
6 minute read
Friction Stir Welding


Bearbetning: Staffan Mattson
En innovativ teknologi för aluminiumsvetsning
Friction Stir Welding (FSW) är en etablerad teknik för sammanfogning av aluminiumdelar sedan 1995. Alla aluminiumlegeringar kan svetsas, även höghållfasta legeringar i 2000-, 6000- och 7000-seriena. Metoden används också för sammanfogning av olika material, såsom aluminium mot koppar eller aluminium mot stål, även i gjutet tillstånd. FSW är dock fortfarande en teknologi reserverad för applikationer med högt mervärde som involverar dyr utrustning. Ny generation FSW-utvecklare StirWeld, ett ungt franskt nystartat företag, har utvecklat ett FSW-svetshuvud som passar befintliga bearbetningscentra eller NC-verktygsmaskiner. Detta gör FSW tillgängligt för alla tillverkningsföretag, särskilt
små och medelstora företag, eftersom de flesta verkstäder redan är utrustade med NC-maskinen.
Denna nya svetsutrustning kräver bara några timmars träning och blir ett verkligt hybridverktyg som kombinerar svetsning och bearbetning. Dessutom kan detta sätt spara tid eftersom komponenterna kan svetsas och bearbetas på samma plats och med samma maskin. Systemet är lämpligt för små eller stora arbetsstycken, med en svetstjocklek tunnare än 15 mm, vilket är tillräckligt för de flesta applikationer.
På detta sätt minskar StirWeld drastiskt kostnaden för FSW-tekniken samtidigt som man förespår prestanda som är identiska med en specialmaskin eller FSW-robot (kraftkontroll, kvalitetsinspelning). StirWeld-innovationen gör det möjligt för företag att optimera sina maskiner och implementera ny kunskap för sina kunder.
Fördelar med FSWsvetshuvudet för NCverktygsmaskiner: • Låga investeringskostnader jämfört med specialmaskiner eller robot FSW-stationer. • Anpassningsförmåga: Trots bristen på standard för bearbetningscentra kan StirWeld-huvudet anpassas till alla NC-verktygsmaskiner. • Enkel användning och installation. Efter den första installationen kan användaren montera och demontera huvudet på några minuter samt enkelt byta från svetsning till bearbetning och vice versa.
I dag är Cap Group i Lisieux, Frankrike, den första franska underleverantören som erbjuder denna FSW-teknik till sina flyg- och rymdkunder.
Bilsektorn är också intresserad av innovationen. PSA och Saint-Jean Industries har välkomnat detta FSW-huvud på sina NC-verktyg för testkampanjer.
FSW-teknologi 1995 uppfanns en ny svetsteknik av The Welding Institute (TWI): Friction Stir Welding (FSW). Sedan 2015 har TWI-patentet gått ut och öppnar nu stora möjligheter för andra att utveckla FSW-tekniken.
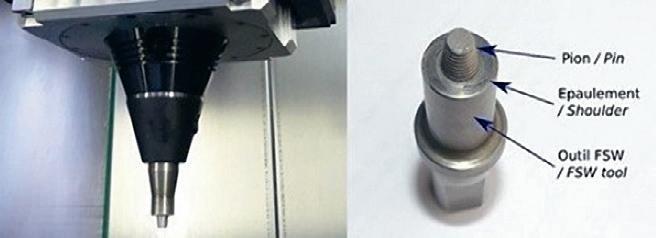
FSW-principen Steg 1: FSW-verktyget består av en skuldra för att värma upp materialet genom friktion och en pinne för att röra ihop metalldelarna.
Steg 2: Delarna spänns fast antingen kant mot kant (svetsning) eller genom överlappning (överlappssvetsning).
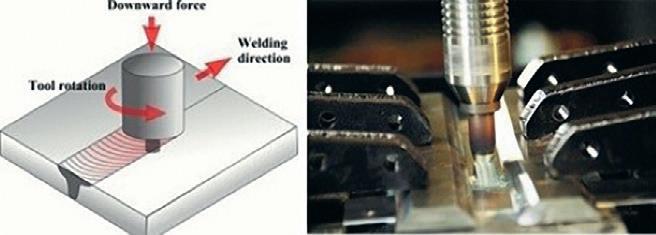
Steg 3: Verktyget roteras (hastighet från 400 till 1 800 rpm) och trycks sedan vertikalt in i materialet. Steg 4: Efter en temperaturstabiliseringsfas (1–5 sek) rör sig verktyget längs svetsfogen (konstant hastighet på 200–3 000 mm / min beroende på komponenternas beskaffenhet och tjocklek).
Steg 5: Under rörelse appliceras en kontrollerad kraft (3–18 kN) på FSW-verktyget. Värmen som genereras av friktionen gör materialet mjukare och verktyget rör om delarna. Svetsningen utförs i fast tillstånd utan materialsmältning. Steg 6: I slutet av svetsen lyfts verktyget vertikalt och lämnar efter sig ett hål. Detta hål ses ofta som en defekt, men det finns flera lösningar för att lösa denna nackdel.
Fördelar med FSW Kostnadsfördelar: • Minskning av efterföljande kontroll • Inget tillsatsmaterial, ingen materialinmatning, ingen ytförberedelse


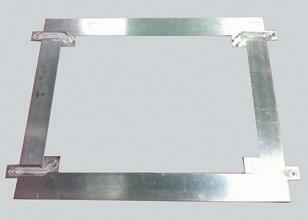
De två FSW-svetsarna i mitten av var och en av de två profilerna är överlappssvetsar.
• Svetsningen utförs i en NC-verktygsmaskin, vilket ger investeringar på låg nivå • Möjligheter finns att hyra ett
FSW-huvud för att ytterligare begränsa investeringen Materialfördelar: • Svetsning av alla aluminiumlegeringar (1xxx, 2xxx, 4xxx, 5xxx, 6xxx, 7xxx) • Mekaniska egenskaper nära basmaterialets • Al-Si: Lätt svetsning av gjutet aluminium, även pressgjutgods • Inget läckage av vatten, syra eller luft • Utomordentlig termisk och elektrisk ledningsförmåga
FSW-svetsningen i mitten av delen är en svetsning kant mot kant.
Processfördelar: • Kompenserar för bristen på kvalificerade svetsare • Osynlig svets på baksidan och låga krav på bearbetning på svetssidan • Ersätter hårdlödning, TIG och MIG • Kall svetsning ger minimal deformation av komponenter • Inget krångel, ingen rök Kundfördelar: • Redan accepterad inom flyg-, fordons-, rymd-, järnvägs- och marinsektorn • Befintlig svetsstandard: ISO 25239 Innovation: FSW för NC-verktyg Sedan 1995 är FSW en fullt utvecklad teknik för sammanfogning av aluminiumkomponenter. StirWeld-uppfinningen använder ett NC-verktyg för FSW. Innovationen minskar drastiskt investeringskostnaden för tillgång till FSW samtidigt som den erbjuder prestanda som är identiska med en speciell FSW-maskin.
Detta optimerar verktygsmaskinerna och diversifierar deras tekniska erbjudande till kunderna. I dag litar flera företag på denna teknik: Cap Group i Lisieux, en fransk ledande underleverantör för FSW, PSA och Saint-Jean Industries för fordonsapplikationer.
Fördelar med FSW för NC-maskincenter: • Låga investeringskostnader jämfört med specialmaskiner eller robotiserade FSW-stationer • Trots bristen på standard för bearbetningscentra kan Stir-
Weld-huvudet anpassas till alla
NC-verktygsmaskiner • Enkel användning och installation. Efter den första installationen kan användaren montera och demontera huvudet inom några minuter, enkelt och byta från svetsning till bearbetning och vice versa.
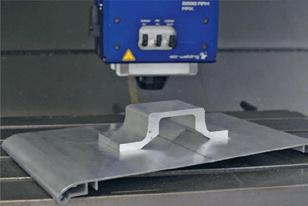
FSW-applikationer på NC-verktygsmaskiner Fogning av aluminiumprofiler: Pressning av aluminiumprofiler är begränsad till en bredd på 500 mm (tekniska och ekonomiska problem över denna storlek). FSW gör det möjligt att tillverka komponenter vars dimensioner inte kan uppnås i en enda pressning. Exempel finns inom fordon, järnväg, sjöfart och flygteknik.
Ram tillverkad med aluminiumprofiler och FSW

Detalj av en ramsvetsning (före slutbearbetning)

Kylflänsarna är svetsade till en elektronisk låda.
FSW ersätter traditionella fogningstekniker (t.ex nitning, MIG-svetsning, limning): De mest höghållfasta aluminiumlegeringarna är inte svetsbara med konventionell smältsvetsteknik på grund av deras kemiska sammansättning och risken för sprickbildning (2000- och 7000-serien). Dessa legeringar fogas för närvarande genom skruvning, limning eller nitning.
Många företag skulle vilja ersätta sina konventionella processer för att sänka tillverkningskostnaderna samtidigt som den mekaniska hållfastheten kan höjas. FSW resulterar i en snabb och höghållfast fogning av alla aluminiumlegeringar. Exempel på användningsområden är flyg och väg- och vattenbyggnad (broar). FSW är ett av de viktigaste framstegen inom tillverkningen av NASA:s

FSW av två omgjorda delar.
bränsletankar för rymdfart, och Space X-raketerna.
Tillverkning av kylkroppar eller andra slutna system: En aktiv kylkropp är en aluminiumkomponent med en vätska som cirkulerar och kyler elektronikkomponenter. Konventionell fogningsteknik (skruvning, hårdlödning eller svetsning) kan leda till kvalitetsproblem (läckage, mekanisk hållfasthet), design (komplexa geometrier är inte möjliga) och tillverkning (tidskrävande installation). FSW leder till perfekt täta svetsar som är motståndskraftiga mot höga tryck.
Dessutom är FSW mycket lätt att införa, även för små serier och komplexa geometrier. Exempel på användningsområden är flyg, järnväg, vindkraftverk, militär. Svetsning av gjutgods: Aluminiumgjutgods är svåra eller omöjliga att svetsa med konventionella processer (gasbildning i gjutet aluminium). FSW tillåter till och med svetsning av pressgjutgods, genom svetsning i fast tillstånd utan smälta. Exempel på användningsområden är fordon och elektronikhöljen. Flera biltillverkare har använt FSW för att optimera fordonets vikt utan att de mekaniska egenskaperna påverkas.
Fordonsindustrin använder redan FSW för hjultillverkning (Saint Jean Industries), batterihöljen (Renault, Tesla) och värmeväxlare. På bilderna kan kylflänsar på ett elektronikhölje med två FSW-svetsar ses, vilka säkerställer värmeledningsförmågan.
Mindre mängd utgångsmaterial: Många mekaniska delar bearbetas vanligen fram från ett massivt aluminiumblock där upp till 90% av materialet tas bort. Många företag skulle vilja minska sina råvarukostnader och sin bearbetningstid. Lösningen är delsvetsning med FSW för att ta fram en förform så nära den slutliga formen som möjligt. Exempel på användning är: flyg, militär, kärnkraft och rymd.
Ersättning av punktsvetsning: Konventionell motståndssvetsning kräver en efterbehandling för prydnadsapplikationer. Denna operation är tidskrävande och tråkig och kräver kvalificerade operatörer. Överlappssvetsning med FSW resulterar i att materialet inte påverkas på baksidan och eliminerar slipning. Exempel på användning finns i plåtverkstäder och inom flygtekniken.








