Integrating deep learning and data security to advance object recognition and autonomous grasping in robotics p. 12
SCIENTIFIC APPROACH TO AUTOMATION:
Cutting corners in planning can have consequences. p. 14
TECHNOLOGY WITH LEADERSHIP BALANCING
Mark Dolsen, Lifetime Achievement Award winner, believes in implementing automation to augment the workforce’s efficiency.
FREE IEC programming with structured text, ladder logic, and more
Multiple networking options including EtherNet/IP, Modbus TCP and RTU, and ASCII
EtherCAT support for precise, real-time motion control
High-density I/O (32 points embedded on CPU and select I/O expansion modules)
Advanced motion control with up to 400 moves per axis and various single- and multi-axis operations including position and speed control, helical interpolation, and ellipse interpolation
High-speed I/O (integrated 2- or 6-axis pulse/direction motion inputs/outputs (up to 200kHz) on the CPU module, and up to 4 channels of high-speed inputs at up to 500kHz on each high-speed counter module)
FREE award-winning service and technical support
NEW! Several new additions to the powerful LS Electric XGB PLC series include:
• Lower cost discrete input, output, and relay modules
• 4-channel, 16-bit resolution temperature modules (RTD and thermocouple)
• Load cell module capable of supporting up to 4 load cells each
• Modbus TCP and RTU communication expansion modules
• XEL-BSSRT bus coupler (shown right) for remote I/O installations; supports up to 8 I/O modules and EtherNet/IP or Modus TCP protocols
is
and that includes the
orders
(when using an
nominated broker). Using our choice of carrier, we can reach most
destinations within
to
days. *Free shipping does not apply to items requiring LTL transport, but those shipments can take advantage of our negotiated super-low at rates (based on weight) that include brokerage fees. See Web site for details and restrictions at: www.automationdirect.com/canada
From
Mark Dolsen, Lifetime Achievement Award winner, automates to augment workforce efficiency
By Sukanya Ray Ghosh
Integrating deep learning and data security to advance object recognition and autonomous grasping in robotics
By Treena Hein
Cutting corners in the planning process can have severe consequences. By
Jacob Stoller
While smart factories can collect large volumes of data, knowing what to do with it is the key to success.
By Jack Kazmierski
FROM THE EDITOR
The human factor in automation
Recently, Manufacturing AUTOMATION conducted a website poll asking what the biggest barrier was to employee acceptance of automation technologies.
The responses were quite interesting. A whopping 67 percent of the respondents shared that it was resistance to change from employees. Another 14 percent indicated it was due to insufficient training to use new technologies. Ten percent noted that there was a perception of job displacement while the other 10 percent cited difficulty in demonstrating the tangible benefits of the technologies.
The industry seems to have come some way from the time when the fear of losing jobs was very real and quite high. However, as the results indicate, there is still quite a journey ahead in getting people on board with accepting the full gamut of automation technologies available today.
Why is the manufacturing workforce resistant to change? A possible reason is a lot is changing very rapidly around us. Robotics, for example, has entered into experimenting with humanoid applications when everyone is still trying to realize the complete potential of “traditional” robots on the factory floor. We have machines that can “see” so clearly that quality control inspections are becoming quicker and quicker. The machines are now capable of learning from human behaviour and adapting accordingly with the help of highly advanced AI. These technologies have existed for quite a while but are more refined today.
However, no matter how advanced the technologies are today, the human factor in automation is still key to successful adoption. Machines are not meant to replace workers but to augment their skills,
providing additional support where manual labour falls short. Getting worker buy-in is critical and this begins with creating the right culture for accepting change. Perhaps involving the people on the factory floors in the selection process of automation technologies might be a way to get them on board. This can be as simple as trying to understand what problems they would like to solve in the production process or what tasks they would be interested in performing with some help from technology.
Training the workforce on the technologies is another concern for manufacturers. However, while there are programs available to help with reskilling and upskilling, a dilemma is what to train the people on when technologies are changing so quickly. Even product life cycles are getting shorter and shorter, creating the need for more training as the existing equipment is adjusted to meet the new needs.
Automation can in no way replace humans. It cannot replace the nuances involved in decision-making. The machines still need to be programmed by human beings. Human beings have complex problem-solving skills that machines cannot replicate. For example, if a natural disaster in another part of the world impacts the supply chain here, the machine can possibly show the available options to manage the situation. However, a human decision-maker is needed to select what works best for the manufacturing business at that moment. And sometimes, the right solution is not quite straightforward.
The industry is continuously working to figure out a way to make this human-machine collaboration work. It is no wonder that that is the focus of the next stage of the industrial revolution – Industry 5.0. | MA
Reader Service
Print and digital subscription inquiries or changes, please contact customer service
Angelita Potal
Tel: 416-510-5113
Fax: (416) 510-6875
email: apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400
Toronto, ON M2H 3R1
EDITOR
Sukanya Ray Ghosh srayghosh@annexbusinessmedia.com Tel: 416-510-5225
JIM BERETTA, President, Customer Attraction and host of The Robot Industry Podcast
JONATHAN GROSS, Managaing Director, Pemeco Consulting
MIHAELA VLASEA, Associate Professor, Department of Mechanical and Mechatronics Engineering and Research Co-Director, Multi-Scale Additive Manufacturing Laboratory at the University of Waterloo
SHELLEY FELLOWS, Past-Chair, Automate Canada
STEPHANIE HOLKO Director, Project Development at Next Generation Manufacturing Canada
WALTER GARRISON, Former Advanced Manufacturing Business Consultant for City of Mississauga
Cégep de Lévis to offer French-language robotics training to KUKA’s Quebec customers
KUKA Robotics Canada is partnering with Cégep de Lévis’ Department of Continuing Education and Business Services to offer specialized French-language robotics training to Quebec businesses that have chosen KUKA technology.
Cégep de Lévis shared in a press statement that CEGEP has been providing training on KUKA robots for many years. It will now be able to expand its range of courses. The organization’s KUKA-accredited trainers will be able to respond quickly to the training needs of Quebec companies.
The organization further adds that this is a first for the multinational company, which has a training centre in Mississauga, near Toronto. CEGEP will provide companies that have KUKA robots or are in the process of acquiring them, with KUKA College-accredited instructors so that they can meet their training needs in French at any time.
Patrick Beaumier, account manager for Quebec and the Maritimes at KUKA Robotics Canada, stated that when customers decide to invest in KUKA robots, the robotics manufacturer wants to give them all the support they need to implement them and optimize their results. Cégep de Lévis is familiar with KUKA’s technologies and understands the importance of support for a successful robotization project. For Kathleen Cantin, director of Continuing Education and Business Services at Cégep de Lévis, this partnership is further proof of the college’s commitment to companies undertaking robotics projects.
EDUCATION & TRAINING
FANUC and SME Education Foundation partner to launch $1M automation scholarship fund for North America
FANUC America has established the FANUC Automation Endowed Scholarship Fund in collaboration with the SME Education Foundation. The company shares in a press statement that this initiative will foster the next generation of skilled professionals in advanced manufacturing and automation in North America. The FANUC Automation Endowed Scholarship Fund represents a long-term commitment by FANUC America along with its Authorized System Integrators (ASI) and Education Solutions Providers (ESP). Over the next four years, a minimum of $1 million will be contributed to establish an enduring endowment. This endowment will provide annual scholarships totalling at least $50,000 to deserving students pursuing careers in advanced manufacturing and automation across Canada and the United States.
“FANUC has always believed in the power of education and its pivotal role in shaping the future,” said Mike Cicco, president and CEO of FANUC America. “Early on, we recognized the demand
for advanced skills and it led us to establish our Certified Education program. Now, through our new $1 million scholarship initiative, we continue to champion education, and help empower the next generation to learn, innovate, and fuel the growth of manufacturing in North America.”
INVESTMENTS
Sanctuary AI raises $140M to expand AI applications in the physical world
Sanctuary AI has announced a strategic investment from BDC Capital’s Thrive Venture Fund and InBC Investment Corp. (InBC). This brings the total investment in Sanctuary AI to over $140 million to date. The additional funds will reportedly be used to further accelerate Sanctuary AI’s progress towards bringing AI into the physical world. Sanctuary AI’s existing investors include Accenture, Bell, Export Development Canada, Evok Innovations, Magna, SE Health, Verizon Ventures, and Workday Ventures. It also received a $30 million Strategic Innovation Fund (SIF) contribution from the Government of Canada in November 2022.
“Following the incredible impact of pre-trained transformers on the digital world over the last
seven years, with acceleration in the last few, we see AI in the physical world as being the next major frontier for impacting the way we work and live,” said Olivia Norton, co-founder and chief technology and product officer of Sanctuary AI. “With aging populations, plummeting birth rates, and a changing view on work, intelligent embodied systems, or general purpose robots will play an important role in provincial and national productivity. We believe that Canada has an opportunity to be a world leader in this space. It is great to work with organizations like BDC and InBC who understand and share this vision.”
INDUSTRY EVENT
German Technology Day returns to Toronto on October 31
German Technology Day is hosting its 2024 event on October 31 at Toronto Congress Centre. This year, the event will feature more than 30 prominent companies in automation and advanced manufacturing, based in Canada with their headquarters in Germany. The sixth and biggest edition to date will offer attendees the opportunity to network with exhibitors as well as sit in on informative presentations and technical sessions held throughout the day. An exhibition hall will feature the latest cutting-edge, energy-efficient and smart solutions for industries from all participating companies. The event also includes industry trends and high-level concepts suitable for managers and executives. German Technology Day promises to offer a glimpse of current technological advancements, from the latest in AI, machine learning led tools, to solutions in manufacturing, automotive, robotics, building automation, smart city automation, safety, and more. | MA
Olivia Norton, co-founder and chief technology and product officer of Sanctuary AI, with the company’s general-purpose robot – Phoenix.
BY GAVIN VERREYNE
From encryption to APIs: A holistic guide to securing your ERP system ACROSS THE ENTERPRISE
Gavin Verreyne serves as the senior vice-president for client success and digital transformation at SYSPRO USA. He works closely with manufacturers to help them maximize the value of their ERP and leverage it with other advanced technologies to enable digital transformation that delivers concrete business results.
Cybercriminals don’t compromise company networks and systems for the sheer enjoyment of the challenge. They are profit-motivated organizations that aim to efficiently secure digital assets that they can hold for ransom, leverage to divert funds or sell outright to others who will find it valuable. Naturally, the ERP system is often a high-priority target because it’s the system of record for so many core business functions: supply chain, finance, accounts payable and receivable, and more. When manufacturing businesses are considering their ERP security strategy, the first place they need to focus is on the data.
By establishing proactive, robust security policies and technologies to protect ERP and its data, organizations not only reduce their risk but also set themselves apart from their competitors. A strong security posture, especially one that protects data as sensitive as what resides in the
“Zero trust involves the principle of least privilege, which means no individual, software or machine has any more privileges to access data than exactly what they require to do their jobs.”
ERP system, provides a foundation for growth. Breaches are expensive and do enormous harm to a company’s reputation. Partners, customers and other stakeholders will be able to conduct business with confidence that their secrets are secure. So, review and bolster your ERP security posture – it’s an opportunity to gain a competitive advantage.
First, make sure that you secure data by protecting it both in transit and at rest through the use of strong encryption. Storing and transmitting ERP data in the clear makes it far too simple for cybercriminals to steal it. Encryption is the last line of defence, protecting data in the event that hackers do penetrate the organization’s network defences. As long as the cybercriminals can’t access the encryption key, it will remain useless gibberish to them.
The importance of zero trust Next, protect access to that data by
implementing best practices around zero trust. Likely, you’re very familiar with this term, but, briefly, zero trust never assumes that any individual, software program or machine requesting access to information is safe. Once upon a time, as long as a request came from inside the network perimeter, the request was assumed to be safe. Today, security and IT professionals know all too well how adept cybercriminals are at compromising digital assets and planting malware inside the perimeter, so they can request, access and exfiltrate critical information. Even the everyday tools that IT administrators use in their routine work need authentication every time they are employed. Nothing is trusted automatically.
At its core, zero trust is all about authentication. Certainly, you don’t want to inconvenience users to the point of annoyance, but there are ways to authenticate them without
doing so. Strong authentication, for example, which requires a dongle or some other form of multi-factor authentication (MFA) can be implemented in a way that it doesn’t interfere with an employee’s workflow while also protecting ERP data from unauthorized access.
Zero trust also involves the principle of least privilege, which means no individual, software or machine has any more privileges to access data than exactly what they require to do their jobs. Providing accounts with unnecessary privileges to ERP data increases risk, because the more access the average account has, the more data cybercriminals can compromise if they successfully take over an account.
Securing APIs and risks around AI APIs (application programming interfaces) also require special attention. ERP platforms almost never stand alone. In fact, one of the most valuable capabilities of ERP is its ability to interconnect with myriad other business systems to serve as a single source of truth for business information. But these other systems can serve as a vector for attack if they’re compromised.
However, even if connected applications aren’t compromised, the APIs that they use to interface with the ERP can be directly attacked as well. It’s critical that APIs be included in the zero trust strategy, or they can create enormous security holes. For example, the Open Worldwide Application Security Project (OWASP) is a well-respected enterprise security community, and its No. 1 API security threat in 2023 was “Broken Object Level Authorization.” When someone authenticates using a service with an API, that typically goes through the web application firewall. However, most subsequent requests after authentication are APIs talking to each other, so communications no longer go through the web application firewall. This means IT has no visibility into how the API is being used. Cybersecurity teams need to be able to monitor API activity and, even more importantly, be alerted to anomalous API traffic that could indicate they’ve been compromised.
Finally, be careful how you use ERP data with AI, especially if you’re just plugging in data to a publicly available generative AI, such as ChatGPT. AI requires consolidated data on which to train, and if that massive data store isn’t properly secured, it makes a big, juicy target for cybercriminals. And if
people in your company are using generative AI via the web, train them to be very careful what they feed it. Many generative AIs train on the data in part on user input, which means your data could potentially show up in another user’s search.
As the system of record for a business, the ERP makes a very tempting target.
Implementing current cybersecurity best practices to protect it should be a top priority. However, the C-suite shouldn’t view this as a cost. It’s an investment that creates opportunity by building trust with partners and customers. The more protected your ERP data is, the stronger your competitive position will be. | MA
BALANCING TECHNOLOGY WITH LEADERSHIP
Mark Dolsen, Lifetime Achievement Award winner, believes in implementing automation to augment the workforce’s efficiency.
BY SUKANYA RAY GHOSH
Ground-breaking innovations often happen under great leadership. Good leaders always set their teams up for long-term success. To celebrate leaders and legends working in the industrial automation space, Manufacturing AUTOMATION introduced the Lifetime Achievement Award in 2024. This year, Mark Dolsen, president of TRQSS, earns this title.
Dolsen’s career in the manufacturing industry kick-started right out of high school. He had the opportunity to join a co-op program at General Motors Institute, now known as Kettering University. In the program, Dolsen studied for three months and then worked for the next three months at a sponsoring company. He was successful at getting a co-op placement at the General Motors trim plant in Windsor.
Dolsen holds a degree in Electrical Engineering. While serving as director of
operations, vice-president, and president of TRQSS, Dolsen completed a PhD in Industrial and Systems Engineering from Wayne State University, with a dissertation titled “Developing Innovation Capability in a Mass Production Organization.”
Over the next 40 years spent in the manufacturing industry since his first break, Dolsen established himself as a leader in the auto parts industry. Asked about his biggest achievements so far, Dolsen shares that he takes pride in the smaller steps taken throughout his journey that contributed to long-term success. As a young engineer at GM he helped implement a CNC cutting machine. Dolsen remembers that as one of the first applications of a PC as a controlling device.
“Another memorable incident occurred when I worked for a different supplier. We had a quality issue with an intake manifold that was causing a problem at the engine plants and subsequently the assembly
“Problem solvers will find ways to do things no matter how the technology changes, no matter what the technology does,” says Mark Dolsen.
plants, and we had to figure it out on the fly. Another colleague and I came up with a reliable method of finding the affected engines without having to start the engine or disassemble the manifold. We could quickly isolate the problem in the field and implement a fix back at the plant,” shares Dolsen. He adds that since such problems needed urgent fixes, they motivated him to innovate. Even today, the continuous opportunity to learn through the challenges keeps him motivated in his current role. As a leader, he now focuses on getting everybody in his organization to recognize problems and understand how to solve them. He believes that successful innovation is a result of “problem pull” rather than “technology push”. As such, problem identification is paramount, and he develops
At TRQSS, company president Mark Dolsen developed a strategy to remain competitive in the global marketplace through a blend of automation, lean production and employee engagement.
material to teach staff members at all levels how to recognize problems, and then collaborate to solve them. This includes everyone in the organization. Dolsen spends time on the manufacturing floor daily, engaging operators and encouraging their participation in continuous improvement. He encourages engineering staff to be constantly aware of new technology but in the context of how it can be applied effectively to solve specific problems.
“If you’ve got an organization that’s full of motivated problem solvers, you’ve got a very powerful organization because they will find ways to do things no matter how the technology changes, no matter what the technology does,” he says.
Adapting to a changing industry
While automation technologies were introduced a few decades ago, the goals have changed over time.
Dolsen recalls how in the 1980s there was a fascination with robots and automated guided vehicles. The push, he says,
was towards substituting direct labour with automation.
“A lot of the technology has certainly changed from when I started working. And over the years, we’ve gotten smarter about how to apply it. In the early days, a lot of robots were installed even when it may not have made any sense to add one,” he explains.
Dolsen adds that today, auto parts plants need engineers to be conversant and competent with mechatronics, no matter what their specific engineering discipline is. With AI in the mix, automation and technology are here to enhance the productivity of people and make them more capable rather than replace them.
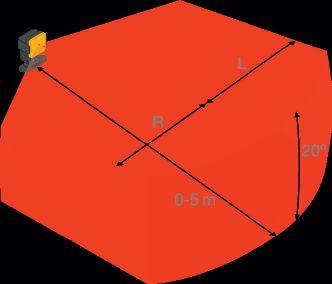
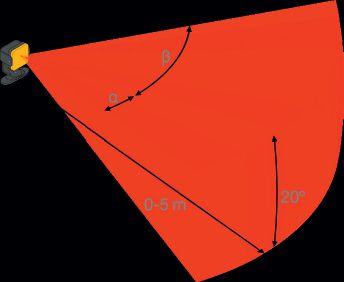
PSENradar now with FSoE and flex field of view sensor
“The expectations from the workforce are greater today. It’s not just about coming in and making widgets and leaving. We expect people to be able to interact with the advanced technologies and solve problems as they come up. And there are other reasons to use automation besides just displacing labour. There are sometimes specific quality checks that can only be done with automation. The approach is to enhance the capabilities of the workforce,” he says.
Leading automation and transformation
The younger generations in the workforce are not afraid of technology. Having grown
up with computers and cell phones, they are comfortable working with automation in manufacturing settings.
Dolsen has a systematic approach to implementing automation at his facility.
“We’re not going to automate something if we don’t have a solid, manual process first. It’s up to the engineers here to have thought the process through to the point where we understand everything about what it is we’re trying to do, and make the manufacturing process as lean as we can. You get all the waste and variation out of the process first, whether it is a machining process, an assembly process, or even an office process. If you try to immediately
implement automation, you’re going to create chaos very quickly,” explains Dolsen.
After ensuring that the manufacturing facility has a solid manual application, Dolsen suggests beginning to look at what would make sense to automate. He notes that it could be a very small piece rather than automating a complete system at the get-go.
“Once we have a solid process, we know how many people it requires and how it flows. So, we look at opportunities to enhance it through mechanization. It often begins with material handling. It has to be done cost effectively, while maintaining a little bit of flexibility as things are likely to change,” explains Dolsen.
Dolsen emphasizes the importance of incremental automation in ensuring success, especially as product life cycles keep getting shorter today. While automation can help, he explains that it is not realistic to expect that spending millions on machines can magically make problems disappear when the foundation is not solid enough.
Therefore, at TRQSS, Dolsen has introduced Lean Product and Process Development (LPPD) to bring together the product design, process development and production functions in the broader corporation to successfully manage profitability starting at the design phase.
Creating a success story
TRQSS, a company manufacturing seat belts, has remained competitive and stable in the market when many have struggled to maintain a footing in the industry.
Very early on, Dolsen developed a strategy for the business to remain competitive in the global marketplace through a blend of automation, lean production, and employee engagement, including a continuous improvement culture that is “top directed but bottom driven.”
Over the years, he has developed a deep understanding of the of the Toyota Production System (TPS) and methods and helped create a culture of learning through problem-solving. In the late 1990s, manufacturers of similar parts were relocating to Mexico to take advantage of low labour rates. Dolsen helped convince the corporate partners that it could be as cost-effective to remain in Ontario and implement the TPS techniques at a level on par with the Japanese parent plant. This strategy and management system maintained the
Dolsen believes in adding automation incrementally after establishing solid manual processes.
If you try to implement automation without having a solid manual process in place first, you’re going to create chaos very quickly, says Dolsen.
company through the financial challenges of 2008-2009 and supply chain disruptions caused by natural disasters (tsunami in Asia) and the COVID-19 pandemic.
Automation, says Dolsen, has been a crucial component of being able to stay competitive.
“Through the years, we’ve introduced a number of innovations with assemblies of seatbelt buckles, for example. The assembly of finished retractors gets very interesting, because now you’re talking about manipulating seatbelt webbing, which is very pliable and a challenge to fixture, but we have been able to do it. We’ve just installed a new operation that had never been automated before now. That’s
an automation innovation at our facility that helps us be more competitive,” shares Dolsen.
People are major drivers of success when it comes to automation initiatives. Dolsen shares that most people are motivated by systems and processes that can make their jobs easier.
“So, when you’re talking about automation projects, you talk about them early. You get people who are going to be using the technologies involved from the beginning. You discuss the rationale for the project and get their input. We send our employees to machine trials at vendor facilities. Our operators go with the engineers because they’re
going to be part of it as well. So, when the equipment comes in, they’re very familiar with it. They know how to operate it and they know it is going to make their job better,” explains Dolsen.
He adds that incremental improvements eliminate the need to worry about big change management. People have the skills to adapt and accept the technologies.
Dolsen believes in investing in people. At TRQSS, engineers are sent to the Siemens Mechatronic Systems Certification Program delivered at the University of Windsor to ensure that they have a basic competency in mechatronics. This training, completely paid for by the company, makes the engineers more knowledgeable when they talk to vendors.
“If you think about your operations strategically, put the right people in place, have processes and routines for all contingencies, and have competent people who can handle challenges with help from the right technologies, you have the recipe for success,” says Dolsen. | MA
Innovative Automation Solutions
CARLO GAVAZZI has the solution for your application needs, whether it’s our industry leading solid state relays & contactors, energy meters, monitoring relays, soft starters or sensors, available with or without IO-Link.
Contact us today, and one of our field sales representatives will show you why we are one of the fastest growing automation companies worldwide. We’ll even provide a free evaluation sample to qualified OEMs.
FLAIROP: ROBOTS LEARNING WITHOUT BOUNDARIES
FLAIROP’s approach integrates deep learning and data security to advance object recognition and autonomous grasping in robotics
BY TREENA HEIN
It’s been about a year since the innovative FLAIROP project (Federated Learning for Robot Picking) ended, a strong success and presenting exciting possibilities for future improvement in automated manufacturing environments and other scenarios.
In short, the project (involving academic institutions in Canada and Germany) has broken new ground in its creation of a way to allow collaborative machine learning across companies, benefiting all while at the same time protecting each participant’s sensitive data about line speed, bin object characteristics and so on. The Canadian project partners, led by principal investigator Dr. Alexander Wong, focussed on object recognition through Deep Learning, Explainable AI and optimization. The German partners contributed expertise in robotics, autonomous grasping and data security.
But while FLAIROP is officially over, team member Dr. Yuhao Chen (research assistant professor in the Department of Systems Design Engineering Vision and Image Processing Research Group at University of Waterloo) reports that “some of us are still involved in terms of presenting results to the world.”
Another team member Jan Seyler (head of Advanced Development Analytics and Controls at Festo) adds that the system can be downloaded and used by anyone. “Having intelligent automation systems that get better over time but do not have to
It’s a big step forward to have robots learn from each other. We will be able to develop more powerful AI to grasp more accurately without any failed attempts.
share sensitive data extends to many applications,” he explains. “The very first one is reliable grasping of unknown objects in cluttered environments [such as a warehouse], but we can expand to other handling tasks such as efficient packing. Other domains such as manufacturing, lab automation, food handling and many more also benefit as machines get more able to adapt to ever-changing environments and challenging tasks.”
Data privacy
To understand Federated Learning (FL, also called joint or separated learning) let’s do a quick review of machine learning in the robotic picking context. When using conventional machine learning methods, all data are collected and the AI is trained on a central server, explains Maximilian Gilles from the Institute for Materials Handling and Logistics at the Karlsruhe Institute of Technology (KIT) in Germany. However, FL enables use of training data from several stations with no sharing of sensitive data. “This is how we trained autonomous picking robots to reliably pick articles they have never seen before,” Gilles adds. “Due to the variety of objects stored in a warehouse, this is a very challenging task.”
In a warehouse setting, having a robot-camera AI system successfully distinguish among different items and select an appropriate grasping procedure requires large amounts of data. Even with the painstaking creation of large image databases
If different robots doing unique picking tasks can pool what they learn, improvement will be much faster.
for the AI to refer to, at this point, bin-picking robot systems need more development before they are completely proficient in succeeding every single time they select and grasp an object (and also in handling more complex situations).
If these robots learn alone, learning will be slow. But if different robots doing unique picking tasks at different companies can pool what they learn, improvement will be much faster and at all sites. But how can we do that while we keep data about bin objects, grasping speed and more, completely private?
Because as Chen explains, data is
everything. “The AI world is evolving super fast and new models are being introduced all the time, so that end of things is not a big concern,” he says. “The actual gold is the database. You can always train new models, but good data is everything and you want to keep that to yourself. However, with what we created in FLAIROP, companies can keep their gold but also get the benefits
of improving their bin picking models at a much faster rate than if they didn’t collaborate.”
Data security is not only a concern for individual firms. Existing privacy laws and data infrastructures differ across various jurisdictions, but it can also be challenging to aggregate data in collaborative projects even from different sites within one country.
FLAIROP MEMBERS AND MORE
FLAIROP involved scientists and engineers from Canadian and German organizations. Funding was shared between the two countries. The team included Kai Sandmann (Federal Ministry of Economics and Climate Protection in Germany), Maximilian Brock (Institute of Robotics and Mechatronics) and at Festo, Daniel Brauchle and Jan Seyler. At the Karlsruhe Institute of Technology (KIT), team members were Florian Leiser, Sascha Rank and Maximilian Gilles. Other members were from Canadian startup DarwinAI and University of Waterloo (including Dr. Alexander Wong and Dr. Yuhao Chen).
Federated Learning 101
Within the FLAIROP project, the first step of FL is for the ‘origin’ central AI to broadcast a ‘global training model’ to the bin-picking cells at different sites. Then, at each site, the model is uniquely trained and improved. After a set period of time, the improved model from each site is sent back to the central AI, where it is aggregated and collectively updated. A new and improved version of the ‘global training model’ is then sent back to all sites to start the next iteration. The process continues, to the benefit of everyone.
The ’global training model’ developed by the FLAIROP team is called Metagraspnet. During the final stage FLAIROP demonstration in Germany, Metagraspnet received a grasp training dataset from two sites and successfully aggregated them to produce an improved model.
Looking forward
When asked about what lies ahead for FLAIROP, Chen says he hopes that there will be an opportunity for Metagraspnet to be used in a real-world setting. There will be challenges, he says, but they can be overcome. That is, even though data privacy is not a concern, setting up systems to send and receive model training data requires the right mindset.
“This is a prototype and taking it forward will require companies to cooperate,” Chen notes. They also have to decide if the benefits of faster improvements in machine learning will be worth the investment in staff time and resources at the start of implementing a FL system, and also along the way.
Chen clearly thinks the benefits would be worthwhile. “It’s a big step forward to have robots learn from each other,” he says. “By doing this, we will be able to develop more powerful AI to grasp more accurately without any failed attempts. We will be able to make the machine learning model small and more efficient over time as well, training it to do multiple tasks and to detect objects that are new. We can also make it more resilient, for example in a situation where there’s one vision sensor that stops functioning but the robot can continue accurately grasping.”
For its part, Festo clearly sees the value in FL. The company is currently evaluating ways to bring the concept into FestoAX as an industrial-grade platform that can be used by various clients. Festo is also already using FL in selected customer projects. | MA
SCIENTIFIC APPROACH TO SUCCESSFUL AUTOMATION
Cutting corners in the automation planning process can have severe consequences.
BY JACOB STOLLER
The emergence of AI products on the consumer market has created a sense of awe about technology’s potential to transform our workplaces and our factories. There’s no doubt that the ability of machines to learn from their working environments is truly game-changing.
Our fascination with technology, however, often causes decision-makers to assume that technology can solve every problem, and to jump to solutions without considering the potential difficulties of automating a particular task. The catch is that many tasks completed by humans are more complex than they seem.
“There’s a very well-known phenomenon that we make assumptions that if something is easy for us, it’s easy for AI,” says Dr. Alexander Wong, University of Waterloo engineering professor, Canada research chair in the area of artificial intelligence, and a founding member of the Waterloo Artificial Intelligence Institute, “and if something is hard for us and AI does it well, we assume that means that AI does everything very well. For example, since AI can now beat the top players at chess and at Go, people assume that AI must be able to do everything well.”
Some of the simplest tasks for humans can often be enormously difficult for an AI-driven machine. “We assume that our neuromotor skills – the ability to pick things up, lift them, and manipulate them – are something that AI should be able to do as well,” says Wong. “But when you look deeper, that’s actually a super difficult problem. We actually evolved for millions of years to be able to do those things. And so, when we deal with automation, our expectations don’t meet reality.”
A new era
Robotics came of age as a mass-production technology, excelling in environments in which high volumes can be produced in static environments. More recently, manufacturing processes have become increasingly dynamic as manufacturers adjust to high-mix
low-volume markets. Consequently, manufacturers are increasingly looking at automation solutions that involve people and robots working together.
The matter is complicated by what’s become a perennial labour shortage. “Human labour has become the scarce resource in manufacturing,” says Anders Billeso Beck, vice-president for strategy and innovation at Denmark-based Universal Robots, “so the question of automation becomes ‘What does this actually mean to people in manufacturing?’”
The business case for justifying a robot, for example, has evolved considerably. “Ten years ago, it was all about ‘if I put in a machine there, I can get rid of two people.’ That would then be your business case, and you wouldn’t be thinking much about anything else. Today, there’s a much bigger thought. You might say, ‘I’ve got two people, and I need to figure out, ‘How do I get all the production I need to run out of the machines I have on the shop floor?’ And those two people need to be able to operate the technology we bring in, to be able to set up the equipment and change batches. They need to be able to own that technology
as part of their toolbox.’”
This new way of evaluating automation from a business perspective has been articulated in a concept called Positive Sum Automation. Instead of automation being about employee reduction, it’s now more about using automation to make workers, the scarcest resource, more productive.
“Part of our work is just critiquing that management approach, which I think is the classic publicly traded company approach to labour costs, which is that I want to minimize labour costs with automation,” says Ben Armstrong, executive director at the Industrial Performance Center at MIT. “The goal should be hours saved in indirect costs as a result of investing in automation.”
Whether or not management is committed to saving jobs is beside the point. What academic research has discovered is that the numbers used to justify technology with headcount reductions are no longer adding up. “What we find in study after study is that when companies automate, they’re having a really hard time cutting those direct costs,” says Armstrong. “When companies adopt robots, for example, they become more
productive, but they don’t ever really cut costs. They end up hiring more people. What they could do is improve productivity and essentially, transform how they grow.”
This failure to reduce the numbers through technology has had a devasting impact on the global productivity of manufacturing.
“The only gains in productivity that we had between 1990 and 2010 were from decreasing worker hours, not from increasing value-added,” says Armstrong. “But since 2010, we’ve seen productivity go down because we haven’t been able to increase value-add. So that’s a shocking chapter in our history.”
Adopting a scientific approach
Accordingly, would-be adopters of technology need to fully assess the work before automating it. Even if a solution proves to be viable, it’s important to determine if it’s really the best way to move forward.
“When evaluating a possible technology solution, I think it’s important to consider a solution that doesn’t use technology,” says Jamie Flinchbaugh, founder of consulting firm JFlinch. “Add that to the list and compare it with the others. If you end up choosing a technology solution, that’s fine, but don’t assume. There might be a perfect technology solution, but maybe the non-tech alternative that has no maintenance costs, no training costs and won’t become obsolete is better.”
Companies should also adopt an experimental attitude about technology where the risks of failure are accepted as part of a learning process. “As an educator, I want students to really understand that when something fails, it’s not the end of the road,” says Wong. “It’s about understanding why it failed, where the potential gaps are, and filling those gaps.
The question companies need to pursue
isn’t just whether or not automation will work – it’s also how it will ultimately increase the value that the company can provide for its customers. “If you’re not automating the right process, all you’re doing is doing bad things faster,” says Mark Borsari, CEO of Massachusetts-based wire brush manufacturer Sanderson-McLeod. “Ultimately, the biggest risk I see with technology is making sure everybody understands that there is a tipping point where you’re no longer a unique value-add culture that people are willing to pay for. Eventually, you’re just cranking out what somebody down the street with a plant full of robots can do.”
Companies that have developed continuous improvement cultures tend to have the mindset for this experimental approach. “A lot of companies that I see that are doing concentrated learning on how to use AI are driving that out of continuous improvement teamwork,” says Flinchbaugh. “This is because they recognize that adopting a transformative technology is all about experimentation and learning, and thinking about how work is done. That’s the way we should think about how AI comes into our workplace.”
US-based manufacturer Parker Hannifin, an adopter of the Lean approach, is one company that follows a similar approach. Essentially, the value of the robot has to be proven on the shop floor as a necessary tool to achieve a clearly defined (and quantified) improvement in the process. Part of that investigation is making sure the process is as simplified and efficient as possible before automating it.
“We don’t want to automate waste,” says former Parker-Hannifin VP Stephen Moore. “If we do decide we need a robot, just like we
would want to simplify an operator’s motions, we want to simplify the robot’s motions. Parts presentation and motion reduction are just as important to a robot as they are to a person.”
Moore recalls an incident where he divided a robotics implementation team into two groups – one to plan the robotic implementation, and one to work on simplifying the process. By the end of the week, the process improvement team had found ways to reduce the personnel required from three to two people and had alleviated a safety concern, thereby meeting the objectives of the project without having to purchase and implement the robot.
Looking ahead
Technology is not a magic bullet that will solve productivity problems by itself, nor can it be effective at automating defective processes. But in the hands of engaged teams that understand workplace processes and take pride in optimizing them, technology will be a powerful enabler for the future.
“There’s going to be a huge need for talent – people who can work alongside AI, or alongside cobots, and are willing to work and learn new skills,” says Kerry Siggins, CEO at Colorado-based manufacturer StoneAge. “If you aren’t able to attract those kinds of employees, and if you’re not able to help employees whose jobs might be replaced with AI learn new skills, I think you’re going to be left behind. So, you must create a culture where people want to work and learn. It has to be a workplace where people feel like they’re being reinvested in. That’s going to be really important.” | MA
Parts of this article are excerpted from Productivity Reimagined by Jacob Stoller, being released by Wiley on October 8, 2024
CONNECTING FACTORIES WITH DATA
While smart factories can collect large volumes of data, knowing what to do with it is the key to success.
BY JACK KAZMIERSKI
The future of manufacturing can be summed up in one word: data! We’re in the midst of the fourth industrial revolution, also known as Industry 4.0 or the IIoT (Industrial Internet of Things). This revolution is all about making factories smarter, more connected and able to gather and share data in real time.
Jason Bean, IIoT/Industry 4.0 market specialist for Pepperl+Fuchs says that we’re
seeing a global shift towards connected factories, and warns that some manufacturers might be looking at smart and connected factories in the wrong way.
“It’s not just about sensors or upgrading equipment,” he warns. “It’s about manufacturers realizing that they need to become data-first, AI-driven companies that just happen to make physical products.”
Bean, who is the founder of the Industry 4.0 Club and author of a book called, “From
Myth to Reality, Harnessing the Power of Industry 4.0 for Manufacturing Success ,” says that we need to stop thinking about smart factories as a tech project. Instead, we need to think of them as a people project.
“It’s about creating a data-literate workforce that can harness the power of AI to drive innovation and efficiency,” he explains. “And when they get that right, you can see some pretty exciting results, not just in productivity, but in employee engagement and job satisfaction.”
Rather than simply upgrading equipment and collecting data, Bean recommends starting the journey towards a smart and connected factory by focusing on the people. “Invest in training programs to help everyone from the operators to the executives better understand how to work with the data and AI tools,” he says.
The goal of the training should be to create a culture that embraces data-driven decision making, he adds, and getting everyone comfortable with the idea of working in this new paradigm.
Making sense of the data
While upgrading equipment and sensors is key to creating a robust inter-connected network, Bean says that it’s critical to first have AI platforms in place that can turn the vast amounts of collected data into actionable insights. “You can collect all the data you want,” he explains, “but if the AI is not turning it into something that an operator or manager can actually take action on, then you’re just wasting a lot of time and money.”
Colin Cartwright, director of business development at Murrelektronik Canada agrees. “It’s easy to bring data to the customer, but the customer now has a dilemma,” he explains. “How are they going to manage it? We’ve seen some factories eager to collect data from absolutely everything, but they need to be able to manage it, or the amount of data can be overwhelming.”
Benefits and metrics
There’s no doubt that smart factories are the future. Upgrading technologies and training people who can put all the data to good use is a must. Factories that don’t embark on
the journey towards Industry 4.0 will be left behind.
On the other hand, factories that do upgrade will see many benefits to quality control and machine uptime. “The goal of every factory is to make quality parts in the fastest time possible,” explains Cartwright. “Collecting data enables us to look at certain points along the production process and identify bottlenecks where we’re slowing down, or where we’re not meeting the production time that we want to.”
Machine uptime can be optimized by collecting and analyzing data about the equipment and machinery in use on production lines. “Collecting data on how long, or at what temperature a motor is running, for example, can tell you if it’s about to fail,” Cartwright adds. “It could be drawing more current because a mechanical part connected to that motor has not been greased properly and is drying out. Whatever the case, it’s better to fix a problem before it gets worse, rather than react to the breakdown once it happens.”
Other benefits may not be as easy to see or simple to measure, says Pepperl+Fuchs’ Jason Bean. “The biggest benefits probably go beyond your traditional metrics,” he explains. “You’ll see improvements in efficiency, quality and productivity, but I think the biggest game changer is going to be how it empowers the workforce. Done right, it’s going to create an environment where employees become knowledgeable workers. So, they’re no longer just following procedures; they’re going to use the data-driven insights to make decisions, solve problems and drive innovation in real time.”
The smart factory journey
The transition from status quo to a fully-connected facility takes time, explains Valerie Richardson, senior director of market development at Harting Americas. “You have to have a vision for your business,” she explains, “and part of that is identifying your strengths and weaknesses, which will help you identify your needs. Once you understand your needs, you can choose the areas that are most
critical or most strategic to upgrade.”
The starting point, she adds, will be different for every facility. “Whether they want to [upgrade] a particular machine or a particular subsystem within a factory, or the shipping and handling part of the factory, or something within the supply chain, it could vary.”
Richardson explains that this is not an “all or nothing” scenario. Rather, it’s a journey. “You start somewhere, maybe beta test with the most critical needs, and grow from there.”
The bottom line is that upgrading is no longer an option. While this journey may take time, it’s one that manufacturers can’t afford to ignore. “I think that it’s a bit of a risk to not upgrade,” Richardson concludes. “However, each company must decide when it’s right for them to do so. Some companies can afford not to upgrade right now, but they cannot afford not to be thinking about it. They need to start exploring that journey, get comfortable with the options that are out there, and understand how those options could positively impact them.” | MA
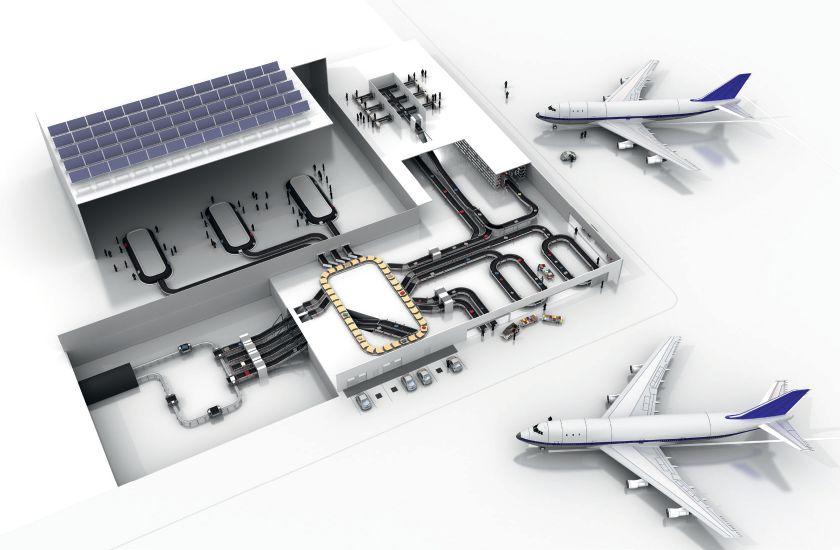
DRIVES AND CONTROLS FOR BAGGAGE HANDLING
Robert Barton, Cisco Canada’s chief technology officer, shares the Canadian perspective on the company’s recently
released State of Industrial Networking Report.
In July this year, Cisco released its 2024 State of Industrial Networking Report.
Based on responses from 1000 professionals, in 17 countries, operating in 20 industrial sectors, the report highlights topics such as cybersecurity urgency, IT/ OT convergence and anticipated impact of AI, among other things. Manufacturing AUTOMATION interviewed Robert Barton, Cisco Canada’s chief technology officer to understand the Canadian perspective on the different crucial topics covered throughout the report.
Manufacturing AUTOMATION: What do Canadian manufacturers consider the biggest external obstacles to their organization’s growth?
Robert Barton: Industrial sectors are facing the same obstacles that businesses across industries are facing. The Cisco State of Industrial Networking Report found that the top five external forces that are creating the biggest obstacles to growth are a shortage of skilled workers (42 percent), inflation (40 percent), cybersecurity risks (37 percent), supply chain disruption (33 percent) and the rise of AI (31 percent). While the potential of industrial transformation is clear, these hurdles need to be addressed for organizations to stay resilient and weather this evolution.
MA: How do these obstacles impact adoption of automation technologies and how are Canadian manufacturers addressing these obstacles?
RB: Evolving cybersecurity threats mean that manufacturers need to invest in secure automation solutions to protect their operational infrastructure. The main challenge comes down to how quickly manufacturers can adopt these technologies. Manufacturers are responding by increasing their spending on industrial infrastructure – globally, 63 percent have done so in the past year – and focusing on cybersecurity in their OT plans. This approach helps manage risks effectively and speeds up the adoption of automation technologies.
However, in Canada we know that just one percent of Canadian organizations are fully prepared to defend against today’s cyber
threats. So, more work needs to be done to improve overall security posture within Canadian companies.
MA: What kind of internal obstacles are keeping Canadian manufacturers from being more proactive with automation adoption? How do these obstacles impact cybersecurity health?
RB: Issues like outdated systems, skill shortages and differences between IT/OT teams can hinder proactive automation adoption among Canadian manufacturers. Legacy systems may not mesh well with new automation technology, requiring significant upgrades, while skill gaps mean additional training or hiring.
Adding to this, if IT and OT teams don’t collaborate effectively, it can create security vulnerabilities. Whether these issues occur separately or together, they leave networks exposed – jeopardizing an organization’s cybersecurity health.
MA: What opportunities do Canadian manufacturers have in terms of boosting their cybersecurity preparedness?
RB: The opportunities for Canadian manufacturers to boost cybersecurity are three-fold. First, investing in AI can automate threat detection and response, significantly enhancing security. Second, improving collaboration between IT and
OT teams leads to more robust security strategies. Finally, upgrading systems with the latest features helps close vulnerabilities and prepares manufacturers for the future ahead.
MA: Cisco’s global report notes that a significant 41 percent of firms’ IT and OT teams are working independently on cybersecurity. What are the pitfalls of this situation?
RB: When IT and OT teams work independently, we start to see fragmentation across security measures. Each team focusing on its own area often means the broader network – and all the touch points that exist within it – gets missed, leading to gaps in security. This lack of coordination not only reduces threat visibility but it also wastes resources, with duplication or misallocation being common. Consequently, without strong communication and collaboration, teams find it hard to respond quickly and effectively to cyber threats.
MA: What kind of opportunities would improved IT/OT collaboration open up?
RB: Improved IT/OT collaboration streamlines operations, boosts cybersecurity, and sharpens decision-making. By working together, teams can create more comprehensive security strategies that cover the entire network, rather than just isolated parts. It also enables the integration
of AI and other advanced technologies, leading to better resource use and quicker responses to cyber threats.
MA: According to the report, cybersecurity is top of mind for those operating industrial networks today. When considering emerging technologies, such as AI, how do you think the industrial networks space is going to progress moving forward?
RB: AI will play a pivotal role in automation. It can enable predictive maintenance and management, identify equipment failures before they occur, detect and respond to cyber threats more quickly and accurately and analyze vast amounts of data to provide actionable insights, aiding in better decision-making.
Although Canadian manufacturers are well-positioned to leverage these advancements, investment is crucial. Businesses are starting to act, with 42 percent rating AI as the second greatest spending priority in the next two years. Upgrading existing network infrastructure to support AI applications is another essential step.
Training the workforce to effectively leverage AI technologies is equally important, ensuring that employees have the necessary skills to maximize the benefits of AI. Finally, collaboration between IT and OT teams should be reinforced to seamlessly integrate AI solutions.
MA: Industrial data networks collect a lot of data. How do you think Canadian manufacturers should leverage this data?
RB: Now is a critical moment for Canadian manufacturers to use their data to supercharge their operations and drive innovation. By digging into this data, they can fine-tune performance, spot security weaknesses, and predict equipment issues before they even happen. This not only makes resource use more efficient but also sharpens decision-making. Plus, this data can train AI models, a huge advantage as manufacturers turn to this technology for new opportunities.
MA: The Cisco survey on the industrial operational networking landscape includes the following key takeaways: Prioritize cybersecurity in your OT plans; Introduce measures to encourage IT/OT
collaboration; Harness AI for competitive advantage. What advice would you give to Canadian manufacturers with connected factory technologies on the relevance of these takeaways in their day-to-day operations?
RB: For Canadian manufacturers with connected factory technologies, these
takeaways cannot be overstated. By integrating these key takeaways into day-to-day operations, Canadian manufacturers can build a secure, resilient, and forward-thinking industrial network. It doesn’t have to be all or nothing – consistent efforts to boost cybersecurity and efficiency will make a significant impact over time. | MA
REMOTE I/O MODULES
A WINNING HAND IN AUTOMATION
WAGO’s 750/753 Series Remote I/O modules provide the confidence to go all-in on your automation applications. With 16 fieldbus options and interoperability with higher level PLCs, they offer the most flexible, modular, and compact platform for stand-alone or distributed automation.
The benefits of a stacked deck
• Over 500 modules to choose from
• Simple and complex modules for easy data acquisition
• Cost-effective system upgrades
• Digital and Analog I/O with CAGE CLAMP® connection technology
SCAN HERE FOR A QUOTE!
wago.com/us /remote-io
ROBOTICS
Featuring integrated RC700E safety controller
Epson Robots expanded its 6-Axis robot lineup with its new C-B Series powered
by the RC700E controller with integrated SafeSenseTM technology. The series includes the C4B, C4LB, C8LB, C8XLB, and C12XLB. The C-B Series reportedly offers performance and flexibility in a compact footprint. It features advanced GYROPLUS vibration reduction technology for fast production speeds and smooth motion control. The
Innovate today for a new tomorrow
Realize your vision with Festo’s approach to smart automation. Partner with Festo today.
C-B Series offers multiple arm configurations with a reach of up to 1,400 mm. The products support payloads of up to 12 kg while maintaining a small form factor. The RC700E controller, featuring SafeSense technology, reportedly allows for safe human-robot interaction through safety-rated speed and position monitoring combined with a proper risk analysis. epson.com
HYDRAULICS & PNEUMATICS
A compact proportional valve terminal
Festo’s newly launched VTEP is a compact proportional valve terminal for multi-channel pressure control of small volumes. With piezo valve technology on board, it reportedly offers high precision, fast response times and dynamic control. Measuring under 120 mm wide, it is the latest addition to Festo’s portfolio of controlled pneumatics products. The pressure control of VTEP is extremely sensitive, accurate to less than 1 mbar. Piezo valve technology reportedly makes pneumatics extremely precise, fast and economical. The valves are silent, wear-free, have no particle abrasion or heat generation. In addition, piezo valves reduce compressed air consumption by up to 50 percent, which translates into significant energy savings. VTEP communicates virtually in real time via EtherCAT. VTEP is reportedly very adaptable due to its customizable control parameters. The terminal supports 1-5 valves and up to 10 working channels. festo.com/ca/en/
MACHINE VISION & INSPECTION
Imaging capability in short wavelength infrared spectrum
LUCID Vision Labs has launched the Triton2 SWIR, a 2.5GigE camera featuring www.festo.com
Sony SenSWIR 3.2 MP IMX993 and 5.2 MP IMX992 InGaAs sensors. These sensors reportedly enable the camera to capture images across both visible and infrared spectrums, with a pixel size of just 3.45 μm. The Triton2’s Factory Tough design offers IP67 protection, Power over Ethernet (PoE) and provides protection against shock, vibration, water, dust, and electromagnetic interference. It features active sensor alignment, a compact 44 mm x 29 mm form factor, M12 Ethernet and M8 general purpose I/O connectors, industrial EMC immunity and a wide ambient temperature range of -20°C to 50°C. The 2.5GBASE-T Triton2 reportedly enables rapid data transfer rates of 300 MB per second and supports standard CAT5e and CAT6 cables up to 100 meters. thinklucid.com
MACHINE TOOLS
Designed to drive down cycle times
HMI & OPERATOR INTERFACE
Headless HMI
FANUC America has added the new α-D28LiB5ADV Plus Y500 to its ROBODRILL vertical machining center (VMC) lineup. This new VMC reportedly features a larger table, shorter drilling and tapping cycles as well as more tools coupled with faster tool changes. The product features extended Y-axis stroke (500 mm) and increased table size, without increasing the ROBODRILL’s footprint. The new ROBODRILL speeds up drilling and tapping operations through a rapid Z-axis acceleration (2.2 G) and traverse rate (60m/min). It also features an expanded tool capacity of 28 tools and quick changes. The ROBODRILL Plus lineup is available in three model sizes, each offered in two choices: standard or advanced. fanucamerica.com
AutomationDirect has added the CM5-RHMI headless HMI featuring the functionality of the C-more CM5 touch panel HMIs. This HDMI-enabled device reportedly works with most HDMI display device to display real-time operational data. The remote access feature supports any windows PC, Apple iOS and Android smartphones and tablets with the C-more Remote HMI mobile app. The CM5-RHMI
supports numerous screen resolutions, provides an SD card slot and offers 90MB of user memory. The four integrated USB ports reportedly allow connections to industrial touch screen monitor displays that support USB interface or can be used for USB mouse operations. The two serial ports and two 10/100 Base-T Ethernet ports provide support for major protocols and enable connections to multiple devices. automationdirect.com
ADVERTISER INDEX
INDUSTRY WATCH
BY PAUL HOGENDOORN
Paul Hogendoorn is a serial entrepreneur that has built multiple manufacturing and manufacturing technology companies. He has been a regular contributing columnist for 15 years. For more on Paul’s current activities go to www.tpi-3.ca or email him at paul@tpi-3.ca.
Explaining the innovation adoption gap in Canada
Canadian manufacturing companies have long benefited from one of the best tax credit incentive programs in the world – the Scientific Research and Experimental Development Industry Tax Credit, more commonly referred to as SR&ED. However, at the same time, Canadian manufacturing companies have been lagging behind other industrialized countries as far as innovation and the adoption of new technologies on the plant floor go, even though there is a myriad of government-supported financial programs to do so.
I believe there are two primary reasons for this. The first is the pragmatic nature that is dominant in manufacturing companies, large or small. And the second has to do with the organization’s top-to-bottom culture.
At the recent SmartMTX event (held this past May in Red Deer), attendees were asked what the primary reason was that they were, or weren’t, adopting new technologies in their plants. The number one answer was a bit of a surprise to me. I expected the usual “too costly,” “too complicated,” or “shortage of skilled people or know-how.” The number one answer to the question was “lack of sufficient return on investment.” Financial incentives would make them investigate and consider the adoption of new technologies. However, if they couldn’t see the new technology giving them a clear and direct return on their investment in a relatively short period, they would continue investigating instead of implementing the technologies.
Let’s take a quick look at why the SR&ED ITC has been so successful, and why many of those same companies leverage it
to grow. The SR&ED program is different from many of the other innovation development and adoption programs in several key ways. 1) It rewards the company for taking the initiative in trying to develop new products, technologies or processes that the company inherently and innately believes will be a differentiator for them in the future. 2) The tax credit is applied to the time and energy invested regardless of whether a successful outcome is achieved or not. 3) It’s largely self-administered.
The entire SR&ED program centres on encouraging and supporting innovative companies to do the creative, innovative and exploratory things they believe they need to do to stay ahead in their marketplace. The internal momentum and creative drive are usually already present in these companies. The SR&ED tax credit itself is not the incentive or reason to do research, experiment with an idea, or try to develop it. It’s a reward and encouragement for doing it, and to keep doing it even more aggressively.
The human brain is said to have a creative side and a logical side. It’s the same with most
of our companies; they have creative thinkers, and they have logical thinkers. Manufacturing companies are dominated by logical thinkers. The goal is a perfect process that delivers the product the same every time, and on time. There are control limits, standard operational procedures and checklists, not to mention relentless pressure to fulfill the production requirement of that day. A lot of managerial energy is spent on the elimination of waste, reduction of downtime and errors or missed delivery times caused by deviation from the set pattern. In other words, it’s very rigid, and process rigour is what is pursued, and often what is rewarded.
Our “creative people” generally don’t fit well in this environment. They do one of two things: they leave, or they stay but their innovative initiative and inclination atrophies to non-existence.
There is no easy answer to the technology adoption gap question, nor is there a simple solution. However, through my exposure to some very successful and entrepreneurial Canadian companies, I can offer several suggestions and observations for manufacturers and technology
vendors, and even government funders to consider.
For manufacturing company culture, think of the term “creative” as “inventive”. Your company plant floor is filled with “inventive” people who believe it’s not their role to be “creative.” Start recognizing, encouraging and rewarding their inventiveness. (Yes, put some safeguards and boundaries in place, but encourage, recognize and reward the ideas and foster the attitude).
For technology vendors, don’t spend your time trying to convince your manufacturing customers that they have a problem they don’t yet see or recognize (and you’re the smart one who does). Give them the respect of having made payroll week after week, year after year; of having developed products from nothing more than ideas; of having built companies with customers that reward them with business year after year. Instead, look to understand the problems that they see. See it through their eyes, so that if a real and direct return on investment is there, it becomes as obvious to you as it is to them.
The future of the Canadian manufacturing industry hinges more on the inventive and creative nature of our companies and the people in them than it does on anything else. Incentivizing companies to make decisions and take paths that they wouldn’t otherwise take doesn’t seem to me to be as effective as rewarding companies for taking risks and pursuing the ideas that they believe they need to. I think we need to bet on them and their ideas to win. If we want to fund ideas and drive innovation, we should fund their ideas and their initiative, and this same attitude needs to permeate our manufacturing companies as well. | MA