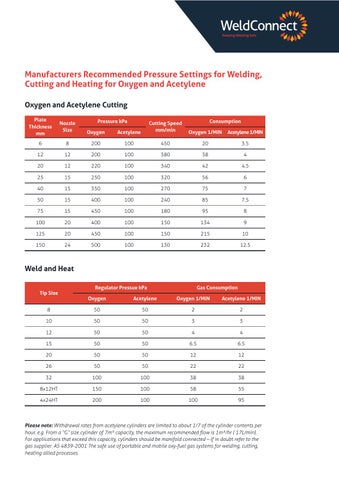
Manufacturers Recommended Pressure Settings for Welding, Cutting and Heating for Oxygen and Acetylene Oxygen and Acetylene Cutting Plate Thickness mm
Nozzle Size
Oxygen
6
8
12
Pressure kPa
Consumption
Acetylene
Cutting Speed mm/min
Oxygen 1/MIN
Acetylene 1/MIN
200
100
450
20
3.5
12
200
100
380
38
4
20
12
220
100
340
42
4.5
25
15
250
100
320
56
6
40
15
350
100
270
75
7
50
15
400
100
240
85
7.5
75
15
450
100
180
95
8
100
20
400
100
150
134
9
125
20
450
100
150
215
10
150
24
500
100
130
232
12.5
Weld and Heat Tip Size
Regulator Pressue kPa
Gas Consumption
Oxygen
Acetylene
Oxygen 1/MIN
Acetylene 1/MIN
8
50
50
2
2
10
50
50
3
3
12
50
50
4
4
15
50
50
6.5
6.5
20
50
50
12
12
26
50
50
22
22
32
100
100
38
38
8x12HT
150
100
58
55
4x24HT
200
100
100
95
Please note: Withdrawal rates from acetylene cylinders are limited to about 1/7 of the cylinder contents per hour, e.g. From a “G” size cylinder of 7m³ capacity, the maximum recommended flow is 1m³/hr ( 17L/min). For applications that exceed this capacity, cylinders should be manifold connected – If in doubt refer to the gas supplier. AS 4839-2001 The safe use of portable and mobile oxy-fuel gas systems for welding, cutting, heating allied processes.