What’s New in Food Technology & Manufacturing Jul/Aug 2025
Editor’s note
McCormick upgrades waste treatment at its Qld facility
Removing alcohol from wine without compromising flavour 14 Talk from the top with Dr Jayani Chandrapala
A new system developed for classifying processed foods 18 The benefits of food processing
&
29 Breaking the ice: changing the conversation about frozen foods
32 Visibly conveying freshly roasted beans
Packaging
20 Balancing act: data-driven packaging design to reduce food waste 24 Edible packaging could be on the horizon
Berries just the beginning for biodegradable packaging
39 Five ways emerging tech is helping food and beverage manufacturing 53 Tackling food contamination threats 59 Injectables for fresh-cut produce?
What's new: six on the
CAROLYN JACKSON CHIEF EDITOR
Meditor's
NOTE
any food manufacturers are facing the challenge of reformulating their products to meet both consumer and government expectations. The list of health-driven demands is extensive, including calls for low sugar, low sodium, no additives or preservatives, no artificial colours, clean labels, increased pre- and probiotics, allergenfree options, climate-friendly practices, reduced packaging and more sustainable solutions. Meeting all these requirements while ensuring that the food remains safe and tasty with minimal processing can seem nearly impossible. However, various solutions are available and were under discussion at the recent FoodTech Qld conference.
Innovations such as big data, machine learning (AI), valorisation and precision fermentation technology are being researched to support the food sector in addressing these demands while maintaining safety against the increasing microbial contamination threats linked to climate change.
One key technology highlighted during the event was whole genome sequencing, which can enhance traceability and food safety. This technology is designed to efficiently track any contamination back through the supply chain to quickly identify the exact source, thereby minimising associated risks and potential wastage of product. CSIRO also discussed its value-added solutions for the meat industry. For example, it is creating shelf-stable protein products from what was previously considered waste, as well as using shockwave processing techniques for tenderising and aging meat cuts.
As most of you will have heard, FSANZ approved the sale of cell-cultured quail as a novel food on 18 June. It will be interesting to see how this ‘brave new world of food’ is received by consumers and economically scaled by the manufacturer.
In this issue, you can read more about some of the latest developments designed to assist the evolving food industry.
PS: Look out for us at upcoming events — CeMat in Sydney and Foodtech Packtech NZ.
Want to contribute?
We welcome submissions from the food industry across Australia and New Zealand that will be considered for possible inclusion in the bi-monthly print publication and our daily web page. If you have a story you think would be of interest, please send an email to wnift@wfmedia.com.au.
Westwick-Farrow Media is committed to using environmentally responsible print services to produce our publications. This edition is printed on a paper made with a mixture of materials from PEFC-certified forests and recycled materials and made from elemental chlorine free bleached pulp with is PEFC certified from sustainably managed sources. It is delivered in a totally degradable plastic wrapper.
Westwick-Farrow Media A.B.N. 22 152 305 336 www.wfmedia.com.au
Head Office Unit 5, 6-8 Byfield Street, North Ryde Locked Bag 2226, North Ryde BC NSW 1670 Ph: +61 2 9168 2500
Editor: Carolyn Jackson wnift@wfmedia.com.au
Publishing Director/MD: Janice Williams
Art Director/Production Manager: Linda Klobusiak
Art/Production: Marija Tutkovska
Circulation: Alex Dalland circulation@wfmedia.com.au
If you have any queries regarding our privacy policy please email privacy@wfmedia.com.au
Printed by Ive Group
Print Post Approved PP100007395 ISSN No. 1039-8414
NOTICE:
All material published in this magazine is published in good faith and every care is taken to accurately relay information provided to us. Readers are advised by the publishers to ensure that all necessary safety devices and precautions are installed and safe working procedures adopted before the use of any equipment found or purchased through the information we provide. Further, all performance criteria was provided by the representative company concerned and any dispute should be referred to them. Information indicating that products are made in Australia or New Zealand is supplied by the source company. Westwick-Farrow Pty Ltd does not quantify the amount of local content or the accuracy of the statement made by the source.
Teys announces transition of ownership to Cargill
Teys Investments Pty Ltd and Cargill announced on 5 June 2025 that a wholly owned subsidiary of Cargill has agreed to purchase all of the issued share capital of Teys Investments from the Teys family shareholders. As a result, Cargill will increase its ownership stake to 100% of Teys Australia and Teys USA (Teys), two of the primary operating companies which are currently jointly owned by Teys and Cargill.
With a diversified family shareholder base, the Teys family has decided it is the appropriate time to transfer the family’s interest to Cargill, a partner shareholder for the past 14 years and global leader in the food and protein industries.
“My grandfather started this business more than 75 years ago with his brothers, and the family values of integrity, quality and honesty have stayed constant as we’ve evolved into the global food brand we are today,” said Teys Executive Chairman Brad Teys.
“The Teys family is immensely proud to have grown our business into a premier provider of beef to our customers and Australian families. Cargill has been instrumental in our transformation into a worldclass food company. We are confident they are the best owner to grow the business into the future.”
The transfer of ownership is said to provide continuity for Teys’ people, partners and producers, and will ensure that it continues as a leading provider of Australian beef products and a buyer of Australian livestock destined for local and international customers.
Completion of the change of ownership is subject to certain customary conditions precedent, including applicable regulatory approvals, and is expected to complete in the second half of 2025.
Cargill will name a new CEO of Teys in due course and work closely with Brad Teys to ensure a seamless transition.
Cell-cultured quail approved
After two rounds of public consultation and food ministers approval, Food Standards Australia New Zealand (FSANZ) has concluded its assessment of cellcultured quail, finding that the product is safe for human consumption and presents no toxicological, nutritional or allergenic concerns.
The organisation has now gazetted changes to the Australia New Zealand Food Standards Code (the Code) to permit the use of cell-cultured quail as a food.
The assessment was made in response to an application by Vow Group for approval to use cultured quail cells in combination with other ingredients to make products such as logs, rolls and patties.
Pact’s recycled milk bottle resin passes US FDA tests
Plastic resin made from recycled milk and juice bottles at a Pact-operated recycling facility in Melbourne has passed rigorous testing and meets U.S. Food and Drug Administration (FDA) safety requirements for use in HDPE food and drink packaging.
The recycled rFresh 100 food-grade natural HDPE resin is produced at the Circular Plastics Australia (CPA) recycling plant in Laverton, where plastic milk and juice bottles collected from kerbside recycling bins, are sorted, shredded, washed and sanitised before final conversion to a highquality, food-grade resin.
Pact Executive General Manager, Recycling Shareef Khan said milk bottles made with this recycled resin were tested in international facilities and met food safety requirements under US FDA 21 CFR 177.1520. These food-contact tests included both chemical end tests and sensory assessments.
“We are extremely aware of the stringent focus on food safety from our dairy customers and want to ensure that we can provide the higheststandard product possible,” Khan said.
“Being US-FDA compliant means that new milk and juice bottles can be manufactured from up to 100% recycled rFresh 100 resin.”
The CPA recycling facility in Laverton is also FSCC 22000-certified, and the operations are supported by an onsite testing laboratory which is designed to assure the recycled resin complies with the US FDA regulations.
The resin will be used to make milk, cream, sauce and juice bottles and personal care containers at Pact’s packaging manufacturing facilities throughout Australia.
The CPA (PE) facility, a joint venture between Pact and Cleanaway Waste Management, has the capacity to recycle up to 20,000 tonnes of HDPE milk, dairy and juice bottles a year, or the equivalent of half a billion 2 L milk bottles.
FSANZ approves updated GM food definitions
Food Standards Australia New Zealand (FSANZ) has given the stamp of approval to updated definitions for genetically modified (GM) food in the Australia New Zealand Food Standards Code (the Code).
The updated definitions are intended to address advances in gene technologies while maintaining strong food safety protections. This follows an extensive review under Proposal P1055 – Definitions for gene technology and new breeding techniques.
FSANZ CEO Dr Sandra Cuthbert said the new definitions reflect the latest science and will provide greater clarity for industry, regulators and consumers.
“The updated definitions are outcome-based, focusing on the change that has been made rather than the process used to make the change,” Cuthbert said.
“Our safety assessment confirms that many modifications achieved through new breeding techniques are equivalent to those from conventional breeding, which is widely recognised as safe.”
Designed to remove ambiguity and improve clarity and predictability while continuing to protect public health and safety, the new definitions will apply across the Code. This should support consistent GM food assessment and labelling, while ensuring regulatory oversight remains proportionate to risk.
FSANZ’s action on GM food brings Australia and New Zealand closer to regulatory approaches being adopted internationally, including in economies like Canada, Japan and England. In giving its approval to the new definitions, FSANZ is aiming to ensure the Code remains current and supports international trade, innovation and consistent regulation across markets.
Existing requirements for pre-market safety assessment and labelling of GM foods will continue to apply, meaning consumers have access to safe food and clear information.
CBS Foodtech supplying KRONEN machinery in Australia
CBS Foodtech has announced it will now be supplying KRONEN machinery to the Australian food processing industry.
For over 40 years, KRONEN has been providing food processing solutions tailored for washing, cutting, peeling and drying a wide variety of products. Its solutions are engineered to be suitable for the fresh-cut, convenience and food production industries.
The machinery is designed to ensure faster processing, higher yield and maximum quality with solutions suitable for multiple sectors, including:
• Fresh-cut and salad processing: from leafy greens to pre-cut fruit, advanced washing and drying systems are designed to ensure freshness and extend shelf life.
• Vegetable and fruit processing: whether peeling, slicing or dicing, KRONEN’s machines are German engineered to handle high volumes with consistency, efficiency, seamless operation and top-tier quality.
The machinery is also designed to reduce waste and improve food safety.
Heat and Control acquires Fabcon Food Systems Ltd
One of the leading manufacturers of food industry equipment, Heat and Control, has announced the acquisition of Fabcon Food Systems, a provider of bespoke processing and handling equipment systems for the food industry.
Tony Caridis, President of Heat and Control Inc., said the acquisition represents another significant milestone in the company’s growth strategy, fostering innovation and creating new opportunities for both companies, while also bringing a wealth of further experience from the team at Fabcon Food Systems.
“Fabcon Food Systems manufactures a broad range of innovative, reliable and costeffective food processing solutions for the snack food, French fry and protein industries that complement our existing range of products, including a full range of vibratory conveyors, allowing us to deliver even more innovative solutions to our global customers,” Caridis said.
Established in 2013 and based in the UK, Fabcon Food Systems’ bespoke processing solutions include processing, product handling, sorting, precision flavouring, weighing and packing systems.
Caridis said that Fabcon Food Systems brings a highly skilled, customer-focused technical team and a world-class manufacturing facility in Europe, further enhancing Heat and Control’s global presence.
Trevor Howard, Managing Director, Fabcon Food Systems, said the company is excited by the opportunities that will be provided by this new venture with Heat and Control.
The Fabcon Food Systems team.
Abattoir expansion in regional Victoria
Supported by a Victorian Government investment, Thomas Foods International has expanded its abattoir in Stawell, Victoria. The expansion is set to almost double lamb production at the facility to more than 2.3 million per year, making Thomas Foods International a leader in Victoria’s lamb market. It will also help the company expand lamb exports across global markets, which include USA. Works completed as part of the expansion include: a new chiller room with capacity for an extra 2000 carcasses; a larger lamb boning room; new coldroom storage facilities; and extra truck loading bays.
The expansion also included the installation of innovative technology and equipment, including an in-line traceability system which all areas of the abattoir are now connected to.
“Thomas Foods welcomes the completion of this milestone project in what is a key region of our operations,” said Chief Operating Officer Tom Davies.
“The expansion and development of these cold storage facilities significantly enhance our capacity onsite and creates local job opportunities.”
The abattoir is already Stawell’s largest employer; however, the expansion brings another 100 jobs which takes the total onsite workforce to 600.
This investment is part of the Victorian Government’s $45 billion support for rural and regional Victoria over the past decade.
Australian brand Rosella celebrates 130 years
Whether it’s at a backyard barbeque, a footy game or accompanying a home-cooked meal, for 130 years Rosella has been a part of Australia’s culinary tradition with two signature products: Rosella Tomato Sauce and Rosella Fruit Chutney.
Founded in 1895, the Australian brand started out as a backyard venture of fruit preserves and sauces by two Carlton mates. They named their business Rosella because they wanted evoke the bird’s incredible instincts for selecting only the ripest fruit — an imagery that remains today.
Bega to close cheese processing plant in Vic
Bega Cheese Limited (Bega Group) announced on 6 May 2025 that it will close its cheese processing and packaging operation in Strathmerton, northern Victoria, and consolidate its operations into its existing site at Ridge Street, Bega.
The company will also be investing in the Ridge Street site to improve its capability and modernise the cheese processing and packing operations.
“As the business maintains its focus on delivering productivity improvement and growth, we continue to look at opportunities to simplify our operational footprint and invest for the future, ensuring we maintain globally competitive infrastructure,” said Bega Group Chief Executive Officer Pete Findlay.
While the announcement has been a surprise for some of the employees, the company said it is working closely with the 300 staff whose roles are impacted by this change to support them through the transition.
Bega Cheese will continue to have a strong presence in Victoria, retaining five manufacturing facilities in the state, including Tatura, Morwell, Chelsea, Koroit and Port Melbourne, and employing over 1700 Victorians. The investment at the Ridge Street site is expected to create approximately 100 jobs in the Bega Valley.
The phased closure of the Strathmerton site is expected to be complete by mid-2026.
In 1905, the company opened its first factory in Melbourne and then further expanded across the country with factories in Adelaide, Sydney and Hobart.
In 2013, the Rosella brand was acquired by family-owned Sabrands Australia, who continues on with the Rosella tradition for authentic flavours.
“We are incredibly proud to celebrate this remarkable 130-year milestone and recognise Rosella’s rich legacy and the special place it holds in Australian homes,” said Sandy Lo Piccolo, Senior Brand Manager at Sabrands. “Rosella is an integral part of Australian food culture. One of the first products produced 130 years ago, was our Fruit Chutney and it is still a firm favourite today. Our iconic tomato sauce, made from 100% Australiangrown tomatoes, is renowned for its high-quality ingredients and authentic taste. Over the years, Rosella has evolved with the changing consumer preferences by introducing new products and continuing to be a trusted household name.”
In addition to its signature tomato sauce and fruit chutney products, Rosella’s portfolio now includes a selection of soups, chutneys, organic sauces and relishes.
To mark the 130th birthday milestone, Rosella has released a limited-edition anniversary version of its tomato sauce and fruit chutney.
Image credit: Bega Group
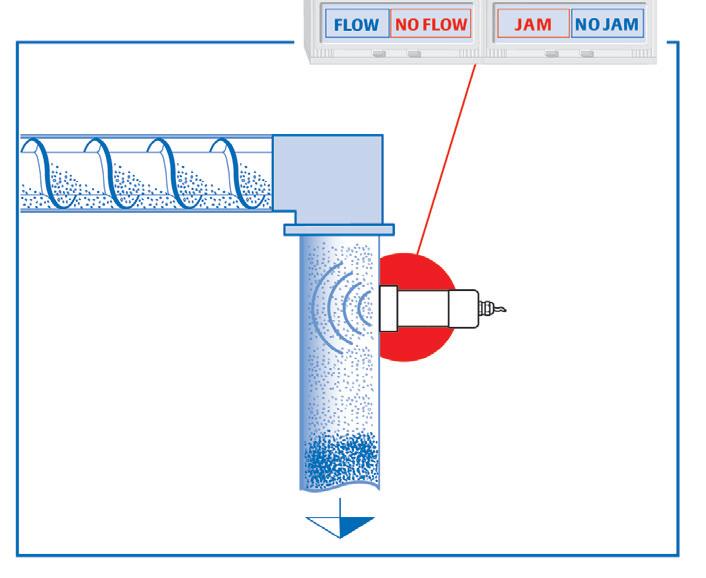
FlowJam Plus
FEATURES
Rapid detection of material movement (Flow/NoFlow)
Additional function “Detection of blockage“ or, “Material flow interruption“
Operates without contact using microwaves
A particularly reliable device since microwaves can pass through material accumulations
Measurement can be taken from outside all non-metallic tank walls, housings, hose lines or pipelines
Can be used even in difficult conditions, in other words high operating temperatures and pressures and in version for hazardous zones (with the help of a process adaptor)
McCormick upgrades waste treatment at its Qld facility
Global flavour maker McCormick opened its upgraded sustainabilityfocused facility at its Sunshine Coast site on 6 June 2025 — the upgraded facility is designed to reduce waste while supporting the global growth of its Gourmet Garden brand.
Completed after seven months of construction, the trade waste treatment facility will be used to manage liquid waste generated by manufacturing activities. The facility is located at McCormick’s Sunshine Coast Hinterland base in Palmwoods which is also the production hub for the Gourmet Garden herb and spice range.
Paris Golden, Managing Director of McCormick Australia, said, “At McCormick, we are guided by our Purpose-led Performance (PLP) principles to deliver industry-leading financial performance while doing what’s right for people, communities, and the planet. This upgraded facility reinforces our commitment to reducing our environmental impact and delivers lasting value to our communities and stakeholders.
“As we continue to expand our international presence, we’re investing in smart infrastructure to uphold our high standards in trade waste management,” Golden said.
The upgraded facility, developed in collaboration with Aerofloat and McNab, is designed to support Gourmet Garden’s expanding production capacity both locally and internationally. With the ability to process 25–40 m3 of wastewater per hour and a 500-kL holding capacity, the system is designed to strengthen sustainable and efficient operations, enabling increased output while maintaining environmental and regulatory standards. By reducing waste disposal costs and mitigating overflow risks, the facility enhances the brand’s ability to scale and meet growing market demands. The upgraded facility is estimated to realise nearly AU$28m in total economic impact in the Sunshine Coast region, and create about 90 local jobs, directly and indirectly.
Housed within a 650 m2 building, it is complemented by landscaped outdoor areas featuring 731 native plants, thoughtfully designed to enhance the site’s environmental footprint and promote local biodiversity.
Tim Cooney, Operational Project Manager at McCormick Australia, said: “The success of this project was driven by strong collaboration with Aerofloat and McNab, and closely supported by Unity Water and the Sunshine Coast Council. Together, we have delivered a facility that strengthens our operational capabilities and positions us for long term sustainable growth in the Sunshine Coast region.”
As a key supporter of both Gourmet Garden and McCormick Australia, the Sunshine Coast Council has played a pivotal role in this project by providing McCormick
Australia with development assistance and commercial growth initiatives by championing their innovation journey.
“Sunshine Coast Council applauds McCormick Australia for its contribution to the local economy, its focus on sustainability and the unwavering commitment to remain a vital part of the region’s growth and prosperity,” said Sunshine Coast Mayor Rosanna Natoli.
“The facility also supports McCormick’s continued focus on enhancing its sustainable practices, which aligns with being located in one of only five UNESCO biosphere reserves in Australia.”
“ The upgraded facility, developed in collaboration with Aerofloat and McNab, is designed to support Gourmet Garden’s expanding production capacity both locally and internationally.
Do you have a design story to share?
Please email wnift@wfmedia.com.au if you'd like to contribute.
Removing alcohol from wine without compromising flavour
Treasury Wine Estates (TWE) has opened a new $15 million in-house facility dedicated to ‘low and no’ alcohol wine production in the Barossa Valley.
Two years in the making, the new facility uses new technology and processes that have been designed to overcome flavour and aroma challenges previously associated with ‘low and no’ alcohol wine.
The facility features state-of-theart dealcoholisation technology, complemented by patent-pending processes for treating the aromatic component of wine that locks in flavour. Using customised equipment alongside proprietary processes allows the facility to delicately process the wine’s extracted essence as part of the dealcoholisation process, allowing winemakers to protect the components responsible for the wine’s flavour and fragrance.
Treasury Wine Estates Chief Supply and Sustainability Officer Kerrin Petty said: “This state-of-the-art technology and proprietary process for de-alcoholisation is our latest step in building a hub of innovation, technology and sustainability in the Barossa Valley, where we’ve been crafting wine to delight consumers for more than a century.”
The facility is designed to produce the next generation of low- and no-alcohol wines for brands in TWE’s global portfolio including Squealing Pig and Pepperjack, which will complement other low- and no-alcohol offerings in the Matua, 19 Crimes, Lindeman’s and Wolf Blass brands. It will also be used to launch a new brand, Sorbet, which blends traditional varietals like Prosecco, Rosé, Sauvignon Blanc and Shiraz with fruit and berry flavours such as passionfruit, mango and lemon, and a lower ABV of 8%. Sorbet will be available from October 2025 in partnership with Endeavour Group.
Research from global beverage alcohol data and intelligence, IWSR, forecasts a 5% compound annual growth rate for the noand low-alcohol wine market between 2024 and 2028. Data shows that 50% of wine drinkers are reducing their alcohol intake,
but taste continues to be the biggest barrier to purchasing wine that’s lower in alcohol.
TWE was an early pioneer in the noand low-alcohol category, introducing a range of Seppelt low-alcohol wines in 1993. The opening of this facility, re-affirms the winemaker’s commitment to innovation in this category.
TWE Group Winemaker Toby Barlow said bringing the de-alcoholisation process in-house will improve the quality of no- and low-alcohol wines. “The complex interaction of aromas and flavours that reflect people and place is part of the joy of wine. Blending our winemaking credentials with customised technology helps us create great-tasting wine that has less alcohol, or none at all.”
Sarah Parkes, General Manager of Sales and Marketing for TWE’s global premium
division, said the expansion of its no- and low-alcohol range reflected the growing popularity of the category: “Flavour has historically been a barrier for wine drinkers exploring a no or low alcohol alternative — this technology has helped us solve the flavour puzzle, and it’s had outstanding feedback from consumers so far. With award-winning low and no alcohol wines already under our belt, we’re looking forward to sharing this next generation of great-tasting wines with consumers from next month.”
TWE Barossa Valley’s Mick Hage, Wine Process Technologist, and Toby Barlow, Group Winemaker.
Talk from the top with Dr Jayani Chandrapala Head of the Department of
Food Technology and Nutrition at RMIT University
Dr Jayani Chandrapala is head of the newly created Department of Food Technology and Nutrition at RMIT that reflects the distinct identity, needs and direction of the food sector compared to biosciences. Jayani said the food industry operates with unique challenges, regulatory frameworks and workforce demands, so the new department allows her team to sharpen their focus on developing high-quality graduates with the skills needed for the evolving food sector, particularly within the Asia–Pacific region where demand for food innovation and safety expertise is rapidly growing. In this article, we talk to her about her work as a food scientist.
What inspired you to become a food scientist?
What inspired me to become a food scientist was the project I did on cheese when I first came to Australia for my Honours. I found it fascinating because it connected science with something from everyday life. I love eating cheese, and suddenly I was exploring how it’s actually made. That experience really opened my eyes to the deeper science behind the foods we eat. From that moment on, I was curious to learn more, not just about cooking, but about what’s really happening when we process food, what they are made of, and how we can make them better. That is what led me to become a food scientist.
What does a day in your work life typically look like?
I am now an academic working in the field of food science. My everyday work involves reading scientific papers, teaching food
science to the next generation, and doing exciting research, both on my own and together with my research students. Occasionally, I get the opportunity to present our findings at conferences, which is always a highlight. It is not just about sharing what we have discovered, but also about learning what others around the world are doing in the food science space. It is a really rewarding and inspiring part of my work.
With regard to food science, what do you see as the key challenges and opportunities facing the food manufacturing industry?
Sustainability and climate change is a major challenge where the industry is under pressure to reduce its environmental impact, such as using less water, cutting emissions, minimising waste and adoption of sustainable materials. Another two major challenges are feeding a growing population, and health and nutrition demands. With nearly 10 billion people expected by 2050, ensuring food security while managing limited resources and supply chain risks is a major challenge. On top, consumers want healthier, ‘clean label’ products, but reformulating to reduce sugar, salt and fat without affecting quality is difficult. The food science sector also faces challenges within the supply chain and food safety. Global disruption events such as COVID-19 have highlighted the need for resilient supply chains and strict food safety and traceability. There is also a shortage of workers skilled in both traditional food manufacturing and modern digital technologies.
There are so many exciting opportunities within food science area. Alternative proteins such as plant-based, insect, cultured meat and precision-fermented foods offer more sustainable choices. Personalised nutrition is also on the rise, with products tailored to individual health needs. Advances in technology like AI, automation and 3D printing are making food production smarter and more efficient. At the same time, food waste is being transformed into valuable new products, supporting a more circular economy. So it is
“
... consumers want healthier, ‘clean label’ products, but reformulating to reduce sugar, salt and fat without affecting quality is difficult.
Can you discuss some of the emerging food processing technologies that you believe could have a big impact on the food manufacturing industry of the future?
important to have a strong collaboration between industry, universities and governments which will then continue to drive innovation.
What trends are you noticing in the research and development of new food products?
There is a huge demand or interest for alternative protein sources such as plant, insects, hybrid of plant and dairy proteins, etc. Also, food valorisation is one of the trends in establishing value addition to various waste streams from industry. Sustainable processing technologies and automation have been new trends as well. Fermentation is another technology that people are interested in, along with producing climate-resilient crops.
What are some of the main reasons for food reformulation research, and some of the associated challenges from a scientific perspective?
Food reformulation research is mostly driven by the need to improve health by reducing salt, sugar and unhealthy fats while boosting beneficial nutrients like fibre, protein and vitamins. It also supports sustainability by using plant-based proteins and upcycled ingredients and thereby reducing waste generation. Growing consumer demand for clean-label and personalised products, regulatory targets on nutrients, and the need for cost-effective, stable ingredients are pushing the reformulation efforts.
Food reformulation faces challenges in maintaining taste, texture and mouthfeel when reducing sugar, salt or fat. Finding the right alternative ingredients is also a challenge. Reformulated foods can alter nutrient absorption due to interactions within the food matrix. When replacing certain ingredients, changes in functional properties occur, often affecting texture and stability. Shelf life may shorten, especially in fat-reduced products. Novel ingredients can cause offflavours or colour changes, risking consumer acceptance. Scaling up new processes and validating technologies adds complexity, alongside gaps in predicting sensory and nutritional outcomes.
Emerging food processing technologies like ultrasound, high-pressure processing, microwave, pulsed electric field and advanced extrusion are set to transform the food industry by improving efficiency, preserving nutrients and reducing environmental impact. These green technologies support cleaner, more sustainable production. Fermentation is also gaining momentum, especially for creating novel ingredients and alternative proteins with acceptable taste and texture. Alongside these, the use of AI and machine automation is becoming critical for optimising formulations, improving quality control and streamlining manufacturing processes. Together, these innovations will drive a smarter and more sustainable food industry.
What do you think are the key areas of food science and technology where upskilling of the workforce could be beneficial for the food manufacturing industry moving forward?
Upskilling in food safety, quality assurance and novel processing technologies like high-pressure processing, ultrasound and fermentation will be crucial for the future food industry. Skills in sustainability practices (eg, waste valorisation, clean-label reformulation), automation and AI-driven production are increasingly important. Workforce training in data analytics, traceability systems and nutritional science will help align product development with consumer health trends. Building expertise in regulatory compliance and export standards will also benefit the global market access.
What are your goals for the new Department of Food Technology and Nutrition at RMIT?
My goal is for the department to excel in teaching and learning, providing global exposure for our students, and positioning RMIT as a leading provider of food science education. On the research side, I aim to build a one-stop hub for industry collaboration, delivering applied, impactful research to solve real-world challenges and strengthen industry partnerships.
Dr Jayani Chandrapala is an Associate Professor and Head of the Department of Food Technology and Nutrition at RMIT University. With a BSc (Honours) in Chemistry from the College of Chemical Sciences in Sri Lanka, and an MSc (Prelim) and PhD in Food Chemistry from Monash University, she has held research and academic positions at CSIRO, The University of Queensland, The University of Melbourne and Victoria University. Her expertise lies in the physical chemistry of food systems, focusing on protein conformational changes, component interactions, advanced membrane processing, encapsulation and emerging non-thermal technologies.
Food talk is a regular feature designed to gain new perspectives from industry leaders within the wider food manufacturing industry. To participate, please email wnift@wfmedia.com.au
A new system developed for classifying processed foods
US scientists have developed a system for classifying processed foods based on information about the health impacts associated with particular ingredients.
The new approach was developed by WISEcode, the creator of an app that provides consumers with information about the food ingredients found in packaged goods.
“WISEcode’s approach is more nuanced and objective than previous classification systems, achieved by providing a more specific and actionable framework for evaluating processed foods,” said Richard Black, PhD, chief scientific officer at WISEcode and adjunct professor at the Tufts University School of Nutrition Science and Policy.
“For consumers, it can provide a clear method for assessing processed foods and selecting healthier options, even within heavily processed food categories. For manufacturers, this allows easy comparison of your food products with your competitors, based on ingredients used and potential health impact of those ingredients.”
Black presented the work at NUTRITION 2025, the flagship annual meeting of the American Society for Nutrition held 31 May–3 June in Orlando, Florida.
The most common classification system used in nutrition research is known as Nova, which was developed in 2009 and groups foods into four categories ranging from unprocessed or minimally processed to ultra-processed. Ultra-processed foods have been linked with increased risk of obesity, heart disease and other chronic health conditions, but researchers say the broad definition of “ultra-processed” — which, for example, places a candy bar in the same category as fortified sugar-free wholegrain breakfast cereal — makes it difficult to gauge the health impacts of specific food products.
“While Nova has played an important role in raising awareness about food processing, its one-size-fits-all approach doesn’t seem to reflect the complexity of modern food
formulations or the diversity of their health impacts,” Black said. “We believe that there is most certainly a group of processed foods that may have a negative health impact over the long term, while there are other processed foods (which Nova would still classify as ultra-processed) that could contribute to a healthy diet.”
To provide a more granular way to differentiate among food products, WISEcode researchers developed a scoring system with three key components:
1. an assessment of ingredients weighted based on current scientific understanding of the associated health risks;
2. the percentage of calories that come from added sugars;
3. considerations for ingredients with known health concerns.
Black and colleagues applied this system to a database of over 650,000 foods and over 5500 food ingredients and compared the results with the same foods classified according to the Nova system. The results show that the WISEcode system provides far more differentiation among foods that are classified as ultra-processed under Nova, though less differentiation among lessprocessed foods.
Based on WISEcode scores, food processing is classified as minimal, light, moderate, ultra or super-ultra. Foods overall and foods classified as ultra-processed under Nova were approximately evenly distributed across these categories, with 16–23% of foods falling into each grouping.
Black emphasised that the approach represents ongoing progress rather than a final conclusion, in keeping with WISEcode’s commitment to scientific credibility and transparency. “Our system is designed to evolve with scientific knowledge,” he said. “As researchers discover more about specific ingredients and processing methods, we’ll continuously update our assessments to ensure consumers always have access to the most current, evidence-based information. We believe in celebrating progress in nutritional science while maintaining rigorous standards.”
In addition to being useful for consumers, food producers and retailers, Black added that WISEcode can be a powerful research tool, making it possible to study the occurrence of individual ingredients and combinations of ingredients in new ways in order to determine which ones are linked with health risks, and which are not.
The benefits of food processing Processed fruit smoothies could be more nutritious
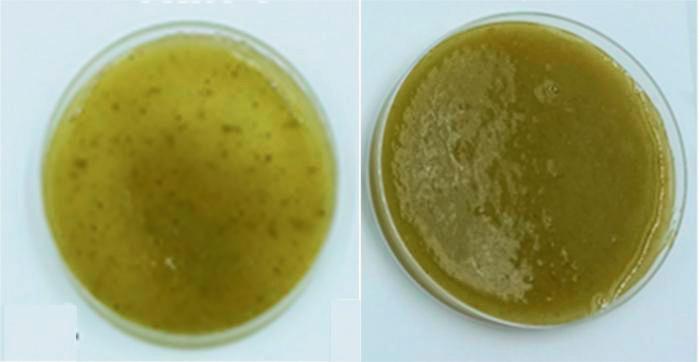
Consumer interest in health and wellbeing has led to a growth in the market for fruit and vegetable smoothies, many of which are rich in micronutrients called polyphenols. If this beverage is purchased at a store, it’s likely to have been pasteurised with heat or pressure to prevent harmful bacterial growth and extend shelf-life. Now, a preliminary study in ACS’s Journal of Agricultural and Food Chemistry reports that processing smoothies with high heat also provides another benefit — it could make polyphenols easier for the gut microbiome to absorb.
Previous research found that food processing techniques like canning and boiling peppers and artichokes may increase the amount of polyphenols metabolised by the gut microbiota, potentially improving the health benefits of these foods. But gaps exist in scientists’ knowledge around other food processing techniques. So, Iziar Ludwig and colleagues investigated how pasteurisation could affect polyphenol digestion in the gut microbiome.
The researchers first prepared a smoothie made up of Granny Smith apples, green celery, green chicory, peppermint and lemon. They split up the smoothie into three parts: one was not treated, and the others underwent either high-pressure or high-temperature pasteurisation. Then, the smoothie samples were added to successive solutions meant to mimic the three stages of digestion — oral, gastric and intestinal. Post-digestion pressure- and heatpasteurised smoothie samples had higher amounts of polyphenolic compounds (21% and 44%, respectively) available for absorption
than the untreated sample (17%). The researchers attribute these results to changes in the plants’ cell walls, such as softening or rupturing, induced by pasteurisation that could favour the release of polyphenols into the body.
Finally, to analyse gut microbiome transformations of polyphenols, the digested samples went through a laboratory version of colonic fermentation in vials containing human faeces as the microbiota source. The gut microbiota converted most polyphenols into smaller derivatives, such as phenylpropanoic acids. Some of these derivatives have previously demonstrated antidiabetic, anti-inflammatory and chemopreventive effects. The researchers determined that the largest microbiota conversions happened in the high-temperature, post-digestion smoothie sample because it started fermentation with higher overall polyphenol levels.
The researchers said this work emphasises how smoothie processing could lead to new beverage products with enhanced bioaccessibility.
Smoothies pasteurised with pressure (left image) or heat (right image) have higher amounts of digestible polyphenols than raw smoothies. Iziar
Balancing act
Data-driven packaging design to reduce food waste
Timothy Grant, Director of Lifecycles and Beatriz Reutter, Senior LCA Scientist, Lifecycles (owners and operators of PIQET)*
More than one-third of the food produced globally is wasted instead of consumed (UNEP, 2021); this comes with a significant environmental burden. While there has been considerable focus on reducing packaging waste — particularly single-use plastics — it’s crucial to recognise that the environmental benefits of reducing food waste through packaging are most of the time greater than the environmental burden of that packaging.
Although our food systems are highly developed and produce large volumes of nutritious food, food waste is a problem costing the global economy $940 billion each year (UNEP, 2021). Food waste also has significant environmental impacts through the wasted use of resources such as land, water, energy and fuel required to produce and distribute food. When disposed of in landfill, food waste also contributes to greenhouse gas (GHG) emissions.
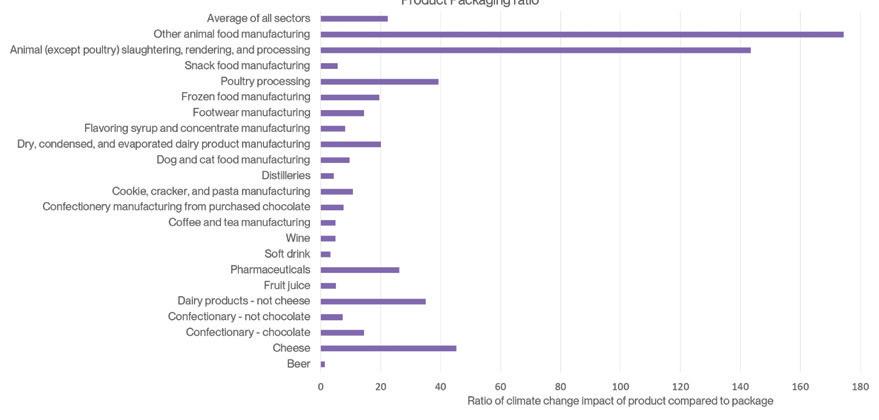
When all environmental impacts of food production and distribution are estimated, and contrasted with the environmental impacts of food packaging, data shows that for the climate change indicator, GHG emissions of food production are always significantly bigger than packaging (figure 1). For animal products the ratio can be as high as 145:1. Therefore, from an environmental point of view, the use of packing, when properly designed, used and disposed of, could be a powerful tool to reduce food waste.
Using life cycle assessment to balance packaging waste and food waste
Life cycle assessment (LCA) helps organisations understand impacts across all life cycle stages. LCA can be used to refine packaging design to avoid shifting impacts from one product stage (such as end-of-life) to another (such as food loss).
To prevent food waste and its environmental impact through datadriven packaging design, it is essential to understand the different causes of waste and address each on a case-by-case basis.
1. Unavoidable wastes
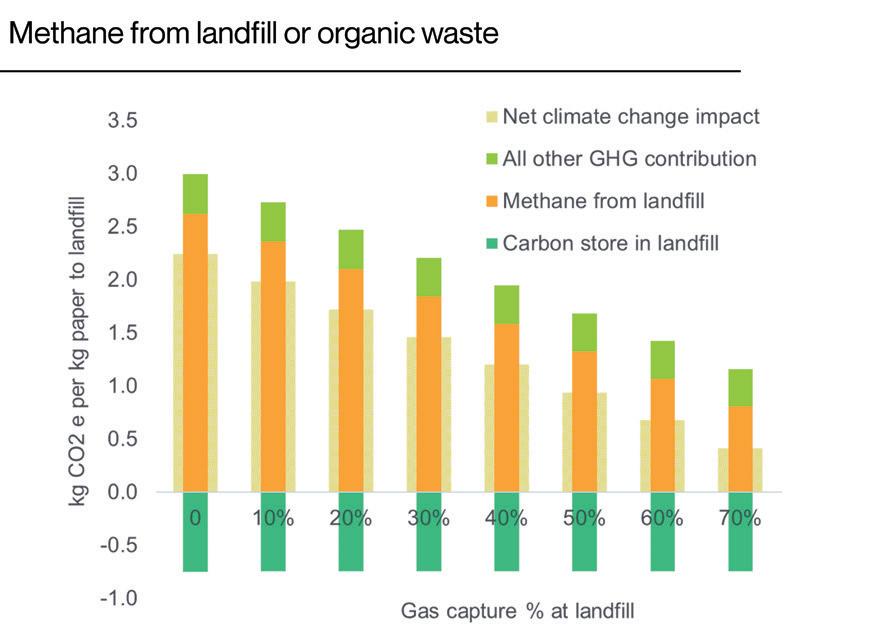
Unavoidable food waste consists of the fraction of food that was never intended for consumption, such as meat bones, fruit and vegetable peels, and eggshells. The environmental consequences of unavoidable food waste are often estimated as its impacts at end-of-life (disposal pathways such as landfill or incineration). Climate change-related gases produced at landfill are significant (see figure 2).
While this type of waste is unavoidable, there are ways to mitigate its environmental impact through different food processing strategies aimed at keeping waste out of landfill and reducing GHG emissions. One strategy is to pre-process products to ensure unavoidable portions can be used as co-products. This includes using large volumes of any organic fraction for animal feed, processing into organic chemicals, or energy pathways via anaerobic digestion or gasification or pyrolysis. When processing food to extract the unavoidable portion, the edible fractions will usually need to be packaged. The design of the packaging to extend products’ shelf life while considering environmental aspects, is fundamental to harvest the environmental benefits of using unavoidable food waste.
2. Food spoilage
Food spoilage occurs both at wholesale and at a consumer level. Spoilage at wholesale and retail levels is due to a range of causes such as improper refrigeration or storage, or inaccurate demand forecast. In Australia, almost two-thirds of food waste at home is due to food not being used before it goes bad (Sustainability Victoria, 2020). To reduce spoilage, and maintain nutrition, several methods can be employed:
• Energy-efficient food preservation techniques.
• The use of food processing.
• Proper refrigeration, including cool storage and freezing.
• Packaging and high-tech packaging like modified atmosphere. Each of these options has an environmental profile; in order to understand its trade-offs an environmental assessment should be performed to avoid shifting one environmental burden for another.
3. Uneaten portions
Of the total food wasted at a consumer level in UK, 25% is due to serving or preparing more food than needed (WRAP, 2023). Hence, portion control is one effective way to reduce food waste at a consumer level. Packaging can play a crucial role in managing portion sizes through innovations such as sub-retail compartments.
Ratio
products compared
package. Note that for all categories the ratio is above 0, meaning climate change impact is always higher for the products than for the packaging.
PIQET (Packaging Impact Quick Evaluation Tool) is a streamlined LCA tool used to quickly calculate the environmental impacts and resource consumption profiles of different packaging options. Designed for the packaging industry, the tool has been used by material suppliers, brand owners and packaging companies around the globe for more than 15 years to achieve good environmental outcomes. It brings together a wide variety of data sources and models in an easy-to-use interface, enabling packaging engineers and material scientists to undertake comprehensive LCAs rapidly.
Tools like PIQET are essential for helping packaging designers strike a balance between adequately protecting food and using packaging materials optimally. They play a crucial role in conserving resources, minimising environmental impact and enhancing overall system efficiency.
*Owned and developed by Lifecycles, PIQET (Packaging Impact Quick Evaluation Tool) is an online life cycle assessment (LCA) tool for calculating and comparing the environmental footprint of packaging. With its streamlined LCA methodology, brands can assess the environmental impacts and resource consumption profiles of various packaging options throughout the supply chain. PIQET is designed to be user-friendly and is used by material suppliers, packaging companies and brand owners globally for internal decision-making and external verification. A 15-day trial is available for new users.
Sources
Commonwealth of Australia. 2022. ‘National Inventory Report 2020 Volume 2.’ In Australian National Greenhouse Accounts, 352. Canberra. FAO, ‘Save Food Global Food Waste and Loss Initiative’, (2023). United Nations Environment Program (UNEP), ‘Food Waste Index Report’. (2021). Sustainability Victoria, ‘Path to Half Report’, (2020).
WRAP, 2023, Household Food And Drink Waste In The United Kingdom 2021/22
Figure 1:
of climate change impact of
to
Figure 2: Climate change impact of 1 kg of paper at landfill, considering different % of gas capture.
Getting a handle on a shrink bag for turkey
Amcor has developed turkey breast packaging for US poultry manufacturer Butterball.
The Perflex shrink bag features a built-in handle that is designed to reduce packaging material and improve efficiency.
Traditional turkey packaging uses a net around the product to create a strong carrying handle. By removing the additional packaging material, Amcor has achieved a more convenient and sustainable package for the food manufacturer.
Compared to a netted turkey breast bag, the Amcor Perflex handle bag is designed to deliver*:
• 22% reduction in carbon footprint;
• 23% reduction in non-renewable primary energy demand; and
• 22% reduction in water consumption.
The handle bag also improves efficiency by eliminating the manual netting process.
The Catalyst collaborative innovation team at Amcor worked closely with Butterball on the design and development of the
Australian
innovation tackling a recycling
blind spot with wine closures
South Australia’s Nepenthe Wines, a certified B Corp and Sustainable Winegrowing Australia member, has introduced a fully recyclable tearaway cap across all still wines. It’s a simple change with significant impact: the new design makes it easy for consumers to separate aluminium from glass, improving recycling rates and reducing landfill waste.
The idea came from a life cycle analysis the winery undertook in 2023, which pinpointed packaging as a key area for improvement. After trialling lighter bottles and recycled paper labels, Nepenthe partnered with capsule supplier Interpack to roll out the CAPR tearaway system.
The new closure system features a split-design capsule that can be easily separated from the glass bottle without affecting the wine seal, and includes clear on-cap instructions to guide consumers. Traditional wine sleeves are often missed during recycling due to poor separation, meaning many end up in landfill despite being made of infinitely recyclable aluminium.
“With something like aluminium, the recycling potential is enormous, but only if it’s sorted properly,” said Tamar Bourke, Senior Brand Manager at Nepenthe. “By making the cap fully removable and guiding people on what to do, we’re making the sustainable choice the easy one.”
new package, which was made for its boneless turkey breast roast. Catalyst rapid prototyping capabilities were used to develop physical prototype iterations that were evaluated for functionality, strength and consumer preference.
“Our ability to deliver the actual production specifications in prototype quantities allowed Butterball to gain authentic consumer feedback at each stage of the design,” said Greta Shimon, Marketing Manager at Amcor.
“We were pleased that Amcor’s solution was compatible with our existing packaging equipment so we could efficiently make the change,” said Valerie Saint Sing, Senior Brand Manager for Butterball.
“Consumers are constantly seeking protein options that are nutritious and easy to prepare. Our boneless turkey breast roast is the perfect solution for a delicious, convenient meal. This sleek new packaging will certainly make it stand out on the shelf.”
* Source: Amcor ASSET life cycle assessment, certified by the Carton Trust
With around 75% of all aluminium ever produced still in use today, proper sorting is essential to maximise its environmental benefit. Yet many Australians don’t realise wine closures affect the recyclability of the entire bottle.
After three months of testing to ensure the brand’s standards for product integrity and storage were met, the fully removable aluminium tearaway capsules have been implemented across all Nepenthe’s still wines — a permanent shift aligned with World Environment Day 2025 on 5 June.
The change is part of Nepenthe’s broader sustainability journey. The wine maker has switched to lighter bottles for its Altitude and Elevation ranges and adopted labels made from 100% recycled content. The brand is also exploring the use of 100% recycled glass for its APEX range — although sourcing in Australia remains a challenge, with most suppliers only able to achieve 70–90% recycled content. Interpack www.interpack.net.au
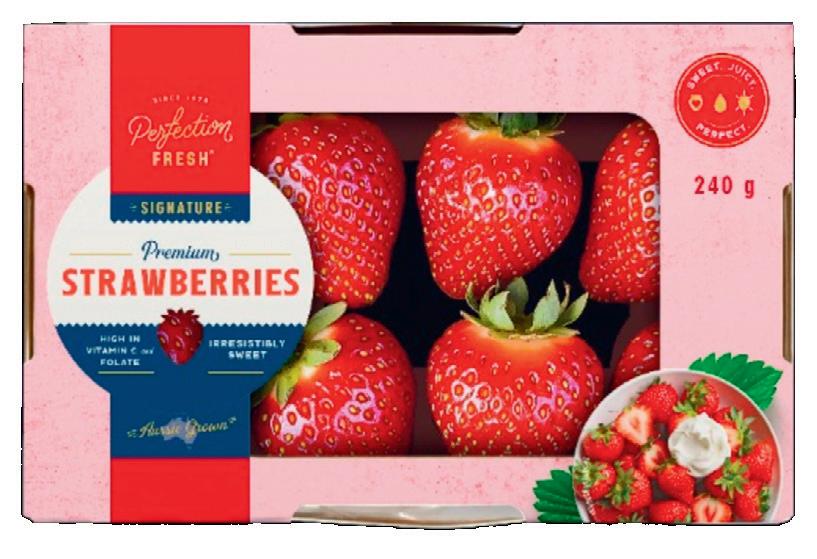
A fresh take on strawberry punnets
Perfection Fresh has partnered with global packaging business Detpak to develop a new strawberry punnet that combines shelf appeal with functional design.
Each 240 g punnet features ventilation holes to maximise freshness, showcasing the strawberries in a format that’s both practical and visually striking.
The packaging features three large viewing windows that let shoppers inspect the fruit from the top and bottom.
On the functional side, the punnets are designed to reduce plastic by 87% while also featuring a unique locking mechanism to keep fruit secure.
Designed by Detpak’s Research & Development team at its LaunchPad facility, the punnets are primarily made from sturdy, recyclable board, and enable easier hand-packing, storage and transportation.
Luke Gibson, Chief Marketing and Innovation Officer at Perfection Fresh, said the design was led by consumer behaviour and a clear ambition to ‘hero’ the fruit itself.
Detpak Business Manager Christian Bell said the new strawberry packaging will help with the transition from plastics to fibre-based packaging in Australia’s fresh produce industry.
“As our LaunchPad capabilities grow, we’ve also been able to create and further develop fibre-based solutions which outperform the plastic alternative when it comes to shelf life performance,” Bell said.
“Keeping that in mind, we worked with Perfection Fresh to highlight what was really important — their fresh strawberries — and we know consumers instinctively check the bottom of the punnet to see how the fruit looks. So we designed a punnet that shows off the fruit from every angle. It’s an elegant solution that looks great, packs efficiently and supports the quality of the strawberries from packhouse to shelf.”
Detpak Pty Ltd www.detpak.com.au
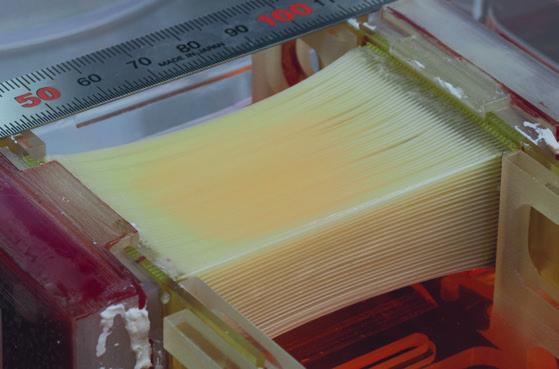
Edible packaging could be on the horizon
Protein-based electrospun nanofibres have potential for applications in tissue engineering, biomedical applications such as wound dressings, and now other emerging food packaging applications.
In a new proof-of-concept study by researchers at Penn State, milk protein and cellulose derived from plants have been spun into thin fibres mats that could be used for wound dressings, cosmetics, filtration and even edible food packaging.
Using an electrospinning process, the liquid solution of milk protein casein with hydroxypropyl methylcellulose is forced under voltage into a cone shape to develop tiny nanofibres, 1000 times thinner than a human hair. These fibres are then fabricated into mats which could then be developed into biodegradable and edible food packaging.
In the study, which is available online, the researchers said the combination of casein enriched with hypromellose was electrospinnable up to a cellulose-to-casein ratio of one to four. However, the fibres spun from a solution with a cellulose-tocasein ratio of 1:12 provided the best outcome for the mats.
The researchers also discovered that at 100% relative humidity the fibre mats chemically reacted to moisture with ease, transforming into clear films that also hold potential for food wrap.
This study is the latest in a series of published research involving the electrospinning of casein. Previously, the research group assessed the electrospinning of casein alone and casein combined with carrageenan, a food additive derived from red seaweed and primarily used as a thickener, stabiliser and emulsifier in various food products. However, the mats produced in those studies contained weak and brittle nanofibres.
In this study, the researchers tested the idea of supplementing casein with hypromellose, which they thought could provide strength and flexibility to the protein and it appears that their hypothesis was right.
PET LIGHTWEIGHT BOTTLE FOR STILL BEVERAGES
KHS has engineered one of the world’s lightest PET bottles for still beverages. Under the working title of Factor 101, in close cooperation with Canadianbased injection moulding technology equipment and services provider Husky Technologies, a container has been produced that uses just 5.89 g of material to hold 591 mL of product.
The Factor 100 concept was first presented as a feasibility study back in 2017, and now a number of optimisations have been made towards further development.
To increase stability, the shoulder design has been modified and the bottle body reinforced with functional webbing. A base has been developed with a pop-in effect — the base pops inwards to a certain degree when a top load is applied, increasing the internal pressure and therefore the stability of the bottle.
Compared to the standard lightweight PET container holding 500 mL of still water that usually weighs 7 g on the US market, the joint KHS/Husky product requires 30% less material, according to the companies. It can also be manufactured entirely from rPET.
KHS Pacific Pty Ltd www.khs.com
HIGH-SHRINK POLYOLEFIN SLEEVES
Innovia Films has launched a high-shrink version of its RayoFloat shrink sleeve called RayoFloatT, which is made from recyclingfriendly polyolefin (PO) material.
The polyolefin material is certified by recyclers and has been endorsed by RecyClass in Europe and APR in the United States.
The sleeves are compatible with most packaging formats, particularly bottles, and feature a high-gloss finish, good clarity and scuff resistance. They are compatible with both steam and hot air shrink tunnels.
The sleeve is also available in a low-density white version. RayoFloat WAPO is an opaque film that contributes to the light-blocking properties of the shrink sleeve that later can be applied to containers for light-sensitive products. This was developed for light-sensitive products such as dairy, supplements or vitamins. This enables brands to switch from a white HDPE bottle or opaque PET bottle that is generally not recycled back into food-grade packaging, to a transparent PET bottle that is widely food-grade recycled. The light-blocking barrier is moved to the printed sleeve itself.
PLC TWIN-HEAD FILLING MACHINE
In a move set to reshape how small and medium-sized manufacturers (SMEs) approach production, Australian packaging machinery specialist Packserv has developed an Australian-made PLC twin-head filling machine, purpose-built for local businesses that require digital technology, speed and simplicity without sacrificing floor space or budget.
Compact yet powerful, the new filler integrates Industry 4.0 technology into a practical format, making it suitable for space-conscious production lines.
Designed and manufactured at Packserv’s Sydney facility, the machine has an intuitive HMI touchscreen that gives operators control over key parameters like fill volume, speed and nozzle configuration. Settings can be preloaded, allowing for quick and easy changeovers between different products and container types. This is designed to reduce set-up time and minimise waste from trial-and-error adjustments.
The machine also includes real-time data capabilities, allowing manufacturers to monitor cycle durations and resource allocation across every shift. Built-in smart sensors adjust for variations in container shape and product viscosity, automatically maintaining fill accuracy and reducing the likelihood of spills or rejected units.
The twin-head filler is also fully compatible with other packaging machinery, including capping, labelling and conveying systems. Its modular design enables it to scale with a business’s needs, offering flexibility that many entry-level machines can’t match. As production ramps up or diversifies, the filler can be easily integrated into broader, semi- or fully automated lines.
Another key benefit is local support, with spare parts and technical assistance readily available.
For many SMEs, incorporating Industry 4.0 technology has felt like a future goal — complex, costly and out of reach. Packserv’s new twin-head filler challenges these assumptions. It’s a solution designed not just with automation in mind, but with real operators, factory floors and day-to-day production demands at its core.
Packserv Pty Ltd www.packserv.com.au
The sleeve is crafted from a low-density polyolefin material that floats, facilitating the essential sink/float separation process in PET recycling. During this process, the heavier PET flakes sink to the bottom of the container, while the floatable sleeve material rises to the top, where it can be easily collected and removed. This separation results in high-quality, clean PET flakes suitable for recycling back into food-grade packaging for the dairy and other industries. Innovia Films Pty Ltd www.innoviafilms.com
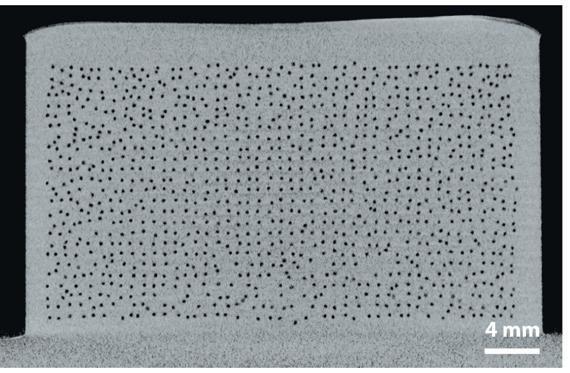
Berries just the beginning for biodegradable packaging
University of Queensland researchers have developed a biodegradable plastic that could be used as a sustainable alternative for mass-produced food packaging such as fruit punnets — potentially replacing the 580 million or so plastic punnets currently being used every year.
After three years in development, the biocomposite has been successfully tested as a strawberry punnet that biodegrades completely in soil, fresh water, the ocean and in compost. And berry punnets are just the beginning for the material which is envisioned for a range of food packaging and other rigid plastic applications.
Fermented from bacteria and strengthened with Australian wood fibres, the novel biocomposite was produced by PhD candidate Vincent Mathel and Dr Luigi Vandi at UQ’s School of Mechanical and Mining Engineering as a commercial alternative to petrol-based plastics.
“This is a new material that carries all the sustainability benefits of a bio-sourced product while having the same properties as mass-produced plastic packaging and containers,” Mathel said.
“It was also important to us to make a biocomposite that maximises Australian resources to have the added environmental benefit that it does not need to be imported from overseas.”
Mathel and Vandi have been perfecting their biocomposite within UQ’s Centre for Advanced Materials Processing and Manufacturing (AMPAM), backed by an assortment of industry collaborators and an Advance Queensland Industry Research Fellowship.
The team created the material by blending bacteria-produced biodegradable polyesters known as polyhydroxyalkanoates (PHAs) with wood fibres taken from radiata pine sawdust.
Mathel said the team selected wood as the ‘biofiller’ to flesh out the plastic because it was abundant, low in cost, and could enhance the end of life standard for biodegradable and compostable products.
“The thing many people don’t realise is that bioplastics are not always bio-based and not always biodegradable — there is a lot of greenwashing,” Vandi said.
“If you are striving for complete sustainability and add natural ingredients to the mix, you can impact the physical qualities of the bioplastic, and its suitability for everyday use.
“Getting the balance right is very important.”
The team then turned to its partners biotech Uluu and Brisbane-based injection moulding firm SDI Plastics to help with a manufacturing run of 200 strawberry punnets.
Kulbir Dhanda, who was based at SDI Plastics, was integral to the process.
The Queensland Strawberry Growers Association and Mandy Schultz from LuvaBerry Farm were also enlisted to ensure the new biocomposite met end-user requirements for a product that typically has a very high packaging-to-fruit ratio.
The researchers are looking for financial backing to establish manufacturing for the new biocomposite.
The research is published in Composites Part A: Applied Science and Manufacturing.
Dr Luigi Vandi (left) and Vince Mathel.
Image credit: Aubrey Jonsson.
Breaking the ice Changing the conversation about frozen foods
Frozen food is expected to contribute around AU$596bn to the global economy by 2026. However, unless we can break the ice on consumer perceptions, much of this growth could be left on the shelf.
Arecent study in the UK has explored the reasons behind ongoing consumer resistance to frozen food, despite the growth in global demand for sustainable and convenient food options.
The research, published in the British Food Journal, found that anxieties around nutritional quality and freshness fuel health concerns, which in turn drive resistance to buying frozen products.
“While frozen foods can be just as nutritious as fresh options, many consumers simply don’t believe it,” said Dr Muhmmad Waqas, Senior Lecturer, Portsmouth Business School, University of Portsmouth, who led the study. “Our findings show that these doubts not only reduce purchases but also prompt negative word-of-mouth — making the problem even harder to fix.”
Researchers used a two-stage approach, starting with qualitative interviews to identify the key concerns consumers had about frozen foods, and then testing these findings on a larger scale.
Among the findings, the study highlights that credible, positive information can significantly reduce negative perceptions, especially when frozen foods are seen as affordable options. Information credibility — meaning trusted, clear communication about the benefits of frozen foods — emerged as a powerful tool to counter scepticism.
The global food sector reached an estimated AU$15.22 trillion (£7.4tn) value in 2023, underlining the growing importance of consumer trust in food marketing. Yet only 43% of consumers believe commercial foods are healthy, and fewer than half trust food producers, according to recent European research. Frozen foods in particular struggle against negative perceptions, even though they are often more sustainable and less wasteful than fresh produce.
Young consumers were found to be especially resistant, with a 2023 survey showing nearly half (48%) of 16–24-year-olds in the UK preferring fresh over frozen options.
Drawing on innovation resistance theory, the study argues that consumers reject frozen foods not just because of habits or convenience but because of deeper conflicts with their existing beliefs about what is ‘healthy’ or ‘good’ food. Unlike theories that focus on adoption trends, innovation resistance theory helps explain why certain innovations — like widespread frozen food use — may face cultural or psychological barriers.
In particular, the study found that:
• Freshness and nutrition concerns are the key drivers of health fears.
• Health fears lead directly to consumer resistance to frozen food.
• Credible information about frozen food can reduce negative word-of-mouth, especially when reinforced by messaging around affordability.
The findings have important implications for food brands and retailers. Tackling health myths about frozen food could not only grow sales but also help combat food waste, aligning with broader environmental goals.
“Frozen food has a crucial role to play in creating a more sustainable and affordable global food system,” said Professor Yuksel Ekinci, Faculty of Business and Law, University of Portsmouth. “But first, brands need to rebuild trust — starting with honest, transparent communication about the health and sustainability benefits of their products.”
The researchers call for new marketing approaches focused not just on convenience or cost, but on demonstrating the genuine health and environmental benefits of frozen foods — and doing so with credible, trusted voices.
“This isn’t just about frozen peas or pizzas,” said Waqas. “It’s about changing the conversation around what we eat, what we trust, and how we can create a food system that works for people and the planet.”
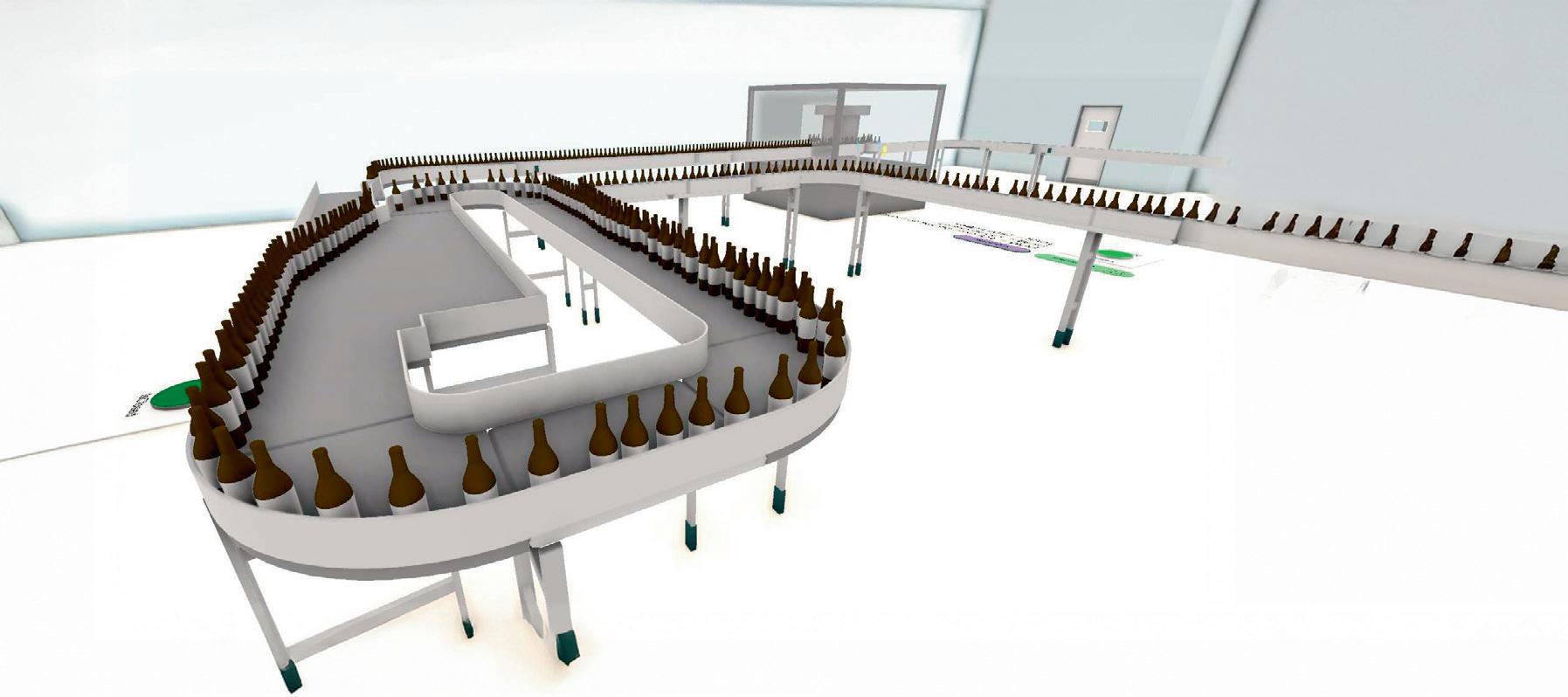
Visualisation software brings bottling production line improvements to life
Conveyor and accumulation system specialist Garvey by Columbus McKinnon (Garvey) wanted to showcase the throughput and efficiency benefits of its bottle accumulation systems, which are suitable for a range of users from small breweries to large manufacturers of food, beverages, pharmaceuticals and household products.
An accumulation table is a specialised type of conveyor system designed to temporarily hold and accumulate products or materials. These tables can be circular, rectangular or even custom-shaped to fit specific production line requirements. They serve as a buffer zone in the production process, allowing for the smooth flow of items between different stages of manufacturing, filling, labelling or packaging.
Through relationships with its parent company, Columbus McKinnon, Garvey discovered digital twin visualisation software Emulate3D, by Rockwell Automation. Columbus McKinnon had previously engaged Australian company Glenvern Group, a Rockwell Partner, to visualise manufacturing projects and Garvey saw the potential of using Glenvern Group’s specialist Emulate3D application team to sell the benefits of its solutions globally.
“We could see that using 3D visualisation software that kept track of key data points and simulated real world conditions could better showcase the benefits of our accumulation systems,” said Bill Reese, senior director, engineering, Garvey.
Challenge
Garvey’s goal was to visually demonstrate how adding accumulation systems can reduce bottlenecks and improve throughput in a bottling production line.
“The challenge for us was finding a solution that could run on standard hardware and be easily manipulated during live demonstrations to potential customers. We didn’t have an internal solution, so Rockwell’s Emulate3D was ideal,” said Reese.
“It’s one thing to show a simulation that’s been created in advance, but being able to change inputs and show different scenarios in real time has been a game changer.”
Solution
Emulate3D provides a dynamic 3D modelling environment for creating high-fidelity physics-based models of discrete manufacturing and material handling systems.
“Glenvern Group has been specialising in Emulate3D (and its previous software versions) customisation and implementation for more than 20 years. It combines visualisation with simulation, virtual commissioning, and digital twin functionality,” said Alec Poulton, director, Glenvern Group.
“Having worked with other Columbus McKinnon companies across several different offices in the Asia-Pacific and North America, it was an exciting opportunity to work with Garvey in the US. We set up a full visualisation of a bottling plant that ideally showcased how accumulation systems can reduce bottlenecks and keep production flowing,” he said.
“Essentially, without an accumulation table, if one part of production stops, it all stops. With accumulation tables, you have an amount of buffer where production can continue in parts, while issues are fixed. It can also highlight optimum times for preventative maintenance, where it has the least impact on throughput,” he added.
The software is used globally by a range of industry sectors, including automation and materials handling, robotics, diverse manufacturing processes, logistics and warehousing, OEM and machine builders, airports and baggage handling.
Results
Through Emulate3D visualisation, Garvey was better able to demonstrate the benefits of its accumulation systems to key beverage customers.
“Screen-recorded demos, combined with live interaction, enabled our sales team to visually communicate critical production line insights, supporting customer acquisition efforts,” said Reese.
“The clear visual examples contained important data such as bottles packed, cases packed, including number packed per minute in the last 60 seconds and overall. We could use this data in a before and after demonstration to highlight the benefits of our accumulation systems.”
Columbus McKinnon now uses the software across multiple locations and companies, including Garvey and Dorner. Rockwell Automation Australia www.rockwellautomation.com/en-au
Garvey used Rockwell’s Emulate3D software and Glenvern Group’s expertise to accurately model its accumulation systems and display their benefits, backed by data, to potential customers.
Visibly conveying freshly roasted beans
Dean Merlo, founder and Director of Merlo Coffee, inherited his passion for coffee from his father and opened his first Torrefazione (Italian roasting house) in 1996. Soon after, he began developing and selling his coffee blends to other cafes and restaurants. Today, the business operates 17 retail cafe stores and supplies coffee to over 1500 eateries throughout Australia.
The company had a coffee roaster at its main store in suburban Brisbane, but in 2021 decided to triple its roasting capacity by opening another roasting facility in Eagle Farm.
In order to make a statement about its fresh coffee, Merlo sketched out a unique vision for his flagship retail location where the company roasts and sells about 21 tonnes of coffee per year.
“I had a vision in my head which I sketched out. It’s a bit out of the box, but we wanted to give customers the experience of ordering straight from the roaster,” Merlo said.
Merlo then contacted Flexicon Corporation and outlined his vision. Using this information and Merlo’s sketches, the Flexicon team devised a solution to meet expectations.
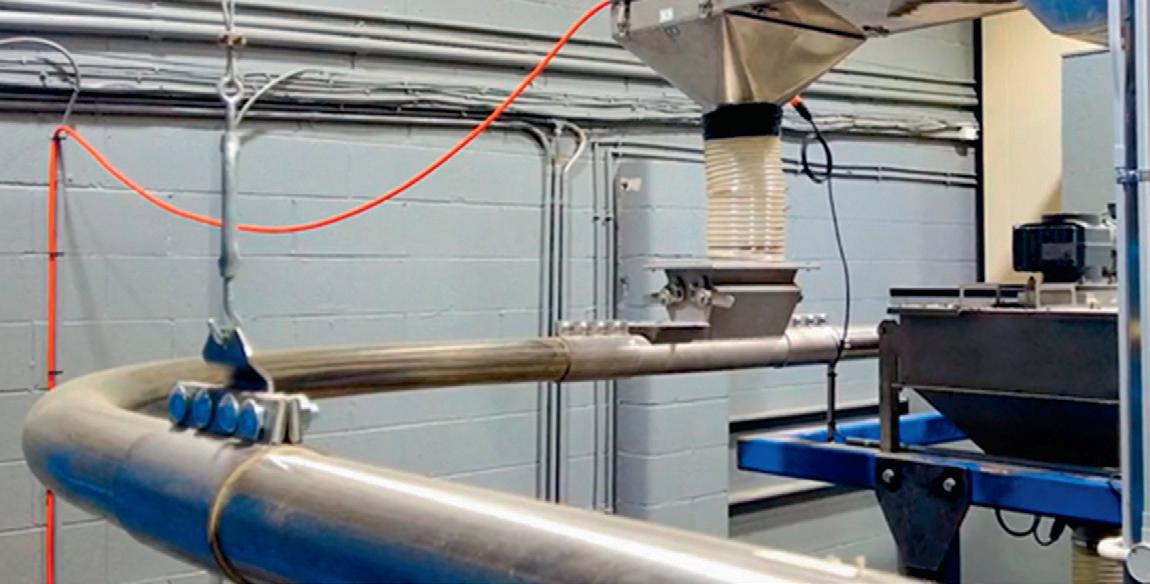
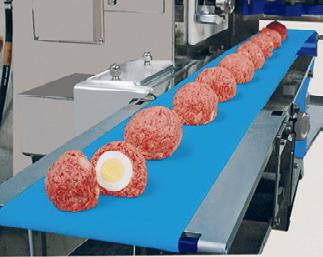
The Flexicon FLEXI-DISC Tubular Cable Conveyor (TCC) was chosen for the project
because it can gently convey freshly roasted coffee beans through clear polycarbonate tubing, which creates the desired visual effect. The building’s layout required the conveyor line to be routed from the roaster through walls at the back of the building and then around the ceiling of the cafe in the front of the building, where orders are fulfilled. The cable and disc design of the system allows the beans to travel smoothly throughout this complex route.
Gentle conveying of fragile beans
The conveyor gently slides the coffee beans through 50 m of polycarbonate and stainless steel tubing using low-friction polymer discs attached to a stainless steel cable. The discs and cable are driven by a wheel at one end of the circuit and put under tension by a wheel at the other end. This design allows for single or multiple inlets and outlets, and routing of the tubing horizontally, vertically or at any angle.
The gentle action of the conveyor minimises breakage of the fragile roasted beans and is completely enclosed to avoid any product contamination. The Merlo system features 100 mm-diameter tubing routed around the building in an oblong circuit, with four 90° bends around the outside corners and two 45° bends. A pair of inline discharge valves are mounted near the ceiling above the cafe area.
“The TCC was the best way to gently convey the easily damaged, fragile roasted beans while enclosing them for cleanliness and quality control. It also eased my concerns about noise,” Merlo said.
Now, coffee beans moving through the clear tubing capture the attention of cafe customers as soon as they enter the retail store. This makes a strong statement about Merlo’s fresh roasting of beans onsite and presents a unique coffee experience.
When a cup of coffee is ordered, the operator opens the first pneumatically
actuated discharge valve in the line, allowing the beans to exit the circuit and drop down a rigid polymer tube into the grinder. If the order is for a takeaway bag of whole beans, the first valve remains closed and the beans travel through it to the second valve, which is opened. At this point, the beans slide down another tube into a hopper above the filling station.
“From our side, it was a pretty fair investment, but I was very happy with the way it worked out, and the return’s been great,” Merlo said. “It wasn’t just the manufacture, but the after-sale service. [Flexicon] walked us through the first service, made sure there were no problems, and [they] were always on hand.”
According to Merlo, the results show that his business is serious about quality fresh espresso. “Now when customers order their fresh espresso beans, they see it coming straight from the roaster, which is awesome.”
“
The
Flexicon FLEXI-DISC Tubular Cable Conveyor (TCC) was chosen for the project because it can gently convey freshly roasted coffee beans through clear polycarbonate tubing, which creates the desired visual effect.
Partnership brings Danish freezing technology to Oceania processors
New Zealand-founded automated equipment specialist MHM Automation has been appointed as the exclusive distributor of plate freezing solutions in Oceania for Denmark-based DSI Dantech.
Through this new partnership, Oceania-based processors in the meat, pet food and seafood sectors will have access to these freezing solutions — specifically, DSI’s horizontal plate freezers for freezing boxed product, and vertical plate freezers for freezing both bulk and naked product.
Tony Johnson, General Manager of Sales and Marketing at MHM Automation, is enthusiastic about the potential the partnership offers local food processors.
“Plate freezing delivers the fastest, most energy-efficient freezing method available,” Johnson said.
“This partnership enables more processors, particularly smaller operators, to take advantage of plate freezing technology. While MHM’s large-scale plate freezers already dominate major Australian meat processing plants, smaller-scale processors can now benefit from DSI Dantech’s horizontal plate freezers.”
DSI Dantech’s vertical plate freezers provide naked block freezing and are especially effective for freezing meat and offal destined for pet food or freezing of seafood, both onshore and offshore.
“Naked block freezing not only reduces energy consumption but is cost-effective and significantly cuts down packaging waste,” Johnson said.
DSI Dantech CEO Søren Overgaard highlighted the strategic importance of the collaboration.
“This partnership aligns perfectly with our commitment to customer proximity and proactive service,” he said. “With MHM Automation as our Oceania distributor and service partner for plate freezing, customers can expect reliable, timely support to keep their equipment performing optimally.”
Reflecting a shared reputation for innovation and sustainability between Denmark and New Zealand, MHM Automation Chief Operating Officer Richard Jenman says the cultural alignment and quality of DSI Dantech’s products made the partnership a natural fit.
“Visiting DSI Dantech’s headquarters and workshop, we were highly impressed with the meticulous care they put into designing and manufacturing their equipment. Their approach mirrors our own commitment at MHM Automation, and we’re confident our customers will appreciate the exceptional quality and proven performance of DSI Dantech plate freezers,” Jenman said.
MHM Automation is appointing a dedicated DSI product specialist based in its Brisbane office, who will provide support and service across Australia, New Zealand and the Pacific.
Onion producer redevelops its post-harvest operations
Founded in the early 1980s, Dolling Produce has evolved from a general fresh produce supplier, growing a mixture of potatoes, carrots and onions, to a specialist onion producer. Run by Brett Dolling and his wife Leanne, with the assistance of their three children Jarryd, Chet and Shannon, Dolling now grows and supplies onions exclusively for the wholesale markets of Queensland, New South Wales, Victoria and South Australia, as well as directly to the major supermarket chains and for export.
Growing around 200 hectares of onions in the Limestone Coast area of South Australia, this fully irrigated operation produces over 12,000 tonnes of quality brown and red onions per season. Recognising a need to improve the efficiency of its post-harvest operations whilst maintaining the quality, Dolling Produce engaged Wyma Solutions to redevelop its pack-house solution.
Wyma developed and delivered an end-to-end solution, and was pleased to be able to partner with Burg Machinefabriek to integrate an automated bin tipping solution at the infeed and automated roller conveyor system to handle graded produce bins.
“It was fantastic to be able to work with Dolling Produce, who have long focused on the quality of their produce. It was particularly pleasing to see the impact innovation has made to their business,” said John Roest, Australian Sales Manager, Wyma Solutions.
The Dolling Produce line included a range of customised Wyma equipment, including:
• Evenflow Hopper
• Octal series conveyors and elevators
• Web Belt Inspection Tables
• Flat Bed Brusher with Pintle Rollers
• Roller Inspection Tables
• Lift Roller Sizer
• Vertical Bin Fillers
• Complete line automation (with line control screens positioned at key points)
Commissioned in 2019, the Dolling Produce onion line typically process 12 tonnes per hour.
Wyma Solutions www.wymasolutions.com
DSI Dantech’s vertical plate freezers for fast freezing of naked block product. They are typically used for meat by-products to be processed into pet food, and for onshore and offshore freezing of seafood.
MULTI-TEMPERATURE FOOD TRANSPORT SOLUTION
In the fast-paced world of food, maintaining quality and safety is non-negotiable. Compromised cold chains can lead to costly waste and damaged reputations — that’s why CoolPac has introduced Olivo insulated food containers for the Australian food industry.
Olivo containers are designed for perishable food transportation. However, unlike refrigerated trucks, these versatile units allow for economical delivery in standard vehicles, all while maintaining precise temperatures. The container’s insulation keeps ambient, chilled and frozen foods stable for up to 72 h. Users can simply change the cooling medium and the same container can shift from chilled to frozen, thus providing good flexibility.
From fresh food processors needing distribution, to retailers optimising in-store logistics in tight spaces, to restaurants, hotels and caterers looking to ensure food excellence, the containers can provide robust, hygienic and mobile cold chain control. For transport companies, this can result in maximising deliveries by carrying all temperature zones in one truck, thereby cutting costs and boosting efficiency.
The solution has already been used by food businesses across Europe, Asia and the US — Olivo is now exclusively available in Australia through CoolPac. It will be on display at the Fine Food exhibition in Sydney from 8–11 September. CoolPac CoolPac.com
MACHINE FOR UNLOADING VERTICAL BUFFER SYSTEMS
The Qimarox PR15 machine for emptying vertical buffers comprises a vertically mobile conveyor, mounted on the product lift PRmk1, combined with the vertical conveyor PRmk5. Suitable for manufacturing and logistics, this combined materials handling solution is designed to process up to 1500 products per hour.
A vertical buffer consists of multiple, buffer lanes in vertical layers on which products are temporarily ‘parked’. A common application is where several production lines use the same palletiser (multiline palletising system). On each buffer lane, products from one production line are collected until the pallet load is complete. The buffer conveyor is then emptied in one go and transported to the palletiser, which stacks the products on a pallet.
The PR15 is designed to empty these vertical buffers quickly and efficiently and comes into action when a buffer lane needs to be emptied. The conveyor of the PRmk1 then automatically selects the position for the correct buffer track. The products are then placed one by one via the conveyor on the next carrier of the PRmk5 vertical conveyor and deposited on the outfeed conveyor to the next destination, for example, a palletising system. Once the buffer lane is empty, the conveyor adopts the position for the next buffer lane to be emptied.
Key benefits include: minimal footprint; low investment costs due to standard components; and low maintenance through reduction of moving parts.
Qimarox
www.qimarox.com
Conduits Connectors Cables
With demand for high-quality cat and dog food increasing, United Petfood in the Netherlands expanded its Hoogeveen facility with a second production line, which includes a Highrunner palletiser from Qimarox.
When designing the first production line back in 2007, Qimarox already considered the potential for future expansion, so it installed the first palletiser in a “crossrunner” setup. The patented palletising solution allows both empty and full pallets to be supplied and removed via one central pallet conveyor. The result is a small-footprint palletising system that can be used for both production lines.
Qimarox was again selected as the palletiser supplier for the second production line due to the successful implementation of the first production line and the advantages of the crossrunner palletising system. As Qimarox has since transformed from a system integrator to a supplier of components for material-handling systems, Westover was suggested by Qimarox as a partner for systems integration and control.
The system was successfully integrated into the existing space without stopping the first production line.
The new production line with the Highrunner palletiser features a layer-forming and layer-depositing module, a pallet lift and a sheet dispenser (Sheetrunner). The arrangement in crossrunner formation fits well and has many features such as the patented
forming solution. It is also prepared with a range of preprogrammed stacking patterns and the ability to create new stacking patterns. The result is a futureproof system that enables United Petfood to respond flexibly to everchanging demands in the cat and dog food market.
Operational process: Products arrive via the conveyor system at
the layer-forming module where they may be turned in order to form a layer. After the layer is formed, it is transferred to the layerdeposition module where the layer is locked on four sides before being deposited on the pallet resulting in a tight pallet load.
The system also offers the possibility of placing a stability sheet between the layers with a Sheetrunner during the palletising process. This process is designed to further improve the stability of the pallet.
The new line now operates continuously, providing good production flexibility without the need for downtime during a production changeover. This has doubled capacity and improved efficiency.
“The cooperation with Qimarox and Westover was very positive. They provided thoughtful, flexible and pragmatic solutions,” said Linda Frens, Manager Operations at United Petfood Nederland Alu B.V. Visy Technology Systems www.visytech.com
STORAGE SYSTEMS TAILORED FOR THE COLD CHAIN SECTOR
Storeplan can provide customised warehouse fitouts and storage solutions across Australia and has joined the Refrigerated Warehouse and Transport Association (RWTA) Cold Chain Supply Industry. With a focus on maximising efficiency, safety and compliance, the company can support the cold chain sector with tailored storage systems designed to maintain product integrity from storage to distribution.
Specialising in mezzanine floors and custom racking systems (pallet racking, drive-in racking, double-deep racking and cold storage shelving), Storeplan can deliver custom solutions engineered for the unique demands of cold chain operations.
By optimising space and enhancing workplace safety in challenging environments, the company’s solutions are designed to provide seamless cold chain integrity, helping businesses reduce operational costs, minimise product loss, and meet stringent food safety and regulatory standards.
The family-owned, Australian company’s expertise will be highlighted in an upcoming feature in RWTA’s Chilled Out Series. Storeplan storeplan.net.au
Five ways emerging tech
AI is helping food and beverage manufacturing
Terry Smagh, Senior Vice President and General Manager, Asia Pacific and Japan at Infor
The food and beverage manufacturing industry stands on the brink of a technological revolution, with innovations reshaping the way we develop and produce products. With the combination of artificial intelligence (AI) and automation, these advancements promise to enhance efficiency, support sustainable practices, and drive quality and food safety. However, as manufacturers embrace these technologies, they must also navigate the complex landscape of regulatory compliance and cybersecurity, ensuring that operations remain uninterrupted and that sensitive data is protected.
Today’s consumers are increasingly conscious of their environmental footprint and demand transparency from manufacturers. Here are five innovations companies are using to meet expectations and to stay ahead of the competition, while safeguarding their systems against potential threats.
1. Cybersecurity becoming an increasingly critical priority
In the rapidly evolving landscape of global politics and technology, cybersecurity is becoming a top priority for food and beverage businesses. The importance of robust cybersecurity measures is underscored by several attacks across various industries, including food and beverage, which have disrupted essential supply chains and highlighted vulnerabilities. The food and agriculture sector ranks as the seventh most targeted industry in the US, behind sectors like manufacturing and financial services. These incidents highlight the necessity for companies to prioritise cybersecurity, not only to prevent attacks, but also to ensure swift recovery and resilience in their operations after one has taken place. But despite its critical importance, cybersecurity is not always the primary focus for an industry that has traditionally focused on machinery and operational technology.
The critical nature of food supply to society has prompted the implementation of regulations aimed at bolstering cybersecurity measures, such as the Farm and Food Cybersecurity Act of 2024 in the US. For leading cloud service providers, security also remains a paramount concern. Their platforms underpin the growth strategies of numerous food and beverage brands, hosting everything from data platforms to enterprise resource planning (ERP) solutions.
As businesses navigate the complexities of today’s digital landscape, cybersecurity must be an integral part of their strategic agenda. By fostering a culture of resilience and leveraging advanced cloud technologies, organisations can better protect themselves against evolving threats. The ability to adapt quickly and maintain operational continuity will be key to thriving in this increasingly interconnected world.
2. Navigating the complex world of regulations
Navigating regulations has become more challenging than ever before. Companies are facing a deluge of new rules and standards, particularly in food safety, environmental sustainability and data privacy. As these regulations become more intricate, businesses need to develop robust strategies to ensure compliance and mitigate risks. Environmental regulations, such as the European Union’s Corporate Sustainability Reporting Directive (CSRD), require companies to disclose extensive data on their environmental and social impacts. This involves reporting on emissions, water usage and other sustainability metrics. The burden of compliance is significant, adding administrative complexity and requiring companies to gather and analyse vast amounts of data. For many organisations, this means implementing processes to collect and validate information from diverse sources, including suppliers and external databases. >
Data privacy regulations add another layer of complexity, with different regions enforcing distinct rules. While the General Data Protection Regulation (GDPR) sets the standard in Europe, other areas, such as the US, have their own state-specific laws. This regional variability complicates compliance efforts concerning customer data, as companies must navigate a patchwork of regulations that can differ significantly in scope and implementation timelines.
Central to navigating these regulatory challenges is the effective management of data. Businesses must not only collect accurate data but also ensure its proper validation and reporting. Advanced cloud technology solutions, including data analytics, play a crucial role in helping companies manage these tasks efficiently. By leveraging the right tools, organisations can gain insights into their operations and, at the same time, make informed decisions that align with regulatory requirements as they continue to evolve.
3. The strategic imperative of reducing waste
Reducing waste in the form of resources, time and materials is another key area of focus for companies striving to enhance efficiency and become more sustainable. However, addressing it across the entire supply chain is often seen as being too complex. Companies with the vision and ability to execute, with the objective to reduce waste from farm to table, are positioned to become more profitable and competitive.
Reducing waste can be achieved using smart technologies like process mining, enterprise process automation and AI. These technologies will drive the next leap in waste reduction by being able to identify bottlenecks, increase process efficiency by automating routine tasks, and optimise resource use. Combined, these technologies represent a significant opportunity to generate productivity gains.
The leaders who embrace these changes are likely to pull ahead, setting new benchmarks for productivity and resource management.
4. Enhancing decision-making with AI
In an age where data has become an increasingly valuable currency, leveraging AI to enhance decision-making processes is an opportunity that cannot be ignored. AI technologies, ranging from machine learning to generative AI, are transforming how businesses understand data and make informed decisions.
Why? Because AI can process vast amounts of information in real time, providing insights that would be impossible to achieve manually. For example, AI-driven yield optimisation has revolutionised production processes in the dairy industry. Where companies once relied on ad hoc manual spreadsheet analysis of a few parameters,
AI now evaluates dozens of factors in real time, enabling continuous process improvements and increased yields. On the sales side, AI is being employed for product and price recommendations, enhancing customer engagement and driving revenue. Generative AI, a more recent development, opens new possibilities in creative fields for product descriptions based on ingredient information and quick translations into multiple languages to support multinational marketing efforts.
A common misconception is that AI is only accessible to large corporations with vast resources. This is not the case. AI technologies are increasingly available to mid-sized and smaller organisations. Modern AI platforms are designed to be user-friendly, allowing non-technical users to harness the power of AI without extensive training. This democratisation of AI means that businesses of all sizes can benefit from enhanced decision-making capabilities, driving innovation and growth.
AI is redefining how businesses approach decision-making, offering unprecedented opportunities. By leveraging AI, food and beverage companies can gain deeper insights and stay ahead in a rapidly changing world.
5. Evaluating TCO and simplifying the application landscape
In the pursuit of technological transformation, evaluating the total cost of ownership (TCO) and simplifying the application landscape are critical steps for businesses. As companies navigate the complexities of digital transformation, understanding these concepts can lead to more efficient operations and a clearer path to innovation.
It is often the case that as businesses grow, their application landscape can become cluttered with disparate systems. Various departments purchase software solutions independently, leading to a complex and difficult-to-manage IT environment. Simplifying this landscape is essential for reducing TCO and improving operational efficiency.
Consolidating to a holistic cloud-based platform with a comprehensive range of integrated applications drives several compelling benefits. Cloud solutions offer improved scalability, redundancy and security. Additionally, the cloud facilitates continuous innovation, allowing companies to rapidly deploy new capabilities and stay competitive in a dynamic market.
In conclusion, evaluating TCO and simplifying the application landscape are essential components of successful digital transformation. By leveraging cloud technology and focusing on strategic integration, businesses can enhance efficiency, reduce costs and foster a culture of continuous innovation.
HIGH-SPEED BAKE EXTRUDER
Snack Food & Confectionery
Australians and New Zealanders are now snacking 4X as much as 10 years ago. Here’s a bite-sized look at some of the recent trends.
Revenue rising:
Confectionery revenue is predicted to be approximately AU$22.5bn in Australia and NZ$3.3bn in New Zealand in 2025.
Snack food revenue is expected to be AU$5.6bn in Australia and NZ$39.3m in New Zealand in 2025.
(Source: www.statista.com)
Healthy snacking on trend in APAC region:
10% rise in snack trends with health claims over the past five years. Over 1 in 4 snack food product launches feature at least one core health claim.
Cereal and energy bars is the top snacking category with most of the health claims, followed by snacks, confectionery and sweet bakery.
(Source: www.innovamarketinsights.com)
Reformulations:
Snack food and confectionery makers have responded to market demands with the most common reformulation claims including: no additives or preservatives, low sugar, low fat, no trans fat, high fibre and probiotic and protein enrichment.
It has been reported that Mars Inc has reformulated its Skittles in the US to remove titanium dioxide (TiO2), a food additive that is permitted by FSANZ in a wide range of applications in Australia and NZ. It is currently permitted by the US FDA but banned in Europe.
GEA has introduced its latest innovation for the baking industry: the GEA Bake Extruder. Engineered to meet the evolving demands of medium to large-scale biscuit manufacturers, the system is suitable for high-volume and high-speed applications. It is designed to deliver high flexibility, productivity and hygienic operation, whether deployed as a stand-alone unit or integrated with downstream oven systems.
Developed to address a range of industrial baking needs, the extruder can support various production styles including wirecut, co-extruded, filled, continuous extruded and like-deposited products. These formats are commonly used in the production of cookies, bars and biscuits with varied textures, fillings and inclusions.
The system provides full modularity with interchangeable dies and cutting mechanisms, including a fully redesigned wirecut system that can nominally operate at speeds of up to 350 strokes per minute across a maximum working width of 1700 mm. For specific product formats, the machine can deliver a performance of 130 cuts per minute when producing encapsulated cookies, and up to 250 cuts per minute for continuous extruded products.
To further enhance versatility, the extruder is equipped with customisable filler blocks and can be configured with optional lobe pumps. These lobe pumps are particularly well suited for processing aerated and softer doughs that may contain inclusions such as chocolate chips or dried fruits, ensuring accurate dosing and maintaining product integrity.
Powered by brushless motors and servo-driven axes, the extruder has a newly developed HMI (Human Machine Interface) with an independent control box, which provides intuitive operation, multi-level access and improved recipe management. The system is also compatible with ERP integration for streamlined data exchange and predictive maintenance via performance analysis tools.
Hygienic design principles have been applied throughout. GEA Group www.gea.com
Protein puffs that are easy to swallow
Cornell University food scientists have developed a nutritious snack made from milk proteins that could be suitable for people who have trouble with swallowing and lactose intolerance. These so-called protein puffs are designed to dissolve in the mouth nearly instantly.
“It’s a snack, it’s a supplemental food, it’s a protein-rich source and it can be a great source of fibre,” said Jessica Uhrin, a doctoral student in food science, and co-author of the research paper that was published in Food Chemistry
A low-temperature processing technique — called supercritical fluid extrusion (SCFX) — was used to develop the milk protein-based puffs, enriched with fruit and dairy by-products, designed specifically for seniors having swallowing issues and lactose intolerance.
“There’s a huge population that can benefit from milk protein puffs,” Uhrin said.
While dysphagia — difficulty swallowing — can happen at any age, according to the paper it correlates mostly with advancing age, occurring in up to 33% of seniors who live independently and up to 51% of seniors living in institutional surroundings, such as assisted living centres.
“If you look at nutritional dysphagia products on the market, they are liquid that you must carry around and keep in the refrigerator,” said Uhrin, who works in the laboratory of Syed Rizvi, professor in the Department of Food Science in the College of Agriculture and Life Sciences, and a senior author on the paper.
In standard extrusion, the lactose (sugar) in milk puffs would caramelise — turning the product dark brown, indicating the degradation of heat-sensitive proteins and bioactive compounds, thus limiting formulations to mostly starch-based ingredients.
For these puffs, the Cornell scientists used lactose hydrolysed skim milk powder — where the lactose is converted into simpler sugars. A slurry containing the powder is then processed using a low-temperature, low-shear supercritical fluid extrusion process developed in Rizvi’s lab that puffs the protein with high-pressure carbon dioxide.
Co-author Aamir Iqbal, a postdoctoral researcher, added apple pomace to give the puffs additional nutrition and a fruity taste. This increased dietary fibre and the functional ingredients of flavonoids (antioxidants), anthocyanin (an anti-inflammatory component), polyphenol (a disease inhibitor) and vitamin C.
The researchers also added acid whey, a by-product of the dairy industry, which contains valuable micronutrients.
Using this lower temperature SCFX extrusion method not only helps to maintain the nutritive quality but also produces soluble dietary fibre from the sugars during the process.
The milk protein puffs designed to self-disintegrate in the mouth are not yet commercially available. However, the research paper said the ‘SCFX puffs’ contained higher levels of protein, fibre, phenolics and other nutrients in comparison to other starch-based alternatives.
Haigh’s Chocolates celebrates turning 110
Australia’s family-owned Haigh’s Chocolates recognised more than a century of commitment to the art of chocolate making on 1 May 2025 — celebrating turning 110.
From its birthplace in the city of Adelaide, where Alfred Haigh first opened the doors of the Beehive Corner building retail store in 1915, Haigh’s Chocolates has grown to produce more than 300 chocolate varieties and employ more than 900 people across its 21 stores located in Adelaide, Melbourne, Sydney and Canberra.
This year also marks an exciting time at Haigh’s with the planned opening of its $120m new manufacturing and warehouse facility later in the year, representing the single largest infrastructure investment by the family-owned business as it prepares for future expansion and growth.
To mark the milestone, Haigh’s has released a curated limited edition 1.2 kg Anniversary Edition Chocolate Box containing 72 individually handcrafted premium chocolates. It is also releasing a special Anniversary Edition Premium 50 g Milk Chocolate Bar to mark the occasion.
Heat and Control expands thermal range with Tek-Dry acquisition
Earlier this year, Heat and Control announced the acquisition of UK-based company Tek-Dry Systems Ltd., a leading provider of thermal food processing equipment.
Tony Caridis, President of Heat and Control, said the acquisition represents a significant milestone in the company’s growth strategy, fostering innovation and creating new opportunities for both companies, by strengthening its ability to serve customers with innovative dryers, toasters, coolers, and thermal processing systems.
“Tek-Dry Systems manufactures a broad range of thermal processing solutions that complement our existing range of products, allowing us to deliver even more innovative solutions to our global customers,” he said.
Established in 1990, Tek-Dry Systems has built a global reputation as a specialist supplier of high-quality, bespoke thermal process equipment. With over 30 years’
experience, the company’s expert engineering and design teams act as process partners and consultants, bringing tailored, high-performance solutions to both food and industrial sectors.
Tek-Dry’s equipment is designed primarily for drying, cooling, toasting, and roasting applications, serving both standard and niche requirements across both the food and nonfood processing industries, providing accurate moisture control, texture management, and overall product uniformity.
After collaborating with Tek-Dry on several projects, Heat and Control found Tek-Dry’s leadership, customer service, and quality standards aligned perfectly with its own, making the acquisition a natural fit.
“The addition of these high-quality solutions will allow our global sales network to confidently serve existing customers while also creating opportunities to expand into new markets,” he said.
Primary thermal processing
Tek-Dry Systems equipment plays a central role in the thermal processing of many products, through:
• Single and multipass dryers that remove moisture from products like French fries, coated cereals and pet food.
• Single and multipass dryers/roasters that remove moisture, create colour, and add texture to products such as nuts and snacks.
• Fluid bed toasters for toasting and puffing cereal and snack products.
Post-processing
Once thermal processing is complete, cooling systems (often integrated with dryers) bring product temperatures down to suitable levels for post-processing and packaging.
Packaging readiness
Tek-Dry equipment ensures the product reaches packaging with consistent moisture,
Requested by the world’s leading French fry processors, high-performance dryers from Tek-Dry feature a hallmark single pass design and reduced footprint.
texture, and temperature, which is important for maximising shelf life.
The range
Tek-Dry offers a broad range of thermal processing equipment tailored to the various stages of food production outlined above.
Snack dryers
Tek-Dry snack dryers support the production of a wide range of high-quality snacks, including croutons, expanded snacks, and bread-based products.
Features include high evaporation rates, precise moisture control, and a single pass conveyor design that minimises agitation and fines generation. A variety of heat sources can be used, including direct or indirect gas and electric.
Key benefits include a small footprint and an easy access design that simplifies cleaning.
Nut dryer/roasters
Tek-Dry dryer/roasters process a range of nut types and utilise a single pass conveyor design that minimises fines generation and mechanical agitation, one of the principal causes of ‘splits’.
Features include precise moisture control and uniform product colour and texture. A variety of heat sources can be used, including direct or indirect gas and electric.
Key benefits include a small footprint and an easy access design that simplifies cleaning.
Cereal dryers, toasters and coolers
Tek-Dry cereal systems are used by leading food brands to produce high-quality cereals — including rice and corn, as well as extruded and coated products.
Innovative single-pass suction dryers minimise fines and deliver high moisture removal per square metre of dryer within a reduced footprint.
Cereal toasters can run on gas or electric heating and include integrated dust separation to minimise internal dust build-up. More energy efficient air delivery systems enable lower operating temperatures, while still delivering cereals with consistent colour, texture, and moisture.
French fry dryers
Requested by the world’s leading French fry processors, high-performance dryers feature Tek-Dry’s single pass design and reduced footprint. Excellent internal access and pre-installed rinse-in-place systems make them both easy to clean and low maintenance.
While many installations use steam as the primary heat source, our current dryers can be supplied to utilise hot water heated using
recovered energy from the fryer exhaust. This significantly reduces dryer operating costs.
Preform dryers and coolers
Tek-Dry’s preform dryers and coolers provide efficient surface water removal and cooling before downstream processing. All systems feature their signature hygienic, single-pass design which ensures easy cleaning, minimal maintenance, and reliable performance.
Key benefits include high moisture removal per square metre of dryer, a uniform moisture profile and lower operating temperatures.
Sustainability and energy recovery
Tek-Dry Systems can offer exhaust energy recovery solutions for most of its drying, toasting and roasting applications. These solutions can assist the end user in reducing their carbon footprint and improve production line efficiency.
Tek-Dry Snack Dryers support the production of a wide range of high-quality snacks, including nuts, croutons, expanded snacks, and bread-based products.
Premium snack maker meets growing demand
British chip manufacturer Burts has greatly increased production capacity at its manufacturing site in Plymouth, UK, enabled by the installation of the latest high-speed seasoning and packaging system from TNA Solutions.
A growing demand for premium snacks
Burts is a maker of high-quality hand-cooked potato chips based in Devon, UK.
Building on 20 years of experience, the company has a key mission to make delicious snacks for discerning consumers. Using Red Tractor-approved potatoes from local growers, Burts’ crisps have authentic flavours, often featuring ingredients sourced locally in Devon, which the company states are free from MSG, artificial colourings and flavours, and hydrogenated fat.
Since the installation of Burts’ very first seasoning and packaging system in 2006, TNA has worked with the company, providing additional systems as Burts has continued to grow. The latest installation of a ninth seasoning and packaging system at the company’s expanded production facility in Plymouth continues the strong partnership.
Challenge 1: Increasing factory output
As one of the UK’s fastest growing independent snack companies, Burts needed to increase its output to meet growing sales demand. Running 24 hours a day, six days a week, with over 100 SKUs, the company needed equipment that was easy to set up, operate and change over to allow for the many different product types produced at the factory. Given tight production schedules, it was important that equipment only required minimal maintenance to reduce downtime; for this reason, it was essential that the new equipment was reliable.
Solution
Burts opted for a TNA intelli-flav OMS 5 on-head seasoning system and its ninth TNA robag vertical, form, fill and seal (VFFS) packaging solution to be added to twin-lane TNA roflo HM distribution
lines. This combination offers gentle product handing, flexibility, consistent seasoning and high-speed, high-quality packaging.
The high-speed bag maker features an extremely short vertical product transfer from the scale to the pack, helping Burts to maximise machine output while minimising product rejects. Operators can easily switch from one bag size to another on the same packaging line, thanks to the lightweight formers.
Meanwhile, TNA’S patented unload assist feature alongside auto-connect, one-touch recipe change functions and a twin film spindle has allowed Burts to maximise OEE with faster product changeover times. An extra benefit was that, as operators were already comfortable working with TNA equipment, operations were simplified post-installation as there was no downtime involved for training.
Challenge 2: Flavour flexibility
Burts’ many flavours, which include Guinness, Chilli & Lime and Maple Pigs in Blankets, are packed in a wide range of bag sizes and multi-packs. This meant a flexible packaging solution was crucial, as multiple flavours are often packed from one batch cook.
Solution
To maximise flexibility, Burts selected the intelli-flav OMS 5, which seasons products directly above the packaging system. The system incorporates tool-less changeover for all contact parts. Changeovers can be completed in under three minutes — significantly minimising downtime by allowing Burts to rapidly change between different-flavoured products.
Challenge 3: Delivering premium quality
Burts says it is committed to making sure every bite of its products delivers “real taste, proper crunch”. The seasoning is an important factor in helping the company deliver on this promise.
Solution
The intelli-flav system precisely controls the seasoning application within the flavouring drum, thanks to a responsive variable-mass seasoning system with a dynamic vibratory conveyor. This enables an accurate, proportional amount of seasoning to be evenly applied for consistent coverage and flavour dispersion.
A long-term partnership
“We place a huge emphasis on choosing the right suppliers and developing partnerships that can contribute to our company’s success,” said John Joseph, Operations Director at Burts.
“We’ve had a commercial relationship with TNA for 16 years, so we’re incredibly familiar with the brand and have seen firsthand the benefits of their cutting-edge solutions, which deliver unrivalled speed, performance and reliability.”
Joseph said TNA’s high-performance solutions had proven robust and reliable, enhancing Burts’ manufacturing capabilities and helping the company to expand operations.
“We are extremely pleased with the new installation and are confident that the new equipment will continue helping us cope with growing demand and meet our long-term goals,” he said.
TNA Solutions Pty Ltd www.tnasolutions.com
WAFER BAKING OVEN
The Bühler Group OptiBake wafer baking oven is powered by electric induction heating technology, which is claimed to be able to reduce energy consumption by 50% compared to conventional gas-fired wafer baking ovens.
Suitable for industrial baking applications, the induction heating system uses electromagnetic fields to generate heat directly within the baking plates. The result is a process that does not produce any direct emissions of carbon dioxide (CO2), carbon monoxide (CO) or nitrogen oxides (NOx). The environmental benefits of the oven are even greater when powered by a low-carbon electricity mix.
At the heart of the oven’s performance is a newly engineered baking plate design, specifically developed to produce the high-quality wafer sheets. Paired with a system for individual plate temperature control, it is designed to provide precise and consistent heat distribution throughout the baking process. With the ability to fine-tune temperatures plate by plate, the oven should not only improve product quality but also allow for flexibility and responsiveness — which is key for handling recipe changes or varying production demands.
The low baking chamber temperatures are designed to reduce life cycle costs by minimising thermal stress on components such as cables and bearings. OptiBake also creates a quieter production environment by eliminating burner nozzle flow noise and simplifies heat recuperation due to the absence of combustion products. Furthermore, the oven allows for 100% raw material utilisation, as baking scraps do not burn and can be repurposed.
The product is designed for safe operation and there is no fire hazard, as there are no open flames in the baking chamber. It is also designed to operate without posing any electromagnetic compatibility (EMV) risks, for safe and interference-free integration into industrial environments. Buhler Group www.buhlergroup.com
• PURE-GARD FOR CLEANABILITy
- CREVICE AND DIMPLE FREE DEsIGN
• PURE-GARD FOR sTRUCTURAL sTABILITy
- ONE PIECE AssEMBLy PROTECTs THE DIsC
- ALLOWs FOR MINOR PIPE MIsALIGNMENT
• PURE-GARD FOR EXTENDED PRODUCT LIFE
- ALLOWs FOR REGULAR GAsKET CHANGEs
• PURE-GARD Is TAG FREE
- ALL TECHNICAL DETAILs ETCHED ON BODy
• PURE-GARD HAs OPTIONAL BURsT DETECTION
PURE-GARD: 1”–4” Ø 40 – 300 psig
PURE-GARD SOLO: 1”–8” Ø 18 – 75 psig
AUSTRALIAN AGENT & TECHNICAL SUPPORT
A step towards
plant-based gelatine
Gelatine is a protein widely used as a gelling, thickening or emulsifying agent in various food product applications, including desserts, jellies, confectionery, and some dairy items and meat products. As gelatine is typically derived from animal collagen, food scientists have been searching for a plant-based alternative that could provide similar functionality for use in vegan food applications.
Researchers from the University of Ottawa in Canada have now presented gum tragacanth as a plant-based alternative to gelatine for creating edible films.
“Gelatine has unique properties and its use is versatile,” said study author Ezgi Pulatsu. “To fully replace gelatine, we must replicate its microstructure and understand its function in different applications.”
Gelatine’s gel-like structure and transparency are just two of its qualities that a plant-based alternative must replicate. Gum tragacanth, a by-product of the sap in certain legume plants, is promising in both of these characteristics.
To test this, Pulatsu’s team developed films containing different concentrations of gelatine and gum tragacanth — some constructed with alternating layers, others a mixture of the two — and monitored their
survivability in water and saline solutions. They found the optimal combination of gum tragacanth and gelatine for maintaining the gelatine’s gel-like behaviour was a 3-to-1 ratio of the two, respectively. However, gum tragacanth’s inclusion leads to a more porous film, making it prone to penetration by water or saline solutions.
Though gum tragacanth cannot replace gelatine completely just yet, the researchers are continuing their work on developing a fully plant-based alternative.
The research findings have been published in Physics of Fluids by AIP Publishing.
From grain processing waste to high-value products
Cereal wastes such as rice bran and cereal dust are valuable yet underutilised by-products of grain processing.
Swinburne University of Technology researchers have now developed a process that converts this waste from the cereal industry into high-value bacterial cellulose (BC) — a material that can then be used in products such as medical dressings, food packaging and even parts of electronics.
The technique, shown in their study published in Foods, uses a natural fermentation process to transform rice bran and cereal dust into BC. The researchers claim the technique could be used to reduce production costs by up to 90% while maintaining quality, in an industry worth over $750m globally.
Lead researcher Dr Vito Butardo Jr said this research could divert thousands of tonnes of agricultural waste from landfill while also addressing the high cost of producing bacterial cellulose using conventional methods.
“Despite containing valuable nutrients, excess rice bran and cereal dust typically end up as waste or as low-value animal feed. Our innovative process creates a sustainable circular economy solution that reduces waste and saves money,” Butardo said.
“Most importantly, extensive testing confirmed that our waste-derived bacterial cellulose maintains the same highquality characteristics as cellulose produced from expensive conventional media.”
The Swinburne team used stabilised rice bran from SunRice and cereal dust from Rex James Stockfeed Ltd to employ a natural twostep fermentation process where common foodgrade fungi oligosporus (also used in tempeh production) break down the complex fibrous structure of the cereal waste through solid-state fermentation.
This process makes nutrients more accessible for the second stage, where bacteria convert these nutrients into pure bacterial cellulose.
“Using rice bran pre-treated with Rhizopus oligosporus, we achieved a 22% increase in bacterial cellulose yield compared to untreated materials,” Butardo explained.
The research is said to have significant environmental and commercial implications for industries seeking sustainable alternatives to synthetic products.
Butardo now hopes to scale up the technology.
ELECTRIC TUNNEL OVEN
EDIBLE PRINTING SOLUTIONS
Primera Technology has launched its Eddie NSFand GMP-certified edible ink printer for printing onto biscuits and other food items.
Designed to make the process of printing onto confectionery, white chocolate, biscuits, macarons, etc, fast and easy, the machine can print a dozen 89 mm biscuits or other similar-sized food items in just two minutes. The included carousel feeder rotates the food item to the print position, the printer pulls in the product one at a time, prints and sends them back to the carousel — all automatically and hands-free.
Suitable for a variety of applications from bakeries to amusement parks, printed food items will be dry and ready for sale immediately after printing. Printed images are bright, vibrant, smudge-resistant and can even colour-matched to ICC Color Standards. Equipped to print items from 3.0–3.5″ (76–89 mm) with a maximum thickness of 0.75″ (19 mm), custom-made trays can also be designed for items from 1.5–4.5″ (38–114.5 mm).
The machine has been designed to meet or exceed all regulatory requirements for the specific purpose of being an edible ink digital printer. Approvals are already secured for the US, Canada and Europe. More certifications for other global regions are in process. The inks are designed to meet all FDA standards for use as a food additive. The ink cartridge itself also meets cGMP standards and is third-party, independently certified. Finally, the entire ink manufacturing and cartridge filling processes are FDA-compliant and cGMP certified.
Primera Asia Pacific www.primera-ap.com
The GEA E-Bake G2 electric industrial baking oven is designed to deliver enhanced energy efficiency and improved process control. Developed to meet the evolving demands of sustainable food manufacturing, the oven represents a step forward in the transition away from gas-based systems.
The second-generation oven is engineered to produce cookies (both soft and hard dough) and crackers, offering a compact footprint, advanced airflow design and modular flexibility. Its design is optimised exclusively for electric operation — no gas integration — enabling CO2 emission reductions while achieving repeatable baking products.
The modular architecture of the oven enables plug-and-play installation and allows each baking zone to be individually controlled. This enables manufacturers to tailor baking parameters precisely to product requirements, improving both energy usage and baking consistency.
The baking chamber has been redesigned with a reduced internal volume, which minimises heat loss and positions heating elements closer to the product, improving thermal efficiency. The inclusion of microconvection technology, featuring localised air flow systems, is designed to ensure uniform heat distribution and reduce temperature gradients across the baking surface.
Thermal bridges — pathways through which heat can escape — have been minimised. Additionally, a new configuration of electric resistances supports targeted heat generation, contributing to a potential claimed energy consumption reduction of up to 40% compared to the previous generation gas-fired model.
The E-Bake G2 is available in multiple heat transfer zone configurations, including: RE (Radiant Electric); CVE (ConVective Electric); ConRad (Combined Radiant + Air Turbulence); RE + CVE (a hybrid, flexible configuration); and Hybrid models (custom combinations of the above).
GEA Group www.gea.com
BENCHTOP DEPOSITOR FOR BAKERIES
The Rotocharge Single Head Depositor is a small benchtop depositor designed to be suitable for bakery applications.
Constructed with a stainless steel frame, the easy-to-clean depositor features a 15 L hopper with foot pedal acutator for hands-free operation.
Features include: puree products deposit weight variations less than 1 g; minimum deposit weight 3 g; no maximum deposit weight; and quick product changeovers. Made in Australia using Rotocharge’s multi-head lobe pump, it can also be fitted with optional mono- or tri-lobe pumps for chunky applications.
The product comes with fixed pipework and cut-off value, plus a Siemens HMI touch screen, PLC, servo drive and planetary gearbox. With low service requirements and no mechanical adjustment required, there is an optional hand gun which can be pipe mounted, or optional food-grade hose supplied.
As Australia’s food and beverage industry continues to evolve in response to increasing consumer expectations and stringent global regulations, Wipotec Australia emerges as a vital partner in quality assurance and product safety. A subsidiary of the German engineering leader Wipotec GmbH, the company brings world-class inspection and traceability technologies to the Australian, Philippine, New Zealand, Papua New Guinean, and Fijian markets.
Global Expertise, Local Impact
Founded in 1988 and headquartered in Kaiserslautern, Germany, Wipotec is a recognized authority in precision weighing and inspection technologies. Operating in over 100 countries with more than 1,000 employees, the company delivers cuttingedge systems including X-ray inspection, high-precision checkweighers, metal detectors, traceability solutions and product flow control technology for the logistic/ intralogistics sector.
Established in 2022, Wipotec Australia brings together global expertise and local industry insight, with Managing Director Colin Seddon and Marketing Manager Alberto Gómez playing key roles in guiding the company’s mission to help regional manufacturers meet the highest standards of food safety, labeling accuracy, and production transparency.
“Advanced technologies help companies meet the highest international standards, protecting consumers and boosting efficiency,” says Colin Seddon, as he emphasizes the importance of local availability and support for advanced manufacturing technology. He explains, “We have made these cutting-edge solutions accessible locally through Wipotec Australia, ensuring that manufacturers across the region can easily obtain high-end technology without delays or complications. This
regional presence means our clients benefit not only from top-tier equipment but also from personalized, regionally tailored support that understands the unique challenges and requirements of the local market.”
He further highlights the proactive approach to customer engagement by sharing, “To help manufacturers fully realize the value of our technology, we are hosting hands-on ‘Testing Days’ in our Australian facilities. These events give clients the invaluable opportunity to test and validate the equipment directly with their own products. This practical experience builds both confidence in the technology’s capabilities and competence in its operation. By seeing real-time results and troubleshooting on the spot, manufacturers gain assurance that the solutions will deliver the performance and reliability they need.” Through these initiatives, Colin underscores Wipotec Australia’s commitment to empowering local manufacturers with accessible, supported, and proven technological solutions that drive safety and quality.
Meeting Australia’s Urgent Safety Needs
Australia’s food sector is not only a domestic cornerstone but also a vital export contributor. However, recent data show that hundreds of food recalls occur annually, often due to contamination or mislabeling. Around 30% of outbreaks are linked to manufacturing lapses, underscoring the need for preventive inspection systems. Wipotec’s technologies are engineered to detect and prevent such failures at every stage of the production process:
• X-ray Systems: Detect hidden contaminants like bone fragments, glass, and hard plastics.
• Checkweighers: Guarantee consistent product weight and labeling compliance.
• Metal Detectors: Identify ferrous and nonferrous particles that pose consumer risks.
• Traceability Platforms: Monitor every unit, enabling rapid recalls and full regulatory compliance.
“Traceability isn’t just a buzzword, it’s the brand’s passport to consumer trust,” notes Alberto Gómez, Regional Marketing Manager for South America, Spain, and APAC. “In today's marketplace, where consumers are increasingly informed and value-driven, a strong brand must go beyond promises, it must provide proof. That’s where traceability comes in, that’s why it represents such a significant advantage to our customers in the food industry,” and he expands on this by saying, “By proving our commitment to authenticity and safety, and our respect to consumers, we're essentially telling them: ‘We’ve got nothing to hide—go ahead, check our receipts’.” Wipotec has globally supported the pharmaceutical industry in implementing traceability for more than 10 years now, and it is currently leveraging all of its expertise to serve the FMCG sector.
A Stronger Future for Australian Manufacturing
Today’s consumers demand more than taste, they want transparency, sustainability, and accountability. By integrating intelligent inspection systems, manufacturers not only protect public health but also differentiate themselves in a crowded marketplace.
In a global economy where one defect can damage brand equity overnight, Wipotec Australia offers more than equipment, it provides peace of mind. With a unique blend of German engineering excellence and local market insight, the company is positioned to become a trusted ally to manufacturers striving for safety, efficiency, and quality in every product. “We look forward to connecting with the industry very soon at CeMAT Australia, with our logistics solutions, and FoodTech PackTech. We’re coming with great energy and a strong commitment to support the manufacturing sector.”
Wipotec Australia Pty Ltd www.wipotec.com/au
Protein trends in 2025
People are eating more protein than ever before, with 61% of Americans increasing their protein intake in 2024 versus just 48% who did so in 2019. These are some of the findings from Cargill’s 2025 Protein Profile, an annual report that provides a look at protein consumption trends in the US. This year’s report also found:
• Animal proteins like beef, chicken and eggs are the preferred protein sources for most consumers, with 75% of people typically including animal protein in their evening meals.
• At the same time, protein consumption is also evolving with social media driving food experimentation and diet trends. Gen Z is leading the charge, embracing bold and multicultural protein meals.
• Moving beyond traditional meals, snacking is fuelling protein’s expansion across the category with manufacturers
adapting to meet these demands with on-thego formats like protein bars and shakes.
• Many consumers are seeking out protein on labels, with 57% of those who look at nutrition labels checking for protein content.
• Inflation is having an impact with many consumers buying in bulk and freezing portions to manage costs, while others are splurging on restaurant-quality cuts for athome indulgence.
• There is strong demand for pre-marinated proteins, heat-and-serve options, and premium but accessible cuts like steak.
• GLP-1 users are shifting portion sizes, seeking smaller high-protein meals that satisfy without excess calories.
“How consumers think about and engage with protein is evolving, and that presents new opportunities across the food industry,” said Gonzalo Petschen, Group President, Cargill North American Food Business. “Whether it’s developing
high-protein snacks, offering convenient meal solutions, or tapping into social mediadriven food trends, our goal is to help our customers stay ahead of what’s next while delivering on consumer demands.”
Tackling food contamination threats
A range of biological, chemical and physical contaminants combined with emerging risks including demographic changes, economic trends and environmental degradation could lead to increased food safety concerns for people around the world.
Anew study, published in Journal of Environmental Management, presents a timely review of current types of food contaminants, advances in detection technologies, emerging risks and the latest developments in regulatory frameworks.
After analysing 116 peer-reviewed papers published between 2019 and 2024, the team of researchers from the Universities of Birmingham, Bedfordshire and Oxford emphasise the urgent need for international collaboration and technological innovations, such as artificial intelligence (AI) for real-time contamination detection and prediction, to address the growing challenges and risks posed by food contamination across the globe.
The study categorised food contaminants into three main types:
1. Biological contaminants include pathogens like bacteria and viruses.
2. Chemical contaminants encompass pesticides, heavy metals and naturally occurring toxins.
3. Physical contaminants involve foreign objects such as microplastics and packaging materials.
The researchers also identified six key drivers of current and future food safety risks:
4. Demographic changes
5. Economic factors
6. Environmental conditions
7. Geopolitical shifts
8. Consumer priorities
9. Technological advancements
“Our review shows that food contamination is a borderless threat that no nation can tackle alone. Pairing nextgeneration detection technologies with
stronger international partnerships will be critical to keeping harmful contaminants out of the global food supply,” said co-author Dr Helen Onyeaka, from the University of Birmingham.
“The data reveal that contaminants of emerging concern are surfacing faster than many food-safety systems can track them. Leveraging artificial intelligence for realtime surveillance will enable regulators and industry to spot risks earlier and intervene before they reach consumers.”
The researchers highlight the uneven understanding of contaminants of emerging concern and their impact on the food system, environment and human health. They recommend several policy developments, including:
• Greater international collaboration in food contamination research — sharing information and knowledge among international organisations, governments and industries.
• Harmonising food safety legislation across regions to address the global nature of food contamination.
• Investing in cutting-edge detection technologies to improve the transparency and traceability of the food supply chain.
• Identifying regional differences in food contamination prevention measures to address the specific drivers of food safety risks in different regions.
• Increasing public awareness and education on food safety to enhance the public’s understanding of food contamination risks and prevention strategies.
Co-author Professor Lord John Krebs, FRS, said: “Science-based, transparent regulation must keep pace with the accelerating complexity of the food chain. By integrating real-time data and global cooperation, we can modernise food safety for the challenges ahead.”
The study highlights the significant progress that has been made in developing novel detection technologies, including biosensors, spectroscopic techniques and machine learning applications. These technologies offer rapid, sensitive and cost-effective solutions for detecting food contaminants, enhancing the effectiveness of food safety measures. However, there are still inconsistent international regulations, together with a lack of structured foresight on emerging risks and limited uptake of digital innovations in food safety systems.
Poultry producer reduces emissions
GEA NEXUS is a holistic engineering solution designed to minimise energy use and carbon footprint in food, dairy and beverage industries. By integrating processing and heating/ cooling-solutions rather than treating them separately, the company said it could help to reduce plant-wide energy consumption by up to 30%, sometimes even eliminating the need for a boiler.
At its core, GEA NEXUS takes a holistic view of the heating and cooling requirements in the production process. From the outset, the individual process phases with their respective temperature requirements and phase changes in the production process as well as the technical and process-related parameters are examined in detail and reviewed together with the food producer to find the most energy-efficient solution.
Too often, cooling is in the last part of the equation, missing key opportunities to make a real impact. Boilers and cooling systems are often oversized or the available waste heat streams are not used efficiently. For example, waste heat from cooling freshly prepared pasta can be repurposed by the heat pump to supply hot water for cooking pasta upstream, creating a sustainable, cost-effective cycle.
By involving an interdisciplinary team of sustainability, cooling and process experts early in the design phase, GEA can use its
expertise to optimise the entire process line and achieve cost, energy and emission reductions for the plant.
This principle was brought into focus at Wipasz, a poultry producer in Poland. The company wished to make its production more energy efficient and sustainable and challenged GEA to achieve three key objectives: keeping the plant cool; recovering waste heat to reduce energy consumption; and creating adequate ventilation, especially in the slaughter area.
Around half the plant’s energy is used for cooling, all achieved by GEA ammonia-refrigeration systems. This includes the slaughtering and cutting areas and the temperature-sensitive chilling and freezing processes.
Two heat-recovery systems with GEA heat pump as the key component now repurpose the heat from these cooling operations to provide all the facility’s hot water needs, including the heating of the offices. The boiler remains only as a back-up.
GEA said that its experience has shown that integrating this approach early in the design phase of a plant can reduce energy usage and operating costs by 30%, while CO2 and NOx emissions can be cut by up to 90%. CO2 emissions can even be reduced to zero if green electricity is used.
GEA Group www.gea.com
GEA refrigeration and heat pump plant at Wipasz. Image credit: GEA
Key benefits of METTLER TOLEDO’s product inspection solutions
In the fast-paced Food and Beverage industry, ensuring the safety and quality of products is more critical than ever. With rising consumer expectations and stringent regulatory standards, companies are under continuous pressure to deliver high-quality products that are free from contaminants and packaging defects. To support these goals, METTLER TOLEDO offers a range of smart, automated in-line product inspection technologies that play a vital role in safeguarding food and beverage production processes.
One of the foremost advantages of METTLER TOLEDO’s product inspection solutions is their ability to enhance brand protection. With a comprehensive suite of technologies, businesses can detect and address potential issues before products reach consumers, thereby reducing the risk of costly recalls. For instance, foreign body detection systems identify physical contaminants and automatically remove non-compliant products from production lines. This capability not only supports compliance with industry standards and regulations but also significantly enhances consumer safety by ensuring that only safe products are made available in the market.
Another critical application of METTLER TOLEDO’s technologies is fill level control. The product inspection portfolio provides automated feedback for filling machines, effectively eliminating costly product giveaways. By ensuring that every package is filled to the correct level, companies can meet Weights & Measures legislation requirements and avoid potential sampling errors. This inspection method not only satisfies consumer expectations for quality but also
reinforces brand protection by preventing inconsistencies in product delivery.
Label inspection is equally paramount in maintaining product integrity. Errors in labelling can have serious repercussions, including recalls and legal challenges.
METTLER TOLEDO’s advanced vision inspection systems help manufacturers avoid these pitfalls by ensuring that all labelling requirements are met, including allergen declarations and the accuracy of 1D and 2D codes, lot/batch numbers, and expiration dates. Consistent and correct labelling fosters consumer trust and brand loyalty, making it an essential aspect of quality control.
Moreover, METTLER TOLEDO’s package and product quality checks are vital for confirming that every package is of consistently high quality, both internally and externally. By transitioning from manual inspection processes to automated systems, manufacturers can significantly improve operational efficiency and reduce the risk of recalls. This commitment to quality assurance not only protects the brand’s reputation but also enhances overall customer satisfaction.
The integration of multiple quality control checks into a single system is another key feature of METTLER TOLEDO’s solutions. This approach not only reduces recall risks but also offers a space-saving design that minimises the equipment footprint on the production line. Additionally, it streamlines training processes for staff, increases service visit efficiency, and decreases product changeover time. Such efficiencies allow companies to adapt quickly to market demands while maintaining a high standard of quality.
Data management is a critical component of METTLER TOLEDO's inspection technologies. By automating the monitoring, reporting, and collating of product inspection activities in real-time, businesses can save valuable time and money. This automation facilitates compliance with food safety regulations and provides the documentation needed to demonstrate due diligence. Moreover, the insights gained from data management enable manufacturers to identify areas for production line improvements, boosting productivity while combating rising operational costs.
In conclusion, METTLER TOLEDO’s automated in-line product inspection technologies provide an essential framework for the Food and Beverage industry to thrive amidst rising consumer demands and regulatory scrutiny. By enhancing brand protection, increasing productivity, and improving product quality, these solutions empower manufacturers to produce highquality products that meet both consumer expectations and regulatory standards. As the industry continues to evolve, investing in advanced inspection technologies will be vital for ensuring safety, maintaining consumer trust, and ultimately driving sustainable growth in the competitive food and beverage landscape.
If you would like to learn more, please feel free to visit mt.com or call 1300 659 761.
Mettler-Toledo Ltd www.mt.com
SHT LINEAR MODULE IN HYGIENIC DESIGN
igus has designed its lubrication-free drylin linear and drive technology according to the EHEDG guidelines. It is suitable for filling stations, for example, allowing for precise and hygienic movements to position bottles and tins.
The axis uses stainless steel round shafts as guidance and relies on dryspin lead screw technology from igus made of corrosion-free stainless steel for the drive. The truss assembly consists of two housing halves that are sealed with an FDA-compliant silicone flat gasket and hygienic screws. Specially developed wiper seals protect the shafts and prevent dirt and moisture from entering the shaft end support. In addition, igus has designed the lead screw nut on the lead screw in such a way that there are generous gaps. This prevents deposits and makes it possible to clean them efficiently.
The company it is working on developing more and more products consistently in accordance with the hygienic design guidelines and has now also joined the EHEDG so as to facilitate new types of certification for open moving parts.
Last year, igus presented its sliding carriage for linear guides in hygienic design, which is made of 100% food-grade plastic with FDA and EU 10/2011 approval. Here, too, the design is completely open and free of dead space, making the system fully flushable — even with aggressive cleaning agents. The carriage is suitable for format adjustment in beverage-bottling plants, for example, to handle different bottle sizes without interchangeable parts. Due to solid lubricants integrated into the high-performance plastic, the carriage works hygienically with low-maintenance dry operation and doesn’t require external lubrication.
Furthermore, individual bearings have been added to the drylin hygienic design product range. They are placed separately on the guide rail and assembled into linear carriages using stainless steel plates in various sizes, which enables a more flexible design. This also includes the drylin ZLW toothed belt axis made of stainless steel with bearings, toothed belts and ball bearings made of plastic compliant with FDA and EU 10/2011.
Treotham Automation Pty Ltd www.treotham.com.au
Easily insert fillings inside food casings
PRODUCT INSPECTION MACHINE TESTING PROGRAM
The Mettler-Toledo Product Inspection Test Before You Invest program is a service designed to help food, pharmaceutical and packaging manufacturers make informed product inspection machinery choices using hands-on testing, performance data and support.
Rather than relying on theoretical specifications or off-the-shelf recommendations, the program allows manufacturers to trial the company’s checkweighers, metal detectors, X-ray systems and vision inspection machines using their own product samples before committing to a purchase. This gives businesses the opportunity to evaluate how product inspection equipment will perform in specific application and production environments, removing guesswork and helping to avoid costly mistakes.
Whether the goal is to improve quality control, reduce waste, validate contaminant detection or minimise false rejects, the program is designed to help manufacturers find the most suitable inspection solution to meet requirements.
Each test concludes with a report compiled by the Mettler-Toledo product inspection specialists that provides performance data such as achievable detection sensitivity, weighing accuracy, probability of detection and any production-specific factors that may influence system performance. The ability to compare multiple system configurations or technologies side-by-side is designed to further support smarter, faster decision-making.
In many cases, manufacturers can benefit from validating a system directly in its own facility. For these scenarios, Mettler-Toledo offers short-term rental equipment as part of the Test Before You Invest program. Manufacturers in Asia and Australia are encouraged to contact their local Mettler-Toledo representative to explore testing and rental options tailored to their region.
After testing is complete, manufacturers can speak directly with Mettler-Toledo engineers to discuss the results in detail, ask questions about integration and explore additional tools that can support long-term performance.
Mettler-Toledo Ltd
www.mt.com
HARDWARE PRE-CONFIGURED WITH IGNITION EDGE SOFTWARE
Advantech Australia has announced an alliance with Inductive Automation to introduce a series of panel PCs and fanless embedded box PCs with Ignition Edge software pre-installed.
The integration of industrial-grade hardware with the software aims to provide complete, pre-configured solutions suitable for most industrial applications, and is designed to minimise lead times and to accelerate and simplify deployment.
There are six pre-configured industrial-grade panel PCs (10.4 to 21.5″ ) and five box PCs (from palm-size to full-size) with varying configurations, which aim to provide users with flexibility and speed in choosing optimal systems suited for small to large Ignition projects.
Engineered for industrial environments, the Advantech solutions are designed for edge IIoT, HMI, small- to large-scale SCADA systems, MES systems and other mission-critical automation applications.
On the software side, Ignition Edge is designed to make digital transformation and edge computing easier and more affordable with unlimited tags and device connections and cross-platform compatibility.
The pre-configured systems are verified for compatibility and come pre-installed with Ignition Edge by Advantech CTOS, and they are configured locally in Australia, so that local users receive a ready-to-deploy unit, minimising testing and installation time.
Ignition and Ignition Edge licences must be purchased separately to activate the software on Ignition Ready and Ignition Edge Ready systems. The software will also be available on all Advantech edge platforms, depending on requirements.
Advantech Australia Pty Ltd www.advantech.net.au
Injectables for fresh-cut produce?
In Australia around 3 million tonnes of fruit and vegetables are wasted every year, with around 22% of that wastage occurring at the post-harvest stage of processing. Researchers from Massachusetts Institute of Technology (MIT) and the Singapore-MIT Alliance for Research and Technology (SMART) have now developed a technology that could help to extend the shelf life of harvested plants by injecting them with melatonin using biodegradable microneedles.
The researchers believe their system could offer an alternative or complement to refrigeration for post-harvest fresh produce. The system uses patches of silk microneedles that are designed to penetrate the tough, waxy skin of plants without causing a stress response, while delivering a specific amount of melatonin into plants’ inner tissues.
“This is the first time that we’ve been able to apply these microneedles to extend the shelf life of a fresh-cut crop,” said senior author Benedetto Marelli, an associate professor of civil and environmental engineering at MIT and Director of the Wild Cards mission of the MIT Climate Project. “We thought we could use this technology to deliver something that could regulate or control the plant’s post-harvest physiology. Eventually, we looked at hormones, and melatonin is already used by plants to regulate such functions.”
Published in Nano Letters, the study explains how the small patches of the microneedles containing melatonin are applied to the base of the leafy vegetable pak choy. After application, the researchers found the melatonin was able to extend the vegetables’ shelf life by four days at room temperature and 10 days when refrigerated, which could allow more crops to reach consumers before they’re wasted.
“The dose of melatonin we’re delivering is so low that it’s fully metabolised by the crops, so it would not significantly increase the amount of melatonin normally present in the food; we would not
ingest more melatonin than usual,” Marelli said. “We chose pak choy because it’s a very important crop in Asia, and also because pak choy is very perishable.”
The team evaluated the plants by monitoring their weight, visual appearance and concentration of chlorophyll — a green pigment that decreases as plants age. At room temperature, the leaves of the untreated control group began yellowing within two or three days. By the fourth day, the yellowing accelerated to the point that the plants likely could not be sold. Plants treated with the melatonin-loaded silk microneedles, by contrast, remained green on day five, and the yellowing process was significantly delayed. The weight loss and chlorophyll reduction of treated plants also slowed significantly at room temperature. Overall, the researchers estimated the microneedletreated plants retained their saleable value until the eighth day.
“We clearly saw we could enhance the shelf life of pak choy without the cold chain,” Marelli said.
In refrigerated conditions, plant yellowing was delayed by about five days on average, with treated plants remaining relatively green until day 25.
While the microneedles could make it possible to minimise waste when compared to other application methods like spraying or dipping crops, the researchers say more work is needed to deploy microneedles at scale. The research team also plans to study the effects of the technique on other types of produce.
FLOW NOZZLE
The McMenon FPD320 flow nozzle is used for high velocity flow measurement where erosion or cavitation would wear or damage an orifice plate. It does not rely on a sharp edge (that can degrade over time) for accuracy, therefore offering excellent long-term accuracy and it is often used for flow testing on steam-raising plant. The discharge coefficient of a flow nozzle is such that a nozzle can measure approximately 55% higher flow rates than an orifice plate with a similar beta ratio and design differential pressure. In the case of steam measurement, the pressure loss may not be significant as the effect is to beneficially heat the steam slightly.
LINERLESS BOTTLE LABELLING MACHINE
Ravenwood Packaging has launched the Nobac 40B Bottle Labeller, an entry-level linerless bottle labelling system.
The custom-built, airless linerless applicator is designed to apply labels up to 200 mm long and 40 mm wide on a wide variety of bottle sizes. Using the Nobac 40 label head and an extended transfer unit, the machine delivers speeds of up to 75 bottles per minute.
Long radius nozzle: the inlet profile is a quarter-ellipse with a cylindrical throat. The ellipse can have one of two aspect ratios (low or high), depending on the beta ratio. Tappings are typically 1 pipe diameter (D) upstream and 1/2 D downstream of the inlet, but the downstream tapping position on some low ratio versions can differ.
Throat tap nozzle: the inlet profile is a quarter-ellipse with a cylindrical throat. The upstream tapping is in the pipework, 1 D from the inlet; the downstream tapping is within the cylindrical throat and the connection to it is on the circumference of the nozzle ring. The design usually conforms to ASME PTC-6, with the nozzle mounted within a run of pipework, the upstream section of which includes a flow straightening element. McMenon flow nozzles are available in designs for clamping between flanges (within the bolt circle), as weld-in units or mounted within pipe runs.
The features and benefits include: established technology; available in sizes from DN50 to DN600 (2 to 24”); designed to maintain long-term performance; no moving parts — virtually maintenance-free; performance of device can be calculated from measurement of key dimensions alone and available in a wide range of materials to suit the process fluid and the working conditions.
This linerless labelling system is suitable for a broader range of packaging formats, such as beverages, personal care and household products.
Key benefits include: zero liner waste to landfill: increased label yield, with up to 40% more labels per roll; sustainably sourced materials, all Ravenwood-approved materials are FSC and PEFC certified; versatile and visually appealing, linerless labels provide a clean, modern aesthetic with double the surface area; and cost efficiency with reduced waste, less storage space and simplified logistics.
Ravenwood Packaging Ltd www.ravenwood.co.uk
NUT PASTEURISATION AND ROASTING TECHNOLOGY
Bühler has added the NapaRoast steam vacuum pasteurisation technology to its portfolio of solutions for the nuts processing industry, to better cater for recent trends such as healthy snacking, regulatory compliance and sustainable practices.
The pasteurisation process is designed to ensure food safety and traceability, and, in combination with the company’s other technologies for nuts processing, added efficiency.
Providing a solution to the stringent microbial contamination requirements that processors are facing today, the steam-vacuum pasteurisation process is designed to provide a high pathogen reduction of >5 log in nuts, seeds and all low-moisture foods.
During the process, steam is used to raise the surface temperature of the product to kill pathogens. By pasteurising with saturated steam, the products can be treated at lower temperatures in a partial vacuum. Because of the efficiency of saturated steam, the process doesn’t require a drying step, thus protecting the quality, texture, colour and flavour of the product.
The pasteurisation technology is installed in over 40 processing plants around the world, mainly in the United States, Europe and Africa. Pasteurisation and roasting lines are offered in throughputs ranging from 1–6 t/h. Because of the design of the process where the product is treated in bulk bins, there is no breakage, dust or waste, and downtime for product changeover is minimised. Its flexibility allows for the processing of whole pieces, chopped ingredients or powders.
To provide users with the opportunity to test and train along the value chain, Bühler has upgraded its Flavor Creation Research and Training Center in Uzwil, Switzerland, with the integration of the pasteurisation step into the facility. The centre will open in August 2025 for trials.
Buhler Group www.buhlergroup.com
OLIVE OIL EXTRACTION SYSTEM
Alfa Laval is unveiling its large-capacity olive oil extraction system.
The Olive Oil Booster system integrates advanced thermal and separation processes — including a plate heat exchanger and centrifugal decanter — to help improve performance without disrupting traditional production flow. When combined with Alfa Laval’s crusher and vertical centrifuge, the system is claimed to increase both oil yield and antioxidant levels compared to conventional methods. The vacuum-based extraction method has been used in northern Spain by century-old olive oil cooperative Coselva. Alfa Laval said the technology enabled a 10% increase in the extraction of premium extra virgin olive oil and a 20% boost in polyphenol content at Coselva. The results demonstrate how processing with this technology can enhance both product quality and profitability for olive mills.
Alfa Laval’s technologies are designed to maximise the availability of nutritious food while minimising environmental impact.
Alfa Laval Pty Ltd www.alfalaval.com.au
Greenfield brewery with a modern touch
In a project rarely seen in Germany, the Bayreuther Brauhaus state-of-the-art, resource-saving greenfield brewery is being built in Franconia by Krones. The brewery on the outskirts of Bayreuth will be used for the production of ‘Bayreuther Hell’ and is designed for an annual capacity of 500,000 hectolitres.
While Krones’ subsidiary Steinecker is responsible for the brewhouse, fermentation and storage cellars, and the requisite utility systems, Krones is supplying the entire bottling technology.
The new returnable-glass line, rated at 40,000 bottles an hour, uses Krones technology — from bottle washing to filling and labelling, all the way through to packaging.
“The new bottling line will consist of the same machines that are already in use at our Maisel’s brewery, just 1.5 kilometres away. This allows us to remain flexible when deploying our employees at both sites,” said Jeff Maisel, owner of the Gebr. Maisel brewery. “In addition to this flexibility, we also clearly formulated another goal at the start of the project: the new brewery should be one of the most modern of its kind in Europe and work as resource-efficiently as possible.”
Focus on sustainability
The centrepiece of the new brewery is the energy concept: a photovoltaic system supplies environmentally friendly electricity, while a wood chip system contributes to heat generation. The brewery is operated with two different heating circuits: a highpressure hot water system for wort boiling from the energy source wood chips and the other consumers with a low-pressure hot water system using a heat pump. The energy is supplied via two central heat storage tanks. Other innovative technologies such as the EquiTherm system from Steinecker are designed to ensure that the heat generated during the brewing process is used efficiently.
“Maisel is setting new standards in terms of efficiency and sustainability with this ultra-modern brewery. As a longstanding
Matthias Pohl, Vertrieb Steinecker
Dr
Michel, Geschäftsführer Steinecker GmbH; Jeff Maisel, Inhaber und Geschäftsführer der Brauerei Gebr. Maisel; Marc Göbel, Geschäftsführung Braubetrieb Maisel; Thomas Ricker, Vertriebsvorstand Krones AG; Frank Forster, Vertrieb Ost- und Süddeutschland und Österreich Krones AG.
partner, we are delighted to contribute with our technology to ensuring that ‘Bayreuther Hell’ can be produced even more energy-efficiently,” said Thomas Ricker, Chief Sales Officer of Krones AG.
First bottles at the end of 2026
With construction well underway, the first systems for the brewhouse will be delivered at the end of 2025. The bottling technology will follow in mid-2026, before the first bottles leave the brewery at the end of the year.
Krones (Thailand) Co Ltd www.krones.co.th
The contract for the new brewery was signed in April by Jeff Maisel, owner and Managing Director of Brauerei Gebr. Maisel (3rd from left), and Krones’ Chief Sales Officer Thomas Ricker (2nd from right). People pictured (from left):
Central Europe;
Marcus
Bayreuther
Brauhaus
AI-BASED CONDITION MONITORING SOLUTION
Alfa Laval has launched Clariot — a next-generation, AIbased condition monitoring solution that is precision-built for hygienic process equipment. It is designed to monitor equipment and processes, providing actionable insights that enhance uptime and optimise resource efficiency.
It is designed to provide 24/7 monitoring, alerts and diagnostics for pumps and other rotating equipment, eg, agitators. The industry-intelligent solution proactively detects machine failures before they occur, in order to maximise performance, minimise downtime and extend equipment lifespan.
The standalone system enables maximum cybersecurity by operating independently from internal business-critical systems. Installation is simple, and it is compatible with most pump brands. The user interface is intuitive, and the investment is claimed to be low with a short payback time.
To assist decision-makers and buyers, Alfa Laval has developed a buyer’s guide to condition monitoring in hygienic industries, with detailed information about maintenance strategies, selection and implementation of the right solutions as well as customer benefits.
Alfa Laval Pty Ltd www.alfalaval.com.au
PCR ASSAY DETECTION KIT FOR SALMONELLA AND CRONOBACTE
Hygiena has received ISO 16140-2 validation for its Multiplex RT-PCR assay for simultaneous detection of Salmonella and Cronobacter
The Hygiena foodproof Salmonella plus Cronobacter Detection LyoKit can be used to detect both Salmonella spp. and Cronobacter spp. in a single assay in order to ensure efficiency and regulatory compliance.
Regulatory agencies such as the FDA, EFSA, FSANZ and SAMR mandate stringent testing protocols for infant formulas and related ingredients to prevent contamination by Salmonella and Cronobacter, two pathogens that pose serious health risks to infants. Traditionally, food safety laboratories performed separate tests for each pathogen, which increased costs and delayed results. Hygiena’s kit is designed to eliminate this inefficiency by detecting both pathogens in a single test, streamlining workflows and accelerating time-to-results for infant formula producers, ingredient suppliers and environmental monitoring programs.
The kit is validated according to the ISO 16140-2 standard by AFNOR Certification. This validation ensures high accuracy across a range of matrices, including powdered infant formula (both with and without probiotics), related production ingredients and environmental samples from manufacturing facilities.
Hygiena is offering a multiplex PCR method specifically designed to address the unique pathogenic challenges of the powdered infant formula industry. In response to evolving industry practices, this method has been validated for test portion sizes up to 375 g. The ISO 16140-2 performance metrics are designed to provide food safety teams with specific, sensitive, reproducible and regulatory-compliant pathogen detection results.
Delivering results in just 19 hours, the kit is easy to use and features a streamlined workflow designed to enhance stability with lyophilised reagents, reduce contamination risks and integrate seamlessly with existing laboratory systems such as the BAX System Q7. The simplified process requires minimal training, making it accessible to a broad range of laboratory personnel.
Hygiena Australia www.hygiena.com/australia
RFID SAFETY SWITCHES WITH ECOLAB APPROVAL
The Pizzato Elettrica NX series of RFID safety switches with lock has introduced new functionality that makes it suitable for many industrial applications. The new features are designed to ensure safe exit from within guards in emergency situations and provide greater resistance for the device when it is exposed to chemicals and frequent washing, which are typical in the food and beverage industry.
Firstly, the NX series has obtained ECOLAB approval that certifies the safety switch’s resistance to the most commonly used chemical agents for cleaning and disinfecting industrial environments. The tests carried out certify that devices maintain their functional and mechanical characteristics even after prolonged exposure to detergents and disinfectants commonly used in the food industry. This certification is a key added value for the NX series, making it suitable for use in all industrial contexts that demand high safety standards as well as strict cleaning and hygiene protocols.
The other feature is the addition of the rear emergency release button, also known as an ‘escape release’. This enables the release of the actuator directly from within protected areas, providing an additional level of safety for operators in the event of an emergency.
Leuze electronic Pty Ltd www.leuze.com.au
POST-HARVEST VEGETABLE PROCESSING LINES
With 60+ years of post-harvest equipment design, manufacturing and installation success for potato, onion and carrots, Wyma Solutions can provide complete end-to-end vegetable processing line solutions.
The company’s experience includes washing, packing, structures and conveyors through to electrical integration, project management, third-party integrations, automation and programming.
Each element is optimised to improve the overall efficiency, which should allow users to get the best from every harvest.
Wyma Solutions www.wymasolutions.com
NUT PROCESSING LINE
Key Technology and PPM Technologies, both members of Duravant’s Food Sorting and Handling Group, have introduced a fully integrated nut processing line that brings together both companies’ technologies. The customisable line can process nuts from post-shelling to packaging, including grading, sorting, oil roasting, seasoning and more.
Appropriate for almonds, walnuts, pistachios, peanuts, pecans, hazelnuts, cashews and all other tree nuts, the modular line is suitable for both large industrial producers and small operations moving from batch to continuous processing.
The line begins with Key’s specialised grading conveyors, customised with specific widths, lengths, screens, strokes and speeds for each application. Options include dimpled screen holes for gentle handling, ball deck designs and programmable pulse stroke technology to prevent blinding.
Next, an infeed conveyor has been designed to create optimal product spread for inspection by either a VERYX or COMPASS optical sorter, depending on the user’s requirements. Key tailors each sorting system with a combination of sensors and ejectors to detect and remove foreign material, shell fragments and product defects specific to each nut variety.
Following sorting, nuts transfer to PPM’s CookWright continuous oil roasting system, combining temperature control with oil filtration for consistent roasting quality. A specialised de-oiling conveyor with chain belts drains excess oil while preserving product integrity before the Polar Blast cooling system prepares nuts for seasoning.
PPM’s FlavorWright seasoning system applies customised combinations of liquids and/or dry seasoning, handling everything from simple salt applications to complex multi-stage treatments with specialty oils, slurries and powders. The Libra Mass Flow loss-in-weight conveyor continuously monitors product flow and automatically adjusts seasoning rates for precision.
The final stage incorporates PPM’s packaging distribution system, featuring specialised conveyors designed to maintain product and coating quality. Key’s Zephyr horizontal-motion conveyors can also be used in the packaging area, providing gentle product handling that is designed to protect nut integrity and seasoning coverage. For users wanting complete plant solutions, the Duravant family has additional packaging equipment such as form-fill-seal technology, end-of-line automation and palletising machinery.
The fully automated nut processing line is designed to reduce manual labour. All equipment is engineered for food safety, with stainless steel construction, open designs and tool-less disassembly for thorough cleaning. By emphasising gentle handling throughout the line, the system can also minimise the creation of nut meal, contributing to cleaner operations and more efficient sanitation. Key Technology Australia Pty Ltd www.key.net
FORECASTING TOOL TO HELP REDUCE FOOD WASTE
Waste is one of the biggest threats to profitability and sustainability in the food production industry. From overproduction to unsold stock, every item that doesn’t sell represents lost ingredients, wasted labour and unnecessary costs.
Zooss Consulting has launched Waste Buster, a smart forecasting tool designed to help small to medium-sized food producers cut waste and boost profit.
Purpose-built for producers of fresh, short shelf-life goods, like baked items and chilled and prepared fresh foods, the tool is designed to connect production, delivery and sales data to provide real-time sales forecasts — which can help producers to plan smarter, reduce waste and improve margins.
The tool is designed to help food producers see what’s really selling, where and when, so they can produce the right amount at the right time. This helps to give smaller businesses the kind of forecasting power that’s usually only available to the big players. Built on a Microsoft platform, the tool is quick to set up and simple to run via an online dashboard. It uses existing sales data to generate forecasts tailored to each retail outlet and delivery schedule — taking shelf life, lead times and seasonality into account.
Zooss Consulting zooss.com.au/waste-buster
See-Thru Strip
meat with amino acids
In order to create the best cultured meat, it is essential to understand the flavour compounds that can make conventional meat delicious.
In an article published in Food Chemistry, researchers from the Institute of Industrial Science, The University of Tokyo, have measured and found a way to control the key amino acids responsible for flavour in a step toward making cultured meat taste just like the real thing.
“We know that free amino acids strongly influence the flavour of traditional meat, and their levels generally increase during the aging process,” said lead author, Mai Furuhashi. “However, we noticed that the role of free amino acids in the flavour perception of cultured meat has received little research attention.”
Amino acids can be used to build proteins, but when amino acids are instead in their free form they contribute to meat’s flavour: glutamic acid imparts umami, for example, while alanine is sweet. The researchers aimed to further clarify amino acids’ role in the flavour of cultured meat.
The team first obtained muscle cells from conventional meat, which were then grown in a nutrient bath. The cells then underwent cell differentiation, to grow a fibre-like structure, like the tissues in conventional meat. Some samples were then collected to be aged, while others were not.
Liquid chromatography was used to identify and quantify free amino acids in the aged and non-aged cultured meat cells. The researchers found that the levels of free amino acids increased significantly during the aging of bovine cells, with some notable differences compared with conventional meat.
“The levels of free amino acids decreased during differentiation but increased during aging,” said senior author, Shoji Takeuchi. “The surprise was that the levels of free amino acids in cultured muscle cells were actually double those in conventional beef.”
Glutamic acid was the most prominent amino acid in cultured muscle cells, followed by aspartic acid, which may suggest it has a strong umami flavour. Conventional beef was sweeter, with high amounts of alanine.
Moreover, the amount of free amino acids located in the culture medium also influenced the intracellular free amino acids, which also influenced the flavour compounds of cultured meat.
“Increasing levels of a particular amino acid in the medium increased the levels in the cells,” Takeuchi said. “This is exciting because it means we should be able to control the flavour profile of cultured meat.”
Although other flavour components also require investigating, the research could help to further the ability to control the flavour of cultured meat.
FoodTech Qld 2025 wraps with industry-wide praise
FoodTech Qld 2025 has officially wrapped after two packed days at the Gold Coast Convention & Exhibition Centre for the first time since 2022.
Held from 19–20 June, the event brought together food and beverage manufacturers, suppliers and innovators from across the country for two full days of connection, education and future-focused tech. With over hundreds of industry professionals in attendance, FoodTech Qld delivered next-gen insights across processing, packaging, safety, sustainability and food technology.
On stage, the conference program was headlined by Professor Jason Stokes from the University of Queensland and the Food and Beverage Accelerator (FaBA), whose keynote discussed the power of emerging food tech in Australian manufacturing.
Feedback from attendees and exhibitors was overwhelmingly positive, with many praising the highly targeted networking and the strong alignment between manufacturers and solution providers. Exhibitors were able to connect directly with food and beverage producers who were actively seeking new innovations, while attendees discovered actionable ways to improve business processes and streamline production.
Andrew Lawson, FoodTech Qld Product Manager, said: “At this year’s FoodTech we welcomed a mix of industry leaders, innovators and professionals from across the country who are all driving the future of food and beverage manufacturing. It’s been inspiring to see such strong collaboration and innovation on display — from cutting-edge processing solutions to the latest in sustainable packaging. We’re proud to provide a platform that connects the industry and helps shape what’s next.”
The team behind FoodTech Qld will now shift focus towards building on the momentum of this year’s event, with plans already underway to deliver an even bigger and more connected showcase in the future.
For more information, visit: www.foodtechqld.com.au.
A bit of culture for chicken nuggets
International researchers have produced bite-sized chunks of chicken with the texture of whole meat in the lab using a bioreactor. While further research is needed to improve the taste and texture of the cultured meat, the technology could one day provide an alternative to animal meat in many applications, such as cultured chicken nuggets.
The team of researchers used a Hollow Fibre Bioreactor (HFB), which mimics a
circulatory system to deliver nutrients and oxygen to artificial tissue, and a robotassisted assembly system to produce bitesized pieces of whole-cut chicken meat of more than 10 grams using chicken fibroblast cells, which make up connective tissue.
challenging to produce centimetre-scale or larger tissues with densely packed cells.
“We’re using semipermeable hollow fibres, which mimic blood vessels in their ability to deliver nutrients to the tissues,” Takeuchi said. “These fibres are already commonly used in household water filters and dialysis machines for patients with kidney disease. It’s exciting to discover that these tiny fibres can also effectively help create artificial tissues and, possibly, whole organs in the future.”
“Our study presents a scalable, topdown strategy for producing whole-cut cultured meat using a perfusable hollow fibre bioreactor,” said senior author Shoji Takeuchi of the University of Tokyo. “This system enables cell distribution, alignment, contractility and improved food-related properties. It offers a practical alternative to vascular-based methods and may impact not only food production but also regenerative medicine, drug testing, and biohybrid robotics.”
A significant obstacle to the reconstruction of large-scale tissues is the creation of well-distributed vascular networks because diffusion alone cannot sustain cells across considerable distances. The thickness of tissues without an integrated circulatory system has generally been limited to less than 1 mm, making it
The authors demonstrated the biofabrication of centimetre-scale chicken skeletal muscle tissues using a Hollow Fibre Bioreactor consisting of an array of 50 hollow fibres. In addition, they implemented a robot-assisted assembly system for the fabrication of a 1125-fibre HFB and produced whole-cut chicken meat weighing more than 10 g using chicken fibroblast cells, which make up connective tissue.
“We overcame the challenge of achieving perfusion across thick tissues by arranging hollow fibres with microscale precision,” Takeuchi said. “Remaining challenges include improving oxygen delivery in larger tissues, automating fibre removal and transitioning to food-safe materials. Solutions may include use of artificial oxygen carriers to mimic red blood cells, bundle-removal mechanisms that efficiently remove fibres in a single operation, and edible or recyclable hollow fibres.”
The authors have patent applications related to this work and the findings have been published in the Cell Press journal Trends in Biotechnology
Images credit: Shoji Takeuchi,
The University of Tokyo
Whole-cut chicken meat (>10 g) produced on the bioreactor with perfusion culture.
Whole-cut chicken meat (>10 g) after the removal of hollow fibres. Tissue on the HFB (after perfusion culture).
Plant-based colours for lively snacks
At IFT FIRST 2025 in Chicago, GNT will be demonstrating how its plantbased EXBERRY colours are helping brands reformulate away from synthetic dyes without sacrificing visual appeal.
As regulatory pressures mount and clean-label expectations rise, manufacturers in the US and beyond are seeking out effective alternatives to Red 3 and other FD&C dyes.
At GNT’s stand there will be an interactive snack bar that pairs bold EXBERRY shades with creative seasonings. Sweet and savoury snack bases will be transformed with options like pizza ranch (orange), honey miso (yellow), dill pickle (green), hibiscus chile (purple) and passionfruit orange guava (pink).
“Our build-your-own snack bar is more than a flavour playground, it’s a proof of concept that shows how EXBERRY colours can bring products to life,” said Alice Lee, Technical Marketing Manager at GNT USA. “As FD&C regulations evolve, we’re helping brands stay ahead with plant-based colours that offer both visual impact and label transparency.”
EXBERRY colours are made from non-GMO fruits, vegetables and plants and support simple US label declarations such as ‘fruit and vegetable juice for color’. They are suitable for nearly any food or beverage matrix, from snacks to beverages and dairy.
GNT has been developing plant-based colour innovation for nearly five decades, working closely with over 300 farmers to ensure full supply chain transparency and quality from seed to shelf.
MILK PROTEINS FOR HIGH-YIELD DAIRY
Arla Foods Ingredients has launched a ‘maximum yield, no acid whey’ concept that is designed to demonstrate how acid whey can be eliminated from the strained dairy production process to enhance efficiency and maximise yield.
On a traditional processing line for strained dairy products, two-thirds of the milk used is typically filtered off as acid whey. This represents a significant loss of productivity and nutrients, and also creates disposal challenges and costs for manufacturers.
The new concept uses Arla Foods Ingredients’ Nutrilac HighYield range of milk proteins as a no-waste solution for dairy producers. Adding this ingredient prior to fermentation allows dairies to omit the acid-whey separation or filtration steps, which should result in zero acid whey and 100% milk yield.
The process requires minimal and manageable modifications to standard production lines, the company claims, and reduces the need for separation/filtration equipment, which is costly to acquire and maintain. It also offers flexibility, enabling dairies to increase their volumes of final products or maintain current volumes with up to 85% less milk and shorter processing times.
Four high-yield concepts have been demonstrated: a 4% fat Greek-style yoghurt with a thick texture and mouthfeel; a 7.4% protein cottage cheese with a soft texture and a clean, mild taste; a 10% protein cottage cheese with milky notes and real cheese texture in the curd; and a cream cheese with a smooth, spreadable texture that is also suitable for cooking. Alchemy Agencies alchemyagencies.com
USA
Stretchy melty &
Gettingcloser to the"realthing "
Chemical engineers at UNSW Sydney have created a plant-based cheese that melts, stretches and browns under the grill like the real thing, paving the way for more realistic dairy and meat alternatives that blend plant proteins with complex carbohydrates.
“Colours and flavours are the easy part,” said Professor Cordelia Selomulya, who has been working on plant-based food textures at UNSW since 2019. “But replicating the structure — that pull of melted cheese, or the juicy mouthfeel of meat — is the real challenge.”
While plant-based alternatives have been on the market for many years, some of today’s products still fall short as they behave strangely under heat, fail to effectively deliver the nutrition promised on the label — including sufficient protein — and simply lack the sensory properties of dairy-based products.
Selomulya and her team at the UNSW School of Chemical Engineering are actively working to change that, by layering plant-based proteins with naturally occurring polysaccharides — complex sugars and dietary fibres — to mimic the ‘feel’ of animal products. This also helps ensure the foods hold up under cooking and the freeze–thaw cycles of long-term storage, while also releasing nutrients during digestion.
The team’s most recent breakthrough is a plant-based cheese that pairs pea protein with polysaccharides for a more ‘lifelike’ texture.
“By focusing on polysaccharide blends, we’re now able to achieve the kind of elasticity and structure you’d normally associate with dairy cheese,” said Dr Yong Wang, a lead investigator on the project.
“We’ve also made progress in preserving key nutrients, which is something most commercial products don’t do well.”
The blend of proteins and polysaccharides interacts to create stable, flexible networks so the food product holds its shape during freezing or heating. This process also allows the team to ‘microencapsulate’ fat-soluble nutrients such as vitamin D and stabilise water-soluble nutrients like calcium and vitamins to survive the heating that comes with cooking.
Looking beyond
Cheese is only the beginning of blending diverse plant proteins, each with distinct nutritional profiles, into a structure that mimics their real-life counterparts.
The team’s controlled gelation process — which helps to form stable, elastic networks that resemble those found in dairy products — is leading to similar advancements in other plantbased foods. The same techniques can help replicate the texture of animal fat and muscle — two of the main challenges of meat alternatives.
“The next step is to find commercial partners,” Selomulya said.
“We now have a process that is easily scalable, we don’t need special equipment, and we have a provisional patent that we can license.”
PLANT-BASED COLOUR FOR DAIRY PRODUCTS
Red shades are used to showcase a variety of enticing flavours in dairy products. While many dairy brands use the insect-based carmine colourant to deliver their red shades, consumer demands for clean and clear labels are on the rise.
EXBERRY has developed a plant-based colour solution to replace carmine in providing red and pink hues in dairy product applications.
Available in liquid, powder and micronised powder formats, the EXBERRY solution is suitable for applications including UHT milk, yoghurt, ice cream, sorbet and fruit preparations.
EXBERRY www.exberry.com
CLEAN-LABEL COLOURANTS
Sphere International is a global supplier of natural colours, fruit juice concentrates, purees and a range of other natural fruit and vegetable products tailored for the food, beverage, nutraceutical and cosmetic industries.
Crystal Colors is a collection of over 20 carrier-free natural colourants derived from fruits and vegetables. These clean-label solutions are designed to be watersoluble, calorie-free, shelf-stable for five years without refrigeration, and suitable for use in beverages, snacks, meats, bakery items, pet food and more.
Rethink Red is a natural clean-label alternative designed to replace artificial red dyes. It is designed to deliver vibrant, stable colour with benefits including: high colour concentration in crystal delivery format; stable in a variety of applications such as confectionery and beverages; colour from plant sources for a clean label; and designed to be a suitable replacement for Red 40 (Allura Red) and Carmine. The company also has a clean-label alternative designed to replace Red 3 (Erythyrosine).
Sphere International www.sphereint.com
Malting alternative
A new cost-feasibility analysis published in npj Sustainable Agriculture has found that using rice malt instead of milled rice in beer brewing, as performed by large breweries, would decrease the cost of beer production by 2–12%. Malted rice also reduces crop-growing acreage needs by half or more because it produces more grain per acre than barley while having an equivalent or greater sugar extract potential.
Brewers who currently use rice for brewing typically use milled rice, like what is found in supermarkets. Using this form of rice requires extra processing steps compared to malted rice.
The new study out of the University of Arkansas suggests that malting has the potential to decrease time and energy costs and make using rice more feasible for more small-scale craft brewers to make gluten-free beers.
Since rice is cultivated globally, the study noted, it also has the benefit of serving as a viable malting material for tropical and subtropical countries that currently rely on barley imports for brewing. Malting is a process that allows grains to sprout slightly under controlled conditions, resulting in biochemical changes important for beer production.
Closing an export gap
The study showed the potential for the alternative malting process to develop new domestic demand for rice and offset declining exports in Arkansas. Domestic long-grain rice exports in the state have dipped about 7% over the past 15 years.
“Alternative markets, like malted rice, can backfill that decrease in exports,” said Lanier Nalley, professor and head of the agricultural economics and agribusiness department for the University of Arkansas System Division of Agriculture and the Dale Bumpers College of Agricultural, Food and Life Sciences at the University of Arkansas.
“Developing a domestic market for our own rice ultimately could ensure the long-run sustainability of rice production in Arkansas.”
Nalley is a co-author of the malted rice feasibility study with researchers from the Center for Beverage Innovation, including Bumpers College food science graduate student Bernardo P Guimaraes and Scott Lafontaine, assistant professor in the food science department for Bumpers College and the Arkansas Agricultural Experiment Station, the research arm of the Division of Agriculture.
Guimaraes and Lafontaine published research in 2024 with findings of several long-grain rice varieties that developed
enough enzymatic activity to fully convert their starch source into fermentable sugar when malted. The rice malts also had many different and interesting aromas and flavours, Guimaraes said, which he believes can be used as a standalone raw material or in conjunction with barley malt.
“When we started this, I thought there’s no way this is going to work,” Nalley said. “How long have humans been drinking beer, and how long has rice been around? The economist in me thought, well if this would have worked, they would have done it 400 years ago! But I guess it took lightning in a bottle with Scott and Bernardo to put two and two together to figure this out, because this could work.”
Lafontaine said the disconnect between malted rice and beer may be because beer has been viewed through a “Germanic lens”, which has been influenced by the nation’s longstanding purity law that calls for just barley, hops, water and yeast as the only four ingredients allowed in beer.
“But ... you look back at some of the ancient beers that are in Asia — they had millet, they had rice — and archaeologists have found evidence of cereal beverages made with rice,” Lafontaine said. “Who knows? Maybe that rice was malted.”
Lafontaine referred to a 2024 study published in Anthropology titled ‘Identification of 10,000-year-old rice beer at Shangshan in the Lower Yangzi River valley of China’.
Making gluten-free beer competitive
The study also showed that beer made from 100% rice malt, which would make it gluten-free, costs about 30% more than barleybased beer.
Guimaraes said all-rice malt beers could come with a lower price tag compared to other traditional gluten-free alternatives and without flavour defects.
Gluten-free malts are generally considered ‘competitive’ by brewers if they are no more than two times the cost of traditional barley malt, Guimaraes noted.
On-the-go frozen cookie snack
OREO Mini Bites are available in a pack of 14 bite-sized frozen ice cream pieces covered in a crushed OREO cookie coating, which can be eaten straight from the freezer for an on-thego snack. The novelty snack, which has been featured on TikTok and won awards, has now been launched in Australia by Peters Ice Cream in partnership with OREO. www.peters.com.au and mondelezinternational.com
Flashy sorbet snack
Sorbet Balls by Australian-owned bubbleme are dairy-free, gluten-free, bite-sized frozen snacks that are also free from artificial colours. The sorbet spheres, containing real fruit juice and wrapped in a natural coating, have been produced using flash-freezing technology. Each 72 g pack contains 12 pieces and three flavours are available: Mango, Grape and Kiwi.. www.bubbleme.co
Coconut water in a can
The Brisbane brothers behind Origin Tea, Hrvst St and distribution business Brewing Brands, Chris and Lawrence Seaton, have crafted a new beverage for their portfolio. The Sip Coco 100% pure coconut water contains five natural electrolytes — sodium, potassium, magnesium, calcium and phosphorus — and no added sugar. It is also available in passionfruit, ginger, watermelon, lychee and pineapple flavours. Available in a 330 mL can, the beverage is made using Vietnamese coconuts. brewingbrands.com.au and www.sipcoco.com.au
From on-the-go frozen snacks to ready-made meals and glutenfree treats, here is a selection of six recent food products hitting the supermarket shelves.
Street-style Mexican in ready-meal packs
Hecho En Mexico has opened more than 20 restaurants around Australia since launching in Fitzroy, Melbourne, in 2013. Now Melbournebased food manufacturer, Country Cooked, brings Hecho En Mexico to Coles with two ‘heat and eat’ dishes now available — Hecho En Mexico Chicken Fajitas and Hecho En Mexico Pulled Pork Tacos. Both packs include enough flour tortillas and tomatillo salsa to make six tacos – just add your own shredded cheese and a squeeze of lime and they’re ready in 20 minutes. info@countrycooked.com.au
Rolling out allergy-friendly bakery
Melbourne’s Well & Good rolls out allergyfriendly bread at Woolies this June, including Soft White Rolls and Rustic Ciabatta Rolls. Baked in Melbourne, the rolls are designed to tastes like real bread (not cake) and are free from gluten, soy, nuts, dairy and eggs. wellandgood.com.au
Churros goes gluten-free
Australian brand Simply Wize is serving up gluten-free Spanish doughnuts, ie, churros, in the freezer aisles of Woolworths. Crafted in Spain, the certified gluten-free churros are designed to deliver the classic flavour and texture of churros with a crispy outside layer and fluffy inside. Suitable for those with coeliac disease as a snack or dessert, they pair well with chocolate or caramel sauce. momentumfoods.com.au/brands /simply-wize