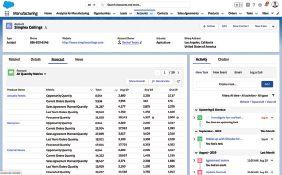
ANALOG PLC UNITS (W/ PID) starting at $183.00 (C0-12DD2E-D)
Process control built with ease
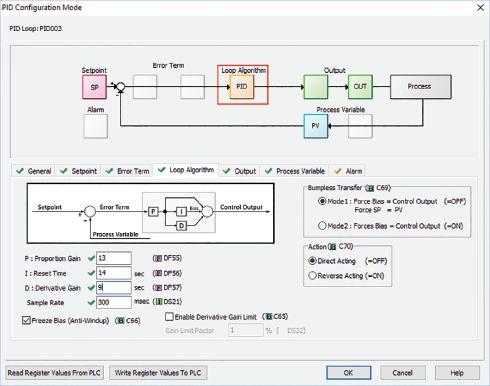
The CLICK PLC family is the one of the lowest cost, easy-to-use PLCs in the market today, and now we’ve added to it the most user-friendly PID process control. With the convenient PID interface and the easy-to-follow, color-coded steps, you can quickly set your parameters and get your process under control in no time.
And with the ability to configure up to 8 PID control loops executing every 100ms, CLICK provides the most affordable PID available - starting at only $183.00 for a standalone Ethernet Analog PLC unit (PID available on Ethernet-capable PLC units only).
Learn more about simple PID and other great features at: www.CLICKPLCs.com
Streamlined PID for added e ciency
To keep your programming time to a minimum, the CLICK’s PID control has been streamlined to include only the features that most users need. Also, as you set up the PID loop, the CLICK PLC will automatically reserve the addresses needed for the loop’s configuration and operation using intuitive nicknames so you don’t have to waste time allocating memory.
Orders over $49 get FAST FREE SHIPPING
Our shipping policies make it easier than ever to order direct from the U.S.!
Fast free standard shipping* is available for most orders over $49 U.S., and that includes the brokerage fees (when using an AutomationDirect nominated broker). Using our choice of carrier, we can reach most Canadian destinations within 2 to 3 days. Order by 6pm ET and in-stock orders ship the same day! *2-day free shipping does not apply to drop-ships, or orders requiring LTL transport, but those shipments can take advantage of our negotiated super-low at rates (based on weight) that include brokerage fees.
See Web site for details and restrictions at: www.automationdirect.com/canada
Push to the edge
New data analytics solutions suggest manufacturers employ a hybrid cloud-edge model backed by a robust data centre
By Kristina Urquhart
The future factory
CMTS 2019 highlights new technologies as solutions to the manufacturing skills gap
By Kristina Urquhart
22 Power to the process engineer
Practical use of self-service data analytics helps process engineers to improve operational performance
Edwin van Dijk
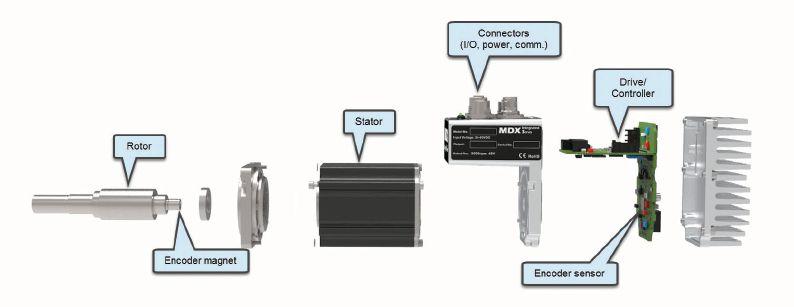
Integrated motor 101
These all-in-one motors offer design flexibility in industrial applications with servo control systems
OVERHEARD ON TWITTER
@MikeMcCready
I was honoured that I was approached to provide insights on VR/AR possibilities for training solutions in @ AutomationMag.
#VR #AR
#VirtualReality
#AugmentedReality ow.ly/ 3blY50wH9wX
@HumeraMalikHM
The combination of connected sensors and AI is providing new ways for humans and machines to interact in the pursuit of operational excellence. Read some of my thoughts via @ AutomationMag pos.li/2diwk0
@RittalCA
Tim Rourke, president, #Rittal, discusses the trends in #manufacturing [to] #automation & #digitization! @ AutomationMag bit.ly/2OSKOpz
@TrilliumMfg @AutomationMag presents a fantastic article that extensively covers the best available #funding opportunities for Canadian #manufacturers. #onmfg bit.ly/2kTb5Hw
FROM THE EDITOR
BY KRISTINA URQUHART
Patents and people are pipelines to growth
Encouraging innovation in the manufacturing sector was one of the main messages at the Canadian Manufacturing Technology Show (CMTS) earlier this fall.
Jim Balsillie, chair of the Council of Canadian Innovators, delivered a keynote at the conference and shared that only two per cent of SMEs in Canada hold a patent. “I think this is a place for policy,” he said. “That two per cent needs to get to 20 per cent, fast.”
Balsillie discussed the shift from tangible assets (such as plants and equipment) to intangible assets (such as the Internet of Things and complex data analytics systems). He noted that today, intangible assets comprise 91 per cent of the market value for the S&P 500.
“ The basis of wealth [in the global marketplace] is driven by control of data and control of intellectual property,” shared Balsillie. He said that Canadian SMEs holding formal intellectual property (IP) are three times more likely to have expanded domestically and four times more likely to have expanded internationally. “Simply put, if you have IP, you do much better,” he said.
After the keynote, Balsillie held a conversation with Peter Cowan, co-founder of strategy advisory firm Northworks IP and head of the Innovation Asset Collective. The non-profit “patent collective” is receiving $30 million from the federal government to help SMEs in the clean technology sector to expand their businesses. The Canadian Council of Innovators has partnered with Innovation Asset Collective to develop a national IP strategy focused on boosting awareness and education among business owners.
“This shift [toward IP] is happening and it’s separating the winners from the
CONNECT
losers,” Balsillie said. “I think the policy bodies have recognized that there is a market failure.”
He suggested manufacturers start on their journey to innovation by developing knowledge. “Be smart and look for pieces to claim,” he said. “It has to be part of your cost structure or you’ll always be squeezed on margins.” (Search “funding” on automationmag.com for a list of available manufacturing grants.)
Another thing to remember is that innovative ideas don’t always come from the top floor. Manufacturing AUTOMATION’s own columnist, Paul Hogendoorn of FreePoint Technologies, gave a talk at CMTS on engaging machine operators for not only better equipment performance, but also workforce performance. “Industry 4.0 can help us get there but we can’t forget about the people,” he said.
The first step is to mitigate risk so you can see where there are opportunities for improvement or innovation. One of the easiest and most low-cost ways is by collecting data from your machines to figure out where you stand. “Get yourself an empirical baseline now,” Hogendoorn advised.
Any machine can be connected to the cloud. For example, FreePoint brought a client’s machine from 1928 online and began collecting data to show where downtime was occurring. The company saw 12 to 15 per cent improvement just by making that data visible to the operators, who became more engaged in wanting to troubleshoot if something went wrong, and in suggesting changes to be made based on the analytics. “The best way to engage your operators is to listen to them,” said Hogendoorn.
Jonathan Gross, Paul Hogendoorn, Marc Laliberte, Eric Rice, Jennifer Rideout, Edwin van Dijk
Manufacturing Automation is published seven times a year by:
Annex Business Media
111 Gordon Baker Rd., Suite 400, Toronto, ON, M2H 3R1 Tel: 416-442-5600 Fax: 416-442-2191
Printed in Canada ISSN 1480-2996
Publication Mail Agreement #40065710
CIRCULATION
email: lmalicdem@annexbusinessmedia.com
Tel: 416-510-5187
Fax: 416-510-6875
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON, M2H 3R1
SUBSCRIPTION RATES
Canada — $43 per year
United States — $75.50 (US) per year
Foreign — $86 (US) per year
Students — $20.50 per year
ANNEX PRIVACY OFFICER
email: privacy@annexbusinessmedia.com
Tel: 800-668-2374
Occasionally, Manufacturing Automation will mail information on behalf of industry related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
Weidmuller Canada unveils new warehouse at renovated HQ
After completing two years of renovations that increased warehouse efficiencies and updated its office space, Weidmuller Canada hosted a grand re-opening event on September 17.
The company hosted a tour, lunch and “cord-connecting” ceremony at its 30,000-squarefoot facility near the intersection of highways 7 and 404, north of Toronto.
Javi Richmond, who joined Weidmuller Canada as managing director in 2018, Terry Hodgson, executive vice-president of Weidmuller North America, and Dr. Timo Berger, chief sales officer of the Germany-based Weidmüller Group, were present.
Hodgson indicated the company is not only working on strategies that are tailored to the North American market, but also will begin to manufacture products specific to the market. “Traditionally it’s been something where we make the best of what we had,” he said. “And now our job is to create solutions that our customers are looking for.”
An outpost of industrial connectivity manufacturer Weidmüller Group, Weidmuller Canada was founded in 1975 close to its current building, which it has owned since 1986. The space has been renovated twice before; this time, the team freshened up the office space with standing desks, flex workspace, LED lighting and orange paint, Weidmuller’s brand colour.
In the 12,000-square-foot warehouse, additional LEDs and skylights make for a brighter environment. With over 13,000 SKUs available to ship to distribution partners across Canada, optimizing the central warehouse flow was a key driver of this most recent renovation. Fast-moving inventory was moved closer to the packing area, and Weidmuller Canada is considering adding a third warehouse shift overnight as
inventory continues to increase.
The company has also expanded its value-added services division, which emphasizes its ability to deliver complete rail assemblies. Engineering software and tools are free for customers to use so that they can plan their application. The company will pre-wire rail assemblies and can produce custom component kits, so that a box containing everything needed
for an
arrives ready to go for the customer, with only one part number.
Simple, scalable energy efficiency
The cord-connecting ceremony at Weidmuller Canada’s reopening.
ROBOTICS
Report: Global robot investment reaches US$16.5 billion
The global robot investment reached a record US $16.5 billion in 2018, according to the new World Robotics report released by the International Federation of Robotics (IFR).
A total of 422,000 units were shipped globally in 2018 – an increase of six per cent compared to the previous year. IFR forecasts shipments in 2019 will recede from the record level in 2018, but expects an average growth of 12 per cent per year from 2020 to 2022.
“We saw a dynamic performance in 2018 with a new sales record, even as the main customers for robots – the automotive and electrical-electronics industry – had a difficult year,” says Junji Tsuda, president of
the International Federation of Robotics. “The US-China trade conflict imposes uncertainty to the global economy – customers tend to postpone investments. But it is exciting, that the mark of 400,000 robot installations per year has been passed for the first time. The IFR’s longer-term
outlook shows that the ongoing automation trend and continued technical improvements will result in double digit growth – with an estimate of about 584,000 units in 2022.”
Asia is the world’s largest industrial robot market. In 2018, there was a mixed picture for the three largest Asian markets: Installations in China and the Republic of Korea declined, while Japan increased considerably.
In total, Asia grew by one per cent. Robot installations in the second largest market, Europe, increased by 14 per cent and reached a new peak for the sixth year in a row.
In the Americas, the growth rate reached 20 per cent more than the year before which also marks a new record level for the sixth year in a row.
supply in 2018. After a very strong year in 2017 that saw a 21 per cent increase of installations, this level was maintained and slightly increased by two per cent in 2018. Investments in new car production capacities and in modernization have driven the demand for robots. Using new materials, developing energy efficient drive systems and high competition in all major car markets pushed for investments. Seventy-nine per cent of industrial robot installations took place in five key markets: China (39,351 units), Japan (17,346 units), Germany (15,673 units), the United States (15,246 units) and the Republic of Korea (11,034 units).
Rethink returns with Sawyer update
One year after its initial shuttering and subsequent takeover of assets by HAHN Group, Rethink Robotics presents a new update to its collaborative robot (cobot).
Robot installations in the United States increased for the eighth year in a row to a new peak in 2018 and reached about 40,300 units. This is 22 per cent higher than in 2017. Since 2010, the driver of the growth in all manufacturing industries in the U.S. has been the ongoing trend to automate production in order to strengthen the U.S. industries in both domestic and global markets. Regarding annual installations, the country has taken third position from the Republic of Korea.
The automotive industry remains the largest adopter of robots globally with a share of almost 30 per cent of the total
The Sawyer BLACK edition is now quieter, with more reliable components and higher quality than initial versions of Sawyer, which had previously struggled in the industrial market. According to The Robot Report, the first version of the robot used series elastic actuators that presented problems with accuracy, and this latest version is expected to fix the problem.
Tasks that are dangerous for humans are, among others, possible applications for the new Sawyer BLACK. Some of these include CNC machine assembly, circuit board assembly, metal processing, injection moulding, packaging, loading and unloading, as well as tests and inspections. The cobot solution is ready for use immediately after delivery and is equipped with the powerful Intera software that delivers user-friendly programming and data insights, along with two camera systems.
The HAHN Group announced it would continue work on the Sawyer cobot this past spring at
A total of 422,000 robots shipped worldwide in 2018, says the IFR.
the Automate 2019 fair. Going forward, Rethink Robotics GmbH plans to expand Sawyer into an entire robot family, including models with a higher load capacity as well as simpler models with less equipment. Service robots will complete the portfolio in the future.
SAFETY
Fatal fall results in $400K fine for cement company
Lafarge Canada has been fined $400,000 after pleading guilty to an offence involving a worker injury that resulted in death. Following a guilty plea, the company was fined $400,000 in Woodstock court by Justice of the Peace Michael A. Cuthbertson. The court also imposed a 25-percent victim fine surcharge to a special provincial government
fund to assist victims of crime.
On August 23, 2017, a worker was leading contractors on a tour of a closed plant that had ceased cement production and mining operations in 2008. The purpose of the tour was about the potential demolition of one of the decommissioned kiln buildings.
The worker took the contractors to the upper level of the kiln buildings onto an exterior walkway. A corroded section of the walkway collapsed and the worker fell nearly 30 feet to the ground below. The worker later died from the injuries.
The walkway had corroded to the point where it was structurally unsound. It had not been braced or shored up to prevent collapse, and there were no adequate barriers, locks, or other safeguards to prevent access to the kilns or walkways.
The court found that Lafarge Canada failed as an employer to
ensure that the measures and procedures prescribed in section 72 of Ontario Regulation 851 (the Industrial Establishments Regulation) were carried out at the workplace.
Lafarge Canada Inc. has been convicted and fined for contraventions of the Occupational Health and Safety Act in 2003, 2007, 2010 and 2017. Three of the four convictions were related to the deaths of workers.
TRAINING
Industry’s first recognized CAM certification program
The National Institute for Metalworking Skills (NIMS) has launched the first-ever industry-recognized Computer Aided Manufacturing (CAM) Credentials (CAM Milling Level 1 and CAM Turning Level 1) program.
The credentials are sponsored by Autodesk, encompassing 3D design, engineering and entertainment software, and based on the rigorous CAM standards developed over the course of a multi-year intensive nationwide validation process.
In 2015, more than 125 subject matter experts from companies such as Autodesk, Mastercam, Rosenberger North America, Barefoot CNC, and many others, came together to define the competencies and skills expected by industry for entry-level CAM positions.
Building on these standards, NIMS in partnership with Autodesk continued the advancement of CAM training programs by developing an industry credential for educating and training entrylevel CAM programmers. Industry leaders in CAM/CNC participated in technical work groups to provide their expertise to write a
Proximity Sensors with IO-Link and IO-Link Smart Configurator
Inductive Sensors with IO-Link
Rugged Ø4, M5, M8, M12, M18 and M30 housings, offering extended ranges up to 22 mm. Easily configured, providing advanced functionalities such as the detection counter (RPM) and the speed controller. Each sensor is fully programmable, providing the means for hundreds of configurations in a single device.
IO-Link Smart Configurator
Configure any IO-Link sensor or actuator via a wireless device that replaces the need to program via a USB IOLink Master connected to a PC or via a network connected master device. The portable Smart Configurator can be used anywhere, as it’s battery powered and equipped with WiFi for IODD files, sync and cloud storage.
Capacitive Sensors with IO-Link
Popular M18 and M30 diameter sensors provide the ideal solution for applications where flexibility or sensing performance needs to be constantly and accurately monitored and logged. IO-Link mode provides added functions such as: QoR (Quality of Run), QoT (Quality of Teach) and Diagnostic Parameters.
comprehensive theoretical exam and create a performance-validating project. The development process concluded with a rigorous beta testing process before NIMS released the credential offering to the public.
TRIBUTE
Moore Industries founder dies at 85
Leonard W. Moore (Len), founder and owner of Moore Industries-International, passed away on September 6, 2019 at the age of 85.
The automation control company serves a variety of industries such as chemical, pulp and paper, food and beverage, and industrial machinery and equipment.
Moore was born November 26, 1933 in Hazelton, Iowa. At the age of 16 he graduated high school and then attended Iowa State University, where he obtained a BS in Electrical Engineering.
After graduating college, Moore entered the Army in 1953 as a weapons guidance specialist and spent time at Fort Sill, OK and Fort Bliss, TX. He then trained and taught soldiers how to operate, calibrate and repair various guidance and artillery weapon systems. This was when Moore realized he had a passion for instruments and control circuits.
In 1968 he founded Moore Industries-International, Inc. in North Hills, California. Beginning
with one instrument, the SCT Signal Converter and Isolator, Moore and his “troops” (the term that he used for the company’s employees) went on to design, build and support more than 225 different products that isolate, protect, convert, alarm, monitor, control and interface with any industrial or automation control and monitoring system.
The company continues to manufacture 100 per cent of its products at this U.S. location, something Moore insisted upon. With two acquisitions, more than 19 industry-associated patents, 200 employees and remote offices located in the United Kingdom, The Netherlands, Belgium, Australia and China, the company continues to engineer, design, manufacture and support existing and new products for worldwide process control and automation customers.
DEAL MAKERS
Motion Canada acquires The Fluid Power House
Motion Canada has acquired Ontario-based fluid power distributor The Fluid Power House (FPH).
The transaction took place on October 1, 2019. Motion Canada is a division of Motion Industries, which is a subsidiary of Genuine Parts Company.
FPH is an engineering-focused, full-service fluid power distributor supplying hydraulic systems and solutions. With approximately 40 employees in four locations in Ontario, FPH serves a number of industries: mobile applications, factory automation, industrial machinery applications and renewable energy. For 2019, FPH is projecting annual sales of more than $21 million.
“This partnership is a competitive advantage for us, and aligns with our profitable growth strategy that builds upon our core capabilities – in this case, around our Motion Canada Services offering,” says Dermot Strong, president of Motion Canada. “We already
provide fluid power services, and with this acquisition we can deliver a more comprehensive and national approach to fluid power solutions and product delivery for all of our customers.”
With annual sales of $600 million, Motion Canada is an industrial parts distributor of bearings, mechanical power transmission, electrical and industrial automation, hydraulic and industrial hose, hydraulic and pneumatic components, industrial and safety products, and material handling.
With over 50 locations and two distribution centres, Motion Canada serves more than 160,000 customers from the food and beverage, pulp and paper, iron and steel, chemical, mining and aggregate, petrochemical, automotive, wood and pharmaceutical industries.
Allied to distribute Martin Sprocket & Gear
Allied Electronics & Automation has signed a distribution agreement with Martin Sprocket & Gear, manufacturer of roller chain sprockets, in-demand power transmission components, bulk material handling products, industrial hand tools and heavy-duty conveyor pulleys.
“Allied is excited to add this industry leader to our product portfolio,” says Will Morris, product portfolio manager of Allied. “With its diverse offering, Martin Sprocket & Gear products complement our portfolio depth of motors, actuators, HVAC products and encoders for busy industrial automation facilities.”
The major industries Martin Sprocket & Gear serves include oil and gas, mining and aggregate, packaging and food and beverage. The company is headquartered in Arlington, Texas, and has locations in the U.S. and Canada.
Allied Electronics & Automation is an authorized distributor of industrial automation products, electronic components and electromechanical products with sales offices serving the Americas.
MOVERS AND SHAKERS
Excellence in Manufacturing Consortium (EMC), a notfor-profit consortium serving and supporting Canada’s manufacturing industry, has appointed a new president.
Jean-Pierre (JP) Giroux, EMC’s former national director of skills and talent development, took over from Shawn Casemore as president, effective as of October 8, 2019. “With 20 years of experience working for the manufacturing industry coast to coast, JP’s expertise, network and energy will be at the centre of shaping the future direction of EMC,” says Al Diggins, chairman of the EMC board. Giroux says, “This has been an easy choice for me to make this shift in my career as I am surrounded by a fantastic organization of great people and highly engaged and caring members.” Casemore will continue to be an active member of the EMC team, and provide management support with the organization’s various programs and projects to ensure a smooth transition for EMC members.
Tempo Automation, a San Francisco–based manufacturer for prototyping and low-volume production of printed circuit board assemblies (PCBA), has appointed Joy Weiss as its president and chief executive officer. Weiss is one of Tempo’s earliest investors and its first outside advisor, serving on the Tempo board of directors since December 2015. Most recently, she served as vice-president at Analog Devices, where she was responsible for the data centre and IoT businesses. She previously served as CEO of Dust Networks, which was acquired by Linear Technology, and as CEO at Inviso. She began her career at Nortel Networks, where she rose to the position of president and GM of the network management
Leonard W. Moore (Len), founder and owner of Moore Industries-International.
Joy Weiss
division. “I am honoured and excited to lead Tempo as we continue to enable a major acceleration in the pace of hardware innovation,” says Weiss. Jeff McAlvay, Tempo’s founding CEO, is now Tempo’s chief process officer.
Rockwell Automation has promoted Ernest Nicolas, its former vice-president, global supply chain, to senior vice-president, operations and engineering services (OES). Mike Laszkiewicz, outgoing senior vice-president, operations and engineering services, has announced his intent to retire effective January 31, 2020. Nicolas will report to Blake Moret, chairman and CEO of Rockwell Automation. Nicolas will have global leadership
accountability for the six functions in OES that include global supply chain, quality and continuous improvement, engineering services, manufacturing operations and workplace services. Nicolas will lead more than 9,500 OES employees and contractors and 19 manufacturing plants globally. “Ernest is precisely the kind of leader I want to accelerate our growth. Ernest brings a wealth of manufacturing and supply chain leadership experience, and a passion for people, with genuine care for team success,” says Moret. “I value his thoughtful and strategic counsel.” Nicolas joined Rockwell Automation in 2006 as a Lean, Six Sigma project manager and has held several roles within the OES functions, including vice-president, global supply chain and plant manager of the Twinsburg operations.
MOVE SECURELY INTO THE CLOUD
Z-AXIS, an electronic design and contract manufacturing services provider, has hired tech industry veteran Chuck McFee as sales manager for the U.S. and Canada to lead the sales team and focus on business development. McFee brings more than 30 years of experience in technical sales, market development, marketing and management for manufacturers of high-tech instrumentation and process control systems including Sydor Technologies, QED, Zygo, Honeywell/Measurex and GE Power. McFee has BS in mechanical engineering and holds one U.S. patent. He is co-author of several contributions to the Review of Scientific Instruments, the Journal of Physics and SPIE (The
• IIoT-ready with Sparkplug, native MQTT and TLS encryption
• Built-in VPN and Firewall for increased network security
• Run Docker Containers in parallel with PLC logic
• Interface
www.wago.us/IIoT
International Society for Optical Engineering) conferences.
Lutze manufacturer of industrial wire and cable and control products, has named Brad Meeks as its director of sales for North America. Meeks is a seasoned leader with more than 25-years of sales and channel management experience in the cable and electrical markets. He will be responsible for overseeing the sales strategy within the Lutze business, which includes the U.S., Canada and Mexico. Meeks will also focus on developing culture to drive strategic initiatives of the organization. Meeks previously worked for NAI Group, Eaton Corporation, Belden and Alpha Wire. Meeks will be based in Charlotte, NC. | MA
Ernest Nicolas
Chuck McFee
Brad Meeks
CAROL LEAMAN, president and CEO of Axonify – a Waterloo, Ontario-based online training platform that deploys “microlearning” via AI – discusses how manufacturers can face the skills gap by doling out knowledge to workers, one minute at a time
Manufacturing AUTOMATION: What gap were you filling in the market with Axonify?
Carol Leaman: We had an initial customer who was looking to dramatically change some business results from what employees were doing on the job.
The employees would get out in the field and they would do a whole bunch of things incorrectly, and it wasn’t until those things were very visible that they realized the extent of the loss. The client was looking for a way to change behaviour quickly and be able to tie that behaviour change to a measureable business outcome. So we conceived of this idea that went 100 per cent against the way people were typically being trained in corporate enterprise, then we worked with that customer to roll it out. It worked to change behaviour and to get a business outcome for them, and we used that initial use case to then expand in many areas [including at Cambridge, Ontario manufacturer Precision Resource. For more on how Precision is using the platform, visit automationmag.com.]
MA: What is the driving force behind the platform?
CL: It was this idea that corporate training is broken. The way we do it in corporate enterprise doesn’t make anybody remember anything. People are human and they do their best but when they don’t remember, they guess –and when you guess at things, you often will do them wrong, or you won’t do them at all. Both of those things result in an employer not maximizing their revenue potential or profit potential.
We’ve locked on a system that does, in fact, create memory very quickly, which changes the
behaviour of the individual very quickly, and we can tie what they know and don’t know to the specific business objective the company is trying to achieve with knowledge.
MA: How does Axonify work?
CL: Instead of one long form, a boring classroom or online sessions – which are basically the ways people get trained – we decided that we would do something that was really fun, fast and personalized to each individual based on their demonstrated levels of knowledge in each topic area.
With Axonify, we built a really robust learning platform and algorithm that delivers a three- to five-minute-a-day experience of learning (“microlearning”) that involves some gamification –like competitions with your co-workers – and it targets key pieces of knowledge to each individual every single day that are potentially different based on how they perform on the platform.
We built in cognitive science capabilities to ensure that [the platform] maps to how the brain works best to remember information.
MA: Can you give an example of how this training might be used in the manufacturing space?
CL: If you have a new employee, you can enrol them in all of the foundational training that they need to have before you send them out on the job. If somebody’s doing something dangerous, you can’t just go, “Oh you’re going to learn three minutes a day for the next month.” So they do the foundational stuff first, and then immediately get enrolled in all of the reinforcement modules. It’s that reinforcement that is critical to memory creation, long-term retention and the behaviour change.
MA: How does the platform use artificial intelligence to tailor training?
CL: Every single day, we collect millions of data points that come from what everybody is doing on the platform. The content the user sees has very granular levels. We ask questions so we know specifically what they know and don’t know. We also know who they are, what job they have, how long they’ve been enrolled in that topic, how long it took them to answer a question, how many times they’ve seen that question, and if they’ve gotten it right five times or wrong 10 times. If you collect 10 data points a day from 500 people, you’ve got 5,000 data points a day. Over a very short period of time, you end up with hundreds of thousands of data points. Then we marry the business outcomes.
Let’s say that you’re trying to reduce a particular kind of safety incident with a forklift that for some reason continues to happen in your manufacturing facility. We track the actual forklift accident, when it happened, what
type of accident it is – and then, using the machine learning and AI, we look back automatically at who knew what in that topic area. We can then help our customers predict what their needs are – for example, if you don’t have enough people who know enough about forklift safety. Or if something is wrong in the content that you’re delivering around this topic area because it’s not mitigating those accidents.
We have had customers who find they are not actually training on the right things that are tied to that business result. Then they have to go back to rewrite the questions, because they’ve realized that the questions they’re asking and the training they’re giving is not effective.
Supervisors can see where [employees] are really struggling and then can address it. In some cases, people are guessing at questions and not actually learning anything, or in other cases the content is just really poor and it’s not well worded. There all kinds of things we can expose that manufacturers can take corrective action around.
MA: Would giving supervisors that level of information be concerning for the workers?
CL: We have not had a single customer that we’re aware of use it in any kind of punitive way. They genuinely want their people to be safer and more efficient and effective on the job.
MA: What are the biggest challenges in developing training solutions for manufacturers?
CL: There are several challenges. One is sometimes just access to training. There are many manufacturers who don’t allow cell phone use on the shop floor, or don’t have advanced machines that are Wi-Fi or web-enabled [the app requires an internet connection].
The other one is that it is a completely different way and mindset to train people, so sometimes you find pockets of
resistance with employees or even with managers in plants saying you can’t expect somebody to spend three minutes in a shift doing something like this, playing a game and answering questions. It’s a leap of faith that this is an effective way to learn things. Once they get on the train and see the impact of it, we see that mindset shift, but there can be initial resistance.
MA: Why should manufacturers be evaluating their current methods of training?
CL: With the global landscape, it is so incredibly important for manufacturers to be able to compete effectively. They incur so much cost that results from lack of knowledge on the part of their workforce. Fortunately, advancements in technology and brain science are addressing
the needs of the modern workforce, and also allowing those manufacturers to compete by providing them with skilled people. With the skills shortage being what it is, employers need to be thinking about how to continuously train so that they don’t fall behind and they don’t lose people. | MA
This interview has been condensed and edited.
We understand the challenge of finding the right balance between plant e�ciency and compliance with industry standards and legal requirements.
OBSERVE + CONSERVE
You meet your e�ciency goals and reduce costs without compromising on water quality.
Turbimax CUS52D: Digital sensor for inline measurement enables exact water-quality monitoring at lowest turbidities.
Memograph M RSG45: Advanced data manager takes compliant, safe and secure operations control to a higher level.
Field Xpert SMT70: Smart tablet PC is your companion for easy device configuration and mobile plant asset management.
BY PAUL HOGENDOORN
Zero to one INDUSTRY WATCH
The hardest thing to do is often just to get started. Stepping into the unknown, or perhaps looking forward into a big, indeterminate and not fully defined project, is easy to avoid doing. As Shawn Casemore, the outgoing president of the Excellence in Manufacturing Consortium (EMC), rhetorically asked and answered at this year’s Advantage Through Excellence Conference, “How do you eat an elephant? One bite at a time.” Another wise expression I have often heard is “Even a journey of 1,000 miles begins with a first step.” It sounds easy in slogans and sayings, but for many of us, that first step – or bite – is not.
Let’s shorten the journey to 100 miles and break it into three stages: zero to one, one to 10, and 10 to 100. The idea is that the progress of the journey is logarithmic and not linear, which reflects the degree of difficulty at each stage. Whether the journey is starting a new business, attempting to innovate the plant, or building a new sales channel, the 100-mile journey is the same: zero to one is often the hardest stage, but it is the most critical stage.
Why is zero to one so hard? Because it requires not a leap of faith, but certainly a few steps of faith, and very few people in organizations are actually willing, not to mention able, to take those steps. That’s why new companies usually start with one or, at best, just a few people. The rest “don’t see it,” or see all the roadblocks or impediments, or don’t think it’s worth it. In an organization, the few who believe and are willing to take that first step have to contend with the many who see only the roadblocks or don’t think it’s worth it.
This is why I call this first stage “launch.” Just like launching a rocket, it takes an immense amount of energy to lift the rocket off the pad even a few hundred feet, and the resistance is intense. The resistance lessens only slowly as small amounts of momentum are gained, but it takes the commitment and perseverance of the few who believe to continue the motion upward, against the persistent resistance of gravity.
The second stage, from one to 10,
Paul Hogendoorn co-founded FreePoint Technologies seven years ago with the goal of giving manufacturers the benefit of information technologies that inform, empower and motivate their most critical asset – their people. He can be reached at paul.hogendoorn@ getfreepoint.com or getfreepoint.com.
In an organization, the few who believe and are willing to take that first step have to contend with the many who see only the roadblocks or don’t think it’s worth it.
happens when the early momentum makes it possible for a slightly larger group to believe. As there is now some growing momentum, there is also less resistance – but there still is a lot of resistance. However, now there is a larger group to help, and some of those that initially only saw problems and impediments can now be recruited to solve them. The key here though is to recruit the folks that want to solve the problem and get to the third stage and not those that want to make a career of being the expert on solving a particular problem. Vision has to be first, not career. If the wrong people are added at this point, the initiative will stay stuck in this stage and never hit the 10 to 100, or third, stage.
If the vision was right, and the trajectory correct, the rocket will accelerate rapidly on the momentum gained in the second stage and will almost certainly hit its target, however lofty they may first have seemed. Getting everyone to jump onboard at this point (third stage) will not be a problem, since the objective is in sight and the course is clear. At this point it’s a matter of scale and continued propulsion. Since there is far less resistance, the same amount of energy applied can take you a lot further and a lot faster.
Although getting to the third stage
is the goal, and getting the right people involved in the critical one to 10 stage is often the difference between success and failure, the zero to one step is where the vision is first formed and where motion is first experienced. One of the first lessons I learned as a boater is that the boat can’t be steered unless it is in motion. Unless there’s water going past the rudder, the course cannot be altered. First motion is key. What happens after that then becomes equally important.
In our manufacturing companies today, there are a lot of companies contemplating things like “Industry 4.0” and “smart factories,” thinking they have to accurately predict and plan their way from zero all the way to 100, and not knowing even where to start. To them I’d suggest to simply start with zero to one – find a simple project and an early champion (or better yet, champion it yourself), and take that first step. Then after achieving first motion, be careful who gets recruited to help solve the first problems, choosing people that are focused on the third-stage objective over those that are focused solely on solving second-stage problems. Choosing wrong at the one to 10 stage usually means remaining stuck at that stage, and the critical zero to one momentum is lost. | MA
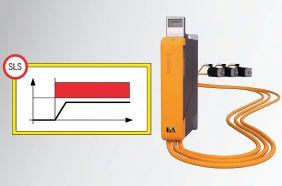
Our Smart Sensors are the future-proof approach for making your automation network more efficient and improving its performance: The sensors are flexible and adapt to any new production order on command. They monitor operational safety and enable predictive maintenance. They solve applications decentralized and efficiently with Smart Tasks. The right step on the path to Industry 4.0. We think that’s intelligent. www.sick.com/smart-sensors
ACROSS THE ENTERPRISE
BY JONATHAN GROSS
Tackle Industry 4.0 with edge, fog and cloud computing
According to a 2019 World Economic Forum and McKinsey research study, 70 per cent of manufacturers want to implement Industry 4.0 projects to diversify business models, increase market penetration and improve efficiencies.
However, according to that same study, only 15 per cent of manufacturers have a responsive strategy in place. So, why the disconnect?
Because most don’t know where to start. The idea of using artificially intelligent and integrated systems to control your plant and warehouse sounds daunting and unapproachable, even scary. Who’s going to architect the solutions? Implement and maintain them? Secure them?
If you’ve read one of my previous articles on the subject, you’ll know that I advocate a deliberate approach that breaks down a seemingly impossible journey into manageable stages. First, build a strong digital twin base that’s adaptable to an unknown future state. Second, implement a proof-of-concept for an easy win. Third, take a bigger leap – one that’s capable of delivering significant value. Fourth, continuously enhance, optimize and improve.
Here’s a real-world example.
Achieving ROI with Industry 4.0
My firm works with a manufacturer that extrudes resins used in a variety of applications – from highly regulated aerospace products to sporting equipment. At its primary production facility, the company was wasting $350,000 annually because of poor product quality. The losses included direct costs of excessive scrap and indirect costs of suboptimal customer service. The company was routinely re-running work orders, causing it to juggle production schedules and miss its promised delivery dates. Customers weren’t happy.
So, we helped our client architect an environment that would allow it to detect and react to quality issues much more quickly. We designed a program
intended to reduce unplanned scrap by 80 per cent and improve its perfect order rate KPI to 90 per cent (a weighted formula that accounts for quality, lead times and fill rates). And, since no company is perfect, we designed a contingency process that provided customer service personnel with systematized warnings prompting them to proactively notify customers as soon as unanticipated issues are detected.
An integrated edge, fog and cloud computing architecture
What differentiates these tiers is the proximity of computing to the data source and whether that computing is centralized.
The technology environment involved implementing and interfacing various information technologies (IT) and operational technologies (OT) that include enterprise resource planning (ERP), a warehouse management system (WMS), manufacturing execution system (MES), laboratory information management system (LIMS), programmable logic controllers (PLCs), production equipment and artificial intelligence (AI).
The solution was designed using a three-tiered architecture that includes edge computing, fog computing and cloud computing. What differentiates these tiers is the proximity of computing to the data source and whether that computing is centralized.
Edge computing pushes computing application, data and services to the logical extremes of a network and away
from centralized nodes. A company decides to implement edge computing when it has a need for extremely low latency, where there are high costs to transfer the data to the cloud, where connectivity is an issue, or where compliance demands local processing.
Fog computing is a superset of edge computing that bridges the continuum between cloud and edge computing. There’s still a need for data-dense, low-latency processing, but there’s also a need to compute across multiple edge solutions.
Cloud computing is at the end of the spectrum opposite edge, where broadly sourced data is centrally processed. Companies move computing to the cloud when they want centralized computing horsepower that might otherwise be too expensive or complex to set up and manage themselves.
Implementing the threetiered architecture
The edge-fog-cloud solution proved to a perfect fit for our resin manufacturing client.
At the edge, the company leveraged its existing investments in modern manufacturing equipment control systems.
The architecture included a new fog computing tier that allowed our client to realize big-time Industry 4.0 benefits by automating, interfacing and systematizing what were previously
Jonathan Gross is the managing director at Pemeco Consulting. He helps his clients architect and implement technology environments that integrate ERP with the edge. pemeco.com
manual, inefficient and costly processes.
Previously, shortly after the start of every work order, an operator would run a product sample to the lab to determine whether the extruders were properly set up to produce product of acceptable tensile strength, melt point, colour and a host of other quality attributes. If the results were outside of customer specifications, machine operators would manually adjust various process controls to get the product within acceptable tolerances.
We designed a system that closed the loop among the LIMS, MES and the equipment control systems using the Internet of Things (IoT) and application programming interfaces (APIs). When lab quality results are posted, the results are capable of automatically triggering changes to equipment process controls to yield product at appropriate quality standards – updating parameters such as flow rates, temperatures and screw RPMs.
The purpose of this fog computing solution is to use the powerful systems for what they’re good at: quick, powerful data analysis and efficient process execution. The automation is far more efficient and scientific than the previous human -operator “thumb-inthe-wind” process of guessing how much to adjust the process controls.
ERP, machine learning, and business intelligence (BI) operated in the cloud.
ERP would manage all standard back and front office functions, master scheduling and MRP. Bi-directional interfaces were designed to release warehouse and production orders from ERP to the warehouse, laboratory and manufacturing systems. Those systems would close the loop by reporting actuals back to ERP for inventory, costing, financial accounting, customer service, supply chain and other purposes.
Business intelligence was structured to sit atop a data lake into which data from multiple sources would flow.
This three-tiered solution isn’t our client’s end game. Rather, it’s the foundation for its Industry 4.0 program. The company has positioned itself to take advantage of machine learning innovations that its technology vendors are routinely releasing. These innovations will ultimately drive further improvements to product quality, process efficiency and equipment performance.
Industry 4.0 is more approachable than you think
If you’re among the 15 per cent of manufacturers that doesn’t yet have an Industry 4.0 strategy in place, don’t let the above example scare you. The process isn’t as complex as it may seem. The various technology systems are all commercially available – from control systems, ERP,
LIMS and AI. If anywhere, the challenge lies in properly architecting, acquiring, planning and implementing the solutions. Though even here, the barriers aren’t insurmountable. Increasing numbers of companies are pursuing Industry 4.0 programs, which means that you’ll be able to find people with the right expertise to fill whatever gaps you have. | MA
BY JENNIFER RIDEOUT
SD-WAN and manufacturing: A match made in heaven? GOING DIGITAL
SD-WAN has been heralded as the future of networking, a way for businesses to save money on traditional networking costs and add functionality without sacrificing the quality of their connection or employee productivity. Which is great, if you know what SD-WAN is and how it can benefit your business.
In this, my last column for Manufacturing AUTOMATION, let’s dig into SD-WAN and what it means for your manufacturing business. But first – let’s start at the beginning.
What is SD-WAN?
S D-WAN is an acronym for Software-Defined networking in a Wide Area Network. SD-WAN simplifies the management and operation of a WAN by decoupling the networking hardware from its control mechanism.
Put another way, it is a cloud-first, software-driven approach to networking that routes traffic, maintains application performance, and adapts to changing conditions – all without direct IT oversight.
How is SD-WAN different than traditional networking?
Traditional WAN design is based on multiple devices stacked in the branch office with siloed management and disparate WAN links connecting them. Put another way, traditional networks rely on physical switches and routers, connected to each other, housed in multiple locations.
At its heart, SD-WAN is about helping businesses move more data faster and more securely.
They typically require backhauling all traffic – including that destined to the cloud – from branch offices to a hub or headquarters data centre where advanced security inspection services can be applied. The delay caused by backhaul impairs application performance, resulting in a poor user experience and lost productivity.
SD-WAN flips this concept on its side, providing a comprehensive solution that connects multiple clouds, allowing any user on the network to connect to any application, across any cloud, in near real-time.
Why SD-WAN for manufacturers?
Using the power of software-defined networking, businesses can improve performance and reduce costs, while staying secure. Because at its heart, SDWAN is about helping businesses move more data faster and more securely.
And let’s face it: manufacturers are no strangers to excessive bandwidth demands. Most organizations have multiple locations and juggle hundreds of employees and customers – each producing valuable data, typically feeding back to one headquarters. Under traditional networks, an overabundance of this data on an unreliable connection could cause delays and slow down production, which could result in lost revenue. In fact, it’s estimated that 70 per cent of application outages are tied to networking problems.
So in addition to providing a more
flexible and versatile network solution, SD-WAN offers the opportunity to lower costs through centralized management, security, policy and visibility. The solution also supports business growth since bandwidth can be added as your network expands, whether you are adding a new satellite office or a new piece of equipment on the factory floor.
So everyone is deploying SD-WAN, right?
Even with so many advantages, many organizations are hesitant to adopt an SD-WAN network because of concerns that security can be compromised when using cloud solutions.
And to some extent, that’s true. Lack of unified, end-to-end security from the branch to multiple clouds does increase risks to organizations, and opening the enterprise to cloud expands the surface of vulnerability points. So providing the right level of network access to the right people at the right points in the network is truly critical.
If you’re still on the fence about adopting SD-WAN – or if you haven’t given it much thought yet – now is a good time to check out the many advantages the technology can bring to your manufacturing business | MA
This is Jennifer Rideout’s last column for Manufacturing AUTOMATION MA thanks Jennifer for her digital insights over the past several years. Read more at automationmag .com/topic/opinion/going-digital
Jennifer Rideout is the manufacturing marketing manager for Cisco Canada. She is responsible for developing go-to-market strategies for the manufacturing sector in Canada, including channel alignment and content development. She can be contacted at jerideou@cisco.com.
MACHINE SAFETY
BY MARC LALIBERTE
Industrial security: 4 danger zones and protections
According to new research from IBM, destructive cyberattacks capable of rendering victim systems inoperable have doubled in the past six months, and 50 per cent of affected organizations are in the manufacturing sector. Outdated technologies such as printers and fax machines are known to be possible weak spots in an organization’s defense, but hackers are constantly finding new and nasty ways to infiltrate even the latest and smartest industrial technologies.
Provisioning reliable security across entire hyperconnected and increasingly complex company networks has become a daunting task for IT teams industry-wide. Here are four danger zones that hackers are targeting in the industrial space this year and what IT pros can do to secure them ASAP.
1) Smarter tools, similar pitfalls. IIoT has become a dynamic asset for many manufacturing facilities. Connected robotics and other smart technologies are facilitating quality assurance controls, improving accuracy and efficiency in inventory monitoring, and boosting overall operational performance.
Despite all of its benefits, IIoT devices still face the same pitfalls that threaten the non-industrial Internet of Things (IoT) products because their design often lacks adequate security consideration. For cybercriminals, this presents new and attractive entry points into victims’ networks.
There are a few things manufacturing companies can do to address these threats. The first is to partition the network into several segments (IIoT, guest Wi-Fi, enterprise, and so on). Not only will this isolate IIoT devices from other technologies connected to the network, but it can help limit the propagation of potential cyber attacks. This type of network segmentation can be performed using unified threat management (UTM), a firewall that offers layered security services.
Another useful strategy is to install secure, cloud-managed Wi-Fi access points that incorporate wireless intrusion prevention system (WIPS) technology that can automatically detect and remediate unauthorized or rogue devices connected to the network.
2) Threats lurking in the shadows. Shadow IT is term that describes instances when employees implement hardware or software resources within a company without the knowledge or consent of their organization’s IT department. It’s an issue that most organizations face on some level, and one that should be a major concern for manufacturing companies in particular. Shadow IT implementations put networks at significantly higher risk of cyberattacks.
A recent study revealed that companies actually run between 17 and 20 times more cloud applications their IT departments estimate. Networks that aren’t fully understood can’t be adequately secured. IT teams without comprehensive knowledge of the software and/or terminals that are active on a given network will not be able to verify its security.
There are network mapping services that can help by enabling the IT department to visualize the network that is behind the firewall – including all known equipment – using data from Nmap scan results and DHCP fingerprinting, and by analyzing the details of HTTP headers or applications. This allows IT teams to perform immediate, corrective action as soon as new or unknown equipment appears.
3) Intellectual property at risk. Intellectual property (IP) theft continues to be a major threat for businesses in the manufacturing sector. Production and manufacturing process documentation is extremely high-value data for industrial companies. Losing precious IP to competitors or hackers can result in serious financial and reputational damage. In order to protect the bottom line and avoid losing customers, manufacturing organizations need to make IP security a top priority.
For IT teams at industrial organizations, deploying a multi-factor authentication (MFA) solution is an essential step in securing access to critical network data.
Data loss prevention solutions are another security protection that can throttle data leakage in the industrial sector, keeping breaches at bay by analyzing text files for any leaks of sensitive information from the network. Once detected, the connection is blocked or quarantined, and the administrator is notified.
4) Workforce woes. The cybersecurity skills gap is a major issue in IT, and according to ESG, it’s growing significantly worse each year. This is particularly concerning for the manufacturing sector, which relies heavily on more complex, specialized technologies than most. Qualified candidates that can properly manage and secure critical operational technology (OT) and industrial control systems (ICS) are scarce. Considering the growing shortage of cybersecurity skills and the fact that it can take up to five months to fill a vacant manufacturing position, the industrial sector as a whole should prioritize security solutions that are simple to deploy and manage to abate the ongoing pressure to identify, hire and retain highly specialized and trained cybersecurity personnel.
When it comes to bolstering your overall security posture, simply securing traditional networking and computing devices is no longer sufficient. It’s important to be aware that modern cybercriminals often wield a multi-prong approach. As you forge ahead with your security strategy, strive to simplify the process. Be sure to prioritize visibility into your connected devices, scan often and keep all devices updated regularly. | MA
Marc Laliberte is senior security analyst at WatchGuard Technologies.
PUSH TO THE EDGE
New data analytics solutions suggest manufacturers employ a hybrid cloud-edge model backed by a robust data centre
BY KRISTINA URQUHART
Th e world will house 175 trillion gigabytes of data by 2025, according to market intelligence firm IDC, and about 30 per cent of that data will need to be processed in real time.
The manufacturing industry is the single biggest producer of enterprise data in the world, with about 48 per cent of the global share.
So what are manufacturers doing with all of that data? Better yet, what should they be doing?
With the Industrial Internet of Things (IIoT), data is collected by endpoints such as sensors, PLCs and actuators that are monitoring machines for real-time data. Once a machine is
connected and data begins to accumulate, the data needs to go somewhere to be processed and analyzed.
Edge, cloud, fog: what’s the difference?
One way to do that is by edge computing, where the computation of data is taking place close to the source of collection. “Edge” refers to the “edge of a network” (access points such as routers, gateways, switches, etc.) and its size is relative – it might be one cabinet with servers, an entire data centre, or a “regional” edge, explains Frank Panza, director of business development for the secure power division at Schneider Electric. The defining characteristic of an edge solution is that it is either
close in proximity to its data source, or to its end users.
“Amazon and Google would view Canada as an ‘edge’ because they are servicing the needs here in Canada, then the data’s being backhauled as required to their mother ships in the States and around the world,” he says.
“Their data centre in Toronto or Montreal would be considered ‘edge,’ but it would be a five-, 10- or 20-megawatt edge – very substantial compared to a cabinet, which may be 1,000 watts.”
Edge computing is an ideal way to dive into data analytics because it offers low latency, reduced bandwidth use and data privacy. Large volumes of data can be processed and visualized in real-time because the data doesn’t have to travel far from its source, like it would in a direct-to-cloud scenario. Physical security can be added around the actual edge devices, offering further protection for data.
An edge data centre is much more than server space – it’s an enabler of better business decision making. With edge computing, operators can use
data to monitor the performance of assets, including temperature, speed and vibration. As the data is computed and analyzed at the edge, the system may recognize, for example, that temperatures of a part are increasing, meaning the part may be due to fail sooner than expected. Operators can then schedule maintenance before failure.
“ With cloud, you get latency issues that – with respect to cloudbased services – depending on your process, you may not be able to live with,” says Tim Rourke, president of Rittal Canada, which manufactures cooling, power supplies and housing for edge data centres. “So you’ve got to put something in place that’s going to be at the actual manufacturing level at the site – potentially even right at the machine level – to be able to calculate and process the large amount of data that’s being generated.”
Cloud computing is still very
“You’ve got to put something in place that’s going to be at the actual manufacturing level at the site – potentially even right at the machine level – to be able to calculate and process the large amount of data that’s being generated.”
much an integral part of data analytics because the cloud can collect data from numerous edge sources and process it, performing logic and high-level analysis (e.g. big data). The cloud can also deliver machine learning and artificial intelligence back down to the edge for use in predictive analytics, or to optimize and adjust manufacturing processes. The cloud is also a data warehouse, with storage capabilities that far exceed what may be available locally.
Fog computing acts as a middle ground between the edge and the cloud, where a local network of “fog nodes” can manage transmission of data, distribute and orchestrate resources across networks, perform data analysis and reduction, and control responses.
Many analytics solutions now offer a combination of edge, fog and cloud layers (for more on how the three tiers can be used in practice, turn to p. 12). No matter how big or small the solution, incorporating edge computing means that an edge data centre of some sort will be required.
“Manufacturers are increasing their automation and the amount of equipment that they’re trying to monitor, capture data from and control,” says Rourke, who notes that Rittal’s edge data centre business is up over 50 per cent of where it was last year. “They’ve gone from not really having a requirement for an edge data centre to now. And they’re not really certain how to build the infrastructure to support it.”
Components of an edge data centre
An edge data centre can be as small as a single cabinet on the shop floor or as large as multiple cabinets in a dedicated room. Servers and networking equipment are housed in the cabinets. Along with storage, data centres
require power and an overarching network. A setup like this can produce considerable heat, so cooling solutions ranging from manual fans for low-density solutions to liquid cooling units for mediumand high-density solutions are required, as is power distribution.
With modern networking, data centres can be placed anywhere. “[It] could be in the middle of your plant floor. It could be in a basement mechanical room that you no longer require,” says Rourke. “We can put solutions in non-traditional spaces.”
Virtually any machine – new or legacy – can be connected via sensors and other endpoints to transmit data to the edge. “As long as the device can be connected to a gateway of some sort, either through a network interface card, or some other type of protocol, we will be able to access and collect the data, and then start doing some analysis of the data,” says Panza. “Connectivity is becoming less and less of an obstacle unless you’re talking about something that’s 30 or 40 years old. And even then, you probably have some way of connecting to a gateway through a physical interface or an Ethernet cable.”
Powering edge solutions for manufacturing requires some specific considerations. An uninterruptible power supply affords power continuity similar to what you might find on your production line equipment – without it, an edge centre would be rendered useless in a blackout or brownout.
S ince each data centre is customized to a manufacturer’s specific needs, price ranges vary. A single cabinet with basic cooling and power is around $5,000. Rourke says that depending on density requirements, most manufacturers requiring one or two cabinets are looking at up to $30,000. Prices go up from there depending on the complexity of
the application.
Analyzing the data
Companies such as Schneider Electric, Siemens, ABB and Rockwell Automation help manufacturers to analyze and take action on their collected data. They can also construct protocols around what to do if an alert is triggered.
“The critical part is really what are you doing with the data,” says Panza. “Do you want us to just send you an alert, do you want us to call you, do you want us to dispatch a technician?”
For a yearly fee, companies like Schneider Electric will send out technicians to service equipment as required – all without the manufacturer needing to get involved. “Analytics alone won’t solve your problem if there’s a technician that needs to be dispatched,” he says. “You need someone that can actually get to the hardware and fix it.”
W hether your operation needs such a service or not, the key to any edge data centre application is having a concrete plan in place for the system architecture and budget. Building an adaptable, modular solution that can grow as computing needs change will also help to protect your investment. Start by connecting your assets to the internet, then create the edge computing infrastructure and security measures.
Panza says taking the final step to actually analyze data rather than leave it trapped on a device is where manufacturers will see the most return on investment. That may mean moving computing processes to the cloud for the most holistic IIoT framework.
“How you make sense of and how you create value from the unstructured data that’s being generated is one of the evolutions we’re all going to benefit from,” he says. | MA
THE FUTURE FACTORY
CMTS 2019 highlights new technologies as solutions to the manufacturing skills gap
BY KRISTINA URQUHART
New technologies that encourage innovation in Canadian manufacturing and the optimization of production flows amid workforce challenges were the focus of the 2019 edition of the Canadian Manufacturing Technology Show (CMTS) earlier this fall.
More than 9,000 manufacturing professionals were expected to attend the biennial event, hosted by SME September 30 through October 3 at The International Centre with over 400 exhibits and a three-day conference program covering automation, robotics, digital transformation and additive manufacturing.
Optimizing production through automation
“ The thread of CMTS 2019 is that more than ever, speed matters,” said Sandra Bouckley, executive director of SME, in her opening remarks on day two of the conference. “Our industry has gotten to the point where getting data in real time and making actionable insights based on that data is fundamental.”
Automation is one way for Canadian manufacturers to increase speed and market value. Foreign competitors are using low-cost labour – according to the International Federation of Robotics,
China is the fastest-growing market for industrial automation.
In a well-attended Automation 101 workshop, representatives from FANUC Canada told conference delegates why automation should be central to the digital transformation strategy of an SME, especially given the high cost and shortage of skilled labour in Canada. Automation not only reduces labour costs, but it also reduces scrap, production errors, product returns and energy usage, and can help achieve long production runs on less floor space.
There are many incentives available for manufacturers looking to automate, between government funding and tax breaks for research and development. The FANUC reps stressed that when determining what processes to automate, manufacturers should consider projects that have
significant value and that are easy to automate. For example, spot and arc welding account for 40 per cent of all robot applications.
“We need to do a great deal more of this [automation] work, despite our highly skilled workforce,” said Peter Fitzgerald, general manager of FANUC Canada. “Canada is slow to invest.” He said that while there remains uncertainty in the local marketplace, manufacturers should be taking advantage of the low Canadian dollar and its highly trained workforce. Rank potential automation projects by risk, then by return, and communicate throughout the organization.
Embracing full-scale digital transformation In the “Digitize Now or Risk Falling Behind” session, Ali Lajevardi, regional director for BDC Advisory Services, shared that his
firm surveyed 2,000 businesses across Canada and found that 57 per cent are not investing enough in technology. Fourteen per cent are “techno-shy,” meaning management doesn’t want to invest. Another 10 per cent are “technocentric” – they’re purchasing the latest technology but, without a strategy, the application peters out within a few months.
Only 19 per cent of surveyed businesses are considered advanced, with high digital intensity and a high digital culture. These companies control more revenue, experience better profits, and have more time to explore markets, allowing them to scale up.
“ When you have new technologies, it’s very hard for companies to visualize how it will help them,” said Lajevardi. “Don’t think of technology as something that will save you money or make things
“Attracting Tomorrow’s Manufacturing Workforce” panel at CMTS 2019 from left: Rhonda Barnet, president of AVIT Manufacturing; Chris McLean, HR manager workforce planning and development for Toyota Motor Manufacturing Canada; Mihaela Vlasea, assistant professor at University of Waterloo; and Steve Bonney, regional industry and OEM sales manager, Rockwell Automation.
better and faster – think of it as [something] that will change how you do business.”
Recruiting new talent
At a media preview of Festo’s CMTS booth, Greg James, regional sales manager for Festo Didactic, said the company’s educational arm is supplying the next generation of talent at vocational and secondary schools with stateof-the-art technical equipment for training. The company recently installed a modular smart factory outfitted with Industry 4.0 technologies, such as intelligent sensors and a manufacturing execution system, at Humber College’s Barrett Centre for Technology Innovation in Toronto.
“ We’re trying to fill the skills gap in Canada by promoting Industry 4.0 at the colleges and universities,” said James. “We want to provide the expertise needed to run these systems.”
The company is rolling out its Festo Industry 4.0 Certification program in Western Canada by early to mid 2020. The certification, already in place in the United States, spans three levels covering fundamentals, mechatronics and Industry 4.0 technologies, and ensures participants are trained on the operation of modern systems.
In his introduction to the conference’s final keynote, a panel discussion called “Attracting Tomorrow’s Manufacturing Workforce: A Spotlight on Inclusion and Diversity,” Dennis Darby, president and CEO of Canadian Manufacturers and Exporters (CME), said there has been a mismatch between skilled jobs and curricula over the last 30 years. “The skills gap [problem] has its roots in the primary and secondary school systems,” he said. “There’s been a gradual realignment of elementary and secondary curriculums to gear
students to university,” meaning there are fewer students entering the trades.
Darby said that not hiring the right people translates to difficulties increasing production, investing in expansion and retaining top talent who may leave in favour of better work culture. He suggested that secondary students need access to more information about the manufacturing sector and the types of jobs available –both from a government level and a local level. Darby encouraged manufacturers to regularly invite students on plant tours.
The panellists all agreed it’s especially important to promote manufacturing and STEM jobs to girls – women hold only 28 per cent of manufacturing jobs in Canada despite making up half the workforce, and only five per cent of all skilled trades jobs. CME has launched #WeCanDoIt, an awareness campaign aimed at
attracting 100,000 female workers to the manufacturing sector over the next five years.
In working toward inclusion in the workplace, manufacturers should ensure that all of their employees feel empowered to make decisions. Hiring panels should comprise workers with diverse experience and backgrounds. Focus groups within the employee structure can help push change forward. Communicating why these shifts are important can help employees to feel like valuable agents in the process.
To get started on a gender diversity plan, use CME’s toolkit, available at http://womeninmanufacturing.ca.
CMTS 2021 takes place October 4-7, 2021 at The International Centre in Toronto. | MA
For more about the show, read the full version of this article by searching “CMTS” at automationmag.com.
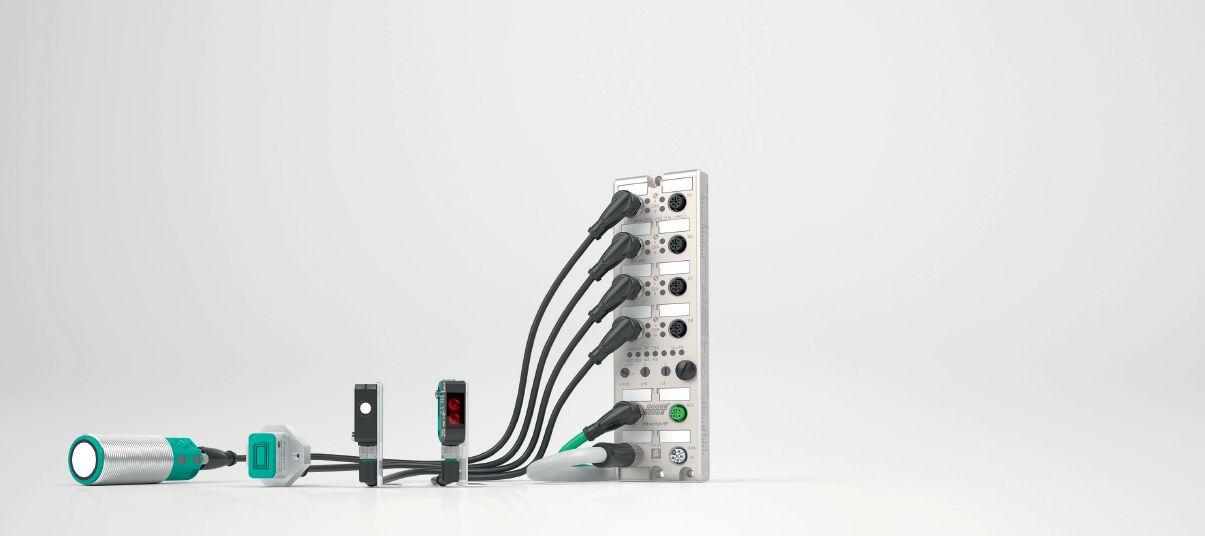
www.pepperl-fuchs.com/fieldbusmodules
POWER TO THE PROCESS ENGINEER
Practical use of self-service data analytics makes process engineers more effective at improving operational performance
BY EDWIN VAN DIJK
Process engineers are responsible for the design, implementation, control and optimization of industrial processes. They are typically involved in the analysis, upgrading, modification and optimization of equipment and the production processes. If the production process is stagnating or under-performing they need to figure out why, but also in the shortest time possible for avoiding production losses, maintaining product quality and avoiding high maintenance and repair costs.
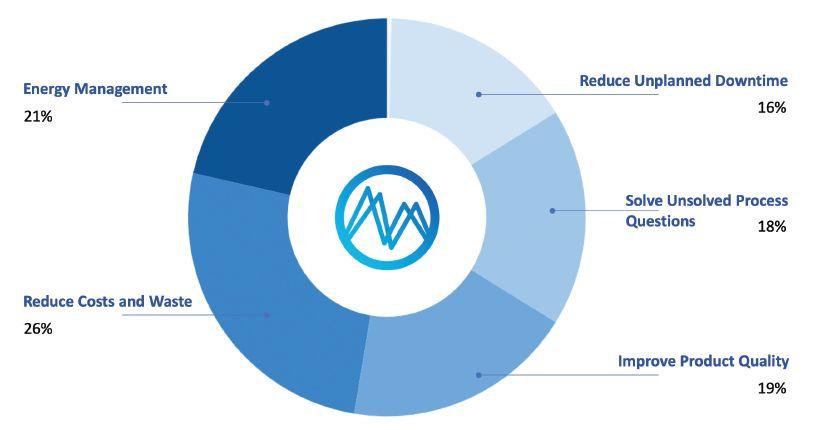
Process engineers are expected to monitor and evaluate all processes and equipment, and develop more streamlined, economical processes. In a recent survey performed by CFE Media, engineers indicated that when analyzing manufacturing data their main objective is to reduce costs and waste (26 per cent of the participants), directly followed by reducing energy consumption (21 per cent). But how to effectively use decades of data without the need of data scientists?
Common data analytics challenges
Although engineers are used to analyzing data for all kinds of operational issues, they still run into various
challenges:
1. Unintegrated, messy and disparate data sources, including historians, operator logs, shared drives, intranets, document control DBs, DCS alarm historians, SAP, OEE DBs, incident report DBs, PHAs, MS Access DBs, LIMS systems and written round sheets.
2. Existing software is unstable when looking at large volume of sensor-generated time-series data (crashes, delays and errors).
3. Over-reliance on spreadsheets for aggregating critical plant information. Spreadsheets are un-secure and prone to errors, typos and corruption.
4. Wrangling manufacturing data sets into generic tooling is a manual and painful process. It is hard to find the signal through the noise of maintenances, data losses, calibrations, instrument failures and other sources of data quality issues.
5. Large gap between analysis and automating findings into actionable real-time monitoring or alerting.
6. Plant data is difficult. Deeply covariant time series measurements with lag-times between cause and effect.
This makes statistical interpretation of the data almost impossible for the non-process expert.
Leveraging manufacturing data
Process manufacturing companies have been gathering sensor-generated time-series data for many years in their historian of choice, so massive amounts of process data is available for analysis. However, turning this data into knowledge is a different story. Ideally, analyzing big data should be simple, easy and fast and provide knowledge with context.
Covestro, a supplier of high-tech polymer materials, was facing two main issues. First of all, big-data analytics was done in MS Excel – a slow process, obstructing engineers to use all data. Also, handling large volumes of data, the team needed a supercomputer to get work done. Secondly, with complex problems Covestro turns to its analytics experts for data modeling. This not only demands a lot of investigation and modeling time, but also leads to potential knowledge loss at the plant. To leverage their historian to the max, engineers started looking for a way to advance the use of data. In order
The percentage of engineers who said in a recent study that their main objective when analyzing manufacturing data is to reduce costs and waste.
The monitoring
production
capabilities enable process and
engineers to raise certain “red flags” in time, and prevent incidents from happening in the future.
to do so, Covestro selected a self-service industrial analytics platform, with no data modeling needed to analyze many years of production data and no Excel to analyze or monitor production performance. The platform was able to find root causes of problems and show them through graphical visualization of data.
The use of this new way of analyzing their manufacturing data has led to better control and even reduction of energy consumption at their site. In the past, the engineers would use Excel files to manually compare energy consumption data from one year to the other. The self-service analytics platform helps them bring a certain year to display. By adding the following years of energy consumption as layers, they are able to easily compare large periods of time. No Excel needed anymore.
In another situation, process engineers experienced unwanted production stops. By tagging good badges as “fingerprints,” or operating zones, in their analytics software, Covestro was soon able to identify deviations in its production runs – leading them to a problem in the control system. Finding the root cause with “fingerprints” helped them eliminate a potential production loss of 125 tons.
Meeting organizational goals
Whether it is improving product quality or reducing waste, process engineers are looking for ways to contribute to the organizational KPIs. To make them as effective in that goal as
possible they need to have adequate tools and leverage the data available.
Ashland is a provider of specialty chemical solutions that has recently shifted its focus from the construction market to the pharmaceutical market. In order to succeed in this transformation and leverage the benefits of digital transformation, Ashland’s engineers identified four key focus points regarding people, process and tooling:
• Further automate the plant in order to allocate more resources to pharmaceutical products
• Use proven methodologies such as Six Sigma and the DMAIC cycle
• Make capital available for improvement projects
• Equip the engineers with the right tools, such as advanced analytics
A steady production process is required to maintain a steady product quality. Therefore, the engineers need to familiarize themselves with the equipment, and be very aware of the influence the process has on the end product. As Ashland works for pharmaceutical customers, they need to be compliant to GMP standards. One common factor in all those challenges is the data they use to resolve them. This raised an important question: how do they use and transform large quantities of data into something that product engineers can actually use? And even develop new ideas? Self-service industrial analytics proved to
be the solution that helped Ashland to analyze and understand their data better and leverage it to profit from digitalization. The monitoring capabilities enable process and production engineers to raise certain “red flags” in time, and prevent incidents from happening in the future. Based on patterns, they are notified when an incident occurs.
By implementing the self-service industrial analytics platform, Ashland was able to solve previously unsolvable production issues and enhance quality. More importantly, they were able to increase their on-target production of GMP products from 70 per cent to over 95 per cent within the first year of using self-service advanced analytics.
Expanding to the entire organization
Having the data at their fingertips in order to quickly analyze it helps engineers to continuously improve operational performance and contribute to organizational goals. After analyzing the data and finding root causes for performance issues, engineers can also easily find best performance and use that to create best operating zones of equipment. These can be used for early warnings and notifications, enabling to control business outcomes in areas such as energy management, waste reduction, and increasing uptimed.
The work of the engineers can be used for real-time monitoring. Dashboards can be created for each level of the company, based on live production data and early warnings, creating a production cockpit for each operational stakeholder in the organization. | MA
Edwin van Dijk is VP marketing at TrendMiner.
Safety Laser Scanner PSENscan Experienced system planners and design engineers know the score: the monitoring of danger zones is just as indispensable for automation as protection is on the mountain. Risks must be detected immediately and processed reliably Based on many years of experience in the field of optoelectronic sensors, Pilz is now taking the next step With a new product group: flexible, configurable safety laser scanner for productive area monitoring Play it safe: sensor technology, control technology, drive technology and visualisation. A one-stop shop. The complete solution from Pilz
Pilz Automation Safety Canad
INTEGRATED MOTOR 101
These all-in-one motors offer design flexibility in industrial applications with servo control systems
BY ERIC RICE
Servo control systems are used in numerous industrial applications requiring position, velocity and torque control. At the heart of every system is a servo motor and drive along with cables that connect the two.
Traditionally, machine builders and robot designers have invested considerable time into the placement of servo drives and controllers, as well as the routing of cables to connect all of the system components. Integrated servo motors offer a space-saving solution by combining a servo motor with an onboard drive and controller, which eliminates the need to connect motor power and feedback cables to an external motor controller (see Figure 1).
This “integrated package” offers greater design flexibility and frees space to accommodate other critical components such as material handling mechanisms, sensors, additional axes of motion and operator-interface components. Integrated motors also reduce the complications of fitting the external drive
and cables into control panels or within the limited space of a robot housing.
Integrated motors consolidate the following components within one package:
• Brushless servo motor
• Encoder
• Drive/controller
• Connectors to provide access to digital and analog inputs and outputs
• Connector for DC power, usually 24 or 48 VDC
• C ommunications connectors for programming, configuration and industrial networking
Without the need for cables or wire harnesses (see Figure 2), integrated motors also simplify the bill of materials and enable faster design cycles over traditional motion control systems with separate motor and drive components. Machine designers can focus less on controller placement and wiring and more on non-motor system components for faster iterations.
Benefits of integrated motors
Integrated motors – including integrated servo motors and integrated step motors – offer several benefits over conventional, non-integrated motors:
• Reduced number of components: Integrated motors eliminate the need for external drive electronics.
• Reduced number of cables: Eliminating motor power and feedback cables reduce the total number of cables in the machine. Smaller diameter cables used for connecting DC power, communications and I/O to the integrated motor are easier to route and require less space.
Figure 1: Unlike a conventional servo system that requires a separate motor and drive components along with the cables to connect the two, integrated motors consolidate the components within one package.
• Smaller control panels: Eliminating external drives reduces the size of control panels and even the need for them in some cases.
• Space savings: Reducing the amount of space needed for motion control axes frees space to accommodate other critical components such as material handling mechanisms, sensors or operator-interface components.
• Product selection and application: An integrated motor eliminates confusion about the drive and cable requirements and simplifies the system configuration.
• Performance: When using an integrated motor, users get the same torque and speed performance from the same size motor.
Applications of integrated motors
Integrated servo and step motors are suited for high-speed automation applications including automated test and measurement, automated assembly, packaging and labeling machinery, mobile robots and more. Here are a few real-world applications that benefited from switching to integrated motors.
1. Moving cartons on smart conveyors
Application: A smart conveyor system is used for de-palletizing, sorting, singulating, aligning and transferring cartons in multiple directions to downstream processes. Specialized actuators that handle the lateral movement of cartons are driven by step motors. With one motor per mechanism, long conveyors can have up to 100 motors in a single installation. Solution: An integrated step motor with builtin encoder enhanced the positioning capabilities of the actuators while reducing space. The use of integrated motors greatly reduced the size and number of control panels. Cost savings resulted from a reduction in motion control components, especially when multiplied by the number of axes per installation.
Figure 2: While the conventional servo motor (left) requires an external servo drive and discrete cables for power and feedback connections, the integrated servo motor (right) eliminates these components, offering a space-saving solution for machine builders.
2. Laboratory sample testing equipment
Application: Automated sample testing equipment allows for batches of laboratory samples to be tested according to pre-programmed parameters. After samples are loaded into a rack system, an XYZ pick-and-place mechanism inserts each sample into a test chamber, and then retrieves each sample after testing is complete. Lab techs can load and program the machine, then leave it to run autonomously. Solution: Integrated closed-loop step motors offer quiet and smooth operation with great torque. By eliminating the need for separate drives, integrated motors saved space and reduced the overall size of the machine to better fit into the limited space of a test lab. The space saved by using integrated motors made the installation of data acquisition and test components into the machine easier.
3. Traction drive and steering for mobile robots
Application: Automated guided vehicles (AGV) and mobile robots are increasingly used for material handling and warehouse management. Mobile robots transport finished work from one area to another,
eliminating the need for manual labour. Electric motors drive the forward motion (traction drives) and steering, and provide the actuation of the material handling axes (lift, convey, divert, sample, rotate).
Solution: Integrated servo motors provided peak torque and high speed for traction drive and steering axes while eliminating components and freeing valuable space within the mobile robot housing. Combining a servo motor and controller into a single, integrated package eliminates the need for mounting an external motor controller inside the body of the mobile robot. Integrating the motor controller into the motor housing also eliminates the need for motor power and feedback cables normally needed to connect the separate servo motor to its external controller. Integrated motors are not suitable for every application, such as those using motors larger than a NEMA 34 frame or providing more than 600 watts of continuous power. For motor requirements within that range, you may find that integrated motors offer design flexibility and simplified bills of materials. | MA
SHOP
Balluff.ca
Eric Rice is marketing director at Applied Motion Products.
Commissioning software for drives
Festo has released the free, PC-based Festo Automation Suite commissioning software, to help users get new drive packages up and running. Five steps will parameterize and configure all parts of an installation, from the mechanical system to the controller. The Automation Suite works with both Festo and third-party controllers. Besides parameterization and programming of connected Festo components, it can display their status, provide process data and any pending diagnostic messages can be seen at a glance. The interface can be customized for the user’s requirements by importing only those components relevant to that installation. The Automation Suite software also contains the basic workings of all Festo driverelated electric and pneumatic components. Device information, manuals and application descriptions can be downloaded from the software. festo.com
App for forklift inspection checks
The newly released MasterCheck app is designed to automate the process of the required forklift inspection checks every shift, and to provide the supervisor with important operational insights. Operators can now
complete the forklift inspection checks quickly and virtually on their mobile device or tablet and click “send” to have the record of that inspection sent to their supervisor. The forklift inspection is saved in the cloud, and on the device for the operator’s own records. Once the inspection is sent, the supervisor can receive a notification that all inspections are complete. In addition, operators can complete and send repair reports, accident reports and near-miss reports. MasterCheck is available worldwide in the App Store and on Google Play. mastercheck.ca
ERP software with AI and supplier management
SYSPRO has introduced additional functionality to its latest ERP release to improve overall ease of use, system performance and security. New features include Ken the SYSPRO Bot, which provides the ability to set alerts to surface on preferred messaging apps, enabling the user to take action all within one conversation. New artificial intelligence capabilities have also been included to predict
MATERIAL HANDLING
Shuttle/transfer cart
Verti-Lift has developed shuttle/transfer carts with the integration of portability, lifting and conveying. With the option of V-groove casters or flanged casters (for plant pedestrian traffic areas that will not allow obstruction), portability allows product movement between multiple work cells or processes. The integrated scissor lift allows for elevation changes, while the
and inform certain business outcomes, such as forecasting customer profitability based on customer characteristics or the probability of an order being shipped late.. There’s also greater governance and compliance, through a full traceability system and the inclusion of new product recall capabilities, which allow organizations to recall suspect products from customers quickly with all the relevant information available at the touch of a button. A digital tax tool allows financial controllers to create digital tax outputs that align with regulatory requirements to remain compliant.
ca.syspro.com
Software upgrades for project management
Eplan has added new upgrades to its Eplan software suite. In the engineering phase, the focus is on the digital twin of a control cabinet. The basis for this is high-quality 3D data that represents the housing and accessories that are supplemented with component and wiring information relevant to the project. This makes it possible to store information in a central location – in the Eplan Project – including saving parameter data of smart sensors, and using it in downstream processes. Open, standardized interfaces, such as AutomationML (AML), for example, make this data available to any user without any application-specific formats or data structures. QR codes on installed components assist in finding them in the system and make their attributes – including
conveyor provides the ability to transfer product between multiple work cells or processes. All Verti-Lift products feature easily accessible internal power units, heavy-duty cylinders, hand or foot controls, heavy-duty tubular frames and hydraulic cylinders, and lifetime lubricated bearings. verti-lift.com
Modular forklift battery charger
Crown Equipment Corporation has debuted the V-HFM3 series of modular battery chargers for lead-acid and lithium-ion batteries. The chargers are designed to help maintenance managers reduce energy costs
and extend the life of their forklift batteries. The V-HFM3 series offers an efficiency performance level of 97 per cent. Ease of use is enhanced through automatic voltage sensing technology that identifies a battery upon connection and intelligently applies the correct charging profile from 24-96 volt without the use of a monitoring device. crown.com
part numbers and technical data for sourcing replacement parts –available anywhere in the systems and at any time via tablet or smartphone. The Eplan Platform gives users the possibility to transfer data generated in the used applications to the cloud. eplancanada.com
Manufacturing operations management
Siemens Digital Industries Software has released Siemens Opcenter, a cohesive portfolio of software solutions for manufacturing operations management (MOM). Siemens Opcenter integrates advanced planning and scheduling, manufacturing execution, quality management, manufacturing intelligence and performance, and formulation, specification and laboratory management. The new portfolio combines products including Camstar software, SIMATIC IT suite, Preactor, R&D Suite and QMS Professional into a single portfolio. A web-based user interface implemented throughout the Siemens Opcenter portfolio offers a situational user experience and facilitates the implementation of new capabilities while reducing training efforts. Siemens Opcenter can integrate with other systems across the value chain, including product lifecycle management (PLM), enterprise resource planning (ERP) and shop-floor automation solutions. It provides end-to-end visibility into production, helping enable decision makers to readily identify areas for improvement within product design and associated manufacturing processes, and to make operational adjustments for smoother and more efficient production. siemens.com
PROCESS CONTROL
Fork level switches for liquid level detection
ProSense VFL Series Vibration
Fork Level Switches from AutomationDirect are designed using tuning fork technology for reliable liquid point level detection for monitoring, alarming and control applications. The switch tuning forks vibrate at their natural frequency. When the
forks contact a liquid, the fork vibration frequency changes and triggers the switch output. Suitable for use in tanks, vessels,
COMMUNICATIONS & NETWORKING
Cloud solution for manufacturing
Salesforce has released the Manufacturing Cloud, which delivers business visibility and collaboration between the sales and operations organizations of a manufacturing company. This allows them to have a better view of their customers through new sales agreements and account-based forecasting solutions, providing visibility into their customer interactions. Sales agreements allow manufacturers to unify their run-rate business with data housed in ERP and order management systems with the contract terms negotiated. If any changes to the agreement are needed, they are incorporated into the existing sales agreement, ensuring there is always a single source of truth. This allows account teams to manage the full sales agreement lifecycle and have visibility into committed and actual order volumes and other time-phased custom metrics. salesforce.com
Cabinet domes for wireless communications
The new CU8210 series WLAN
and mobile devices from Beckhoff Automation establish reliable wireless communication via the USB port of an industrial PC. The C8210-M001 cabinet domes support efficient and globally usable wireless solutions for PC-based control technology when combined with the appropriate CU8210D00x USB-2.0 sticks from Beckhoff for WLAN and 4G mobile communications. The components inside the housing dome, such as the USB-2.0 stick for wireless connection, are completely protected against physical contact, dust and moisture in industrial environments. The cabinet dome can therefore be mounted both in the panel of the control cabinet and also directly on the machine or outside of control cabinets.
The cabinet dome, which measures 54 x 100 x 54 mm, has a USB-2.0 socket type A and is designed for operating temperatures from -40 to +60 degrees Celsius. Increasing the dome placement options for the industrial PC and the respective application, different versions offer the choice of USB cables in lengths of one, three or five metres. Beckhoff offers
and pipes, the VFL series is an ideal alternative for applications where other liquid point level technologies such as float switches or conductive, optical and capacitance sensors are not suitable. The switches are offered in two process connection sizes with short and extended insertion lengths, and standard and high temperature constructions. automationdirect.com
several WLAN and 4G/3G/2G USB sticks for wireless communication. beckhoff.com
Wireless access point for data transmission
Emerson has partnered with Cisco to introduce a nextgeneration industrial wireless networking solution for data management, to improve plant productivity, reliability and safety. The new Emerson Wireless 1410S Gateway with the Cisco Catalyst IW6300 Heavy Duty Series Access Point uses WirelessHART sensor technology to deliver reliable and highly secure data, even in harsh industrial environments. The wireless access point provides enhanced Wi-Fi bandwidth necessary for real-time safety monitoring, including Emerson’s Location Awareness and wireless video. A reliable and fast connection between devices and people streamlines decision making by providing real-time analytics. The new access point supports mobile applications that offer instant access to process control data, maintenance information and operation procedures. emerson.com
NEW PRODUCTS
MACHINE SAFETY
E-stop switch with integrated connector
APEM has launched the first compact emergency stop switch with an integrated connector for mounting. Available with solder lug terminal or a connector for easy integration, the EC series has a standard Ø22 mm diameter bushing. This ergonomic emergency stop switch is vibration-resistant and ideally suited for use on material handling, autonomous guided vehicles (AGVs) and off-road vehicles. The EC series emergency stop switch has a connector terminal. Mounting is significantly easier and safer as the connection between the switch and the cable bundle is immediate. The limited under-panel depth and 22 mm diameter bushing makes it the ideal emergency stop switch for applications where compact design is required. The EC series is front panel sealed up to IP65 and qualified to the latest international standards EN 60947-5-1 and EN 60947-5-5. apem.com
broader range of manufacturing needs by providing the necessary ruggedness to function in harsh environments. With an oil-proof IP67G rating and the ability to function in temperatures as low as -30°C (-22°F), this advanced design helps avoid the tendency of malfunction in many demanding industrial settings. The light curtain has simple beam adjustment and multiple accessory options to reduce installation time. automation.omron.com
Virtual sensor for reading safe speed
ROBOTICS
PickMaster with digital twin technology
Advanced safety light curtain for flexible production
Omron Automation
Americas recently launched a stateof-the-art light curtain that meets the needs for more flexible production line design. The broad functionality of the F3SG-SR Series Safety Light Curtain helps manufacturers comply with global safety standards. Omron’s curtain minimizes wiring connections and provides easy-to-see colour indicators for quick verification of beam status and alignment. In addition, the F3SG-SR supports a
B&R has developed a virtual sensor for its ACOPOS P3 servo drive: the Safe Speed Observer. The sensor determines speed in accordance with SIL 2 / PL d / CAT 3 requirements, reducing the cost of implementing the Safely Limited Speed safety function by eliminating the need for a safe encoder. From the electrical variables of a permanent magnet synchronous motor, the Safe Speed Observer calculates two redundant models of the motor –achieving a high safety level for the calculated speed. The virtual sensor can be used for both linear and rotary synchronous motors. The Safe Speed Observer can be configured in the Automation Studio engineering environment via the respective encoder interface. The user can implement the safety functions available for the safe axis from the safety library. This new solution is made possible by the driveintegrated safety technology of SafeMOTION. br-automation.com
ABB Robotics has launched the third generation of PickMaster, its robotic software for visionguided random flow picking and packing application. The software is equipped with digital twin technology for the first time, to shorten commissioning times. Digital twin technology allows customers to test out robotic configurations on virtual production lines before physical lines are built. Enabling offline programming of picking and packing tasks means users can create, simulate and test a complete robot installation in a virtual environment without having to disturb their actual production line. In addition, PickMaster Twin complies with the OMAC PackML (packaging machine language) standard, which makes it ideal for modern packaging machines. PickMaster Twin works with all ABB robots. abb.com
Cobot for heavy-duty payloads
Universal Robots (UR) has developed a new collaborative robot, the UR16e, for heavy-duty payloads up to 16 kg (35 lbs). The new UR16e combines the high payload with a reach of 900 mm and pose repeatability of +/- 0.05 mm, making it ideal for automating tasks such as heavyduty material handling, heavypart handling palletizing, and machine tending. UR16e is ideal for automating high-payload
and CNC machine tending applications, including multi-part handling, without compromising on precision. Like with UR’s other e-Series cobots, the UR16e includes built-in force sensing, 17 configurable safety functions, including customizable stopping time and stopping distance, and an intuitive programming flow. UR16e meets compliance regulations and safety standards for unobstructed human-robot collaboration.
universal-robots.com
Long-reach robots
Yaskawa Motoman has announced its long-reach, shelf-mounted PH-series robots specifically designed for the rigours of press-room environments. Available in two models, the six-axis PH130RF and PH200RF robots feature a high vibration rating for press handling applications. The streamlined, long reach design allows the robots to work in tight spaces and service multiple presses. The PH130RF model services press pitches up to seven metres, and the PH200RF model services press pitches from six to 8.5 metres. High moment and inertia ratings enable the PH-series models to easily handle large blanks and formed parts. The shelf-mount design saves valuable floor space, expands the work envelope and eases die change-out, while providing flexibility for custom layouts. Both models feature long-life speed reducers to facilitate highly repetitive handling operations, as well as high-performance drive systems. The PH130RF robot offers a 130-kilogram payload capacity, and the PH200RF robot offers a 200-kilogram payload capacity. motoman.com
MOTORS & DRIVES
Linear brushless DC motors
Moticont has added two new linear DC motors to its LCVM series of linear voice coil motors. The newest additions to the LVCM series share the same physical dimensions – each is 50.8 mm (2 in) in diameter and the housings are 127 mm (5 in) long. Features of these efficient, high acceleration/ deceleration, low inertia, clean, zero cogging, brushless voice coil motors makes them ideal for: sorting, packaging, sampling, work holding and clamping, laser machining and drilling and wafer handling. For applications requiring a longer stroke, the LVCM-051-127-02 features a stroke of 44.5 mm (1.75 in) with a continuous force of 61.5 N (13.8 lbs) and a peak force of 194.4 N (43.7 lbs). In comparison, the LVCM-051127-03 has a higher continuous force of 99.5 N (22.4 lbs) and a peak force of 314.5 N (70.7 lbs) and a stroke length of 25.4 mm (one inch) for applications with a higher force to size ratio. moticont.com
Integrated motor with PoE functionality
Applied Motion Products has introduced the TSM14POE StepSERVO integrated motor with Power over Ethernet (PoE) functionality commonly used in IT applications such as wireless access points. PoE technology provides DC power and Ethernet communications over a single cable. The TSM14POE StepSERVO motor offers a complete motion control solution with a motor, encoder, drive and controller combined in a single integrated motor package. On-board motion control using Applied Motion’s Q Programming language enables the motor to run motion control profiles on its own as well as programmatically react to messages received on the Ethernet network. Two connector options, X-coded M12 and modular RJ-45, permit the use of standard, widely available Ethernet cables. applied-motion.com
Digital drive for motion control
Aerotech has released the XC2 PWM digital drive, a small formfactor, single-axis motor drive designed for motion control applications. It is compatible with the Automation 3200 motion platform using the HyperWire motion bus. The XC2 can control brushless DC, brush DC, voice coil, or stepper motors at up to 100 VDC operating voltage and 10 A peak current capability. The current loop and servo-loop are digitally closed to ensure the highest level of positioning accuracy and rate stability. This allows loop closure rates of up Allied Electronics & Automation 1 + 31
to 20 kHz while also permitting real-time digital and analog I/O processing, data collection, process control and encoder multiplication. The XC2 includes safe torque off (STO), a data array consisting of over four million 32-bit elements, dedicated home and end-of-travel limit inputs, and an enhanced current sense device. Encoder support includes square-wave, sine-wave and absolute. aerotech.com
MA
rounds up research reports and industrial automation applications to help manufacturers make smart decisions on the path to digital transformation
Turning challenges into opportunities
In its recent Canadian CEO Outlook study, KPMG surveyed 75 Canadian CEOs about how they perceive the marketplace today. Among their challenges: cyber risks, remaining agile and attracting talent that will help them to embrace change. However, manufacturing CEOs also align with 73 per cent of total Canadian CEOs who feel confident in their ability to compete. Here’s what the survey authors suggested manufacturers do to maintain their edge:
• Embrace the new technologies that are making way for new roles that operationalize data, such as tech specialists and data analysts.
• Create employer brands that cater to modern appetites for innovative thinking, career development and worklife balance.
• Develop better relationships with Canadian students through scholarships, in-school campaigns and work placement opportunities.
$70.26 Billion
The global industrial robotics market is projected to double in value to reach $70.26 billion by the year 2023, growing at a compound annual growth rate (CAGR) of 8.1 per cent.
$15.4 Billion
The global total installed base of AI-enabled devices in industrial manufacturing will reach 15.4 million in 2024, with a CAGR of 64.8 per cent from 2019 to 2024.
Source: Industrial Robotics - Decoding the Robotics Impact on Manufacturing, Frost & Sullivan, 2019
• Engage women and underrepresented demographics (Indigenous communities, new arrivals, etc.) to boost your talent pool.
• Become more knowledgeable about cyber risks and threats, and invest in controls and training.
• Increase strategic industry partnerships to help expand markets and meet growth objectives.
Source: Moving Canadian manufacturers ahead, Canadian CEO Outlook, KPMG, 2019.
With the global manufacturing market hitting a $38 trillion valuation in 2018 and a 15 per cent increase in worldwide production output, manufacturers must continue to invest in new technologies to boost trade. Cloud solutions provider Sage recently polled 3,000 U.S. businesses to ask what they think would be the most significant technology to affect the future of trade over the next five years, and this is what they said:
SMART INNOVATIONS
Rite-Hite has introduced an Industrial Internet of Things platform for its products including loading dock equipment, in-plant safety equipment and industrial doors. The Opti-Vu platform distils the data collected from sensors mounted on these sources into insights and actions. The platform applies analytics to correlate developing trends with historical data, helping to predict potential problems and proactively identify opportunities for efficiency. Operators can view insights on the system’s dashboard, which also provides real-time alerts when something’s wrong, so that managers can take immediate action.
Canada’s manufacturing sector is now feeling the effects of the slowdown in global manufacturing, says audit and tax consulting firm RSM Canada. The manufacturing sector contributes 10 per cent of Canada’s industrial output. In addition to recessions looming in Germany and the U.S., manufacturing in Canada has had its own struggles since 2018 due to lower demand for Canadian energy resources, and buyers finding alternate sources.
Other key findings:
of businesses expect the amount of trade with customers and suppliers to increase over the next year of businesses believe that investment in digital compliance could increase their international trade over the next year believe that further digital investments could increase their opportunity for market entry artificial intelligence (AI)
Source: Solving the productivity puzzle, Sage, 2019
The study indicates four measures that could pump up the economy:
1. Adjustments to employment insurance
2. Individual tax relief, credits and rebates
3. Business tax incentives
4. Increase in government spending, such as infrastructure projects
Source: The Real Economy, Canada: Volume 3, RSM Canada, 2019
Have a research report or smart automation application to share? Send to kurquhart@annexbusinessmedia.com and you could be featured in Manufacturing AUTOMATION!
Mobilize production. Maximize flexibility.
SIMATIC RTLS (Real-Time Locating System), the locating platform for your digital enterprise. Use SIMATIC RTLS to navigate material flows, control mobile robots, monitor component use, and fully document the final product assembly. Visit our website to see how SIMATIC RTLS can help you realize your factory of the future.