Remote monitoring of motion control in manufacturing p. 10
SMART INVENTORY MANAGEMENT:
VTR Feeder Solutions boosts efficiency with vendor-managed inventory p. 12
WHEN SOFTWARE POWERS PRODUCTIVITY: Exploring the scope of software applications . p. 14
Innovative Automation solves taping challenges for Vuteq Canada with RoboTape. p.8
Multi-Axis Servo Systems with EtherCAT®
Complete Servo Systems starting at: $964.00 (100W)
LS Electric® iX7 Servo Systems
Starting at $964.00 (100W system with cables and I/O breakout)
LS Electric iX7 servo systems offer advanced multi-axis motion control along with EtherCAT networking. The EtherCAT protocol provides extremely fast, real-time, deterministic, and synchronized communication for high precision motion.
• 9 standard servo systems from 100W to 3.5kW
• Multiple input power options:
• 110VAC single-phase up to 400W
• 230VAC single-phase up to 2.2k
• 230VAC three-phase in all sizes
• Use with any CANopen over EtherCAT (CoE) compatible PLC/host controller or one with ModbusTCP capability
• Fully digital with 1kHz velocity loop response
• Matched gearboxes available for all systems in 5:1. 10:1, and 20:1 ratios
• 45-day money-back guarantee
• One-year warranty
EtherCAT® is a registered trademark and patented technology, licensed by Beckhoff Automation GmbH, Germany.
Online LS Electric Servo System Selector Tool
Use our LS Electric Servo System Selector Tool to size your system, and to specify all the required and optional accessories for YOUR application. Get ALL the parts you need on the first order!
www.automationdirect.com/selectors/ls-ser vo
Need an EtherCAT controller?
LS Electric® XGB PLC CPUs starting at $279.00 (w/FREE soft ware)
The LS Electric XGB PLC controls up to 16 axes of EtherCAT® motion with several positioning methods including linear, circular, helical, and ellipse interpolation. Seven homing routines are also available and the FREE software offers a graphical interface so you can see the motion in action! The XGB series PLC is a perfect control solution for:
• Palletizers
• Pick-and-place applications
• Rotary tables
• Flying cutoff systems
• Precision machining tools
• Automated welding systems
• and much more
PLC systems with a 4-axis EtherCAT positioning module starting at $629.00 (not including servo system(s))
Orders over $49 get FAST FREE SHIPPING
Our shipping policies make it easier than ever to order direct from the U.S.!
Fast free standard shipping* is available for most orders over $49 U.S., and that includes the brokerage fees (when using an AutomationDirect nominated broker). Using our choice of carrier, we can reach most Canadian destinations within 2 to 3 days.
*Free shipping does not apply to items requiring LTL transport, but those shipments can take advantage of our negotiated super-low at rates (based on weight) that include brokerage fees.
See Web site for details and restrictions at: www.automationdirect.com/canada
PLC
Leveraging
Innovative Automation solves taping challenges for Vuteq Canada with RoboTape.
By Sukanya Ray Ghosh
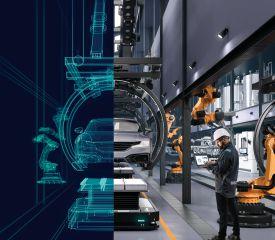
Remote control
The expansion of remote monitoring of motion control in manufacturing.
By Treena Hein
Smart inventory management
Exploring how VTR Feeder Solutions boosts efficiency with vendor-managed inventory
By Colin Cartwright
software powers productivity
Manufacturing has come a long way since the days of Henry Ford, and modern software is taking us places we couldn’t have imagined just a few years ago.
By Jack Kazmierski
FROM THE EDITOR
Data in the driver’s seat
Data is now considered one of the most powerful tools for businesses. Every minute of our lives, we are surrounded by technologies and applications that collect data. At home, for example, sensors in smart fire alarms can pick up fire threats and send alerts to an app on our phones. This allows us to monitor and take action remotely if needed.
On an industrial level, data has gone from being a passive byproduct of processes to a strategic asset that now holds the reins of success for manufacturers. In fact, today, it’s clear that data is not just a tool for analysis – it’s in the driver’s seat, steering manufacturers toward a smart and connected future.
Automation technologies like artificial intelligence and the Internet of Things are now becoming staples in most operations. With a plethora of data collection sources in place such as SCADA, PLCs, controllers, IIOT gateways, databases and more, we have very well connected factories with complex processes. As a result, the volume of data being generated by all the smart technologies has been growing exponentially. Long gone are the days when manufacturers had to decide whether to collect data. Since most automation technologies have that power today, the shift is towards understanding how to capitalize on the data collected to make tangible improvements to the operations.
An important use case of most automation technologies in manufacturing is the ability to integrate data and analysis into daily operations. Most equipment in modern factories, including production lines, can be embedded with sensors that connect with other tech, allowing manufacturers to not only collect data in real time but also analyze and predict outcomes. These insights are especially crucial as decision makers can now keep track of machine health,
product quality and overall productivity and efficiency. In addition, it is now possible to foresee potential issues in different areas of the manufacturing operations, allowing to course correct ahead of time, thus preventing unnecessary downtimes in busy production cycles.
While the benefits of being able to capture and harness data in real-time are undeniable, the danger of being overwhelmed by the sheer volume of data being collected is very real. Not all data is useful and not all of it is needed at all times. Hugo Lafontaine, in his keynote at the 2024 Future of Automation virtual event, explained that the decision-makers need clarity on what they are trying to achieve. He added that human beings cannot consume data. Rather, we need information. That is why we have software tools, excel sheets, graphics and more. We consume information. So, we need to convert data into information that we can act upon. Lafontaine further explained that while connected machines can interact to analyze and optimize some of the data, the expectation is for people on the plant floors to leverage the information. Therefore, it is important to have the data organized properly. He added that the key to the success of any digital transformation journey, for any manufacturer, is to figure out where you want to be, and to have the data accessible, secured and structured.
If you were unable to attend the 2024 Future of Automation, check out the recordings of all the sessions at automationmag.com
On a separate note, our 2024 Systems Integrator of the Year – Innovative Automation – has created an ongoing positive automation journey for its manufacturing customer Vuteq Canada. Read all about it in our cover story. Heartiest congratulations to Innovative Automation! | MA
Reader Service
Print and digital subscription inquiries or changes, please contact customer service
Angelita Potal
Tel: 416-510-5113
Fax: (416) 510-6875
email: apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400 Toronto, ON M2H 3R1
EDITOR
Sukanya Ray Ghosh srayghosh@annexbusinessmedia.com Tel: 416-510-5225
JIM BERETTA, President, Customer Attraction and host of The Robot Industry Podcast
JONATHAN GROSS, Managaing Director, Pemeco Consulting
MIHAELA VLASEA, Associate Professor, Department of Mechanical and Mechatronics Engineering and Research Co-Director, Multi-Scale Additive Manufacturing Laboratory at the University of Waterloo
SHELLEY FELLOWS, Past-Chair, Automate Canada
STEPHANIE HOLKO Director, Project Development at Next Generation Manufacturing Canada
WALTER GARRISON, Former Advanced Manufacturing Business Consultant for City of Mississauga
Niagara College received a $4 million investment to advance manufacturing in southern Ontario. On October 16, the investment was announced by the Federal Economic Development Agency for Southern Ontario (FedDev Ontario) to support the Southern Ontario Network for Advanced Manufacturing Innovation (SONAMI). With this new funding, SONAMI will further build the capacity of southern Ontario’s advanced manufacturing sector with an emphasis on clean growth through programming that supports commercialization, scaling of firms and fostering innovation solutions. In addition, the network plans to develop the future workforce and talent by engaging and training students on real-world projects with participating companies, acting as a hub for clients and partners to support industry needs through referrals and collaborations.
NEW DIGS
Weidmuller Canada opens state-of-the-art Customer Experience Center
Weidmuller Canada has opened its new Customer Experience Center at its headquarters in Markham, Ontario. The company shares in a statement that the state-of-the-art 600 sq. ft. facility is designed to provide customers and distribution partners with an immersive, hands-on experience of Weidmuller’s latest products and solutions. The facility also houses a dedicated training centre.
“We are thrilled to offer this dedicated space. Our sales representatives can now invite customers into our facility to explore the extensive range of our offerings, particularly our Wire Processing Centre and printers. It has been challenging to convey the true value of these products without demonstrating them in person. Now, it’s much easier,” says national sales manager Kevin Blair.
SYSTEM INTEGRATION
Festo Canada launches Certified System Integrator Program
Festo Canada recently introduced its Certified System Integrator Program to match end users with highly skilled system integrators, providing the validated know-how and expertise to turn the aspirational into the realizable. The company shared that its Certified System Integrator Program is suited for Canadian end users and projects of all sizes. It might be an auto parts manufacturer that requires a machine retrofit to get more precision and data logging, or an end user in hardwood manufacturing that wants to build a complete line to rectify wood planchet, add grooves, sand and varnish the surface to produce final hardwood flooring. Participating system integrators are certified by Festo Canada after successfully completing the company‘s extensive online training for multiple competencies. | MA
QR CODE
CELEBRATING GERMAN AUTOMATION AND INNOVATION IN CANADA
BY KIRSTYN BROWN
On October 31, 2024, the Toronto Congress Centre hosted the sixth annual German Technology Day (GTD). This one-day event, which began in 2019 with just four participating companies, has evolved into a unique platform for industrial automation and advanced manufacturing, featuring a record 30 companies this year.
The purpose of GTD is twofold: to highlight the latest trends in industrial automation and advanced manufacturing, and to create new opportunities for mutual exchange. The event serves as a critical hub for promoting innovation and technological progress among the two countries.
Tjorven Bellmann, Germany’s Ambassador to Canada, stopped by the show as part of her first official visit to the province of Ontario and expressed her excitement at seeing so many companies showcased.
“I really wanted to see the show today because part of my job is to promote, of course, German business as well, and open up opportunities for cooperation between German and Canadian businesses,” she said. “This is a great show because a lot of the companies that are here today are small- and medium-sized enterprises, familyrun. Most of them are leaders in their specific area and very well known in the European market but not all of them are known here in the Canadian market. So I think it’s a great initiative. The show has grown over the years and it’s just exciting to see all this excellence of automation and manufacturing here. We hope that it can bring benefits to both sides and create jobs here and opportunities for both sides,” she said.
This year’s exhibition hall showcased innovations in artificial intelligence, machine learning and solutions tailored for sectors such as manufacturing, automotive, robotics, building automation and smart city initiatives. Attendees were able to get an upclose and comprehensive look at how these technologies are transforming industries and enhancing efficiency.
Besides the original four companies that launched this event – Pilz Automation Safety Canada, Rittal Limited Canada, Wago Canada, and EPLAN Canada – many new participants contributed to a diverse and engaging atmosphere, highlighting the growing importance of collaboration and knowledge sharing within the tech community.
“Canada, I think, is still a bit of an undiscovered jewel,” added Bellmann. “Our relations are very strong, we are very like-minded, and business ties are growing. But there’s still, I think on both sides of the Atlantic, so much
to discover about one another. We are very excited that Canada is the guest country at Hannover Messe next year, which is a huge opportunity.”
GTD also offered educational seminars led by 20 companies, providing attendees with valuable insights into the latest technologies and innovations. | MA
1. Attendees eagerly conversed with exhibitors.
2. Dignitories at the 2024 GTD event
3, 4, 5, 7, 8 Exhbitors at the 2024 German Technology Day were present to showcase the latest German automation innovations in Canada.
6. Exhibitor presentations offered additional information on technological applications.
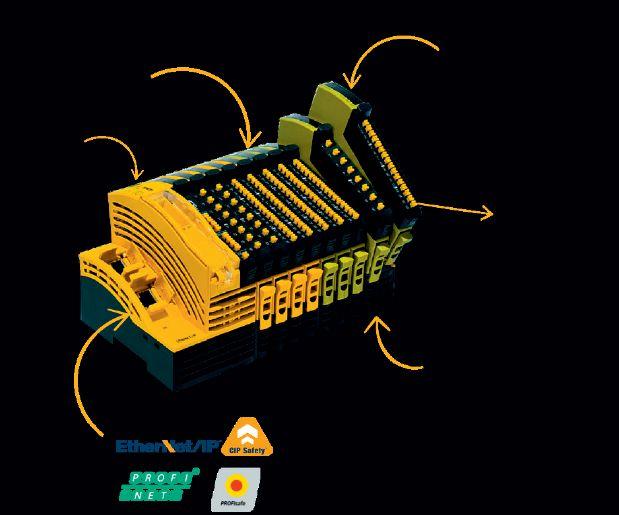
Enhance your safety, performance, and ease of use with PSSuniversal 2 from Pilz
One I/O platform, many control systems
Simple integration using free PASconfig software
Clear diagnostics
TRANSFORMATIVE TAPING TECHNOLOGY
Automotive parts manufacturer Vuteq Canada improves productivity with automated taping solution from Systems Integrator of the Year award winner
Innovative Automation.
BY SUKANYA RAY GHOSH
As a systems integrator, Innovative Automation’s vision is to “be the first choice provider of automation solutions to global leaders in manufacturing.” This is a vision the company takes seriously and strives to achieve every day.
Founded in 1989, Innovative Automation has been offering design, engineering and machine building and development services as well as complete automation solutions. Building on its knowledge, in 2019, the company identified a gap in the market for an off-the-shelf solution for the automated application of tapes and adhesive-lined products. This led to the development of its patented RoboTape™ system.
Vuteq Canada, a Tier-1 automotive manufacturer in Ontario, became an early adopter
2024 SYSTEMS INTEGRATOR OF THE YEAR
of the RoboTape technology. A Vuteq team member came across the RoboTape solution online when looking for automated taping applications. Vuteq had previously worked on a project where the entire process was completed manually. However, when the team was required to produce the same part again, they decided to work with Innovative Automation and the Robotape system.
Solving Vuteq’s taping needs
A service door cover is one of the many parts that Vuteq produces. Some of these covers require upwards of a 1.6 metre-long strip of crushed EPDM Foam to be applied around the perimeter of the parts over complex contoured geometry. This process was traditionally manual, time-consuming and prone to quality issues due to the difficulty of consistently applying foam tape over approximately 1.6 metre length, per part, throughout a production day.
To address these challenges, Innovative Automation designed and built a custom robotic work cell featuring a Fanuc M10 6-axis industrial robot and a RoboTape system on a standalone workstation that has parts manually loaded and unloaded. The RoboTape system feeds material from a payout unit that accommodates a bulk spool located outside the work cell. A buffer system on the payout allows an associate to splice in a new spool while the work cell continues to operate, eliminating downtime associated with changing the spool of tape. The tape is fed to an application head mounted on the robot, which applies the tape to the parts.
The work cell includes spaces to receive two changeover nests, allowing Vuteq to produce either left hand and right hand parts simultaneously or individually. The machine time to apply the tape to two parts is less than 36 seconds. The system’s flexibility
The Vuteq team with one of its Robotape installations at their facility. PHOTO: VUTEQ
accommodates multiple models through the generation of multiple robot programs. For this project, four nests, left hand and right hand for two different automotive programs were provided.
For quality control, the work cell features two Cognex IS2000 cameras that perform post-inspection to ensure the tape is applied within the appropriate tolerance. The RoboTape system can also accommodate other tapes, such as felts, 3M™ VHB™ tape, double-sided tape or Velcro, with a simple physical changeover that can be performed in less than 10 minutes. This will allow customers like Vuteq to easily repurpose the capital for future programs.
Dave Andrew, maintenance engineering specialist at Vuteq, says that the benefits of the automated taping system have been enormous. The ergonomic and safety savings are crucial as Vuteq’s team members do not have to risk hurting themselves throughout the repetitive taping motion. In addition, the company is reaping the cost-benefit of being able to divert its personnel to other necessary and complicated tasks that require human supervision.
After less than two years of successful production, the demand for the cell exceeded its available time. Vuteq then
commissioned Innovative Automation to build a duplicate machine in 2024, including the base frame, control system, robot, vision inspection and RoboTape system. This second cell allowed the previously supplied tooling to have a dedicated cell to run on, maximizing production efficiency and providing a faster payback on their investment.
Working with manufacturers
Michael Lalonde, president of Innovative Automation shares that the systems integrator’s core business is custom machine building. Therefore, the company is often presented with manufacturing challenges and requests to design customized solutions.
“This was a perfectly suited situation where we had the opportunity to bring our patented technology from our other division, RoboTape, to integrate as part of the overall custom solution. So, the custom machine cell was built to Vuteq’s specifications. And then we layered in the RoboTape system to perform the required function,” explains Lalonde.
Explaining the typical process of working with manufacturing customers, Lalonde shares that Innovative Automation builds the equipment at its facility and ships it to the customer. The systems integrator’s team trains the end-user on the equipment and performs a runoff to ensure that it meets the specifications of the manufacturer. Providing support after the installation is standard as Innovative Automation ensures that the system functions as it should.
“Once our customers go into production, sometimes we discover new things and new opportunities. Our team is always geared up to support the updates to the equipment,” explains Lalonde.
The company’s customers also sometimes return after a period of time looking to retool or repurpose the capital invested in an automated solution that has run its initial course.
After the initial introduction of a single RoboTape cell, Vuteq has subsequently brought in two additional RoboTape systems. Dave Andrew shares that Innovative Automation has continuously worked with the Vuteq team to make improvements.
“With the first machine, early on, we had a failure with an actuator that cuts the tape. Innovative Automation reworked it to make sure we got the required force. With the second version of the machine, we got a different type of cutter actuator with a new design as an improvement. It did not have that problem again,” explains Andrew.
Innovative Automation works with manufacturers on automation projects of all sizes. Lalonde shares that they can be as small as $150,000 to as big as $15 million. Therefore, the schedules and the process depend on the scale and scope of each project. However, says Lalonde, the systems integrator looks at the bigger projects as a combination of smaller projects.
“Every project has a lead for each discipline – mechanical, electrical and fluid power, design, mechanical build, wiring, programming, and a dedicated project manager. Depending on the size of the project, we may have teams working under those leads. So, a small project will only have a lead, whereas a large project will have a lead with a group of individuals working under them, and the lead coordinates everything to match the scope in the contract,” explains Lalonde.
Automation support
Innovative Automation’s goal as an integrator is to be open to all the different technologies available in the market today. Its diverse team of programmers is cross-trained in multiple platforms, whether different brands of PLCs or robots, software or other automation platforms. This allows the company to support every customer and make sure that it has multiple resources to support every aspect of the equipment.
In addition, the systems integrator extensively documents system details and also trains its customers so that customers are able to become self-sufficient in the long run. This ensures that the end user can minimize their downtime when dealing with any surprises.
Lalonde shares that with RoboTape, the company has spent time and effort developing and understanding the landscape of material converters. “We’ve worked with the various vendors to make sure that they understand the quality requirements of the tape to be able to successfully run through an automation cell.”
Discussing the advantages of building longterm relationships with systems integrators, Andrew shares, “I find that when you work with the same automation supplier, you get the product that you expect because they’ve already worked with you on other projects. So, the interface of the machine, how it operates and how to run all the systems is not completely new learning. We do design reviews with them and the equipment is standardized so that we get the same result each time.”
For Vuteq, the experience with the RoboTape installations has been extremely positive. | MA
Innovative Automation created RoboTape when it identified a gap in the market for an automated off-the-shelf taping solution.
REMOTE CONTROL
The expansion of remote monitoring of motion control in manufacturing BY
TREENA HEIN
There are various reasons why remote monitoring of motion-controlled manufacturing equipment – let’s call it instantaneous detection of anomalies off-site to enable rapid intervention on-site – is growing. Managers may not be at the plant all the time, for example, and if technical specialists can advise or fix problems without being flown to a factory in a different region or even country, that’s a plus in all sorts of ways. Remote machine condition monitoring can also help with long-term strategic maintenance planning, tracking production levels, quality control and more.
Will Morris, category manager at RS Industrial Solutions & Electronic Components, explains that “since motion control inherently involves moving parts and machines, it’s a very popular application for remote condition monitoring. With many applications running up to 24 hours a day, condition monitoring has become critical to helping avoid expensive downtime.” Indeed, just one company that implements remote monitoring systems in manufacturing and other environments states that it alone has connected over 500,000 machines to remote monitoring worldwide.
As mentioned, with today’s complex manufacturing technologies, remote monitoring saves money since an expert does not need to be flown to the manufacturing site, a trip which may take one or more days. It also enables problems to be solved right away, rather than when the specialist arrives. This is the case for Burlington, Ont.-based Bosch Rexroth Corporation, which provides remote monitoring of motion control for a sawmill customer located in the U.S.
At today’s newest sawmills, advanced motion control is used to ensure the blades are positioned to cut logs so that the absolute maximum widths and lengths of lumber are produced, reducing waste and maximizing profits. Cutting takes place after the log has
undergone rapid 3-D scanning for shape, warp, weft and other characteristics, and the related software has determined the best cutting pattern. At its customer’s sawmill, Bosch Rexroth provides remote support, explains sales product manager Connor Robinson, “by logging into their machine control to help with troubleshooting of both the hydraulics and motion control system.”
WEPA UK, a tissue manufacturer in England has also had remote monitoring implemented for various PLC-controlled tissue-cutting and rolling machines at its plant in Wales so that live production data and machine downtime would be visible to managers not just on site but also at remote offices. Platcon designed WEPA’s system using an Ewon Flexy 205 platform from HMS Networks to capture and transmit live production data and any machine alarms. The communications network connects the various machines’ PLC control systems (a mixture of Rockwell and Siemens PLCs) to manager-viewed display screens using TCP over Ethernet protocols.
HMS Networks states that its system “allows machine builders to verify the operation of their equipment in the field, maintenance personnel to monitor it to analyze trends and optimize maintenance plans, and production engineers to manage throughput in real-time. In addition, data can be automatically logged to provide comprehensive tracking and tracing capabilities.”
Tracking underlying issues
Motion control systems rely on the smooth functioning of electric motors, bearings and other moving parts, and with remote monitoring, operational parameters such as excessive or otherwise abnormal vibration patterns are detected instantaneously. Excess heat or even small changes in temperature can also be remotely detected in bearings or other rotating equipment where there’s too much friction from metal-on-metal contact. “Normal temperatures can be measured to
determine a baseline,” Morris explains. “Then, thresholds can be set to alert when there are excessive heat levels, so the equipment can be inspected before a complete failure.”
Energy consumption of electric motors in motion control systems is another example of condition monitoring that can be done remotely. If a motor is pulling more amps than it’s rated for, those receiving the alert off-site or on-site can act before the motor fails. Excess electricity draw “could be a sign of a blockage somewhere in the system,” Morris explains, “causing the motor to struggle.” He adds that if these conditions persist beyond a set period, machines can also be pre-set to automatically shut down in a safe manner. Whatever the manufacturing application or specific condition parameter being monitored, there is now a wide variety of sensors that can be placed on motors and other assets to detect potential problems well in advance of the issue being noted in any other way. The data can also be stored and accessed remotely for later use or analysis. Today’s advanced sensor technologies, higher-quality (5G and 6G) internet connectivity and longer Bluetooth distances make remote monitoring easier than ever to implement. SKF Axios, for example, has wireless condition monitors for vibration and temperature data collection and analysis with a Bluetooth transmission distance of up to 29.87 meters.
Motors and bearings aside, the PLC function is another important aspect of motion control that can be remotely monitored. A remote monitoring system can detect whether a PLC is sending correct motion commands in simple conveyance or multi-axis control systems, but root cause analysis is also now possible. Companies like Olis Robotics now offer a comprehensive remote look at local and field I/O, motor/motion control tags and memory registers to understand the functioning of an entire PLC system. The company states that “any data point that might indicate a fault or alert can trigger a response from a remote engineer and
return the system to faster operation, saving countless dollars of costly downtime.”
Managing remote monitoring
Keep in mind that integration of remote monitoring into existing infrastructure (to decentralize sensors and actuators) will involve management of digital inputs, digital outputs and I/O modules.
Data security is paramount. Robinson stresses that remote access must be secure (fully encrypted) with appropriate permission management in place (based on job title,
and with multi-factor authentication). At the same time, remote access cannot compromise the integrity of the production process.
Looking ahead at data security in remote motion control monitoring, Robinson and his colleagues “can see third parties becoming experts in this field, specializing specifically in Virtual Private Network (VPN) applications and software. We think ctrlX Automation is the future as you can simply add any of these third-party apps and have a secure VPN.”
He adds that “manufacturers may want to keep existing (old) systems running and need ways of logging into legacy controls.” This means incorporating a platform such as the Bosch DeviceBridge App, which acquires and processes manufacturing data and delivers it to upstream IT applications like MES in the demanded format, and which supports all major industrial communication protocols (Ethernet/IP, S7 Protocol, Modbus, MC Protocol, MT Connect, Serial, OPC, etc.)
Robinson and his colleagues also believe “technical support will be part of the offering from the supplier, and an expectation.”
On that front, Solo Labeller Technology, an Asia-based manufacturer of labelling machines, is now providing IoT on its equipment to remotely monitor motion control parameters and other aspects of machine operation for customers. The system will alert those on site if there’s an alarm sent from a machine on-site to Solo Labeller relating to problems with the precise handling and label-affixing of customer products, enabling those on hand to work with Solo Labeller to rapidly troubleshoot and solve the issue.
Another equipment manufacturer, A.G. Stacker, has also implemented remote monitoring in its machines. The company’s automated handling and stacking machines are sold around the world, each employing a sophisticated automated system with drives, PLCs etc. Remote monitoring was first offered as an option by A.G. Stacker, but it’s now standard. In addition, A.G. Stacker is also currently working to retrofit its older machines in the field with the goal of having remote monitoring available to all its customers. | MA
Innovative Automation Solutions
SMART INVENTORY MANAGEMENT
Exploring how VTR Feeder Solutions boosts efficiency with vendor-managed inventory BY
COLIN CARTWRIGHT
VTR Feeder Solutions, a company that designs vibratory feeding systems, has always been committed to providing innovative and reliable solutions. As it has grown and modernized its approach to turnkey, standalone feeding systems, the company has adopted cutting-edge technology to stay ahead of the curve.
Despite its advancements in product design, VTR recently faced a common challenge among manufacturers – inefficiencies in inventory management.
This case study explores how VTR partnered with Murrelektronik to implement a Vendor Managed Inventory (VMI) system that transformed its cable and connector management, optimized machine build times and improved overall operational efficiency.
Inventory management challenges
Founded in 1995 by Tom Davies, VTR initially set out to provide reliable feeding solutions with a focus on hand-fabricated stainless steel bowls. Over time, the company
evolved, embracing precision machining to manufacture high-tolerance vibratory and flex feeders. Today, VTR operates out of a 67,000-square-foot facility in Grimsby, Ontario, with a growing footprint that includes a machining operation in Florida.
Despite its innovative products and strong market presence, VTR found itself grappling with inventory management challenges – particularly with sensor cables, network cables and connectors. The inadequacies of its existing system resulted in delays and other issues in machine assembly. According to Lucas Sinclair, the Controls Group lead at VTR, there was essentially no formal inventory management system in place for cables and connectors.
“We had a large stock of cables upstairs, but no one knew exactly what was up there,” explains Sinclair. “If someone needed a cable, they had to go searching for it. Sometimes, we’d end up ordering more of something we already had in stock, or worse, we thought we had it but didn’t. It caused delays and disrupted the flow of our assembly process.”
Without an organized system, VTR’s technicians faced potential delays in production,
costing valuable time and money. In addition, the manual process of managing cable stock created inefficiencies, particularly when technicians struggled to locate the right parts or realized too late that they were out of stock.
Implementing a Vendor Managed Inventory (VMI) system
Recognizing the impact of inventory mismanagement on its operations, VTR collaborated with Murrelektronik to implement a VMI system tailored to its specific needs. The goal of the VMI system was to streamline the management of cables and connectors, reduce unnecessary purchases and ensure that critical components were readily available during machine assembly.
The solution was simple but effective. The VMI system centralized VTR’s cable inventory into a single, well-organized location, with designated bins for each type of cable and connector. The system was designed to monitor stock levels automatically and trigger reorders when inventory dropped below a certain threshold.
Sinclair notes how the system changed the company’s approach to inventory management. “Before, it was a little chaotic – a bit of a free-for-all for cables. Now, everything is organized. We have bins for everything, and the system tracks what’s taken out and assigns it to a specific job.”
This level of organization was a significant improvement for VTR. The VMI system also provided visibility into inventory levels, reducing the need for emergency purchases and ensuring that the right parts were always on hand when needed.
Boosting efficiency and reducing downtime
With the implementation of the VMI system, VTR quickly saw a notable improvement in its assembly process. The most significant benefit was the reduction in downtime. Prior to the VMI system, technicians could spend
VTR controls group lead Lucas Sinclair puts the final touches on a VTR feeding system.
up to 15 minutes searching for cables, which multiplied across the team, could add up to hours of lost productivity each month.
This newfound efficiency had a direct impact on VTR’s build times. With the right components readily available, technicians could focus on assembly rather than inventory management.
Sinclair explains how the system improved workflow. “We have a designated area where everything is organized. The guys come in, sign out what they need, and go back to work. It’s assigned to a job number, so we can track what’s used and when.”
In addition to streamlining assembly, the VMI system also improved the accuracy of VTR’s inventory, especially for critical components. Previously, the company struggled to account for every cable and connector used on a job. Now, the system provides accurate reporting, allowing VTR to track costs more effectively and minimize waste.
Cost savings and operational benefits
One of the key outcomes of the VMI system is the reduction in unnecessary spending. VTR’s previous inventory issues often led to over-ordering or rush orders, which increased costs. With the VMI system, these problems have become a thing of the past.
“We used to waste money ordering extra cables because we didn’t know what we had in stock,” shares Sinclair. “Now, the system keeps track of everything. So, we don’t make that mistake anymore.”
By automating the reordering process, the VMI system also minimized purchasing overhead. Instead of manually managing stock levels and placing multiple orders, VTR can rely on the system to handle the heavy lifting. This frees up time for the purchasing team to focus on more strategic tasks.
“We no longer have to issue rush orders or scramble to find parts,” adds Sinclair. “The system automatically triggers orders when stock is low, so we always have what we need.”
Here’s what the VMI system has brought to the table for VTR:
1. A place for everything, and everything in its place: Every cable and connector has its own designated spot with an easyto-find bin number.
2. Real-time stock levels: No more guessing games about what’s in stock.
3. Automatic reordering: The system triggers new orders before they even realize they need them.
4. Cost awareness: Because VTR chose to show the list price of each item in the VMI system, the assembly team tends to think twice about wasteful practices like cutting long cables and throwing away the offcuts.
Perhaps one of the most unexpected but welcome outcomes of the VMI system was its positive impact on team morale. The frustration and stress sometimes associated with the inability to find the right cable when you need it has become a thing of the past.
Ana Karenina, VTR’s sales and marketing manager, adds, “The change in atmosphere is evident. Our team can focus on what they do best – building exceptional machines – without the interruptions and setbacks caused by inventory issues.”
Collaboration and continuous improvement
The success of the cable VMI system at VTR can be attributed to the close collaboration between VTR and Murrelektronik. From the initial setup to ongoing support, Murrelektronik’s team worked hand-in-hand with VTR to ensure a smooth transition and continued optimization of the system.
“Murrelektronik was with us every step of the way,” says Sinclair. “They helped us set up the bins, provided training, and were always available to answer questions or make adjustments as needed. It was a true partnership.”
The VMI system is still evolving. For example, Murrelektronik is currently working on enhancing the system’s reporting capabilities to provide even more detailed insights into inventory usage. These updates will allow VTR to further refine their processes and identify additional areas for cost savings.
Expanding the VMI system’s capabilities
As VTR continues to grow, the company sees potential for expanding the VMI system beyond cables and connectors. According to Karenina, there are other critical components that could benefit from the same level of organization and oversight.
“We’re already considering scaling the VMI system to include other parts like fasteners, sensors, and fittings,” explains Karenina. “It’s been such a success with our cables and connectors that it makes sense to apply the same system to other areas.”
While expanding the VMI system will be a larger project, the benefits are clear. VTR has seen firsthand how organized inventory
management can drive efficiency and reduce costs, and the company is eager to extend those benefits to other areas of its operation.
A successful partnership
VTR’s journey from cable inventory frustration to streamlined stock efficiency serves as a compelling case study for the transformative power of smart inventory management in manufacturing. It demonstrates that with the right technology, partnership and implementation strategy, even long-standing operational challenges can be overcome, leading to improvements that resonate throughout the entire production process.
As the manufacturing landscape continues to evolve, embracing partner collaborations like a VMI system can provide the edge needed to thrive in an increasingly competitive market. VTR’s success story is more than just a tale of one company’s triumph over inventory woes. It’s a roadmap for machine builders looking to step confidently into the future of production – a future where efficiency, precision and data-driven decision-making provide an edge over competitors. By addressing the challenges of inventory management, VTR has not only improved its assembly process but also reduced costs and enhanced overall operational efficiency.
As VTR looks to the future, the cable VMI system will continue to play a major role in its quest for efficient machine assembly. With plans to expand its capabilities to other areas of the business, VTR is well-positioned to continue its upward trajectory – efficient, organized, and ready for the future. | MA
Colin Cartwright is the director of business at Murrelektronik Canada. He has over 30 years of controls and automation experience and loves working with machine builders and system integrators to reduce their control system installation and commissioning times.
A VTR controls team member using the VMI system
WHEN SOFTWARE POWERS PRODUCTIVITY
Manufacturing has come a long way since the days of Henry Ford, and modern software
is taking us places we couldn’t have imagined just a few years ago.
BY JACK KAZMIERSKI
When it comes to optimizing efficiencies in modern manufacturing facilities, software is king. Advanced software systems, including those powered by artificial intelligence, are not only helping run complex manufacturing processes but they’re also allowing us to create virtual worlds where we can “simulate, predict and optimize the product and production system before investing in physical prototypes,” as Siemens puts it.
One of the areas where software is making a big splash in the manufacturing world is with digital twins, which David Wilson, vice-president and country manager for Siemens Digital Industry Software describes as, “a virtual representation of a physical product or process, used to understand and predict the physical counterpart’s performance characteristics.”
Digital twins, Wilson explains, can be as simple or as complex as needed. “It could be something basic where you’re going to simulate the behaviour of a robot that’s
performing a simple task, up to something that’s highly complex, like taking a system, simulating how it would behave and then piping in data from the real world into this virtual twin to see how it will perform,” he says. “If it’s not performing properly, then the executable digital twin will run an algorithm or a program to correct the performance and send the data back out so that it corrects the issue in the physical world.”
If this sounds complicated, it is, and it requires a team effort. Most manufacturers would likely have to work with a third party, or with a company like Siemens, in order to get their virtual twin programmed and up and running. The good news is that an investment in a virtual twin doesn’t necessarily mean an investment in computer hardware to run it.
“Implementing digital transformation technologies can feel daunting for many companies –especially smaller enterprises,” says Wilson. “This is precisely why we launched Siemens Xcelerator. By transitioning our
product portfolio to the cloud, we offer companies of all sizes modular and scalable solutions to overcome these challenges. It also helps connect them with a global ecosystem of partners ready to guide them on their digitalization journey.”
In other words, with a cloudbased solution, it’s no longer necessary for manufacturers to invest in new computer hardware or new servers, in order to benefit from a virtual twin. “Not to get too technical,” says Wilson, “but there may be some graphics card requirements, but in general we’re moving all of the products to the cloud so that these constraints don’t exist for our customers.”
Digital twins, according to Wilson, can optimize production schedules, predict equipment failures and improve overall efficiencies. “You’re creating a plan
simulation, a model of your line, and you’re going to constrain it with all its metrics, etc.,” he says. “By simulating different production scenarios, you can identify bottlenecks in advance and make proactive adjustments to their schedules or their processes.”
That’s just the tip of the iceberg, as far as possibilities are concerned. Wilson shares the following glimpse at what virtual twins can do, with a focus on dynamic scheduling adjustments.
“Talking about advanced planning and scheduling,” he says, ‘you’re going to need some IoT capability in there so that you’re connecting your machines or your assets to the scheduling system and to your enterprise resource planning system. Once you’ve got the three connected, should you have a machine go down, it would alert the
Digital twins can optimize production schedules, predict equipment failures and improve overall efficiencies.
scheduling system that there’s a resource that is unavailable to it. And then you can start to look at how you’re going to optimize that production schedule and reroute orders, or replace orders in their sequence, as necessary.”
Autonomous material handling solutions
Another area where we’re seeing exciting software-driven innovations is with autonomous material handling solutions. Properly programmed, an army of autonomous mobile robots, (AMRs) can work tirelessly and efficiently.
Adrian Ennis, senior product manager at OTTO by Rockwell Automation says that his company’s AMRs come with either forked or flatbed configurations and that they can transport as much as 1,900kg (4,200lbs). They can pick a pallet or other
workflow, it is possible to create simple cart transport missions with a few clicks of the mouse,” he says, “load that map with the workflows built into the OTTO Fleet Manager, and click distribute. That is all there is to it.”
Adding additional workflows can be easily done via map edits in OTTO Fleet Manager, which is an on-premises software package that takes on the work of assigning missions, managing AMR charge levels and keeping the aisles clear by sending AMRs to park if there is a lull in work. “Our interface allows the customer to make changes on their own and grow their fleet with as little or as much support as they desire,” says Ennis.
“Integrating OTTO Fleet Manager can be as simple as using our built-in configurable workstation that can be made available at endpoints through the facility, as flexible as using an OPC-UA compliant client to integrate existing PLC or automation, or as sophisticated as software-based API calls from a facility automation,” he says. “The choice is up to the customer.”
Software-defined manufacturing
One of the innovations we’ve seen come into sharper focus in recent years is software-defined manufacturing (SDM). It’s being touted as a way to future-proof IT and OT operations, and it has the potential to help manufacturers address challenges, satisfy customer needs and create competitive advantage.
Tim Gaus, smart manufacturing leader at Deloitte, joined Manufacturing AUTOMATION for a recent podcast to explain how SDM has the potential to be a real game-changer in the manufacturing world.
payload from a stand or conveyor endpoint and transport it across the facility.
“All of our AMRs utilize both hardware and software to maintain a balance between safety and speed,” says Ennis. “The hardware layer uses safety-rated components and design practices to ensure the system is capable of detecting obstacles and stopping in sufficient time. The software layer is tightly integrated with the hardware in order for the AMR to maintain a lock on its current position without infrastructure changes, dynamically generate paths to new goals, and drive to that goal.”
Ennis says that an AMR can be integrated into an existing manufacturing facility with relative ease and that an AMR can map a small facility in as little as an hour or two. “Depending on the
Ennis offers the following case study as an example of how effective AMRs can be: “Mauser Packaging Solutions is a global packaging leader with over 180 facilities worldwide,” he says. “Their traditional solution of moving goods with AGVs, and manually with forklifts, was not meeting the required uptime and throughput requirements for their 24/7 production, so they turned to autonomous material handling technology. Mauser implemented OTTO 1500 at two Canadian facilities to safely work alongside operators, moving plastic rigid containers from the conveyor to the stretch-wrapper. At one facility, they were able to reallocate three labourers to higher value-added roles, remove the need for two additional forklifts, and improve safety and manual forklift traffic. The other facility was able to increase uptime and improve throughput by 6x.”
“Software-defined manufacturing is still an emerging concept,” Gaus said, “but it’s parallel to software-defined vehicle, software-defined network. What you’re seeing is the flexibility required of our manufacturing base is being achieved by the insertion of software to automatically adjust to conditions. That will change the way data flows, will change the way assets react to changes in your process or things that you are driving yourself. In all cases, the software that underlies our asset base is starting to define the way we manufacture goods.”
Gaus spoke about exciting possibilities, including how artificial intelligence (AI) can work in harmony with robots. “The robotics that underlie our physical assets are evolving and can use AI to teach themselves,” he said. “If you want to make an adjustment, the robotics don’t need you to reprogram them. They’ll actually be able to learn what to do from their own interaction with the process themselves.”
Clearly, manufacturing has come a long way since the time when Henry Ford came up with the concept of an assembly line. Boosting efficiencies and output is no longer about man and machine. It’s about the power of software to take manufacturing to the next level, and beyond. | MA
Hugo
Lafontaine,
vice-president of industry at
Schneider
Electric Canada discusses the importance of leveraging data in manufacturing.
Data is one of the most powerful tools that manufacturers can use today to improve their processes efficiently and grow their businesses. Manufacturing AUTOMATION recently interviewed Hugo Lafontaine, vicepresident of industry at Schneider Electric Canada, for insights on leveraging data.
Manufacturing AUTOMATION:How would you describe the current state of data utilization in Canadian manufacturing?
Hugo Lafontaine: The state of data utilization in Canadian manufacturing is evolving rapidly. Manufacturers are increasingly recognizing the importance of leveraging data to enhance operational efficiency, improve product quality and drive innovation. However, challenges remain, particularly in integrating data across systems and ensuring data literacy among staff. As more companies adopt digital technologies, there is a notable shift towards data-driven decision-making, enabling manufacturers to respond more quickly to market demands and operational inefficiencies.
At Schneider Electric, we provide solutions like our EcoStruxure platform, which offers IoT-enabled architecture that integrates advanced technologies such as AI and machine learning. This empowers manufacturers to optimize asset performance through real-time data analytics, helping them overcome integration challenges and enhance overall operational efficiency.
MA: What specific data types are most valuable for manufacturers in the digital transformation journey?
HL: When it comes to digital transformation, there’s no ‘one-size fits all’ solution and data is no exception. While in manufacturing we are looking at a high level of operational, supply chain and customer/market data, the most valuable type of data will depend on the situation of a particular manufacturer. Operational data, such as machine performance metrics, production rates and quality indicators, are crucial for optimizing processes and reducing waste. Additionally, supply chain data allows manufacturers to better manage inventory and improve end-to-end logistics. Finally, customer
data can inform product development and marketing strategies, enabling companies to tailor their offerings to meet evolving consumer preferences. Remembering that digital transformation is a process that plays out over time, it is wise to focus on the type of data that will bring the highest return on investment first.
MA: Can you share examples of how data can transform decision-making in manufacturing businesses?
HL: One compelling example is predictive maintenance, where data from sensors on machinery is analyzed to predict when equipment will require maintenance. This approach minimizes downtime and reduces maintenance costs. Another example is the use of data analytics to streamline supply chain operations. By analyzing data related to lead times, demand fluctuations, and supplier performance, manufacturers can make more informed decisions about inventory management and procurement, ultimately enhancing their responsiveness to market changes.
MA: What role does data play in driving the digital transformation strategy?
HL: Data is the cornerstone of any digital transformation strategy. It provides the insights needed to identify areas for improvement, guide investment decisions and measure the effectiveness
of transformation initiatives. By integrating data across all levels of the organization, manufacturers can create a holistic view of operations, enabling them to make informed decisions that align with their strategic goals. Furthermore, data-driven insights can foster a culture of continuous improvement, ensuring that manufacturers remain competitive in an ever-evolving marketplace.
MA: How should manufacturers measure the success of digital transformation initiatives through data?
HL: To measure the success of digital transformation initiatives, manufacturers can establish clear key performance indicators (KPIs) aligned with their strategic objectives. These may include metrics related to operational efficiency, such as overall equipment effectiveness (OEE), production throughput and waste reduction. Additionally, tracking customer satisfaction scores, time-to-market for new products and employee engagement levels can provide a comprehensive view of the impact of digital transformation efforts. Regularly reviewing and adjusting these KPIs ensures that manufacturers stay focused on their goals and can pivot their strategies as necessary.
MA: How is data collected and analyzed on the factory floor to support automation?
HL: Data collection on the factory floor is
becoming increasingly sophisticated with connected sensors, IoT devices and edge computing, providing real-time visibility into production processes. In Canada, factories are adopting these technologies to streamline workflows, reduce waste and improve safety. For instance, several customers in the consumer packaged goods and iron and steel industries leverage our open, interoperable EcoStruxure platform to collect and analyze data locally and in the cloud, enabling them to make informed, real-time decisions. By using these solutions, data isn’t just gathered but is transformed into actionable insights that drive efficiency and enhance automation outcomes.
MA: What challenges do manufacturers face when integrating data analytics into automated systems?
HL: Many manufacturers grapple with integrating new analytics tools into legacy systems, which can lead to data silos or cybersecurity concerns. The challenge often lies in ensuring that analytics can be both accessible and secure, without disrupting existing workflows. This requires a thoughtful approach that balances digital transformation with operational stability, something Canadian manufacturers are navigating as they work towards both innovation and resilience in their operations.
MA: How do you ensure that data-driven insights are effectively communicated to relevant stakeholders?
HL: Effectively communicating insights from complex data sets requires translating them into clear, actionable information. For many companies, this involves developing dashboards or visualization tools that can simplify analytics, making them accessible for both technical and strategic decision-makers, in the format and language that suits their specific role and needs. This kind of cross-functional, personalized approach is critical for empowering stakeholders to make timely decisions that align with broader company goals.
MA: How can data influence the approach to predictive maintenance and reducing downtime?
HL: Data enables a proactive approach to maintenance, where potential issues are identified and addressed before they disrupt operations. Predictive maintenance is especially valuable in reducing unplanned
downtime by continuously monitoring equipment conditions and alerting teams to early warning signs. For Canadian manufacturers, this not only minimizes costly interruptions but also extends the life of valuable assets, aligning well with both operational efficiency and sustainability objectives.
MA: What skills do you believe are essential for the workforce to effectively leverage data in manufacturing?
HL: As data becomes central to manufacturing, data literacy, analytical thinking and digital skills are essential. But it’s not just about technical abilities. In Canada’s manufacturing sector, there’s a growing need for collaborative problem-solvers who can interpret data insights to address specific operational goals. At Schneider Electric, we advocate for continuous learning programs that upskill the workforce, empowering them to unlock the full potential of data-driven manufacturing.
MA: What emerging technologies do you see as pivotal for enhancing data utilization in manufacturing?
HL: Edge computing, digital twins and advancements in AI are among the technologies transforming data usage in manufacturing. These tools allow real-time decision-making by processing data closer to its source, whether on the factory floor or within individual machines.
Furthermore, IT-OT convergence is further democratizing advanced manufacturing, by decoupling hardware from software, creating unprecedented flexibility for manufacturers. In the Canadian manufacturing landscape, adopting these technologies supports flexible, agile operations that can adapt to evolving market and environmental demands.
MA: How do you anticipate the role of artificial intelligence and machine learning evolving in data-driven manufacturing?
HL: AI and machine learning are set to play an increasingly critical role in manufacturing, where they drive real-time insights, enhance predictive maintenance and optimize workflows. AI applications are moving beyond analytics to support agile, responsive decision-making across the production cycle. With our recent partnership with NVIDIA, Schneider Electric is exploring how advanced AI can further streamline data utilization, especially through edge computing,
to enhance operational performance on the factory floor. These innovations allow Canadian manufacturers to improve not only productivity but also their sustainability, which is a key national priority.
MA: How important is collaboration with external partners (e.g., tech firms and universities) in leveraging data for manufacturing?
HL: Collaboration with external partners is crucial for advancing data-driven manufacturing. When manufacturers partner with tech firms, research institutions or universities, they gain access to specialized expertise and cutting-edge technologies that accelerate innovation. For instance, Schneider Electric’s partnerships with Toronto Metropolitan University and the Northern Alberta Institute of Technology provide opportunities to co-develop data-centric solutions that address specific industry challenges, from energy efficiency to predictive maintenance. Public-private partnerships like these also play a vital role in building community resilience and workforce capabilities. Collaborative efforts can empower communities to embrace sustainable practices and leverage data more effectively. These partnerships create an environment where manufacturers can innovate while building a skilled workforce prepared to harness data-driven tools for the future of Canadian manufacturing.
MA: What role do industry standards and data interoperability play in manufacturing processes?
HL: Industry standards and data interoperability are fundamental to creating a connected, resilient manufacturing environment. Standardized protocols ensure that diverse systems and equipment can communicate seamlessly, minimizing compatibility issues and enabling more efficient data flow.
That is one of the reasons Schneider Electric became the founding member of Universal Automation.Org, an organization that pulls together manufacturers, technology suppliers and educational institutions to develop automation solutions based on ISO 61499, which, unlike your standard PLC, decouples software from the hardware. As Canadian manufacturing increasingly adopts edge and AI, standardized frameworks will support innovation, reduce complexity and ensure scalable, secure data-driven operations. | MA
Steve Mustard is an independent automation consultant and a subject matter expert of the International Society of Automation (ISA). Mustard specializes in real-time embedded equipment and automation systems. Mustard is a licensed Professional Engineer in Texas and Kansas, a UK registered Chartered Engineer, a European registered Eur Ing, an ISA Certified Automation Professional (CAP), a certified Global Industrial Cybersecurity Professional (GICSP), and a Certified Mission Critical Professional.
Protecting the supply chain: Safeguarding against cyber vulnerabilities
Supply chain stability has become a major global issue in recent years. A global pandemic, disruption to distribution due to accidents such as the Ever Given container ship running aground in the Suez Canal in 2021, and conflicts in Europe and elsewhere.
Cybersecurity risks in the supply chain add to the challenges of maintaining stability. While a traditional plant uptime is 95 percent, even a one percent increase or decrease in uptime can have a major impact on the bottom line for a manufacturer.
Cybersecurity risk has increased because of several factors:
• The growing interconnected nature of business exposes many more vulnerabilities for threat actors to exploit. This includes integration of operational and information technology (OT/IT) in manufacturing as well as integration across businesses in the supply chain.
• The introduction of new technology into the supply chain, including blockchain, artificial intelligence (AI) and internet-of-things (IoT) devices, as well as the increased use of the cloud introduces new and potentially unknown risks into an already challenging environment.
• Growth in contract manufacturing amplifies the above risks. Pharmaceutical, baked goods, vehicle production, chemicals and brewing industries are showing reliance on third parties.
Manufacturers can significantly reduce their exposure to supply chain cybersecurity risks and protect their networks from emerging threats by understanding these risks and taking appropriate action to reduce the likelihood or consequence of a cybersecurity incident.
SUPPLY CHAIN CYBERSECURITY RISKS
Manufacturers are exposed to cybersecurity risk in three distinct categories: people, process and technology. Much attention is focused on technology risks but in reality, the risk from people and process is just as significant, if not more so.
People
Surveys continue to show that most cybersecurity incidents arise from non-malicious actions from authorized users. The second largest category of causes comes from malicious insiders, those who have access to systems and information but are perhaps disgruntled. Employees in supply chains, from procurement staff to warehouse managers, can be targets for phishing attacks. If these attacks succeed, hackers can gain credentials to access critical systems. In the supply chain, the targets could be in vendor or supplier organizations, leveraging their stolen credentials to access the manufacturer’s systems. The 2013 compromise of Target’s computer network was a result of a phishing attack on a vendor, not Target themselves.
Protecting information in a supply chain is also critical to a resilient operation. The loss of sensitive data (e.g., designs, financial information, customer data) could be catastrophic. So, the protection of this data is critical. While technical controls such as encryption help protect data at rest or in transit, people need to be trained to understand how to use these controls to protect their supply chain.
Process
In cybersecurity, process issues refer to weaknesses or inefficiencies in the policies, procedures and workflows of an organization. In a supply chain, these policies and procedures are even more critical as they span across multiple entities. Any gaps can expose a manufacturer to significant risks.
Common process issues in manufacturing include:
• Inadequate incident response processes – This can include a lack of a formal Incident Response Plan (IRP), inadequate coverage for potential incidents, or a lack of regular testing and training in response procedures.
• Weak access management practices – One of the most common issues is a lack of joiners/movers/leavers policies to ensure that access to systems and information is limited to only those who require it for their role.
• Third-party management processes – A lack of contractual security requirements for third parties is a major gap. Even the most secure manufacturer is only as secure as the weakest link in their supply chain. Third parties are likely to be key in any cybersecurity incident response procedure.
• Weak data handling and classification procedures – As already noted, a loss of sensitive data can be catastrophic but effective management of this risk requires procedures for identifying, protecting and retaining data.
• Lack of governance and oversight – Even with the above processes and procedures in place, manufacturers can still be exposed to risk due to a lack of governance and oversight. Failure to follow processes and procedures needs to be identified and rectified, and clear ownership of tasks in these processes and procedures is essential.
Technology
Programmable electronic equipment is used throughout supply chains and vulnerabilities in this equipment can cause cybersecurity incidents through either intentional exploitation or accidental misuse. The increased connectivity of systems and networks makes access to this equipment easier, increasing the risk. The growth of new technologies creates newer risks. Key technology risks include:
• Software and firmware vulnerabilities – Flaws in devices range from poor design (e.g., hard-coded passwords that can be guessed) and bad practice (e.g., developer “back doors” that can be used by
unauthorized users) to errors that can bypass security features or cause denial of service. Manufacturers who run legacy equipment or equipment without regular updates are particularly exposed.
• Configuration vulnerabilities – Flaws can be introduced due to mistakes in equipment configuration. Even security devices such as firewalls are programmable and configurable and as such can contain vulnerabilities due to errors in configuration.
• New technology – IoT devices, AI, cloud, edge devices and blockchain are all finding their way into modern supply chains, and manufacturers are experiencing business benefits as a result. This new technology is subject to the same challenges mentioned above, with the potential for vulnerabilities in software, firmware, and configuration. Furthermore, new technology can introduce different risks not previously considered.
SAFEGUARDING MANUFACTURING SUPPLY CHAINS
While it may seem overwhelming, manufacturers can take proactive steps to secure their supply chain networks. Key strategies to adopt are:
• Create and maintain a security culture - Cybersecurity is not a onetime training event but a culture that needs to be reinforced into the daily mindset of employees across the supply chain.
• Provide training and awareness – Educating and training staff about cybersecurity risks and how to respond to incidents can significantly reduce the likelihood or consequence of an event.
• Manage supply chain cybersecurity risk – Maintaining a rigorous risk management process can ensure that risks are identified and managed. Adopting a standards-based approach to risk management, for instance as defined by ISA/IEC62443, is one of ensuring that the process is effective.
• Implement secure designs – Structuring networks to segregate systems and information and using products that are “secure by design,” following industry standards, creates a more secure foundation. Manufacturers should move towards the adoption of zero-trust principles, including multi-factor authentication on all networks.
• Manage vendor risk – Manufacturers should conduct thorough security assessments of their suppliers and vendors and enforce contractual requirements for good cybersecurity management.
• Prepare for incident response – Manufacturers should have an incident response plan in place in case of a cybersecurity incident anywhere in their supply chain. This includes identifying who is responsible for managing the response, isolating affected systems and communicating with partners in the supply chain to mitigate the spread of an attack. These response plans must be tested regularly to ensure they are effective.
• Monitor supply chain threats – Continuously monitor for emerging threats within the supply chain to preempt attacks. Threat intelligence sharing with industry peers can also help in identifying patterns and defending against widespread cyber campaigns.
• Maintain good governance – Establish clear, standardized procedures for all security-related activities. Regularly conduct audits and reviews to ensure procedures are being followed. Continuously improve processes based on lessons learned from incidents and industry best practices.
By adopting these strategies, manufacturers can significantly reduce their exposure to supply chain cyber risks and protect their networks from emerging threats. | MA
INDUSTRY WATCH
BY PAUL HOGENDOORN
Leveraging AI while learning from past mistakes
AI is exciting; it’s new and it’s shiny. It offers fresh hope for earlier grand initiatives that may have stalled, failed or failed to get the starting traction needed to succeed. When the potential of new technologies is brought into conversations about what the future looks like, it always looks bright and worth getting excited about.
Unfortunately, what often gets lost when these conversations start is all the critical lessons learned from the past. Previous experience gets forgotten or discarded as not being relevant and obsoleted by the promise that new technology is supposed to bring.
Here are three key lessons from the last two decades to keep in mind as you are planning for your new, AI-enhanced and supercharged future.
Number one: Technology developed for technology’s sake is pointless. Having the newest, fastest, most scalable, most robust and reliable feature-packed product is meaningless if there is no one in the market wanting and waiting to use it. The “if we create it, they will want to use it” approach wasn’t true in the past, and it’s no different today. Don’t blindly accept that premise just because the technology itself seems to be so amazing. Remember the five-question rule, which is to always go at least five levels deep with your questions. 1) Who will use it? 2) Specifically, who will use it first? 3) Will they pay to use it? 4) Why will they pay to use it? (What’s their real-time ROI?) 5) Does it solve the customer’s identified problem?
1 3 2
With all the allure that new technology offers, it’s easy to get distracted and not ask the critical questions and risk ending up as a new technology in search of problems (or customers), which is a completely different position than having customers in need of new solutions (technology) for their problem. Which brings us to the second lesson.
Number two: Solve a problem. Gaining internal traction is a lot like sales. Making a sale that doesn’t solve an immediate problem currently experienced by customers is a lot harder than making a sale that actually solves a current problem. If many customers are experiencing a similar recognized problem, you have identified an immediately addressable target market. If the problem, however, is a future-state problem, then the sales are far tougher to make and the addressable market far more speculative. There are plenty of real problems being experienced by the target market today. The more you have to teach and explain to your customers what their problems are, the more speculative, risky and uncertain your addressable market really is. Why spend time, energy and marketing dollars ‘educating’ your customers as to what you believe their problems are when it’s far easier to have them identify the problems they know they have, and solve them?
Number three: It’s still all about people. As much as AI may suggest we can do things automatically, faster and better than people doing it manually, there is no purpose for manufacturing, or technology, if it doesn’t serve people better. “People” are more than just
Why spend time, energy and marketing dollars ‘educating’ your customers as to what you believe their problems are when its far easier to have them identify the problems they know they have, and solve them?
your staff and employees; “people” includes your customers, your suppliers, your communities, your neighbours, your families, your extended families, and society at large.
The companies I admire most seem to aim for two lofty goals: “customers for life”, and “employees for life.” This isn’t stated anywhere in their handbooks or in the slogans on their walls. It’s in the way they do their day-to-day business and the evidence is their longevity and continued success, through good times and tough times. The promise of AI should never replace the commitment to do right by, with, and for, people.
All three lessons form the foundations for success in the future, even the future with the disruptive potential and power of AI.
In any business, the product or solution you provide must always meet the changing needs of your customers. Your customers’ needs will change as their problems and objectives change, and your people need to stay sensitive to the resultant opportunities those changes create to develop and deploy new technology solutions that solve those problems the best.
It always was that way, and AI doesn’t change any of that. Technology, including AI, offers the potential to solve problems, meet the needs of customers and grow businesses faster and better. AI is not a new goal. It’s just a faster means to achieve the same goals. | MA
NEW PRODUCTS
3D PRINTING
Printing solution for short production runs
Stratasys recently introduced the Origin Two DLP printer in tandem with its own postprocessing system, the Origin Cure. According to Stratasys, the new solution is designed to achieve consistently higher accuracy of +/- 50 µm. For applications such as seals and gaskets, housings and window parts, it reportedly provides additional features including: achieving repeatability of more than 93 percent within +/- 50 µm across Origin Two printers, and surface finish smoothness of up to RA 3 µm, while maintaining high-print speeds up to 20 mm/ hour. The heated chamber of the Origin Two enables printing of materials with a Heat Deflection Temperature (HDT) of up to 300°C. Running on a 385-nanometer wavelength, the Origin Two system supports a broad range of materials, from high-temperature resins to high-viscosity formulations. stratasys.com
DATA ACQUISITION
Enhanced industrial data centre
Rockwell Automation released its newest generation of Industrial Data Centers (IDC) that reportedly offer a flexible, scalable compute solution for medium-to-large sized businesses interested in
streamlined data collection and storage, with a goal of plant floor virtualization.
IDC Gen 5.0 now offers on-cloud backup through Veeam Software, reduced server footprint, improved physical security, and an industrial-rated design geared toward harsh environments. Rockwell Automation operational technology (OT) managed services can reportedly help ease the load of data centre management, allowing in-house engineering and information technology (IT) teams to focus on other high-priority business objectives.
rockwellautomation.com/en-ca
SOFTWARE
AI-vision software for robotic automation
Micropsi Industries recently introduced MIRAI 2, the latest generation of its AI-vision software for robotic automation. MIRAI 2 comes with five new features that enhance manufacturers’ ability to solve automation tasks with variance in position, shape, colour, lighting or background. MIRAI 2 reportedly features the ability to detect unexpected workspace situations; a new, automated way to collect training data, and the option to run the software on high industrystandard PCs. The new feature, which assists in recording the required data for training the robot, also means that training and deploying MIRAI 2 is easier and faster. In addition, with MIRAI 2 a force-torque
sensor is no longer required for most applications. The five new features that available to MIRAI 2 users are: robot skill-sharing; semi-automatic data recording; no F/T sensor; abnormal condition detection; and ability to run on industrial PC. micropsi-industries.com
ROBOTICS
A 5kg payload boost
Universal Robots is increasing the payload capacity on its new-generation, high-payload cobots UR20 and UR30. The updates raise the total payload, including end-effector, to 25 and 35 kgs respectively when utilizing the cobot in top lift position. This is especially useful for palletizing applications and solutions. The additional strength doesn’t require any new purchases and production updates can happen in just minutes. The increased payload can be unlocked by updating UR’s PolyScope software to version 5.19 or later. Within 2024, UR20s and UR30s shipped will automatically include the software needed to support the use of higher payloads. universal-robots.com
MOTORS & DRIVES
Self-learning 3-phase soft starters
Carlo Gavazzi has introduced the new RSGT Series Soft Starters, a product range for AC 3-phase induction motors up to 75Hp / 55kW. To maximize the ease of use without compromising performance, only three settings are required (FLC, ramp-up, ramp-down). The self-learning algorithm adjusts the soft starter’s parameters to work with different applications and varying load conditions. The integration of a Class 10 electronic overload provides advanced motor protection with further space savings in the electrical panel. Phase sequence protection, overload function, and dry run function can be enabled or disabled through the front located TEST/RESET push button. Additionally, the RSGT Series is equipped with a Modbus/RTU communication port with a 2-wire RS485 connection. gavazzionline.com
BY ROB MCLEOD
Hannover Messe 2025: An unmissable opportunity for Canadian manufacturers
With a history spanning more than 70 years, Hannover Messe has cemented itself as the world’s premier industrial trade fair. In 2025, Canada will serve as the official partner country – a distinction that opens unprecedented opportunities for Canadian manufacturing and technology companies. This partnership is a generational opportunity that brings Canada’s advanced industries into the global spotlight and opens doors to new, transformative business relationships. For Canadian companies, Hannover Messe 2025 represents a unique chance to expand market reach, secure international partnerships and showcase the very best of Canadian innovation.
Why Hannover Messe matters
Drawing a crowd of over 100,000 distinguished business leaders and featuring thousands of exhibitors from around the globe, Hannover Messe is not just a trade fair; it is an engine for ideas, innovation and strategic alliances that will shape the manufacturing sector’s future. By attending Hannover Messe, Canadian companies gain access to an unparalleled audience of decision-makers, partners and clients, opening possibilities for business beyond North America.
Canada’s role as the partner country magnifies these opportunities, positioning our companies as key players in global manufacturing. This special status grants Canadian companies higher visibility and the privilege of showcasing their products, solutions and technologies in targeted forums, exclusive pavilions and premier locations within the event space. It’s a significant advantage, as the partner country title amplifies Canada’s influence and establishes Canadians as natural collaborators in a world focused on innovation, sustainability and efficiency. For Canada’s manufacturing sector, Hannover Messe 2025 is not only a promotional opportunity but a potential catalyst for long-term growth in global markets.
What’s in it for Canadian companies?
For Canadian manufacturing firms, the benefits of Hannover Messe 2025 go far beyond the immediate exposure. First and foremost, the event provides unparalleled exposure on a global scale, where Canadian brands can reach
an international audience actively seeking cutting-edge solutions. Canadian products, technologies and innovations can resonate with industry leaders from across Europe and Asia keen on adopting sustainable and efficient solutions.
Networking is another substantial advantage. By participating, Canadian companies gain direct access to thousands of potential partners, suppliers, and customers worldwide. Hannover Messe is structured to foster partnerships, from formal networking sessions to casual encounters with decision-makers and thought leaders. Canadian companies attending the fair can expect to establish contacts that could lead to profitable collaborations or strategic alliances for market expansion.
Another compelling opportunity lies in investment and collaboration. Hannover Messe attracts substantial attention from investors looking for viable partnerships and innovative technologies. Previous partner countries have successfully leveraged Hannover Messe to secure investments and expand their industry influence. Canada can do the same by promoting its image of reliability, innovation, and environmental consciousness.
Key sectors and innovations
Canada has long held a reputation for excellence in several critical sectors, including sustainable technology, advanced manufacturing, AI, automation and clean energy solutions. Canadian manufacturers have a prime opportunity to display their innovations across these sectors at Hannover Messe. Advanced manufacturing technologies, such as smart factories and Industry 4.0 solutions, will certainly resonate with an audience that prioritizes operational efficiency, safety and intelligent automation.
Additionally, Canada’s leadership in clean
energy and sustainability aligns with the fair’s emphasis on green industrial technology. Hannover Messe 2025 is expected to focus significantly on decarbonization, renewable energy integration, and eco-friendly industrial processes – all areas in which Canada is making significant strides. Canadian manufacturers working in these fields can demonstrate technologies and methodologies that help companies reduce their carbon footprint and embrace a sustainable industrial model.
Practical steps for Canadian manufacturers
Canadian companies aiming to capitalize on Hannover Messe 2025 should take a proactive approach to their preparations. First, pre-event networking is essential. Many connections at trade shows are facilitated before the doors open, so Canadian manufacturers are encouraged to reach out to NGen who can facilitate intros to German and European industry contacts in advance. Establishing connections before the event maximizes the chances of meaningful engagement and allows companies to focus their efforts once the fair begins.
Another essential strategy involves targeted marketing. Canadian companies should tailor their brand messaging to resonate with European audiences, emphasizing values like innovation, sustainability and precision. Researching the specific needs and values of European partners can help Canadian firms appeal more directly to the market’s preferences.
Finally, companies should develop a robust follow-up strategy to turn leads into long-term partnerships. Following up on connections made at Hannover Messe is crucial for maintaining momentum. With thoughtful follow-up, Canadian manufacturers can convert trade show interest into lasting business relationships, creating pathways for ongoing growth.
For Canadian manufacturers, this is more than just an event – it’s a launchpad into new markets, a chance to attract investors, and an opportunity to foster connections that could shape the future of their business. By seizing this moment, Canadian companies can help mark a new era in Canadian manufacturing, one in which “Made in Canada” becomes synonymous with cutting-edge, sustainable, and globally competitive industrial solutions. | MA
Rob MacLeod is the director of strategic partnerships and programs at Next Generation Manufacturing Canada.
Canada at Hannover Messe 2024
WHY ATTEND CALS25?
• Network with liked-minded manufacturing leaders
• Learn from an automation-focused agenda curated specifically for manufacturing leaders
• Participate in interactive “ask the expert” breakout sessions
• Explore tabletop displays showcasing the latest automation products and services
• Connect with peers to forge partnerships for future collaboration
• Enjoy breakfast and lunch (included for all attendees) TUESDAY, JUNE 3, 2025