A review of Milano Unica Lycra’s bioderived spandex scales up
The Lassen jacket from “environmentally committed” outdoor apparel brand Picture. The jacket incorporates newgeneration, PFASfree membrane technology from GoreTex.
IMAGE: PICTURE ORGANIC CLOTHING
04 Membrane revival
With the phasing out of PFAS, creative companies are finding new ways to create membranes, using more sustainable polymers and production methods.
10 Fresh perspective
Odourcontrol is moving away from silver towards nonbiocidal alternatives, but technology providers are now offering interesting additional benefits, including solutions for cooling and controlling fibreshedding.
Editor Stephen Tierney
Deputy editor
Clare Grainger
Consultant technical editor
Sophie Bramel
Consultant editor
David Buirski
Publisher Simon Yarwood
Design
Tim Button
Subscriptions manager
John Collins
Administration
Lisa FabianSmith
Editorial enquiries
stephen@worldtrades.co.uk
The bio-economy beckons
Fabric and apparel manufacturers, as well as research institutes and universities in Portugal are working together to take the country’s textile industry into the bioeconomy.
18
Newcomers: D-Glue
A timehonoured chemistry concept is at the core of a recently launched adhesive technology platform that can help make outdoor garments repairable and recyclable.
22 Rise to the Challenge: Milano Unica
The consensus at the most recent edition of the highend textiles exhibition is that raw materials, manufacturing excellence and product quality are the factors that can really make a difference to brands.
Footwear technology: Inside track
Insoles and midsoles from Blumaka put foam waste to good use while helping performance by preventing feet from sliding inside the shoe.
28 AI’s limitations
Adidas director Walter Wählt says systems to automate garment construction still fall short. He hopes to see progress in the systems on show at Techtextil and Texprocess in Frankfurt in April, but he believes we are still a long way short of fully AImade apparel.
30 Sustainability: Stretch the imagination
Partially biobased elastane from Lycra is now being produced in commercial volumes, boosting hopes that lowerimpact stretch fibres can perform well and be economically viable.
Sales offices
Head office World Trades Publishing
The Old Stone House, Teeton, Northampton NN6 8LH
Tel: +44 151 928 9288
Simon Yarwood
Direct: +44 151 319 4977
Mobile: +44 7887 523872
Email: simon@worldtrades.co.uk
Pakistan sales
Abdul Rab Siddiqi
Email: arsidiqi@yahoo.com
@wtpsportstextiles
linkedin.com/showcase/wtpsportstextiles
World Trades Publishing 2026
Contributions: The editor welcomes news items, articles and photographs for consideration and possible publication but no responsibility can be accepted for the loss or non-publication of such material. Opinions expressed by individual contributors do not necessarily reflect the view of the editor or publisher.
Whilst every effort is made to ensure accuracy in reproduction, no responsibility can be accepted for the technical content or for claims made by manufacturers for product performance that are published. Publication in Sportstextiles cannot be construed as an endorsement for a claim or product by the publisher.
UK Price £90 / ROW £150. Credit cards will be charged in GB Pounds converted at the daily bank rate. Your credit card company may charge you for this service.
Graphic origination by WTP
Printed by Bishops Printers, Walton Road, Portsmouth, Hampshire PO6 1TR
All rights reserved.Sportstextiles (Print) ISSN 2976-9833 (Online) ISSN 2976-9841
World Trades Publishing 2026. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means mechanical, electronic, recording, photocopying or otherwise, without the written permission of the publisher. Sportstextiles (ISSN 2976-9833) is published two times a year by World Trades Publishing, The Old Stone House, Teeton, Northampton NN6 8LH, UK.
Global news
France French retail group Kiabi has launched its first dedicated sportswear range, ekstract. The collection is designed for the everyday athlete with a focus on inclusivity and wellness. The products are sold at around €15 a piece, in line with the retailer’s positioning as a provider of accessible fashion. The selfproclaimed familyfriendly retailer claims to have 25 million customers across its retail network of 648 stores, located in 37 countries.
Spain Madridbased private equity firm Alantra is slowly growing its textile portfolio around Spanish mill SPW Fabrics, which became a part of its portfolio in 2024. Late last year, it announced the creation of a new entity with Italian warp knitter Manifattura Italiana Tessuti Indemagliabili (MITI). The new entity combines SPW’s expertise in circular knitting with MITI’s in warp knitting across four manufacturing sites located in Italy, Spain and Hungary. It has 300 employees.
Italy Radici InNova, the research and innovation division of Bergamobased fibre producer Radici, has announced the development of a recycling process for polyamideLycra blended fabrics that can selectively dissolve and recover both synthetic polymers in a form which allows them to be reused to make new garments. The process has been validated in partnership with The Lycra Company and German lingerie brand Triumph.
Switzerland Textile machinery group Rieter has received all regulatory approvals for the completion of its acquisition of Barmag. Rieter announced its intention to complete the acquisition in May. Barmag specialises in filament spinning systems for manufacturing manmade fibres. Rieter said that the addition of Barmag would be highly complementary to its existing shortstaple fibre business and would make the Swiss group a leading supplier of technology for converting natural and manmade fibres into yarn.
UK Raquet sports brand Slazenger aims to cement itself as one of the leading names in the UK’s fastest growing sports by opening 10 new padel clubs this year to give a total of around 150. Slazenger Padel has opened its newest location in Blackburn, featuring nine padel courts and two pickleball courts. It will also be the official ball sponsor of Madrid’s Hexagon Cup, one of the sport’s most prestigious international tournaments.
Sweden Swedish outdoor brand Houdini has introduced an ultralightweight insulation using ShimaSeiki Wholegarment zerowaste knitting looms. The new Airweb fabric is made from hightech yarns developed by Teijin. The Japanese producer’s Waveron has a flat and grooved crosssection that wicks away moisture. Its unique structure makes it possible to produce an openstructured knit, for maximum airflow without being seethrough, the company said. It is blended with Teijin’s Deltapeak yarn which gives the knit a soft and fuzzy hand feel.
Germany UPM Biochemicals officially launched the production of renewable glycols at its new biorefinery, located in Leuna, west of Leipzig in Germany, late last year. The company claims it is the largest such facility in Europe. The plant breaks down wood into lignin and sugars. The sugars are converted into glycols that can be used to make polyester fibres. The ligninbased component is used to make carbon black and fillers that can replace synthetic rubbers and plastics.
Austria Austriabased ski brand Atomic has released its impact statement for 2025, marking the third annual report outlining the brand’s climate strategy, decarbonisation progress and broader sustainability initiatives. Among the achievements from 2025, it noted a 90% reduction in Scope 2 emissions by transitioning its Bulgarian production site to 100% renewable electricity. Since 2014, Atomic’s headquarters in Altenmarkt, Austria have been powered by 100% renewable energy, sourced predominantly from local hydroelectric schemes.
Japan Sports group ASICS has reported full year revenues for 2025 of $5.3 billion, an increase of 19.5% year on year. Its performance running business brought in nearly $2.4 billion, an increase of 11.2%. The category it calls sportstyle brought in $940 million, a rise of 43.6%, while core performance sports achieved revenues of $560 million, up by 9.4%. Its Onitsuka Tiger brand brought in almost $900 million, up by 43% year on year.
Mexico The American Apparel & Footwear Association (AAFA) has taken part in a hearing in Washington DC in support of the USMexicoCanada Agreement (USMCA). AAFA’s vicepresident for trade and customs policy, Beth Hughes, spoke at the event, a threeday public hearing on USMCA that the Office of the US Trade Representative organised in advance of a formal review of USMCA that will commence in July, 2026.
US The US Department of Agriculture (USDA) has increased its estimate for domestic cotton production for the 20252026 season. Its December update gave an estimate of just over 14.25 million bales, an increase of 1% compared to the estimate USDA gave in November. It said the increase was largely because of crops producing higherthanexpected yields in the Mississippi Delta and southeastern regions.
Turkey The Organic Cotton Accelerator (OCA) has launched a training resource for Turkish farmers, with the aim of regenerating soils, improving productivity and building sustainable livelihoods. The Organic Cotton Training Curriculum for Turkey gathers good practices in organic cotton farming and adapts them to Turkey’s soils, climate and growing conditions. It includes a module on regenerative agriculture.
United Arab Emirates Athletic shoe retailer Footasylum has partnered Apparel Group to expand across the Gulf region, with 40 stores set to open over the next five years. Headquartered in Dubai, Apparel Group operates more than 2,500 stores and manages a portfolio of 85 international brands across 14 countries. Neeraj Teckchandani, CEO of Apparel Group, said: “Footasylum’s unique position in streetwear and youthcentric fashion aligns exceptionally well with the dynamic tastes of shoppers across the GCC.”
China Sportswear group Anta has bought a 29% stake in Puma for €1.5 billion from Groupe Artémis, the investment company of the Pinault family and owners of Kering. The deal makes it the largest shareholder, but it has said it does not intend to make a takeover bid. It is, however, a “significant step” in Anta Sports’ globalisation strategy, “enhancing its reach, recognition and competitiveness in the global sporting goods market”, it said.
Australia Sports brand New Balance designed new kit for tennis star Coco Gauff to wear at the 2026 Australian Open. It has also made the collection available for the public to buy. The collection comprises a perforated stretch tank and a pleated skirt for wearing on court, an oversized colourblocked tracksuit for walking onto court, a cropped tee and shorts for practice, plus new colour combinations for the CG2 and Coco Delray shoes. Ms Gauff worked with the brand to design the collection.
India Specialist fibre developer The Lycra Company has appointed New Delhibased Radcco as its exclusive distributor in India. From February 1, Radcco took over representation for Lycra’s full product portfolio across the whole of the Indian market. Lycra vicepresident Alistair Williamson said the appointment underscored the company’s commitment to India, which he called “one of the world’s most dynamic and rapidly expanding markets”.
Makers of waterproofbreathable membranes have been pressured to phase out PFAS chemistry, arguably its foundational chemical compound, leading to the overhaul of the offerings of legacy suppliers. This new context is opening the door to new solutions that use more sustainable polymers and production methods.
Changing of the guard in membranes
For years, GoreTex has been the dominant waterproofbreathable membrane. W.L. Gore, the inventor of the product category, also set the standard aligned on the properties of expanded polytetrafluorethylene (ePTFE), its key raw material. That was before per and polyfluoroalkyl substances, or PFAS, the infamous ‘forever chemicals’, became so prominent in nature, cookware and clothing. The outdoor industry has been phasing out the unwanted chemistry in water repellent finishes. Although no ban on PTFE has been instated, many see it as too close for comfort, and increasingly avoid its use.
Gore has switched to polyethylene (ePE), which it claims has the same properties as ePTFE, though it took the company several years before it offered a version meeting the highperformance specifications of its ‘Pro’ label. Another provider, eVent, which had also built its business on ePTFE, has pivoted to a biobased polymer. This new context may make room for the many alternative membranes that are derived from renewable resources, instead of oil, and promise superior breathability or recyclability through monomaterial constructions.
Breathability first
If GoreTex is widely recognised as the benchmark for waterproofness, it is rarely considered the torchbearer for breathability. This is the core tradeoff that all waterproofbreathable materials face. A fully waterproof laminate will not, by nature, be very breathable, and viceversa.
A product’s intended use typically defines what compromises a wearer is willing to accept. With the rise of more intense outdoor activities such as ultratrail running and fast hiking, breathability is usually favoured over waterproofness. High air permeability is the key selling point of electrospun membranes that form a nonwoven barrier as opposed to extruded films.
Performance materials maker Polartec pioneered the technology when it introduced NeoShell in the early 2000s. It was promoted as a soft shell, as opposed to a hard shell, though the term has had its day. Last autumn, the company introduced a new product made from an
Initially developed for cycling brand Castelli, Polartec’s new AirCore fabrics are made from an electrospun membrane and are featured in Montura’s ski mountaineering range.
CREDIT: MONTURA
electrospun membrane, Polartec AirCore. Made from a proprietary hydrophobic polymer, it has been engineered to offer high air permeability, between 0.4 to 1 cubic feet per minute, or CFM.
“It redefines the notion of dry,” says Dr Ramesh Kesh, head of parent company Milliken’s textile division. “It maintains airflow whatever the difference in temperature and humidity between the outside and the body and avoids any feeling of clamminess during intense physical activity.” The individual fibres measure less than 200 microns, and the membrane alone weighs a mere 3 grammes per squaremetre. The mix and layout of fibres in the film achieve high air permeability while offering 6,000 mm of water resistance, which Dr Kesh says “meets 90% of needs”. Polartec developed AirCore for Italian cycling brand Castelli, which has exclusive rights in cycling, and is now making it available to brands in other sectors.
Electrospinning is the specialty of Niber Technologies, a company based in Singapore with two facilities in the Philippines. Its origins are linked to Polartec’s Neoshell, as the uncle of Niber Technologies founders Jaemin Park and Jaehyung Park supplied the membrane, which was at the time made in South Korea.
At Niber Technologies, they have optimised the manufacturing process and scaled it, later phasing out PFAS, a move that attracted greater interest from brands and investors. The company raised $7 million last year. Former W.L. Gore executives have joined the team, and the company is now focusing on creating solutions for markets that seek ultra lightweight protection such as running, cycling and fast hiking.
“Electrospun films offer a degree of breathability that no other method can achieve. They also provide a level of water and wind protection that aligns with everyday life,” says Jaemin Park, adding, “you don’t expect a hurricane every day.” The Niber membrane is currently made from polyurethane (PU), which the founders say is a “natural choice” for electrospinning. They are exploring other polymers to make a monomaterial laminate and are currently trialling polyamide 6. The breathability of the PU membrane alone is Ret 1, and remains low, from Ret 1 to 3, when laminated, the equivalent, they say, of 30,000 to 80,000 moisture vapour transmission rate (MVTR). Depending on make, it can offer 14,000mm to 5,000mm in waterproofness.
French interlining specialist Chargeurs PCC has developed another novel waterproofbreathable membrane that is produced on Karl Mayer warp knitting machines. The ultra fine knitted structure offers a measure of elasticity for added wearer comfort. Threelayer H2 laminates can weigh a mere 45 gsm and can be made in different fibre blends, combining polyester or polyamide with Tencel or even cashmere. Company chairman and CEO, Gianluca Tanzi, believes the performance characteristics of the interlining material make it possible to use it as a standalone fabric in an item of clothing. “We see potential in cycling, running and hiking. This is the fabric of the future, it is
unique as we are the only ones to manufacture it,” he tells Sportstextiles. The company created a prototype cycling top with bonded seams to demonstrate the concept.
Monomaterial ambitions
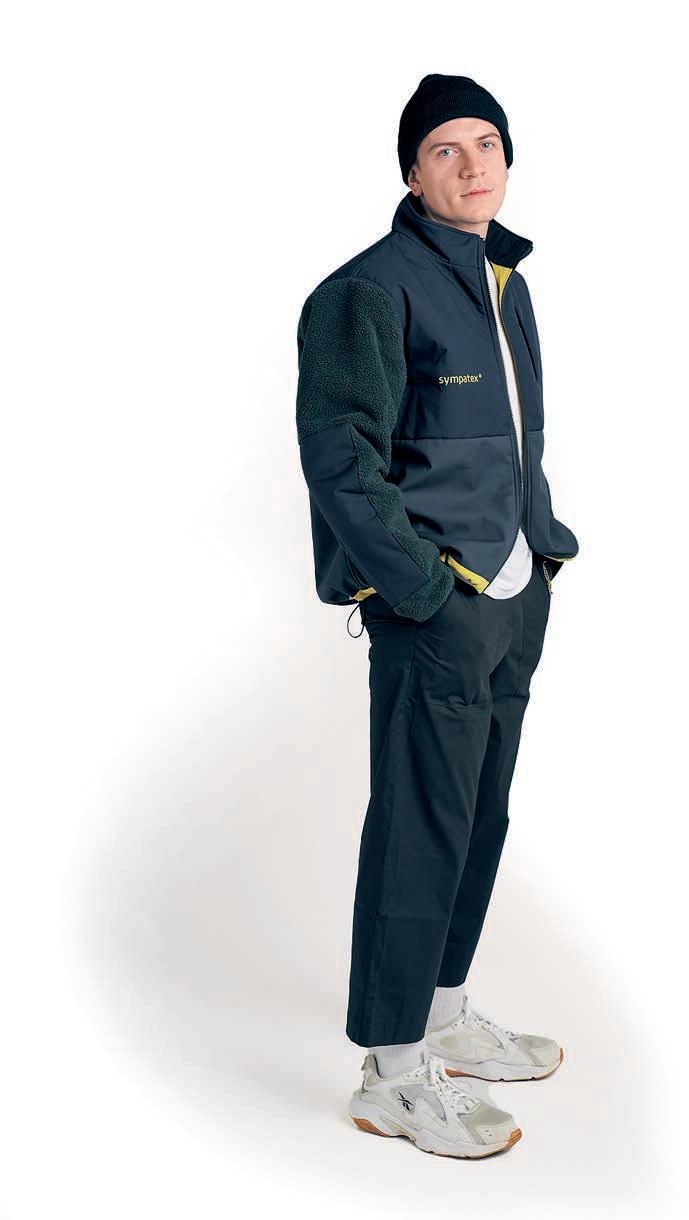
While Sympatex is currently undergoing a restructuring process, the company says that business operations continue as normal. It holds a distinct position in the world of membranes as its products are made from polyester, including polyester recycled from its own operations, from bottle flakes or textiles. This allows it to offer fully recycled monomaterial laminates. Its industrial partners for textiletotextile recycled polyester are Renu and Jiaren in Asia. “We work to help enable circularity across all business units, including the workwear segment for example, through monomaterial Fibre2Fibre laminates developed for uniforms for La Poste (France),” says CEO, Kim Scholze, who was appointed last autumn.
The new Gore-Tex Pro membrane made from polyethylene (ePE) is PFAS-free and the lining is dope-dyed. French eco-brand Picture is one of many to have adopted it
CREDIT: PICTURE ORGANIC CLOTHING
Produced on a special warp knitting machine, Chargeur’s H2 membrane is one of the lightest and most versatile as it can be made from a variety of fibres, including lyocell and cashmere.
CREDIT: CHARGEURS PCC
Amphico, a company based in London and founded in 2018, came to develop a waterproofbreathable membrane for apparel when seeking to create an artificial gill for divers. While this project is still in development, the company is launching a polyolefin laminate. “Our Amphitex membrane is currently being tested by brands for their a/w 2027 collections,” says Amphico project manager, Isabella MacKenzie.
The microporous film, which weighs 18 gsm alone and can be made thicker for footwear applications, is produced in Japan and laminated to a textile by a network of partners in Europe and Asia. The company has chosen a 20denier fabric from the same polymer and developed a polyolefinbased adhesive. “The laminate has a very soft hand, it is not papery crisp,” she says. Amphico is branding its first product Amphitex Balance, a name that reflects its goal to strike a balance between waterproofness and moisture permeability. Its latest laminates deliver 20,000 mm/H2O waterproofness. Moisture permeability measures 19,000 g/m²/24h initially. “Amphitex offers the right balance for lifestyle applications,” says Ms Mackenzie.
Austrian textile innovator FreyZein has set out to “reinvent performance textiles from the ground up” and has developed a petrochemicalfree, fully cellulosic, monomaterial electrospun membrane. “Our IP is based on cellulose ester,” says Barnaby Caven, the company’s head of R&D. “Our goal is to create a 100% cellulose laminate that will not need an adhesive, as it will be bonded using a molecular bridge.”
The current minimum viable product is lightweight, windproof, breathable and waterrepellent.
Face and back fabrics are in development, and will be made from either cotton or a manmade cellulosic fibre. “Our product is unique,” says Jan Karlsson, CEO and cofounder. “We are searching for collaboration partners who want to create a unique cellulosebased lightweight, windproof and waterrepellent product.” The company is betting on its unique cellulose monomaterial selling point, and growing microplastics awareness, to drive adoption.
Biobased solutions
Polymers derived from renewable resources are the next best thing after pure cellulose, and the solution that eVent, in the US, and Dimpora, in Switzerland, are embracing. Both companies have chosen a biopolymer derived from castor bean oil that does not compete with food resources, an essential criterion for both companies.
eVent’s biobased platform includes three products, StormST, WindStormST, a windproof solution, and StormBurstLT, the newest membrane targeting cycling applications and urban techwear. Its waterproofness is 5,000mm, but it can achieve 10,000, says Chad Kelly, vicepresident of eVent Fabrics. “It is a good solution for down jackets, as it elevates the performance of down and offers a solution for the lower performance of today’s PFASfree DWRs.” For brands that need high waterproofness, eVent’s solution is AlpineST, a membrane made from polyolefin.
Dimpora has developed a novel solventfree production process to make a film microporous. A mineral substance is added during manufacturing and removed afterwards, leaving open spaces to allow the passage of air and moisture. “Our technology is tuneable which makes it possible to offer membranes with varying levels of waterproofness and breathability,” Anna Beltzung, cofounder and CTO, tells Sportstextiles. After exploring polyurethane and polyolefin, the company now offers a membrane that it says has the highest percentage of biobased content, at 60%. Launched in January 2025, Dimpora Bio is being tested by outdoor brands for commercial launch in a/w 2026 and 2027.
The young company has also set up a global supply chain to offer brands more sourcing options. The membrane can be produced in Switzerland, Germany or Taiwan, and laminated by partners in Taiwan, Korea, Japan or Europe. “Setting up a supply chain in Asia was a pivotal moment,” says Ms Beltzung. It has allowed Dimpora Bio to be “pricecompetitive in the premium market”. She adds that is also potentially circular, as it can go into a polyamide 11 recycling stream. Trials are under way with a brand partner and Arkema, which supplies the raw material. Arkema makes its own
German membrane maker Sympatex is progressively expanding its offering of waterproof-breathable laminates made from textile-to-textile recycled polyester.
CREDIT: SYMPATEX
Amphitex is a new monomaterial membrane developed by UK company Amphico.
CREDIT: AMPHICO
waterproofbreathable film from castor bean oil but it is hydrophilic, not microporous. “They are complementary products,” says Ms Beltzung. The company is also “gauging interest” in the development of a biomonomaterial laminate.
Going stitchless and tapeless
Italian company Altexa is known for its novel manufacturing method which laminates a membrane to a semifinished product such as a footwear upper or glove. Altexa’s HDry is fundamentally a construction solution to make highperformance waterproofbreathable products. “It is the process that makes our solution different,” says Altexa head of R&D, Matteo Morlacchi. It turns a multipanelled design into a singlelayer barrier, removing any empty spaces where moisture could accumulate inside a product. This means shoes will not become heavy with water in wet weather. “This is where HDry stands out,” he says. Standards for workwear boots increasingly stipulate that shoes remain lightweight whatever the weather, which he says favours solutions such as HDry.
While Altexa’s process can be used to waterproof footwear, gloves and backpacks, apparel remained out of the company’s reach, until now. Its newest project, with Italian hightech lifestyle brand Stone Island, marks the first application of HDry in clothing. Altexa participated in the development of a new chapter in Stone Island’s ongoing Prototype Research Series, with the creation of 100 ‘airblown’ laminated knit jackets in 100 different shades.
To make these, Altexa devised a membrane shirt, with ultrasound seaming, matching Stone Island’s fullyfashioned cotton chenille knit jacket. The two pieces were bonded together on a mannequin inflated with hot air. “This is made possible by the membrane’s elasticity,” says Mr Morlacchi. “The lamination process itself is done in one go and takes just a few minutes, but it requires extreme precision.” The finished jacket is nearly stitchfree, and better yet, tapingfree. “A standard outerwear piece can use 25 to 30 metres of taping. This adds time and cost, makes the finished product heavier, and doesn’t work well on knits,” he points out. The HDry process makes the finished garment look better, perform better and last longer.
Dseams founder and CTO, Joseph Gallagher, also believes the market needs an alternative to seam sealing tapes. The Pennsylvaniabased company has developed several potentially gamechanging stitchless and tapeless waterproofing systems. Cohesive CIBS (for Cohesive Invisible Barrier System) is the most advanced and has been used by European brands. It is based on what the company calls an ‘inline’ lamination process. The flat panels of an item of clothing are bonded to a membrane, leaving a seam allowance unpressed. The film is peeled back to stitch the seams, and then bonded via ultrasound. “The flat panels, such as the shell body, are fused in 2D and then the 3D elements, sleeves, collar, and such, are added,” he explains.
“The process shifts the sequence of events in manufacturing but uses existing machinery.” In addition to creating a seamless and uniform membrane throughout the entire garment, it also reduces testing, as there is no difference in the waterproofness of the shell and the seams.
Liquants AES (for Adhesive Encapsulation System), another Dseams technology, is in final garment trials. It is also a tapefree membranetomembrane bonding system, but uses a laser to cut the panels and abrade their edges before pressing. Guided by a camera, the laser follows the cut patterns, adhesive is applied at the edges (7 or 9 mm seam allowance), and sealed using a seam taping machine, but without a tape. “Liquants can be used to laminate a membrane on fleece to make an insulated product,” says Mr Gallagher, mentioning that Dseams is working on an extreme cold weather system for the US Department of Defence. He says the system is ideal for ondemand production, as his goal is to create a fully automated production process for outerwear. Dseams has developed several versions of the machine that operate at different speeds, the fastest, at 40 metres/minute, being the most expensive. Mr Gallagher estimates that it can make $75 million of product (retail value) a week, from backpacks to Tshirts, without a single stitch.
These new developments show how much progress has been made since the firstgeneration waterproofbreathable, bonded and seamtape sealed garments that were stiff, heavy and prone to delamination. The newest membranes on the market, especially those that are electrospun, are orders of magnitude lighter than conventional films. The last step, with the introduction of tapefree solutions, could make protective outerwear that looks better and lasts longer. It heralds a true changing of the guard in waterproofbreathable barriers.
CREDIT: DIMPORA
Dimpora’s novel manufacturing method to create a microporous film is now available in a 60% biobased version.
Why proactive temperature regulation creates measurable value
Skinos Co., Ltd. is a Japanbased research organization specializing in quantitative assessment of human thermophysiological responses, including sweat rate, skin temperature, and heat flow. The underlying measurement technology originates from academic research at Shinshu University and Nagano National College of Technology, developed with the involvement of renowned experts in human thermoregulation, including Professor Toshio Ohhashi and Professor Masao Sakaguchi. The studies referenced in this white paper were conducted using validated Skinos measurement systems and established protocols, providing reliable and reproducible data to evaluate the interaction between textiles and the human body under controlled conditions.
Study design and
methods
The study was conducted under controlled laboratory conditions with healthy adult subjects wearing Outlast and nonOutlast garments in a crossover design. Participants completed alternating rest and walking phases at defined intensity levels in a climatecontrolled environment. Key parameters including heat flow, skin temperature and sweat rate were continuously measured at predefined body sites to assess thermophysiological responses during activity and recovery.
Test garments and methodology
Two Tshirts made from the same base fabric (90% polyamide/10% spandex) were evaluated under controlled laboratory conditions: one incorporating Outlast® Temperature Regulation and one reference shirt without Outlast®. Both garments were identical in construction, fit and textile properties to ensure that any differences could be attributed solely to the temperatureregulating technology.
The Outlast® garment was based on a standard material from the Outlast® collection featuring Matrix Infusion Coating (MIC) technology an ultrathin coating that integrates Outlast® Temperature Regulation directly onto the fabric, enabling it to absorb, store and release excess body heat while maintaining the original structure and hand feel.
Heat flow results
Across all test phases, garments incorporating Outlast® showed a higher heat flow at the back compared to nonOutlast reference garments, indicating increased heat absorption from the skin into the textile. This effect was most pronounced
1: Physiological evidence for Outlast® temperature regulation using advanced sweat and thermoregulation measurement
Effect of Outlast Effect of sweat
(min) Walking/ac ve Rest PERIPHERAL SKIN BLOOD FLOW
Effect of Outlast
Fig
Fig 2: Heat flow results (W/m², back measurement)
Fig 3: Skin temperature results (°C, back measurement)
during activity phases and contributed to a reduction of peak thermal load at the skin surface. While individual variability was observed, the overall trend confirms that Outlast® actively absorbs excess body heat at the back, supporting a more balanced thermal state during wear.
Skin temperature results
Skin temperature measured at the back was consistently lower when wearing Outlast® garments compared to nonOutlast reference garments. This indicates effective absorption of excess body heat by the textile, resulting in a reduced thermal load at the skin surface. Despite individual variability, the overall results show that Outlast® helps maintain a more stable and controlled skin temperature, particularly during activity phases.
Peripheral skin blood flow and wearer comfort
Human thermoregulation is primarily controlled by changes in peripheral skin blood flow. When excess heat accumulates, vasodilation increases blood flow to the skin, raising skin temperature and triggering sweating. The SKINOS studies show that Outlast® temperatureregulating materials absorb excess body heat early, thereby reducing the need for vasodilation. As a result, peripheral skin blood flow remains significantly lower compared to nonOutlast garments, particularly during prolonged activity. This leads to more stable skin temperatures, delayed and reduced sweating, and lower physiological strain. For the wearer, this translates into a drier microclimate, improved thermal stability, and sustained comfort across activity and rest phases.
Sweat rate results (measured at the chest)
Chest sweat rate measurements indicate that Outlast® supports effective thermal regulation while reducing perspiration. By absorbing excess body heat and stabilizing skin temperature, Outlast® limits peak sweat responses and delays the onset of sweating, contributing to improved comfort and reduced moisture perception during wear. After activity, the heat stored within the textile is gradually released back to the body, helping to minimize postexercise cooling and the sensation of chilling.
Thermal image analysis
The infrared thermal image compares body surface temperature after 120 minutes of alternating activity and rest in garments with and without Outlast®. The Outlast® condition shows a more uniform and overall lower surface temperature distribution, particularly across the torso and back, indicating reduced heat accumulation at the skin. In contrast, the nonOutlast garment exhibits higher localized temperature peaks, especially in the upper body. The thermographic results visually support the measured data, confirming that Outlast® effectively absorbs and redistributes excess body heat, leading to a more stable skin temperature profile and improved thermal comfort during prolonged wear.
Effect of Outlast SWEAT
Time (min)
Non Outlast Outlast
Walking/ac ve Rest
Conclusion By integrating Outlast® Temperature Regulation Technology, brands can deliver a measurable and perceptible improvement in wearer comfort across activewear, casual wear, leisure wear, and workwear applications. Unlike conventional solutions that primarily manage moisture after sweating occurs, Outlast® actively regulates the body’s microclimate by absorbing excess heat, reducing thermal peaks, and stabilizing skin temperature.
For the wearer, this results in less sweating during activity, a more comfortable thermal balance, and reduced chilling during rest or recovery phases, as stored heat is gradually released back to the body. This creates a consistent feeling of comfort across changing activity levels and environmental conditions an advantage that consumers can clearly feel.
For brands, Outlast® provides a clear functional differentiation from competing products. The technology delivers scientifically validated performance benefits that translate directly into added product value, stronger storytelling at point of sale, and a compelling reason to buy. As a result, Outlast® Temperature Regulation becomes not only a comfort feature, but a distinct competitive advantage that enhances product performance, brand credibility, and consumer preference.
Silver is a natural raw material. It is commonly used in recycled form in textile finishes, and it is possibly one of the most efficient ways to combat odourproducing bacteria in clothing. It nonetheless falls in the biocide bucket and is regulated by stringent rules such as the European Union’s Biocidal Products Regulation. Considered, rightly or not, a substance of concern, brands now tend to seek nonsilver or nonbiocidal formulations to keep clothing smellfree. The tarnished reputation of silver and the development of other odourcapturing chemistries has driven innovation in the business of ‘freshness’, the industry’s favourite euphemism to evoke bacteria and odour.
Comfort is arguably equated with feeling ‘fresh’, and this is a tough task when most active sportswear is made from polyester, a fibre that has a tendency to hold onto unpleasant smells. Nylon suffers less from this issue, while bacteria have no affinity to wool, making it naturally odourresistant. Yet for the greater part of the performance apparel market, reducing smelliness, aka permastink, is still a constant battle.
As silverbased products become less attractive, suppliers have progressively shifted to nonbiocidal, odourcapturing technologies. Polygiene introduced Odor Crunch, derived from
Odourcapturing technologies are replacing traditional antimicrobial solutions to keep clothing smelling fresh. They are now being paired with complementary cooling and fibreshedding mitigation to better align with evolving personal and environmental concerns.
silica, to offer an alternative to its legacy silver ionbased finish. It is now launching an improved 2.0 version. Microban has also diversified its range with EcoFresh, a certified biobased odourcapturing chemistry. “Silverbased antimicrobials are facing heightened regulatory scrutiny worldwide,” says Ryan Scott, Microban’s lead product development chemist. He cites concerns for environmental accumulation, aquatic toxicity and a potential contribution to antimicrobial resistance, saying: “As a result, many brands are reevaluating the use of silver. Companies are reconsidering whether antimicrobial functionality is necessary when the primary consumer benefit is odourcontrol rather than microbial protection.” This is how EcoFresh functions.
Canadian activewear brand Lululemon is a key customer of Noble Biomaterials’ antimicrobial solutions. CREDIT: LULULEMON
Like many odourcapturing technologies, EcoFresh needs to be regularly regenerated. “During wear, odour molecules are bound and retained on the fabric. During laundering, those odour molecules are released and washed away, effectively regenerating the active sites for continued use. This regenerative behaviour enables longlasting performance without chemical depletion or buildup,” says Mr Scott. First developed as a topical finish, Microban is considering offering the product embedded in polymers.
A preference for plants
To avoid any issues with silver, many companies, including Polartec and Unifi, have adopted plantbased formulations, including peppermint oil. HeiQ includes natural ingredients in its odourcontrol platform; this spans silver to amino sugar polymers. These are now commercialised by fellow Swiss chemicals company Archroma.
Beyond Surface Technologies, also Swiss, specialises in algaebased textile auxiliaries. In a partnership with Remore, a UK biotechnology company, it is looking to reproduce a system used by a red seaweed, Delisea pulchra, to protect itself from bacteria and fungi. “It protects itself without harsh poisons,” says Matthias Foessel, CEO. The process uses natural furanone molecules to block ‘quorum sensing’, the communication system that bacteria, fungi and algae use to attach to surfaces. “The mechanism disrupts signals to prevent colonisation, multiplication and biofilm formation, keeping surfaces cleaner for longer,” he explains.
Finnish company NordShield has tapped pine tree resin in its nonbiocidal, biodegradable and plantbased antiodour technology Crisp, which can be applied on cellulosic textiles. For synthetics, it offers a product derived from citric acid.
Citric acid is plantbased but is an industrial alternative that Noble Biomaterials introduced a few years ago, as Ionic+ Botanical, as an alternative to silver. Both are antimicrobials that fall under biocide regulations. “Our point of view is that our solutions offer material preservation. Whether silver or citric acid, they protect the fabric from degrading. They lead to less care maintenance, enhance garment longevity and are thus more sustainable,” says Allon Cohne, Noble Biomaterials business unit director. Ionic+ Pro, its highest performing product, is a silverembedded fibre whose efficiency lasts 100 washes, essentially the life of a garment, he says.
For less demanding applications, Noble Biomaterials is currently exploring an odourcapture chemistry. “Our research shows that many odourcapturing chemistries do not provide consistent performance and do not last. They do not reduce bacteria buildup and some need to be refreshed, which implies more washing. We intend to offer a highperformance solution,” says Mr Cohne. Suppliers of odourcontrol finishes generally claim to reduce washing by addressing odour buildup, laundering more often is not a message they view favourably.
The ‘Wear More, Wash Less’ message was first
formulated by Swedish antimicrobial and odour control specialist Polygiene. “This was a foreign concept to customers when we launched it a decade ago. Since then, it’s been surprising to see how much this concept has caught on,” says Bobby Howell, head of sales for the Americas. The company is launching a new version of its odourcapturing Odor Crunch technology, which is derived from silica and does not need to be regenerated through washing. “Our current technology has been successful, but it had some limitations that made it difficult to offer as a complete, standalone product,” he says. Polygiene’s Odor Crunch 2.0 is being introduced at Performance Days in Munich this March. The new and improved version has a stronger effect on body smells and is efficient on a wider range of odour types. “It offers performance, durability and easeofuse that exceeds even our own expectations,” he adds.
Dual purpose
The new trend in the market is to pair multiple functions. Noble Biomaterials has formed several industry partnerships with this in mind. It has teamed up with edye to propose dopedyed yarns with antimicrobial protection. It has also formed partnerships with CoolCore, to pair cooling and freshness, and with Sorona to offer a biobased yarn that combats odours. In the same vein, Microban has partnered with CiCLO to combine faster degradation with antiodour properties.
Prebona, a Swedish company specialising in silicabased technologies, launched its own dualpurpose product offering both odourcapture and cooling. “Our technology platform is ideal for multifunctionality,” says Christian Östberg, CEO. He notes that the high surface area of silica particles makes it possible to optimise the performance of additives and to adhere well to textile substrates. “A single gramme of our product has a surface area of 500 squaremetres,” says Prebona chief technology officer Ragnar
Multi-day hiking trips are prime candidates for odour-free technologies. Shown here, Millet’s gravel line developed with Canyon bikes. The French brand’s ranges include Polygiene StayFresh.
CREDIT: HUGO WIRTH
“ Our solution could enable manmade cellulosic fibres to dry faster and offer the performance of synthetics. ”
TREVOR SAUNDERS, PREBONA
Bernstein. “Silica is an abundant resource, and our active material is used at an atomic scale, in parts per million, this makes it economic, while delivering the required efficiency.”
Part of its AirCare platform for textile applications, the technology is not a biocide. “It attracts sulphur and nitrogen containing molecules. These are broken down to smaller, less smelly, molecules, which frees up space for new odorous particles,” he explains. The finish addresses a broad array of odours beyond sweat to include food and campfire smells. There is no need to reactivate it as Prebona says it continually regenerates on its own.
To offer the dual effect of cooling and removing odours, Prebona applies a hydrophilic finish that, due to the silica base, can spread over a large surface area, to accelerate evaporation. This process consumes energy and cools the body. “We also add an active ingredient that doesn’t bind to water, to reduce the resistance of moisture to evaporation,” says Mr Östberg. For Trevor Saunders, business director AirCare, younger Instagramposting generations are not only sensitive to smelliness but also to visible signs of sweat, which this solution addresses. “It could also be useful on manmade cellulosic fibres that tend to retain moisture,” he notes. “Our finish could make them dry faster and give them the performance of a polyester or polyamide.”
Swiss company Livinguard has chosen to pair its odourcapturing technology with a reduction in fibreshedding, a growing concern. Better Fresh is nonbiocidal and combines chemistry and physics. Like metalbased finishes, it creates a permanent positive charge on a textile surface. “Odours, like many things in the world, are negatively charged. Our technology attracts these molecules, which are turned into a salt, and washing refreshes the system,” explains Dr Alok Goel, Livinguard head of R&D. To mitigate fibre fragmentation, he says the additive “wraps around fibres so that they will not break off”. This has been confirmed by shedding and abrasion tests. “We have found that our solution reduces fibre shedding by up to 80%.” Polygiene also introduced a dualpurpose odour and fibreshedding treatment a few years back.
The efficiency of metal
Metalbased formulations may still have a place in the market. It is a natural choice for German company Heraeus Precious Metals to power AGXX, an innovative antimicrobial technology for textiles. It has recently partnered with fellow
German chemicals supplier Rudolf to bring it to market under the name RucoBac Rox. “It is very rare that a new biocidal product comes to textiles. AGXX is not only a very promising technology, it is also very sustainable,” says Rudolf CTO Dr Gunther Dusheck. The active ingredient in Heraeus’ biocide solution is activated oxygen, which is produced by a catalytic reaction between two precious metals in the presence of humidity. “There is no leaching of metals, the metals are in fact the mediators,” says Dr Tobias Schwob, head of innovation for antimicrobial technologies at Heraeus. This allows AGXX to regenerate continuously to offer longlasting efficiency. The finish has been found to withstand 100 laundry cycles.
Promoters of silverbased antimicrobial solutions keep a close eye on the evolution of global regulations and share any relevant information with their customers. Noble Biomaterials has an official regulation specialist on staff. Polygiene is similarly careful to clarify any misinformation. “There are currently no risks to our customers applying our Stay Fresh antimicrobial products, and we expect this to be the case for years to come,” says Mr Howell. Consumers often do not know what type of antiodour finish is present in their clothing, nor are these diverse and complex chemistries easy to explain or understand. Younger generations, used to having hightech properties (branded or not) in their sports and everyday clothes, are no doubt sensitive to the double promise of smellfree and cooling. Nonbiocidal and biobased formulations may also align with their environmental concerns. Among these, there is a trend to wash at lower temperatures. Often not high enough to get rid of the source of unpleasant scents: the bacteria.
CREDIT: ODLO
Swiss brand Odlo integrates a ZeroScent finish in its Nordic Elite base layers.
One step ahead
Afouryear research project called Bioeconomy@Textiles (Be@t) launched in Portugal in 2022, with 56 organisations and companies taking part. It has a budget of €138 million, with €71 million provided by Portugal’s Recovery and Resilience Plan. For the project, the country’s dense network of textile mills and manufacturing facilities, along with research labs and universities have been investigating plantbased and industrial biomass resources. They have also worked on smart recycling technologies and digital traceability.
The project’s results so far were presented at Première Vision Paris in February, where some of the new processes that have come from it, sometimes literally out of the ground, were showcased.
António Braz Costa, head of the Portuguese textile and apparel research institute CITEVE, tells Sportstextiles that the starting point was to ask if the textile industry could create biobased circular supply chains and, if so, to examine what the possible consequences would be. Would it become possible to shift the supply of textile raw materials back to Europe? Would the safety and traceability of textile products increase? What if it could also foster cooperation between diverse value chains and create local synergies? What if it
A collective research programme to boost innovation in sustainable processes and develop industrial synergies in Portugal has brought together a consortium of textile and apparel manufacturers, research institutes and universities to unlock a circular, biobased and digitalready ‘bioeconomy’.
could build a truly circular and sustainable textile and clothing industry?
The main aim of this multidisciplinary programme is to create an industrial symbiosis promoting better practices and solving some of the industry’s hot spots, notably in the dyeing and finishing of textiles. “Our goal is to achieve proof of concept through pilot plants and real operations. A future large scale lyocell plant is just one example,” says Mr Braz Costa, referring to the projected AeoniQ facility with Portuguese cellulosic fibre and pulp producer Altri. The programme is built on four pillars, starting with the development of biomaterials derived
CITEVE launched a Label of the Future project years before the European Union’s proposal that brands provide consumers with a digital product passport for garments sold in the bloc.
CREDIT: CITEVE
from natural fibres, regenerated cellulose and fermentation. “The country does not produce cotton, but can recycle it,” suggests Ana Tavares, CEO of RDD Textiles, the R&D division of apparel group Valérius. Residues from various industries can be used to make dyes, including biomass ash as Lameirinho, a maker of home textiles, has done. “It’s a small step, but very interesting in terms of sustainability, because it turns a problem into a resource,” says head of R&D Jorge Leitão.
Circularity is the second pillar of the project, investigating all possible recycling solutions, including mechanical, thermomechanical and chemical. Truth and traceability make up the third pillar. “Years ago, CITEVE launched the ‘Label of the Future’ which is strikingly close to the EU’s digital product passport,” says Mr Braz Costa, signalling that the country is on track for full digital traceability ahead of the EU’s lengthy and laborious approval and implementation process. The fourth pillar is to involve society and communicate progress. “We need to get the message out. We need to provide consumers with reliable data and information. This means being active on social media, launching an open TV channel, and our booth here at Première Vision is another example,” he notes.
Industrial symbiosis
The Portuguese programme was the subject of two panel talks at Première Vision Paris. Describing the goal of the project, and echoing Mr Braz Costa’s vision, Pedro Martins, head of sales for spinner Inovafil, says it is designed “to expand our spinning capacity and to build something that is scalable, with products that are more than niche.” He adds that the company has been trialling brewed and algaederived fibres. “Some may be marketready in two to three years. But often they fail to scale. Seacell has been on the market for years and remains a niche product, mostly because of its high cost. Cotton today sells for $3 a kilo; these new fibres can be around $200 a kilo,” he says. This raises the question of market adoption of these new fibres. While funding for textile startups may have been relatively easy a few years ago, he believes investors will increasingly focus on those that have “a clear market vision” in other words, those that are pricecompetitive.
The companies represented on the panel specialise mostly in cotton and manmade cellulosic fibres, as does dyehouse Tintex Textiles. “Our operations require a lot of water, salt and caustic soda. Today we can bleach cotton without caustic soda. In the future, we will be able to dye without water, by transposing a technology from a different industry,” says Tintex Textiles CEO, Ricardo Silva.
The company has been investigating natural dyes for years with a focus on using waste from other industries at a regional or European level, with cork and wine making industries particularly close to home. “Partnerships are an important part of the Be@t programme,” says Pedro Magalhães, R&D
manager for Tintex. “We can learn a lot from the experience of other industries,” echoes Mr Silva.
The company has been making compounds for shoes, bags and accessories from cork, coffee, wine, beer and even tennis ball waste. One telling example is a resin derived from a wine maker located some 5060 km away from the Tintex facility. The two companies, who share a similar mindset, notes Mr Magalhães, are working together to turn grape residue into a material that Tintex can use.
Processing biomass waste is not as simple as it sounds and implies adapting the harvesting process, an additional pressing stage to remove excess humidity was found to be helpful. “Variability is another issue as we need to stabilise the residues to achieve reproducibility. Every year, we will need to analyse the harvest to identify the best processes,” he says. The grapederived resin is currently combined with a polyurethane binder, not an ideal biosolution. Tintex is now working on developing a biobased alternative. It has acquired a pilotscale reactor to experiment with various types of biomass residues, that also include rice husks and almond shells. These are ground into a fine powder, and their chemical makeup analysed
biotechnology.
CREDIT: WTP
Sample of knit fabric made from Asahi Kasei’s Bemberg cupro yarn by Inovafil. Cotton and manmade cellulosic fibres are core to the spinner’s business.
CREDIT: INOVAFIL & ASAHI KASEI
A panel talk at Première Vision Paris featured, from left to right, Ana Tavares, RDD CEO, Pedro Martins, Inovafil head of sales, Ricardo Silva, CEO Tintex Textiles, and Carla Silva, director of CITEVE’s department of chemistry and
for potential use as a binder. This research also involves universities and labs. “We hope not only to reuse a waste product, but also find added value compounds,” he says.
Smarter recycling
Speaking at one of the panel talks, Ana Tavares, at RDD Textiles, questions why we need to make a shirt from an old shirt. “Making a hoodie is smarter,” she says. “Jeans are made from relatively thick yarns that can be a good option for socks.” She also heads a new division, threesixty, dedicated to recycling. The Valérius group has been recycling its own industrial waste for years, and is now integrating postconsumer textiles. The vertically integrated group can then spin the recycled fibres into yarns, knit them into fabrics and make garments. To ensure traceability, a key concern in recycled goods, a tracer is embedded in the yarns. The advantage of having all operations in house is that data can be collected at all stages of the processes to feed future digital product passports. The division can call on a variety of other ‘circular’ services such as overdyeing, printing or remaking unsold garments. “These solutions address the issue of overstock,” says Ms Tavares.
Threesixty also offers a novel solution to colour management, she continues. From a given volume of waste textiles, the recycling department can create materials in various nuances, depending on available resources. While the most common colours for recycled yarns are greys and blues, she says that if a brand wants a specific shade of red, the yarns can be dyed. But brands should not expect Pantonealigned shades. “Buyers will need to adapt their demands to the type of waste that is being recycled,” she notes.
Waterless colouring
Colour was a big topic in the panel talks, as brands’ expectations are often difficult to meet, and at times, it was suggested, mainly subjective. Colour and textile finishing is the specialty of Acatel, part of the vertically integrated Impetus Group. It has recently formed a joint venture with UK company Alchemie Technology to adapt its waterless colouring process to knit fabrics. Two machines, a pilotscale Discovery and commercialscale Endeavour model, have been installed at Acatel. “Many people believe this technology is comparable to spray dyeing, it is not. Alchemie calls it jetprecision dyeing,” Helder Rosendo, Acatel general manager tells Sportstextiles. “It projects 10micron droplets, at a rate of 1.2 billion per linear metre of fabric, on both sides of the fabric. This achieves a homogenous penetration of inks. It is very impressive on woven fabrics. It is also very fast, operating at 16 to 20 metres per minute,” he says. The process leads to significant savings in water, energy and chemicals usage, potentially leading to 50% lower production costs. “We are now working on achieving these performances on knitted fabrics. We will start with cotton and cellulosics
before investigating polyamide and polyester knits,” he says. Another advantage that he notes is that there are no limitations in dyestuffs: “we can use reactive or acid dyes”. He expects to launch tests rapidly and present the first results in the next few months.
On the topic of natural dyes, also a key focus for Acatel, Mr Rosendo notes that the colour palette is expanding. “We are no longer only offering pastels. Dark shades, especially black and brown are in the works,” he says. The development of natural dyes goes hand in hand with the company’s focus on cotton and cellulosic fibres. “We specialise in natural materials, and it makes sense to offer fossilfree colour. In the world of cotton, MMCFs are the fibres of the future. But they need to deliver the performance of synthetics,” he points out.
To shift away from petrochemicals is the underlying goal of the Portuguese textile industry’s efforts to create a bioeconomy. As António Braz Costa says: “The future is to continue these dynamics to build a truly sustainable bioeconomy infrastructure for our industry.”
Valérius Group has invested in mechanical recycling equipment to recycle production waste as well as post-consumer textiles.
CREDIT: VALÉRIUS 360
A big part of the be@t project is to develop synergies across industries. Tintex has invested in a reactor to test various residues, including almond shells, rice husks and brewers’ grains for possible integration into new biomaterials.
CREDIT: TINTEX TEXTILES
Award-winning circular and warp knit fabrics for sports, outdoors and intimate apparel.
National Level Green Factory - eco plant incorporating solar and wind power renewable energy, eco efficient textile processes and intelligent augmentation.
Brand ingredients with a wide range of performance including bio—based polyamide, recycled synthetics, bio-based spandex, mono fabrics, cellulosics.
Science that won the Nobel Prize for chemistry as long ago as 1950 could have a role to play in the textile industry’s transition to the circular economy.
Stick with it
Two experienced chemists have claimed that a new technology platform they have developed can help boost the repair, reuse and recycling of outdoor garments and bring about a breakthrough for adhesives that can debond on demand.
DGlue is the name of the platform that business partners Dr Kristoffer Stokes and Dr Phil Costanzo have launched. They view this as a potentially valuable component in the waterproofbreathable supply chain and elsewhere in the garment industry. Glue features prominently in clothes for the great outdoors. “Glues are everywhere in rain jackets,” Dr Stokes explains. “You spin the fibre, then you knit or weave your face fabric. But for waterproofing, if you opt for lamination, you have to glue the laminate in.” As well as membranes, adhesives are required for gluedon seamtapes, too. Some manufacturers even glue in sewfree zippers, trims, toggles and overlays.
Classroom and commerce
The two scientists have been friends since their student days, but DGlue is the first business venture they have worked on together. Both have taught in universities (Dr Costanzo still does), and both have lent their expertise to research work for the US military. Dr Stokes then “went the business route” and has a background that includes a spell as product development director for sewfree technology provider Bemis Associates. He also worked at Celgard (now part of Asahi Kasei) and helped develop and commercialise an early polypropylene waterproof breathable material. Merrell brought that membrane to market in 2014. It was later used by Helly Hansen, too. More recently, he cofounded Bostonbased Geisys Ventures, which specialises in helping companies make progress in research, technology and marketing. During his time at Bemis, he says questions about “defeatable adhesives” had begun to come from customers. Those early enquiries arrived “before the circular economy was a thing” and the potential benefit of having glues that, at some point, stop working was unclear to many.
CREDIT: MONCLER
Glues are everywhere in rain jackets, according to Dr Kristoffer Stokes.
“That conversation has changed in the course of the last couple of years,” he says. He explains that he always kept an eye on the “great work” his friend was doing in academia. Working with undergraduate students at California Polytechnic State University, Dr Costanzo had spent time on an idea he calls healable coatings. If coatings respond well to controlled exposure to heat, scratches and tears can be eminently repairable; one example he thought of was in coatings for cars. If you can remelt and reseal the coating, drivers will be able to mend scratches in the paintwork on their cars using an ordinary hairdryer. A conversation about this led to the idea of translating the same principle to adhesives. Work on the concept began at the start of the decade before the independent launch of DGlue in mid2025.
Monoculture
In the circular economy, garment construction deserves our close attention. It means products have to last a long time and be repairable, and for the material we use to make them to be recyclable at end of life. Glue presents a challenge here. But so does stitching. For a nylon jacket to be easy to recycle it should be 100% nylon, which includes having nylon thread in the stitching. Nevertheless, monomaterial garments are still the exception rather than the norm. A study from Belgium based cleantech start up Resortecs, which specialises in product disassembly, estimates that mono material garments bought and sold in the European Union (EU) at the moment comprise 22% of the total market. This is a slow changing picture: the study suggests that, at current rates of growth, it will take until 2035 for mono material garments to reach a 30% share of the total. If a garment is not mono material, recycling becomes more complicated.
Dr Stokes explains: “It’s hard to deconstruct clothing in an economic way without just cutting it apart. Our adhesive can help. If we use seamtape to seal up the seams so that water doesn’t ingress, DGlue can be a good replacement for the adhesives that are in use at the moment. When you put the garment in an oven for deconstruction, the seamtape will fall off or be very easy to peel away. And if we glue whole panels together with our adhesive, you get the benefit of lowprofile seams and fairly easy disassembly. The garment will disassemble itself in the oven and the panels will be in good condition for reuse.”
The business partners have set up DGlue to be dropin technology and, rather than as a single solution, to offer a platform for companies in the textile industry to use in the way that suits them best. “We know that there are many glues,” Dr Costanzo says, “and a singular product is not going to solve all our problems. We can formulate different glues to solve different problems.” This will involve different mechanisms for debonding as well.
Other ideas
This magazine last wrote about reversible adhesives in 2024. Dr Barny Greenland at the University of Sussex in the UK has led research on the subject and had come to the conclusion that adding particles of iron or iron oxide to glue could make the adhesive responsive to targeted heat. This in turn would cause materials to debond, he has said. He thought this idea could work well in areas including footwear recycling, but Dr Greenland says now that he does not know of any footwear companies that have put his idea into practice.
Also in 2024, sports brand ASICS said it had used a reversible adhesive, developed inhouse, in the construction of a shoe called the Nimbus Mirai. It said the new glue can provide durable bonding of materials while the shoe is in use, but that the bonding is reversible. ASICS said specifically that its aim was to make the upper of the Nimbus Mirai easily detachable from the sole during recycling processes. In this way, it explained, the whole of the upper can go through recycling and be turned into material the company can reuse to make new shoes. As of the first quarter of 2026, as far as we can tell, the Nimbus Mirai is no longer available for sale from ASICS and the Japanbased company has made no further reference to the reversible adhesive it developed.
Core question
Without knowing these examples from the inside, Phil Costanzo is reluctant to speculate on what the reasons might be for a lack of progress with previous efforts to make reversible adhesive scalable and a commercial success. But he says finding ways to apply heat to a construction addresses only part of the problem. How polymers assemble and come apart is the core question, he suggests. It takes a lot of energy to break a covalent bond, he explains, and even if you succeed, the bond breaks apart randomly.
Simplicity is part of D-Glue’s strategy. Textile companies and their suppliers can use it as drop-in technology that dovetails with their existing formulations.
CREDIT: D-GLUE
To address this, DGlue uses chemistry that has been around for more than 75 years. It is based on an idea that won the Nobel Prize in chemistry in 1950. That year, the Royal Swedish Academy of Sciences awarded the prize to German chemists Otto Diels and Kurt Alder. This is chemistry that is now “really well understood”, Dr Costanzo explains. DGlue’s effectiveness comes from the addition of two extra molecules to conventional adhesive formulations. Both of these secret extra ingredients are widely available and purchasable at scale. They provide a thermal trigger, which means the response of these ingredients to heat is what will rearrange the chemical bonds at a molecular level, make the adhesive debond and, the chemist says, cause a garment to fall apart.
Simple chemistry
Formulations using DGlue can be designed to break apart at different temperatures and using different amounts of energy. The developers say it is tuneable, depending on a substrate’s needs. It can be formulated to debond with high heat for a short time, low heat for a long time, or at mixed temperatures, all of which helps to maintain the integrity of materials, making them easier to use again. It even allows for what they call “patterned debonding”, for when there is different adhesive in different parts of a garment. At the moment of application, the DGlue technology works as a liquid adhesive. It can also work in a glue stick format, which makes it easy to store and to transport to different workstations in a factory.
“We are not synthesising things from groundzero,” Phil Costanzo continues. “We are taking existing products and adding properties and capabilities to them through simple chemistry. We can take this thermal process and put it into a variety of components: a urethane, an epoxy, a siloxane and others. We can engineer in our network and in precise locations specific types of bond with what chemists refer to as DielsAlder linkages [named after the Nobel Prize laureates]. We can control how a bond falls apart and the timeframe and the temperature for that.”
Drop in the bucket
Working with undergraduates rather than graduate students means he knows his teaching time with them will be short. The students will soon move on to other things. Because time is short, the tasks Dr Costanzo’s students carry out have to be affordable and easy to replicate. The programme has to have what he calls “a robust methodology”. This is sometimes called ‘bucket chemistry’, he continues, “because, literally, you could do this by putting everything in a bucket”, adding ingredients one by one and stirring. Undergraduates are also “really good at breaking things”, he says fondly. The benefit of this is that it flags up any weak points in your synthesis, which could harm your ability to make a lot of what you want to make, and to do so cheaply.
He points out that academics often try to make an impact in the business world after “cute
experiments” have worked in the lab, but then find their ideas cannot scale. The DGlue partners are under no illusions about this. Kristoffer Stokes says the barrier between success in the laboratory and success in the market is so difficult to overcome it is known in the conversation between academia and business as ‘The Valley of Death’. He insists that a focus on what is readily available will make scalability more achievable. Scalability also means “an avenue to hit many markets”.
Early stages
Under new rules in the EU, producers that make textiles available in any of the 27 member states will be obliged to cover the cost of their collection, sorting and recycling at end of life, through new producer responsibility (EPR) schemes. Kristoffer Stokes believes this will help make the case for solutions like defeatable or debondable glues.
Industry partners have already succeeded in replicating DGlue procedures at an industrial level. Because DGlue works as a technology platform, Kristoffer Stokes says partners can “sprinkle it into their existing formulations” and make them debondable. Some of the partners involved in this early work are already aiming to bring the results to the textile industry. They have seen it work at “loadings that make it economically feasible”, he adds. These are the early stages, but he believes this will be a way for these partners to transfer their customers to a new formulation that adds value for everyone in the supply chain. He identifies seamtapes, lowprofile intimates and replacements for elastics as good potential early applications.
“We are not aiming for the massmarket,” he concludes. “We would not be able to satisfy the demand at the moment. We have an idea that the pricing should be competitive, close to priceparity with other technologies.” This means that for smaller, sustainabilityfocused capsule collections, brands can make DGlue part of their circular story, adding value “without a major price premium”.
(Left:) Former Bemis product development director Dr Kristoffer Stokes is bringing his business expertise to the new adhesive venture.
(Right:) Dr Philip Costanzo has spent his entire career teaching undergraduates and is using his experience of “bucket chemistry” to help make D-Glue scalable and economically viable.
CREDIT: D-GLUE
‘Luxury means raw materials’
At Olympic level, fractions of a second make the difference between podium positions and missing out. Italy's Francesca Lollobrigida secured her second gold medal of the Milano Cortina Games by winning the women's 5,000m speed skating event in 6:46.17, edging out Merel Conijn of the Netherlands by a tenth of a second. This minute margin shows how important every single element – including the aerodynamic suit and fabric – is. And only two weeks earlier, some of those Winter Olympic fabric suppliers were among the 730 exhibitors at the 42nd edition of Milano Unica, held in the same venue at Fiera Milano Rho exhibition centre.
The show was described as a “litmus test” for industry sentiment, following a period of inflationary pressures, tariffs and geopolitical worries for the global fashion industry. Despite this, the number of European exhibitors increased by 25%, and organisers said the signs heading into 2026 were good. “Luxury means putting raw materials back in the spotlight, elevating them as the foundation of brand identity and credibility,” said show president Simone Canclini at the opening ceremony. “In a constantly changing luxury market, product, quality and expertise are once again key storytelling elements."
Among those suppliers invested in the Olympics was Germanybased Eschler, which was bought by
RISE TO THE CHALLENGE
Milano Unica has partnered textiles recycler Wetex to turn all the fabric samples used by the fair into carpet to be used at the next edition.
CREDIT: MILANO UNICA
The sentiment at Milano Unica was that manufacturing needs to be put back in the spotlight to differentiate highend textiles.
Schoeller in 2012. However, it has been in its own race recently; one to reconfigure its suppliers after Schoeller announced last summer it was moving production to Asia, “a shock to the whole textiles industry”, according to a spokesperson. Eschler took over the knits side of the business, with other fabrics now produced out of Taiwan. Eschler works with national teams such as France, US, Italy, Germany, Slovenia, Switzerland and Japan for sports including speed skating, alpine skiing, racing and cycling, later crossing those innovations into the consumer sector for brands. For the teams they support, “at least one part of the garment is from Eschler, and often the whole suit,” he adds. “Once this Olympics is over, we will immediately begin producing for the next cycle, with new structured fabrics and innovations.”
There is a similar focus at Payen, with around 70% of competing nations having some element of Payen fabrics at the previous Games, according to a spokesperson. The French company specialises in highstretch wovens and is among
the last vertically integrated textiles companies in Europe, working from yarn spinning to dyeing, weaving and finishing. “Everything is specialised for a niche market – but it can be a big niche.” The company also makes lightweight, breathable compression fabrics, both for the sportswear and medical sectors, with new markets including compressionwear for people with dramatic weight loss. Novel materials on show included a woolnylon blend, using wool’s thermoregulating properties to add warmth to nexttoskin stretch fabrics.
Wool gains ground
The increase in demand for wool was mentioned by several exhibitors, with the natural fibre seeing somewhat of a resurgence. Some highlighted merino’s rising price due falling supplies in Australia, coupled with higher demand from China, but British Wool and New Zealand suppliers have also noted growing demand and rising prices. Japanese company Miyuki Keori said sales of its 100% wool ‘denim’ had rocketed, and the UK Fashion and Textiles Association – which accompanied 27 mills to the show – placed emphasis on merino wool and tailoring fabrics, working in collaboration with The Campaign for Wool, The Woolmark Company and British Wool. This trend has not yet been reflected in Italian textiles sales, which last year reached around €6.9 billion, a drop of around 1.5% from 2024, according to Confindustria Moda. Sales of wool –which makes up 40% of its textiles – silk and knits fell, but sales of cotton and linen textiles rose. The association warned the high levels uncertainty mean there are no concrete signs of recovery, but Mr Canclini noted there was better news in the third quarter of 2025, when growing sales volumes for cotton and linen fabrics made up for the losses accumulated in the previous two years.
Nature’s way
The Cotton Egypt Association, Supima Cotton and the Alliance for European FlaxLinen & Hemp were in attendance to support the natural fibres. The alliance was promoting the use of linen in sportswear, highlighting its breathability and thermoregulating properties. Fabrics by mill partners included linens with PU or waterrepellent coatings, and blends with cotton, viscose and elastane. “There is a growing interest in natural fibres, and having the traceable story from Europe is also desirable,” they said. Bulgariabased down specialist Down Creators highlighted what it described as the first scrimless down wadding – with no textile layer to bind the feathers – suggesting it offers advantages in terms of endoflife as well as processing. TX Down is made from 75% natural fibres and 25% ‘technical fibres’, which function as a glue. The company was launched 30 years ago to create a use for the byproduct of the local duck meat industry, and it has since designed machinery and technology that has refined the sorting processes and made its systems more efficient.
Italian insulation specialist Thermore is a regular exhibitor at the Milano Unica, the combination of highend and fashion buyers suiting its products. At the show, it introduced Thermore Freedom, which managing director Patrizio Siniscalchi described as a new generation of padding. “Thanks to a construction that adapts to every movement and the pioneering use of recycled fibres, including those from electronic components, Thermore Freedom guarantees stretch, shape recovery and lightweight warmth without compromise,” he says. “This product embodies our vision: active, highperformance warmth and a concrete approach to more responsible production methods."
MarediModa’s shared values
For the fourth time, European swimwear sector fair MarediModa held a ‘show in show’, supported by lead sponsor Lycra, with its exhibitors presenting collections in a dedicated area or in their own booths around the event. Claudio Taiana, president of MarediModa, told Sportstextiles the show was a good fit, with both events focusing on highquality European textiles. Attending Milano Unica means exposure to buyers from Italian brands as well as a chance to fit into different buying calendars, with its main Cannes show taking place in the autumn. “The objective is to find companies not specifically focused on swimwear, as the stretch fabrics can be used for lots of enduses,” he said. “You can discover brands doing something different, there is a lot of crossover.”
As part of the MarediModa delegation, circular knit specialist Eusebio presented a beachwear collection featuring smooth stretch nylon jerseys, and linings with coloured lurex, including new fabrics with Roica, which its Japanese maker Asahi Kasei describes as an “improved elastane”. The Iluna Group, which makes stretch laces, showed intricate geometric designs with luminous metallic accents. Its collection included Roica EF (made with preconsumer recycled materials), GRScertified lurex mesh fabrics and materials
Fair president Simone Canclini said of the twice-yearly event: “The last two editions have delivered the best results ever.”
CREDIT: MILANO UNICA
‘LUXURY
“ We see a return to elegance in the sportswear market. ”
MICHELA DELLE DONNE, EUROJERSEY
made with recycled polyamides such as Fulgar's QNova and Radici's Renycle. Innova Fabrics’ Residual Free line featured blends of Sensil Biocare and Roica V550 – both designed to degrade.
Return to elegance
Italian mill Eurojersey, the maker of warpknit stretch Sensitive fabrics, is expanding its presence in the women’s golf and tennis sectors, as well as into men’s sportswear, with an investment in new construction techniques combined with digital print technologies. Marketing manager Michela delle Donne told Sportstextiles there is a return to elegance in the sportswear market, and its latest collection offers fabric combinations that speak to that trend. Its new 3bar construction creates waffle piqué – a textured fabric with raised geometric or square designs – that can be digitally overprinted. “The surface is in relief, creating an elegant result,” she explained. As part of a vertical manufacturing setup that includes weaving, dyeing and finishing north of Milan, Eurojersey has an inhouse printing facility. General manager Andrea Crespi added: “When you touch a warp knit, it is usually flat, but we are combining the future of construction with the highend printing technology, while maintaining the integrity of our Sensitive fabrics.”
Printed textiles were another theme mentioned by exhibitors, with a view that the technique can not only reduce the water and chemicals associated with dyeing but offers a flexible route to market or a way to refinish old stock – which could become more important with the incoming regulation that will require better solutions for unsold textiles.
Powdered leather on denim printed to look like jackets, and jeans designs printed on washable leather or other fabrics were on show at NextPrinting. Based in Bergamo and part of the ACM accessories group, it works with customers to create novel print effects. While digital printing is growing, it is important there is the knowhow and not simply the machinery, project manager Philippe Mignot told us. “Our technicians know how to print on different fibres and fabrics, it can be complex to work out the shrinkage, for example.”
Shine on
JRC Reflex presented new textured materials that offer greater options for designers. The Frenchheadquartered company adds minute glass beads to fabric at its facility in Italy, creating reflective materials in a variety of colours. The fabric is usually flat but by adding texture – in the form of raised squares, lines and hexagonal patterns – more character can be added. “This
offers designers more choice,” chief executive Céline Cugerone told Sportstextiles
Fiftythree textilesmakers travelled from Japan, supported by their government and the Japan Textile Association in the 10th year of the collaboration. With an “ultraweak yen environment” at home, companies are looking to increase exports, organisers told us. Alongside performance fabrics manufacturers Toray and Sunwell was protein fibre developer Spiber. It is now testing a membrane that could be added to a down jacket, making it windproof and easier to recycle, said the company. It also presented an earlystage material that could be used as an alternative to leather.
At the close of the show, Milano Unica’s general manager Massimo Mosiello said the atmosphere confirmed “the moderate optimism about the positive prospects for 2026”, although concerns remain about the geopolitical context. The show closed with higher international buyer attendance, led by French (+8.5%) and US buyers (+13.5%), as well as increased attendance from Korea (+10%), Germany (+8%), Canada (+6.6%) and Japan (+2.4%). From the UK delegation, Abraham Moon’s Pam Birchenall and British Millerain’s Adam Getty both commented that the edition was the best in terms of numbers and quality of visitors since before covid.
Valentino Valentini, Deputy Minister of Enterprises, noted the Italian government is introducing regulations and funding to combat ultrafast fashion, with €500 million allocated to support businesses become more innovative. “Milano Unica reminds us that without fabric and accessories, luxury and Made in Italy do not exist,” he said. “They are the essential ingredient, the substance that gives body to style, and in a complex twoyear period like this, we must have the courage to put the industrial value of the product back at the centre, bringing attention back to real manufacturing.”
Eurojersey says creating new or bespoke designs – including the mini-checks and geo-checks that are trends for spring-summer ‘27 – on top of the 3D fabrics creates texture and interest.
CREDIT: WTP
High-friction insole surfaces increase grip between the foot and the insole, reducing internal foot movement.
CREDIT: BLUMAKA
Reclaiming a lost material
Chronic injury can be career ending for many athletes, and US national team lacrosse player Trevor Baptiste thought turf toe was a pain that would mar his entire professional life. When the foot slides inside the shoe, particularly during turf sports, the big toe (metatarsophalangeal or MTP) joint can sprain or bruise due to the upward bending. Baptiste had tried shoes a size too small, but the constant jamming of his feet made the injury worse. Being introduced to Blumaka’s insoles with their propriety nonslip technology was a “turning point”, he says. “The nonslip changed how secure I feel in my shoes.”
FOOTWEAR TECHNOLOGY
Made with 85% recycled product, Blumaka’s insoles and midsoles can help footwear brands find a use for foam waste while boosting comfort and durability. Anti slip technology and carbon plates are taking performance to an extra level.
But the company didn’t start out on a mission to tackle foot comfort and injury – its first mission was to tackle waste. Cofounder Stuart Jenkins has seen many developments during his 35year career in the footwear industry through previous roles, such as senior vicepresident of innovation at Deckers Brands and CEO at Shoes for Crews. During visits to shoe factories in Asia, he was always struck by the vast amount of leftover foam heading for landfill or incineration: enough to make 5 billion insoles or 2.5 billion midsoles per
year, according to some estimates. This highquality material was going to waste. In 2019, he teamed up with Joe Skaja, who led the team that created the Nike Air sole, and manufacturing expert Chantal Herry to create a new product stream, at a new solarpowered factory in China and a new use for this material.
Over three years, and working with companies such as Huntsman, they developed the process. Waste foam is ground into granulated particles and mixed with PU to create the midsole unit. A special TPU film is then used, creating insoles and midsoles with 85% recycled content. In theory, the recycled materials could include any foam that can be chopped up: EVA, PU, biofoam, Bloom, ETPU, Poron, TPEE, TPU, Styrofoam, silicone or neoprene.
Adding a high percentage of recycled material is often associated with a lowerperforming product, but it is exactly these flecks of foam that make the material so comfortable, marketing manager Charley Hoffman tells Sportstextiles. Rather than a straight EVA foam, the groundup pieces create air bubbles, which increase comfort and durability. “When you encase little pellets of foam in a film, it becomes stronger, because when one of these little cushion units fails, the next one picks up the slack,” he says, noting Skaja had been instrumental in this discovery in the 1990s.
But converting big brands to the recycled foam was not going to be as easy as first imagined, even with the team’s strong footwear connections. They faced resistance against switching suppliers and a hesitance towards new manufacturing techniques, even if it could be proven to have a lower environmental impact, with the manufacturing process using no silicone and far less water than conventional foammaking.
Running circuit
The company sought a new avenue: direct to consumer. Running circuit, Jenkins, a dedicated runner who once trialled for the Olympics, was unhappy about spending thousands of dollars on shoes and insoles as they wore out. Shoe manufacturers often prioritise the more marketable midsole technology, outsole and the upper, he says, while the insole receives less design and engineering attention. “The dirty little secret of most running shoes is that they go flat or lose their cushioning in about 200 miles. When I was training 100 miles a week for the Olympic trials marathon, I needed a new pair of shoes every two weeks,” he says. “That was until I invented the Blumaka insole.”
This insight meant the first market to really adopt Blumaka were trail runners. Runners face unpredictable terrain and sudden shifts in movement, and a foot that slides even slightly in the shoe can cost stability and increase injury risk. The team attended running events and speciality retailers, promoting the nonslip benefits and durability: tests showed the insoles were good for 1,000 miles. Next, sports where foot stability is
paramount: baseball, American football, pickleball and lacrosse. An independent study of more than 200 professional athletes revealed 80% improved their start/stop speed, 90% ran faster and 80% reported improved lowerbody stability from the knee down. Blumaka says tens of thousands of athletes now choose the insoles.
Recycling postconsumer shoes has always been difficult, but Blumaka has worked with Miamibased Sneaker Impact, which grinds shoes down to granules of foams and rubber, and believes US manufacturing of the insoles could work. “We can take Sneaker Impact’s foam and, using our process, turn old running shoes into new shoes or components,” says Hoffman. The new shoes he mentions include sister company Fleks Footwear, which creates beach slides from the material. At the end of last year, the shoes received a huge credibility boost: Oprah Winfrey included the San Ysidro Slide on her ‘favourite things’ list.
Brand takeup
Brand adoption is growing. Alongside pickleball brand Daps, baseballfocused SQAIRZ, running specialist Run Rabbit and safety footwear brand SR Max, Allbirds last September launched a Remix collection using Blumaka midsoles, and was the first footwear brand to use Circ’s textiletotextile recycled materials derived from polycotton waste.
Last summer, Blumaka released the Carbon Elite, built around Carbitex’s GearFlex G3 carbon fibre plate. This plate flexes naturally as you run but stiffens throughout the gait cycle, which stops overrotation of the MTP joint but still enables natural running – a development to address turf toe and which is now being used by the National Football Leage (NFL). Next in the portfolio will be another insole with an integrated carbon plate –this time a more rigid one, again aimed at the NFL. Blumaka is also aiming to grow its sports partnerships – with tests showing promising results for golfers, for example – as well as retailers, with the product available on its website, sports retailers and Amazon. “We don’t recycle trash, we reclaim the most advanced foam ever made and improve upon it,” says Jenkins. “Our process shows that waste foam isn’t a problem, it’s an opportunity.”
Allbirds’ Remix styles give second life to manufacturing waste by transforming blended textile waste and foam scraps into new shoes
CREDIT: ALLBIRDS
Clothing designers expect to see further advances in automation in the near future, but we are some way short of seeing an allAI produced garment, even if consumers were willing to accept such a product.
Automation’s shortcomings
Organiser of the Techtextil and Texprocess exhibitions, Messe Frankfurt, recently hosted a preview to highlight what visitors can look forward to from the 2026 editions of the events. Both shows will take place concurrently in Frankfurt from April 2124.
The centrepiece of the preview event was a panel discussion. Participants were Messe Frankfurt’s vicepresident for textile industry events, Olaf Schmidt, the managing director of industry association VDMA, Elgar Straub, adidas director Walter Wählt, and the general manager of Portugalbased textile research institute CITEVE, António Braz Costa.
Panel members agreed that innovation needs to be the textile industry’s response to economic uncertainty, geopolitical tensions and continued restraint in investment. They also agreed that innovation can accelerate the transformation of the textile sector and suggested that many of the new ideas on display at Techtextil and Texprocess in April will focus on artificial intelligence (AI), sustainable materials and new production models.
Mind the gap
However, Mr Wählt, the senior director of advanced creation at adidas, says that his experience of incorporating new technologies into garment design at the sportswear company has left him in no doubt that gaps remain. He says innovation usually comes in because there is a problem that the industry wants to solve. Digital design at the moment, he insists, consists of digital and manual processes. This is to say that garment manufacturers are now doing digitally some of the things they used to do manually, but he says the process as a whole is still a mix of digital and manual.
“The next step will be automation, with connections between systems,” he adds. “Now when you scan a garment or present a pattern, the system doesn’t know if it is for a sleeve, a front piece or a back piece. You have to position the pieces manually so that the system can stitch the garment. This is ridiculous.”
Automation is speeding up design tasks, but making garments still requires a combination of digital and manual processes.
CREDIT: ADIDAS
Separation issues
He insists that automating these processes further is something that the industry is demanding. He hopes it will be “one of the next steps” and that evidence of progress will be on show at the exhibitions in Frankfurt in April.
He also calls for greater automation in systems for separating different materials from garments when they go for recycling. But here, he explains, it is important to begin at the design stage. “We must always start with design when we talk about sustainability and circularity,” he says. “It is important to have recommendations about which materials you should use so that you can make a circular garment. At the moment, too many garments are going into landfill as waste just because the garment is made from cotton, for example, but the thread the manufacturer decided to use was polyamide.”
He is aware of ideas for automating the separation of materials. “When you talk to suppliers about these problems, they say that they have something in the pipeline but that it’s not ready for the market yet. I hope to see some solutions for this at Techtextil and Texprocess. I will be interested to hear what suppliers say.”
First steps
The senior director of advanced creation at adidas says he understands the resistance of some consumers towards having finished products made entirely by AI and automation tools.
He explains that some of his design and marketing colleagues at adidas are enthusiastic users of AI. “They are able to be very creative with it,” he says, “and reach decisions on design much faster than they could before. But you cannot create a pattern with AI. AI for the whole engineering part of creating a product that you can manufacture, and that a customer will be happy to wear, does not yet exist.”
He says he is hopeful of seeing “the first steps in that direction” too at Texprocess and Techtextil 2026. He has come across “some promising, small
“ AI for the engineering part of creating a product that a customer will be happy to wear does not yet exist. ” WALTER WÄHLT, ADIDAS
companies” that are already working on extending the use of AI in finished product manufacturing, but he repeats that the technology is of limited use to teams like his. “At the moment AI is just a visual tool, with which designers and marketing teams can go crazy,” he continues, although he accepts the decisionmaking process about what a garment will look like can be much faster as a result. “But we still have to do the engineering part without AI.”
Difficult balance
He would like to see the industry resolve a number of basic shortcomings in the way it uses technology. Companies and systems use a variety of file formats, for example. Size and fit are also areas in need of improvement. “Every company has its own definitions for size, for bodies, for fit. This is why customers are sure about the size they have to order from brands they know, but if they buy from another brand, they are not sure and, in the worst case, they might order three different sizes to see which fits best. A standard for this is completely missing in the industry.”
When Sportstextiles asks Mr Wählt if he has any sympathy for consumers who are unenthusiastic about buying products designed and manufactured by AI and robots, and what he thinks companies like adidas can do to strike the right balance, his response is clear. He says: “Personally, I would not like to have a garment that was completely made by AI, with humans taking none of the decisions, especially about fit and how it was engineered. There is no label at the moment that certifies that a garment was made by humans, but it is an interesting topic.”
CREDIT: MESSE FRANKFURT/ PIETRO SUTERA
Discussion panel, left to right: Merle Becker (moderator), António Braz Costa (CITEVE), Walter Wählt (adidas), Elgar Straub (VDMA), and Olaf Schmidt (Messe Frankfurt).
SUSTAINABILITY
As Lycra’s partially biobased elastane EcoMade hits commercial volumes, Fashion for Good launches a pilot to validate lowerimpact stretch fibres and galvanise support around nascent recycling systems.
Recycling ‘blocker’ fibre enters new age
When The Lycra Company first introduced a partially biobased elastane to the market 12 years ago, it did not resonate in the way it hoped and it conceded the market just wasn’t ready. Eight years later, and with sustainability topics much higher up the agenda, it took another leap and signed a deal with Qore for a biobased BDO that would lead to an elastane made with 70% renewable content. From the start, Lycra has signalled a strong intent to lower the product’s carbon footprint as well as its own, heavily investing in new facilities and setting up a refreshed supply chain. As of February this year, commercial volumes are ready. EcoMade has been tested at mill parters, and the first capsule collections are on the shelves. The aim is that in a few years, half of Lycra’s elastane will be made this way.
Stretchproviding elastane, also known as spandex, has traditionally been viewed as a “problem fibre” when it comes to endoflife: recycling systems are set up for polyesters and cottons, but stripping the fibre out of fabrics has been tricky, with recyclers unable to work with blends higher than 5% (see Sportstextiles Issue 3, 2025). While it makes up only 1.4% of global fibre usage, elastane carries “outsized importance” due to the sheer volume of products it is used in, according to the Textile Exchange. In its 2024 Materials Report, the nonprofit said elastane fibre production is increasing slowly but steadily, rising from to 1.2 million tonnes in 2022 to 1.4 million tonnes in 2023.
While research into recycling solutions was ongoing, Lycra wanted to find an alternative route to lowering impact. Conventional BDO, often made from coal from China, is a precursor to polyteramethylene ether glycol, a major chemical
Arena uses a knit fabric called VitaLife, a blend of 78% Econyl regenerated nylon from Aquafil and 22% Lycra EcoMade. “By introducing a bio-based elastane, we are reducing our dependence on virgin fossil fuels while offering the same level of performance and quality,” says Arena CEO Peter Graschi. CREDIT: ARENA
“ Our goal is to replace the leap of faith with evidence. ”
KATRIN LEY, FASHION FOR GOOD
intermediate which is combined with MDI to make elastane. Biotech company Geno invented a way to create a biobased BDO using various forms of sugar sources – industrial corn, sugarcane or sugar beets – as raw materials, licensing the knowhow to chemicals or fibre groups. Korea’s Hyosung is investing in sugar cane as a raw material, and in Lycra’s case, Geno’s process converts the starch from industrial corn at a biotechnology campus in Iowa, a joint venture between Cargill and Helm. It then heads to Asia to be used as an ingredient for EcoMade.
“There are several important things about this development,” says Alistair Williamson, Lycra’s vicepresident of EMEA and South Asia. “From a sustainability point of view, the raw material comes from rainfed corn rather than oil. A lifecycle analysis tells us this reduces the carbon footprint by about 40%, which can also help our customers reach their sustainability goals. The other aspect, for the mills, it’s the same product. It’s just a chemical change in the raw material so this makes it a dropin replacement with no change in the quality.”
Consortium thinking
So far so good, so what then are the barriers for adoption? The first, according to Fashion for Good’s managing director Katrin Ley, is cost, with biobased and recycled alternatives carrying a price premium (although this equates to only a few cents at garment level, according to Lycra). The second is performance parity: brands need confidence these materials will perform comparably to conventional elastane across processing, wear and washing; and the third is the lack of industrywide data. “Brands are being asked to take a leap of faith and, in a riskaverse industry, that's a significant ask,” she says. “Our goal is to replace that leap of faith with evidence.”
The Netherlandsbased hub has brought together Beyond Yoga, On, Paradise Textiles, Positive Materials and Reformation, with Ralph Lauren Corporation as an adviser, to test recycled, biobased and alternative feedstock categories –although they have not named the fibre suppliers. Over the next year or so, the Stretching Circularity project will test tshirts with 10% and 2% elastane, and investigate regenerated elastane made through emerging recycling innovations. “We’re at an inflection point where nextgeneration elastane solutions are moving from concept to commercial reality, and the industry needs validated data to act with confidence,” says Ley. “Without that, brands will continue to hesitate, and these innovations risk stalling before they reach scale.”
A triumph in separation
Last December, Lycra announced a breakthrough in its recycling efforts in partnership with Italy’s Radici InNova. Over four years, Radici developed a selective dissolution technology to recover both nylon and Lycra elastane from garments. The fibres were then respun and used to create a lingerie set with German brand Triumph. The process is economically sustainable because it allows for the recovery of both nylon and elastane, as well as the solvent itself, said the partners.
The project showed proof of concept. “Many people see Lycra as a blocker, but it can be done,” says Williamson. “When the big recyclers started, they addressed the main hard yarns but didn’t focus so much on spandex. But the new recyclers are covering the spandex as well, as it’s very valuable. The problem is there is nobody who can do it at scale.” Separating elastane from polyester or nylon involves different chemistries, plus the molecular recipe of elastane varies between suppliers – not withstanding the logistics of collecting and sorting the garments in the first place. “The recycling will come, but it might take time,” says Williamson. “It’s a big investment, so we need a big enough scale for the costs to come down.”
This is the second stream that Fashion for Good wants to address. There has been significant momentum in textiletotextile recycling in recent
Oroblu is the first brand in the hosiery sector to adopt EcoMade, which it says appeals to its sustainabilityconscious consumers,
CREDIT: THE LYCRA COMPANY
years, but elastane remains the “unresolved blocker” in the system. The teams will be working with pilotscale recyclers that are able to separate and revalorise polyelastane blends. Alongside that, they will assess whether the biobased and other lowerimpact alternatives are compatible with circular systems.
“Technical feasibility and commercial viability are two very different things. Closing that gap requires action on multiple fronts simultaneously,” says Ley. “Infrastructure investment needs to follow or ideally, anticipate technological progress, and that requires policy signals as well as private capital.” Extended producer responsibility frameworks in Europe are starting to create those signals, but implementation is still uneven, she adds, and brands will need to pay for recyclable materials even before the recycling infrastructure is fully in place to create the business case for building it.
Nuanced storytelling
Following AGolde’s denim range made with EcoMade last April, swimwear brand Arena has created a collection using fabric from Italian mill Carvico, first presented at the MarediModa show in Cannes. Italian hosiery brand Oroblù has also introduced two styles with EcoMade, following a survey that found sustainability was one of the top
RECOVERED AND RE-SPUN
Triumph supplied production surplus materials to Radici. The recovered elastane was respun by The Lycra Company, and the regenerated nylon made into Renycle by RadiciGroup. Triumph’s manufacturers made underwear from the new fabric.
The patented process is said to use “nontoxic, nonflammable and environmentally compatible solvents”, and can be applied to the two most common forms of nylon in apparel (PA6 and PA66).
CREDITS: DAVIDE SCARPELLINI
priorities for its youthdriven customer base. Telling the story of biobased or recycled product could add to brand’s storytelling –familyrun farms in Ohio growing corn could resonate with US customers, for example –although the industry needs to resist the temptation to overclaim, says Ley. “Suppliers have done the hard work of getting these materials to commercial readiness, and now it's about building the ecosystem around them, generating validated performance data, creating the transparency tools that allow brands to communicate credibly, and fostering the kind of precompetitive collaboration that helps the whole industry move together rather than waiting for others to go first,” she adds. She believes there is genuine commitment among leading brands, evidenced by its consortium, but it remains concentrated among a relatively small group of frontrunners and pioneers. Most of the market is still in a waitandsee mode, watching to see whether these solutions perform and what the cost trajectory looks like. “Our job is to generate the data and demonstrators that convert that hesitation into action,” she concludes. “If we can show that recyclable, lowerimpact elastane works in real garments at real performance standards, the market case becomes much harder to ignore.”
MAGAZINES
Sportstextiles
The international technical trade magazine for innovative and responsible materials. (2 issues per year)
Sportstextiles (Digital) £100 per year
Sportstextiles Premium (Print) £120 per year
Footwearbiz
All you need to know to assist you in the global footwear market. (4 issues per year)
Footwearbiz (Digital) £100 per year
Footwearbiz Premium (Print) £140 per year
World Leather
The world’s leading magazine for the leather industry. (6 issues per year)
World Leather & £270 per year
Leatherbiz (Digital)
World Leather (Print) £300 per year & Leatherbiz
To be kept up-to-date on what’s happening in the sports and outdoor industry... sign up now.
Sportstextiles.com® is the news portal to complement Sportstextiles magazine®, offering the latest industry news, market intelligence, product information and much more. It is a comprehensive news site for the industry. All news stories are free to read with a searchable archive of thousands, as well as emailed newsletters and an extensive technical online library of Sportstextiles articles.
Inside Denim
Keep up to date with denim developments from raw material to finished product with in-depth coverage of advances at fibre and fabric level. (2 issues per year)
Websites
Designed to provide up-to-theminute news and market intelligence.