TRUST WELL GROUP OF COMPANIES


w w w . t r u s t w e l l i n d i a . c o m

Content 01 02 03 04 05 06 07 Introduction Our Vision Our Manufacturing Capabilitie Our Projects Manufacturing Area www.trustwellindia.com Our Certifications Contact
OUR VISION
To become one of the Top Three Domestic Waste Heat Recovery Systems and Solutions Providers along with boiler accessories, offering sustainable cost competitive and innovative solutions for the capital goods industry.
OUR MISSION
By saving fuels, we increase environmental sustainability and decrease industrial fuel bills, for this we provide advanced Waste Heat Recovery Solutions for steam users.
w w w . t r u s t w e l l i n d i a . c o m
MANUFACTURING AREA

Trust Well Engineers India Pvt Ltd has huge manufacturing facility of 5600 Sq. Mt/ 0.56 Hectares
BTU Technology India Pvt Ltd has huge manufacturing facility of 9500 Sq. ft / 0.95 Hectares
New Manufacturing Facility of 6600 Sq. Mt/ 0.66 Hectares
Total Manufacturing Facilities of 21,700 Sq. Mt/ 2.17 Hectares
w w w . t r u s t w e l l i n d i a . c o m
w
w w . t r u s t w e l l i n d i a . c o m
Boiler Manufacturer, Class 1 (WASTE HEAT RECOVERY SHELL AND TUBE
TYPE BOILER)
Economizer Manufacturer, Class 1 (ECO(Plain Ste Tube & CI Gill Ring Tube
Type))
Pressure Part Manufacturer, Class 1
Pipe Fabricator, Class 1 (Pressure up to 125 <g/cm2)
Pressure Part Manufacturer, Class 1 (Tubu essure Parts)
Soot Blower (Poppet) Valves
w w w . t r u s t w e l l i n d i a . c o m
ISO14001:2015 (EnvironmentalManagementSystem)
ISO45001:2018 (OccupationalHealth&SafetyManagementSystem
ISO9001:2015 (QualityManagementSystem)
w w w . t r u s t w e l l i n d i a . c o m

SATISHDHAWANSPACECENTRE (ISRO)
Solution Provided
Waste Heat Recovery Boiler (WHRB)
Details
This boiler was Nitric Acid Heat Recovery which designed, manufactured, Supplied and erected by TWE
• Rated Capacity: 2.5 TPH @ 25 kg/cm2
• Hydro test Pressure: 37.5 kg/cm2
• Temperature : 350 deg. C
Year of Completion: 2021
www.trustwellindia.com

w w w . t r u s t w e l l i n d i a . c o m
SATISH
DHAWAN SPACE CENTRE (ISRO)
UNITED PHOSPHORUS LTD. (UPL)
Solution Provided
Waste Heat Recovery Boiler (WHRB)
Details
A complete package of Waste Heat Recovery Boiler, Deaerator, Economizer and Chimney.
• Rated Capacity: 20 TPH @ 5 kg/cm2
• Hydro test Pressure: 7.5 kg/cm2
• Temperature : 146.5 deg. C
Year of Completion: 2018
www.trustwellindia.com

w w w . t r u s t w e l l i n d i a . c o m
UNITED PHOSPHORUS LTD. (UPL)
INDO BAIJIN CHEMICALS PVT. LTD.
Solution Provided
Waste Heat Recovery Boiler (WHRB) Solution
Details
We have designed and supplied Waste Heat Recovery Boiler for their Sulphur Recovery unit (SRU) in the petrochemical industry.
• Rated Capacity: 15 TPH @ 47.08 kg/cm2
• Hydro test Pressure: 70.62 kg/cm2
• Temperature : 340 deg. C
Year of Completion: 2018
www.trustwellindia.com

w w w . t r u s t w e l l i n d i a . c o m
INDO BAIJIN CHEMICALS PVT. LTD.
AARTI INDUSTRIES LTD.
Solution Provided
Waste Heat Recovery Boiler (WHRB) Solution
Details
We have designed and supplied Waste Heat Recovery Boiler for their SULPHURIC ACID PLANT in the pharmaceutical industry.
• Rated Capacity: 1 TPH @ 15 kg/cm2
• Hydro test Pressure: 22.5 kg/cm2
• Temperature : 22O deg. C
Year of Completion: 2017
www.trustwellindia.com

w w w . t r u s t w e l l i n d i a . c o m

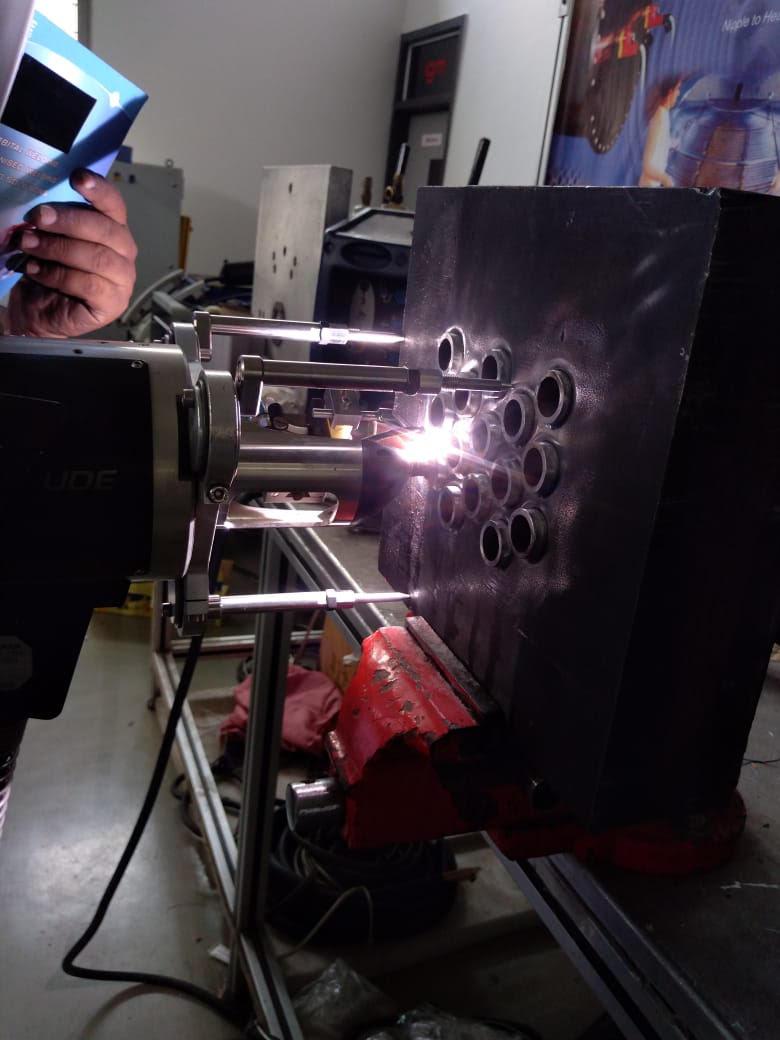
Mock-up of Orbital Welding test
w w w . t r u s t w e l l i n d i a . c o m

Orbital Welding in Process
w w w . t r u s t w e l l i n d i a . c o m
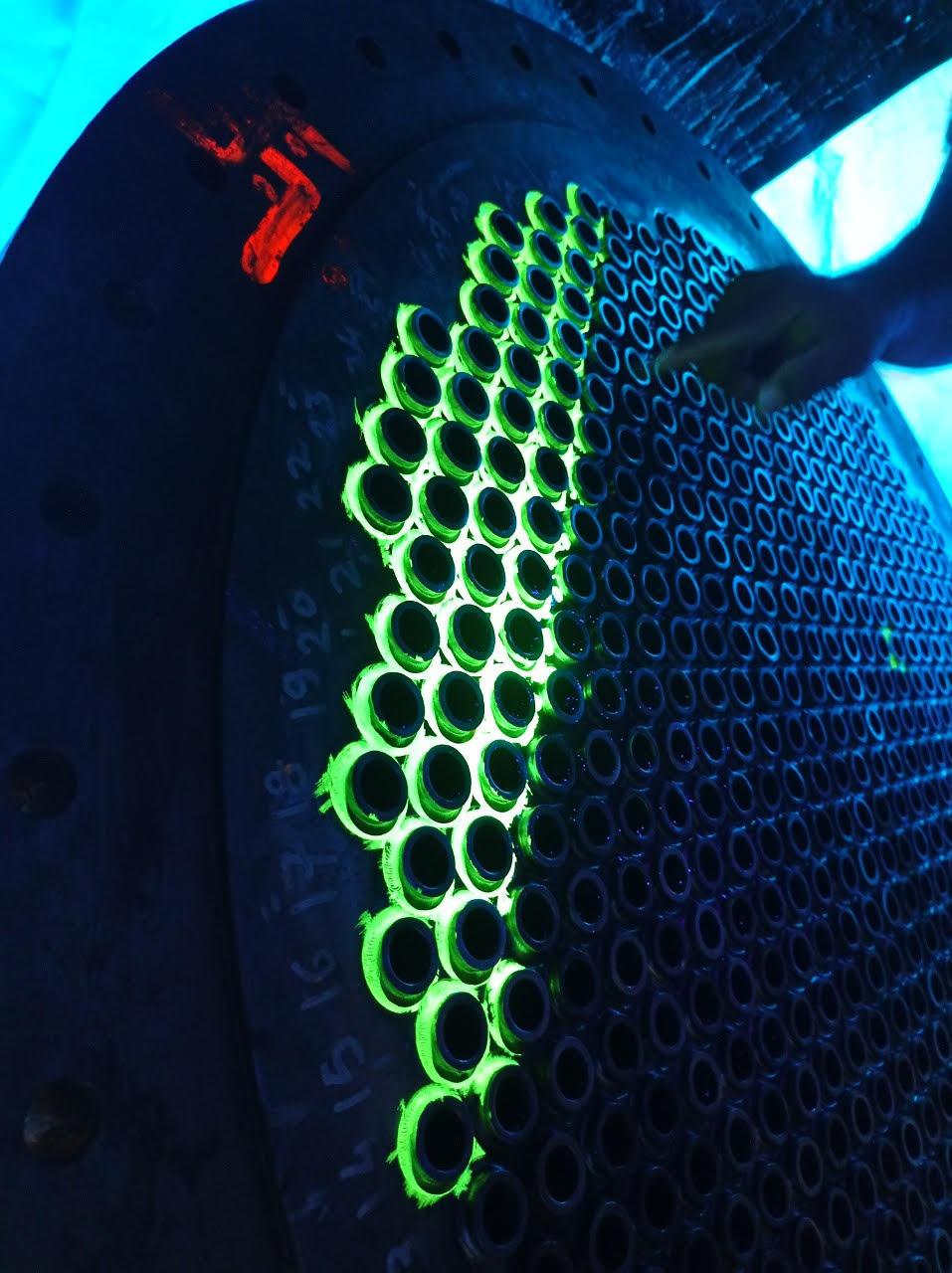
Fluorescent Dye Penetrant Test
w w w . t r u s t w e l l i n d i a . c o m

Fluorescent Dye Penetrant Test
w w w . t r u s t w e l l i n d i a . c o m

w w w . t r u s t w e l l i n d i a . c o m

w w w . t r u s t w e l l i n d i a . c o m

Knuckle TubesheetFor WHRB
w w w . t r u s t w e l l i n d i a . c o m


w w w . t r u s t w e l l i n d i a . c o m Riser Downcomer Welding

Steam Escaping Hole Near Front Tubesheet
Near Flue Gas Entry
w w w . t r u s t w e l l i n d i a . c o m

Corporate Office: Plot No.01, Ideal Colony, Swojas One, 4th Floor-403, Paud Road, Kothrud, Pune - 411038 India www.trustwellindia.com E-mail: info@trustwellindia.com +91-9130031358

YOU! w
u
l
THANK
w w . t r
s t w e
l i n d i a . c o m
