SPECIAL REPORT INDUSTRIAL LUBRICATION WHAT’S IMPORTANT NOW!
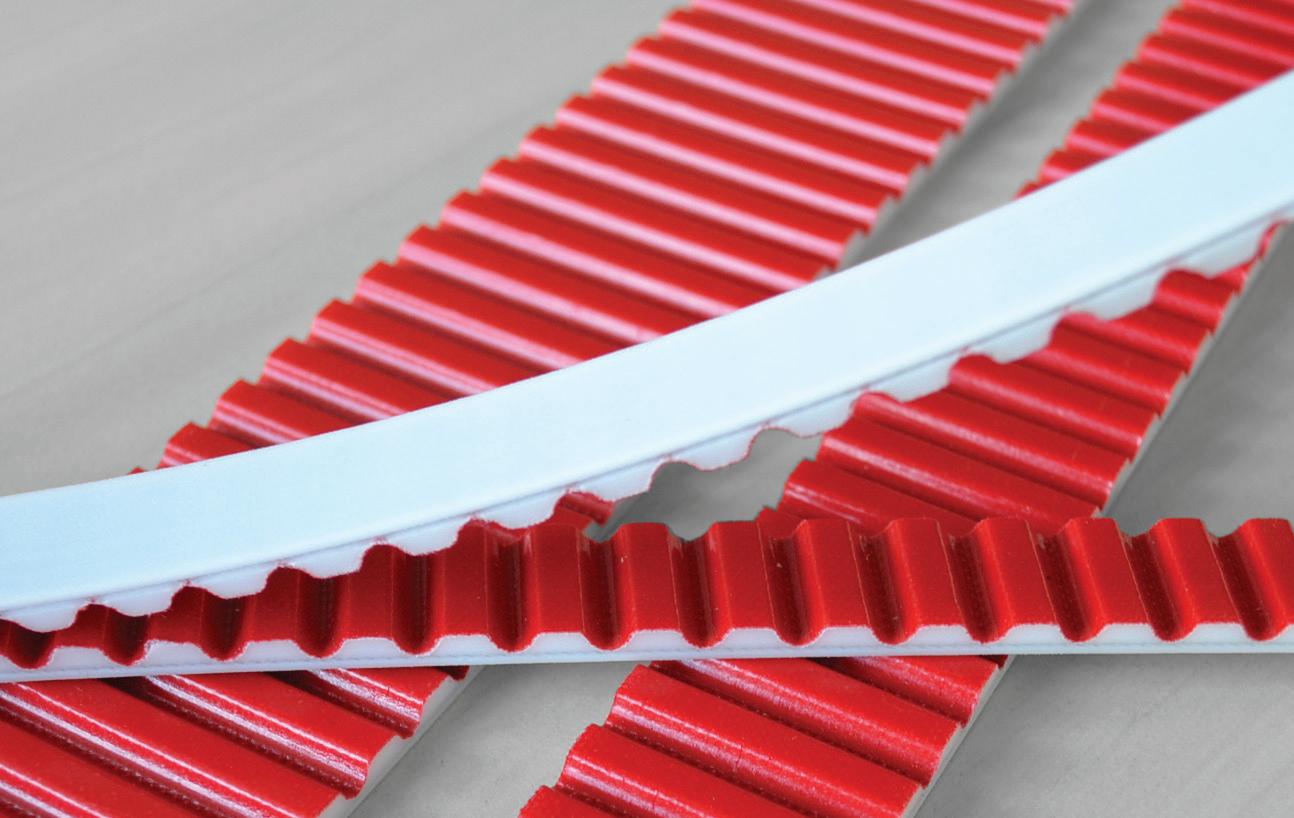
FLUID TRANSFER MANAGEMENT HOSES, SEALS & PIPES
Hydraulic system leaks aren’t hard to fix. Just do it right.
The Only Coupling To Earn Its Wings
The patented Baldor•Dodge® Raptor takes coupling innovation to greater heights. Utilizing a patented winged element design for higher bond strength and improved fatigue resistance, the Raptor delivers:
• Longer driven equipment life and increased reliability
• Easier installation and reduced maintenance
• Drop-in interchangeability
The Raptor is backed by over 50 years of natural rubber expertise and an industry leading 5-year warranty. Expect a higher level of reliability with the new Baldor•Dodge Raptor coupling. baldor.com 479-646-4711
slotted clamp rings offer more clearance at the bolt holes for an easier installation than competitive designs.
Raptor’s
JUNE 2017
Volume 33, No. 3
Established 1985 www.mromagazine.com www.twitter.com/mromagazine
Tim Dimopoulos, Vice-President tdimopoulos@annexbizmedia.com
Ted Markle, COO tmarkle@annexweb.com
Mike Fredericks, President & CEO
Machinery & Equipment
MRO is published by Annex Business Media, 80 Valleybrook Dr., Toronto, ON Canada M3B 2S9; Tel. 416-442-5600, Fax 416-510-5140. Toll-free: 1-800-268-7742 in Canada, 1-800-387-0273 in the USA.
Printed in Canada
ISSN 0831-8603 (print); ISSN 1923-3698 (digital)
PUBLICATION MAIL AGREEMENT #40065710
CIRCULATION
email: blao@annexbizmedia.com
Tel: 416.442.5600 ext 3552
Fax: 416.510.5170
Mail: 80 Valleybrook Drive, Toronto, ON M3B 2S9
Subscription rates.
Canada: 1 year $61.50, 2 years $97.95. United States: 1 year $105.
Elsewhere: 1 year $120 Single copies $10 (Canada), $16.50 (U.S.), $21.50 (other). Add applicable taxes to all rates.
On occasion, our subscription list is made available to organizations whose products or services may be of interest to our readers. If you would prefer not to receive such information, please contact our circulation department in any of the four ways listed above.
The industry has been on a predictive maintenance track for many years. A shift away from the traditional break-fix model is in no small part thanks to Big Data, Industry 4.0 and IoT technologies that have enabled manufacturers to retool. But while companies look to data for an elusive upward spike, they are wrestling with ways to scale up tangible opportunities arising from machine connectivity.
Reliability experts consider the notion of reacting only when a machine or component breaks down as passé even though caring for equipment based on average or expected life statistics is still common practice. (For proof that the way an asset is treated throughout its life determines its lifespan, read contributor Jeff Smith’s article, “Fleet Management,” on page 40.) Technicians in control rooms are prime examples of those facing the reality that their processes need upgrading if they are to act long before a defect causes costly downtime.
There is great value in being able to identify defective components that could shut down a system. The practice sidesteps a drawback associated with timebased maintenance: since wear and tear differs from machine to machine, it is difficult to calculate. Using a predictive toolset enables facilities to detect and replace defective components before damage occurs and alleviates the pressure imposed on productivity and performance.
Beyond the opportunity to analyze the data streaming from machine sensors that measure vibration, temperature or humidity, predictive maintenance also provides cost savings by presenting a clearer picture of a facility’s wellbeing by offering a better view of material quality and order frequency.
Predictive maintenance solutions are steadily growing into a highly dynamic and competitive market. Already worth billions, analysts are reporting traction from the ranks of automation and IT solution providers alike – including big names such as GE, SAP and IBM. Each platform can analyse data, deliver insights in real time, and promises to reduce cost, improve availability and reliability, and manage risk. Offering capabilities specific to maintenance (preventive, corrective, breakdown and calibration), these device-agnostic solutions provide real-time notifications, order operation, work history, pending jobs and manage workflow.
Use cases are springing up everywhere. Sandvik Coromont, which specializes in manufacturing tools and machining solutions for the metalworking industry, turned to Microsoft’s Azure IoT Suite, Cortana Intelligence and Dynamics 365, to develop its service model. The predictive analytics platform not only analyzes data from sensors embedded in tools across the shop floor, but also pinpoints bottlenecks in the overall supply chain or manufacturing process. It further integrates master data from the CRM system with the shop floor data to provide feedback (prescriptive analytics) in predicting when to change or order a tool.
Such next-level solutions in manufacturing underpin the race to act early and quickly. If remaining static is not an option for maintenance users, then the flexibility of predictive tools present opportunities that are both transformative and effective.
SAVE MONEY WITH SKF REMANUFACTURING PROGRAMS
Shorter lead times, quality repairs and better for environment
SKF Certified Rebuilder
Facing another repair? Go from continual Repair to constant reliability with one of SKF’s Certified Rebuilder’s.
» Motors
Motors are among the highest in reliability incident reports. 40% to 70% of motor failures are related to bearings. For many companies, that leads to a continual cycle of costly repairs and unplanned downtime.
How parts in the motor are installed, lubricated, handled, stored, aligned, transported, and maintained is of critical importance. Trust a SKF Certified Rebuilder to keep your equipment running at the highest level.
» Pumps
80% of pump failures relate to bearings and mechanical seals. A thorough understanding of what it takes to maintain industrial pump system performance is vital. SKF’s Certified Rebuilder’s are trained to repair to the highest standards.
» Large Gearbox
SKF is specialized in repair and refurbishment of large gearboxes –350 hp and above. Make your gearbox perform like new –or even better! SKF takes a systems approach, drawing on knowledge developed from designing bearing systems for all types of rotating equipment for many OEMs and our expertise in bearings, gears, seals and lubrication.
» Large Bearings
Why scrap large bearings unless you really have to?
Bearing service life can often be significantly extended by SKF’s proprietary process in our Canadian facility. In fact, a bearing with only 30% left of its calculated service life can be worth remanufacturing.
» Large Gears
SKF can help you with any gearing issue which will assist to streamline production, shorten time-to-market, increase torque, decrease operating temperatures and reduce noise levels. Ring gears, gear wheels or even larger applications up to 8 meter outside diameter are manufactured from high quality alloy steel or casting material. Gear design verification, and eventually upgrade, is done when a new gear pair is manufactured.
For all these services contact your SKF Authorized Distributor
COVER STORY – Fluid transfer management
Work orders / 12
Know your requirements and maintenance tasks before setting up reports.
Calculated risk / 18
A maintenance professiobal uses asset management training to mitigate risk.
Take 3 / 14
In
Driven by precision / 24
Sharing
Fleet management / 40
Dated knowledge drives poor decisions. It might be why your fleet is being mismanaged.
Editor’s Notebook / 3 Industry Newswatch / 6
“Hydraulic hoses are the nemesis of any heavy-duty mechanic.” Contributor Jeff Smith offers pointers on avoiding leaks in aged hoses, seals and pipes.
Power transmission sales expected to rise in 2017, PTDA
Chicago, Ill. – The fourth quarter 2016 Sales History & Outlook Report (SHOR) released by the Power Transmission Distributors Association (PTDA) shows power transmission/motion control (PT/MC) distributor sales declined 3.6 per cent from the 3Q16 level, a typical decline for that time period. However, leading indicators for PT/MC products suggest sales will rise through 2017 and 2018 before declining in 2019 as the macro-economy heads into a mild recession.
The 1Q2017 PTDA Business Index supports this forecast for improvement as it climbed exponentially to 69.3, a significant improvement compared to last year’s first quarter reading of 46.9. The PTDA Business Index is also higher than the April 2017 PMI Index of 54.8.
Manufacturers reported a 70.2 reading in 1Q2017, up from 49.1 in 4Q2016 repre -
HEALTH AND SAFETY INDEX
Toronto – The Workplace Safety and Insurance Board (WSIB) has developed a new tool, the Health and Safety Index, to measure the overall health and safety of Ontario’s workplaces.
The Health and Safety Index condenses a wide range of data into a single measure to show how Ontario’s workplaces are performing overall from year to year – how safe they are, and whether they’re getting safer. WSIB reports that the index is the first of its kind in North America.
“Everyone in Ontario has an interest in making workplaces as healthy and safe as possible,” said Tom Teahen, WSIB President and CEO. “The Health and Safety In-
senting the largest quarter-to-quarter increase in the PTDA Business Index data history. Distributors also indicated a significantly higher reading of 68.2 in 1Q2017, up from a 47.0 reading in 4Q2016. PTDA members are benefiting from a general rise in U.S. corporate profits, capital expenditures and industrial utilization rates.
The PTDA Business Index is modelled after the widely respected Purchasing Managers Index (PMI) and tracks change in business activity, new orders, employment, supplier deliveries, inventories, prices and backlog in the PT/MC industry to arrive at an overall index.
The entire 1Q2017 PTDA Business Index report is available through PTDA’s website at ptda.org/Index.
For more specifics on the forecast, visit ptda.org/SHOR.
dex will give an birds-eye view of Ontario’s workplaces so that we know what’s working well and what needs to work better.”
The Health and Safety Index is based on five categories of data in prevention, worker empowerment, workplace culture, enforcement and injuries. The WSIB will use data gathered up to April 2017 to set a baseline and will publish new data along with the overall measure annually starting in summer 2018.
“The WSIB’s new Health and Safety Index integrates data from various sources into one measure which can be tracked over time,” said Matthew Stewart, Associate Director, National Forecast with the Conference Board of Canada.
HONEYWELL AND SKF LAUNCH INDUSTRIAL INTERNET OF THINGS PILOT PROJECT
Gothenberg, Sweden – Honeywell Process Solutions and SKF have launched a joint pilot project aimed at developing Industrial Internet of Things (IIoT) solutions. The pilot project, at a copper mine in Latin America, aims to create a digital standard for improved machine efficiency, reliability and competitiveness for industrial customers. As part of the pilot project, SKF’s expertise in bearings, lubrication and condition monitoring will be combined with Honeywell’s capabilities in data consolidation and software development. The project’s ambition is the joint development of a user-friendly digital ecosystem that captures and analyses large amounts of data from a plant operator’s machinery. Based on the analysis of this data, operators will be able to determine methods to reduce or even eliminate manufacturing inefficiencies and unplanned downtime. For more information, visit skf.com.
The Health and Safety Index is an evidence-based tool that can help the WSIB, employers and other partners in the safety system to identify areas for improvement and track improvements. The index was designed so that it can be adapted by other workers’ compensation boards across Canada.
“We’d like to see the Health and Safety Index become a truly pan-Canadian effort,” said Elizabeth Witmer, Chair of the WSIB Board of Directors. “This is a valuable tool to understand the health and safety system and we’d be happy to share what we’ve learned in developing it.”
The Health and Safety Index is available at healthandsafetyindex.ca.
TIMKEN ADDS INDUSTRIAL CLUTCHES AND BRAKES TO ITS PORTFOLIO
North Canton, OH – The Timken Company, a global leader in bearings and mechanical power transmission products, has acquired the assets of PT Tech, Inc., a manufacturer of engineered clutches, brakes, hydraulic power take-off units and other torque management devices used in mining, aggregate, wood recycling and metals industries.
“We are pleased to add industrial clutches and brakes to Timken’s growing portfolio of mechanical power transmission products,” said Richard G. Kyle, Timken president and chief executive officer. “This acquisition allows us to better serve our customers by offering a broader, more diverse package of products and ser-
vices. The addition of PT Tech will also provide ample growth opportunities, as we leverage our portfolio to drive growth across complementary markets around the world.”
Based in Sharon Center, Ohio, PT Tech serves an established original equipment customer base primarily in North America. In 2016, sales were approximately $20 million.
In recent years, Timken has completed a number of acquisitions featuring products adjacent to its core bearing lines, including belts, gears and gear drives, chain, couplings and lubrication delivery systems, as well as a variety of related services.
For more information, visit www.timken.com.
WHAT’S IN A NAME?
Stockholm, Sweden – Atlas Copco Board of Directors announced on January 16 that it will prepare a proposal to the Annual General Meeting 2018 to split the group into two companies; Atlas Copco, focused on industrial customers, and another one – now named Epiroc – focused on mining and civil engineering customers. The plan is to have both companies listed on the Nasdaq Stockholm stock exchange.
The name, Epiroc, was selected out of almost 1,000 names evaluated. Epi is a prefix meaning “on” or “at” in Latin and Greek. Roc signals stability and durability, and rock is one of the most important materials that the company works with.
“With Epiroc we have found a short, distinct and timeless name that is spot on for the mining and civil engineering business,” said Annika Berglund, senior vice president Corporate Communications and Governmental Affairs.
For more information, visit www.atlascopcogroup.com.
DEMAND-RESPONSE ELECTRICITY INCENTIVE
Mississauga, Ont. – Schneider Electric Canada, the global specialist in energy management and automation, announced the release of the latest version of its Global Adjustment solution for large energy users in Ontario. The solution is focused on class A users who are participating in the Industrial Conservation Initiative (ICI) which is offered by the Independent Electricity System Operator (IESO) in Ontario and now includes customers from 500KW to 1MW and above.
This solution is aimed squarely at accommodating the need for a reliable and economical solution to help class A customers take advantage of the incentives offered by the new ICI program. Customers that wish to participate in the program must opt-in between June 1 and June 15, 2017. Customers who participate in the ICI, referred to as class A, pay a global adjustment based on their percentage contribution to the top five peak Ontario demand hours (that is, peak demand factor) over a 12-month base period.
In conjunction with the IESO data, the Schneider Electric Global Adjustment solution automatically notifies a customer when a potential provincial peak demand hour will occur and helps them understand how a timely demand
NIBA/PTDA JOINT INDUSTRY SUMMIT
Madison, Wis., and Chicago, Ill. – Advanced registration is open for the NIBA/PTDA Joint Industry Summit at The Diplomat Beach Resort in Hollywood, Fla., September 2730. More than 1,000 delegates, representing over 425 distributor and manufacturer member companies of NIBA–The Belting Association and PTDA (Power Transmission Distributors Association) will attend.
The program for the premier event for the belting and power transmission/motion control (PT/MC) industries includes cross-channel networking, shared learning and collaborative experiences under the theme, “Powering Thoughts. Conveying Ideas.”
Speakers include: John O’Leary, bestselling author and speaker, teaches participants to lead a radically inspired life. Molly Fletcher,
response can have an impact on their facility and affect their utility bills. With data feeds from the IESO along with Schneider Electric metering and software, customers get comprehensive reporting and notifications to manage the loads in a facility during a peak demand hour in compliance with the ICI program. Additionally, customers have the option to add advanced forecast and control capacities that enable automatic load shedding or onsite generation.
“The Global Adjustment can be the largest line item on many large electrical users’ electricity bills and can account for as much as 70 per cent of their utility bill,” noted Richard Henzie, director of Marketing, Power Solutions and Buildings with Schneider Electric Canada. “The Global Adjustment solution has the ability for class A customers to easily and quickly get a predictive report on what is happening right now as well as tracking and visualizing forecasted demand and peaks. It also tracks their consumption and gives them the tools to take advantage of that information to make the right decisions to reduce their global adjustment charges.”
For more information, visit www. schneider-electric.ca.
SCALABLE IOT SOLUTIONS DIGITIZE MACHINE ASSETS AT THE COMPONENT LEVEL
Cleveland, OH – Parker Hannifin Corporation, the global leader in motion and
a trailblazing sports agent, motivates relationship-building to help you rise to the top of your game. Dr. Alan Beaulieu assists company leaders with his uncannily accurate economic forecast and tips to survive through 2018 and beyond. All three speakers offer more insights during Deeper Dive sessions.
For more information, visit NIBAPTDA.org or visit ptda.org
control technologies, unveiled the Voice of the Machine IoT platform, an open, interoperable and scalable ecosystem of connected products and services.
As part of a broader digital transformation underway, Parker is leveraging 100 years of product and application expertise to build better digital customer experiences.
With the Voice of the Machine platform, Parker is addressing challenges that have prevented operators from fully leveraging IoT to improve safety and prevent unplanned downtime and high maintenance costs across their industrial applications. Some of these challenges include legacy devices that are not IoT-enabled, an absence of component-level insights and competing communication protocols used by various suppliers.
Parker is using a centre-led approach and has adopted a common set of IoT standards and best practices for use across all its operating groups and technologies. Every connected product uses the same repository of digital services with an exchange-based platform architecture, designed by software experts at Exosite. The Exosite IoT architecture makes it easy to deploy a diverse set of connected solutions leveraging that same set of digital services and to integrate Parker solutions with other partner platforms.
For more information, visit www.parker.com/IoT. MRO
Business Briefs
News and views about companies, people, product lines and more.
• The Fairlawn, OH – Technology company Continental is investing about $12 million in its ContiTech PVC hose business in North America and is expanding its manufacturing and production capacities into a new state-of-theart competence centre at its upgraded plant in Mount Pleasant, Iowa, to modernize the industry hose production.
• Cleveland, OH – Parker Hannifin announced that G. Dedinsky, vice president – Global Supply Chain and Procurement, will retire after 38 years of service to the company. The Board of Directors has elected Thomas C. Gentile, to succeed Dedinsky as vice president – Global Supply Chain, effective July 1, 2017.
• Edmonton – After a double-digit decline in 2016, Alberta’s energy engine is not only ramping up again, it’s also fuelling Canada’s export recovery this year, reports Export Development Canada’s semi-annual Global Export Forecast The rebound in the energy sector, combined with modest growth in its agrifood exports, will boost the province’s global growth by 19 per cent – the best in the country. “Despite multiple attempts at diversification, Alberta’s export scene is still dominated by energy,” said Peter Hall, EDC’s chief economist. “The energy rebound in Alberta is substantial enough to lift national export growth this year. Alberta is coming back from the brink.” To this end, Canada’s Minister of Natural Resources, the Honourable Jim Carr, announced $21 million for three clean technology projects to reduce emissions in the oil and gas sector in Alberta. The projects are being funded through Natural Resource Canada’s Oil and Gas Clean Tech Program, which received $50 million over two years toward technologies that reduce emissions from oil and gas. Natural Resources Canada says that accelerating clean technology development is a key component of the Government of Canada’s approach to promoting sustainable economic growth and the transition to a low-carbon economy.
• Zelienople, Pa. – Ritter Technology, LLC, a leading provider and distributor
of industrial motion and control products, announced that it has acquired the business of Fluid Systems Engineering located in Clinton Township, MI.
• Montreal – Wajax, a leading Canadian provider of industrial products and services, has added Uniforce pumps, a TSC Manufacturing and Supply, LLC brand (TSC), to its product portfolio in all provinces. Customers will now have access to a wide range of Uniforce plunger pumps designed for high pressure applications, available exclusively through Wajax in Canada.
• Winterthur, Switzerland – Jim Mugford has been appointed president and global head of Sulzer’s electromechanical services business. Mugford will be responsible for driving Sulzer’s strategy, growth and profitability for electromechanical services worldwide and creating synergies with the company’s turbo services and pump services businesses.
CRITICAL PROTECTION
• Kitchener, ON – The Ontario Ministry of Labour reports that a food processing company in Waterloo pleaded guilty and has been fined $55,000 after a worker was injured by running blades in a hopper machine. Sunwest Food Processors Ltd. produces a batter and breaded products on a range of protein, cheeses, seafood and vegetable substrates. On June 1, 2016, a worker was using a “former” machine to process meat. The worker reached inside the running hopper topush down meat. The rotor caught and one of the sharp steel blades caused injuries. The machine was not locked out. Since the incident the company has hired a dedicated health and safety officer for 2017. MRO
Industry Newswatch is edited by Rehana Begg. Visit www.mromagazine.com for the latest news and longer versions of items here.
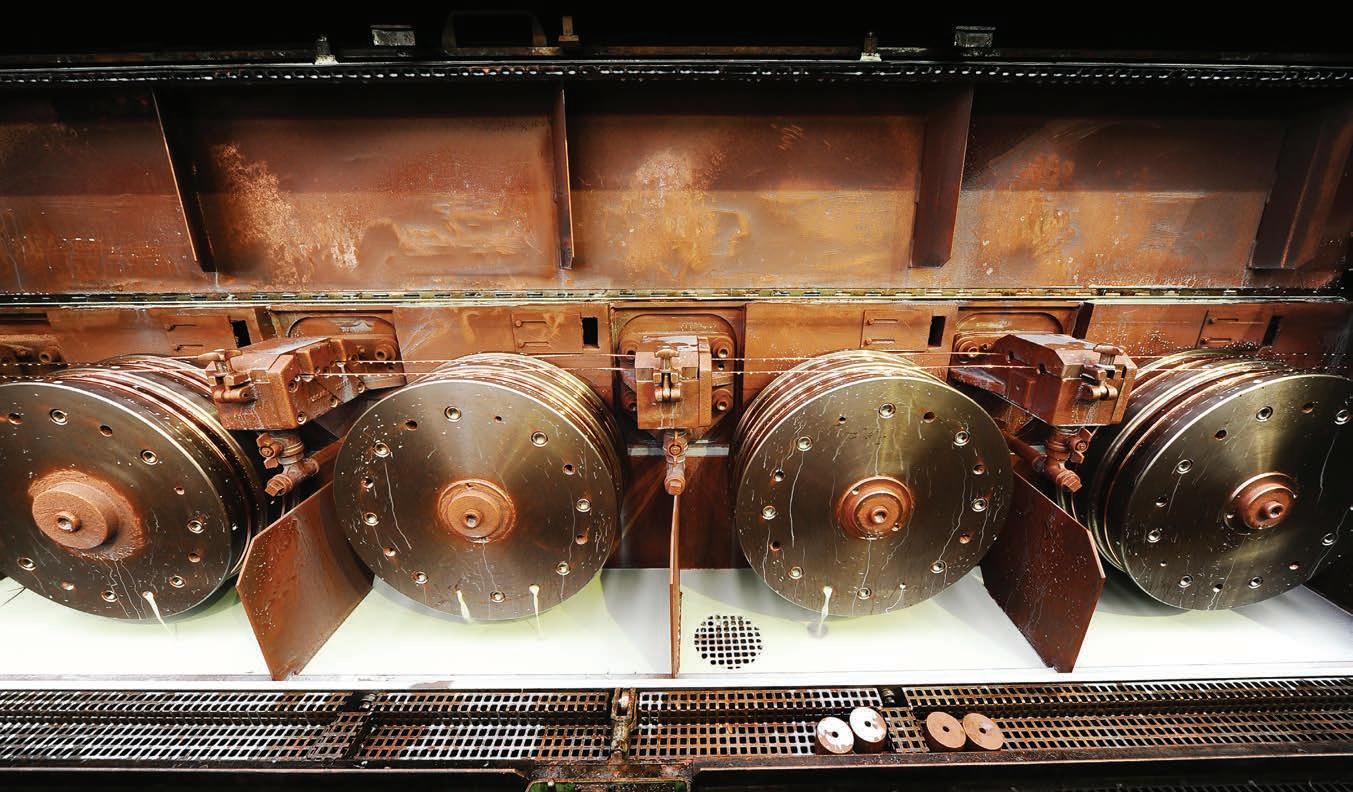
FLUID TRANSFER MANAGEMENT
Follow this nifty checklist to ensure secure fittings, and prevent leaks and unnecessary damage.
BY JEFF SMITH
Earlier in my career I was a mechanic on the railway. Equipment has always fascinated me. Integrated electronics automating advanced hydraulic systems on track liners, tie inserter cranes – all types of equipment working in harmony! This metal ballet was a thing of beauty. Then, with a rainbow-invoking spray of hydraulic oil, the show abruptly ended. I’d watch as the machine helper pulls out a chunk of three-quarter-inch hydraulic hose and quickly spin on a somewhat clean fitting. I remember a passing thought that if the hose and fittings were cleaner and if the helper had fit the hose so it would not rub, it might last longer (MTBF). I entered a suggestion that the hoses and fittings should be contained in a sealed box with one end done on each size roll (MTTR). At this point I became obsessed with finding better ways to maintain equipment, I did not realize there was a reliability industry, but who did in 1980?
Hydraulic hoses are the nemesis of
any heavy-duty mechanic. New equipment for the most part hardly leak a drop, but aged equipment can look like an automated sprinkler system. So what happens during the asset’s lifecycle to enable this transition and can we avoid it? What are the best practices that avoid the “Failed to Contain” failure mode?
First let’s consider a new asset. It arrives on site with all hoses at the exact engineered length. It has been installed without twisting the hose and any angled fittings are positioned the correct way. All the clamping hardware are new and securely fastened. The senior operator claims the unit and enters the cab with pride. The mechanics line up to admire the clean iron and glare at the previous unit as it heads to the scrapyard.
The new unit runs perfectly, but there is one minute issue: a small piece of slag was left on a weld. The slag travels through the hoses and finds a home nestled in the spool of a relief valve. There it contently sits until that system is over pressured and as the relief valve opens
to do its job managing the pressure spike, the slag’s evil nature is revealed as it quickly jams the spool open and the system starts to overheat. As the system gets hotter, alarms start sounding, the mechanics leap into action to clean the cooler, and when this doesn’t help someone suggests a bigger cooler. Production demands the unit keep working. The alarm is bypassed and the unit runs until the weekend. The tradesmen who have not been trained on the unit start struggling through the schematics, and the vendor is called in. The young CBM guy using thermographic imaging sees the relief valve as the heat source but gives up trying to communicate this as no one has time for him. The expert arrives on site and changes the relief valve, voids the warranty as the unit was run with a heat issue, and everyone is happy as the problem is solved and the unit is back to work.
So what would the residual damage be? Heat hardens seals and embrittles hoses. On the piping the heat deteriorates the
neoprene retainers, allowing the piping to shift with vibration, thereby inducing wear. As clearances are minimized with heat, valves can be scored and other problems are seeded. Now we have positioned the unit to require interventions.
Organizations that invest in quality training and allow sufficient time for interventions will not compound the issues. So let’s follow the other trail that leads to the death of a thousand leaks. It is noted on a PM that a seal has started to leak, so the flange is opened and a new O-ring is installed, but the 45-degree hose end is reinstalled at a slight improper angle. The hose no longer bends with the motion but has a slight twisting motion. Eventually the motion weakens the wire and the hose fails. The warehouse is contacted and they are given measurements to make up a new hose, not realizing the mechanic had given them fitting-to-fitting lengths, which they interpreted as hose length. The longer hose is installed and starts rubbing on a component but, hey, the equipment
is back up and running. Meanwhile the piping with the melted neoprene retainer starts to shift and wears a hole in the pipe, the pipe is replaced with a hose… and so starts the death spiral.
Piping and hoses, like fasteners, are not often given the quality of workmanship they require. As supply chain items they are also not given the consideration they deserve. Hydraulic system leakage should not be normalized and isn’t hard to care for if a few things are done right. Here are some key things to consider.
Hoses, Piping, Seals
Conduct inspections that are targeted and quantifiable General PM statements like hoses OK do not deliver the quality control required. Better examples: Inspect boom to stick hose arch set for leakage (target the inspection); loose/ worn clamps and retainers (include instructions to resolve finding, such as “loose bolts are torqued to x”), ensure angled hose ends are positioned as shown (include pictures).
Ensure that hose and piping installation practices are understood and adhered to. Train your people and inspect workmanship. Do not accept substandard work. If a quick field repair is conducted, make sure it is followed up during the next PM to validate quality. Stock the working hoses. If you chose to make your own hoses, have the vendor provide the dimensions and try to avoid general field measurements. Also understand the pressure requirements and other considerations. If hose armour is required, have it available. Stock the retaining hardware. Clamps and hose retainers get lost, worn and melt. If they are not available, they are often replaced with substandard items, such as tie wraps.
Utilize a criticality ranking for hose systems. Some failures may be life threatening, some may be minor. Establish business logic, for example, critical hoses will be stocked, and have detailed inspections; non-critical ones will be made up as required.
Do not replace piping with hoses. Piping has less internal resistance and cools oil; hoses heat oil. If you have to bypass a pipe with a hose ensure it is followed up and corrected.
Utilize consumption tracking for top up. It is imperative to understand the volume added as some leakage is not evident to the operator. If a machine is flagged to excessive consumption, resolve the issue.
When disassembling a unit post catastrophic failure, document the hose layout. Ensure you label each hose and provide pictures of the installation. The time spent documenting the disassembly will be recovered in both speed and quality on the reassembly.
Avoid general O-ring kits. O-rings are not as simple as they seem. There are sizing issues and durometer ratings (hardness), backing variation, and so forth. It is better to have the vendor provide a kit for the machine and keep it on the machine. Regardless of the maintainer, they have the correct seal readily available. Install the fittings correctly. Always use two wrenches to avoid twisting the hose and do not over tighten. The label (writing) on a hose is called the “Lay Line.” Look it over to inspect for twisting, and reinstall if required. Validate that the fittings are correct and ensure the treads are clean an undamaged.
Do not install hoses with compound bends. They should be limited to one plane of motion.
Safety considerations
Ensure all working attachments are on the ground or locked prior to working on any hydraulic system. Release any stored energy in the system. Some systems have accumulators that require bleeding prior to disassembly. And do not feel for leaks on energized systems; if there is a pinhole leak the pressure can easily cut off parts you will miss having.
Work with precision
There is no reason assets should become leakers if the listed items are followed. In my experience, it is mostly rushed jobs conducted with wrong parts that lead to bleeding machines. When I see an industrial organization with leaking equipment it is easy to assume they have a reactive culture. Quality workmanship and having the correct stock requires executive sponsorship and a culture that believes things can and should be done correctly. Precision maintenance is the primary element that enables reliability and cost control. Apply it to your hoses and fittings. MRO
Jeff Smith is the owner of 4TG Industrial and a reliability subject matter expert. His work spans a cross section of industries, including oil sands, mining, pulp and paper, packaging, petrochemical, marine, brewing, transportation and synfuels. Reach him at jsmith@ acuren.com.
WORK
ORDERS
Knowing the requirements and creating the right reports from the get-go will allow maintainers to perform relevant tasks.
By Jennifer Ohl
Private companies and public sector organizations spend significant sums of money and effort implementing Computerized Maintenance Management Systems (CMMS). The ultimate goal of these systems is to provide information to make important decisions about replacing equipment that is costing more to run than replace, or which maintenance repair and operations (MRO) spare parts should be marked as obsolete and removed from the storeroom. The reality is often that the systems fail to provide the needed information.
Typical implementations begin with collecting data from a previous CMMS (if applicable, for new installations this
employees into the new program, via data conversion or import tools. Bringing in the data is labour and time intensive, as it often needs to be cleaned up before it can be brought into the CMMS. (Read “The ERP Challenge,” page 28.)
Once the data is in the system, it is configured to meet the specific needs of the organization. This includes creating user groups and giving members of the group specific permissions to perform different tasks in the program, changing field labels to complement the names used in business operations and creating business processes for such tasks as creating emergency work orders, preventative and predictive maintenance and completing purchase orders.
Next, employees are trained and the system is rolled out, commonly referred to as “going live.” Work requests and work tickets are entered into the system, preventative maintenance work orders are generated and distributed to the maintenance staff and work orders generated based on equipment-based alerts (predictive maintenance) are created.
data must be created from scratch), such as work order types (emergency, inspection, preventative maintenance), work priority (that is, high, medium and low), or work order status (in planning, awaiting approval, completed) failure codes specific to the equipment and organization. A team of representatives from various departments – maintenance, storeroom and purchasing – is usually assembled to make these decisions. After the data has been collected and decided upon, the next emphasis is bringing in existing data, such as equipment, parts,
During this time, reporting requirements (data needed to be collected for reports) may be discussed but are often placed on the backburner, as the emphasis is on the massive data collection/ decisions that are needed to set up the system. The company ends up with an expensive system that only tracks work requests and work orders but provides little or no information to make relevant decisions. This results in a lack of confidence in the newly implemented CMMS, frustration and the belief that the only way to solve this problem is to roll out a new CMMS, taking into consideration reporting requirements at the beginning of the process. Most organizations do not have the budget to implement a second CMMS, as the cost of buying software licenses from a second vendor is prohibitive, along with fees for professional services (including software configuration, end-user training and go-live support). (In my role as a consultant, I have seen this scenario repeated over and over.)
One proven solution is to determine the organization’s reporting requirements, examine the program’s setup to determine if that specific data is being collected and, finally, create the reports.
Most maintenance managers have difficulty enumerating a comprehensive list of reports they would like, along with reports requested by other departments, such as purchasing and stores. It is often beneficial to provide a list of commonly requested reports used by similar organizations – once the managers review this list, they can determine which ones are needed, and come up with their own reporting requirements.
The format of these reports and method of distribution also needs to be decided. Should the reports be generated from the program and converted into easy-to-decipher Microsoft charts and graphs? Should important data points be presented in the form of key performance indicators that convey company performance compared to a specific business metric?
Some examples of key performance indicators include:
• Percentage of emergency work compared to total work
• Percentage of preventive work orders not completed
• Percentage of open purchase orders compared to total purchase orders
Once the required reports have been determined, the next step would be to examine the software, screen by screen, to determine whether those data fields exist and are they currently being populated. This can be done in-house by a system administrator, someone familiar with the program or a third-party consultant. If the fields exist in the program and are being populated, the list of values available in each field should be reviewed to ensure the list is current and represents the data that the organization wishes to track.
The person or team reviewing the software should also determine, based on reporting requirements, if certain data fields should be required. If an organization is tracking reasons for failure, then the maintenance technician needs to fill this out on all work orders, or the state of the equipment won’t be accurately presented. The list of values should also include preventative and predictive maintenance, as not all jobs are the result of equipment failure.
Specific fields can also be protected as “read-only,” meaning that the program populates these fields automatically and it cannot be modified by end users. The date on a work request screen could be
made read only, so that users are not allowed to change the date and indicate the request was entered before the actual date.
If reporting requirements ask for data fields that do not exist in the program, user defined fields can be used. Most software programs contain user-defined fields to be used for this purpose. These fields can be renamed and contain “yes” or “no’’ in the list of values. One of my clients asked the technicians to take photos of work needed to be done if this would assist in communicating the requirements of the job. If “yes” was selected, the maintenance planner would know to check the attached photo before scheduling the job. User-defined fields can also contain a list of values that the maintenance technician can choose from. One client needed the name of the contractor who performed work, if applicable. A complete list of the company’s contractors were listed as codes in the list of values for that user-defined field. The screens can also be customized if needed, however there are some significant disadvantages related to customization. Custom work is often very expensive and it may need to be redone every time there is a software upgrade. Keeping systems “vanilla” is the best option, if this is possible.
Following are examples of reports that are run very often, along with the data fields needed to run each report.
Work order history comprehensive
The report contains detailed information for closed work orders, including the equipment number and description, labour and scheduling information, parts and comments for each work order. Data fields needed: equipment number and description, equipment downtime, reason for failure employee code, first and last name, regular, overtime and total hours worked, part number and description, quantity used, work order type, scheduled start and finish dates, duration of work performed, priority, originator and close date.
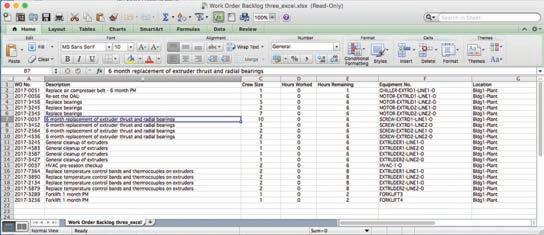
Work order backlog
In summary, the report contains all overdue work orders, including preventative maintenance. Fields needed: Work order number, description, hours worked and hours remaining, and crew size
Stock Movement
Stock movement reports carry informa-
tion on inventory transactions that are grouped by part or item number. Data fields needed: part number and description, warehouse, transaction quantity, type of transaction, issue to employee or charge to equipment/work order.
Inventory Comprehensive
This report provides basic part information, including type, manufacturer, unit cost, reorder information, location and quantity. Data fields needed: part number and description, account codes, manufacturer, vendor(s), unit cost, unit of measure and purchase, warehouse location, date last counted and received, specifications.
Equipment report – full list
The report contains detailed equipment information, including manufacturer, spare parts, as well as safety notes. Data fields needed: equipment number and description, serial and model number, location, manufacturer and vendor, purchase date and cost, spare parts needed to repair equipment, part number, description and quantity, service contract code, expiration date, and time remaining.
Mean Time Between Failure (MTBF) Grouped by equipment type, this report includes the average time between equipment failure and Mean Time To Repair (MTTR), average time needed to repair the equipment, as well as preventative maintenance work orders included in the MTTR, not MTBF. Data fields needed: equipment number, description and type, reason for failure code and description, number of work orders and completion dates between user-specified range.
(Note: MTBF is calculated from days from last failure divided by number of work orders. MTTR is calculated from days to repair divided by number of work orders.)
Companies that do not determine their reporting requirements from the CMMS at the very beginning of their software implementation don’t get the information they need via reports but can take the foregoing steps to rectify the situation to ensure that they receive all the necessary information needed. MRO
Jennifer Ohl is a maintenance software consultant. She provides training in inventory optimization, improving equipment performance and total productive maintenance. Reach her at 773-844-4831.
TAKE
3
Three outlooks on what’s trending and what’s important in industrial lubrication and oil analysis.
By Rehana Begg
Machinery and Equipment MRO interviewed three oil and lubrication specialists to uncover industry trends that are important to suppliers and users alike. We asked them to consider factors that significantly influence decision-making on more easily protecting equipment, and to share insights on what’s new, what holds value and provides improvements, as well as what helps solve common problems.
Expert Panel:
Mike Deckert, vice-president, Flo Components
Mark Barnes, vice-president, Des-Case Lubrication Transformation Services
Bill Watson, director of Marketing and Engineering, Klüber Lubrication NA LP
Mike Deckert, vice-president, Flo Components
MRO: What do you see as some of the more important trends in lubrication and oil analysis?
Deckert: Among the biggest trends right now is on-board oil analysis, where they are trying to get samples as the machines are running, rather than when machines are not in production. The other trend is data acquisition. There is so much talk about and program-
ming of wireless communication. If there is a problem with a lube system, then somebody gets an email or text. The technology can also tie into the GPS so that employees can view the system on their mobile equipment.
MRO: Are there any innovations that maintenance and plant managers should look for in the coming years?
Deckert: Everybody is asking for data and information. But what they’re doing with it, I have no idea. Then they get a very long, very detailed report about one single oil sample, where the average technician doesn’t even understand the wording because it’s done by chemists and physicists. Instead, what we need is two or three specific parameters to tell us what we want to know. Keep it practical – red light, green light, yellow light. Maintenance needs readable and knowledgeable dashboards. And in getting staff to use the information, training is going to be key.
MRO: What are some of the issues customers come to you with, and what are some of the solutions you recommend?
Deckert: Low-level lube failure, which is the capacity of lubricant in the reservoir, and lube failure indicators, which looks at whether the system is functioning properly. These are the two main ones that people are looking for now. You can also get into quantity dispensed; they want to know that a measured amount
was actually dispensed. The payback period rule of thumb is usually 12 to 16 months on a lube system. The unfortunate reality is that unless they have felt the pain of the reactive maintenance cost of a broken-down bearing, many traditionalists still see lube systems as an “it would be nice to have” tool, but not as a “must have.” A classic example is a paver machine on the highway. If that machine breaks down while they’re paving, it could cost the company $2,500 – $2,700 per minute. A company that has had that experience is a lot more eager to investigate potential solutions for “how do we stop breakdowns?”
MRO: Flo offers a comprehensive list of specialty lubricant solutions for fleet fluid maintenance systems, automated greasing systems, maintenance plans... Can you discuss innovative lubricant trends in each of the following industries: food & beverage; mining and oil & gas; and industrial plants, such as steel, paper and metalworking?
Deckert: Food & beverage has a lot to do with minimum lubricant delivery, monitoring and washdowns. When they’re cleaning machines, they’re washing lubricant out of the bearings. Food-grade lubricants have to be able to take the heat of the ovens. Also, chain lubrication is becoming more and more relevant, because of the heat.
At industrial plants it’s all about up-
time and efficiency. The machines are being asked to run longer, with less maintenance. And maintenance budgets are being cut. So how do you compensate? Automatic lube systems can help that aspect.
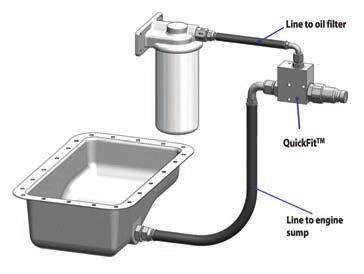
Mining and oil & gas has a lot to do with uptime and using proactive maintenance – rather than reactive. But in this context we’re also talking about the environment with onboard oil-change systems. It is no longer accepted practice that one can just change oil filters. There is a huge environmental impact that needs to be considered.
MRO: What has been your biggest project successes and what part has Flo played?
Deckert: Some of the big projects we’ve worked on as a company are in the rail industry, where we applied gauge-face lubrication and top-of-rail lubrication. A lot of that is for reduction of noise, wear and for longevity and it’s where we deployed our first in-the-cloud monitoring system. The rail industry is basically hosted in the cloud and operators use dashboards to monitor five key things –snow sensor, noise sensor, reservoir level capacity, solar panel charging power, and the amount of power available for the system because it’s all 24V, and the rain. If one indicator falls outside of the parameters, an email is sent to a few key people.
On-board oil change is another. In spite of all the technological advancements over the years, people are still doing oil changes on their equipment the way they did back in the 1950’s. Traditional oil change methods are labour intensive and time consuming and technicians risk injury removing hot oil filters. There is also the problem of oil spills causing environmental contamination. The on-board oil change system offers a simple solution for all of that. The system is revolutionary as you’re purging the system of the oil first, so that when you take the filter off, there is no more than 10 per cent of the oil left in the filter. It’s easier, safer, cleaner. So purge, evacuate and filter from one place, and it’s a whole lot quicker.
MRO: Customers/users are becoming sophisticated in selecting brands. Presumably for specialists, such as Flo Components, the emphasis is less on cost and performance and more on the range of lubrication services and support. How
can plants use these capabilities beyond mere maintenance functions?
Deckert: The relationship becomes a partnership, where the customer relies on Flo to provide a service, but also to provide knowledge and training, as well as working with their people. For Flo, it builds customer loyalty and makes us stronger. And for the customer, they are working with a company that becomes an additional arm in their plant. That is a good thing. Our goal is to eliminate their pain.
Mark Barnes, vice-president, Des-Case Lubrication Transformation Services
MRO: What do you see as some of the more important trends in lubrication and oil analysis?
Barnes: Not really a trend, but the degree to which maintenance and reliability professionals are starting to realize that precision lubrication is an important foundational element for overall reliability is something I’ve witnessed over the past five to 10 years. Whereas 10 years ago, lubrication was seen as the cost of doing business, today more and more people are understanding that it’s a way to systematically engineer our maintenance costs.
MRO: Are there any innovations that maintenance managers should look for in the coming years?
Barnes: Like most areas of maintenance and reliability, the Industrial Internet of Things (IIoT) is really starting to take hold very rapidly. There are already simple devices that provide lubrication-type information almost in real time and we’ll likely see many more such tools coming to the forefront in the next few years.
MRO: What are some of the issues customers come to you with, and what are some of the solutions you recommend?
Barnes: As I mentioned, maintenance professionals are starting to understand how valuable a proper lubrication program can be. But most simply don’t know where to start or are unable to sell the value proposition to senior managers who write the purchase orders. I’m always being asked to help customers develop both project implementation plans and the business case to help them implement a sustainable precision lubrication program.
MRO: Can you discuss an innovative aspect that’s relevant to each of the following industries (a) food & beverage (b) mining and oil&gas (c) industrial plants (e.g. steel and pulp & paper).
Barnes: The one thing that all these industries have in common is the impact that contamination – both particles and moisture – has on equipment reliability. A quick Google search will yield dozens of filter companies that all have products that control particles and moisture, but few have the experience or practical expertise to help customers execute an effective contamination control strategy. Our approach is to have reliability consultants that have worked with customers in these and other major industries’ verticals for many years to build solutions, rather than just sell filters or filtration product from a catalogue. At the end of the day, if you aren’t working to solve a real problem, and just sell a product, a knowledgeable customer will correctly take their business elsewhere. More than anything else, we pride ourselves on being solution providers who happen to sell products and services.
MRO: What have been some of the biggest project successes in which you’ve played a part?
Barnes: Do we have space for a whole article! For me, I get the biggest satisfaction from seeing companies execute a new strategy and realize the gains they set out to achieve. But if you force me to point to just one example, I would have to say the auto manufacturer that reduced downtime by 54 per cent on their stamping press and realized millions of dollars of documented cost savings across all areas of their business simply by getting the right oil in the right place and making sure the oil remained clean, dry and cool!
MRO: Customers are becoming sophisticated in selecting brands. Presumably, for lubrication specialists the emphasis is less on cost and performance and more on the range of lubrication services and support. How can plants use these capabilities beyond mere maintenance functions?
Barnes: Perhaps 10 or 15 years ago a lot of lubricant consumers were focused strictly on price. Nowadays maintenance professionals are starting to realize it’s not all about price. But while using more expensive, high-performance
lubricants can certainly solve some issues, the reality is that it’s the basic act of applying correctly and managing lubricant health and cleanliness that’s at the route of most lubrication related issues. Those vendors that can bring more than just a good product are those that are succeeding in the industry and providing the most value to end-users. The best advice I can offer is to tap into the expertise of vendors that provide solutions beyond simply a product specification or technical datasheet.
Bill Watson,
director of Marketing and Engineering, Klüber
Lubrication NA LP
MRO: What do you see as some of the more important trends in lubrication and oil analysis?
Watson: In lubrication, as an example, the advent of the electric vehicles in the automotive industry is bringing new applications, challenges and opportunities to the industry. And oil analysis is becoming even more digitized with online monitoring and immediate feedback – which can be very helpful on a critical piece of equipment.
MRO: Are there any innovations that maintenance managers should look for in the coming years?
Watson: There are always new, improved chemistries and advances in the additives market that bring on innovations in lubricants. Truly biodegradable lubricants are becoming more prevalent, and spreading to more industries. In marine, for instance, legislation is driving that demand.
MRO: What are some of the issues customers come to you with, and what are some of the solutions you recommend?
high temperatures used in pizza and tortilla ovens. The issue was that previously used lubricants would not last, nor perform very well and it was difficult to re-lubricate during operation, plus the product had to be food grade (H1).
MRO: What have been some of the biggest project successes in which you’ve played a part? Can you explain how Klüber Lubrication solved a problem within the industry?
Watson: There is an application in tire production plants, on the tire moulding equipment that see temperatures upwards of 200-degrees C. There are different concepts of how to lubricate the segmented molds. Klüber’s solution is a PFPE grease. MRO
Rehana Begg is the editor of Machinery and Equipment MRO magazine. Reach her at www.mromagazine.com.
PRUFTECHNIK is a leading single-source solution provider for machine laser alignment, condition monitoring and nondestructive testing.
PRUFTECHNIK’s technical innovations optimize the availability of your production assets—and stop small amounts weighing heavily on your bottom line. www.pruftechnik.ca
Watson: We recently developed a chain oil for extremely
Calculated RISK
A maintenance professional sets out to master asset management and learns to apply risk mitigation to maintenance.
BY NICOLLE GUILLEN
Afew years ago Suzane Greeman was working as a maintenance engineer in the cement industry but had a desire to learn more about how to care for the assets entrusted to her. She was searching for a way that was broader than simply maintenance and that could add value to her organization’s overall strategy.
“I started my career as an electrical and instrumentation technician and, since returning to school to complete my studies in electrical engineering, I have held various professional roles in maintenance, maintenance engineering, capital projects and even human resources,” says Greeman, who holds the CAMA, CAMP and CMRP designations.
“As a maintenance manager, I understood that risk is an everyday consideration. Maintenance experts need to ensure risks of failure is minimized, that
maintenance planning and scheduling is accurate, and that plans are in place for when unexpected issues occur.”
But despite Greeman’s years of experience, she was not always sure how maintenance risk management plans fit into the bigger organizational plans. “I realized that maintenance wasn’t the only function in the organization, yet it has traditionally operated as a silo. Having been part of other departments in large organizations I could see that maintenance teams could become more efficient if they had insight into other strategies in the organization, and if they understood themselves as an integral part of an overall corporate strategy.”
Following an Internet search, Greeman came across the Plant Engineering and Maintenance Association of Canada’s Asset Management Professional certificate program offered through
Humber College. PEMAC, a national notfor-profit association providing global leadership, education and certification in maintenance, reliability and asset management practices, designed the AMP program, which is supported by a Skills Investment Fund grant from the Province of Ontario and influenced by a group of dedicated asset management experts from around the world. The AMP program encourages participants to explore leading-edge asset management frameworks of recognized global organizations and to apply them to their own work contexts.
“I wanted to take a deeper look into the relationship between asset management, maintenance management and other functional areas in the organization, and to gain a better understanding of ISO 55000, the set of standards for Asset Management that were being de -
Suzane Greeman, above ground asset manager, Veolia North America, uses her new skills to implement risk mitigation strategies.
BAD MOVE. GOOD MOVE.
veloped at the time,” says Greeman. “The AMP program delivered the knowledge that I was craving. It is delivered in an online format that allowed me to participate from anywhere in the world, while at the same time benefiting from the vast experience of the other participants who were enrolled in the courses
Greeman embarked on the first of six courses in the AMP program in early 2015. After the third course, “Risk Management and Performance Improvement,” which shows how the ISO 31000 Risk Management standards can be applied to support excellence in asset management, Greeman was beginning to see the important relationship between risk management and asset management.
Ron Gavrin, a retired manager from Ontario Power Generation (Nuclear) and the instructor in the Risk Management & Performance Improvement course, says, “The analysis and treatment of risks is a necessary component for any organization’s strategic asset management plan. Organizations that embrace this are able to maximize the value from their assets, and fully deliver on the
objectives of the overall organizational strategic plan.”
But what is the role of an individual employee in an organizational-wide system? The AMP program, which attracts candidates from a variety of backgrounds, such as IT, engineering and business management, teaches the importance for asset-intensive organizations to have a well-developed Risk Management System (RMS) with a properly thought out Risk Framework driven from the corporate level. An asset management system should fit within and support the overall RMS, and maintenance functions should fit within and support an overall asset management system, says Greeman. “Thinking back to my maintenance engineering role, however, I realized that not all maintenance leaders work within a company that has a Risk Management System. Nor do they have direct control over policies and other strategies that come from most senior levels of an organization but this doesn’t mean there’s nothing they can do. As Ron Gavrin taught us, ‘everyone has a responsibility to manage risk’.”
ROOT OUT RISK: Suzane Greeman’s hit list
Suzane Greeman, above ground asset manager, Veolia North America, shares ways in which maintenance professionals can add value to their organization’s risk plan – even when having a seat at the table isn’t always possible. “This is by no means meant to be an exhaustive list, but it represents a few examples of risk responses that maintenance managers usually have under their control and can apply to mitigate asset risks in a way that is in alignment with a corporate ISO 31000 Risk Management System,” Greeman says.
• Reduce risks by contributing to maintenance readiness plans for capital projects by ensuring that the maintenance organization and management systems are prepared to receive the new assets.
• Reliability Centered Maintenance (RCM) is used for implementing a Failure Mode Effect and Criticality Analysis (FMECA) to determine the appropriate maintenance strategy for the assets. This risk mitigating strategy can be applied at the asset acquisition stage for new assets or at the maintenance optimization stage for existing assets.
• Asset Condition Assessment enables the Asset Refurbishment and Replacement (ARR) decision-making process to be risk-based and data-centered, rather than a traditional wish list (ad hoc, loudest voice) type of process. (Greeman is currently working on a project to implement Asset Condition Assessment in a way that it can be used to inform the ARR process.)
• Equipment System Risk Analysis is used to understand the risks facing critical equipment for which there is no immediate option of replacement or refurbishment. The risk analysis allows organizations to implement mitigating strategies that keep production running longer at times when repairs might be time-consuming and expensive. As with project risks, the key element is to ensure that the risks and the mitigating actions are well communicated using the appropriate Risk Register.
• Job Safety Analysis documents hazard analyses for specific jobs based on the nature of the work to be performed, the innate characteristics of the equipment or other known hazards that could be in the environment. (Working with the foreman, Greeman used this tool to develop JSAs to analyze job risks & hazards via Toolbox Talks.)
• Competence-based Training is not often recognized as a risk mitigating strategy. Incorporating training in a risk strategy equips maintenance staff to perform appropriate tasks in the correct manner, thereby protecting the assets from premature failure and under performance. It also equips asset-intensive organizations to nurture and maintain competencies and properly inform the recruitment processes.
Gear failure is not an option.
In business, failure is costly. In gearboxes, failure is catastrophic. Mobil SHC ™ Gear protects gears with superior lubricant technology, leading to fewer failures, which leads to a much more positive outcome – enhanced productivity. Learn more at mobil.ca/industrial
Greeman began to see how tools that she had used in maintenance roles in the past were actually risk management tools and that they clearly fit within a larger risk-management context. Also, since risk management concepts apply to analysis and decision-making across the whole sweep of the organization –
sales, marketing, human resources management, asset management, capital projects, capital planning, maintenance and operations – she also saw that the language of risk management might help her to bridge silos (both horizontal and vertical) and contribute to more holistic decision making.
“The most important lesson I took from the program is that asset management practitioners should understand that their role is a part of a broader Risk Management approach of the organization. That together with the auditors, the management, and the Board, they form important lines of defence for the asset and the organization and are in fact a comprehensive part of the asset management strategy and plans.” These lines of defence may of course also include a Quality Management System, a Safety Management System and an Environmental Management System.
Today Greeman uses a holistic approach to Risk and Asset Management at Veolia North America in her new role as Above Ground Asset Manager. Veolia has 163,000 employees and provides
solutions related to water, energy and materials, with a focus on waste recovery in order to promote the transition toward a circular economy. The firm is also well known for supporting municipalities and other industries around the globe to not only manage their assets, but to optimize them in every way. Greeman says that Veolia is providing an opportunity to practise asset management in its most powerful form, assisting Veolia and its customers to add value by managing and integrating every aspect of risk management into their overall performance.
On her journey, Greeman discovered that asset management not only provides a valuable approach to running an organization by ensuring that its assets deliver the most value, but that extracting value from assets also requires a deep understanding of the risks inherent in operating the assets.
To this end, Greeman recalls a scenario at a cement plant where she previously worked. The plant used a 4,500 Hp motor driving a ball mill via a clutch system. This mill delivered 60 per cent of the
The Complete Contamination Control Solution
plant’s cement production at the time. “The mill was due for major repairs and the motor was approaching an overhaul as well, but we needed to get through a period of high-market demand and give the parts time to arrive on the island,” says Greeman. In response to a request from her general manager, Greeman developed a risk analysis methodology that examined the sub-assemblies and major components of the mill system, identified the risks, ranked them by likelihood, severity and detectability, developed mitigating actions and tested each action by doing a post-action risk ranking. “When we put our heads together as a multi-disciplinary team from Marketing, Maintenance, Production, Finance and Purchasing, the variety of risks surprised us as we were each only thinking about our own worlds. By executing this level of risk analysis, the mill’s performance exceeded our expectations.”
After completing all six cours es in the AMP program, Gree man qualified for the Certified Asset Management Professional designation from PEMAC. Gree man is proud of her CAMP certi
fication, especially since she was immediately able to apply her learning to the asset management profession and make an immediate contribution to her organization. She has a deeper understanding of the links between the functions that asset managers carry out and how they contribute to the organization.
“I now approach assets from a wider perspective. An asset management approach cuts across the organization, rather than a single department that is focused solely on lifecycle delivery,” says Greeman. “When the engineering
team is able to interface effectively with maintenance team on asset condition, for example, then the appropriate refurbishment and replacement decisions will be taken. It is only then that the risks in the operating environment will be understood in a way that they can be mitigated.” MRO
Nicolle Guillen is the professional development manager for PEMAC, a not-for-profit association providing certification in maintenance, reliability and asset management. For more information, visit www.pemac.org
Stars in Automation!
Driven by Precision
A laser alignment trainer gives back to industry by joining a trade school advisory board.
BY REHANA BEGG
Arobust career in maintenance underpins John Lambert’s determination to show his gratitude for the opportunities in his line of work. The journeyman started his career abroad when he served an apprenticeship in mechanical maintenance at Fazakerly Engineering in Liverpool, England. After immigrating to Canada in 1973, Lambert’s transferable skills allowed him to work in the aero industry as well as in fiberglass manufacturing. He says that his experience allowed him to branch into various roles as a millwright/maintenance mechanic, maintenance foreman and supervisor. But thanks to his proficiency and business savvy, his career has morphed into his current roles as an educator and a business owner. “As a training instructor, I implemented Reliability Centered Maintenance (RCM) and Total Quality Management (TQM) into the engineering and maintenance department before starting my own business, Benchmark Maintenance Services Inc. in 1994. Today, Lambert’s laser alignment business, Benchmark PDM, is a full-service provider of training for precision balancing and alignment of machinery.
John Lambert, president, Benchmark PDM
MRO: What is laser alignment and why is it useful?
Lambert: Correct machinery installation is what’s important and a laser alignment system is a tool that simplifies the process.
MRO: Which industries are likely to use your services?
Lambert: Any industry that has rotating machinery. Our biggest end users are the power industry from windmills to nuclear as well as steel and paper mills, mining… It’s a big list.
MRO:How did you build your expertise in laser alignment?
Lambert: Simply by doing it. I started like everyone else, with a straightedge, then on to dial indicators and now use the best laser system in the world.
MRO: Your core business is training. How did this business model evolve?
Lambert: When I started my own business, my intention was to become a service provider. However, I kept being asked to train customers – mechanics/millwrights – and it just grew. We now offer programs from half-day to four days at our train-
ing facility in Pickering, Ont. We have trained thousands of tradesmen and women in many industries. I have conducted training in the Arctic Circle, on oil rigs in the Atlantic, underground in mines, and again it’s a long list. We now call it MAAD Training, which is an acronym for measure, analyze, action and documentation. So, if you take our program you can be certified MAAD.
MRO: You recently changed your company name to Benchmark PDM (Precision Driven Maintenance). Why did you make this change?
Lambert: We used to be Benchmark Maintenance Services reflecting the desire to be a service provider. However, because of our strong training programs we became a knowledge-based company and as such we promote a maintenance strategy/philosophy, which is condition-based maintenance. An element of this is precision maintenance. It’s simple; you don’t have to buy anything. All that it is is working to a standard.
MRO: You are on the advisory board at Durham College in Oshawa, Ont. Do you teach there?
Lambert: Being on the advisory board is something I enjoy. It’s my way of giving back. I still think of myself as a tradesman and I’m proud of it. The trade has been good to me and I like to help if I can. I don’t teach; they have very good and very qualified instructors at the college. Our role on the board is to advise on industry trends, on new technology being used, on new demands, such as windmill tower maintenance, or on growing industries such as elevator service work.
MRO: What can you tell us about the mechanical technician-millwright program at Durham College?
Lambert: Durham College offers one of the best mechanical technician/millwright training programs in Ontario. Actually, they also offer a pre-trade selection program. This is where a young man or woman can spend time in many other trades before choosing the one they like the most.
The Industrial Mechanical Technician –Millwright trade program is a two-year program designed to prepare students for apprenticeship in the Mechanical (Maintenance) Tech-
nician and Millwright industries. The curriculum is aligned to the Ontario College of Trades training standards for the Industrial Mechanic-Millwright trade. Students receive training equivalent to all three levels (basic, intermediate and advanced) of the in-school portion of a Millwright apprenticeship.
MRO: Are there any success stories among students you’d like to share?
Lambert: To give you some understanding of the quality the college produces, they compete every year at the Ontario Skills Competition, where they have been quite successful. In 2015, Adam Leadbetter, one of the Level 3 apprentices won gold at the provincial competition and silver at the nationals in Saskatoon. These are very prestigious awards and we must say congratulations to Adam. However, because this college is very much a community, everyone shares in his success. Adam is just one of a large and growing alumni – many of whom come back and support the College. For instance, the chair of the advisory committee is Chris Tozer, a former student. Chris is a technical training instructor with Ontario Power Generation and he is just one of many who return to help support the college. It is a fact that many former students now hold some high positions in our industry and appreciate the start they got at the college.
MRO: What are the chances of finding work in the industry once you’re in the program?
Lambert: Industry seems to be responding to the skills shortage by increased hiring of the college graduates. Enrollment at the college is up, I believe, because of the demand. When you hire one of these graduates, they are equipped to hit the ground running. This is a very hands-on program; the students learn real-world applications. They go on to find employment, not only as mechanical technicians and millwrights, but also as machinists, elevator mechanics, welders, etc.
MRO: There is a skills shortage in Canada. How are programs like these helping to address the shortage and how can businesses benefit?
Lambert: Canada has traditionally gone overseas to import skilled workers. I’m an immigrant myself. And I’m grateful for the opportunity to be here and consider myself Canadian. So, I like the idea of developing homegrown talent. To me, this is a win-win opportunity for all. These college programs give the students a working knowledge of the trades. This knowledge can be put to use immediately by an employer. Not as a full tradesman, but as a willing pair of hands that can help. Because the training program is structured, you end up with a licensed tradesman/woman. It sure beats the alternative of trying to give someone on-the-job training, which at best is hit and miss.
And by the way, Durham Collage is celebrating its 50th Anniversary with the slogan, “The start of something amazing.” If you hire a student, for that student it will be “the start of something amazing.” MRO
Rehana Begg is the editor of Machinery and Equipment MRO. Reach her at rbegg@annexweb.com.
An instructor teaches students about geometric laser measurement.
HIGH PERFORMANCE COMES STANDARD.
NSKHPS™ High Performance Standard Series Bearings
NSKHPS Series Bearings deliver a high performance standard for load capacities, limiting speeds and operating life across an expanded range of sizes. These bearings provide dramatically improved reliability and maintenance cost-efficiency across a vast array of industrial applications. Maximize operating life and minimize downtime - NSKHPS Series Bearings are designed to outperform and outlast in the toughest conditions.
The ERP Challenge
CMMS / ERP Standards for planning maintenance activities.
BY PETER PHILLIPS
– Part 7
As we continue through our ERP implementation journey with a Canadian building manufacturer, we realize we need standard procedures throughout the plants. We are now seven months away from go-live and the designed functionality of the new maintenance module of the ERP requires that we standardize the way we process maintenance activities.
At each plant there is a maintenance planner and supervisor. The supervisor is also the scheduler in this organization. The planner and supervisor need to manage maintenance activities consistently from plant to plant. During the ERP design sessions we incorporated many of the functions they now use in their CMMS system. This will help streamline the transition into the new program.
The Planner and Supervisor have two primary parts to their jobs:
Planner – A planner needs to co-ordinate the What, Where and How of the all maintenance work. She considers: What needs to be done? What tools, parts and resources are needed to complete the work? Where is the work going to be carried out – the work area, the equipment location. Are there constraints that need to be overcome to make the job flow smoothly? How will the work be executed? In what sequence will the work occur and by which trade or contractor? How many people will be needed based on the estimated hours?
Supervisor / Scheduler – A supervisor needs to decide the Who and the When of the work. This is done in consultation with the Planner. He considers: Who will work on the job? Who is available based on shift and vacation schedules? Who is best suited to do job? When will the work be done? When multiple jobs are scheduled for the same day or week then the Supervisor needs to decide the job priorities and schedule his
trades people accordingly.
Although these are broad responsibilities, they form the basis of work order planning and scheduling.
Lets’ have a closer look at the roles and responsibilities of the Planner and Scheduler.
Planner responsibilities
• Review and approve work requests. This is done every morning and need to be discussed with the supervisor.
• Create work orders. Based on what is found on preventive maintenance work orders and issues reported to the maintenance department the planner will create work orders.
• Add parts, tools and resources to work orders. During the planning process there may be parts that need to be ordered. After examining the job site and the work to be carried out they may need special tools or other resources.
• Update maintenance plans. When PM work orders are returned there will be items to add or remove from the checklist. The frequency of the PM may need to be changed. New parts will need to be added to the equipment’s BOM (Bill of Material).
• Assist in kitting. Work order parts will need to be organized in the kitting area so the craft person has a full work package. The planner and storekeeper will be responsible for kitting.
• Develop work schedule with the supervisor. Together they will build a schedule for the upcoming work.
• Co-ordinate maintenance schedule with operations. Attend or even host a daily or weekly meeting to co-ordinate PMs and equipment repairs around production schedules.
• Print WOs and related documents. Prepare all related documents that will be needed to carry out the work. (Documents may include SOPs, hot work permits and confined space permits.)
THIS DIDN’T IMPORTANT JOBSITE IT HELPED KEEP THE
JUST POWER AN DURING A BLACKOUT, COMPANY’S LIGHTS ON.
Forward-thinking solutions that can make a big impact on your business INDUSTRIAL
Supervisor / Scheduler responsibilities
• Review maintenance activities with planner. Together the planner and scheduler will review the work orders that need to be completed, the planning status of the work orders and when they will be scheduled.
• Assign who and when to perform work orders. The scheduler will decide the people that will do the work and the schedule start and finish dates.
• Distribute assigned work orders. Hand out the work orders and documents prepared by the planner and discuss the work with craftspeople.
• Monitor execution and completion of work orders. Oversee the work to ensure the quantity and quality of the maintenance personnel.
• Manage on-site maintenance contractors. Most plants need to hire contractors from time to time. The supervisor needs to manage these activities, especially from a safety perspective.
• Review and close work orders. This helps the supervisor stay informed on the work being done on the equipment and what equipment needs follow-up work.
• Manage backlog. Work orders past their expected completion date are considered back og. These work orders need to be rescheduled. Backlog work orders must not be ignored they need to be closely monitored to keep them at a manageable number.
Standard work procedures
Now lets’ talk a little more about Standard Work Procedures.
Why are they important? Why do we want them the same plant to plant?
Applying standard work procedures is important on several fronts. When we have documented standards everyone knows their roles and responsibilities and how to execute their duties. When new planners or supervisors are hired it is easy to teach them how to do their job as they have a roadmap of what they are supposed to do. Standard KPIs (key performance indicators) can be applied throughout the organization. Everyone is measured by the same standard, which helps to identify opportunities for improvements. When goals are set for the maintenance team the Standard Operating Procedures set out a standard of behaviour to achieve benchmarks, such as booking trades people at least six hours of work per day; PM compliance of 90 - 95 per cent; and work order schedule compliance of 85 per cent.
Change management
To help the planners and supervisors prepare for the new the ERP maintenance program and the standard procedures that come with it, we decided to introduce them to their roles and responsibilities. Many of the people are new to the company and some have planner and supervisor experience and some do not. So to start everyone off at the same level we hired an external company to facilitate a Planner and Scheduler course. For three-and-a-half days the trainer took the participants through the theory and exercises of how to do efficient and effective planning and scheduling. The seasoned trainer challenged them with real-life situations and obstacles in the
planning and scheduling process. They realized that trying to orchestrate a perfect plan is very difficult and sometimes even impossible. Influences, such as production demands, or last-minute equipment failures, can throw a wrench into the best-planned work schedule.
The training covered everything reviewed in this article. The objective was to have staff come away with new tools. Over the next two years we will support the plants to help them achieve the new standards. It will take time to change the way things are currently done and, in most cases, the way they have been done for years. It will be a cultural change for the plants. The planner and supervisor are now equipped with new tools and an in-depth way of managing maintenance activities. It will take time to cultivate a partnership between maintenance and production and how they need to work together to decide what is best for the equipment.
Now the plants need to invest time and energy to implement what they have learned through the training. The planners and supervisors will need to persevere to achieve the results that good planning and scheduling can produce. MRO
Peter Phillips of Trailwalk Holdings, a Nova Scotia-based maintenance consulting and training company, can be reached at 902-798-3601 or by email at peter@trailwalk.ca
ANNOUNCEMENT
Global Bear Inc. is pleased to announce the addition of our latest products:
V-BELTS – TIMING BELTS – METRIC TIMING PULLEYS
Our extensive stock of belts and pulleys are competitively priced. We have also invested in cutting machines which will allow us to cut “non-standard” as well as standard dimensioned belts.
Aluminum Metric Timing Pulleys (T5-T10-AT5AT10) with stock bores available from stock.
It will be our pleasure to respond to your requests.
Planning Future for the
The shift to automated processes brings mixed blessings. Savings and efficiencies are offset by new challenges, including skills training and new product specifications.
BY DAVE BUCKLEY
There are many opinions on when the Automation Revolution started, but any dates proposed will often only apply to one of the many disciplines involved in automation and probably only be pertinent to a particular country. The growth of automation has, however, been dynamic, fast, exciting and varied in its growth and impact.
New logic
In the mid-1970s, I was working in the Engineering department, in the Fluid Power group, in what was then the Canadian steelmaking giant of that time. One of the larger projects we undertook was the design and installation of a pipe expander in their Spiral Pipe Mill. A system was made to expand the 60-inch diameter steel pipe with wall thicknesses up to 1 ½”. This was necessary to create a consistent pipe diameter for joining pipes together and to cold work the steel. The pipe was expanded incrementally throughout the full 80-foot length of pipe. It was a process that was amazing to watch as a pipe weighing tons was maneuvered into place, and then to actually see steel of that thickness and
diameter expand right before your eyes – all done automatically.
Basically, the process employed a hydraulic cylinder with a steel shaft diameter of 26” by 80-feet long. During the operation, that steel shaft would be stretched by 1 ½” like a rubber band. Imagine the kinetic energy to be dissipated when that was suddenly released! On the hydraulic side we used what was at the time the state of the art, large poppet valves and controlled with proportional valves.
However, in that complex automated process with so many interlocks and permissives the entire control logic was done with relay logic. All stored in huge control panels. Troubleshooting was a nightmare using ladder diagrams. Done today with modern motor controls, PLCs and computers, this would make it a much more compact, precise, easy-to-troubleshoot operation.
Automation went on to solve so many problems in the years following, as new ways and means were developed. People were no longer forced to do boring, mind-numbing, constantly repeating jobs, or work in unsafe environments. The work could now be done by ro-
Maintaining equipment in automated environments require the skills of technicians and programmers.
bots (of many types), which are faster, more accurate and more precise. And dare I mention that manufacturers in North America could now produce their products in North America and still be price-competitive in the world’s stage thanks to automation.
Now for the big “but!” Automation is not without its drawbacks. Maintaining, troubleshooting and replacing parts have created new challenges. All levels of involvement in automated production requires more highly skilled technicians, technologist, engineers, and programmers. So much so that these skilled people are in such demand we do not have a sufficient domestic supply. We must find them outside of our country as, in parallel, we work to upgrade our education systems to provide us with the skilled people that are required.
New skills
Under the ISEDC (Innovation, Science and Economic Development Canada), the Canadian government has set aside a large portion of its budget (about $1 billion) to educate and retrain the workforce in the technically- and mathematically-inclined direction that industry
demands of us. Prime Minister Justin Trudeau spoke about the importance of having students learn coding and algorithms in school during the opening ceremony of Google Canada in Kitchener, Ont., and said that the government plans to make Canada a world leader in automation technology.
The Canadian government is realizing that the increasing implementation of automation is displacing many traditional jobs, but creating new jobs that require special training. There will be a significant lag in getting the requisite skills needed into our workforce. In the meantime, manufacturers need help troubleshoot, diagnose and supply the required parts to keep them operating. Problems are no longer easy to spot like a broken drive belt. They are no longer easily replaced by an alternative part chosen by part number only. Sometimes the new problem may be as simple as the lighting becoming dirt-covered, causing a malfunction in the vision sys tem, which is part of the overall machine control. Or even more innocuous, it may only be that the machined part is now more reflective than previous parts also throwing off the vision sys tem. Who would spot this prob lem without special technical knowledge?
New specifications
Also to consider is the endless worldwide supply of electric ac tuators and devices now avail able. If one of these fails, sourc ing the original manufacturer or a substitute product requires a full understanding of not only the load capacities, speed and function of the device, but also understanding the feedback mechanisms and control charac teristics of the device. This will enable the selection of a replace ment that is a plug in solution, not only mechanically, but also is compatible with the control elements in place.
Certainly the issues of dealing with motor controls, PLCs, feed back devices and computer pro grams are beyond the standard experience and knowledge of the millwrights (who for so long have kept production lines running smoothly), as well as that
The Gold Standard for Performance
When it comes to critical applications, reliability is everything. But not just any chain can withstand the nonstop stress of high speeds and harsh conditions. That’s why Tsubaki designed its Titan chain to deliver superior durability in challenging environments. Specially coated pins, solid lube groove bushings* and a patented ring-coining process increase fatigue strength while minimizing wear. The result is a significantly longer wear-life, even in extreme environments. So go on, hold your chain to a higher standard — the Titan gold standard.
Maintaining robots go beyond the knowledge of a millwright.
of your typical industrial sales representative’s training. The average industrial distributor had flourished based on supplying chain and sprocket drives or V-belt drives. In the past, our most challenging controls systems were variable frequency drives (VFDs) controlling AC motors. Now, there is an infinite selection of stepper motors, servo motors, electric actuators, Cartesian robots, and SCARA robots to service, repair and replace.
Internet of Things
Automation is continuously changing and requiring technical training to keep up at all skill levels. This includes the newest of technologies, the Internet of Things (IoT), which is the inter-networking of physical devices of any kind. A simple example is the home thermostat that can be remotely set and controlled from your cell phone. OEM manufacturers of machinery and equipment are building this technology into their machines so they can track the operation of their machine anywhere in the world and notify the end user of impending wear failures.
MRO-PickupDelivery-MannuInbox.pdf 1 22/03/2017 10:55:49 AM
This technology can also monitor and inform distributors of these approaching failures, allowing parts to be on order, delivered and installed before failure occurs. If this is done comprehensively, our base of technology and science can be what Prime Minister Trudeau is envi-
Automation is continually changing.
sioning – propelling Canada to the automation forefront. MRO
Dave Buckley is currently manager of Linear and Automation at Motion Industries (Canada) Inc. For more information, visit www.MotionIndustries.com.
From traditional industry standards to specialized couplings for the next generation of emerging markets, Eaton continues to provide quick disconnect coupling solutions to meet your needs. Find popular ISO interchanges, as well as pneumatic, hydraulic and specialty couplings in a variety of ball lock, flat face and screw to connect types.
And, you can find the Eaton quick disconnect couplings at your local Motion Canada branch. Our sales and service specialists are experts in providing application and technical solutions, with the choices and expertise you need to stay up and running.
IIoT and RCM3
Digital transformation spawns a new approach to reliability centered maintenance.
BY JERRY BROWNING
Reliability centered maintenance (RCM) is a rigorous optimization process for asset-intensive organizations. Typically, assets covered by an RCM initiative are mission critical because of the requirements for health, safety and the environment (HSE), but also because of the financial impacts of downtime. There are countless opportunities to boost safety, reduce risk and improve the bottom line with the emergence of RCM3 in asset intensive industries and the need for agile asset management software support.
The then…
The initial practice of reliability centered maintenance goes back in the aviation industry as far as 1978, with senior executives and engineers from United Airlines formalizing an approach to improve maintenance efficiency and operations. Since then this maintenance approach has been widely adopted by asset-intensive organizations across a variety of industries – from the U.S. Department of Defense using it for jet aircraft maintenance, to theme parks using it to manage maintenance of attraction components and equipment.
In 2005, consulting group Aladon LLC filed for a trademark of the term RCM2 for their formalized approach to RCM. RCM2 was a step up from its predecessor and included new material around condition monitoring, the analysis of functions and failures, human error, risk management, fault finding and the measurement of maintenance performance.
…and the now
A lot has changed in asset management in the last decade. Equipment is smarter than ever before, supporting enterprise software has evolved and new industry standards are continually moving goal posts. In light of these developments, Aladon sought to make reliability centered maintenance a more rigorous strategic business tool with the release of the new RCM3 in 2015.
According to Aladon Network member and certified RCM3 practitioner Carlo Odoardi, the third generation of RCM is designed to unlock efficiency and reduce risk by capitalizing on new technologies and digital transformation, to push asset risk management higher in the organizational structure.
“RCM3 is no longer just another initiative, but a mainstream business risk management process,” Odoardi said. “It has the ‘teeth’ to become the most important management system for improving process safety and asset integrity. Our new risk-
based methodology is the only process companies need to maintain and optimize all their physical assets including critical and non-critical, rotating and static.”
RCM3 Catalysts
RCM3 is designed to help executives not just avoid risk, but to measure it so it can be used to maximize profit. In order to deliver this enterprise wide view of risk, RCM3 encompasses a number of emerging technological and business process-related developments.
IoT brings smarter assets, smarter operations
These developments include new technologies, particularly the Internet of Things (IoT) and interconnectivity of smart devices, as well as predictive analytics for defect elimination.
Growing investment in the industrial internet of things (IIoT) and the rapid spread of sensors which automatically collect event and condition data in real-time, means plant managers, CFOs and others have access to more asset data than ever before
When coupled with the support of enterprise software which helps aggregate, store, access and analyze the data coming from smarter equipment, asset intensive organizations have an opportunity to reach the next level of RCM, and unlock bottom line benefits from increased efficiency and decreased risk.
International standards push risk centre stage
Complying with International guidelines, such as ISO 55000 Asset Management Standard and ISO 31000 Risk Management Standard, is also a driver pushing asset heavy organizations toward increased enterprise visibility.
Risk mitigation is a major focus of RCM3, which is fully integrated with business management systems such as risk characterization documents (RCD), root cause of failure analysis (RCFA), risk-based inspection (RBI) and hazard and operability studies (HAZOP). The ultimate goal of RCM3, according to Odoardi, is to offer a comprehensive approach to - and visibility of - asset condition and related risk issues.
Visibility is key
With IoT-enabled assets and more access to real-time data, asset-intensive organizations are well placed to respond quickly to equipment concerns. However, without a methodology
such as RCM3 and the visibility provided by enterprise-wide software support, businesses will lack the agility needed to benefit their operations.
Many organizations lack agility because they do not give people authority to make decisions, and suffer from unconnected and siloed data. Without an organizational discipline like RCM3, executives may not pay attention to maintenance until they experience a failure – at which point it is already too late. Lack of visibility also means organizations cannot proactively plan to realize the full potential of existing equipment, extend the lifecycle of assets and or project how asset portfolios may need to change to meet evolving business needs.
Enterprise software
A top-down view of asset readiness is vital for senior managers. Production, orders and quality control are all dependent on the people and machinery on the factory floor and businesses cannot afford to mishandle a large order because they did not have full visibility into asset readiness.
Organizations may also need to avoid the opposite extreme – leaving money on the table. Businesses may have hidden opportunities but may not have the C-level visibility into the true productive potential. Companies wanting to add product lines or scale up production may be prevented from doing so because they lack insight into the cost of additional assets or the full capacity of assets currently in use.
Unlocking RCM3
An RCM3 approach combined with 360-degree enterprise as-
set management provides this visibility. Even organizations working on calendar-driven maintenance programs can realize an upside in terms of business agility, capacity assurance and more informed decision making by analyzing equipment history data. Whether making a business case for new machinery, an additional maintenance shift, or a refit contract for a major piece of equipment or asset, organizations need the hard data in hand on which to base those decisions and a way to present that data for higher level decision makers. Enterprise Asset Management (EAM) software tools are more than capable of providing this type of digital transformation and strategic role for maintenance. Using EAM software to collect business information from the enterprise and put it into the hands of the people who need it creates enterprise-wide visualization of asset data from a CEO level perspective. You cannot buy EAM software that magically contains RCM, because RCM is a discipline rather than a technology. But EAM is an integral part in capturing, interpreting and applying asset data so organizations can take measurements, track equipment history, record the type of failures and do predictive analysis for a full-scale RCM3 program.
Armed with RCM3, maintenance and asset managers can become better strategic players across the enterprise. MRO
Jerry Browning, Senior Advisor, North America, IFS, a globally recognized leader in developing and delivering enterprise software for enterprise resource planning (ERP), enterprise asset management (EAM) and enterprise service management (ESM). For more information, visit www.ifsworld.com.
To keep your equipment running properly for years to come, ask your local branch about our Lube
OF TAPERED BORE
HYDRALULICS HELP WITH PRECISION INSTALLATION BEARINGS
BY DOUGLAS MARTIN
For many years tapered bore bearings have been installed using a variety of imprecise methods that, for the most part, have provided “accurate” results. However, there has always been some degree of failure due to the lack of precision of those methods.
Feeler-gauge and drive-up
The typical methods that have been used are the feeler-gauge and drive-up methods using either an angle turn or a distance method using a dial indicator. With some bearings, and specifically self-aligning ball bearings, the apparent “feel” of rotating the bearing outer ring was enough to determine if enough drive up was obtained.
What is problematic is that with all of these methods there is a form of arbitrary decision-making required by the technician.
Improper installation
The self-aligning ball bearing is perhaps the most common among improperly installed types of tapered bore bearings. One method that has been used is the “feel” of the outer ring misalignment friction. Once a certain feel of resistance has been achieved, the bearing is installed. The other problem associated with this installation method is that technicians will use feeler gauges to measure the clearance of the bearing. Although I respect this noble act, the theory is that a feeler gauge will not accurately measure the clearance in a self-aligning ball bearing. Also commonly accepted is the angle-turn method. With this method, the nut is turned a specific angle based on the nut thread and the bearing size and this drives the bearing up the required difference to achieve the proper grip on the shaft. Here’s the problem: Where does one start measuring the angle turn? There has been no defined way of determining the starting point.
Human error
Spherical roller bearings fare better as a feeler gauge can provide a more accurate result. Still, if you have three technicians each taking a measurement, there is a good likelihood that at least one of the three will disagree with the others. But since the goal is to measure the difference in clearance (the reduction of clearance), the “human error” in the feel is cancelled out between the first and second measure, so there is greater confidence in the result. Unfortunately, the technicians are often asked, “what was the bearing set to?” (looking for an absolute value), rather than the “change in clearance,” which is more important.
Spherical roller bearings can also be driven up a set value, however, there is the question of where to start the measure.
What does a hydraulic drive-up method offer?
There is a method whereby a hydraulic nut is used in conjunction with a pressure gauge, a dial indicator and a hydraulic pump. The way it works is to use the hydraulic pump and pressure gauge to push the bearing up a small amount by measuring the amount of pressure applied. This pressure applied is relatively low to avoid the ill effects of tolerance variables in frictional contact between the bearing bore and the shaft or sleeve. Once the “zero position” is achieved by applying a specific force (measured pressure), the bearing is further pushed up the taper hydraulically until a measured drive-up distance is achieved (as measured by the dial indicator).
The key element with this method is that the starting point for measurement is established by the applied pressure. With this method, we can be confident that the drive up is enough to allow us to drive the bearing up the taper to a lesser amount than the traditional methods, knowing that the traditional methods have built-in safety factors that drive the bearing farther than needed (causing greater hoop stress). Often, new users of the drive-up method will say that the clearance reduction was less than expected (compared to what they’re used to). With a lower hoop stress in the ring, there is also potential for a longer bearing life.
Best method
When we look at the bearing designs that are becoming more popular – the toroidal bearing – in which the position of the roller in the races can cause a
variance of the clearance measure and the sealed spherical roller bearing, and in which there is no chance of using a feeler gauge, the hydraulic drive-up method becomes the best method for ensuring accurate bearing installation.
As well, with the self-aligning ball bearing with tapered bore, the hydraulic drive-up method provides a positive and fast method installation for a bearing that was invented over 100 years ago. This method for self-aligning ball bearings is so well received, that a well-known Canadian OEM in the forestry industry supplies its machines with the tools for installing their bearings using this method. MRO
Douglas Martin is a heavy-duty machinery engineer based in Vancouver. He specializes in the design of rotating equipment, failure analysis and lubrication. Reach him by email at mro.whats.up.doug@gmail.com.
It’s About Time
Time to Save
Time is money. Switching to EPLAN Electric P8 from CAD software typically reduces project time by 40% or more right out of the box – as much as 80% when using the feature-rich EPLAN portfolio to its fullest.
Time to Automate
EPLAN automates time-consuming data creation and verification functions CAD users must perform manually, often repetitively: like device tagging, generating wiring, parts and connection lists and performing crossreferencing and error-checking. Ready-to-use, vendorcertified datasets can be imported from a selection of over 700,000 components via the EPLAN Data Portal.
Time to Plan Ahead
EPLAN has virtually unlimited scalability for managing the increasing electrical content designing for the IIOT/Smart Factory environment. The bigger the assignment, the more EPLAN excels. CAD can’t do that.
Time to Switch
EPLAN is the future of engineering. It’s freedom to concentrate on what matter’s most – engineering – so you or your team can quickly create high-quality machinery and plant documentation.
For more information or for a free 30-day trial, contact us at: 1-847-240-4667 www.eplanusa.com info@eplanusa.com
FLEET MANAGEMENT
How to optimize the return on investment on your fleet.
BY JEFF SMITH
“I don’t care how many types of trucks we have –they all haul dirt!”
Blink blink is my reply to this statement. How do you explain to a mine manager who is convinced that he knows it all that his costs were substantially higher than other mines in the corporation due to his outdated and mismatched fleet of haul trucks? His belief is that by not purchasing a new fleet he is saving millions. But what is the real value proposition? What are the risks of poor fleet management?
Fleets can be many types of assets in industry – delivery vehicles, haul trucks, highway trucks or simply the fleet of support vehicles that shuttle personnel around. For this article I have elected to focus on haul trucks, as they are high value and often mismanaged. Don’t take offence to that if you manage a fleet of haul trucks! I have found that dated industry knowledge, particularly in mining, drives the wrong decisions in many cases.
Faulty reasoning
Two statements that you hear in mining are:
1) We can always buy more trucks.
2) Everyone knows haul trucks last 20 years.
Before we break down the statements, let’s review what optimal fleet management would look like. For starters, the fleet would be commissioned over time as the overburden was removed and normal production initiated. This staggers the failures that are truly time based and thereby load levelling the work. The number of units in the fleet would match production requirements + additional units as required to meet the scheduled interventions + 1 extra per digging unit. The scheduled maintenance would have very high compliance and conformance numbers. External value destruction would be managed (such as road maintenance, oil &fuel cleanliness, optimal load weights and qualified operators). Shop space would meet the requirements of the maintenance schedule and a small amount of reactive work. Critical spares and spare parts would be well managed with dynamic stocking cycles aligned to asset lifecycles. Fleets would be phased out as they reach end of life, with new fleets commissioned, then the fleet would be run out as the mine life ends with the last truck dumping the last reclamation load hours out. So what stops us from managing fleets? Unfortunately, in most cases it is executive sponsorship applying unrealistic expectations. There is also the issue that great reliability requires a large amount of things to go right all the time.
STATEMENT 1: We can always buy more trucks!
Yes, if you are losing production time because of unreliable assets, buying a new truck or two will help – albeit at the expense of more shop space, maintainers and operators. But why is your fleet not attaining the value you wanted? If it was undersized to begin with, then this is a fine choice, but there would have been engineers aligning
the required fleet to the mine plans while factoring in a reliability target. Where is the value bleed? I like to use TEEP (Total Effective Equipment Performance) to see what the issue is.
TEEP (%) = Utilization Time (%) x Availability (%) x Performance Efficiency (%) x Quality Rate (%).
So what would that mean to a fleet of haul trucks? First, let’s clarify the formula.
Utilization (do you use the asset?) – There is little point in having more trucks if they are sitting on a ready line. When assets are mismanaged there are large deviations in availability, so the insurance policy purchased is to have lots of trucks available for abnormal times, for example, spring breakup, when road-induced damage is causing abnormal failures.
Utilization Time (%) = (Total Available Time – Idle Time) x 100
If this percentage is low you are not using the assets you have; this may not be a truck number issue. Consider influencing factors like shovel availability.
Availability (is the asset available to use?) – Since availability includes scheduled and unscheduled downtime it is influenced by multiple things. It is possible to over maintain an asset, so all downtime should be considered bad. Maintainers may argue that we need to PM the assets. I understand that, but if you think scheduled downtime is good and unscheduled is bad, you are not looking at shop layout improvements and all the things you can do that enhance the maintainability of the assets. If the asset makes money when it is utilized, a PM should be like a racer’s pit stop, get done what you need to do and get it back to operations as efficiently and effectively as possible. That is one reason I believe in Pre-PM Inspections for fleet assets. When we have the asset we should know what we need to fix and should have it scheduled.
Availability (%) = [Uptime / (Total available Time – Idle Time)] x 100
If this percentage is low, separate the scheduled from the unscheduled and look for improvements in both. For scheduled downtime, utilize RCM or PMO to establish the “Right Work,” which drives effectiveness. Use DILO (Day in the Life Of) and 5S to improve efficiency. For unscheduled downtime, determine your “bad actor” issues and create strategic plans to investigate and resolve them.
Performance efficiency on a fleet of haul trucks is managed by cycle times. Haul roads tend to be dynamic, but any loop (cycle) has an optimal time to travel. If the cycle time is too low, the value is impacted. If the cycle time is too high, then the truck is being run too hard and it is highly likely damage will result in unavailability. Performance efficiency was hard to measure in the past but with the Internet of Things and data available, most organizations can utilize the dispatch system or online truck monitoring to manage cycle times. If you have the data, use it! With good data you could tell how much lost production is incurred within a cycle time by a single bad spot in the road.
If this percentage is low, review your road maintenance practices. Intermittent speeds indicate bad roads if they are demonstrated by the majority of the trucks on the cycle. Remove outlying data as there may have been random occur-
rences impacting the cycle time. If cycle speeds are too high on a single unit, determine if this is true for all drivers on that unit. Target cycle times may be dynamic to accommodate for seasonal safety variables. NOTE: I like to use the time a unit leaves the shovel until the time it is in the queue waiting to be loaded. That way queue time and shovel inefficiencies are managed separately.
Quality rate is the weight of the load versus the target capacity of the unit. The purpose of a haul truck is to move material. If the truck is under loaded, value is lost and if it’s over loaded damage is incurred. Sites with multiple capacity trucks are hard to manage the loading as the bucket size and the number of passes to load are variable. One thing we do not want is the shovel operator picking a half bucket to top up a load or have spillage.
If trucks are consistently under loaded it may be a bucket sizing issue, assuming it’s not just light material and the limit is spillage. If trucks are consistently overloaded, it may be bucket sizing or the number of passes to load. Inconsistent loading is influenced by blast patterns and shovel operator skill levels.
STATEMENT 2:
Everyone knows haul trucks last 20 years! I gave 15 years of data to my reliability analyst – a brilliant engineer with both economics and mechanical engineering qualifications. I told him to determine with our current practices what the optimal time to replace the fleet would be and why. He dissected the data and produced a report showing that the fleet should be replaced at 13.5 years. The driving factor for it was not the large components or the frame issues that we assumed, but it was actually the wiring issues that materialized and resulted in frequent electrical troubleshooting and repair. It also showed that if we kept the units for the next five years the electrical frame and component issues would result in spending the equivalent of buying a new fleet and we would still have to replace the fleet. When this was presented to upper management, their response was: “That report is obviously wrong. Everyone knows a haul truck lasts 20 years!”…sigh. All assets have lifecycles, and time is not the driving factor that determines end of life. How the asset is treated throughout its life determines its lifespan. How many times was it shock loaded? What was the environmental loading? Was it run over speed? Was it used on rough roads? Was it run through oil sand?
There are two things that matter to assets:
1. What is the first point of failure? If it’s the oil change that drives the first scheduled intervention, then all other interventions should be aligned to that frequency if possible. 2. What is life limiting? What makes the determination that the asset has reached its end of life? This obsolescence could be triggered by wear, fatigue, economic or environmental issues.
To be sure, I am not trying to say how long your fleet should last. I am saying you should do the lifecycle engineering and optimize the return on investment of your fleet. MRO
Jeff Smith is the owner of 4TG Industrial. His work as a reliability subject matter expert and industiral mechanic spans a cross section of industries, including oil sands, mining, pulp and paper, packaging, petrochemical, marine, brewing, transportation and synfuels. Reach him at jsmith@acuren.com.
What’s new in fluid power
Oil change systems for electrical power generators
FLO Components Ltd. is authorized to sell and install RPM Industries LLC’s complete line of engine pre-lubrication and fluid evacuation technologies that automate routine maintenance of electrical power generators and heavy equipment to save owners and dealers time and money. The heart of the new product line is the QuickFit system, a highly efficient oil-change tool for power generators that enables a technician to easily purge oil from the filters, evacuate the used oil and refill the Genset with filtered oil in less than 20 minutes, from a single connection, without taking too much time, risking unnecessary injury or environmental fines. www.flocomponents.com
What’s new in couplings
Unique slip characteristics
Rexnord Falk True Torque Fluid Couplings provide an extended time soft start to connected equipment, delivering controlled acceleration that extends equipment life. Designed with unique slip characteristics, this coupling absorbs energy from shock and overload conditions, protecting your equipment.
www.rexnord.com
Coupling components
Rexnord coupling components are designed to help make production easier and safer. Falk Orange Peel Rotating Shaft Guards’ patented trimand-fit design revolutionizes equipment guard convenience and value. Backstop assemblies and grid, gear and elastomeric coupling components round out the offering.
www.rexnord.com
Tire coupling line
Baldor Electric Company expands on its Raptor tire coupling product line that’s designed to deliver up to 5.9x longer coupling life, and includes sizes E100, E120 and E140, with a maximum torque rating of 340,340 in-lb. The Raptor coupling utilizes patented WingLock technology, an optimized elastomeric element, which increases surface area for higher bond strength, improved fatigue resistance and significantly longer coupling life than competitive urethane designs. www.baldor.com
Heat-sensitive belts
Browning 3V, 5V and 8V belts are designed to deliver maximum performance and service life. One of our key features of the product series is EPDM (Ethylene Propylene Diene Monomer). These belts are also unique in the market as they will perform in heat-sensitive applications up to 230°F.
Drop-in replacement chain belt
Browning HPT Chain Belt is for use with Browning HPT sprockets. Polyurethane construction is offered in 8MM and 14MM pitch. Resistant to chemicals, oils and cuts/abrasions.
www.regalpts.com
Bushed roller chain sprockets
Browning has a variety of bushing type sprockets in single and double strands. Offerings include 35 to 160 pitch range. Bushed type bore ranges are available from ½ inch to 5 inches. Hardened teeth are available up to 30 teeth.
www.regalpts.com
What’s new in drive and gear systems
Dedicated functionality for pumps, fans and compressors
The Vacon 100 Flow from Danfoss Drives offers versatile flow control in water systems and industrial pump and fan applications. The Vacon 100 Flow combines the core functionality of the Vacon 100 drive with dedicated functions that can benefit flow-control processes and improves the efficiency of pump systems. Standard PID control uses a sensor to control pump speed instead of an external controller. Available in 0.75 to 1000 HP and in a voltage range of 230 V to 690 V.
www.danfossdrives.com.
Shorter standard lead times gear drives
Rexnord has established new, shorter standard lead times for products and accessories within the Falk V-Class Gear Drive portfolio, beginning at four weeks or less. Examples of products that are offered with a four-week lead time include V-Class sizes 107-167, standard TA taper bushings, single and double-ended shafts, shaft fans, couplings, coupling guards and package offerings such as the alignment-free option, Falk Reliability Package, and condition monitoring. Additional options are listed and offered under lead times of 6, 8, 10, and 12 weeks.
www.rexnord.com
Lubricated for life
Lifetime lubrication in Zero-Max “Crown” gear drives assures motion system designers of a smooth operating, quiet right-angle gear drive that needs no maintenance. These drives are designed for economical transfer of speed or power. Lubricated for life with Beacon 325 premium grade grease, Zero-Max Crown drives feature heat-treated AGMA Class 10 spiral bevel gears. www.zero-max.com
What’s new in lubrication systems
Dual-line lubrication systems
SKF and Lincoln dual-line lubrication systems can be used on large systems with dispersed lubrication points that require varying lubrication quantities. Two main lines are supplied alternately with lubricant from a high-pressure pump via a change-over valve at up to 400 bar (5800 psi). Branch lines, along the main lines, are connected with dual-line metering devices to supply a large volume of lubricant to the lubrication points. Within large dual-line systems, end-of-line pressure switches are used to control and monitor the system.
www.skf.com
Hose with wear indicator
Conti Ultimate is a highly abrasionresistant transport hose system with an optical wear indicator – the Conti Orange Liner. This orange liner between the rubber lining and the textile reinforcement enables the condition of the hose to be gauged at any time. If the orange liner can be seen, the hose either has to be rotated or, if necessary, completely replaced. The wear indicator therefore saves unnecessary hose changes and associated production downtime. Suitable for a broad range of applications and with simple fitting of couplings www.contitech.us
Intelligent air springs
Equipped with Continental sensor technology, the height of these air springs can now be adjusted electronically, the internal pressure monitored and the internal temperature measured. The integrated sensor uses ultrasound technology to measure the internal pressure and height of the air spring. When conditions change, such as a difference in height due to loading or uneven surfaces, the system compensates for the change. All data is recorded and can be evaluated on a PC. www.contitech.us
Belt and chain alignment
The Easy-Laser D90 is set up in just a few seconds, projecting a laser line onto the targets that clearly shows how to adjust the machines. The D90 targets are read visually and have excellent accuracy as well. Users can also upgrade the system with digital readouts by simply adding a digital detector! The D90 BTA is compact, and suitable for most types of drives, including V-belts, timing belts, flat belts and chain drives. www.benchmarkpdm.com
Valve offers field friendly modularity
Festo’s new VZXA delivers everything the process sector requires in an angled seat valve. Its optimized bore passages enables extremely high flow rates of highly viscous media, liquids, gases or vapours. Its sturdy steel body assures a long, reliable service life. And with virtually no dead spaces inside, a VZXA is quick and easy to clean inside and out. VZXA valves consist of the angled seat body, a piston or diaphragm actuator, a sealing cartridge and a visual position indicator.
www.festo.ca
Hydraulic bolts for rotating flanges
Demount and reassemble flanged power transmission couplings in a single-step operation using SKF’s new Quickgrip Bolts. Designed for hightorque rotating flanges, the new SKF Quickgrip Bolts, as well as existing SKF Supergrip Bolts, can be used to connect two flanged shafts quickly, safely and reliably. This applies to all types of propulsion systems, as well as rudders and other critical applications.
www.skf.com
Maintenance-free sampling pumps
Meeting OSHA and AHERA standards, Allegro Industries offers a complete line of sampling pumps that deliver dependable area monitoring of mould, lead, asbestos and other dangerous particulates. The Diaphragm Sampling Pump is cost effective, maintenance free, and will operate efficiently with mould, PCM, and TEM cassettes. The Jarless Sampling Pump offers a sampling range of 0-30 LPM and is excellent for sampling asbestos (25mm cassettes), lead (37mm cassettes) and mould.
www.allegrosafety.com
Infrared temperature measurement
Fluke Process Instruments’ newest generation DATAPAQ EasyTrack3 system makes profiling oven cure of painted and powder-coated products as easy as never before. The data logger is equipped with a rugged and light polycarbonate casing that withstands harsh treatment and heat up to 100°C without distortion and without harm to the electronics. Versions with four or six thermocouple channels are available. Data is stored in a nonvolatile memory – the capacity has been tripled to up to 18,000 readings per channel.
www.flukeprocessinstruments.com
Better flow, lower cost of ownership
Graco’s SoloTech pump line excels at handling shear sensitive materials and is available with AC or brushless DC motor options for precise dispense and batching modes. The SoloTech pumps are inexpensive to maintain and offer an extended hose life due to the single compression roller design.
www.motionindustries.com
Leaving money on the table?
Results of a global survey into lubrication procedures show why the management of lubricant products and services is crucial to a company’s total cost of ownership. Among companies surveyed, 60 per cent admit their lubrication errors caused unplanned downtime, 63 per cent don’t conduct enough staff training on lubricants, while 51 per cent don’t expect higher quality lubricants to help reduce maintenance costs. The Total Cost of Ownership study conducted by Shell documented customer savings from 2011 to October 2015 by surveying those who purchase or influence the purchase of lubricants and greases for their businesses across eight key markets (Brazil, Canada, China, Germany, India, Russia, U.K. and U.S.). Shell Lubricant experts prescribe a simple remedy to address the gaps: correct lubricant selection, application and management. While selecting a less-effective lubricant rarely results in immediate equipment failure, says one analyst, it can lead to increased maintenance expenses over time. For more information, visit www.shell.com/lubricants.
FLUID POWER
Authors Heinz P. Bloch and Ken Bannister have produced a definitive lubricant applications reference for industrial facilities. Practical Lubrication for Industrial Facilities (Third Edition, 2016, Fairmont Press), delivers in plain language, a unified approach to lube-related problems, including selection, substitution, application, analysis, replacement, handling and storage. While the use of examples is not exhaustive, the combination of lubrication theory with practical knowledge is universally applicable for anyone solving problems related to effective lubrication. Effort was taken to organize the scope of information (570 pages) into a format that appeals to maintenance folk with varying backgrounds, from apprentice mechanics to maintenance professionals, lubricant formulators and engineers. The section on "Implementing a Quality Lubrication Management Program" (Chapter 22) should be required reading for facilities planning to become compliant with the ISO 55001 Asset Management Standard. Bannister is touted as the first asset management consultant in North America to successfully take a client through the ISO 55001 audit process. Together, the authors provide a well-balanced treatment of a complex topic.
Operators should perform basic maintenance
Consider a typical scenario that occurs regularly in manufacturing plants: a piece of equipment fails and the operator contacts maintenance. While the operator waits for the technician to arrive, the machine is down. The cost of downtime is significant and can affect an entire production line. But if the same plant invested in total productive maintenance (TPM), equipment operators would be trained to perform basic maintenance on their equipment, such as cleaning, lubrication and regular inspections. This will free up maintenance technicians to focus on more complicated problems and will result in less downtime, because the machines are regularly maintained by operators. It will also give operators a sense of ownership over the machine they operate. Trainers can come from the maintenance, engineering, production departments or even equipment vendors. Training staff in TPM will be a major expense, but it is well worth it. The system is designed to use equipment to its fullest capacity by identifying utilization losses, measuring the effectives of the machines, developing a maintenance program tailored to each machine and training equipment operators to perform basic maintenance. If this is done well, equipment utilization will increase significantly and it will improve your company’s bottom line.
This issue’s tip came from Jennifer Ohl, a maintenance software consultant. She provides training in inventory optimization, improving equipment performance and total productive maintenance. Reach her at 773-844-4831.
Mr. 0, The Practical Problem Solver
The revolution is here.
Take on the most demanding applications with CONTI® SYNCHROCHAIN CARBON heavy-duty timing belts. Our technology combines light but durable polyurethane teeth with high tensile carbon reinforcement to deliver up to 15% more horsepower. Contact Continental for a complimentary drive analysis. We o er complete drive solutions, including belts, metal, and a team ready to help you get the most from your drives.
Thanks to superfinished raceway surfaces that ensure smooth, uniform running characteristics, maximum load capacity and superior rigidity, the operating life of Schaeffler’s X-life bearings is considerably longer than standard bearings under identical operating conditions. Alternatively, higher loads can be applied while maintaining the same rating life values.
Need more details? Contact a Schaeffler design engineer at 803-548-8552 or info.ca@schaeffler.com www.schaeffler.ca