• Moderne boortechnologie ontsluit verborgen productiviteit
• Tieltjes Precision Parts zet volgende stap in schoon produceren
• Grootverspaners profiteren van samenwerking
• Chiron introduceert nieuwe dimensie in microverspaning
Bezoek
Voorwoord
Optimisme op scherp
Zo, we hebben weer een sterke editie van VerspaningsNieuws voor u samengesteld. Een uitgave boordevol nieuws, inzichten en reportages uit de wereld van de verspaning. De innovaties volgen elkaar in hoog tempo op, iets wat we ook duidelijk merkten tijdens de vele open dagen die we bezochten, zowel in Nederland als in het buitenland.
Met name onze bezoeken aan bedrijven over de grens boden stof tot nadenken. In Duitsland, waar de industrie door een economisch dal gaat, overheerst desondanks een opvallend optimisme. Met technologische vernieuwing en innovatie willen onze oosterburen sterker uit deze periode komen. “We komen er wel uit, met technologie en innovatie.” Dat vertrouwen in techniek als motor voor herstel is indrukwekkend. Het is bijna een tweede natuur. Tegelijkertijd hoor je ook de frustratie: de regeldruk is hoog, en de steun vanuit politiek en EU blijft beperkt. En dat is geen exclusief Duits probleem. Ook in Nederland lijkt het besef soms te ontbreken dat de maakindustrie geen bijzaak is, maar juist een fundament onder onze welvaart.
Colofon
VerspaningsNieuws, jaargang 5, editie 2, juni 2025
VerspaningsNieuws is een onafhankelijk technisch en business vakblad voor ondernemers in de maakindustrie die verspanende technieken in hun productieprocessen toepassen of kunnen toepassen. Het biedt op journalistieke wijze zicht op ontwikkelingen in de wereld van verspaning waarbij ook hedendaagse thema’s zoals digitalisering, automatisering en robotisering natuurlijk niet zullen ontbreken. VerspaningsNieuws besteedt aandacht aan nieuws van en voor machine- en gereedschapleveranciers, toeleveranciers, OEMers, ingenieurs, technisch adviesbureaus en onderwijs- en onderzoeksinstellingen.
De lezerskring wordt gevormd door eigenaren, directeuren of leidinggevende functionarissen van bedrijven en organisaties die in de verspaning actief zijn. Afhankelijk van evenementen en diverse vakbeurzen zal de minimale oplage per editie 7.000 gedrukte exemplaren bedragen, aangevuld met een digitale oplage.
Abonnementen
De hoop is dan ook dat er in Berlijn, Brussel én Den Haag mensen opstaan die begrijpen dat industrie meer is dan een voetnoot in een beleidsnota. Misschien dat de stijgende vraag naar defensiematerieel het besef doet groeien dat een sterke, lokale industrie van strategisch belang is. Het blijft wrang dat zulke thema’s nodig zijn om de waarde van industrie op de agenda te krijgen. "Maar als het werkt, dan werkt het en misschien komt er dan ook een einde aan de absurde wachttijden voor iets basaals als een stroomaansluiting, om maar een voorbeeld te geven.
Met deze editie sluiten we de eerste helft van het jaar af. Na de zomer zijn we terug met een special rond de EMO in Hannover, dé plek waar Duitsland hoopt het vertrouwen in de industrie te herwinnen, en waar de nieuwste technologieën laten zien waartoe de sector in staat is.
Voor nu: veel leesplezier en alvast een fijne zomer gewenst!
Tim Wentink t.wentink@54umedia.nl
Opgeven nieuwe abonnementen:
T: +31 (0)55 360 10 60
E: info@54umedia.nl
Uitgeverij/redactie-adres
54U Media BV
Tweelingenlaan 51
7324 AP APELDOORN
T: +31 (0) 55 360 10 60
E: info@54umedia.nl
I: www.54umedia.nl
Redactie
Tim Wentink
E: t.wentink@54umedia.nl
Advertentie-exploitatie
Vincent Span
T: +31 (0)55 360 62 27
M: +31 (0)6 511 93 408 E: v.span@54umedia.nl
Harold Draaijer
T: +31 (0)55 360 64 20
M: +31 (0)6 51 19 31 32
E: h.draaijer@54umedia.nl
Alle advertentiecontracten worden afgesloten conform de Regelen voor het Advertentiewezen, gedeponeerd bij de rechtbanken in Nederland (exemplaar op aanvraag kosteloos verkrijgbaar).
Vormgeving en opmaak
Rijnier van Kesteren
Drukkerij
Senefelder Misset, Doetinchem
Materiaal
Aanleveren materiaal volgende editie: uiterlijk 25 augustus 2025. Editie 3, jaargang 5 van VerspaningsNieuws verschijnt in september 2025.
Copyright Niets van deze uitgave mag worden overgenomen, tenzij met uitdrukkelijke schriftelijke toestemming van de uitgever.
Tieltjes Precision Parts zet volgende stap in schoon produceren
Afzuiging op open carrousel-draaibank werkt perfect bij Ubroek
Kort Nieuws
Column Jan Willem Mollema 38 Brug tussen ontwerp en productie blijft grootste uitdaging
42 Grootverspaners profiteren van samenwerking in steeds complexer speelveld
Moderne boortechnologie ontsluit verborgen productiviteit
Tijdens een technische workshop over boren, georganiseerd door OSG, gaf specialist Jan de Gooijer een diepgaand inzicht in de laatste ontwikkelingen op het gebied van boorgereedschappen. De centrale boodschap was helder: wie blijft boren zoals tien jaar geleden, laat onbewust meer dan 30% productiviteit liggen.
Boren zijn door de jaren heen technologisch sterk geëvolueerd. Cruciale elementen in de boorgeometrie die een grote verandering hebben doorgemaakt ter verbetering van productiviteit, nauwkeurigheid en standtijd zijn de boorpunt, tophoek, hoofdsnijkanten, spiraalhoek, spaangroeven, snijkantbehandeling en coating. OSG past CNC-geslepen boorpunten toe met een S-vormige punt, wat zorgt voor een lichtsnijdend karakter. Efficiënte spaanbrekers, aangepaste uitspitsing en gladde, geoptimaliseerde spaankamergeometrieën bevorderen de spaanafvoer en verhogen de proceszekerheid.
“Waar vroeger de spaanvorming vooral werd gestuurd door op- en neergaande bewegingen tijdens het boren, bieden moderne boren – zoals die van OSG – slimme geometrieën die spaanvorming optimaliseren en de noodzaak tot spaanonderbreking minimaliseren”, vertelt De Gooijer. Ook noemt hij de kerndikte als belangrijk element van een boor. Deze vormt een interessant spanningsveld: dik voor sterkte, dun voor spaanruimte. OSG biedt verschillende types aan, afgestemd op materiaal en toepassing: van HPO met een dikke kern (hogere krachten) tot EX-SUS met een dunne kern (lagere krachten). “Met moderne boorgeometrieën, geavanceerde coatings en slimme strategieën kunnen verspaners vandaag de dag aanzienlijk efficiënter werken. Toch wordt dit potentieel vaak onbenut, doordat verouderde aannames en werkwijzen hardnekkig blijven bestaan.”
Hoe diep mag je boren?
Een veelgestelde vraag tijdens de workshop is: hoe diep mag je boren? De
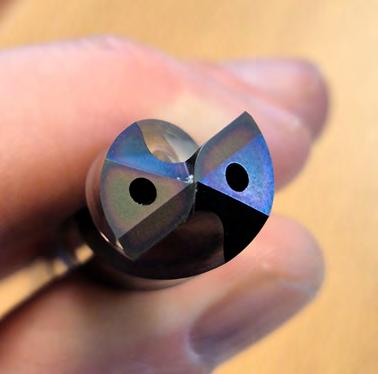
Boren zijn door de jaren heen technologisch sterk geëvolueerd. OSG past CNC-geslepen boorpunten toe met een S-vormige punt, wat zorgt voor een lichtsnijdend karakter.
effectieve boordiepte wordt vaak aangeduid in D-waarden (diameterverhoudingen). Hierbij is het belangrijk om uit te gaan van de lengte van de spaangroef. De spaangroef moet 1,5xD langer zijn dan de boordiepte. Bij een boor met een diameter van 5 mm en spaangroeflengte van 45 mm geldt dan: Boordiepte 45 – (1,5xD) = 37,5 mm. Werkelijk boordiepte is dan 37,5 : 5 = 7,5xD.
“Met vrij eenvoudige berekeningen kun je snel tot de juiste waardes komen. Ook voor het bepalen van de voeding hebben we een snelle berekening bij de hand, waarbij we uitgaan van standaard procentwaarden per materiaalsoort. Deze procentwaarde vermenigvuldig je met de diameter van de boor en je zit heel dicht tegen de perfecte voeding aan”, legt De Gooijer uit. OSG gaat uit van de volgende procentwaarden per materiaalsoort:
• Staal (P): 2,5 – 4%
• RVS (M): 1,5 – 3%
• Gietijzer (K): 2 – 3,5%
• Aluminiumlegeringen (N): 3 – 6%
• Titanium (S): 1,5 – 3%
• Gehard staal tot 45 HRc: 2 – 3%
“We adviseren altijd om te starten met een veilige D-waarde van 2%. Hiermee zit je in alle materialen aan de veilige kant, waarbij het risico op breuk tot een minimum wordt beperkt. Vanuit daar kan je het proces verder finetunen voor meer productiviteit of meer standtijd. De vorm
Over OSG
van de spanen is hierbij een goed uitgangspunt”, zegt De Gooijer.
Lastige materialen
Tijdens de workshop bracht OSG ook het boren van moeilijk verspaanbare materialen zoals
OSG, opgericht in 1938 in Japan, is wereldwijd actief met een duidelijke focus op roterende gereedschappen.
Het bedrijf ontwikkelt en produceert haar gereedschappen volledig in eigen beheer: van hardmetaalpoeder tot eindproduct. Dit verticale integratiemodel garandeert kwaliteit en innovatie. De eigen hardmetaalfabriek, een van de grootste coatingfaciliteiten ter wereld en het eigen designcentrum in Japan vormen de technologische ruggengraat van OSG. OSG produceert een breed scala aan gereedschappen, waaronder tappen, boren en frezen. De verdeling binnen het assortiment weerspiegelt de industriële vraag: 34% van de productie bestaat uit tappen, 29% uit boren en 21% uit frezen. Voor de ontwikkeling en het testen van gereedschappen beschikt OSG over een eigen fabriek, met installaties variërend van compacte machines met BT30 opname tot zware HSK100-machines.
Tijdens een technische workshop van OSG deelde Jan de Gooijer zijn uitgebreide kennis over de nieuwste ontwikkelingen in boorgereedschappen.
roestvast staal en titanium onder de aandacht. Bij deze materialen ontstaan vaak unieke uitdagingen. Hoge temperaturen en krachten kunnen leiden tot materiaalopbouw op de snijkant en langere, moeilijk af te voeren spanen. Bovendien kan er uitharding ontstaan, waardoor de boringswand harder wordt door hoge temperaturen en krachten op het materiaal. Dit heeft invloed op de volgende bewerkingen, zoals ruimen of tappen. Het is belangrijk om hier bij het boren rekening mee te houden.
Voor het boren van uitdagende materialen heeft OSG de ADO-SUSboor ontwikkeld. Dankzij een aangepaste geometrie en vierhoekige koelkanalen wordt 30% meer koelmiddel doorgevoerd, essentieel voor temperatuurbeheersing, spaanafvoer en proceszekerheid. Ook hierbij is een constante spanenvorm een belangrijke graadmeter voor het boorproces. Onregelmatige of lange spanen duiden op onvoldoende afvoer of verkeerde parameters. Om de voeding en het toerental exact op het materiaal en het boortype af te stemmen, heeft OSG een overzichtelijk spaandiagram samengesteld die klanten kunnen opvragen.
Tot 50xD
Ook een interessant topic gedurende de workshop was het diepgatboren. Bij het boren van diepe gaten, tot wel 50xD, is procescontrole essentieel. De ADO diepgatboren van OSG zijn uitgerust met specifieke kenmerken zoals een R-gash geometrie, extra gladde spaangroeven en een EgiAs coating. De R-gash geometrie maakt lage snijkrachten mogelijk en breekt de spanen in kleine hanteerbare stukjes. Dit voorkomt spaanophoping en zorgt voor minimale uitwijking tijdens intrede en uittrede. De EgiAs-coating zorgt daarnaast voor een hoge slijtvastheid. Om de prestaties van de ADO diepgatboren onder de aandacht te brengen, gaf De Gooijer een voorbeeld
Aan de vorm van de spanen is goed af te leiden of de boorparameters goed zijn ingesteld.
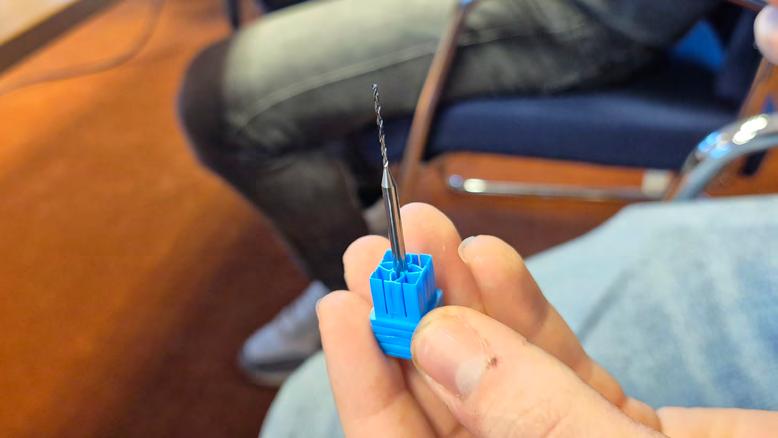
OSG heeft een ruim assortiment met Boren, van diepgatboren tot aan microboren.
van een klant die deze gereedschappen veel inzet. De klant boort succesvol in materiaal 1.2316 met een ADO-boor van 5 mm diameter en 50xD lengte bij slechts 15 bar koelmiddeldruk. Belangrijke parameters waren een snijsnelheid van 50 m/min en een voeding van 0,1 mm/omw.
“Bij het boren van diepe of complexe gatenstructuren is de juiste strategie onmisbaar. We raden aan om altijd met een pilotgat te starten dat iets groter is dan de eindboor, met een grotere tophoek. Voer het boorproces gefaseerd op, observeer de spanen, en pas eventueel het cyclisch boren toe”, adviseert De Gooijer. Ook brengt hij werkstukken met kruisende gaten ter sprake, waarbij het in de praktijk nog wel eens misgaat. “Kruisende gaten vragen om een aangepaste aanpak: begin met het duurste gereedschap en vermijd zo veel mogelijk dwarskruisingen. Als dit niet
kan, reduceer dan de voeding met 50% bij het doorbreken van de wand om uitbrokkeling en breuk te voorkomen.”
Het kleinste bereik
Voor microboringen heeft OSG de MRS-GDSserie beschikbaar, met diameters vanaf 0,2 mm. Deze ADO-MICRO zijn uitgerust met een unieke geometrie met vier geleidingen om het boortje goed in positie te houden. Een andere belangrijke eigenschap is de extreem gladde coating. Zonder weerstand kunnen spanen gemakkelijker afgevoerd worden. Daarnaast zijn de microboren met een diameter vanaf 0,7 mm leverbaar met interne koelkanalen. Interessant is dat deze holle schacht met relatief grote koelgaten zorgt voor een venturiwerking, waardoor het koelwater meer snelheid krijgt. Daardoor kan er tot wel 40% meer vloeistof worden aangevoerd. Het resultaat is een hogere standtijd en tot negen
keer meer productiviteit omdat spaanlossen niet nodig is. “Bij dit soort kleine boortjes moet je heel voorzichtig zijn en is het essentieel om zonder zijwaartse krachten te werken. Zelfs een luchtspuit kan breuk veroorzaken. Bovendien is het gebruik van fijne filters in het koelsysteem essentieel om microspaantjes uit de emulsie te verwijderen, omdat deze verstoppingen in de koelkanalen kunnen veroorzaken en het risico op gereedschapsbreuk vergroten.”
Controle en stabiliteit
De workshop sloot af met inzicht in het vlakke boren portfolio van OSG. Deze boren bieden aanzienlijke voordelen in specifieke toepassingen waar conventionele boorgeometrieën tekortschieten. Deze boren zijn ontworpen met een vlakke punt, waardoor ze bijzonder geschikt zijn voor het boren in schuine of ongelijke oppervlakken.
Cellro investeert in groei met nieuwe locatie
Cellro heeft tijdens de TechDemoweek de deuren geopend van haar nieuwe productielocatie in Veenendaal. Tegelijkertijd introduceerde het bedrijf een nieuwe instapversie van haar modulaire CNCautomatiseringsplatform: de Xcelerate START. Beide ontwikkelingen onderstrepen de strategische koers van Cellro om de maakindustrie beter te ondersteunen bij de uitdagingen van automatisering.
De nieuwe vestiging in Veenendaal verenigt productie, engineering en verkoop op één locatie. Volgens Elise Folbert sluit deze integratie aan bij de A-merkpositie van het bedrijf en stelt het Cellro in staat om sneller en flexibeler in te spelen op de toenemende eisen vanuit de markt. “De druk op verspanende bedrijven groeit: er is vraag naar kortere levertijden, hogere kwaliteit en lagere kosten, terwijl de beschikbaarheid
van vakmensen afneemt en productiekosten blijven stijgen. Kleine verstoringen in het productieproces veroorzaken vaak vertragingen met grote impact op leverbetrouwbaarheid. Cellro ziet digitalisering en automatisering als de sleutel om deze knelpunten op te lossen.”
De nieuwe locatie is ingericht om deze visie te faciliteren en toekomstige groei te ondersteunen.
Xcelerate START
Parallel aan de opening van het nieuwe pand lanceert Cellro de Xcelerate START, een betaalbare en modulaire instapoplossing voor CNC-automatisering. Deze uitvoering is specifiek ontwikkeld voor bedrijven die willen starten met automatisering. Met een vanafprijs van €77.000 biedt de START-versie toegang tot een laagdrempelige robotisering. De Xcelerate START is ontworpen om mee te groeien met veranderende productiebehoeften. Functionaliteiten zoals automatische gripperwissels, machineklemwissels, pallet handling en integratie met logistieke systemen zijn optioneel uitbreidbaar. Dit maakt het systeem geschikt voor bedrijven die hun automatisering stapsgewijs willen opbouwen
zonder hun initiële investering te verliezen. De Xcelerate START handelt zowel ronde als vierkante delen en assen, verwerkt alle gangbare materialen zoals aluminium, kunststof en staal, en is inzetbaar voor elk CNCproces - van frezen en draaien tot slijpen en eroderen. Bovendien hebben operators geen robotprogrammeerkennis nodig. Binnen 3 minuten leren ze nieuwe producten in.
Praktijkervaring
De praktijk toont het potentieel van automatiseren met Xcelerate. Metaalbedrijf G.A.B. uit Bergeijk realiseert met het Xceleratesysteem meer dan 5.000 extra machinespindeluren per jaar. De insteltijden zijn met een factor tien verkort en het bedrijf produceert meer dan achttien uur per dag volledig onbemand.
Met de uitbreiding van haar productielocatie en de introductie van de Xcelerate START positioneert Cellro zich nadrukkelijk als partner voor verspanende bedrijven die hun productie willen digitaliseren en automatiseren, stap voor stap en toekomstgericht.
Tijdens de TechDemoweek gaf Cellro voor het eerst een kijkje in de nieuwe productielocatie.
De Xcelerate START is de nieuwe, laagdrempelige automatiseringsoplossing van Cellro.
IGS GeboJagema schaalt precisie op met Makino
Veel industriële sectoren hebben het momenteel wat moeilijker, maar dat geldt niet voor de medische industrie. Dat merken ze ook bij IGS GeboJagema in Eindhoven. Het bedrijf, gespecialiseerd in de productie van uiterst nauwkeurige matrijzen, is de laatste jaren ontzettend hard gegroeid en ook vandaag de dag zijn de vooruitzichten meer dan goed. Om aan de toenemende vraag van de medische sector te kunnen voldoen vertrouwt het Eindhovense bedrijf op de bewerkingsmachines van Makino. De afgelopen zeven jaar nam de specialist maar liefst 25 machines in gebruik.
IGS GeboJagema ontwikkelt, produceert en assembleert matrijzen waarmee onderdelen worden gemaakt voor medische producten, zoals onder meer astma-inhalatoren, insulinepennen en bloeddiagnostische apparaten. Deze matrijzen moeten voldoen aan hoge toleranties, waarbij men al snel spreekt over enkele micrometers. De combinatie van hoge nauwkeurigheden en de behoefte aan een hoge procesbetrouwbaarheid en repeteerbaarheid is de reden waarom IGS GeboJagema kiest voor de bewerkingsmachines van Makino. “We maken al jaren een enorme groeispurt door, door de stijgende vraag naar nauwkeurige matrijzen voor medische toepassingen. Onze klanten stellen extreem hoge eisen op het gebied van maat- en oppervlaktetoleranties. Om aan deze eisen te kunnen voldoen mag je als producent niets aan het toeval overlaten. Dat betekent dat je highend machines en uiterst stabiele processen nodig hebt. Dan kom je al snel bij Makino uit”, zegt Twan Mertens, Manager Operations bij IGS GeboJagema.
Een kijkje in de productiehal van IGS laat duidelijk zien dat overal aan is gedacht. De productiehal is brandschoon en strak georganiseerd. Overal waar je kijkt zijn vijfassige bewerkingscentra van Makino te zien die netjes in rijen staan opgesteld om een hoge efficiëntie te bereiken. “Het begint nu wel een beetje op een showroom van Makino te lijken”, zegt Mertens lachend.
Van EDM naar high-speed milling
IGS GeboJagema maakt sinds 2011 gebruik van bewerkingsmachines van Makino. De eerste machines waren drieassers, en in 2017 volgde de investering in de eerste vijfassige Makino-machine. Inmiddels beschikt IGS over 25 Makino’s, voornamelijk vijfassers. De nieuwste aanwinsten zijn drie D200Z-machines. De D200Z is een vijfassig verticaal bewerkingscentrum dat is ontworpen voor precisiebewerking van complexe 3D-geometrieën. Om stabiliteit tijdens het bewerkingsproces te waarborgen, is de machine voorzien van een robuust gietijzeren frame en een geavanceerd koelsysteem dat thermische uitzetting, doorbuiging en trillingen minimaliseert. De
Dankzij de stabiele bouwwijze en een optimale temperatuurhuishouding, kan IGS GeboJagema matrijsdelen tot wel 2 micrometer nauwkeurig verspanen.
temperatuur van alle cruciale onderdelen zoals het machinebed, de spil, de kogelomloopspindel en de direct aangedreven motoren van de draaitafel, wordt continu bewaakt. Dit draagt sterk bij aan een hoge nauwkeurigheid, oppervlaktekwaliteit en een stabiel proces. De D200Z biedt een werkbereik van 350 mm x 300 mm x 250 mm (XxYxZ) en is uitgerust met een betrouwbare Makino spil met een maximaal toerental van 30.000 min-1. De machine beschikt bovendien over een gereedschapsmagazijn met een capaciteit van 120 gereedschappen. IGS heeft sommige bewerkingscentra uitgerust met het grafietpakket van Makino. Deze machines zijn voorzien van een speciale afzuiging en betere afsluiting van de geleidingen.
“We kennen de machines inmiddels door en door, waardoor we nu echt de grenzen opzoeken. Zo zijn we in staat om op 2 micrometer nauwkeurig te frezen. En dat vijfassig simultaan!”, aldus Mertens. Door de prestaties van de bewerkingscentra van Makino heeft IGS stapsgewijs bewerkingsstrategieën aan kunnen passen. Waar vroeger enkel EDM machines werden gebruikt voor de complexe productgeometrieën, zetten
ze nu steeds vaker in op high speed milling. “De nauwkeurigheid is vergelijkbaar, maar het proces is veel sneller en vereist minder nabewerking.”
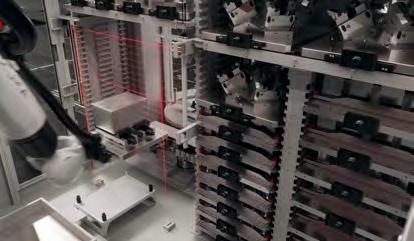
Automatisering en procesbeheersing
De productie bij IGS GeboJagema is sterk geautomatiseerd. Voor de D200Z-machines
IGS GeboJagema naar BIC
Onlangs heeft IGS GeboJagema een nieuwe productielocatie van 2.000 m² betrokken op de Brainport Industries Campus (BIC) in Eindhoven. De hoofdvestiging, met een oppervlakte van 8.700 m², is de afgelopen jaren meermaals aangepast en uitgebreid. Toch raakte de locatie aan haar capaciteitsgrenzen.
Om de continuïteit van productie en service te waarborgen, besloot IGS GeboJagema proactief te investeren in extra ruimte. De keuze viel op BIC, onder meer vanwege de strategische ligging op slechts tien minuten afstand van
het hoofdkantoor en de mogelijkheid op samenwerkingen met nieuwe partners uit de Brainport regio.
Op de nieuwe locatie vindt inmiddels het voorfrezen van matrijsonderdelen plaats. Na deze bewerking worden de onderdelen extern gehard, waarna de nabewerking plaatsvindt op de hoofdlocatie van IGS GeboJagema. Deze herschikking van het productieproces biedt operationele voordelen. Zo draagt het uitplaatsen van het voorfrezen bij aan een betere temperatuurbeheersing in de bestaande fabriekshal – een belangrijke factor voor de nauwkeurigheid en stabiliteit van fijnmechanische bewerkingen.
V.l.n.r.: Bernd Droege van Makino, Twan Mertens en Gerlof Vollema voor één van de nieuwe aanwinsten van IGS GeboJagema: Een vijfassige Makino D200Z met een automatisering van Erowa.
Machine (ver)plaatsen
Industriële verhuizing Installatie
Projectmanagement
Compleet incl. installatie
Compleet incl. installatie
vanaf € 9.995,-
vanaf € 9.995,-
Kijk op
Transport
Speciaal materieel Opslag
Al 35 jaar uw betrouwbare logistieke partner voor het volledige proces van machinetransport. Wilgenweg
UW UITDAGING
wordt gebruikgemaakt van Erowa Compact en Erowa Multi robotsystemen, waarmee meerdere machines met één robotsysteem bediend worden. Dit verhoogt de efficiëntie en maakt onbemande productie mogelijk. “We werken momenteel 90 uur per machine per week en willen dat op termijn uitbreiden naar 110 uur. We zijn een ‘lights-out factory’”, zegt Mertens. “Dankzij automatisering kunnen we dit realiseren zonder onze personeelsomvang exponentieel te laten groeien.”
Naast automatisering speelt ook digitalisering een grote rol om dit te realiseren. Gerlof Vollema van leverancier Laagland benadrukt het belang van volledige procescontrole in een geautomatiseerde productie van hoogwaardige componenten: “Om in een geautomatiseerde setting op repeteerbare basis toleranties van enkele micrometers te realiseren, moet het hele proces van begin tot eind perfect op elkaar afgestemd zijn. Dat vraagt om diepgaand inzicht in het proces, zodat je het kunt beheersen én optimaliseren. Alleen zo creëer je een transparante productieomgeving waarin elk
werkstuk volledig traceerbaar is en afwijkingen tot een minimum beperkt blijven.” Om dit te realiseren zijn alle Makino-machines gekoppeld aan het MPmax-systeem. Deze oplossing van Makino biedt gegevensbeheermogelijkheden voor een verscheidenheid aan belangrijke machineprestatiefuncties, waaronder real-time bewaking van de status van meerdere machines, machinegebruik, alarmen, en analysea van inprocess metingen, spindel- en asbewegingen en machinevermogens.
“We hebben de productieprocessen heel goed onder controle. Om het in de toekomst nog verder te verfijnen zien we AI als een belangrijke volgende stap,” zegt Mertens. “Het kan ons helpen om nog consistenter te produceren, de kwaliteit verder te verhogen en om medewerkers te ondersteunen in hun dagelijkse werkzaamheden.”
Voorbereid op de toekomst
Door de vergrijzing van de bevolking, de toename van welvaartsziekten en de voortdurende vooruitgang in medische technologie groeit
de behoefte aan hoogwaardige medische hulpmiddelen. “Deze ontwikkeling wijst op een structurele toename in de vraag naar gespecialiseerde medische matrijzen in de komende jaren. En eigenlijk zien we dat nu al. Waar klanten voorheen één productielijn bestelden, zijn dat er nu drie. De nauwe samenwerking met Makino en leverancier Laagland helpt ons om deze snelle groei te realiseren. We blijven investeren in capaciteit en technologie,” aldus Mertens.
IGS GeboJagema produceert matrijzen voor de medische industrie. Deze moeten voldoen aan extreem hoge eisen op het gebied van maat- en oppervlaktetoleranties
IGS GeboJagema zet de vijfassige Makino D200Z in voor de precisiebewerking van complexe 3D-geometrieën.
Van CAD tot NC met AI
De digitalisering van de maakindustrie ontwikkelt zich in hoog tempo. Waar industriële productie voorheen vooral draaide om fysieke processen en vakmanschap, staat vandaag de dag de integratie van digitale technologieën centraal. Toch begint deze wereldwijde transformatie niet op strategisch niveau, maar op de werkvloer. Precies daar richt DMG Mori zich op met zijn Machining Transformation (MX), een compleet portfolio van digitale producten, toepassingen en diensten die de hele procesketen ondersteunen.
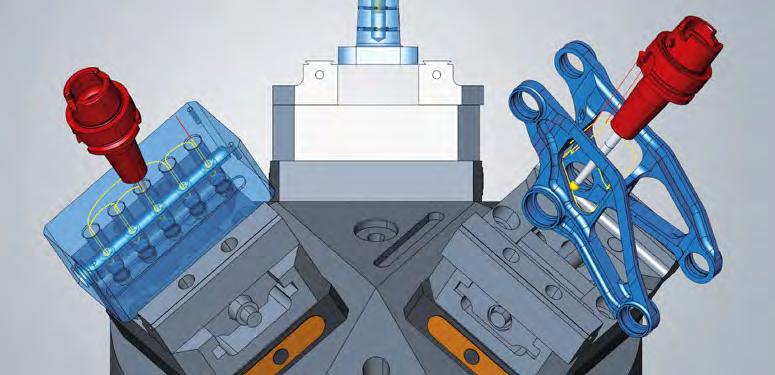
Dankzij de technische ‘AI’ bibliotheek van DMG Mori kunnen dit soort werkstukken al grotendeels geautomatiseerd geprogrammeerd worden in CAM.
DMG Mori levert niet alleen een breed aanbod aan hightech verspaningsmachines, maar biedt via het Celos X Ecosysteem ook geïntegreerde oplossingen voor werkvoorbereiding, procesoptimalisatie en operatorbegeleiding. Het systeem ondersteunt programmering, onderhoud en service en verbindt digitale toepassingen naadloos met fysieke productiemiddelen. “Een belangrijk voordeel voor gebruikers is de ‘one-stopshop’ benadering: zowel machines als bijbehorende digitale tools komen bij DMG Mori van dezelfde aanbieder. Dit zorgt voor een eenduidige infrastructuur waarin software en hardware optimaal samenwerken. De integratie onder één domein verlaagt de implementatiedrempel, verhoogt de betrouwbaarheid en maakt het beheer van werkprocessen efficiënter”, vertelt John Kooning, directeur van DMG Mori Nederland.
CAM is onmisbaar
Centraal in de digitale procesketen staat de CAM-software. Deze vertaalt CAD-ontwerpen naar bruikbare NC-programma’s die direct door de machine worden uitgevoerd. Tijdens deze vertaalslag houdt de software rekening met gereedschapskeuze, snijsnelheden, voedingssnelheden en andere procesparameters. CAM-systemen optimaliseren gereedschapsbanen, beperken materiaalverlies en verkorten de bewerkingstijd. Door middel van simulatie worden fouten en botsingen vooraf gedetecteerd, waardoor ongeplande stilstand en afkeur tot een minimum worden beperkt.
Om het programmeerproces verder te versnellen en te vereenvoudigen, ontwikkelde DMG Mori een oplossing gebaseerd op kunstmatige intelligentie. De kern hiervan is een technische bibliotheek die bestaat uit een omvangrijke database met bewerkingshistorie. Deze wordt ingezet om het CAM-
AI-gestuurde CAM-programmering: het systeem genereert automatisch de optimale bewerkingsstrategie op basis van historische data.
programmeren deels te automatiseren. Wat deze aanpak onderscheidt, is dat de oplossing geschikt is voor vrijwel alle type bewerkingsmachines: van ‘eenvoudige’ twee-assige machines tot complexe frees-draaicombinaties en andere multi-assige bewerkingscentra.
De AI-functionaliteit maakt het mogelijk om op basis van werkstukgeometrie, materiaal en machinecapaciteiten automatisch de meest geschikte bewerkingsstrategieën te selecteren en te optimaliseren. De oplossing werkt samen met Esprit Edge van Hexagon en NX CAM van Siemens.
Programmeren met AI
AI biedt volgens DMG Mori binnen de CAMprogrammering nieuwe mogelijkheden. Op basis van historische data genereert het systeem optimale gereedschapsbanen die niet alleen nauwkeurig zijn, maar ook energie- en tijdbesparend. AI helpt bovendien bij het selecteren van gereedschappen en het aanpassen van snijparameters zoals voeding en toerental. Allemaal op basis van een grote database
met historische en real-time gegevens. “Er zijn niet genoeg technici die zowel verspaningstechnologie als programmering beheersen,” aldus Markus Lorenz, Head of CAD/CAM solutions bij DMG Mori. “Voor veel bedrijven is de overstap van puur CNCdraaien of -frezen naar multitaskingbewerkingen, zoals met een B-as, dan ook complex. Met deze technische bibliotheek kunnen bedrijven het programmeren grotendeels automatiseren, zelfs met beperkte ervaring.”
De software is in staat om te leren van gebruikersinteracties. Zo wordt specialistische kennis stap voor stap vastgelegd en geborgd. “Gebruikers kunnen hiermee tot 60% tijd besparen bij het CAM-programmeren. Het werkt eenvoudig: het CAD-bestand wordt ingeladen, en op basis van de bibliotheek selecteert het systeem automatisch de beschikbare gereedschappen en de passende bewerkingen. Deze suggesties kunnen worden aangepast en opgeslagen, zodat het systeem bij toekomstige opdrachten nog beter presteert.”
Technische kennis verankeren
Met de inzet van AI en een zelflerende bibliotheek biedt DMG Mori niet alleen een oplossing voor actuele personeelskrapte, maar ook voor het behoud van vakkennis binnen organisaties. “Omdat gebruikers de bibliotheek kunnen verrijken met hun eigen ervaring en strategieën, wordt kennis duurzaam verankerd in de organisatie. Dat is een belangrijk voordeel”, vertelt Markus. DMG Mori is in de Covid-periode gestart met de ontwikkeling van deze slimme koppeling tussen bibliotheek en CAM-software. Inmiddels zijn er wereldwijd zo’n 700 licenties uitgegeven. De technische bibliotheek maakt deel uit van de ‘Smart Tools’ van DMG Mori. Hiermee onderstreept de machinebouwer zijn inzet voor de digitalisering van de werkvloer – niet als abstract toekomstbeeld, maar als concreet toepasbare technologie voor een efficiëntere, duurzamere en toekomstbestendige productieomgeving. De zelflerende bibliotheek van DMG Mori werkt samen met de CAM-systemen van Esprit en Siemens. Met deze combinatie kan het programmeren van eenvoudige twee-assige machines tot aan geavanceerde multitaskmachines grotendeels worden geautomatiseerd.
Tijdens de Technologietagen bij Paul Horn in Tübingen spreekt CEO Markus Horn over de talrijke uitdagingen waarmee de maakindustrie vandaag de dag wordt geconfronteerd. Volgens hem zijn deze obstakels te overwinnen met behulp van innovatie en geavanceerde technologie.
Horn zet koers op innovatie met technologie als kompas in onzekere tijden
Terwijl de Duitse maakindustrie worstelt met een dalende vraag en economische onzekerheid, presenteerde Paul Horn zich tijdens de Technologietagen in Tübingen als een stabiele en toekomstgerichte innovator. Meer dan 3.300 bezoekers uit 33 landen en 50 partnerbedrijven verzamelden zich medio mei in Tübingen voor drie dagen vol demonstraties, kennisdeling en technologische vooruitgang.
"De economische situatie in Duitsland is uitdagend: drie jaar op rij krimp en een sombere prognose tot zeker 2026." Toch ziet CEO Markus Horn licht aan het eind van de tunnel. "Technologie en innovatie zijn de basis voor duurzame groei," aldus Horn tijdens de openingspersconferentie van de Technologietagen. Het evenement bood dan ook een breed platform om klanten en partners kennis te laten maken met oplossingen voor de toekomst van de verspaningstechnologie.
Loodvrij bewerken
Een belangrijk thema dat Horn tijdens de persconferentie aanhaalde, was de overgang naar loodvrije materialen. Door de REACH- en ROHS-regelgeving van de EU komt er in veel toepassingen een einde aan het gebruik van materialen die lood bevatten. Door Europese regelgeving moet lood per 2028 in Duitsland en per 2030 in de rest van de EU uit materialen verdwijnen. Dit vormt een enorme uitdaging voor bedrijven die materialen bewerken die lood bevatten. Paul Horn speelt hierop in met nieuwe gereedschappen die speciaal zijn ontwikkeld voor het efficiënt bewerken van loodvrije legeringen. Het grootste probleem bij het bewerken van loodvrije legeringen is het gebrek aan betrouwbare spaanbreuk. Het legeringselement lood, dat giftig is voor de mens, zorgt tijdens de bewerking voor vooraf bepaalde breukpunten in de legering, doordat lood kleine nesten of insluitsels vormt in de materiaalstructuur. Deze zorgen voor een goede spaanbreuk en lage snijkrachten tijdens het verspanen. Daarnaast werkt het metaal als een soort smeerfilm, wat een positief effect heeft op de gereedschapsslijtage.
De omschakeling naar loodvrije materialen is daardoor voor veel verspaners een uitdaging. De gunstige snijeigenschappen van loodhoudende legeringen gaan verloren en de slijtage aan de snijkant neemt aanzienlijk toe.
Geometrie voor staal
Uit onderzoek bleek dat materialen zonder lood zich goed laten bewerken (steken en langsdraaien) met de inzet van spaanbrekende en speciale lasergesneden geometrieën die ook
worden toegepast bij gereedschappen voor de bewerking van staal. "Uitgebreid onderzoek toont aan dat spaanbreekgeometrieën, met name die voor middelsterke staalsoorten, zeer goed functioneren bij loodvrije materialen," aldus CEO Matthias Rommel. Bij inwendig kotteren zorgen deze aangepaste geometrieën eveneens voor betrouwbare spaanbreuk. Een van de grootste uitdagingen bij interne bewerkingen zijn lange spanen. Deze ontstaan vaak bij interne bewerkingen, wikkelen zich rond het gereedschap,
Met het nieuwe type 105 Supermini is Horn erin geslaagd een universeel gereedschap te ontwikkelen met een gesinterde geometrie. Aangepaste snijkantgeometrieën zorgen voor een hoge mate van proceszekerheid bij de bewerking van loodvrije materialen.
De gesinterde I-geometrie van de nieuwe Type Mini is specifiek ontworpen voor de bewerking van materialen met slechte spaanafvoer-eigenschappen.
verstoppen gaten en leiden in het ergste geval tot gereedschapsbreuk. Tot nu toe werden hiervoor speciaal gelaserde of geslepen spaanvormgeometrieën gebruikt, wat echter gepaard ging met hogere kosten voor de wisselplaat. Horn introduceerde op basis van deze bevindingen twee nieuwe producten: de Type 105 Supermini en de Type Mini met I-geometrie. Hiermee is Horn erin geslaagd om universele gereedschappen te ontwikkelen met gesinterde spaanvormgeometrieën. Deze gereedschappen bieden dankzij hun goede spaancontrole een hoge procesbetrouwbaarheid. De snijkantgeometrie loopt diep door in de hoekradius van de wisselplaat, waardoor zelfs bij kleine aanzetten de spaanafvoer gegarandeerd is. De geometrie is universeel toepasbaar op verschillende materiaalgroepen en geschikt voor binnen- en buitendraaien, kopiëren, vlakken en kotteren.
I-geometrie
De Type Mini met I-geometrie is Paul Horns antwoord op een groeiende uitdaging in de verspaning: het betrouwbaar bewerken van materialen met slechte spaaneigenschappen, waaronder loodvrije messing, roestvast staal en andere moeilijk verspaanbare legeringen. De I-geometrie biedt een
innovatieve oplossing door de inzet van volledig gesinterde spaanvormen. Dit productieproces maakt zeer fijne geometrieën mogelijk, met hoekradii vanaf slechts 0,05 mm, waardoor zelfs bij minimale snededieptes betrouwbare spaanvorming ontstaat. De wisselplaten zijn ontworpen voor verschillende bewerkingstypes, waaronder langsdraaien, kopiëren, vlakdraaien en terugdraaien, en passen in de Mini-systemen van type 108, 111 en 114. Dankzij de precieze geometrie en het gebruik van solide hardmetalen houders levert het systeem uitstekende resultaten bij lange overhangen, zonder trillingen en met een hoogwaardige oppervlaktekwaliteit.
De wisselplaten zijn verkrijgbaar met verschillende coatings, waaronder CBN en diamant, afhankelijk van het materiaal en de toepassing. Een bijkomend voordeel is de verhoogde processtabiliteit, die niet alleen zorgt voor een langere standtijd maar ook de consistentie van het bewerkingsproces ten goede komt. Door deze combinatie van nauwkeurigheid, materiaalgeschiktheid en universele toepasbaarheid komt de I-geometrie goed tot zijn recht binnen sectoren als de elektronica, automotive en precisiecomponenten.
Gesinterde spaanbreekgeometrie
Het andere nieuwe gereedschap dat Paul Horn onder de aandacht bracht, is de Type 105 Supermini, geschikt voor de verspaning van kleine inwendige diameters. Wat deze Supermini onderscheidt, is de toepassing van een volledig gesinterde spaanbreekgeometrie. In tegenstelling tot conventionele technieken zoals slijpen of laseren, wordt de geometrie direct in het sinterproces gevormd. Dit verlaagt niet alleen de productiekosten, maar verhoogt ook de herhaalbaarheid en structurele integriteit van het gereedschap. De geometrie loopt diep door tot in de hoekradius van de wisselplaat en maakt zo een stabiele spaanvorming mogelijk, zelfs bij minimale snededieptes. Dat is essentieel in bewerkingen waar lange spanen anders kunnen leiden tot verstoppingen, gereedschapsbreuk of verlies van maatnauwkeurigheid.
De wisselplaten zijn beschikbaar in drie lengtes (15, 20 en 25 mm) en met
Horn presenteerde diverse interessante onderdelen tijdens de Technologetagen die gemaakt worden met gereedschappen van Horn, waaronder een onderdeel van de Arianne raket en de remmen van een hogesnelheidtrein. Ook let de gereedschapsfabrikant 3D-geprinte gereedschappen zien.
een vaste hoekradius van 0,2 mm, geschikt voor boordiameters vanaf 6 mm. Daarnaast is het gereedschap ontworpen voor een breed scala aan toepassingen zoals kotteren, vlaksnijden, kopiëren en terugdraaien. Dankzij verbeterde hardmetalen substraten en een geoptimaliseerde koelmiddeltoevoer levert de Supermini hoge standtijden en constante prestaties. De compatibiliteit met bestaande houders maakt de overstap naar deze nieuwe technologie eenvoudig en laagdrempelig. Horn biedt hiermee een universeel inzetbare oplossing die niet alleen technisch geavanceerd is, maar ook economisch aantrekkelijk blijft voor seriematige productie in uiteenlopende sectoren zoals medische technologie, fijnmechanica en automatisering.
Kijkje in de keuken
Naast het ontdekken van alle nieuwe gereedschappen konden bezoekers tijdens de Technologietagen ook een kijkje nemen in de productie, het magazijn en de demoruimte van Horn. Met name de slijperij en de afdeling waar
de verschillende coatings worden aangebracht, waren interessant. In de slijperij staan een enorme hoeveelheid identieke slijpmachines opgesteld die 24/7 gereedschappen produceren. De meeste slijpmachines heeft Horn in samenwerking met machinebouwers, waaronder DMG Mori en Walter, ontwikkeld. Horn: "We stellen hele hoge eisen aan deze slijpmachines. Ze zijn de essentiële stap in de kwaliteit van het gereedschap. Daarom werken we samen met machinebouwers aan de ontwikkeling van onze eigen slijpmachines die extreem nauwkeurig werken binnen het microbereik."
Naast een blik in de keuken van Horn, waren er verspreid over de verschillende hallen ruim twintig live-demonstraties te zien op machines van onder andere Mazak, DMG Mori, Grob en Index. Ook waren 50 partnerbedrijven aanwezig en konden bezoekers zes verschillende vaklezingen bijwonen. Alle thema’s kwamen aan bod, variërend van onder andere aluminiumverspaning tot polygondraaien, vertanden, e-mobiliteit, additive manufacturing en kunstmatige intelligentie. Ook jongeren kregen tijdens het event een prominente plek via opleidingsprojecten, inclusief het maken van een eigen hamer.
Tijdens de Technologietagen waren er bovendien tal van live demonstraties te zien waarin HORN de prestaties van zijn gereedschappen in de praktijk liet zien. Bij een van deze demo’s werd zelfs een gepersonaliseerde thermometer vervaardigd voor bezoekers.
Tijdens de Technologietagen kregen bezoekers een exclusief kijkje achter de schermen bij Paul Horn, onder meer in de slijperij.
De grootverspaning staat voor steeds hogere kwaliteitseisen en sneller veranderende technologieën. Striktere toleranties, complexe geometrieën en een groeiende diversiteit aan materialen vragen om geavanceerde machines en geoptimaliseerde processen. Machinefabriek Boessenkool in Almelo is zo’n speler die deze ontwikkelingen niet alleen bijhoudt, maar ze juist omarmt.
Boessenkool werd in 1902 opgericht als een kleine werkplaats en is sindsdien uitgegroeid tot een volwaardige machinefabriek. "We zijn een machinefabriek in de breedste zin van het woord," zegt Eelco Osse, directeur van Boessenkool. "We doen alles, van laswerk tot grootverspaning en complexe machinebouw. We focussen op kleine series, enkelstuks en prototypes en worden vaak gevraagd om mee te denken over de maakbaarheid van producten."
Grootverspanen is de basis
Kruisbestuiving tussen machinefabriek en OEM’s
Naast haar rol als toeleverancier zet Boessenkool sterk in op innovatie en productontwikkeling. Als onderdeel van de Osse Groep profiteert Boessenkool van de OEM’s binnen de groep. Deze kruisbestuiving maakt het mogelijk om de capaciteit van de machinefabriek optimaal te benutten. “Dankzij de brede expertise, een eigen machinefabriek en interne productontwikkeling kan Boessenkool snel schakelen en innovatieve oplossingen realiseren. We hebben alles in huis om producten op de markt te brengen, en dat hebben we dus ook gedaan”, aldus Osse.
Een van die producten is de e-Horse, waarvan recent een prototype werd getest bij een klant. Deze tractor maakt gebruik van een elektrische aandrijving die wordt gevoed door zonne-energie en een waterstofgenerator. Deze tractor speelt in op de groeiende vraag naar duurzame landbouwoplossingen. Ook interessant is de heavy-duty drone van Boessenkool. Deze zogenaamde Drone4 is met een eigen massa van 150 kg, een payloadcapaciteit van 500 kg en een vliegtijd van 30 minuten, breed inzetbaar. In eerste instantie zijn de drones ontwikkeld voor brandbestrijding en landbouw toepassingen, maar er zijn
Dat Boessenkool alles in huis heeft om (grote) machinecomponenten te produceren blijkt wel uit het uitgebreide en indrukwekkende machinepark, dat direct de omvang weergeeft van de werkstukken die geproduceerd kunnen worden. Op het gebied van vijfassig frezen is Boessenkool bijvoorbeeld in staat om werkstukken van 120 ton te bewerken, met afmetingen tot 20 m x 6 m x 6 m. Kijken we naar het draaien dan zien natuurlijk nog veel meer toepassingen te bedenken. Nog een ander product uit de koker van Boessenkool, dat onder de bedrijfsnaam DESPRAY Environmental wereldwijd op de markt wordt gebracht, is een recyclingsysteem voor spuitbussen. Deze oplossing heeft de prototypefase ruimschoots gepasseerd en wordt inmiddels succesvol wereldwijd commercieel ingezet om de grondstoffen terug te winnen voor hergebruik.
De Drone4 is met een payloadcapaciteit van 500 kg breed inzetbaar.
we in de fabriek een carrouseldraaibank die werkstukken met een diameter tot 5,5 m en een massa tot 60 ton kan bewerken. Horizontaal draaien gaat ook in grootformaat tot 1,60 m in diameter met een lengte tot 6 meter. “We zijn een van de weinige bedrijven in Nederland die dit soort afmetingen en gewichten kunnen
De recyclinginstallatie van Despray Environmental wordt door Boessenkool geproduceerd. Op het eigen terrein wordt deze installatie ingezet om het pand en de poedercoatoven te verwarmen.
Van gas naar energie
Het recyclingsysteem van DESPRAY Environmental is ontwikkeld om metalen en gassen terug te winnen uit spuitbussen. Het systeem perst spuitbussen onder vacuüm samen tot metalen briketten voor recycling. Tegelijkertijd wordt de vloeibare en gasvormige inhoud van de spuitbussen geëxtraheerd en overgebracht naar verzameltanks. Gepatenteerde technologieën comprimeren en reinigen de drijfgassen
verspanen. Ook zijn we qua materialen flexibel. We bewerken staal, hoogsterkte-staal, Inconel, stellite, hardox en kunststoffen. Klanten uit veel verschillende industrieën weten ons daarom goed te vinden. Dat geldt de laatste tijd met name voor de defensie-industrie. We verwachten dat dit segment door de internationale spanningen de
komende jaren zal verviervoudigen", voorspelt Osse.
Continu investeren
verder tot gezuiverde vloeibare brandstoffen, vergelijkbaar met vloeibaar petroleumgas, die vervolgens kunnen worden gebruikt als alternatieve brandstoffen. Dat er veel vraag is uit de internationale markt, blijkt uit het feit dat DESPRAY met 300% per jaar blijft doorgroeien. Boessenkool heeft op het eigen terrein in Almelo zelf een installatie van DESPRAY in gebruik genomen. Het systeem fungeert hier niet alleen als testinstallatie, maar wordt daadwerkelijk ingezet om spuitbussen te recyclen en het drijfgas uit spuitbussen om te zetten in energie. Dankzij de testinstallatie bespaart Boessenkool jaarlijks 90.000 kuub aardgas. De drijfgassen worden voor de verwarming van het gebouw en de poedercoatoven benut.
Osse: “Dankzij de synergie tussen de machinefabriek en OEM’s binnen de Osse Groep benut Boessenkool haar capaciteit optimaal. Niet
De e-Horse is een elektrisch aangedreven traktor die gebruik maakt van zonnepanelen en een waterstofgenerator
Ook in de grootverspaning nemen de eisen toe. Striktere kwaliteitseisen en kleinere toleranties zijn redenen voor Boessenkool om continu te alleen kunnen we alles in eigen huis uitvoeren en snel inspringen op veranderingen, we zijn ook in staat om schommelingen in de verspaning op te vangen door in rustigere periodes voorraad te produceren. Zo houden we de kostbare machines ook draaiende in laag conjunctuur.”
Eelco Osse voor één van de vele grote bewerkingscentra bij Boessenkool.
investeren in geavanceerde meet- en controleprocessen, alsmede nieuwe bewerkingsmachines. Waar vroeger een bewerkingsmachine, zeker dit grootformaat, minimaal twintig jaar mee moest gaan, worden grote machines nu eerder vervangen om aan de hogere eisen te kunnen voldoen. Traditionele draai- en freesbanken kon je met gemak twee decennia operationeel houden. Tegenwoordig zijn de werkstukken een stuk complexer, waardoor je automatisch uitkomt bij nauwkeurigere machines met meer functionaliteiten. Om die functionaliteiten optimaal te benutten worden machines voorzien van moderne besturingen en software. “Daar zit vaak al de eerste uitdaging, ”zegt Osse. “Die raken snel verouderd, waardoor een machine sneller aan vervanging toe is. Retrofitten is vaak geen oplossing, omdat je dan van het ene in het andere probleem terechtkomt en onder aan de streep bijna evenveel kwijt bent als dat je in een nieuwe machine investeert.” Onlangs investeerde Boessenkool nog in twee nieuwe machines om de vraag uit defensie te beantwoorden. Zo wordt dit jaar een nauwkeurige Shibaura carrouseldraaibank geleverd, die werkstukken met een diameter van 1.400 mm kan bewerken. Ook wordt er dit jaar een nieuwe vijfassige Ibarmia verwacht, die twee keer zo groot is als de Ibarmia die er al staat. Deze machine is uitgevoerd als pendelmachine en is voorzien van een tussenschot en twee draaitafels in het bed. Boessenkool zet deze machine in om kleine series onbemand, vijfassig te produceren. Eventueel kan de Ibarmia ook, zonder tussenschot, als grote machine worden ingezet voor de bewerking van lange werkstukken.
“Ook op het gebied van automatisering in de las- en assemblageafdeling
Boessenkool is gespecialiseerd in de grootverspaning van complexe onderdelen.
zijn veel voordelen te behalen met de inzet van onze las-cobot, evenals op het gebied van digitalisering met betrekking tot onder andere predictive maintenance”, aldus Osse.
Om te kunnen voldoen aan toenemende eisen, investeert Boessenkool continu in nieuwe bewerkingsmachines, automatiseringsoplossingen en procesoptimalisatie.
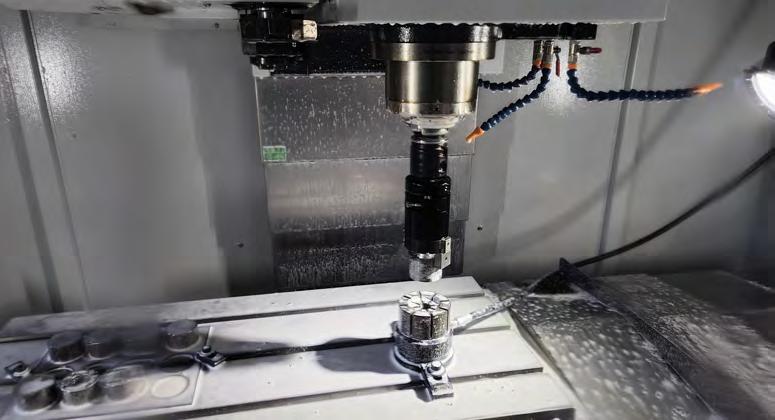
Laagdrempelig automatiseren kan in de machine
Tijdens de drukbezochte
Maakindustrie Dag bij Style in Bunschoten viel er voor verspanende professionals veel te zien én te leren. Tussen de negen live demonstraties trokken vooral twee oplossingen voor laagdrempelige automatisering de aandacht: één op een freesmachine met een AMF grijper, en één op een CNC-draaibank met een Holex stanggrijper van Hoffmann.
Een van de technische hoogtepunten was de demonstratie met een AMF grijper, geïntegreerd in een Style freesmachine. Deze pneumatisch aangedreven grijper wordt, net als een standaard gereedschap, vanuit het gereedschapsmagazijn in de spindel geplaatst. Hiermee kan de machine zelfstandig werkstukken uit een rasterplaat op de tafel pakken en deze in de machineklem plaatsen of eruit verwijderen. De grijper maakt het zo mogelijk om automatisch werkstukken te wisselen zonder tussenkomst van een operator of een extern robotsysteem. In deze toepassing neemt de spindel van de machine als het ware de functie van een robotarm over.
De kracht van dit systeem zit in de volledige benutting van bestaande CNC-functionaliteit. Zonder extra automatiseringshardware kunnen fabrikanten enkelstuks of kleine series onbemand produceren. Belangrijke kenmerken van de AMF
grijpers zijn onder meer een hoge grijpkracht, overbelastingsbeveiliging en balanselementen die zorgen voor een nauwkeurige en veilige positionering zonder overmatige belasting van de spindel. Het systeem is bovendien geschikt voor werkstukken met uiteenlopende vormen en afmetingen. De modulaire grijperlijn van AMF biedt diverse varianten, waaronder een uitvoering met draadloze sensortechnologie, waarmee de status van de grijper real-time gemonitord kan worden.
Draaien met stanggrijper
Ook op het gebied van draaiwerk werd laagdrempelige automatisering gedemonstreerd. Op een Style CNC-draaibank werd gewerkt met de Holex stanggrijper van Hoffmann. Deze mechanische
grijper wordt geplaatst in de revolverkop van de machine en is speciaal ontwikkeld om stafmateriaal automatisch te positioneren zonder gebruik van een stangenlader. De Holex stanggrijper is een robuuste en eenvoudig inzetbare oplossing voor seriematig draaiwerk. Dankzij de vormgesloten grijperklemmen wordt het materiaal veilig vastgehouden en in de juiste positie gebracht, wat handmatige tussenkomst overbodig maakt. Dit verlaagt niet alleen de instapdrempel voor automatisering, maar verhoogt ook de productiviteit bij de productie van kleine series. De uitvoering van de grijper – met geharde, geslepen geleidingen en een geïntegreerde veermechaniek – garandeert een lange levensduur en een consistente grijpkracht.
De Holex stanggrijper van Hoffmann positioneert stafmateriaal automatisch in de CNC-draaibank, ideaal voor kleine series zonder inzet van een stangenlader.
De AMF grijper wordt vanuit het gereedschapsmagazijn automatisch in de spindel geplaatst en wisselt zelfstandig werkstukken in de freesmachine – zonder externe robot of operator.
Tieltjes Precision Parts zet volgende stap in schoon produceren
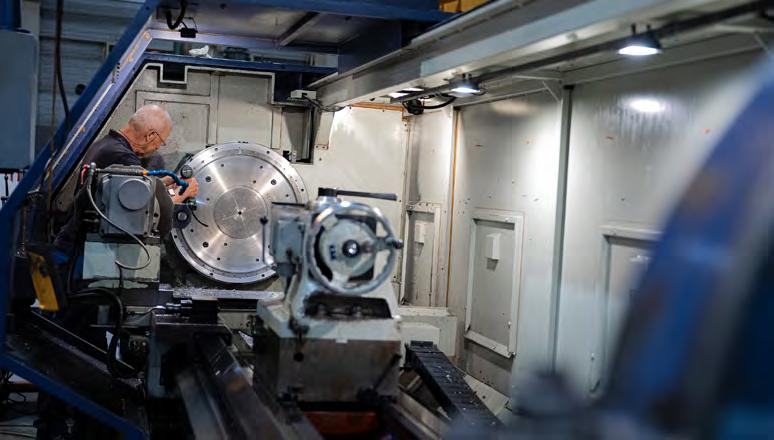
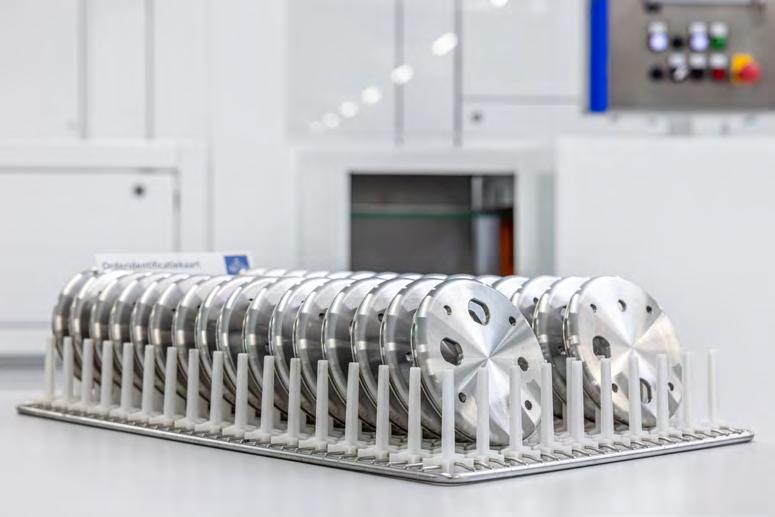
Tieltjes Precision Parts in Ulft heeft recent een moderniseringsslag doorgevoerd om zijn positie in de high-end verspaningsmarkt verder te verstevigen. Centraal daarin staan de bouw van een nieuwe ISO-klasse 6 cleanroom en de ingebruikname van een reinigingsinstallatie van Karl Roll van Oude Reimer. De modernisering maakt deel uit van een bredere strategie om het bedrijf toekomstbestendig te maken en aan te sluiten bij de stijgende eisen vanuit onder meer de lucht- en ruimtevaart, medische technologie, halfgeleider- en energiesector.
Tieltjes Precision Parts is gespecialiseerd in hoogwaardig draai- en freeswerk voor veeleisende industrieën. In toenemende mate vragen klanten om nauwkeurige en schone producten, in de categorieën Grade 4 en Grade 2. Hoewel Tieltjes al vijftien jaar een gemodificeerd alcohol reinigingsinstallatie in huis heeft om producten te spoelen en te ontdoen van olie en vet, kon deze installatie – zoals die was opgesteld in de productieomgeving – niet langer voldoen aan de gewenste resultaten.
De reinigingsinstallatie van Karl Roll maakt gebruik van ‘hockeypock’-modules die zorgen voor een gelijkmatige verdeling van ultrasone energie, wat leidt tot een stabieler reinigingsresultaat en minder risico op oppervlaktebeschadiging.
“We maken met de bestaande installatie producten al vijftien jaar vrij van olie- en koelmiddelresten. We vinden het belangrijk dat producten netjes de deur uitgaan. Echter, we merkten dat deze manier van reinigen onvoldoende was afgestemd op wat klanten nu en in de toekomst van ons vragen. Schone producten kwamen namelijk na het reinigen weer terecht in de ‘verontreinigde’ lucht van de productieomgeving. Wil je reinigen volgens Grade 4, Grade 2 of zelfs Grade 1, dan kun je dus niet om een cleanroom heen,” zegt directeur Kevin Tieltjes. Daarom heeft Tieltjes het moment aangegrepen om het bedrijf verder te moderniseren met een gloednieuwe PanelBloc cleanroom van ProCleanroom en een reinigingsinstallatie van Karl Roll. Om het plaatje compleet te maken, werd er ook een moderne kwaliteitscontroleruimte gebouwd die tevens is gecertificeerd als cleanroom. Daarnaast werden de complete gevel, entree, expeditie, het kantoor, de spreekkamers en de kantine vernieuwd. “Helemaal klaar voor de toekomst.”
Reiniging in eigen beheer
De keuze om het reinigen in eigen huis te blijven doen, is bewust gemaakt. “Zodra je uitbesteedt, verlies je zicht op de productconditie,” legt Kevin uit. “Bij sommige producten moet je honderd procent zeker weten dat ze én schoon zijn, én vrij blijven van beschadigingen die kunnen optreden door verkeerd verpakken of transport. Bovendien willen we niet dat onze levertijden worden beïnvloed door een derde partij. Dus moet je het volledige proces in huis hebben.” Als antwoord op dat vraagstuk nam Tieltjes een cleanroom van circa 110 m² in gebruik.
De cleanroom bestaat uit drie onderling verbonden zones: een ruimte voor elektrochemisch polijsten (ECP), een hoofdruimte voor kwaliteitscontrole en een ruimte voor cleanroom verpakken. Met in acht neming van de huidige en
toekomstige processen, heeft ProCleanroom het advies uitgebracht om hiervoor een cleanroom met een reinheidsspecificatie van ISO-klasse 6 in de hoofdruimte te installeren. Dit houdt in dat de volledige luchtinhoud 45 keer per uur wordt ververst om zeker te stellen dat zich maximaal 300 deeltjes groter dan 5 micrometer in de lucht bevinden. Bij Tieltjes is er gekozen voor een cleanroom uit het PanelBloc cleanroomconcept. Dit is het meest hoogwaardige cleanroom systeem van ProCleanroom, met volledig vlakke wanden, afgekitte naden en goede temperatuur- en luchtvochtigheidscontrole.
Herverontreiniging voorkomen
Een interessant aspect van de inrichting is de directe koppeling tussen de cleanroom en de nieuwe Karl Roll-reinigingsinstallatie. Na reiniging worden producten via een sluis direct doorgevoerd naar de schone ruimte, waardoor herverontreiniging wordt voorkomen. De cleanroom wordt echter alleen gebruikt waar dit functioneel noodzakelijk is. “Per product bepalen we of het moet worden gereinigd met alleen de bestaande installatie of dat het product ook door de nieuwe Karl Roll-installatie en de cleanroom gaat,” licht Tieltjes toe. “Niet elk onderdeel hoeft aan hoge reinheidseisen te voldoen, dus die
onderdelen houden we uit de cleanroom. Dat voorkomt onnodige kosten en verkleint de kans op verstoringen.”
‘Hockeypock’-modules
De reinigingsinstallatie werd geleverd door Oude Reimer, dat Karl Roll in Nederland vertegenwoordigt. De samenwerking kwam tot stand na een brede marktverkenning, waarbij de technische eigenschappen van het systeem, de positieve reacties van collega-bedrijven én de interactie met de leverancier doorslaggevend waren. “We kregen snel het gevoel serieus genomen te worden” zegt Kevin. “Dat speelde zeker mee bij onze keuze.” Ook noemt hij de manier waarop de ultrasone reiniging tot stand komt als belangrijk pluspunt. Hugo Oude Reimer, directeur van Oude Reimer, legt uit: “Karl Roll heeft voor de ultrasone reiniging een eigen gemaakt, gepatenteerd systeem geïntegreerd dat wij ook wel ‘hockeypock’-modules noemen. Deze vaste opstelling van transducers zorgt voor een gelijkmatige verdeling van ultrasone energie, wat leidt tot een stabieler reinigingsresultaat en minder risico op oppervlaktebeschadiging.”
Volgens Kevin is dit inderdaad een belangrijk voordeel ten opzichte van conventionele systemen, waarin de afstand tot het product
varieert door bewegende ‘bars’. De installatie beschikt verder over een hoog en stabiel destillatievermogen voor gemodificeerde alcohol, wat zorgt voor langdurig behoud van reinigingskwaliteit. Het systeem heeft verder een kamerformaat van circa 530 x 320 x 200 mm.
Kwaliteitsborging en controle
De introductie van een cleanroom binnen een verspanend bedrijf als Tieltjes betekent een fundamentele verandering in werkwijze. Het is een tak van sport dat specifieke kennis, processen en gedragsverandering vereist. Binnen het reinigingsproces wordt strikt gewerkt volgens industriële normen, waarbij de focus ligt op het beheersen van zowel deeltjesvervuiling als moleculaire contaminatie. De kwaliteitscontrole bestaat uit methoden als restgasanalyse (RGA) en stiftentests. Deze technieken worden ingezet om oppervlakken te controleren op minuscule verontreinigingen. Een deel van deze analyses wordt uitgevoerd door gespecialiseerde externe partijen, terwijl andere controles intern plaatsvinden. “Het verschil tussen werken in een 'schone ruimte' en een ISO-klasse 6 cleanroom is aanzienlijk,” stelt Kevin. “Je moet anders leren denken en handelen. Om de omschakeling naar werken in een gecontroleerde omgeving te
Kevin (l) en vader Erwin Tieltjes bij de nieuwe reinigingsinstallatie van Karl Roll en de nieuwe cleanroom.
ondersteunen, hebben we trainingen gevolgd in cleanroomprotocollen en procesbeheersing. Daarnaast hebben we praktijkbezoeken afgelegd aan bedrijven met vergelijkbare faciliteiten, om inzicht te krijgen in het dagelijks werken onder ISO-klasse 6-condities.”
Richting de toekomst
De nieuwe reinigingsinstallatie en cleanroom vormen een strategische stap richting de hightechsectoren waarin Tieltjes actief is. Met deze investeringen wil het bedrijf zich
structureel positioneren voor klanten met strengere reinheidseisen en toenemende productcomplexiteit. En daar blijft het niet bij, volgens Kevin. Ook het machinepark is geleidelijk aangepast aan de hogere eisen vanuit de markt. Twee-assige draaibanken hebben plaats gemaakt voor multitaskingmachines met aangedreven gereedschappen en Y-assen.
“De complexiteit van producten neemt toe en de marges worden bepaald door je vermogen om waarde toe te voegen. Daarin speelt zowel bewerking als reinheid een cruciale rol. Met onze moderniseringsstappen beantwoorden we deze technologische ontwikkelingen en versterken we onze positie in de hightech toeleverketen,” besluit Kevin.
Tieltjes Precision Parts is gespecialiseerd in hoogwaardig draai- en freeswerk voor veeleisende industrieën.
Met de nieuwe reinigingsinstallatie en cleanroom anticipeert Tieltjes Precision Parts op de toenemende vraag naar producten met een hoge reinheid.
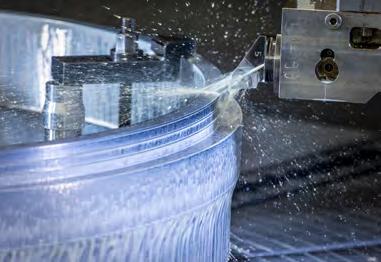
Afzuiging op open carrousel-draaibank
Na het isoleren van de fabriekshal, merkte Ubroek in Venlo een verandering op tijdens het voorverspanen van zware werkstukken op een open carrouseldraaibank. Dit leidde tot een nieuwe situatie waarin de luchtkwaliteit extra aandacht vroeg. Reden genoeg voor Ubroek om direct het probleem van de emissie bij de bron aan te pakken met een effectief afzuigsysteem van Dormatec.
Ubroek is gespecialiseerd in de grootverspaning van zware werkstukken en beweegt zich steeds nadrukkelijker richting hoognauwkeurige productie. Die ontwikkeling wordt deels aangejaagd door toenemende vraag vanuit veeleisende sectoren zoals de halfgeleider-, energie- en offshore-industrie. Om te kunnen voldoen aan de steeds striktere nauwkeurigheidseisen, heeft Ubroek de afgelopen jaren fors geïnvesteerd. Zo werd onder meer een grote coördinatenmeetmachine aangeschaft, en op het moment van schrijven wordt een fundering gelegd voor een nieuwe Soraluce-portaalmachine. Die onder meer wordt ingezet voor projecten uit de halfgeleiderindustrie. “We krijgen steeds vaker de vraag van klanten in de hightech toeleverketen of we nu willen investeren, zodat zij straks kunnen opschalen. Daar spelen we op in,” aldus Joost van Seggelen van Ubroek. Parallel aan deze machineinvesteringen is ook de volledige fabriekshal grondig verbouwd. Het pand, oorspronkelijk gebouwd met enkelglas, is volledig geïsoleerd om
aan de huidige verduurzamingseisen te kunnen voldoen. De isolatie is in november vorig jaar afgerond. Deze ingrijpende maatregel werd genomen om temperatuurschommelingen te minimaliseren en uitzettingsverschillen bij grote werkstukken beter te beheersen. “We verspanen onderdelen van
De carrouseldraaibank in actie bij Ubroek
Joost van Seggelen, Richard van Driel en Viktor Melzer op de draaitafel van de grote carrouseldraaibank. Tegen de achterwand van de machine is de nieuwe afzuiging te zien.
werkt perfect bij Ubroek
enkele meters lang, vaak ook in aluminium. Dan moet je de temperatuur stabiel houden, anders haal je die honderdste millimeter tolerantie gewoon niet.”
Minder goede luchtkwaliteit
Door de isolerende maatregelen in de fabriekshal werd het binnenklimaat aanzienlijk stabieler, maar dit had ook invloed op de luchtcirculatie. De natuurlijke ventilatie was sterk afgenomen en hierdoor kon de rook en nevel, zich sneller in de ruimte verspreiden dan voorheen. Deze verandering was niet direct voorzien, waardoor de luchtkwaliteit onverwacht minder goed bleek dan gewenst. Dit werd vooral merkbaar bij het voorverspanen van zware werkstukken, waarbij het gebruik van koelsmeermiddelen onvermijdelijk leidt tot dampvorming.
“De combinatie van intensief verspanen, koelsmeermiddelen en het open ontwerp van de machine zorgde ervoor dat de nevel zich relatief sneller door de hal verspreidde,” vertelt operator Viktor Melzer. Van Seggelen vult aan: “Sommige collega’s merkten dat de dampvorming leidde tot lichte irritatie aan ogen of luchtwegen. Dat signaal hebben we direct serieus genomen en daarom ook besloten om de situatie structureel te verbeteren met een gericht afzuigsysteem van Dormatec.”
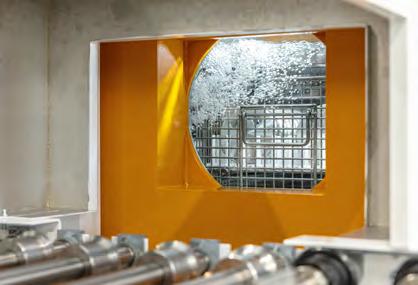
Perfecte luchtstroom
Na een korte oriëntatieperiode kwam Ubroek uit bij Dormatec. Hun ervaring met vergelijkbare situaties gaf de doorslag. Dormatec adviseerde een aanpak waarbij de machine-emissie direct wordt afgevangen. “Juist bij een grote open carrouseldraaibank is het een uitdaging om de verontreinigde lucht richting de afzuiging te krijgen. Door allerlei luchtstromen kan de lucht gemakkelijk ontsnappen”, aldus Richard van Driel van Dormatec. Om een juiste oplossing te ontwikkelen, bracht Dormatec eerst de luchtstromen in kaart. Op basis daarvan is de afzuiging gepositioneerd tegen de achterwand van de machine, over de volledige breedte van de bewerkingsruimte. Om ervoor te zorgen dat de luchtstromen richting de afzuiging worden geleid, heeft Dormatec aan weerszijden van de draaitafel ventilatoren geplaatst. Deze stuwen de lucht richting de afzuiging. De lucht wordt vervolgens gefilterd door een unit met meertrapsfiltratie, waaronder HEPA-filters.
Schone lucht
De resultaten laten weinig aan de verbeelding over. De lucht in de hal is sinds de ingebruikname van het afzuigsysteem merkbaar schoner. “Het is
Met ventilatoren aan weerszijden van de bewerkingsruimte wordt de luchtstroom boven de draaitafel naar de achterliggende afzuiging gestuwd. Zo wordt voorkomen dat verontreinigde lucht uit de machine kan ontsnappen.
echt een verschil”, zegt Melzer. “De lucht is veel frisser en ik voel me gewoon beter werken. Sinds de isolatie had ik vaak last van geïrriteerde ogen, maar dat is nu verdwenen.” De vette aanslag op machines en oppervlakken is sterk verminderd, en de temperatuur in de hal blijft nu nog constanter. “Het is gewoon een stuk prettiger werken. Je merkt het meteen als je de hal binnenloopt,”
zegt Van Seggelen. Ubroek overweegt om in de toekomst meer open machines te voorzien van een afzuigsysteem. Van Driel: “Dit soort projecten toont aan hoe belangrijk luchtkwaliteit is voor moderne verspaning. Het gaat niet alleen om comfort, maar om proceszekerheid, nauwkeurigheid en betrouwbaarheid.”
De afzuigunit zorgt dankzij een meetrapsfiltratie dat rook en olienevel uit de lucht worden gefilterd.
Okamoto Grinding Days
Tijdens de Grinding Days 2025 op het Europese hoofdkantoor in Langen (D) gaf Okamoto Machine Tool Europe een exclusieve blik op de toekomst van hoogprecisie-slijptechnologie. Het tweedaagse evenement trok tal van vakbezoekers die live demonstraties en lezingen bijwoonden.
Centraal stond de presentatie van de nieuwste technologieën voor efficiënte, duurzame en winstgevende productie in sleutelindustrieën. Een opvallende innovatie was het besturingssysteem ‘iQ’, dat ook zonder diepgaande slijpkennis complexe processen toegankelijk maakt via een gebruiksvriendelijke touchscreen-interface. Hiermee worden programmeeren trainingstijden verkort en processen geautomatiseerd.
Een concreet voorbeeld van deze innovatie is de toepassing van iQ-besturing op de rondtafel-slijpmachines uit de PRG-serie. Deze machines zijn speciaal ontwikkeld voor het bewerken van componenten zoals ringen en lagers, waarbij hoge eisen worden gesteld aan vlakheid en oppervlaktekwaliteit. Dankzij de teach-in-functie kunnen gebruikers slijpposities intuïtief instellen en zelfs tijdens de bewerking aanpassen. Dit verhoogt de flexibiliteit en verlaagt de afhankelijkheid van specialistische kennis.
Daarnaast werd ook de IGM 15 NCIII-2B, een krachtige interne slijpmachine met twee onafhankelijk werkende spindels, getoond. Deze machine maakt contour- en conisch slijpen mogelijk en biedt gebruikers maximale bewegingsvrijheid en eenvoudige afstelling zonder risico op interferentie. Managing Director Atsushi Kobayashi concludeerde: “Met deze Grinding Days laten we zien dat Okamoto klaar is voor de productie-uitdagingen van morgen. De succesvolle tweedaagse markeert de opmaat naar EMO 2025.”
PULSE PRESSURE CLEANING PPC
GRADE 4 & GRADE 2
ASSEMBLY
ISO 5 CLEANROOMS
XXL PARTS CLEANING
BAKE OUT
SUBLIMOTION®
DN Solutions introduceert metaalprinters
Tijdens de International Machine Tool Fair (DIMF) 2025 heeft DN Solutions officieel zijn intrede gedaan in de markt voor 3D-metaalprinten. De ZuidKoreaanse machinebouwer presenteerde in Changwon zijn nieuwe DLX-serie, gebaseerd op Laser Powder Bed Fusion (LPBF)technologie. Hiermee breidt het bedrijf zijn portfolio uit naar additive manufacturing (AM), naast zijn bestaande verspanings- en automatiseringsoplossingen.
De 3D-metaalprinter kan onderdelen produceren tot 450 x 450 x 450 mm, met materialen als aluminiumlegeringen, Inconel en titanium. De machine is configureerbaar met één tot vier lasers (500 W tot 1 kW) en bereikt een maximale bouwsnelheid van 20 cm³/uur.
GrindingHub keert terug in 2026
Van 5 tot en met 8 mei 2026 vindt de derde editie van GrindingHub plaats in Stuttgart, het internationale trefpunt voor de slijptechnologiebranche. Na twee succesvolle edities zet organisator VDW (Verein Deutscher Werkzeugmaschinenfabriken) het evenement voort in samenwerking met Messe Stuttgart en de Grinding Conference. Swissmem, de Zwitserse branchevereniging voor machinebouw en metaalindustrie, treedt opnieuw op als promotionele partner.
“GrindingHub heeft zich inmiddels gevestigd als het centrale platform voor de slijptechnologie-industrie,” aldus Dr. Markus Heering, directeur van de VDW. “De betrokkenheid en energie van exposanten en bezoekers tijdens de vorige edities waren indrukwekkend. Ook in 2026 willen we weer een internationaal podium bieden voor technologische innovaties en de verdere ontwikkeling van de branche stimuleren.”
Exposanten noemen GrindingHub “de ideale beurs voor onze sector: internationaal, technologisch toonaangevend en perfect afgestemd op onze doelgroep.” Ook bezoekers delen die waardering. In 2026 toont GrindingHub opnieuw een breed aanbod aan slijpmachines, slijpmiddelen, softwareoplossingen, randapparatuur en meet- en testsystemen.
Afhankelijk van de toepassing zijn laagdiktes van 30 tot 90 micrometer mogelijk. Een onderscheidend element van de DLX-serie is de eigen ontwikkelde software, die de volledige AM-workflow ondersteunt. Gelijktijdig met de productintroductie opende DN Solutions zijn eerste Additive Manufacturing Solution
Center (ASC) in Duitsland. Dit centrum fungeert als kennis- en ontwikkelhub voor ontwerp, prototyping en productie van AM-onderdelen. Vergelijkbare faciliteiten worden voorbereid in Zuid-Korea en de VS. Met deze stap positioneert DN Solutions zich als speler in de industriële AMmarkt. Volgens CEO Wonjong Kim is additive
Nederlandse toekomstfabriek op EMO 2025
Tijdens de EMO 2025 in Hannover presenteren elf Nederlandse technologiebedrijven een werkende versie van de 'verspanende fabriek van de toekomst'. Onder leiding van de Federatie Productietechnologie (FPT) toont het consortium hoe bestaande technologieën slim kunnen worden geïntegreerd tot een autonome, voorspelbare en duurzame productieomgeving.
De demonstratie omvat drie kernonderdelen. Allereerst digitale werkvoorbereiding, waarbij CAD/CAM, ERP en gereedschapsbeheer volledig papierloos en geïntegreerd samenwerken. Dit minimaliseert fouten en versnelt de voorbereiding. Ten tweede is er een autonome CNC-productiecel te zien, waarin high mix, low volume-productie 24/7 doorgaat dankzij geautomatiseerde machines, innovatieve spantechniek en duurzame koelvloeistoffen. Tot slot biedt een real-time productie cockpit inzicht in machinestatus, energieverbruik en productkwaliteit via centrale dashboards en ketenintegratie.
De geïntegreerde aanpak levert directe voordelen: hogere productie-output, kortere doorlooptijden, lagere CO₂-uitstoot en betere naleving van regelgeving zoals digitale productpaspoorten en e-facturatie. Bovendien vermindert automatisering routinetaken, waardoor vakspecialisten zich kunnen richten op verbetering en innovatie.
De demonstratie is te zien van 22 tot en met 26 september in hal 15 op de EMO-beurs. Deelnemende bedrijven zijn onder andere DMG MORI, Zoller, SCHUNK en Mitutoyo. Het project wordt mede mogelijk gemaakt door Holland High Tech, NXTGEN, Smart Industry en Umati.
Kort nieuws Agenda
Hedelius automatiseert op huisshow
Medio mei organiseerde Hedelius zijn jaarlijkse huisshow in het technologiecentrum in Meppen. Tijdens dit tweedaagse evenement kregen bezoekers niet alleen live demonstraties van dertien hoogwaardige bewerkingscentra, maar ook verdiepende lezingen, rondleidingen door de fabriek en de kans om met specialisten uit de verspaningstechniek in gesprek te gaan.
Een van de hoogtepunten was de presentatie van de Tiltenta 7-2000 NEO in combinatie met de Marathon SR415, Hedelius’ eerste zwenkspilbewerkingscentrum met een volledig in eigen huis ontwikkelde automatiseringsoplossing. Deze combinatie beantwoordt aan de groeiende vraag
TechniShow 2026
De voorbereidingen voor TechniShow 2026 zijn in volle gang. Van 10 t/m 13 maart vormt Jaarbeurs Utrecht opnieuw het toneel voor dé vakbeurs op het gebied van industriële productietechnologie. Dit keer met een vernieuwde opzet die inspeelt op actuele ontwikkelingen in de maakindustrie.
Nieuw dit jaar zijn drie themapleinen die innovatie tastbaar maken. Op het Innovatieplein Circulaire Drone staat circulaire productie centraal, met een drone opgebouwd uit lokaal gerecycled materiaal en een live productielijn op de beursvloer. Het Assemblageplein Raceauto laat bezoekers zelf een raceauto assembleren met onderdelen van verschillende toeleveranciers – een krachtig voorbeeld van ketensamenwerking in de praktijk. Het derde plein, Fabriek van de Toekomst, focust op slimme connectiviteit in productieomgevingen,
naar flexibele en efficiënte productieoplossingen in een compacte opstelling.
Overdag staat de Tiltenta 7-2000 NEO garant voor maximale nauwkeurigheid bij het bewerken van complexe geometrieën, lange of zware werkstukken en enkelstuksproductie. Dankzij de zwenkspil en het grote bereik is de machine geschikt voor zowel vijfassige bewerkingen als langdeelbewerkingen. In d onbemande uren schakelt het systeem moeiteloos over op geautomatiseerde serieproductie. De integratie met het Marathon SR415 palletautomatiseringssysteem maakt een onbemande productie mogelijk van kleine tot middelgrote series, ook ’s nachts en in het weekend. Hierdoor wordt de spindeltijd gemaximaliseerd en dalen de productiekosten per stuk, wat leidt tot een optimale benutting van de beschikbare machinecapaciteit.
4 september
Festival of Tech
De ontmoetingsplek waar jonge en ervaren technici samenkomen voor tech presentaties, uitdagende workshops, informele netwerkmogelijkheden en live-muziek
Amsterdam festivaloftech.nl
22 t/m 26 september
EMO Hannover 2025
De grootste internationale vakbeurs voor productietechniek
Hannover (D) emo-hannover.com
7 t/m 9 oktober
parts2clean
Internationale vakbeurs voor industriële onderdelen en oppervlaktereiniging
Stuttgart (D) parts2clean.de
7 t/m 9 oktober
Metavak
Nationaal vakevent voor de metaalbewerkende maakindustrie
Gorinchem www.metavak.nl
8 t/m 15 oktober
K 2025
Internationale vakbeurs voor de kunststof- en rubberindustrie
Düsseldorf (D) k-online.com
12 en 13 november
Precisiebeurs
De vakbeurs op het gebied van high en ultra precisietechnologie
waarbij real-time data en geavanceerde automatisering centraal staan.
Daarnaast ondergaat de beurs een inhoudelijke herindeling. De traditionele halindeling maakt plaats voor een ketengerichte segmentstructuur. Bedrijven worden nu geclusterd op basis van hun rol binnen de productieketen, waardoor bezoekers sneller en gerichter relevante oplossingen kunnen vinden. Tegelijkertijd blijven vertrouwde segmenten herkenbaar aanwezig.
De nieuwe segmentstructuur telt tien ketenonderdelen, van werkvoorbereiding, CAD en ERP tot kwaliteitscontrole, gereedschapsonderhoud en productie. Deze opzet biedt een toekomstbestendige en efficiënte beursbeleving, waarin samenwerking, innovatie en praktijktoepassing samenkomen.
TechniShow 2026 belooft daarmee niet alleen een overzicht van de nieuwste technologieën, maar ook een platform waar verbinding en vernieuwing centraal staan.
Den Bosch precisiebeurs.nl
10 t/m 13 maart 2026
TechniShow 2026
Vakbeurs voor industriële productietechnologie Utrecht event.technishow.nl
10 t/m 13 maart 2026
ESEF 2026
Vakbeurs voor toelevering, uitbesteding en productontwikkeling in de maakindustrie Utrecht event.maakindustrie.nl
5 t/m 8 mei 2026
GrindingHub 2026
Vakbeurs over alle vormen van slijptechnologie Stuttgart (D) www.grindinghub.de
Achterblijven is niet vrijblijvend
We leven in een tijd van marktwerking en het individu. Het is volle kracht vooruit. Maar kan iedereen wel meekomen? In de staart van de opmars bevinden zich zeer interessante bedrijven waar een gebrek aan vaardigheden zorgt voor achterstand en uiteindelijk uitschakeling. Digitalisatie, weerbare processen, goede bedrijfsvoering: het zijn allemaal zaken waar niet elk bedrijf even goed in is. Maar het belang van deze staart in het grotere geheel overstijgt de verantwoordelijkheid van de individuele bedrijfjes.
Ik hoorde een verhaal van een bedrijf waar vrachtwagens met afkeur werden geproduceerd, en een kwaliteitsdienst die vooral met de rolmaat gewapend was. Goed gereedschap om mee te kunnen meten en een goede kwaliteitscontrole werden te duur bevonden. Om nog maar te zwijgen van goede en weerbare processen. Ik kan me voorstellen dat je eerste reactie is: ‘Prima, de markt lost dat wel op.’ In die richting gingen mijn gedachten ook wel, maar daarna dwaalden die gedachten af in de richting van kritische vaardigheden en diversiteit.
Op globaal niveau maken de kritische vaardigheden van de bedrijven in de staart van de opmars niet echt het verschil. Maar binnen West-Europa, of zelfs binnen Nederland, heeft zo’n bedrijf een plek. En dat is waarschijnlijk niet een heel kritieke plek, maar vergelijk het met de biodiversiteit. Een enkele soort die uitsterft is misschien niet zo erg. Maar deze soorten, en wij ook, zijn ontstaan door fouten in het kopiëren van DNA. Door deze mutaties ontstaan nieuwe combinaties die over miljoenen jaren tot nieuwe soorten leiden. Op dit moment neemt die totale hoeveelheid combinaties af, sneller dan dat de combinaties zichzelf erbij muteren. En dát is wel een probleem.
Puur met een pet van marktwerking en een bedrijfskundige bril is er geen ruimte voor de bedrijfjes uit de staart. Centraliseren! Sensibiliseren! Consolideren! Maar ik denk toch dat dit geen goed idee is. Ook binnen het ecosysteem van de maakindustrie ontstaan door ogenschijnlijk zinloze ‘soorten’ nieuwe combinaties. Stel dat er een megafabriek zou zijn waar álles gemaakt wordt, dat zou pure armoede zijn. Juist het wereldje met eigenwijzen, mensen met lef en visie, maakt dat er nieuwe ideeën kunnen ontstaan en het succesvol kan zijn.
Maar als we die bedrijven aan hun lot overlaten, dan is het snel afgelopen. De paar voorlopers vormen die megafabriek en dan zijn we die andersdenkenden kwijt. Wat dan? Ik denk dat we ze toch een beetje moeten
helpen. Desnoods vanuit de overheid. Niet met geld. Nee, dat schiet niet op. Maar met hulp. Gewoon iemand die de IT regelt en laat zien wat goede processen en een goede kwaliteitscontrole kunnen betekenen. Het gaat niet altijd om geld. Help ze gewoon een handje.
Jan Willem Mollema
Zelfstandig adviseur binnen de maakindustrie. Hij helpt organisatiebreed met techniek, processen en beleid.
Een goed ontwerp begint bij begrip van het productieproces. Engineers moeten weten hoe iets wordt gemaakt, terwijl producenten inzicht moeten hebben in de eisen rond toleranties en reinheid. Dat vereist nauwe samenwerking tussen engineering en productie.
Brug tussen ontwerp en productie blijft grootste uitdaging
De Nederlandse hightech maakindustrie heeft de afgelopen twintig jaar een ongekende groei doorgemaakt, met als gevolg steeds complexere systemen, strengere specificaties en hogere eisen aan betrouwbaarheid en leverbetrouwbaarheid. Tegelijkertijd wordt één structurele uitdaging steeds zichtbaarder: de kloof tussen engineering en productie. Tijdens de Manufacturing Technology werd vanuit verschillende invalshoeken belicht hoe essentieel het is om engineering en productie al vroeg in het ontwikkelproces te verbinden.
Tijdens de Manufacturing Technology Conference gingen Olivier Rainaut (Thermo Fisher Scientific), Koen ten Hove (Prodrive Technologies), Willem Jan ter Hoek (Ter Hoek Vonkerosie) en Lucie Behnke (ASML) in op de noodzaak om de brug tussen ontwerp en productie te versterken.
Het MTC biedt een uniek platform waar engineers van grote OEM’s in direct contact treden met toeleveranciers, vakspecialisten, onderwijsinstellingen en kennisorganisaties. Door masterclasses, inhoudelijke sessies en laagdrempelige ontmoetingen worden inzichten uitgewisseld die normaal gesproken binnen afdelings- of bedrijfsgrenzen blijven hangen. Die directe verbinding is volgens de organisatoren noodzakelijk, zeker nu de snelheid van technologische ontwikkelingen toeneemt en de eisen aan maakbaarheid steeds strikter worden. Het feit dat ASML, Thermofisher en Zeiss – zich hebben verbonden aan de conferentie, onderstreept hoe urgent en breed gedragen deze uitdaging is.
Ontwerpen en maken
Sprekers op het evenement benadrukten vanuit uiteenlopende invalshoeken hoe cruciaal het is om engineering en productie vanaf het begin op elkaar af te stemmen. Productkwaliteit, leverbetrouwbaarheid en doorlooptijd zijn namelijk direct afhankelijk van hoe goed deze twee werelden elkaar begrijpen en versterken. Toch blijkt in de praktijk dat veel technische kennis binnen engineeringafdelingen onvoldoende aansluit op de realiteit van de werkvloer.
Olivier Rainaut (Thermo Fisher Scientific) schetste de complexiteit van het vertalen van ontwerpkennis naar productiepraktijken. “Onze producten vragen om extreme nauwkeurigheid, maar het kost veel tijd en inspanning om die ontwerpvereisten goed over te brengen naar de productieketen. Er zijn veel leercycli nodig. Engineers en productie moeten daarom samen werken aan het vastleggen van maakbeperkingen. Als dat pas laat gebeurt, vertraagt het hele traject.”
Ook binnen bedrijven als Prodrive Technologies is samenwerking tussen ontwerp en productie geen vanzelfsprekendheid. “Het gebeurt niet vanzelf, je moet het organiseren en stimuleren,” aldus Koen ten Hove. “Wij bouwen bewust aan een cultuur waarin engineers fysiek naar de productieafdeling gaan om te toetsen of hun ontwerp past bij de realiteit van het maakproces. Als zij zien dat dit leidt tot betere resultaten, ontstaat er draagvlak. Maar dat vereist tijd, structuur én betrokken leiderschap.” Hij merkte op dat technologische kennis pas echt beklijft als je het zelf ervaart. “Wij hebben een jong team en stimuleren hen actief om buiten hun eigen functiegebied te kijken. Dat helpt om sneller tot werkbare oplossingen te komen. Maar dat vraagt ook om ruimte: tijd, budget en begeleiding. Zonder dat blijft kennisdeling oppervlakkig.”
kloof moet worden gedicht.
Begrip van toepassing
Toeleveranciers worstelen vaak met een gebrek aan inzicht in de functionele context van de onderdelen die zij maken. Willem Jan ter Hoek (Ter Hoek Vonkerosie) gaf aan dat deze afstand in de praktijk leidt tot onnodige afstemmingsproblemen. “Wij leveren aan veel hightech bedrijven, maar weten vaak niet waarvoor onze onderdelen precies gebruikt worden. Daarom stellen wij bewust vragen als: waar dient dit onderdeel voor, waarom zijn deze toleranties nodig en waarom is er voor een complexe contour gekozen die moelijker te bewerken is? Als we dat weten, kunnen we veel gerichter en effectiever produceren. Het helpt ons om technologische keuzes te maken die écht aansluiten op de behoefte van de klant.”
Ter Hoek benadrukte dat evenementen zoals het MTC bij uitstek het moment zijn waarop deze kennisdeling kan plaatsvinden. “De conferentie fungeert als ontmoetingsplek waar specialisten van OEM’s, toeleveranciers en onderwijsinstellingen samenkomen om ervaringen uit te wisselen, vragen te stellen en gezamenlijke uitdagingen te bespreken. Juist die directe interactie – los van commerciële druk – maakt het verschil.”
Cleanroom-eisen
Binnen extreem veeleisende productieomgevingen, zoals bij ASML, zijn de eisen aan productreinheid bijzonder streng. Eén verontreinigingsdeeltje kan al leiden tot productuitval of vertraging in de leverketen. “Het draait niet alleen om schoon produceren, maar ook om schoon transporteren, verpakken en assembleren,” aldus Lucie Behnke. “Wij hebben speciale meettechnieken ontwikkeld om die reinheid te garanderen, maar dat lukt alleen als onze toeleveranciers in de complete keten begrijpen waarom dit zo belangrijk is. Daarom sturen wij engineers de keten in, zodat zij samen met leveranciers tot oplossingen komen. Engineers moeten weten hoe iets gemaakt wordt om het goed te kunnen ontwerpen en producenten
moeten weten hoe zij aan onze vereisten kunnen voldoen.” Behnke benadrukte dat deze kruisbestuiving niet alleen technisch noodzakelijk is, maar ook strategisch. Als OEM’s in staat zijn om productievereisten vroegtijdig in het ontwerp te integreren – en omgekeerd – dan neemt de voorspelbaarheid en betrouwbaarheid van het gehele systeem toe.
Cultuurverandering en onderwijs
De kloof tussen engineering en productie ontstaat niet alleen binnen bedrijven, maar begint vaak al bij de opleiding. Veel jonge technici verlaten het klaslokaal met uitstekende analytische vaardigheden, maar hebben onvoldoende beeld van wat er in een productieomgeving gebeurt. Meerdere sprekers wezen daarom op het belang van praktijkgericht onderwijs, nauwe samenwerking met vakscholen, en het organiseren van bedrijfsbezoeken voor jongeren – van basisschool tot mbo.
Samenwerking blijft de sleutel
Digitalisering, AI en data-analyse bieden ongekende mogelijkheden om productieprocessen slimmer en efficiënter te maken. Toch werd tijdens de MTC herhaaldelijk benadrukt dat technologie slechts een hulpmiddel is. Zonder fundamentele materiaalkennis en productie-inzicht is AI onvoldoende effectief. “Je moet de basis op orde hebben,” aldus Ten Hove. “AI is een waardevolle aanvulling, maar geen vervanging van kennis. Bedrijven die zich laten meeslepen door de snelheid van technologie zonder structuur aan te brengen, raken de grip op hun processen kwijt.” De derde editie van de Manufacturing Technology Conference was wederom een groot succes. Niet de technologie zelf stond centraal, maar het vermogen om verbindingen te leggen. Tussen mensen, processen en disciplines. Juist die brug tussen ontwerp en productie maakt het verschil voor een maakindustrie die wil excelleren in precisie, complexiteit en betrouwbaarheid.
Engineers ontwerpen vaak indrukwekkende producten die er op het scherm perfect uitzien, maar waarbij de maakbaarheid onvoldoende wordt meegenomen. Die
Grootverspaners profiteren van samenwerking in steeds complexer speelveld
V.l.n.r.: Thijs Lenferink van Machinefabriek Westerhof, Benno Boom van Staalbouw Boom, Koen Dekker van Ledder Metaaltechniek en Joost Verschure van Dormac CNC Solutions nemen een kijkje in de productie van Staalbouw Boom.
De Dutch Heavy Machining Association (DHMA), opgericht in 2019 en inmiddels uitgegroeid tot 25 leden, positioneert zich nadrukkelijk als het collectieve gezicht van de Nederlandse grootverspaning. Vier jaar geleden besteedde VerspaningsNieuws al aandacht aan deze branchegroep. Sindsdien is het ledenbestand gegroeid, met onder meer Westerhof, Hilmar Solutions, Vergeest Metaalbewerking, Vetter, Hopman Machinefabriek, Dormac CNC Solutions, Iscar en Smit Heat Treament als nieuwe leden. Ondanks deze uitbreiding zijn de uitdagingen grotendeels hetzelfde gebleven, alleen zijn ze urgenter geworden.
De leden van de DHMA opereren in een snel veranderende industriële omgeving. Stijgende energie- en grondstofprijzen, oplopende personeelslasten en een groeiende regeldruk zetten de bedrijfsvoering onder druk. Daarbij komt een politiek klimaat waarin volgens veel ondernemers een duidelijke visie ontbreekt – zowel op de korte als lange termijn. Onder de paraplu van de DHMA zoeken de leden gezamenlijk naar oplossingen voor deze complexe uitdagingen.
Vliegwiel voor vooruitgang
De DHMA ontwikkelt zich in hoog tempo tot een strategisch kennisplatform waar leden ervaringen delen over technologische innovaties en procesverbetering. Denk aan AI-gestuurde optimalisatie, het inzetten van Digital Twins voor cyclustijdcalculaties en robotisering van zwaar verspanend werk. Binnen de vereniging zullen in de toekomst ook werkgroepen worden opgezet, bijvoorbeeld rond procesbeheersing, kwaliteitsborging en HRstrategieën. Volgens Thijs Lenferink van Westerhof fungeert kennisdeling als een vliegwiel: “Als je eenmaal begint met kennisdelen en elkaar echt helpt, dan versnelt het proces vanzelf.” Deze vorm van samenwerking zorgt ervoor dat leden niet telkens opnieuw het wiel hoeven uit te vinden, maar gezamenlijk richting geven aan technologische keuzes. Juist in een markt die zo snel ontwikkelt, is dat van grote waarde.
Joost Verschure van Dormac CNC Solutions noemt DHMA nadrukkelijk geen commercieel platform, maar een inhoudelijke ontmoetingsplek: “We zitten hier niet om iets te verkopen, maar om iets op te bouwen.” Het fundament voor die samenwerking is vertrouwen, versterkt door de ‘Code of Conduct’ die onderlinge openheid en transparantie stimuleert. Die cultuur maakt dat bedrijven durven laten zien wat er écht speelt binnen hun muren. En juist dat maakt dat DHMA-leden samen in staat zijn om nieuwe technologie sneller, slimmer en effectiever te implementeren dan wanneer ze alleen zouden opereren.
Collectieve actie
Grootverspaning begint waar reguliere verspaning ophoudt: werkstukken vanaf 3 meter of groter, met nauwkeurige toleranties en specialistische eisen.
De leden van DHMA kijken geregeld bij elkaar in de keuken om gezamenlijk oplossingen te zoeken voor uitdagingen die men specifiek in de grootverspaning tegenkomt.
Het gaat om maatwerk, hoge investeringen en complexe supply chains. Benno Boom van Staalbouw Boom benadrukt dat de eisen die klanten stellen allang niet meer alleen het verspanen zelf betreffen: “Het gaat ook om alles eromheen: documentatie, kwaliteitsborging, traceerbaarheid. De opdrachtgever verwacht dat je dat intern afdekt. Dat vraagt om structurele kennisopbouw.” Tegelijkertijd neemt de regeldruk in hoog tempo toe. Certificeringstrajecten worden uitgebreider, audits intensiever en de administratieve lasten stijgen. Veel bedrijven ervaren dat de verhouding tussen toegevoegde waarde en papierwerk steeds schever wordt. Wat daar nog bovenop komt, is het wisselende en weinig consistente beleid van de overheid. Nieuwe regelgeving volgt elkaar in hoog tempo op, vaak zonder heldere langetermijnvisie of praktische uitvoerbaarheid. De toenemende papierwinkel en onduidelijke kaders belemmeren bedrijven om te investeren en te innoveren. In plaats van ruimte te krijgen voor ontwikkeling, zien veel ondernemers zich geconfronteerd met extra lasten en onzekerheden.
De frustratie daarover wordt breed gedeeld binnen de DHMA. Volgens Koen Dekker van Ledder Metaaltechniek is het moment aangebroken voor een collectieve lobby: “De overheid moet beseffen wat er in deze sector speelt. We willen gehoord worden – niet pas als het misgaat, maar juist nu, preventief.” In gesprekken met beleidsmakers wil de DHMA optreden als één aanspreekpunt namens de sector. Zo kan de vereniging signalen over bijvoorbeeld disproportionele regelgeving of onwerkbare documentatie-eisen krachtig overbrengen. Maar ook: input geven voor realistisch industriebeleid. Dit vereist een zichtbare, goed georganiseerde brancheorganisatie. En dat is precies waar de DHMA samen met Koninklijke Metaalunie aan bouwt.
Mensen én middelen
Naast technologische en politieke druk staat de sector voor een structureel tekort aan technisch geschoold personeel. De loonkosten stijgen fors, mede door cao-verplichtingen en schaarste, terwijl goed vakmanschap moeilijk te vinden is. Binnen de DHMA ontstaan initiatieven die zich richten op onderwijs en arbeidsmarkt. Leden zoeken actief contact met technische scholen, stageprogramma’s worden opgezet en er zijn projecten waarbij docenten worden uitgenodigd om in bedrijven mee te lopen. “Beurzen werken niet altijd meer,” stelt Verschure. “Daarom kiezen we voor directe impact. Als je docenten en scholieren meeneemt in je bedrijf, heeft dat meer effect dan een folder.” Dit soort initiatieven zijn erop gericht om techniek tastbaar te maken. Niet alleen voor jongeren, maar ook voor hun ouders. Het doel is helder: een nieuwe generatie vakmensen aantrekken én vasthouden. En dat vraagt om een collectieve benadering die verder gaat dan alleen het eigen personeelsbeleid.
Gezamenlijke marktkansen
Hoewel de DHMA inmiddels 25 leden telt, blijft externe zichtbaarheid een aandachtspunt. “We zijn als sector vaak te bescheiden,” zegt Dekker. “Terwijl we fantastische dingen doen. We mogen daar trotser op zijn en dat ook laten zien.” Die trots mag ook strategisch worden ingezet. De DHMA wil zich nadrukkelijker profileren als gesprekspartner voor overheid en grote opdrachtgevers. Vooral in markten waar samenwerking noodzakelijk is – zoals defensie – liggen er kansen. Grote projecten vragen om schaal, organisatie en afstemming die individuele bedrijven zelden alleen kunnen leveren. “Als we als DHMA één aanspreekpunt kunnen worden voor grote projecten, zoals defensie, dan creëren we synergie,” stelt Dekker. “Niet alleen om werk binnen te halen, maar ook om het met de juiste kwaliteitsstandaarden uit te voeren.”
Binnen vijf jaar wil de leden van de vereniging nieuwe markten betreden, zonder afhankelijk te worden van kortetermijntrends. “Toen iedereen op de semicon sprong, kozen wij er bewust voor om ook aandacht te houden voor onze bestaande relaties en branches waar we actief voor zijn, en dat betaalt zich nu uit,” aldus Lenferink. De DHMA zoekt dan ook leden die niet alleen willen halen, maar ook willen bijdragen. De kernwaarden blijven: kennis delen, open houding en vakmanschap. Zoals Boom het verwoordt: “Je hebt elkaar nodig om het systeem gezond te houden.”
Gezonde groei
De DHMA maakt sinds de oprichting een gestage en gezonde groei door. Niet alleen in het aantal leden, maar vooral in de diepgang van de samenwerking. “Er zijn al veel bedrijfsbezoeken, themasessies en kennisdagen georganiseerd, waarbij leden letterlijk bij elkaar in de keuken konden kijken. De DHMA laat zien hoe krachtig samenwerking kan zijn in een sector die vaak als specialistisch en solitair wordt gezien. Door kennis te delen, initiatieven op te zetten en elkaar op te zoeken, ontstaat er een robuust
fundament voor groei en vernieuwing. Dat is precies wat de Nederlandse maakindustrie nodig heeft”, vertelt Claudia Willems van Koninklijke Metaalunie. De vereniging staat open voor nieuwe leden die actief willen bijdragen. Kwaliteit gaat voor kwantiteit en bedrijven die zich herkennen in de thema’s, uitdagingen en kansen die hier zijn geschetst, zijn van harte uitgenodigd om zich aan te melden. “Want één ding is zeker: wie samenwerkt, staat sterker. En in een speelveld dat steeds complexer wordt, maakt dat het verschil.”
Een kijkje in de grootverspaning van Westerhof.
Een paar mooie voorbeelden van grootverspaning bij Staalbouw Boom
Veiligheid op maat: hoe alsico en ArcelorMittal samen zorgen voor een veilige werkvloer
Bij ArcelorMittal is veiligheid geen bijkomstigheid, maar een dagelijkse verantwoordelijkheid. Beschermende werkkleding speelt daarin een sleutelrol. Daarom koos ArcelorMittal enkele jaren geleden voor een intensieve samenwerking met kledingproducent alsico: een partner die niet alleen meedenkt, maar actief bijdraagt aan maatwerkoplossingen voor elk veiligheidsvraagstuk.
Eén kledingpartner voor uiteenlopende risico’s
Voor de samenwerking met alsico was het voor ArcelorMittal een uitdaging om één werkkledingleverancier te vinden die álle risico’s op de werkvloer kon afdekken. Van hitte en vuur tot chemische stoffen, snijgevaar en elektrische risico’s: de standaardkleding voldeed vaak niet aan de hoge eisen van het bedrijf. Dankzij alsico vond ArcelorMittal een partner die verder kijkt dan confectiematen. Door medewerkers op voorhand op te meten en kleding op maat te produceren, zit de
werkkleding niet alleen perfect, maar biedt die ook optimale bescherming.
Voor elke specifieke risicozone ontwikkelt alsico aangepaste kleding – denk aan arc flash-bestendige outfits voor elektriciens, of met Kevlar-verstevigde delen voor extra snijbescherming. Innovatieve materialen zoals Nomex, Proban en waterafstotend katoen maken daarbij het verschil in de praktijk. De kleding beschermt onder meer tegen vuur, hitte, chemische stoffen, gas en elektrische risico’s, en voldoet aan de strengste PBM-normen.
Materialen die beschermen én standhouden
Bij alsico gaat veiligheid hand in hand met duurzaamheid. Het bedrijf streeft naar langdurig gebruik van werkkledij door in te zetten op slijtvaste materialen, hergebruik van reststoffen en productie in eigen ateliers onder gecontroleerde omstandigheden. Door kwaliteit en levensduur centraal te stellen, vermindert alsico afvalstromen en verlaagt het de impact op het milieu – zonder in te boeten op bescherming of comfort.
“Wij ontwerpen werkkledij niet alleen voor vandaag, maar met het oog op morgen”, zegt Vincent Siau, managing director bij alsico. “Dat betekent: inzetten op duurzaamheid, functionaliteit én een lange levensduur – zonder compromissen op vlak van veiligheid.”
Samenwerken aan innovatie
De samenwerking tussen alsico en het QHSE-team van ArcelorMittal gaat verder dan productie alleen. Zo werd het ‘Alusi’-kledingstuk ontwikkeld voor medewerkers die werken op de galvanisatielijn Galsa2, waar staal met een beschermende zinklaag wordt behandeld. Ook lopen er projecten rond nieuwe kledinglijnen voor chauffeurs, lassers en personeel dat werkt in situaties met verhoogde zichtbaarheidseisen. Deze innovaties worden getest in de praktijk en voortdurend verfijnd op basis van feedback van de werkvloer.
“Wat we waarderen in alsico is hun betrokkenheid: ze begrijpen wat onze mensen nodig hebben en vertalen dat in doordachte oplossingen”, zegt Candice Teuchert, Manager Support Q3SEé bij ArcelorMittal. “Ze zijn geen klassieke leverancier, maar een partner die mee verantwoordelijkheid neemt voor het veiligheidsbeleid.”
Bescherming begint bij beschikbaarheid
Naast maatwerk en innovatie is ook beschikbaarheid cruciaal. Werkkleding moet niet alleen goed passen, maar ook direct beschikbaar zijn – zeker in een productieomgeving waar elke minuut telt. Daarom is er gekozen voor een uniek stockbeheer: zowel op de site van ArcelorMittal als bij alsico wordt een strategische voorraad aangehouden. Dankzij dit systeem kunnen nieuwe medewerkers, tijdelijke krachten of mensen met beschadigde kleding snel opnieuw uitgerust worden – zonder wachttijden of logistieke vertraging.
Deze aanpak verhoogt de reactiviteit en bedrijfscontinuïteit aanzienlijk. Nieuwe medewerkers worden bovendien bij hun start opgemeten, zodat ze meteen beschikken over persoonlijke beschermingsmiddelen die écht goed passen – fysiek én functioneel. Ook voor medewerkers met afwijkende maten levert alsico kleding volledig op maat, afgestemd op de persoon én de functie.
De kleding wordt intensief gedragen: tijdens lange shiften, in veeleisende omstandigheden en bij fysiek belastend werk. Dan is het van groot belang dat een outfit niet alleen beschermt, maar ook comfortabel zit, bestand is tegen veelvuldig wassen én tegen de dagelijkse belasting op de werkvloer.
Meer dan kleding: een cultuur van veiligheid
Veiligheid zit bij ArcelorMittal in de bedrijfscultuur. De jaarlijkse Veiligheidsdag (die was dit jaar op 29 april), interne opleidingen, dagelijkse veiligheidsbriefings en de inzet van technologie zoals AI-ondersteunde detectiesystemen maken daar deel van uit. De werkkleding van alsico speelt hierin een sleutelrol: als ‘laatste verdedigingslinie’ beschermt ze de fysieke integriteit van iedereen op de werkvloer.
En dat is niet zomaar een belofte. De nauwe samenwerking tussen ArcelorMittal en alsico is gestoeld op een gedeelde visie: dat elke werknemer recht heeft op een veilige werkdag én een veilige thuiskomst. Daarvoor is technische expertise nodig, maar ook een partner die blijft luisteren, vernieuwen en meedenken.
Scan de QR-code voor meer informatie
Veiligheid op maat dus – en dat begint bij een partner die de taal van de werkvloer spreekt.
De
spil van precisie
www.hptooling.nl - info@hptooling.nl tel. 035 539 90 90 onze spindel, de motor van klemkracht
GRATIS je vacature online binnen 15 minuten
Kom direct in contact met werkzoekende CNC Verspaners
Geen match? Geen kosten! Slechts €149,- per match
Betaal achteraf via digitale factuur
&
Bisharp bundelt versnipperde bedrijfsdata in slimme dashboards
In een sector waar de informatievoorziening vaak sterk gefragmenteerd is, biedt Bisharp een platform dat verder gaat dan traditionele ERP-functionaliteit.
Het bedrijf, drie jaar geleden opgericht, ontwikkelde een Business Intelligence- en AI-platform dat specifiek is toegesneden op de behoeften van de maakindustrie. Daarmee wil Bisharp een brug slaan tussen losse databronnen en geïntegreerde, direct bruikbare inzichten.
Volgens Douwe Beukers, oprichter van Bisharp, is het onderscheidend vermogen van het platform vooral te vinden in de brede koppelingsmogelijkheden. “We kunnen integreren met alle gangbare bedrijfssoftware in de maakindustrie. Dankzij onze standaardkoppelingen beschik je vrijwel direct over een functionerende BI-omgeving.” Daarmee wordt het mogelijk om data uit ERP-systemen, financiële software, marketingtools en andere bronnen samen te brengen in één centrale omgeving.
Strategisch inzicht
Het Bisharp-platform automatiseert de volledige dataketen: van verzamelen tot visualiseren. Deze processen komen samen in de dashboardmodule, het hart van de oplossing. De dashboards zijn speciaal ontworpen voor de maakindustrie en geven inzicht in onder meer inkoop, logistiek, productie, verkoop, service, financiën, marketing en HRM. Deze standaard dashboards worden continu doorontwikkeld, maar kunnen ook op maat worden aangepast met behulp van de Bisharp Builder. “Je kunt dashboards volledig naar eigen wens inrichten,” licht Beukers toe. “Denk aan omzet per vertegenwoordiger of het
Het Bisharp-platform brengt de volledige dataketen samen in overzichtelijke dashboards.
ziekteverzuim per afdeling. Gebruikers hebben de vrijheid om de data te tonen die voor hen relevant is, via heldere grafieken en tabellen.”
Centraal beschikbaar
Een belangrijk voordeel van het platform is de gecentraliseerde data. In plaats van te werken met losse Excel-bestanden of afzonderlijke tools, beschikt de gebruiker over één overzichtelijk portaal. Dit verhoogt niet alleen de efficiëntie, maar voorkomt ook fouten in de interpretatie of verwerking van informatie. Doordat Bisharp volledig cloud-based is, zijn de dashboards en rapportages altijd en overal beschikbaar. Daarmee ondersteunt het systeem real-time besluitvorming, zelfs buiten kantooruren of op externe locaties.
Rapportages en AI-analyse
Naast dashboarding biedt Bisharp ook geautomatiseerde rapportagefuncties. De gebruiker kan instellen welke rapporten op welk moment in welk formaat worden verzonden –bijvoorbeeld een wekelijkse update naar het verkoopteam of een maandelijkse rapportage naar de leverancier over leverbetrouwbaarheid. Vanuit deze rapporten is directe doorklik naar
de bijbehorende dashboards mogelijk. Ook is het mogelijk om dashboards te tonen op een TV in bijvoorbeeld de kantine of de productiehal. Een aanvullende module is de AI Data Analyst, waarmee gebruikers hun datasets automatisch kunnen laten analyseren. Deze functionaliteit ondersteunt diepere inzichten en detecteert patronen die met het blote oog wellicht onopgemerkt blijven. Ook kan de AI module voorspellingen maken gebaseerd op de bestaande data.
Gebruiksvriendelijk en schaalbaar Bisharp richt zich nadrukkelijk op gebruiksgemak. Via een intuïtieve interface stelt de gebruiker eenvoudig samen welke informatie wordt getoond. De omgeving is bovendien schaalbaar en geschikt voor zowel kleinere maakbedrijven als grotere industriële spelers. Met een combinatie van standaardisatie, flexibiliteit en technologische vernieuwing positioneert Bisharp zich als een volwaardige speler in de markt voor industriële BI-oplossingen. Het platform stelt bedrijven in staat om datagedreven te werken, zonder te vervallen in complexe of tijdrovende implementatietrajecten.
Klaas Bos (l) en Douwe Beukers presenteerden Bisharp tijdens de Maakindustriedag bij Style CNC Machines in Bunschoten.
RS 2 GEN2-robotsysteem heeft een nieuw rekmodulesysteem.
Het
Waar bij de vorige generatie de rekken vaste hoogtes en breedtes hadden, biedt de nieuwe versie dynamisch ingedeelde rekmodules zonder vaste afmetingen. Door het verwijderen van 'lucht' kunnen pallets efficiënter worden opgeslagen.
Hermle zet in op service en automatisering
Tijdens het Open Huis in mei presenteerde Hermle in Gosheim (D) zijn nieuwste ontwikkelingen en bedrijfsstrategie. Ondanks een uitdagend economisch klimaat is de machinebouwer positief over de toekomst: "We investeren gericht in mensen, service en technologie, waarbij automatisering een belangrijke groeipijler is binnen Hermle."
Hoewel het afgelopen jaar geen rampjaar was voor Hermle, was er wel sprake van een duidelijke daling ten opzichte van het jaar ervoor. Ook het eerste kwartaal bleef achter bij de vergelijkbare periode van het voorgaande jaar. Volgens Hermle komt de terughoudendheid in investeringen deels door de geopolitieke situatie en de onzekerheden op de Duitse markt. Net als de rest van de industrie, die kampt met een verzwakte vraag, merkt ook Hermle de gevolgen hiervan. "De hoop is dat de nieuwe regering de industrie de nodige verlichting biedt," aldus Franz-Xaver Bernhard, lid van de raad van bestuur bij Hermle. Ondanks de verzwakte economische situatie blijft Hermle investeren in de toekomst.
Investering in service
In Zimmern ob Rottweil is een nieuwe hal in gebruik genomen voor opslag van reservedelen en uitbreiding van de serviceafdeling. De locatie ligt strategisch vlak bij de snelweg, wat snelle leveringen mogelijk maakt. Ook is het wagenpark voor servicemonteurs fors uitgebreid. Elke servicebus is volledig uitgerust om op locatie alle benodigde reparaties en onderhoud uit te kunnen voeren. Volgens Bernhard is service een kernonderdeel van de strategie van Hermle: "Met een groot aantal machines in omloop, waaronder nog werkende modellen uit de jaren tachtig, is de beschikbaarheid van onderdelen en snelle ondersteuning essentieel. De eerste machine verkoopt de vertegenwoordiger, de volgende machine verkoopt de service."
Naast het groeiende aantal Hermle-machines in de praktijk, dat leidt tot een toenemende servicebehoefte, legt de toename van 24/7 onbemand produceren ook een extra druk op het serviceapparaat van de machinebouwer. "De laatste jaren neemt het aantal bedrijven dat met
behulp van automatisering autonoom produceert sterk toe. Deze machines worden maximaal belast, waardoor service-intervallen zich sneller opvolgen. Dit legt een extra druk op onze serviceafdeling." Om hierop in te spelen heeft Hermle dus nu fors geïnvesteerd in de uitbreiding van de service. Daarnaast kan Hermle de druk op de service verlichten met behulp van Remote Service. Dit krijgt een steeds prominentere rol. Waar klanten voorheen terughoudend waren, is er nu vaker bereidheid om Hermle op afstand toegang te geven tot machinegegevens. Hiermee kunnen onderhoudsplannen geoptimaliseerd worden en stilstand worden voorkomen. Uiteraard gebeurt dit alleen met expliciete toestemming van de klant.
Spindelmontage en automatisering
In Gosheim is Hermle gestart met de bouw van een nieuwe spindelassemblageafdeling. Hiervoor werd een gespecialiseerde spindelbouwer overgenomen en geïntegreerd in het bedrijf. De nieuwe faciliteit wordt voorzien van moderne klimaatinstallaties en schone werkplekken. Verder komt hier ook de 'Lehrwerkstatt' voor opleiding en training en een technologieruimte met kantine. Ook de assemblage van de geavanceerde automatiseringssystemen van Hermle is in een nieuw onderkomen geplaatst. "Inmiddels hebben we circa 30% van alle Hermle-machines in het veld geautomatiseerd. Hier liggen dus nog voldoende groeikansen," zegt Bernhard. "De vraag naar complete oplossingen groeit gestaag. Projecten
V.l.n.r.: Udo Hipp (marketingleider), Franz-Xaver Bernhard en Kai Bacher vertellen tijdens de persconferentie over de nieuwste investeringen en ontwikkelingen van Hermle.
positie binnen het magazijn.
bewegen zich steeds meer richting volledige autonomie." Hermle brengt al meer dan 25 jaar automatiseringsoplossingen op de markt voor een breed spectrum aan toepassingen. Na de start met eenvoudige palletwisselaars volgden compacte handlingsystemen en vanaf het begin werden ook robots ingezet. "De klant koopt bij Hermle zowel de bewerkingsmachine als de automatisering van één fabrikant en heeft ook wanneer service nodig is maar één contactpersoon. Dat is een belangrijk voordeel," vertelt Kai Bacher, hoofdvertegenwoordiger bij Hermle en beoogd opvolger van Franz-Xaver Bernhard.
Efficiënt en flexibel
In het verlengde van 25 jaar ervaring met automatisering presenteerde Hermle tijdens het Open Huis de RS 2 GEN2: een volledig vernieuwde generatie van het bestaande RS 2-robotsysteem. De RS 2 GEN2 is ontworpen met het oog op maximale flexibiliteit, verhoogde capaciteit en
Gen 2-bewerkingsmachines
Hoewel Hermle tijdens het Open Huis de nadruk vooral legde op service en automatisering, waren er op machinegebied ook enkele opvallende vernieuwingen te zien. Zo presenteerde de fabrikant de eerste drie modellen van de nieuwe Gen 2-serie: de C 650, C 32 en C 42. Deze modellen vallen binnen het middelgrote bewerkingssegment en markeren de start van een bredere overgang. In de komende anderhalf jaar zal het volledige machineportfolio worden overgezet naar de nieuwe Gen 2-architectuur.
De Gen 2-machines zijn gebaseerd op een volledig vernieuwde elektrotechnische architectuur. Belangrijke wijzigingen zijn de overstap naar ProfiNet als communicatiebus en het gebruik van IO-Link-sensoren, waarmee Hermle inspeelt op internationale standaarden voor slimme fabriekstoepassingen. Ook op het vlak van energie-efficiëntie zijn duidelijke stappen gezet. Zowel de koeling van de schakelkast als de spil is verbeterd, net als de integratie van hogedruksystemen. Daarnaast zijn veel nevenaggregaten voorzien van frequentiegeregelde aandrijvingen, die zorgen voor een vraaggestuurde en daarmee zuinigere werking. Verder is het koelsmeermiddelbeheer volledig herzien. Dankzij een verbeterd filtersysteem blijft het koelmiddel langer zuiver, wat bijdraagt aan processtabiliteit en lagere operationele kosten.
vereenvoudigde inzetbaarheid. Het systeem is gebaseerd op een modulair platform dat in vier varianten leverbaar is en zich eenvoudig laat configureren voor de bevoorrading van één, twee of zelfs drie bewerkingscentra. Deze uitbreiding naar drie machines is mogelijk gemaakt door de verhoogde opslagcapaciteit en autonomie van het systeem.
Een belangrijke innovatie in de RS 2 GEN2 is de nieuwe aanpak van het rekmodulesysteem. Waar bij de vorige generatie de rekken vaste hoogtes en breedtes hadden, biedt de nieuwe versie dynamisch ingedeelde rekmodules zonder vaste afmetingen. Door het verwijderen van 'lucht' kunnen pallets efficiënter worden opgeslagen. De geïntegreerde software bepaalt, op basis van lasermetingen van de hoogte en breedte van pallets met werkstukken, automatisch de optimale plaatsing in het magazijn. Hierdoor kunnen meer pallets worden opgeslagen en is er minder verspilling van ruimte. Deze flexibiliteit maakt het systeem niet alleen compacter en efficiënter, maar
De Gen 2-machines zijn leverbaar met twee besturingsplatformen: Heidenhain TNC7 en Siemens Sinumerik ONE. Deze flexibiliteit maakt het eenvoudiger om de machines te integreren in bestaande productieomgevingen.
Hermle presenteerde tijdens het open huis de eerste drie modellen van de nieuwe Gen 2-serie: de C 650, C 32 en de C 42 die op de afbeelding te zien is.
Het RS 2 GEN2-robotsysteem meet met een lasermeetsysteem de afmetingen van de pallet en het product. Op basis van die gegevens zoekt de software een perfect passende
zorgt er ook voor dat het zich eenvoudig aanpast aan veranderende productie-eisen.
Centraal in het systeem staat een zesassige robot met een draagvermogen van 210 kg. Dankzij een geoptimaliseerde plaatsing bereikt de robot de werkruimtes van maximaal drie machines, zes rekmodules, twee voorbereidingsplaatsen en twee aflegposities. De robot is tevens in staat om automatisch bekken te wisselen, wat het mogelijk maakt om snel te schakelen tussen verschillende werkstukvormen, zoals rond en vierkant. Hermle past hierbij standaard- of hybridegrijpers toe, die zowel afzonderlijk als dubbel ingezet kunnen worden. Om een volledig geautomatiseerde en procesveilige bewerking en onderdeelhandling te bieden, kunnen in de RS 2 GEN2 ook de spanklauwen van de bankschroeven volledig geautomatiseerd worden verwisseld. Dit maakt een nog grotere variatie in werkstukomvang mogelijk en vormt een optimale aanvulling op het gebied van zeszijdige bewerking.
De RS 2 GEN2 brengt niet alleen voordelen voor de gebruiker, maar ook voor Hermle zelf.
In de vorige generatie zijn 60 unieke projecten gerealiseerd met telkens maatwerk in opslag- en grijperconfiguratie. Dankzij het nieuwe modulaire systeem, dat in vier standaardvarianten leverbaar is voor pallet- en/of onderdeelhandling, is de ontwikkel- en configuratietijd sterk gereduceerd.
Pallets en klemmen wisselen
Naast de RS 2 GEN2 introduceerde Hermle nog een nieuwe automatiseringsoplossing: de HS flex hybrid. Met dit systeem presenteert Hermle een logische volgende stap in de evolutie van zijn automatiseringsoplossingen. Waar eerder systemen als de HS flex en HS flex heavy hun waarde bewezen in uiteenlopende productieomgevingen, tilt de HS flex hybrid de automatisering naar een hoger niveau. Het systeem is ontworpen voor de economische bewerking van werkstukken tot 450 kg en combineert het hanteren van pallets met de mogelijkheid om ook werkstukken die in klemmen zijn opgespannen automatisch te verwerken. Het systeem is aanpasbaar aan zes verschillende machinemodellen (C12, C22, C32, C42, C250 en C400) en kan worden geconfigureerd
met één of twee opslagmodules. Dankzij de modulaire opbouw zijn aanpassingen aan tafel, grijper en opslag eenvoudig door te voeren. Specifiek voor de hybrid-versie zijn modificaties doorgevoerd zoals mediaoverdracht via de tafel, een vergrendelbare voorbereidingsplaats, een wisselbare grijper voor zowel pallets als klemmen, en een speciale opslagmodule voor een hogere bevoorradingscapaciteit. Voor de grijperconfiguratie zijn nieuwe oplossingen geïntegreerd: een palletgrijper voor zware of grote pallets, en een wisselbare grijper voor kleinere werkstukken in klemmen. Ook het opslagsysteem is aangepast, zodat niet alleen Hermle-pallets, maar ook zogenaamde 'Schraubstücke' efficiënt kunnen worden opgeslagen en verwerkt. Het resultaat is een handlingsysteem met een hoge flexibiliteit, geschikt voor zowel serieproductie als voor toepassingen met een hoge componentvariatie en kleinere seriegroottes. De capaciteit is tot vijf keer groter dan bij eerdere generaties, terwijl de intuïtieve bediening en het Hermle Automation Control System (HACS) zorgen voor efficiënt orderbeheer.
Nederlandse verspaners weten Soraluce goed te vinden
Het afgelopen decennium heeft Soraluce een opvallend sterke groei doorgemaakt op de Nederlandse markt. Wat begon als een intensieve samenwerking tussen Bimatec Soraluce en Laagland ruim 15 jaar geleden is inmiddels uitgegroeid tot een stevig fundament waarop steeds meer bedrijven in Nederland bouwen. De combinatie van hoogwaardige technologie, diepgaande technische kennis en betrouwbare service maakt Soraluce tot een gewaardeerde partner.
In een markt waar investeringen in bewerkingsmachines vaak hoog zijn, is vertrouwen cruciaal. Voor veel Nederlandse klanten is het technisch advies van Bimatec Soraluce een doorslaggevende factor in het aankoopproces. De kennis die binnen het team aanwezig is, wordt herkend en gewaardeerd.
“Klanten weten dat zij met Soraluce niet alleen een machine kopen, maar een technisch doordachte oplossing. Die expertise strekt zich uit over diverse sectoren, van semiconductor en defence tot machinebouw en olie & gas en aerospace”, vertelt Deniz Caner van Bimatec Soraluce. Soraluce beschikt over een breed portfolio van bewerkingsmachines. Daardoor kunnen ze klanten in uiteenlopende sectoren bedienen. Het vermogen om complexe werkstukken te bewerken en de mogelijkheid tot integratie van specifieke technologieën, zoals haakse freeskoppen, geeft klanten de flexibiliteit die in moderne productieomgevingen vereist is.
Volledige ondersteuning
Wat Bimatec Soraluce onderscheidt, is de volledige ondersteuning rondom het machineproject. Al in de vroege fase van een order wordt de klant intensief begeleid. Samen met de projectleider wordt gekeken naar technische
Bimatec Soraluce en Laagland hebben de afgelopen 15 jaar een stevig fundament gelegd, waarop steeds meer bedrijven in Nederland bouwen. De foto is genomen bij GBS Gearbox Services International in Oud-Beijerland.
specificaties, afmetingen van de fabriekshal, funderingsplannen en krachtenberekeningen. Na levering volgen nauwkeurige controlemetingen voordat de machine definitief geïnstalleerd wordt. Deze gestructureerde aanpak neemt klanten veel werk uit handen. Ook na installatie blijft de ondersteuning op hoog niveau. Vanuit een servicecentrum in Limburg worden onderhoud, spindelservice, levering van reservedelen en zelfs het ter beschikking stellen van leenspindels georganiseerd. Voor specifieke vragen is er een hotline beschikbaar. De lokale nabijheid geeft klanten het vertrouwen dat nodig is bij veeleisende productieprocessen.
Een ander belangrijk aspect in de samenwerking met klanten is de ondersteuning bij de maakbaarheid van nieuwe producten. Nog voordat een werkstuk daadwerkelijk geproduceerd wordt, kunnen de technici van Bimatec Soraluce testen of het met de beschikbare machines realiseerbaar is. Deze studies vormen een belangrijke schakel in de klantondersteuning. Als er een speciale bewerkingsmethodiek nodig blijkt, dan volgt aanvullende training.
Sterke reputatie
“De groei in Nederland is het resultaat van een langetermijnstrategie waarin begeleiding, technische ondersteuning en klanttevredenheid centraal staan. Kwaliteit spreekt zich snel rond in de industrie en daar plukken we de vruchten van”, aldus Gerlof Vollema van Laagland. “Klanten zijn tevreden over de prestaties van de machines en over de service – en delen die ervaringen met
collega-bedrijven. Zo groeit de reputatie van Soraluce in Nederland gestaag.”
Bimatec Soraluce beschouwt Nederland inmiddels als een van de belangrijkste markten, direct na Duitsland. De nauwe samenwerking tussen het technische team van Bimatec en Laagland blijkt hierbij essentieel. Kennis wordt actief gedeeld, zowel intern als met klanten, om gezamenlijk tot betere productieresultaten te komen.
De reputatie van Soraluce groeit gestaag in Nederland. Dankzij betrouwbare machines, diepgaand technisch advies en lokale service weten steeds meer verspaners de weg naar Soraluce te vinden.
Bimatec Soraluce beschouwt Nederland inmiddels als een van de belangrijkste markten, direct na Duitsland.
Chiron introduceert nieuwe dimensie in microverspaning
Tijdens het open huis van Chiron in Tuttlingen (D) medio mei stond één machine centraal: de gloednieuwe Micro5 XL. Afgeleid van de Micro5 breidt deze nieuwe variant de mogelijkheden van micromachining aanzienlijk uit. Volgens Bart Venhuis van leverancier Oude Reimer is deze compacte vijfasser veel interessanter voor de Nederlandse markt dan zijn kleinere voorganger, die vooral voor de horloge-industrie was ontwikkeld. “Deze bewerkingsmachine heeft alles in huis om ingezet te worden voor een breed scala aan toepassingen en industrieën. Precies wat een Nederlandse toeleverancier op het gebied van microverspanen nodig heeft.”
De Micro5 XL biedt een bewerkingsvolume van 120 x 120 x 120 mm. Daarmee is het bereik aanzienlijk gegroeid ten opzichte van de eerste Micro5, die een bewerkingsvolume heeft van 50 x 50 x 50 mm. Het grotere bereik maakt het mogelijk om grotere en complexere werkstukken te bewerken dan voorheen mogelijk was binnen dit formaat. Tegelijkertijd blijft de installatie zeer compact: met een footprint van slechts 1,7 m², inclusief gereedschapsmagazijn, aggregaten en andere randapparatuur. Met een massa van 1.900 kg behoeft de machine tevens geen speciale fundering. De kinematik van de XL is gelijk aan die van de ‘gewone‘ Micro5 met een versnelling tot 2g en een ruk tot 900 m/s³. “De Micro5 XL vult de ruimte in het portfolio tussen het bereik van de Micro5 en de grotere FZ 08 van Chiron in. De machine is zeer interessant voor veeleisende toepassingen in de medische- en precisietechnologie, elektronica en matrijzenbouw,” aldus Venhuis.
Dynamisch en nauwkeurig
De machine is ontworpen voor maximale bewerkingsdynamiek. De lineaire assen bereiken een snelheid van 30 m/min, gecombineerd met een asversnelling tot 20 m/s². De spil, voorzien van een HSK-E 25-interface, draait met snelheden tot 50.000 min⁻¹. Deze specificaties maken de Micro5 XL bijzonder geschikt voor het bewerken van geavanceerde geometrieën in harde of moeilijk verspaanbare materialen zoals titanium en roestvast staal.
Naast de grotere afmeting kent de Micro5 XL nog een aantal voordelen ten opzichte van zijn kleinere voorganger. Waar de kleine versie werkt op 240V, maakt de Micro5 XL gebruik van krachtstroom (400 V, 16A), waardoor er meer vermogen overgebracht kan worden. Dit resulteert in hogere koppels, toerentallen en dus een hogere productiviteit. Tevens bood dit de mogelijkheid om de machine robuuster te bouwen voor een hogere nauwkeurigheid. Om die nauwkeurigheid te waarborgen, heeft Chiron rekening gehouden met de positie van alle randapparatuur. Deze staan ‘los’ van de machine om warmtebeïnvloeding tegen te gaan. Er wordt bovendien geen gebruik gemaakt van hydrauliek, om warmte-inbreng te voorkomen en alle aandrijfcomponenten worden actief gekoeld.
Chiron introduceerde de nieuwe Mcro5 XL op het open huis. De machine op de foto is de allereerste machine die is gebouwd. De tweede wordt in september op de EMO in Hannover gepresenteerd in combinatie met automatisering.
Efficiënte automatisering
De Micro5 XL is ontwikkeld met automatisering in het achterhoofd. Voor de onbemande compleetbewerking van werkstukken is de machine uitgerust met luchtdoorvoer door de tafel en een gereedschapsmagazijn met ruimte voor maximaal 100 gereedschappen. Deze worden gewisseld via een viervoudige grijper, wat resulteert in korte wisseltijden. Voor hoge proceszekerheid is de machine voorzien van hogedrukkoeling door de spil. Tot 70 bar koeling is programmeerbaar.
Voor het geautomatiseerd beladen en ontladen van werkstukken kan de Micro5 XL uitgerust worden met drie verschillende automatiseringsopties: pallethandling, producthandling en met behulp van een robot of manipulator. De automatiseringsoplossing wordt aan de zijkant van de machine gepositioneerd, waardoor de voorkant toegankelijk blijft voor de operator. Het is bovendien mogelijk om twee machines met één automatiseringsoplossing te bedienen. In totaal biedt het systeem ruimte aan zestien pallets. Verder is er nog de mogelijkheid van een spanentransporteur en een Erowa ITS 100 opname. Chiron maakt gebruik van een eigen besturingssysteem dat volgens de machinebouwer zeer gebruiksvriendelijk is. De interface is overzichtelijk en eenvoudig aan te leren. “Werkstukken die op zo’n vijfassige machine worden bewerkt, worden eigenlijk altijd met CAD/CAM geprogrammeerd. Het type besturing is wat dat betreft niet heel belangrijk meer,” aldus Venhuis.
Dubbele spil
Hoewel de onthulling van de Micro5 XL veel aandacht trok tijdens het open huis van Chiron, was dat niet de enige highlight. Ook te zien was de nieuwe DZ 22 W speed+, een bijzonder dynamische uitvoering van het dubbelspindelige vijfassige bewerkingscentrum. Deze nieuwe versie, met een spilafstand van 600 mm, is ontworpen voor de economische compleetbewerking van grotere componenten in serieproductie. Ten opzichte van de vorige generatie bereikt de DZ 22 W speed+ tot 20% hogere snelheden. Dit wordt onder meer bereikt door constructieve aanpassingen die hebben
geleid tot aanzienlijke gewichtsbesparing. Hierdoor wordt een hogere dynamiek bereikt zonder dat het benodigde elektrische aandrijfvermogen toeneemt. Verder zijn de in eigen huis ontwikkelde spillen vernieuwd. Venhuis vertelt: “Met twee spillen met een opstarttijd van slechts 0,5 seconde en een spaan-tot-spaan-tijd van 2 seconden is de DZ 22 W speed+ echt ontwikkeld voor bedrijven die zoeken naar de hoogste productiviteit. Om de wisseltijden te reduceren is de machine uitgerust met een wisseltafel, waardoor tijdens het bewerkingsproces de volgende twee werkstukken al kunnen worden klaargezet. Hierdoor wordt de stilstandtijd tot een minimum beperkt. Voor wie snel grotere series complexe werkstukken nauwkeurig wil produceren, is gebaat bij de nieuwe DZ 22 W speed+.”
Interessante demo’s
Naast nieuwe machines konden bezoekers tijdens het open huis vrijwel alle technologie van Chiron bekijken. Zo waren er interessante demo’s op
onder andere een MT 715 Two+, een multitasker voor draaien, frezen, boren, tandwielfrezen en profielbewerking. De multitasker kan met behulp van een turret of een gereedschapsblok gelijktijdig op zowel de hoofd- als subspil bewerken, voor hoge productiviteit. De machine staat bekend om zijn snelle wisseltijden, korte doorlooptijden en de mogelijkheid tot koppeling met diverse automatiseringsoplossingen. Ook interessant was de presentatie van de digital twin met behulp van ProtectLine op een vijfassige FZ 16 S. Met deze optie kunnen alle asbewegingen en versnellingen van de machine worden gesimuleerd. Tevens was de relatief nieuwe vijfassige FZ 19 S te zien, die vorig jaar op de AMB in Stuttgart werd geïntroduceerd. Tijdens het open huis toonde Chiron de prestaties van dit bewerkingscentrum door live een titanium steun voor een landingsgestel te bewerken. De machine is hiervoor uitgerust met een krachtige HSK-A100-interface en een maximaal spindelkoppel van 408 Nm.
De nieuwe DZ 22 W speed+ is een dynamische uitvoering van het dubbelspindelige vijfassige bewerkingscentrum.
De foto toont de bewerkingskamer van de machine met een B-as zwenktafel (bereik: - 90°/ + 120°). Interessant is ook de afdekking met zeil. Dit zorgt voor minder wrijving. Tijdens het open huis werd de Micro5 XL ingezet voor de bewerking van een botplaat uit titanium.
Minder wissels, maximale output –precisie die tijd en geld bespaart.
Micropilot boor: WTX - Micropilot
▲ Geavanceerde geometrie
▲ Boren op schuine of oneffen vlakken
▲ Optimale spaanafvoer
▲ Langere standtijd
cts.ceratizit.com/nl/wtx-micro
WTX Micropilot.indd 1
Tot slot waren er diverse partners aanwezig die interessante oplossingen presenteerden in combinatie met de machines van Chiron. Zo toonde Motorex de voordelen van optimaal koelsmeermiddelbeheer met behulp van de Fluidlynx, een geautomatiseerd doseer- en meetsysteem dat onder andere de concentratie, pH-waarde en temperatuur bewaakt. Een andere opvallende techniek in het democentrum van Chiron was het wrijvingsroerlassen, gepresenteerd met partner RRS Schilling. Tijdens het open huis werd een demowerkstuk van twee verschillende legeringen getoond die met deze techniek werden verbonden. De methode gebruikt geen smeltbad, maar een smeedproces en is daarmee ideaal voor
het creëren van gas-, lucht- en vloeistofdichte verbindingen. In de ‘lasnaad’ ontstaan namelijk geen poriën, wat deze techniek bij uitstek geschikt maakt voor toepassingen in vacuümomgevingen. Omdat er bij het wrijvingsroerlassen een druk van 8 kN ontstaat, werken er aanzienlijke axiale en radiale krachten op de spil van de machine. Daarom kan de
Chiron-machine worden aangepast met versterkte lagers. Het is zelfs mogelijk om deze technologie later te integreren in bestaande machines. Al met al bood het open huis van Chiron de bezoekers volop gelegenheid om hun technologische nieuwsgierigheid te voeden met innovatieve oplossingen en inspirerende demonstraties.
Met twee spillen worden twee werkstukken gelijktijdig vijfassig bewerkt op de DZ 22 W speed+
Tijdens het open huis presenteerde Chiron veel interessante demo’s, waaronder de productie van een titanium luchtvaartdeel op een vijfassige FZ 19 S.
Het seminar van Ceratizit over de verspaning van roestvast staal mocht op veel interesse rekenen. Duidelijk een teken dat verspaners zoeken naar efficientere methoden om dit uitdagende materiaal te bewerken.
Bewerking van roestvast staal vraagt om gezamenlijke aanpak
In mei organiseerde Ceratizit een technisch seminar waarin de bewerking van roestvast staal (RVS) centraal stond. Samen met partners GROB, CAD2M, Optimol Lubrication en Blum Novotest werd het evenement gehouden in het Technical Center van Ceratizit. Deelnemers werden tijdens inhoudelijke kennissessies en live demonstraties meegenomen in de complexiteit én mogelijkheden van RVS-verspaning.
Het seminar bood een breed én diepgaand overzicht van de factoren die bepalen of een verspaningsproces succesvol is. Van machineontwerp tot gereedschapsgeometrie en van koelsmeerstrategie tot CAM-programmering: alles grijpt in elkaar binnen een gezamenlijke aanpak. De keuze voor RVS als thema bleek een schot in de roos. Het seminar was snel volgeboekt, waarop de organisatie besloot om eind juni een tweede editie te organiseren –ook deze was binnen korte tijd volledig gevuld. “Dat is een duidelijk teken dat de markt worstelt met de bewerking van RVS en zoekt naar manieren om dit efficiënter te doen,” zegt Tinus Zuetenhorst, directeur van Ceratizit Nederland. Volgens hem kunnen de uitdagingen die RVS met zich meebrengt prima worden overwonnen, mits er gebruik wordt gemaakt van de juiste gereedschappen én strategieën.
Innovatieve gereedschappen
Tijdens het seminar werden diverse innovatieve gereedschappen gepresenteerd, waaronder de WTX – Micro, de nieuwe WTX – Micropilot en
de duurzame S-Cut frees. Deze gereedschappen werden live gedemonstreerd op een vijfassige bewerkingsmachine van GROB.
De WTX – Micro en WTX – Micropilot zijn speciaal ontwikkeld voor
De nieuwe WTX – Micropilot is ontwikkeld om direct te boren op hellende of gebogen oppervlakken tot 50°.
microbewerkingen. De Micropilot onderscheidt zich doordat hij in staat is om direct te boren op hellende of gebogen oppervlakken tot 50°, zonder dat voorbewerking nodig is. Deze unieke eigenschap wordt mogelijk gemaakt door een vlakgeometrie met een punthoek van 160°, waarmee het gereedschap gecontroleerd het materiaal in duikt. De Dragonskin-coating zorgt bovendien voor een efficiënte spaanafvoer en een langere standtijd. De WTX – Micropilot is geschikt voor boordieptes tot 2,5xD en werkt optimaal samen met de WTX – Micro.
Alle WTX-microboren beschikken over een speciale puntgeometrie die zorgt voor hoge positioneringsnauwkeurigheid en uitstekende centreereigenschappen. Dankzij het gepatenteerde slijpproces en de gelapte oppervlakken van de spaankamers is een veilige en snelle spaanafvoer gegarandeerd. De microboren zijn voorzien van spiraalvormige interne koelkanalen en een krachtkamer over de volledige schachtlengte (bij 5xD), waardoor de koelvloeistofstroom richting de snijkant geoptimaliseerd wordt. Dit zorgt voor een stabiele druk en draagt bij aan een langere standtijd, vooral bij diepboren in moeilijk verspaanbare materialen zoals RVS.
Verdubbeling van snijsnelheid
Ook de prestaties van de S-Cut frees maakten indruk. Dit universele, volhardmetalen gereedschap – vervaardigd uit 100% gerecycled hardmetaal – verdubbelde tijdens de demonstraties de snijsnelheid van 140 naar 280 meter per minuut, zonder concessies te doen aan de processtabiliteit. Hoewel de standtijd bij deze verhoogde parameters afneemt, weegt de toename in productiviteit in veel gevallen ruimschoots op tegen de extra gereedschapsbelasting. Ceratizit toonde hiermee aan dat duurzaam geproduceerde gereedschappen niet onderdoen voor conventionele alternatieven. Integendeel: uit interne tests blijkt dat de S-Cut tot 30% beter presteert dan andere universele gereedschappen uit het eigen assortiment. Dit is onder meer te danken aan geoptimaliseerde
snijgeometrieën, een nieuwe coating en het upGrade CT-GS20Y hardmetaal van de ProACT-Millserie.
Meer dan alleen gereedschap
Maar alleen met goed gereedschap kom je er niet. De machine-infrastructuur speelt een minstens zo belangrijke rol. Gerard Bogaarts, directeur van GROB Benelux, presenteerde de voordelen van een horizontale machineopstelling – een kenmerk van GROB-machines. Dankzij deze opstelling wordt een betere spaanafvoer en temperatuurhuishouding gerealiseerd, wat cruciaal is bij de bewerking van materialen als RVS. Innovaties zoals asymmetrisch geplaatste glijschoenen onder de spindel zorgen voor extra stabiliteit en minimaliseren trillingen en resonantie.
Software maakt het verschil
Naast gereedschap en machine speelt ook software een sleutelrol. CAD2M demonstreerde
hoe moderne CAM-systemen zoals iMachining van SolidCAM bijdragen aan een optimaal verspaningsproces. Door gebruik te maken van dynamische bewerkingsstrategieën – waarbij onder meer contacthoek en snijbelasting realtime worden geoptimaliseerd – kan het verspaningsvolume aanzienlijk worden verhoogd. Vooral bij materialen zoals RVS, waar constante snijkrachten vereist zijn, blijkt deze aanpak zeer effectief.
De achterliggende software-wizard houdt rekening met meerdere parameters, zoals gereedschapsgeometrie, machinekenmerken en materiaalspecificaties. Hierdoor ontstaan sneller betrouwbare bewerkingsinstellingen, zelfs bij complexe contouren of variabele wanddiktes. Tijdens de live demonstratie werd duidelijk hoe deze slimme software bijdraagt aan proceszekerheid én efficiëntie.
Tijdens het seminar werden live verschillende gereedschappen en bewerkingsstrategieën in actie gepresenteerd op een vijfasser van Grob.
Automatische ontbraamfunctie in hyperMILL 2025
Open Mind introduceert hyperMILL 2025, de nieuwste versie van zijn CAD/CAM-suite. De release bevat een reeks innovaties die de efficiëntie en nauwkeurigheid van bewerkingsprocessen verhogen. Een van de grootste vernieuwingen is de geautomatiseerde ontbraamfunctie, die het proces vereenvoudigt en standaardiseert.
Bij het bewerken van componenten zijn ontbraamde randen en gaten essentieel voor zowel de functionaliteit als de uitstraling van het eindproduct. hyperMILL 2025 introduceert drie nieuwe strategieën voor het direct op de machine ontbramen van verschillende geometrieën. Dankzij deze methoden kunnen gebruikers snel, betrouwbaar en met hoge kwaliteit scherpe randen verwijderen. De software ondersteunt zowel drie-assige als vijfassige bewerking. Na
selectie van de randen berekent hyperMILL automatisch de optimale freesbanen. Dit geldt ook voor het ontbramen van gaten en kruisende gaten. Een aanvullende strategie maakt gebruik van een borstelgereedschap voor het verbeteren van oppervlakken en het ontbramen van onder andere schroefdraad. Gebruikers kunnen per bewerkingsfase parameters zoals spindeltoerental, voeding, koelmiddel en verblijftijd exact instellen.
Vijfassige precisie
Het nieuwe 5-assige algoritme in hyperMILL berekent een optimale bewerkingsvolgorde van simultane en geïndexeerde gereedschapsbewegingen, dankzij de voorafgaande analyse van de volledige gereedschapsbaan. Geïndexeerde bewerkingen (die de voorkeur genieten omdat ze sneller verlopen) en simultane bewerkingsfasen worden automatisch geselecteerd. Met de nieuwe 5-assige ISO-bewerkingsstrategie kunnen oppervlakken worden bewerkt volgens het verloop van de ISO-lijnen (U en V). Een nieuwe hoog nauwkeurige oppervlaktemodus met een homogene puntverdeling kan hier worden gebruikt, naast voedingsaanpassing voor krommingen en 3D-radiuscorrectie. Dit is ook beschikbaar in 5-assige profielbewerking voor oppervlakte- en holtebewerking. Beide strategieën zijn aanpassingen van bewezen 3D-technieken.
Frezen en draaien
Voor het 3D-voorbewerken is het algoritme voor kamerfrezen opnieuw ontworpen. Vooral bij grote zijdelingse aanzetten zorgt dit voor meer efficiëntie. De gebruiker heeft nu meer controle over de
contourradius en baanradius, cruciaal voor de nieuwe ‘asparallelmodus’ bij vlakke oppervlakken. Ook voor draaibewerkingen biedt hyperMILL 2025 nieuwe mogelijkheden. Zo kun je via het 3D-model snel een V-schets maken voor contourdraaien. Hiermee worden toleranties gedefinieerd en kan de contour automatisch naar het midden van die toleranties worden gepositioneerd. De automatische ruwmateriaalketen zorgt voor continuïteit en voorkomt fouten bij het wisselen tussen bewerkingen of bij complexe projecten.
Virtual Machining
hyperMILL 2025 biedt uitgebreide ondersteuning voor virtuele machines, inclusief draaibanken met turret en hoofdspil. Fanuc-, Mitsubishi- en Siemens-besturingen worden nu ondersteund. Nieuw is de mogelijkheid om jobcalculaties direct binnen de virtuele machine uit te voeren. Dit betekent botsingscontrole en optimalisatie van gereedschapsbanen tijdens de berekening, wat vooral in krappe ruimtes voor zekerheid zorgt.
MES-integratie
De integratie met Hummingbird-MES is verder verdiept. Gereedschapsdata uit hyperMILL worden nu gesynchroniseerd met het MES-systeem, wat zorgt voor consistente en betrouwbare data. Gereedschappen kunnen inclusief technologieparameters direct vanuit hyperMILL geëxporteerd worden en worden automatisch vergrendeld zodra ze overgezet worden naar Hummingbird. Dit voorkomt fouten en versnelt het proces, van CAM tot productie.
Calculeren met een virtuele machine: nauwkeurigere en geoptimaliseerde gereedschapspaden.
HyperMILL 2025 biedt een pakket met uitgebreide strategieën voor het direct op de machine ontbramen.
Efficiënter voorkotteren
BIG Daishowa introduceert zijn eigen ZNnegatieve wisselplaten voor de SW-voorkotterkop. Deze zijn ontworpen en geproduceerd voor SWkottergereedschapstoepassingen en zorgen voor hoge prestaties en efficiëntie.
De ZN-negatieve wisselplaten hebben ontwerp met zes snijkanten, waardoor het aantal snijkanten verdubbelt in vergelijking met conventionele positieve wisselplaten. Dit vermindert het grondstoffenverbruik, verlengt de standtijd en verlaagt de bewerkingskosten. Door de combinatie van stapsgewijs snijden en uitgebalanceerd snijden, optimaliseren de wisselplaten de materiaalafname en verbeteren ze de bewerkingsefficiëntie.
Toepassingen
De wisselplaten zijn speciaal ontworpen voor ZN-wisselplaatpatronen in SW-kottergereedschappen en zijn ideaal voor het bewerken van staal en gietijzer, waardoor ze geschikt zijn voor toepassingen in de matrijzen- en matrijzenindustrie, maar ook voor het bewerken van gietstukken en grote gelaste onderdelen.
De SW-voorkotterkop ondersteunt zowel positieve als negatieve wisselplaten, waardoor deze eenvoudig uitwisselbaar zijn door simpelweg de cartridge te vervangen. Een enkele set cartridges maakt zowel stapsgewijs als uitgebalanceerd snijden mogelijk door de cartridge om te keren, waardoor automatisch de juiste hoogte wordt gegarandeerd. Dankzij het gepatenteerde ontwerp van BIG Daishowa behoudt de negatieve wisselplaat dezelfde aanloophoek ten opzichte van het materiaal, waardoor snijprestaties worden geleverd die gelijk zijn aan of beter zijn dan die van positieve wisselplaten. Bovendien bieden de ZN-wisselplaten een langere standtijd, waardoor de operationele kosten verder worden verlaagd.
De SW-kotterkop is ontworpen voor eenvoudige instelling en afstelling en
Een SW-voorkotterkop met ZN-negatieve wisselplaten.
verwijdert het materiaal sneller. De stijve constructie zorgt voor een veilige verbinding tussen de behuizing en de cartridge door middel van nauwkeurig geslepen diepe kartels, waardoor de stabiliteit tijdens het bewerken wordt verbeterd. De nieuwe ZN-negatieve wisselplaten zijn verkrijgbaar in twee maten, ZN05 en ZN08, en compatibel met SW-kotterkoppen met een diameter van 20 mm tot 203 mm
Spandoorn met zeshoekige piramidevorm
Hainbuch heeft met de nieuwe Maxxos spandoorn een innovatieve stap gezet in het optimaliseren van opspanprocessen. In plaats van de traditionele ronde kegels maakt deze spandoorn gebruik van een zeshoekige piramidevorm, waarmee aanzienlijk hogere overbrengingskrachten en nauwkeurigheden worden gerealiseerd. Het resultaat: kortere insteltijden, meer spindeltijd en hogere productiviteit.
De Maxxos is ontworpen voor veeleisende productieomgevingen en won onlangs de AMB-award in de categorie Precisiegereedschap. Dankzij de nieuwe geometrie kan tot 155% meer draaimoment worden overgedragen en tot 57% meer buigstijfheid worden bereikt in vergelijking met eerdere modellen zoals de Mando-serie. Een belangrijk voordeel van de zeshoekige vorm is de perfecte passing tussen de segmentspanhuls en de spanpiramide. Dit zorgt voor een stabiel en trillingsarm spanproces, met minder gereedschapsslijtage en een langere levensduur van het gereedschap. De Maxxos is leverbaar met verschillende rondloopnauwkeurigheden, van ≤ 10 micrometer tot zelfs ≤ 2 micrometer op aanvraag. De spandoorn is verkrijgbaar in meerdere uitvoeringen en dekt klemdiameters van 18 tot 100 mm af. Er zijn twee varianten beschikbaar: de T211, geschikt voor gebruik met een trekbout in proceszekere omgevingen, en de T212, ontworpen voor toepassingen zonder trekbout zoals korte, blinde boringen.
De nieuwe Maxxos spandoorn van Hainbuch heeft een zeshoekige piramidevorm voor maximale overbrengingskrachten en nauwkeurigheden. De foto toont de T211 die gebruik maakt van een trekbout.
Barrel vingerfrees
Sandvik Coromant heeft de CoroMill Plura barrel geïntroduceerd, een nieuwe serie volhardmetalen vingerfrezen die speciaal is ontwikkeld voor efficiënte profielfreestoepassingen. Dankzij een innovatieve barrelvorm met vergrote contactradius zijn tot 90% kortere cyclustijden mogelijk, terwijl tegelijkertijd de oppervlaktekwaliteit en bewerkingsefficiëntie sterk verbeteren.
In vergelijking met traditionele radiusfrezen biedt het ontwerp van de CoroMill Plura barrel een hogere oppervlakteverwijderingssnelheid en een lagere oppervlakteruwheid. Door de verminderde ribbelhoogte tussen de freesgangen wordt een superieure oppervlakteafwerking bereikt, zelfs bij complexe 3D-contouren en ondiepe snedes. Het gereedschap is bij uitstek geschikt voor veeleisende sectoren zoals lucht- en ruimtevaart, medische technologie en de olie- en gasindustrie. Specifieke toepassingen zijn onder meer motorblisks, waar hoge precisie en stabiele prestaties vereist zijn.
De CoroMill Plura barrel is beschikbaar in diverse materiaalspecifieke hardmetaalsoorten, waaronder T2CH voor titanium en R2AH voor superlegeringen, beide voorzien van de slijtvaste Zertivo 2.0-coating. Voor klantspecifieke toepassingen biedt Sandvik Coromant een Tailor Madeservice en ondersteuning via het CoroPlus Tool Guide-platform.
Step-point spiraalboor
Met de Step-point spiraalboor (11.434) kan men ergonomisch en gecontroleerd boren.
De Step-point spiraalboor met TiN-tip is voortaan ook te koop in International Tools. Gereedschappenleverancier Van Ommen breidt de International Tools gereedschappenlijn voor prijsbewuste kopers verder uit met niet alleen deze spiraalboor, maar ook met frezen.
Met deze uitbreiding van het assortiment komen de voordelen van de Steppoint technologie binnen handbereik van iedere materiaalbewerker die op zoek is naar een prijsgunstig alternatief en een betrouwbare kwaliteit. Met de Step-point spiraalboor (11.434) kan men ergonomisch en gecontroleerd boren. Het effect is dat de boor op een gelijkmatige wijze kwalitatief hoogwaardige gaten boort die braamarm zijn. De TiN-tip zorgt voor lange
standtijd en door de drievlaks schacht slipt de boor niet in de boorkop. Deze boor is geschikt voor gebruik in plaat- en profielmateriaal.
Uitbreiding productlijnen
Het International Tools assortiment wordt steeds groter; naast boren, tappen en verzinken, is ook frezen inmiddels als productlijn aan het assortiment toegevoegd. Van Ommen speelt hiermee in op de vraag naar universele gereedschappen voor de verspaning die een scherpe prijs combineren met goede kwaliteit. Het sluit naadloos aan op de visie van Van Ommen om voor de klanten naar de meest effectieve oplossing te zoeken. Daar waar men niet direct de premium kwaliteit van Phantom nodig heeft, biedt International Tools een prijsbewust alternatief.
De nieuwe CoroMill Plura barrel van Sandvik Coromant is een volhardmetalen vingerfrees, specifiek ontworpen voor profielfreestoepassingen.
Productieve tappen
Draaibanken voor zware bewerking
De Duitse machinebouwer Spinner heeft een nieuwe generatie krachtige CNC-draaibanken gelanceerd onder de modelnaam TS850 en TS850-XL. Met deze uitbreiding richt Spinner, in Nederland vertegenwoordigd door Limas, zich op de bewerking van grote werkstukken met draailengtes tot respectievelijk 1.250 en 1.850 mm. De machines zijn geschikt voor klauwplaatdiameters tot meer dan 500 mm en een stafdoorlaat tot 125 mm.
De TS850/TS850-XL is leverbaar in verschillende configuraties, waaronder met losse kop of volwaardige tegenspindel, en optioneel uitgerust met bovenliggende revolver met Y-as of een CNC-gestuurde losse kop. Ondanks het grote bewerkingsbereik blijven de machines compact en toegankelijk van ontwerp – een bekend kenmerk van Spinner.
De nieuwe serie biedt een hoge verspaningscapaciteit, zowel bij klauwplaatwerk als bij bewerking vanaf stafmateriaal. Gebruikers kunnen kiezen uit twee krachtige motorspindels voor zowel hoofd- als tegenspil, waardoor flexibiliteit in de productie toeneemt. Het haaks geplaatste 90° bed zorgt daarbij voor een efficiënte spanenval, ondersteund door een brede spanentransporteur voor optimale afvoer.
Voor de besturing is keuze uit de nieuwste generatie Siemens Sinumerik One met 24" touchscreen of de Fanuc 31iTB-Plus met 15" bediening. Met deze serie speelt Spinner in op de vraag naar compacte, krachtige draaibanken voor grotere werkstukken en hoge productiviteit, zonder concessies aan bereik of gebruiksgemak.
Seco Tools heeft zijn assortiment schroefdraadtappen flink uitgebreid met de introductie van twee nieuwe series: de T30 en T35. Met deze uitbreiding biedt het bedrijf oplossingen voor zowel flexibele als materiaalspecifieke toepassingen, gericht op hogere productiviteit, langere standtijden en lagere kosten.
draadbewerking met hoge standtijd en proceszekerheid. een extreem harde, gladde en slijtvaste oppervlaktestructuur, wat resulteert in een voorspelbare en lange standtijd. De T35-N-tap blinkt uit in aluminium door zijn grote, gladde spaangroeven, die zorgen voor efficiënte spaanafvoer en een hoge draadkwaliteit. Volgens productmanager Radoslaw Zdanowski levert de T35-serie vooral waarde in omgevingen met hoge productievolumes per materiaalsoort, waar betrouwbaarheid en proceszekerheid cruciaal zijn.
De nieuwe T35-serie is ontworpen voor hoogwaardige schroefdraadproductie in specifieke materiaalsoorten. Zo is er de T35-P voor gelegeerde staalsoorten, T35-K voor gietijzers, T35-H voor harde en abrasieve materialen en T35-N voor aluminium. De T35-tappen (met uitzondering van de aluminiumvariant) zijn voorzien van een TiAlSiN-coating via HiPIMS-technologie. Deze coating zorgt voor
Voor meer flexibele productie introduceert Seco de T30-tappen, met een universele geometrie geschikt voor uiteenlopende materialen. Deze tappen zijn met name interessant voor bedrijven die actief zijn in high-mix, low-volume productie. Dankzij hun brede inzetbaarheid kunnen T30-tappen helpen bij het verminderen van de hoeveelheid gespecialiseerde gereedschappen in de voorraad.
Nieuwe van Seco voor materiaalspecifieke
efficiënter buisbewerken
• Buizen, stafmateriaal en profielen makkelijker terugvinden
• Restmateriaal efficiënter opbergen
• Gemiddelde terugverdientijd 3 jaar
• Veiliger voor personeel
• Maximaal rendement op de m2
Bezoek onze website en vraag een vrijblijvende offerte aan!
geautomatiseerde opslagsystemen voor langgoed
LM Logic E-6
LM Logic XL
LM Compact
LM Logic D-6
DUITSE PRECISIE, NU DIRECT UIT VOORRAAD LEVERBAAR!
Door de uitbreiding met Hofmann & Vratny frezen bieden wij u nu voor elk materiaal de juiste freesoplossing.
• 4.000+ types volhardmetalen frezen
• Superieure standtijd en bewerkingskwaliteit
• Innovatieve geometrie voor maximale proceszekerheid
• Snelle levering: 1-2 werkdagen
Kies voor het verschil
• Minder gereedschapswissels
• Gladdere oppervlakken
• Lagere kosten per product
Vraag nu vrijblijvend een offerte aan!
Mail of bel naar: info@hhtools.nl - 010 – 204 06 80
U DE UITDAGING, WIJ DE OPLOSSING
HOFMANN & VRATNY – HIGH-END FREZEN, EXCLUSIEF BIJ HERSBACH TOOLS