FICHE TECHNIQUE #7
ÉTAT DE LA SURFACE DE L’ACIER AVANT LA

GALVANISATION À CHAUD
DANS QUELLE MESURE DOIS-JE LIVRER LE MATÉRIAU
“PROPRE” À L’USINE DE GALVANISATION ?
Pour les parties prenantes d’aujourd’hui et de demain, nous voulons que la galvanisation à chaud discontinue soit largement reconnue comme la méthode la plus efficace et la plus durable de prévention de la corrosion de l’acier.
La galvanisation à chaud est un procédé unique et est le “champion du monde de la prévention de la corrosion” depuis plus de 150 ans. Aucune autre méthode ne s’approche de cette protection la plus complète de l’acier. En outre, c’est aussi le choix le plus intelligent et le plus responsable. La construction circulaire a un rôle majeur à jouer dans la lutte contre le réchauffement climatique. Une meilleure utilisation et réutilisation des matières premières rares est le principe directeur ici. Grâce à la galvanisation à chaud, on passe à un acier 100% circulaire. La meilleure protection et le choix le plus responsable.

ABSOLUMENT ZINC
Cette fiche technique fait partie d’une série de fiches. D’autres publications peuvent être consultées sur WWW.INFOZINCBENELUX.COM .
VOUS SOUHAITEZ EN SAVOIR PLUS ?
Envoyez un e-mail à HANS@ZINKINFOBENELUX.COM
Hans Boender est notre expert technique.
Avant qu’un objet en acier puisse être galvanisé à chaud, la surface de l’acier doit être nettoyée et adaptée. Cela se fait par un prétraitement chimique des objets dans l’usine de galvanisation.
Ce prétraitement chimique consiste à
- le dégraissage (élimination des fines couches de graisse et d’huile, de l’huile de coupe, de poinçonnage et de forage)
- le décapage (élimination de la rouille et de la calamine)
- le fluxage (permet à la surface de l’acier de réagir avec le zinc liquide)
Les propriétés uniques de l’acier galvanisé à chaud résultent d’une réaction chimique entre le fer et le zinc. Cette réaction n’est possible que si le contact entre la surface de l’acier et le zinc dans le bain de zinc est optimal.
Un nettoyage adéquat, avant de mettre les matériaux dans le bain de zinc, est nécessaire pour obtenir une couche de zinc complètement couverte. Si l’acier n’est pas correctement nettoyé, des zones non galvanisées, visibles sous forme de taches noires, apparaîtront.
Dans la plupart des cas, le prétraitement chimique effectué par l’usine de galvanisation est suffisant pour obtenir la propreté requise de la surface de l’acier. Toutefois, il est de la responsabilité du client de livrer des matériaux suffisamment propres à l’usine de galvanisation . Il peut également être décidé, dans le cas d’une application esthétique, par exemple, de faire sabler le matériau avant de le livrer à l’usine de galvanisation. On peut également envisager de faire sabler l’acier avant de commencer la production de l’objet.
 FIGURE1:RÉSIDUS DE PEINTURE
FIGURE1:RÉSIDUS DE PEINTURE
CONTAMINANTS INAMOVIBLES

Les contaminants qui ne peuvent pas être éliminés par le prétraitement chimique ou qui ne peuvent l’être que dans une mesure limitée sont les suivants :
- Résidus de peinture et/ou de laque (voir aussi Fig. 1)
- Sprays de soudage contenant de la silicone ou excès de spray de soudage
- Le laitier de soudure
- Couches épaisses d’huile de conservation et/ou de graisse
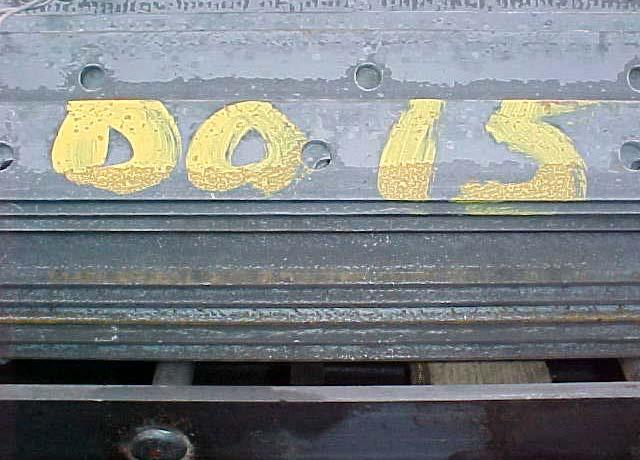
- Marques (voir fig. 2 et 3) faites avec des crayons de couleur, de la peinture ou des marqueurs inadaptés
- Adhésifs, colles et (résidus d’) autocollants
- Quelques produits utilisés pour le contrôle (soudage) non de structif
Ces contaminants doivent être éliminés avant la livraison à l’usine de galvanisation. Cette procédure est généralement effectuée mécaniquement (sablage, grattage, ponçage, meulage). Toutefois, certains de ces contaminants sont difficiles à détecter (comme la laque, les sprays de soudage, les silicones et les résidus de colle autocollante). Le client doit être conscient que l’usine de galvanisation ne peut pas inspecter tous les matériaux et qu’elle n’a souvent pas les moyens d’effectuer des travaux supplémentaires.
 FIGURE2:MARQUAGEÀLAPEINTURE
FIGURE3:ZONESNONGALVANISÉESDUESÀDESMARQUESNONENLEVÉES
FIGURE2:MARQUAGEÀLAPEINTURE
FIGURE3:ZONESNONGALVANISÉESDUESÀDESMARQUESNONENLEVÉES
RÉSIDUS DE REVÊTEMENTS DE ZINC ANCIENS
Si les matériaux à galvaniser ont déjà été galvanisés, il est nécessaire de consulter l’usine de galvanisation. L’usine de galvanisation dispose d’un bain séparé pour l’élimination de l’ancienne couche de zinc. Il n’est donc pas possible de galvaniser par-dessus l’ancienne couche de zinc. En effet, le processus exige une surface d’acier propre. L’ancien zinc et les autres contaminants doivent d’abord être éliminés.
ACIER PROFONDÉMENT ROUILLÉ
Il est souvent préférable de ne pas galvaniser l’acier fortement corrodé par la rouille. En effet, la surface finale risque d’être piquetée, ce qui peut donner lieu à des commentaires sur son apparence. Il existe également un risque que le prétraitement chimique normal n’élimine pas complètement la rouille, ce qui entraînerait la formation de taches non galvanisées. Il est conseillé d’en discuter avec votre contact à l’usine de galvanisation.
ERREURS DE LAMINAGE
Les profilés structurels à galvaniser sont amenés à leur forme finale par laminage. Pendant le laminage, la surface de l’acier

peut être perturbée. C’est ce qu’on appelle le surroulage, les éclats et le doublage. Ces déformations ne sont pas visibles à l’œil nu sur de l’acier non traité. Après la galvanisation, cependant, des pointes aiguës dépassant de la surface sont visibles (voir figure 4). En cas d’applications esthétiques, il est souhaitable d’en tenir compte lors de la commande de l’acier. En effet, l’installation de galvanisation n’a aucune influence sur la rugosité causée par ces déviations de la surface de l’acier.
MASQUAGE DES SURFACES OÙ AUCUNE COUCHE DE ZINC NE DOIT ÊTRE FORMÉE
Certains produits doivent rester partiellement non galvanisés. Il s’agit par exemple des filetages, des endroits qui doivent être soudés, etc. Ces endroits peuvent être couverts d’un produit de couverture adéquat ou être dégalvanisés mécaniquement par la suite. Convenez d’un accord à ce sujet avec l’entreprise de galvanisation.
FIGURE4:DÉFAUTDU ROULEAU