
4 minute read
Faserproduktion ohne Ausfälle

from B&I Die Industrie-Zeitung, Ausgabe 3/24 (Juni)
by B&I Die Industrie-Zeitung | Betriebstechnik und Instandhaltung

In den österreichischen Werken der Evonik Fibres GmbH werden polyamidbasierte Produkte wie Hochleistungsfasern, Hohlfasermembranen sowie Pulver produziert. Wichtig ist dabei nicht nur eine saubere Arbeitsumgebung, sondern auch der kontinuierliche Betrieb. Fällt nämlich eine der Maschinen aus, so kann dies weitreichende Konsequenzen nach sich ziehen.
Bei der Entwicklung und Produktion der polyamidbasierten Produkte in den österreichischen Werken Lenzing und Schörfling kommen zahlreiche Maschinen zum Einsatz, wie zum Beispiel Trockner, Mischer, Reaktoren, oder deren Peripheriegeräte, wie Kälteanlagen oder Rührwerke. All diese Maschinen werden stark beansprucht.
Würde eine dieser Maschinen beispielsweise durch einen Getriebeschaden, eine unzureichende Belüftung oder eine zu geringe Fördermenge ausfallen, wäre dies problematisch. Was es bedeuten würde, verdeutlicht Markus Hufnagl, Fachexperte Automatisierungstechnik bei Evonik Fibres: „Wird die Produktion durch einen Maschinendefekt gestoppt, kann dies mehrere Stunden dauern. Im schlimmsten Fall auch mehrere Tage. Fällt zum Beispiel der Trockner aus, würde der Folgeprozess unterbrochen.“
Die Kosten, die mit einem solchen Ausfall verbunden sind, wären immens, unter anderem weil unter Umständen auch die gesamte Produktion stillstehen oder zumindest in Mitleidenschaft gezogen würde. Um dies zu verhindern, wurden in der Vergangenheit die Maschinen einmal im Monat inspiziert und in regelmäßigen Abständen mit Offline-Messgeräten untersucht.

Doch diese Momentaufnahmen reichen Evonik nicht mehr aus, es war dem Wartungsteam zu wenig. Um ungeplante Ausfallzeiten so früh wie möglich zu erkennen, entschied deshalb die Instandhaltungsabeitung, diese vorbeugende Instandhaltung mit einer zustandsorientierten Instandhaltung zu ergänzen.
Evonik suchte also nach einer ergänzenden Überwachungslösung und wandte sich in diesem Zusammenhang an den Schaeffler-Servicepartner Messfeld GmbH. Messfeld und Schaeffler Österreich waren sich einig, dass hier die Condition-Monitoring-Lösung Optime CM die beste Option war, die Maschinen zu überwachen.
Die skalierbare Lösung besteht aus kabellosen Sensoren, einem Gateway und digitalen Services, die auf proprietären Schaeffler-Algorithmen beruhen. Gesagt, getan. In der ersten Phase der Überwachung wurden der Drucknutschenfilter und der Konustrockner mit Optime CM überwacht – und das sollte sich auszahlen. Bereits kurz nach der Installation der ersten Sensoren am Konustrockner wurde eine Warnmeldung in der App angezeigt.
Diese Warnung in der Optime-App wies auf Probleme am Motor und am Getriebe hin. Die Experten von Messfeld informierten den Kunden über die Unregelmäßigkeiten. Daraufhin führten die Fachexperten vor Ort und die Experten von Messfeld gemeinsam eine Bewertung der Ergebnisse durch. Dabei konnten sie die Kritikalität mithilfe der Daten sehr gut einschätzen.
Und es gab Entwarnung; zumindest ein bisschen. Die Maschine konnte bis auf Weiteres ohne erhöhtes Risiko weiter betrieben werden, doch um die Ursache einzugrenzen, wurden entsprechende Maßnahmen eingeleitet. So wurden unter anderem auch Ölproben genommen und detaillierte Messungen durchgeführt. Auf Grundlage dieser Ergebnisse wurden Maßnahmen für den geplanten Stillstand im Sommer festgelegt.

Nachdem durch die Lösung direkt ein Fehler gefunden wurde, entschlossen sich die Verantwor tlichen bei Evonik Fibres, die Lösung sukzessive an weiteren Maschinen zu installieren.
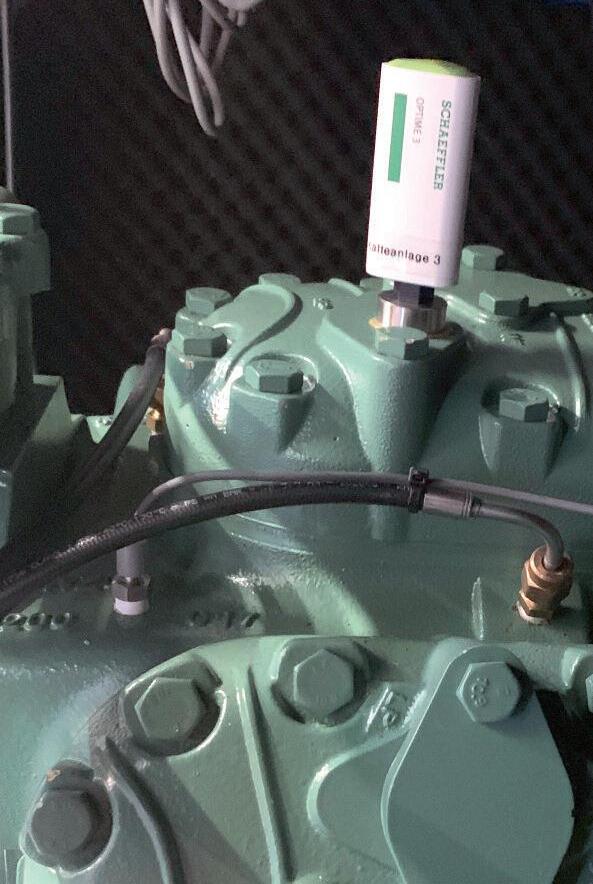
Übrigens: Im österreichischen Werk Weißenstein der Evonik Peroxid GmbH über wachen die Optime -Sensoren ebenfalls schon einige Maschinen und nicht nur das, auch der intelligente Schmierstoffgeber Optime C1 hat hier Einzug in das Werk gefunden Gemeinsam bildet das Duo das Optime -Ecosystem, welches Zustandsüberwachung und Schmierung intelligent vereint.








