New technologies are driving new application areas. p. 10
IT’S THE END OF ROBOT PROGRAMMING
The ‘no-programming’ approach democratizes collaborative automation. p. 14
The state of adoption, challenges and opportunities in Canada. p. 16
SureServo®2 Servo Systems
Complete systems (motor,
The fully digital SureServo2 family of brushless servo systems offers a rich set of features to cover a broad range of applications. Choose from 26 standard permanent magnet servo motors that operate in combination with one of 16 standard servo drives.
• Precise control of position, velocity and torque
• Flexible power input options:
• 120/230 VAC single-phase input: 100W - 2kW
• 230 VAC three-phase input: 100W - 15kW
• NEW! 460 VAC three-phase input: 400W - 15kW
• Use with PLCs or any other host controller
• Option modules for EtherNet/IP and Modbus TCP provide networking capability
• Free setup software AND field upgradeable firmware
• 45-day money-back guarantee
• Two-year warranty
• Drives feature on-board indexer and multiple auto-tuning modes
Servo system selector: www.go2adc.com/servoselect
Fast free standard shipping* is available for most orders over $49 U.S., and that includes the brokerage fees (when using an AutomationDirect nominated broker). Using our choice of carrier, we can reach most Canadian destinations within 2 to 3 days.
*Free shipping does not apply to items requiring LTL transport, but those shipments can take advantage of our negotiated super-low at rates (based on weight) that include brokerage fees.
See Web site for details and restrictions at: www.automationdirect.com/canada
• Inline, right-angle, or hub style
• Best-in-class backlash
Add a precision planetary gearbox to increase available torque or for inertia balancing:
• Six gear ratios: 5:1, 10:1, 15:1, 25:1, 36:1, and 50:1
• Hardware included for mounting to SureServo2 motors
What is the latest technology or automation trending in the manufacturing industry today? Did you hear about it? Would you like to be an early adopter to stay ahead of your competition?
Automation trends and technologies are constantly changing to address the needs and challenges of the industry. In 2023, artificial intelligence (AI), especially generative AI, captured the interest of all industry stakeholders.
In most of my conversations with AI solutions providers throughout this year, they noted that manufacturers approached them with the request to implement AI at their facilities. They felt the need to embrace this trend because everyone everywhere was discussing how AI is a game-changer that will permanently change the future of manufacturing. AI, however, has a very broad scope. It can be used to improve efficiencies in different areas of a manufacturing business, including production, processes, workforce management, supply chain and more.
It is, therefore, worthwhile for every manufacturer to evaluate whether the latest tech or trend in town is the most suitable option for implementation in their facilities at that moment.
Technology can often be a differentiator for manufacturers that are successful. For example, adding a robot for a pick-and-place operation could potentially free up a skilled worker to take up more complex tasks that need human judgment. If we understand the recent trends in the robotics market, collaborative robots are less expensive, easy-to-deploy solutions that can fit well in these situations. But, are they really so? At the recent Advanced Design & Manufacturing Toronto show, I had a conversation
with a robotics expert who shared that this might not be true. They explained that manufacturers need to consider whether the collaborative robot will indeed be working beside human workers. If not, a smaller traditional robot works much faster and could be more suitable. Essentially, instead of fitting the technology to the problem, it is better to consider the best technology for the problem.
Every piece of automation technology, service or solution has its long list of benefits. There are several implementation examples that show the high return on investment. However, there is no harm in exercising caution when automating facilties and businesses. Embarking on an ambitious mission to tick every box on your automation checklist can be very tempting. But, there is a possibility that in an attempt to succeed at everything, it becomes difficult to achieve maximum ROI on even one implementation.
So, how do you know what technology is the right one for your facility? A simple solution would be to consult experts to evaluate the possibilities. Automation solution providers and systems integrators could help you understand the possibilities and limitations of the different technologies available in the market. Independent third party consultants may be able to help you understand what process or problem within your facility should be tackled first. A thorough understanding of where to begin or which next step to take in your automation journey can set the implementation up for success, possibly yielding all the desired results.
What technology has fascniated you the most recently and why? Share with us at srayghosh@annexbusinessmedia.com. | MA
JIM BERETTA, President, Customer Attraction and host of The Robot Industry Podcast
JONATHAN GROSS, Managaing Director, Pemeco Consulting
MIHAELA VLASEA, Associate Professor, Department of Mechanical and Mechatronics Engineering and Research Co-Director, Multi-Scale Additive Manufacturing Laboratory at the University of Waterloo
SHELLEY FELLOWS, Past-Chair, Automate Canada
STEPHANIE HOLKO Director, Project Development at Next Generation Manufacturing Canada
WALTER GARRISON, Former Advanced Manufacturing Business Consultant for City of Mississauga
Your resource for Canada’s industrial automation news
Reader Service
Print and digital subscription inquiries or changes, please contact customer service
Angelita Potal
Tel: 416-510-5113
Fax: (416) 510-6875
email: apotal@annexbusinessmedia.com Mail: 111 Gordon Baker Rd., Suite 400 Toronto, ON M2H 3R1
EDITOR
Sukanya Ray Ghosh srayghosh@annexbusinessmedia.com Tel: 416-510-5225
Rockwell Automation has acquired Ontario, Canada-based Clearpath Robotics, a specialist in autonomous robotics, including autonomous mobile robots (AMRs) for industrial applications.
“We are delighted to welcome the Clearpath Robotics and OTTO Motors teams to Rockwell,” said Blake Moret, chairman and CEO, of Rockwell Automation. “This acquisition marks a turning point for our customers around the world. Rockwell is simplifying and transforming the difficult yet critical function of material handling throughout the manufacturing plant with an end-to-end production logistics solution. Production logistics is key to optimizing operations across an entire facility and bringing the Connected Enterprise to life.”
The acquisition includes Clearpath Robotics’ namesake research division that develops autonomous technology for the innovation market, and the industrial division OTTO Motors, which provides AMRs. Both divisions now report to Rockwell’s Intelligent Devices operating segment.
“Rockwell is a leader in the key hardware, software, and services that are needed to integrate AMRs into a manufacturing plant. With this acquisition, Rockwell enhances its ability to take manufacturers on a full end-toend digital transformation for their production environments,” said Amar Mehta, EY Americas strategy and transactions advanced manufacturing leader.
ABB and Export Development
Canada’s new partnership aims to drive clean tech financing globally
ABB and Export Development Canada (EDC) have signed a global partnership to promote investments in sustainable technologies and projects in Canada and around the world.
The support from EDC, with a total limit of up to US$ 2.9 billion, will provide ABB’s customers with financing and insurance solutions to strategic automation and electrification projects in the sectors of clean technologies, advanced manufacturing, digital technologies and resources of the future. EDC will offer commercial financing on a
project-by-project basis and the partnership will initially run for three years.
The partnership aims to foster investments globally and locally in Canada both through ABB’s customer projects and within the company’s own operations. EDC will finance and provide insurance to customer projects across the ABB portfolio, from
robotics and discrete automation to electrification, motion and process automation.
ABB CFO Timo Ihamuotila said, “I am very pleased about our partnership with EDC and their trust in ABB as a global technology leader in electrification and automation. This partnership enhances our value proposition to customers and is fully in
PNOZ m C0
Worlds most compact safety controller
Compact 22.5mm Housing
8 Inputs / 4 Outputs
Configure for free using PNOZmulti Configurator
AUTOMATION UPFRONT
line with our purpose to enable a more sustainable and resource-efficient future. It will offer our customers and us the opportunity to further invest in sustainable technologies and – in doing so – to contribute actively to reaching decarbonization goals in various industries.”
A specific focus will be on strategic investments in technologies and solutions with growth potential, such as green hydrogen production, sustainable transport solutions or the electrification of today’s fossil-based activities to reduce global greenhouse gas emissions. Collaboration with innovative Canadian start-ups is also an essential topic under the umbrella of the partnership with EDC.
ROBOTICS
ANSI/A3 R15.08-2 for industrial mobile robot systems: A3 publishes safety standard update
The Association for Advancing Automation (A3) has published the second installment of its safety standard for industrial mobile robots (IMR) – ANSI/A3 R15.08-2. The standard reportedly provides guidance on safe integration practices for these systems. R15.08-2, the American National Standard for Industrial Mobile Robots (IMRs) – Safety Requirements – Part 2: Requirements for IMR system(s) and IMR application(s) provides safety requirements for deploying IMRs into an industrial environment. R15.08-2 specifies requirements for integrating, configuring and customizing an IMR or fleet of IMRs into a site, says A3 in a press statement. The new
MOVERS & SHAKERS
standard is accredited by the American National Standard Institute (ANSI), states A3. A3 first published R15.08 Part 1 (ANSI/ RIA R15.08-1-2020) in late 2020 as guidance for IMR manufacturers on common safety requirements. ANSI/A3 R15.08-2 now follows with requirements for system integrators.
In this document, ANSI/A3 R15.08-2:
• Describes different types of IMRs and aspects of IMR systems
• Covers the adaptations necessary for the application and the facility in which the IMR(s) will be used
• Describes safety requirements when IMRs interact with workstations, charging stations, and other equipment
• Explains safety considerations regarding the deployed operating environment
“With Part 2 of the R15.08 standard, system integrators now have specific requirements that will help them ensure they’re deploying the safest mobile robot systems available in their customers’ facilities,” said Jeff Pratt, chair of the R15.08 committee and senior corporate EHS engineer at Crown Equipment.
With the publication of the ANSI/A3 R15.08-2 complete, A3’s R15.08 committee will next develop R15.08 Part 3. According to the association, this will provide safety requirements for users of IMR systems and IMR applications. The R15.08 committee will also consider developing technical reports to address emerging topics such as mobile robot technology advances. Such topics will likely include multi-sensor fusion, additional stability testing, stability validation and additional dynamic stability testing.
INVESTMENTS
Vooban receives support from strategic investor CDPQ to fuel growth
Quebec-based artificial intelligence services specialist Vooban welcomes CDPQ as its strategic investor. This is the company’s first external investment since it was founded 12 years ago. Vooban shares in a press statement that this investment will support its growth, while, at the same time, underpinning its expansion plans, particularly in Ontario and the United States, both organically and through acquisitions. The company shares that over the past few years, its revenues have grown by 50 percent per year, a pace that is set to continue. In addition to its expertise in AI, Vooban has teams focused on programming, design, enterprise architecture, the Internet of Things (IoT) and cloud computing in order to support its clients in their digital transformation and deliver sizable efficiency gains, the company shares. Headquartered in Québec City, it currently has 135 employees. It plans to support this expansion by growing its workforce by 30 percent over the coming months.
TNR
Industrial Doors receives Ontario’s support to build advanced manufacturing facility
Schneider Electric has appointed Emily Heitman to the position of country president for Canada, effective October 1. Heitman succeeds Adrian Thomas, who announced his departure in June to assume a new role as CEO of Hammond Power Solutions. In her new position, Heitman will work in partnership with the Canadian leadership team to drive Schneider Electric’s strategic initiatives and accelerate growth across the company’s energy management and automation businesses in Canada, the company said in a press statement. PHOTO: SCHNEIDER ELECTRIC
Bosch Rexroth has appointed Erwin Wieckowski as the new president and CEO of the company’s North and Central American operations. Wieckowski takes on his new role effective from October 1 and is based out of Charlotte, North Carolina. Most recently, Reinhard Schaefer was in charge of this position on an interim basis in addition to his role as a member of the divisional board of management with responsibility for manufacturing. Schaefer will remain in the region to support the transition. PHOTO: BOSCH REXROTH | MA
TNR Industrial Doors, a manufacturer of rubber, freezer and cooler doors, is investing $40 million to build a new advanced manufacturing facility. The company will build a new 120,000-square-foot facility with advanced automation technology to increase production and reduce costs. To support this investment, Ontario is providing TNR Industrial Doors with $5 million through the Regional Development Program’s Southwestern Ontario Development Fund.
“This new facility of the family-run Hörmann Group signifies more than just bricks and mortar,” said Marcus von Reden, president of TNR Industrial Doors. “It symbolizes the spirit of progress, the promise of employment, and the hope of a brighter future for this community. The manufacturing facility we are breaking ground on today will create jobs, drive economic growth, and put Oro-Medonte on the map as a hub for cutting-edge technological advancements in the world of door manufacturing.”
ADM Toronto 2023 showcases innovation and discusses critical industry topics
The 2023 Toronto edition of the Advanced Design & Manufacturing Expo took place at the Toronto Congress Centre from November 7 to 9. Attracting attendees from a varied range of sectors within manufacturing, the show focussed on the latest innovations with the potential to propel Canadian manufacturers on the path to continued success.
In his opening keynote, John Laughlin, CTO of Next Generation Manufacturing Canada (NGen), discussed how well-positioned Canadian manufacturing was to compete on par with top global economies. He explained how Canadian stakeholders could leverage the different opportunities available for driving efficiencies in production and processes.
Other education sessions focussed on trending subjects such as artificial intelligence, sustainability, electric vehicle supply chain, robotics and more. Dedicated product showcases throughout each day ensured that exhibitors were able to present their latest innovations to their target customers.
The Canadian German Chamber of Industry and Commerce organized a full day of sessions on emerging technologies in automation with experts sharing best practices from Germany.
German Technology Day’s growth continues in its fifth year
On October 26, German Technology Day (GTD), the one-day industrial technology conference and tradeshow in Toronto, hosted 22 of Germany’s leading automation and advanced manufacturing equipment manufacturers. In the fifth iteration of the annual event, the number of exhibitors and presenters has steadily grown since its inception.
With the theme of Transformation, the show not only showcased each company’s industry-leading, energy-efficient solutions but also a series of 30-minute presentations from each participant throughout the day.
Standout presentations included Weidmuller’s Automation and Network Specialist, Visal Jhurry, who presented about the company’s recently released u-OS, a Linuxbased embedded OS designed for IIoT and automation applications and Pilz’s Product Manager, Guillaume Lavoie, who explained how IO-Link Safety is transforming the
future of safety communication and diagnostics.
Other standouts included a WAGO case study on optimizing uptime with predictive maintenance, presented by Tyrone Visser; and Murr Elektronik Head of System Solutions Tom Jensen’s concise summary of IIoT infrastructure technologies. | MA
A reception at the end of the first day and a booth bar crawl on day 2 ensured that
attendees were able to engage casually with one another as well as with exhibitors.
PHOTOS: SUKANYA RAY GHOSH
PHOTO: MARIO CYWINSKI
DEFENDING THE FACTORY FLOOR
The need for a battle plan to secure operational technology systems in manufacturing
BY JACK KAZMIERSKI
As today’s manufacturing facilities transition into an evermore complex digital environment, with many adopting Internet of Things (IoT) technologies in order to boost efficiencies, they’re also opening themselves up to hackers and cybercriminals. The ability to connect to the Internet, as well as the convergence between OT and IT, have exposed the modern manufacturing environment to new cybersecurity threats.
“While smart manufacturing technology has ushered in a new era of industry transformation, it has also introduced new cybersecurity challenges,” says Matt Cameron, global product manager of cybersecurity services at Rockwell Automation. “Common risks to OT systems include unclear ownership of OT security, inadequate protection from IT security solutions and the absence of security features and passwords in even some modern IACS products.”
Attacks on OT systems are on the rise, says Matt Bohne, vice-president and chief product cybersecurity officer at Honeywell, and chair of the ISAGCA (International Society of Automation Global Cybersecurity Alliance).
“I don’t see this slowing down,” he adds. “There’s a shift in what the new normal has
become, and this means companies need to understand their vulnerabilities and they need to fund and support their cyber programs. The days when they thought about cybersecurity as something ‘they’ll get to’ or something ‘they’ll invest in the next quarter or next year’ are behind us.”
In order to address OT risks, Bohne says that companies need to include remedies in their annual financial plan. “The first order of business is to step back and look at your software and manufacturing operations,” he explains. “Look at the risks that you have there, and make sure you’ve effectively planned upgrades, and that you’ve prioritized those upgrades over other projects that are perhaps lower risk.”
Bohne adds that asking the right questions is critical. “Look at the real risks you’re hosting in your infrastructure,” he explains. “How old is it? Has it been maintained? Have you been doing patching? Have you been making operational changes in the infrastructure? If not, what do you need to do?”
You may need help from some of your vendors, Bohne explains, but it’s vital to come up with a plan of action. “Once you have a plan,” he adds, “you’ll need to fund that plan so that the work actually gets performed. Getting the work done isn’t that
hard, but you need to set aside the necessary funding so that the work is completed.”
Mitigating risk
Rockwell Automation’s Matt Cameron says that it ’s important for organizations to be vigilant in monitoring and responding to security incidents and that they must take action quickly once a weakness or vulnerability is identified. It’s also important for them to understand the convergence between securing OT and IT environments.
“Creating an effective OT cybersecurity plan for a manufacturing company requires a deep understanding of the organization’s specific risks and vulnerabilities, as well as a comprehensive approach to security that includes people, processes, and technology,” Cameron adds. “It is important to work with experienced OT cybersecurity professionals to ensure that your plan is effective and sustainable over the long term.”
As the factory floor becomes more connected, Cameron explains, there are a number of steps manufacturers can take to secure their OT environments. Cameron recommends the following:
Implement micro-segmentation: Micro-segmentation can help to further isolate OT systems and reduce the risk of attacks spreading.
Use Zero Trust security: Zero Trust security is a security model that assumes that no user or device is trusted by default. Zero Trust security can help to protect OT environments from attacks that exploit vulnerabilities in trusted users or devices.
Use artificial intelligence (AI) and machine learning (ML) for security: AI and ML can be used to detect and respond to OT security threats more effectively.
Monitor OT networks for suspicious activity: Manufacturers should monitor OT networks for suspicious activity and respond promptly to incidents.
Artificial intelligence and security
The next phase of the war on cybercriminals will likely play out with the help of AI (artificial intelligence). “AI can be used for both good and evil,” says Robert Barton, chief technology officer at Cisco Canada. “On the evil side, people will use AI to impersonate
“Creating an effective OT cybersecurity plan for a manufacturing company requires a deep understanding of the organization’s specific risks and vulnerabilities, as well as a comprehensive approach to security that includes people, processes, and technology,” says Matt Cameron from Rockwell Automation.
someone in the company so that they can gain access to critical systems. AI can also develop content that is so authentic-sounding and so believable that people will click on a link.”
Cameron agrees. “Adversaries use AI to develop new attacks and malware, draft phishing emails and exploit vulnerabilities,” he says. “On the other hand, organizations can also use AI to protect their OT environments from attack. For example, organizations can use it to detect and respond to OT security threats more effectively. AI can also help organizations automate security tasks, such as threat detection, which can free up security personnel to focus on more strategic initiatives.”
Legacy systems and the future of cybersecurity
Cisco Canada’s Robert Barton explains that one of the challenges facing the manufacturing sector is the age of some of the equipment still in use. “OT has a lot of old gear,” he says. “You’ll find equipment that’s been on the factory floor for over 20 years because they don’t replace it very often. So how do you make that 20-year-old system secure?
“SCADA is the protocol that runs in OT, but it’s a 60-year-old protocol. It runs the world, and it’s basically insecure. We’re
trying to build all these wrappers for security around it, and that’s our challenge.”
Thinking about the years ahead, Barton believes that cybersecurity risks are going to continue to mount. “I think it’s getting worse,” he says. “Cybercriminals have new tools, like AI at their disposal, and that makes our job that much more difficult. Five years ago, we weren’t fighting AI. Now we are. And I think for every advance we make in security, the hackers are also making advancements.”
Now, more than ever, it’s vital for manufacturers to have an effective strategy in place as they strive to protect their OT systems from cybercriminals. “With digital transformation and the increased use of interconnected devices, the OT cybersecurity landscape is becoming more complex,” concludes Cameron.
“This complexity brings with it new challenges, such as the need to secure a wide range of devices and systems that are interconnected and that communicate with one another,” he adds. “As a result, it is essential for organizations to have a comprehensive cybersecurity strategy in place that addresses the unique challenges of OT environments and is flexible enough to adapt to changing threats and technologies.” | MA
IMPROVE YOUR CYBERSECURITY POSTURE
MATT CAMERON, GLOBAL PRODUCT MANAGER OF CYBERSECURITY SERVICES AT ROCKWELL AUTOMATION RECOMMENDS THE FOLLOWING STEPS WHEN SECURING YOUR OT ENVIRONMENT:
Conduct a risk assessment: Start by identifying and assessing the potential risks and vulnerabilities in your OT environment. This should include identifying critical assets, evaluating the impact of potential threats and understanding the current security posture of your systems.
Develop a security strategy: Based on the results of the risk assessment, develop a cybersecurity strategy that includes goals, objectives and an action plan. This should include a clear definition of roles and responsibilities, policies and procedures and a framework for measuring success.
Implement security controls: Once your strategy is in place, it is time to implement security controls to protect your OT environment. This may include access controls, network segmentation, security monitoring, incident response plans and training and awareness programs for employees.
Continuously monitor and improve: A critical component of any OT cybersecurity plan is ongoing monitoring and continuous improvement. This means regularly reviewing and updating your security controls, testing and validating your security posture, as well as staying up to date on emerging threats and vulnerabilities.
Work with trusted partners: Companies can collaborate with trusted partners, such as cybersecurity experts and managed security service providers, to help them implement effective security measures and manage cybersecurity risks in their OT environments.
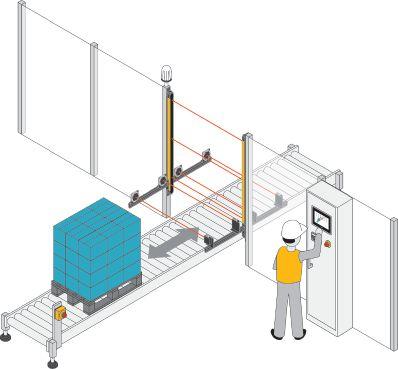
A cyberattack on OT networks can potentially bring the entire manufacturing facility to a standstill. PHOTO: ROCKWELL AUTOMATION
EMERGING APPLICATIONS IN MOTION CONTROL
An in-depth look at how new technologies are driving a range of new application areas in manufacturing BY
TREENA HEIN
Besides precision, accuracy and faster speed, motion control customers in the manufacturing industry are looking for new solutions that offer greater safety, ease of integration, flexibility and reduction of waste.
Industry is keeping up with many new innovations recently marketed or soon to launch. We approached industry stakeholders in the motion control space for insight into emerging trends and the technology behind them.
Hot new applications –replacing hydraulics and more James C. Fadool, global OEM technical consultant at Rockwell Automation, points to a big current push to replace hydraulics with servo motors, as hydraulics are noisy,
expensive, have safety issues and produce a lot of heat and waste oil. “It’s in its infancy but moving fast,” he says. “There have been smaller applications like a small assembly press in automotive, but now it’s into large applications like a large stamping press. You can also collect and store related data easily.”
In terms of other broad areas where motion control is expanding, Will Morris, motion control category manager at RS, points to packing and packaging. “We have three [systems] in our own warehouse that enable us to automatically pack certain-sized products and increase our shipments,” he says. “Some other uses we see are our filling, sealing and labelling machines.” Morris also lists medical/lab processes, CNC machining, 3D printing and cobot applications as growth areas for motion control.
More cobot applications supported by advanced safety features
With people-machine interaction increasing each year, the emergence of standardized advanced safety motion control features for cobots is happening now. An example is the advanced palletizer from Universal Robot & Robotiq, notes Warren Osak, president of Electromate. “They are designed with inherent safety features, allowing them to work harmoniously alongside humans without the traditional safety barriers,” he explains.
Advanced robot safety features include safe limited speed and positioning. “It’s a case of technology catching up with demand,” says Fadool. “Industry has been asking for improved safety functions such as safe limited positions for a long time and it’s great to be able to fill that need. Customers want the ability to safely move product as quickly as possible, but advanced positioning limitation also boosts process efficiency because recovery is so much faster after a jam occurs in terms of dealing with the issue and cleaning up.”
The ability to safely hold position during the cycle, for example, or while there is still material in the machine (as opposed to having to run it out of material) also means that less product falls down to become waste once a panel is opened to deal with a jam.
Wireless supports pneumatic and harsh environment applications
More and more motion control ‘communication’ is wireless, which works particularly well for pneumatic applications where data bandwidth is less intense (simple solenoid activation commands), explains Robert Almedia, business development manager at Advanced Motion & Controls. He adds that “operating in a frequency band not impacted by EMF noise from adjacent equipment can make communications even more robust and tolerant to harsh conditions. Using a wireless communication platform for motion control
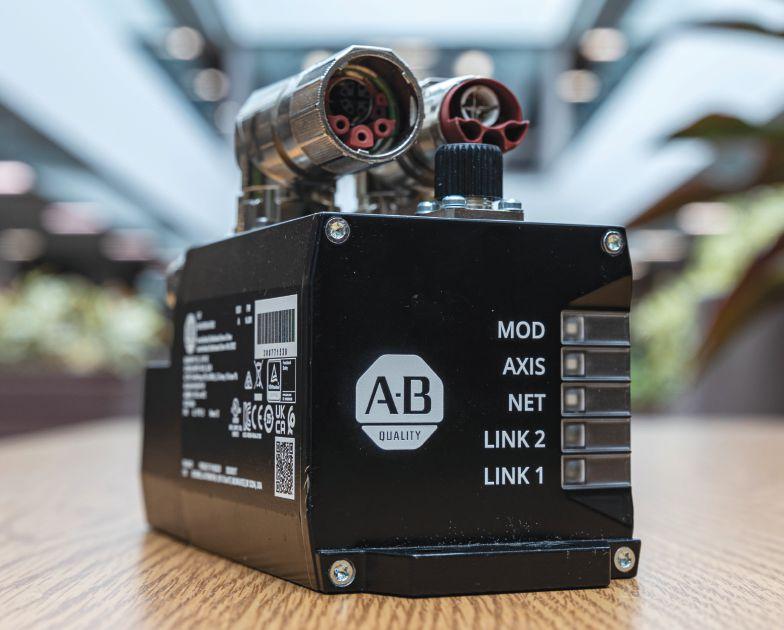
An on-machine module allows motion control integration in previously uncontrolled factory floor assets .PHOTO: ROCKWELL AUTOMATION
also provides a wireless communication hub for other associated sensors or devices employed in the motion control system.”
Modules extend motion control into previously uncontrolled assets and more
Fadool points to on-machine motion control as a major trend that provides multiple benefits and enables the integration of motion control in new material handling and packaging applications. “On-machine drives have been popular in smaller select applications for about ten years, but over the last four years or so, we’ve noticed much higher demand,” he reports. “We’ve therefore launched several dedicated on-machine solutions like Armor Kinetics and Armor Power Flex.”
Bolt-on motion control modules also mean just that: modularity. Customers can purchase them as desired to control motion in assets not controlled previously. Fadool adds that “with on-machine servo motors and drives, we can replace those that are clutch-based or mechanically driven, providing better efficiency and accuracy.” For the machine-building OEM, on-machine motion control modules also provide cost savings in panel development time. “There’s no need for huge build-out of panels and wiring,” says Fadool. “OEMs can build that same panel in probably one-quarter of the time.”
Another benefit of on-machine modules is saved spaced when doing re-fits. Machine size can be reduced with no excess cabinets required. “It’s a single-cable solution that’s really valuable for processes like packaging and automotive assembly,” says Fadool, “where every inch of space is at a premium.”
IO-Link boosts manufacturing flexibility/efficiency and more complex applications
The use of IO-Link communication protocol is steadily gaining popularity, according to Eric Rice, Festo product market manager, electric automation. “It provides real-time data exchange between sensors, actuators and controllers, enabling greater flexibility and efficiency in manufacturing processes,” he says. “With its plug-and-play simplicity and interoperability across various devices and vendors, IO-Link also simplifies system setup and maintenance. Additionally, it offers detailed diagnostic information, reducing downtime and enhancing predictive maintenance capabilities. IO-Link is increasingly
embraced by users and well-supported by automation component suppliers. As a result, it’s expanding beyond its traditional applications in simple sensors and actuators to more complex devices like electromechanical linear axes.”
These linear high-precision motion control solutions (repeatability of +/- 0.015mm and speeds up to 1.3 m/s) are straightforward to control through IO-Link and offer uncomplicated point-to-point motion control without unnecessary features, explains Rice. “They also cost significantly less than traditional servo systems, which often have more functionality than required and therefore cost considerably more than alternative solutions, such as pneumatic cylinders. The affordability of these IO-Link linear axes places them in a comparable price range to pneumatic alternatives, making them an excellent upgrade path.”
Integrated controllers speed up application development
Almeida notes a trend of integrated controllers/drives in the robot/actuator – replacing an external controller (containing servo drivers, inputs/outputs, expansion slots and logic board) that typically requires panel space, can generate heat and usually has functionality aspects that aren’t required for every application. “For those more basic and straightforward applications. a family of
robots has been developed that retains only the most often-used functionality and physically incorporates those components into the robot itself,” Almeida says. “This creates a very compact and effective robot package that is very simple to deploy (use typical wall voltage). This has made development of applications quicker and easier.”
Indeed, integration is enabling companies to deploy robots for smaller applications in-house. “Organizations can now take advantage of smaller-scale productivity gains, which when done multiple times, contribute largely to overall productivity,” Almeida observes. “As a bonus, when self-deployed, the organization ‘owns’ the solution, including the development. This means all the knowledge and understanding of the solution stays in-house, giving them the ability to modify and redeploy assets as needed without the need for external resources.” This approach also attracts new talent interested in development and design.
However, Almeida notes that as with all-in-one robots, some trade-offs are involved. “Typically, electrically-driven actuators are used when no air source is available, the application requires more than two positions or you require dynamic control of speed or force,” he explains. “These simpler designs function as an enhanced pneumatic actuator allowing for two or three positions without any programming needed, basically functioning like single or double solenoid valves or closed-center valves. Acceleration and speed can be dialed in at the actuator without the need for flow controls or specialized programming. With a big push on for energy conservation for economic and environmental reasons, machine builders are finding these actuators more attractive.”
Higher motion control speed and precision driving more SCARA applications
Osak reports that the use of SCARA robots such as the MCS500 from Mecademic are revolutionizing micro-assembly. “As manufacturing pushes the boundaries of speed and precision, SCARA robots are set to play an ever-increasing role,” he says. “In industries like electronics manufacturing, they adeptly handle tasks that require immense precision.”
Osak adds that in the automotive sector, the consistent repeatability of SCARA robots enable them to excel at inspection and testing, guaranteeing that every part meets and often surpasses stringent quality benchmarks.
A 7th axis is a linear transfer system for moving robots along another linear axis.
PHOTO: FESTO
7th axis solution spurs more diverse motion control applications
Rice reports a trend to extend the reach of articulated robots by mounting the base to the moving carriage/mounting plate of an electromechanical linear actuator – referred to as a 7th axis solution.
“The 7th axis adds versatility to the robot’s capabilities, making it suitable for a more diverse set of tasks and applications,” Rice explains. “It can improve cycle times and reduce the need for repositioning the robot, increasing overall efficiency in an industrial setting.”
Better torque control spurs beverage, serialized part applications and more Rockwell is being asked more and more about safe limited torque output torque monitoring in motion control applications. “It’s great to have this on the fly for things like bottling lines, ensuring lids and caps are applied with the correct amount of force,” Fadool explains. “This demand has been around for a while, and we’ve developed workarounds in the past, but about 18 months ago, we released a virtual torque sensor that gives customers the ability to increase process speed without impacting quality control, and they no longer need an external load cell to do this.”
And now that higher-speed computing/controllers and cheaper data storage are available, Rockwell’s sensor also allows customers to gather, analyze and store a lot more data related to torque. “We can measure everything to do with the motor and store that data along with the serialized part numbers, or timestamp in the case of bottling lines,” says Fadool. | MA
What is trending globally?
In an exclusive Q&A with Manufacturing AUTOMATION, Tim Dawson, senior research director and principal analyst for Interact Analysis, shares his insights on global trends shaping the motion control market for the manufacturing industry.
Manufacturing AUTOMATION:
What are the current global trends in motion control technology that you believe are most relevant for manufacturers to consider?
Tim Dawson: The increased use of automation and robotics – driven by rising labour costs and general shortages of labour around the world –underpins the overall growth in demand for motion controls. This, coupled with the desire from many manufacturers for enhanced speeds (throughput) and machine flexibility is leading to increased demand for motion controls. For example, adding flexibility to packaging machinery through additional servo axes offers automatic adjustment and the ability to handle multiple package sizes on a single production line without manual adjustment.
Increased safety is also an important factor that is influencing investment in motion control technology. This is particularly prevalent where collaborative and mobile robots are used with humans working close by. Higher-level safety features at the drive level and in the encoders are becoming a standard on the latest products sold in the European market, and their popularity is growing in North America.
Many vendors are also taking actions to become more sustainable in their manufacturing processes which is driving the growth of motion control technology. Servo drives and motors allow excess kinetic energy to be converted back into electricity and it can then be
redistributed across multiple axes on a machine. They are some of the most energy-efficient devices and use as little power as possible. Furthermore, vendors are working to create products that can be recycled or disposed of in an eco-friendly way. Sustainability is a key trend that Interact Analysis observed at multiple tradeshows globally in 2023.
MA: Are there specific industries or sectors within manufacturing where you see motion control technology making a significant impact? Could you provide examples?
Tim Dawson: Motion control products are used in all industries, wherever precise, controlled movements are required. Almost all motion control products are sold into machinery sectors, as it is unlikely that a manufacturing end-user would directly order a product such as a servo motor, unless as a replacement. The metal-cutting machinery sector was the largest consumer of motion control products, accounting for revenues of $4.2 billion in 2022. The next largest consumer industries were semiconductors & electronics machinery, packaging machinery, industrial robots and metal forming machinery. Together, these five industries accounted for $10.7 billion (USD) in 2022, around 60 percent of the global market.
MA: In the context of Industry 4.0, how is the integration of motion control evolving, and what are the key benefits for manufacturers in this transition?
Tim Dawson: On an overarching level, the implications of Industry 4.0 to machine builders, systems integrators and end-users are huge. Digital factories are inherently more productive, cost effective and energy efficient and have shorter development cycles. We are currently still at an early stage of adoption, although there’s ample evidence of tremendous success stories and what the future of manufacturing and this trend will bring. Digital twin software is a rapidly growing area, with more and more suppliers introducing subscription-based packages alongside their hardware, building a real-time model to monitor current performance and predict potential future faults. This requires many sensors to be placed on the motors or encoders to monitor parameters such as temperature and vibration. Digital twin is already a big area in EMEA, and we are starting to see further deployments in the U.S. This software will help manufacturers and machine builders save money in the long run, and by making use of the latest data analytics and machine learning techniques, they will be able to identify ways of improving efficiency throughout the production process.
There is an increasing need for better accessibility when operating and monitoring systems governed by motion controls products. App-based automation platforms, which are easier to be trained on, are becoming a more desirable option compared to the more traditional methods, which rely on prior technical knowledge.
A general sense of increased openness is a common request of customers of major suppliers. Customers want all their automation devices to be able to communicate with each other, regardless of the manufacturer or industrial network type. The largest automation suppliers go to great lengths to develop ways of allowing different buses to talk to each other. However, this often results in delays, meaning that it won’t be good enough for the highest precision tasks.
MA: Can you discuss any recent innovations or breakthroughs in motion control that you believe will shape the future of manufacturing automation?
Tim Dawson: Although not a particularly new technology, the emergence and use of linear smart conveyance technology (SCT) is at a critical juncture and in its nascent phase. The linear smart conveyance technology market is predicted to see a global CAGR of 26.3 percent, growing from $397 million in 2022 to more than $1.2 billion in 2027. The industry is observing increased adoption rates for SCT from new industries and applications that are looking to replace traditional conveyor systems. Some examples of this technology include Beckhoff (XTS), Rockwell Automation (iTRAK), Bosch Rexroth (FTS), B&R Automation (ACOPOStrak), Siemens/Festo (MCS), SuperTrak Conveyance (SuperTrak Gen3). The first smart conveyance technology products were launched as far back as the early 2000s, but acceptance, understanding and appreciation of how to maximize the benefits of this technology by machine builders and end-users is finally coming to fruition now. Some of the benefits include superior speed and flexibility, leading to maximum throughput.
MA: From your research, what other related developments in automation will contribute to the increase in significance of motion control components for manufacturers and other industry stakeholders?
Tim Dawson: The industry projected to see the strongest growth in demand for motion control products between 2023 and 2028 is mobile robots (CAGR of >40 percent to 2028). With over 150,000 mobile robots shipped globally in 2022, the sector is seeing huge growth due to the increasing demand for automated fulfillment/warehouse automation resulting from the continuing trend towards e-commerce. By 2027, it’s possible that as many as 1.3 million mobile robots may be required each year, which would in turn create a huge opportunity for suppliers of motion control products.
MA: Looking ahead, what predictions do you have for the future of motion control in manufacturing automation, and how can companies prepare for these changes to stay competitive in the global market?
Tim Dawson: Interact Analysis anticipates that the material impact of digitalization on the motion control market and how products will technically develop will be low. Other than having some way to connect to the cloud, which could simply be via the pre-existing communications port on the drive, or integrating a web server, there are unlikely to be significant changes to the design of servo motor or drive products themselves. Added value could be made possible through (cloud) services associated with analyzing servo drive data for the purpose of condition monitoring or predictive maintenance, but the products themselves are not expected to change materially. | MA
BY KRISTIAN HULGARD
It’s the end of robot programming!
The
‘no-programming’
approach democratizes collaborative automation and simplifies robot integration.
Industrial robot programming has evolved massively since the days of punch tape and paper-based flowcharts. Teach pendants existed back in the 70s, but they were clunky affairs, intimidating to non-experts, and not exactly user-friendly.
The 1980s brought usability improvements as pendant makers incorporated digital displays and more intuitive interfaces. At the same time, the rise of computer-based programming led to the emergence of all sorts of robot programming software, more user-friendly interfaces, offline programming, and CAD integration. Expert engineers were still required for the vast majority of industrial robot programming tasks, however.
And yet, despite incremental improvements in usability accumulating over time, robot programming methods stayed more or less the same until the emergence of collaborative robots (cobots) and lightweight industrial robot arms in the 2000s.
Fulfilling the promise of collaborative automation
Collaborative automation is the fastest-growing segment of the industrial robot market. Cobotbased systems are attractive to companies of all sizes thanks to their affordability, fast ROI, small footprint, and ability to switch between different products and applications.
Designed to break down barriers to automation adoption, particularly among small to medium size businesses (SMEs), these lightweight, collaborative industrial robots enable easy hand-guiding and ship with intuitive teaching pendants.
Recently, so-called ‘low- and no-code programming’ approaches have come to market. These systems use visual modelling and drag-and-drop user interfaces. Low-/no-code programming is an advancement, but unless the application is very simple, some programming knowledge is still required to ensure a safe and successful deployment.
Do you have ‘noprogramming’ experience?
Today, another leap in usability has been achieved – the elimination of programming altogether.
And not only do I feel fine about that, I think it’s a massively positive development; a fulfilment of the democratizing premise of collaborative automation, which promises to deliver robots that can be deployed easily, regardless of the end user’s previous robotics experience, or lack thereof.
The elimination of robot programming liberates both end-users and robotics integrators, slashes deployment times, and improves return on investment (ROI).
Combined with the growing trend towards open, plug-andplay hardware, these new, ‘programming-free’ approaches also help to address the labour and skills shortages being experienced by both manufacturing companies and robotics integrators. This enables both manufacturers and robot integrators to boost their business despite labour shortages, thereby supporting automation adoption globally.
Time-consuming traditions
Deploying traditional industrial robots is a costly and time-consuming process that requires robotics engineers with in-depth knowledge of numerous robot systems and programming languages. This complexity has pushed traditional industrial automation beyond the budgets and competencies of SMEs.
Collaborative automation, to varying degrees, breaks down this complexity, via a range of usability features that enable people with little or no previous
robotics experience to deploy automation quickly, safely and effectively.
For example, many cobot brands provide hand-guiding features designed to speed up the deployment process. Instead of wasting time in pendant-based programming, cobot users can program the system by guiding the robot and end-effector into position by hand and setting various points along the way.
While collaborative automation has proven fast and easy to deploy for straightforward processes, many end users have found that their ideal application is actually more sophisticated than they assumed.
Moreover, reprogramming and redeployment for new products or to add productivity improvements has proven challenging for many SMEs, requiring the expertise of an integrator. For SMEs with high-mix, low-volume production requirements, the complexity remains sufficiently high to put them off a robotics investment altogether.
Kristian Hulgard is general manager of the Americas division at OnRobot. He has been part of the collaborative robot market since its emergence and is a thought leader in cobot applications and activation of robots in the collaborative space.
The ‘no-programming’ method simplifies the process of deploying collaborative automation on CNC machines by eliminating hours of repetitive, manual programming tasks. CREDIT: ONROBOT
Decades in the making User-friendly interfaces and programming techniques reduce deployment lead times and costs, benefitting end-users and integrators alike. But the culmination of all of these trends and advancements in usability is fully automated deployment and programming. This decades-old industry goal has been achieved.
Programming-free deployments liberate integrators from a wide range of tedious manual programming processes, making collaborative industrial automation deployments faster and easier than ever before. This new technology automates the process of building, running, monitoring, and redeploying collaborative automation. The result is complete applications that can be deployed and redeployed directly on the manufacturing floor in a few simple steps, with zero programming required.
The time savings are impossible to ignore. For example, deployment of a collaborative palletizing application using traditional methods will typically take an integrator around 40 hours to complete. Using the new, programming-free approach, the entire deployment takes around four hours – a massive 90 percent time savings.
Or consider a collaborative CNC machine tending application that typically takes 36 hours to set up, program, test and deploy using traditional deployment approaches.
Robotic machine tending deployment requires expertise at each step. This begins with choosing the robot and its mounting to fit into existing shop floor layouts and to work with defined infeed and outfeed setups. Next, single or dual grippers must be sourced, and these must meet workpiece size, weight, and type requirements. Decisions have to be made on how best to mount the tool to meet the application’s needs. Should you use an end-effector
quick changer to enable fast and easy change-overs for handling different work pieces?
Additionally, CNC machine integration requires an understanding of the machine’s capabilities and communications so that actions such as door opening and closing and starting machine cycles can be automated. Meanwhile, multistep applications add additional complexities such as defining realignment or regrip steps, and cleaning steps before or after processing. No wonder setup typically takes at least 36 hours.
By contrast, using the automated ‘no programming’ system, that same application deployment takes approximately six hours. This minimizes time and cost by enabling end users and integrators to get the system up and running for faster returns. The platform automatically discovers most of the installed hardware and configures the interfaces to provide immediate control over them. Meanwhile, workspace obstacles are defined using a single simple interface. The platform automatically generates an optimized, collision-free path for the robot arm. The platform also automatically generates all the program logic, signals exchange, events handling, and path planning of the robot for the entire application – based on just a few inputs.
How to eliminate programming
This new approach to automation deployments is built on software that abstracts the programming details required
for successful deployment such as path planning, program logic, signals exchange and event handling. All that complex robotics know-how is built into the system.
All the user has to do is define the cell boundaries and obstacles and from there the software automatically produces an optimized program for that specific application, whether it’s machine tending or palletizing.
Once the automated setup is complete, users just click a button to run the application. They can also monitor application performance in real-time to boost productivity and minimize downtime. All of this means that complete applications can be quickly deployed on the factory floor and that ongoing changes can be managed in-house even by operators with zero prior robotics experience.
Many collaborative automation companies have always aspired to empower SMEs with technology. It’s all part of a collective industry aim to democratize robotics by breaking down barriers around complexity and cost. By eliminating programming, collaborative automation has taken a giant step towards those goals. In the process, manufacturers and end users are liberated from tedious manual programming tasks forever – and they feel fine. | MA
Automated deployment platforms remove the need for manual work for integrators by automating program logic, signals exchange, event handling and robot motion planning. CREDIT: ONROBOT
INTELLIGENT MANUFACTURING: THE CANADIAN STORY
How the Canadian manufacturing industry is leveraging artificial intelligence and opportunities available for wider adoption.
BY SUKANYA RAY GHOSH
The Canadian manufacturing industry is well aware of the importance of embracing artificial intelligence (AI). AI has been a staple in digital transformation technologies for several decades now. As it has evolved, it has opened new pathways to transform how the industry functions and grows.
So, where does Canadian manufacturing stand today? In the inaugural ALL in AI event that took place in Montreal in September, Isabelle Hudon, president of the Business Development Bank of Canada, shared that the level of adoption and maturity is quite low, according to currently available data.
“In Canada, we do lack adoption of technology to start with when we do compare our country to other countries. Digital adoption is pretty low, and way too low if we want to be better and more productive. It’s tough to ask SMEs to leapfrog over digital adoption and go right to AI adoption. So, it’s quite a journey. I do think that all of us, researchers, academic people, entrepreneurs and leaders in the field, have to develop a more tangible narrative around the benefits of AI. Also, we do talk about AI too often in a very complex
way and show applications that are one, very expensive, and two, quite inaccessible for SMEs,” she said.
Hudon added that industry leaders should come back to a narrative that makes the definitions and benefits of AI simpler. This, she said, would encourage adoption and increase the speed of adoption. She shared that manufacturers that do adopt AI are able to see an impressive difference in their growth and efforts in scaling up their businesses.
With so many advanced technologies and choices, there might be a certain level of hesitance from manufacturers in investing in AI without understanding what it can help them accomplish.
Hudon explained that to close the gap in adoption, the focus should be on education.
“I do believe that it’s non-negotiable to train entrepreneurs and the business community on the many benefits that AI can bring into one business and into their businesses. That’s where my team is thinking of how we need to bring education first and foremost. We’re a bank and often we go to the solution of financing or investing. But we also do advisory services that play a huge role in education. So, it’s not
necessarily first and foremost, the financing that is missing. It’s the education to bring a certain level of knowledge and recognition.”
She reiterated that the industry needs examples of AI adoption and deployment that are not just complex and extensive.
A successful application
At the ALL in AI panel discussion on how AI is transforming the manufacturing sector, entrepreneurs and leaders working in this area spoke about actual implementations and how they fared.
Mathieu Laroche, a senior advisor on technology strategy and transformation, explained that it is important to realize that AI doesn’t solve all the problems. It can also be quite expensive at times and there are technologies that are way simpler to implement.
An example of a successful implementation, shared by Laroche, was a project he worked on at Kruger Products’ Sherbrooke mill, a pulp and paper facility.
The mill, which was built about four years ago, was a great place to start, explained Laroche, as some assets were already digitalized. AI implemented at the mill targeted supply chain demand forecasting. It was used to improve productivity, to ensure that all assets were performing at their highest levels. The mill also added predictive maintenance. AI was used for production planning to plan the production lines for the different shifts.
“The program of course is continuing right now. The business units and team that was built with that program from zero persons to now 15 software developers and full stack data scientists also is now autonomous and scaling that program to other mills,” said Laroche.
He added that being able to maintain a solution and scaling it to other mills is a major achievement.
The human factor
There has been a long-standing fear in the industry that automation technologies can possibly take away jobs. However, industry experts have reiterated quite often that human beings are crucial to the success of technology adoption.
Panellist Sean Clare, co-founder of Pacefactory, noted that operators on the plant floors
are often treated as disposable assets, especially when there is a case for cost reduction.
“One of the things we’ve discovered through this use case that we did on understanding standard work, which is the work process that people are supposed to do, [is that] a lot of people, when they start in manufacturing, they feel like they need to be keeping themselves busy. So, they’re working really hard. They’re doing things but they’re not necessarily working smart. They’re doing things and if they’re not doing it in the right order, they’re upsetting the whole process, which has automation, robotics and a lot of other moving parts that aren’t human. So, what we’ve learned is that once we’ve implemented and understand the current state that if people work in the proper process and pace, they actually find they have to work less. The job is actually easier to do because they are working at a slower pace, but they’re doing the right things versus making themselves look busy,” explained Clare.
He added that it is important to equip people with the right tools to ensure that they are successful.
The decision-makers in manufacturing businesses are not usually the people operating the machines and using the advanced technologies. The actual users, such as operators and plant floor personnel, should not only be comfortable using the technologies but also believe in the technologies they use.
Josef Zakowicz, vice-president of corporate development at Canvass AI, shared that in his team’s experience, most plant floor personnel don’t trust AI. He added that it is important to remember that when things go wrong in a manufacturing environment, it can turn into a potentially dangerous situation.
“So, this business of building confidence and trust in what you’re doing is very, very important. As a result, when we work with our customers, we have them focus on the small, low-hanging fruit problems that can be solved. And that builds confidence and it also delivers immediate value. You have to take those small steps before you start scaling anything across an organization. And if you do that well in one plant, (and this is our experience where we work with multinationals) it’s just that one plant gets on fire and it spreads to other plants almost naturally. While the sales process and the deployment process on the first implementation are excruciatingly long, that cycle shortens as you build confidence within the workforce,” he explained.
Not all manufacturing facilities are built
equal. Many still have legacy systems and equipment. They have people with decades of experience managing the processes but may not be trained in the most current technologies.
Clare noted that in a discrete manufacturing environment, it is necessary to go through the transformation of using more digital data to support the people on the line.
He added that there is a possibility in the future to extend the whole idea of following standards for work both up and down the value stream by bringing more data sources in. Clare explained that the data could help in learning how to use technology to learn what people need to know at the time they need to know it so that they can apply it. | MA
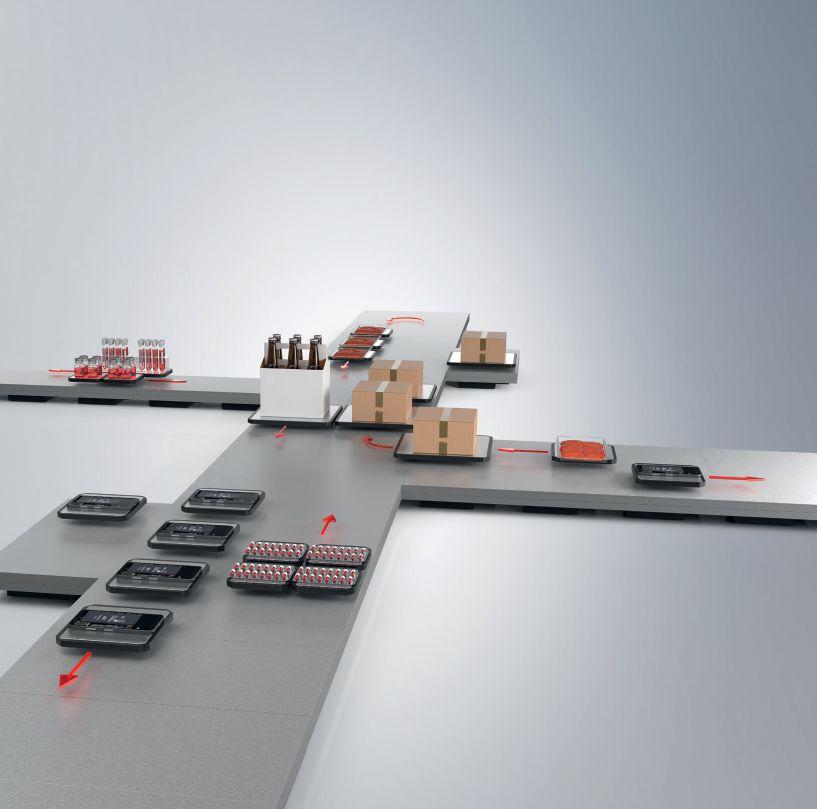
: Agile machines with adaptive automation
XPlanar enables new dimensions of freedom in product and material handling: Levitating planar movers fly over flexibly arranged planar tiles accommodating nearly any track layout and path planning.
Individual 2D transport at up to 2 m/s
Processing with up to 6 degrees of freedom
Transport and processing in one system
Wear-free, hygienic and easy to clean
Free arrangement of planar tiles enabling totally customized machine and process layouts
Multi-mover control enables parallel and individual product handling
Fully integrated into the powerful and standardized PC-based Beckhoff control system
(TwinCAT, PLC IEC 61131, Motion, Measurement, Machine Learning, Vision, Communication, HMI) For use across all industries: assembly, packaging, food/bev, pharma, laboratory, entertainment, …
Individual product transport Free system layout
6D motion
Scalable payload kg
Levitating planar movers
Velocities up to 2 m/s
Flying 2D product transport with up to 6 degrees of freedom
Scan to experience XPlanar in action
INDUSTRY WATCH
BY PAUL HOGENDOORN
Achieving valuable outcomes with meaningful busyness
Many years ago, a person I have immense respect for said to me, “If you want to get something important done, ask a busy person”. I instantly recognized the truth of that statement, but I can’t say it fit me too well. I was indeed a busy person, and I did get things done, but I continually operated at a level of unrelenting frenetic busyness and the cost of getting important things done was often misunderstandings, hard feelings and sometimes fractured relationships. Upon completion of the task, when I felt that we should be cheering our accomplishment – i.e., slapping backs and clinking glasses – there were scars that needed tending to, but no time to slow down for that as there were other important things waiting to be done. Being busy doing important things is not just a full-time job, it is an addiction.
About 20 years ago, a friend of mine had just been hired to turn around and save a long-running manufacturing business in my area. They employed a couple hundred people, and their financial runway was incredibly short –one payroll period, or two weeks. Long story short, he succeeded and stayed for about five years, and the company continues to operate successfully to this day. The most amazing thing about watching him work, however, was how little work he seemed to do. He would often be out of the office, not working, but at charity golf tournaments or on mini-long weekend vacations with his wife. One morning when I was in his plant, I mentioned that me and a few buddies were riding up to Manitoulin Island later in the week, and without hesitation, he
Paul Hogendoorn is a serial entrepreneur that has built multiple manufacturing and manufacturing technology companies. He has been a regular contributing columnist for 15 years. For more on Paul’s current activities go to www.tpi-3.ca or email him at paul@tpi-3.ca
“We think of busyness, especially important busyness,
as keeping us valuable to the organization and our efforts
meaningful.”
said, “Sounds great. Mind if I join you?”
On the trip, I asked him how he could take so much time off at such a critical juncture, and although I don’t remember the exact words, it came down to something like this: “I know how to get things done – because I really dislike being busy”.
Most of us say we are too busy and we think that we yearn for a less demanding workload, but the truth is that’s not how most people are wired. We have an innate need to be important in the organization we work for, both for financial security as well as personal self-worth. We think of busyness, especially important busyness, as keeping us valuable to the organization and our efforts meaningful.
My colleague (the turnaround specialist) hated being busy at work. Speaking candidly, I do too. I would rather have discretionary time to choose what I could busy myself with rather than a full slate
of things that keep me so busy there is little time left for things I choose to spend my time on. The faster he could make himself unbusy, the better, and the best way to make himself unbusy was to get things done.
Here are three tips I learned, not only from him but from all the company leaders I worked with who demonstrated the same ability to build their companies while having plenty of personal time.
The first is obviously to triage and understand the difference between truly important objectives and perpetual busyness. The meetings you run are a reflection of how you want to run your company. Are the meetings filled up with seemingly important dialogue and go on for an hour or longer? Or, is there a clear point and objective to the meeting that everyone knows in advance of, and do clearly stated outcomes come from them?
The second is to delegate effectively – to help your people get unbusy as fast as possible. Don’t delegate simply to get things off your plate, delegate to get important things done. Your role is to simplify life for those you delegate to and help them find the shortest path to get the critically delegated things completed. The quicker those things
get done, the quicker that person will be available to delegate another important objective.
The third is measurement and accountability. What outcomes are you being measured by in your role? What outcomes are the people you delegate to being measured by? If measurements are vague or anecdotal and objectives are fuzzy or ambiguous, your outcomes will be equally vague and fuzzy. Remember that what gets measured gets improved. (If busyness is what is in effect measured, more busyness will likely be the only result. If completed tasks and outcomes are measured, more and better outcomes will be the result).
There’s some truth to the statement “Actions speak louder than words.” However, in this way of thinking, “outcomes speak for themselves.” There’s not much explaining to do when things get done on time, nor is there a need for an ongoing superhuman effort to demonstrate commitment to the company. The task is done, and on to the next task. And that’s how it goes. The people who get things done get other important things assigned to them, which they then pursue with the same disciplined diligence, and they get those things done too. They gain valuable time for the business, and while this drives the business forward, they also gain more time for themselves. They golf more, ride more, and get home for dinner on time far more often.
Efforts can be appreciated, and words can be helpful, but only the outcomes have tangible business value.
If you enjoyed this column, you can connect with me on LinkedIn/paulhogendoorn/ or paul@tpi-3.ca | MA
ROBOTICS
Next-generation robot controller
Epson Robots’ high-powerdensity SCARA robots – the GX-B Series – is powered by the RC700E controller with integrated SafeSenseTM technology. Included in the series are the GX4B, GX8B, GX10B, and GX20B. The GX-B Series is engineered to meet unique automation needs. This series of SCARA robots reportedly offers payloads
from four to 20 kg, reach up to one-metre, multiple arm configurations and mounting types, integrated SafeSense technology and high throughput with high payloads to accomplish demanding tasks with precision. This series uses advanced GYROPLUS vibration reduction technology to provide fast production speeds, smooth motion control and fast settling times. The RC700E reportedly integrates the power of PC-based controls and the power of a real-time engine that can run up to 32 tasks with over 500 commands to optimize runtime, recovery and error handling.
The NRTL safety rated RC700E provides safety limited speed and position monitoring. The series offers table, wall- and ceiling-mount options; 250, 300 and 350 mm reaches available for
GX4B; 450, 550 and 650 mm reaches available for GX8B; 650 and 850 mm reaches available for the GX10B; 850 and 1,000 mm reaches available for the GX20B; longer Z axis available on GX20B, GX10B and GX8B. epson.com
MOTION CONTROL
SSI interfaces for absolute encoders
POSITAL’s new generation of IXARC magnetic absolute rotary encoders is now available with SSI communications interfaces. SSI (for Synchronous Serial
Interface) is a serial communications system that connects sensors directly to digital PLC’s or microcontrollers through point-to-point wiring systems based on RS-422 communications standards. SSI is supported by most major PLC manufacturers. This new series of encoders feature advanced TMR (tunneling magnetic resistance) sensors for single-turn angular position measurement. The encoders also feature a new ASIC, designed in-house to support battery-free rotation counting in multiturn variants. Each time the encoder shaft completes a rotation, a Wiegand sensor connected to the ASIC provides both a signal pulse and enough electrical current to energize the counter circuitry in the ASIC. Housings for the new generation of IXARC encoders
have been refined, with compact new welded models available. Other options include variants with interface connections that are angled at 45° to the shaft axis. This offers an alternative to axial or radial connectors and can make it easier to install these devices in tight spaces. POSITAL encoders with SSI interface are programmable: resolution, direction of rotation, code and preset can all be configured through simple software updates using POSITAL’s convenient UBIFAST programming tool. posital.com
POWER SUPPLIES
A series of compact options
Carlo Gavazzi’s new SPDE Power Supply Series consists of compact 2-phase (bi-phase) and 3-phase DIN-rail mount power supplies designed for electrical panels with limited space. This series reportedly offers power ratings from 120 to 480 W with 24 and 48 VDC output, and input voltage range with AC voltage, (2-Ph 180-600 VAC and 3-Ph 320-600 VAC) or with DC voltage (2-Ph 254-848 VDC and 3-Ph 450-850 VDC). The products are certified by a series of industry approvals: CE, UKCA, UL61010, EN62368-1. Technical features include universal AC/DC input voltage range; output voltage range of 24 VDC or 48 VDC; output power range for up to 120 up to 480 W; space savings; built-in active PFC (2-Ph 240 W and 3-Ph 480 W); DC OK relay indication; and overvoltage category III. gavazzionline.com
MOTORS & DRIVES
High-current motordrive series
STMicroelectronics’s new high-current motor-drive series currently offers two STSPIN9 devices, targeting high-end industrial appliances.The 4.5A STSPIN948 and 5.0A STSPIN958 integrate PWM control logic and a 58V power stage with system protection and two operational amplifiers for current sensing. They are suitable for driving brushed DC motors and bipolar stepper motors. The STSPIN948 contains two full bridges that can be configured to work in different modalities. With a choice of current control based on PWM with fixed off-time or a programmable threshold, the STSPIN948 can be used in five different modes. This 4.5A IC is packaged as a 7mm x 7mm VQFPN48. The STSPIN958 contains a single full bridge that can be configured to drive two unidirectional motors, one bidirectional brushed DC motor, or one higher-current unidirectional motor by parallelizing the outputs. This IC supports seven different driving methods. The 5.0A STSPIN958 is housed in a 5mm x 5mm VFQFPN32 package. The STSPIN948 and STSPIN958 motor drivers can be used in a variety of industrial applications, including factory automation systems, industrial robots and industrial appliances, among others. Both drivers let the designer program the output transistors’ slew rate to 0.3V/ns, 0.6V/ns, 1.2V/ns, or 2V/ns using an external resistor. Dead time is built in to prevent shoot through and each MOSFET has onresistance of only 200mΩ. The
propagation delay is 280ns. Each IC has a complete set of protection features including overcurrent, overtemperature and short-circuit protection and low bus-voltage detection with under-voltage lockout (UVLO). st.com/en/
MACHINE VISION & INSPECTION
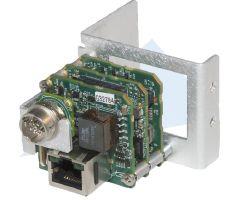
GigE Vision block camera connectivity solution
Pleora Technologies and Skoopia have introduced an external frame grabber that adds GigE Vision connectivity to Skoopia’s 21Z30S series block cameras. The combined solution helps designers and integrators leverage the use of Skoopia blocks with the cabling and networking advantages of Pleora’s external frame grabber. Skoopia portfolio of blocks offer 30x and 10x optical zoom delivering object capture. Integrating Pleora’s iPORT SKB-GigE external frame grabber, Skoopia blocks transmit fullresolution low latency video, power, and control signals to existing ports on a computer over a GigE link for distances up to 100 meters using standard CAT5e/6 cabling. Designers can reduce system size, cost, and power consumption by using smaller form factor computing platforms, including laptops and embedded devices, for processing. Images from multiple Skoopia block cameras can reportedly be aggregated to a single port, and/or images from one camera can be multicast to multiple endpoints. pleora.com
COMMUNICATIONS & NETWORK
Remote I/O solutions for electric, pneumatic motion
Festo’s CPX-AP-A is its new line of distributed I/O where modules are attached within a terminal. It provides a central communication and data transfer I/O interface. CPX-AP-I is Festo’s decentralized I/O where modules are connected via cable at distances of up to 50 meters between modules. AP modules, whether on-terminal or individual, are IP65/67 rated and can be located in cabinets, in clusters around the cell, individually placed, and separated at great distances. Every AP module reportedly features a real-time backplane transmission rate of 200 Mbps full duplex. AP gives machine builders the freedom to optimize the machine or cell by adding I/O where they need it. Physically attached on-terminal or connected via cable, all components such as PLCs, valves, motors, drives and I/O appear to the programmer to be incorporated within one smart terminal under a single IP address. Having the entire distributed and decentralized I/O topology under a single IP address significantly reduces hardware and installation costs while lowering system complexity. With all the components appearing to the programmer as resident in a single smart terminal, addressing becomes straightforward, programming time shrinks, and engineering productivity rises. As the functionality and capabilities of the system climb with the
addition of modules, the overall distributed and decentralized I/O system becomes simpler to create and maintain. festo.com
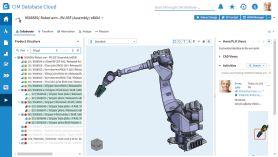
AUTOMATION SOFTWARE
Cloud PLM offering
CIM Database Cloud is CONTACT’s new ready-to-run solution for end-to-end digital product development. The no-code software reportedly combines enterprise-level PLM functionality with cloud technology and offers cuttingedge IT security as well as DevOps services. CIM Database Cloud includes functions for data management, project management, cost calculation, material management, and the synchronization of different bills of materials. Companies can connect their existing IT landscape via interfaces to third-party applications such as CAD and ERP systems. The Software-as-a-Service (SaaS) application is ready to run out of the box due to its standardization. The administration of CIM Database Cloud requires no programming skills and can be carried out by the specialist departments themselves. CIM Database Cloud is available as a SaaS application in three expansion stages: “Collaborate”, “Accelerate”, and “Innovate”. For companies with high customizing requirements, CIM Database Cloud offers optional DevOps services. This allows them to precisely map company-specific business processes and adapt functions continuously. contact-software.com/en/
MATERIAL HANDLING
Heavy-duty AMR for compact spaces
OTTO Motors’ highest performing heavy-duty AMR for tight spaces is the new OTTO 1200. The newest AMR is designed with a narrow width to autonomously move payloads up to 1,200 kg (2,640 lb) without compromise to safety. It is equipped with adaptive fieldset technology and is reportedly capable of navigating highly space-constrained environments. It is equipped with a narrow footprint of 910 mm. It features a rugged, all-metal body designed to IP54 rating. Key specifications include 1,200 kg (2,645 lb) payload capacity; 1.5 m/s (3.4 mph) maximum speed; 1350 x 910 x 320 mm (53 x 36 x 13 in) footprint; and 30-minute charge time from 10 percent to 90 percent. OTTO 1200 collaborates with other OTTO AMRs, enabling manufacturers to unlock facility-scale material handling automation. ottomotors.com
MACHINE SAFETY
Controller with safe data transfer
Pilz’s new configurable small controller PNOZmulti 2 now comes with FSoE ( FailSafe over EtherCAT) connection. To ensure seamless integration of safety concepts into machine concepts, the controller supports the open communication system EtherCAT in combination with the safe
protocol Safety-over-EtherCAT FSoE (FailSafe over EtherCAT). The product reportedly enables the transfer of both control and safety-related information. From Version 11.3 of the software tool PNOZmulti Configurator, the controller can be configured as FSoE Master, FSoE Slave and also EtherCAT-Slave. Up to four Master-Master and up to 60 Master-Slave connections are possible with the EtherCAT FSoE communication module, in conjunction with the base unit PNOZ m B1. It is also possible to implement safety-related networking with the safe radar sensor PSENradar from Pilz and safe drive technology PMC (Pilz Motion Control) – both with FSoE functionality. The “one-cable solution” is also used here to incorporate FSoE-capable actuators and sensors flexibly into the network. In accordance with IEC 61508, FSoE is suitable for safety applications up to SIL 3. pilz.com/en-CA/
WIRE & CABLE
Two-piece flex split conduit
AutomationDirect has added EWT-PA series flexible, non-metallic, two-piece split conduit from Murrplastik. This
flex split conduit reportedly provides an easy solution for routing pre-terminated cables, eliminating the need to dismantle/reassemble the installed connectors. The EWT-PA series conduit consists of dual overlapping tubes that are easy to open yet provide mechanical protection and eliminate unintentional exposure of the cabling bundle inside. This conduit is ideal for cable installations on cobots, gantry systems or any retrofitting application. Also included are connectors and accessories to help with conduit installation. All connectors consist of two pieces that easily snap together with little effort. Mounting accessories allow mounting of the conduit with one push/snap into place. A wire insertion tool allows for quick installation of cables into the conduit. The new Murrplastik non-metallic two-piece split conduit starts at $57.00 / 32ft. coil and split conduit connectors start at $10.00 / pack of 5. automationdirect.com
BY STEPHANIE HOLKO
Stephanie Holko is the director of project development at Next Generation Manufacturing Canada (NGen). She loves connecting emerging technologies with existing manufacturing problems and believes the future of manufacturing is in the adoption of new ways of working. Stephanie is a licensed Professional Engineer in Ontario.
Quantum sensing technologies and their impact on manufacturing
As a broad umbrella, quantum sensing manipulates quantum properties of matter and energy to measure a sensitive dimension. In this article, we will discuss the types of quantum sensing technologies, their implications in manufacturing and where the field is headed. Quantum sensing is, believe it or not, an area of technology that has been around for over 50 years. Quantum sensing is in use today: in lasers including LIDAR, magnetic resonance imaging (MRIs), and photo-voltaic cells.
While society has enjoyed the benefits of these technologies, they are less wellknown than the much-discussed quantum computing and quantum communication. The often-mentioned “quantum advantage” speaks to the ability of quantum computers to solve problems in drastically shorter time frames, making previously unrealistic complex problems approachable. Quantum communications is usually discussed in the context of cyber-security. Both areas are developing rapidly but are several years out from being commonplace.
Quantum sensors exploit the same property that makes quantum computing and communications such a challenge: sensitivity to external disturbances. Flipping this to our advantage allows us to measure very small and delicate phenomena with much greater accuracy and capacity.
The main approaches for quantum sensing are photonic and solid-state systems. Photonics deals with the manipulation of light in many ways, and solid-state systems deal with a sensor that is in a known quantum state and that changes with interaction with the stimulus (what you want to measure). Within these approaches, quantum-sensing technologies can be grouped into five distinct categories with complementary benefits.
1. Quantum imaging – this is useful for detecting moving or hidden objects using quantum LIDAR and/or radar and the most well-known applications are for defence.
2. Quantum electromagnetic sensor s – these sensors measure dynamic electromagnetic fields using nitrogen vacancy centers, atomic vapours and
superconducting circuits. They are also used in defence applications, but also in healthcare, such as MRIs.
3. Gravimeters and gradiometers – these measure the strength and changes in gravitational fields, respectively. The current applications include geophysical phenomena below-ground, primarily used in the energy sector to find reservoirs.
4. Thermometers and barometers (measuring – you guessed it—temperature and atmospheric pressure, respectively) – these specialized tools are much more sensitive than those commonly employed by using cold atomic clouds and superconducting quantum interface devices to achieve higher levels of accuracy in applications where it is critical, such as in submarines or aircraft.
5. Specific sensing applications that combine with quantum computing or communications or both. These applications require further development, as quantum computing and communication technologies mature. Originally, quantum sensing was included in products we consider commonplace today, such as digital cameras. The next generation of quantum sensing technologies that are commercialized will benefit manufacturers in numerous ways: by providing extreme sensitivity in measurements that require precision and accuracy, and with new use cases regularly in aerospace, bio-medical, chemical, automotive and telecommunications industries. This is possible because these sensors use the quantum properties of a system to measure minute physical changes and signatures in those systems.
The next generation of quantum sensing technologies are being designed to be smaller, lighter and more cost-effective than the previous versions, and provide incredible resolution of measurement as compared to traditional sensing technologies. Early use cases include quality control measurements of high-quality products by identifying microscopic defects, strict measurements of precision products, and non-destructive testing by being able to measure hidden things below the surface.
Currently, the barriers to the adoption of next-generation quantum sensing technologies include the cost and time for development, which may delay the adoption industry-wide. Other challenges include the integration of new sensors with existing data frameworks and standardization within the industry – these problems mirror many of the challenges in adopting and uptake of emerging technologies. Industries with lower sensitivity to price and that stand to benefit the most will lead the charge. Once the defence, biotechnology, and automotive industries prove the applications and business cases of these sensitive technologies, there will be other use cases that emerge as the technology develops and scales. As the manufacturing industry embraces new technologies to improve precision and flexibility without sacrificing quality or productivity, the methods and techniques for measuring at greater resolution become more significant.
It will be important to pay attention to the benefits that can be achieved by combining other leading technologies with quantum sensing, such as wireless networks. Manufacturing-adjacent industries, such as construction and mining, stand to benefit as well. If technology develops these sensors to be small and inexpensive enough, they may make their way into your smartphones as well.
For those interested in exploring the power of next-generation sensing technologies, NGen and Digital Global Innovation Clusters are jointly administering funding for collaborative quantum commercialization projects, including quantum sensing. Please visit https://quantumadvantage.ngen. ca/ to learn more. | MA
ManufacturingJobsite.ca is Canada’s premier online job portal for the growing manufacturing sector. A laser focus on the right people across the country’s largest manufacturing media audience means you get the right applicants the first time. No more massive piles of unqualified applicants, just professional employers reaching qualified professionals.
Powered by the top manufacturing media brands in Canada, the reach to over 500,000 industry professionals on ManufacturingJobsite.ca is amplified by:
Website advertising to 185,000 qualified monthly site visitors
A comprehensive and magnifying reach across multiple associated job boards
Email promotion and job alerts to 131,000 industry emails using Canada’s largest CASL-compliant direct access to manufacturing professionals
Social media promotion to all brand networks on Facebook, Instagram, Twitter and LinkedIn