
10 minute read
Skrotsortering – den bästa sorteringen är den som inte behövs

Next Article

Text av Tomas Liljenfors, vd Bryne
Återvinning är i ropet. Kusinen från landet är idag inbjuden till finrummet för att vara en del i företags strategier. Det pratas om aluminiumåtervinning i ledningsgrupper, och beräkningar beställs för att bekräfta att sin egna produkt framstår som den mest hållbara. Det finns dock mycket okunskap om återvinning och de beräkningar som utförs idag görs på grunder som inte alltid representerar verkligheten. Denna artikelserie kommer därför fortsätta att försöka ge en objektiv bild av aluminiums återvinningsprocess för att förklara grunderna och ifrågasätta påståenden som aldrig bevisats, och peka på föreställningar som är uppenbart felaktiga. Saknar du en referens till artikelns utsagor eller helt enkelt vill veta mer, så hör av dig. Denna artikelserie kommer under följande tre nummer av Aluminium Scandinavia fokusera på skrotberedning från insamling av skrot och hela vägen till att skrotet stoppas i ugnen. Denna gång är fokus på grovsortering av osorterat skrot. Följ med.
Sortera processkrot?
Det verkar finnas en allmän förvirring kring vad som är återvunnet och vad som är end-of-life (EoL). Nej, det är inte samma sak. Återvunnet innefattar både pre- och postkonsumentskrot. EoL är en synonym till postkonsumentskrot, vilket ibland också kallas gammalt skrot. Prekonsumentskrot, nytt skrot, eller processkrot som det också heter, är aluminium som blir över i tillverkningsprocessen och som alltså aldrig använts i en produkt. När man blandar ihop termerna blir det också fel när man till exempel räknar på en livscykelanalys. Det är dumt, så sluta upp med att säga att återvunnet är samma som EoL! Varför ska man då sortera återvunnen aluminium?
Det ska man för de mesta inte. Man ska sortera EoL men processkrot behöver inte sorteras eftersom det ska hållas i separata behållare där det uppstår. Av allt återvunnen aluminium globalt så var år 2011 cirka 76 % processkrot och endast 24 % EoL [Global Aluminium Recycling Committee 2011]. Det kanske har förändrats något på 14 år, men av all återvunnen aluminium är även idag den största delen processkrot. Att det förekommer att processkrot idag ändå blandas beror på logistiska problem, eller lättja, och inte tekniska hinder.
Separering
De flesta produkter består av en blandning av olika material och former. Att separera produkter i sina beståndsdelar görs ofta i stora anläggningar där krossar, kvarnar och saxar delar produkterna i mindre delar. Fragmentering är en teknik som ökar i användning där till exempel bilar och diskmaskiner krossas genom att roterande hammare slår sönder skrotet. Vid fragmentering kan också viss förzinkning, färg och plast separeras från produkten, samtidigt som delarna slås sönder till mindre bitar. Processen är våldsam och ger skrotet en uppvärmning och oxidering av aluminiumet. Det är en effektiv process där stora delar skrot kan passera och separeras. Att klippa material i en skrotsax är också vanligt förekommande och är långsammare, men också snällare mot oxidering. Idag finns flera andra metoder för separering på frammarsch där vattenskärning är en intressant metod med betydligt lägre energiförbrukning och mindre damm. Det som kommer ut från en separationsprocess är en blandning av storlekar och olika typer av material, som behöver sorteras för att återvinnas.
Manuell sortering
Manuell sortering som sker med hjälp av en operatörs sinnen är ofta långsam och individberoende. En färgskiftning, ett ljud, vikt, eller en form är vanliga egenskaper som en skrotsorterare sorterar efter. Och så klart den lilla magneten i fickan. Är materialet magnetiskt så är det inte aluminium. Genom att se hur produkten har tillverkats och i vilken applikation kan den erfarna sorteraren lägga en bit i rätt hög. Att sortera skrot kräver lång erfarenhet för att kunna särskilja olika legeringstyper men även för en erfaren operatör går det inte att särskilja till exempel små skillnader i legeringshalt. Då behövs analysverktyg. Manuell separering är inte kostnadseffektivt vid större skrotflöden varför det idag finns flera kommersiellt tillgängliga tekniker. Manuell sortering är dock fortsatt den vanligaste separationstekniken på marknader med billig arbetskraft.


Mekanisk separation
Separationstekniker bygger på att kunna separera olikheter i egenskaper, som storlek, magnetism, ledningsförmåga, densitet och färg. De mekaniserade separationsteknikerna sker i ett flöde av skrot. Robusta separationstekniker, som kan hantera ett snabbt skrotflöde, möjliggör ett lågt pris för sorteringen, medan mer avancerade tekniker är långsamma och dyra, vilken följaktligen ger en dyr sortering. De stora skrotflödena görs därför med robusta tekniker, som behandlas i detta nummer, medan skrotflöde med ett högt försäljningspris även separeras med mer avancerade tekniker. Att köra allt aluminiumskrot genom dyr analysutrustning kräver att skrotet har samma storlek och att dess ytor är fria från smuts och ytbeläggning. Skrotsorter med högre legeringsinnehåll grovsorteras och användas i gjutlegeringar. Skrotklasser med väldefinierat innehåll, som processkrot eller slutna återvinningsloopar som pantburkar, behöver inte sorteras. De skrotklasser som behöver avancerad sorteringsteknik är alltså det EoL som har grovsorterats till samma storlek och en hög enhetlighet, och som ska användas till produkter som kräver en hög renhet. Större flöden blir helt enkelt för dyrt att sortera med avancerad teknik.

Storleksseparation
Skrot kan ha alla möjliga former och storlekar. Att hantera skrot är enklare om skrotet har samma storlek. Det första separationssteget är ofta en storleksseparation där ett raster låter mindre bitar passera igenom medan större bitar skickas vidare. Det finns många olika tekniker för att ”sikta” skrot där finare fraktioner behandlas på ett sätt och större på ett annat. Storleksseparation återkommer ofta flera gånger under separationsprocessen.
Magnetseparation
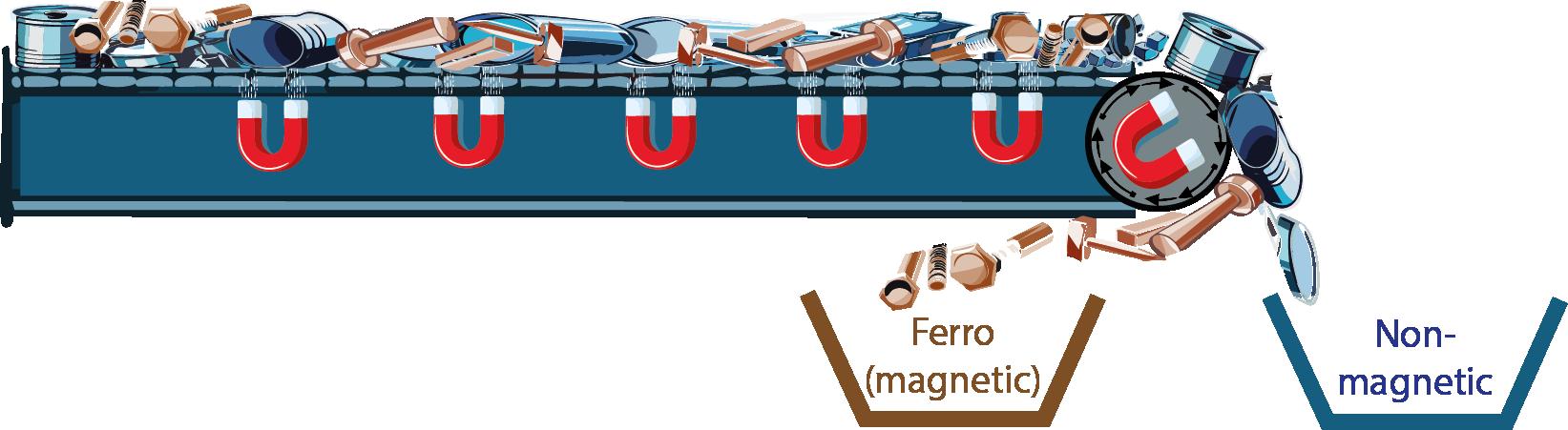
Aluminium är inte magnetiskt, medan järn oftast är det. Eftersom de största volymerna metallskrot utgörs av järn är en magnetseparation en snabb och effektiv metod för att sortera ut magnetiskt skrot. Järn är magnetiskt precis som dess legering stål. Många rostfria stål (legerade med främst nickel och krom) är mindre magnetiska och går inte att separera från andra metaller med magnetsortering. Stål som är ingjutet i aluminium separeras ibland bort med magnetseparation, men om mängden stål är liten i förhållande till mängden aluminium så separeras det inte.
Principen är att ett magnetfält från en elektromagnet drar till sig magnetiska material. Det finns magnetseparatorer som fästes i en maskinarm och dras igenom en skrothög för att lyfta bort magnetiskt skrot. Magnetseparering av mindre bitar sker på snabbgående transportband där magneten antingen är placerat i bandet och suger det magnetiska material till bandet medan övriga materialet slungas av, eller så går ett magnetiskt band ovanför transportbandet och magnetiskt material lyfts upp och sugs till ett övre transportband med starka magneter. Kvar blir det icke-magnetiska skrotet. Magnetseparation separerar magnetiskt järn och stål och övrigt skrot, som plast, aluminium, koppar, tenn, papper, magnesium, passerar igenom och behöver vidare sortering.


Densitetsseparation
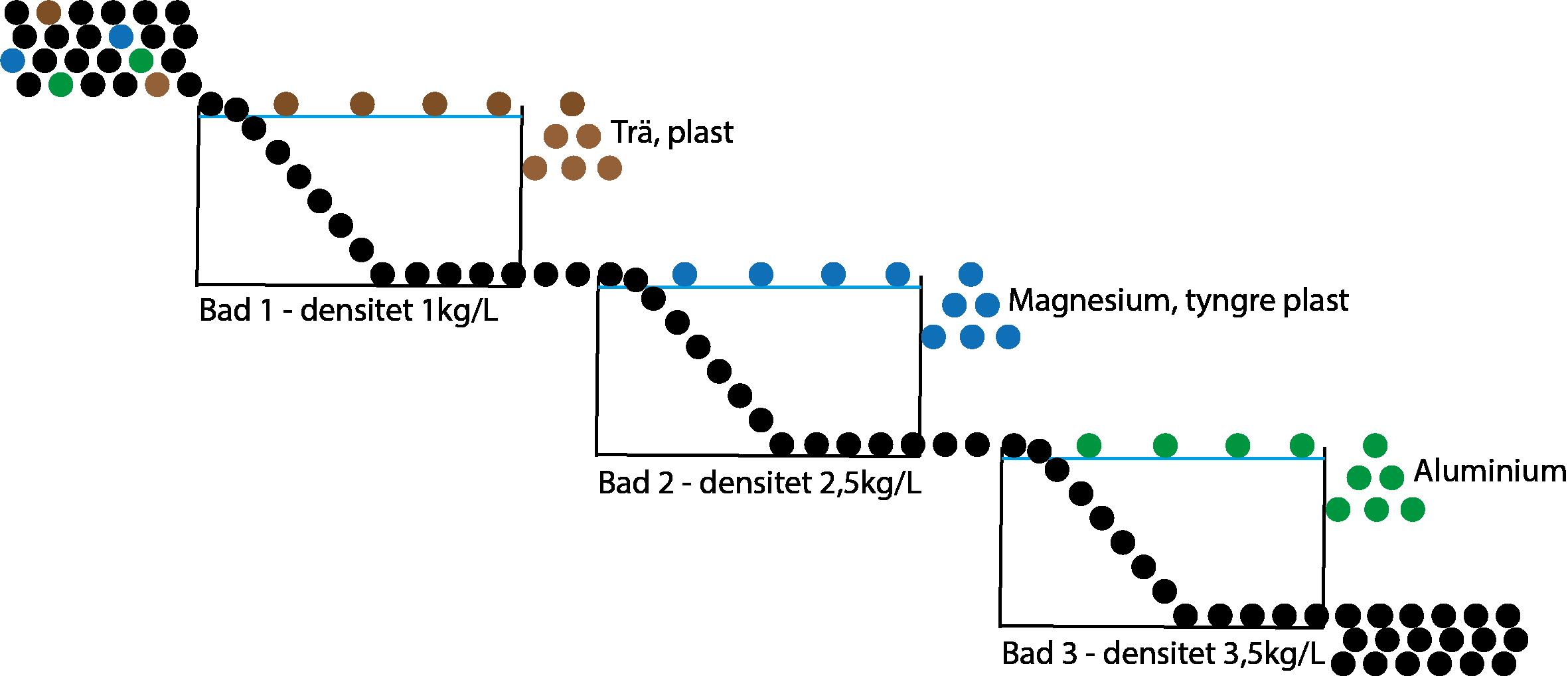
Tryckluft används för att blåsa bort lättare material, som papper, damm och trä. Vad som blåser bort beror på lufthastigheten och på densiteten och formen av skrotet, men oftast är det plastfolie, trä och damm som avlägsnas med tryckluft. Om ett skrotflöde slungas från ett transportband ut i fria luften så kommer tyngre föremål flyga ett kortare avstånd än lätta. I luft blir skillnaden mellan olika densiteter mindre och sorteringen därmed grov. Genom att låta skrotflödet istället transporteras i en vätska blir densitetsseparationen mer effektiv. Tekniken heter ’sink and float’ och som namnet antyder så flyter vissa material på ytan medan andra sjunker i badet. Ofta använder man flera vätskebassänger efter varandra med olika densitet på vätskan. I en första bassäng har man en vätska med låg densitet (vanligtvis vatten) där trä och lättare plaster flyter på ytan medan övrigt skrot sjunker till botten. I nästa steg används istället en vätska med högre densiteten så att nästa material som ska separeras flyter på ytan och de metallerna med högre densitet sjunker till botten. På detta sätt kan olika material separeras i olika tankar, genom att ha olika vätskor i tankarna. För aluminiumseparation är det ofta rester från järnframställningen som används för att höja vätskans densitet i badet till ca 3kg/l, vilket innebär att aluminiumskrotet flyter, men också att skrotet efter separering blir täckt av järnoxider. Järnoxider kan skapa problem vid fortsatt separation, men också skapa föroreningar vid nedsmältning.
Eddie current
Genom att utrusta ett transportband med en magnetrotor så kan skrotbitar separeras efter elektriska ledningsförmåga. Enligt Faradays lag uppstår elektromotoriska krafter vinkelrätt mot ett magnetfält. En icke-magnetisk skrotbit ger i magnetfältet upphov till en inducerad ström där strömstyrkan beror på bitens ledningsförmåga. Den uppkomna strömmen kallas ’Eddie current’ och gör att metallbitarna svävar ovanför transportbandet. Skrotbitar som transporteras framåt på bandet lyfts upp och vid transportbandets slut så slungas de ut och landar på ett avstånd beroende på bitens strömstyrka. Genom att placera skrotbehållare på olika avstånd från transportbandet kan materialen därmed separeras efter sin ledningsförmåga. Närmst bandet faller icke ledande material, som plast, trä och keramer, och därefter faller ickemagnetiska material efter den Eddie-ström vid olika avstånd, efter deras ledningsförmåga.

Sortera End-of-Life-skrot
Ovanstående nämnda tekniker för att separera och sortera skrot är idag standardtekniker som en stor andel av EoL-aluminium passerar. Att sortera med dessa metoder ger renare skrot, men sällan tillräckligt rent för att kunna tillverka legeringar avsedda för strukturkomponenter, plåt eller profillegeringar. Höga krav på legeringsinnehåll innebär att en felsorterad skrotbit kan förstöra en hel tillverkningsomgång, varför mer sofistikerad sorteringsutrustning krävs för vissa skrotflöden. Hanteringskostnaden av sorterat EoL med högra renhetskrav blir hög men så länge marknaden är villig att betala ett högre pris för en hållbarhetsstämpel så kommer sorteringstekniker fortsätta utveck- las. Att använda processkrot, som inte behöver sorteras, är en enklare väg och därmed det som används först. I nästa nummer ska vi se mer på mer avancerad sorteringsteknik för applikationer där också EoL ska användas i produkter med höga legeringskrav. Vi ses då.








