are presented, identifying the parameters that may influence the behavior of the global stability of precast concrete structures with semi-rigid connections, as well as discussing a structural analysis methodology studied by the authors.
Keywords: precast concrete,prefabricated,precast,global stability,semi-rigid connection.
A difusão de estruturas pré-moldadas é cada vez mais ampla em empreendimentos brasileiros recentes, decorrente da racionalização de processos e do controle tecnológico inerente ao sistema construtivo. Observa-se a extrapolação de seu uso convencional, ou seja, de estruturas com grande área de implantação e baixa altura, para estruturas mais esbeltas.
A aplicação desse sistema em estruturas esbeltas implica na adoção de soluções que tornem exequível o processo construtivo e que garantam um comportamento estrutural satisfatório em serviço (sem deformações, fissurações ou vibrações excessivas), exigindo que o projeto leve em consideração a mobilização de diversos elementos, simultaneamente, de forma a reduzir concentrações de tensões. Esse refinamento da análise é traduzido no melhor aproveitamento dos materiais, com subsequente economia e otimização. É neste cenário que, em sua última revisão, a ABNT NBR 9062:2017 [1] passa a detalhar parâmetros que caracterizam a rigidez secante da ligação, para as tipologias comumente adotadas no Brasil. Ao possibilitar a adoção, embasada por norma nacional vigente, dessa solução em estruturas pré-moldadas, é possível conceber modelos estruturais com redundância estática, promovendo menor grau de fissuração decorrente de deformações amenizadas, possibilitando a redução das patologias relacionadas aos fatores mencionados.
A fim de contribuir com o desenvolvimento e disseminação desse tipo de solução para estruturas pré-moldadas, são feitos estudos com modelos em elementos finitos aplicando as recomendações e critérios apresentados na norma vigente, com a metodologia adotada nas modelagens paramétricas realizada conforme o exposto em REZENDE [2] Desta forma, o presente trabalho, que busca versar sobre a ligação entre elementos de barras, pretende explorar a aplicabilidade do disposto na ABNT NBR 9062 [1] e explicitar como variações na configuração dos elementos estruturais (tipo de ligação, rigidez das ligações entre pavimentos e outras) resultam em condições favoráveis ou não, na estabilidade global, nos deslocamentos e nos esforços da estrutura em análise.
São adotadas hipóteses simplificadoras e parâmetro de projeto, de modo a reduzir o número de variáveis na
análise e tornar a análise fidedigna em relação aos projetos comumente desenvolvidos no mercado. Para isso, se considera a seção composta e homogeneizada dos elementos pré-moldados, dispensando as verificações relativas às fases de fabricação, transporte e montagem. São desprezados os efeitos de desaprumo de montagem e excentricidade de cargas (oriundos do apoio das vigas em consolos). Os pilares adotados são retangulares, de seção (40x60) cm, sempre com a maior inércia perpendicular à direção das vigas que apoiam as lajes alveolares. Presumese engastamento perfeito na base dos pilares. Considera-se o efeito diafragma (compatibilizando os deslocamentos dos nós de cada pavimento, mas sem acrescentar rigidez ao conjunto) das lajes alveolares solidarizadas por capa estrutural, desconsiderando demais enrijecimentos (e.g. escadas, elevadores, alvenarias), para que a análise da estabilidade global reflita, predominantemente, a contribuição das ligações.
A ABNT NB R 9 062 [1] , em sua última revisão, passou a incluir a definição de rigidez secante (R sec ) à flexão de ligações entre viga e pilar, restringindo sua aplicação ao momento limite de escoamento (M y,lim ), respectivamente conforme Equação ( Equação1) e Equação ( Equação2). Ambos os parâmetros são intrínsecos ao que preconiza a norma (a capacidade das estruturas deve ser governada pelo esgotamento dos elementos e não da ligação). As tipologias adotadas no presente trabalho, expostas na Figura 1, são as tipologias 1 e 3 definidas na norma de referência.



(Equação1)
(Equação2)
onde k é o coeficiente de ajustamento da rigidez secante, Led é o comprimento efetivo de deformação por alongamento da armadura de continuidade, d é a altura útil da seção resistente, Es é o módulo de elasticidade do aço, As é a área de armadura de continuidade, fyk é o valor característico da resistência de escoamento do aço e MSd,rig é o Momento solicitante elástico de projeto. A ABNT NBR 9062:2017[1] define o fator de restrição à rotação αϒ , que pode ser descrito como a função entre a rigidez da ligação e a rigidez do elemento conectado, sendo calculado a partir da Equação (Equação3). O fator αϒ representa o grau de engastamento da ligação, portanto é possível aplicá-lo a fim de estimar os momentos fletores nas ligações semirrígidas, conforme demonstrado em COSTA et al[3], REZENDE et al[2] e REZENDE[4]

(Equação3)
em que (EI)sec é a rigidez secante da viga pré-moldada (cujo valor pode ser encontrado no Anexo A da ABNT NBR 9062[1], que dispõe sobre não linearidade física para a análise de 2ª ordem) e Lef é o comprimento efetivo entre centros de giro nos apoios da viga. O procedimento simplificado para análise não linear dos efeitos de 2ª ordem geométricos, análogo ao disposto na ABNT NBR 6118:2014[5], se dá através do coeficiente γΖ. O valor do coeficiente γΖ (para cada combina-

(Equação4)
ção de carregamento) é dado pela Equação (Equação4).
onde ∆Mtot,d é a soma dos produtos de todas as forças verticais atuantes na estrutura, na combinação considerada, pelos deslocamentos horizontais de seus respectivos pontos de aplicação, obtidos da análise de 1ª ordem e M1,tot,d é momento de tombamento referente ao pilar equivalente da estrutura analisada.
2.3
A estrutura concebida como base para os estudos corresponde à uma edificação comercial de estrutura pré-moldada (Figura 2-a), idealizada com área de implantação de (32,0x24,0)m, modulação de (8,0x8,0) m, com altura entre pavimentos de 3,5 metros, ligações conforme as tipologias 1 e 3 (Figura 1), para as vigas intermediárias e de extremidade, em ordem. A estrutura é discretizada, conforme Ferreira et al.[6], através de elementos de barra (Figura 2-b) com a rigidez da ligação representada através de mola rotacional.
É primordial definir quais cargas mobilizam a ligação, uma vez que entre as etapas de montagem e de uso da estrutura, além da variação do carregamento atuante, têm-se a variação da seção resistente. As cargas permanentes (peso próprio da viga, das lajes e do capeamento) atuam como cargas concentradas aplicadas nos nós, uma vez que a ligação não está solidarizada na fase da montagem da estrutura. Já as sobrecargas são distribuídas ao longo do comprimento da barra e, portanto, mobilizam a ligação na fase de uso da estrutura.


São expostas duas Análises Paramétricas, adotando estruturas de mesma área de implantação, carregamentos e seções transversais de vigas e pilares, abrangendo casos com 3, 4, e 5 pavimentos. Varia-se a rigidez das ligações global (Análise 1) e localmente (Análise 2), conforme demonstrado na Tabela 1.
A Análise Paramétrica 1 explora a influência de diferentes considerações de projeto (tipo de apoio e área de armadura de continuidade) e métodos de cálculo (ABNT NBR 9062[1] e Método dos Componentes). Os valores da Rigidez do Momento limite de escoamento e do Fator de restrição à rotação αϒ , para cada caso, são expostos na Tabela 2
Para compreensão da rotina de cálculo e das hipóteses adotadas no Método dos Componentes, recomenda-se os estudos de El Debs et al.[7] e El Debs[8]. Um estudo comparativo entre os parâmetros envolvidos e os resultados depreendidos na obtenção da rigidez secante, entre o Método dos Componentes e o disposto na ABNT NBR 9062, é exposto em Rezende et al[2]
Tabela 1: Resumo das Análises Paramétricas
ANÁLISE OBJETO DE ESTUDO CASO Variação aplicada
00 CASO ORIGINAL 0SR Seção plena no apoio. Cálculo pela ABNT NBR9062:2017
1SRA Apoio tipo dente Gerber. Cálculo pela ABNT NBR 9062:2017
01 VALOR DA RIGIDEZ DAS LIGAÇÕES (GLOBAL)
1SRB 65% da As de continuidade. Cálculo pela ABNT NBR 9062:2017
1SRC Apoio tipo dente Gerber. Cálculo pelo Método dos Componentes
2SRA Rigidez das ligações aumenta a partir do 1º pavimento
Tabela 2: Valores de rigidez secante das ligações na Análise Paramétrica 1
Caso Seção 1 Ligação com pilar interno 2 Ligação com pilar de fachada 3 Rigidez Secante My,lim Rigidez Secante My,lim [MN*m/ rad] [kN*m] [ ]
0SR
1SRA
02 VARIAÇÃO DA RIGIDEZ DAS LIGAÇÕES (ENTRE PAVIMENTOS)
2SRB Rigidez das ligações diminui a partir do 1º pavimento
2SRC Último pavimento com ligações rotuladas
Viga “L”
Fechamento
Viga
1SRB Viga
Viga
1SRC
Notas: 1 Viga L: Apoia laje e é de fachada; Viga T: Apoia laje e é interna; Viga Fechamento: não apoia laje e é de fachada; 2 Tipologia de ligação 1 (Armadura passante); 3 Tipologia de ligação 3 (Luva rosqueada).
Na A nálise Param étrica 2 comparam-se os casos originais, de ligações rígidas (Caso 0RI) e semirrígidas (Caso 0SR), com estruturas cujo valor de rigidez da ligação aumenta (Caso 2SRA) ou diminui (Caso 2SRB) ao longo dos pavimentos, bem como o caso de admitir-se ligações rotuladas no último pavimento, configuração comum em estruturas pré-moldadas. No caso de considerar as ligações do último pavimento como rotuladas todas as demais ligações têm o valor de rigidez igual ao caso original (Caso 2SRC).
Nessa análise varia-se a rigidez linearmente entre pavimentos: quando com 3 pavimentos o valor de rigidez adotado é de 33%, 66% e 100% da rigidez do Caso 0SR. De forma análoga, as estruturas com 4 pavimentos têm as rigidezes variando em 25%, 50%, 75% e 100% e estruturas com 5 pavimentos apresentam de 20%, 40%, 60%, 80% e 100% da rigidez do caso 0SR.
3. Resultados e discussões
Apresentam-se a seguir, na Tabela 3, as análises da estrutura com vento incidente a 90º (na direção de menor inércia da edificação), onde são modelados os casos explicados no item anterior e obtidos os parâmetros de estabilidade global ( γΖ), de deslocamentos máximos (d) e de máximos momentos no
Tabela 3: Resultados das Análises Paramétricas
Caso Ligação Pavimentos Altura(1) γz δ(2) δlim(3) Mp(4)
0RI Rígida [inteiro] [m] [ ] [mm] [mm] [kN.m]
3 10,5 1,05 0,54 8,75 66
4 14,0 1,08 1,00 11,67 104 5 17,5 1,11 1,55 14,58 152
0SR Semirrígida 3 10,5 1,07 0,78 8,75 80 4 14,0 1,11 1,52 11,67 139
0RO Rotulada 3 10,5 1,13 2,12 8,75 149 4 14,0 1,36 6,79 11,67 242
1SRA Semirrígida
10,5 1,10 1,15 8,75 100
14,0 1,17 3,46 11,67 208 5 17,5 1,26 5,21 14,58 418
1SRB Semirrígida 3 10,5 1,08 0,85 8,75 84 4 14,0 1,12 1,67 11,67 149 5 17,5 1,18 3,66 14,58 247
1SRC Semirrígida 3 10,5 1,08 0,94 8,75 91 4 14,0 1,13 1,85 11,67 173 5 17,5 1,20 4,05 14,58 308
2SRA Semirrígida (variável)
3 10,5 1,09 1,04 8,75 86 4 14,0 1,17 3,37 11,67 165 5 17,5 1,28 5,29 14,58 297
tura com ligações semirrígidas e seção plena no apoio (Caso 0SR) é aproximadamente o dobro do que com ligações rígidas (Caso 0RI).
Quando adotado apoio dente Gerber nas vigas (Caso 1SRA), com a mesma área de armadura de continuidade que o caso original (Caso 0SR), obtém-se o aumento de aproximadamente 57% dos deslocamentos e 87% nos momentos nos pilares. Isso indica que, apesar de ser uma solução arquitetônica interessante, o apoio dente Gerber promove maiores deslocamentos e concentração de esforços.
Notas:
2SRC Semirrígida (variável)
4 14,0 1,12 1,69 11,67 151
5 17,5 1,17 3,73 14,58 252
2SRB Semirrígida (variável) 3 10,5 1,07 0,84 8,75 85
3 10,5 1,08 0,95 8,75 85 4 14,0 1,11 1,72 11,67 145 5 17,5 1,16 3,62 14,58 230
(1) Altura do engaste ao topo do pilar (Comprimento engaste (1,0m) + Altura acima do terreno).
(2) Deslocamento calculado no topo da estrutura, no ELS.
(3) Deslocamento limite - ABNT NBR 9062:2017.
(4) Momento fletor máximo na base dos pilares, no ELU. pilar (esforços na fundação). Análises com outra incidência de vento estão apresentados em Rezende [4]
É possível observar na Figura 3 a contribuição das ligações semirrígidas na deslocabilidade da estrutura, tomando os casos 0RI (ligações rígidas) e 0RO (ligações rotuladas) como referência. É notória a relevância do número de pavimentos, destacando-se que no caso com 5 pavimentos tem-se que o deslocamento da estru-

A título de comparação, contempla-se o Caso 1SRC, no qual a rigidez secante é calculada através do Método dos Componentes e considera-se apoio tipo Gerber. Observa-se uma configuração de deslocamento intermediária, quando comparado com os casos com seção plena no apoio (Caso 0SR) e apoio dente Gerber (Caso 1SRA) cuja rigidez é calculada através da norma vigente, sendo todos os casos com a mesma área de armadura de continuidade.
Na análise dos esforços na base dos pilares, no ELU, observa-se que a redução da rigidez das ligações resulta em maiores esforços nos pilares, ou seja, as ligações viga-pilar influenciam na redistribuição dos esforços entre elementos, reduzindo concentração de tensões.
Verifica-se que a redução da área de armadura de continuidade (Caso 1SRB) não provocou efeitos significativos na estabilidade global, nos deslocamentos e nos esforços, indicando que o caso inicial 0SR pode estar superdimensionado.
Analisando a estabilidade global, na Figura 4, observa-se a similaridade guardada entre os casos 2SRB, 2SRC e 0SR, bem como que no caso com maior rigidez no último pavimento e menor no primeiro (Caso 2SRA) obtêm-se uma estrutura no limiar do limite que permite a consideração aproximada dos efeitos de 2ª ordem (através de γΖ).
Ao confrontar essa inferência com os deslocamentos, constata-se que o Caso 2SRA redunda na estrutura mais deslocável dessa análise, embora distante do limite prescrito em norma. Portanto, o padrão de deformação apresentado no Caso 2SRA permite inferir que a
rigidez das ligações nos primeiros pavimentos é determinante no desempenho da estrutura.

Se tratando dos deslocamentos, pode-se observar que há um comportamento correlato entre os casos 0SR, 2SRB e 2SRC. Essa constatação é importante por permitir uma concepção racional e otimizada de estruturas: não se demanda que todas as ligações tenham a mesma rigidez (permitindo ligações com menos armaduras, por exemplo, nos pavimentos superiores), para a manutenção de patamares de deslocabilidade satisfatórios.
Essa condição é relevante para estruturas pré-moldadas correntes, já que a transmissão de esforços entre viga e pilar, no último pavimento, geralmente não é exequível. Essa afirmação é válida devido aos pilares geralmente serem interrompidos (e, por conseguinte, não possibilita a transmissão satisfatória de esforços para o pilar). Portanto, a consideração de ligações rotuladas no último pavimento é fidedigna, e recomendada, na análise de estrutura pré-moldadas.
Desta forma, se pode concluir que a solução de enrijecimento das ligações nos primeiros pavimentos é a mais eficiente, bem como que a consideração de ligações rotuladas no último pavimento, além de fidedigna com a exequibilidade do sistema construtivo, não acarreta consequências significantes na análise estrutural.
4. Conclusões
O presente estudo averigua as implicações da introdução de ligações semirrígidas, entre vigas e pilares, em estruturas pré-moldadas considerando os aspectos normativos. São observados os efeitos no contexto geral (estabilidade global e redistribuição de esforços) e nos elementos constituintes (deslocamentos dos pilares e esforços solicitantes) da estrutura.
Observa-se que as disposições normativas são interpretativas. A ABNT NBR 9062[1], ao dispor sobre as tipologias de ligação (quando não soldadas), não aborda uma solução de apoio dente Gerber, a qual tem ampla adoção nas obras brasileiras. A consideração dessa solução nas análises desenvolvidas resultou em estruturas mais des-
locáveis, indicando que a norma deve explicitar melhor a consequência da combinação de apoio tipo dente Gerber com armaduras de continuidade. Quando adotado apoio dente Gerber nas vigas da Análise 1, com a mesma área de armadura de continuidade, obteve-se o aumento de aproximadamente 57% dos deslocamentos e 87% nos momentos nos pilares. Isso indica que, apesar de ser uma solução arquitetônica interessante e evitar a instabilidade lateral em vigas, o apoio tipo dente Gerber promove estruturas com maior deslocabilidade e propicia concentração de esforços nos elementos estruturais. Portanto, a adoção das tipologias 1 e 3 em vigas com apoio tipo dente Gerber, nas quais ocorre a diminuição da altura útil da viga na ligação, pode conduzir a resultados desfavoráveis à segurança.
A Análise 1 apresentou um resultado em que a redução de 35% da armadura de continuidade da ligação ainda manteve resultados aceitáveis (incremento de 10% dos deslocamentos). Isso indica que a configuração original estava superdimensionada, e caso a norma abrangesse o pré-dimensionamento da ligação, obter-se-ia, sumariamente, uma área de aço adequada e possivelmente otimizada.
Na Análise 2 observa-se que a redução da rigidez das ligações, maiores nos primeiros pavimentos e menores nos últimos, não resulta em mudança significativa de comportamento estrutural. Portanto, o conjunto dessa análise indica que não há necessidade de se considerar todas as ligações com a mesma rigidez, sendo possível otimizar o comportamento da estrutura enrijecendo, primordialmente, as ligações dos primeiros pavimentos.
Outra conclusão importante é que a consideração de ligações rotuladas, no último pavimento, não gera resultados adversos na análise estrutural. Por ser esta uma solução praticamente inerente ao sistema construtivo (geralmente os pilares são interrompidos no nível da última laje, tornando inexequível a transferência de esforços das vigas para os pilares), sugere-se a adoção dessa consideração na análise estrutural, de forma a obter um modelo fidedigno e representativo de estruturas pré-moldadas usuais. Conclui-se, portanto, que o presente estudo pode auxiliar na difusão da aplicabilidade do disposto na ABNT NBR 9062[1], visto que somente na sua última versão passou a contar com definições pertinentes a ligações semirrígidas. O presente estudo indica possíveis boas práticas no tocante às considerações de projetos que envolvem ligações semirrígidas, no que tange ao comportamento de estruturas pré-moldadas (em relação à análise de estabilidade global, de deslocabilidade e dos esforços), discorrendo sobre a influência da variação da rigidez das ligações viga-pilar (global e localmente), adoção de apoio Gerber, entre outras.
5. Agradecimentos
Agradecimentos à Pró-Reitoria de Graduação e Educação
Profissional (PROGRAD) e à Pró-Reitoria de Relações Empresariais e Comunitárias (PROREC), da Universidade Tecnológica Federal do Paraná (UTFPR), pela bolsa de apoio para o desenvolvimento do estudo.
6. Referências
[1] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 9062 - Projeto e execução de estruturas de concreto pré-moldado. Rio de Janeiro, 2017.
[2] REZENDE, A.H.; GUTSTEIN, D; KIMURA, E.F.A.
Estudo de estabilidade global de estruturas de concreto pré-moldado considerando ligações semirrígidas segundo critérios da ABNT NBR 9062:2017 e do Método dos Componentes. In: Congresso Brasileiro de Concreto, 61o, Fortaleza, 2019, Anais, Fortaleza, 2019.
[3] COSTA, R. R. R.; LIMA, M. C. V.; ALVA, G. M. S. MAGALHAES, E. S. Otimização da rigidez à flexão das ligações viga-pilar e pilar-fundação em estruturas pré-moldadas de concreto. Rev. IBRACON Estrut. Mater. [online]. 2017, vol.10, n.5, pp.985-997. ISSN 1983-4195. https://doi.org/10.1590/s1983-41952017000500003.


[4] REZENDE, A. H. Eficiência de ligação semirrígida aplicada em concreto pré-moldado. Trabalho de Conclusão de Curso (Bacharelado em Engenharia Civil) - Universidade Tecnológica Federal do Paraná. Curitiba, 2018.
[5] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 6118 - Projeto de Estruturas de Concreto –Procedimento. Rio de Janeiro, 2014.
[6] FERREIRA, M. A.; ARAÚJO, D. L.; JEREMIAS
JÚNIOR, A. 0RI.; CATOIA, 2SRA.; KATAOKA, M. N. Estabilidade global de estruturas pré-moldadas: efeito das ligações semirrígidas. In: 1o Encontro Nacional de Pesquisa-Projeto-Produção em Concreto Pré-moldado. Anais...2005.
[7] EL DEBS, M. K.; MIOTTO, A. M.; EL DEBS, A. L. 0RI. Analysis of a semi-rigid connection for precast concrete. Proceedings of the Institution of Civil Engineers - Structures and Buildings, v. 163, n. 1, p. 41–51, 2010.
[8] EL DEBS, M. K. Concreto pré-moldado: fundamentos e aplicações. Oficina de Textos, 2ed., São Paulo, 2017.
Artigo publicado originalmente nos Anais do 62º Congresso Brasileiro do Concreto CBC2020 – Setembro de 2020
de Mounir Khalil El Debs
com ênfase na aplicação de elementos pré-moldados de Mounir Khalil El Debs
O livro apresenta, na primeira parte, os conceitos básicos sobre pontes os sistemas estruturais que as suportam, as seções transversais e os apoios.
Na segunda parte, apresenta as aplicações do concreto pré-moldado em pontes, seja na superestrutura, na infraestrutura, em pontes enterradas ou em pontes em arco.
O livro apresenta, na primeira parte, os conceitos básicos sobre pontes os sistemas estruturais que as suportam, as seções transversais e os apoios.
Na segunda parte, apresenta as aplicações do concreto pré-moldado em pontes, seja na superestrutura, na infraestrutura, em pontes enterradas ou em pontes em arco.
Na terceira parte do livro, textos do autor e contribuições de engenheiros convidados aprofundam e enriquecem o conteúdo com temas avançados e alternativas construtivas ainda pouco comuns no Brasil.
Na terceira parte do livro, textos do autor e contribuições de engenheiros convidados aprofundam e enriquecem o conteúdo com temas avançados e alternativas construtivas ainda pouco comuns no Brasil.
Repleto de exemplos e case histories reais, ilustrações, explicações passo a passo dos cálculos.
Repleto de exemplos e case histories reais, ilustrações, explicações passo a passo dos cálculos.




David Fernández – Ordónez Secretário geral da fib , editor e autor do fib Boletim 88
Federação Internacional do Concreto
Íria Lícia Oliva Doniak Presidente Executiva da Abcic e autora do fib Boletim 88
Associação Brasileira da Construção Industrializada de Concreto
A Federação Internacional do Concreto ( fib), em parceria com o Instituto Americano de Concreto Protendido e Concreto Pré-moldado (PCI), lançou no final do ano passado o Boletim fib 88 sobre sustentabilidade das estruturas pré-fabricadas de concreto. Trata-se de um documento compartilhado entre ambas as entidades.
Com 153 páginas, o boletim descreve a importância dos conceitos e desenvolvimentos ambientais no mundo atual e a razão pela qual a sustentabilidade é um conceito crucial, que será ainda mais importante no futuro; foca nos diferentes avanços de normas que foram desenvolvidos ou estão em processo de desenvolvimento e implementação, como a ISO, regulamentos das entidades que já avançaram em questões ambientais ou governamentais, implementação de regras e a relação de todos esses com o desenvolvimento dos Códigos Modelos da fib.
O boletim(Figura 1) ainda examina os aspectos do ciclo de vida das estruturas pré-fabricadas; traz um estudo aprofundado dos aspectos específicos de sustentabilidade; apresenta metodologias e ferramentas especiais, que estão disponíveis no mercado para lidar com a sustentabilidade das estruturas de uma forma geral e com estruturas pré-fabricadas em particular; além de compilar vários estudos de caso ou exemplos de aplicações de sustentabilidade nas estruturas pré-fabricadas em edifícios, infraestrutura e obras especiais.

A iniciativa da fib em elaborar esse boletim foi inspirada na importância do tema para o setor do concreto. Seu início se deu com a criação do Grupo de Atividades Especiais, sob a coordenação do professor japonês Koji Sakai, que incentivou e ajudou todas as comissões da entidade a criar seus próprios grupos de trabalho. A Comissão 6 de Pré-Fa -
bricação desenvolveu um grupo, o TG 6.3, chamado “Sustentabilidade de Estruturas com Elementos Pré-moldados”, em 2012, em conjunto com o PCI. Para a elaboração do boletim 88, participaram especialistas de diversas partes do mundo, incluindo o Brasil, representado pelo prof. Paulo Helene e pela Enga. Íria Doniak, a fim de fornecer uma visão ampla das sensibilidades relativas à sustentabilidade em diferentes continentes. O objetivo principal da publicação, como outras da federação, é disseminar a experiência dos distintos países que a compõe, servindo como uma referência internacional, levando informação a todo o mundo. O acesso a um boletim dessa naturezaimplica, muitas vezes, ganho de tempo no desenvolvimento de pesquisas, elaboração de normas e aplicação prática na indústria.
O Brasil tem influenciado e usufruído do desenvolvimento da pré-fabricação no âmbito da Comissão 6 da fib, sendo pioneiro nainclusão da sustentabilidade como requisito fundamental da norma de avaliação das plantas de produção, uma vez que, através da Abcic, mantém representantes nos distintos trabalhos, por exemplo, sobre Lajes Alveolares, Pontes Pré-Moldadas, Controle de Qualidade, entre outros.
Vale ainda destacar a forma soberana do trabalho realizado no âmbito da Comissão 1, que desenvolve o fib Model Code 2020, com o grupo nacional brasileiro, representado pelo Professor Fernando Stucchi (Poli-USP), designado como coordenador técnico da delegação nacional pelas entidades ABCIC, ABECE e IBRACON. Trata-se do código-modelo geral das estruturas de concreto, que tem influenciado debates e decisões no mundo inteiro e recebe, como via de mão dupla, a influência dos 46 países que compões a federação. Deste documento saem as diretrizes gerais para as estruturas de concreto, inclusive no que tange à sustentabilidade. O código de 2010, publicado em 2013, incorporou pela primeira vez na história a sustentabilidade como critério de projeto para as estruturas de concreto, considerando a segurança como elemento-chave do componente social, um dos três elementos pilares do desenvolvimento sustentável, ao lado da viabilidade econômica eambiental A partir daí uma nova proposta feita pelo Prof. Koji Sakai está sendo avaliada, incluindo todos os aspectos com vistas ao projeto sustentável de uma forma mais abrangente.
A colaboração brasileira no boletim 88 levou em conta a experiência na implementação do sistema de qualidade, segurança e gestão ambiental, aplicado à pré-fabricação de estruturas, fachadas e elementos de fundação, o Selo de Excelência Abcic. Ele inclui em seu nível 3, pois trata-se de um programa evolutivo, aspectos relacionados à sustentabilidade. Outra contribuição brasileira foi o exemplo de aplicação da sustentabilidade na avaliação de soluções de pilares com concreto de diferentes resistências em edificações, trabalho realizado pelo Prof. Paulo Helene, que demonstrou que o concreto de elevada resistência é mais sustentável. Esse exemplo, com base em um caso real, indica a importância de avaliar os dados de maneira abrangente, levando em consideração as características do projeto. Embora este estudo tenha tomado como referência um edifício com estrutura construída “in loco”, é uma importante referência, uma vez que o uso de concretos com resistências superiores a 30 MPa é bastante comum na indústria de pré-fabricados, que tem seus estudos de dosagem desenvolvidos a partir das resistências iniciais, o que, dependendo do ciclo de determinada indústria, pode ocorrer em baixíssimas idades, às vezes inferiores a 24 horas. A norma ABNT NBR 9062 Projeto e Execução de Estruturas Pré-Moldadas de Concreto fixa que a resistência mínima para liberação da protensão, por exemplo, não pode ser inferior a 21 Mpa. Esses concretos atingem facilmente 50 MPa aos 28 dias. Os elementos pré-fabricados encontram relevantes contribuições da engenharia de concreto decorrente de suas vantagens quanto ao parâmetro da sustentabilidade, pois são produzidos industrialmente, o que permite, além de um maior controle de qualidade, que impacta de forma significativamente positiva o uso racional de recursos, a facilidade de implementar novas tecnologias, como ocorreu com o concreto autoadensável e caminha com a implementação do concreto de ultra-alto desempenho (CUAD), sem falar no uso da protensão, em especial a pré-tração, que permite eliminar os dispositivos de ancoragem adotados na pós-tração, e outras tecnologias. Aspectos como redução de resíduos, do barulho no local da construção, entre outros, também devem ser levados em consideração.
O impacto ambiental das estruturas pré-fabricadas de concreto é principalmente oriundo dos materiais componentes do concreto, do cimento e do aço, de forma similar às demais estruturas de concreto. De acordo com as declarações ambientais de produto (EPD, do inglês Environmental Product Declarations), encontradas no anexo do boletim 88, procedentes de países que já vêm estudando o tema há alguns anos, como Noruega, Inglaterra e Estados Unidos, o impacto causado pelas matérias-primas é aproximadamente três vezes o impacto do processo de produção. Portanto, o que efetivamente contribui para que, em um modelo do nascimento ao portão(Fig. 2), ou seja, da aquisição de matérias-primas até a expedição,é efetivamente o uso racional do concreto, quando comparado com outros métodos e sistemas construtivos. Posteriormente à produção e expedição, muitos estudos estão sendo conduzidos, em especial os que levam em consideração o concreto como o material de maior condutividade térmica e seu uso como estocagem de energia para unidades autônomas na produção de energia, devidoà inércia térmica de materiais pesados, que leva ao maior conforto térmico, especialmente em países com climas muito quentes ou frios.

De todo o material compilado naa publicação da fib, classificada como um relatório do estado da arte no mundo, o aspecto fundamental e objeto de reflexão deste artigo é que todas as ações precisam desembocar num documento final, passível de ser avaliado preferencialmente por um organismo de terceira parte, denominado EPD (em português,

FIGURA 3 – Ciclo de Vida para um elemento pré-fabricado e estrutural indicando os limites do Sistema
Declaração Ambiental de Produto). Esta declaração, em síntese, atesta os dados ambientais sobre o ciclo de vida dos produtos de acordo com a norma internacional NBR ISO 14025 Rótulos e declarações ambientais - Declarações ambientais de Tipo III - Princípios e procedimentos.
É, portanto, necessário estabelecer o ciclo de vida do produto, considerando as fases estabelecidas na Figura 2 e meios confiáveis de, nas etapas estabelecidas, avaliar os indicadores que devem ser coletados, tomando-se por referência três grupos principais:
1) Indicadores de impactos ambientais:
• Potencial de Aquecimento Global (Global Warming Potential);
• Potencial de destruição da Camada de Ozônio;
• Potencial de Acidificação (de provocar chuvas ácidas);
• Eutrofização da água;
• Formação de Oxidantes fotoquímicos (Ozônio Troposférico);
• Depredação de recursos naturais renováveis e não renováveis;
A.1-1 Description of product: structural Programme operator Astm international
Pcr Astm pcr for precast concrete2
Declaration date 2015-11-11
Standard Iso 140253 and iso 219304
Scope (information modules) A1 to a3 (cradle to gate)
Declared unit 1 Metric ton of structural precast concrete
Table A-1 Results of LCA for 1 metric ton of structural precast concrete Environmental Impacts
Global
Acidification
Eutrophication
Total Material Resource Consumption
Table A-2 Results of LCA for 1 ton
4 – EPD para 1 ton de estrutura pré-fabricada (aplicação estrutural)
2)
Indicadores da Utilização de Recursos:
• Uso de energia renovável primária, excluindo o uso como matéria-prima;
• Uso de energia renovável primária, incluindo o uso como matéria-prima;
• Uso de Energia não renovável (com e sem uso como matéria prima);
• Combustível de fonte renovável e não renovável;
• Água potável;
3) Destinação de Resíduos:
• Resíduos;
• Resíduos Perigosos;
• Lixo radioativo.
No Brasil, a indústria da pré-fabricação em concreto, por meio da ABCIC, tem no Selo de Excelência ABCIC, que, a partir do nível III, é um importante ponto de partida para o desenvolvimento das EPDs , posto que antesde se ter as informações para compor os indicadores, é precisoter nas empresas uma cultura estabelecida para a coleta de dados e informação , com confiabilidade, bem comoanalisa-los de forma adequada. Também a cultura da auditoria e avaliação por órgão de 3ª parte, que, no caso do selo de Excelência Abcic, vem sendo realizadas pelo IFBQ (Instituto Falcão Bauer da Qualidade).
O CBCS (Centro Brasileiro da Construção Sustentável) estabeleceu para a indústria de blocos de concreto o ciclo de vida modular (ACV-m). Ele está baseado em requisitos mínimos, como consumo de energia, consumo de água, consumo racional de matérias-primas e emissão de CO2. Esses requisitos, acrescidos da geração e destinação de resíduos sólidos e líquidos, controle de ruídos e os impactos do transporte da planta de produção à obra, estão propostos no nível III do Selo de Excelência, não apenas como controle de impactos ambientais, mas incluindo o controle, treinamento do pessoal e a formação de indicadores. À época, em 2001, quando foi iniciado a estruturação do programa, o referencial foi a ABNT NBR ISO 14001 Sistema de Gestão Ambiental, com o intuito de trazer aspectos básicos e introduzir nas empresas aspectos de gestão ambiental. Portanto, os registros existentes devem ser analisados e considerados no desenvolvimento de elaboração das EPDs.
Também é importante que a indústria de base, principalmente cimento e aço, disponham de dados
de entrada para essa formatação, o que já começa a ser uma realidade no Brasil, especialmente após o lançamento pela ABCP (Associação Brasileira de Cimento Portland), do “RoadMap” da indústria cimenteira. Historicamente, com os programas de gestão da qualidade e ambiental, a indústria de materiais lidera esse processo.
Sendo assim, o próximo passo será o consenso da indústria nacional de estruturas, fachadas e fundações pré-fabricadas em concreto estabelecer, com auxílio de consultoria especializada e referências normativas apropriadas, o ciclo de vida de produtos específicos, como lajes, painéis, vigas e outros, a fim de apresentar as declarações ambientais de produto para o mercado. As EPDs emitidas no contexto internacional , como demonstram as figuras 3 e 4, com base no modelo norte -americano para 1 tonelada métrica (1.1 ton) de pré-fabricado estrutural, cuja avaliação é realizada pela ASTM, servirão como importantes referências para o modelo nacional. O modelo norte-americano está de acordo com as normas ISO 14025 – Rótulos e Declarações Ambientais do tipo III Princípios e Procedimentos e ISO 21930 - Sustentabilidade na Construção Civil . O trabalho envolveu esforços conjuntos de três entidades representativas da pré-fabricação em concreto no Canadá e nos Estados Unidos: Canadian Precast/Presstressed Association (CPCI), National Precast Concrete Association (NPCA) e Precast/ Prestressed Concrete Institute (PCI).Os produtos prémoldados foram subdividdos nas seguintes categorias, cada um gerando uma EPD: Elementos Estruturais, Painéis Arquitetônicos , Painéis Isotérmicos e Elementos Subterrâneos. Estas EPDS , cuja referência é demonstrada pela fig.4 deste artigo podem ser acessadas na íntegra no site do PCI e já devidamente avaliadas e atestadas pelo programa da ASTM.
4. Conclusão:
Apesar de ser um tema recente na pré-fabricação em concreto no mundo, diversos países já se organizam EM TORNO das declarações ambientais de produto, COMalguns já apresentando os primeiros registros. Tais informações, em alguns países, já estão inclusive sendo integradas àlataforma BIM Building Information Modeling), a fim de possibilitar a avaliação de soluções com produtos ecoeficientes para os projetos. Há de certa forma um desafio
que passa necessariamente pela competividade, a exemplo de outros programas como gestão da qualidade, gestão ambiental, entre outros. No entanto, as consequências da adoção de tais práticas se refletirão necessariamente em benefícios para o planeta e para as futuras gerações. Para um maior aprofundamento neste tema , é recomendável a consulta ao boletim 88 da fib, no qual as metodologias e ferramentas para auxiliar o desenvolvimento da indústria neste processo estão integralmente abordadas, no que se pode assegurar, como o estado da arte. O Brasil dá os primeiros passos na indústria da pré-fabricação, mas ainda há muito o que fazer. Sem dúvida, o Selo de Excelência ABCIC é uma base sólida que tem possibilitado à indústria não somente a adoção de novas tecnologias, considerando materiais e processos, mas também possibilita as empresas integrantes deste programa adentrar com segurança nesta próxima etapa.
Referênc ias Bibliográficas:
Bulletin 88 - Sustainability of Precast Structures - Stat of the art Report 2018 International Federation for Structural Concrete and PCI Precast/Prestressed Institute
Selo de Excelência ABCIC - Normas e Regulamentos do Programa http://www.abcic.org.br/ Artigos/o-selo-de-excelencia-abcic
Farshid Shaddram, Marcus Sandberg, Jutta Schade and Thomas Oloffsson, BIM based environmental assessment in the building design process, Lulea University of Technology – Sweeden
Fig 3 – Example of Precast Concrete Element – Reproduzida do fib Bulletim 88: Sustainability of precast concrete structures 2018 – página 26 com a permissão da Federação Internacional do Concreto, www.fib-international.org
Figura 4 – Declaração Ambiental de Produto (EPD) de elemento pré-fabricado estrutural(referência do PCI/ American Precast/Prestressed Institute) – Reproduzida do fib Bulletin 88: sustainability of Precast Concrete Structures- página 124 com a permissão da Federação Internacional do Concreto, www.fib-international.org.www.pci.org
Artigo publicado originalmente na Revista Concreto e Construções, edição 95, Julho a Setembro de 2019, editada pelo IBRACON

Marcelo de Araujo Ferreira - Doutor em Engenharia de Estruturas (EESC-USP). Professor Associado no PPGECiv-UFSCar. Coordenador do laboratório NETPRE-UFSCar. E-mail: marcelof@ufscar.br
Laylah Raeder - Arquiteta e Urbanista (EESC-USP). Mestranda no PPGECiv-UFSCar. E-mail: Layraeder@ gmail.com
Bruna Catoia - Doutora em Engenharia de Estruturas (EESC-USP). Responsável pelo laboratório NETPRE-UFSCar. E-mail: bcatoia@yahoo.com.br
RESUMO: As tecnologias de sistemas construtivos integrados por painéis pré-moldados de concreto aplicadas em edi- ficações habitacionais têm sido amplamente difundidas em várias partes do mundo, em especial no período pós-guerra na Europa, sendo que segundo Freitas (2018) esta tecnologia foi empregada no Brasil já no final da década de 60. Entretanto, devido à falta de uma normalização prescritiva específica para painéis pré-moldados até a recente publicação da ABNT NBR14861:2017, esta tecnologia não era tratada como um sistema construtivo próprio, mas como produtos inovadores cujo uso em obras habitacionais estavam condicionados à sua aprovação por meio de avaliações técnicas do sistema DATec-SINAT. Os painéis pré-moldados de concreto apresentam elevado desempenho potencial quanto à sua segurança estrutural, resistência ao fogo, durabilidade, desempenho acústico, estanqueidade (desde que o projeto das juntas entre painéis seja projetado adequadamente) e sustentabilidade. No tocante ao desempenho térmico das paredes da fachada, o material concreto apresenta condutividade térmica moderada, mas também possui elevada inér- cia térmica, proporcionando maior atraso térmico entre os ambientes internos e externos. Dada a grande variedade dos painéis fabricados produzidos por diferentes fabricantes no Brasil, tem-se uma dificuldade de caracterizar e sistematizar o desempenho potencial dos painéis de concreto para aplicações em todas as zonas bioclimáticas no Brasil. Por outro lado, embora existam diversas referências internacionais importantes para projeto de painéis pré-moldados em países de clima frio, como EUA, Canadá e Norte da Europa, onde são empregados painéis tipo sanduíche com isolamento térmico, ainda não se dispõe informações padronizadas de como adequar a tecnologia para as condições específicas no Brasil. Com a aprovação da ABNT NBR16475:2017 e da revisão da ABNT NBR9062:2017, vários dos aspectos de desempenho relacionados à segurança estrutural, incêndio, estanqueidade à água, entre outros, estão cobertos por aquela norma, mas ainda não se forneceu uma prescrição com relação ao desempenho térmico potencial dos sistemas de paredes integrados por painéis pré-moldados. Este artigo apresenta resultados com medições de campo em painéis pré-moldados com espessuras entre 10 cm e 15 cm, onde se pretende avaliar o impacto da temperatura superficial ex- terna em painéis de fachada com concreto aparente sobre o desempenho térmico do sistema, visando a sistematização de recomendações para projeto com base no desempenho de painéis pré-moldados.
Palavras-chave: Concreto Pré-moldado, Painéis, Racionalização, Desempenho Térmico, Fachada
Os sistemas construtivos integrados por painéis pré-moldados de concreto aplicados em edificações habi- tacionais estão difundidos em várias partes do mun- do, em especial no período pós-guerra nos anos 50 na Europa. Segundo Freitas (2018) esta tecnologia foi empregada no Brasil já no final da década de 60. Entretanto, tanto na reconstrução na Europa quanto no início da aplicação destes sistemas construtivos no Brasil, ainda sob financiamento do extinto BNH nos anos 70 e 80, o emprego destes sistemas em edifica- ções habitacionais foi inicialmente impulsionado pela necessidade de se construir numa escala maior, onde o estudo do desempenho destes sistemas se deu em vários casos a partir da avaliação pós-ocupação, para só posteriormente ser desenvolvido um estudo siste- mático sobre o desempenho do sistema como um todo. Ao contrário da segmentação de projeto observada nos sistemas construtivos convencionais, no caso de sistemas construtivos industrializados aplicados para edificações habitacionais é necessário que desde no início do processo do projeto haja uma integração produto-produção efetiva, levando-se em conta os processos de fabricação e mon- tagem, integrando as tecnologias de materiais, elemen- tos e componentes, necessários para a composição dos sistemas estruturais pré-moldados, considerando tanto as etapas transitórias e quanto as etapas finais do sistema estrutural. O projeto do sistema construtivo deve satisfazer aos requisitos e critérios de desempenho de acordo com as características funcionais dos materiais, componentes e subsistemas, levando-se em conta as condições de ex- posição e vida útil de projeto, considerando os aspectos que garantam a construtibilidade e sustentabilidade do sistema.
Devido à falta de uma normalização prescritiva para painéis pré-moldados até a recente publicação da ABNT NBR16475:2017, tais sistemas construtivos eram con- siderados como inovadores e seu uso em obras habita- cionais estava condicionado à aprovação por meio de avaliações técnicas no sistema DATec-SINAT. A partir da aprovação da ABNT NBR16475:2017 e da revisão da ABNT NBR9062:2017, foram abordados importantes aspectos de desempenho quanto à segurança estrutural e situação de incêndio, mas ainda não se forneceu uma padronização normativa com relação ao desempenho tér- mico potencial destes painéis.
O concreto é um material com massa específica elevada e possui uma condutividade térmica moderada, fazendo com que as paredes de concreto possuam inércia térmica elevada. Isso significa que os painéis de concreto podem absorver o calor durante o dia e liberar lentamente o calor durante a noite, quando a temperatura externa diminui. À noite a temperatura externa esfria as paredes e o painel transfere essa temperatura lentamente para o interior da edificação durante o dia. Esse efeito pode trazer economia de energia, reduzindo a necessidade do uso de sistemas de ar condicionado. Para concretos com massa específi- ca de 2400 kg/ m3, a condutividade térmica varia entre
γ = 1,75 e 1,80 (W/mK). Buscando a padronização do desempenho potencial de sistemas de vedação aplicados em edificações habitacionais no Brasil, o Ministério das Cidades disponibilizou um catálogo com fichas de desem- penho para algumas tipologias de fechamento, conforme apresentado na Tabela 1, incluindo painéis de concreto maciço com espessuras de 10 cm e 12 cm, com valores de transmitâncias térmicas de U = 4,40 (W/m².K) e U = 4,19 (W/m².K), respectivamente.

FONTE: Anexo da Portaria Inmetro número 50/2013
Os painéis pré-moldados de concreto apresentam ele- vado desempenho potencial quanto à sua segurança es- trutural, resistência ao fogo, durabilidade, desempenho acústico, estanqueidade (desde que o projeto das juntas entre painéis seja projetado
adequadamente) e sustenta- bilidade. No tocante ao desempenho térmico das paredes da fachada, o material concreto apresenta elevada con- dutividade térmica, baixa resistência térmica, mas possui inércia térmica elevada (a qual proporciona um atraso tér- mico entre os ambientes internos e externos).
Ainda com relação ao desempenho térmico, embora existam diversas referências internacionais importantes para projeto de pai- néis pré-moldados em países desenvolvidos como EUA, Canadá e Norte da Europa, onde são empregadas tipo- logias de painéis tipo sanduíche com isolamento térmico, as mesmas não seriam adotadas integralmente no Brasil, uma vez que existem condições climáticas e de exposição bastante variadas e diferentes das condições dos países com climas frios. Por outro lado, dada grande variedade dos painéis fabricados produzidos por diferentes fabrican- tes no Brasil, existe uma dificuldade inicial de caracterizar o desempenho potencial dos painéis de concreto para aplicações em todas as zonas bioclimáticas no Brasil.
Segundo a ABNT NBR16475:2017 o desempenho tér- mico do sistema deve atender aos critérios de desempe- nho estabelecidos em ABNT NBR15575:2013, segundo a qual a avaliação da adequação do desempenho térmico de habitações deve ser feita por dois procedimentos. O Método Simplificado (normativo), estabelece a avalia- ção analítica dos requisitos e critérios de desempenho térmico para os sistemas de vedação, conforme ABNT NBR15575-4 e ABNT NBR15575-5, considerando con- dições naturais de insolação e ventilação, onde as facha- das das edificações em seu conjunto - vedação, isolamen to e revestimentos, incluindo pintura, devem atender ao requisito de transmitância térmica e capacidade térmica de acordo com os limites apresentados na Tabela 2. Se- gundo o SINAT (MINISTÉRIO DAS CIDADES, 2012), o memorial do projeto de arquitetura deverá identificar a zona bioclimática da edificação de acordo com a ABNT NBR15220:2005, apresentando o cálculo da transmi- tância térmica e da capacidade térmica das paredes de fa- chadas. Os procedimentos de ensaios para determinação da condutância e transmitância térmicas dos materiais de construção estão apresentados na ABNT NBR6488.
Zonas 1 e 2
Transmitância Térmica U (W/m2.K)
Zonas 3, 4, 5, 6, 7 e 8
a absortância à radiação solar da superfície externa da parede
Tabela 2 - Transmitância Térmica Paredes Externas
Fonte: ABNT NBR 15575:2013
Para os casos em que a avaliação da transmitância térmica e capacidade térmica, em função de uma zona bioclimática, resultarem em desempenho térmico insatisfatório, o projetis- ta deverá avaliar o desempenho térmico da edificação como um todo por meio do método da simulação computacional. Neste caso, o software recomendado é o programa EnergyPlus ou software similar que permita a determinação do comportamento térmico da edificação sob condições dinâ- micas de exposição ao clima, sendo capaz de reproduzir os efeitos de inércia térmica e validado pela ASHRAE Standard 140 (LAMBERTS, 2016). Entretanto, a análise por meio da simulação numérica não é um procedimento trivial para ser aplicada na prática diária de um escritório de arquitetura, de- mandando tempo para ser processada. Já o Método de Me- dição (informativo) permite a verificação do atendimento aos requisitos e critérios estabelecidos na ABNT NBR 15575-1, por meio de realização de medições em edificações ou pro- tótipos. Entretanto, este método não é prescritivo, mas ape- nas informativo e não sobrepõe aos procedimentos analíticos do método simplificado. A simulação computacional a ser realizada deverá considerar todas as condições e situações reais de projeto, como consideração da zona bioclimática, orientação das fachadas, posição das aberturas, condição de troca de calor horária (ventilação), condições de som- breamento nas fachadas (brises e beirais), consideração da cor da fachada (grau de absorção da irradiação solar na fachada). De fato, como pode ser observado em vários documentos DATec-SINAT existentes para avaliação de desempenho de sistemas construtivos empregando pai- néis pré-moldados que vários destes documentos apre- sentam simulações computacionais da edificação onde o desempenho térmico foi aprovado para condições de projeto com a fachada pintada com cor clara (com bai- xa absorção da luz solar). SACHT (2008) realizou uma série de avaliações de desempenho térmico em painéis de concreto aplicados em edifícios habi -
tacionais com multipavimentos, considerando condições críticas para o verão e para o inverno, onde se observou que dentre as tipologias com painéis de concreto com massa espe- cífica de 2400 kg/m3, o painel com espessura 12 cm mostrou-se viável para diversas situações de projeto.
PAREDES DE CONCRETO COM BASE NOS CRITÉRIOS DE DESEMPENHO DA ANBT
NBR15575:2013
De acordo com a ABNT NBR16475:2017, para pai- néis de parede maciços (Figura 1-a), as propriedades e geometria da seção transversal (área, inércia e cobri- mento) devem ser calculadas a partir da seção retangular líquida descontando os ressaltos. Os painéis de parede dupla são elementos formados pela composição de pla- cas pré-moldadas maciças conectadas por nervuras e/ou por treliças. Esses painéis podem ter seus vazios internos preenchidos ou parcialmente preenchidos com concreto estrutural (Figura 1-b). No caso do preenchimento com- pleto, o comportamento estrutural será semelhante ao de painel maciço.


dupla (direita)
Fonte: a) Cortesia Pedreira de Freitas; b) Cortesia Sudeste Pré-fabricados
A ABNT NBR16475:2017 se aplica para painéis entre 100 mm e 250 mm de espessura, conforme mencio- nado em seu escopo. Com relação ao desempenho dos painéis pré-moldados em situação de incêndio, a ABNT NBR16475:2017 recomenda que se aplique o critério de espessura efetiva mínima do painel maciço em função do TRRF apresentado na ABNT NBR 9062:2017, con- forme apresentado na Tabela 3.
Tipo de Agregado
Espessura efetiva em função da resistência ao fogo mm
(60 min)
(90 min)
Argila expandida, vermiculite ou ardósia expandida
Pedras silicosas (quartzos, granitos ou basaltos)
(120 min)
Tabela 3: Espessura mínima do painel maciço em função do TRRF e tipo de agregado
Fonte: ABNT NBR 9062:2017
O amortecimento acústico de um painel de concreto maci- ço com massa específica 2400 kg/m3 pode ser determina- do analiticamente em função da espessura do painel, desde que não haja vazamentos acústicos nas juntas verticais entre paredes e nas juntas horizontais entre lajes e paredes. RAE- DER (2008) apresenta um quadro resumo com valores de desempenho potencial para TRF, Amortecimento Acústico, Resistência Térmica e Transmitância Térmica em função da espessura de painéis maciços de concreto, conforme Tabela 4. Conforme observado, mesmo para um painel com máxi- ma espessura de 250 mm, com TRF > 240 min e 62 dB, ainda não conseguiria atender ao critério de transmitância térmica máxima para paredes com absortância solar supe- rior a 60%, que
seria o caso de painéis com acabamento em concreto aparente.
Uma vez que um painel pré-moldado possua função de parede estrutural, a sua vida útil de projeto deverá atender a VUP = 50 anos. Além disso, em função do número de pavi- mentos da edificação, as paredes estruturais deverão atender aos valores críticos de TRRF, onde a espessura mínima de 100 mm apresenta um TRF = 90 min. Por outro lado, com relação ao amortecimento acústico, os painéis com espessu- ras de 120 mm não apresentam desempenho mínimo para serem usados em paredes geminadas entre dormitórios de unidades adjacentes, sendo necessária uma espessura mí- nima de 140 mm. Considerando que as paredes de con- creto possuem características funcionais simultâneas, onde a espessura mínima do painel é definida para uma situação crítica de desempenho, STRABELI (2016) propôs que uma forma de otimizar o uso de painéis pré-moldados de concreto em edifícios multipavimentos seria reduzir o número de pare des estruturais, deixando-as nas paredes de divisa entre apartamentos, nas caixas de escada, paredes das áreas de uso comum e paredes da fachada que apoiem as lajes de piso.
absortância solar do envelope construtivo nas temperaturas internas, onde fachadas com altos ín- dices de absortância podem apresentar temperatu- ras superficiais externas com até 20 °C superiores à temperatura do ar no exterior da edificação. Por outro lado, fachadas com baixa absortância solar apresentam temperaturas superficiais externas mui- to próximas à temperatura do ar no exterior, com diferenças inferiores a 3 °C.
Segundo a ABNT NBR15220:2005, o concreto aparente apresenta uma absortância que varia entre 65% e 80%, enquanto DORNELLES (2008) recomenda uma absortância de 75%. Já para o caso de fachadas com cor branca, tanto a ABNT NBR 15220 (2005) quanto DORNELLES (2008) consideram uma absortância solar de 20%.
Com o intuito de comprovar que a visão humana não é instrumento adequado para indicar o quanto uma superfície absorve de energia solar, DORNELLES (2008) apresentou dados de absortância solar para diferentes cores e tipos de tintas utilizadas em superfícies opacas de edificações no Brasil, empregando quatro métodos para determinar a absortância solar de superfícies opacas:
Concreto
prémoldado
Tabela 4 - Valores obtidos de Amortecimento Acústico, Resistência Térmica e Transmitância Térmica Segundo a Espessura de Painéis Maciços de Concreto Armado
FONTE: RAEDER (2018)
A cor da fachada é um parâmetro muito importante para ser considerada na simulação computacional para avaliação do desempenho térmico da edificação. DORNELLES (2008) estudou o efeito da
a) O primeiro método fornece valores de refletância e absortância solar das superfícies quando expos- tas a uma energia constante ao longo do espectro, porém sem ajustar ao espectro solar padrão. Os dados de absortância solar obtidos com o espectrofotômetro foram ajustados ao espectro solar padrão, e indicou que a absortância diminui quando submetida às diferentes intensidades da radiação solar.
b) O segundo método consiste nas medições com scanner comum, que a partir dos valores de RGB e HSL obtidos com a digitalização das amostras em scanner comum, pode-se estimar a absortân- cia solar para as regiões visível e total do es- pectro solar, com boas correlações e pequenos desvios-padrão.
c) O terceiro método consiste nas medições com o espectrômetro ALTA II, que fornece valores de re- fletância para onze diferentes comprimentos de onda das regiões visível e infravermelho-próximo.
d) O quarto método consiste nas medições de tem- peratura superficial, cujas absortâncias são esti- madas a partir das temperaturas superficiais das amostras, obedecendo à hipótese da linearidade. DORNELLES (2008) analisou o efeito da rugosidade superficial sobre a absortância solar de amostras pintadas com diferentes cores de tintas, onde
as aná- lises para amostras rugosas pintadas com diferentes cores de tintas indicaram que a rugosidade aumenta linearmente a absortância de cada superfície, com aumento mais significativo na amostra pintada de cor branca. Adicionalmente, observou-se que amos- tras pintadas com tintas semi-brilho foram mais sensíveis aos efeitos da rugosidade do que àquelas pintadas com tintas de acabamento fosco, devido à maior absortância que as tintas semi-brilho apresen- tam em relação às tintas de acabamento fosco.
Na classificação quanto ao acabamento para painéis em concreto pré-moldado, segundo o texto da ABNT NBR16475:2017, painel de parede bruto é aquele que necessita de algum tipo de acabamento após a montagem, seja pintura, gesso ou argamassa, enquanto painel de parede arquitetônico é aquele que, após a montagem, já se encontram acabados em pelo menos uma das faces, sem a necessidade de outro tipo de revestimento para fins de acabamento. Portanto, este tipo de painel, com baixa rugosidade superficial, possui um alto potencial para redução da absortância solar com aplicação de tintas com acabamento fosco, sendo esta a solução mais econômica para atingir tal resultado.
A seguir são apresentados os resultados de uma pesqui- sa exploratória com medições de campo com o objetivo de avaliar o efeito da temperatura superficial externa em painéis pré-moldados de fachada no desempenho térmico do sistema.
DUPLAS
Na Figura 2 é apresentado um protótipo construído com painéis de paredes duplas em concreto com preenchimen- to no local. Com a utilização de sensores térmicos tipo dataloggers, foram medidas as temperaturas ao longo do dia na fachada oeste para verificar o atraso térmico e a inércia térmica do painel de concreto, conforme é possível observar na Figura 6. Segundo o gráfico de variação da temperatura, a menor temperatura da face interna ocorreu entre 9 hs e 10 hs da manhã. É possível observar que a temperatura interna é a mesma que a temperatura externa por volta das 10 hs. Entre 10 hs e 16 hs, a temperatura externa aumenta, atingindo a tem -
peratura máxima, ultra- passando o valor da temperatura interna, e mantendo-se relativamente estável entre 16 hs e 18 hs, diminuindo a partir das 19 hs, sendo que às 20 hs os valores de tempe- ratura externa e interna são os mesmos novamente. Dada a inércia térmica do painel de concreto, o mesmo tende a esquentar durante o dia e resfriar durante a noite. Porém, a temperatura externa atinge sua máxima por volta das duas horas da tarde, enquanto o painel de concreto atinge sua máxima por volta das cinco da tarde, onde na Figura 3 tem-se um atraso térmico de 03 hs. O amortecimento térmico máximo registrado pela manhã foi de 4,33 graus Celsius, e à tarde de 4,64 graus Celsius. Neste caso, este painel atenderia as exigências de desempenho mínimo no inverno segundo a NBR15220-3, onde para o nível míni- mo de desempenho (M), para as zonas bioclimáticas 1 e 5, tem-se que a Ti,min > (Te,min + 3 graus), enquanto para as outras zonas bioclimáticas não precisa ser verificado.


Na Figura 4 são apresentadas leituras com ter- movisor feitas em um protótipo com parede dupla localizado na cidade de Americana-SP e em um protótipo com painel misto localizado na cidade de São Carlos – SP, onde pode ser observado o efei- to do sombre -
amento do beiral sobre a temperatura superficial da fachada. Como pode ser observado, a diferença de temperatura entre a parte sombrea- da e a parte que estava exposta ao sol é de apro- ximadamente 12°C. Neste caso, é evidente que a utilização de brises e beirais para sombreamento da fachada diminui a demanda térmica nas pare- des da fachada, viabilizando a utilização de painéis com menor espessura.


3.3. EFEITO DO ESCURECIMENTO DA SUPERFÍCIE POR ENVELHECIMENTO EM
TELHAS DE CONCRETO
A Figura 5a traz uma imagem aérea da área onde se encontra o laboratório do NETPre e é possível perceber que a falta de tratamento da cobertura é responsável pela leitura realizada pelo termovisor da Figura 5b. A cober- tura do NETPre não possui antifugante ou impermeabili- zante e sua cor se apro -
xima da cor preta, que tem maior absortância. Além da fachada, a cobertura também pode influenciar o conforto do ambiente, onde a temperatura da cobertura atinge 60°C.


5 – a) Foto Aérea do Laboratório do
A tabela 5 traz as medições de temperatura na fachada norte de um laboratório de pesquisa localizado ao lado do laboratório NETPre na área Norte do campus da UFSCar, onde são estudados a influência da cor para a absortância solar e seu impacto na temperatura superficial externa da fachada. Como pode ser observado, enquanto a máxima temperatura para superfície com cor branca alcançou 32,4 °C, a máxima temperatura na fachada na cor concreto atingiu 45,9 °C, perfazendo uma diferença térmica de 13,5 °C.
Laboratório horário
Sol ou sombra
Temperatura do ambiente (máxima / mínima registrada)
Temperatura máxima da parede na cor branca (Tb)
Temperatura máxima da fachada na cor concreto (Tc)
Diferença de temperatura entre cor branca e cor concreto (ΔT = Tc - Tb)
Tabela 5 - Diferenças de Temperatura de Parede Cinza e Branca Obtidas Através de Termovisor
Fonte: RAEDER (2018) (Data da medição 26/04/2018)
Nas Figuras 6 e 7 são apresentadas medições com termovisores em painéis horizontais na fachada oeste do laboratório NETPRE para período do final da tarde, onde foram observados os efeitos de pontes térmicas ocorrendo nas juntas horizontais entre os painéis. A diferença entre a temperatura externa e interna na fachada leste foi de 3.2°C. Entretanto, estima-se que esta diferença poderia chegar a 5°C, não fossem as pontes térmicas existentes nas regiões das juntas horizontais, como observadas na Figura 7. Nes- te caso, a eficiência térmica da fachada pré-moldada foi prejudicada pela falta de estanqueidade das juntas.



O Efeito da absortância solar nas paredes externas irá depender da orientação da fachada e da volumetria, as quais influenciam na exposição da fachada ao sol ou seu sombreamento. Assim, existem fachadas que demandam maior atenção durante o projeto da construção que outras, afim de garantir o conforto do ambiente. Segundo a ABNT NBR15220, o concreto aparente apresenta uma absortân- cia que varia entre 65% e 80%, enquanto DORNELLES (2008) recomenda 75%. Já para o caso de fachadas com cor branca, tanto a ABNT NBR15220 quanto Dornelles consideram uma absortância solar igual ou inferior a 20%. Com base nas medições de campo, as temperaturas su- perficiais em painéis pré-moldados com concreto aparente em fachadas oeste podem variar entre 10oC e 15oC para superfícies externas com insolação e sombreadas, enquanto para os casos de painéis com concreto aparente com painéis com superfície pintada com cor com baixa absortância (< 30%), a temperatura superficial pode variar entre 15oC e 20oC. Portanto, a importância do projeto de fachada é evi- dente, uma vez que seu desenho pode contribuir para essa redução de temperatura de sua superfície e consequente melhora do desempenho térmico da edificação. No caso das fachadas oeste e noroeste, que recebem maior insolação, necessita-se de um sombreamento mais intenso, sendo que é possível aproveitar a vegetação ou um projeto paisagístico de forma que a vegetação sombreie o painel durante a maior parte do dia. Outra opção seria usar um painel com isola- mento térmico, como o painel sanduíche preenchido com isolante de poliestireno. Entretanto, a opção mais simples seria utilizar uma cor clara que possua baixa absortância, que não precisa ser necessariamente branca, com o objetivo de evitar o aquecimento da temperatura superficial ex -
terna da fachada, aumentando o calor transmitido pela parede. Na Figura 8 apresenta-se uma fachada com painéis pintados em tonalidades de concreto aparente com função decorativa.
Recomenda-se que a tonalidade da pintura sobre a fachada tenha uma absortância igual ou inferior a 30%.
A necessidade do uso de elementos como o bei- ral ou brises que projetem sombra sobre a facha- da deve ser estudada na fase inicial de projeto. Adicionalmente, a vegetação pode contribuir para melhorar a qualidade do desempenho ao projetar sombra sobre a fachada, servindo de barreira aos raios solares e ainda somando benefícios ao micro- clima, além de poder ser aplicada como elemento compositivo da paisagem. Como as fachadas sul, sudeste e nordeste recebem pouca insolação, es- tas fachadas têm menos problemas de armazena- mento de calor. Assim, são fachadas que poderiam permanecer com a face de concreto aparente, por exemplo, e não necessitam de cuidados especiais com sobreamento. Já as fachadas Norte e Sudo- este poderiam receber uma estratégia de sombrea- mento, o desenho da volumetria da fachada pode- ria contribuir para projetar sombra sobre a mesma, ou mesmo o uso de um painel nervurado como o painel pi, ou ainda o projeto pode prever um beiral ou brise.
Adicionalmente, é essencial que se faça a ins- peção e manutenção das juntas entre painéis com o passar dos anos, com o objetivo de evitar que o desempenho térmico do edifício seja prejudicado pelo “vazamento” térmico nas juntas.
Como foi observado na medição de campo dos painéis com paredes duplas, desde que não ocorra um efeito desfavorável de aquecimento rápido na temperatura superficial externa da fachada, o efeito da inércia térmica dos painéis de concreto foi ca- paz de proporcionar tanto amortecimento térmico quanto atraso térmico satisfatórios, com desempe- nho térmico potencial que pode ser aceitável tanto para requisitos mínimos de desempenho no verão quanto para inverno.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNI-
CAS. ABNT NBR 9062. Projeto e execução de es- truturas de concreto pré-moldado, 2017.
ABNT NBR15220. Desempenho Térmico de Edi- ficações, 2005.
ABNT NBR15575. Edificações Habitacionais – Desempenho, 2013.
ABNT NBR16475. Painéis de Parede de Concreto Pré -
-moldado – Requisitos e Procedimentos, 2017. CÂMARA BRASILEIRA DA INDÚSTRIA DA CONS-
TRUÇÃO (CBIC). Desempenho de edificações habitacionais: guia orientativo para atendimento à norma ABNT NBR 15575/2013. Fortaleza: Gadioli Cipolla Comunicação. 2013.
DORNELLES, K. A. Absortância Solar de Super- fícies Opacas: métodos de determinação e Base de Dados para Tintas Látex Acrílica e PVA. 2008. 160p. Tese (Doutorado em Engenharia Civil) – Uni- versidade Estadual de Campinas. Campinas. SP. Brasil.
INMETRO. Anexo da Portaria Inmetro número 50/2013: Anexo Geral V - Catálogo de Proprieda- des Térmicas de Paredes, Coberturas e Vidros. Rio de Janeiro: Inmetro. 2015. Disponível em: <www. inmetro.gov.br/consumidor/produtosPBE/regula- mentos/AnexoV.pdf>
Acesso em: 30/11/2016.
MINISTÉRIO DAS CIDADES. Diretriz para avalia- ção técnica de produtos. DIRETRIZ SINAT N. 002. Revisão 01. Sistemas construtivos integrados por painéis pré-moldados para emprego como paredes de edifícios habitacionais. Brasília, Brasil, 2012.
PEDREIRA DE FREITAS, A. NBR 16.475 deve in-centivar uso de painéis de parede de concreto pré-moldado no Brasil. Disponível em <https://techne. pini.com. br/2017/10/nbr-16-475-deve-incentivar-uso-de-paineis-de-parede-de-concreto-pre-molda-do-no-brasil/> Acesso em: 14/05/2018.
RAEDER, L.R. (2018). Diretrizes de projeto para desempenho térmico de sistemas de paredes pré-moldadas de concreto. Dissertação (Mestrado) . Universidade Federal de São Carlos. São Carlos, 2018.
SACHT, H.M. (2008). Painéis de vedação de con- creto moldados in loco: avaliação de desempenho térmico e desenvolvimento de concretos. 229p. + anexos. Dissertação (Mestrado) – Escola de Enge- nharia de São Carlos, Universidade de São Paulo. São Carlos, 2008.
STRABELI, G.I. (2016). Sistemas Construtivos Integrados por Painéis Estruturais Pré-Fabricados em Concreto para Aplicação em Edifícios Habita- cionais. Dissertação (Mestrado) . Universidade Fe- deral de São Carlos. São Carlos, 2016.
Os autores agradecem a CAPES pelo suporte econômico para a realização deste trabalho, ao Laboratório de Conforto do Instituto de Arquitetura da USP e ao professor Érico Masiero pelo incentivo e disponibilização dos equipamentos utilizados.

MOUNIR KHALIL EL DEBS – Professor Sênior Departamento de Engenharia de Estruturas da Escola de Engenharia de São Carlos da Universidade de São Paulo
O objetivo deste artigo é apresentar os principais resultados de pesquisas diretamente relacionadas às ligações de estruturas de concreto pré-moldado, desenvolvidas sob a coordenação do autor, e as transferências dos resultados ao setor produtivo. Nessas pesquisas são tratados dois tipos de ligações: ligação pilar x fundação por meio de cálice e ligação viga-pilar. No caso da ligação por cálice de fundação são apresentados modelos e recomendações para projetos para cálice e pilar com interfaces lisas e rugosas e com interfaces com chaves de cisalhamento. O caso de ligação viga x pilar, para estrutura de edifício de múltiplos pavimentos, inclui o estudo de almofada de argamassa modificada e consideração do comportamento semirrígido.
Palavras-chave: concreto pré-moldado, ligações, wwpesquisas, recomendações para o projeto, transferência para o setor produtivo.
Em geral, as ligações são as partes mais importantes no projeto das estruturas de concreto pré-moldado. Elas são de fundamental importância, tanto no que se refere à sua produção como para o comportamento da estrutura montada.
Portanto, as pesquisas sobre ligações são fundamentais para o desenvolvimento do concreto pré-moldado, justificando a atenção de pesquisadores envolvidos com o assunto.
As pesquisas relacionadas com concreto pré-moldado sob a coordenação do autor iniciaram, de forma sistemática, na década de 90, no Departamento de Engenharia de Estruturas da Escola de Engenharia de São Carlos da Universidade de São Paulo. Grande parte das pesquisas desenvolvidas eram direcionadas às ligações, que ganharam impulso com projeto temático de pesquisa financiado pela FAPESP – Fundação de Amparo à Pesquisa do Estado de São Paulo, desenvolvido entre 2005 e 2010.
A transferência dos resultados para o setor produtivo foi sempre uma meta. Neste sentido, merece destacar os três eventos intitulados “Encontro Nacional Pesquisa-Projeto-Produção em Concreto pré-moldado”, realizados
em 2005, 2009 e 2013, na Escola de Engenharia de São Carlos da USP.
Uma das formas mais comuns de fazer a ligação de pilares pré-moldados com a fundação é mediante cálice, conforme pode ser visto em El Debs (2017).
Normalmente, os cálices de fundação eram projetados no Brasil com as indicações e modelo apresentados em Leonhardt e Monnig (1978), considerando duas situações parainterfaces do pilar pré-moldado e as paredes internas do cálice: lisas ou rugosas. Entretanto, as interfaces denominadas rugosas eram na realidade interfaces com chaves de cisalhamento. Essas indicações eram adotadas nas versões antigas da atual NBR 9062:2017 Projeto e execução de estruturas de concreto pré-moldado (ABNT, 2017).
Embora a ligação pilar x fundação por meio de cálice seja bastante difundida nas estruturas de concreto pré-moldado, havia dúvidas sobre o seu comportamento e quanto ao conservadorismo
das indicações do modelo existente. Além disso, havia uma escassez de resultados experimentais. Em função do exposto, foi proposto um estudo sobre o assunto, em meados de 1999, envolvendo parte experimental e parte numérica, que posteriormente, gerou outros estudos.
A superfície interna do cálice e a superfície da base do pilar no trecho de embutimento tem um importante papel no comportamento estrutural do cálice. Em função disto, faz-se aqui uma divisão em: a) cálices de interfaces lisas e rugosas e b) cálices de interfaces com chaves de cisalhamento.
Com base no modelo apresentado em Leonhardt e Monnig (1978), em outras indicações da literatura e nas pesquisas realizadas, o modelo mostrado na Figura 1 foi proposto para representar a transferência dos esforços para o caso de grandes excentricidades.
Com base nos resultados experimentais e numéricos, são propostos os valores de enb=h/4 e y=y´=lemb/10. Assim, obtém-se a expressão 1 da resultante Hsfd, em função do coeficiente de atrito.

Um ponto não bem definido nas indicações em Leonhardt e Monnig (1978) era o comportamento da parede frontal, correspondente a face frontal do cálice (Figura 1). Usualmente, considerava-se que essa parede estaria sujeita apenas à flexão produzida pelas pressões sobre ela. Observou-se, no entanto, que ocorre uma flexo-tração do colarinho na parte frontal do cálice, em que 85% da tensão na armadura seriam provenientes da tração simples e 15% da flexão. No entanto, para projetos, pode-se considerar apenas a tração, pois a diferença na área necessária das armaduras é pequena.
Os resultados indicam que a resultante das pressões da parede frontal é transferida para a fundação basicamente por meio das paredes longitudinais. Estas paredes trabalham como consolos submetidos à força indireta, o que torna necessária uma armadura vertical no canto da parte posterior do cálice, confirmando o comportamento apresentado em Leonhardt e Monnig (1978).

Fonte:ElDebs(2017)
Neste caso, os resultados indicaram uma significativa diferença com o modelo apresentado em Leonhardt e Monnig (1978). Assim, foi proposto um novo modelo descrito a seguir.
Como a transferência dos esforços do pilar para as paredes internas do cálice é feita por meio de bielas, ela se desenvolve praticamente em toda a altura das paredes frontal e posterior, bem como pelas paredes longitudinais. A armadura vertical é calculada conforme o modelo da Figura 2

2 - Modelo para cálculo da armadura vertical para cálices de interfaces com chaves de cisalhamento
Fonte:ElDebs(2017)
As bielas que fazem a transferência dos esforços do pilar para parede interna do cálice produzem pressões horizontais. Com base nos ensaios de cálices com colarinho, notou-se que a inclinação das bielas não é constante e é menos inclinada em relação à vertical na parte tracionada do pilar do que na parte comprimida. Além disso, as pressões na parte posterior do cálice tendem a se concentrar na parte superior, ao passo que, na parte
frontal do cálice, elas tendem a atuar ao longo de toda a parede. A Figura 3 mostra o modelo indicado para o cálculo.

Fazendo ajuste aos resultados experimentais de medidas de deformações na armadura, são sugeridos os seguintes valores para a inclinação média das bielas, em relação ao plano horizontal: a) para parede frontal 60º e b) para a parede posterior 35º. Substituindo esses valores, considerando dc=hext-hc e adotando zc = 0,9 dc, são deduzidas as expressões 2 e 3 para as parcelas das resultantes, no trecho de lemb/3 contado a partir do topo do cálice:


Assim como no caso de interfaces lisas e rugosas, as pressões horizontais tendem a concentrar nos cantos, produzindo flexo-tração nas paredes frontal e posterior.
As pesquisas relacionadas às ligações viga-pilar se justificam por ser a principal ligação das estruturas de esqueleto, tanto pelo seu papel no comportamento da estrutura como pela sua quantidade nas estruturas típicas.
As ligações viga-pilar são normalmente projetadas considerando que elas se comportam como articuladas ou perfeitamente rígidas. No entanto, elas podem apresentar um comportamento intermediário, nesse caso denominadas de ligações semirrígidas.
Neste artigo é apresentada uma síntese das pesquisas focando as ligações viga x pilar para edifícios de múltiplos pavimentos. Essas pesquisas envolveram o emprego de um novo tipo de almofadas de apoio para as vigas, as almofadas de argamassa modificada. Embora essas almofadas não sejam obrigatoriamente usadas nas ligações estudadas e possam ser usadas em outros tipos de ligações, elas têm uma relação próxima com a ligação viga-pilar pesquisada, o que justifica serem aqui tratadas.
Merece salientar que o enfoque das pesquisas sobre as ligações semirrígidas aqui tratadas é diferente daquele da NBR 9062:2017. Enquanto o enfoque da norma é a análise da estabilidade global com a rigidez apenas aos momentos fletores negativos, as pesquisas realizadas tiveram o foco de propiciar a consideração de uma rigidez às ligações usualmente tratadas como articuladas, para possibilitar, com pequenas mudanças, aumentar a altura viável de edifícios com ligações articuladas.
A transferência de tensões de compressão nas ligações de concreto pré-moldado é geralmente feita por contato direto ou intercalando uma camada entre os componentes pré-moldados. O uso de contato direto entre os componentes é bastante limitado devido às concentrações de tensão que reduzem a eficiência da transferência. A camada entre os componentes pode ser feita usando uma almofada ou pelo preenchimento com graute ou concreto.
No caso de apoio de elementos fletidos, a transferência de tensões de compressão é, geralmente, feita com almofada de elastômero. A almofada de elastômero permite acomodar as imperfeições na superfície de contato e permite, com poucas restrições, a rotação e a translação em relação ao eixo dos elementos apoiados. A translação horizontal permite o alívio de tensões introduzidas pela variação do comprimento dos elementos horizontais apoiados. A última característica representa uma grande vantagem desse tipo de material, especialmente quando as variações de comprimento introduzem altas tensões.
De acordo com o boletim 43 da fib (fib 2008), outros materiais, mais macios que o concreto podem ser adequados para apoiar elementos de flexão, como feltro, chapas duras de madeira, plásticos, chumbo. A Almofada de Argamassa Modificada (AAM) proposta é mais macia do que o concreto, porém mais rígida do que o elastômero, dentro da mesma ideia dos materiais da almofada citados no boletim 43 da fib (fib 2008).
Comparada com as almofadas de elastômero, as AAMs acomodariam imperfeições com menos eficiência, não
permitiriam deslocamentos horizontais e a capacidade de rotação é muito mais limitada. Portanto, os efeitos das variações de comprimento precisam ser considerados com mais cuidado. Por outro lado, por serem muito mais rígidas que as almofadas de elastômero, resultam em ligações mais rígidas e, portanto, estruturas menos deformáveis. Outras características favoráveis se devem ao material ser base de cimento. Dessa forma, em princípio, essas almofadas teriam a mesma durabilidade do concreto e poderiam ser incorporadas nos componentes pré-moldados, além de terem maior resistência ao fogo.
O ponto de partida foi desenvolver um material à base de cimento com características de grande deformabilidade e alta tenacidade, em comparação com a argamassa comum à base de cimento. Assim, o material para as almofadas seria feito a partir de cimento Portland e argamassa de areia, incorporando os seguintes ingredientes: a) agregados leves ou um aditivo para introduzir ar na mistura, b) látex e c) fibras curtas.
Os primeiros estudos realizados datam do final da década de 90, cujos primeiros resultados publicados em periódico são de 2003 (El Debs et al, 2003). A longo desses anos, diversas pesquisas foram realizadas, sendo 4 mestrados e várias iniciações científicas. As principais variáveis estudadas estão comentadas a seguir:
a) composição e tipos de fibras: os estudos concentraram no uso de cimento Portland de alta resistência inicial, de areia natural, de vermiculita termo-expandida de pequeno tamanho (diâmetro máximo de 2,4 mm), como agregado leve, de polímero estireno-butadieno, SB 112 (látex) e de fibras de polipropileno, de PVA e de vidro;
b) ensaios nas AAM: foram realizados ensaios de compressão uniforme para determinação da deformação e da rigidez, ensaios de força concentrada para avaliar a tenacidade, ensaio cíclicos para avaliar a danificação;
c) incorporação de rugosidade: foi feito estudo para avaliar o aumento da deformabilidade mediante a incorporação de rugosidade às AAM;
d) ensaios de compressão em blocos: estes ensaios visavam à avaliação das AAM em ligações submetidas predominantemente à compressão.
A Figura 4 apresenta um teste para mostrar a maleabilidade do material, no qual a AAM foi submetida à compressão, com um disco metálico com orifício central (Figura 4a), em uma máquina universal de ensaio (Figura 4b).
A Figura 4c mostra a AAM após o ensaio, onde pode-se observar o afundamento pronunciado na posição do disco.



O ponto de partida para esta pesquisa foi a ligação viga-pilar, em que as vigas se apoiam em almofadas de elastômero usualmente empregadas em edifícios de pequena altura. Esta ligação é normalmente considerada uma articulação no cálculo estrutural. Foram propostas duas modificações nessa ligação: o emprego da almofada de argamassa modificada e o preenchimento do espaço entre a parte superior da viga e o pilar com graute, conforme mostra a Figura 5.

As mudanças em relação à forma usual não alteram a ligação em relação à estética e tolerâncias envolvidas. Em relação à sua execução, existe um trabalho adicional em campo para preencher o espaço entre a viga e o pilar com graute.
Em relação ao comportamento estrutural, ocorre uma transmissão parcial de momento fletor, que deve ser maior para momentos negativos e menor para momentos positivos. Para a viga, a transmissão de momento fletor pela ligação produziria a redução dos momentos positivos no meio do vão, para as cargas verticais aplicadas após a ligação se tornarem efetivas. Já, para as ações laterais, haveria um momento fletor negativo em uma extremidade e positivo na outra extremidade. Assim, resultaria em um acréscimo dos momentos fletores negativos em uma extremidade, quando superpõe as ações verticais e laterais. No entanto, quando se tratar de edifícios com pouco número de andares, este acréscimo é pequeno. O mais importante, para tornar viável o aumento de número de andares é que a transmissão dos momentos fletores, mesmo que parcial, reduziria os momentos fletores nos pilares para as ações laterais, em comparação com o caso de articulações. A redução dos momentos nos pilares possibilitaria uma redução da seção transversal dos mesmos, ou, mantendo a seção transversal, poder-se-ia aumentar a altura da construção.
As pesquisas relacionadas com esta ligação iniciaram junto com as das almofadas de argamassa modificada, no final da década de 90. Em El Debs (2017), apresenta-se uma síntese dos trabalhos acadêmicos relacionados com o tema.
No primeiro trabalho acadêmico, foi realizado um programa experimental com dois protótipos da ligação. Baseado nesse programa experimental e outros estudos, foi proposta uma idealização do comportamento estrutural, detalhado em El Debs et al (2010) e mostrado na Figura 6.

Com o objetivo de avaliar a influência da ligação proposta, apresenta-se uma simulação numérica para estrutura típica de edifício entre 2 a 5 andares e 3 vãos, compa-
rando a ligação semirrígida com a ligação articulada. Os detalhes podem ser vistos em El Debs et al (2010).
A Tabela 1 apresenta os principais resultados, onde se pode observar que é possível aumentar o número de andares de 2, no caso de ligação articulada, para 4, com a ligação semirrígida, pois o deslocamento no topo da estrutura é menor e o momento fletor no pé do pilar é apenas um pouco maior, o poderia ser atendido com um pequeno acréscimo na armadura. Outra importante constatação é que, passando para 5 andares, o momento positivo na ligação ainda é menor que o momento último. No entanto, neste caso o momento fletor na base do pilar é bem maior que o momento fletor da estrutura com dois andares e ligação articulada.

Os principais resultados estão alinhavados a seguir.
Em relação aos cálices de fundação com interfaces lisas e rugosas:
a) as resultantes das pressões do pilar no cálice podem ser calculadas com equação que leva em conta o atrito e a excentricidade da reação na base do cálice; a consideração desses efeitos reduz os esforços transferidos e, consequentemente, as armaduras;
b) A parede transversal frontal é submetida à flexo-tração; como simplificação, pode-se considerar somente a força de tração; neste caso, também ocorre uma redução da armadura em relação ao modelo anteriormente utilizado de considerar apenas flexão.
Em relação aos cálices com chaves de cisalhamento:
a) foi desenvolvido um novo modelo para a transferências dos esforços;
b) o dimensionamento da armadura vertical feito com a teoria da flexão resulta em significativa redução da mesma;
c) as armaduras horizontais podem ser calculadas com modelo de transferência de esforços com bielas, que produzem maiores esforços na parte superior, tanto na parede transversal frontal como na parede transversal posterior; neste caso, ocorre um aumento da quantidade de armadura.
Em relação as almofadas de argamassa modificada:
a) as dosagens recomendadas para o material das almofadas têm relação cimento/agregado de 0,3, relação cimento/ água de 0,4, porcentagem de vermiculita, em relação à massa total de agregados, de 5 a 15%, taxa volumétrica de fibras





de 2%, ou mais, e quantidade de látex de 20 a 30% da massa de cimento;
b) os valores representativos do material com estas dosagens seriam: resistência à compressão média de 20 MPa a 45 MPa e módulo de elasticidade de 10 GPa a 15 GPa;
c) as espessuras recomendas para AAM são de 10 mm a 20 mm, com emprego de rugosidade dos dois lados; a rigidez das almofadas, que é a relação da tensão aplicada com a sua deformação, seria da ordem de 300 MPa a 500 MPa.
Em relação à ligação viga-pilar desenvolvida:
a) é proposto um comportamento da bilinear para a relação momento fletor vs rotação, tanto para momentos negativos como para momentos positivos;
b) para uma situação representativa, a ligação possibilita aumentar a viabilidade de altura de edifício de 2 andares para 4 andares, mantendo a estrutura com
ligação articulada, com menor deslocamento no topo do pilar, mas às custas de um pequeno aumento do momento fletor no pilar. Apresenta-se a seguir a transferência dos resultados para o setor produtivo.
Em relação aos cálices de fundação: a) os resultados das pesquisas desenvolvidas foram, na sua maior parte, incorporados na atual NBR 9062:2017, em substituição às indicações de Leonhardt e Monnig (1978), que constava nas edições anteriores dessa norma.
Em relação às almofadas de argamassa modificada: a) a empresa Marka Soluções Pré-fabricadas tem usado regularmente as almofadas: a Figura 7 mostra uma aplicação feita em 2007.
Em relação a ligação viga-pilar: a) a ligação e as indicações para o projeto têm sido utilizadas no setor produtivo: a Figura 8 mostra duas obras projetadas com base nos resultados.
À CAPES e ao CNPq pelas bolsas concedidas aos alunos de pós-graduação envolvidos. À FAPESP, pelo apoio através do projeto temático “Nucleação e incremento da pesquisa, inovação e difusão em concreto pré-moldado e estruturas mistas para a Modernização da Construção Civil” (proc. 05/53141-4).
1] EL DEBS, MK Concreto pré-moldado: fundamentos e aplicações. 2.ed. São Paulo: Oficina de Textos, 2017, 456p.
[2] LEONHARDT, F; MONNIG, E Construções de concreto: princípios básicos sobre armação de estruturas de concreto armado. Rio de Janeiro: Interciência. v.3, 1978.
[3] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICA. NBR 9062:2017 Projeto e execução de estruturas de concreto pré-moldado. Rio de Janeiro: ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICA, 2017.
[4] FÉDÉRATION INTERNATIONALE DU BÉTON Bulletin 43 Structural connections for precast concrete buildings. Fédération internationale du béton (fib), Lausanne, 2008.
[5] EL DEBS, MK, BARBOZA, ASR; MIOTTO, AMM Development of material to be used as bearing pad in precast concrete connections. Structural Concrete, v.4, n. 4, pp. 185-193. 2003.
[6] EL DEBS, MK, MIOTTO, AM; EL DEBS, ALHC Analysis of a semi-rigid connection for precast concrete. Proceedings of the Institution of Civil Engineers: Structures and Buildings, v.163, n.1, pp. 41-51. 2010.
[7] EL DEBS, M K.; MARIN, M C; EL DEBS, ALH C Design parameters for multy-storey precast concrete structures with semi-rigid connection. In: fib SYMPOSIUM, 1., 2015, Copenhagen. Proceedings... Copenhagen: fib, 2015. p. 1-11.
Artigo publicado originalmente na Revista Concreto e Construções, edição 100, Outubro a Dezembro de 2020, editada pelo IBRACON

B. Tutikian, C.E. Braun, F. Pacheco
Programa de Pós Graduação em Engenharia Civil, Universidade do Vale do Rio dos Sinos, Unisinos, Brasil. R. Curra
Supporting Engenharia, Brasil
Conhecer as propriedades do concreto autoadensável em idades recentes é de extrema importância para a continuidade de serviços, como a protensão, desforma e saque de peças pré-fabricadas, por exemplo. Uma das possibilidades mais seguras e econômicas é através do ensaio de maturidade, que correlaciona o calor de hidratação do cimento com propriedades do concreto no estado endurecido. Neste artigo foi mostrado como obter esta correlação de forma eficiente, para atender as demandas para esta tecnologia. Observou-se que a correlação obtida foi confiável, podendo utilizar o método de forma mais abrangente.
PALAVRAS -CHAVE: Ensaio de maturidade; Concreto autoadensável; Correlação entre propriedades.
O concreto autoadensável (CAA) surge como uma ferramenta que possibilita vários ganhos com sua utilização na construção civil, como aumento na qualidade e durabilidade das estruturas, aceleração na construção, redução de mão de obra no canteiro, maior liberdade nas dimensões e desenho das formas [1].
A sua utilização em esfera global é crescente, sendo objeto de pesquisas nos últimos anos.
Também é sabido que grande parte das regras do dimensionamento de estruturas de concreto, assim como da caracterização dos materiais nele utilizados, baseia-se no parâmetro de resistência à compressão. Fica evidente a importância desta propriedade e, mesmo não sendo o parâmetro mais significante para muitos materiais, o seu conhecimento fornece boas indicações na obtenção de outras características [2].
Durante o processo de execução de obras, são inúmeras as situação em que se torna necessário o conhecimento das características que a estrutura possui
em determinado instante, seja para a realização de desformas, retirada de cimbramento, na execução de protensões ou até mesmo para aplicação de cargas construtivas e de serviço [3]. O desconhecimento destas características torna possível a ocorrência de etapas sem que tenham sido atingidos valores mínimos de resistência pela estrutura, dando abertura a incidência de sérias consequências. Além disso, o concreto deve apresentar uma resistência suficiente para que a superfície não seja, de modo algum, danificada durante a desforma, ou em atividades seguintes da obra [4].
Atualmente, existe uma crescente evolução dos estudos sobre métodos não destrutivos, por conta das diversas vantagens na obtenção de características dos materiais da estrutura, sem a necessidade da retirada de testemunhos. Os ensaios são mais rápidos e práticos, se comparados aos métodos destrutivos, além de permitirem uma estimativa de características da estrutura in loco [5]. Estes motivos trazem uma aceitabilidade cada vez maior para os métodos não destrutivos na engenharia, motivo pelo qual merecem uma maior
atenção no estudo de suas aplicações.
Quando utilizado um mesmo traço no desenvolvimento de uma obra, ocorrendo apenas pequenas variações nas quantidades de seus componentes, torna-se possível programar atividades construtivas somente a partir do monitoramento de características do concreto. Estas características podem ser correlacionadas com parâmetros desejados, como por exemplo, a resistência à compressão.
A Energia Aparente de Ativação (Ea) é um parâmetro que mede a sensibilidade de reações às variações de temperatura. A sua estimativa é de grande importância em modelos que visam determinar a evolução da hidratação do cimento, sendo característica própria de cada mistura de concreto específica. Segundo Pinto [6] (1997 apud CARVALHO, 2002), a Ea depende de alguns fatores que influenciam na velocidade de hidratação, entre elas o próprio cimento utilizado, a quantidade de água na mistura, aditivos químicos, adições minerais, entre outros. A determinação da Ea pode ser feita através de uma argamassa que represente a mistura de concreto em estudo, sendo que os resultados se equivalem aos do concreto [3].
Portanto, pretende-se com este trabalho contribuir ao estudo de métodos não destrutivos, especificamente o de maturidade, para determinar a resistência à compressão do concreto autoadensável, ao longo de suas idades iniciais.
Para a dosagem do concreto autoadensável (CAA) utilizou-se o método desenvolvido por Tutikian [1]. A Tabela 1 apresenta o traço resultante utilizado nos ensaios, em massa.
NBR 15823-5 (ABNT, 2010) [9].
As idades de ensaio especificadas foram 1, 2 3, 4 e 8 dias, com o objetivo de avaliar o ganho de resistência à compressão do concreto em idades iniciais, sendo curados por processo de cura a seco e com temperaturas de cura de 10, 20 e 35°C.
É necessário determinar a Energia Aparente de Ativação para correlacionar a maturidade com a resistência à compressão. De acordo com a ASTM C1074 (2011) [3], o experimento deve ser realizado utilizando amostras de argamassa, sendo que os resultados podem ser aplicados para o concreto em estudo. O procedimento trata de estabelecer uma curva de correlação entre as resistências à compressão versus idades das amostras de argamassa, curadas em banhos de água para três diferentes condições isotérmicas. As temperaturas são a máxima e a mínima esperadas durante o processo de cura do concreto in loco, durante o período em que se deseja estimar os valores de resistência. A terceira temperatura é a média entre as extremidades.
O traço de argamassa utilizado deve conter uma relação de areia/cimento, em massa, que seja igual à relação de agregado graúdo/cimento da mistura de concreto em estudo. A pasta de cimento da argamassa deve ter a mesma proporção de água/materiais cimentícios, assim como as mesmas quantidades de aditivos utilizadas no concreto.
Devem ser preparados três conjuntos de corpos de prova cúbicos com dimensões de 50x50x50 mm, sendo necessários 18 cubos em cada grupo ensaiado. Os corpos de prova devem ser moldados de acordo com o método C 109/C109M e cuidadosamente submersos em cada banho isotérmico respectivo.
Tabela1.Traçodoconcretoutilizadonosensaios
Os ensaios utilizados para a determinação da consistência do concreto foram o espalhamento e o tempo de escoamento - método do cone de Abrams – ABNT NBR 15823-2 (ABNT, 2010) [7]; determinação da habilidade passante - método da caixa L – ABNT NBR 15823-4 (ABNT, 2010) [8]; e determinação da viscosidade - método do funil V – ABNT
Para realização dos ensaios foram feitas três moldagens, uma para cada temperatura de cura, com 18 corpos de prova de argamassa em cada. Foram utilizados moldes cilíndricos, com dimensões de ϕ50x100mm (diâmetro x altura), visto que é comprovada a inexistência de diferenças significativas para resistências obtidas com moldes variados [5].
A primeira idade na determinação da resistência à compressão deve ser próxima ao dobro do tempo final de pega. Quando o tempo de pega final não for determinado, é sugerido que a primeira série de testes seja realizada quando atingida uma resistência à compressão de aproximadamente 4 MPa.
Neste trabalho, a primeira idade foi definida buscando-se uma resistência de 4MPa. Quando não atingida
uma resistência próxima aos 4MPa em 6 horas, os ensaios se iniciavam com 12 horas e, no caso em que nenhuma destas idades se aplicou, foi utilizada uma idade inicial de 1 dia.
Os moldes devem ser removidos aproximadamente 1 hora antes da primeira série de testes de compressão e os corpos de prova são repostos no banho com temperaturas distintas. Os testes subsequentes devem ser realizados com idades de aproximadamente o dobro da idade anterior, totalizando seis idades de ensaios. Devem ser ensaiados 3 corpos de prova em cada idade, obtendo-se a resistência média à compressão. Se, por exemplo, a primeira idade for de 12 horas, os próximos ensaios de resistência deverão ser executados em 1, 2, 4, 8 e 16 dias.
Para obtenção da curva de maturidade, é necessária a obtenção de valores de resistência à compressão de corpos de prova cilíndricos de concreto, curados em câmara úmida ou por processo de cura saturada, rompidos nas idades de 1, 3, 7, 14 e 28 dias. Através da função de FHP, são calculadas as idades equivalentes para uma temperatura de referência, normalmente de 20°C.
Neste artigo, primeiro foi realizada a curva de calibração do CAA em função da maturidade, para, após, testar uma outra mistura em ambiente seco, pois a resistência estimada deve ser próxima da real.
Primeiro serão apresentados os dados experimentais utilizados na elaboração das curvas de calibração em câmara úmida a 20°C, necessários para a aplicação do método da maturidade, para, após, serem mostradas as resistências do CAA em ambiente seco.
Na Tabela 2 estão dispostos os valores de resistência à compressão média dos corpos de prova cilíndricos curados em ambiente de câmara úmida, em função da idade equivalente (te). A idade equivalente é calculada a partir do histórico de temperaturas do concreto, apresentado na Figura 1.
Idade real (horas) Idade equivalente a 20°C (h) Resistência (MPa)
24 28,08
48
Tabela2-Resistênciaàcompressãodoconcretocuradoemcâmaraúmidaparaidades equivalentesa20°C

A partir dos valores de resistência à compressão e das idades equivalentes calculadas, é possível a elaboração do gráfico da evolução da resistência do concreto relacionada com a idade equivalente a 20°C (Figura 2).
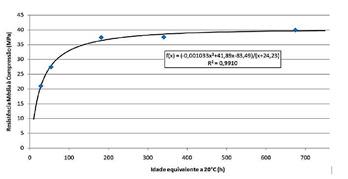
A curva de calibração elaborada será utilizada para estimativa dos valores de resistência das demais amostras, submetidas ao processo de cura a seco. A curva resultante é descrita através da Equação 1

fc = resistência à compressão estimada pelo método, em MPa; te = idade equivalente na temperatura de referência de 20°C, em horas; Com isso, são apresentados os resultados de resistência à compressão para o concreto curado a seco, para verificar a eficácia do modelo. A Tabela 3 apresenta os valores de resistência para as idades equivalentes a 20 °C, calculadas a partir do histórico de temperaturas sofrido. A evolução da resistência do concreto para as temperaturas de cura adotadas, relacionando a idade equivalente calculada a uma temperatura de 20°C, é apresentada na Figura 3. (1)
Em que:
Idade real (horas)
eq. a 20°C (h)
12 11,53 - 11,17 - -
24 22,19 4,25 18,22 13,96 1077,90
48 42,84 24,61 25,48 0,87 0,12
72 62,22 25,52 29,14 3,62 2,01
96 81,84 33,90 31,47 -2,43 0,52
192 160,82 35,10 35,81 0,71 0,04
Tabela3.Resistênciaàcompressãodosconcretoscuradosaseco(T=14°C)

Observa-se que os valores foram muito próximos, com os erros, em percentual, abaixo de 2% para idades acima de 24 horas. Isto significa que é possível estimar as resistências à compressão do CAA com o emprego do método da maturidade.
Observou-se neste trabalho que o método da maturidade é eficaz para a determinação das resistências mecânicas do concreto autoadensável, o que pode ser muito útil para aplicação em obras correntes e indústria de pré-fabricados.
Este método deverá ser mais estudado, dentro da mesma linha de pesquisa deste grupo foram realizadas as correlações do método, com as resistências, módulo de deformação, escleometria e ultrassom, possibilitando a inspeção e instrumentação da estrutura de forma rápida, econômica e confiável.
[1] TUTIKIAN, B. F. - Proposição de um método de dosagem experimental para concretos auto-aden -
sáveis. 162 f. Tese (Doutorado). Universidade Federal do Rio Grande do Sul, Porto Alegre, Rio Grande do Sul, RS, 2007.
[2] PEREIRA, J.P.V.V. - Avaliação da resistência à compressão do betão através de ensaios não-destrutivos. Coimbra, 1999. 226 f. Dissertação (Mestrado em Engenharia Civil) - Universidade de Coimbra, Coimbra, 1999.
[3] AMERICAN SOCIETY FOR TESTING MATERIALS - ASTM. ASTM C 1074-11: standard practice for estimating concrete strength by the maturity method. Annual book of ASTM standarts. Philadelphia: American Society for Testing Materials, 2011. v. 04.02.
[4] MEHTA, P. K.; MONTEIRO, P. J. M. - Concreto: microestrutura, propriedades e materiais.3. ed. São Paulo: IBRACON, 2008. 674 f.
[5] AZEVEDO, Â.A. - Proposta para simplificação de ensaios destrutivos e não destrutivos para o monitoramento de ganho de resistência de pavimentos de concreto para fast-track. 2008. 254 f. Tese (Doutorado). Universidade Federal do Rio Grande do Sul, Porto Alegre, Rio Grande do Sul, RS, 2008.
[6] PINTO, R.C. - O método da maturidade para tempo de desforma e descimbramento de elementos estruturais: estudo de caso. In: CONGRESSO BRASILEIRO DO CONCRETO, 44., 2002, Belo Horizonte. Belo Horizonte: Ibracon, 2002. Material em PDF.
[7] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. - Concreto autoadensável: parte 2: Determinação do espalhamento e do tempo de escoamento - Método do cone de Abrams: NBR 15823-2. Rio de Janeiro, 2010.
[8] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. - Concreto autoadensável: parte 4: Determinação da habilidade passante - Método da caixa L: NBR 15823-4. Rio de Janeiro, 2010.
[9] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. - Concreto autoadensável: parte 5: Determinação da viscosidade - Método do funil V: NBR 158235. Rio de Janeiro, 2010.
Artigo apresentado no 3º Congresso Ibéroamericano sobre Betão Auto-Compactável Avanços e Ppórtunidades, realizado em Madrid (Espanha), nos dias, 3 e 4 de dezembro de 2012

Método Discovery Precast de Construção industrializada com pré-fabricados
Rodrigo Sciaraffia, Diretor Discovery Precast Engenheiro Civil e MBA proyectos@discoveryprecast.com
Uma equipe formada por três pessoas executou a montagem e a construção de uma casa de 84 m2 em 3 horas, obtendo uma produtividade recorde de 9,33 m2/h. Certeza de prazo e custo para obter um projeto com alto padrão de qualidade e com zero resíduos durante sua construção.

No Chile já estamos trabalhando, há alguns meses, na preparação da norma NCh 3744 Construção industrializada - Termos e definições da qual já há uma definição de “Construção industrializada”: forma de construir que procura melhorar o desempenho da construção em distintas etapas e áreas de um projeto, que pode ou não incluir pré-fabricados.
Melhorar o desempenho em projetos de construção se
traduz em melhorar o prazo (reduzindo-o), reduzir custos, aumentar a qualidade, reduzir ou obter zero acidentes, incluir conceitos de economia circular, sustentabilidade, e, além de tudo que foi mencionado, que o projeto e o negócio sejam rentáveis. Para obter esses objetivos de desempenho é fundamental gerar uma relação, em uma etapa inicial, entre os diferentes atores, que deve ser abordada definindo-se a estratégia de construção para viabilizar o projeto, segundo as necessidades do cliente e, principalmente, de condições importantes tais
como disponibilidade de recursos, localização do projeto, prazo para o início da operação ou da venda, etc. Hoje em dia, os problemas de baixa produtividade no Chile, o que ocorre também em outros países da América Latina, estão relacionados principalmente a atividades durante a construção de um projeto que não agregam valor. Estão relacionados também à falta de supervisão e instrução para avançar, observações em planos de construção, falta de mão de obra qualificada e, principalmente, à revisão inadequada na etapa inicial do projeto e de projetar como ele será executado e que que riscos podem impactar, caso não sejam observados os desempenhos estabelecidos na etapa do estudo.
O projeto que apresentamos neste artigo é um supermercado de pré-fabricados escolhendo a opção e o serviço de moradia na medida de área construída de 84 m². A montagem e a construção estiveram a cargo da Construtora Discovery Precast. A construção foi realizada em Tunquén, localidade turística localizada a 122 km de Santiago de Chile.
Quando falamos de método temos que ressaltar diferentes etapas e atores em um processo.
Começamos com uma avaliação e o desenho na fase inicial de todo o projeto (5 passos para a avaliação do uso em potencial de pré-fabricados de concreto), continuamos com a engenharia e finalizamos com as etapas de fabricação, transporte, montagem e construção. O
Passo 1. Identificação das características gerais da estrutura, localização, uso, vida útil, etc.
método escolhido de construção de residências é integral, flexível e pode ser adaptado. Permite construir com o índice de pré-fabricação (quantidade de pré-fabricados na estrutura) que cada cliente e projeto estabeleçam como estratégia de construção.
Esse método está sendo aplicado no Chile e na América Latina, e é possível decidir construir desde apenas painéis até 100% de pré-fabricados (fundações, radier, painel e placas) e também modular.
São 5 passos. É uma metodologia de trabalho que se aplica a todo tipo de estrutura para avaliar o potencial de uso de pré-fabricados com uma visão integral. A metodologia permite avaliar qual a porcentagem de uso de pré-fabricados que é adequada e não apenas desde o aspecto do projeto ou custo. Vamos ver, a seguir, os 5 passos detalhados:
Passo 1. Identificação das características gerais da residência: localização geográfica, tipo de solo, zona sísmica, materialidade, grupo familiar atual e futuro.
Passo 2. Segmentação primária. Separação de todos os parâmentos vertical, horizontal, tanto linear, plano e volumétrico maciço.
Passo 3. Análise estrutural da participação e comportamento de cada parâmetro.
Passo 4. Proposta de modulação e conexão de cada parâmetro (dimensão, peso, tipo de conexão)
Passo 5. Análise do método de transporte, montagem e construção
Passo 2. Segmentação primária das paredes.
Passo 3. Avaliação de cada face, linear, plana, sólida volumétrica e espacial.
Passo 4. Modulação. Segmentação de peças pré-moldadas de concreto.
Passo 5. Método de transporte, montagem e construção.


O projeto da moradia de 84 m² apresentado com a análise dos 5 passos se configura finalmente com as fundações e o radier no local e painéis pré-fabricados de concreto armado maciço, conforme é mostrado na imagem a seguir:
O projeto considera 6 painéis pré-fabricados de concreto armado com altura livre de 2,5 metros. O painel de maior comprimento tem 10,12 metros e o de maior peso tem 5,62 toneladas. A modulação é inédita no Chile, com a montagem de painéis para residência de maior comprimento até esta data. Todas as canalizações de serviços, tais como eletricidade, gás, água potável, ficam embutidas nos painéis junto com os recessos, onde for definido pelo projeto.


As normas nacionais chilenas e internacionais usadas são:
• NCh433.Of96 Mod09: Projeto Sísmico de Estruturas.
• DS61: Decreto Supremo 61 (Minvu 2011).
• AISC 360-10: Especificação para Construção com Aço Estrutural
• AISI ASD-96: Projeto de Membros Estruturais de Aço Formado a Frio.
• ACI318-11: American Concrete Institute.
• NCh431-2010: Cargas de Neve.
• NCh432-2010: Cargas de Vento.
• NCh3171.Of2010: Disposições Gerais e Combinações de Carga.
• NCh1537.Of2009: Cargas Permanentes e Cargas de Uso.
• NCh2369.Of2003: Projeto Sísmico de Estruturas Industriais.


Os materiais utilizados no projeto são: concreto f’c = 25 MPa e barra de reforço A630H com tensão de fluência Fy = 4.200 kgf/cm2 e ruptura 6.300 kgf/cm2
A casa de 84 m² é transportada em um único caminhão, de acordo com a normativa chilena sobre máxima capacidade de carga, comprimento e altura. Os painéis da casa têm 9,5 m³ de concreto armado.
Detalhamos as palavras montagem e construção para descrever o içamento das peças e localizá-las em sua posição definitiva e a construção na conexão entre as peças.
A montagem e a construção foram realizadas em 3 horas, com uma metodologia de localização de painéis pré-fabricados de concreto sobre viga de fundação que, em seguida, são escorados pelos dois lados na área das aberturas de portas e janelas, o que permite liberar os ganchos de levantamento para ir ao próximo painel. Avançando na sequência, assim que for localizado o segundo painel, procedemos a uni-los através de uma conexão industrializada com armação, que é concretada em seguida, com argamassa de alta resistência.
A montagem é realizada com guindaste com 70 toneladas de capacidade, trabalhando em um raio de 15 metros. São utilizadas vigas de 7 metros e amarras de corrente marca LINKLINE, modelo ADOSH S1317 com gancho redutor. Diâmetro ½” ramais de comprimento:

Otimização de recursos, minimização de desperdícios e redução do impacto no meio ambiente De 10% a 3%

3m. WLL 9,6 toneladas a 60° que incluem acessórios CROSBY fabricados nos Estados Unidos. Todas as amarras foram fornecidas ao projeto pela empresa Bridon-Bekaert Chile que conta com certificação da DNV-GL, entidade que afirma que elas são fabricadas de acordo com a norma ASME B30.9.
Podemos resumir vários benefícios reais e observados, associados a custo, prazo de construção, qualidade, redução de acidentes e sustentabilidade detalhados na tabela a seguir. A valorização dos diferentes atributos que tem a construção industrializada são as principais alavancas para que a decisão de como construir inclua o uso de pré-fabricados de concreto em diferentes porcentagens. Como havia sido mencionado na conferência realizada por ocasião do Concrete Show Brasil 2022 em São Paulo, não precisamos falar se é ou não possível pré-fabricar, mas apenas avaliar o quanto é adequado e quais são os benefícios para o projeto de pré-fabricar a referida porcentagem.

Em toda nossa cadeia de valor são utilizados métodos e plataformas digitais para projetar, modular e analisar estruturalmente a construção, a fabricação, a logística e a montagem. Nossa equipe realiza um acompanhamento, com a participação de arquiteto, calculista, chefe do projeto e profissionais especializados em montagem e construção.

A entidade Construye2025 realizou, no ano de 2018, uma atividade para comparar desempenho e produtividade durante a construção de 2 residências: tradicional de alvenaria e com pré-fabricados de concreto. Cabe recordar que o painel duplo, uma vez montado, requer uma atividade de concreto de segunda etapa com a moldagem do concreto a partir de toda altura do painel, em toda sua superfície.
O gráfico a seguir mostra o rendimento obtido com o Método, que considera painéis maciços de concreto armado, chegando a ser 3 vezes mais produtivo que o método com pré-fabricados de painel duplo e mais de 4 vezes em relação à construção tradicional com alvenaria.
A construção industrializada melhora o desempenho em projetos de construção, reduzindo o prazo de construção, aumentando a qualidade e melhorando os padrões de segurança, o que permite projetos e negócios mais rentáveis. Método construtivo de construção acelerada de residências considera atender várias etapas, desde a etapa inicial para obter um projeto bem-sucedido. Dessa forma, o projeto, a modulação, a engenharia, fabricação, transporte, montagem e construção de uma casa de 84 m2 se realiza em 3 horas, coordenando vários atores, equipamentos e máquinas. A construção com pré-fabricados é um método construtivo mais empregado na indústria e pode ser aplicado em todo tipo de residências, observando todas as normativas nacionais e internacionais correspondentes.
Comparación de rendimiento para construcción de vivienda m2/HH
Método DISCOVERY PRECAST (concreto pré-moldado de parede sólida)
Concreto pré-moldado
Construção de tijolos tradicionais

Fábio Luís Pedroso - editor
https://orcid.org/0000-0002-5848-8710 - fabio@ibracon.org.br

Pré-moldado é todo componente produzido fora do lugar de uso definitivo na construção. O termo se refere a qualquer componente pré-construído para ser posteriormente montado no seu local de destino. Esse princípio construtivo é tão antigo quanto às primeiras edificações humanas em pedra e tijolos de barro.
O Partenon, famosa edificação grega construída em 450 a.C., é um monumento marcado pela simetria, simplicidade e modulação, sendo que as pedras imensas que compõem suas colunas vieram de uma dis-
tância de 16 km de Atenas. A obra adotou “princípios milenares de construir edificações complexas com a aplicação repetitiva de elementos simples e de logística pensada para construir”, afirma Íria Doniak, presidente-executiva da Associação Brasileira de Construção Industrializada de Concreto (ABCIC).
Com a invenção do cimento moderno, em 1824, por Joseph Aspdin, na Inglaterra, os pré-moldados de concreto surgiram como decorrência histórica da aplicação deste princípio construtivo milenar à pró(Partenon)
pria invenção das estruturas reticuladas de concreto armado, atribuída a François Hennebique, que, em 1892, patenteou o sistema construtivo mais revolucionário da história da humanidade, que adotou painéis pré-moldados de concreto.
Segundo Vasconcelos (2002), a primeira aplicação de elementos pré-moldados em estruturas de edificações foi realizada na França, em 1891, utilizando-se vigas pré-moldadas na construção do Cassino de Biarritz. Esta obra foi desenvolvida pela firma do engenheiro francês Edmond Cognet. As vigas pré-moldadas utilizadas no cassino foram produzidas em fábrica em Paris e transportadas para Biarritz.
Por serem produzidos na indústria, os pré-moldados apresentam maior rigor dimensional, maior dimensão e maior controle tecnológico. A norma ABNT NBR 9062
Projeto e Execução de Estruturas pré-moldadas de concreto, que regulamenta o sistema construtivo, diferencia os termos pré-fabricado e pré-moldado, atribuindo aquele às estruturas produzidas industrialmente e transportadas ao canteiro, modernamente chamadas de construção “off-site”.
Outro marco do desenvolvimento da pré-fabricação foi a construção de Weavne’s Mill, em 1897, pelo engenheiro francês François Hennebique. Em 1901, Jonh Brodie desenvolveu um sistema de construção de casas pré-moldadas de baixo custo em Liverpool, na Inglaterra.
“A indústria do pré-fabricado é inovadora por tradição, seja na adoção de novas tecnologias e materiais, seja na forma simples de construir que dá respostas às necessidades de rapidez, qualidade, economia, segurança e sustentabilidade”, opina Doniak.
Essa inovação na pré-fabricação fez surgir os primeiros elementos pré-moldados de grandes dimensões para coberturas, em 1900, nos Estados Unidos, bem como as vigas-treliças e estacas de concreto pré-moldado na Europa, em 1906. O “tilt-up”, processo de execução de painéis sobre o solo que são posteriormente içados e montados na posição vertical, surgiu nos Estados Unidos em 1907 ( Debs, 2000).
O déficit habitacional causado pela Primeira Guerra Mundial (1914-1919) levou à busca pela construção rápida e econômica por meio da industrialização do processo construtivo. Países como Alemanha, França e Rússia incorporaram os conceitos de organização, racionalização e produção em série das indústrias na produção de elementos construtivos de concreto, com vista ao aumento da produtividade e à redução de desperdícios. O Edifício Narkomfin, em Moscou, projetado por Moisei Guinzburg e Ignati Milinis, foi uma das primeiras iniciativas russas com a pré-fabricação (Silva, 2020).
No entanto, o grande impulso para a aplicação sistemática do concreto pré-moldado ocorreu ao final da Segunda Guerra Mundial (1939-1945), quando a Europa precisou ser reconstruída. A necessidade de construção em larga escala de prédios públicos, residenciais e industriais, a escassez de mão de obra e de materiais, e o desenvolvimento da protensão demandaram o uso intensivo do sistema de concreto pré-fabricado, em razão de sua alta produtividade (DONIAK; GUTSTEIN, 2022).
A viabilização dessa construção industrializada na Europa teve início com o anúncio do Plano Marshall, em 1947, que visou beneficiar com auxílio financeiro, envio de maquinário e mão de obra especializada os países ocidentais europeus, aliados dos Estados Unidos.
Em 1951, o governo francês estabeleceu um plano para construção de mais de 10 mil unidades habitacionais até 1956, o que levou à produção em série de painéis de concreto e escadas na construção dos conjuntos habitacionais. Vale destacar os conjuntos Les Courtillières, projetados por Emile Aillaud e George Contenot, em 1954.
Financiadas pelo Conselho para Assistência Econômica Mútua (Comecon), patrocinado pela União das Repúblicas Socialistas Soviéticas (URSS), as políticas habitacionais dos países do Leste Europeu promoveram edificações de baixo custo de até cinco pavimentos com a pré-fabricação de concreto, para as quais foram desenvolvidas fábricas para produção de painéis de concreto adaptadas para um rápido cronograma de montagem. Somente em Moscou foram construídas cerca de 64 mil unidades habitacionais com esta tipologia (Silva, 2020).
Nesta primeira fase de desenvolvimento dos pré-moldados, que vai de 1950 a 1970, os edifícios eram construídos com elementos pré-fabricados de um mesmo fornecedor, constituindo-se num ciclo fechado de produção. Sua justificativa era a produção massiva de


elementos construtivos padronizados e repetitivos para reduzir custos e tempo de construção.
Desde 1980, o sistema de pré-fabricação de concreto ganhou flexibilidade, tanto em termos arquitetônicos (o uso da obra determina a modulação e adequação dos elementos estruturais), logísticos (diferentes componentes da obra podem ser fornecidos por diferentes empresas) e das interfaces da pré-fabricação com outros sistemas estruturais e etapas construtivas.
Em razão dessa reformulação do sistema de pré-fabricação, ele passou a ser aberto.
“A pré-fabricação em concreto, aberta e versátil, constitui inúmeras possibilidades, especialmente com tantos recursos de informação e tecnologia disponíveis hoje”, comenta Doniak.
Por sua vez, a incorporação da protensão em alguns elementos de concreto pré-fabricado trouxe mais vantagens a esse sistema construtivo. A protensão consiste em incorporar ao concreto ainda no estado fresco fios de aço tracionados, que, após o concreto endurecer, são liberados para exercer tensões de compressão no interior da peça de concreto (sistema com pré-tensão).
Crédito: Protendit
Com a tecnologia, as peças de concreto tornam-se mais rígidas e esbeltas, com maior capacidade portante, e com menor número de fissuras.
Esses parâmetros se traduzem em peças pré-fabricadas mais leves, com menores seções e que podem ter grandes dimensões, mais econômicas, por consumirem menos materiais, mais fáceis de manusear, armazenar, içar e transportar, com melhor acabamento e maior durabilidade.
Os pré-moldados desembarcaram no Brasil em 1926, quando a Christiani-Nielsen, construtora dinamarquesa com filial no país, executou o Hipódromo da Gávea, no Rio de Janeiro. As estacas de seção 38 x 38 cm, com comprimentos de até 24 m, foram pré-moldadas no próprio canteiro de obras, com o uso de cimento dinamarquês de endurecimento rápido. O muro de fechamento do Hipódromo, de 3,5 km e altura de 2,5 m, foi construído com placas de concreto de 2,5 m x 0,5 m (Vasconcelos, 2002).
O Brasil iniciava seu processo de industrialização que implicou o crescimento progressivo dos centros urbanos, gerando demandas construtivas, intensificado no governo de Juscelino Kubitschek (1956-1961), por meio de um plano de modernização nacional em curto espaço de tempo. Mas, o uso de elementos pré-moldados neste período foi atípico, esporádico e sem demonstração de continuidade (SERRA; FERREIRA; PIGOZZO, 2005 apud SILVA, 2020).
É deste tempo a construção de galpões pré-moldados pela Construtora Mauá, em São Paulo, por meio de um processo de executar as peças da cobertura deita-

das umas sobre as outras, separando-as com um papel parafinado. Dez desses galpões com os elementos de cobertura em concreto pré-moldado foram executados em apenas 14 meses para a fábrica Cortume Franco-Brasileiro, em Barueri, no estado de São Paulo. Segundo Vasconcelos (2002), a opção pelo pré-moldado foi devido ao curto prazo de execução de dois anos, com pesadas multas no caso de não cumprimento.
O panorama da pré-fabricação no Brasil começou a mudar a partir dos anos de 1960. Havia um debate entre os profissionais da construção que defendiam o uso da pré-fabricação por sua produtividade, economia e redução de tempo, e os que preferiam o sistema convencional de moldagem no local por absorver mão de obra do êxodo rural para os grandes centros.
Oscar Niemeyer posicionou-se, em diversos artigos publicados em revistas de época, pela solução pré-moldada para resolver o problema da habitação em Brasília. Reformulando suas concepções arquitetônicas, Niemeyer declarou sua busca pela simplificação da forma plástica e seu equilíbrio com os problemas funcionais e construtivos (Silva, 2020).
Como coordenador na gestão do Centro de Planejamento Arquitetônico e Urbanístico (CEPLAN), órgão criado em 1963 para fixar a arquitetura da Universidade Federal de Brasília, Niemeyer, auxiliado por João da Gama Filgueiras Lima, o Lelé, vai buscar a simplificação do projeto arquitetônico e a aplicação de elementos pré-fabricados para materializar o cronograma de obras.
O próprio edifício do CEPLAN foi uma construção estruturada com um número mínimo de componentes estruturais: os painéis pré-moldados das paredes e as vigas protendidas pré-moldadas da cobertura. Além dele, foram construídas, em 1962 e 1963, com esse sistema, mais quatro edificações, conjunto que forma o Sistema dos Serviços Gerais da UnB.
Outro conjunto que se destaca pelo uso do pré-moldado de concreto são os Galpões de Serviços Gerais, projetado por Lelé, que contam com subsolo, térreo e mezanino, e foram construídos de 1962 a 1969.
Das obras entre os anos de 1962 e 1970, o CEPLAN foi responsável pela construção de 16 edifícios que fizeram uso integral ou parcial da pré-fabricação, executando 175.000 m2 de área construída (Silva, 2020).
Em São Paulo, uma iniciativa de uso sistemático dos pré-moldados ocorreu na construção do Conjunto Residencial da Universidade de São Paulo (CRUSP), projetado pelos arquitetos Eduardo Kneese de Melo, Joel Ramalho Júnior e Sidney Oliveira. O projeto estrutural com pré-moldados ficou a cargo do engenheiro Henrique Herweg, que mais tarde seria um dos fundadores
Joana França
Crédito:

da Themag Engenharia.
Iniciado em 1962, o CRUSP deveria ficar pronto para alojar os atletas dos Jogos Panamericanos de 1963. A firma Ribeiro Franco propôs o sistema de pré-fabricação em concreto para cumprir os prazos. Mas, o FUNDUSP, responsável pela obra, desconfiou da novidade e dividiu a execução entre duas empresas – a Servix construiria seis prédios pelo sistema tradicional e a Ribeiro Franco, outros seis prédios pelo sistema de pré-moldados.
O sistema construtivo com pré-moldados empregou lajes nervuradas, vigas em seção T, com vazios no miolo e um sistema misto de enrijecimento da estrutura, com solda da ferragem dos pilares e rejuntamentos de concreto. No conjunto dos seis prédios foram fabricados 1092 pilares, 546 vigas e 2016 painéis de lajes nervuradas.
O ciclo de produção de cada peça foi de 22 h, considerando concretagem, cura térmica, desforma e transporte para o local da montagem. A montagem de um pavimento poderia ser feita em 28 h por uma equipe de sete operários e um guindaste.
Como a Ribeiro Franco não possuía experiência com pré-moldados, os edifícios executados pelo sistema tradicional ficaram surpreendentemente prontos antes. Um dos motivos foi a disposição dos edifícios que dificultou a locomoção dos guindastes de torre, com capacidade para içar peças estruturais de até três toneladas. Outro foi o baixo aproveitamento das fôrmas metálicas. Junte-se a isso, a falta de experiência da firma e da mão de obra utilizada. A despeito dos edifícios pré-moldados terem sido entregues depois dos moldados no local, o tempo de construção foi recorde, com redução de 40% na quantidade de homens por hora em comparação com o sistema convencional (VASCONCELOS, 2016).
Outro marco da construção industrializada no Brasil no período foi a Refinaria Pasqualini (REFAP), em Ca-

noas, no Rio Grande do Sul, projetada pelos arquitetos Carlos Fayet, Cláudio Araújo, Moacyr Moojen e Miguel Pereira. A solução adotada nos pavilhões foi de estruturas porticadas pré-moldadas e sistema de cobertura composto por um vigamento com espaçamento modular. As ligações foram feitas por meio de encaixes, parafusos e apoios simples e considerou sua flexibilização para substituições e adaptações futuras.
O período de 1960 a 1980 representa a fase de experimentação e estímulo do uso de pré-moldados no Brasil. Ele acontece muito por conta da iniciativa de arquitetos e engenheiros comprometidos com os princípios da industrialização da construção, que viam nela uma oportunidade para atender às principais demandas construtivas das cidades. Ademais, a vinda de grupos multinacionais da indústria e do varejo, com cronogramas de obras que consideravam os sistemas de seus países de origem, só podiam ser viabilizados com a industrialização.
É por conta desses idealizadores que surgem as primeiras empresas de pré-fabricados de concreto no país, como a Cinasa (Construção Industrializada Nacional), em Brasília, a Engefusa (Engenharia de Fundações), no Rio de Janeiro, a Protendit, em São Paulo, a Precon, em Minas Gerais, e a Cassol Pré-Fabricados, em Santa Catarina.
Algumas delas já não existem mais. Outras já passaram dos cinquenta anos de existência. Os vínculos entre as histórias dessas últimas e a história cinquentenária do Instituto Brasileiro do Concreto (IBRACON) serão explorados a seguir.
Entusiasmado com as aulas sobre concreto protendido com o Prof. Hubert Rüsh na década de 1950, que foi seu orientador no doutorado na Alemanha, Augusto Carlos de Vasconcelos voltou ao Brasil, em 1955, com a ideia de fundar uma empresa de pré-moldados de concreto. Ao apresentar sua proposta ao seu ex-colega de turma na Faculdade de Engenharia da Universidade de São Paulo, Wilson Faria Marcondes, este sugeriu que a pista de protensão fosse construída numa área de exploração abandonada de propriedade da Pedreira Cantareira, na Vila Albertina, em São Paulo, onde Marcondes era um dos diretores.
Vasconcelos e Marcondes tentaram convencer os sócios da Pedreira Cantareira a embarcarem na empreitada. Mas, eles pediram um relatório técnico-financeiro mostrando o que seria produzido, em que condições, em qual prazo, com quais quantidades e com quais preços, o que não pôde ser feito e o negócio com os outros sócios da Pedreira Cantareira não se concretizou.
Mesmo assim, Vasconcelos e Marcondes foram adiante. “Os colegas de turma decidiram empreender sozinhos e iniciar uma fábrica com viés fortemente técnico e tecnológico, com forte motivação inovadora, mas sem uma visão clara de destino ou de mercado a ser atingido”, comenta Alex Alves, superintendente de

operações da Protendit.
Para levantar o capital inicial para investimento na empresa, Vasconcelos vendeu cinco sobrados que havia construído para locação e Marcondes entrou com o terreno da Pedreira Cantareira, onde havia uma pequena oficina mecânica, que auxiliou na produção das primeiras fôrmas e peças metálicas. A eles, juntou-se Zake Tacla, também ex-colega de turma, que havia dissolvido uma fábrica de portas de madeira aglutinada, entrando com equipamentos industriais, funcionários e recursos financeiros.
No terreno de 6 mil m2 foi construída uma pista de protensão com 80 m com duas cabeceiras para suportar uma força horizontal de 170 t, com base quadrada de concreto com 2,6 m de lado e 40 cm de espessura. Para reduzir custos, essas cabeceiras foram armadas com barras velhas das perfuratrizes da Pedreira Cantareira, engastadas em quatro tubulões de 80 cm de diâmetro e 4 m de profundidade, também armados com barras velhas de sucata. Pistões velhos de caminhões basculantes foram usados para funcionar como macacos na pista de protensão.
Zacke Tacla escolheu o nome da firma, fundada em 1958, e conseguiu seu primeiro cliente – seu irmão, Antonio Tacla, que construía e locava galpões. Para ele, foram fornecidas estacas pré-moldadas de concreto armado, com seção 20 x 20 cm e 6 m de comprimento, praticamente a preço de custo para vencer a concorrência. Para se diferenciar no mercado, Vasconcelos, res-
ponsável técnico na empresa, concebeu estacas com seção 15 x 15 cm, com comprimento de até 8 m, com quatro fios de protensão com 5 mm. A execução dessas estacas consumia menos materiais e resultava em elementos mais leves, rígidos e resistentes, o que fazia as ondas de choque se propagarem com maior velocidade da cabeça à ponta, melhorando a cravação. O produto pioneiro no país foi bem aceito pelo mercado. “As estacas protendidas revolucionaram o mercado da época e até hoje têm volume e aplicação relevante no mercado”, informa Alex.
Logo, surgiu a demanda por uma passagem coberta entre os galpões de Antonio Tacla, alugados para as indústrias Avon. Foram fornecidos e montados: pilares pré-moldados ocos de seção quadrada 20 x 20 cm, com furo de 15 cm de diâmetro, que servia de passagem para águas pluviais e tornavam as peças mais leves; tesouras de concreto armado de 6 m, com aberturas para minimizar seu peso; quatro vigas de 25 cm longitudinais; e placas protendidas de 4 cm de espessura para cobertura.
Vasconcelos desenvolveu também o galpão industrial com cobertura escalonada e com iluminação lateral, cartão de visitas da Protendit, por se tornar referência no mercado. Consistia de pilares de 30 x 30 cm com furo central de 15 cm a cada 10 m em fileiras espaçadas de 12 m; vigas inclinadas de 10 m; terças prontendidas de 12 m, espaçadas de 1,6 m, com 25 cm de altura, com 10 fios de aço de 5 mm na parte inferior e 2 fios de aço na parte superior; e vigas-calhas protendidas de seção U. Esses galpões shed foram fornecidos para as fábricas da Trefil, em Diadema, e da Catu, em Botucatu.
Como responsável por toda a área técnica da empresa, Vasconcelos fazia os cálculos das peças, elaborava os traços de concreto, fazia a caracterização dos materiais e executava alguns ensaios mais simples, como peneiramento e módulo de finura. Ocasionalmente, corpos de prova eram moldados e enviados para testes no Instituto de Pesquisas Tecnológicas de São Paulo (IPT).
O volume de produção nesses anos iniciais foi muito instável. Buscava-se conquistar o mercado por meio de inovações que muitas vezes não eram bem-sucedidas, como placas de concreto com 4 cm de espessura para concorrer com as telhas comumente usadas na época, terças de concreto com 3,5 cm de largura, banzos de molduras de janelas, com 3 cm de espessura e 2 m de comprimento, com protensão centrada. “Esses produtos são desafiadores ainda hoje de serem produzidos”, ressalta Alex.

Além disso, não havia nesses anos iniciais aço de protensão adequado: seu diâmetro de 5 mm diferia do comumente usado no exterior de 2 mm. Por isso, as dosagens dos concretos deviam resolver as resistências adequadas para a protensão, com o uso de diferentes tipos de agregados. “Para manter o custo baixo das peças, Vasconcelos levava os cálculos estruturais para os limites extremos, sendo as seções calculadas visando à redução de centímetros, às vezes de milímetros”, adiciona Alves.
Apesar dos esforços de inovação para manter a empresa competitiva, o próprio Vasconcelos reconheceu que o foco amplamente técnico não permitia que a empresa ganhasse escala de produção. Com a mudança no quadro societário em 1963, o empresário Olegário Pereira da Silva assumiu o comando da empresa para, com sua visão empresarial vanguardista, fazê-la aumentar e consolidar seu volume de produção.
Vasconcelos ficou por muito tempo prestando consultoria na Protendit após a mudança de comando. Novas pistas de protensão foram construídas, macacos de protensão foram importados, máquinas modeladoras desenvolvidas, um laboratório de controle tecnológico do concreto foi montado e centrais de concreto foram implantadas.
A partir da década de 1970, com a Protendit instalada num terreno de 70 mil m2 em Guarulhos, foram desenvolvidos novos produtos, tais como: estacas com seções oitavadas, sextavadas e hexagonais de núcleo vazado; aduelas, dormentes, lajes alveolares, telhas de concreto protendido e toda gama de peças armadas e
protendidas para edifícios.
Segundo Alex Alves, “a empresa não abriu mão de nenhuma peça de seu portfólio até hoje, utilizando todo seu know-how para dar ao cliente a melhor solução técnica e econômica possível”.
Seu volume de produção mensal excede atualmente 10 mil m3 nas suas unidades de São Paulo e São José do Rio Preto, para atender principalmente os setores de logística, industrial e de comércio.
A empresa adota em sua linha de produção o concreto de alto desempenho e o concreto autoadensável. Há alguns anos, implementou o BIM (Building Information Modeling) no seu processo de produção (caminha para a quinta dimensão), para aumentar sua produtividade e reduzir erros. E é certificada com o selo ABCIC.
O Selo de Excelência da ABCIC é um programa de certificação das empresas do setor quanto à qualidade, segurança e gestão ambiental. As empresas são avaliadas quanto ao projeto, produção e montagem das obras em que participam por organismo de terceira parte, como o Instituto Falcão Bauer da Qualidade.
Além disso, a empresa mantém estreita relação com o IBRACON. O Prof. Vasconcelos, fundador e consultor na empresa, foi um ativo participante dos eventos do IBRACON desde sua fundação, em 1972, tendo também atuado na sua diretoria e Conselho por muitos anos, chegando ao cargo de vice-presidente.
Segundo Alves, “em praticamente todos os eventos do setor, em especial, os promovidos pelo IBRACON, a empresa envia profissionais para adquirir conhecimentos e se atualizar sobre as melhores práticas e aplicações do mercado”.
A história da empresa repete o padrão já exposto, com pequenas variações. Ela foi o resultado da parceria entre o engenheiro Milton Vianna Dias, que era acionista da Cimento Cauê, e seu ex-professor na Universidade Federal de Minas Gerais (UFMG), José Zamarion Ferreira Diniz, que acabara de concluir sua pós-graduação na Universidade da Flórida, nos Estados Unidos, sobre a ligação entre o concreto pré-moldado e o moldado no local.
Com financiamento do Banco Nacional de Desenvolvimento Econômico e Social (BNDES), a empresa foi montada em Pedro Leopoldo, em Minas Gerais, em 1963, numa área de 20 mil m2. Nela foi construída uma pista de protensão de 150 m de comprimento, com cabeceiras de ancoragem nas extremidades.
Augusto Carlos de Vasconcelos, fundador e respon-

sável técnico da Protendit, e Paulo Lorena, fundador da Sobraf (Sociedade Brasileira de Fundações), únicas empresas com pistas de protensão na época, deram consultoria para construção da pista da Precon, cujos macacos foram adquiridos da firma do engenheiro Rudloff, no Ipiranga, em São Paulo.
Nesta fase inicial, a empresa produzia cochos, mata-burros, galpões leves e vigas para ponte, sendo seus principais clientes pequenos fazendeiros na região. Logo depois, a Precon, visando clientes no setor comercial e industrial, projetou, calculou e produziu estacas protendidas de seção quadrada, com quatro fios de protensão, um em cada canto, e postes de seção variável, que não se mostraram lucrativos, sendo sua produção posteriormente abandonada.
A produção girava em torno de 1000 toneladas por mês, principalmente por conta do descrédito dos construtores brasileiros em relação à construção industrializada. Já se falou aqui do debate entre os profissionais em torno de se incentivar o emprego da pré-fabricação ou de manter a construção convencional. Como vimos a industrialização da construção era aplicada em poucas obras no Brasil, geralmente as que demandavam uma construção rápida, com cronograma curto. “O início da empresa foi muito difícil, até os clientes perceberem as vantagens de comprar uma obra com qualidade conhecida e custo conhecido”, acrescenta Bruno Simões Dias, diretor da Precon Pré-Fabricados. O concreto produzido para atender à fabricação das peças neste período era de 25 MPa e a empresa foi privilegiada por sua localização geográfica: ela está situada no maior polo cimenteiro do Brasil.
Segundo Simões Dias, desde seu início a empresa contou com central de concreto e laboratório próprio de controle tecnológico do concreto, realizando ensaios de
resistência do concreto, módulo de elasticidade e início e fim da pega.
José Zamarion foi responsável técnico na empresa por muitos anos e participou ativamente das atividades do IBRACON desde sua fundação, tendo sido seu presidente nas gestões de 1993-1995 e 1995-1997.
Foi nos anos de 1970 que Zamarion projetou vigas pré-fabricadas com vãos de 30 m para galpões industriais, para suportar pontes rolantes com capacidade de 200 toneladas. Segundo ele, em entrevista concedida para a revista CONCRETO & Construções n. 53, “pela primeira vez, as estruturas de aço no Brasil em obras dessa finalidade tiveram a concorrência do concreto, o que mostrou as verdadeiras possibilidades do material do ponto de vista econômico e técnico”.
Hoje, a empresa usa o concreto de alto desempenho em toda sua linha de produção, como estacas de concreto armado e protendido, dormentes de concreto protendido, painéis de fachada, galpões industriais e elementos para passarelas, pontes, viadutos e edificações. Ela faz uso também do concreto autoadensável em peças pré-fabricadas muito armadas, que requerem um concreto mais fluido e sem necessidade de adensamento. O BIM está em fase de implantação na empresa.
A empresa se destaca por fazer obras pré-fabricadas por encomenda. “Hoje somos uma empresa de soluções, fazendo qualquer tipo de obra pré-fabricada sob encomenda. Acabamos de entregar a Arena MRV, uma das maiores obras de engenharia no Brasil”, complementa Dias.
A Arena MRV é o novo estádio do Atlético Mineiro, com área construída de 192 mil m2. Sua estrutura é


formada por pórticos mistos de pré-fabricados de concreto e estruturas metálicas, sendo composta por 21 mil peças, sendo 2,7 mil peças de arquibancada com sete tipologias diferentes, 400 vigas com 35 toneladas, com 21 m de comprimento e balanço de 7 m, montadas sobre pilares em formato H.
A geometria das peças exigiu o desenvolvimento de moldes, dispositivos de içamento, transporte e montagem, bem como processos de fabricação diferenciados.
O projeto e construção usou BIM para desenvolver as interfaces entre os sistemas, o acompanhamento das etapas de produção e a montagem e monitoramento do cronograma.
A obra usou 38 mil m3 de concreto, que utilizou areia

de refinamento da Vale como agregado miúdo, e foi entregue no começo de maio deste ano.
Hoje, a empresa, que possui o Selo da Excelência da ABCIC, tem uma produção mensal de 12 mil toneladas de pré-fabricados, fornecendo principalmente para supermercados, shoppings, escolas, centros de distribuição e obras de infraestrutura.
A desapropriação parcial da área ocupada pela Madeireira Cassol, fundada por Ernesto Cassol, para a construção da Via Expressa (BR 282), em Florianópolis, em 1965, foi o impulso para a aquisição de uma área em São José – Santa Catarina, onde seria construída a primeira unidade de pré-fabricados de concreto da empresa.
Dada a necessidade de uma construção rápida, Ademar, filho de Ernesto e formado em arquitetura, sugeriu a Adroaldo, seu irmão e sócio no negócio, construir os galpões no novo terreno com estrutura pré-moldada. Um desses galpões, com 60 m x 120 m, foi destinado à fabricação de elementos pré-fabricados.
Os primeiros clientes da Cassol Pré-Fabricados foram as próprias lojas de materiais de construção do grupo (hoje com 30 lojas no sul do país), nas quais foram usadas estacas pré-fabricadas. Depois vieram uma unidade industrial de beneficiamento de pescados, onde foram instaladas as primeiras telhas W protendidas de concreto, com 20 metros de vão, industrias ceramistas como a Porto Belo, estádios de futebol do Figueirense e do Avaí e alguns edifícios da Universidade Federal de Santa Catarina, bem como o fornecimento de vigas pré-tensionadas e lajes de pontes para o governo e prefeituras da região.
A unidade de beneficiamento de pescados foi adquirida pelo estaleiro de iates Schaffer, após 35 anos abandonada. Ao verificar a integridade da estrutura, a Cassol Pré-Fabricados constatou que não havia nenhuma manifestação patológica nas telhas, que ficaram expostas a um ambiente altamente agressivo (ao lado da ponte Hercílio Luz). Apesar da surpresa, Felipe Cassol, presidente da empresa e quarta geração da família, justifica o bom estado de conservação das peças pré-fabricadas: “ Este fato é devido ao baixíssimo fator de água/cimento de peças extrusadas e ao uso de cimento com pozolana, que é comum em Santa Catarina, aliados aos rigorosos procedimentos de recobrimento e qualificação de materiais adotados na indústria”.
A vinda de indústrias multinacionais no final da década de 1970 contribuiu também para o uso mais
intensivo da pré-fabricação no Brasil, pois “os estrangeiros não admitiam levar muito tempo para construir suas fábricas e exigiam rigoroso nível de qualidade”, conta Felipe Cassol.
É deste período, a execução de um conjunto de edifícios habitacionais, no bairro Kobrassol, que inicialmente era um loteamento com participação do grupo, para o qual a Cassol forneceu painéis auto-portantes de parede dupla. Mais recentemente uma avaliação feita nos edifícios constatou não haver manifestações patológicas 40 anos depois.
Após uma viagem de Murilo Cassol, filho de Adroaldo, à Finlândia, no final dos anos 1980, onde conheceu e adquiriu, numa feira, máquinas que produziam lajes alveolares por extrusão, a Cassol equipou sua fábrica em São José e inaugurou outra fábrica em Araucária, no Paraná, de maneira que as lajes alveolares em concreto protendido passou a ser o principal produto da empresa.
A implementação de pistas com as máquinas extrusoras requereu um estudo da curva granulométrica dos agregados a serem usados no concreto, para assegurar a qualidade das lajes e o menor desgaste dos equipamentos. “Este desenvolvimento contou com o apoio técnico da Votorantim, por meio da Cimento Rio Branco e da Enga. Íria Doniak, que à época era assessora técnica na Votorantim Cimentos”, explica Felipe.
Íria Doniak, hoje presidente-executiva da ABCIC, posteriormente através de sua empresa, participou como consultora da gestão de Murilo Cassol como presidente da Cassol Pré-Fabricados, durante o plano de expansão da indústria, estruturando os processos, P&D e laboratórios das fábricas. Este trabalho possibilitou importante apoio à estruturação do Selo de Excelência ABCIC junto à entidade, que contou com um comitê das empresas associadas, da atualização da norma técnica ABNT NBR 9062, então datada de 1987 e da consultoria do CTE (Centro de Tecnologia de Edificações).
Felipe enfatizou a importância do controle e desenvolvimento tecnológico do concreto para a indústria de pré-fabricados, “que é por onde passa a competitividade do sistema construtivo, para liberar as peças das fôrmas ou da protensão em tenra idade, às vezes com menos de 24 horas, com 21 MPa” de acordo com as altas exigências normalizadas. “É necessário um controle bem estruturado para implementação dos concretos especiais e, em especial, do UHPC (concreto de ultra alto desempenho), que nos permitirá produzir estruturas mais leves, de fundamental importância considerando a logística do nosso sistema. Além disso,

temos muitas peças em concreto aparente que, juntamente com os misturadores de alta eficiência e automação das centrais, precisam garantir não somente resistência, mas estética e desvio padrão de 3,5 MPa como normalizado para a indústria”, complementa. O concreto de alto desempenho é inerente ao processo de produção das indústrias de uma maneira geral, considerando que a própria resistência de liberação das peças das formas e protensão, já citada anteriormente, é especificada em norma ou projeto para suportar os esforços de movimentação e transporte.
Felipe reconheceu também a participação dos professores Tuing Ching Chang, José Luiz Prudêncio (UFSC), José Zamarion Ferreira Diniz e Augusto Carlos de Vasconcelos, “cujas consultorias foram fundamentais para estabelecer princípios fundamentais de projeto e nas suas interfaces com a montagem, bem como no controle tecnológico da empresa. ”Estes renomados profissionais estiveram conosco como consultores em momentos decisivos”
Hoje, a Cassol Pré-Fabricados tem uma capacidade instalada de 20 mil m3 por mês, em suas filiais em São Paulo, Rio de Janeiro e Paraná. A antiga unidade de São José funciona atualmente como Centro de Distribuição e Logística da Cassol Centerlar. A holding do grupo está instalada no edifício São José da Terra Firme, em São José- SC, edifício de 14 pavimentos e dois subsolos, cujo núcleo rígido e pilares foram executados moldados no local e vigas protendidas pré-fabricadas de concreto e lajes alveolares protendidas fornecidas pela Cassol. Foi um importante case de múltiplos pavimentos no final da década de 90 e publicado na revista CONCRETO & Construções.
O processo de implementação do BIM tem sido

contínuo para avançar em todas as suas dimensões, sendo usada como ferramenta de projetos e controle, pois permite o acompanhamento em todas as etapas do processo.
Apesar de haver venda de componentes, como lajes e estacas, mais de 80% da produção atual da empresa se destina a estruturas e fachadas montadas na obra. O portfólio de produtos inclui: sistemas compostos por pilares, vigas, lajes alveolares, painéis portantes ou de vedação, estacas e peças armadas e protendidas.
A Cassol atende a todos os segmentos industriais, varejo, shoppings, infraestrutura, edifícios comerciais e residenciais, arenas e agronegócio. Recentemente, participou de obras de expansão dos terminais dos aeroportos de Brasília, Campinas, Florianópolis e Vitória, e da Arena de Tênis e outros equipamentos no parque Olímpico em 2016.
A composição de uma obra pode ser atendida por peças de diferentes unidades fabris. “Utilizamos a logística e ocupação das plantas a favor do cronograma das obras e também otimizando a nossa produção, o que, por vezes, aumenta a produtividade e traz economia de energia, transporte e recursos humanos”, pontua Filipe Cassol, que atualmente preside o Conselho da ABCIC, que tem um planejamento estratégico para o estabelecimento de Declarações Ambientais de Produto no setor, pauta também do CT 101 – Comitê Técnico IBRACON/ABECE/ABCIC de Sustentabilidade do Concreto. “O IBRACON tem contribuído com o setor de pré-fabricados por meio do CT 304 Comitê Técnico ABCIC/ IBRACON de Pré-Fabricados, que lançou recentemente a Prática Recomendada ABNT NBR 9062: 2017 Comentários e Exemplos. A propósito: tivemos signifi
cativa contribuição do Prof. Paulo Helene na revisão da ABNT NBR 9062, no que tange o controle tecnológico e critérios de desempenho”, comenta Felipe sobre o papel do IBRACON no desenvolvimento do setor.
Na visão dos empresários das três empresas retratadas, a industrialização da construção no Brasil é um caminho sem volta e que deve avançar ainda mais nos próximos anos, devido aos benefícios de produtividade, qualidade, inovação e personalização trazidos pelo sistema de pré-fabricados, mas, sobretudo, por ser uma solução em relação à escassez de mão de obra na construção civil, que tem tido dificuldades de atrair e reter jovem nos canteiros de obras por se tratar de uma geração mais voltada à tecnologia, e aos grandes desafios visando a neutralidade de carbono nas próximas décadas.
“Diferentemente do mercado imobiliário “real estate” e de outros segmentos, onde o custo x benefício de uma obra pronta em 50% do tempo, com qualidade assegurada, redução de custos de manutenção e menor risco de passivos por insegurança jurídica suplantam eventuais diferenças tributárias e longos financiamentos, o nosso desafio ainda reside na construção habitacional como o “Minha Casa Minha Vida”. Apesar de inciativas do governo em suas distintas esferas, há muito a ser feito ainda no âmbito das políticas públicas”, sustenta Doniak.
DEBS, L.M.E. Concreto pré-moldado: fundamentos e aplicações. São Carlos: Rima, 2000
DONIAK, I.L.O. e GUTSTEIN, D. Concreto Pré-Fabricado. In: TUTIKIAN, B.F et al. Concreto: Ciência e Tecnologia. São Paulo: IBRACON, 2022
KAEFER, L. F. A evolução do concreto armado. São Paulo: Concepção, projeto e realização de estruturas –aspectos históricos, 1998.
SILVA, M.A.C.R. Equilíbrio estrutural e industrialização da construção: primeira experiência em pré-moldados na UnB. Brasília: Programa de Pós-Graduação da Faculdade de Arquitetura e Urbanismo da Universidade de Brasília, 2020.
VASCONCELOS, A.C. O concreto no Brasil: pré-fabricação, monumentos e fundações. São Paulo: Studio Nobel, 2002
Artigo publicado originalmente na Revista Concreto e Construções, edição 110, Abril a Junho de 2023, editada pelo IBRACON

Camilo Mizumoto – Engenheiro Civil, Consultor Técnico na Sudeste Pré-fabricados
Email: camilo.mizumoto@gmail.com
Gustavo Sinhorini - Engenheiro Civil, Sudeste Pre-fabricados
Email: gustavo.sinhorini@sudeste.com.br
Felipe Santos Souza - Engenheiro Civil, Sudeste Pre-fabricados
Email: felipe.santos@sudeste.com.br
Pedro Henrique Ortolan Santos – Engenheiro Civil, Assessoria Técnica SP – CSN Cimentos
Email: pedro.santos.ps1@csn.com.br
Stefanny Leobina d. S. Cerqueira – Engenheira Química, Assistente Técnica – CSN Cimentos
Email: stefanny.cerqueira@csn.com.br
Ronaldo Franco – Diretor de Desenvolvimento da ABCIC
Email: ronaldo.franco@sudeste.com.br
Marcelo Ferreira - Doutor em Engenharia, Universidade de São Carlos, São Carlos/SP. Email: marcelof@ufscar.br
A indústria de concreto pré-fabricado caracteriza-se pela qualidade de fabricação e pelos controles dos processos que permitem o ganho de produtividade. Dentre os sistemas de produção, a confecção de peças protendidas tem como ponto fundamental o ciclo produtivo, que está associado ao tempo de cura necessário para o concreto atingir a resistência requerida para desprotensão e saque das peças. No processo de controle do concreto, emprega-se a moldagem de corpos de prova (CP´s), os quais são mantidos na mesma condição de cura da peça produzida, e são determinantes para liberação de desprotensão. Contudo, a velocidade da reação de hidratação do concreto nos CP´s de controle é menor em relação ao elemento pré-fabricado produzido, gerando um desempenho de resistência inferior ao requerido e impactando num maior tempo de permanência da peça na forma. O Método da Maturidade normatizado pela ASTM C1074 (2021), que correlaciona os parâmetros de temperatura x tempo x resistência a compressão do concreto, é uma metodologia que permite a medição direta da temperatura do elemento pré-fabricado e a determinação da resistência inicial por meio de curvas de correlação, possibilitando a determinação do desempenho de resistência real do elemento produzido. É importante lembrar que
o Método da Maturidade é um ensaio para ser utilizado no concreto para as primeiras horas de hidratação da mistura, não sendo critério para aceitação da estrutura (determinação de fck). Além disso, cabe salientar o desenvolvimento pelo CT-401 do IBRACON de práticas recomendadas para o uso do método da maturidade para a estimativa da resistência iniciais no concreto. Considerando o exposto, este trabalho visa apresentar o estudo realizado para o emprego da Maturidade em escala de produção na industria de pré-fabricados, sendo descritos os processos de aferição do traço, fatores de interferência com base nos dados obtidos em linhas de produção de vigas protendidas na unidade fabril da SUDESTE PRE-FABRICADOS, em parceria com a CSN Cimentos na transfêrencia de tecnologia e disponibilização de equipamentos e software aplicado ao método.
CONCEITO DO MÉTODO DA MATURIDADE
Segundo Santos (2010), o método da maturidade é uma das maneiras utilizadas pela literatura para se determinar a resistência à compressão de uma estrutura de concreto em uma determinada idade, sendo esse
caracterizado como um ensaio não destrutivo e que relaciona o binômio idade-temperatura com a resistência do concreto.
A autora ainda cita que Saul (1951) conclui em pesquisas que com o uso do método da maturidade se conseguiria estimar a resistência do concreto, com o conhecimento do desenvolvimento das propriedades mecânicas do elemento estrutural com o tempo, sob o efeito de determinadas temperaturas de cura.
Para relacionar o histórico de temperaturas durante o processo de cura com a resistência do concreto, é feito um cálculo por meio de equações de maturidade em que são envolvidos os parâmetros tempo e temperatura. Segundo Pinto (1997) o método da maturidade permite estimar a resistência à compressão de um elemento estrutural com mais precisão com a caracterização prévia da sensibilidade térmica das reações de hidratação do concreto utilizado.
A fase mais importante do método da maturidade é desenvolvimento da temperatura do concreto durante a hidratação da matriz de cimento (SANTOS, 2010). A Figura 1, ilustra o desenvolvimento da resistência-maturidade de uma mesma matriz de concreto submetida às baixas e altas temperaturas de cura.

01: O “efeito cruzado”
Na maturidade, o calor gerado pela hidratação do cimento influencia a resistência inicial do concreto, onde essa hidratação pode ser analisada como soma de todas as reações dos compostos individuais do cimento, ocorrendo simultaneamente no concreto (NEVILLE apud SANTOS 2010). A Figura 2, mostra a resposta global das reações químicas que envolvem a hidratação do cimento.

Para CARVALHO (2002), a elevação da temperatura de cura do cimento ocasiona um aumento da velocidade destas reações gerando aumento da resistência inicial. Com base na noção do grau de hidratação, definifida como uma medida de avançamento entre a água e o cimento, pode-se então determinar um parâmetro que permite cálculo para caracterizar a maturidade do concreto.
Na realidade, o conceito de maturidade é bem mais abrangente e pode ser aplicado em concretos de qualquer resistência e no desenvolvimento de diversas propriedades mecânicas ou físicas do material (PINTO, 2000).
Em 1949, McIntosh analisou da taxa de ganho de resistência do concreto com relação ao ganho de temperatura e concluiu que essa taxa de ganho é diretamente proporcional à diferença de temperatura do material e a temperatura abaixo da qual se inicia as reações de hidratação.
Nurse (1949, apud SANTOS 2010) concluiu que o produto do tempo pela temperatura utilizando à cura térmica poderia ter efeitos sobre a resistência à compressão. Enquanto Saul (1951, apud SANTOS 2010) relaciona o conceito de maturidade com a resistência à compressão, dando origem à Lei do Ganho de Resistência com Maturidade (função Nurse e Saul), que é descrita a seguir:
“Uma mesma mistura de concreto a um mesmo grau de maturidade (medido como função de temperatura e tempo) tem aproximadamente a mesma resistência, qualquer que seja a combinação de temperatura e tempo para atingir o grau de maturidade”.
Um exemplo ilustrativo apresentado por SANTOS (2010) é dado na Figura 3 onde uma mistura de concreto que apresente fator a/c = 0,30 fornece diversas curvas para o desenvolvimento de sua resistência à compressão em função do tempo para cada temperatura do material.

O fator de maturidade pode ser calculado a partir de expressões matemáticas que relacionam a influência do tempo e da temperatura na hidratação do concreto (ASTM C 1074, 2011). De acordo com (fib Bulletin 1,1999), a função mais simples apresenta uma relação linear entre a taxa de hidratação e a temperatura, considerada como Equação de Nurse e Saul (Equação 1)

Onde:
Μ = fator temperatura-tempo (°C.dias);
∆t i = intervalo de tempo de cura na temperatura (dia);
T i= temperatura durante um intervalo de tempo (°C)
Gonçalves (1986, apud SANTOS,2010), na equação acima a maturidade varia linearmente com a temperatura, porém sabe-se que devido à cinética das reações químicas, a velocidade do processo avança de forma exponencial. De forma a contemplar a não linearidade do ganho de maturidade, Arrehenius introduziu o conceito de energia aparente (Ea) nas equações para quantificar a energias necessária para os reagentes tranformarem-se em produtos. Dessa forma, a velocidade de uma reação química é função de uma taxa constante KT, conforme mostra-se a seguir:

KT= constante de velocidade à temperatura T; Ea= energia aparente de ativação (J/mol);
R= constante universal dos gases (8,314 J/mol.K); T= temperatura absoluta (K); A= fator de frequência.
Devido aos avanços das pesquisas sobre maturidade, Saul reformulou a função incial elaborada por Nurse e Saul, adicionando uma variável em função da idade equivalente, como se mostra abaixo:

Onde:
tr= temperatura de referência (°C);
te= idade equivalente na temperatura de referência (h).
Rastrup (1954, apud SANTOS,2010) chegou a conclusão de que o concreto atinge o mesmo grau de maturidade que atingiria caso tivesse sido mantido continuamente a uma temperatura de referência até a idade equivalente. Com isso, Weaver e Sadgrove (1971, apud SANTOS,2010), desenvolveram uma nova equação usando a variável da idade equivalente:

Onde:
tr= temperatura de referência (°C);
te= idade equivalente na temperatura de referência (h); t= temperatura absoluta do concreto durante intervalo
∆t (°C);
∆t= intevalo de tempo (h).
Freisleben-Hansen e Pedersen (FHP), que foram citados por Carino (1991, apud SANTOS 2010), elaboraram a equação que relaciona maturidade com a velocidade de hidratação do cimento na temperatura desejada e na temperatura de referência (), como se mostra a seguir:

Onde:
KT= constante de velocidade à temperatura T; KTr= constante de velocidade à temperatura Tr;
Ea= energia aparente de ativação (J/mol);
R = constante universal dos gases (8,314 J/mol.K);
T = temperatura absoluta (K);
Tr= temperatura de referência (K);
A = fator de frequência.
A função de maturidade proposta por Freisleben-Hansen e Pedersen, em idade equivalente, assume o seguinte formato:

Em que:
Ea= energia aparente de ativação (J/mol);
R = constante universal dos gases (8,314 J/mol.K);
Ti= média da temperatura em um intervalo de tempo (h);
Tr= temperatura de referência (K);
∆ti= intervalo de tempo de cura na temperatura (dia);
te(n)= idade equivalente à temperatura de referência
A função FHP é a que demonstra resultados mais satisfatórios do efeito real da temperatura na velocidade de reação de hidratação do cimento, de acordo com Carino (1991, apud SANTOS 2010).
A curva de calibração é parte essencial na aplicação do método da maturidade e com esta pretende-se correlacionar a evolução da Maturidade do concreto (ºC x h) com a resistência a compressão, aplicável nas primeiras horas de idade do concreto. De forma geral, concretos aplicados ao sistema de pré fabricados, possuem duas idades de concreto, a primeira (Fcj), na idade J é a resistência mínima para dar seguimento ao processo produtivo como, protensão, desforma, içamento, entre outas premissas, e a segunda, Fck, é a resistência característica do concreto na idade e 28 dias. Neste sistema, a resistência Fcj é, na maioria dos casos, determinante para a dosagem do concreto e para isto, o método da maturidade se aplica perfeitamente ao sistema produtivo.
Nessa etapa é identificada as necessidades de processo para produção das peças pré fabricadas, tal
como o requisito de fcj para liberação e desenforma, pontos de controle em corpo de prova e condição de cura destes, bem como, a estimativa em tempo de cura dos corpos de prova moldados para verificação do atingimento da resistência de desforma. Com essas informações, é possível programar rupturas de corpos de prova anteriores e posteriores ao tempo de cura estimado para atingimento de fcj, cujos corpos de prova são rompidos e os resultados considerados para a construção da curva de calibração. Sendo a idade do centro da curva, aquela utilizada atualmente para o controle do processo.
É previsto nessa etapa a moldagem de 3 corpos de prova por idade, do mesmo concreto produzido na peça, para medição da resistência à compressão. Ao adotar essa metodologia, deve-se romper 2 e caso tenha diferença de ±10% entre um determinado par, o terceiro como contraprova. Mais 2 corpos de prova adicionais serão usados para instalação do equipamento que realizará a medição de temperatura.

4: Representação esquemática de exemplificação para moldagem de corpos de prova na etapa de calibração neste exemplo para 5 idades.
Tabela 1 - Programação de Moldagem Idade (h) Corpos-de-Prova
Medição de Temperatura 2
Total (Moldagem) 23
Fonte: Autores (2023)
Os corpos de prova moldados, tanto para ensaio de resistência à compressão quanto para a medição da
temperatura, são submetidos às mesmas condições de cura habitualmente empregados no processo fabril, podendo ser como feito no estudo de caso por autocura com retenção de umidade e temperatura, através de enlonamento das peças, ou de acordo com o processo de uso corrente, desde que em mesmas condições entre os corpos de prova dispostos para ruptura nas idades estipuladas quanto aqueles que estarão registrando a leitura de temperatura durante toda a etapa de calibração.
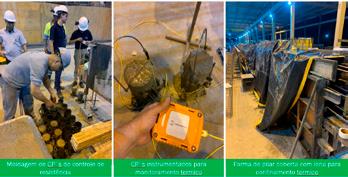
Ao se completar a ruptura dos corpos de prova de idades previstas tal como apresentado na tabela 1 e fazer a correlação da temperatura acumulada, obter-se-á curva de calibração a ser utilizada como base para o cálculo e obtenção de resistência. A curva de calibração é considera adequada e de boa correlação quando o R² da equação logarítmica ficar superior a 0,90. O gráfico 1 apresenta a curva de calibração dos corpos prova que foram rompidos nas idades selecionadas da tabela 1, assim apresentando um R² superior a 0,95.

Gráfico 1 - Curva de resistência do corpo de prova x Idade de ruptura em minutos
Fazendo uso da equação de maturidade (1) e utilizando os resultados monitoramento térmico do corpo de prova, tem-se na tabela 2 os dados que serão inseridos no software finalizando-se a etapa de calibração.
Tabela 2 - Resultados de resistência e maturidade do corpo de prova
Idade (h)
Maturidade (°Cxh)
Resistência (MPa)
10 280,12 8,87
12 353,36 13,49
14 425,01 17,40
16 496,96 20,79
18 570,56 23,78 20 632,70 26,45
21 683,08 27,69
A equação obtida é implementada no software que fará a leitura da temperatura acumulada do concreto, e através da equação calibrada para o traço em estudo é possível determinar o progresso de resistência obtida ao longo do tempo.
Ainda que as condições de repetibilidade sejam idênticas, a curva precisará ser refeita se houver alterações no traço, uma vez que implicará diretamente no comportamento de evolução de maturidade.
Com a curva de calibração implantada no software, foi possível realizar a medição em uma viga protendida de traço projetado para fck 40 MPa, sobre o estudo de caso em aplicação prática, para isto o cabo termopar foi posicionado no centro de modo que o processo de concretagem não prejudicasse a leitura. Tal processo é monitorado em tempo real pelo software, que registra a cada 15 minutos e mapeia todo o processo de mudança do estado plástico para o endurecido, e desta forma, com o passar do tempo, tem-se a temperatura acumulada gerada pelo processo exotérmico pela reação de hidratação. E por sua vez, como resultado pela curva de calibração, tem-se o resultado de resistência do concreto apontado em tempo real e de forma ininterrupta até que seja desligado a leitura pelo software ou cortado os cabos termopares ligados ao concreto.

A valência no método de calibração e seus resultados, pode ser reiterada através da extração de um testemunho que deverá ser rompido seguindo os procedimentos da ABNT NBR 7680-1:2019.

Para confirmação dos resultados foram extraídos da mesma peça monitorada, dois corpos de prova para serem rompidos e resultados confrontados pelo resultado apontado pela maturidade pelo software. Segue na tabela 3 os resultados e diretos de ruptura Fcj,ext.inicial e após correção pelos coeficientes, bem como, na figura 3, apresenta o resultado apontado pela maturidade no mesmo momento da ruptura dos CP’s extraídos.
em consonância apresentando o mesmo resultado de 34,8 MPa, desta forma, fica comprovado a fidedignidade do método da maturidade
3.1 FATORES DE INTERENCIA IDENTIFICADOS NO PROCESSO DE MATURIDADE
Foram identificados no processo de implementação do metódo fatores de interencia associados a sistematica de colocação dos sensores no cocreto e na implementação e montagem do aparelho de medição. Em relação ao posionamento do sensor no concreto, foi notado que o mesmo deve ser posicionado de forma a manter até metade da altura do elemento e deve ser verificado após o lançamento do concreto se ocorreu o deslocamento do sensor (Figura 3). Outro fator preponderante é evitar o contato do sensor com a armadura da peça pre fabricada, pois era variações de medição.
Figura 3: Variação da temperatura medida em dois sensores na mesma peça. Sensor 1: posicionado na metade da altura da peça, Sensor 2: sensor deslocado durante a concretagem
Outro aspecto esta associado a interferencia aos polos de conexão do medidor que geram mudanças da medição correta de temperatura do concreto, conforme indicado na Figura 9.
Tabela 3 - Resultados resistência a compressão cps extraídos

Observa-se pelo comparativo de resultados entre fcj,ext.inicial, pelo ensaio de compressão do testemunho extraído da peça, cujo melhor resultado foi de 34,8 MPa e o resultado apresentado pelo Software


Durante o processo de análise da dados de maturidade, foi possivel avaliar as principais caracteristicas do concreto associado ao desenvolvimento de resistência da compressão.
A analise inicial foi em relação a diferença de temperatura do concreto dos corpos-de-prova cilindrico (CP´s) de dimensão 10x20cm (Volume equivalente: 1,57litros) e uma peça pré fabricada 0,40 x 0,50 x 12,0m (Volume equivalente 2,4m³), onde foi empregado o mesmo concreto e monitorado a diferença de temperatura da mistura. Nessa analise foi verificado a elevação de temperatura do concreto da peça aconteceu no mesmo periodo do CP´s, porém notou-se nesse ultimo um pico de temperatura de 52,6°C ao passo que nos CP`s atingiu 37,9°C, conforme indicado na Figura 10.

Como consequencia da diferença de temperatura e portanto acumulado desta, entre peça e corpo de prova, quando aferido resistência pela maturidade, tem-se como resultante o intervalo de tempo para atingir o alvo de Fcj, nesta caso 24 MPa, que ficou em 3,5 horas, sendo este o potencial ganho de tempo no ciclo de produção, como demostrado na Figura 11.

A segunda análise foi avaliar a evolução de resistência a compressão da primeira e da ultima peça concretada em uma pista de protensão de 78m, sendo a diferença entre o inicio e termino de concretagem de 2h 30min. A analise pela maturidade permitiu identificar uma diferença entre as peças de 4,73MPa em 12horas (Figura 12).

A terceira analise levantada foi a interferência da temperatura ambiente no tempo de desempenho de resistência inicial do concreto. Foram monitoradas duas produções sequenciais, as quais tiveram variações de temperaturas de 4°C noite, sendo tambem notado o efeito a relação temperatura x umidade, onde com o redução da temperatura tem-se o aumento da umidade relativa do ar e vice e versa.

Notou-se pela analise da Maturidade, que entre as duas pistas produzidas houve uma diferença de 1h para se atingir a resistência de 22MPa, sendo obtida uma relação que o incremento de 4°C na temperatura ambiente gerou para o traço em estudo, uma aceleração de 1hora na resistência requerida para desprotensão.
A ultima analise realizada, foi em relação da interferência do tipo de traço no desempenho de resistência inicial e tempo de ciclo do processo produtivo. Nesse sentido, foi realizado tambem o estudo da curva de maturidade do traço C50 (fck 50MPa), aplicado na produção de uma linha de pistas protendidas e os dados comparados com o concreto em estudo C40 (fck 40MPa)
Nesse sentido, a diferencia de consumo de cimento entre o traço de C40 em relação ao C50, representava o incremento de 52kg/m³ para uma classe de consistencia S220 (Abatimento aplicado = 22 a 24cm), com mesmo teor de argamassa (57%). O resultado obtido pela analise de maturidade, mostrou uma difetença de 12h para 9horas de ciclo de cura, indicando o impacto significativo no ciclo produtivo para se atingir uma resistência de desprotensão de 22MPa.
Com base no estudo realizado, faz-se as seguintes considerações:
O método da maturidade corrobora e é aderente ao uso na produção de pré fabricados, por proporcionar ganhos efetivos na avaliação de Fcj e tomada de decisão na produção de peças pré fabricadas, tornando o processo produtivo mais ágil e otimizado e com grande precisão e sem interferências de erros por processos operacionais, como moldagem, faceamento e ruptura de corpos de prova. Pode-se aferir ainda que por ser operado por um software, permite-se a visualização instantânea da evolução da resistência do concreto, permitindo antecipar e prever as atividades inerentes às etapas subsequentes de produção.
Como benefício adicional, tem- se a redução de resíduos e mão de obra empregada, por substituir os CP’s que seriam destinados à avaliação de fcj.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 7680-1: Extração, preparo, ensaio e análise de testemunhos de estruturas de concreto - Parte 1: Resistência à compressão axial. Rio de Janeiro: ABNT, 2019.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 5739: Concreto – Ensaios de compressão de corpos-de-prova cilíndricos; Rio de Janeiro: ABNT, 2018.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS
NBR 5738: Concreto – Procedimento moldagem e cura dos corpos-de-prova; Rio de Janeiro: ABNT, 2015.
ASTM C1074-19: Standard Practice for Estimating Concrete Strength by the Maturity Method; Pennsylvania: ASTM, 2021.
AMERICAN SOCIETY FOR TESTING AND MATERIALS - ASTM C1074-11, Standard Practice for Estimating Concrete Strength by the Maturity Method, ASTM International, West Conshohocken, PA, 2011.
CARVALHO A.G. Energia de ativação dos concretos: experimentação e modelagem. 2002. 134 f. Dissertação (Mestrado) – Instituto Alberto Luiz Coimbra, COPPE, Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2002.
SAUL, A. G. A. Principles underlying the steel curing of concrete at atmospheric pressure. Magazine of Concrete Research, London, v.2, n.6, p. 127 – 140, 1951.
PINTO, R.C.A. The Effect of curing temperatures on the development of mechanical proprieties of fresh and hardened high-strenght silica fume mixtures – a maturity approach. 1997. Dissertation (Phylosophical Doctor) - Cornell University, Ithaca, 1997.
PINTO, R. C. A. O método da maturidade e sua utilização em construção civil. In: JORNADAS SUL AMERICANAS DE ENGENHARIA ESTRUTURAL, 29, 2000, Punta del Este. Anais... Punta del Este: S.n., 2000. CD-ROM.
SANTOS, L.F. A influência do patamar de cura térmica sobre a resistência dos concretos auto-adensáveis elaborados com diferentes tipos de cimento: avaliação pelo método da maturidade 2010. 280 f. Dissertação (Mestrado) - Faculdade de Engenharia, Universidade Estadual Paulista, Ilha Solteira, 2010.

Eng. esp. João Alberto de Abreu Vendramini
Engenheiro civil, especialista em estruturas pré-moldadas de concreto pela UFSCar Professor do curso de Especialização em Projeto de Estruturas de Concreto para Edifícios – ABECE/TQS/ MACKENZIE
Diretor Técnico da VENDRAMINI ENGENHARIA Ltda. / joao@vendramini.eng.br
RESUMO
Trata-se de um estudo sobre o detalhe da ancoragem de pilares pré-fabricados de concreto nos cálices de fundação, com chaves de cisalhamento, levando em consideração a geometria usual preconizada pelas normas vigentes, o sistema de bielas na interface das armaduras pilar/cálice, e os critérios de verificação do comprimento da armadura do pilar, necessário para a devida ancoragem, com e sem barra transversal soldada.
Palavra-Chave: Pilar pré-moldado, Pilar pré-fabricado; Ancoragem de pilar pré-moldado; Ancoragem de pilar pré-fabricado; Cálice de fundação, ancoragem
ABSTRACT
This is a study on the detail of anchoring pre-cast concrete columns in the foundation sockets, with shear keys, taking into account the usual geometry recommended by current standards, the connecting strut system at the interface of the column/socket reinforcement., and the criteria for checking the length of the column reinforcement, necessary for proper anchoring, without and with a welded cross bar.
Keyword: Precast column, anchorage; Precast column anchorage; Foundation cup, anchoring
1.1
A ligação entre os pilares pré-fabricados de concreto e suas fundações, via embutimento em cálice, talvez seja uma das ligações mais analisadas pelos pesquisadores, laboratórios de estruturas, mestrandos e doutorandos. Contudo, a questão do comprimento de ancoragem das armaduras destes pilares, ainda não mereceu a mesma atenção. Neste estudo, analisaremos o comprimento mínimo de embutimento, para que a armadura do pilar esteja devidamente ancorada. Inicialmente se poderia pensar que o comprimento de ancoragem das armaduras do pilar estaria associa-
do a ancoragem da armação longitudinal do pilar no cálice do bloco de fundação, sem considerar a existência do graute de solidarização entre as interfaces pilar/ bloco, com previsão de chavetas de cisalhamento.
Porém a existência destas chavetas modifica o sistema de transferência de esforços, tornando bastante diferente da transferência por traspasse direto através das mossas existentes nos vergalhões, que passa a ser feita por pequenas bielas formadas entre a “rugosidade“ existente nas chavetas.
O adequado entendimento deste mecanismo de transferência de esforços é fundamental para orientar os critérios de determinação dos comprimentos de ancoragem necessários, como veremos a seguir.
A ligação dos pilares pré-fabricados e suas fundações, pode ser esquematizada conforme a Figura 1, que considera a utilização de chaves de cisalhamento, condição de análise deste estudo.

1 – Detalhe do embutimento de pilar pré-fabricado em elemento de fundação
Ensaios de laboratório (Carvalho [4] [8], Campos [6] e Canha [7]), em escala real, tem demonstrado que não é todo o comprimento de embutimento que deve ser considerado para fazer a transmissão dos esforços por traspasse.
Para a transmissão da força de tração do pilar para a fundação, a ancoragem das armaduras do pilar e da fundação é, na verdade, feita com o comprimento disponível, correspondente à parcela referente a aderência aço-concreto, mais o espaçamento entre estas armaduras, conforme Figura 2.

Figura 2 – Esquema geral do funcionamento do traspasse das armaduras, na ligação pilar/fundação
Onde:
Cnom, pilar = distância entre a face da armadura longitudinal até a face externa do pilar
Cnom, cálice = distância entre a face da armadura longitudinal até a face externa do cálice
S* = distância média entre a barra longitudinal do pilar até a armadura de suspensão do cálice
S* = S + Cnom, pilar + Cnom, cálice + Øpilar/2 + Øcálice/2
S = (A + B) / 2
ℓb,0t disponível = comprimento disponível para traspasse (ℓ,0t) da barra longitudinal do pilar
ℓb, disponível = Embutimento do pilar - (Cnom, pilar + Cnom, bloco + S*)
Devem ser dispostos estribos horizontais, para união destas armaduras, no trecho de ancoragem.
Outra questão relevante é a possibilidade do aparecimento de esforços de tração nas armaduras do pilar, seja por tração pura no fuste ou pela combinação dos esforços normais com os de flexão. Nestes casos, a análise deve ser feita considerando-se emendas tracionadas.
ARMADURA PASSIVA
O cálculo da resistência de aderência, para armaduras passivas, entre a armadura e o concreto, pode ser feito através do que preconiza a ABNT NBR 6118:2023 [1], conforme
segue:
fbd = η1 η2 η3 fctd fctd = fctk,inf / ϒc fctd = 0,21 fck2/3/1,4 valor de cálculo da resistência a tração do concreto, MPa
η1 = 1,0 para barras lisas CA 25
η1 = 1,0 para barras entalhadas CA 60
η1 = 2,25 para barras de alta aderência CA 50
η2 = 1,0 para situações de boa aderência
η2 = 0,7 para situações de má aderência
η3 = 1,0 para Ø < 32 mm
Uma análise importante pode ser feita quanto ao critério de consideração das situações de boa ou má aderência, usualmente associadas às concretagens “in loco“, onde o fenômeno de exsudação causa problemas de aderência. No caso dos pilares préfabricados, com rigoroso controle de cura e vibração, entendemos que a consideração de má aderência é excessivamente conservadora. Além disto, o mecanismo de transferência de carga, através de bielas de compressão, conforme Figura 2, afasta esta consideração.
2.2.1
Conforme item 9.4.2.4 da NBR 6118:2023 [1], o comprimento reto de uma barra passiva, ℓb, necessário para ancorar a força máxima nesta barra dada por As * fyd, considerando-se que neste comprimento tenhamos uma resistência de aderência uniforme igual a fbd é denominado de comprimento de ancoragem básico, e pode ser calculado conforme segue:
ℓb = fyd Ø / fbd 4
ℓb ≥ 25 Ø
2.2.2
O comprimento de ancoragem necessário, lb,nec , pode ser calculado pela expressão:
ℓb,nec = α ℓb As,calc / As,ef ≥ lb,min
Onde:
α = 1,0, para barras sem gancho
α = 0,7, para barras instaladas com barra transversal soldada
As,calc = área de armadura necessária, dimensionada
As,ef = área de armadura efetivamente instalada
ℓb,min ≥ 0,3 ϑb , 10Ø , 100mm
Considerando-se que a distância livre entre as barras emendadas não supera 4f, o comprimento do trecho de traspasse pode ser definido como:
ℓ0t ≥
Onde:
α0t lb,nec 200 mm 15 Ø
0,3 α0t ℓb
α0t é o coeficiente função da porcentagem de barras emendadas na mesma
Barras emendadas na mesma
seção % ≥20 25 33 50 ≥50
Valores de αot 1,2 1,4 1,6 1,8 2,0
Tabela 1 – valores do coeficiente α0t
Quando forem utilizadas barras de diâmetro menor que 16 mm e a proporção de barras emendadas na mesma seção for menor que 25% do total de barras, a armadura transversal, ao longo de todo o comprimento de ancoragem, deve ser capaz de resistir a 25% da força longitudinal de uma das barras ancoradas, prevalecendo a de maior diâmetro, em caso de ocorrência de barras de diâmetros diferentes na ancoragem.
Usualmente, nos pilares pré-moldados de concreto, as barras de armadura longitudinal são de diâmetro maior ou igual a 16 mm, e todas as barras emendadas na mesma seção.
Nestes casos a armadura transversal deve atender ao seguinte:
• Ser capaz de resistir a uma força igual à de uma barra e mendada, considerando os ramos paralelos ao plano da emenda;
• Ser constituída de barras fechadas, se a distância entre duas barras mais próximas de duas emendas na mesma seção for menor que 10 Ø;
• Concen trar-se nos terços extremos da emenda.
Também neste caso, as prescrições acima são de difícil execução e normalmente é substituído pela utilização de estribos com a metade do espaçamento normal do pilar adotado para o restante do lance, o que tem se mostrado satisfatório para atender as condições de serviço, sem o aparecimento de patologias, mas que requer comprovação experimental.
Considerando os mecanismos de transferência de esforços indicados na Figura 3, abaixo

Figura 3 – Esquema geral do funcionamento do mecanismo de transferência de esforços, na ligação pilar/fundação
E adotando:
• fck do concreto do pilar = 30 MPa, e 40 MPa;
• fck do concreto de preenchimento do nicho = 40 MPa
• diâmetro da barra de armadura longitudinal do pilar, variando entre 12,5 e 25 mm
• espaço disponível para encaixe do pilar no elemento de fundação A = 10 cm
• espaço disponível para encaixe do pilar no fundo de cálice B = 5 cm
• espaçamento entre fundo do cálice com o fundo do pilar C = 5 cm
• concretagem com rigoroso controle de exsudação, possibilitando a consideração de situação de boa aderência
• existência, ou não, de barra transversal soldada na armadura longitudinal do pilar
• relação entre as armaduras calculadas para o pilar e as armaduras efetivamente instaladas no pilar = 1
• não existência grampos auxiliares
• α0t = 2,0, mais de 50% das barras emendadas na mesma seção
• Ølong pilar = diâmetro da armadura longitudinal do pilar
• Øcálice = diâmetro da armadura de suspensão do cálice ≤12,5 mm
• Cnom, pilar = 2,5 cm
• Cnom, cálice = 1,0 cm
Podemos obter as tabelas abaixo:



Após a avaliação dos itens anteriores, verificamos que o embutimento mínimo do pilar no cálice de fundação poderá variar de acordo com o seguinte:
• fck do concreto do pilar
• diâmetro da barra de armadura longitudinal do pilar
• espaço disponível para encaixe do pilar no elemento
de fundação
• concretagem com rigoroso controle de exsudação
• existência, ou não, de barra transversal soldada na armadura longitudinal do pilar
• relação entre as armaduras calculadas para o pilar e as armaduras efetivamente instaladas no pilar
• existência, ou não, de grampos auxiliares
• a consideração de região e má aderência, devido ao fenômeno de exsudação, não é pertinente em função do mecanismo de transferência de esforços
O presente trabalho foi realizado para uma situação particular, e não pretende esgotar os estudos sobre o assunto, diferentes soluções podem ser encontradas de acordo com o arranjo da ligação, contudo, imaginamos que sirva como sugestão e base de entendimento para que a comissão de estudos de revisão da ABNT NBR 9062:2017 [2], possa incluir o assunto, numa próxima revisão da norma.
[1] Associação Brasileira de Normas Técnicas. ABNT NBR-6118 – Projeto de estruturas de concreto. Rio de Janeiro, 2.023.
[2] Associação Brasileira de Normas Técnicas. ABNT NBR 9062:2017 – Projeto e execução de estruturas de concreto pré-moldado. Rio de Janeiro, 2017.
[3] LEONHARDT, F. & MÖNNIG, E. Construções de concreto. Ed. Interciência, v. 01, 02, 03 e 04, Rio de Janeiro, 1978.
[4] Carvalho, R. R., Canha, R. M. F., El Debs, M. K. Propostas de modelos de bielas e tirantes para ligações do cálice totalmente embutido em bloco de fundação. 3º. Encontro Nacional de Pesquisa – Projeto - Produção em Concreto Pré-Moldado, 2013.
[5] El Debs, M. K. Concreto pré-moldado: fundamentos e aplicações. Projeto REENGE. Escola de Engenharia de São Carlos, Universidade de São Paulo, 2000.
[6] Campos, G. M. Recomendações para o projeto de cálices de fundação. 183 f. Dissertação de Mestrado –Escola de Engenharia de São Carlos, Universidade de São Paulo, 2010.
[7] Canha, R. M. F. Estudo teórico-experimental da ligação pilar fundação por meio de cálice em estruturas de concreto pré-moldado. Tese de Doutorado, Escola de Engenharia de São Carlos, Universidade de São Paulo, 2004.
[8] Carvalho, R. R., Canha. Análise da ligação do cálice embutido em bloco de fundação. Departamento de Engenharia Civil, Universidade Federal de Sergipe - SE, Brasil, 2012

https://doi.org/10.21814/uminho.ed.142.13
Daniela Gutstein (1), Larissa Queiroz Henz (2), Luis André Tomazoni (3), Paulo Costeira Silva (4) (1) Universidade Tecnológica Federal do Paraná, Curitiba-Brasil, (2) Cassol Pré-fabricados, CuritibaBrasil, (3) Cassol Pré-fabricados e ABCIC, São Paulo-Brasil, (4) Instituto Politécnico de Viseu, Viseu
O emprego de sistemas estruturais de concreto pré-fabricado tem sido cada vez maior nas obras brasileiras, onde a rapidez construtiva, qualidade e racionalização dos processos são premissas principais. A normalização brasileira traz especificações para análise, dimensionamento, produção e montagem dos elementos construtivos pré-fabricados, estabelecendo tolerâncias dimensionais e de desvios no posicionamento dos elementos em obra a serem criteriosamente controladas. Também define critérios para a avaliação da estabilidade global de estruturas pré-fabricadas relevantes para a etapa de concepção de cada projeto. A modelagem BIM tem se mostrado uma importante metodologia para considerar esses requisitos normativos, bem como aprimorar e racionalizar a implantação de obras com sistemas construtivos pré-fabricados de concreto. Este trabalho tem como objetivo apresentar uma visão geral do emprego do BIM nas diferentes etapas de projeto e construção da estrutura pré-fabricada de acordo com as normas brasileiras em vigor. A metodologia apresentada envolve o uso dos softwares Revit e TQS-Preo e biblioteca de elementos parametrizados onde são apresentados dois casos de projeto como exemplo. Dentre as conclusões evidencia-se que a modelagem BIM tem se mostrado uma importante metodologia para aprimorar e racionalizar a implantação de obras com sistemas construtivos pré-fabricados de concreto, atendendo aos requisitos normativos de segurança e prazos reduzidos.
O emprego de sistemas estruturais de concreto pré-fabricado tem sido cada vez maior nas obras brasileiras, onde a rapidez construtiva, qualidade e racionalização dos processos são premissas principais. Neste contexto, a norma brasileira ABNT NBR9062:2017 [1] traz especificações para análise, dimensionamento, produção e montagem dos elementos construtivos pré-fabricados, estabelecendo tolerâncias dimensionais e de desvios no posicionamento dos elementos em obra a serem criteriosamente controladas.
A utilização de sistemas pré-fabricados traz inúmeros benefícios para os envolvidos com a construção da edificação em si e também para o meio ambiente pois proporcionam redução de custos, minimização de desperdícios através da racionalização dos processos, sendo soluções sustentáveis quando comparadas a demais soluções em concreto armado e outros sistemas. Porém, o projeto de sistemas estruturais pré-fabricados precisa levar em consideração situações transitórias provenientes das diversas etapas que passam os elementos até a sua posição final na estrutura, o que leva a um detalhamento de projeto maior nas fases iniciais de projeto. De uma forma geral, segundo Doniak e Gutstein [2] as situações transitórias de projeto muitas vezes introduzem esforços que ocasionam situações de dimensionamento estrutural condicionantes, bem como, custos diferenciados de construção. Com relação aos aspectos construtivos, a racionalização dos processos e sucesso da montagem passa pela previsão de todas as interfaces multidisciplinares na obra durante as fases de projeto, o que
torna o projeto mais complexo. Segundo Van Acker [3] nas estruturas em concreto pré-fabricado emprega-se menos da metade do tempo necessário em relação à construção convencional de concreto moldado no local. Isto se deve principalmente à padronização e à automatização dos processos, onde o cronograma da obra pode ser otimizado, permitindo a redução do tempo de retorno de investimento da construção, tornando-as viáveis economicamente. Segundo Doniak e Gutstein [2] a busca maior na última década por estruturas que também sejam adaptáveis (como para mudanças de utilização ou renovação arquitetónica), além de sustentáveis e economicamente viáveis para atender prazos reduzidos de construção, tem refletido no crescente avanço das aplicações do pré-fabricado. Sendo assim, para atingir tais objetivos os estudos de projeto requerem atenção especial onde o emprego do BIM em seus diferentes níveis é justificável e vem sendo utilizado para otimizar os processos envolvidos, onde uma vez aprimorando os projetos, permite-se orçamentos detalhados e gestão construtiva aprimorada em todas as etapas da obra. O BIM também auxilia nas etapas iniciais de concepção arquitetónica e estrutural. Para isso, se pode utilizar a metodologia de análise estrutural estudada em Rezende e Gutstein [4] em que uma geometria de estrutura estável à estabilidade global para todas as combinações de ações seja encontrada. Adotam-se os coeficientes de estabilidade global segundo as recomendações de [1] de forma que o modelo da arquitetura possa ser ajustado de acordo com as necessidades do modelo estrutural. A automatização dos processos no ambiente colaborativo em BIM, através da modelagem da arquitetura e análise estrutural permite maior otimização das soluções estruturais, devido à habilidade de troca de dados entre softwares que utilizam a modelagem BIM e em decorrência da possibilidade de se definir parâmetros geométricos a vários elementos estruturais que compõem o projeto. Como a estrutura pré-fabricada utiliza de elementos padronizados sempre que possível, o uso de modelagem em BIM permite a criação de biblioteca de elementos parametrizados conforme as tipologias previstas em catálogo de produtor e assim maior agilidade de estudos para seleção dos elementos (seções transversais ou geometria) mais adequados, em conformidade com as necessidades estruturais e arquitetónicas.
No Brasil as legislações federais e estaduais definem diretrizes para a licitação de obras públicas utilizando a metodologia BIM durante as fases de projeto, cons-
trução e operação. Neste contexto, a metodologia BIM passou a ser obrigatória em diferentes níveis a depender do escopo do projeto segundo esta legislação. A nível federal o decreto 11.888/2024 [5] define regulamentos para uma estratégia nacional de disseminação do BIM que possui como principal objetivo aprimorar o projeto e a execução, bem como minimizar os custos de implantação e manutenção das obras ao longo da vida útil. Isso tem feito com que as empresas e profissionais do setor estejam desenvolvendo suas metodologias internas utilizando ferramentas em BIM. Este trabalho tem como objetivo apresentar uma visão geral do emprego do BIM nas diferentes etapas de projeto e construção da estrutura pré-fabricada, bem como, uma metodologia para a otimização do projeto na fase de concepção, de acordo com as normas brasileiras em vigor. Para isso são apresentados dois exemplos de aplicações da metodologia BIM no contexto de sistemas construtivos pré-fabricados. O primeiro corresponde a um estudo paramétrico de projeto estrutural em BIM onde se utilizou o Revit para modelagem arquitetónica e estrutural e o TQS-Preo para análise da estrutura. Para este estudo foi desenvolvida uma biblioteca de elementos parametrizados e estudo de interoperabilidade entre os softwares, paginação e análise estrutural, adotando uma metodologia de projeto estrutural segundo Rezende e Gutstein [4] envolvendo análise de estabilidade global para estudos de concepção estrutural e arquitetónico de um projeto. Este exemplo se baseia no trabalho de pesquisa de Perin [6]. O segundo exemplo corresponde à obra do Campus WPP, segundo Sugahara e Lacourarie [7] e Gutstein, Heinz e Tomazoni [8] que está em fase final de conclusão na cidade de São Paulo – Brasil e se dedica a apresentar um case de projeto e os usos de demais ferramentas para as fases de produção, montagem, planejamento e orçamento de uma obra de grande porte em estrutura pré-fabricada. Ambos exemplos demonstram a potencialidade do emprego do BIM para o aprimoramento de projetos como um todo.
O primeiro caso corresponde ao estudo desenvolvido em Perin [6] onde foi feita análise paramétrica de um projeto de estrutura pré-fabricada. Dentre outras análises, neste trabalho foram estudadas 3 tipologias de estrutura, variando as seções transversais de pilares
com a finalidade de se atenderem os critérios de estabilidade global e aplicar a metodologia de projeto segundo Rezende e Gutstein [4]. O autor adotou um caso de projeto com modelagem em BIM e análise estrutural com o software TQS Preo, desenvolvido para o projeto de estruturas pré-fabricadas utilizando-se a normalização brasileira de referência, com opções de interoperabilidade com o Revit para trabalho num ambiente em BIM. Para o projeto de referência foi feita modelagem paramétrica com elementos estruturais pré-fabricados e situações de carregamento em sua fase final de utilização, ou seja, para a estrutura já montada e finalizada. O objetivo foi desenvolver um fluxo de trabalho que permita otimizar o projeto estrutural a partir da composição de uma biblioteca de elementos estruturais, utilizando-se de elementos paramétricos modelados como famílias de elementos que possam ser selecionados no modelo BIM e analisados no programa de análise estrutural. Como principal critério de otimização estrutural foi adotado a análise de estabilidade global de estruturas pré-fabricadas conforme a ABNT NBR9062, a partir do cálculo dos coeficientes de avaliação da segurança à estabilidade global, denominado por gama z (gz).
A criação de elementos paramétricos compondo uma biblioteca é importante na modelagem de uma edificação em BIM pois auxilia tanto arquitetos quanto engenheiros que trabalham no mesmo projeto. O projeto arquitetônico pode ser feito prevendo variações de parâmetros em famílias de elementos, minimizando retrabalhos por conta da adaptação arquitetônica da edificação em decorrência de mudanças realizadas no projeto estrutural e vice-versa [6].
Segundo Autodesk [9] uma família é um grupo de elementos com um conjunto de propriedades chamadas parâmetros e uma representação gráfica relacionada. A vantagem da criação de famílias corresponde a criar uma biblioteca que pode ser utilizada em diferentes projetos, composta de elementos padronizados que têm uma tipologia específica, mas que podem conter variações em determinadas dimensões de sua geometria ou em suas propriedades, denominadas de parâmetros. Os tipos de famílias podem ser utilizados para modelar elementos com variações geométricas ou em situações de idades diferentes das peças, por meio de especificações das propriedades dos materiais, por exemplo, nas situações transitórias típicas do processo de pré-fabricação (etapas de moldagem, desforma,
transporte, armazenamento e montagem). O Autodesk Revit possui a função de criação e edição de famílias que permite realizar análises considerando variações dos parâmetros. A Figura 1(a) apresenta exemplos de pilares de extremidade parametrizados para cada configuração específica de consolas presentes no projeto de estudo adotado em Perin [6]. A Figura 1(b) mostra um exemplo de uma família parametrizada de pilares intermediários com consolas simétricas (que servem de apoio para vigas em ambos os lados) e indicação dos respectivos parâmetros editáveis para a modelagem em estudo desenvolvida em Perin [6].

a) Pilares de extremidade

b) Pilares intermediários com a indicação dos parâmetros
Figura 1: Consolas de pilares parametrizados adotados num projeto em estrutura pré-fabricada (Extraído de Perin [6]).
Tabela 1: Coeficientes de estabilidade global gz obtidos por Perin [6] para diferentes situações de carregamentos, variando-se a seção transversal dos pilares (análises 1 a 3).


Figura 2: Projeto de estudo onde foram parametrizadas as famílias de pilares em Perin [6] (projeto cedido).
A Figura 2 mostra o projeto de estudo adotado por este autor onde os pilares foram utilizados. Uma vez criada uma família num determinado projeto, a mesma pode ser adotada posteriormente no modelo BIM de qualquer outro projeto.
Dentre as facilidades da programação em BIM se destaca a possibilidade de realizar alterações de projeto de arquitetura e a partir da interoperabilidade entre as diferentes ferramentas em BIM adotadas, realizar a análise estrutural no programa específico de estrutura para diferentes opções de elementos e respectivos parâmetros. Essas variações podem ser feitas para atingir melhores requisitos de segurança (como atender aos critérios de estabilidade global) e ou de economia (otimizar as seções dos pilares para atender aos requisitos sem muita folga, por exemplo). Como exemplo, no projeto em estudo adotado em Perin [6] (Figura 2) foi realizada uma análise paramétrica, onde alguns
pilares sofreram alterações na sua seção transversal para analisar as variações nos coeficientes de estabilidade global, gz, segundo a ABNT NBR9062 [1]. A Tabela 1 mostra as variações das seções adotadas em cada análise, onde a arquitetura foi modelada no Revit (projeto cedido por empresa) e a estrutura foi analisada utilizando o TQS-Preo que prevê a interoperabilidade entre os programas para transferência dos dados dos modelos. Demais dados e análises realizadas no trabalho podem ser encontrados em Perin [6].
O projeto da superestrutura do Campus WPP foi idealizado pela arquitetura com elementos compondo a estrutura se integrando perfeitamente à arquitetura (Figura 3). Foram utilizados na concepção elementos lineares pré-fabricados (vigas e pilares), elementos bidimensionais pré-fabricados na fachada (painéis arquitetónicos em concreto armado) e no sistema de pisos dos pavimentos compostos por lajes alveolares pré-fabricadas protendidas com vãos de até 11m e capa estrutural executada na obra.

A modelagem em BIM da arquitetura e estrutura do Campus WPP foi realizada em Revit desde a fase de orçamentação do projeto. A concepção da obra em BIM facilitou a tomada de decisões para a concepção da estrutura e definição dos elementos estruturais, a partir da melhor compreensão e análise visual da interface entre a arquitetura e a estrutura (Figura 4).

a) Modelo em BIM - sobreposição das disciplinas de arquitetura (em cinza) e estrutura (em laranja)
Esses modelos proporcionaram a visualização e estudo de interfaces de elementos que apresentaram
soluções inovadoras no projeto de pilares e de vigas (Figura 5). O projeto de arquitetura adotou pilares com seção transversal em cruz de forma predominante no empreendimento, com a finalidade estética da fachada e de diminuição do vão real das vigas. A produção respondeu a desafios relacionados à maior complexidade da fôrma e ao detalhamento das emendas que foram necessárias nos pilares, uma vez que ultrapassaram 21 metros de altura devido às limitações de transporte e logística da obra. Com isso, foram necessários oito conjuntos de emendas por pilar, sendo um conjunto em cada vértice da seção. Com relação às vigas, o estudo da estrutura apresentou um número significativo de seções especiais, para solucionar aspectos de projeto, tais como, continuidades na estrutura, desníveis nos pavimentos, variação de espessuras das lajes e detalhes arquitetônicos de fachada. A fachada foi projetada com a composição de painéis de vedação e de painéis estruturais que demandaram soluções diferenciadas de produção e de montagem devido à

sua geometria e seus acabamentos. Gutstein, Heinz e Tomazoni [8] descrevem os estudos de produção desenvolvidos em fábrica para atender as exigências de desempenho estrutural e de acabamento superficial dos painéis de fachada definidos pela arquitetura. Os estudos de concepção da estrutura da fachada tiveram como premissa subdividir as prumadas de painéis em peças pré-fabricadas respeitando-se as dimensões máximas e outros critérios, que levaram em conta aspectos que viabilizassem a produção, içamento, transporte, montagem e solidarização em obra. Após estudos da arquitetura, da estrutura e de planejamento da obra por meio de plano de rigging, os painéis de fachada resultaram em grandes dimensões (2,70x16,40m2) e peso de aproximadamente 28t. A Figura 6 apresenta um detalhe do modelo em BIM dos painéis de fachada e da obra na fase de montagem.




O modelo em BIM da estrutura foi idealizado com o emprego de objetos paramétricos e possibilitou a extração das informações dimensionais de todas as peças do projeto. Esses dados foram base para estudo de padronização e recorrência das seções, resultando na definição das formas metálicas a serem produzidas para a obra.
O detalhamento de projeto para a produção foi desenvolvido a partir da construção virtual de todos os componentes pré-fabricados do projeto, onde cada elemento foi detalhado, considerando a sua geometria, especificação de materiais e demais detalhes de encaixes, como esperas e neoprene. Isso proporcionou uma análise crítica de produção, onde cada peça foi disposta em uma região do modelo BIM que simulava o pátio de fábrica. Em seguida, foi modelada a locação das peças em sua posição final no empreendimento, de acordo com o projeto de montagem. O objetivo foi identificar qualquer falta de informação nas pranchas de detalha-
mento ou incompatibilidade na obra que poderiam causar retrabalhos, custos adicionais e atrasos na montagem ou na produção. A análise virtual de conflito físico entre as peças, denominada de Clash, foi muito importante porque permitiu identificar falhas na produção ou de detalhamento de projeto devido a presença de elementos sobrepostos ou falta de componentes no modelo que impossibilitariam ou dificultariam a execução. Foram estudadas também interferências de posicionamento, alinhamento e níveis de consolas, vigas e lajes (Figura 7). Para esta finalidade, também foi utilizada como apoio a ferramenta Clash Detection no software Navisworks.

a) No nível de topo do pilar P327

b) No nível da consola do pilar P240
Figura 7: Deteção de conflitos físicos entre peças.
Como premissa para o estudo de montagem e plano de ataque da estrutura foi considerado o tempo total de 148 dias úteis. As equipes de montagem necessárias para cumprimento do prazo foram definidas levando-se em conta as quantidades e características das peças do modelo BIM, bem como seus índices de fabricação e montagem. Também foram estabelecidas as quantidades de produção de fábrica para atendimento às equipes. Com o estudo dos acessos à obra, a partir do software Infraworks foi possível também estudar a melhor solução para a subdivisão da estrutura em quadrantes de montagem e suas respectivas equipes, bem como definir o sentido de montagem mais adequado. Como solução final se chegou à subdivisão em 18 quadrantes associados às equipes e respectivo sentido de montagem, conforme exemplificado na Figura 8.

a) Posicionamento do modelo BIM no terreno

b) Distribuição preliminar de quadrantes e sentido de montagem
Figura 8: Plano para a montagem da estrutura.
Para a produção dos elementos em fábrica, foi analisada a distribuição de peças por tipologia, por vo -

a) Navisworks

b) Fuzor

a) Quadrantes
Figura 10: Distribuição final da estrutura.
lumes e por equipe, visando manter as necessidades em obra compatíveis com a fabricação. Foram desenvolvidas animações em BIM 4D no software Navisworks e Fuzor (Figura 9) para facilitar o entendimento de todos os envolvidos na construção do empreendimento. A fim de garantir a exequibilidade da operação e minimizar os impactos no entorno da obra foram realizados estudos de logística estudando a chegada de equipamentos e caminhões ao canteiro de montagem. A partir da validação da estratégia de execução, iniciou-se o detalhamento do plano de ata-

b) Equipes de montagem
que peça a peça. Os quadrantes de montagem iniciais foram subdivididos em regiões menores, resultando em 73 quadrantes, com o objetivo de aumentar o número de marcos de controle de projeto. As equipes de montagem foram responsáveis por um conjunto de quadrantes, cada um com prazos de projeto, fabricação e montagem (Figura 10).
Os quantitativos para desenvolvimento do planejamento peça-a-peça foram extraídos com automações em Dynamo, envolvendo parâmetros como pavimento, tipologia de forma e nomenclatura de peças. Foi necessário compreender e adaptar as informações importantes para cada fase executiva, para que a base de dados gerada fosse útil e confiável. Sendo assim, o único parâmetro incluído manualmente no modelo (que não era nativo do processo de projeto) correspondeu ao respectivo quadrante de montagem. Para simulações 4D eram feitas associações automáticas com base no parâmetro de identificação das peças no modelo BIM. Com a setorização peça a peça, a análise crítica e adaptabilidade do cronograma se tornou mais simples, onde se passou a considerar a complexidade do número de quadrantes e não do número de peças. O acompanhamento do avanço físico do empreendimento foi feito com auxílio do modelo BIM por meio da plataforma Nimble para navegação e atualização em tempo real dos status das peças por meio de dispositivos móveis no campo. A partir desse controle, dashboards de análise de produtividade e conformidade de prazos também foram feitos em PowerBI.
A modelagem BIM tem se mostrado uma importante metodologia para considerar esses requisitos normativos, bem como aprimorar e racionalizar a implantação de obras com sistemas construtivos pré-fabricados de concreto. Em ambas situações apresentadas como exemplo observaram-se aspectos importantes das metodologias e ferramentas em BIM utilizadas, com a finalidade de se obter estruturas seguras e económicas dentro dos prazos pré-estabelecidos com o cliente.
À TQS pela cedência do programa TQS Preo para a realização das análises; bem como à Rocontec Construção e Tecnologia, Brookfield Properties, CMA Engenharia e Cassol Pré-fabricados, pelas informações fornecidas.
[1] Associação Brasileira de Normas Técnicas, ABNT. “ABNT NBR 9062: Projeto e execução de estruturas de concreto pré-moldado”. Rio de Janeiro: ABNT, 2017.
[2] Doniak, I.L.O.; Gutstein, D. “Concreto Pré-fabricado”, in Concreto: Ciência e Tecnologia, Tutikian B., Pacheco F., Isaía G. e Batagin I. (editor), 3ªed. São Paulo: Editora Ibracon, 2022.
[3] Van Acker, A. Manual de sistemas Pré-fabricados de Concreto. Tradução: Marcelo de Araujo Ferreira, Disponível em: http://www.netpre.ufscar.br/wp-content/uploads/2016/12/ Manual-de-Pr%C3%A9-Fabricados-de-Concreto.pdf. Acesso em 28 dez, 2023.
[4] Rezende, A. H., Gutstein, D. “Analise de Sensibilidade de Parâmetros na Estabilidade Global de Estruturas de Concreto Pré-moldadas segundo ABNT NBR9062:2017”, in Congresso Brasileiro de Concreto, 62.º, Anais-Parte II, Florianopolis, 2021.
[5] Decreto 11.888/2024 - “Estratégia Nacional de Disseminação do Building Information Modelling no Brasil”. Legislação brasileira publicada em 22 de Janeiro de 2024. Disponível em: https://www.planalto.gov.br/ccivil_03/_ Ato2023-2026/2024/Decreto/D11888.htm#art14. Acesso em 28 fev, 2024.
[6] Perin, A.G.S. “Dimensionamento estrutural e compatibilização em BIM de uma edificação através dos softwares Autodesk Revit e TQS PREO”, Trabalho de Conclusão de Curso, Graduação em Engenharia Civil, Universidade Tecnológica Federal do Paraná, 2022, Curitiba.
[7] Sugahara, J., Lacourarie, L. WPP. Anuncia seu primeiro Campus no Brasil. Disponível em: https://www.wpp.com/ en/news/2022/11/wpp-announces-its-first-campus-in-brazil-portuguese. Acesso em 29 fev, 2024.
[8] Gutstein, D.; Heinz, L.Q. e Tomazoni, L.A. “Primeiro campus no Brasil da WPP: edificação sustentável na esfera da transformação criativa”. Revista Concreto & Construções, São Paulo, n.112, p.57-63, 2023.
[9] Autodesk.“Vantagens da BIM”. Disponível em https:// www.autodesk.com.br/solutions/bim/ benefits-of-bim. Acesso em 28 dez, 2023.
O artigo foi publicado originalmente no 5º Congresso Português de Building Information Modelling - vol.1, na página 161. A publicação, da UMinho Editora, tem como editores António Aguiar Costa e Miguel Azenha, e refere-se ao evento pTBIM - 5º Congresso Português de Building Information Modelling, realizado em 8 a 10 de maio de 2024, no Instituto Superior Técnico, em Lisboa

Alejandro López Vidal – Diretor Técnico da ANDECE (Asociación Nacional de la Industria del Prefabricado de Hormigón)
Atualmente estamos vivendo um momento transcendental dentro da construção. Embora a pré-fabricação tenha levado décadas emergindo como uma opção preferida para a realização de qualquer projeto construtivo, foi somente agora que possivelmente que diferentes fatores concluíam para suas verdadeiras decolagem e consolidação. A digitalização, a descarbonização ou outros aspectos de índole social como a falta de mão de obra, são, provavelmente os principais motivos que estão desencadeando uma transformação que era inevitável: a industrialização da construção. Projetos de vanguarda como os que
apresentamos a seguir são um magnífico exemplo desta alteração. A pré-fabricacão entendida como a variante industrializada da construção em concreto, com todas as vantagens que são agregadas quando se trabalhar com um material de desempenho múltiplo e o que supõe com relação ao controle e minúcias por materializar os elementos na fábrica, demonstrou sua solvência em tipologias construtivas muito concretas como a industrial ou a logística. No entanto, esta mudança lógica abre as possibilidades dos pré-fabricados de concreto a praticamente qualquer projeto de construção.
A DRONES NO AEROPORTO DE AS ROZAS EM LUGO

Um dos projetos mais impactantes que revela o crescimento das soluções estruturais em pré-fabricado de concreto são os hangares do aeroporto lucense de As Rozas para drones de grande tamanho. Um deles é o da multinacional INDRA, cujo projeto leva a assinatura do arquiteto pontevedrés César Portela (Prêmio Nacio -
nal de Arquitetura em 1999, entre outras muitas premiações). Ele foi projetado para abrigar aviões de 20 metros de envergadura, e, portanto, foram necessárias quatro vigas curvas de grande tamanho para permitir um espaço livre em seu interior de quase 40 metros e sem pilares. O fornecimento e a execução da es-
trutura pré-fabricada de concreto foram realizados por Rodiñas Pretensados, que necessitaram de guindastes grandes para a montagem das três peças de cada arco. Esta estrutura suporta uma cobertura de placas de policarbonato, formando um hangar translúcido e muito luminoso. A dificuldade do projeto foi gerar uma curva envolvente com pré-fabricado de concreto e que suportasse uma porta de 20 metros de largura por 5 metros de altura. Além disso, a localização dos escritórios foi solucionada com elementos pré-fabricados de concreto para formar a estrutura. Foram utilizados concretos de resistência de 45 (HA-45). Foi uma obra
complicada, em um terreno difícil, que exigiu uma fundação especial e 120 colunas de concreto. Este projeto foi apresentado no dia 27 de fevereiro deste ano dentro do ciclo "Proyecta y construye con prefabricados de hor migón". (Projete e construa com pré-fabricados de concreto) Vídeo completo em https://youtu.be/IDxBj5wOzwk?si=ggT67CI-mhkeizIG
Estúdios de arquitetura: César Portela e José María García
Empresa construtora: A2 Promotor: INDRA

IBERIAN Precast, da mão da construtora OHLA e o estúdio de arquitetura Ante – Atelier, estão realizando a construção das novas e revolucionárias instalações da Ikerbasque Foundation for Science em San Sebastián. São instalações modernas de última geração, onde serão instalados, entre outras coisas, 80 laboratórios com pesquisadores nas áreas de computação quântica, neutrônica, supercomputação, química avançada, novos materiais e polímeros. Também terá capacidade para a instalação do sexto computador quântico da IBM do mundo, que será a referência do sul da Europa. Esse projeto ambicioso, cuja construção teve início em fins de fevereiro encontra-se atualmente em fase de montagem e terá mais de 6.000 m² construídos.

Trata-se de um edifício de plantas múltiplas, com 5 delas sobre rasante e uma planta no sótão. Essa obra é composta por cerca de 1.400 peças pré-fabricadas de concreto. Ficou definido, posteriormente, devido à complexidade que envolvia a montagem, e com o objetivo de absorver as deformações estruturais. A fundação foi realizada mediante parafusos com pilares em dois trechos que envolvem três plantas por trecho. Os pilares dispõem de suportes de diferentes geometrias em todas as suas faces; algumas delas serão utilizadas para suportar saliências. Foram projetados laços rígidos nas plantas inferiores e superiores e os elementos horizontais resultaram mediante placas alveolares e vigas com um levantamento mínimo. As escadas internas é outro dos pontos a ressaltar da obra, elementos de 11 e 12 trechos respectivamente, de fabricação própria da Iberian Precast, um novo produto que incorporaram a seu catálogo em fins do ano passado.

O edifício tem 13,60 m de altura total e pertence a um setor principal de 67,10 x 72,11 m (sala de TI mais chip elétrico) mais edifício anexo de escritórios unidos ambos por uma passarela. O acabamento foi realizado mediante painéis de acabamento com peso reduzido de até 12,80 m de comprimento em disposição vertical com acabamento exterior texturizado. Os núcleos de comunicação na região dos escritórios resultaram com o uso de painéis maciços autoportantes e escadas pré-fabricadas.
O edifício anexo de escritórios consta de duas plantas de concreto forjado que resultou mediante o uso de placa alveolar mais capa de compressão e vigas de seção T invertida. O setor principal consta de uma planta de forjado mais cobertura leve a 3% e pendente duplo em módulos de 22 x 5,30 m.
Deve ser destacado o projeto do setor principal em que o espaço foi otimizado, sendo condicionante do projeto minimizar o número de pilares instalados bem como o canto dos elementos dispostos. O forjado nessa zona foi projetado para grandes luminosidades de até 22 m e sobrecarga de 15 KN/m². Isso foi resolvido mediante vigas principais de seção T invertida sobre as que apoiam as vigas secundárias de seção dupla T e uma placa superior colaboradora de concreto in situ vertido sobre placas pré-fabricadas, sendo a borda de 0,90 m mais a inclinação de 0,40 m resultando em um total de 1,30 m.
Como condicionante adicional ao projeto da estrutura do setor principal é que ela foi projetada sem juntas de dilatação, incluindo as ações reológicas e térmicas no dimensionamento da mesma.
As novas instalações da TECNOVE são compostas por edifícios pré-fabricados de 15.000 m² mais uma área central de escritórios, totalizando cerca de 18.000 m² de estrutura. O promotor procurava um fornecedor que lhe proporcionasse todas as soluções estruturais de sua obra. A FORMAC, em colaboração direta com a Direção Facultativa, realizou a otimização da estrutura e resolveu todos os aspectos estruturais da mesma.
Foram incorporadas vigas do tipo trilha de bordas
DT-90, que apoiadas em meia madeira, atendem aos requisitos estritos de flecha que eram exigidos pelo fornecedor da ponte rolante, melhorando o comportamento da referida viga em relação ao seu homólogo em metal.
A cobertura, com vigas delta de 30 metros e correias tubulares, foi dimensionada para suportar todo tipo de instalações, tanto suspensas como apoiadas, realizando-se um ajuste de todos os elementos para atender às altas exigências estruturais do projeto.

O polígono onde se assentam as novas instalações apresentava grande desnível, problema que foi solucionado com a utilização de muros de parede dupla de 4 metros de altura, calculados para suportar a passagem de veículos de grande tonelagem, além dos esforços gerados pela contenção de terras. Com relação ao acabamento, são mais de 9.000 m² de painéis, que puderam ser fabricados em menos de 2 meses.
Descrição dos elementos pré-fabricados de concreto fornecidos:
• Muros de parede dupla de contenção.
• Pilares com cálice de ancoragem e uma mistura de parafusos tipo vaina.
• Vigas DT-90 para viga do tipo trilho de Pontes rolantes.
• Vigas L e T invertida para pisos.
• Vigas DT-60 para cobertura de hastes.
• Vigas delta de cobertura de 30 metros de luminosidade.
• Vigas porta-canal.
• Painéis de acabamento envolvente nave com espessura reduzida de 8+4+8 cm.
• Placa alveolar de acabamento para compartimentação interior com espessura de 20 cm.
• Placas alveolares: arestas de 32+5 cm e 15+5 cm, para cargas de 1.500 kg/m² e luminosidade de 10,5 metros
Quanto ao prazo, o promotor procurava executar a parte pré-fabricada da obra em um prazo máximo de 6 meses, realizando todas as tarefas pré-fabricadas em menos de 4 meses. Projeto do estúdio de arquitetura de Gustavo Adolfo Gómez Valadés.


El Centro Integral del Transporte é a nova sede do Metrô de Madri, constituindo o primeiro edifício construído do conjunto ao qual se unirão posteriormente o CCOR (Novo Posto de Comando), o COMMIT (Consórcio Regional de Transportes) e o Museu do Transporte. Trata-se de um edifício de escritórios de 11 plantas, com uma estrutura combinada de elementos pré-fabricados e in situ. Esse edifício recebeu um dos Prêmios do COAM (Colégio Oficial de Arquitetos de Madri) no ano de 2023.
As telas exteriores foram realizadas com um concreto armado pré-fabricado cinza com resistência de 50 (HA-50), e pintadas posteriormente de preto. Elas têm uma seção trapezoidal de 20 x 24 x 80 cm, com longitudes variáveis que vão desde 5 m a 18 m. Encontram-se captadas na planta a cada 2 m, tratando-se de elementos estruturais que coletam os forjados de cada planta com uma conexão em junta fria, e conectadas entre si com uma solução de junta úmida mediante bainhas embebidas na cabeça e su -
portes corrugados na base, apoiados com argamassa estrutural de retração controlada. As telas pré-fabricadas envolvem o edifício mantendo a mesma seção, realizando uma transição de sua geometria entre as telas verticais de fachada e as telas horizontais de cobertura, conectando visualmente as duas fachadas principais, desenvolvendo-se uma estrutura com pórtico vista na cobertura.
Estúdios de arquitetura: Nexo + Gutiérrez-de la Fuente + Perea Arquitectos

As Torres de Martiricos com seus 30 andares erguem-se nos edifícios residenciais mais altos de Andaluzia e os segundos levando-se em consideração todos os usos, por trás da Torre Sevilha. Em concreto, a Torre Norte, que abrigará apartamentos, já alcançou 111,5 metros de altura; enquanto que a Torre Sul, dedicada exclusivamente ao uso residencial, a cota é ligeiramente inferior, com 106,7 metros. Com um total de 77.000 metros quadrados construídos, 450 moradias e 305 habitações nos dois
espaços hoteleiros, já são um emblema para a cidade de Málaga, sendo praticamente visíveis desde qualquer ponto da capital. Seguramente o elemento distintivo é representado pelos mais de 30.000 m² de painéis de concreto arquitetônico que ajudaram a materializar as fachadas.
Arquiteto: Morph Architecture Meets Engineering
S.L. (Miguel Pradillo Cendón / César Frías Enciso)
Promotor: Letona Investments S.L. (AQ ACENTOR)
Construtora: Avintia Proyectos y Construcciones



A fachada dos edifícios foi solucionada com painéis pré-fabricados de concreto liso com seções variáveis, e foram executados 5.600 m² de pré-fabricado, com distintas peças de concreto branco liso aplicado com espátula em sua parte dianteira com uma linda vista:
• Peça de acabamento da fachada interior, de espessura variável de 120/80 mm com concretagem em duas fases conseguindo incorporar cores branca e cinza terra dentro do mesmo painel, ambas no concreto em massa.
• Painéis de sessão tríplice na cobertura em forma de Z.
• Painéis de lavandaria com ripas incluídas em seção de 120 mm.
• Peças de balcão com seção variável de 140/100 mm com ranhura para inserção de balaustrada de vidro. As juntas entre os diferentes painéis de acabamento foram vedadas à base de polímero MS, prévia inserção de fundo de junta de polietileno reticulado de alvéolo fechado. Posteriormente os painéis foram pintados. Construtora: Constructora San José Promotora: Aedas Homes Opco, Slu Arquiteto: Miguel Ángel Gea

Trata-se de obra residencial de 137 residências inovadoras e sustentáveis, situadas em um enclave privilegiado. Essa obra conta com uma fachada de 3.000 m², realizados em painel arquitetônico liso em concreto branco natural, sem a aplicação de qualquer tipo de tratamento de pintura nem esmalte. Essa homogeneidade de cores é obtida graças à utilização de áridos selecionados e a um processo controlado de cura do concreto.
Na PANELASTUR estão enfocados em uma política de melhoramento contínuo e de pesquisa, tanto de processos construtivos como de instalação. Nesse caso em particular, foi empregado seu sistema patenteado de “suporte de sus-

tentação DINAVE” para a colocação de painéis arquitetônicos de fachadas, o que permitiu reduzir praticamente na metade os tempos de montagem com relação aos sistemas tradicionais, mediante soldagem e chapas embutidas em lajes que vinham sendo utilizados até pouco tempo. Graças a isso, no último ano foi possível a realização de mais de 500 residências plurifamiliares em altura por todo o território nacional, bem como diversas obras do setor público como colégios, institutos, centros penitenciários, universidades, centros de saúde, etc.
Promotora: Norforest Empresa construtora: Ferrovial Construcción
A Prefeitura de Sevilha, através da empresa municipal de residências, a Emvisesa, continua avançando na estratégia de ampliação do parque público da cidade com a finalização de 83 residências de proteção oficial (VPO) em Cisneo Alto, a primeira que a Emvisesa constrói depois de uma década. A empresa construtora Vialterra levou a risca um conjunto residencial que abriga, além das residências, locais comerciais, garagens e depósitos. Consta de uma planta no sótão, planta baixa + 4 e cobertura. É um edifício de bloco fechado, com um pátio

central com espaços para a comunidade. É articulado em torno de 4 núcleos de comunicações cada um em cada esquina do edifício.
As fachadas resultaram mediante painéis arquitetônicos maciços de concreto armado com espessura de 10 cm nas cores branca e cinza texturizadas. Esse projeto supôs um desafio na definição de ancoragens especiais dos painéis, que foram levadas a cabo em colaboração com a empresa RECENSE, especialista em fixações para o pré-fabricado.

O OUM Wellness é um edifício de bem-estar localizado em Monterrey (México) que promove um conceito de saúde integral, oferecendo um lugar de relaxamento, restauração e integração social, tudo obtido através de espaços verdes recreativos. O imóvel tem a máxima ambição ambiental e energética; deve ser capaz de produzir a mesma energia que consome ao longo do ano (nZEB) com fontes de energia renovável e creditar algumas certificações de qualificação muito alta.
A fachada longitudinal é composta por 115 elementos pré-fabricados de concreto intercalados que atuam como persiana. A composição desses elementos singulares proporciona sombra e intimidade aos espaços intersticiais e configuram a estética e estamparia do edifício. O projeto, a geometria, materialidade e disposição na fachada de cada um desses elementos pré-fabricados foram criados para gerar e maximizar estratégias bioclimáticas enfocadas na redução da temperatura do ar exterior que entra no edifício.
Os painéis industrializados foram fabricados pela KINETICA utilizando tecnologias avançadas de concreto da CEMEX. Esses elementos constam de 2 camadas: uma camada exterior, cuja função principal é estrutural e estética, realizada com concreto de altos rendimentos reforçado com fibras ResiliaTM, que permitiu eliminar o uso de armação convencional, potencializando a seção e reduzindo ao mínimo a quantidade de material e, portanto, também o peso das peças, o que é muito importante na logística e execução com elementos pré-fabricados; e a camada interior, composta pela tecnologia de concretos porosos da Cemex PerviaTM. Através dela, pode-se fazer circular e drenar água


reciclada dos sistemas de condicionamento com o objetivo de gerar um efeito de resfriamento evaporativo do ar que atravessa os vãos intersticiais entre peças. Com isso é possível pré-condicionar o ar exterior que entra no edifício nos meses de maior calor e reduzir sua temperatura entre 4°C e 8°C.
As peças tinham dimensões de 5 metros de comprimento e alto índice variável (aproximadamente 1 metro) e contam cada uma delas com 3 pontos de ancoragem. As 2 camadas de concreto não exigem elementos conectores adicionais.
A solução foi desenvolvida através de um processo colaborativo entre o estúdio de arquitetura PICH Architects e a equipe de Pesquisa e Desenvolvimento Global da CEMEX na Suíça. O edifício foi inaugurado em março de 2023


Trata-se de um edifício isolado de 10 plantas para 59 residências em uma zona privilegiada pela proximidade ao local histórico de Lugo, com acabamentos exclusivos e um conceito moderno de envolvimento duplo.
O estúdio de arquitetos dirigido por Jesús Quiroga procurava uma solução para os parâmentos de fachada exterior, que atendesse à função de muro interior nobre e suporte para o revestimento ventilado exterior. A fachada foi materializada a partir de painéis maciços autoportantes de 12 cm de espessura na cor branca quartzo.
Promotor: Dmanan Vivienda
Construtor: Avaliño Construcciones, S.A.

O estúdio de arquitetura Fresneda & Zamora Arquitectura encarregou-se do projeto dessa construção, promovida pela Junta de Andaluzia finalizada no verão passado e que já se encontra em serviço para oferecer diferentes serviços a mais de 400 alunos de dança profissional. O revestimento exterior do edifício foi resolvido com o
tijolo Coupé da Bloques Barruca. Com ele é possível reunir os enormes desempenhos do concreto com o valor agregado de empregar um produto simples, facilmente manejável, sem resíduos, eficiente e que oferece às fachadas uma estética única e perdurável no tempo.


Para um projeto de construção de uma macroprisão no Alabama com diferentes tipos de celas (celas padrões, celas para uso médico, celas para deficientes, etc...) A empresa espanhola MOLDTECH projetou alguns moldes hidráulicos que permitem fazer 2 ou 4 celas simultaneamente. O alcance do fornecimento inclui:
• 1 molde para fabricar 4 celas padrões (Quadcell).
• 1 molde para fabricar 4 celas para deficientes (Quadcell).
• 2 moldes duplos para enfermaria e 1 molde duplo para deficientes.
• 1 molde Plenum para cobrir 4 celas.
• 2 moldes Plenum para cobrir 2 celas. Os moldes instalados permitem uma grande quantidade de ajustes para peças distintas, como as espessuras das paredes, altura das peças, armações salientes ou posição de janelas e portas, e asseguram uma fabricação muito eficiente devido ao seu sistema de desmolde completamente hidráulico. Depois de retirar os módulos tridimensionais de concreto dos moldes, é realizada a fase de acabamento, a incorporação de instalações como pontos de luminosidade, bem como a instalação do mobiliário. Opcionalmente, esses moldes podem incluir também um sistema



eficiente de calefação para uma cura acelerada das peças.
Todo esse processo é realizado segundo um esquema previamente projetado onde os trabalhadores e técnicos executam tarefas repetitivas. Essa metodologia garante a verificação da qualidade em cada etapa do processo, resultando em celas carcerárias com um nível excepcional.
Além dos moldes 3D, a MOLDTECH forneceu 2 cúpulas manuais de 7,7 m³ projetadas para facilitar o derramamento controlado e preciso de concreto nos locais de trabalho.
O fabricante de concreto [1], cada vez mais aberto a explorar outras tarefas além da própria fabricação, é o colaborador necessário do arquiteto para dar a resposta idônea às necessidades do projeto, é quem conhece melhor as possibilidades que lhe oferecem os materiais que devidamente combinados se transformam no concreto que se necessita e é, por último, quem, seja de forma direta ou servindo ao construtor, é quem conhece a forma adequada
sobre como encaixar os elementos. E são algumas empresas como as anteriores que estão liderando dentro do setor essa mudança que deve permitir que a indústria do pré-fabricado de concreto continue se posicionando como uma indústria de ponta, eficiente e evolucionada tecnologicamente em um contexto cada vez mais exigente. Neste primeiro fascículo, dos dois que publicaremos ainda este ano, nós nos centramos em uma série de projetos de edificação, onde os elementos pré-fabricados de concreto desempenharam um papel crucial, alguns dos quais apresentaremos ao longo do ano, no ciclo de jornadas técnicas que preparamos na ANDECE [2].
[1] Buscador de empresas fabricantes de elementos préfabricados de concreto associadas à ANDECE https:// www.andece.org/directorio-de-negocios/ [2] Projeta e constrói com pré-fabricados de concreto. Ciclo de jornadas ANDECE 2024 https://bit. ly/49KEcjy

Iria DONIAK1, Fernando STUCCHI2, Marcelo MELO3
1. MBA Eng, Abcic, São Paulo, Brasil
2. Professor titular EPUSP, EGT Engenharia, São Paulo, Brasil
3. DSc, Casagrande Engenharia, Rio de Janeiro, Brasil
A Federação Internacional do Concreto Estrutural (fib) desempenha um papel fundamental na padronização e prática de projetos de concreto em todo o mundo. Atualmente, o Código Modelo é revisado a cada 10 anos. No entanto, na revolução tecnológica que vivenciamos — com mudanças constantes nos métodos de trabalho e projeto de estruturas —, questiona-se se estamos preparados para essa nova era. Paralelamente à digitalização de produtos e processos, como destacado no recente relatório da McKinsey sobre o "próximo normal" na construção, outros fatores emergentes incluem industrialização, novos materiais e novos agentes do mercado. Todos esses avanços ocorrem em ritmo acelerado, gerando novas possibilidades e demandas.
Ferramentas de software tornam-se cada vez mais sofisticadas, com atualizações anuais, permitindo previsões mais precisas do comportamento do concreto. Os engenheiros precisam de orientação para utilizar corretamente esses modelos complexos e avaliar criticamente os resultados computacionais.
Pesquisas envolvendo inteligência artificial (IA) para prever a resistência de elementos de concreto estão se tornando comuns, prometendo maior precisão e redução do conservadorismo dos modelos tradicionais. No entanto, é essencial cautela e normalização para garantir o uso seguro dessas ferramentas.
Jovens engenheiros estão cada vez mais dependentes de ferramentas computacionais, muitas vezes utilizando o poder de processamento como extensão de seu raciocínio, sem o devido pensamento crítico para avaliar resultados
Os desafios não se limitam ao projeto, mas esten-
dem-se a todas as fases do ciclo de vida das estruturas de concreto
Este artigo busca destacar preocupações relacionadas ao avanço tecnológico, discutir o papel da fib nesse processo e propor ideias para o futuro.
Palavras-chave: Tecnologia, padronização, desenvolvimento, Código Modelo.
A forma como adquirimos e distribuímos conhecimento está em constante transformação. A tecnologia, parte integrante de nossas vidas, evolui em um ritmo difícil de acompanhar. Quando comparamos equipamentos utilizados há 10 anos, estes já estão obsoletos. A revolução digital alterou a velocidade da informação e a maneira como interagimos com o mundo.
Diante disso, não é possível manter o ritmo de atualização de normas e recomendações para projetos de estruturas de concreto. Organizações envolvidas na elaboração de normas devem estar atentas ao avanço tecnológico, à automação de softwares e até o uso de inteligência artificial em projetos estruturais. Limites precisam ser estabelecidos, assim como leis que regulam outras tecnologias.
Segundo o relatório do Instituto McKinsey, "A digitalização de produtos e processos mudará a forma como as empresas abordam operações, projetos e construção, além de sua interação com parceiros", empresas podem melhorar a eficiencia e integrar a fase de projeto com toda a cadeia de construção utilizando BIM (Building Information Modeling) permite criar modelos 3D (um "gêmeo digital") – e adicionar informações como cronogramas e custos - desde as fases iniciais, alte-
rando riscos e sequências decisórias na construção. O relatório sugere que isso alterará significativamente os riscos e a sequência de tomada de decisão em projetos de construção, levantando questões sobre os modelos tradicionais de EPC (engineering, procurement, and construction). A expectativa é que o projeto paramétrico automatizado e as bibliotecas de objetos revolucionem a engenharia.
Foi questionado ao ChatGPT sobre os impactos da inteligência artificial em estruturas de concreto. A primeira parte da resposta foi vaga e genérica. No entanto, o aporte relativo à inteligência artificial foi bastante intrigante e está descrito a seguir:
“Agora, vamos falar sobre a intersecção entre inteligência artificial (IA) e o projeto de estruturas de concreto. A IA está revolucionando diversos setores, incluindo a engenharia civil e a construção. Na área de engenharia estrutural, a IA tem sido aplicada para aprimorar o processo de projeto, melhorar a eficiência e otimizar o desempenho.
Aqui estão algumas formas pelas quais a IA está sendo utilizada no projeto e aplicação de estruturas de concreto:
1. Otimização de projeto: Algoritmos de IA podem analisar grandes volumes de dados e explorar inúmeras alternativas de projeto para otimizar sistemas estruturais. Ao considerar múltiplos parâmetros simultaneamente, a IA ajuda os engenheiros a encontrar soluções mais eficientes e econômicas.
2. Modelagem preditiva: Técnicas de IA, como machine learning, podem ser usadas para desenvolver modelos preditivos que estimam o desempenho estrutural de elementos de concreto. Esses modelos levam em conta fatores como propriedades dos materiais, condições de carregamento e efeitos ambientais para prever o comportamento das estruturas.
3. Controle de qualidade: Sistemas baseados em IA auxiliam no controle de qualidade durante a produção do concreto e a execução da obra. Ao analisar dados de sensores e equipamentos de monitoramento, os algoritmos detectam anomalias, preveem possíveis problemas e ajudam a garantir a integridade estrutural.
4. Monitoramento estrutural: A IA pode ser aplicada para monitorar e analisar, em tempo real, a integridade das estruturas. Ao processar dados de sensores embutidos no concreto, os algo -
ritmos identificam sinais de deterioração, avaliam o desempenho e emitem alertas precoces sobre possíveis falhas.
5. Automação na construção: Robôs e máquinas autônomas equipadas com IA podem ser usados em tarefas como dosagem, lançamento e aplicação do concreto. Esses sistemas automatizados aumentam a eficiência, reduzem a demanda por mão de obra e elevam a produtividade da construção.
É importante destacar que, embora a IA ofereça inúmeros benefícios, ela deve ser usada em conjunto com a expertise e o julgamento humano. A combinação entre a capacidade analítica da IA e a criatividade e experiência do engenheiro pode resultar em projetos de concreto inovadores e otimizados.”
O último parágrafo é surpreendente porque admite que a própria IA reconhece que a experiência e o critério do engenheiro devem ser combinados com a inteligência artificial para tornar um projeto otimizado viável. Em outras palavras, essas tecnologias devem ser utilizadas como ferramentas para aprimorar o processo de projeto e construção, desde que aplicadas sob a supervisão de um profissional experiente.
O lançamento dos programas de Computer-Aided Design (CAD) foi aproximadamente 40 anos atrás. Até então, o uso de computadores na engenharia era restrito à análise estrutural e exigia um alto conhecimento de programação do usuário. Engenheiros que ainda estão em atividade vivenciaram todas essas mudanças e precisaram se adaptar do mundo analógico para o digital.

projeto e são essenciais nas etapas de análise, dimensionamento e desenho técnico. Os softwares estão cada vez mais intuitivos, com interfaces gráficas que aumentam significativamente a produtividade e agilizam os prazos de desenvolvimento de projetos estruturais.
O software CAD revolucionou o setor, permitindo que desenhos sejam copiados, corrigidos e revisados com uma facilidade inimagináveis antes do seu lançamento. Os programas de análise estrutural e a evolução do processamento em microcomputadores também transformaram o dimensionamento, possibilitando que modelos espaciais de alta complexidade tenham seus esforços internos calculados em poucos minutos.
Há aproximadamente 20 anos, surgiram os softwares de Building Information Modeling (BIM), que igualmente revolucionam a prática projetual, oferecendo controle muito maior sobre todo o processo de projeto e construção. Modelos complexos, com informações vinculadas a diversos componentes da obra, permitem análises de interferência, planejamento da execução e até monitoramento pós-obra. Os chamados "gêmeos digitais" prometem monitoramento em tempo real por meio de um modelo computacional conectado à estrutura, capaz de prever falhas futuras e alertar sobre usos não autorizados ou não previstos.
Os programas BIM estão em constante evolução, sendo atualizados anualmente com novos recursos e possibilidades — o que exige aprendizado contínuo dessas ferramentas.
Os softwares de análise e dimensionamento estrutural avançam em um ritmo difícil de acompanhar. Até a década de 1980, os modelos eram criados com simplificações significativas devido ao alto custo computacional. Hoje, elementos finitos simulam geometrias complexas com alto nível de detalhe — inclusive para materiais com comportamento não linear — e com precisão elevada, mesmo em computadores portáteis. Essas ferramentas
permitem que estruturas com alta esbeltez ou geometria complexa sejam analisadas e dimensionadas com menos aproximações nos cálculos e maior otimização. Além disso, torna-se cada vez mais comum que modelos BIM gerem automaticamente modelos de cálculo.
O modelo BIM deve conter todas as informações necessárias para a criação do modelo de elementos finitos. Após a análise e dimensionamento, a armadura é exportada automaticamente de volta ao modelo BIM. A tendência é que essas transformações se tornem mais rápidas e automatizadas, exigindo que os profissionais aprendam continuamente — ou seja, sem se limitarem ao conhecimento adquirido durante a formação acadêmica.
De fato, a necessidade de aprendizado contínuo para acompanhar o avanço do conhecimento científico intensificou-se com o ritmo acelerado de desenvolvimento — o que inclusive impactou a engenharia ao simplificar a execução e interpretação de testes. Naturalmente, isso dificulta a capacidade dos engenheiros (especialmente os mais jovens) de absorver e internalizar esses novos conhecimentos.
Vale ressaltar que a própria aceleração no desenvolvimento de projetos gera um desafio para o controle de qualidade, aumentando o risco de erros de concepção — não em detalhes, mas na visão macro, que pode não ter sido totalmente assimilada pela equipe. Isso tem ficado evidente em grandes projetos, mesmo aqueles envolvendo grandes empresas consolidadas.
Sob outra perspectiva, como esses softwares estão se tornando cada vez mais complexos e foram criados por humanos, eles estão sujeitos a erros e limitações. Os programas BIM, por exemplo, ainda não conseguem reproduzir a forma brasileira de detalhamento de armaduras em estruturas de concreto.
No caso dos softwares de análise e dimensionamento estrutural, a maioria enfrenta problemas ao resolver

(Fonte: http://www.soudalluchtdicht.be/)
estruturas que não estavam no escopo imaginado pelo programador. A situação torna-se especialmente crítica em modelos não lineares. Para cada estado limite a ser analisado — como flexo-compressão, cisalhamento em zonas comprimidas (bielas) ou tração diagonal (tirantes), que podem estar interagindo com flexão ou não, torção etc. —, as matrizes de rigidez e dano se modificam de maneiras ainda não totalmente compreendidas. Nesses casos, é essencial que, antes de utilizar esses softwares, comprove-se sua confiabilidade por meio de ensaios laboratoriais de problemas equivalentes.
Enquanto os engenheiros se entusiasmam com esse progresso notável, frequentemente negligenciam a validação através de exemplos e comparações com experimentos, utilizando os softwares diretamente sem o conhecimento prévio adequado - o que leva a erros graves. Quando analisados cuidadosamente, identifica-se não apenas o erro, mas também suas causas, que geralmente envolvem o uso desses modelos não lineares sem as devidas precauções.
Evidentemente, a empresa projetista é a responsável final, mas acredita-se que todos devam ser alertados sobre os riscos de utilizar esses softwares sem um profundo entendimento de suas capacidades e limitações. Nesse contexto de constante evolução tecnológica - tanto das ferramentas de projeto quanto de novos materiais e processos construtivos - a normalização técnica desempenha um papel crucial ao servir como base sustentável para aplicações seguras e eficientes.
Em Londres, no ano de 1908, foi fundado o "Instituto do Concreto" com 100 membros, incluindo engenheiros, arquitetos e outros profissionais. Um dos principais objetivos do instituto era estabelecer regras para projetos e permitir que engenheiros aplicassem a nova tecnologia (TAYLOR; BURGOYNE, 2008). Mesmo antes da criação do Instituto, já existiam códigos de construção, principalmente para prevenir incêndios que haviam devastado várias cidades europeias.
Do outro lado do Atlântico, os norte-americanos publicaram em 1910 o primeiro padrão para edificações em concreto, conhecido como "Normas Padrão para o Uso do Concreto Armado", desenvolvido pela "Associação Nacional de Usuários de Cimento" - um documento com apenas 14 páginas (ACI, 2019).
Em 1908, a teoria estrutural baseava-se na teoria da elasticidade desenvolvida por Hooke, Young e Euler, que estabelecia relações lineares proporcionais entre tensão e deformação. O processo de dimensionamento consis-
tia em determinar uma tensão admissível que o material pudesse suportar com segurança. Por meio de cálculos e ensaios, garantia-se que as tensões de trabalho permanecessem abaixo do limite do material, incorporando um coeficiente de segurança. Sempre houve ceticismo sobre a aplicação da teoria da elasticidade em estruturas de concreto armado, já que estas eram projetadas para fissurar sob cargas de serviço, transferindo as tensões de tração para a armadura. Os fatores de segurança eram elevados, como comprova o excelente desempenho das estruturas da época (TAYLOR; BURGOYNE, 2008). Normas europeias como a DIN 1045 e BS 8110 mantiveram o método das tensões admissíveis até os anos 1970. O American Concrete Institute (ACI) só eliminou esse critério de suas normas em 2005.
Em 1930, extensômetros permitiram medir as reais tensões e deformações nas estruturas. Observou-se que: as tensões em elementos de concreto armado divergiam das previstas pela teoria elástica; após ultrapassar o limite de proporcionalidade, o concreto exibia um patamar de escoamento dúctil sob flexão. Essas descobertas impulsionaram a teoria da plasticidade, posteriormente incorporada às normas internacionais de concreto.
Em 1940, o Brasil introduziu a primeira versão da NB1 - Cálculo e Execução de Estruturas de Concreto Armado, que estabelecia, além dos critérios de tensões admissíveis, um modelo inicial de cálculo para estado limite último (ELU) em flexão simples (ELU com fator de segurança único = 2). Tinha um formato muito semelhante ao utilizado hoje e já era amplamente usado mesmo antes, na década de 1930, em projetos como a Ponte Eusébio Matoso em São Paulo, que ainda está em boas condições com 83 anos de idade, e a Estrada de Ferro Mairinque-Santos, a primeira ferrovia a ser construída em concreto armado, com um arco de 75m que era recorde mundial e que ainda se mantém em bom estado aos 90 anos. Naquela época, apenas a Rússia e o Brasil possuíam normas com modelos de cálculo por estados limites.
Durante uma reunião realizada em Cambridge em 1952, foi formada a Fédération Internationale de la Précontraint (FIP) e, no ano seguinte, foi estabelecido o Comité Européen du Béton (CEB) com o objetivo de cooperação técnica internacional. O primeiro CEB-FIP Model Code foi publicado em 1964 em 15 idiomas, introduzindo o método dos estados limites utilizando a teoria da plasticidade. O Brasil participa do CEB desde seu início.
Em 1978, foi publicado o primeiro volume do "Sistema Internacional de Códigos Padrão Unifica -
dos para Estruturas". O CEB-FIP Model Code serviu como documento de referência para o desenvolvimento deste sistema e de várias normas em todo o mundo. Também em 1978, o Brasil lançou uma revisão da NB1-78, agora renomeada como NBR6118, adotando toda a formulação do CEB-MC-78, mas ajustando os coeficientes parciais de segurança com base em nossos quase 40 anos de experiência na aplicação de modelos de estado limite último. Isso estabeleceu uma filosofia de normatização no país alinhada com o Código Modelo, inicialmente do CEB-FIP e agora da fib, sempre visando critérios mais avançados, menos conservadores e mais econômicos, especialmente considerando o vasto território brasileiro, as numerosas construções e os recursos limitados. Com a melhor compreensão do desempenho do concreto e os avanços nas técnicas de análise e projeto, um novo Código Modelo foi publicado em 1990 com a intenção de servir como um guia operacional para o projeto de estruturas genéricas de concreto armado.
Em 1998, o CEB e a FIP se fundiram para formar a fib (Federação Internacional do Concreto Estrutural), que em 2010 publicou o MC 2010, dando continuidade à tradição de seus antecessores que havia começado com a publicação do Código Modelo em 1964. Este Código visava servir como base para futuras normas de concreto, levando em consideração os desenvolvimentos em análise e projeto desde sua última revisão. Com esta publicação, concretos de maior resistência foram considerados, e ele se tornou um modelo para projeto que também considera todo o ciclo de vida do elemento, desde o projeto até a construção, manutenção e demolição. O Estado Limite Último de Durabilidade foi introduzido, que avalia a segurança no final da vida útil da estrutura, considerando sua deterioração e o provável aumento de cargas. O Código Modelo não apenas se concentra na introdução de novas tecnologias e materiais, mas também aborda os requisitos relacionados à neutralidade de carbono e os desafios de reduzir as emissões na construção civil o mais rápido possível, alinhando-se com as metas para 2030 e 2050. A evolução tecnológica e as novas necessidades interagem cada vez mais no processo, e pode-se assumir que existe uma interdisciplinaridade entre elas.
A frequência das revisões tem se mantido em cerca de 10 anos desde a publicação do primeiro Código Modelo. No entanto, atualmente, a produção de conhecimento e a velocidade de disseminação de informações devido à digitalização e ao desenvolvi -
mento de ferramentas computacionais estão superando o processo de normatização. Acreditamos que a fib deveria considerar a possibilidade de acelerar esse processo realizando revisões mais localizadas e buscando apoiar os países em desenvolvimento propondo critérios mais econômicos (adaptando a segurança às necessidades regionais), mantendo sempre os padrões mínimos de segurança exigidos. Dessa forma, não apenas com os olhos no futuro, mas também no presente, é necessário que a periodicidade de revisão de documentos normativos ou considerados pré-normativos esteja atualizada com a evolução.
A normalização tem um impacto significativo no projeto e na execução de obras, servindo como ferramenta indispensável para o desenvolvimento sustentável de um setor ou segmento industrial ao alinhar parâmetros que evitam discrepâncias entre o que está sendo oferecido no mercado e estabelecem requisitos importantes, sejam intrínsecos ou não, para proteger os consumidores de não conformidades. No caso da indústria da construção, essas não conformidades podem variar desde manifestações patológicas que exigem manutenção corretiva até situações mais graves, como acidentes severos ou fatais.
Portanto, toda a influência exercida sobre ela precisa ser analisada de forma abrangente em termos de seu escopo e relevância atuais. Essa análise deve considerar não apenas a evolução do tema específico em revisão, mas também fatores externos que influenciam o resultado final. A questão é: Quais são os impactos do avanço tecnológico na normatização, e vice-versa? A experiência prática às vezes sugere que a normalização dificulta o progresso tecnológico. Por outro lado, é inegável que a normalização traz benefícios para a sociedade ao promover maior eficiência na utilização de recursos, segurança, redução de complexidade e integração com outros processos (LEE, SOHN, 2018).
A norma brasileira para projeto e construção de estruturas pré-moldadas de concreto (NBR 9062:2017), reconhecendo a importância das novas tecnologias que podem impactar a economia e competitividade do setor, incluiu um requisito denominado "projeto com verificação experimental". Isso se mostrou especialmente relevante porque a tecnologia de materiais estava evoluindo rapidamente, sem equivalência temporal com a revisão das normas.
Considerando que a norma anterior datava de 2004
e a atual é de 2017, o tempo máximo estipulado para revisão de uma norma foi estabelecido em 5 anos. Caso após esse período não seja solicitada prorrogação ou reabertura do comitê de estudos da norma para revisão, e nenhum motivo válido seja apresentado à autoridade competente, entende-se que a norma tornou-se obsoleta ou deixou de ser utilizada pela sociedade, podendo ser cancelada.
O item 5.5 da norma NBR 9062:2017 apresenta as recomendações Brasileiras para casos que normas existentes não se aplicam ao projeto estrutural sendo desenvolvido:
5.5 Projeto acompanhado por verificação experimental
5.5.1 Em situações onde o cálculo analítico aproximado não conduz a resultados teóricos satisfatórios ou onde a economia pode resultar de ensaios em protótipos, parte do procedimento de projeto pode ser executado baseando-se em verificações experimentais
5.5.2 Podem ser realizados os seguintes ensaios:
a) para estabelecer diretamente a resistência última ou o comportamento em serviço de elementos estruturais;
b) para obter propriedades específicas de materiais, para ensaio de novos materiais, de novos produtos e/ ou de outros detalhes construtivos além dos estabelecidos nesta Norma ou na ABNT NBR 6118;
c) os ensaios devem ser executados por pessoal qualificado, utilizando-se equipamentos calibrados. É necessária a validação do procedimento de ensaio, o qual deve explicitar a frequência e a amostragem para os ensaios posteriores (controle de execução).
5.5.3 Nestes ensaios devem ser obedecidos os seguintes requisitos:
a) os ensaios devem ser elaborados e os respectivos resultados avaliados de forma que a estrutura ou o elemento estrutural ensaiado tenha o mesmo nível de confiabilidade que uma estrutura ou elemento estrutural projetado conforme as prescrições de projeto estabelecidas nesta Norma, com relação a todos os possíveis estados-limites e todas as situações de projeto;
b) a amostragem de espécimes a serem ensaiados, bem como as condições durante os ensaios, devem ser representativas. Os ensaios devem reproduzir as condições de carregamento e de apoio;
c) não podem ser feitas extrapolações diretas de ensaios efetuados em outros países. Podem ser feitas adequações a estes ensaios, desde que consideradas as condições locais e os tipos de materiais e de equi-
pamentos utilizados;
d) nas usinas produtoras de elementos em série, os ensaios devem ser periodicamente repetidos e sempre que houver qualquer modificação significativa nos materiais, no processo executivo ou no equipamento; e) os ensaios cujos resultados sejam considerados quando da elaboração do projeto devem ter seus resultados disponíveis durante o período de projeto. Quando as recomendações de projeto desta Norma se basearem em condições implícitas de segurança, estas condições devem ser levadas em conta na avaliação dos resultados experimentais obtidos, podendo ser necessária a realização de algumas correções no caso de situações similares. Um exemplo deste efeito é a resistência à tração na flexão em vigas de concreto, a qual é normalmente desconsiderada durante o dimensionamento."
Um exemplo desse caso é a resistência à tração na flexão para vigas de concreto, que normalmente é negligenciada durante o projeto. No ELS (Estado Limite de Serviço), essa resistência à tração geralmente é considerada, mas no ELU (Estado Limite Último) não deve ser, para evitar falhas repentinas. Entretanto, pode ser considerada quando se utilizam materiais como fibras para reduzir essa fragilidade.
Nos casos de projetos apoiados em ensaios experimentais, é necessário sempre escolher um número adequado de testes que cubram satisfatoriamente as variabilidades intervenientes. Deve-se realizar uma análise estatística desse conjunto, sendo o valor característico apropriado tipicamente aquele que abrange 95% dos casos para ELU nos textos da NBR, fib e Eurocódigo, em conformidade com a normalização.
A ideia de que projetos acompanhados por verificação experimental podem suprir a necessidade de revisões intermediárias das normas é interessante. No entanto, o cenário ideal seria agilizar esses processos por meio de comitês permanentes que atualizem as recomendações à medida que surgem, até que uma revisão final seja feita com uma periodicidade definida, reduzida para 5 anos, conforme proposto inicialmente.
Em resumo, a verificação experimental poderia ser eliminada se o ritmo de atualização das tecnologias - não apenas ferramentas de projeto, mas também novos materiais - estivesse mais próximo do ritmo de atualização dos códigos e normas de melhores práticas.
A digitalização de informações e dados permite que algoritmos aprendam com resultados de testes e cálculos analíticos, possibilitando a previsão de comportamentos futuros com base em experiências passadas (Machine Learning). Na engenharia estrutural, algoritmos baseados em resultados experimentais podem prever a falha de um elemento com maior precisão e exatidão quando comparados às expressões analíticas das normas, que tendem a ser mais conservadoras.
Portanto, é importante analisar cuidadosamente a questão da IA adentrando todas as atividades humanas, certamente não considerando apenas os aspectos positivos gerados pela agilidade e abertura criadas pela digitalização. Esses aspectos devem ser discutidos separadamente, começando por aqueles nos quais a IA apresenta possibilidades positivas.
4.1. Benefícios gerados pela evolução da IA
4.1.1. Melhora na qualidade.
Ao compilar um extenso conjunto de dados sobre um problema e sua solução proposta, torna-se possível comparar essas informações e até mesmo imagens com outros casos bem-sucedidos e mal-sucedidos, permitindo uma avaliação positiva da solução ou, em contrapartida, a identificação de defeitos. Vale destacar ainda que esse conjunto de dados apresentado a um supervisor especializado aumenta significativamente as chances de ele acrescentar comentários importantes que a própria IA pode não identificar.
4.1.2. Otimização de projeto
Este extenso conjunto de dados pode auxiliar tanto a IA quanto o especialista a visualizar alternativas e sugerir caminhos para otimização. Como essa otimização envolve sempre não apenas a estrutura em si, mas também o processo construtivo - incluindo desafios da construção, disponibilidade de equipamentos e dificuldades no transporte de materiais e equipamentos -, este trabalho colaborativo entre IA e especialistas deve ser extremamente enriquecedor.
4.1.3. Gestão de processos, envolvendo projeto e construção
Neste aspecto, o uso do BIM (Building Information Modeling), já institucionalizado no desenvolvimento de projetos, contribui significativamente para integrar diferentes disciplinas dentro de um projeto e posteriormente
com a evolução da obra. Em muitos casos, é de fato possível visualizar melhor no BIM. Vale acrescentar ainda o conceito do gêmeo digital - ao criar o gêmeo digital de um edifício recém-construído e monitorar seu desempenho estrutural e tecnológico ao longo do tempo, os dados de monitoramento em tempo real iluminarão as decisões de manutenção.
4.1.4. Redução de risco
Devido ao fato de a indústria da construção civil se basear na singularidade de cada projeto e obra, não há aprendizado proveniente de produção em massa. Cada caso é único, e não existem protótipos ou modelos de teste reais em uso. Portanto, está claramente exposta a riscos maiores. Os itens descritos acima reduzem claramente esses riscos.
4.2. Riscos gerados pela evolução da IA
Apesar das vantagens da IA, sua aplicação também apresenta riscos para a indústria da construção, especialmente devido à rapidez nas tomadas de decisão e à redução de oportunidades de emprego, principalmente nas atividades em que a mecanização e a automação são aplicáveis.
4.2.1. Risco gerado pelo uso de softwares modernos com capacidades e limitações ainda não compreendidas
Softwares como modelos não lineares de elementos finitos geram rapidamente resultados de cálculo extremamente complexos, envolvendo modelos volumétricos de concreto interceptados por barras de armadura conectadas a eles através de elementos de contato. Descobriu-se que as matrizes de rigidez e as relacionadas a danos variam significativamente com o tipo de Estado Limite Último (ELU) e nível de tensão encontrado. Torna-se necessário ajustar o software a um teste laboratorial em cada ponto onde um ELU é abordado. Sem esse cuidado bastante dispendioso, foram identificados erros significativos.
Um exemplo ocorreu no Metrô do Panamá, em operação há quase dez anos. O projeto foi elaborado por uma empresa norte-americana e, devido a pequenas fissuras (inferiores a 0,2 mm), foi revisado por engenheiros brasileiros e uma empresa europeia. Essa verificação concluiu equivocadamente - ao utilizar software não linear de elementos finitos - que a estrutura corria sério risco de colapso. O incidente alertou para:
1. A importância da qualificação profissional
2. Os cuidados necessários ao empregar esses softwares em problemas reais
3. A exigência de ajustes com base em resultados
experimentais equivalentes para cada ponto que se aproxime de um ELU
4.2.2. Viés do algorítimo
Como toda IA é construída por humanos, e a seleção dos melhores caminhos e opções é influenciada pelas posições políticas e econômicas dos indivíduos, essas escolhas podem levantar questões éticas. Portanto, privacidade, justiça e segurança devem ser verificadas.
4.2.3. Responsabilidade técnica
Decisões relativas a estruturas não podem ser delegadas exclusivamente a softwares computacionais sem a supervisão e responsabilização de especialistas qualificados. Portanto, é sempre fundamental exigir a supervisão e a responsabilidade de um profissional técnico pelos resultados apresentados por programas de computador.
4.2.4. Questão social
O problema da perda de empregos também deve ser considerado, mitigando suas consequências por meio da criação de alternativas à medida que a IA avança.
Segundo as conclusões do artigo publicado no Structural Concrete Journal (Mathews et al., 2018), "propõe-se que o MC2020 adote a sustentabilidade como requisito fundamental, baseado em uma abordagem holística das necessidades e impactos sociais, custos do ciclo de vida e impactos ambientais." Em antecipação à publicação do MC2020, fica evidente que este importante desafio – entre outros explorados no artigo – foi alcançado.
Entendemos que, como desafios futuros, precisamos responder às seguintes questões:
1. No âmbito da Engenharia Estrutural, quais limites devem ser estabelecidos para garantir que a inteligência artificial contribua favoravelmente à inteligência humana, preservando a segurança das estruturas ao longo de todo o seu ciclo de vida?
2. Como avançar mais rapidamente com os códigos de boas práticas e a normatização, alinhando-os ao ritmo da evolução tecnológica em suas diversas esferas? Esse é o maior desafio para o próximo Código Modelo? Ou será o desafio principal para a etapa seguinte...?
No mesmo artigo, também serão necessárias medidas para consolidar uma massa crítica em aspectos ligados à sustentabilidade no contexto da IA. Isso pode envolver a participação de todos os comitês da fib nos pontos de interface com o tema e, possi -
velmente, a criação de um Special Activities Group (SAG) para atender às demandas de um mundo em transformação, onde industrialização, digitalização e sustentabilidade desempenham papéis determinantes para o futuro.
O universo do concreto, em sua vasta extensão e alcance, é crucial no contexto dos temas atuais para preservar a condução de boas práticas tanto em questões conceituais quanto nas mudanças em curso. Isso é vital para posicionar o concreto – o segundo material mais consumido no planeta – ao lado de outros materiais e tecnologias.
American Concrete Institut. "Concrete News." American Concrete Institut, https://www.concrete.org/news/newsdetail.aspx?f=51718061. Acessado em 7 de setembro de 2023.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NB-1: Cálculo e execução de obras de concreto armado, 1960.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6118: Projeto de estruturas de concreto. Rio de Janeiro, 2014.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9062: Projeto e execução de estruturas de concreto pré-moldado. Rio de Janeiro, 2006.
Comité européen du béton (CEB) e Fédération Internationale de la Précontrainte (FIP). “International System of Unified Standard Codes of Practice for Structures”, 1978.
fib MC2010. Model Code for concrete Structures 2010, Federation Internacionale du Beton ( fib). Lousanne, Switzerland. Berlin Wilhem Ernst and Sohn, 2013
Lee, W. S., and S. Y. Sohn. 2018. “Effects of standardization on the evolution of information and communications technology.” Technol Forecast Soc Change, 132: 308–317. Elsevier Inc.
Matthews, S., A. Bigaj-van Vliet, J. Walraven, G. Mancini, and G. Dieteren. 2018. “ fib Model Code 2020: Towards a general code for both new and existing concrete structures.” Structural Concrete, 19 (4): 969–979. Wiley-Blackwell.
McKinsey and Company, The next normal in construction. June 2020.
Taylor, H. P. J., and C. J. Burgoyne. "Structural design and the Eurocodes–a historical review." Structural Engineer 86.20 (2008): 29-32.
Walraven, J. 2013. “ fib model code for concrete structures 2010: Mastering challenges and encountering new ones.” Structural Concrete, 14 (1): 3–9. Wiley-Blackwell.
Artigo publicado originalmente em inglês no fib Proceedings of the 25th anniversary of the fib event 2023
4º ENCONTRO NACIONAL DE PESQUISA-PROJETO-PRODUÇÃO
EM CONCRETO PRÉ-MOLDADO
Data: 04 e 05 de junho
Local: Auditório Marka – Brodowski/SP https://abcic.org.br/Home
18º SIMPÓSIO BRASILEIRO DE
Data: 04 e 05 de junho
Local: São Paulo/SP https://ibibrasil.org.br/
2ª SIMPAVCON
Data: 12 A 13 de junho
Local: Campinas/SP mac@evengenharia.com.br
fib SYMPOSIUM FRANÇA
Data: 16 a 18 de junho
Local: Antibes, França https://www.fib-international.org/
9º CONGRESSO BRASILEIRO DO CIMENTO - EXPO CIMENTO
Data: 30 de junho a 02 de julho
Local: São Paulo/SP https://congressocimento.com.br/
26ª EDIÇÃO DA CONSTRUSUL –FEIRA INTERNACIONAL DA CONSTRUÇÃO
Data: 22 a 25 de julho
Local: Porto Alegre/RS https://feiraconstrusul.com.br/
CONCRETE SHOW
Data: 19 a 21 de agosto
Local: São Paulo/SP https://www.concreteshow.com.br/pt/home.html
SEMINÁRIO ABCIC DURANTE CONCRETE SHOW
TEMA: INOVAÇÃO, TECNOLOGIA E SUSTENTABILIDADE NA
INDÚSTRIA DO CONCRETO PRÉ-FABRICADO
Data: 20 de agosto
Local: São Paulo/SP https://abcic.org.br/Home
RIO CONSTRUÇÃO SUMMIT 2ª EDIÇÃO
Data: 24 a 26 de setembro
Local: Rio de Janeiro/RJ https://www.rioconstrucaosummit.com.br/
CONPAT/fib 2025 - 90 ANOS DO INSTITUTO EDUARDO TOROJA
Data: 24 a 26 de setembro
Local: Madrid https://www.ietcc.csic.es/conpat-2025/
ENECE
Data: 03 de outubro
Local: São Paulo/SP https://site.abece.com.br/
8ª EDIÇÃO INCORPORA 2025
Data: 09 de outubro
Local: São Paulo/SP https://www.abrainc.org.br/
REUNIÃO PRESIDIUM fib
Data: 26 e 27 de outubro
Local: Curitiba/PR
66º CONGRESSO BRASILEIRO DO CONCRETO
Data: 28 a 31 de outubro
Local: Curitiba/PR https://site.ibracon.org.br/
SEMINÁRIO fib, ORGANIZADO PELA ABCIC DURANTE O CONGRESSO BRASILEIRO DO CONCRETO / IBRACON
Data: 29 de outubro
Local: Curitiba/SP https://abcic.org.br/Home
14ª EDIÇÃO DO PRÊMIO ABCIC OBRA DO ANO
Data: 27 de novembro
Local: São Paulo/SP https://abcic.org.br/Home
NOTA: Alguns eventos podem ser alterados, recomendamos consultar o site para a acompanhar a evolução das informações.
NOTA: Alguns eventos podem ser alterados, recomendamos consultar o site para a acompanhar a evolução das informações.


Esta edição especial da Revista Industrializar em Concreto valoriza a integração entre o setor produtivo e a academia e apresenta o desenvolvimento em diversos contextos da pré-fabricação em concreto no Brasil, ao reunir 34 artigos técnicos, divulgados desde a edição inaugural, em maio de 2014, até a mais recente publicação, em abril de 2025. A iniciativa lançada durante o 4º Encontro Nacional de PesquisaProjeto-Produção em Concreto Pré-Moldado reitera o posicionamento estratégico da Abcic em integralizar todo o ecossistema da construção industrializada em concreto para a contínua evolução técnica e tecnológica do setor, contribuindo, dessa maneira, para o crescimento sustentável da construção civil brasileira.