• A precision RTD sensing element combined with measuring electronics in a stainless steel transmitter probe
• Two solid-state switch outputs
• Scalable 4-20 mA analog output option on select models
• Built-in digital display, with LED status indicators
• Standard probe lengths and integral NPT process fittings
• Simple pushbutton setup, or use the FREE XT-SOFT software
ProSense® Type K, Type J & Type T Thermocouples
Starting at $16.50
• Measure from -328 to 2100 ° F
• Probes with connection heads, hex nipples, attached plugs, or lead wire transitions
• Adjustable immersion sensors
• Bolt-on ring sensors
• Ambient air room temperature sensors
ProSense® RTD Sensors and Probes
Starting at $27.00
• Measure from -58 to 572 ° F with PT100 platinum three-wire elements
• Probes with connection heads, hex nipples, attached plugs, lead wire transitions, integral M12 connectors, or sanitary connections for clean-in-place
• Adjustable immersion sensors
• Bolt-on ring sensors
• Ambient air room temperature sensors
ProSense® Temperature Transmitters with Integral Sensors
Starting at $124.00
• A precision RTD sensing element combined with transmitter electronics in a compact, strong stainless steel housing
• With three preconfigured measuring ranges these probes are ready to use right out-of-the-box
• Use the FREE ProSense software to program custom ranges and change other parameters
• Choose from four standard probe insertion lengths and two NPT thread sizes for direct or thermowell mounting - no mounting adapters or fittings required
Investments in automation and a smart pivot in positioning have helped one Canadian manufacturer grow its workforce more than 30 per cent
By Kristina Urquhart
20
Predicting patterns
Reduce risk and drive operational change with data-driven analytics for supplier management By
Bo Hagler
22 Five steps to realizing the IoT
Use sensors and actuators to connect your machines to the cloud By
Asvin Parsad
24 Doubling down on digital
Initiate your digital transformation by developing “digital twins” that mirror your physical assets By Peter
Thorne
LETTERS TO THE EDITOR
@EIAdvantage
What a fascinating read about the coming challenges facing the #manufacturing sector! Industries need to stay adaptable and get workers excited about re-training and upskilling in order to modernize. #leadership
@InvestOntario Germany’s @ Pilz_INT opens new Mississauga location.
@AutomationMag reports: bit.ly/2YSu87R #InvestInOntario Ontario is open for business.
@Octopuz Robotics
We chatted with @AutomationMag on offline robot programming software, the benefits, and the future of OLP.
Read the full spotlight here: ow.ly/ 3p6b50uZAIw
@ItsLukeMcDowell
Great piece by Noel Shepherd of @disteclimited in @AutomationMag today.
#SmartFactories ow.ly/ hNll50uP5WI #mfg
FROM THE EDITOR
BY KRISTINA URQUHART
Changing our investment climate
This issue marks a year since I’ve been editor of MA, and what an informative year it’s been! I’ve talked to a lot of folks in the Canadian industrial automation community about their challenges and opportunities for growth as the world’s manufacturing giants continue to push us all forward into the fourth industrial revolution.
There’s been a common sentiment shared by just about everyone I’ve chatted with about what’s setting Canada back from fully diving into Industry 4.0: a reluctance to invest in new equipment and technology. One robotics company founder in Quebec recently told me that he finds American manufacturers more willing to test new automation solutions, whereas Canadians are much more risk-averse.
He wasn’t wrong. The Canadian Manufacturers & Exporters Industrie 2030 report indicates that Canada has a negative investment climate compared to other leading manufacturing nations. The U.S. experienced 58 per cent global growth in manufacturing machinery and equipment investment between 2002 and 2014, whereas Canada was sitting at a five per cent decline for the same period.
The winds of change may be upon us – in the years since that report was published in 2016, upping manufacturing investment in Canada is becoming more of a priority. Half of the study’s participants had cited a lack of federal and provincial government funding support as chief among the reasons why they don’t invest. The federal government is now trying to fix that perception – in 2018 Canada announced $230 million in funding opportunities for manufacturers via an
Advanced Manufacturing Supercluster in Ontario. It’s not enough money to turn the province into a Silicon Valley–type incubator, but it’s a start.
NGen, a not-for-profit organization that runs the Advanced Manufacturing Supercluster, pairs government funding with industry-led ventures. They’ll be hosting a call for project ideas on October 3 at the Canadian Manufacturing Technology Show (CMTS). If nothing else, attending the event will be a good way to get inspired on what you might be able to do at your own company. (I’ll be at the show, too, and hope to see you there!)
Canadian manufacturer Calstone has found that investments in automation indeed can translate to a booming business. With additional equipment leading to more production capacity, the family-owned industrial furniture maker has capitalized on an emerging market (p. 18).
Others seem to be following suit. PLANT magazine’s 2019 Manufacturing Outlook study indicated that 75 per cent of manufacturing execs in Canada are prioritizing investments in machinery, equipment and technology this year, with the average investment sitting at more than $1.7 million.
My inbox is filled with interesting stats like this, so I’m pleased to put them to good use with our brand-new back page. Every issue, The Smart Factory (p. 30) will be a roundup of research and applications that you should know about as you continue your digital transformation journey (which, of course, requires considerable investment). If you need more help prioritizing what to invest in, tune in to our Cloud & Edge webinar on September 25 (more on p. 8). | MA
Your resource for Canada’s industrial automation news
Bo Hagler, Paul Hogendoorn, Asvin Parsad, Jennifer Rideout, Kim Stachler, Peter Thorne
Manufacturing Automation is published seven times a year by:
Annex Business Media
111 Gordon Baker Rd., Suite 400, Toronto, ON, M2H 3R1 Tel: 416-442-5600 Fax: 416-442-2191
Printed in Canada ISSN 1480-2996
Publication Mail Agreement #40065710
CIRCULATION
email: lmalicdem@annexbusinessmedia.com
Tel: 416-510-5187 Fax: 416-510-6875
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON, M2H 3R1
SUBSCRIPTION RATES
Canada — $43 per year
United States — $75.50 (US) per year
Foreign — $86 (US) per year
Students — $20.50 per year
ANNEX PRIVACY OFFICER
email: privacy@annexbusinessmedia.com
Tel: 800-668-2374
Occasionally, Manufacturing Automation will mail information on behalf of industry related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
EDITORIAL ADVISORY BOARD
AL DIGGINS, Chairman of the Board, Treasurer and General Manager, Excellence in Manufacturing Consortium
DAVID GREEN, Technology and Business-to-Business Consultant
KARIN LINDNER, Founder and Owner of Karico Performance Solutions
DON MCCRUDDEN, Vice-President, Business Development, Festo
DAVID MCPHAIL, President and CEO, Memex Automation
NIGEL SOUTHWAY, Business Productivity Consultant and Author on Lean Thinking
BILL VALEDIS, Vice-President, Precision Training, Products and Services Inc.
The 2019 winners of Canada’s Best Workplaces in Manufacturing have been announced.
The lists are compiled by Great Place to Work Institute Canada, part of a global organization that collects data on workplace cultures. In order to determine the best workplaces across all industries, Great Place to Work Institute Canada issued a trust survey to more than 300,000 employees at Great Place to Work–certified companies across the country.
Rittal Systems Ltd. was named one of Canada’s Best Manufacturing Workplaces in 2019.
Employees answered questions about how frequently they experience the factors that make a “great” workplace, such as collaboration and professional development. If seven out of 10 employees responded positively to the survey, the company becomes Great Place to Work Certified for one year. The data has 95 per cent confidence, plus or minus five per cent.
The manufacturing list consists of workplaces already certified by the organization in the past year as a Great Place to Work: Aircraft Appliances and Equipment Ltd., Brampton, Ont.; BASF Canada, Mississauga, Ont.; Dow Chemical Canada, Alta.; Fiasco Gelato, Calgary, Alta.; LMI Technologies Inc., Burnaby, B.C.; Phoenix Contact Ltd., Milton, Ont.; Rittal Systems Ltd., Mississauga, Ont.; SC Johnson, Brantford, Ont.; Vermilion Energy, Calgary, Alta.; VMAC, Nanaimo, B.C.; Walters Group, Hamilton, Ont.
To qualify, workplaces need to have manufacturing operations
in Canada and have a minimum of 90 per cent of employees who agree their workplace is safe.
NEW DIGS
Hexagon Manufacturing Intelligence to open Canadian HQ in Ontario
Hexagon’s Manufacturing Intelligence division will open a
Manufacturing Intelligence division is opening a new Canadian headquarters in
new Canadian headquarters in Oakville, Ontario in the fourth quarter of 2019.
The interior of the new 15,000-square-foot facility is currently under construction and will house up to 100 employees.
Hexagon, a supplier of sensors and autonomous solutions, uses its Manufacturing Intelligence division to improve manufacturing processes harnessing data
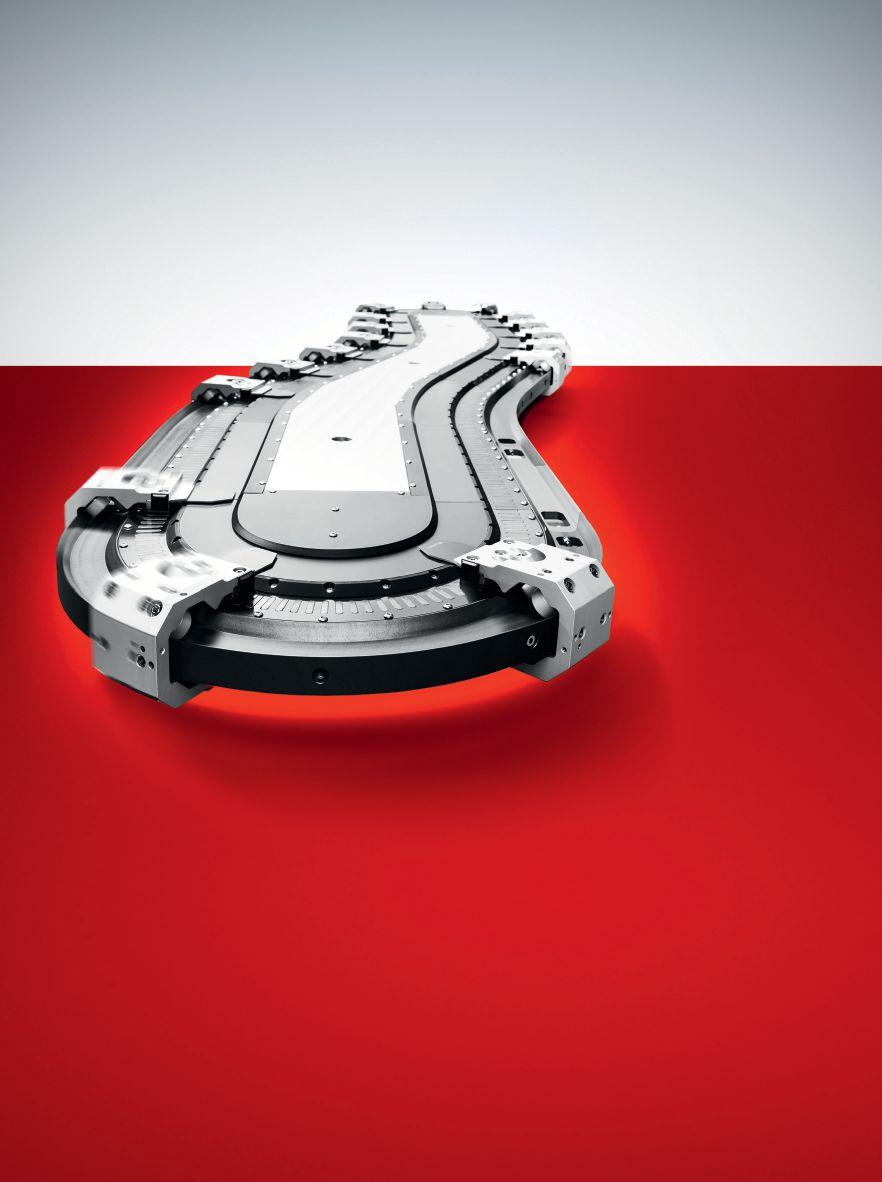
A revolution in linear transport systems: XTS
Hexagon’s
Oakville, Ontario later this year.
AUTOMATION UPFRONT
from design and engineering, production and metrology.
The workplace configuration accommodates a state-of-theart training centre, multiple meeting rooms, and offices for Hexagon teams. The facility will also include a product showroom serving as a focal point for Hexagon’s most innovative metrology and manufacturing technologies, as well as an autonomous driving simulation workstation.
In 2018, the company also opened a large regional office called the Hexagon Calgary Campus in Calgary, Alberta, which serves as the head office for multiple Hexagon divisions in western Canada.
Endress+Hauser
to build net-zero facility
Endress+Hauser Canada plans to build a $28-million facility in Ontario that will emphasize
sustainability, aim for LEED Gold status and showcase the company’s product offering.
The additional location will be located 400 metres from the company’s current building in Burlington, Ontario. The new facility, set to be around 47,000 square feet, endeavours to achieve the LEED Gold certification standard and to function on a net-zero carbon and net-zero energy basis.
The current 27,000-squarefoot headquarters is primarily an administration building, with few customer services except for one classroom used for training purposes. The new facility, planned for occupancy in the fall of 2020, will feature the company’s second process training unit (PTU) in Canada, as well as other customer features such as a calibration laboratory, an expanded workshop and a large training centre.
The PTU concept, featured
For Absolute Feedback, we’ve
EPC’s Absolute Encoders o er:
• SSI, CANopen, EtherCAT , or PROFINET
Resolution up to16 bits single turn/43 bits multi-turn
• communication protocols
• models
Electronic cam switches on CANopen and EtherCAT
• magnetic design
Maintenance-free and environmentally-friendly
•
Energy harvesting magnetic multi-turn technology
Endress+Hauser’s new 47,000-square-foot facility endeavours to achieve the LEED Gold certification standard and function on a net-zero carbon and net-zero energy basis.
in Endress+Hauser facilities globally and most recently in Edmonton, Alberta, is essentially a full-sized pilot plant with a wide range of Endress+Hauser instrumentation installed.
The building will be effectively off the hydro grid. Plans to achieve net-zero energy and emissions include using a reflective roof with double-sided solar panels to generate electricity during the day. At night, most electrically powered systems, such as video monitors, will be turned off rather than drawing even standby power and the building environment will be maintained by heat pumps supplemented by a geothermal system.
Murrelektronik Canada opens new Ontario location
Automation supplier Murrelektronik Canada (Murr Canada) celebrated the grand opening
of its new office in Mississauga, Ontario in July.
Murr Canada carries Murrelektronik GmbH solutions focusing on the control level between sensors/actuators and PLCs – such as power supplies, connectors, I/O systems and cordsets.
The Murr Canada team moved to #9-2840 Argentia Rd., located west of Toronto near the junction of highways 401 and 407, after outgrowing their previous location in Mississauga, where they’d been for five years.
The new facility consists of 6,000 square feet of warehouse space and 3,100 square feet of office space, with all of the window and door trim painted in Murrelektronik’s signature bright green. The warehouse has room to grow, and the team is working on getting all the shelving equipped with scannable barcodes for easier and more accurate inventory counts. A large boardroom will also house technical training
Bob van den Berg, general manager of Murr Canada, cuts the ribbon at his company’s grand opening event.
sessions for customers.
The Canadian operations employ 21 staff – 19 in Mississauga and another two in Montreal to service the Quebec region, which Bob van den Berg, Murr Canada’s general manager, says is a significant growth area for the company.
INVESTMENTS
Manufacturer receives $925K for automation
Groupe Tremblay, a Quebec steel manufacturer, has received nearly $1 million in funding from the federal government to improve its productivity.
On July 17, Mélanie Joly, minister of tourism, official languages and la francophonie and member of parliament for Ahuntsic-Cartierville, announced a non-repayable contribution of $925,925 to the Montérégie-based company.
The investment will help
Groupe Tremblay to increase its productivity and production capacity by acquiring latest-generation technological equipment that will make it possible to implement a new cathode-plate manufacturing process and automate the production sector.
TRAINING
Pilz Canada offers machine safety training
Pilz Safety Automation Canada and technical certification specialist TUV NORD are offering several more courses in 2019 for their joint machine safety certification program.
CMSE (Certified Machinery Safety Expert) is a globally recognized qualification for machinery safety.
CMSE training deals with the complex technical issues surrounding machinery safety and
enables an understanding of the safety lifecycle – from legislation, standards and safeguarding techniques to a detailed review of functional safety areas.
CMSE training instructors have extensive experience in the field of machinery safety, and therefore have the ability to use application examples from past projects to ensure attendees gain theoretical and practical understanding.
The training is geared to those involved in the operation, maintenance, supervision or import of machinery, and is delivered in the form of five individual modules containing lectures, discussions and workshops. The course runs four days with an open-book examination on the last day.
Pilz is offering CMSE sessions September 17–20 and November 19–22 at its headquarters in Mississauga, Ont., and French-only training from October 15-18 in Montreal, Que.
Mitsubishi Electric Automation revamps mobile showroom
Mitsubishi Electric Automation has announced the re-launch of its new mobile showroom, which travels throughout Canada and the United States.
The 53-foot trailer provides a large central area for the exhibit stations, which are interconnected via the CC-Link IE Field industrial network to allow guests to view the status of every exhibit station from one location.
The mobile showroom stations present topics such as smart machines, robotic integration, predictive maintenance and engineering productivity, as well as highlighting solutions for challenges such as transitioning to current-generation products and machine safety. The trailer also includes a meeting room to facilitate discussions.
CARLO GAVAZZI has the solution for your application needs, whether it’s our industry leading solid state relays, energy meters, contactors, motor controls, monitoring relays or sensors, now available with IO-Link communications.
Contact us today, and one of our field sales representatives will show you why we are one of the fastest growing automation companies worldwide. We’ll even provide a free evaluation sample to qualified OEMs.
At HARTING Canada’s annual trade media luncheon in Toronto on Jul. 23, Ashley Smith-Heine, vice-president of sales for HARTING Americas, declared the acceleration of IIoT adoption, automation and digitalization so strong in Canada that the company is hiring two extra sales staff over the next year, boosting the team to four people total.
Smith-Heine also cited a double-digit increase in revenue growth for HARTING Canada over the past year, with Western Canada experiencing the biggest uptick in sales.
In 2020, HARTING will prioritize the automation market in Canada, where it has identified the biggest potential for growth.
Eclipse Automation expands into Europe
Cambridge, Ontario’s Eclipse Automation has expanded into Europe with the acquisition of Transmoduls Ltd., located in Veszprém, Hungary.
Transmoduls manufactures automation solutions for the
automotive, electronics, food and medical markets. All 161 Transmodul employees will join the Eclipse team.
Proax Technologies, a Canadian industrial automation solutions provider, has acquired C&B Industrial Supplies Ltd. in Dartmouth, Nova Scotia.
C&B Industrial Supplies Ltd. has supplied and serviced compressed air equipment and industrial pneumatic components in Atlantic Canada for the past 32 years. Proax has been in the marketplace for over 55 years and currently employees over 175
MA WEBINAR SERIES
employees across Canada.
Proax Technologies is a technical automation distributor that offers product solutions in the areas of automation, robotics, motion control and machine safety.
In Atlantic Canada, Proax Technologies operates locations in St. John’s, Newfoundland, and Moncton, New Brunswick. Elsewhere, the company is located in Surrey, Windsor, London, Sudbury, Cambridge, Barrie, Oakville, Laval, Granby, Quebec City, St. John’s and Winnipeg.
The acquisition increases depth of the Proax product range along with the internal expertise of automation control solutions. Proax says this, along with a larger sales and technical team, will enable the company to better serve customers and to carry more inventory.
MOVERS AND SHAKERS
Phoenix Contact Canada has appointed Roger Hallett as general manager. Prior to joining Phoenix Contact, Hallett held senior management roles with Festo, Siemens and ABB. Originally from the United Kingdom, Hallett’s career has involved living and working in Germany, Southeast Asia and Japan. After a five-year posting in Japan, in 2002 Hallett relocated to Canada. Hallett studied Electrical Engineering at Worcester Technical College in the U.K. He completed a fouryear engineering apprenticeship program with a U.K. electrical engineering company as the basis for a career in automation and controls. “Roger has significant expertise in business development and marketing. Not only in North America, but also in international markets, while improving corporate performance and profitability,” says the company. “We are certain that Roger’s diverse experience and leadership proficiency will be an important factor in the continued growth and success of Phoenix Contact Canada.” | MA
Cloud & Edge Computing: ERP Best Practices
Mitsubishi Electric Automation’s 53-foot mobile showroom travels throughout Canada and the U.S.
Roger Hallett
MEET THE NEW POWER COUPLE
+The Perfect Match: WAGO Power Supplies + WAGO-I/O-SYSTEM
• Power Supplies – scalable size, power and technology for all budgets
• WAGO-I/O-SYSTEM – bus couplers support 16+ networks and 500+ I/O modules
• Power supplies with TopBoost / PowerBoost enhance your automation application
• UPS, ECB, redundancy and buffer modules round out your power quality needs
Explore the benefits of the power couple at www.wago.us/powercouple
INDUSTRY WATCH
BY PAUL HOGENDOORN
Redefining success
As far as achieving success in manufacturing is concerned, it is often said that “what gets measured gets improved,” and “you can’t hit a target you don’t set.” Both are true statements, and both are indeed critical to achieving success. However, what is worth a closer re-examination is what is being measured, and how is success defined.
If you were to ask yourself – or anyone in your organization – what success means, you would likely get some very quick and accurate, but very general, descriptions. You would hear words such as “profitability” and “growth,” if you were in ownership or management, “stability” or “job security” if you were on the floor, or “continuous improvement” or “better quality” if those you asked were tasked with those mandates. Sometimes you might get actual numbers or percentages as part of the answer, but rarely will you get a true and specific description of a tangible success worth aiming for.
For instance, several custom machining manufacturers I have worked with the last two years started out chasing the elusive goal of improving their OEE to what they believe are “worldclass standards.” In that time, they have invested in new machines, retrofitted older machines, reorganized their shop, changed their processes, and trained and fully engaged their operators. Despite doing all these things and making these investments, their OEE number failed to improve significantly, if at all.
Part of the reason for that is that OEE is not easily applied to operations where every job is different, and the execution time varies depending on which machine the jobs are run on. In many shops, a machining job could be put on a number of different machines, some capable of running faster than others, and some easier to set up than others. Accurately calculating the OEE requires comparing the actual manufacturing time to the anticipated manufacturing time, which in turn requires calculating the expected operation times for every unique job on predetermined machines, and then setting and sticking to the schedule of which jobs will be run on which machines. Any minor event to a single job
Paul Hogendoorn is president and co-founder of FreePoint Technologies. He can be reached at paul.hogendoorn@getfreepoint.com or getfreepoint.com. “Measure. Analyze. Share. Don’t forget to share!”
would cause a significant ripple effect to the entire machine schedule, and this is something that happens routinely in most custom machining shops – it is closer to the rule than the exception.
Some shops have chosen to simplify their metric by measuring machine utilization and set-up times.
To account for this, some shops have chosen to simplify their metric by measuring machine utilization and set-up times instead. It is a far easier measurement to make and is an indirect indication of productive activity, as well as being a very good indication of how close a plant is running to its capacity, (or how much capacity it has available). It was then discovered that the utilization metric all on its own would not lead to success because slower machines were scoring higher than faster machines. For instance, an old machine might take six hours to machine a job whereas a newer machine would only take two and a half. As a consequence, the new machine would go through three set-up situations per shift whereas the old machine would only have one. The old machine would end up with a better utilization score than the new. To account for this, they started tracking the number of set ups, and the set-up time, and using those measurements as their primary indications of productive activity rather than OEE.
With these two metrics in full view, all decisions were made considering their potential impact on the goals of increasing overall capacity and decreasing average set-up times. New machines with faster cutting rates
were replacing older machines with slower cutting rates. A higher number of set ups would indicate a faster and shorter cutting time, and increased capacity. Palletizers and other devices were added to minimize set-up times. Shorter set-up times (and less downtime) would indicate more efficient use of machines, and of people’s time too. Dynamic scheduling tools were then used to keep all the machines active and all the operators engaged. The overall productivity results were indeed significant, with one shop increasing their overall capacity by 50 per cent, far surpassing the minor improvement they were seeing if they looked at their OEE metric. The bottom line was, they accurately redefined what success looked like in a way that was relevant and important for everyone on the plant floor, and they measured only a couple of factors that would directly lead to that success.
It’s quite simple, really. We have a tendency to aim for goals that others suggest are worthwhile and measure things that others say are important. Sometimes we just have to look past the goals and standards that others may have put in place and identify the ones that really make a difference in your plant or operation. What does success look like to you, and how are you measuring it? Answer those two questions definitively, and you will be on your way to accelerating your continuous improvement journey. | MA
Complete motion control solutions - from Mechatronics, Conveyance, Assembly Handling, and Tightening Systems, to Linear and Electric Drives and Controls Technology
Rely on Bosch Rexroth, the world leader in drive and motion control technologies that power today’s most advanced manufacturing systems. You can rely on our local manufacturing, applications engineering, and commissioning expertise as well as our complete local support services.
Our automation solutions drive your manufacturing performance with fast throughput, precision, repeatable effi cient motion control for maximum uptime. We’re set to help you achieve smarter, more productive automation solutions for your factory of the future today.
Because the Factory of the Future begins Now. develops Next. and goes Beyond.
Order your free Factory Automation Resource Kit: www.boschrexroth.ca/factoryautokit For expert advice call 1-855-REXROTH (739-7684) or email us at info@boschrexroth.ca
Electric Drives & Controls
MACHINE SAFETY
BY KIM STACHLER
Forklift connectivity promotes safety on the shop floor
The Internet of Things (IoT) and Industry 4.0 are bringing a new level of connectivity to supply chain and manufacturing facilities to help companies identify and resolve issues draining productivity and hindering efficiency. Greater connectivity can be a valuable asset in building and maintaining a strong safety culture that can help sustain a safe working environment.
In a connected facility, individual components work interdependently, connecting and communicating with other components and equipment. They work hand-in-hand with other systems and technologies to deliver measurable business value, such as improving productivity, efficiency and safety.
Sensors, software and computing devices are embedded into these connected components, equipment and systems to enable them to collect, send and receive relevant data that can be used to provide greater understanding of your operations and make strategic decisions.
For instance, consider the forklift – specifically safety in and around the equipment. When properly implemented and used to its fullest potential, greater connectivity can transform your safety program and boost safety initiatives to a whole new level. Think of it as Safety 2.0.
Today, valuable information is readily available via forklift fleet and operator management systems that afford managers the opportunity to create and maintain a culture that champions safety. This connectivity is being used to increase engagement, reinforce training and help change the mindsets and behaviour of operators.
In many instances, safety considerations and initiatives in supply chain and manufacturing environments are actually accelerating the adoption of connected technologies and equipment.
Here are four areas where greater forklift connectivity helps to realize safety benefits.
1. Access control
Greater connectivity brings increased rigour and oversight to your compliance processes. Imagine being able to control access to the forklift to ensure only certified operators use the equipment. You can limit access to
operators with the required certification and training and set forklift performance parameters, such as speed limits, based on operator experience, training level or accident history. Electronic inspection checklists can guide operators through the vehicle inspection process, documenting what has been completed and the time it took for completion.
2. Damages and injuries
It can be a little shocking when you objectively analyze the number of forklift impacts in a typical supply chain or warehouse environment. In some facilities, 50 or more impacts a day are common and considered part of the cost of doing business. Unfortunately, that cost can often include damage to the facility, equipment and product. Greater connectivity provides visibility that helps create an accurate picture of how, when and where impacts are occurring. Using the gathered data, you can identify areas of the facility where impacts are occurring and the operators who are involved. You can even receive real-time alerts so the incident can be investigated and addressed.
3. Equipment and maintenance
Expanding connectivity to service and maintenance can reduce downtime and increase visibility into service status, while also enabling you to prepare for potential future capabilities, such as predictive maintenance or hourly-based planned maintenance. It can also help increase safety. With digital checklists,
equipment with safety issues can now be more easily identified and locked out. Alerts can be sent to maintenance supervisors letting them know about the issue. Also, given that greater connectivity provides greater understanding of how the trucks are being used, planned maintenance can more accurately be aligned with the business cycle.
4. Operator coaching and training
Information is available via forklift fleet and operator management systems that afford managers the opportunity to create and maintain a culture that champions safety.
One area of connectivity where there is growing potential for increasing safety is with technology that creates a more informative and personalized experience for operators. Equipment operation can be tailored to each user and real-time feedback is delivered. Real-time feedback sent to operators reinforces correct behaviour and recognizes incorrect behaviour. This can be in the form of context-sensitive visual and audible alerts delivered through the forklift display module to promote safety awareness. Think of it as a virtual onboard safety coach for each operator. An example of this is an alert that reminds operators to wait until the vehicle comes to a complete stop if they start to exit too soon. It is important to remember that everyone can be a contributor to safety, and it starts with the right mindset that produces safe behaviours: proper safety training, enforcement, policies and best practices. As facilities implement more connected technology, companies have more tools to help create and maintain a strong safety culture where safety is top of mind. | MA
Kim Stachler is the marketing connected product manager
GOING DIGITAL
BY JENNIFER RIDEOUT
What is Industry 4.0, anyway?
Even in 2019, there are questions about Industry 4.0 and whether there is value for manufacturers to invest in advanced solutions.
In conversation with Matt Rendall, CEO of Clearpath Robotics, and David McPhail, CEO of Memex, we discussed Industry 4.0 at length. What follows is a condensed version of that conversation, and our answers to some burning Industry 4.0 questions.
What is Industry 4.0?
Matt Rendall: In the last decade, massive technology pillars have been in development, like cloud computing, big data and mobile computing. It’s these types of pillars that have enabled the Industry 4.0 movement and, in turn, will allow the vision of the smart factory to become reality. Industry 4.0 is the next industrial revolution that represents the connectivity between industrial equipment and constant data flow to access and analyze centralized information.
What is the difference between Industry 4.0 and the IIoT?
Jennifer Rideout: The Industrial Internet of Things (IIoT) is the extension of the Internet of Things (IoT) into industrial environments. These environments require specialized products and solutions that have been “ruggedized” to operate in extreme conditions. IIoT solutions are part of the cyber-physical technologies that define Industry 4.0, which encompasses additional solutions such as additive manufacturing, digitizing business processes and advanced control systems.
How do I implement Industry 4.0?
David McPhail: Connectivity is the key to
any data-driven manufacturing implementation. This means companies must find a way to get every machine talking to the corporate network, and to do so securely, using standards-based technology.
The simplest place to start is to utilize the MTConnect protocol, which is used by most modern pieces of industrial equipment. MTConnect is an open, standards-based, communications protocol. Any machine that runs MTConnect can simply and easily transmit real-time details about its status and health over any network, and the information will be immediately understood by any other standards-based system.
Some older machines – the legacy equipment that often forms the backbone of a manufacturing operation – may not have a network interface, lacking either a serial port or an Ethernet connection. These pieces will need industrial-strength edge hardware attachments to act as webservers in order to transmit the harvested machine data (either wirelessly or via Ethernet) to the corporate network.
How much does it cost to implement an Industry 4.0 solution?
DMP: Costs, of course, depend on a variety of factors including the number of machines to connect, the addition of hardware components to enable connectivity, and the price of associated software licensing. Solutions can start at a few thousand dollars per machine. When this price is paired with the possibility of only doing a small installation, it becomes readily apparent that data-driven manufacturing is well within reach of everybody.
What are the challenges of implementing an Industry 4.0 solution?
JR: There are three significant challenges that most manufacturers encounter as they plan, deploy and track Industry 4.0 solutions. First is the complexity required to connect various devices and networks. Many manufacturers are still operating small, unconnected networks and/or networks powered by proprietary technologies.
Second are the growing security risks associated with connecting these applications and legacy machines. Many plants still rely on local, Microsoft-based applications and other technologies that are hard to update. They’re also hard to monitor – leaving them vulnerable to cyberattacks.
Last, the need for unprecedented scalability of devices remains difficult for manufacturers to master. Industry 4.0 initiatives require a massive number of connected devices plus a massive amount of data collection and analysis. That requires a level of networking and cybersecurity expertise plant operators simply haven’t needed in the past.
Why should I implement Industry 4.0 solutions?
MR: The manufacturing industry has always focused on building out lean processes. Consumers want things faster, cheaper, and expect better quality than ever before. So, it keeps operators on their toes, leaving them to ask: how do I build a product with the highest throughput, lowest cost, least amount of material and fastest cycle time? And once manufacturers crack the code on creating a lean process, they challenge themselves to push further through continuous improvement. If you want a competitive advantage, you need to do more than what everyone else is doing.
When we talk about why it’s important to embrace change and technology, it’s in acknowledgement that everyone is pursuing continuous improvement. This reason alone should be reason enough to implement Industry 4.0 solutions – the benefits will move operations into an entirely new playing field.
Bottom line: does Industry 4.0 help my business?
JR: The Business Development Bank of Canada released a report in June 2017 that showed 60 per cent of Canadian manufacturers who adopted Industry 4.0 solutions experienced a boost in factory productivity. Industry 4.0 may improve the efficiency, quality and use of factory operations. My thanks to Matt and David for providing their insights. | MA
Jennifer Rideout is the manufacturing marketing manager for Cisco Canada. She is responsible for developing go-to-market strategies for the manufacturing sector in Canada, including channel alignment and content development.
WORKING TOGETHER AS
Humans and robots are working more closely together. Sensors help robots make more intelligent decisions and give them the ability to sense objects, the environment, or their own position. Thanks to sensors from SICK, robots perceive more precisely – the prerequisite for close collaboration. For all challenges in the field of robotics: Robot Vision, Safe Robotics, End-of-Arm Tooling, and Position Feedback. We think that’s intelligent. www.sick.com/robotics
WALTER GARRISON, advanced manufacturing business integrator for the City of Mississauga, talks technology adoption and building a support system for success.
MA: How do you help manufacturers in your role at the City of Mississauga?
WG: I’m working out of the economic development office, specifically with companies in the Mississauga area in sectors including aerospace, automotive, food and beverage, and clean technologies. If I was to say something overarching about what we’re doing, it’s connecting the ecosystem.
We also go out to meet with companies about opportunities and challenges that they have, and where we can help them in the city. Most of my work is with companies that are already here, but foreign direct investment is very important too so we have a global business consultant in our office that I work with when we are trying to attract manufacturers to Mississauga.
As part of the role, I created the City of Mississauga Advanced Manufacturing Sector Council, which I also chair. It’s made up of only industry – CEOs and plant managers and HR directors. We meet two to three times a year to discuss initiatives that we’re going to undertake to support manufacturers. Essentially, we’re trying to create a network of very strong manufacturing champions, so we can look at issues and try and address them.
MA: What makes this role unique?
WG: The fact that we’ve got someone working actively with our manufacturers is really important. I went to Hamburg [Germany] recently as part of a trade mission to see how they’ve organized their aerospace cluster. We need to take a more cluster-based approach on how we support manufacturing. We have to get the relevant stakeholders together and we have to have policies that support our
relevant stakeholders to ensure a healthy industry, because we are competing for manufacturing programs in a global marketplace.
The quality of work that’s done here is extremely high. Some aerospace manufacturing programs are going out to so-called low-cost jurisdictions and then they’re coming back to Canada, just because of the quality of the work. When you’re talking about mission-critical flight parts, that’s very important. We’ve got a high level of expertise and quality here that is second to none in many industries. We’re supporting that because we can’t take it for granted.
MA: What are some of the ways you attract new manufacturers, and support those already in the city?
WG: We are aligned with educational partners that are
feeding employees directly into our companies as part of a talent pipeline. For example, I sit on a program advisory committee for the Centennial College aerospace manufacturing engineering technology program.
We hold events focused on the talent ecosystem for our manufacturers in all the sectors, specifically people involved in hiring. HR directors, plant managers and CEOs come in and meet with our education providers, and with our federal and provincial funding agencies, to look at specific skills gaps and occupational gaps and the initiatives that we can create to try and address them.
We work to create awareness of companies’ capabilities, both locally and on a global stage. We want companies to try to localize their supply chain as much as possible. It just helps the entire ecosystem here. We work
with organizations like Export & Development Canada and the Mississauga Board of Trade to assist our companies in developing in global markets, especially beyond the United States.
MA: What do you see as one of the biggest challenges when it comes to technology adoption and innovation for manufacturers?
WG: The challenge is for the companies that don’t have the bandwidth to adopt new technology or processes in a way that’s going to be a long-term solution for them. And when I say bandwidth, it’s resources, either from a human perspective or money. In a lot of cases, what we see with regard to tech adoption nationally is that much of it doesn’t get implemented successfully because there isn’t the support system for it. There may not be enough buy-in from management. And there may not be enough support in the form of an onboarding program to allow that technology to be adopted successfully.
One of the things that I do see in Mississauga is we’ve got a number of robotics companies here actively trying to engage companies to try before they buy, or at least dip their toe in the water and take a look at some of these technologies.
MA: Would you say that the advanced manufacturing sector in Southern Ontario is on the road to Industry 4.0?
WG: There’s varying degrees of success in the adoption. We’ve got some globally competitive companies that excel at this. We’ve got other companies that are smaller, where there are certain things they do extremely well, and there are other things they don’t do well.
I think companies would like
to see a greater support system, something that’s integrated, to help them as a go-to resource. That’s what we need to look at in future, even for our more established companies that have been around for decades. They may need that assistance as well. Often what we see is the implementation of technology does not get rid of jobs – it actually creates more jobs, because you need to manage that increase in volume of production.
Tech adoption can be useful in improving the quality of the product, and in reducing the number of mistakes and the number of scrapped materials, but at the same time, you have to have the capability to onboard that technology successfully –and be able to integrate it into your production paradigm. That’s not always easy for companies, especially when you’re trying to get an order out by Friday.
MA: If technology creates jobs, how does that relate to the skills gap that manufacturers are seeing? What’s their main challenge?
WG: We have a number of companies that are well known globally. They can take on more work packages, but the challenge is finding the number of employees to allow them to take on those work packages. I’ve heard this on more than one occasion from our companies: They’ve stopped taking on more work because of capacity issues. They don’t have the personnel to take on more.
I still go into some production operations and see inefficiences. The way they deal with inventory, just as an example, may not allow them to take on more work. That leads to challenges in even just retaining employees.
The challenge is not only in hiring, it’s onboarding the people in the production process and that whole mentoring phase. That’s really critical. I think we’re doing better, and I’ve certainly seen that sitting on this aerospace manufacturing
program advisory committee. We’ve got a lot of companies that participate on the committee, and the industry involvement in curriculum development, internships and co-op placement opportunities has really helped the program.
We’ve got to do more of that, where we get companies that are willing to put even more time and effort in recruiting and
training. I’m a real fan of what University of Toronto does with professional engineering deployment positions, where a student spends 16 months at a company. If you have a much longer time to be onboarded in a company as part of a professional experience program, then that enables that company to hire you and be able to have you at full productivity a lot faster, because you already
know the culture.
We’ve got the educational infrastructure [in Ontario]. We have to take a look at having something more coordinated because these companies are continually having to look outside the country to find the type of employees they need for certain skilled positions. | MA
More than 3,000 components for handling and assembly.
This interview has been condensed and edited.
CUSTOM CAPABILITIES
Investments in automation and a smart pivot in positioning have helped one Canadian manufacturer grow its workforce more than 30 per cent
BY KRISTINA URQUHART
Lifers. That’s what Jamie Ecclestone, vice-president of marketing at Calstone, calls the staff at her family’s production facility and distribution centre in Scarborough, Ontario. It’s with good reason: job turnover for the industrial furniture manufacturer
is very low, with employees in the machine shop logging anywhere from five to 35 years.
Perhaps it’s Calstone’s ability to innovate that makes workers want to stick around. Or it’s the company’s little-enginethat-could attitude, which took Calstone from 44 staff to 140 in just seven years after landing a
contract to supply one of North America’s biggest e-retailers with warehouse workbenches.
Maybe it’s the Ecclestone family’s commitment to achieving net-zero energy output through a comprehensive sustainability program that simultaneously gives back to the environment and the local community.
Or maybe it’s their willingness to invest in people – even after adding new automated machines that have tripled production capacity – by rejigging their org chart to ensure their existing workforce has the chance to retrain and fill new roles.
It was likely a combination of all of these things that led the son of a Calstone employee who’d worked there for 30 years to join his dad on the shop floor. He started off as a programmer before quickly graduating to night production
manager. “His dad loved Calstone so much he wanted his son to work here,” shares Jamie Ecclestone. “And because we are adapting and changing the roles so much, [the son] didn’t have to come in as a general labourer. He came in at a higher level. That opportunity is there now – before, it wasn’t.”
Advances in automation
Jamie, her brother Matt and her twin sister Laura now run the business alongside their father, Jim Ecclestone, who founded Calstone in 1985 with two business partners before buying them out in 2006.
Calstone got its start with three industrial furniture lines for mailrooms, businesses and warehouses. But since 2012, when Manufacturing AUTOMATION last checked in with Calstone, the needs of the market have changed. Mailrooms are out, and
Calstone’s newest acquisition is a robotic welder with the production capacity of three human welders – meaning Calstone doesn’t need to hire as many temporary workers when it’s time to scale up for a big order.
e-commerce is in.
“E-commerce retailers have become the new mailing houses,” says Jamie. “And they need modular pack benches [on which to prepare orders], not little mail slots.” So Calstone has pivoted to focus more on its heavy-duty industrial workbenches for warehouses, with modular designs to fit a variety of picking and packaging scenarios.
Calstone stopped stocking the mailroom product line in January 2019; it is now made to order. They’ve also ceased seeking new clients for their business furniture, though they are still fulfilling their existing contracts. “We have a relationship with these [businesses] and don’t want that to disappear,” says Jamie. “But the impact on the manufacturing side was too much. Our capability of doing long runs of one product is where the cost savings comes in.”
Repositioning was the natural choice after Calstone and its U.S. sales and marketing arm, Dehnco, signed a contract in 2014 to stock the warehouses of a leading e-retailer with thousands of pack benches. That partnership
led to more agreements with other retailers – enough of them that Calstone outgrew its 55,000-square-foot facility. Earlier this year, the company opened a second, 80,000-square-foot building just down the road to house all of the offices, assembly and distribution. Manufacturing remains at the original location, where they’ve upped production to two permanent shifts per day, with a third added as required depending on order volume. New automation equipment has boosted capacity even further.
“ We really started to see the increase [after the initial contract], which is why we had to adapt,” says Jamie. “We work with Dehnco on what growth looks like for the year ahead and then figure out how to accommodate that, whether through skilled labour or equipment.”
They acquired their first fibre laser cutting system from Amada Canada in 2016, which was among the first of its kind installed in Ontario. Volume of production increased substantially, allowing for a decrease in lead times. The results were so impressive that the Ecclestones added a second
fibre laser in 2018.
Amada also supplied three hybrid-drive servo-hydraulic press brakes and a turret punch. Matt Ecclestone, Calstone’s vice-president of operations, says they chose Amada as a vendor for its quick turnarounds on equipment orders and the vast inventory of spare parts it stocks in Canada.
“ Working with the proper people is important,” notes Jamie, who says the company recently had to spend about $500,000 in upgrades to an automated powder-coating paint line after a botched install from a different vendor less than two years ago. “We’re now on this second round with the proper company, fixing all of the old issues, expanding the line because it wasn’t cooling fast enough,” she says. “The guys couldn’t even take [parts] off the line when it was finished painting because it was so hot.”
They’ve since expanded the line to include a longer cooling area, and added a washing system for degreasing as well as automated paint guns, which save on paint.
Calstone’s newest acquisition is a PerformArc robotic welder from Miller, which features a large work area where a six-kilogram robot welds a variety of parts. The robot has the production capacity of three human welders, meaning Calstone doesn’t need to hire as many temporary workers when it’s time to scale up for a big order.
Another recent purchase was a 3D printer, which the company uses to develop prototypes for plastic components. “If you go to an injection moulding place, they aren’t going to make you one piece. They’re going to want 1,000 of something,” says Matt. “And if it’s off or wrong, you have to retool it and make another 1,000. So it’s a waste of money, product and time. With 3D printing, you can make two or three
versions of something to see if it works. It’s been really cool to be able to do that.”
He says the increased automation has enhanced Calstone’s speed to market, which is attractive to e-retailers. The Calstone team works directly with its clients’ engineers on custom cart and workbench prototypes that can be turned around in as little as a week. The company has also been using SolidWorks 3D CAD software for simulations instead of shipping physical prototypes. “Since day one at Calstone, we’ve always been a custom special fabricator,” Matt says. “As we’ve grown, we’ve added machinery to be able to do that on a grander scale. We’re basically doing what we’ve always been doing, but in a larger volume.”
They’re doing it with a larger workforce, too – the Ecclestones have appointed an executive team, and hired a human resources manager who is developing an HR program. Workers who used to be general labourers now have titles specific to their roles, such as assembler or welder, which the Ecclestones say fosters accountability and transparency. Open positions are posted internally first to give workers the chance to learn new skills.
“All of the automation we’ve put in is not replacing jobs. We’ve actually added jobs,” Matt says. “A lot of the automation is just adding function to the company.”
For example, programmers were required to operate the two new fibre-laser cutting machines, which were roles that previously did not exist at Calstone.
Changing the job roles has had a positive effect on the company. “You find people in your shop that you didn’t even know you had,” explains Matt. “A lot of our guys doing the programming now? They already worked here. And we didn’t even know they could do that.” | MA
Read the rest of Calstone’s story on our website! The Ecclestones discuss their sustainability strategy and game plan for growth at automationmag.com.
This page: The Ecclestone family, clockwise from left; Jamie, Jim, Matt and Laura. Opposite: Calstone’s automated paint line.
PREDICTING PATTERNS
Reduce risk and drive operational change with data-driven analytics for supplier management
BY BO HAGLER
Businessman and author Robert Kiyosaki wisely said, “The best way to predict the future is to study the past.”
To succeed in a highly competitive and frequently changing landscape, manufacturers must look ahead and determine the best course of action related to the supply chain. But without automation, combing through past and current data to project what’s best for tomorrow is likely easier said than done.
For instance, predictive analytics – the advanced form of analysis used to predict future events – allows organizations to study both new and historical data to identify patterns and forecast potential activity, behaviour and trends. For manufacturers, this translates to aggregating real-time supplier data to identify hidden risks in their supply chain.
However, because digital automation hasn’t caught on with many manufacturing companies, the use of predictive analytics is not as widespread as it should be.
To compete in an increasingly digital
world, manufacturers must be able to capture and analyze data for faster and larger-scale decision making that can not only drive disruptive change but also reduce risk and provide considerable return on investment.
Catching up with other industries
Only six per cent of Canadian industrial companies surveyed by PwC in its Digital Factories 2020 report say they are fully digitized. While some sectors such as IT, media and financial services are surging ahead with digitization, manufacturing is among those still in the early stages of adopting digital technologies.
For instance, many manufacturers that have yet to adopt digital solutions instead collaborate with hundreds or even thousands of suppliers using spreadsheets and emails. These manual processes are inefficient, error-prone and often lead to costly mistakes.
Furthermore, manual processes do not help to identify hidden risks that have the potential to cause major supply chain disruptions and even production shutdowns.
6%
However, by adopting data-driven automation solutions, forward-thinking manufacturers are increasing efficiency, improving visibility and reducing risk – completely transforming their businesses.
Using data to drive disruptive change
An example of one of these progressive manufacturers is a global transportation technology supplier.
B efore adopting a data-driven automation solution, this leading manufacturer juggled multiple ad hoc purchasing, quality and enterprise resource planning (ERP) systems.
The 20,000-plus employee enterprise that was conducting business worldwide lacked a master data solution. Its supplier management system was siloed across the globe and buyers were trying to manage their day-to-day supplier, risk and financial data with manual spreadsheets.
The company took the technology plunge by initially finding a solution to help it manage thousands of globally dispersed product suppliers on one platform, and eventually reduce that number by more than 75 per cent. The new solution also allowed the company to eliminate more than a dozen disparate systems.
In doing so, the manufacturer was able to improve risk mitigation and compliance both internally and externally. It now uses data to create supplier scorecards, which helps its buyers know
The number of Canadian industrial companies who consider themselves fully digitized, according to a PwC report.
Predictive analytics allows organizations to study both new and historical data to identify patterns and forecast potential activity, behaviour and trends.
which suppliers to give business to and which to avoid, based on past performance.
Avoiding risk with predictive analytics
In order to take the next step in technology adoption, manufacturers must consider adding predictive analytics capabilities to their supplier management solutions. A configurable analytics platform allows manufacturers to pull pertinent information such as quality, quoting and supplier risk data, all from one place.
For instance, before entering into a new contract with a supplier, predictive analytics would allow a manufacturer to easily look into the company’s history, set by
any parameters they choose. How often has the supplier had late shipments? How regularly is it out of compliance? How often does its prices vary?
B y combining machine learning and a variety of metrics, predictive analytics can help warn against conducting business with higher-risk companies, such as one that has had an uptick in defects over the last six months.
If manufacturers don’t have this insight, the ramifications can be devastating. A shipment of damaged parts could mean having to pay to replace the items, working overtime to get new items produced and transporting to the customer at a great expense. Given the
disruption, the manufacturer could potentially lose that customer’s future business.
Predictive analytics eliminates guesswork and empowers manufacturers to make more insightful decisions using clear-cut data. It also lowers the potential for costly mistakes, which, in turn, saves money and helps protect reputations.
Getting off the fence and on with transformation
A lthough predictive analytics can drive transformation by alerting to risks involved in working with under-performing companies, many manufacturers are still only in the early stages of technology adoption.
By sitting on the fence, however, these companies could eventually be overtaken by competitors willing to invest in innovative technologies like multi-enterprise supply chain business networks that show everything from suppliers’ certification status to last minute updates to the bill of materials – making them far more efficient and reliable.
Transforming from a tactical manufacturer to a strategic one simplifies processes, increases supplier collaboration and greatly reduces risk.
U ltimately, investing in a data-driven solution with predictive analytics capabilities will allow manufacturers to distil data into easy-to-understand dashboards and charts, and will legitimize actionable intelligence to enable them to make bold, rewarding decisions. | MA
Bo Hagler is CEO of LiveSource.
MEET YOUR NIGHT SHIFT
FIVE STEPS TO REALIZING THE IOT
Use sensors and actuators to connect your machines to the cloud
BY ASVIN PARSAD
Industry 4.0 intends to closely connect people, machines, objects and systems across the company in order to reach higher flexibility, robustness and optimal resource allocation (i.e. a “waste-free value stream”). The possibilities of Industry 4.0 are endless. The challenge is how to implement these technologies so as to get the best results on your bottom line. By breaking the process into steps, you can digitalize your manufacturing in a systematic way as you harness the power of the Internet of Things (IoT), a collection of physical devices such as sensors and actuators that use the Internet to send and receive data.
STEP 1: Define the problem you are trying to solve and determine the influencing factors in your system. Is that a quality problem or is it machine downtime? Do we know the utilization capacity of the machine? Are we using our capital investments optimally? Can we profitably run production if demand goes up or down? Why are two identical lines producing at different rates?
STEP 2: Choose your data sources. You can collect data from the PLCs, motion parameters, command log, error codes or cycle counts. Some controllers may use proprietary communication protocols or the builder could have locked out access to the controller, and you would need to make inferences of what’s happening in that “black box” through external observations. Sensors can be convenient and non-disruptive means of capturing machine operating parameters, establishing performance benchmarks and also monitoring environmental conditions.
Bosch’s SCD device is equipped with four different sensors – an acceleration sensor, a temperature sensor, a light sensor and a magnetometer. SCD also records vibration profiles and transmits all of the data wirelessly via Bluetooth to a cloud.
STEP 3: Connect to all your inputs. In a typical factory, there is usually equipment from multiple vendors, various protocols, various data formats, new machines, old machines, highly automated lines and manual assembly stations. You will need a gateway that connects to a wide variety of data sources. You will then have to clean up that data to minimize bandwidth, secure it and transport to your analytics stack, whether located on premises or on the cloud.
MEMS
Microelectromechanical system (MEMS) sensors unite multiple measurement functions in the smallest possible space.
STEP 4: Analyze the data. In its simplest form, with a few parameters, graphical visualization may be sufficient to see trends or anomalous behaviour. As we get into big data – with a high volume, variety and velocity of data – you will need to consider machine learning tools to build, train and deploy models of your system. Depending on the problem definition in step one, these results can be used in various ways, such as predictive maintenance, data
analytics, visualization and notification, OEE optimization or business intelligence.
STEP 5: Evaluate the improvement potential and execution. You would now use that data gathered to have your Kaizen team carry out a blitz to improve the current process or use machine-to-machine communication to make self-adjustments in real time.
Employing IoT sensors
Sensors can make an existing “black box” machine be more transparent in terms of knowing about the internal processes taking place inside the machine. Sensors are the sensory organs of the smart factory, or the factory of the future. To cover as many IoT applications as cost-effectively as possible, sensors must communicate wirelessly, make efficient use of energy and simplify what has, to date, been complex data collection.
Data is the raw material of the factory of the future. It is the basis for continuous quality improvements, higher productivity and greater availability of machines and
To cover as many IoT applications as cost-effectively as possible, sensors must communicate wirelessly, make efficient use of energy and simplify what has, to date, been complex data collection.
plant. Data collection, however, is cause for much consternation at many manufacturing organizations. First, they have to find out which data is relevant for which frequency for the respective application, and second, to date there has been a lack of cost-effective and rapidly implementable sensor solutions to make production economically transparent.
New sensor requirements
On the road to the Industrial Internet of Things – the manufacturing-specific arm of the IoT – companies typically begin with a pilot project, which, if successful, is rolled out to further plants and sites. Further use cases then follow. In terms of standardization and running costs, the most diverse, economical and future-proof sensors are therefore
required. MEMS (micro-electromechanical system) sensors, which unite multiple measurement functions on the smallest possible space, are an important building block of such solutions. MEMS sensor technology is already a fixed component in many vehicles, as well as in fitness trackers, smartphones or virtual reality glasses. Together with wireless and energy-efficient data transmission, they are therefore also solid candidates for the Industrial Internet of Things.
Measuring temperature and acceleration, MEMS sensors can, for example, be used in the production environment to detect overheating and increased vibrations, which indicate the threat of motor or bearing damage. IoT users
Asvin
can identify switch positions and record motor service life performance via magnetic field measurements. However, users have so far missed industrial sensors that combine wireless data transmission with long battery life at acceptable cost. Ideally, sensors also contribute to the simplification of data collection, as this aspect is responsible for up to 50 per cent of the time consumed in brownfield IoT projects. New sensor solutions achieve this through integrated onboard functions.
One such MEMS sensor is the SCD (Sense Connect Detect), developed by Bosch Rexroth. Upon activation, it immediately delivers measured values for temperature, acceleration, magnetic field/current and lighting.
S ensor connectivity and technology is changing so quickly that a step-wise approach is required. And by breaking the many technological opportunities into these tangible steps, you will be able to benefit from a digital transformation of your production. A good way to start is by investing in a future-proof platform that can be expanded as the technological development progresses. | MA
Parsad is the business development manager for Industry 4.0 at Bosch Rexroth Canada.
DOUBLING DOWN ON DIGITAL
Manufacturers
can initiate their digital transformation by using enterprise software to develop
“digital twins” that mirror their physical assets
BY PETER THORNE
Di gital twin is a concept that PLM providers use as a strategic anchor, and to communicate the pathway to the future.
“D igital twin” is perceived as a technology – the capability to replicate the characteristics of a physical item in the computer. “Digital transformation” is something for which management teams must have a vision – a vision for doing more online, a vision that develops and innovates the business model, outflanks fast-moving born-digital startups, identifies new revenue streams and defines new competitive advantage.
So how does this fit into a manufacturer’s digital transformation road map? In industrial enterprise software – including PLM – there is no accepted whole-sector framework, but perhaps the closest contender is Industry 4.0, which describes the concept of connected digitalized industry value chains. Some published material gives maturity-model-type guidance on how to judge the “as-is” and “should-be” Industry 4.0 status of an organization, and these concepts help frame the characteristics a road map should address. However, enterprise software is just one part of an Industry 4.0 vision, so
each enterprise software provider must identify how its offer addresses Industry 4.0 objectives.
Product lifecycle management (PLM) software is an information management system that collects and stores data detailing a product’s movement from inception to engineering design to manufacture to distribution.
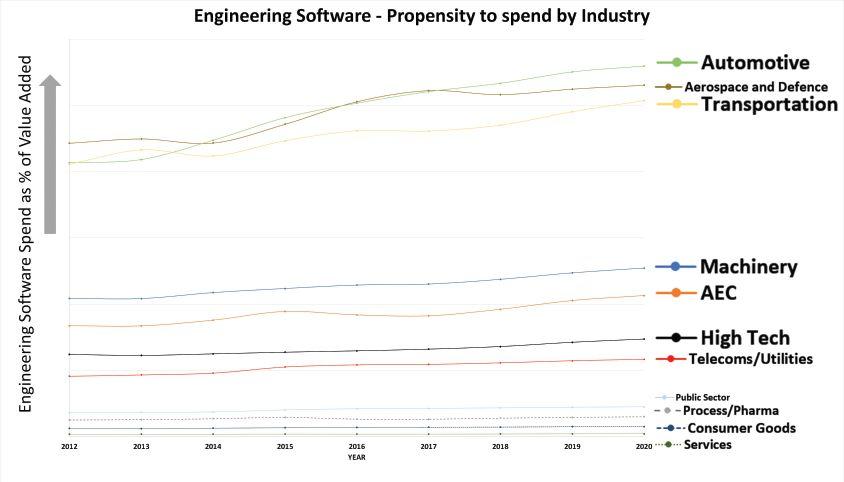
All industry sectors have an almost unblemished historic record of allocating a higher proportion of their budgets each year for expenditure on engineering software – and forecasts indicate this trend will continue (see figure 1). This trend is the result of the complex interplay of various aspects of market dynamics. New technologies get the headlines, and these are taken up by early adopters. A combination of new technologies and experience enables users to make better use of software, and grow both the scope and intensity of use of applications.
Also, as time passes, the market lifecycle leads new buyers into the market – the early majority and the late majority of the bell-shaped take-up curve – and overall penetration increases. The result of these factors is the “propensity to spend” curves in figure 1. So market growth within an industry is possible even if the industry itself is not growing.
Responding to market changes Let’s start with table-stakes. The entry level is that a digital twin road map must make a positive contribution to an overall value proposition. Each PLM provider must show how its road map for digital twin can support and help shape digital transformation in general. This is fertile ground for discussion with the top management of any organization involved in design, engineering, production, distribution and service. In the manufacturing context, the flow of conversation is broadly:
• Advances in manufacturing technology shift the balance between low-cost and skilled labour as a source of competitive advantage.
• At some point, new versions of the old spreadsheets that said, “Build factories in low-cost regions” are going to reach a tipping point and will say, “Build factories in locations where it is easiest to maintain advanced production systems.”
• Those spreadsheets are just one of many factors that guide manufacturing businesses towards growth
Figure 1. Cambashi forecasts indicate continuation of the historic trend of industries to spend more each year on engineering software as a proportion of their value-added.
Digital twins will be the nodes that enable communication, automation
and optimization for cooperating teams of people and systems.
and profit. But fluency in the use of connected digital systems is widely seen as vital for survival. This fluency will be key to the ability to “sweat the assets” of an advanced production system and also enable an organization to defend its role in the most profitable industry networks. A change in thinking is needed to enable an organization to achieve the required level of digital fluency. In these days of cloud computing and smart connected products, it is not effective to think in terms of computers, application software and databases. The siloes are changing and the old technology-centric acronyms no longer provide a good guide to the way software should be used.
The best way to plan digital transformation is in terms of digital twins. This is because digital twins will be the nodes that enable communication, automation and optimization for cooperating teams of people and systems. And, crucially, the concept of digital twins empowers non-technical people to see, and help define, the information flow to support their organization’s core value-adding processes.
Digital twins add all the physical assets of an organization and its partners into the scope of online information and operational systems. Business process and model development can consider the entire business online. This is a big change, because in the past only the parts of the business defined by forms, documents and transactions could be handled this way.
D igital twins allow every status, every action, every command traveling to and from smart connected objects to be handled online and also to be simulated in advance. Whereas Amazon had to invest at a spectacular scale to move retailing online and change market expectations, digital twins offer a step-by-step approach, using the smart connected assets –which are first choices for investment anyway – and integrating smart connected capabilities, which many companies are already adding into their own products.
Business value from digital twins
Everyone needs a proof-point for these claims; technology must deliver business value. One of the easiest examples to explain is predictive maintenance – smart connected assets backed by analytics systems to offer a step-change improvement in uptime for the assets, with lower servicing costs.
But wait – where did this concept come from? It needed a “eureka” moment from the individual or team who first imagined it. Somehow, these people juggled concepts of continuous monitoring, the ability to identify and recognize pre-failure profiles from sensor readings, and insight and belief that this could change the business process of periodic maintenance and fault fixing.
This leads to a question for the management at a manufacturing operation: where do they (or their consultants) expect this type of
thinking to originate? Digital transformation benefits for their organization will come partly from implementing widely known concepts like predictive maintenance, and partly from seeing unique and proprietary opportunities to innovate, differentiate and improve business processes that impact customers, suppliers and in-house plans and decisions.
The opportunity could be uptime in a production facility, or operational processes to reduce material and energy consumption, or virtual commissioning to reduce the time needed for physical commissioning and startup of new assets. Who in the organization will see these new capabilities, new efficiencies in working practices, new automation opportunities and new cost reductions?
Making digital twins a core unit of thinking for digital transformation will increase the chance that leaders at all levels of a manufacturing organization can contribute, and make the connections to business value. The IT team is important – but a digital twin discussion is not an IT discussion, it’s a business discussion in which insight into the way assets and products are used will be the catalyst, so the top team themselves will be vital contributors.
In their conversations with manufacturers, PLM providers will need to emphasize how, compared to a no-simulation digital twin, the capability to simulate its physical counterpart enables their digital twins to support a much wider range of possibilities for automation, remote asset management, problem solving and process innovation. | MA
More knowledge. Better safety. CMSE® – Certified Machinery Safety Expert
CMSE® – The leading international qualification for machinery safety. With TÜV certificate!
Become a CMSE® – Certified Machinery Safety Expert!
CMSE® is a globally recognized qualification enabling a 360° approach to Machinery Safety.
PILZ has developed with TÜV a four-day training which provides an overall view of the subject of machinery safety and gives to attendees the understanding of safety regulations and standards in reference to existing machinery, as well as to the design and construction of new machinery. The training provides guidance on how to implement the legal and statutory requirements pertaining to machinery.
Don’t miss our last 4 sessions in 2019!
Langley , BC - September 24-27
Mississauga, ON - September 17-20 - November 19-22
Montreal, QC (French training) - October 15-18
Peter Thorne is managing director of Cambashi, an enterprise software market research company.
NEW PRODUCTS
Overmolded junction box
Turck has added an overmolded junction box for cable consolidation applications to its connectivity portfolio. By consolidating eight cables into one junction box and integrating the cables directly into the overmolded body, this product eliminates 18 connectors from other connectorstyle junction boxes. Fully customizable lengths provide a tailored solution. The junction boxes come standard with overmolded Deutsch connectors, making them ideal for use in mobile equipment applications such as control valves, pressure switches and manifolds. With the overmolded body, the product is capable of withstanding harsh environments and carries an IP67 ingress rating. With a higher IP rating than a typical wire harness, these junction boxes are more rugged and can be used in a wide range of applications. turck.ca
the purposes of pre-startup verification and troubleshooting. The miniaturized ix Industrial connector supports communications rates to 10 Gbps when used with Category 6A or Class EA cabling. Its rugged design features an enhanced PCB retention force, durability up to 5,000 cycles, and a high level of resistance to electromagnetic interference (EMI). Several major companies have endorsed the connector already for use as an Ethernet interface. The ix adapter for the DSX CableAnalyzer Series is manufactured by Fluke Networks and is exclusively available through HIROSE and HARTING resellers.
flukenetworks.com
EMC gland and copper grounding strap
Helukabel has added two new cable accessories to its product
Adapter for Ethernet connector
Fluke Networks has released an adapter supporting the ix Industrial connector for its DSX CableAnalyzer family of network cabling certification tools. The ix Industrial is a rugged Ethernet connector for harsh environments, based on IEC 61076-3-124 standard with a 70 per cent smaller size than the traditional eight-pin modular (RJ-45) connector. This new Ethernet interface is a joint development of HIROSE and HARTING. The new adapter allows the DSX Series to connect to cabling systems employing the ix Industrial connector for
portfolio – the HELUTOP MS-EP5 and a copper grounding strap. The HELUTOP MS-EP5 is a fifth-generation EMC gland used to ground a cable system and protect against EMC noise when bringing cables into panels or enclosures, while providing strain relief. The nickel-plated brass cable gland is IP68 – 5-bar rated and is capable of performing in environments that range in temperature from -40°C to +100°C. It is ideal for application areas such as manufacturing facilities and railway engineering. The strengthened EMC contacts reduces ohmic resistance, voltage drop and heat loss in applications that experience heavy mechanical stress, e.g. strong vibrations. The new copper grounding strap is made from tinned copper and can be used in temperatures between
MACHINE SAFETY
Safety I/O modules
Rockwell Automation has introduced seven new safety modules across three I/O platforms for machine designers. The new safety modules also help simplify the design process. For example, they have a largely common data structure and graphic user interface. The new safety I/O modules include: The AllenBradley Compact 5000 safety I/O modules, which provide local and distributed safety I/O for the Compact GuardLogix 5380 safety controller and distributed safety I/O for the GuardLogix 5580 safety controller. The Allen-Bradley
-20°C to +125°C. It is used to eliminate EMC interference from ground loop, which can result from poor grounding in industrial applications such as the automotive industry, robotics and control panel building. It ranges in size from 10 – 4 AWG and comes in lengths between 100 and 500 mm.
helukabel.com
M12 L-coded male cable connector
binder USA has developed the Series 813 M12 L-coded male cable connector, ideal for DC power supply applications up to 63 V/16 A. The Series 813 M12 L-coded connector is a panelmount, field-wireable connector with single wires, housed in Profinet-compliant plastic housing. Standard wire length is 200 mm; other lengths are available upon request. Contact plating is gold. The screw-locking mechanism meets the IEC 61076-2-111 standard. binder-usa.com
ControlLogix CIP Safety I/O modules provide local safety I/O for the GuardLogix 5580 controllers in larger applications that require a high-density I/O solution. Using these in-chassis modules simplifies configuration and reduces panel space by eliminating the need for an adapter. The Allen-Bradley FLEX 5000 safety I/O modules are ideal for applications that require fixed field-wiring terminations and both vertical or horizontal mounting. The FLEX 5000 platform provides distributed safety I/O for the Compact GuardLogix 5380 and GuardLogix 5580 controllers. rockwellautomation.com
Safety interlock switch
IDEC Corporation has released the HS1T interlock switch with solenoid with 5,000N of locking force for machine
and equipment guarding applications. IDEC’s new HS1T has a compact size due to a metal head integrating
the locking and mounting functions, an improvement over older designs where the head could break away from the body. The actuator portion can be rotated from the high-strength head using only one screw. IDEC has included three independent rotary cams, instead of the single cam used by conventional devices. Two cams control the locking mechanism and one drives the door monitor contact. idec.com
MACHINE TOOLS
Electric three-zone belt conveyor oven
Grieve has introduced the electrically heated 500º F (~260ºC) No. 1018 three-zone belt conveyor oven, currently used for drying ceramic parts. Workspace dimensions are 18” wide x 40’ deep x 18” high. There are 180 KW (60 KW per zone) installed in Incoloysheathed tubular heating elements, while three 3-HP recirculating blowers (total 12,600 CFM) provide vertical downward airflow to the workload. The unit contains a 12” wide, 1/2” stainless steel flat wire conveyor belt with 1/3-HP motor drive, variable from two to 30 inches per minute with a 30” long open belt loading zone and a 60” long open unloading zone. This Grieve conveyor oven features four-inch insulated walls and Type 304, 2B finish stainless steel interior, and three 325 CFM powered forced exhausters. Controls onboard include SCR power controllers and independent re-circulated airflow and temperature controls for each of three 162” insulated heat zones.
grievecorp.com
Robotic drill with 21 tools
Methods Machine Tools is carrying the new FANUC RoboDrill ecoPLUS, which boasts a larger 21-tool capacity and increased speed via an optional 24,000 rpm spindle.
The ecoPLUS D21MiB has a working cube of 19.7”x 15.7x 13” (500 mm x 400 mm x 330 mm). The ecoPLUS D21LiB offers travels of 27.6” x 15.7” x 13” (700 mm x 400 mm x 330 mm). Standard features on both systems include a 14.75 HP (peak) 10,000 rpm or 24,000 rpm direct drive spindle with precision-enhancing thermal compensation, HRV control and
ENCLOSURES & WORKSTATIONS
Loading dock sealing system
Rite-Hite has developed the PitMaster V Dock Face Sealing System to seal open gaps on the loading dock face and pit floor in vertical leveler applications. The company says the sealing system helps to save energy, improve pit cleanliness, and reduce infiltration of weather and contaminants. When a trailer backs up to a dock, there is typically an unsealed space between the dock face and trailer, which can drive up energy costs, as well as increase the risk of cargo compromise
due to weather and unwanted pests. With the two-step system of the PitMaster V, the open gaps are sealed with the PitPad and the leveller lip (SealWheel) has the ability to move and serve its purpose in virtually any vertical leveler application. Interactive sealing components adjust automatically to trailer and leveler lip position. The components are individually replaceable as needed. Designs are available for standard as well as drive-through situations. ritehite.com
Cooling units in stainless steel
Rittal has debuted stainlesssteel variants of its Blue e+ cooling unit series for ambient conditions. Their stainless-steel enclosure makes them suitable for applications where high levels of corrosion protection are needed. Typical examples are the food and beverage industry,
a 21-station tool changer. The ecoPLUS D21MiB has a table size of 25.6” x 15.7” (650 mm x 399 mm) and the ecoPLUS D21LiB offers a table size of 33.5”x 16.1” (951 mm x 409 mm). Both machining centres have rapid traverses to 1890 ipm (41 m/min), accelerations/ decelerations to 1.5 G and 0.9-second tool changes. methodsmachine.com
where frequent cleaning is required, as well as the process industry. Like the previous Blue e+ units, the stainless-steel versions operate with a highly energy-efficient combination of heat pipe and conventional compressor technology, and are available with five different cooling outputs ranging from 1.6 kW to 5.8 kW. rittal.com
CONNECTIVITY
IoT Gateway for smart machine connectivity
Mitsubishi Electric Automation has released the IoT Gateway, a network technology that allows the secure connection of machine assets to cloud services or an on-premises server for remote monitoring and visualization. The IoT Gateway provides access to production information to reveal operational insights and gain business intelligence. It is an adaptable solution that provides connectivity to nearly all devices and enterprise systems in the marketplace, as well as up to five PLCs at a time. Applications include the management of consumable materials, machine remote services, contextualized visualization, predictive maintenance and cellular connectivity to remote machines. ca.mitsubishielectric.com
Industrial gateways for EtherNet/IP to Modbus
Pepperl+Fuchs Comtrol’s
DeviceMaster EIP-MOD gateways allow communication between EtherNet/IP controllers and Modbus master controllers. The new gateways enable EtherNet/IP controllers – such as CIP-complaint controllers
that support Class 1 and Class 3 connections, including PLCs, HMIs, SCADA systems and OPC servers – to connect to Modbus master controllers. This includes serial Modbus RTU/ ASCII interfaces, Modbus TCP interfaces, and Modbus RTU/ ASCII over Ethernet TCP/IP.
DeviceMaster provides flexible EtherNet/IP interfaces and a built-in data-mapping feature with a Modbus Concentrator and direct EtherNet/IP controller to Modbus device communication. Web-based setup is performed with intuitive, embedded configuration pages that include data mapping verification and display of the shared memory map. pepperl-fuchs.com
Media converter for ultra-high-bandwidth environments
Antaira Technologies has introduced the FCU-6001-SFP+ media converter, equipped with one 10G/5G/2.5G/1G Base-T auto-negotiation port and one 10G Base-X SFP+ slot. It supports 10Gigabit Ethernet media conversion from copper 10GBASE-T to fibre multi-mode or singlemode, using a 10GBASE-SR or 10GBASE-LR SFP+ transceiver installed in the SFP+ slot to extend distances to servers, switches and patch panels. The deployment distance of the converter can be extended from 300 metres (multi-mode) to up to 60 kilometres (singlemode). The FCU-6001-SFP+ supports chassis as well as wall-mountable orientations and provides an operating temperature range from 0°C up to 50°C. antaira.com
POWER SUPPLIES
High-density rack power distribution unit
Eaton has launched its highdensity rack power distribution unit (PDU) platform in North America. The high-density rack PDU offers improved outlet counts and the addition of 11 colour options for identification of A/B power feeds. Providing 11 different outlet module options, the high-density rack PDU allows configuration for up to 54 outlets per PDU and unlocks over 20,000 configurable options for users. Alternative phase outlets simplify load balancing and improve airflow by putting outlets where they are needed, which the company says reduces the potential for tripped breakers. Additional benefits and features of the high-density rack PDU include improved cord entry position; selectable cable lengths and 21 input plug options, including IEC, NEMA, locking and hardwired; bus bar design to implement more outlets in less space; and low-profile circuit breakers, enabling full rack unit access and bolstering airflow management. eaton.com
Open core industrial control transformers
AutomationDirect is now carrying Hammond HPS Spartan industrial open core control transformers for applications where high inrush or machine
tool duty are not necessary. These transformers are openstyle units in ratings from 50VA up to 5000VA. Units from 50VA to 3000VA (30 amps) include moulded terminal blocks. Optional finger guards and a fuse block adapter kit are available. Four series of open core control transformers are available from 480x600 VAC, 240x480 VAC or 208x416 VAC to 120x240 VAC and 120x240 VAC to 12x24 VAC. HPS Spartan open core control transformers are ideally suited for general purpose, industrial and light duty loads and are well suited for HVAC applications, signal and alarm systems and motor control circuits. automationdirect.com
Regenerative bus supply
Rockwell Automation has developed the Kinetix 5700 regenerative bus supply for industrial companies to reuse energy. The bus supply regenerates excess energy and puts it back on the facility’s grid or makes it available for plant-wide use. It also allows plant workers to monitor energy usage over EtherNet/IP, so they can make better energyrelated decisions. In addition to reducing energy costs, the bus supply can help companies achieve consistent machine performance anywhere in the world. It performs common DC bus voltage regulation across the entire voltage input range, which helps protect connected assets from voltage dips and inconsistent power. The bus supply includes a built-in LC filter.
rockwellautomation.com
Schneider Electric has
introduced the Galaxy VS, a modular 10-100 kW three-phase uninterruptible power supply (UPS) designed to meet the critical power requirements of IT, commercial and industrial facilities. With its compact and flexible design, the Galaxy VS addresses the requirements of edge computing and small data centres where space and access are at a premium. The UPS has optional Lithium-ion batteries to double battery life. The Galaxy VS is also EcoStruxure-ready. Site managers or technical personnel can remotely monitor their Galaxy VS system status anytime, anywhere with the smartphone app. Critical system components are built as modules with a fault-tolerant design. This provides internal redundancy at reduced load levels and a shorter mean time to repair. schneider-electric.ca
PROGRAMMABLE CONTROL
Edge programmable controller
Opto 22 has added international standard IEC 61131-3 programming options in its groov EPIC edge programmable industrial controller. To take advantage of this new programming option, current groov EPIC owners can install a free upgrade. All IEC 61131-3 standard languages are supported by groov EPIC. Adding the option allows engineers to pick the best software tool for their specific application. They can also mix and match several software tools to build control and IIoT solutions on one unified platform. In addition to IEC 61131-3, groov EPIC can also be programmed using Opto 22’s native PAC Control. Flowchartbased PAC Control with optional scripting offers 400+ plain English commands for complex functions. Other programming options include using software languages supported on the Linux operating system through secure shell. This access – along with toolchains and interpreters for Java, C/C++, Python, JavaScript/Node.js and more – allows developers to create
MA’s Technology Handbooks
are a series of digital magazines that focus on a single product category within Canada’s manufacturing industry. Posted on MA’s website as an interactive flip-style magazine, our Technology Handbooks provide specific market and product information, as well as trends within that specific product category, to machine builders, component manufacturers, end-users and system integrators.
For more information, contact Klaus Pirker at kpirker@annexbusinessmedia.com or (416) 510-6757.
custom applications. In addition, groov EPIC includes Node-RED as another programming option. Node-RED uses a flow-based development environment optimized for edge data processing and communications. opto22.com
PLCs for hybrid and discrete users
Emerson recently debuted a new portfolio of programmable logic controllers (PLCs) that will enable more comprehensive manufacturing control and production optimization in the hybrid and discrete markets. The new portfolio of cloud-connected controllers, industrial PCs and devices for smart plants complements Emerson’s Plantweb digital ecosystem. The
automation and control portfolio will enable more efficiency for customers in food and beverage and packaging. Future interfacing with Emerson’s DeltaV and Ovation process control systems is also planned to help process industries eliminate many of the islands of automation within plants that create data silos in organizations. The new portfolio includes an offering for applications with products such as PACSystems, PACMotion, VersaMax IO and QuickPanel+, which will remain standalone technologies for OEM machinery and edge applications. emerson.com
SMART INNOVATIONS
NEXT-LEVEL NETWORKS
AT&T Business surveyed 318 U.S. information technology leaders in manufacturing and found that many are beginning to invest in more intelligent networks to support their digital transformation. These smart solutions include edge computing and software-defined WAN, which connects enterprise networks over large geographic distances.
Here’s what IT experts in manufacturing say are the biggest barriers to new network implementation:
MA rounds up relevant research reports and industrial automation applications to help manufacturers make effective decisions on the path to digital transformation 38% 49%
Data privacy
believe edge computing will be part of their networks within three years
of those polled expect their computing-power needs to grow over the next three years
feel the success of their digital transformation requires implementing a more advanced, intelligent infrastructure
High cost of infrastructure
How to modernize your network
Develop a roadmap to assist in decision-making and cost control. Be open to innovation and open network architectures for data sharing and collaboration.
Employ edge computing solutions, which will continue to be required as computing power needs increase.
Use the centralized security management on newer network technologies to boost cybersecurity protection.
Source: Manufacturers embrace network modernization, AT&T Business, July 2018.
A new survey conducted by PwC and The Manufacturing Institute indicates that nearly half of manufacturers are in the early stages of a smart factory transition – whether through gathering insights/awareness, pilot projects or early technology adoption. Seventy-three per cent are planning to increase their smart factory investments over the next year.
percentage of U.S. manufacturers who say the biggest impact of robotics on the workforce in the next five years will be an increased need for talent to manage in a more automated, flexible production environment.
Source: Navigating the fourth industrial revolution to the bottom line, Manufacturing Institute/PwC, 2019.
With manufacturing trending away from bulk annual orders toward individualized production with small batches on short lead times, B&R Automation is showcasing its SuperTrak transport system for flexible manufacturing at EMO Hannover this month (Sept. 16-21). The track, which can be scaled in one-metre increments, uses magnet technology and long stator linear motors to guide independently controlled shuttles, with rapid changeover times. A demo system featuring ABB robots highlights how other subsystems can interact with SuperTrak to perform additional production tasks.
of Canadian manufacturers say it’s difficult to keep up with competitors that are using more innovative technologies such as automation, big data and artificial intelligence (AI) to do business, according to a recent Salesforce study.
of Canadian businesses say it’s hard to get good advice on how to apply automation technologies.
of Canadian businesses say all sectors must digitize for Canada to be an innovation leader.
Source: Future Ready: Advancing Canadian Business in the Digital Economy, Salesforce, June 2019
Have a research report or smart automation application to share? Send to kurquhart@annexbusinessmedia.com and you could be featured in Manufacturing AUTOMATION!
Solution for fan, pump, water and wastewater applications
SINAMICS G120X: The new generation of cost-effective, reliable and easy-to-use variable frequency drives
• Input voltages 500–690V and 380–480V – increased ruggedness with mains variations
• Simple selection, ordering and easy set up – saves ordering and commissioning time
• Integrated DC link choke – reduces cost by eliminating need for input reactor
• Coated circuit boards – gives robust design for protection against environmental pollutions
• Integrated safe torque off SIL3 – easy to achieve safety standard