Rotochopper multi-stage grinding systems offer singlepass simplicity for producing animal bedding and short fiber fuels. Wood waste goes into the primary grinder and comes out of the in-line hammermill at finished specifications—no additional handling or hassle.
• Most uptime
• Cleanest operation
• Easily integrated into picking lines
• Unmatched particle size control
• Lowest cost per ton
How can a Rotochopper grinding system maximize the value of your wood waste? Contact us today to learn more.
16 Power producer
Conifex begins producing power for B.C. Hydro at its new bioenergy plant in Mackenzie.
19 Grinding opportunity
A transportation specialist invests in a chipping operation to compliment its service portfolio for the biomass industry.
22 Molecular marvel
A BioFuelNet researcher goes in the lab in the search for a better catalyst for the conversion of hydrocarbons needed for biogas and biofuel production.
24 Conveyor spotlight
Major manufacturers from across the biomass industry share information on the conveyor solutions they provide for pellet plants in Canada.
IEvery fibre has a home
The false controversy facing Nova Scotia
t has been easy to be led down the path of debate and discussion in Nova Scotia, enticed by the opportunity to provide an opinion on the fibre controversy playing out in the media.
Rarely a week goes by without an editorial or a social media comment posted exclaiming the idea that quality sawlogs are making their way into hammermills and biomass boilers from Port Hawkesbury to the Musquodoboit Valley. Claims spread like wildfire that high-quality fibre is being used where low-quality fibre belongs, getting pressed and burned for use in biomass operations.
pile was destined for. Each pile a different quality of log, a different species of wood, and a different quality of fibre ready to be picked up and taken to the mill.
So when I had the opportunity to look first-hand at what was happening in Nova Scotia, I couldn’t resist the temptation to address the fibre issue.From my observations taken from a few days travelling through the biomass operations and woodlands of central Nova Scotia, there is simply no evidence of a fibre controversy.
On the site of the Scotia Atlantic Biomass pellet plant (see page 10 for our feature story), stacks of deadwood and low-value timber are plentiful, but the high-value logs are non-existent. They do not find themselves in the yard at Scotia Atlantic, as contractors look to the area’s sawmills to purchase the high-value fibre cut alongside the wood earmarked for pellet production.
No place was that more clearly seen than in the forest to the east of Stewiacke, where a lengthy network of roadside piles showed the vast value chain of the freshlycut logs. Along the road sat nine stacks, each designated for the various sawmills, pulp mills, and biomass operations that the
At the centre of the Nova Scotia controversy, the Nova Scotia Power biomass boiler at Port Hawkesbury Paper, a similar scene was within sight. On one portion of the site, pulp logs were stacked for paper production, while a separate portion of the property is designated for logs to be chipped for the biomass boiler. At a glance, the high-value logs concerning so many citizens in the province were nowhere to be seen.
The reason why high-quality sawlogs could not be found at the biomass operations is simple… money. In an industry where the bottom line has shrunk and the contractor population greatly reduced, the demand for quality lumber and the need to maximize the value of every tree cut means that every fibre finds its home… where it belongs.
The financial reality facing logging contractors is simple: a pulp log is worth approximately 30 per cent more than a biomass log, and a high-quality sawlog can be worth as much as 300 per cent more.
So while there may be the odd minor example, where a sawlog finds its way into the wrong stack and onto the truck destined for a biomass operation, the fibre controversy playing out in Nova Scotia is, for the most part, completely unfounded. •
Volume 15 No. 3
Editor - Andrew Macklin (905) 713-4358 amacklin@annexweb.com
Editor - Andrew Snook (905) 713-4301 asnook@annexweb.com
Contributors - Bill Strauss, Gordon Murray, Gabrielle Bauer
(Canadian prices do not include applicable taxes) USA – 1 Yr $60 US; Foreign – 1 Yr $77 US
Occasionally, Canadian Biomass magazine will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
NEW BRUNSWICK TO SUPPORT LOCAL SMALL-SCALE RENEWABLE PROJECTS
New Brunswick is looking to local and First Nations small-scale renewable energy projects, including bioenergy projects, as part of its plan to increase the provincial Renewable Portfolio Standard to a minimum of 40 per cent of NB Power’s in-province sales by 2020.
The province’s Department of Energy and Mines released a statement saying that local small-scale renewable projects
provide opportunities for non-profit organizations, associations, co-operatives and municipalities to develop renewable energy projects for the greater benefit of the community, and will play a significant role in achieving its 40 per cent Renewable Portfolio Standard.
NB Power will procure new renewable energy resources through competitive requests for proposals (RFPs) and
TEREX ACQUIRES CBI
Terex Materials Processing, a business segment of Terex Corporation and Continental Biomass Industries, Inc. (CBI) recently announced the acquisition of the assets of CBI by Terex, which will expand the Terex Environmental Equipment (TEE) product line.
TEE, part of Terex Materials Processing, has been serving the wood, biomass, and recycling industries since 2011.
Terex stated that the acquisition of CBI’s business significantly advances the company’s product line while adding dimensions to the TEE business that would otherwise have taken years to develop. The acquisition also adds customization and specialty product capabilities to the TEE product line.
Anders Ragnarsson, owner and founder of CBI, will continue as the managing director of the CBI product line. In addition to managing CBI, Ragnarsson will support Tony Devlin, TEE worldwide business director, in developing TEE into a market leader in the wood/bio and recycling industries.
projects will be evaluated on criteria to be released prior to each RFP. These criteria will include the net economic and social benefits to the community, cost of energy production, rate of return, business plans, size of project, and cost of integrating the generation into the grid.
A portion of the RPS target to be met through the Local Small Scale Renewable Projects Program will be set aside for
First Nations projects.
In order to meet this goal, government will work with NB Power and New Brunswick First Nations to assess the feasibility of potential projects under this allocation. Discussions will continue with New Brunswick First Nations and the Government of Canada with respect to sustainable energy practices and energy-related issues of mutual interest.
YUKON PROPOSES BIOMASS STRATEGY
The Yukon government is seeking public feedback on a draft strategy for the development of a biomass energy sector in the Yukon.
“A biomass energy strategy will guide the development of an emerging sector that can offer another much-needed solution to deliver adequate energy during our long, cold winter months,” said Minister of Energy, Mines and Resources Scott Kent. In the Yukon, the most commonly available biomass resource is wood, which is the main focus of the draft strategy.
Six key action areas are being proposed:
• Using biomass energy for government infrastructure; developing regulations, policies and programs for a biomass energy industry;
• managing air quality to protect public and environmental health and safety;
• facilitating the development of a biomass energy industry in Yukon;
• ensuring a sustainable timber supply; and
• ensuring biomass fuel quality and security.
Yukon residents can provide feedback on the draft strategy until Friday, June 26, 2015.
BIOMASS DEVELOPMENT CENTRE LAUNCHES
In the wake of Nipissing University’s decision to shut down the school’s Biomass Innovation Centre, the former BIC team is moving forward with the creation of the Biomass Development Centre.
Biomass North will continue to take on the role of developing a robust and sustainable bioeconomy in Northern Ontario, firstly by implementing the Northern
Ontario Bioeconomy Strategy (NO-BS). The NO-BS will build a skills and training plan for the province, drive regulatory and policy reform, and create sustainable supply chains, bioenergy and biofuel projects, biocomposites and biochemical innovation, and support northern food security.
For more information about the new initiative, email: info@biomassnorth.org.
SCHLUMBERGER INVESTS IN CELLUFORCE
Domtar Corporation recently announced an investment by Schlumberger in CelluForce, a joint venture between Domtar and FPInnovations that manufactures wood-derived nanocrystalline cellulose (NCC).
The investment is a collaboration to explore the use of NCC to enhance the productivity of oil and gas wells.
Schlumberger is the world’s leading supplier of technology, integrated project management and information solutions to the oil and gas industry.
NCC is manufactured using a patented process in Domtar’s pulp mill in Windsor, Que. NCC (also referred to as Cellulose Nanocrystals, or CNC) is the primary component that provides structural strength to trees. NCC is a renewable, biodegradable, nontoxic material.
Details of Schlumberger’s investment in CelluForce remain confidential.
This investment follows a $4-million grant announced by CelluForce in February 2015 from the government of Canada’s sustainable development technology program (Sustainable Development Technology Canada, or SDTC) for similar research and development work.
CASCADES INVESTS IN CELLULOSIC SUGAR TECHNOLOGY AT CABANO
Cascades Inc. will replace the pulping process at its Norampac Cabano facility with a hot water pulping process that will allow the plant to extract hemicellulose, a cellulosic sugar with high value-added potential, from wood chips. It will be the first time this innovative process is used in Canada.
This $26-million project is a step forward for biorefining in Canada. It is backed by a $10-million investment from Natural Resources Canada’s Investments in Forest Industry Transformation (IFIT) program and an additional $4.4 million from the Québec Ministère des Forêts,
de la Faune et des Parcs.
The Cabano plant, located in Témiscouata-surle-Lac in eastern Quebec, manufactures corrugated medium from virgin and recycled fibres. Cascades will replace the plant’s current process – the production of sodium carbonate-based chemical pulp – with what it describes as a more environmentally friendly and economical process that was developed in conjunction with a U.S. partner.
The hot water pulping process will be used to extract hemicellulose from deciduous woodchips.
Hemicellulose is a
natural polymer found in plant cell walls. A fact sheet from the IFIT program explains that with this hot water pulping process, Cascades will be able to extract the hemicellulose from hardwood chips at the beginning of the pulping process (referred to as preextraction). This process will result in a new value-added product, a concentrated hemicellulose stream that can be sold as a concentrated form of wood-extracted sugars. This new product has various commercial applications, including bioenergy and a sweetening agent in food and beverages.
SUSTANE TECHNOLOGIES TO BUILD WASTE TO BIOMASS FACILITY
A clean technology startup company is building its first commercial demonstration plant in the Municipality of the District of Chester, N.S. Sustane Technologies Inc. is working to commercialize and globally market a new disruptive technology that diverts municipal waste from landfills and safely converts it into clean energy and other recyclable materials.
The company’s proprietary technologies separate garbage into plastics, metals, glass, moisture and biomass.
One of those assets is a biomass fuel pellet. Other value streams are in development. The process does not involve incineration, chemicals or pollutants and can be used on a small or large scale. The company’s commercial demonstration plant is expected to be up and
BIOAMBER ON TRACK FOR Q3 2015 OPENING
BioAmber’s bio-succinic acid production plant remains on schedule for commercial operation in the third quarter of 2015.
The announcement was made as part of the company’s first quarter financial results statement in early May. Project costs continued to track within the $125 million USD +/-10% estimate originally made by the company.
Company officials also announced that BioAmber was chosen by Bayer MaterialScience as its supplier of bio-succinic acid for a new product line.
“We have been able to execute effectively in Sarnia while reducing the risk associated with the next plant, and now we have
running in mid-2016. The municipality will see all of its garbage removed from the landfill.
The Government of Canada is providing a $500,000 repayable contribution, through Atlantic Canada Opportunities Agency’s Business Development Program (BDP), to Sustane Technologies to acquire special equipment for the development of the plant.
the capital needed to undertake critical engineering and site related work on our next plant so that we don’t lose time,” said Jean-Francois Huc, BioAmber’s CEO. “On the commercial front, the recent Bayer MaterialScience announcement is a strong endorsement of BioAmber’s leadership position in bio-succinic acid and a clear signal of the growing demand for more sustainable chemicals.”
TImproper assessment
Issues regarding state aid for Lynemouth Power Station are inaccurate
By Gordon Murray
he European Commission’s directorategeneral for competition is investigating whether the UK government’s support of the biomass conversion of Lynemouth Power Station (LPS) complies with EU state aid rules, putting in jeopardy a project that would consume 1.5 million tonnes of wood pellets annually.
Located on the northeast coast of England, some 50km from the Scottish border, LPS was commissioned as a 420MW coal-fired plant in 1972 as part of an aluminium smelter owned by Alcan. After the smelter closed in 2012, Alcan sold the power station to RWE Supply and Trading. The station remains coal-fired but RWE intends to convert it to biomass and operate it to provide base-load power.
In May 2014, the UK government selected LPS to receive support under its Final Investment Decision Enabling for Renewables (FIDeR) scheme. The UK government introduced the FIDeR scheme as an incentive for developers to invest in low-carbon electricity by establishing a strike price for renewable electricity. The strike price for biomass conversions is set at £105/MWh with the contract duration capped to March 2027. By the time it is completed, the Commission’s state aid investigation will have delayed the project by at least a year, lessening the time available for a return on investment.
The Treaty on the Functioning of the European Union (the Treaty) prohibits governments from providing state aid (i.e. financial aid) to individual companies so as to prevent them from gaining advantage over their competitors and distorting markets.
The Treaty provides for Member States to grant state aid legally where it helps market or equity objectives that the market would otherwise fail to deliver – such as promotion of research, development
and innovation, environmental protection, and so forth. The Commission is responsible for enforcing the Treaty.
In its assessment of the UK government’s support of LPS, the Commission has identified two issues that may violate state aid guidelines. First, the Commission believes that the assumptions used for calculating the internal rate of return were too conservative – that thermal efficiency and load factor were under-estimated; and wood pellet costs may have been overestimated. These assumptions might result in significant changes to the IRR, and lead to over-compensation.
The second issue is that the Commission believes the amount of feedstock required to operate Lynemouth entirely on biomass (approximately 1.5 million tonnes/year) will distort the global wood pellet market – for pellet buyers and for the competition for raw materials, including for other industries such as pulp and paper and board manufacturing.
The Wood Pellet Association of Canada recently responded to the Commission’s public consultation on its findings regarding the UK government’s support of LPS. WPAC argued that with respect to
the issue of LPS, the biomass conversion project is essential. Our industry cannot afford to lose a potential new customer for 1.5 million tonnes of wood pellets annually. First, WPAC argued that pellet costs for the project had not been overestimated. The Commission suggested that long term price of wood pellets should be as low as $160/tonne. WPAC pointed out that the wood pellet sector operates with low margins. At a price of $160/tonne, pellet producers would be losing money. Producers may sell occasional spot cargoes below cost to satisfy short-term cash flow needs, but they need a higher price in order to sustain their businesses.
With respect to the issue of possible distortion of the biomass market, WPAC argued that such risk is non-existent as evidenced by the following:
• According to a study by Pöyry, the southeast United States, Western Canada, and Russia collectively have 50 million oven dry tonnes (m ODT) of surplus biomass feedstock (SE USA – 20 m ODT; W Canada – 14 m ODT; NW Russia – 16 m ODT). Moreover, the North American pulp and paper
industry is declining due to falling demand for writing paper and newsprint, further reducing demand for feedstock.
• The wood pellet industry’s fibre paying capacity is substantially lower than that of either the pulp and paper industry or the board industry. Wherever a board pulp mill or a board mill exists, pellet plants are economically unable to compete for feedstock.
• Bill Mauro, Minister of Natural Resources and Forests for Ontario, has invited investors to develop a wood pellet industry in his province. Ontario has some 11 million cubic metres (equivalent to approximately five m ODT of wood pellets) of surplus feedstock available.
• The Commission relied on 2011 and 2012 wood pellet production and consumption data for its evaluation. Yet from 2012 to 2013, wood pellet imports to the EU grew by a further three million tonnes and from 2013 to 2014, by another
540,000 tonnes. Total North American pellet exports grew from 3.2 million tonnes in 2012 to 4.5 million tonnes in 2013, and 5.6 million tonnes in 2014.
• In Canada, one million tonnes of new pellet production capacity is presently under construction and will be operational in 2015: Rentech – 550,000 tonnes; Pinnacle – 250,000 tonnes; Groupe Savoie – 30,000 tonnes; and Pacific BioEnergy and Canfor Joint Venture –175,000 tonnes.
• In the United States, four million tonnes of new production capacity is presently under construction and will be operational in 2015: Zilkha – 275,000 tonnes; Solvay Biomass Energy – 240,000 tonnes; Drax – 900,000 tonnes; Fram – 150,000 tonnes; German Pellets – 578,000 tonnes; Low Country – 70,000 tonnes; E-Pellets – 450,000 tonnes; Enviva –1,000,000 tonnes; and Enerpellets USA – 250,000 tonnes.
• About 90 per cent of international wood pellet trade is confirmed by long-term bilateral contracts. LPS will not interrupt existing longterm contracts. There is more than enough new North American capacity coming online in 2015 to feed more than three power plants the size of Lynemouth.
The wood pellet industry cannot afford to lose a project that will consume 1.5 million tonnes of wood pellets annually. WPAC is convinced that the Commission’s assessment of the UK government’s support of LPS view is in error. We can only hope that the Commission takes our comments and those from other supporters seriously and that the Commission amends its findings in favour of the UK government and LPS. •
Gordon Murray is executive director of the Wood Pellet Association of Canada. He encourages all those who want to support and benefit from the growth of the Canadian wood pellet industry to join. Gordon welcomes all comments and can be contacted by telephone at 250-837-8821 or by email at gord@pellet.org.
Fibre availability
Scotia Atlantic looks for a consistent supply of fibre
By Andrew Macklin
SINCE
opening the doors to the Scotia Atlantic Biomass Company pellet mill in Nova Scotia’s Musquodoboit Valley in September of 2013, it hasn’t been as simple as just producing pellets for the Viridis Energy property.
The third incarnation of the plant, constructed by MacTara Limited before it went bankrupt and was followed by an unsuccessful attempt by Enligna to sustain the plant, Scotia Atlantic finds itself working through a series of challenges plaguing the Nova Scotia forest industry.
The company got production off the ground in late 2013 and ran for a fairly solid 18 months before pausing operations this past April as it hunted for a fresh supply of right-priced fibre.
Right-priced fibre has become more and more difficult to come by in the region situated between Halifax and Truro. A severe winter with near-record amounts of snowfall made getting biomass out of the forest difficult for even the most experienced and efficient logging crews. Then, when the snow started melting in April, spring road restrictions forced logging trucks off the roads and stopped the flow of fibre into the mill.
The problems in getting fibre to the mill started before the winter of 2014/2015, dating back to the time before, and during, the start-up of the Scotia Atlantic operations.
“When the sawmills started closing down in Nova Scotia, the province lost a lot of its logging capacity,” explains Julie Millington, general manager of the Scotia Atlantic Biomass Company pellet mill. “The companies that still have the logging capacity are now focused on getting the materials they need. That doesn’t lend itself to our required focused of getting the right materials to the right places.”
The right places include getting biomass fibre to Scotia Atlantic for use in pellet production.
PRODUCTION THUS FAR
Up until the pause in operations, Scotia Atlantic had successfully loaded four ships with industrial wood pellets heading for Europe where its sales partner, Ekman, has arranged purchase agreements with pellet consumers throughout the region. The first ship was loaded as the plant was ramping up operations, with 23,000 tonnes of pellets sent overseas. The second and
LEFT MAIN: Looking across at the Scotia Atlantic plant from the MacTara sawmill site. MacTara built the original pellet mill before it went bankrupt.
INSET: Scotia Atlantic’s hammermills sit idle while the company stocks up right-priced fibre for pellet production.
third ships, sent in 2014, both exceeded the anticipated 25,000 tonnes per shipment, much to the delight of company officials. The fourth, which left Halifax in April, left at capacity, but was a struggle to prepare for.
LEFT: The Sennebogen 821 and CBI magnum Force 6400 work in tandem in producing chips and dust from the biomass logs delivered to the site.
significantly reducing the amount of foreign material making it to the dryer with the pellet fibre. Additional new equipment added, includes new cyclones and the destoner and replacement of the ID fan for the MEC dryer.
One of the biggest struggles facing the plant was removing the frequency of freeze-ups that were occurring during the harsh winter months. The boiler already on site had not been previously utilized, but the company made the decision to fire it up and add steam piping to the necessary buildings to provide steam heat to keep the machines running. While doing so, they removed secondary piping that was no longer needed.
The strong level of production so far has been helped by a series of changes and upgrades done over the past two years to help optimize production.
CanBiom0515-Kahl-3 21.11.14 10:17 Seite 1
For starters, the company still uses its own chipping equipment at the mill site, a CBI Magnum Force 6400, but a new grate allowing a more refined particle, and smaller grates have been added to the Jeffery hog to decrease the particle size resulting in an increased throughput in the drying operation. Two destoner decks, one brand new and one with new technology installed in the Oliver destoner, are
As early production began, an issue was noticed in the hammermills that needed immediate attention. One side of the teeth were wearing down significantly quicker than the other side. Rather than
KAHL Wood Pelleting Plants
take countless man-hours to switch the teeth from one side to the other, the company installed a reversing mechanism.
There were also significant improvements made to several systems, already in place, that needed increased efficiency to meet production targets. The dies in the presses are now replaced once a specific throughput threshold has been hit, providing the most efficient operation level possible. There were also changes made to the system for preventative maintenance, spark detection, information tracking and reporting for elements like moisture control and production.
All of the changes, as Millington explained during our tour of the facility, were made to remove any bottlenecks found in the operation that were preventing the plant from running as efficiently as possible. As each issue was identified, a solution was found and put in place, allowing the company to move to the next area needing attention.
FIBRE ISSUES
Even as operational challenges have been
overcome, the struggle continuously returns to the idea of right-priced biomass, the primary difficulty facing the operation.
“We have had some challenges in making sure that we have the right-priced fibre coming in to this facility,” Millington says. “For now, we are building our fibre supply at the right price to be profitable at this facility.”
That right price is more of a case of supply than anything. Originally, the Scotia Atlantic plant was built to run in conjunction with a sawmill, feeding the pellet mill shavings, chips and sawdust from lumber production. Instead, Scotia Atlantic has to buy fibre from logging contractors and sawmill operators without the establishment of the value chain.
And establishing the value chain starts with a renewed belief in the stability of the forest industry, and the stability of the Scotia Atlantic operation.
In the western part of the province, a consortium is coming together to help the government establish best practices for managing the lands that the provincial government purchased from
Several improvements have been made to increase efficiency at the plant, including installing a new ID fan in the MEC dryer.
Bowater/Resolute a few years ago. Those lands were previously working forests, and the Crown intends to operate the land in the same way. But instead of handing the operation of the land to a single company, the province will work with a group of forest industry stakeholders in the region, ones that rely on those lands for some or all of its fibre, to manage the cut to ensure that all industries get the fibre they need.
A similar model would be a welcome sight for Millington and her team, who are looking for a way to establish a stronger supply chain amongst the stakeholders in the eastern part of the province. That could be easier said than done, as more industries compete for less fibre than their western counterparts.
FIBRE NOT THE ONLY ISSUE
Getting industry stakeholders to establish a stronger supply chain that feeds fibre to all wood products companies is only part of the issue.
As the industry has begun to regain its confidence, banks and private lending institutions have not bought into the upswing, making it very difficult for contractors to purchase new equipment and expand their operations. That’s why part of the solution in Nova Scotia needs to fall on the government’s shoulders, providing low-cost and no-cost loan opportunities to help bring stability back to the market by improving consumer confidence.
There is also a nervous excitement
surrounding the number of young skilled workers that are finding their way back home to Nova Scotia. Many forest products industries in Nova Scotia are seeing an increase in resumes being filed from workers that had once gone to Alberta to work in the oilpatch, but have returned as that industry takes a hit.
The returning workers are good to see, but the flight risk remains strong and it only solves part of the issue.
The challenge still facing the forest products industry is the need to bring workers back to ultimately help strengthen the province’s harvesting capacity.
“Human resources is a big issue here in Nova Scotia,” says Jeff Bishop, executive director for the Forest Products Association of Nova Scotia. “For the next five years, the issue will continue to be contractor capacity. Because of the downturn and subsequent closures, we saw a significant decrease in our contractor and harvesting capacity.”
There are reasons for optimism for the long-term future of the Scotia Atlantic pellet plant. Some harvesting contractors still manage to find a way to make new investments even without the widespread support of financial institutions. Millington noted that three separate contractors in the last six months have purchased walking floor trucks. As Scotia Atlantic has a truck dumper that is not yet onsite, the walking floor trucks are vital for transporting chips and sawdust to the mill.
Scotia Atlantic also did its part this
past winter to help combat the shortage of wood pellets for domestic consumption. With few pellet mills in Atlantic Canada and a substantial shortage of domestic pellet supply for the region, Scotia Atlantic provided some of its industrial pellet supply for home use. Millington suggests that is something that could be made available annually to help out if such a need ever emerged again in the region.
There has been an uptick in conversations between industry stakeholders in the early part of 2015, leaving the impression that there is a renewed sense of cooperation throughout the industry. The Forest Products Association of Nova Scotia continues to educate the public on the nuances of the industry, including a focus on providing an understanding of measures already in place to ensure that fibre ends up at the right end user.
As Viridis Energy works to right size the Scotia Atlantic operation based on the current right-price fibre availability, Millington believes that full capacity at the Musquodoboit Valley facility may still be within its reach as harvesting capacity and consumer confidence grow in Nova Scotia. •
To learn more about pellet plants in Canada, visit: www.canadianbiomassmagazine.ca
See us in the Outside Equipment Display Areas at the ILA and CNRE
Withthe recession slowly fading into the rearview and forest companies looking for ways to make up for lost and disappearing revenues, Conifex found itself investing in new assets, rather than divesting assets, in order to replace disappearing or lost revenue streams.
In March of 2010, Conifex announced that it was purchasing assets from Abitibi in the Mackenzie area, which included two sawmills, two planer mills and a forestry licence with an annual allowable cut (AAC) of 932,500 cubic metres. Those assets increased Conifex’s sawmill capacity to 600mbft annually, and an AAC of 1.6 million cubic metres.
Around the same time, BC Hydro was continuing its search for additional sources
of electricity to provide power for growing residential and commercial demand in communities throughout the central and northern parts of the province. In the few years prior, the Fort St. John generating station was running at capacity with immediate need for new electrical capacity in the region, and the province was putting itself into a position to buy power from other provinces, states and stakeholders.
Within that BC Hydro laid an opportunity for companies like Conifex looking to diversify its assets.
In the 12 months that followed the Abitibi purchase, Conifex finished its plans to convert one if its Mackenzie assets, a then-idled pulp and paper mill, into a cogen system that could provide power to the grid. Conifex entered into an agreement with
Dresser-Rand Canada Inc. to manufacture a 36MW steam turbine generation set that would produce approximately 230GWh of net energy per year.
At the time of the announcement, Conifex president and chairman Ken Shields made it clear that the construction of the cogen facility would help to provide more stability in the fluctuating wood markets that followed the recession.
“The development of bioenergy in conjunction with our traditional operations will diversify existing revenue sources, counteract some of the volatility inherent in the commodity lumber sector, and provide additional stable employment opportunities within the community of Mackenzie.”
The announced plan came before a power agreement had been signed with
BC Hydro, but the quality of the Conifex plan, combined with the region the power project would supply, made it clear that the project would gain approval from the province’s power producer. In June of 2011, the Electricity Purchase Agreement and related Load Displacement Agreement (LDA) was completed between Conifex Power Limited Partnership, a wholly-owned subsidiary of Conifex, and BC Hydro. Then in April of 2012, the B.C. Utilities Commission (BCUC) approved the EPA for a minimum of 200GWh of electrical energy annually on a 20-year agreement. The expected net of 230GWh would provide enough power for 24,000 homes.
In November of that year, Conifex hit a stumbling block that threatened to derail the completion of the plant. With costs creeping towards the $100 million mark, the company had to suspend its construction plans while it looked to secure long-term financing for the bioenergy plant. At the time, the project was approximately 30 per cent complete, however negotiations
$3 million per megawatt versus the $6$7 million per megawatt that a similar greenfield construction project would realize for capital costs.
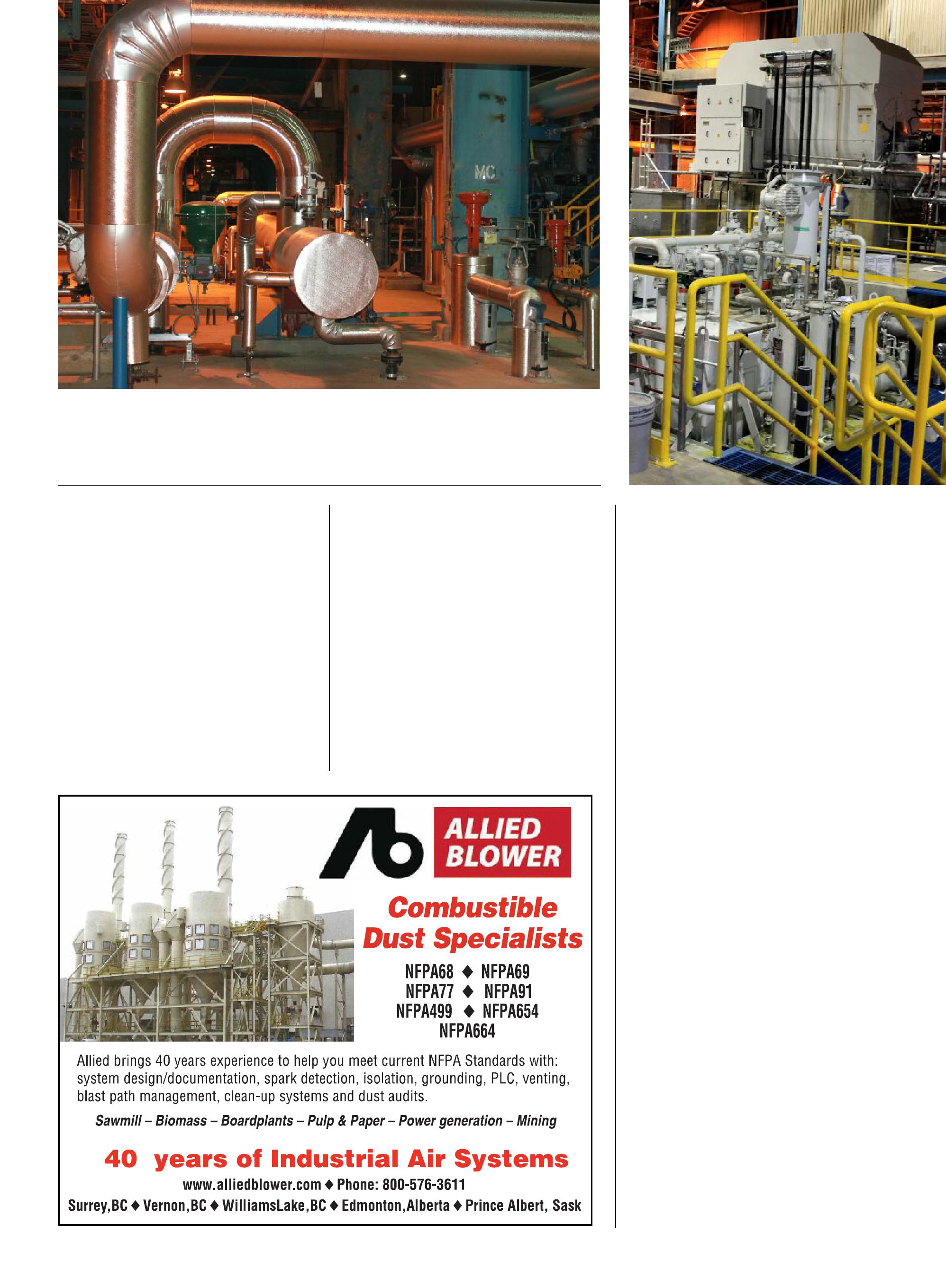
The Conifex team was able to use the existing boiler and boiler bed combustion system already in place in the pulp and paper mill, and build in the rest of the components around those pieces. The removal of the other pieces of existing pulp and paper mill equipment, the first phase of the construction project, took approximately 8-10 months to remove.
The removal of the equipment allowed the company to then focus on putting all of the elements in place to produce an efficient and effective system for turning residues into power.
At the start of the process, the trucks dump fuel through the Keith reclaimer system. Both the trucks and the floors have walking bed designs, allowing the efficient unloading of fuel from the trucks in just seven minutes. The fuel is dumped through the floor into the auger, where the fibre is reclaimed and processed into the shredder. The shredded material is then pneumatically conveyed, blown through the blower and feeder up into the silos.
Once the bioenergy system is running at capacity, it is expected to generate up to $25 mil. per year from BC Hydro.
with an equity partner had fallen apart. It took 10 months, but the company finally secured long-term financing valued at $102.7 million thanks to an agreement with a syndicate of four institutional leaders led by a Canadian chartered bank.
TRANSITIONING THE PLANT
The Conifex team began the bioenergy project with two objectives in mind according to Tony Madia, senior vice-president of operations for Conifex Timber.
“Treat fuel like fuel – maximize the value of the fuel that is coming from the sawmill. And we wanted to utilize as much of the equipment as possible, using existing infrastructure if and where possible.”
That directive has helped to keep costs in check, incorporating existing infrastructure into the construction of the cogen facility. The result is a facility that has capital costs of approximately
The silos are part of the infrastructure already onsite that has been utilized for the bioenergy system, as the silos were previously used for pulp storage. Now, fitted with baffles and dampers for explosion prevention and a dust collection system at the top of each one, the silos are used to provide 80,00090,000ft.3 of storage capacity for the cogen facility, which represents approximately three-to-four days worth of fuel.
At the bottom of each of the silos, a reclaiming auger processes the fibre onto an S conveyor that conveys the material to the hammermills. The hammermills then pulverize the fuel, which is then ready for combustion in the boiler.
The cyclonic burners in the boiler use a combination of pilot fuel and oxygen that reacts with the blown in biomass. At the bottom of the boiler is a bubbling, fluidized bed system using sand. Underfire air is blown up through the sand, turning the sand into something reminiscent of bubbling porridge as Madia described it during the tour of
the facility. The hog fuel is dumped and mixes with the sand, heated at 1600°F which combusts the fuel instantaneously. The sand helps roll the combusted fuel through the boiler to the turbine.
The Dresser-Rand turbine system takes the high-pressure steam, which comes into the unit at 900°F and 950psi, through a valving inlet that controls steam volume at any given time. The steam is pushed through the turbine causing the entire turbine to spin. That process allows the extraction of all of the thermal energy, and produces a 60°C condensate
water. The Brush generator at the end of the turbine produces the electricity.
To provide power to the grid, Confiex purchased a 40MVA (megavolt ampere) transformer to compliment a pair of 80MVA transformers already part of the infrastructure at the former paper mill.
The condenser takes the condensate and cools it on closed angle loops. The condensate is fed back to the boiler, which takes the water and converts it to super-heated steam (super heated refers to steam at a higher temperature threshold than 100°C).
BECOMING OPERATIONAL
The installation of the bioenergy system was not without its growing pains, especially when it came to testing and conditioning. Flow rates, and how they are affected by environmental conditions, was a steeper learning curve than originally anticipated.
Despite the challenge, the plant experienced initial success during its first test, with the system running perfectly until power was lost to the lubrication skid. A 1000psi lubricant is injected in-between the two shaft surfaces in the condenser to prevent the turbine shaft from touching the bearings. A hydraulic medium creates the clearance between the shaft and the bearings.
The resulting delay in October of 2014 caused the company to delay bringing the system online until this year.
Six months later, on April 24, Conifex successfully completed its 72-hour run test, which was confirmed by BC Hydro. That allows them to begin selling electricity under the EPA to BC Hydro as of May.
Once the bioenergy system is running at capacity, it is expected to generate upwards of $25 million per year from BC Hydro. That revenue, combined with stabilized markets for B.C. lumber products, should provide the diversified product streams necessary for Conifex to continue the profitable growth of the company, and cement itself as a key player in the B.C. forest industry. •
ABOVE: Thanks to the infrastructure in place, construction costs were kept at around half of the cost per megawatt versus greenfield construction.
RIGHT: Conifex tried to incorporate as much of the pulp and paper mill’s existing infrastructure as possible for the bioenergy system.
Grinding opportunity
Excel takes advantage of opportunity to add grinding business
By Andrew Macklin
The opportunity to expand and diversify your operation by adding a complimentary business to your portfolio are hard to find.
So when the opportunity to acquire a biomass grinding operation presented itself to the team at Excel Transportation Inc., the company took full advantage of the chance to add the complimentary business, in turn adding value to existing customers
Excel has been providing bulk hauling transportation and logistics solutions for customers throughout B.C. and Alberta for more than 30 years. That has included the cost-effective transportation of wood chips and wood waste to pellet plants and cogen facilities throughout the region, while also servicing the oil and gas, mining and forest industries. The company’s base of operations is located in Prince George, with secondary offices located in Houston and Grimshaw, Alberta.
Excel uses a fleet of chip trailers, 53’ self-unloaders and end dumps to provide the most efficient logistics solutions for delivering fibre resources to the yard or the port, being flexible based on what off-loading equipment is already in place. The company counts many of the biggest companies in the forest industry in
Western Canada among its customers, including: Canfor Pulp Limited, Canadian Forest Products, Canfor Green Energy, Tembec Pulp, Daishowa Marubeni International Ltd. Peace River, Sinclar Group Forest Products Ltd., West Fraser, Weyerhaeuser and Pacific BioEnergy Corp.
What has set Excel apart has been its ability to innovate to react to changing conditions in the B.C. forest industry. That includes a customized solution of extended B-trains to accommodate efficient hauling of beetle kill wood, which carries a noticeably lighter weight due to the lack of moisture when harvested. Maximum load volumes are essential to keep costs as low as possible for customers who compete in the global market.
OPPORTUNITY KNOCKS
The constant innovation that’s part of the Excel business model made it a perfect fit for the new business prospect that was presented to the company two years ago.
In 2013, the company was presented with the rare opportunity to purchase in an industry that would compliment its logistics operation: a biomass chipping/grinding operation that already
Excel Resources grinds wood in the forests surrounding Prince George for Pacific Bioenergy.
ABOVE: The Peterson 5710C provided the sizing and options needed to produce the right spec fibre for Excel’s contract with Pacific Bioenergy.
RIGHT: Excel grinds approximately 100,000 odt per year for pellet production.
had a supply contract in place. The available company also had the necessary equipment to begin grinding operations immediately.
“The local company was selling out, so there was an excellent opportunity to buy-in,” says Keith Brandner, operations manager of Excel Resources, a subsidiary of Excel Transportation. Brandner was hired in 2013 by Excel to run the new grinding operation as it was imperative that long term expertise support this new venture
The supply contract in place was an agreement with Pacific Bioenergy, which has the capacity to produce roughly 400,000 tonnes of pellets per year. The contract that was part of the purchase made by Excel represents roughly 100,000 oven dried tonnes of fibre. Part of that fibre is part of Pacific Bioenergy’s agreement with the University of Northern British Columbia’s Nexterra bioenergy system.
According to Brandner, the contract involves woodlands in a close proximity to Pacific Bioenergy’s Prince George pellet plant. Brandner and his team of nine run the operations in the forests within an approximate 100km radius of the plant, where there remains a high volume of beetle kill wood residues, along with broken trees and limbs and a solid amount of bush grind.
THE EQUIPMENT SOLUTION
One of the first challenges that faced Brandner and his team came right at the beginning of the operation.
The grinder that had been handed over as part of the buy-out was an older grinder that did not meet the needs of the new operation. As a result, Brandner had to look for a new grinding solution for the operation. That, however, was easier said than done.
Based on the semi-remote nature of Prince George in the northern half of British Columbia, some types of heavy equipment can be difficult to obtain. That includes biomass grinders, which are in limited ready supply in northern B.C.
But the research done by Brandner led him to the one company whose grinders are readily available in the region: Peterson. Peterson grinders are sold and serviced in B.C. by Woodland Equipment, which has a distribution hub right in Prince George.
Brandner worked with the team at Woodland Equipment and purchased a Peterson 5710C grinder for the Excel Resources grinding operation,
“The Peterson grinder was the right size for our operation,” says Brandner. “So we worked with the local dealer,
Woodland Equipment, which is the only biomass operation in town.”
The 5710C tracked grinder features a feed opening of 60’ x 44’, capable of taking a large range of forest fibre including stumps. It includes the company’s Impact Release System, which allows the operator to switch from a consistent product-sizing mode to the floating anvil mode for primary reduction operations where accurate sizing is a less critical factor but fuel consumption is a concern. The 5710C carries an operating weight of 83,000 lbs. and it fitted with either a Caterpillar C27 or C32 engine at 1050hp.
In the forest, the Peterson has performed as expected for Brandner and his operation. On the day we joined the team, the crew was deep in the forest west southwest of Prince George. The resource roads leading to the jobsite were thin and in fairly rough shape, which must have made it difficult for Excel’s fleet of chip trucks to navigate their way to the site. However, with an average snow depth of approximately 18 inches and an air temperature around minus 15, the equipment was able to function without any difficulty.
A Hyundai forest machine was feeding branches and brush into the Peterson 5710C, grinding the wood to the spec
size demanded as part of the contract with Pacific Bioenergy. The chips were being stacked along the roadway for easy access for the chip trucks, which cycled through when full loads were ready for transport to the pellet plant.
Since taking the contract in 2013, Brandner and his team at Excel have been successful in meeting the demands of the contract, and have purchased a second Peterson grinder now that the original grinder in operation has neared the end of its usable life. Both Peterson’s have been sold and serviced by the team at Woodland Equipment, which has also supplied additional equipment for the operation, including the Hyundai forest machine used in tandem with the Peterson grinder.
Without question, the relationship between Woodland and Excel has kept the grinding operation working successfully in the woods surrounding Prince George. And while there is no indication that Excel plans to expand its operation at any point in the near future, the company’s constant ability to provide innovative solutions for fibre-based operations in northern B.C. provide plenty of opportunities for future investments should the right opportunity arise
ANDRITZ is one of the world’s leading suppliers of technologies, systems, and services relating to equipment for the biomass pelleting industry. We offer single machines for the production of solid and liquid biofuel and waste pellets. We have the ability to manufacture and supply each and every key processing machine in the pellet production line.
ANDRITZ Feed & Biofuel A/S Europe, Asia, and South America: andritz-fb@andritz.com USA and Canada: andritz-fb.us@andritz.com
www.andritz.com
Molecular Marvel
A novel catalyst greases the wheels of biofuel production
By Gabrielle Bauer
Dependingon how many years separate you from your last chemistry class, you may or may not remember the definition of a catalyst: a compound that facilitates a chemical reaction without being consumed by the reaction. Many reactions can’t happen efficiently – or at all – without catalysts.
One such reaction is the conversion of hydrocarbons, such as the methane found in natural gas, to hydrogen and “syngas,” a gaseous mixture used to produce liquid biofuels. The catalysts typically used for this conversion process have two strikes against them: they’re quite costly, and they get deactivated during the chemical reaction. This means “you have to continually supply more catalyst to keep the reaction going, which further increases the cost,” says Nicolas Abatzoglou, director of chemical engineering and biotechnology at the University of Sherbrooke. In business terms, this means less efficient production.
For the past several years, Abatzoglou, who also serves as BioFuelNet’s Conversion Theme Leader, has been working to make the conversion reaction, called “reforming of natural gas,” more efficient and thus commercially viable.
At the heart of his mission: creating a better catalyst. After the requisite trial and error at the lab bench, he and his research team hit pay dirt in 2010, with a “more robust and resistant compound than the products used in the industry,” he says. When he compared his new catalyst to commercially available alternatives, he found it not only increased yields but stayed active for longer periods of time. That’s because his
catalyst is much more resistant to “catalytic fouling,” a process that gradually degrades the compound. As Abatzoglou explains, a longer-lasting catalyst has the two-pronged benefit of saving costs and sparing the environment from the impact of discarding fouled catalyst. The US patent for his creation came through in 2012.
With the basic research behind them, the researchers set out to test the new catalyst on a wider scale. They found the perfect testing ground in Enerkem Inc., a green chemical company that uses advanced gasification technology to convert a variety of feedstocks into biofuels and other chemicals.
Enerkem’s laboratory in Edmonton, the company’s first full-scale commercial “waste-to-alcohols” facility, is in the midst of testing the novel catalyst, and results to date do not disappoint. “The catalyst did just as well at the Enerken laboratory facilities as it did in our lab,” Abatzoglou says, adding that “we’ve now established, in our own laboratories, the high yield and stability of the catalyst for over 500 hours of operation within a range of conditions which result in no coke formation”
Although Abatzoglou has no plans to market the product himself – as a researcher, he finds his greatest comfort zone in the process lab and in technology transfer – he says that BioFuelNet could play an important role in bringing his work to industry’s attention. “Any company that makes biofuel is a potential client, as well as companies producing hydrogen,” he says. Given that more than 80 per cent of hydrogen production worldwide comes from natural gas, the
catalyst’s use can extend to this sector.
Better yet, “the added efficiency of our catalyst could make it commercially viable to produce hydrogen and syngas not just from natural gas, but from almost any methane-rich gas,” Abatzoglou says. He includes biogases produced by anaerobic fermentation, such as landfill gas, in this category. “Methane-rich gases can often be environmental nuisances, and finding ways to transform them into useful fuels and products is a very important research priority right now,” he notes.
If the cost of using biogas as a “starter” becomes comparable with the cost of starting from fossil fuels, the possibilities for green biofuel production multiply –an obvious boon for the environment. Industrial applications could include solid oxide fuel cells (SOFC) for efficient production of electricity and thirdgeneration liquid biofuels like green diesel and gasoline.
In the meantime, Abatzoglou and his research associates are back at the lab bench, exploring the mechanisms that allow the novel catalyst to work so well. He has enlisted several of his students to work on the effort, and takes his role as their mentor very seriously. “They’re society’s future technological leaders,” he says.
If his catalyst yields its chemical secrets, Abatzoglou hopes to keep tweaking the molecule to achieve still greater improvements in efficiency. “There’s no reason to stop where we are now.” •
more information about current industry research projects, visit: www. canadianbiomassmagazine.ca
MAIN: If his catalyst yields its chemical secrets, Abatzoglou hopes to keep tweaking the molecule to achieve still greater improvements in efficiency.
BOTTOM LEFT: Abatzoglou has recruited some of his students to help explore what allows the novel catalyst to work so well.
BOTTOM RIGHT: Abatzoglou’s research paid off in 2010, when he discovered a ‘more robust and resistant compound’ than what was available in the industry.
Conveyor Technology
The newest stationary and telescopic conveyors for the biomass industry
By Staff Report
With more than 500 installations worldwide, the BRUKS Tubulator has developed into the smartest transport system on the market. A BRUKS Tubulator has up to 40% higher capacity than comparable conventional belt conveyors. Low maintenance cost, low noise level and no need for catwalks are further advantages. The conveyor belt is carried
on an air bed as compared to conventional idlers. The elimination of idlers reduces energy consumption and operational costs. This fully enclosed transport system lives up to the most rigorous environmental demands for dust-free, spill-free as well as silent operation. Pellets and other bulk materials are transported at high capacity with low energy.
BRUNETTE MACHINERY
Unique and simple in its design, the first thing you’ll notice about Brunette Machinery’s SmartVIBE Vibrating Conveyor is that it has no coil springs or external
balance beams. The Brunette SmartVIBE enables the operator to vary the conveyor’s feed speed using a VFD while remaining completely balanced. This new technology allows systems to be optimized based on loading efficiency levels.
B.I.D. BULK MATERIAL HANDLING
Design, supply, manufacture and delivery of woodyard fuel handling system for
BRUKS
KPI-JCI
new 75 MW biomass power plant. Scope included the supply of 3 truck dumper systems and receiving hoppers, a disc screen and a hog/crusher to process oversize fuel, the steel structure to support/ enclose the screen/hog arrangement, a multi-strand drag chain reclaim hopper, 2 traversing screw reclaimers, dual screw conveyor, 2,800 ft of belt conveyors complete with trusses, galleries and bents, and all interconnecting chutework.
JEFFREY RADER
Jeffrey Rader, a brand of TerraSource Global, provides high-pressure, low pressure, and vacuum conveying systems for pulp & paper mills, biomass systems and boiler direct-injection systems. Pneumatic conveying rates of more than 1000 tons per hour can be achieved. Equipment includes ruggedly-built rotary valves, cyclones, wear back elbows, ducting, and blowers. With more than 50 years of experience and thousands of installations worldwide, Jeffrey Rader has the application knowledge to design and build your pneumatic conveying system.
BUHLER GROUP
This trough chain conveyor RFKG HeavyDuty Line is suitable for a wide range of applications in silo plants and processing industries. During the intake process it conveys the material from the intake hopper of freight trains or trucks. Then, it distributes the material to the different silo cells or discharges material from the silo cells. With its chain conveyor RFKG Heavy-Duty Line, Bühler offers a highcapacity conveyor capable of handling up to 1,200 tons of material per hour over distances of up to 150 meters.
CLARKE’S INDUSTRIES
Clarke’s Belt Conveyors are a practical and economical way to quickly move large quantities of material relatively long
distances. Belt Conveyors usually require less horsepower to operate than chain conveyors, or pneumatic conveying systems, require little maintenance and operate pollution free.
CONCEPT-AIR
When a sawmill uses the Concept-air team to develop a dust collector, she finds an ally capable of support in improving productivity. Thanks to its mastery of processes, Concept air is able to propose equipment that enable it to use wood in full, up to the finest particle, while helping to improve the quality of its products.
RODRIGUE METAL
Rodrigue Metal offers a range of both belt and screw conveyors for effective movement of wood waste, shavings, sawdust, fibres and chips. Customized solutions can be built for biomass customers based on necessary volume, density and distance demands. Rodrigue Metal conveyors are also customized using mild steel or wear-resistant steel construction based on customer preference.
WALINGA
Move your bulk safely without potentially dangerous augers or airborne particulates and dust. ULTRAVEYOR systems are remarkably efficient and easily maintained
with all moving components and service points located on the base unit. The system is usually installed semi-permanently wherever it’s needed, but needs can change, integrated forklift lift points make base unit relocations a breeze.
OPTIMIL
The heart of every EDEM Medium, Heavy and Extra Heavy-Duty vibrating conveyor is a rugged coil spring/eccentric shaft drive assembly. While simple in design, our coil springs are noted for their outstanding performance, and the unique EDEM design has the lowest horsepower requirement of any drive on the market today. Power is provided by a premium efficiency, TEFC electric motor and standard “V-Belt” drive. Each conveyor is custom designed and engineered to suit the customers exact requirements.
SUPERIOR
Superior Industries Inc. says it manufactures the highest-capacity telescoping radial stacker on the planet. Measuring 72 inches wide by 190 feet long, the high-capacity TeleStacker Conveyor can stockpile aggregates and other bulk material at rates up to 5,000 tons per hour. Since building its first telescopic radial stacker in 1997, Superior has since designed and built 1,000 more units.
KPI-JCI
KPI-JCI and Astec Mobile Screens has released a new 170-footlong SuperStacker, its latest model of telescoping stackers designed to minimize stockpile segregation and increase stockpile capacity. The 170-foot SuperStacker is an addition to the new generation of SuperStackers that eliminates the echain, thereby reducing field maintenance.
THOR GLOBAL
Standard features make the ThorStacker the most all-inclusive telescopic conveyor on the market. Patented Fully Braced Undercarriage allows the upper and lower portion of the undercarriage to be fully braced at all times, even when completely raised. Patented LES (Load Equalizing System) provides a structure with greater support and longevity under the stresses of heavier loads.
Built with the same precision and craftsmanship as the original Magnum, the Low Profile Magnum design offers a lower feed height and greater maneuverability while still offering strength with a large truss depth and wide footprint. The Masaba Magnum telescoping radial stacker is the complete Low Profile Package.
The McCloskey Track Stacker is a 915mm x 19.8m track mobile stacking conveyor, allowing quick and easy movement. The adjustable feedboot allows the hopper side to be raised, reducing impact when being fed from screening plant side conveyors.
Our material flow handling conveyors are designed to reduce maintenance and maximize efficiency. ProcessBarron builds feed conveyors to endure a wide array of factors. To prevent corrosion and abrasion, ProcessBarron’s feed conveyors are fabricated with specialized alloys and coatings.
Allied Blower provides design, fabrication, installation, and service expertise in conveying equipment. Allied creates systems for dust control, wood, and pneumatic conveying.
MASABA
MCCLOSKEY INTERNATIONAL
PROCESS BARRON
ALLIED BLOWER
WPAC AGM & CONFERENCE 2015
THE FUTURE
November 3-5, 2015
Cunard Centre, Halifax, Nova Scotia
At the WPAC AGM & Conference, you will receive the insider information you need to meet the demands of today’s and tomorrow’s markets.
Get the insider news and make connections by joining us at this must-attend event!
Gain comprehensive insight from industry experts on the following:
• Market Outlooks with perspectives from Canada, North America, Europe and Asia
• Developments in North American heat markets
• The latest in health and safety for the pellet sector
• Transportation and logistics
• A pellet producer and utility panel discussion
• What’s new in competition and innovation
• Optional port and plant tour
• Optional Wood Pellet Quality Certification Workshop and much more
NEW OPTIONS FOR BEAST RECYCLERS
The new discharge conveyor option for Beast recyclers provides both a 30-foot-discharge conveyor and a thrower, so operators can load both open top- and end-loading trailers.
The 30-foot conveyor acts like a standard discharge on the Beast – providing a tall platform to pile mulch, chips, or other products or load them in open-top trucks. The switch from discharge conveyor to the thrower takes less than a minute, according to Bandit Industries president Jerry Morey.
“The 30-foot-discharge conveyor is a two-section discharge. When the thrower is operated, the end section of the discharge folds up over the top of the first conveyor and out of the way,” Morey said. “The thrower is then hydraulically tilted into position. When the thrower is in place, material is top-loaded into the thrower and discharged at tremendous velocity.”
When in use, the thrower is adjustable up-and-down, and can swivel side-to-side to direct the flow of material to fully load chip trailers.
Industrial IP Cameras
LEGACY TENSION FABRIC BUILDINGS
Legacy Building Solutions now offers a line of fabric buildings that incorporate structural steel beams. This engineering concept is designed to provide a high level of flexibility for a wide range of applications, including waste and recycling facilities, commodity storage, and commercial and industrial warehousing.
Legacy buildings feature a durable solid frame with solid structural steel beams that are offered with multiple coating options, including hot dip galvanizing, red oxide primer and powder coat paint.
The structural steel frame provides flexibility to customize buildings beyond the confines of standard sizes to the exact width, length and height required. The design allows for wide doors and the ability to add side doors. Structures can be modified to provide desired eave extensions and interior columns. They can also be engineered to handle additional loads for conveyors, sprinklers and commodity loads on the sidewalls.
Legacy buildings feature polyethylene fabric roofs. A wide variety of PVC fabrics are also available. The fabric allows natural light to permeate the structure, while insulation can be added to meet energy codes when required.
The design can be adjusted for stationary or portable applications. Sidewalls can be customized and built with any desired material – including steel, paneling or siding – and then lined with fabric to prevent corrosion to the interior.
CRADLES CONTROL SPILLAGE, PRESERVE BELT INTEGRITY
The cradles are designed to be located at transfer points of receiving conveyors, under the hopper and chute box, close to the tail pulley. Depending on the force of the discharged material, they can possess different structural qualities. All three Martin Impact Cradles feature wing supports, which adjust to match CEMA standard trough angles, as well as a five per cent fine-tuning adjustment angle. This allows for the cradle to accommodate the idler profiles of different manufacturers.
The Martin Impact Cradle HD is designed to withstand impact forces from 12,000 to 17,000 lbf. (53.4 to 75.6 kN) and drop heights of light material up to 50 feet (15.2 m). Classified as Heavy-Duty (H) in CEMA Standard 575-2000, it fits E-6 and E-7 conveyor configurations. Support beams in the centre of the cradle are set 3/4” (19 mm) below the receiving belt’s line of travel, allowing the belt to avoid sustained friction when running empty, yet absorbing significant impacts during loading while still retaining a tight seal.
The unit is equipped with 7 to 13 heavy-duty impact bars, depending on width. Installed perpendicular to the belt path, the bars are reinforced by a steel support structure with a base of impact-absorbing 50-durometer styrene-butadiene (SBR) rubber and a top layer of slick UHMW plastic. They are engineered to withstand dynamic energy and a heat range of -20° to 140°F (-29° to 60°C) without compromising the structural integrity of the conveyor frame. The cradle is on a TracMount, allowing it to slide out for bar replacement
The Martin Impact Cradle MD is designed for medium duty applications, suitable for use with belts traveling up to 1,000 ft/min (5 m/s). Mounted on four steel I-beam supports, the cradle is able to sustain a maximum weight of 12,000 ft/lbs (53.4 kN) with light material drop heights up to 26 ft. (7.9 m).
EVENTS BOARD
July 19-21, 2015 • PFI Annual Conference Williamsburg, Va. pelletheat.org
July 19-22, 2015 • BIO World Congress on Industrial Biotechnology Montreal, Que bio.org/events
July 24-26, 2015 • Advanced Biofuels Symposium Montreal, Que biofuelnet.ca/news-and-events/advanced-biofuelssymposium-2015
THow a co-firing strategy can significantly lower carbon emissions and provide a known future demand for coal and pellet producers
By William Strauss, Future Metrics
his article describes a strategy that significantly lowers carbon emissions and provides longterm security of demand to the producers of solid fuel for US power plants. The foundation of the strategy is to blend a low-carbon renewable solid fuel and wood pellets with coal. The implementation of the strategy would support a gradual increase in the proportion of wood pellets toward a co-firing goal that would result in a 30 per cent reduction in CO2 emissions by the year 2030. The US Clean Power Plan is the policy that will motivate this strategy. Upon achieving that goal, those power stations that participate in the strategy would still be using at least 60 per cent coal in their power boilers. The wood pellets that make up the difference will be supplied by the US and Canada.
This gradual off-ramp to a more decarbonized power sector provides certainty to the producers of coal and wood pellets for a known future demand. The strategy is rational and pragmatic and recognizes that the US power system, particularly in the Southeastern and Midwestern load centres, is heavily dependent on coal generation for base load. The grid cannot tolerate the sudden removal of the coal stations. The substitution of natural gas power stations for coal power stations seems pragmatic given low natural gas prices. But over the next 15 years it is unlikely that natural gas prices will remain low. As LNG export grows, natural gas (NG) prices in North America will be set by global prices –not those prices based on the captive pipeline constrained just-in-time
market that currently exists. Also as compressed natural gas (CNG) becomes more mainstream as a transportation fuel, demand for NG will significantly increase. Both of those trends will push NG cost per MWh above that of power generated from coal.
Furthermore, the same or better carbon benefits can be achieved by 2030 following a co-firing strategy.
Co-firing wood pellets with coal in pulverized coal power plants is common and ordinary in Europe, the UK, and even South Korea. Canada and the US dominate the world in the production of sustainable wood pellet fuel for power plants. Currently about two hundred 35,000 tonne equivalent shiploads per year leave Canadian and US ports heading to nations that recognize not only the carbon emissions mitigation benefits but also the simplicity and reliability of using refined wood pellet fuel in pulverized coal power boilers. The US and Canada have the capacity to significantly increase the production of renewable pellets for domestic use for co-firing and remain well within the boundaries of the fundamental sustainability requirements that support the carbon benefits that are derived from blending renewable pellets and coal.
A co-firing strategy has no shortage of winners. The environmental benefits are immediate and highly quantifiable. The power generation assets that are fueled with pulverized coal gain a significant new value as the only pathway that allows low cost renewable co-firing. At 10 per cent co-firing rates, the cost of generation increases by less than a
penny per kilowatt-hour.
The coal producers have a long-term market for their product with a certainty for demand over the coming decades.
The pellet producers have a new and gradually increasing market also with known demand. Many under-utilized industrial working forests are not in optimal locations for the existing pellet export market. Those locations, and new locations released from demand by the declining pulp and paper industry, can be responsibly developed to produce renewable refined solid fuel that is 100 per cent compatible with existing pulverized coal plant fuel systems.
All this with no reduction in grid reliability. Thermal power stations provide the foundation of the grid. For every MW of wind and solar capacity, there has to be a MW of thermal (or hydro where available) capacity to make sure the lights stay on when the wind is not blowing and the sun in not shining.
Co-firing wood pellets with coal in North American power plants is a rational and pragmatic strategy that provides a gradual off-ramp to a decarbonized future and provides significant new long-term markets to the industrial wood pellet producers in Canada and the US. •
Final Thoughts provides associations from throughout the biomass, bioenergy and biochemical industry with the opportunity to discuss issues affecting its membership.
To discuss a column opportunity, email Editor Andrew Macklin at amacklin@annexweb.com
Bandit Builds your Bottom Line.
Energy Efficiency.
Our chippers fully load trailers without the need for an auxiliary blower or accelerator, which makes them 30% more fuel efficient. Accelerators pull 80 to 100hp, plus they require regular maintenance. With a Bandit, you’ll average above 3 tons of chips per gallon of fuel.
A Higher Yield.
Bandit’s new Uptight Feed System increases production because of the system’s superior pulling and crushing power, and it nearly eliminates the discharge of chips under the feed system, increasing yield by as much as 5%. It’s like giving yourself a 5% raise. Plus you eliminate the mess
More Uptime.
Bandit whole tree chippers are known for their productivity and reliability. That is why we guarantee our chipper drum and feed systems for 5 years. We call it our “GUTS” warranty, which also includes a 5-year warranty from our engine supplier. Contact us and lets us show you why your next whole tree chipper should be a Bandit. 1-800-952-0178 or visit us online at www.banditchippers.com
Micro chips from a Bandit are the most preferred by the pellet millsnearly all are ¼”-minus. Bandit’s Card Breaker system reduces oversized material and is easy to install and remove. Bandit’s new proportional drive provides a continuous flow of material through the chipper and adds to the quality of the microchip. And if markets change, it is simple to convert a Bandit Microchipper to produce a ¾” fuelwood chip.