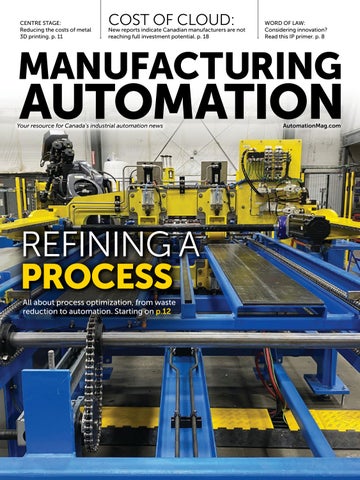
REFINING A PROCESS





Starting at only $69

Unlike other suppliers, at AutomationDirect we welcome any feedback we get on our products, especially our PLCs. We display all product reviews we receive on our Webstore to help others make informed buying decisions. So, if your supplier can’t answer the question, “What is the customer satisfaction score for this product?”, then maybe you need a new supplier!


Highly-rated, feature packed PLCs available at your fingertips, 24/7/365











Our CLICK PLCs are an industry favorite providing simple control at an extremely affordable price. Here are just a few highlights:
• Multiple stand-alone PLC units available with different I/O configurations (relay, analog, AC or DC discrete I/O)
• Support for Modbus RTU, ASCII, Modbus TCP and EtherNet/IP communication protocols
• All CLICK PLC units use our FREE programming software with a simple but practical instruction set
• Easily expand your CLICK PLC with snap-on I/O modules for up to an additional 128 discrete or 48 analog I/O points



“...We have used a variety of the CLICK models in many di erent types of builds from the very simple to pretty complicated. There is a PLC and add-on’s to t just about any application. We just nished a 15 unit build for production, saved a ton of cash. I’ve yet been disappointed with the CLICK series or AutomationDirect.”
Tim in OXFORD, AL
Orders over $49 get FAST FREE SHIPPING
Our shipping policies make it easier than ever to order direct from the U.S.!
Fast free standard shipping* is available for most orders over $49 U.S., and that includes the brokerage fees (when using an AutomationDirect nominated broker). Using our choice of carrier, we can reach most Canadian destinations within 2 to 3 days.


*Free shipping does not apply to items requiring LTL transport, but those shipments can take advantage of our negotiated super-low at rates (based on weight) that include brokerage fees.




See Web site for details and restrictions at: www.automationdirect.com/canada








All prices shown are U.S. Dollars

The
Mihaela Vlasea, U Waterloo & Diana Facchini, NRC 22 Tech
Four ways TSN can boost productivity in manufacturing

An intellectual property


12
Refining an operation
An Ontario company has custom-built an automated assembly machine that aligns with a historic copper refining process, giving it a new lease on life around the world
By Treena Hein
14
Can process optimization be sustainable?
With an integrated approach to waste reduction, manufacturers can go green and boost their bottom line
By Jacob Stoller
16
Piloting a new practice
A wood products manufacturer tests a digital transformation initiative to improve productivity and increase workflow visibility By
Grant Cameron
18 The cost of cloud
With new reports indicating Canadian manufacturers are not reaching the full potential of their cloud investments, identifying a sound strategy is crucial
By Kristina Urquhart






COVER STORY
FROM THE EDITOR
Leading the change in manufacturing
Despite accounting for nearly half of the workforce, women comprise about 29 per cent of the Canadian manufacturing industry, and that number has been stagnant for almost 40 years. When it comes to the skilled trades, only about four per cent of jobs are occupied by women.
These stats are especially of concern for a sector that is already experiencing a labour shortage – 85 per cent of Canadian manufacturers are currently struggling to fill job vacancies, according to a 2019 report by Canadian Manufacturers and Exporters.
The industry has been talking about ways to solve the skills shortage for years, such as hiring and training people from underrepresented groups including women. But still that number hovers at 29 per cent, stymied by things like outdated perceptions of manufacturing, traditional hiring practices, inflexible job schedules and workplace cultures that can be challenging for women to navigate.
This issue is systemic and requires more than a simple fix of “hiring more women.” In an effort to highlight this, the Trillium Network for Advanced Manufacturing, a non-profit that raises awareness about the advanced manufacturing sector in Ontario, takes a new approach with its latest report, Gender Diversity and Ontario Manufacturing: Lessons from Five Leading Companies. The report contains case studies from Ontario manufacturers who are walking the talk when it comes to increasing gender diversity, as well as 10 lessons for the value chain to consider as they evaluate their DEI policies and existing barriers that unintentionally exclude women.
and attracting top-level talent. And when there’s talent, there’s a competitive advantage.
Each featured manufacturer has implemented a comprehensive strategy to recruit, retain and advance women. Among other initiatives, Honda of Canada Mfg. holds a Women@Honda event every two weeks for women interested in learning more about the company.
At MAD Elevator, where women make up 40 per cent of the management team, leaders check in with employees about whether the manufacturer is sticking to its equity and inclusion commitments, which include diversity and anti-violence training. When COVID-19 hit, the company paid a sum equivalent to the Canadian Emergency Response Benefit to its employees who couldn’t find childcare, so that they in turn could pay relatives to babysit their kids.
Each manufacturer featured in the Trillium Network’s report has implemented a comprehensive strategy to recruit, retain and advance women.
Policies like these may be unusual in the manufacturing sector, but Honda, MAD Elevator and the other three companies profiled prove that they don’t need to be. One of the report’s key takeaways is to involve women, particularly when it comes to planning practices intended to support gender equity and diversity (and the same goes for race, age and other demographics).
Inviting diverse voices to the table makes good business sense – different perspectives can help to highlight blind spots, shake up the status quo and establish out-of-the-box strategies to ensure your company stays on the path to success. There’s no better time to start the conversation –International Women’s Day is March 8.
Reader Service
Print and digital subscription inquiries or changes, please contact:
Urszula Grzyb, Audience Development Manager
Tel: (416) 510-5180
Fax: (416) 510-6875
Email: ugrzyb@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1
EDITOR
Kristina Urquhart kurquhart@annexbusinessmedia.com Tel: 416-442-5600
GROUP PUBLISHER Paul Grossinger pgrossinger@annexbusinessmedia.com
MEDIA DESIGNER
Graham Jeffrey gjeffrey@annexbusinessmedia.com
ACCOUNT COORDINATOR Debbie Smith dsmith@annexbusinessmedia.com Tel: 416-442-5600 ext 3221
COO Scott Jamieson sjamieson@annexbusinessmedia.com
CONTRIBUTING WRITERS
Thomas Burke, Grant Cameron, Lorraine M. Fleck, Treena Hein, Paul Hogendoorn, Jacob Stoller
Manufacturing AUTOMATION is published seven times a year by:
Annex Business Media 111 Gordon Baker Rd., Suite 400, Toronto, ON, M2H 3R1 Tel: 416-442-5600 Fax: 416-442-2191
Printed in Canada ISSN 1480-2996
Publication Mail Agreement #40065710
SUBSCRIPTION RATES
Those barriers include, but are not limited to, the language used in recruitment processes or within the workplace itself, as well as compensation based on past salaries – which tends to perpetuate ongoing pay inequalities between men and women, say the report authors.
Trillium Network found that there is a correlation between companies making a concerted effort to develop robust gender diversity initiatives
CONNECT
Speaking of expanding our knowledge, I’m pleased to introduce a new column to MA, Word of Law, which will cover legal issues in manufacturing, from intellectual property (IP) to financing. Lorraine M. Fleck, in-house legal counsel for a CPG company, will be one of the column’s regular contributors. If you’re thinking about new ways to grow your business, read her IP primer on p. 8. | MA
@AutomationMag /company/automation-mag kurquhart@annexbusinessmedia.com
EDITORIAL ADVISORY BOARD
AL DIGGINS, Chairman of the Board, Treasurer and General Manager, Excellence in Manufacturing Consortium
DAVID GREEN, Technology and Business-to-Business Consultant
SHELLEY FELLOWS, Chair, Automate Canada
KARIN LINDNER, Founder and Owner of Karico Performance Solutions
DAVID MCPHAIL, President and CEO, Memex Automation
NIGEL SOUTHWAY, Business Productivity Consultant and Author on Lean Thinking
BILL VALEDIS, Support Systems Developer, KINITO Support Systems
Canada — $43 per year
United States — $75.50 (US) per year
Foreign — $86 (US) per year
Students — $20.50 per year
ANNEX PRIVACY OFFICER
email: privacy@annexbusinessmedia.com Tel: 800-668-2374
Occasionally, Manufacturing AUTOMATION will mail information on behalf of industry related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above.
The contents of Manufacturing AUTOMATION are © 2021 by Annex Publishing & Printing Inc. and may not be reproduced in whole or part without written consent. Annex Publishing & Printing Inc. disclaims any warranty as to the accuracy, completeness or currency of the contents of this publication and disclaims all liability in respect of the results of any action taken or not taken in reliance upon information in this publication.


AUTOMATION UPFRONT
WORKFORCE
Bombardier to cut 1,600 jobs
Bombardier plans to cut 1,600 jobs from its workforce as it consolidates the outstanding work on its Global aircraft contract in Montreal.
The aircraft manufacturer plans to stop producing its Learjet planes this year but will continue to offer support and service for the aircraft through a remanufacturing program.
This move will allow the company, which cited a net loss of US$337 million in Q4 2020, to concentrate its efforts on its Challenger and Global lines after completing the sale of its rail segment to Alstom in January.—with files from The Canadian Press
COVID-19 RESTRICTIONS
Survey: Ongoing border restrictions are costing millions
Manufacturers are losing tens of millions of dollars in business due to closures at the Canada-U.S. border, says a new survey conducted by several industry associations.
The Canadian Tooling & Machining Association (CTMA), in partnership with the Canadian Association of Moldmakers, (CAMM), Automate Canada and the Niagara Industrial Association (NIA), recently conducted a survey of manufacturers and suppliers in Southern Ontario to measure the effects of border closures due to the COVID-19 pandemic within the manufacturing industry.
Border restrictions barring non-essential travel between Canada and the U.S. have been in place since Mar. 21, 2020 to stop the spread of COVID-19. Some “essential” travel is allowed, provided the entrant has proof of a negative COVID-19 test.
The 39 survey participants said the ongoing restrictions have led to increased costs to accommodate government-mandated
quarantine, unavailability of key personnel, loss of revenue, loss of customer relationships and reduced investments in new technology to accommodate the above. One key problem, the associations say, is that the definition of what is “essential” work is not consistently applied at the border.
The survey indicates more than two-thirds of respondents have lost business amounting to tens of millions of dollars due to issues at the Canada-U.S. border.
Of the survey participants, 80 per cent revealed they require their U.S.-based customers or suppliers to visit their facility for project inspections, sign-offs or technical support or service.
Sixty-five per cent of respondents have experienced moderate to substantial effects on their businesses. Almost three-quarters of participants reported they have or will have a negative financial impact specifically due to border-crossing issues. More than a third of respondents reported that the magnitude is $1 million or more.
The associations are calling on the government to provide a clearer definition of “essential workers” to help Canada Border Services Agency personnel better understand the guidelines, provide more detail on documentation requirements, and implement rapid testing at ports of entry to reduce quarantine periods for individuals travelling across the border to perform essential services.
ROBOTICS
RIA publishes new safety standard for mobile robots
The Robotic Industries Association (RIA) has published R15.08 Part 1, the new American National Standard (ANSI) specifying safety requirements for industrial mobile robots.
The standard was created for mobile robot manufacturers using input collected from industry experts over the course of about four years.

R15.08-1 provides technical requirements for the design and integration of industrial mobile robots.
Mobile robot integrators and users should also familiarize themselves with the requirements in R15.08 Part 1. The RIA will be publishing more detailed requirements for integrators and users in R15.08 Parts 2 and 3, which are still to come.
The new standard recognizes three types of industrial mobile robots: those on an autonomous mobile platform, those with a passive or active attachment that is not a manipulator, and those with a “manipulator” that would
be considered an “industrial robot” per RIA’s sister standard R15.06 if it were stationary, mounted to a mobile platform.
Report: 2020 robot sales up in North America
North American orders of robots from non-automotive sectors surpassed automotive robot orders in 2020 for the first time ever, says a new report from the Robotic Industries Association (RIA). Sales of robotic units in North America increased 3.5 per cent in 2020 over 2019. This growth was driven by a strong Q4 that

For Motion Feedback in Industrial Automation,





































AUTOMATION UPFRONT

was the second-best quarter ever for North American robotic sales, with a 63.6 per cent increase over Q4 2019, says the RIA, which is part of the Association for Advancing Automation (A3).
North American companies ordered 31,044 robotic units, valued at $1.572 billion in 2020. In Q4, companies ordered 9,972 units valued at $479 million.
“The surge in robot orders that we’re seeing, despite the pandemic, demonstrates the growing interest in robotic and automation solutions,” says Jeff Burnstein, A3 president, in a statement. “It’s promising to see the growth of robotics in new applications and reaching a wider group of users than ever before.”
Year-over-year orders in life sciences increased by 69 per cent, food and consumer goods grew by 56 per cent, and plastics and rubber saw a 51 per cent increase. Automotive orders increased 39 per cent in 2020.
“In 2020, we saw two trends in particular that propelled growth in non-automotive orders for robotics technology,” says John Bubnikovich, chief regional officer, North America for KUKA Robotics.
“First, the automation competence level in general industry has grown, and that matured into greater demand for the technology. Second, consumer behaviour shifted significantly and the expectations created by this shift were tough to satisfy
without automation.”
At the same time, Bubnikovich says, supply chain disruptions and instability in the workforce made industries accelerate automation strategies.
NEW TECH
HARTING makes headway on single-pair Ethernet
Devices using HARTING Technology Group’s single-pair Ethernet technology are expected to be on the market by the end of 2021.
On Feb. 2, the company highlighted the global developments and Americas-specific solutions it has made in several sectors, including industrial automation and energy and data centre infrastructure.
HARTING emphasized how the global social trends of demographic change, (de) globalization and sustainability result in technology trends such as modularization, autonomy and digital twins.
With connectivity being backbone to future industrial technologies, DC power supply in industry and new ecosystems such as Single Pair Ethernet (SPE) in the field of industrial communications will play critical roles in advancing automation, the company said.
HARTING Americas SPE Lead, McKenzie Reed, provided an update on local SPE
developments starting in early 2020, when HARTING announced single-pair Ethernet at the SPE Symposium.
Following, HARTING Americas launched an IP20 version of the T1 connector, the standard mating face for industrial single-pair Ethernet. In 2020, HARTING also founded the SPE Industrial Partner Network and joined as a principal board member of ODVA, where the company helped to develop the standard for industrial single-pair Ethernet.
In partnership with ODVA, HARTING plans additional single-pair Ethernet product launches and projects in 2021.
HARTING is currently seeing early proof-of-concepts using SPE connectors, cables and unmanaged Ethernet switches.
“We expect to see real devices utilizing HARTING SPE in the market as soon as the end of calendar year 2021,” Reed said.
Cory Jenkins, director of product management for HARTING Customized Solutions in the Americas, provided an update on the local subsidiaries recent successes, highlighting the company’s “in the region, for the region strategy” that positions it to support local markets.
Jenkins identified machinery as a key market for HARTING, specifically in the design of customized M8/M12 cordsets.
“We see our customers as our partners. We like to get to know their engineering teams and work together to bring new technologies to the market,” he said.
REBRANDING
Danfoss automation arm rebrands
Danfoss Industrial Automation has been rebranded as Danfoss
Sensing Solutions.
A new organizational setup will enable Danfoss to offer a broader product range, more diverse sensor technologies, and support and services for sensor ecosystems.
“A crucial part of this journey is to extend our offering within digital sensor connectivity for wired and wireless sensor solutions,” says Bert Labots, Danfoss vice-president.
“Another differentiator for Danfoss Sensing Solutions are the diagnostics and smart sensors that allow for instant programmability and remote technical support on the sensor side.”
The rebranded company will also offer customization of all its products, so customers can quickly adapt to changes in product and application range.
INVESTMENTS
NGen funds almost $17M for new plant
Next Generation Manufacturing Canada (NGen) has announced $16.8 million in funding for a multi-partner project led by Aspire Food Group.
Aspire Food Group is building an automated food-grade protein production system that uses alternative proteins. The new facility is expected to help change food-grade protein production, and address food insecurity and the high environmental cost of protein production.
Aspire has begun construction of a state-of-the-art, high-density cricket production and demonstration facility employing 60 people in London, Ontario.
Aspire’s collaborators, TELUS Agriculture, A&L Canada Laboratories, Swiftlabs and DarwinAI are contributing to and will be

PHOTOS: (TOP) HARTING, (BOTTOM) DANFOSS
Devices using HARTING Technology Group’s single-pair Ethernet technology are expected to be on the market by the end of 2021.
showcasing their technologies as part of the facility.
The operations will employ industrial automation and robotics, IoT and deep learning/analytics to farm crickets. The automated and modular technology can be scaled and used in any geography as well as across other industry sectors.
The impact the production facility will have on Canadian advanced manufacturing and on the economy is significant, says NGen in a statement.
The demonstration project is a model of Industry 4.0. This is the first time industrial IoT, sensors, ASRS and AI will be deployed in climate-controlled, indoor vertical agriculture with living organisms.
The facility will highlight the sustainability of non-meat protein processing, establishing an insect protein supply chain in Canada.
MOVERS AND SHAKERS

Udayan Pandya
Phoenix Contact Canada has appointed Udayan Pandya as head of the company’s industrial management and automation (IMA) business area, effective Feb. 1. Pandya is responsible for the activities and performance of the IMA business areas in the Canadian market. He brings over 23 years of experience leading and growing the industrial automation business in Canada. Previously, Pandya held the position of director, industrial automation systems with Siemens and, most recently, vice-president with AIS Technologies Group.
André Bousette is the new president of Rittal Systems Ltd., Canada after Tim Rourke


stepped down in late 2020. Rourke joined Rittal in 1995 as an outside sales representative and held various roles until taking over as president of Rittal Systems Ltd. in 2015. Bousette joined Rittal in 1990 as an outside sales representative in Montreal. In his most recent position as regional sales director for Eastern Canada, Bousette has achieved record sales growth, the company says in a statement.
Hammond Power Solutions (HPS) has appointed Robert (Bob) Ellis as senior application engineer in Guelph, Ont. Ellis

has worked in the electrical industry for over 30 years with leading firms in various engineering and project management roles. He holds a Bachelor of Science Degree in Engineering (Electrical) from the University of Waterloo. Ellis will primarily work on supporting new HPS business in power quality products.
JLS Automation has appointed Paul Swietlinski as its national sales manager for Canada. In this newly created role, Swietlinski will bring more than 30 years of industry experience to support the U.S.-based JLS’ customers, and will help grow business with new and existing accounts across the country. He will report to Mike Newcome, vice-president of sales.
Innovative Automation Solutions



we are one of the fastest growing automation companies worldwide. We’ll even provide a free evaluation sample to qualified customers.
André Bousette Tim Rourke
Robert (Bob) Ellis
BY LORRAINE M. FLECK
An intellectual property primer WORD OF LAW
Lorraine M. Fleck (M.Sc.F., LL.B.) is an Ontario lawyer and Canadian trademark agent. She practices as in-house legal counsel at an international consumer packaged goods company, and as principal of

Innovation is crucial to obtaining and maintaining a competitive advantage in manufacturing.
Innovation can be legally protected by intellectual property (IP) rights. IP rights can promote revenue by restraining competitive products/ services, so a business can monetize its initial investment, and potentially increase revenue and profitability.
IP can also attract money through investors, act as collateral for financing, as well as provide opportunities to license or sell the IP to others. This article will briefly review five common types of IP, and their characteristics. The different IP types are not exclusive to reach other, and can all exist in the same product.
Patents
Patents are monopolies granted by a government. A patent is the legal right to exclude others from making, using or selling an invention for a specific number of years, in exchange for public disclosure of the invention in the patent application. In Canada, patent protection is for 20 years from the date the patent’s application was filed. A patent cannot be renewed.
For an invention to be patentable, the invention must: (1) consist of
Innovation can be legally protected by intellectual property (IP) rights.
patentable subject matter; (2) be novel; (3) have utility; and (4) not be obvious.
A patent is obtained by preparing and filing a patent application, which is then examined by a government patent examiner. In Canada, an application must be filed within one year of an invention’s public disclosure.
It is highly recommended that before proceeding to market and file a patent application claiming an invention, a qualified patent professional is retained to render an opinion whether the invention infringes prior patent rights. This helps to to avoid investing in a product that attracts a patent infringement lawsuit, with the associated legal fees and damages. The financial consequences of a patent infringement lawsuit can be significant.
A patent application must sufficiently describe the invention in enough detail to enable a person skilled in the invention’s field to make, construct, compound or use the invention. Given this required level of public disclosure, many businesses elect to employ trade secrets to protect their inventions instead of filing a patent application.
Trade secrets
A trade secret is any valuable business
information that derives its value from the secrecy. Examples of trade secrets include the Coca Cola® original soft drink formula, the Google® search algorithm, and confidential client lists. Given their inherent secrecy, trade secrets are not protected by a government-issued registration. Instead, trade secrets are protected by a business obtaining value from the secret and taking all reasonable measures to ensure that the secret remains secret.
Such measures include: (a) limiting disclosure of the secret to only business personnel who need to know the secret; (b) marking documents relating to the secret as confidential; (c) non-disclosure agreements; (d) limiting physical access to facilities relating to the secret; and (e) digital restrictions, such as encryption and passwords.
A trade secret can potentially remain secret indefinitely. Once the secret is public, the trade secret protection ends and typically the business value is lost.
Trademarks
A trademark is a combination of letters, words, sounds, designs or scents that distinguishes one business’ goods/services from others. This consumer shorthand is important, because over time, the
Fleck Innovation Law, a Toronto firm that has been recognized by Canadian Lawyer magazine as one of the top 10 intellectual property boutiques in Canada.
trademark stands not only for the business’ goods/services, but also the business’ reputation (a.k.a. brand). Trademark examples include Amazon™, Microsoft™ and Zoom™.
Given the requirement for a trademark to be unique, as with inventions and patents, it is important to retain a qualified trademark professional to render an opinion as to whether the trademark infringes thirdparty rights. This helps to avoid building a marketing campaign around a trademark that is not available, and the associated legal fees and damages, which can be financially significant.
A Canadian trademark registration, obtained by filing a trademark application with the government, provides the owner the exclusive national right to use the trademark with the goods/services claimed in the registration. Canadian trademark registrations have a 10-year term, and can be renewed if certain requirements are met. A trademark registration also allows the owner to register their trademark with Canadian custom authorities to help thwart the importation of counterfeit goods.
Copyright
Copyright is the exclusive right to reproduce all or a substantial part of an original work, created by a citizen or person ordinarily resident in Canada or most countries, for which copyright protection is available. Copyright works include literary (e.g., books and product manuals), visual (e.g., videos), sound recordings and computer programs.
Generally, copyright expires December 31 of the 50th year after the creator dies. While copyright does not need to be registered to exist, a copyright registration is rebuttable evidence that copyright exists, and the owner listed on the registration owns the copyright in the work. In some instances, clearance searching may be recommended before a copyright work is distributed.
Industrial designs
An industrial design (a.k.a. design patent) protects the novel visual features of shape, configuration, pattern or ornament, or any combination of these features, when applied to a finished article. These visual features must be purely aesthetic, and cannot be functional. Examples of industrial designs include container shapes and graphical user interfaces.
Before commercialization, an appropriate legal professional should be retained to confirm that the industrial design will not infringe prior filed applications/ registrations.
Canadian applications must be filed as soon as possible to preserve novelty, and if the design has been published or otherwise disclosed to the public, within 12 months of such disclosure. A
Canadian industrial design registration term can exist for up to 10 years from the registration date or 15 years from the filing date, whichever period ends later.
Future intellectual property articles in the Word of Law series will focus on how to select a defensible trademark, anti-counterfeiting strategies, and licensing and contract manufacturing agreements. | MA

BY PAUL HOGENDOORN
‘Old is gold’: Lessons learned from TB12 and Super Bowl LV INDUSTRY
Paul Hogendoorn co-founded FreePoint Technologies with the goal of giving manufacturers the benefit of information technologies that inform, empower and motivate their most critical asset – their people. He can be reached at paul.hogendoorn@getfreepoint.com.
Iconfess I am a big Tom Brady fan and was rooting for him to get number seven. Yes, I am in awe of Patrick Mahomes’ talent, drive and the spark he brings to the game, but there is something very special about Brady, and that is simply that he has been special for a very long period of time. He’s as good old as he was young, perhaps better.
But Brady wasn’t the only old guy on that Super Bowl LV winning team. The coach, Bruce Arians, was the oldest coach to ever win it. At 68 years old, he has coached at various levels for 45 years. His mother was there to cheer him on at 95 years of age. How wonderful that must have been for them both.
Rob Gronkowski came out of retirement to join Brady. Antonio Brown, passed over by all the other teams, was given a fresh opportunity to prove himself as a player and a teammate. Leonard Fournette was cut from the Jacksonville Jaguars at the beginning of the year, not fitting into their plans despite being their first overall draft pick a few years ago.
At 34, Ndamukong Suh was eight years beyond what is considered the prime age for defensive ends, and four years beyond what is considered the age of effectiveness. At 32, Jason PierrePaul is six years past the prime age for his position. All of these discards, cast-offs and “old guys” came together, formed a team, devised a plan to fit their strengths, and then practiced diligently, intentionally, persistently. And then they executed.
From the first game I watched Brady start many years ago, after their star quarterback went down, I noticed a difference in that team. It was a compelling story – a late round draft pick, fourth string on the depth chart, being thrust into the starting role of perhaps the most difficult position in all of sports, filling in for a proven star. And the rest is history.
To get to Super Bowl LV, the team needed to win three road playoff games (a feat never done before), and beat teams quarterbacked by Patrick Mahomes, Drew Brees and Aaron Rodgers – the most skilled quarterbacks in the game today. But a Brady-led team won,

again. What’s his magic? And what can we as manufacturers learn from him?
It’s impossible to deliver expected results consistently if one area has to make miracle plays to make up for a dropped ball in another area, or if one department doesn’t execute their assignment.
Brady plays with a different kind of intensity than the rest – not a higher level of intensity but an intensity that’s focused differently. Most stars in that position play with an expectancy thrust upon them, or that they place upon themselves; Brady plays with an expectancy he thrusts upon his teammates, and they then play with an expectancy that they place upon themselves.
It was evident to me in the first game I watched him start. Receivers ran their routes every down. The line blocked with extra ferocity. Running backs fought for every yard. It was a different kind of leadership. Each one of them didn’t have to be the best at their individual positions, but they as a team were determined to be better than all the teams they faced. It’s why often difficult marquee players that don’t fit anywhere else can fit seamlessly on a Brady-led team. Egos are checked at the door. No one is expecting one person to win the game for them; they play believing that there is a high expectation placed upon them every down, and they play up to that expectation.
This is how manufacturing companies work best. The various departments work in concert every day, every week, every shift. They all have a role to play
– offence, defence, specialty teams, coaching staff, and even the taxi squad. It’s impossible to deliver expected results consistently if one area has to make miracle plays to make up for a dropped ball in another area, or if one department doesn’t execute their assignment.
You could win some games along the way, and perhaps even one season’s title, but to win consistently, over a long period of time, you need to be able to marshal your resources, devise a plan the team can execute consistently, and then show up for every game, every practice, and every team meeting ready to execute well, to meet the expectations of your teammates, to set appropriate expectations on each other – and to live up to them, helping your teammates live up to their expectations, too.
Regular readers of this column have often heard me speak about the importance of attracting, developing and retaining enthusiastic and talented young people to our companies. This is still very true. (Brady was a young enthusiastic rookie once.) But that still requires an environment where people, young and old, can succeed and win it together. And if your seasoned leaders help bring those qualities to the team, season in and season out, “old” is indeed “gold.” | MA
MIHAELA VLASEA of the University of Waterloo and DIANA FACCHINI of the National Research Council of Canada discuss a new partnership aimed at reducing metal 3D printing costs
In the latest episode of MA’s podcast, Mihaela Vlasea, assistant professor in mechatronics engineering at the University of Waterloo and associate research director of the school’s MultiScale Additive Manufacturing Lab, and Diana Facchini, strategic advisor at the National Research Council of Canada (NRC), discuss metal additive manufacturing, as well as the seven-year collaboration agreement recently inked by the two institutions. An edited transcript is below. To hear the full interview, visit automationmag.com/podcasts
Manufacturing AUTOMATION: How does metal additive manufacturing differ from 3D printing with composites?
Mihaela Vlasea: Additive manufacturing refers to the process of joining units of materials together to create complex parts from a digital 3D model, and these materials can be metal, ceramics or polymers. The terminology of additive manufacturing, or AM, is generally the standard nomenclature for such processes, and we typically use 3D printing as the more informal name.
When comparing metal with polymer printing, metals generally require a higher energy source and a more controlled processing atmosphere to melt and fuse materials together. This is one of the general drivers behind the higher costs typically for metal AM processes. In addition, when working with metals, the material and material handling costs and complexity are generally higher.
MA: What other challenges come with metal 3D printing?
MV: When considering scalability, three general challenges come to mind specifically for manufacturers – the speed at which parts are fabricated, the size of


parts that can be produced, and process quality. However, these three barriers are constantly being eroded. For instance, to address speed, we see emerging technologies that now allow for faster production by using multiple energy sources to speed up the printing process.
To address size, we see now in the last couple of years technologies that allow for larger build chambers to accommodate for either large parts or for batch production. To address quality, we see machines that are starting to deploy sensors to monitor and to control the quality of production. When considering costs, AM tech becomes a viable production option only when there is a competitive advantage to using such technologies when compared to conventional manufacturing.
Generally, the competitive advantage comes from design freedoms and tailored material properties, specifically when considering the powder alloys available for metal AM. There’s a big need to innovate in this space – for instance, there’s a need to increase the library of materials available for production and a need to lower the cost of raw materials, and to enable innovative recycling strategies.
Diana Facchini: At the same
time, we have a really strong primary metal sector in Canada with some of the largest powder producers in the world. Now they serve a wide range of uses that includes the transformation into manufactured goods, including additive manufacturing, as well as for coatings for catalysts, for chemical processes, or in consumables like welding processes. So what’s really exciting is how this demand among the additive manufacturing community for a greater selection and lower cost materials now becomes an opportunity for metal powder producers and will ultimately lead to value creation for Canadian companies at both ends of the value chain.
MA: That leads us to this seven-year collaboration with the MSAM Lab and the NRC. What are your objectives?
DF: This framework allows the NRC and the University of Waterloo to rapidly launch multiple projects, both together and also with industry partners, to address some of the key pain points for metal additive manufacturing.
MV: From a technical perspective, this framework really allows our teams to explore areas where we can lower the barriers of technology adoption for industry.
Some examples can be expanding the range of materials available for metal additive manufacturing processes, developing new materials and operating processing parameters for higher productivity, increasing the efficiency of additive manufacturing processes by looking at waste reduction through other material recycling strategies, and providing the industry with the opportunity to explore technology adoption for real-world applications.
MA: What will the next seven years look like?
DF: At the moment, we’re rapidly building our new competencies and capacity, really fueled by both the NRC’s and the University of Waterloo’s joint investments in new state-ofthe-art infrastructure and highly skilled personnel. Even though we’re at early stages, it’s really crucial that we actively involve industry and gain their participation so that we can realize some of the most relevant and timely project outcomes that can give the maximum benefit to these investments.
MV: In one of our ongoing projects at the moment, we’re looking to tackle the cost of production for additive manufacturing processes. So we’re looking to understand how the material properties change as the powders are processed numerous times through metal AM machines. This will allow us to understand, for instance, what is the life cycle of the powder, and how we may expand or extend that life cycle and how we may recycle these powders as well.
We would like to engage with faculty at the University of Waterloo and with researchers within NRC by supporting at least two to four collaborative projects per year. | MA
Mihaela Vlasea
Diana Facchini

REFINING AN OPERATION
An Ontario company has custom-built an automated assembly machine that aligns with a historic copper refining process, giving it a new lease on life around the world
BY TREENA HEIN
Compared to their new cousins, older manufacturing systems are far from optimal – they’re usually labour-intensive and inefficient in a variety of ways. But these old warhorses definitely have their value. Companies in various specialized sectors nurse them along for years, even decades, scrounging parts and hobbling together solutions when repair is needed, all for one simple reason: these old machines fit with their greater existing process and, until recently, no one could offer their owners a cost-effective alternative.
No one, that is, except firms like Sudbury, Ont.–based Ionic Mechatronics.
In this case, the client (Sierrita Copper Refinery, nestled in southwest Arizona’s Sierrita Mountains) rather desperately needed a new copper starter-sheet assembly machine – and, for the better part of 2019, one of the Ionic teams built just that. It’s one of many custom machines the company produces for clients in various heavy industry sectors every year.
“The existing machine required three to four operators for loading and assembly, with several stations and conveyors,” says Ryan Catton, Ionic’s business development manager. “After a lot of data gathering, on-site visits and analysis, we created an automated system that removes most of the conveying and
manual intervention from the process. Robots handle the sheet handling and assembly, and workers are freed from the risk of repetitive strain injuries and back injuries from lifting and placing heavy metal pieces.”
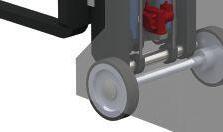
The first robot picks up what is called a “blank” sheet from a bin and places it on a “table,” where it’s flattened. Meanwhile, another robot is picking up the other two in-feed parts: hanger bars and loop material. When the assembly machine senses all components are present, it folds and staples the components, creating a starter-sheet. The third robot moves each finished sheet to a conveyor, one every 19 seconds, and then those sheets are used to collect dissolved copper in the refinery’s electrolytic cells.
These three robots have customized suction-cups and mechanical grippers. Ionic chose KUKA robots because the company has used them in similar projects, and supplier consistency where possible helps to ensure servicing efficiency across customer sites. Ionic’s local “partner-on-the-ground” is CAID Industries, which provides front-line support for the entire system.
The build process
Every build for Ionic includes analysis of things like desired throughput rate,
The third robot in Ionic’s solution moves a finished sheet to a conveyor every 19 seconds.
“Production hardly paused. When our system was ready, the new and old systems ran in parallel for a little while and then the controls were flipped over with only about a day of downtime.”
how to integrate the solution with existing processes and the space footprint available. “In this case, we had a limited footprint, but we were lucky that we had room to build in another area so that the existing starter-sheet assembly machine was able to run during the build,” says Catton. “Production hardly paused. When our system was ready, the new and old systems ran in parallel for a little while and then the controls were flipped over with only about a day of downtime.”
B ecause a refinery is a corrosive and humid environment, stainless steel or painted carbon steel were required instead of materials made from aluminum or coated with zinc, for example. But besides being able to stand up to corrosion, the system also had to handle variability (thickness, width, nodulation, slight warping) in the blank sheets, hanger bars and loop material. But Ionic designers had made systems adaptable to a range of tolerances before, and so this was nothing new.
Overall, handing a range of tolerances is a matter of determining the scope of variability for each parameter, and engineering the assembly machine and robots (hardware and software for both) to handle the top and bottom of the scope. “There’s also a range of
temperatures in many refineries,” Catton explains. “They’re generally open to the environment and you can get pretty hot and cold air coming in at different times of the year. So, we look closely with the client at quality variability, ambient temperature changes and all other relevant factors that could affect system operation, and agree on the range of tolerances we’ll build into their new system. The client ensures that in-feed component quality and environmental conditions stay in the agreed-on range.”
A safer space
Along with significant automation of starter-sheet manufacture, Ionic has also automated safety of the process. “We specialize in automation of safety design,” says Catton. “We do careful risk assessments and make sure not to introduce new risks. In this case, everything is guarded so there are no operators in the robot movement area, and if operators do have to enter, we’ve incorporated light curtain sensors so that movement stops before a worker could reach any risk point.” In case of loss of power, everything reverts to a safe position using gravity or electricity. “We also incorporate a lot of redundancy into safety systems,” Catton adds. “There are back-up relays which take over in case the first fails and operators
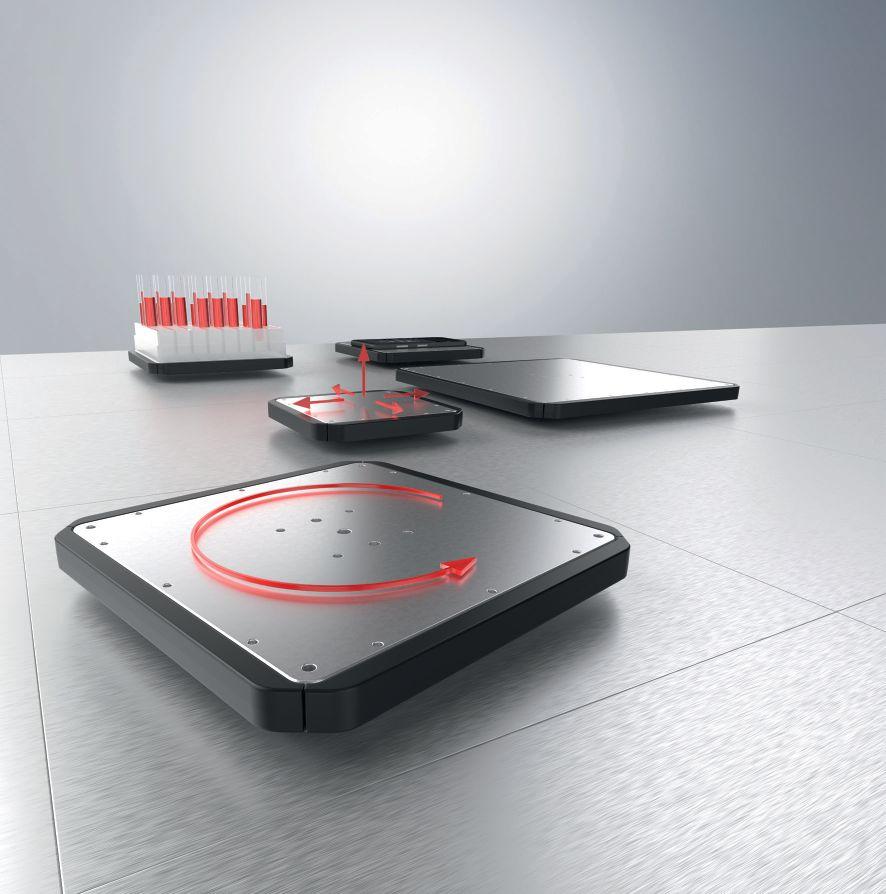
Use the configurable control system PNOZmulti 2 to implement multiple safety functions on your machinery.
Don’t miss our “ready-to-use kit”, which includes:
✓ Base Unit mB0
✓ Set Screw terminals
✓ Chipcard 32kb
✓ USB Cable
✓ Basic License for PNOZmulti Configurator
BONUS: FREE Assembly and configuration training!
Contact us for more information: +1 905 821-7459 - info@pilz.ca

are alerted to any issues within the safety circuit.”
Indeed, other than enabling Sieritta to keep the starter-sheet process, the primary benefit of the new system has been improved safety. “There is now no manual handling of the parts and thus no repetitive strain injuries,” says Catton. “Also, the old machine had frequent stoppages due to mechanical failures.” And although the new Ionic system can enable faster production than what is occurring now at Sieritta, the refinery cannot support added capacity at this time.
With this starter-sheet system now built in Arizona, word is spreading and other starter-sheet refineries in various parts of the world are approaching Ionic to investigate options. Catton explains that over the years, the starter-sheet process “was essentially abandoned as automation evolved and many refineries went to a permanent cathode process, but there are many dozens of plants around the world that still use starter-sheet. So, it’s very satisfying for us to provide a cost-effective way to give a traditional refining process a bright future, and also reduce health and safety risks for employees.” | MA


Treena Hein is an award-winning freelance writer who is based in Ontario.

CAN PROCESS OPTIMIZATION BE SUSTAINABLE?
Manufacturers are spending a fortune complying with environmental standards and regulations, often with little or no return on investment. But with an integrated approach to waste reduction, they can go green and boost their bottom line
BY JACOB STOLLER
London, Ontario’s Kinsmen Arena employs a mechanism called a cooling tower, which removes the heat generated by the chillers that freeze the ice surface. The irony is, that heat energy is being pumped outdoors while additional energy is expended to heat the rest of the arena.
“Like other arenas, they’re actually paying to get rid of that heat after they’ve moved it by running a cooling tower,” says Bruce Taylor, president of Elmira, Ont.–based consultancy Enviro-Stewards. “Then they use natural gas to heat the rest of the arena.”
The practice of rejecting heat in one area of an operation while paying for heat in another
is standard practice not only in arenas, but in facilities of all kinds, including factories. In fact, the siloed thinking that creates this waste is so entrenched that it is rarely questioned.
“ Innovation pertaining to the design, construction and operation of ice plants for recreation centres has been more or less stagnant for decades,” says Adam Trela, corporate energy manager for the City of London, which operates a number of arenas. “At best, change has been minimally incremental and resulted in marginal efficiency gains.”
The city is working with Enviro-Stewards to change all this. “In support of the city’s Climate Emergency Declaration,” says Trela, “we are developing a process, fostering a holistic approach to conducting full-spectrum assessments and implementation of initiatives focused on climate resiliency, resource conservation and the improvement of fiscal performance.”
Early results of Enviro-Stewards’ study of Kinsmen Arena indicate that even during the coldest months of the year, the existing ice chilling system is generating and rejecting more heat than it would take to heat the entire building. Capturing that heat will create a far greater impact – both environmentally and financially – than upgrading to a more efficient heating system.
Breaking down the silos
As the arena example shows, crossing silos
When the time comes for a mandated assessment involving a single parameter like energy, solid waste or toxicity, the purchasing manager will take the lowest bid without regard to potential long-term benefits of a more comprehensive approach.
– in this case, the ice chilling function and the building heating function – can be the key to environmental projects that save enough to generate a strong payback. Enviro-Stewards used exactly the same principle at Molson Breweries, where the heat generated by the chillers used to cool beer vats is now being recycled for use in equipment that evaporates carbon dioxide for carbonating the beer.
A ssessing such opportunities requires a holistic assessment that not only crosses organizational boundaries, but looks comprehensively at energy, heat, water, toxicity, and solid and liquid waste. This marks a radical departure from the delineated approach that is most commonly used.
Sometimes, different engineering disciplines are involved. For example, Enviro-Stewards was called into an automotive solvent recycling plant because the company was concerned about the amount of electricity consumed by a huge exhaust fan that was venting toxic fumes created from a distilling process.
The assessment showed that putting in a more efficient fan motor would have provided only marginal energy savings, while installing an air-to-air heat exchanger at the exhaust point to recapture the lost heat would have netted savings of 60 per cent. The real payoff, however, came from considering the toxicity, which revealed that the offending fumes were coming from a single tank. Consequently, the tank has been sealed, the fumes are being distilled into solvent that is now being sold, and the fan has been eliminated altogether.
Often, deficiencies in one area are indicative of problems in another. “I often say to people, ‘show me your most unreliable pump,’” says Stephen Dixon, president of Know Energy in St. Jacobs, Ont. “I often find that what they’re doing to make it unreliable is also making it inefficient.” A typical cause, Dixon says, is throttling a pump away from its efficiency point, which makes it more prone to failure. Conversely, specified improvements often have wider benefits, sometimes without people’s knowledge. “When you do a good energy project,” says Dixon, “you get direct and indirect energy savings, you get improved reliability of equipment, and you get better safety, air quality and productivity.”
Flipping the paradigm
Facing the need to improve their climate footprint, many organizations grab at shiny objects such as solar panels, heat pumps or
water treatment plants. What’s needed, Dixon explains, is a systems approach that begins with assessing waste, then the efficiency of manufacturing processes, and finally, the viability of alternative energy sources.
“It’s an end-to-end perspective – waste, efficiency, supply,” says Dixon, “and if you do them in that order, it also becomes economically viable, because the fastest payback is going to be from saving energy that you didn’t need to use. Similarly, there’s no use in investing in new technology when you fundamentally can’t use what you already have.”
Taylor took a similar approach when Jackson-Triggs Winery was told by the town of Oliver, B.C. that it would have to start treating its own wastewater. Rather than simply measuring the waste and designing a treatment plant to accommodate it, Enviro-Stewards first assessed why the waste existed in the first place. Looking at technical and procedural factors, it found, for example, that significant amounts of wine were being lost when it was transported within the plant, and 70 litres were being flushed down the drain every time a pad filter was changed.
“Before we designed the treatment plant, we cut the amount of wastewater in half, and the amount of wine that they lost into the wastewater by two-thirds,” says Taylor. This resulted in a treatment plant half the size and cost, and more wine being shipped.
Enviro-Stewards has also worked with major food manufacturers in a similar fashion, notably Maple Leaf Foods, which has become the first major food manufacturer to become carbon neutral while improving profitability.
Engaging people
C hanging a process to make it more efficient also has the potential to disturb it, and according to Dixon, one of most common mistakes is a failure to engage with the people who understand those processes the best.
“ You either engage people and leverage the energy and the power and what they can do with their ingenuity, and their commitment, or you disengage them, and it costs you,” he says. The consequence is that it is typical for systems to be over-ridden by employees that were not engaged, may not understand them and don’t trust them, sometimes for good reason.
A collaborative approach is absolutely essential in a complex operation such as
smelting. “Those guys sitting in front of the consoles running that smelting furnace are committed, and they know what to do,” says Dixon. “I as an energy person would never have anywhere near enough knowledge of that process and the intricacies of that furnace. So if the person is engaged and I can provide him with the right energy information, that’s when the magic is going to happen in terms of efficiencies.”
It’s also important to engage employees to ensure that processes are consistently maintained. “If you’re going to be able to determine how to make the proper improvements, the processes have to be sustainable,” says David Hogg, retired cofounder of High Performance Solutions in Kitchener, Ont. “If they’re not, it’s very difficult to identify properly where the real wastes are coming from.”
Organizational barriers
While the holistic approach to sustainable manufacturing is common sense, many organizations, according to Taylor, are reluctant to invest in the level of assessment that this requires. So when the time comes for a mandated assessment involving a single parameter like energy, solid waste or toxicity, the purchasing manager will take the lowest bid without regard to potential long-term benefits of a more comprehensive approach.
Manufacturers that are committed to operational excellence, however, are likely to think differently. The Lean approach to manufacturing, for example, views waste from an end-to-end perspective, and engages all employees in cross-functional teamwork towards eliminating wastes of all kinds – materials, energy, transport, delays and human effort. Organizations that follow this path are far more likely to appreciate the holistic approach to sustainability. They’re also far more profitable than their counterparts.
Consequently, as manufacturers face growing global competition, a dramatically reduced carbon footprint might become merely a by-product of a relentless war against waste. “The companies that seem to be successful are the companies that have been driving out waste for a while to the point where they’ve driven out all the waste they possibly can,” says Hogg. | MA
Jacob Stoller is a journalist and author who writes about Lean, information technology and finance.
PILOTING A NEW PRACTICE
A wood products manufacturer tests a digital transformation initiative to improve productivity and increase workflow visibility
BY GRANT CAMERON
Norbord, a Canadian-based manufacturer of wood-based panels for the construction industry, recently embarked on a digital journey to improve efficiency and productivity at its mills across the globe. [Ed. note: On Feb. 1, Norbord was acquired by West Fraser Forest Products. As this interview was conducted before the merger and involves an application implemented by Norbord, the company name remains throughout.]
Norbord teamed up with Rockwell Automation, which uses digital technology to improve industrial automation processes, to identify issues and build out a new game plan to help it remain on top.
The project began about a year and a half ago when the Norbord team decided they wanted to have more control over their processes and platforms and simplify monitoring equipment so smarter decisions could be made faster.
“ The way that we see a lot of these kinds of engagements is that they either come about because of an issue or a serious problem somebody is having, or they come about as an opportunity,” says Jessica Korpela, director, analytic solutions for Rockwell. “There was a
vision that they had and there were a number of things they wanted to improve, but I think it was driven by the opportunity to digitally modernize their mills to be more effective producers and to maintain being the world’s top supplier of OSB board.”
Norbord manufactures oriented strand board (OSB), particleboard, medium-density fireboard and other products at 17 plant locations in Canada, the U.S. and Europe. The company has always been horizontally aligned and operationally focused, facing challenges common to other global manufacturing operations.
Prior to adopting Rockwell’s solutions, Norbord’s homegrown and disconnected plant-floor applications and manual data processing made it time-intensive and difficult to process and capture value from their data.
“ There’s a lot of autonomy in all the mills to run independently to a certain extent so there’s a lot of independent knowledge and everybody kind of doing things their own way,” says Korpela. “Everybody had slightly different standardized metrics of things, and then you had a lot of individual operators or managers applying their own particular flavour.
“So, there was a desire to be able to

see more effectively into what was going on, and to model off the best operators and how to optimize the process most effectively, and collect that knowledge and do an advanced analysis.”
Selecting the pilot
The team at Rockwell went to work and selected a pilot mill for Norbord’s digital transformation, with an aim to decrease quality-related issues and get a handle on the cost and recipe structure for individual products.
They worked to gain a better understanding of the facility and get more granular data on how the mills actually operate. The company needed to be able to process the information faster, preferably in real-time, and remove a lot of the clerical work that people would traditionally spend time on, like transferring data from one system to another. Industrial and business professionals from Rockwell were paired with counterparts at Norbord to gather insights on the company and figure out ways to use a “digital thread” to connect
The Internet of Things is the network of devices embedded with sensors and software that transmit data over the Internet.

siloed sources of data. The idea was to use analytics to get more insight on operations across the company to figure out what improvements could be made.
“We really dug into their general process, their pain points, their opportunities for improvement, their vision for the future and ultimately came up with a recommendation across four to five major streams that hit all the important value levers to them, [which] resulted in that combination of what they were uniquely skilled to deliver,” says Korpela.
In the early days, Rockwell held a lot of open workshops to get a handle on the issues and come up with a blueprint that fit the vision of the company. From there, Internet of Things (IoT) architecture was developed to connect the independent data sources from the output to the supply chain, and advanced analytics were used to optimize and standardize the quality of product.
Making the data talk
An early digital solution rolled out in the pilot mill was the FactoryTalk
Analytics for Devices, an industrial information appliance that was integrated into the overall system. This tool takes in information about a device and sends out alerts if there is a subtle shift in the health of the device that a worker might not notice.
The information can help the mill transition from reactive to more predictive or condition-driven maintenance.
“ Rather than you trying to keep up with your process by looking at 12 screens and waiting for some light to go off, the whole process can tell you if something shifts,” says Teja Schubert, director, controls, automation and technology at Norbord. “And the system will know who actually needs to have that information, and it will notify the right user group by messages on mobile devices.”
R ockwell also deployed other products, including FactoryTalk Innovation Suite, which brings data together on a single-pane-of-glass for operators and mill managers, and its FactoryTalk ProductionCentre
manufacturing execution system, which shares production orders to the plant floor and records cost inputs such as energy and raw materials to provide a more granular view of how the process is running.
Developing a partnership
“ We needed a partner to guide us through this journey,” says Schubert. “Everything is under one umbrella. We have deeply integrated our infrastructure, software, hardware and services so we can get the support we need at every stage of this journey.”
Throughout the company’s digital transformation initiative, Rockwell took a human-first approach, gathering input from employees to ensure digital solutions would provide value and offer relatable and reliable output.
K orpela s ays a benefit of that approach is that when a decision is made, it’s brought to the people who actually use the system and helps to ensure the company is building a process that will work the first time.
“If you go through this wireframe where you’re creating visualizations, you’re visualizing the hypothesis, you’re showing people what it’s actually going to look like, and creating a prototype, that then allows them to touch it and feel it and tell you whether it’s right on or how it needs to look, and whether it makes them more effective.”
E arly returns on the pilot mill show there have been significant improvements to overall equipment effectiveness and uptime, fewer quality-related issues, and a better picture of the cost and recipe structure for products. As a result, Norbord has already started rolling out the digital technology in a second mill.
“ There’s an element of the team’s dynamic and the relationship that formed in there which is pretty phenomenal and creates this trust and this bond as we move forward and do great things,” says Korpela.
“ We’re absolutely realizing that the original vision of where we’re intending to go [has] also changed with us as we learned more in the process, so it’s been a very fun program and a really great company to work with.” | MA

THE COST OF CLOUD
With new reports indicating Canadian manufacturers aren’t reaching the full potential of their cloud investments, identifying a sound strategy is crucial
BY KRISTINA URQUHART
Cloud-based services have enabled rapid pivoting for manufacturers throughout the course of the COVID-19 pandemic, allowing them to quickly deploy production and supply chain adjustments – that is, if they already had a successful implementation of the technology in place.
For those that didn’t, the pandemic has stressed the importance of off-premises solutions – not just for remote working, but to improve processes across the value chain. In the recent article “Making the Cloud Pay,” McKinsey & Company highlights R&D, procurement, manufacturing, supply chain and sales as some of the areas the cloud can benefit.
According a McKinsey survey of 750
respondents, company leaders face two diametrically opposed factors when it comes to the cloud. First, company leaders who already employ a cloud-based solution estimate that 30 per cent of their total spend is wasted on ill-advised solutions. Second, leaders expect to increase their spending on cloud initiatives by 47 per cent in 2021 in order to keep up with the marketplace.
With respondents reporting that 23 per cent of their cloud investments go over budget, the McKinsey authors identify several reasons why costs can balloon. Among them: applications that are too complex, time-and-materials models over as-a-service models, and hidden costs that come from add-on services or the company not fully understanding the technology.
Identifying business value
In December, Accenture released a similar study on maximizing cloud value that surveyed 750 senior leaders and IT professionals at large enterprises in 17 countries, including Canada. Just 34 per cent of Canadian companies reported they are reaching the full value they expected on their cloud investments, compared to 37 per cent globally.
“ The reality is that not every company is unlocking the full potential value of the cloud,” says Jennifer Jackson, managing director and technology lead in Canada at Accenture, in a statement.
“Our newest report shows a surprisingly small two-year improvement in returns on corporate cloud initiatives, suggesting that a more thoughtful and holistic approach is needed. Competing in the age of COVID-19 and beyond requires that companies implement a cloud-first strategy, in which every element of their business leverages the power of the cloud.”
The cloud “really levels the playing field,” says Jerry Foster, chief technology officer at Plex Systems, a provider of cloud-based
smart manufacturing software. “When you take what a cloud provider can give you as far as computing power and data storage –no longer are those things just for the large companies and enterprises that have massive amount of resources.”
He agrees that there is often a disconnect between what companies want and what they eventually get.
“Customers are kind of excited about the next shiny thing, the new technology and they’re actually not sitting down to do the correlation of, ‘how does this relate to the business value?’ Or, ‘what’s the ROI that I need?’” he says. “What’s the business case that you want to solve? That’s really important.”
Manufacturing in the cloud
The cloud-based smart manufacturing platform from Plex Systems was designed specifically for manufacturers, incorporating enterprise resource planning (ERP), manufacturing execution systems (MES), quality control and supply chain planning for a number of industries, including aerospace, automotive, food and beverage, electronics, plastics and rubber, and precision metal forming, among others.
“Plex was actually born right on the shop floor next to the operators and the forklift drivers and the foremen and women,” says Foster. “So we can provide all those capabilities from the shop floor–centric view.”
Using data collected from PLCs, sensors and other industrial devices – all connected via secure protocols – the Plex platform connects machines, systems and operators in the plant with real-time information.
The software automates processes from job
scheduling to inventory management to error proofing, and, powered by the Industrial IoT (IIoT), analyzes the data produced by each.
Insights are then generated that can help manufacturers identify inefficient operations, high scrap costs, inaccurate inventory, lack of material traceability/supply chain visibility and limited production control.
Benefits of the cloud
In addition to enabling growth, the McKinsey & Company study cited reduced costs over time as one of the main benefits to cloud-based services. The cloud can automate business processes such as procurement, allowing for identification of sales opportunities or the building of quotes, and lead to efficiencies in the IT department, whether staffing or lower spend on hardware.
Subscription costs can also be added to a company’s operational budget instead of its capital budget, which can fluctuate in times of crisis.
Visibility during COVID-19
And, as evidenced by the events of the past year, cloud-based services are what enable remote working.
Foster says that when widespread shutdowns were first ordered to combat COVID-19 in late March, Plex’s customers were able to keep running with minimal disruption thanks to their cloud-based systems.
2020-IEC-PM-Motors-w-NEMA-ELECTRIC-MANUFACTURING-AUTOMATION-third-Page.pdf 1 11/6/2020 9:17:03 AM
“ The facilities that don’t use cloud software – when the pandemic hit, they had to shut down. They basically went dark,” he says. “They just didn’t know what was happening inside the facility, as opposed to the ones that
had the visibility no matter where they were.”
The companies that did keep the lights on were then able to continue producing their essential goods, or retool to make hand sanitizers, PPE, masks, face shields and parts for ventilators.
“All that COVID-19 has done is highlighted the need for cloud-based software and why it’s so important,” Foster says. “Being in the cloud really provides what I would call an innovation platform. When you’re part of a cloud-based software community, the things that are being built into the software and delivered just inherently become part of [your] software.”
Developing a cloud strategy
Finding a technology vendor that is stringent about security is a first step to developing a cloud strategy for your business.
The authors of the Accenture study offer several other takeaways for decision-makers: use business cases to identify revenue and cost efficiency opportunities, implement talent training and change management programs to get staff on board, and ensure technology partners offer valuable skills to the organization that will help to keep costs down.
Above all, the C-suite must recognize the impact that technology implementation has on employees, because it may be the difference between a successful implementation and an unsuccessful one, Foster says.
“Leading them through that as partners, and as engaged participants in installing and deploying new technology – whether it’s cloud-based software or any other technology





NEW PRODUCTS
ELECTRONIC COMPONENTS
Smart RFID readers
FactoryMation now carries expanded molded-case circuit breaker (MCCB) options from LS Electric. New options include higher interrupt ratings (IR) and new trip units. Interrupt ratings now go up to 65kA for the 100A frame size and 100kA for all other frame sizes. The A (ammeter) type displays amp draw and offers communication and ground fault protection. P (power meter) type trip units display info on phase angle and frequency, and they also include communication and ground fault protection. S (super meter) type trip units combine the features of A and P type meters. factorymation.com

AUTOMATION SOFTWARE
Universal automation software
Schneider Electric has released EcoStruxure Automation Expert version 21.0, a universal automation offering based on the IEC61499 standard for interoperability and portability. Enhancements include an EtherNet/IP scanner for software programmable automation controller, ASi-5 gateway and position control with Lexium 32 servo

ROBOTICS

Mobile robot for contactless pallet transport
Fetch Robotics has released the PalletTransport1500, an autonomous mobile robot (AMR) that supports cross-docking, returns and case-picking workflows for contactless pallet transport in distribution centres. The PalletTransport1500 will use Honeywell Intelligrated’s Momentum warehouse execution system software, known as Momentum WES, to safely move pallets and other large payloads up to 1136 kg (2504 lbs). Honeywell’s Intelligrated’s Pallet Conveyance solution, powered by Momentum WES and the PalletTransport1500, is designed to support workflows for wholesale distribution centre operations. The
drives. Updates include common function library improvements, an improved user interface, the ability to define supported function blocks in logical devices, physical view enhancements, other quality, performance, security and usability enhancements and universal automation. Adoption of a universal automation layer, common across vendors, provides more opportunities for growth and modernization across industry.
se.com
AI-enabled manufacturing SaaS

PalletTransport1500 consists of the Fetch Freight1500 AMR with an integrated lift and a pick-up and delivery station, and conforms with the new ANSI/RIA R15.08 standard for autonomous mobile robots. When combined with Momentum WES, which is designed to address fulfillment challenges by orchestrating nearly all of automated warehouse execution, the PalletTransport1500 can manage long-haul material transport without any need for human involvement. fetchrobotics.com
Universal robot library
Siemens has released the Simatic Robot Library for the Simatic Robot Integrator, a new universal robot library for the TIA (Totally Integrated Automation) Portal to replace the previous manufacturer-specific libraries. The specification has been developed in cooperation with robot manufacturers ABB, Comau, Epson, FANUC, Kawasaki Robotics, KUKA, Panasonic, STÄUBLI, Techman Robot,
Prototype Hubs, an artificially intelligent (AI) online advanced manufacturing platform, has launched its new white-label manufacturing software-as-aservice (SaaS). This new service
Yamaha and YASKAWA. In future, users will be able to program most of the robots available on the market in the TIA Portal using the Simatic Robot Library, and
offering allows manufacturers to digitize and streamline their end-to-end manufacturing process. The software is an automation tool that provides a digitized end-to-end manufacturing experience that includes automated quoting, capturing potential client lead information, automated payments with billing and more. With the addition of this new SaaS tool, manufacturers can now use a self-hosted whitelabel quoting software and offer their manufacturing services to a global network of customers through the Prototype Hubs platform. prototypehubs.com
make use of standard operating concepts based on the Simatic Robot Integrator and Simatic HMI. This means that created program codes and program packages will be re-usable. Integration into the TIA Portal also offers the option of combining robots with other technologies such as Simatic technology, cloud services, edge data analyses or AI-based automation. siemens.com
PROGRAMMABLE CONTROL
Intelligent control system

EYE+ is the intelligence between Asycube and robot – it controls the hopper, Asycube, camera
and the robot from a web-based interface the EYE+ Studio. It can configure the vision, perform hand-eye calibration, change recipes and program new parts. The system consists of a compact controller, a high-res camera and a calibration plate. It can be integrated with any size Asycube and any industrial robot and requires no knowledge of industrial vision. This new product is available worldwide. asyril.com
ENCLOSURES & WORKSTATIONS SENSORS
Server rack enclosures

The LoadMate Plus Machine Tending Robotic Cell from Absolute Machine Tools
partner Mitsubishi Electric Automation streamlines part loading, unloading and palletizing in low-to-high volume applications. It features portability and a safety-first design that make it appropriate for both job shops and larger scale production environments. Mitsubishi and Absolute jointly designed the plug-and-play cell. It consists of a Mitsubishi industrial robot, a wheeled stainless-steel base, a clear polycarbonate cell enclosure featuring a safety door with an interlock switch, and a side table extension. The cell accommodates Mitsubishi 6-axis RV-series robots ranging in load capacity from 7 kg to 20 kg and reach up to 1,388mm. The cell enclosure is designed to handle heavy payloads and significant part momentum and may not need additional guards. absolutemachine.com
Rittal Systems Ltd. has launched the TS IT Pro enclosures. These cabinets are ideal for a range of applications, from large-scale deployments ready to roll in place, to high-density cooling and cabling solutions. The new TS IT Pro ships complete with a perforated single front door and split rear doors keyed alike, leveling feet, casters, roof with brush baffle cable access channels, and vertical cable walls with dual PDU mountings. The TS IT Pro is built to handley heavier loads, its sturdiness a result of both structural design and reinforcements in key areas. The TS IT Pro is ideal for singlerack or container solutions, centralized data centres, distributed edge deployments or high-scale co-location, cloud and hyperscale data centres. rittal.ca


Mini inductive sensors
Balluff’s newest family of five-millimetre inductive sensors are approved to operate at ambient temperatures of up to 135 °C. Both the sensor and the connector provide IP67-rated protection thanks to a new crimping technique used to connect the silicone cables. This plus their stainless-steel housing and ceramic face make them especially well-suited for the hydraulic and semiconductor industries. They can withstand dynamic pressure of up to 10 bar and are available in both NPN and PNP normally open outputs with either an M8 connector or a cable out connection of up to 10 metres. The sensors are flush mounted and are available in housing lengths of either 27 mm or 42 mm. balluff.com
Inductive proximity sensors
The new Prosense Basic series of proximity sensors from Automation Direct are for general industrial applications. These round inductive proximity sensors made from nickel-plated brass are offered in barrel sizes from 8 mm to 30 mm. Flush and non-flush mount styles are available in sensing distances up to 15 mm and offer an LCP (liquid crystal polymer) active face. PNP logic models are available with either a N.O. or N.C. output; NPN logic is also available with a N.O. output. M12 quick-disconnect or 2-m pigtail termination styles are available for all sizes. These IP67-rated sensors have a lifetime warranty. automationdirect.com

MA’s Technology Handbooks
are a series of digital magazines that focus on a single product category within Canada’s manufacturing industry. Posted on MA’s website as an interactive flip-style magazine, our Technology Handbooks provide specific market and product information, as well as trends within that specific product category, to machine builders, component manufacturers, end-users and system integrators.
For more information, contact P Paul Grossinger at p pgrossinger@annexbusinessmedia com











Machine tending robotic cell
BY THOMAS BURKE
Four ways TSN can boost productivity in manufacturing
How industrial sectors can leverage TimeSensitive Networking for communications
Time-Sensitive Networking (TSN) is considered by industry leaders as the future of industrial communications. In effect, it is poised to bring data transfer to the next-level, enabling Industry 4.0 applications. While the adoption of TSN is still in its early stages, with future-oriented businesses picking up the pace, this technology holds enormous potential for numerous manufacturing sectors.
Here’s how different industrial sectors can reap a multitude of benefits by leveraging TSN for industrial communications:
1. Simplified machine design and higher performance for the converting sector
One of the key features of TSN that can bring great benefits to manufacturers is its ability to synchronize all network devices with high accuracy, especially when used with gigabit bandwidth. As a result, it is possible to ensure deterministic communications for time-critical high-speed applications, such as motion control.
For example, when this feature is adopted in networks used in the converting industry, plants can achieve accurate synchronization between multiple axes on a machine.
By being able to control the motion of many different axes simultaneously over one network, facilities can optimize product quality and production processes as well as increasing the flexibility of their architectures and machines, while simplifying the mechanical set up. The end result is reduced time for retooling and maximized product yield.
2. Transparency and traceability for food & beverage
Accurate and precise time synchronization, as offered by TSN technology, is also extremely important when transparency and traceability are crucial.
The success of sensitive industries, such

as food and beverage, relies heavily upon key process data, which need to be monitored to ensure product quality and compliance with relevant regulations or good manufacturing practices.
These data require accurate timestamps that support visibility within the network and throughout the production process, eliminating any “blind spot” where issues can grow unnoticed.
By building a fully synchronized device network, TSN can support precise time-stamping for timing analysis. In this way, food and beverage facilities can rely on a high degree of traceability throughout their networks and guarantee product quality and safety.
3. Better quality in automotive TSN technology, particularly when combined with gigabit bandwidth, can also push manufacturing facilities to speed up their production processes, whilst ensuring determinism. This can be particularly useful for automotive assembly plants.
These facilities are responsible for the production of a wide variety of models, each characterized by different trim levels. Hence it is mandatory for these manufacturing systems to handle large amounts of data generated in real time during the assembly of various car parts.
O nly in this way, manufacturers can ensure that the different combinations of possible model variations do not slow down cycle times and the allocated parts are fitted
correctly on the right models, at the right time, in a traceable manner.
Automotive companies can use TSN to build production lines that ensure short cycle times, as the technology combines advanced synchronization with traffic prioritization capabilities. The latter allow the network to deliver time-critical traffic exactly when needed, while allowing less critical traffic to co-exist on the network.
Consequently, total cost of ownership can be reduced, since multiple types of network can now be combined onto a single hierarchy. The end result is higher performance, lowered costs and simplified maintenance. This finally translates into better-quality vehicles.
4. Higher levels of integration for semiconductor manufacturing
Synchronicity and traffic prioritization are also key to combining different types of process control on one network and effectively handling different recipes and activities across multiple machines and stations.
For example, TSN can support the semiconductor industry, which is characterized by numerous processing stages, all requiring process, discrete and motion control, along with integration of robots and IT systems.
TSN-based networks for the sector allow businesses to mix time-critical data for high-performance, high-speed motion control with slower, less time-dependent traffic, e.g. for machine vision process monitoring. Furthermore, manufacturers are given the opportunity to integrate auxiliary systems into their process and associated networks.
Ultimately, semiconductor producers can enhance flexibility in their network architecture and in their processes.
More than TSN
While TSN offers a number of advantages to manufacturers per se, it provides a comprehensive solution when combined with an open network technology that offers high bandwidth.
In this way, businesses are able to handle the large volume of data that modern Industry 4.0 applications will generate. As a result, they can further enhance network reliability, productivity and quality assurance strategies.
An example of an industrial network offering these paired capabilities is CLPA’s CC-Link IE TSN. This is the first open Ethernet technology to merge gigabit bandwidth and key TSN functionalities, time synchronization and traffic prioritization. | MA
Have company news, case studies, events or story ideas to share? Send to kurquhart@annexbusinessmedia.com and you could be featured in Manufacturing AUTOMATION!
Thomas Burke is global strategic advisor at the CC-Link Partner Organization (CLPA).
Thomas Burke








• Fieldbus Communications – PROFINET, EtherNet/IP, EtherCAT, Modbus, IO-Link
• IIoT Protocols – MQTT, OPC UA, HTTP(S), Bluetooth
• Integrated Load Management – Monitor power consumption, set alarms, and adjust output current
• Ready for the Future – Made for TSN
www.wago.com/ca-en/