• Annual subscription (5 issues) Abbonamento annuale (5 numeri) Italy: € 35; International: €50; Special tariffs for group subscriptions are available on request. Tariffe speciali per abbonamenti collettivi sono disponibili su richiesta.
L’IVA sugli abbonamenti, nonché sulla vendita dei fascicoli separati, è assolta dall’Editore ai sensi dell’art. 74 primo comma lettera C del DPR 26.10.72 N. 633 e successive modificazioni e integrazioni.
• Printer / Stampa Faenza Printing Industries SpA Via Vittime Civili di Guerra 35 48018 Faenza (RA)
• Graphic Layout, photolits, typesetting Progetto grafico e prestampa Sara Falsetti s.falsetti@kairosmediagroup.it
Entire contents copyright Kairos Media Group. All rights reserved. Opinions expressed by writers are not necessarly those held by the publisher who is not held responsible. Editorial material, manuscripts, photographs, transparencies and artwork will not be returned.
Tutti i diritti di riproduzione e traduzione degli articoli pubblicati sono riservati. È vietata la riproduzione anche parziale senza l’autorizzazione dell’Editore. Manoscritti, disegni, fotografie e altro materiale inviato in redazione, anche se non pubblicati, non verranno restituiti. La Direzione non assume responsabilità per le opinioni espresse dagli autori dei testi redazionali e pubblicitari.
date of going to press / chiuso in redazione il: 19/05/2025
KAIROS MEDIA GROUP S.r.l., in conformità al “Testo unico sulla privacy”, garantisce la riservatezza dei dati usati per gli abbonamenti e per gli scopi tipici della stampa specializzata e la possibilità di modificarli o cancellarli (art. 7 del D.L. 196/2003) a mezzo richiesta scritta.
Eirich is the worldwide standard in the ceramics industry since decades. The highly e icient and resource-saving Eirich technology makes you and your product beer and beer. eirich.com
kairos media group also publishes: promoted by
Year 35, N° 161
April/June 2025
Bimonthly review
Anno 35, n° 161
Aprile/Giugno 2025
Periodico bimestrale
Cover picture by: Giancarlo Pradelli
5 E ditorial
World NEWs
18 EcoNomics
22
26
30
32 iNtErviEW
USA: no anti-dumping duties on India
Usa: no ai dazi antidumping all’India
Villeroy & Boch Group meets all its targets
Villeroy & Boch Group centra gli obiettivi
Lamosa group reports revenue growth in Q1 2025
Gruppo Lamosa: ricavi in crescita nel 1° trimestre
Indian tile exports fall in 2024
L’export indiano di piastrelle frena nel 2024
The rapid urbanization is driving the construction sector in India
Costruzioni India, un settore da oltre duemila miliardi di dollari nel 2030
STN Group maintains strong growth
Gruppo STN conferma il trend positivo
FOCUS ON glazing & decoration
36
42
44
48
52
56
60 trENds
FOCUS ON sustainability
64
68
72
The full digital revolution: innovation, integration and sustainability
La rivoluzione Full Digital tra innovazione, integrazione e sostenibilità
New opportunities for fully digital decoration lines
Nuove opportunità della linea di decorazione “full digital”
Three-dimensional surfaces: BVERSO, More Is Less
Superfici tridimensionali: BVERSO, More Is Less
Flow: the present and future of digital glaze and grit application
Flow: presente e futuro nell’applicazione digitale di smalti e graniglie
DreamLab and Arteology, fusing ceramic artistry and technology
DreamLab e Arteology: la cultura artistica ceramica incontra la tecnologia
LATEST TECHNOLOGIES glazing & decoration
Technology and sensory experience in contemporary ceramics
Tecnologia e sensorialità nella ceramica contemporanea
Electric kilns and dryers: towards decarbonisation of the ceramic process
Forni ed essiccatoi elettrici: verso la decarbonizzazione del processo ceramico
From energy efficiency to the circular economy: models of sustainable innovation
Dall’efficientamento energetico all’economia circolare: modelli di innovazione sostenibile
CE.SI.’s small-format tiles now more sustainable than ever I piccoli formati di CE.SI. ancora più sostenibili 76
Finishing 5.0 and Green Innovation
Finitura 5.0 e Green Innovation
80 LATEST TECHNOLOGIES sustainability
86 t opics
92 r aW m at E rials
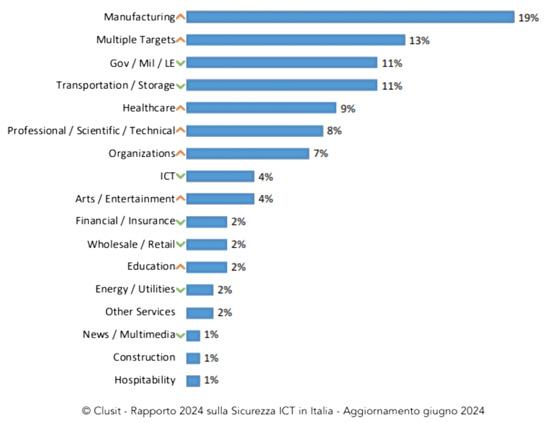
Cybersecurity: a new challenge for the European manufacturing industry
Cybersecurity: una nuova sfida per l’industria manIfatturiera europea
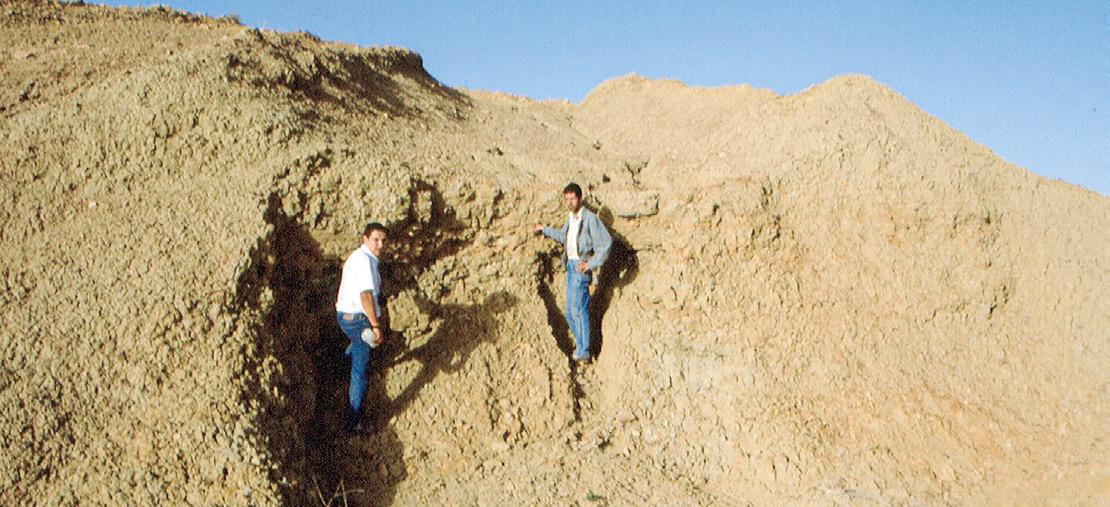
Travel notes of a backpacking geologist. Chapter 3: Africa
Appunti di viaggio di un geologo “zaino in spalla”. Capitolo 3: l’Africa 16
Paola Giacomini
Sacmi
System Ceramics
Generoso Verrusio
GMM Marco Sichi
Gian Paolo Bertolotti
Stefano Lugli
Stefano Nicolussi
P.F. Vaccari
Eros Giavelli
Marzia Barattini
Paola Giacomini
Luca Baraldi
Tosilab-System Ceramics
Designed to Perform.
Unleash creativity to achieve excellence.
The future of ceramic decoration passes through Creadigit Infinity, the new digital printer with a computing power never seen before. Thanks to CoreXpress, the latest-generation platform, key information, useful for image reproduction on the ceramic surface, is exchanged and processed in real time with sophisticated processors and a dense network of sensors.
More flexibility and more variation with over 12 color bars and the management of different heads on each individual machine with a resolution of up to 600 dpi. Towards the maximum level of performance. Visit systemceramics.com to discover more!
Designed to Perform.
The future of ceramic decoration passes through Creadigit Infinity, the new digital printer with a computing power never seen before. Thanks to CoreXpress, the latest-generation platform, key information, useful for image reproduction on the ceramic surface, is exchanged and processed in real time with sophisticated processors and a dense network of sensors. More flexibility and more variation with over 12 color bars and the management of different heads on each individual machine with a resolution of up to 600 dpi. Towards the maximum level of performance. Visit systemceramics.com to discover more!
by Paola Giacomini, Editor -
USA: NO ANTI-DUMPING DUTIES ON INDIA
USA: NO AI DAZI ANTIDUMPING ALL’INDIA
The recent Coverings in Orlando revealed a surprising vitality in the US market, exceeding the expectations of the ceramic manufacturers which came to the show to gauge the responsiveness of the US market. Ahead of the event, there was considerable uncertainty due to the introduction of a 10% tariff (with a further 10% increase temporarily suspended until June). On the one hand, doubts lingered over the genuine strength of the market’s recovery following a 5% drop in consumption last year. On the other, there was concern about the reaction of US distributors who had already stockpiled significant quantities of products earlier in the year to pre-empt tariffs, causing Italian and Spanish exports to surge with double-digit growth in January and February. These worries were partially alleviated by customers confirming their intention to continue their long-established partnerships with European suppliers.
“The United States is our largest non-European export market,” said Armando Cafiero, Director of Confindustria Ceramica. “Despite the current uncertainty caused by trade tensions, the market’s fundamentals remain strong, particularly in the construction sector, and the quality of Italian products continues to be appreciated.” This sentiment was echoed by Alberto Echavarria, Director of the Spanish ceramic manufacturers’ association Ascer: “The positive response we received from American customers confirms the strength of relationships built up over many years in our top export market. We had already noticed signs of a recovery in late 2024, which was confirmed by the surge in advance orders during the first two months of the current year. I believe we will see positive year-end results, even if there is a slowdown in sales in the second quarter.”
However, the mood in the European halls (and among the US producers who had promoted the petition) was dampened by the US Department of Commerce’s final decision to close its anti-dumping investigation into Indian tile imports without imposing any duties. This ruling opens the door for the Morbi ceramics cluster to further cement its position as the leading exporter to the US in volume ahead of Spain and Italy, potentially even reversing the downturn seen at the end of 2024.
“We’re all disappointed by this decision. We knew it would be a complex process, but we expected a very different outcome,” confirmed Echavarria “This marks the second disappointing result after our experience in Europe, where the EU imposed minimal duties on Indian tile imports, despite acknowledging clear evidence of dumping,” added Cafiero. “It’s vital that we find effective ways to counter unfair competition, including addressing the environmental and social dumping practices damaging our industries in Europe as well as the United States.” ◼
La trasferta americana al Coverings di Orlando ha mostrato una vivacità probabilmente inattesa dagli stessi produttori di ceramica presenti, in primis italiani e spagnoli, giunti in fiera per testare la reattività del mercato USA, il più grande a livello mondiale per volumi di importazione con cui copre il 70% della domanda nazionale. Le incognite non mancavano all’indomani dell’introduzione dei dazi al 10% da parte dell’amministrazione Trump (sospeso fino a giugno l’ulteriore 10%). Da un lato, l’incertezza sull’effettiva ripresa di un mercato che l’anno scorso aveva perso il 5% dei consumi; dall’altro i timori sulla risposta dei distributori statunitensi che, proprio per evitare il rischio dazi, avevano già fatto ampie scorte di prodotti europei tra gennaio e febbraio facendo lievitare l’export italiano e spagnolo con incrementi a doppia cifra. Timori in parte fugati dai clienti, intenzionati a mantenere collaborazioni consolidate con i fornitori europei.
“Gli Stati Uniti sono il principale mercato extraeuropeo per le nostre esportazioni - ci dice Armando Cafiero, direttore di Confindustria Ceramica - e, nonostante l’attuale situazione di incertezza, mantiene fondamentali solidi, oltre a confermare l’apprezzamento per i prodotti di qualità italiani”.
Sulla stessa lunghezza d’onda, Alberto Echavarria, direttore di Ascer: “La buona ri-
sposta della clientela americana conferma la solidità delle relazioni costruite negli anni nel nostro primo mercato di esportazione, dove abbiamo registrato una tendenza positiva già dagli ultimi mesi del 2024, poi confermata dal massiccio anticipo di acquisti nel primo bimestre di quest’anno. Credo che il risultato a fine anno sarà comunque positivo”.
A rovinare l’atmosfera nei padiglioni europei, oltre che in quello americano (promotore della richiesta), è stata invece la decisione definitiva dell’US Department of Commerce di chiudere l’indagine sulle importazioni di piastrelle indiane senza introdurre alcun dazio antidumping. Una decisione che toglie un freno alla possibilità per la ceramica di Morbi di consolidare il suo posizionamento come primo esportatore in volume negli USA, proprio davanti a Spagna e Italia, recuperando magari anche la flessione del 2024. “Siamo tutti delusi per la conclusione di un processo che sapevamo essere complicato, ma dal quale ci aspettavamo un esito completamente diverso”, ha confermato Echavarria “Una seconda delusione - aggiunge Cafiero - dopo quella sperimentata in Europa, con il basso livello di dazi (il 7,5%, ndr) imposto dalla UE sulle importazioni di piastrelle indiane, comunque riconosciute in dumping. È fondamentale che situazioni di concorrenza sleale vengano contrastate considerando anche i problemi del dumping ambientale e sociale causati alle nostre produzioni sia in Europa che negli Stati Uniti”. ◼
KERAKOLL INAUGURATES NEW PRODUCTION PLANT IN JAIPUR
Kerakoll Group, a Benefit Corporation and certified B Corp operating internationally in the construction and installation adhesives sector, has inaugurated its new production plant in Jaipur, Rajasthan, in northwestern India. The site involved a total investment of €30 million (approximately 2.7 billion rupees) for the purchase of land and construction of the facility. With a total area of 51,000 sqm – including 28,000 sqm for production, warehousing and offices – the plant boasts an annual production capacity of 150,000 tonnes, with the potential to double this figure once fully operational. It will focus primarily on the production of cement-based adhesives for ceramic tile and natural stone installation
This is Kerakoll’s second production site in India, where the company has been present since 2014 with a plant in Vadodara, Gujarat. Completed in under two years, the new facility is designed to meet the highly dynamic demands of the Indian market even more effectively, offering full national coverage with an efficient logistics presence in terms of delivery times and customer service. Jaipur is strategically positioned to serve northern India, located at the heart of a region with significant market potential. It lies close to the Western Dedicated Freight Corridor and benefits from excellent connectivity to the rest of India through the country’s longest
highway and the rail network. India is one of Kerakoll’s most important international markets. In 2023, the Group reported consolidated revenues of €33 million in the country, up from €31 million in 2022, with an average annual growth of 18% over the past five years. It currently holds a 7% share of the Indian market and aims to reach 10% within the next five years.
The Jaipur plant was built in accordance with Kerakoll’s advanced standards of sustainability and environmental responsibility. It is equipped with photovoltaic systems with an installed capacity of 1,185 kW capable of generating approximately 1,492 MWh of electricity annually (equivalent to the annual energy needs of 1,036 homes) and reducing carbon emissions by 1,268 tonnes per year. The facility uses 100% battery-powered forklifts and was designed to maximise natural lighting. It is also equipped with a rainwater harvesting system with a capacity of 670,000 litres per day during peak rainfall periods, equivalent to the annual water needs of around 150 families.
Fabio Sghedoni, Vice Chairman of Kerakoll Group, expressed great satisfaction with the investment in Jaipur, which follows the opening of the Mumbai headquarters and the Vadodara facility. “This is another key milestone in our development plans for the Asia-Pacific region,” he said. “India is one of Kerakoll’s main targets for strategic development. Through the expansion and diversification of our production and
commercial footprint, we aim to strengthen our leadership in the Indian construction market.”
The Sassuolo-based multinational continues its international expansion. “India is a strategic market thanks to its rapid urbanisation, ambitious infrastructure plans and growing demand for sustainable building materials,” noted Marco Zini, Kerakoll’s Group CEO. “For years now, Kerakoll has seen India as a country to invest in as part of a responsible and long-term growth model.”
Kerakoll currently operates through three Business Units –Installation, Building and Surfaces – and in 2023 reported revenues of €774 million, of which 59% was generated in Italy and 41% abroad. It has a direct presence in 11 countries with 21 production facilities.
KERAKOLL INAUGURA L’IMPIANTO A JAIPUR
È stato inaugurato a Jaipur, nello stato del Rajasthan, a nord-ovest dell’India, il nuovo stabilimento di Kerakoll Group, azienda Società Benefit e certificata B Corp, attiva a livello internazionale nel settore dell’edilizia e degli adesivi per la posa.
Il sito produttivo ha richiesto un investimento complessivo pari a 30 milioni di euro (circa 2.700 milioni di Rupie) per l’acquisto del terreno e la costruzione dell’impianto. Si estende su una superficie totale di 51mila mq, 28mila dei quali utilizzati per l’area produttiva, il magazzino e gli uffici, e vanta una capacità produttiva di 150 mila tonnellate annue, eventualmente raddoppiabili a regime, che sarà dedicato principalmente alla produzione di adesivi cementizi per la posa di ceramiche e pietre naturali.
L’impianto rappresenta la seconda area produttiva di Kerakoll in India, dove è già presente dal 2014 con uno stabilimento a Vadodara, nello stato del Gujarat. Il nuovo polo, realizzato in meno di due anni, risponde all’obiettivo di inter-
cettare in modo ancora più efficace la domanda fortemente dinamica che caratterizza il Paese, coprendone al meglio l’intero territorio con una presenza logistica efficiente in termini di tempi di consegna e servizio offerto. Jaipur si trova, infatti, in una posizione strategica per servire il nord dell’India, baricentro di una zona di elevato interesse per i mercati di riferimento, situata in prossimità del corridoio merci Western Dedicated Freight Corridor e ben connessa con il resto dell’India tramite la più lunga autostrada del Paese e la rete ferroviaria. Per Kerakoll, l’India costituisce uno dei mercati più rilevanti a livello globale, dove nel 2023 il Gruppo ha realizzato ricavi consolidati per 33 milioni di euro, rispetto ai 31 milioni del 2022, con una crescita media annua del 18% negli ultimi cinque anni e una quota di mercato nel Paese che si attesta ad oggi al 7% (con l’obiettivo di crescere al 10% nel prossimo quinquennio).
Lo stabilimento di Jaipur è stato realizzato secondo i più avanzati standard costruttivi di sostenibilità e attenzione all’ambiente tipici dell’industrial footprint di Kerakoll, attraverso l’impiego di impianti fotovoltaici per una capacità installata di 1.185 kW, in grado di produrre annualmente 1.492 MWh di energia, pari al fabbisogno elettrico equivalente di 1.036 abitazioni ogni anno, determinando una riduzione di emissioni di carbonio di 1.268 tonnellate all’anno. I carrelli elevatori utilizzati nello stabilimento sono alimentati a batteria al 100% e l’edificio è stato progettato per massimizzare l’uso della luce naturale. Il complesso è anche dotato di un sistema di raccolta dell’acqua piovana, con una capacità di 670mila litri al giorno durante il periodo dei picchi di pioggia (pari al fabbisogno idrico di 150 famiglie l’anno).
Fabio Sghedoni, Vicepresidente di Kerakoll Group, ha espresso grande soddisfazione per il nuovo investimento a Jaipur, dopo quello per l’headquarter di Mumbai e per le strutture a Vadodara. “È un ulteriore passo – ha sottolineato - che
conferma i piani di sviluppo programmati per la regione Asia-Pacific. La realtà indiana rappresenta uno dei principali assi di sviluppo strategico per Kerakoll e, mediante l’ampliamento e la diversificazione produttivo-commerciale, intendiamo consolidare la posizione di azienda di riferimento all’interno del
CERDOMUS BECOMES
GRUPPO CERAMICHE CERDOMUS
Cerdomus, a long-established ceramic tile manufacturer based in Castel Bolognese (Ravenna), is continuing its development strategy by focusing on external growth. On 4 April, it announced the acquisition of three brands operating in the province of Reggio Emilia: Armonie and Mo.Da & Musis, based in Casalgrande, and Quinta Strada, based in Castellarano.
The acquisition involved the creation of a new company owned by the Cerdomus Group called Armonie Ceramica Srl. All employees of the newly acquired brands will be transferred to the new company, guaranteeing job security for all workers.
LB SUPPLIES TECHNOLOGY TO CERAMICA CLEOPATRA IN EGYPT
LB Technology has further strengthened its partnership with Ceramica Cleopatra, Egypt’s largest ceramic tile manufacturer. For one of the group’s plants located in the Suez region, LB has supplied a hitech feeding system for a new large ceramic slab forming line. The project, completed a few months ago, enables Ceramica Cleopatra to benefit from continuous production, maximum precision in material dosing and reliable, consistent performance over time.
mercato indiano delle costruzioni.”
La multinazionale italiana – con sede a Sassuolo - aggiunge così un nuovo tassello nel suo percorso di sviluppo internazionale. “L’India –ha affermato Marco Zini, Group CEO di Kerakoll - rappresenta un mercato strategico, grazie alla sua rapida urbanizzazione, agli ambi-
With these acquisitions, Gruppo Ceramiche Cerdomus, led by Chairman Paolo Turbati, aims to strengthen its global market presence and fully utilise the production capacity of its newly developed facilities following investments of more than €25 million over the past three years. With this new organisational and market structure, the group is expected to achieve a turnover of €80 million by the end of the current financial year and aims to reach €100 million by the end of 2027.
CERDOMUS DIVETA
GRUPPO CERAMICHE CERDOMUS
Cerdomus, storica azienda ceramica di Castel Bolognese (Ravenna), prosegue nel percorso di sviluppo puntando alla crescita per li-
ziosi piani infrastrutturali e alla crescente domanda di materiali sostenibili per l’edilizia: già da molti anni Kerakoll ha individuato qui, in un Paese con quasi un miliardo e mezzo di abitanti, un luogo in cui impegnarsi per un modello di crescita responsabile e sostenibile a lungo termine”.
Kerakoll opera oggi attraverso tre Business Unit, focalizzate nel mondo della Posa, dell’Edilizia e delle Superfici. Nel 2023 il Gruppo ha realizzato un fatturato di 774 milioni di euro, di cui il 59% in Italia e il 41% sui mercati esteri. È presente direttamente in 11 paesi, con 21 stabilimenti produttivi.
Through this project, LB reaffirms its commitment to driving technological innovation and actively contributes to the growth of the Egyptian ceramic industry, a constantly evolving, strategic market.
LB IN EGITTO CON CERAMICA CLEOPATRA
LB Technology rafforza ulteriormente la propria collaborazione con Ceramica Cleopatra, il maggiore produttore egiziano di piastrelle ceramiche. Per uno degli stabilimenti del gruppo ceramico situato nella regione di Suez, LB ha fornito una soluzione tecnologicamente avanzata per l’alimen-
nee esterne. Il 4 aprile è stata infatti annunciata l’acquisizione di tre marchi attivi nel distretto ceramico della provincia di Reggio Emilia: Armonie e Mo.da & Musis, con sede a Casalgrande, e Quinta Strada, con sede a Castellarano. L’operazione si è realizzata attraverso la creazione di una nuova società, Armonie Ceramica Srl, di proprietà del Gruppo Cerdomus, nella quale saranno trasferiti tutti i dipendenti delle tre aziende acquisite, garantendo così continuità occupazionale e stabilità professionale ai lavoratori.
Grazie a queste acquisizioni, il Gruppo Ceramiche Cerdomus, guidato dal presidente Paolo Turbati, punta ad un miglior presidio dei mercati a livello globale, nonché a saturare la capacità produttiva di tutti i nuovi impianti produttivi nei quali ha investito oltre 25 milioni di euro nell’ultimo triennio. Una nuova configurazione organizzativa e di mercato che dovrebbe consentire al gruppo di attestarsi sugli 80 milioni di euro di fatturato già al termine di questo esercizio, con l’obiettivo è raggiungere i 100 milioni a fine 2027.
tazione di una nuova linea per la formatura di grandi lastre ceramiche. Questo intervento, concluso da alcuni mesi, permette a Ceramica Cleopatra di beneficiare di continuità produttiva, massima precisione nel dosaggio dei materiali, prestazioni affidabili e costan-
ti nel tempo.
Attraverso questo progetto, LB conferma l’impegno nel favorire l’innovazione tecnologica e contribuire attivamente allo sviluppo del settore ceramico egiziano, un mercato strategico in continua evoluzione.
FOURTH RAK CERAMICS
DESIGN HUB OPENS IN MILAN
RAK Ceramics, one of the world’s leading ceramic groups, inaugurated its new RAK Ceramics Design Hub in Milan on 7 April, the fourth international outlet following Dubai, London and Frankfurt.
The result of an investment of over €1 million, the space at Via Borgogna 8 plays a key role in the strategy of the Emirati group, whose goal is to establish itself as a go-to partner for architects, interior designers and contractors.
The 400-square-metre showroom designed by MMA Projects provides a comprehensive overview of the lifestyle solutions offered by the group and its brands: RAK Ceramics for porcelain stoneware surfaces and slabs, together with a collection of sanitaryware and bathroom furnishings; Elie Saab for exclusive, high-end interiors; Kludi, a historic German bathroom and kitchen tapware brand, now also presenting its own collection of sanitaryware; and RAK Porcelain, the tableware brand that is now the top choice of over 40,000 operators in the foodservice and hospitality industries worldwide.
Inside the Milan Design Hub, Maximus large-format slabs slide on a track system to create dynamic backdrops, while the bathroom displays showcase the RAK-Skin and RAK-Remal collections by Jordanian designer Sahar Madanat, RAKCloud by Giuseppe Maurizio Scutellà and the Kludi-Asana
shower installation. On the second level, the kitchen area features a countertop made from 14 mm Maximus slabs with the innovative CookingRAK induction system, alongside Kludi taps and RAK Porcelain tableware.
This comprehensive and fully integrated product range is designed to meet the needs of all types of projects, from residential to hospitality, and is available on a truly global scale. With its 23 state-of-the-art manufacturing facilities in the United Arab Emirates, India, Bangladesh and Germany, RAK Ceramics has an annual production capacity of 118 million square metres of tiles, 5.7 million sanitary fixtures, 26 million pieces of tableware and 2.6 million tapware elements. The group, listed on the Abu Dhabi Securities Exchange, serves customers in over 150 countries through operational hubs across Europe, the Middle East and North Africa, Asia, North and South America, and Australia. In 2024, RAK Ceram-
ics posted revenues of 3.23 billion dirhams (approximately US $880 million).
A MILANO IL QUARTO RAK CERAMICS DESIGN HUB
RAK Ceramics, tra i maggiori gruppi ceramici mondiali, ha inaugurato il 7 aprile a Milano il suo nuovo RAK Ceramics Design Hub, il quarto dopo quelli di Dubai, Londra e Francoforte. Frutto di un investimento di oltre un milione di euro, lo spazio di via Borgogna 8 riveste un ruolo chiave nella strategia del gruppo emiratino, il cui obiettivo è affermarsi come interlocutore di primissimo livello per progettisti e contractor.
In mostra nei 400 metri quadrati progettati dallo studio MMA Projects vi è l’intera gamma di soluzioni lifestyle offerte dai vari brand del gruppo: RAK Ceramics per le superfici e lastre in gres porcellanato, abbinate ad una collezione di sanitari e arredobagno; Elie Saab per le soluzioni
di più alta gamma; Kludi, storico marchio tedesco di rubinetteria per bagno e cucina che firmerà anche un propria collezione di sanitari; RAK Porcelain, il brand di ceramiche per la tavola scelto oggi da oltre 40.000 operatori nel canale Ho.Re.Ca.
All’interno del Design Hub milanese le grandi lastre Maximus sono state utilizzate per creare delle quinte dinamiche, mentre nelle ambientazioni bagno spiccano le collezioni RAK-Skin, RAK-Remal della designer giordana Sahar Madanat, RAK-Cloud di Giuseppe Maurizio Scutellà e le docce Kludi-Asana; al piano superiore, lo spazio cucina propone il countertop realizzato con lastre Maximus da 14mm di spessore e l’innovativo sistema a induzione CookingRAK, oltre alle rubinetterie Kludi e le stoviglierie di RAK Porcelain.
Una proposta completa e integrata, quindi, che si adatta a tutte le tipologie di progetto, dal residenziale all’hospitality, nonché disponibile su scala globale.
Con i suoi 23 moderni stabilimenti negli Emirati Arabi Uniti, in India, Bangladesh e in Germania, RAK Ceramics vanta una capacità produttiva annuale di 118 milioni mq di piastrelle, 5,7 milioni di pezzi di sanitari, 26 milioni di pezzi di stoviglieria e 2,6 milioni di pezzi di rubinetteria.
Il gruppo, quotato all’Abu Dhabi Securities Exchange, serve clienti in oltre 150 paesi attraverso gli hub operativi in Europa, Medio Oriente e Nord Africa, Asia, Nord e Sud America e Australia. Nel 2024 RAK Ceramics ha registrato un fatturato di 3,23 miliardi di Dirham (circa 880 milioni di dollari USA).
GSI INVESTS IN SACMI ALV
Sacmi has recently completed the supply of a cutting-edge ALV cell to GSI Ceramica, a leading company in Italy’s high-end sanitaryware manufacturing district. This latest-generation solution is dedicated to the production of modern countertop washbasins, high-quality, designer pieces that GSI will produce using the latest Sacmi RobotCasting automation technology.
Designed to meet the growing demand for flexible, automated production, the ALV cell supplied to GSI consists of two casting modules, fully integrated with Gaiotto high-performance automation for demoulding, barcode printing and loading the finished pieces onto cars for further processing.
One of the cell’s key advantages is the flexible mould-handling system, which enables rotation of up to 90° to optimise casting and achieve high-quality, aesthetically flawless surfaces. As a result, pieces emerge from casting already perfect in every detail. A simple air knife removes residual moisture, allowing the piece to move directly to the next stage without any additional operations.
Another benefit of the ALV cell is the independent management of each work cycle, allowing the
two modules to run in parallel and produce pieces with different shapes, sizes or even materials. Currently configured with two machines for a daily output of around 130 pieces, the cell is already designed for the addition of a third module, which would raise output to 200 pieces per day. This modular configuration allows production to be scaled up in line with future demand.
With this project, GSI further strengthens its partnership with Sacmi and continues its technological modernisation plan at the facility in Gallese (Viterbo), where Sacmi’s latest-generation robotised glazing solutions and RobotClean technology for robotised white finishing are already fully operational. First introduced in 2020, RobotClean has quickly become a benchmark in the Italian market, offering repeatable quality, fully automated operation and enhanced workplace health and safety. Equipped with specially designed abrasive tools, RobotClean ensures efficient and flexible management of the various work stages (finishing of exterior and interior surfaces, rim, etc.). Dedicated filters facilitate dust abatement, keeping the robot’s working area clean at all times. Thanks to Sacmi’s Smart Offline NG programming software, the robot’s tasks can be
programmed in a simple and intuitive manner, allowing operators to simulate the effects of the finishing operations on the real piece. The handling operations are also fully automatic
GSI INVESTE SU SACMI ALV
Sacmi ha recentemente completato la fornitura di una cella ALV di ultima generazione a GSI Ceramica, azienda di riferimento nel distretto italiano del sanitario di alta qualità e design.
La soluzione è dedicata alla produzione dei moderni lavabi in appoggio, articoli d’arredo che saranno realizzati secondo i più recenti standard di automazione Sacmi RobotCasting
Progettata per rispondere alle esigenze di una produzione flessibile e automatizzata, l’isola ALV fornita a GSI si compone di due moduli di colaggio, serviti da automazione Gaiotto ad alte prestazioni che gestisce la sformatura, la stampa del bar-code e il successivo carico su carro dell’articolo finito.
Punto di forza di ALV è la possibilità di gestire gli stampi in modo molto flessibile, con rotazione fino a 90° per ottimizzare il colaggio ed ottenere superfici di alta qualità ed estetica. In questo modo, dopo il colaggio, l’articolo si presenta perfetto sin nei minimi dettagli; una semplice lama d’aria rimuove il residuo di acqua dal pezzo, che può
essere avviato alle successive fasi senza ulteriori interventi.
Ulteriore vantaggio della cella ALV è la gestione indipendente di ogni ciclo di lavoro, consentendo la produzione in parallelo, sui due moduli, di articoli di geometria differente o anche di materiali differenti. Configurata attualmente con due moduli per una produttività di circa 130 pezzi al giorno, la cella fornita a GSI è già predisposta per l’aggiunta di un terzo modulo, che permetterà di raggiungere la capacità di 200 pezzi al giorno. Una configurazione modulare che agevolerà ulteriori espansioni in base alle esigenze di produttività. Con questo progetto, GSI rafforza la propria partnership con Sacmi, proseguendo nel piano di ammodernamento tecnologico dello stabilimento di Gallese (Viterbo) dove sono già in esercizio anche le soluzioni Sacmi di ultima generazione per la smaltatura robotizzata e la tecnologia RobotClean per la finitura a bianco robotizzata del sanitario. Quest’ultima, lanciata nel 2020, è divenuta in breve tempo un riferimento nel mercato italiano, essendo in grado di garantire qualità ripetibile, zero operazioni manuali, sicurezza e salubrità dell’ambiente di lavoro. In particolare, RobotClean è equipaggiato con speciali utensili abrasivi che consentono la gestione efficiente e flessibile delle diverse fasi (finitura dell’esterno, dell’interno, brida), mentre opportuni filtri agevolano l’abbattimento del pulviscolo residuo, mantenendo sempre pulita l’area di lavoro del robot. Grazie al software di programmazione Smart Offline NG di Sacmi, i task del robot possono essere programmati in modo semplice ed intuitivo, simulando gli effetti della finitura sull’articolo reale. Completamente automatiche sono anche le fasi di handling.
DURAVIT: WORK CONTINUES AT THE CANADIAN PLANT
After the foundation stone was laid for the innovative Duravit ceramic sanitaryware plant in Matane, Canada, in July 2023, construction is now in full swing in preparation for its launch in 2025. The plant is designed with a strong focus on environmental sustainability. It will feature the first electric roller kilns powered by nearly 100% renewable energy from hydropower, enabling an annual reduction of up to 10,000 tons of carbon dioxide through electric kilns and reduced transportation emissions. Furthermore, the new sanitaryware factory will stand out for its highly automated manufacturing processes and state-of-theart technologies, ensuring superior quality and efficiency.
The 35,000-sqm production hall is complete and the roller kilns specially developed for this facility will allow the German multinational Duravit to manufacture ceramic sanitaryware in an entirely new way.
“We expect the first toilet to come out of the new electric kiln at the Canadian plant in the third quarter of 2025,” said Christian Gilles, Head of Manufacturing in Matane, who previously managed Duravit’s Bischwiller plant in France and the Hornberg facility in Germany.
The Matane site benefits from the combined experience and expertise of Duravit’s existing facilities.
“We’ve essentially assembled the perfect ceramic factory here,” explained Gilles “The two roller kilns are undoubtedly the heart of the operation.
The technology for the first electric roller kiln for sanitary ceramics was developed by Riedhammer, the world’s leading industrial kiln manufacturer, based in Nuremberg and a subsidiary of the multinational SACMI Group. The kilns run almost entirely on
renewable hydroelectric power, allowing the Canadian facility to save up to 8,500 tons of CO2 per year. However, since these machines are new to our production process, they present a learning curve.”
For this reason, Duravit is relying on well-established production methods and cutting-edge technological standards for the other manufacturing processes. The plant’s high level of automation ensures consistently high product quality, enhances productivity, and supports employees in their daily tasks. Additionally, Duravit is investing in driverless transport systems and a modern pressure casting process to further improve efficiency. With its new manufacturing facility in Matane, Duravit continues its growth strategy. The new plant expands the company’s production capabilities alongside its existing manufacturing sites and headquarters in Hornberg, Germany. It also aligns perfectly with Duravit’s local-for-local strategy, which prioritizes sourcing materials locally and producing goods for the local market.
In this regard, the Matane facility, located directly on the Saint Lawrence River, optimizes logistics and transportation, reducing CO2 emissions by up to 1,500 tons per year. It will primarily produce sanitary ceramics tailored to the American market, reflected in a product portfolio specifically designed for this region.
DURAVIT, PROSEGUONO I LAVORI NELLO STABILIMENTO CANADESE
Dopo la posa della prima pietra nel luglio 2023, proseguono i lavori della multinazionale tedesca Duravit nello stabilimento di Matane, in Canada, che sarà messo in funzione quest’anno.
L’impianto punta alla massima sostenibilità ambientale, è dotato dei primi forni elettrici a rulli ali-
mentati quasi al 100% da elettricità rinnovabile proveniente da energia idroelettrica e consentirà un risparmio fino a 10.000 tonnellate di CO2 all’anno tra processo produttivo e minori trasporti. La portata innovativa della nuova fabbrica di sanitari risalta anche nell’alto livello di automatizzazione della produzione e nelle tecnologie all’avanguardia adottate per garantire alta qualità ed efficienza.
Il capannone di 35.000 m² è terminato e i forni a rulli sviluppati appositamente per questo impianto consentiranno a Duravit di produrre sanitari in un modo completamente nuovo.
“Prevediamo che il primo vaso uscirà dal forno elettrico nel nuovo stabilimento in Canada nel terzo trimestre del 2025”, afferma Christian Gilles, che dirigerà la produzione a Matane dopo aver diretto lo stabilimento Duravit di Bischwiller in Francia e quello di Hornberg in Germania.
A Matane, Duravit riunisce l’esperienza e il know-how degli stabilimenti esistenti.
“In linea di principio, qui abbiamo messo insieme la fabbrica ceramica perfetta”, spiega Gilles “Il cuore dell’impianto sono senza dubbio i due forni a rulli. La tecnologia del primo forno elettrico a rulli per ceramica sanitaria arriva da Riedhammer, azienda leader mondiale nella produzione di forni industriali di Norimberga, filiale del Gruppo SACMI. I forni sono alimentati quasi al 100% da elettricità rinnovabile provenien-
te da energia idroelettrica. Di conseguenza, lo stabilimento canadese risparmierà fino a 8.500 tonnellate di CO2 all’anno. Allo stesso tempo, però, si tratta di macchine con le quali non abbiamo esperienza nel processo produttivo.”
Proprio per questo motivo, per le altre tecnologie produttive il gruppo tedesco ha puntato su processi collaudati e su standard tecnologici e automazioni all’avanguardia che contribuiscono ad aumentare la produttività e supportano i dipendenti nel loro lavoro. Inoltre, Duravit sta investendo in sistemi di trasporto senza conducente e in un moderno processo di colaggio per aumentare l’efficienza dei processi di lavoro. Con il nuovo stabilimento di Matane, Duravit prosegue il suo percorso di crescita. Affiancandosi agli impianti di produzione esistenti e alla sede centrale di Hornberg, nella Foresta Nera, il nuovo stabilimento canadese apre nuove possibilità e si adatta perfettamente alla strategia local-for-local con cui Duravit gestisce i suoi stabilimenti: una supply chain il più possibile locale e destinazione dei prodotti fabbricati verso il mercato locale. In questo senso, il nuovo stabilimento di Matane, ubicato direttamente sul fiume San Lorenzo, facilita la logistica e il trasporto delle merci (con un risparmio fino a 1.500 tonnellate di CO2 all’anno) e produce principalmente ceramiche sanitarie specifiche per il mercato americano.
ANFFECC SEES SIGNS OF RECOVERY
The Annual General Meeting of ANFFECC, the Spanish ceramic frit, glaze and pigment producers’ association, was held on Friday 11 April. Opening the meeting, Chairman Fernando Fabra reviewed the industry’s recent performance, noting that companies in the sector have shown strong resilience and are beginning to emerge from the demand crisis of the past two years. 2024 also saw negative results for Spanish frit and colour producers, with revenue down by 5.4%, mainly due to a sharp 10.2% drop in exports. However, Fabra noted that “the first quarter of 2025 has got off to a promising start and we are seeing renewed confidence in the potential for recovery in in-
ternational markets”. One example is Algeria, an important market for the sector which has seen a rebound in trade after a two-year standstill and has the potential to regain its position as a leading destination for Spanish ceramic frit and glaze exports.
Another encouraging sign is the 3.6% increase in employment recorded in 2024, despite the overall decline in sales.
To support the recovery this year, ANFFECC member companies agree on the importance of continuing to invest in innovation and decarbonisation, with projects that will enable the industry to meet European targets. One of these is the H2frit project, which, as Fabra pointed out, “is delivering very encouraging results and has also received the RENMAD Award for Innovation in Hydro-
gen”. Funded by the Valencian Regional Government as a strategic industrial initiative, H2frit is exploring the technical feasibility of replacing natural gas with hydrogen as a fuel in the production of ceramic frits. While results so far suggest that this is technically achievable, Fabra stressed that its future “will depend on both the guaranteed supply of hydrogen and its cost – key factors for maintaining profitability and competitiveness in international markets”.
ANFFECC: FIDUCIA IN UNA POSSIBILE RIPRESA
Venerdì 11 aprile si è tenuta l’assemblea generale annuale di ANFFECC, l’Associazione spagnola dei produttori di fritte, smalti e colori ceramici. Nel suo intervento iniziale, il presidente Fernando Fabra ha illustrato l’andamento del settore, evidenziando come le aziende del comparto abbiano mostrato un buon livello di resilienza e stiano cominciando a superare la crisi della domanda sofferta nell’ultimo biennio. Anche il 2024, infatti, si è chiuso in negativo per i colorifici spagnoli, con un calo di fatturato del 5,4% su cui ha pesato soprattutto la contrazione delle esportazioni (-10,2%) Tuttavia, ha sottolineato Fabra, “il primo trimestre del 2025 sembra sia iniziato per il verso giusto e c’è fiducia in una possibile ripresa sui mer-
cati internazionali”. Come ad esempio l’Algeria, verso la quale si è potuta riattivare l’attività commerciale dopo due anni di blocco: l’auspicio di Fabra è che questo mercato, così importante per il settore, torni ad essere una delle principali destinazioni dell’export dei colorifici spagnoli. Un altro elemento di positività è il dato relativo all’occupazione, cresciuta del 3,6% nel 2024, nonostante la flessione delle vendite. Per supportare il recupero in questo esercizio, le aziende associate ad ANFFECC concordano sulla necessità di continuare a puntare su innovazione e decarbonizzazione, con progetti che permettano all’industria di rispettare i target europei. Tra questi, il progetto H2frit, che, come ricordato da Fabra, “sta dando risultati molto incoraggianti, oltre ad aver ricevuto il Premio RENMAD all’Innovazione in H2”. Come si ricorderà, H2frit, finanziato dalla Generalità Valenciana come progetto industriale strategico, studia la fattibilità tecnica della sostituzione del gas naturale con l’idrogeno come combustibile nella produzione di fritte ceramiche. Un percorso che, sebbene tecnicamente realizzabile secondo i risultati ottenuti finora, “dipenderà sia dalla garanzia di fornitura dell’idrogeno, sia dal suo prezzo, elemento chiave - ha sottolineato Fabra - per il mantenimento della redditività e competitività delle imprese nei mercati esteri”.
MAPEI OPENS ITS SECOND FACILITY IN EGYPT
Mapei is continuing its industrial expansion in North Africa. The company, a global leader in the production of chemical products for the building industry, has opened a new manufacturing facility in Egypt, in 10th of Ramadan City, north-west of Cairo.
Covering a total surface area of 30,000 square metres, the new plant will produce Mapei’s main product lines for the local market, including tile adhesives, mortars, concrete additives and grinding aids for cement production.
It is the Group’s second production facility in Egypt, alongside the Vinavil polymer plant, which has been operating in Suez since 2002 and currently employs 150 people.
“Egypt is a very attractive market for the global construction industry,” said CEO Veronica Squinzi
“With a steadily growing population of more than 100 million, the country is seeing rising demand for residential construction, supported by major government investment plans in infrastructure, hospitality and transport. The presence of two industrial sites, Mapei and Vinavil, will strengthen our competitiveness while boosting local production capacity, generating employment and facilitating technology transfer.”
As Marco Squinzi explained, the new plant is designed to manufacture a wide range of products using cutting-edge technologies and is strategically located near key logistics corridors. “Proximity to the Cairo-Suez and Cairo-Ain Sokhna routes will allow us to distribute our products efficiently
within Egypt and to neighbouring markets across North Africa and the Middle East,” he said. “It will also serve as a gateway to sub-Saharan Africa, thanks to existing trade agreements and the growing economic integration among African nations.”
Designed to meet the needs of the local construction sector by ensuring proximity, shorter delivery times and tailored technical support, the facility is also equipped with a quality control laboratory and dedicated space for Mapei Academy training programmes, free events aimed at professionals and businesses to help develop local expertise. As a regional hub, the plant has been built with scalability in mind, with the possibility of expanding production and storage capacity according to demand and adding new production lines in the future.
Mapei Egypt was established in 2017 in New Cairo as a sales office in a country where the Group had already been present since 2002 through Vinavil. Over the years, Mapei’s solutions have contributed to some of Egypt’s most important infrastructure and urban development projects, including Line 4 of the Cairo Metro, the Alamein Towers, the government district and the Central Business District (CBD) of the New Administrative Capital.
In Egypt, the Group generates turnover of €60 million and employs 220 people.
Pictured: Mapei CEO Veronica Squinzi (left) with Bassem Moustafa, General Manager of Mapei Egypt, and Simona Giorgetta, member of the Mapei Board of Directors.
MAPEI APRE IL SECONDO STABILIMENTO IN EGITTO
Continua l’espansione industriale di Mapei in Nord Africa. L’azienda, leader mondiale nella produzione di prodotti chimici per l’edilizia, ha aperto un nuovo stabilimento produttivo in Egitto, nella città di 10th of Ramadan, a nord ovest del Cairo. Con una superficie totale di 30mila metri quadrati, la nuova fabbrica produrrà i principali prodotti Mapei per il mercato locale, dagli adesivi per la posa della ceramica alle malte, agli additivi per calcestruzzo ai coadiuvanti di macinazione per la produzione di cemento. Sarà il secondo impianto produttivo del Gruppo in Egitto, dopo quello per la produzione di polimeri di Vinavil, attivo a Suez dal 2002, con 150 dipendenti.
“L’Egitto rappresenta un mercato molto attraente per l’industria delle costruzioni a livello mondiale”, ha dichiarato Veronica Squinzi “Con oltre 100 milioni di abitanti e un incremento demografico costante, il Paese sta registrando una crescente domanda di edilizia residenziale, sostenuta da robusti piani di investimento governativi in infrastrutture, ospitalità e trasporti. La presenza nell’area di due siti industriali, Mapei e Vinavil, rafforzerà la nostra competitività promuovendo, al tempo stesso, le capacità produttive locali, creando opportunità di lavoro e facilitando il trasferimento tecnologico”.
Come spiegato da Marco Squinzi, il nuovo stabilimento è progettato per produrre un’ampia gamma di prodotti utilizzando tecnologie all’avanguardia. È inoltre situato in una posizione strategica dove si trovano i principali hub logistici. “La vicinanza al corridoio Cairo-Suez e
Cairo-Ain Sokhna – ha detto Squinzi - ci consentirà di distribuire i nostri prodotti in modo efficiente sia all’interno dell’Egitto che nei mercati vicini del Nord Africa e del Medio Oriente. Sarà anche una porta di accesso all’Africa sub-sahariana, grazie agli accordi commerciali in essere e alla crescente integrazione economica tra le nazioni africane”. Pensato per soddisfare le esigenze dell’industria edile locale, garantendo vicinanza, tempi di consegna più rapidi e un supporto tecnico su misura, l’impianto è dotato anche di un laboratorio controllo qualità e di uno spazio per i programmi di formazione della Mapei Academy, eventi gratuiti rivolti ai professionisti e alle imprese che contribuiranno allo sviluppo delle competenze locali. Come hub regionale, lo stabilimento è progettato per essere scalabile, con la possibilità di aumentare la produzione e la capacità di stoccaggio in base alla richiesta e di ampliare l’offerta con linee di produzioni aggiuntive.
Mapei Egypt è stata fondata nel 2017 a New Cairo come presidio commerciale nel Paese, dove il Gruppo era presente dal 2002 attraverso Vinavil. Nel corso degli anni, le soluzioni Mapei hanno contribuito ad alcuni dei più importanti progetti infrastrutturali e di sviluppo urbano egiziani, come la linea 4 della metropolitana del Cairo, le Alamein Towers, il distretto governativo e il Central Business District (CBD) della Nuova Capitale Amministrativa. In Egitto il Gruppo genera un fatturato di 60 milioni di euro e occupa 220 dipendenti.
Nella foto, la Ceo di Mapei Veronica Squinzi (a sinistra) con Bassem Moustafa, general manager Mapei Egypt e Simona Giorgetta, membro del cda Mapei.
GMM GROUP ACQUIRES KCM
Gmm Group, part of the Swedish group Axel Johnson International, has announced the acquisition of KCM, a company specialising in the maintenance and regeneration of equipment and components used in grinding and polishing processes for the ceramic industry.
The acquisition enables the Fiorano Modenese-based group to broaden its industrial service offering by integrating KCM’s knowhow and technical expertise.
“This acquisition is aligned with our industrial plan to expand our presence in the ceramic industry by extending our maintenance services to other production processes,” said Gmm Group’s CEO Luca Milani “Our goal is to support customers by reducing unplanned downtime and improving energy efficiency through synergies between our group companies.”
SICER ACQUISITION COMPLETED
The acquisition of the Sicer Group by entrepreneurs and managers Gianfranco Padovani (Executive Chairman), Giuliano Ferrari (CEO) and Marco Eumenidi (Commercial Director) was finalised in March. The three now hold a majority stake, alongside the private equity firm Ardian, whose entry into the company was first announced in January.
With this investment, the three executives reaffirm their confidence in the group’s growth potential. Sicer is one of the world’s leading producers of specialty coatings for high-end ceramic decoration, and closed 2024 with revenue of more than €130 million
“We are excited to embark on this new chapter together with Ardian, whose strategic support will be instrumental as we scale
Founded in 2014, KCM has earned a solid reputation over the years, thanks to its strong customer focus and the expertise of its team.
“We would like to thank our employees, customers and suppliers, whose support has enabled the company to grow over the years,” commented KCM founders Michele Caliendo and Alessandro Muti “We’re confident that becoming part of the Gmm Group will open up new opportunities for growth and consolidation within the ceramic sector.”
KCM will begin the integration process by relocating to the Gmm Group headquarters in Fiorano Modenese, retaining its entire workforce and ensuring continued operations and customer service.
GMM GROUP ACQUISISCE KCM
Gmm Group, parte del gruppo svedese Axel Johnson International,
our operations to create longterm value for all our stakeholders,” commented Gianfranco Padovani
The partnership with the investment fund will help Sicer consolidate its presence in the European market and expand further in other important ceramic producing countries, including the United States and India.
“Through our commitment and collaboration with Ardian, we are well positioned to drive innovation and seize new opportunities for growth in the international markets that will shape the future of our business,” added Giuliano Ferrari
SICER, FINALIZZATA L’ACQUISIZIONE
È stata completata nel mese di marzo l’acquisizione del Gruppo Sicer da parte degli imprenditori e manager Gianfranco Padovani (Presidente Esecutivo), Giuliano
annuncia l’acquisizione di KCM, azienda specializzata nella manutenzione e rigenerazione di impianti e componenti utilizzati nei processi di rettifica e levigatura nell’ industria ceramica.
L’operazione consente al gruppo di Fiorano Modenese di ampliare la propria gamma di servizi industriali grazie all’integrazione del knowhow e delle competenze di KCM. “Questa acquisizione – afferma Luca Milani, CEO di Gmm - è in linea con il nostro piano industriale che prevede di rafforzare la nostra presenza nell’industria, attraverso l’ampliamento dei servizi manutentivi ad altri processi produttivi ceramici. L’obiettivo del gruppo è quello di sostenere i nostri clienti nella riduzione dei fermi impianti non pianificati e nel miglioramento dell’efficienza energetica produttiva tramite la sinergia delle nostre consociate.”
Fondata nel 2014, KCM ha costruito negli anni una soli-
da reputazione grazie all’attenzione dedicata alla clientela e alla competenza del proprio staff.
“Ringraziamo i collaboratori, clienti e fornitori che hanno reso possibile lo sviluppo dell’azienda in questi anni – hanno dichiarato i fondatori di KCM Michele Caliendo e Alessandro Muti -, siamo sicuri con il Gruppo Gmm avremo ulteriori opportunità di crescita e consolidamento nel settore ceramico.”
KCM avvierà il processo di integrazione con trasferimento presso la sede principale di Gmm Group, a Fiorano Modenese, mantenendo invariato l’organico e assicurando la continuità operativa e l’assistenza ai clienti.
Ferrari (CEO) e Marco Eumenidi (Direttore Commerciale), che detengono ora la maggioranza, affiancati dal fondo Ardian il cui ingresso in Sicer era stato annunciato a gennaio.
Con questa operazione i tre manager riaffermano la loro fiducia nel potenziale di crescita del gruppo, tra i più importanti a livello globale nel segmento dei materiali speciali per la decorazione ceramica di alta gamma, che ha chiuso il 2024 con un fatturato di oltre 130 milioni di euro “Siamo entusiasti di intraprendere questo nuovo capitolo insieme ad Ardian, il cui supporto strategico sarà importante nell’ulteriore sviluppo della nostra attività al fine di creare valore a lungo termine per tutti i nostri stakeholder”, ha affermato Gianfranco Padovani. L’ingresso del fondo di investimento aiuterà Sicer a consolidare il proprio posizionamento nel mercato europeo e a espandersi
ulteriormente in altri distretti ceramici importanti come gli Stati Uniti e l’India.
“Attraverso il nostro impegno e la collaborazione con Ardian, siamo ben posizionati per guidare l’innovazione e cogliere nuove opportunità di crescita nei mercati internazionali che plasmeranno il futuro della nostra attività”, conclude Giuliano Ferrari
Giuliano Ferrari
Gianfranco Padovani
SACMI PARTNERS WITH AFRIKAN CERAMIC SOLUTIONS IN BENIN
Sacmi is continuing to expand its presence in sub-Saharan Africa with a new project in Benin, where the first greenfield facility for the production of ceramic floor and wall tiles has now gone into operation. The facility is owned by Afrikan Ceramic Solutions, part of the Equitane Group, which operates across several sectors in Africa, including textiles, pharmaceuticals and agri-food.
ABK GROUP APPOINTS NEW LEADERSHIP
ABK Group recently announced several changes in its top management. At the board meeting held on 22 April, Andrea Fabbri was appointed Chairman of the Finale Emilia-based ceramic group, with specific responsibility for Administration and Finance. At the same meeting, the board of directors nominated Stefano Socci Chief Executive Officer.
For this new factory, Afrikan Ceramic Solutions commissioned Sacmi to supply two entirely Italian-made PH 5200 presses and an ATI090 spray dryer. The presses are equipped with a full set of moulds from Sacmi Molds & Dies, allowing the company to produce around 10,000 square metres of porcelain stoneware per day in the popular 60x60 cm and 60x120 cm sizes.
The new production site is located in Glo-Djigbé around 50 km north of Cotonou, the country’s largest city and economic capital.
For Sacmi, this order marks the beginning of an important partnership in the sub-Saharan African region, where the growth of local players is fuelling the need for competitive, high-performance and reliable technological solutions.
SACMI SBARCA IN BENIN AL FIANCO DI AFRIKAN CERAMIC SOLUTIONS
Le tecnologie Sacmi si affermano anche in Benin, nel cuore dell’Africa subsahariana, dove è stato avvia-
Roberto Fabbri will serve as Honorary Chairman and, together with Michelangelo Fortuna, will continue to provide support during the company’s new phase. The new structure allows for full collaboration between the Chairman and CEO, with the aim of ensuring more effective, streamlined and growth-oriented governance.
Andrea Fabbri, who holds a degree in Corporate Finance and an Executive MBA from Bologna Business School, began his ca-
to il primo impianto greenfield per la produzione di piastrelle ceramiche da pavimento e rivestimento. È lo stabilimento di Afrikan Ceramics Solutions, parte del Gruppo Equitane, attivo in diversi settori in Africa, tra cui tessile, pharma, agrifood. Per la nuova fabbrica, Afrikan Ceramics Solutions ha commissionato a Sacmi la fornitura di due nuove presse PH 5200, totalmente Made in Italy, e di un atomizzatore ATI090. Le due presse sono state equipaggiate con un set completo di stampi di Sacmi Molds & Dies, e consentiranno di sostenere una produzione a regime nell’ordine dei 10mila mq al giorno di grès porcellanato, nei formati di riferimento 60x60 e 60x120 cm
Il nuovo sito produttivo si trova nell’area di Glo-Djigbe, 50 km a nord di Cotonou, principale città e capitale economica del Paese. Per Sacmi è l’avvio di una partnership importante nella regione dell’Africa subsahariana dove il percorso di crescita dei player locali necessita di soluzioni competitive, performanti e affidabili.
reer specialising in M&A, auditing and financial due diligence. After joining ABK Group in 2014 as Credit Manager, he was appointed Group CFO in 2017 and in 2020 became Executive Chairman of Gardenia Orchidea SpA, where he successfully oversaw the renewal of the exclusive distribution agreement with Versace.
ABK GROUP RINNOVA I VERTICI AZIENDALI
Cambio ai vertici di ABK Group. Dallo scorso 22 aprile Andrea Fabbri ha assunto la presidenza del gruppo ceramico di Finale Emilia, con deleghe specifiche nell’area Amministrazione e Finanza. Nella stessa seduta, il Consiglio di Amministrazione ha proceduto anche alla nomina di Stefano Socci nel ruolo di Amministratore Delegato.
Roberto Fabbri ricoprirà invece il ruolo di Presidente Onorario e, insieme a Michelangelo Fortuna, continuerà a garantire il proprio supporto nella nuova fase aziendale.
Il nuovo assetto prevede una piena collaborazione tra Presidente e AD nell’ottica di un governo più efficace, snello e orientato alla crescita.
Laureato in Finanza Aziendale e con un Executive MBA presso la Bologna Business School, Andrea Fabbri ha iniziato la carriera specializzandosi in operazioni di M&A, revisione contabile e due diligence finanziaria. Entrato in ABK Group nel 2014 come Credit Manager, nel 2017 è stato nominato CFO del gruppo e, nel 2020, Presidente Esecutivo di Gardenia Orchidea SpA, dove ha guidato con successo il rinnovo del contratto di distribuzione esclusiva con la maison Versace.
Andrea Fabbri Stefano Socci
MOHAWK INDUSTRIES REPORTS DECLINE IN FIRST QUARTER SALES
Mohawk Industries has announced net sales of $2.5 billion in the first quarter of 2025, a decrease of 5.7% from the first quarter of 2024 (-0.7% adjusted for constant days and exchange rates), and net earnings of $73 million. All three group segments reported a decline in net sales: Global Ceramic (-4.9% or +1.2% on an adjusted basis), Flooring North America (-4.2%) and Flooring Rest of the World (-8.8%).
Operating margin was impacted by higher input costs and lower sales volume, partially offset by productivity gains, especially in the ceramic segment.
Commenting on these results, Chairman and CEO Jeff Lorberbaum noted that conditions in the first quarter weakened sequentially as individuals have grown increasingly anxious about their future prospects. The application in April of the new tariffs announced by President Trump is causing “more uncertainty with the global economic outlook, and softer conditions are anticipated given higher inflation, lower consumer confidence and reduced business investments” Although the tariff amounts and the effect on consumer spending are still evolving, at the current 10% rates it is estimated that Mohawk will incur an annualized cost of approximately $50 million, which it expects to address through price increases and supply chain adjustments as needed. The group increased its inventory levels in preparation for the tariffs being implemented, while noting that most of the products sold in the United States – ceramic tile, carpet, laminates, sheet vinyl, LVT and quartz countertops –are manufactured in factories operating in the United States or in Mexico and are not subject to tariffs under the United States-Mexico-Canada (USMCA) free trade agreement.
PRIMO TRIMESTRE IN CALO PER MOHAWK INDUSTRIES
Mohawk Industries ha chiuso il primo trimestre 2025 con ricavi netti pari a 2,5 miliardi di dollari, in calo del 5,7% sul primo trimestre 2024 (-0,7% su base rettificata), e un utile netto di 73 milioni di dollari. In flessione i ricavi di tutte le tre divisioni del gruppo: Global Ceramic (-4,9% o +1,2% su base rettificata), Flooring North America (-4,2%) e Flooring Rest of the World (-8,8%).
Sul margine operativo hanno pesato le minori vendite e l’aumento dei costi dei fattori produttivi, parzialmente compensati da incrementi della produttività, soprattutto nel segmento ceramico.
Commentando l’andamento dei mercati nei primi mesi dell’anno, il Presidente e CEO Jeff Lorberbaum ha sottolineato come le condizioni si siano progressivamente deteriorate, complice anche la crescente apprensione per le prospettive future. “In aprile – ha ricordato Lorberbaum -, l’applicazione delle nuove tariffe annunciate dal Presidente Trump ha generato maggiore incertezza sulle prospettive economiche globali e aspettative di indebolimento a causa di fattori quali l’aumento dell’inflazione, il calo della fiducia dei consumatori e la riduzione degli investimenti delle imprese”. Sebbene l’ammontare definitivo delle tariffe e il loro effetto sulla spesa dei consumatori siano ancora in evoluzione, alle attuali percentuali del 10% Mohawk stima che sosterrà un costo annualizzato di circa 50 milioni di dollari, da assorbire con aumenti dei prezzi e aggiustamenti della catena di approvvigionamento. In vista dell’applicazione delle tariffe, il gruppo aveva già aumentato i livelli di scorte, segnalando comunque che la maggior parte dei prodotti commercializzati negli Stati Uniti - ceramica, moquette, laminati, vinilici, LVT e top in quarzosono fabbricati negli stabilimenti attivi sul territorio nazionale o in Messico, quest’ultimo non soggetto a tariffe in base all’accordo tra USA, Messico e Canada.
DOUBLE MILESTONE FOR INTER SER IN MEXICO
Inter Ser de Mexico recently celebrated its 20th anniversary with a company event attended by Inter Ser CEO Paolo Zanoni, Mexican partner Beatriz Aguado Ruiz and all employees.
Established in February 2005, the Mexican branch of Inter Ser is headquartered in Chihuahua and has additional offices in key strategic areas across the country. With a team of 12 employees, the company acts as a commercial partner in Mexico for the other companies participating in the Italtech project: I-Tech, Cimes and Minerali Industriali Engineering.
Thanks to its local presence, optimised logistics, and status as an “authorised exporter” under Mexican customs regulations, the company has seen steady growth in revenue, surpassing €2 million in 2024
More recently, Inter Ser’s business model based on the efficient and reliable supply of Italian-made spare parts for the ceramic industry has been successfully replicated in other sectors, including food processing. The company’s presence in Mexico was further strengthened recently when it became a member of the Italian-Mexican Chamber of Commerce (CaMexItal), an institutional organisation that promotes economic relations between the two countries. CaMexItal’s members include leading Italian brands such as Luxottica, Ferrero, Campari Group and Leonardo. On 31 March, SACE’s Milan headquarters hosted an event entitled “New scenarios and opportunities for trade between Italy and Mexico”, organised by CaMexItal in partnership with SACE and Confindustria. The event brought together institutions, industry experts and busi-
nesses to explore the economic landscape and growth opportunities between the two countries, supported by the EU-Mexico agreement. One of the speakers was the Consul General of Mexico in Italy, Maria de los Ángeles Aguirre, who highlighted the importance of bilateral trade relations.
During the event, Paolo Zanoni shared insights from Inter Ser de Mexico’s 20-year journey, highlighting the partnerships established with leading Mexican ceramic producers and presenting the objectives of the Italtech project, which align closely with CaMexItal’s mission.
DOPPIO TRAGUARDO PER INTER SER IN MESSICO
Inter Ser De Mexico ha spento le sue prime 20 candeline con una festa a cui hanno partecipato il Ceo di Inter Ser Paolo Zanoni, la socia messicana Beatriz Aguado Ruiz e tutti i collaboratori. Nata nel febbraio 2005, la filiale messicana di Inter Ser ha la sede principale a Chihuahua e altre sedi minori distribuite nelle zone strategiche del Paese, conta 12 dipendenti ed è partner commerciale in Messico per le aziende parte del progetto di Italtech: I-tech, Cimes e Minerali Industriali Engineering.
Grazie alla presenza sul territorio, all’ottimizzazione della logistica e all’ottenimento dell’autorizzazione doganale di “esportatore autorizzato”, il fatturato è cresciuto di an-
no in anno, arrivando nel 2024 a superare i 2 milioni di euro Ultimamente, il modello di business di fornitura efficiente ed affidabile di ricambi made in Italy per l’industria ceramica è stato replicato con ottimi riscontri anche in altri settori, tra cui l’alimentare. La presenza in Messico di Inter Ser è stata ulteriormente rafforzata con l’adesione alla camera di commercio Italo-Messicana CaMexItal, organo istituzionale che opera per favorire i rapporti economici tra i due Paesi e che annovera tra gli associati eccellenze del made in Italy come Luxottica, Ferrero, Campari Group e Leonardo.
Il 31 marzo, presso la sede SACE a Milano, si è tenuto l’evento “Nuovi scenari ed opportunità per l’interscambio tra Italia e Messico”, organizzato da CaMexItal in collaborazione con SACE e Confindustria. Un’occasione di confronto tra istituzioni, esperti di settore e aziende per analizzare il contesto economico e le opportunità di crescita tra i due Paesi, supportate dall’accordo UE-Messico. Tra i partecipanti, anche il Console Generale del Messico in Italia, Maria de los Ángeles Aguirre, a sottolineare l’importanza delle relazioni commerciali tra le due economie.
Tra i relatori, Paolo Zanoni ha condiviso l’esperienza di Inter Ser de Mexico in questi 20 anni e le partnership sviluppate con i principali produttori di ceramica del Paese, illustrando anche le finalità del Progetto Italtech, perfettamente in linea con la mission di CaMexItal.
VILLEROY & BOCH GROUP MEETS ALL ITS TARGETS
VILLEROY & BOCH GROUP CENTRA GLI OBIETTIVI
Villeroy & Boch posted record-breaking results in 2024 including revenues of €1.42 billion (+57.6% compared to 2023). This growth was primarily due to the acquisition of Ideal Standard in March 2024, which enabled the Mettlach-based Group to strengthen its global presence and expand its product portfolio. The company also improved its operating EBIT by 10% from €88.7 million to €97.6 million . Similarly, the first quarter of 2025 also saw a 33.2% increase in consolidated revenue (€369.1 million). Overall, compared to the previous year, the company managed to improve its operating EBIT by 4.3%, bringing it to €24.1 million. The integration of Ideal Standard was the overall focus of the Group’s activities in 2024, which concentrated on developing a joint strategy and an optimised and integrated organisational structure. “With the integration of Ideal Standard, we’ve created a new company that has successfully positioned itself on the market under the umbrella of the Villeroy & Boch Group with two strong brands, clearly defined strategies for growth and an international organisation,” commented CEO Gabi Schupp “Ideal Standard complements Villeroy & Boch’s business model. All assumptions regarding the complementary strengths in terms of product portfolio, sales channels and regional presence have been confirmed and increased the Group’s competitiveness.”
THE BATHROOM & WELLNESS DIVISION SURPASSES €1 BILLION
With the integration of Ideal Standard in 2024, the Bathroom & Wellness Division generated revenues of €1,098.9 million (89.7% up on 2023). Ideal Standard companies contributed revenue of €512.1 million from 1 March 2024 onwards. The results are notable even when adjusting for acquisitions. Despite the continued subdued development of the construction sector, Villeroy & Boch managed to slightly exceed the previous year’s
Con un fatturato di 1,42 miliardi di euro (+57,6% sul 2023), Villeroy & Boch chiude un 2024 da record. A dare un contributo importante a questa crescita è stata l’acquisizione di Ideal Standard, avvenuta a marzo 2024, che ha consentito al Gruppo di Mettlach di rafforzare la propria presenza globale e di ampliare il portafoglio prodotti. La società ha pure migliorato del 10% l’EBIT operativo, salito da 88,7 a 97,6 milioni di euro. Sulla stessa lunghezza d’onda anche il primo trimestre 2025 che ha visto un aumento del fatturato consolidato del 33,2% (369,1 milioni di euro); nel complesso, rispetto all’anno precedente, l’azienda è riuscita a migliorare l’EBIT operativo del 4,3% portandolo a 24,1 milioni di euro. Sull’integrazione di Ideal
Standard si sono concentrate le migliori energie aziendali nel 2024, focalizzate sullo sviluppo di una strategia comune e di una struttura organizzativa ottimizzata e integrata. “Abbiamo dato vita a un nuovo Villeroy & Boch Group, posizionandoci in modo ideale nei mercati regionali e nei segmenti chiave della clientela, grazie a due marchi forti, strategie di crescita chiaramente definite e un’organizzazione internazionale”, ha dichiarato la CEO Gabi Schupp “Ideal Standard completa perfettamente il modello commerciale di Villeroy & Boch. Tutte le previsioni sui punti di forza complementari, in termini di portafoglio prodotti, segmenti di clientela e presenza regionale, sono state confermate, migliorando notevolmente la competitività del Gruppo”.
LA DIVISIONE
BATHROOM&WELLNESS
OLTRE IL MILIARDO DI EURO
Nel 2024, con l’ingresso di Ideal Standard la divisione Bathroom&Wellness ha registrato un fatturato pari a 1.098,9 milioni di euro (+89,7% rispetto al 2023). Le società di Ideal Standard hanno contribuito per 512,1 milioni di euro dal 1° marzo 2024. Il risultato è notevole anche al netto delle acquisizioni: nonostante lo sviluppo ancora contenuto del settore delle costruzioni, infatti, Villeroy & Boch è riuscita a superare leggermente i ricavi dell’an-
Gabi Schupp, CEO of Villeroy & Boch Group, with CFO Dr. Markus Warncke
sales level. The Bathroom & Wellness Division generated an operating profit (EBIT) of €65.2 million in 2024, up €7.9 million or 13.8% over the previous year. The new Group benefits from the complementary strengths of the two brands.
The first benefit is an expanded product portfolio, which in addition to high-end ceramics now includes Ideal Standard’s expertise in fittings, a segment where Villeroy & Boch has tripled its market share.
The second is diversified sales channels: while Villeroy & Boch is positioned in the premium segment, Ideal Standard targets the smart premium segment, excelling in large-scale projects in the public, healthcare, hospitality and residential sectors.
The third benefit is a strategic geographical expansion, with Villeroy & Boch historically strong in Central and Northern Europe and Asia, while Ideal Standard is well established in the UK, Italy and the Middle East/North Africa region. In 2024, the new Villeroy & Boch Group doubled its revenues outside Germany, Austria and Switzerland.
DINING & LIFESTYLE DIVISION REMAINS STABLE
Despite sluggish consumer demand, the revenue of the Dining & Lifestyle Division remained stable in 2024 at €319.3 million. While sales through brick-and-mortar stores declined (except for the Group-owned retail shops, which remained stable), the project business for hotels and restaurants and e-commerce delivered positive performances.
The division’s operating EBIT reached €32.4 million (+3.2% compared to 2023).
INVESTMENTS AND OUTLOOK
In the 2024 financial year, the Villeroy & Boch Group invested a
no precedente. Nel 2024, la divisione Bathroom&Wellness ha ottenuto un utile operativo (EBIT) di 65,2 milioni di euro, superando di 7,9 milioni di euro quello dell’anno precedente (+13,8%).
Grazie alla sinergia tra i due marchi, il nuovo Gruppo beneficia di punti di forza complementari.
Innanzitutto, un portafoglio prodotti ampliato che include, oltre alla ceramica di alta gamma, anche il know-how di Ideal Standard nel settore della rubinetteria, segmento nel quale Villeroy & Boch ha triplicato la sua quota di mercato. In secondo luogo, canali di vendita diversificati: mentre Villeroy & Boch si posiziona nel segmento premium, Ideal Standard si rivolge al segmento smart premium, distinguendosi nei progetti su larga scala nel settore pubblico, sanitario, alberghiero e residenziale.
Infine, una strategica espansione geografica che vede Villeroy & Boch storicamente forte in Europa centrale, settentrionale e in Asia, mentre
Ideal Standard è ben radicato nel Regno Unito, in Italia e nella regione Medio Oriente/Nord Africa. Nel 2024, il fatturato del nuovo Gruppo Villeroy & Boch al di fuori di Germania, Austria e Svizzera è raddoppiato.
STABILE LA DIVISIONE DINING&LIFESTYLE
Nonostante la domanda fiacca, nel 2024 la divisione Dining&Lifestyle ha mantenuto stabili i propri ricavi a 319,3 milioni di euro. Se da un lato le vendite nei negozi fisici sono diminuite (eccetto quelle nei negozi di proprietà del gruppo, rimaste stabili), dall’altro il comparto dei progetti per hotel e ristoranti e l’e-commerce hanno registrato una performance positiva. L’utile operativo della divisione (EBIT) ha raggiunto i 32,4 milioni di euro (+3,2% rispetto al 2023).
INVESTIMENTI E PREVISIONI
Nell’esercizio 2024, il Gruppo Villeroy & Boch ha investito 58,3 milioni di euro in beni materia-
total of €58.3 million in tangible and intangible assets. The focus of investment was on the modernisation and automation of the production sites of both divisions and on brand presence with the opening of Villeroy & Boch World and the outlet at the Group headquarters in Mettlach, Germany, as well as the modernisation of company-owned retail shops in Germany and abroad. With over 12,000 employees and a presence in more than 140 countries, the Group is well positioned to create lasting value for employees, customers and shareholders. The forecasts for the 2025 financial year are for an increase in consolidated revenue in the high single-digit percentage range and a moderate increase in operating EBIT. The rolling return on net operating assets in 2025 is expected to remain at 2024 levels.
THE TWO BRANDS TOGETHER AT ISH 2025
“Inspire More. Create More. Together.” was the motto marking the first joint presence of the two brands at ISH 2025 in Frankfurt. In a spacious exhibition space characterised by minimalist luxury and a welcoming atmosphere, the brands celebrated their shared passion for design, innovation and craftsmanship. The bathroom concept developed by designers Christian Haas and Gesa Hansen emphasised textures and natural materials: solid wood furniture, satiny polished 3D tiles and ceramic washbasins in natural shades. The chosen hues of warm anthracite and light sand produced flowing transitions, depth and elegance, creating a comfortable and relaxing monochrome ambience. This approach transforms the bathroom into a timeless design space that combines both aesthetics and functionality. The concept of luxury is also being redefined. In place of passing fads, the focus is shifting towards durability, quality and sustainability “The most important trend is the shift away from trends - towards things that last,” says Christian Haas “More than ever, today’s designers need to follow an ethical and responsible approach and make sustainability the centre of their vision,” adds Roberto Palomba “Respect for the environment is not an option, it is essential for a more mindful, harmonious and respectful future for our planet.” ◼
tuali e una crescita moderata dell’EBIT. Il rendimento del patrimonio netto operativo, invece, dovrebbe attestarsi al livello del 2024.
I DUE MARCHI, INSIEME, A ISH 2025
li e immateriali. Gli investimenti sono stati destinati sia alla modernizzazione e all’automazione dei siti di produzione di entrambe le divisioni, sia a rafforzare la presenza del marchio nel canale retail: il gruppo ha aperto nuovi negozi Villeroy & Boch World e ristrutturato diversi punti vendita in Germania e all’estero, oltre ad inaugurare l’outlet presso la sede centrale a Mettlach.
Con oltre 12.000 dipendenti e una presenza in più di 140 paesi, il Gruppo è posizionato per creare valore duraturo per dipendenti, clienti e azionisti. Le previsioni per il 2025 indicano un ulteriore aumento del fatturato di diversi punti percen-
“Inspire More. Create More. Together.” è il motto che ha accompagnato la prima presenza congiunta dei due marchi all’ISH 2025 di Francoforte. Nell’ampio spazio espositivo, caratterizzato dal lusso minimalista e da un’atmosfera accogliente, i due brand hanno celebrato la comune passione per il design, l’innovazione e la maestria artigianale. Il concept di bagno sviluppato dai designer Christian Haas e Gesa Hansen ha puntato ad esaltare texture e materiali naturali: mobili in legno massello, rivestimenti 3D lucidi e lavabi in ceramica in tonalità organiche. Le sfumature scelte, dall’antracite calda alla sabbia chiara, hanno creato transizioni armoniose, profondità ed eleganza, per un ambiente monocromatico avvolgente e rilassante. Un approccio che trasforma il bagno in un ambiente di design senza tempo, in cui estetica e funzionalità si incontrano. Il design proposto si inserisce in una nuova concezione del lusso, non più legato a tendenze passeggere, ma alla durabilità, qualità e sostenibilità. Se, come sottolinea Christian Haas, “oggi la tendenza è dire addio alle mode effimere e concentrarsi su ciò che dura nel tempo”, Roberto Palomba gli fa eco affermando che “oggi più che mai, i designer sono chiamati a perseguire un approccio etico e responsabile, mettendo la sostenibilità al centro della loro visione. Il rispetto per l’ambiente non è un’opzione, ma un aspetto imprescindibile per un futuro più consapevole, armonioso e rispettoso del nostro pianeta.” ◼
INDUSTRIAL SERVICE
CIRCULAR ECONOMY
LAMOSA GROUP REPORTS REVENUE
GROWTH IN Q1 2025
GRUPPO LAMOSA: RICAVI IN CRESCITA NEL 1° TRIMESTRE
Grupo Lamosa is continuing its expansion. After closing 2024 with consolidated sales up 8%, the Mexican multinational recorded 9% year-on-year growth in the first quarter of 2025, with revenues reaching MXN 8.8 billion (approximately €400 million at the 31 March 2025 exchange rate).
The tile segment remained the company’s core business, accounting for 72% of total sales at MXN 6.3 billion (approximately €286 million), up 9% compared to Q1 2024. In this segment, Lamosa – the world’s second-largest tile producer – operates nine manufacturing facilities in Mexico, ten across South America (Argentina, Peru, Colombia and Brazil) and three in Spain (Roca Tiles and Baldocer). Sales in the adhesives business rose by 8% year-on-year to MXN 2.5 billion, supported by 14 production sites, two of which are located in Chile and Guatemala.
OPERATIONS ABROAD DRIVING GROWTH
Grupo Lamosa’s strong Q1 performance was primarily driven by growth in its operations abroad, particularly in Brazil and Spain. While domestic sales in Mexico remained stable at MXN 4.8 billion (approximately €218 million, +1% year-on-year), sales from its international operations grew by 20% to MXN 4 billion (approximately €182 million), raising the share of international revenues to 46% of the total.
SQUEEZE IN PROFITABILITY
The group’s profitability came under pressure during the quarter due to lower sales volumes in the domestic market and a more than 20% increase in energy costs , primarily natural gas, in most of the countries where it operates. This led to an 11% decline in operating income, a 7% fall in EBITDA (MXN 1.4 billion) and a 16% contraction in EBITDA margin during the quarter.
Between January and March, Lamosa made investments totalling approximately €10 million (MXN 222 million), mainly for maintenance and technological upgrades to production plants and the installation of new IT solutions.
2024 RESULTS
As mentioned, Grupo Lamosa closed fiscal year 2024 having recovered part of the decline experienced in the previous year. The group’s total sales rose by 8% year-over-year to just under
Prosegue la fase espansiva di Gruppo Lamosa. Dopo aver chiuso il 2024 con ricavi consolidati in crescita dell’8%, la multinazionale messicana replica nel primo trimestre 2025 con un fatturato salito a 8,8 miliardi di pesos (circa 400 milioni di euro al cambio del 31 marzo 2025), in aumento del 9% rispetto al primo trimestre del 2024.
Preponderanti si confermano le vendite nel settore piastrelle (il 72% del totale), che hanno raggiunto i 6,3 miliardi di pesos (circa 286 milioni di euro), in crescita del 9% sul primo trimestre 2024. In questo segmento, Lamosa - secondo maggiore produttore mondiale di piastrelle – opera con nove stabilimenti in Messico, dieci in Sud America (Argentina, Perù, Colombia, Brasile) e tre in Spagna (Roca Tiles e Baldocer). In crescita dell’8% a 2,5 miliardi di pesos anche i ricavi generati nel segmento adesivi, dove il gruppo dispone di 14 siti produttivi, di cui due in Cile e Guatemala.
CRESCONO LE ATTIVITÀ ALL’ESTERO
Ai positivi risultati dei primi tre mesi dell’anno ha contribuito soprattutto il forte incremento dell’attività realizzata dalle operation estere del gruppo, in particolare in Brasile e Spagna. Infatti, mentre le vendite sul mercato messicano sono rimaste in linea con quelle
dell’anno precedente a 4,8 miliardi di pesos (circa 218 milioni di euro, +1%), i ricavi generati all’estero sono cresciuti del 20% a 4 miliardi di pesos (oltre 182 milioni di euro), portando la quota di fatturato estero sul totale al 46%.
REDDITIVITÀ SOTTO PRESSIONE
Nel trimestre, il gruppo ha però dovuto affrontare sfide delicate sul fronte della redditività, penalizzata sia dai minori volumi di vendita in Messico, sia, soprattutto, dall’aumento di oltre il 20% dei costi energetici – gas naturale in primis – nella maggior parte dei Paesi in cui opera. Tutto ciò ha determinato una riduzione dell’11% dell’utile operativo e una flessione del 7% dell’Ebitda (1,4 miliardi di pesos), il cui margine sui ricavi del trimestre è sceso al 16%.
Tra gennaio e marzo, Lamosa ha investito circa 10 milioni di euro (222 milioni di pesos), destinati principalmente alla manutenzione e all’aggiornamento tecnologico degli impianti produttivi oltre che all’implementazione di nuove soluzioni IT.
I RISULTATI 2024
Come si accennava, Gruppo Lamosa ha chiuso l’esercizio 2024 recuperando parte della flessione subita l’anno precedente. I ricavi totali del gruppo sono cresciuti dell’8% sul 2023 sfiorando i 34 miliardi di pesos (circa
MXN 34 billion (approximately €1.59 billion at the 31 December 2024 exchange rate). EBITDA remained essentially stable with respect to the previous year at MXN 6.2 billion, with an 18% margin with respect to revenue.
Both of the group’s divisions performed strongly. Tile business revenue reached MXN 24.1 billion (approximately €1.13 billion ), up 9% on 2023 with a 2020-2024 CAGR of 13%. Sales in the adhesives business reached MXN 9.8 billion, growing 5% year-on-year and achieving a 20% CAGR over the same period. Operations abroad continued to drive the group’s growth, with foreign revenue rising 21% year-on-year to MXN 14.4 billion (42% of the total), while domestic sales fell slightly (-0.5%). One of the highlights in the tile segment in 2024 was the full
1,59 miliardi di euro al cambio del 31 dicembre 2024). L’Ebitda si è attestato a 6,2 miliardi di pesos, sostanzialmente in linea con il 2023, con un margine del 18% sul fatturato. Positivo l’andamento di entrambe le divisioni del gruppo: le vendite nel settore piastrelle sono salite a 24,1 miliardi di pesos (circa 1,13 miliardi di euro), segnando un +9% sul 2023 e un CAGR 2020-2024
pari al 13%; i ricavi nel segmento adesivi hanno raggiunto i 9,8 miliardi di pesos (+5% sul 2023 e +20% il CAGR 2020-2024). Anche nel 2024 la crescita del gruppo messicano è stata possibile grazie alle attività all’estero, cresciute del 21% sul 2023 a 14,4 miliardi di pesos (il 42% del totale), a fronte di una flessione dello 0,5% registrata sul mercato domestico. In particolare, nel segmen-
integration of Baldocer , the high-end Spanish ceramic tile producer acquired at the end of 2023, known for its strong focus on exports to Europe, Asia and North America. The work carried out at both Baldocer and Roca Tiles (acquired in 2021) aimed to leverage the operational and commercial synergies between Lamosa’s two Spanish operations.
One of the most significant investments made in the ceramic business in 2024 was the increase in production capacity in Argentina , which not only raised output but also expanded the product portfolio to include premium materials, large size tiles and slabs.
A COMMITMENT TO SUSTAINABILITY
Sustainability remains a cornerstone of Grupo Lamosa’s strategy. In 2024, the company established five long-term sustainability goals for 2035, three of which focus on environmental performance. These include a 25% reduction in Scope 1 and 2 emissions intensity (compared to 2023) while maintaining 95% reuse of waste generated in the tile production process and a 50% reduction in water consumption. The company conducted a materiality assessment in 2022 to identify priority ESG (Environmental, Social and Governance) issues, and a dedicated committee now oversees risks and opportunities linked to these strategic goals. ◼
to delle piastrelle ceramiche, uno dei principali successi del 2024 è stata la completa integrazione delle operazioni di Baldocer, l’azienda spagnola acquisita a fine 2023, focalizzata su prodotti ceramici di alta gamma e una forte vocazione all’esportazione verso Europa, Asia e Nord America. Durante l’anno, le attività condotte in Baldocer, così come in Roca Tiles (acquisita nel 2021) sono state finalizzate a capitalizzare le sinergie operative e commerciali tra le due operation spagnole di Lamosa.
Tra gli investimenti più significativi realizzati l’anno scorso nella divisione ceramica, da segnalare l’espansione della capacità produttiva in Argentina che ha permesso non solo un incremento dei volumi prodotti, ma anche l’ampliamento delle tipologie fabbricate, tra cui materiali di alta gamma, grandi formati e lastre.
L’IMPEGNO VERSO LA SOSTENIBILITÀ
La sostenibilità è un pilastro fondamentale della strategia di Gruppo Lamosa. Nel 2024, l’azienda ha definito 5 mete strategiche di sostenibilità con orizzonte 2035, tre delle quali legate alle performance ambientali. Gli obiettivi includono la riduzione del 25% dell’intensità delle emissioni Scope 1 e 2 (rispetto al 2023), il mantenimento al 95% degli scarti riutilizzati nel processo produttivo e la diminuzione del 50% nel consumo di acqua. L’azienda, già nel 2022, ha svolto un’analisi per identificare i temi Esg (Environmental, Social, and Governance) e ha un Comitato ad hoc che monitora rischi, e opportunità relativi a queste mete di sostenibilità. ◼
THE MAGNETIC DRY LAYING SYSTEM
The magnetic laying technology by MagFace system.
MagFace dry-laying System
*Max Fix Bond Structural fixative, low environmental impact, advanced formula technology.
Magnetic Mat MagFace
Discover the patent Scan the QR Code
is the only patented and licensable magnetic technology, compatible with any Porcelain Stoneware Ceramic Tile, including large slabs up to 160 x 320 cm and thicknesses from 3 to 30 mm. No glue, no screws—just fast, clean, and reversible installation on floors, walls, and surfaces
✅ Patented dry-installation system
Completed by one of four specialized base layers, each containing metallic microparticles for secure magnetic adhesion.
✅ Universal adaptability
Base layers install independently on any surface or existing covering and compensate for level differences from 2 to 10 mm.
✅ Removable & reusable
Tiles can be repositioned or replaced effortlessly.
✅ Easy system inspection
Fast access to utilities thanks to magnetic technology.
✅ Heavy load resistance
Certified for durability and wear (Robinson Test).
✅ Flexible grout options
Seamless installation or sealed, removable joints with MagFiller hybrid sealant.
✅ Non-toxic & eco-friendly VOC-free and Formaldehyde-free.
✅ Simple removal
Just use a suction cup, leaving no damage behind.
With MagFace, innovation meets efficiency, redefining tile installation with speed, flexibility, and durability
www.magface.it
MagFace system is an international patent. The MagFace magnetic patent is owned by : Bassi Group International srl
Piazzale degli Alberi ,7 - 42024 Castelnovo di Sotto (RE) - Italy THE FUTURE OF THE DRY TILE
Structural Fixative*
Porcelain Tile
Mag Fix Bond
INDIAN TILE EXPORTS FALL IN 2024
Indian Ceramic Tile Exports 2024
L’EXPORT INDIANO DI PIASTRELLE FRENA NEL 2024
Luca Baraldi - MECS / Centro Studi Acimac (l.baraldi@mecs.org)
India’s ceramic tile exports saw a sharp downturn in 2024, marking the end of a decade-long phase of rapid global expansion that was interrupted only in 2022. This period of growth peaked in 2023, when exports reached a record 589.5 million sqm (+40% on 2022), amounting to an average annual increase of 21.5% between 2014 and 2023. With these volumes and growth rates, India – now the world’s second largest tile exporter – has for several years been subject to increased scrutiny in the global ceramic tile market, particularly due to the fact that it has the lowest average selling prices among all major exporter countries. So where did India’s export capacity change in 2024 and by how much?
A detailed picture of the situation is provided by the second edition of “Indian Ceramic Tile Exports 2024” , a report published in April by the MECS/Acimac Research Centre Based on customs and commercial data, the study analyses Indian tile exports by volume, value and average price over the decade from 2015 to 2024, broken down by macro region and the 135 countries of export. As in the first edition in 2023, the report also provides an analysis focusing solely on exports of porcelain stoneware. The report concludes with a chapter on the top Indian exporters over the period 20232024 (all based in the Morbi ceramic district in Gujarat) and their performance in key international markets.
Nel 2024 le esportazioni indiane di piastrelle ceramiche hanno registrato una brusca battuta d’arresto, interrompendo una fase di espansione impetuosa su tutti i mercati mondiali che, salvo l’unica parentesi nel 2022, durava ormai da un decennio. Una crescita culminata nel record del 2023 (589,5 milioni mq; +40% sul 2022), che si traduceva in un incremento medio annuo tra il 2014 e il 2023 pari al 21,5%.
Con questi volumi e questo ritmo di sviluppo è comprensibile che l’India, secondo maggiore esportatore mondiale di piastrelle, sia divenuta da qualche anno un “osservato speciale” nel panorama dell’industria ceramica globale, soprattutto in virtù del fatto che è suo anche il primato dei prezzi medi di vendita più bassi tra i grandi Paesi esportatori di piastrelle.
INDIAN CERAMIC TILE EXPORTS 2014 - 2023 sqm
TAB. 1 - INDIAN CERAMIC TILE EXPORTS BY MACRO REGION Esportazioni di piastrelle ceramiche indiane per macroarea
Quanto, come e dove è cambiata, quindi, la capacità esportatrice del gigante asiatico nel 2024? Una fotografia dettagliata ci arriva dalla seconda edizione del report “Indian Ceramic Tile Exports 2024”, pubblicato in aprile dal Centro Studi MECS/Acimac. Lo studio, realizzato elaborando dati provenienti da fonti doganali e banche dati commerciali, descrive l’evoluzione decennale (2015-2024) di volumi, valori e prezzi medi dell’export indiano sia per macroregione che nei 135 Paesi a cui è stato destinato. Come già nella prima edizione, la stessa analisi viene proposta anche in riferimento alle sole esportazioni di gres porcellanato. Lo studio si chiude con un interessante capitolo dedicato ai principali protagonisti dell’export indiano nel biennio 2023-2024 (tutti attivi nel distretto ceramico di Morbi, Gijarat) e alle loro performance nei mercati esteri più importanti.
EXPORT IN CALO OVUNQUE TRANNE CHE IN SUD AMERICA
Nel 2024, le esportazioni indiane di piastrelle di ceramica sono scese a 525,3 milioni mq, in calo del 10,9% sul 2023, ovvero 64 milioni mq in meno rispetto ai 589,5 milioni mq di un anno prima. In linea anche la contrazione dei ricavi, calati dell’11,2% a circa 2 miliardi di euro contro i 2,25 miliardi di euro del 2023.
Source: Indian Ceramic Tile Exports 2024 - MECS (April 2025)
Source:
Table 1: INDIA - CERAMIC TILE
EXPORTS FALL EVERYWHERE EXCEPT IN SOUTH AMERICA
In 2024, Indian ceramic tile exports declined in volume to 525.3 million sqm, down 10.9% on 2023 , or 64 million sqm less than the previous year. Sales revenue followed a similar trend, falling by 11.2% to around €2 billion (from €2.25 billion in 2023).
Despite the downturn, India remained the world’s second-largest exporter of ceramic tiles, behind China with 600 million sqm in 2024.
Asian markets continued to absorb the largest share of Indian exports, at 216.4 million sqm (-13.3%), equal to 41.2% of total volumes in 2024. Revenues from sales in Asia fell to €786.2 million (-12.8%).
Sales also declined in other major geographical areas. Exports to Africa amounted to 98.4 million sqm (-18.5%), with reve-
Nonostante la flessione, l’India si è confermata il secondo maggiore esportatore mondiale di piastrelle dietro la Cina che ha chiuso il 2024 con un export di 600 milioni mq. I mercati asiatici hanno continuato ad assorbire una quo-
ta preponderante delle esportazioni indiane, ossia 216,4 milioni mq (-13,3% sul 2023), pari al 41,2% dei volumi totali esportati nel 2024; i ricavi generati dalle esportazioni in Asia sono scesi a 786,2 milioni di euro (-12,8%). In flessione le vendite anche nel-
VOLUME & VALUE 1/5
TAB. 2 - THE 10 MAJOR EXPORT MARKETS OF INDIAN CERAMIC TILES I 10 maggiori mercati esteri delle
nues down by 20.8% to €274.5 million. In North America and Mexico, volumes fell by 7.1% to 62.2 million sqm, while turnover dropped to €271.1 million (-8.9%). Shipments to the European Union declined to 54.2 million sqm (-8.2%), with revenues of €236.7 million (-13.3%), while exports to other European countries totalled 50.3 million sqm, down 7.5% in volume and 6.3% in value.
The only positive performance was in Latin America, where Indian exports grew by 14% to 39.4 million sqm, generating revenues of €152 million (+11.3%).
AVERAGE PRICE REMAINS UNCHANGED
The average export price of Indian tiles remained stable in 2024 at €3.8/sqm , in line with 2023, with no major changes across destination regions. Price differences between regions, however, remained significant, ranging from €2.8/sqm in Africa to €4.4/sqm in North America and the EU and as high as €5.4/sqm in non-EU European countries. Over the past decade, average export prices held steady at €3.1-3.2/sqm until 2021, then peaked at €4.2/sqm in 2022 and have since fallen back to €3.8/sqm in the last two years.
EXPORTS RISE IN 55 COUNTRIES
India exported tiles to 135 countries in 2024, with exports declining in 80 of these countries and continuing to grow in 55. The ranking of India’s top-10 export destinations saw numerous changes in 2024. The UAE rose to first place with 36.8 million sqm (+7.8%), overtaking the United States (34.3 million sqm, -7.1%). Iraq remained steady in third place, while Russia climbed to fourth thanks to a 22.4% increase in volumes (28.1 million sqm).
The other top-10 countries were Kuwait (+2.3%), Mexico (-8.8%), Oman (-18.3%), Thailand (-11.3%), Israel (-37.1%) and the United Kingdom (+2.8%).
One of the most significant declines was in Saudi Arabia (now ranked 17th), where Indian exports dropped to 9.5 million sqm, down 46.8% on a 2023 figure that had already fallen by 26%.
le altre macroaree geografiche. L’export in Africa si è fermato a 98,4 milioni mq (-18,5%), registrando una contrazione del 20,8% in valore (274,5 milioni di euro). Le vendite in Nord America e Messico sono calate del 7,1% in volume (62,2 milioni mq) e dell’8,9% in valore (271,1 milioni di euro). Le esportazioni verso l’Unione Europea sono scese a 54,2 milioni mq (-8,2%), per un valore di 236,7 milioni di euro (-13,3%), mentre quelle verso gli altri paesi europei sono state pari a 50,3 milioni mq (-7,5%, con un -6,3% di fatturato).
Unica eccezione è stata l’America Latina: qui l’export indiano è cresciuto del 14% a 39,4 milioni mq, generando ricavi per 152 milioni di euro (+11,3%).
NESSUNA VARIAZIONE SUL PREZZO MEDIO
Nel 2024 il prezzo medio delle piastrelle esportate dall’India è risultato pari a 3,8 euro/mq, stabile sui livelli 2023 e senza particolari variazioni nelle varie aree di destinazione, sebbene permangano differenze significative: si va dai 2,8 euro/ mq in Africa ai 4,4 euro/mq in Nord America e UE, fino ai 5,4 euro/mq nei mercati europei extra-UE. Analizzando l’ultimo decennio, lo studio rileva una so-
stanziale stabilità dei prezzi medi fino al 2021 (3,1-3,2 euro/mq), seguita da un picco di 4,2 euro/ mq nel 2022 e da una successiva diminuzione a 3,8 euro/mq nell’ultimo biennio.
EXPORT IN CRESCITA IN 55 PAESI
Lo scorso anno, l’India ha esportato piastrelle di ceramica verso 135 Paesi del mondo: 80 hanno registrato performance negative, mentre 55 hanno continuato a crescere.
In generale, anche nel 2024 la classifica dei maggiori paesi di destinazione delle piastrelle indiane ha subito parecchie variazioni rispetto all’anno precedente, a partire dal vertice della top 10. Qui, gli Emirati Arabi Uniti (36,8 milioni mq; +7,8%) hanno conquistato il primo posto superando gli USA (34,3 milioni mq; -7,1%); l’Iraq ha confermato la sua terza posizione, mentre la Russia è salita al quarto posto grazie a un aumento delle vendite del 22,4% (28,1 milioni mq). Seguono nella top 10 il Kuwait (+2,3%), il Messico (-8,8%), l’Oman (-18,3%), la Tailandia (-11,3%), Israele (-37,1%) e il Regno Unito (+2,8%).
Tra le contrazioni più significative spicca quella dell’Arabia Saudita (ora in 17a posizione), dove l’export indiano è sceso a 9,5 mi-
TAB. 3 - INDIAN PORCELAIN TILE EXPORTS IN VOLUME BY MACRO REGION (MLN. SQ.M)
Table 6: INDIA - PORCELAIN TILE EXPORTS BY
Esportazioni indiane di gres porcellanato in volume per macroarea (milioni mq)
The highest average prices in 2024 were recorded for exports to Turkey (€11.1/sqm) and the UK (€7.1/sqm), while the lowest were in several African countries (€2/sqm).
PORCELAIN TILE EXPORTS
Porcelain stoneware continued to dominate Indian tile exports in 2024, accounting for over 75% of the total (up from 72% in 2023).
This product also performed better in foreign markets than other types of ceramic surfaces and experienced only a limited decline in sales. Export volumes totalled 403 million sqm (4.8% down on the 423 million sqm of 2023), generating €1.68 billion in revenue (-7.5%) , equivalent to 84% of total tile export turnover. The average price dropped slightly from €4.3 to €4.2/sqm
The main export markets for Indian porcelain were the UAE (+21.5%), Russia (+23%), the US, Mexico and Iraq. In many markets, porcelain accounted for more than 90% of India’s tile exports, with peaks of 98% in Russia and 100% in Egypt.
THE TOP 30 INDIAN EXPORTERS
As in the 2023 edition, the MECS report also includes an interesting in-depth look at the 30 largest Indian tile exporters ranked by export revenues in 2023-2024. As mentioned, all of these companies are based in the Morbi ceramic district.
Icon Granito again topped the ranking in 2024 with export revenues of €56 million, followed by Italica Granito, Lavish Granito, Itaca Ceramic and Laxveer Ceramic , all with export revenues between €35 million and €42 million. For all 30 companies, the top three export markets in 2024 are also listed, confirming – as in the previous year – the wide variety of destination markets served.
The report also analyses the market shares held by the top five Indian exporters in each of the country’s key foreign markets, revealing the high level of competition between the top Indian players. ◼
lioni mq segnando un -46,8% su un 2023 già in flessione del 26%.
I prezzi medi di vendita più elevati registrati dall’India nel 2024 riguardano le esportazioni verso la Turchia (11,1 euro/ mq) e il Regno Unito (7,1 euro/ mq), mentre i più bassi (2 euro/ mq) si riscontrano in diversi Paesi africani.
L’EXPORT DI GRES PORCELLANATO
Nel 2024, i materiali in gres porcellanato hanno rappresentato oltre il 75% delle esportazioni indiane di piastrelle (erano il 72% nel 2023). Questa tipologia ha registrato performance migliori sui mercati esteri rispetto alle altre tipologie di superfici ceramiche, riuscendo a limitare la flessione delle vendite. In volume, l’export di gres porcellanato è stato pari a 403 milioni mq (-4,8% rispetto ai 423 milioni del 2023) e ha generato un fatturato di 1,68 miliardi di euro (-7,5%), pari all’84% del fatturato export totale. Il prezzo medio è sceso da 4,3 a 4,2 euro/mq I principali mercati esteri per il gres porcellanato indiano sono gli Emirati Arabi (+21,5%), la Russia (+23%), gli Stati Uniti, il Messico e l’Iraq. Numerosi i mercati in cui il gres porcellanato ha rappresentato oltre il 90%
PORCELAIN TILE 1/5
TAB. 4 - THE 10 MAJOR EXPORT MARKETS OF INDIAN PORCELAIN TILES I 10 maggiori mercati esteri delle piastrelle indiane in gres porcellanato
delle importazioni dall’India, con picchi del 98% in Russia e del 100% in Egitto.
I 30 MAGGIORI ESPORTATORI INDIANI
Come già nella prima edizione del 2023, il report MECS fornisce anche una fotografia molto interessante dei primi 30 esportatori indiani, ordinati per fatturato derivante dalla sola attività di export nel biennio 2023-2024. Come si diceva, si tratta di aziende con sede nel distretto ceramico di Morbi.
La classifica 2024 è capitanata nuovamente da Icon Granito con un fatturato estero di 56 milioni di euro, seguita da Italica Granito, Lavish Granito, Itaca Ceramic e Laxveer Ceramic, tutte con ricavi da esportazione compresi tra i 35 e i 42 milioni di euro. Per ciascuna delle 30 aziende vengono indicati anche i primi tre mercati esteri nel 2024, un dato che conferma quanto si era già rilevato nel 2023, ossia la notevole diversificazione delle principali destinazioni tra i vari operatori.
Un’ulteriore analisi riporta la quota di mercato detenuta dai 5 top exporter indiani in ciascuno dei maggiori mercati esteri dell’India, evidenziandone il grado di contendibilità tra gli stessi concorrenti indiani. ◼
Table 7: INDIA - PORCELAIN TILE EXPORTS BY COUNTRY
THE RAPID URBANIZATION IS DRIVING THE CONSTRUCTION SECTOR IN INDIA
COSTRUZIONI INDIA, UN SETTORE DA OLTRE DUEMILA MILIARDI DI DOLLARI NEL 2030
In 2023, India became the world’s most populous country with 1.429 billion inhabitants. This year, it is poised to become the fourth-largest economy globally , and within two years may pose a serious challenge to Germany, which recently claimed third place after overtaking Japan. According to International Monetary Fund forecasts, India is the most likely contender over the next decade to challenge the dominance of the two economic superpowers, the United States and China.
Construction is without question one of the strongest sectors in the Indian economy, driven by massive public and private investments, technological innovations and largescale infrastructure projects. By 2030 , the sector is expected to account for 15% of the country’s GDP and employ more than 70 million people
According to Next Move Strategy Consulting, the Indian construction market was valued at US $884.72 billion in 2023 and is predicted to reach $2,134.43 billion by 2030 , at a compound annual growth rate (CAGR) of 12.6% from 2024 to 2030.
Based on Global Data estimates, India ranks among the top five largest construction markets in the world alongside China, the USA, the UK and Indonesia. Further insights into this sustained growth can be found in the Indian press, which highlights the construction sector’s rapid expansion, primarily driven by government-backed initiatives focused on infrastructure development and urbanisation. Central to these efforts is the National Investment Pipeline (NIP), a government programme with a $1.4 trillion investment budget for infrastructure projects and substantial allocations for renewable energy, roads and highways, urban infrastructure and railways.
The case for investing in India’s construction sector is explained by the government portal Invest India, which estimates that 50% of India’s population will live in urban areas by 2046 and notes that India already boasts the third-largest metro network in the world, transporting approximately 10 million passengers daily – two good reasons for the government to give a further boost to the urban construction market.
AFFORDABLE HOUSING: THE PMAY PLAN
The Indian government has introduced several initiatives to address the problem of affordable housing. One exam-
Nel 2023 è diventato il Paese più popoloso del mondo con un miliardo e 429 milioni di abitanti, quest’anno diventerà la quarta economia del pianeta e tra due anni potrebbe trovarsi nelle condizioni ottimali per insidiare la Germania, fresca di terzo posto dopo aver scalzato il Giappone.
Stiamo parlando dell’India che, secondo le previsioni del Fondo monetario internazionale, è l’economia più seriamente candidata nel prossimo decennio a dare filo da torcere a due superpotenze economiche del valore di Stati Uniti e Cina.
Tra i settori più in salute nell’economia indiana, ad oggi, figura senza tema di smentita quello delle costruzioni. Trainato da ingenti investimenti pubblici e privati, innovazioni tecnologiche e progetti infrastrutturali di vasta portata, questo comparto ci si attende che nel 2030, impiegando oltre 70 milioni di persone, possa contribuire al 15% del Pil nazionale
La dimensione del mercato delle costruzioni in India, secondo la società di consulenza Next Move Strategy Consulting, è stata valutata a 884,72 miliardi di dollari nel 2023, e si prevede che raggiungerà i 2134,43 miliardi di dollari entro il 2030, con un tasso annuo di crescita composto (Cagr) del 12,6% dal 2024 al 2030.
Di più: secondo le previsioni di Global Data, insieme a Cina, Stati Uniti, Regno Unito e Indonesia, l’India è tra i primi cin-
que maggiori mercati delle costruzioni del mondo
Questa continua ascesa è ampiamente riportata dalla stampa indiana, secondo cui il settore delle costruzioni sta registrando una crescita sostanziale, principalmente alimentata da iniziative sostenute dal governo volte allo sviluppo delle infrastrutture e all’urbanizzazione. Il National Investment Pipeline (NIP) è un programma governativo che ha stanziato un budget di investimenti pari a 1,4 trilioni di dollari per progetti infrastrutturali, con cospicui stanziamenti per le energie rinnovabili, strade e autostrade, infrastrutture urbane e ferrovie.
Sul perché sia conveniente investire nel mondo delle costruzioni in India ce lo spiega il portale governativo Invest India che analizza come il 50% della popolazione indiana vivrà in città entro il 2046 e che già oggi l’India possiede la terza rete di metropolitana più grande a livello mondiale, con un trasporto passeggeri di circa 10 milioni al giorno: insomma, due buoni motivi per il governo indiano per dare un ulteriore impulso al mercato delle costruzioni in aree urbane.
RESIDENZIALE
A
PREZZI ACCESSIBILI: IL PIANO PMAY
Il governo indiano ha lanciato diverse iniziative per risolvere il problema della casa a prezzi accessibili.
Il Pradhan Mantri Awas Yoja-
ple is the Pradhan Mantri Awas Yojana (PMAY) , a social housing programme that aims to construct millions of affordable homes for low-income families through subsidies and financial assistance. With initiatives like these, the sector is set for significant growth and a major leap forward, underscoring its pivotal role within India’s broader economic strategy. Projects such as PMAY highlight the government’s strong commitment to long-term, sustainable urban development.
REAL ESTATE MARKET EXPECTED TO REACH $1 TRILLION BY 2030
In parallel with construction, India’s real estate market is also advancing rapidly. According to the report entitled Indian Real Estate: The Quantum Leap, a collaboration between the Confederation of Real Estate Developers’ Associations of India (CREDAI) and Colliers, the sector is projected to grow significantly to reach $1 trillion by 2030 Under an optimistic scenario, it could achieve a size of $7-10 trillion by 2047 . The report also predicts market consolidation across all real estate segments and anticipates expansion beyond metropolitan areas into smaller cities. The number of Indian cities with populations exceeding 1 million is expected to grow from around 60 to over 100 by 2050.
Sustainable development remains a top priority for India’s construction sector, with government and private stakeholders increasingly advocating for green building practices and energy-efficient technologies. ◼
na (PMAY), ad esempio, è il progetto di housing sociale che punta a costruire milioni di case a prezzi accessibili per le famiglie a basso reddito attraverso sovvenzioni e assistenza finanziaria. Il settore è dunque pronto per una crescita sostanziale e per il grande salto. Il suo ruolo cruciale nella strategia economica più ampia dell’India è sotto gli occhi di tutti. Iniziative come quella del PMAY stanno proprio a dimostrare l’attenzione alta da parte del Governo per uno sviluppo urbano sostenibile e a lungo termine.
IL REAL ESTATE RAGGIUNGERÀ 1 TRILIONE DI DOLLARI ENTRO IL 2030
Parallelamente alle costruzioni si muove anche, e a passo piuttosto svelto, il mercato immobiliare. Secondo il report “Indian Real Estate: The Quantum Leap”, frutto della collaborazione tra la confederazione delle associazioni immobiliari indiane Cre-
dai e Colliers, il settore immobiliare in India dovrebbe crescere significativamente e raggiungere 1 trilione di dollari entro il 2030. In uno scenario ottimistico, il settore potrebbe completare il salto e raggiungere una dimensione di 7-10 trilioni di dollari entro il 2047. Inoltre, in tutti i segmenti immobiliari, dice sempre lo studio sviluppato in partnership, si prevede un consolidamento del mercato. Il settore immobiliare si espanderà oltre i confini delle metropoli e raggiungerà anche le città più piccole. Il numero di città indiane con una popolazione pari o superiore a 1 milione di abitanti passerà da circa 60 a oltre 100 entro il 2050.
Lo sviluppo sostenibile rimane un obiettivo chiave nel settore delle costruzioni in India, con enti governativi e privati che spingono sempre di più perché vengano adottate pratiche di edilizia verde e tecnologie efficienti dal punto di vista energetico. ◼
GRUPPO STN CONFERMA IL TREND POSITIVO STN GROUP MAINTAINS STRONG GROWTH
Paola Giacomini - p.giacomini@kairosmediagroup.it
STN Group is a major player in both the European and global ceramic tile industries and consists of five companies based in Spain’s Castellón district – STN Ceramica, Alaplana, KTL, Vitacer and the recently founded VENUX. Owned by the Aparici family, the group has an annual production capacity of over 113 million sqm. Despite a double-digit drop in Spain’s national output, the group maintained stable production volumes of 85 million sqm in 2023 and strengthened its market position. It continued its positive performance in 2024, even as the Spanish tile industry experienced a slight decline in total revenues (€4.8 billion, -0.9%) and a modest 1.3% rise in output to 399 million sqm.
“ Last year, STN Group achieved strong sales results in both volume and value, with year-on-year growth rates above the Spanish industry average,” says General Manager Juan Carlos Barbera “This allowed us to further increase our market share. All the regions in which we operate saw growth, except for Germany, Austria, Switzerland and a few other European countries where the challenging economic climate made it hard to maintain previous results.”
We spoke to Juan Carlos Barbera at Coverings in Orlando, where all five STN Group companies were present with their own booths. The VENUX booth in particular won the Best Display award for its immersive and sculptural Glacier installation.
Our conversation with Barbera naturally began with the US market, amid ongoing tariff uncertainty and the downward revision of tile consumption forecasts for April (from +5% to the current +3%).
CWR: What’s your assessment of the show and the feedback from your North American clients?
J. C. BARBERA: Coverings, especially when held in Orlando, is a valuable event that allows us to meet our key customers from across the American continent and to present specific products for their markets, all in the space of just three to four days. Overall, attendance was good. Unlike at Cersaie, the Spanish ceramic industry has a comparable presence here to our main European competitor, Italy.
CWR: Uncertainty over tariffs appeared to have dampened expectations ahead of the show. Did you feel this too, and were you surprised by the positive response from American buyers?
Con le sue cinque aziende concentrate nel distretto di Castellón – Stn Ceramica, Alaplana, KTL, Vitacer e, l’ultima nata, VENUX – il Gruppo Stn continua a confermarsi tra i protagonisti dell’industria ceramica europea e mondiale. Di proprietà della famiglia Aparici, il gruppo spagnolo vanta una capacità produttiva di oltre 113 milioni mq di piastrelle. Già nel 2023, a fronte di una flessione a doppia cifra della produzione spagnola, era riuscito a mantenere stabili i volumi produttivi a 85 milioni mq, migliorando il proprio posizionamento di mercato. Una performance positiva replicata anche nel 2024, anno che, ricordiamo, si è chiuso per l’industria spagnola delle piastrelle con un lieve calo del fatturato (4,8 miliardi di euro, -0,9%) e una produzione cresciuta dell’1,3% a 399 milioni mq.
“L’anno scorso – ci dice il direttore generale del gruppo Juan Carlos Barbera - il Gruppo Stn ha registrato un buon andamento delle vendite, sia in volume che in valore, con incrementi percentuali sul 2023 superiori alla media del settore spagnolo. Di fatto, abbiamo aumentato ancora una volta la nostra quota di mercato. Tutte le aree geografiche in cui operiamo sono risultate in crescita, ad eccezione di Germania, Austria, Svizzera e qualche altro paese europeo dove, a
causa della congiuntura economica difficile, non è stato possibile mantenere i risultati”. Il nostro incontro con Juan Carlos Barbera avviene al Coverings di Orlando, dove tutte le cinque aziende del gruppo sono presenti con un proprio stand. Quello di VENUX, fra l’altro, si è aggiudicato il premio “Best Display” per il design immersivo e scultoreo dell’allestimento “Glacier”, ispirato, appunto, al tema dei ghiacciai.
Inevitabile iniziare la chiacchierata con Barbera commentando l’andamento del mercato statunitense, tra incognita dazi e previsioni di recupero dei consumi di ceramica corrette al ribasso in aprile (dal precedente +5% all’attuale +3%).
CWR: Che giudizio dà della fiera e della risposta dei vostri clienti nordamericani?
J. C. BARBERA: Coverings, specialmente quando si svolge a Orlando, è una fiera interessante che permette, in appena 3-4 giorni, di incontrare i principali clienti del continente americano e presentare prodotti specifici per i loro mercati. In generale, l’affluenza di visitatori è stata buona.
Dal punto di vista espositivo, inoltre, qui il settore ceramico spagnolo “compete” alla pari con il nostro principale concorrente europeo, ovvero l’Italia, a differenza di quanto accade al Cersaie.
CWR: Pensa anche lei che i ti-
J. C. BARBERA: The situation remains highly volatile. We’re not immune to this kind of uncertainty, and we’ll have to deal with it once the final tariff rate on EU goods is confirmed, although we’re hoping it will be 0%. Our customers are in the same boat, waiting to see what happens. Each of them is handling the situation differently. We’ll have to see what the final outcome is, assuming one is ever reached.
CWR: The Spanish tile industry posted strong results in the first quarter of 2025. How did your group perform?
J. C. BARBERA: The industry saw average growth of close to 10% in the first quarter, with especially strong increases in exports to the US, Israel and Morocco. STN Group’s results were in line with this trend, so it was a very positive quarter for us. That said, I would note that part of the growth in US sales was due to front-loading, as many American customers brought orders forward to January and February to avoid the risk of tariffs. For that reason, it may prove hard to sustain the same pace of growth in the coming months.
CWR: One of the main talking points at Coverings was the US Department of Commerce’s decision not to impose anti-dumping duties on tile imports from India. How concerned are you about this?
J. C. BARBERA: We’re obviously very concerned about competition from Indian tiles. While their quality still doesn’t match ours,
mori per l’incertezza sui dazi ci avevano fatto arrivare a Orlando con aspettative modeste, superate, pare, dai buoni segnali che stanno arrivando dai buyer americani presenti in fiera?
J. C. BARBERA: L’incertezza permane. Non siamo immuni all’arbitrarietà e dovremo ge-
stirla quando sapremo a quale percentuale si attesterà il dazio verso la UE, anche se speriamo che sia dello 0%. I nostri clienti sono in attesa, proprio come noi. Ognuno di loro è un caso a sé e sta affrontando il problema in modo diverso. Vedremo cosa succederà quando la “risoluzione” sarà definitiva, ammesso che lo diventi davvero.
CWR: Come commenta i dati positivi dell’industria ceramica spagnola nel primo trimestre 2025 e quali sono stati i risultati del vostro gruppo?
J. C. BARBERA: Nei primi tre mesi dell’anno il settore ha registrato una crescita media prossima al 10%, con gli incrementi più significativi nell’export verso gli Stati Uniti, Israele e Marocco. L’andamento del Gruppo Stn si è mantenuto in linea con quello del comparto, è stato un trimestre molto positivo per noi.
Ricordo, tuttavia, che l’aumento delle vendite negli Stati Uniti è stato in parte dovuto al front-loading da parte dei clienti americani che hanno anticipato gli ordini tra gennaio e febbraio per evitare il rischio dei dazi. Difficile, quindi, replicare analoghi incrementi nei prossimi mesi.
CWR: Restando negli Stati Uniti, la notizia più discussa e commentata a Coverings è stata la decisione dell’US Dept. of Commerce di non imporre dazi antidumping sull’importazione
Talking to...
Juan Carlos Barbera, Managing Director of STN Group
VENUX booth at Coverings 2025
their extremely low prices are helping Indian exporters gain market share. In some market segments and specific product categories, this is already affecting European manufacturers, including Spanish and Italian companies.
CWR: European tile manufacturers face high energy costs and tougher environmental regulations than their competitors. What’s your strategy for staying competitive and maintaining a global leadership position?
di piastrelle dall’India. Quanto vi preoccupa?
genti che nei paesi concorrenti. Qual è la vostra ricetta per rimanere competitivi e confermare un posizionamento tra i leader mondiali?
J. C. BARBERA: La nostra strategia è sempre stata quella di offrire la massima qualità, la gamma più ampia adatta al mercato, il miglior servizio ai nostri clienti. Tutto questo al prezzo più competitivo possibile, grazie alla nostra esperienza nell’ottimizzazione della produzione, con investimenti mirati e una metodologia unica, che ci permette di raggiungere una delle migliori – se non la migliore – produttività tra i produttori europei.
J. C. BARBERA: Our strategy has always been to offer the highest quality, the broadest possible product range to meet market needs and the highest level of service. On top of that, we keep prices as competitive as possible by optimising production, making targeted investments and adopting a unique industrial model. As a result, we have achieved one of the highest – if not the highest – levels of productivity among European manufacturers.
CWR: Your latest venture, VENUX, is already performing well in the market. What products is the new brand offering?
J. C. BARBERA: We’re proud of the success of VENUX, a new manufacturing facility built with an investment of over €60 million. It became fully operational in June 2024 and won the “Best New Ceramic Plant in Europe” category of the 2024 TecnAwards during Tecna in Rimini. The new plant has enabled us to achieve two goals. First, it has expanded the product range of our four existing brands (STN, Alaplana, KTL and Vitacer) by introducing 6 mm thick 120x280 cm slabs and various sub-sizes. Second, it marked our entry into the kitchen and bathroom furniture market under the new VENUX brand. Here, we’re offering 160x320 cm slabs in 6 mm, 12 mm and 20 mm thicknesses, along with the complementary pieces specific to this market segment.
J. C. BARBERA: Ovviamente siamo molto preoccupati per la concorrenza delle piastrelle indiane. Sebbene la loro qualità attuale non raggiunga la nostra, i prezzi praticati sono davvero molto bassi e questo consente agli esportatori indiani di guadagnare quote di mercato. In determinati segmenti di mercato e per specifiche tipologie di prodotto, anche a scapito dei produttori europei, spagnoli e italiani.
CWR: La competitività dell’industria ceramica europea è penalizzata sia dagli alti costi energetici sia da normative ambientali molto più strin-
CWR: Il vostro ultimo progetto, VENUX, si sta già affermando bene sui mercati. Quali prodotti state proponendo?
J. C. BARBERA: Siamo orgogliosi del successo di VENUX, il nuovo impianto produttivo realizzato con un investimento di oltre 60 milioni di euro. Pienamente operativa da giugno 2024, la fabbrica è stata anche premiata con il TecnAwards 2024 come “Miglior nuovo stabilimento ceramico d’Europa” all’ultimo Tecna di Rimini. Questo impianto ci ha permesso di raggiungere due obiettivi: da un lato, ampliare il portafoglio prodotti dei nostri quattro brand - STN, Alaplana, KTL e Vitacer - introducendo le lastre da 120x280 cm e 6 mm di spessore, oltre a vari sottoformati; dall’altro, entrare nel mercato dell’arredo cucina e bagno tramite il nuovo marchio VENUX, offrendo lastre in formato 160x320 cm con spessori di 6, 12 e 20 mm, oltre a pezzi complementari richiesti in quel segmento.
CWR: State realizzando o pianificando altri investimenti?
J. C. BARBERA: Sul fronte industriale, continueremo ad aumentare le linee produttive nella misura in cui il mercato lo ri-
CWR: Are you making or planning any other investments?
J. C. BARBERA: We’ll continue with our strategy of expanding production lines to match market demand, while constantly improving the quality and efficiency of our processes. One example is a new energy recovery system that reuses combustion gases and optimises slip usage. The project, which won the Alfa de Oro award at Cevisama 2025, is already fully operational.
Another major project, now awaiting final administrative approval, is our new logistics centre. It will extend over a 1.6 million square metre area alongside our industrial hub in the municipalities of Xilxes, Moncofa and Vall d’Uxó and will optimise goods preparation, loading and internal logistics between production sites. We’re also planning new road infrastructure that will also benefit companies located near the new logistics centre.
CWR: STN was one of the few Spanish ceramic companies to take part in Cevisama 2025 in February. How did it go?
J. C. BARBERA: Despite strong interest in our group, we did see a decline in overall attendance. Many visitors expressed disappointment at the limited range of offerings and the very small number of exhibitors. It’s clear that the show faces serious challenges in the years ahead.
CWR: Given the current uncertainty, what are your expectations for the rest of 2025?
J. C. BARBERA: Our goal is to keep building on the growth of recent years and to consolidate our position as a global leader and reference point in ceramic surface production. ◼
dustriale”, nei comuni di Xilxes, Moncofa e Vall d’Uxó. Questo ci permetterà di ottimizzare le nostre risorse sia per quanto riguarda la preparazione delle merci e il carico, sia per il trasporto interno tra i vari siti produttivi. Allo stesso tempo realizzeremo nuove infrastrutture stradali di cui beneficeranno tutte le aziende situate nei pressi del nuovo polo logistico.
CWR: A febbraio, STN è stata tra le poche aziende ceramiche spagnole a partecipare a Cevisama. Che giudizio ne dà?
chiederà, proprio come abbiamo fatto finora. Diverso è il discorso relativo agli interventi volti a migliorare o efficientare i processi, che sono una costante per il nostro gruppo. Un esempio è il progetto premiato con l’Alfa d’Oro a Cevisama 2025, ossia un sistema di recupero energetico che utilizza i gas di combustione ottimizzando anche l’uso della barbottina, già operativo al 100%.
Un progetto molto importante, per il quale stiamo completando le ultime pratiche amministrative, riguarda invece il nostro nuovo centro logistico. Si estenderà su una superficie di 1,6 milioni di metri quadrati accanto alla nostra “città in-
J. C. BARBERA: Nonostante la grande capacità di attrazione del nostro gruppo, purtroppo abbiamo notato una diminuzione dei clienti e, allo stesso tempo, un certo malcontento da parte loro per la minore offerta, dato il numero così esiguo di espositori. È innegabile che il futuro di questa fiera si trovi in una situazione molto delicata.
CWR: Pur in uno scenario così incerto, quali sono le sue aspettative per il 2025?
J. C. BARBERA: Il nostro obiettivo è di proseguire il percorso di crescita degli ultimi anni, consolidando il nostro posizionamento come azienda leader a livello mondiale e punto di riferimento nella produzione di superfici ceramiche. ◼
Juan Carlos Barbera and Enrique Aparici receive the TecnAwards prize at Tecna 2024 Alfa de Oro 2025
The full digital revolution: innovation, integration and sustainability
La rivoluzione Full Digital tra innovazione, integrazione e sostenibilità
In today’s ceramic industry, where functionality, design and performance must go hand in hand, sustainability is no longer merely an ethical choice but a strategic imperative that shapes the sector’s economic future while setting new standards for efficiency and competitiveness. System Ceramics, part of the Coesia Group and a global leader in ceramic process technology, is at the forefront of a revolution that brings together aesthetics, technological innovation and environmental responsibility within a new production paradigm tailored to the evolving needs of the market.
FROM MARKET TO TECHNOLOGY: A SUSTAINABLE VISION DRIVING INNOVATION
System Ceramics’ research and development efforts are rooted in a profound understanding of market demands and guided by a long-term vision of the industry’s future trajectory. In this context, sustainability is not an isolated goal, but a pathway to measurable benefits across the value chain, from manufacturers to end users.
Reducing waste and optimising consumption not only lowers operating costs, capital investment and the use of consumables, but also increases machine uptime, extends plant service life and boosts profitability. In this approach, sustainability becomes the connecting thread between technological excellence and value creation for customers, delivering concrete advantages that extend beyond individual machines or processes to the entire production cycle. This integrated, fully digital approach is what System Ceramics defines as “Full Digital”. But what does this mean exactly?
DIGITALISATION AND SUSTAINABILITY: A NEW PRODUCTION ECOSYSTEM
Digital transformation is a powerful driver of innovation in the ceramic industry, with digital decoration playing a key role in promoting circular economy principles and reducing environmental impact.
System Ceramics began its journey in ceramic decoration back in 1994 with the groundbreaking Rotocolor, a silicone roller system for automatic tile decoration. This marked the beginning of the company’s transition from analogue to digital technology, supported by substantial investments and R&D efforts. The introduction of Creadigit in 2011, followed by Creadigit Infinity , represented major milestones in intelligent digital printing.
Nel panorama attuale dell’industria ceramica, dove funzionalità, design e performance produttiva devono procedere di pari passo, la sostenibilità non è più soltanto una scelta etica, ma un imperativo strategico che definisce il futuro economico del settore, dettando nuovi parametri di efficienza e di competitività. System Ceramics, azienda del Gruppo Coesia e leader globale nel campo del processo tecnologico per la ceramica, è capofila di un percorso rivoluzionario dove estetica, tecnologia d’avanguardia e responsabilità ambientale si fondono per creare un nuovo paradigma produttivo che risponde a concrete esigenze di mercato.
DAL MERCATO ALLA TECNOLOGIA:
LA VISIONE SOSTENIBILE
CHE GUIDA L’INNOVAZIONE
Il principio di ricerca e sviluppo di System Ceramics nasce da una profonda comprensione delle necessità del mercato e da una visione a lungo termine che anticipa l’evoluzione del settore. In questo contesto, la sostenibilità non può essere fine a se stessa, ma deve tradursi in vantaggi concreti per l’intera filiera, dai produttori ai clienti.
Ridurre gli sprechi e ottimizzare i consumi consente contemporaneamente di limitare i costi operativi, quelli di investimento e quelli consumabili del cliente.
Aumentando l’uptime delle macchine, si riducono i tempi morti, si garantisce migliore efficienza, più vita agli impianti e un aumento di redditività.
Ecco, dunque, che la sostenibilità diventa un ponte tra l’eccellenza tecnologica e la creazione di valore reale per il cliente, declinata attraverso una serie di feature tangibili e vantaggiose che considerano non la singola macchina o processo, ma l’intero ciclo produttivo. Full Digital. Ma che cosa si intende per Full Digital?
DIGITALIZZAZIONE E SOSTENIBILITÀ: UN NUOVO ECOSISTEMA PRODUTTIVO
La trasformazione digitale è uno dei principali driver del settore e la decorazione ceramica digitale è una leva fondamentale per accelerare l’economia circolare e ridurre l’impatto ambientale del comparto.
Il percorso nella decorazione ceramica di System Ceramics è iniziato da protagonista nel 1994 con la rivoluzionaria Rotocolor, che introdusse un sistema di stampa con rulli siliconici per la decorazione automatica delle piastrelle. Questo fu solo l’esordio di un viaggio che avrebbe portato l’azienda a diventare protagonista nel passaggio dall’analogico al digitale, con un forte impegno economico e di sviluppo per dare vita a Creadigit nel 2011 e, successivamente, a Creadigit Infinity, simbolo della stampa digitale intelligente, segnando
System Ceramics (Fiorano Modenese, Italy)
glazing & decoration
This evolution reflects System Ceramics’ ongoing commitment to customer engagement, fostering dialogue, understanding needs and offering practical solutions. It also illustrates the company’s vision of a circular economy where human capital plays a key role in the innovation process.
The same philosophy characterises System Ceramics’ technology, envisioned as an integrated ecosystem in which every machine is interconnected , capable of sharing information and operating in synergy
Quality control systems at both entry and exit points ensure precision and reduce waste, resulting in a digital, traceable and intelligent production process that can be tailored to the needs of manufacturers and the evolving demands of the market. Sustainability is a fundamental aspect of this approach.
THE WATER-BASED TRANSFORMATION: A GREEN REVOLUTION
The transition from solvent-based to water-based digital printing is a prime example of System Ceramics’ ability to transform dialogue into technological solutions, environmental challenges into opportunities for innovation.
This complex and ambitious project was the result of over four years of R&D efforts, including tests conducted on more than 1,000 printheads and over 1,000 tonnes of ink and adhesives. The result is a series of drop-on-demand printheads capable of operating with water-based inks while maintaining extremely high print quality
Key benefits include:
• A healthier workplace free from unpleasant odours;
• A 40-50% reduction in atmospheric pollutants;
• Elimination of post-combustion systems, reducing CO2 emissions;
• Significant energy savings across the entire production process;
• Superior print definition due to faster ink absorption by the substrate.
tappe evolutive fondamentali.
Le caratteristiche peculiari di questo iter risiedono ancora una volta nella capacità dell’azienda di ascoltare i clienti, di dialogare con loro, di cogliere le esigenze e di trasformarle in risposte.
Questi sono aspetti peculiari del concetto di economia circolare di System Ceramics, che valorizza il capitale umano come elemento fondamentale del processo innovativo.
Lo stesso dialogo caratterizza le tecnologie di System Ceramics: un ecosistema integrato dove ogni macchina è interconnessa, in grado di scambiarsi informazioni e lavorare in sinergia, con sistemi di controllo qualità in ingresso e in uscita che assicurano precisione e riduzione degli scarti. L’obiettivo è costruire un processo produttivo digitale, tracciabile e intelligente, capace di adattarsi alle diverse necessità del produttore di ceramica e alle evoluzioni del mercato. E la sostenibilità è un requisito intrinseco da cui partire.
LA TRASFORMAZIONE WATER-BASED: UNA RIVOLUZIONE GREEN
La conversione delle stam-
panti digitali da base solvente a tecnologia water-based rappresenta un esempio emblematico di come System Ceramics sappia trasformare il dialogo in soluzioni tecnologiche e le sfide ambientali in opportunità di innovazione.
Un progetto complesso, ambizioso, frutto di oltre quattro anni di ricerca e sviluppo, test condotti su oltre 1.000 testine e più di 1.000 tonnellate di inchiostri e colle. Il risultato? Testine drop-on-demand capaci di gestire inchiostri a base acqua con un’altissima qualità di stampa.
I vantaggi sono molteplici e significativi:
• Miglioramento della qualità dell’ambiente di lavoro con l’eliminazione di odori fastidiosi;
• Riduzione degli elementi inquinanti nell’atmosfera del 40-50%;
• Eliminazione dei postcombustori, con conseguente riduzione delle emissioni di CO2;
• Significativo risparmio energetico nell’intero processo produttivo;
• Migliore definizione della stampa grazie a un assorbimento più rapido da parte del supporto.
This breakthrough marks a turning point for the ceramic industry, offering technologies that are efficient, environmentally responsible and uncompromising in aesthetic performance.
INFINITY SKY AND INFINITY DRY: THE FUTURE OF SUSTAINABLE DIGITAL DECORATION
With its new Infinity Sky and Infinity Dry platforms, System Ceramics responds to one of the most pressing needs of today’s market: the ability to create unique products that are difficult to replicate Thanks to its outstanding technological and design flexibility, System Ceramics offers virtually unlimited production potential. Through the integration of different digital technologies, it allows high-end global manufacturers to create the distinctive material effects they need to remain competitive.
INFINITY SKY
Equipped with 16 independent bars, Infinity Sky offers outstanding production flexibility. A self-maintenance system prevents ink sedimentation, while each bar is fitted with a pneumatic lifting mechanism that allows production to continue even in challenging conditions. Inverted hydraulic recirculation and active ultrasound technology preserve printhead integrity during standby, drastically reducing downtime and maintenance costs.
INFINITY DRY
Infinity Dry resolves a longstanding issue in powder and grit application by replacing mechanical handling with selective pneumatic technology. This allows for precise control over powder flow. This highly sustainable, single-step process delivers superior quality and precision, resulting in perfectly clean and well-defined designs.
The development of Infinity Dry builds on technical expertise acquired through System Ceramics’ Genesis technology, which pioneered the dry application of materials. Drawing on this technical background, the system can handle a wide range of materials and volumes, producing multiple digital designs while overcoming the constraints of current digital printers, which typically require powders with predetermined properties and allow for only limited variation. Infinity Dry supports both fullfield and selective decoration, including the sequential application of different grits via
Questo traguardo segna un punto di svolta per l’intero comparto ceramico, che oggi ha a disposizione una tecnologia integrabile, efficiente e profondamente rispettosa dell’ambiente, senza compromessi sulla resa estetica.
INFINITY SKY E INFINITY
DRY: IL FUTURO DELLA
DECORAZIONE DIGITALE
SOSTENIBILE
Con le nuove piattaforme Infinity Sky e Infinity Dry, System Ceramics ha risposto a una necessità fondamentale del mercato contemporaneo: la creazione di prodotti unici e difficilmente replicabili L’ampia flessibilità tecnologica e progettuale che caratterizza l’offerta di System Ceramics si traduce in infinite potenzialità produttive, garantendo quegli elementi cruciali di personalizzazione e distintività che rappresentano la cifra competitiva dei più importanti player globali. Questa unicità è ottenuta attraverso un approccio integrato che combina diverse tecnologie digitali per crea-
re effetti materici esclusivi e inderogabilmente legati all’esatto know-how tecnico.
INFINITY SKY
Con le sue 16 barre disponibili e indipendenti, Infinity Sky risponde alla necessità di una maggiore flessibilità produttiva e risolve la problematica della sedimentazione degli inchiostri grazie a un innovativo processo di automanutenzione. Il sistema di sollevamento pneumatico per singola barra, infatti, permette di continuare la produzione anche in presenza di situazioni sfidanti, mentre il ricircolo idraulico invertito e gli ultrasuoni attivi preservano la vita utile delle testine durante lo stand-by, riducendo drasticamente i tempi di inattività e i costi di manutenzione.
INFINITY DRY
Infinity Dry, d’altra parte, risolve una criticità fondamentale nell’applicazione di polveri e graniglie, utilizzando un funzionamento selettivo su base pneumatica anziché meccanica che permette un con-
separate bars. This versatility enables it to meet the most sophisticated aesthetic requirements while maintaining operational flexibility.
TOWARDS FULLY DIGITAL PRODUCTION: AN INTEGRATED VISION OF THE FUTURE
The Full Digital concept developed by System Ceramics represents an integrated model of ceramic production that meets today’s market demands for traceability, customisation and process control. Rather than just a collection of machines, Full Digital is a complete system capable of managing and monitoring every stage of ceramic production digitally, as well as performing remote diagnostics, product tracking and troubleshooting. To complete this digital transition, System Ceramics is making substantial investments in digital glazing technologies that can handle larger particle-size materials (greater than one micron) while ensuring enhanced material depth and superior mechanical strength. The goal is to go beyond the current deposition limits of digital machines while maintaining selective application and allowing for the creation of micro- and macro-textures directly on the tile surface.
CUSTOMER SERVICE: EFFICIENCY, OPERATIONAL EXCELLENCE AND SUSTAINABILITY
System Ceramics’ global customer service network plays a key role in supporting its digital solutions and ensuring their international success. Available 24/7, the service guarantees operational continuity, extends equipment life and reduces both environmental impact and unplanned downtime for machine stoppages or replacements.
System Ceramics Customer Service also specialises in restoring and repairing digital printer heads, a vital component of the process. To date, more than 10,000 printheads have been
trollo preciso del flusso di polvere, creando un processo virtuoso che minimizza gli sprechi. Un processo altamente sostenibile, che viene fatto in un unico passaggio e che garantisce elevati standard di qualità e precisione lasciando il disegno perfettamente pulito e definito.
L’evoluzione di Infinity Dry si basa sul know-how sviluppato con le testine per la stampa in polvere, derivato dall’applicazione di materiale secco già gestita con successo dalla tecnologia Genesis di System Ceramics.
Questo background tecnico assicura che, con elevati standard di qualità e precisione, il sistema possa gestire una vasta gamma di materiali con diverse volumetrie, creando molteplici varianti di disegni digitali e superando il limite delle attuali stampanti digitali che, per questo tipo di applicazioni materiche, richiedono polveri con caratteristiche predefinite e offrono un range limitato.
La macchina, infatti, oltre a decorare a campo pieno, può in questo modo realizzare di-
segni in modo selettivo e applicare in sequenza graniglie differenti con barre differenti, rispondendo alle esigenze decorative più sofisticate e permettendo un utilizzo in nome della flessibilità.
VERSO IL FULL DIGITAL: UNA VISIONE INTEGRATA DEL FUTURO
Ecco, dunque, il concetto Full Digital di System Ceramics: un approccio integrato alla produzione ceramica come risposta alle esigenze di tracciabilità, personalizzazione e controllo che caratterizzano il mercato moderno. Full Digital non è una serie di macchine, ma è la capacità di produrre in maniera digitale, di gestire in maniera digitale, di controllare da remoto tutte le informazioni necessarie per customizzare il prodotto, per farne il tracking, per intervenire e risolvere le eventuali problematiche.
Per rendere l’intero ciclo produttivo Full Digital, System Ceramics sta investendo significativamente sulla smaltatura digitale, lavorando su tecnologie capaci di applicare materiali ad alta granulometria, superiore al micron, garantendo maggiore corpo ai materiali e superiore resistenza meccanica.
L’obiettivo è aumentare la capacità di deposito oltre gli attuali limiti delle macchine digitali, mantenendo al contempo la selettività dell’applicazione e la possibilità di creare micro o macrostrutture direttamente sul pezzo.
A rendere il processo Full Digital un’eccellenza internazionale contribuisce il customer service, un servizio capillare sostenuto dalle numerose filiali pre-
serviced with a 92% success rate, thanks to a network of ten repair centres strategically located to guarantee a rapid response. Services range from simple flushing to reconditioning (which restores full printhead functionality by replacing worn components), complete regeneration (restoring printheads to likenew condition), and polarity reversal (switching from water-based to solvent-based inks or vice versa). All repairs guarantee 100% nozzle recovery and come with a six-month warranty
In keeping with the goals of sustainability and reuse, Customer Service also refurbishes Firepulse electronic boards used in System Ceramics’ digital systems. This popular programme is expanding in South America and will soon also extend to the Middle East and Far East with the aim of further improving component recovery, extending equipment life and contributing to a more responsible and efficient industrial model.
SUSTAINABLE INNOVATION: THE FUTURE IS ALREADY HERE
System Ceramics’ journey demonstrates that technological innovation can serve as a powerful tool for combining manufacturing excellence and environmental sustainability. Based on indepth technological expertise and its well-established industry leadership, the company has transformed environmental challenges into new opportunities for differentiation and growth.
Digitalisation of the ceramic production process has emerged as a transformative force and opened up new horizons for the entire industry, while System Ceramics’ collaborative approach continues to shape the evolution of sustainable and competitive manufacturing. ◼
senti in tutto il mondo. Disponibile 24H, garantisce la continuità operativa delle tecnologie installate e ne massimizza la vita utile, riducendo così l’impatto ambientale e i costi derivanti da fermi macchina o sostituzioni premature.
Il System Ceramics Customer Service è specializzato anche nel ripristino e nella riparazione delle testine di stampanti digitali, un componente critico per l’efficienza del processo.
I numeri parlano chiaro: oltre 10.000 testine lavorate con il 92% delle riparazioni concluse con esito positivo, grazie a una rete di 10 centri di riparazione locali dislocati strategicamente per garantire interventi rapidi.
I servizi offerti vanno dal semplice flussaggio al ricondizionamento, che riporta la testina alle condizioni di perfetto funzionamento sostituendo le parti soggette a usura; dalla rigenerazione completa, che ripristina le condizioni di una testina nuo-
va, fino al cambio di polarità, che permette di modificarne l’utilizzo passando da inchiostri a base acqua a inchiostri a base solvente o viceversa. Tutti gli interventi garantiscono il perfetto funzionamento con il recupero del 100% degli ugelli e vengono coperti da una garanzia di 6 mesi
Sempre nell’ottica della sostenibilità e del riutilizzo, il Customer Service si occupa anche della riparazione delle schede elettroniche Firepulse presenti nelle tecnologie digitali di System Ceramics. Un’attività di grande riscontro che sta ampliando le proprie aree di pertinenza in Sud America, oltre a previsione di nuovi sviluppi anche nel Middle East e nel Far East.
Lo scopo è quello di aggiungere un ulteriore tassello nella strategia orientata al recupero dei componenti per evitare sprechi, prolungare la vita utile delle apparecchiature e contribuire a un modello industriale più responsabile ed efficiente.
INNOVAZIONE SOSTENIBILE: IL FUTURO È GIÀ NEL PRESENTE
Il percorso di System Ceramics dimostra come l’innovazione tecnologica possa rappresentare un potente strumento per coniugare eccellenza produttiva e sostenibilità ambientale. La visione dell’azienda, fondata su un profondo know-how tecnologico e una leadership consolidata nel settore, ha permesso di trasformare le sfide ambientali in opportunità di crescita e differenziazione.
La digitalizzazione del processo ceramico si è dimostrata una strategia vincente, che ha aperto nuove frontiere per l’intero settore e l’approccio collaborativo ha contribuito a un’evoluzione tecnologica che oggi si traduce in competitività sostenibile Made in Italy. ◼
New opportunities for fully digital decoration lines
Nuove opportunità della linea di decorazione “full digital”
Sacmi is introducing a new application of its Digital Decoration & Glazing (DDG) series for the production of digitally textured, glazed and decorated ceramic surfaces.
The key innovation in this fully digital configuration is the expanded functionality of the DDG technology, which now goes beyond the selective application of grits, glues and other dry or wet effects. By installing two DDG modules , one positioned upstream and the other downstream of the digital inkjet decorator, the system can also be used to create genuine surface structure effects.
In practical terms, the first DDG module can be used to apply grits and glues to create textures resembling wood, natural stone and other materials, while also depositing structuring inks to generate high-definition micro-textures. Performing multiple processes simultaneously within a single decoration module leads to hyper-realistic results.
In combination with the application of resist inks and other effects using the integrated Sacmi DHD inkjet modules, the slab can then be passed through the second DDG module for the application of further material effects and glaze surface finishes, such as a classic transparent topcoat. This innovative configuration fully harnesses the potential of the exclusive DDG technology within the Sacmi Deep Digital Line , extending the concept of digital decoration and glazing into the realm of three-dimensional surface decoration. This results in a more efficient process for managing small batches, just-in-time production and frequent changes in size and texture. In addition, the process is entirely free from mechanical constraints, allowing the utmost versatility in handling complex production mixes with high aesthetic value.
LINE UP AND LINE MANAGER
Alongside its evolving full digital offering, Sacmi has developed two new systems to overcome operational constraints and simplify management of this kind of line. Line Up and Line Manager are designed to handle the growing complexity of multi-printer lines by improving the synchronisation and alignment of the various graphic and material layers that make up the final product.
Line Up is a graphic alignment system supported by optical vision devices. It ensures precise registration of overlapping images printed by the different digital machines along the line. Integrated with the intelligent tracking system, Line
Sacmi lancia un’applicazione inedita della nuova serie DDG - Digital Decoration & Glazing - per la realizzazione di prodotti strutturati, smaltati e decorati digitalmente.
La novità sostanziale della nuova configurazione “full digital” delle linee di decorazione consiste nella possibilità di sfruttare la nuova tecnologia DDG non solo per l’applicazione selettiva di graniglie, colle ed altri effetti a secco e a umido. La duplicazione della macchina – un modulo DDG è installato a monte, l’altro a valle della decoratrice digitale inkjet – ne estende infatti l’applicazione alla realizzazione di veri e propri effetti di struttura sulla superficie.
In pratica, nelle prime fasi la macchina può depositare graniglie e colle (realizzando strutture tipo legno, pietra naturale, ecc), abbinandole con l’applicazione di inchiostri strutturanti per realizzare effetti di micro-strutturazione ad alta definizione; in questo modo si ottengono effetti iper-realistici grazie all’esecuzione contemporanea (ed entro lo stesso modulo decorativo) delle diverse lavorazioni.
In combinazione con l’applicazione di inchiostri riservanti ed altri effetti – grazie all’integrazione con i moduli inkjet Sacmi DHD – la lastra può essere poi “ripassata” attraverso il secondo modulo DDG, per l’applicazione di ulteriori effetti materici e finiture superficiali di smalto, come il classico top co-
at trasparente. Tale innovativa configurazione esalta le potenzialità dell’esclusiva tecnologia DDG all’interno della Deep Digital Line Sacmi, estendendo il concetto di decorazione e smaltatura digitale alla decorazione tridimensionale del supporto. Il risultato è una gestione più efficiente di lotti ristretti, produzioni just in time, frequenti cambi formato e struttura. Con il vantaggio ulteriore di un processo totalmente svincolato da rigidità meccaniche, che consente quindi la migliore versatilità nella gestione di mix produttivi complessi e dall’alta valenza estetica.
LINE UP E LINE MANAGER
In parallelo all’evoluzione della proposta full digital, Sacmi ha sviluppato due sistemi che superano ogni tipo di limitazione operativa e rendono l’utilizzo di questo tipo di linea ancora più facile ed immediato. Line Up e Line Manager rappresentano una risposta alla crescente complessità delle linee multi-stampanti, per la migliore gestione delle fasi di sincronizzazione e soprattutto di centratura dei diversi layer grafici e materici che compongono il prodotto.
Line Up è un sistema di centratura delle grafiche che, sostenuto da dispositivi ottici di visione, permette la centratura della sovrapposizione delle immagini stampate dalle diverse macchine digitali disposte lungo la linea. Line Up si integra con il sistema di tracking intelligente,
Sacmi (Imola, Italy)
& decoration
Up allows for automatic tile/slab recognition and informs the printers of which image to use. The system transmits and receives processing data from the various machines, ensuring complete traceability by the end of the line.
Line Manager controls the various digital machines operating in sequence from a single access point. The system allows operators to manage the entire line from a central point and view the printers as though they were a single machine
The line operator receives the complete product files from the graphics department and can distribute them to the line from the central cockpit. The system then assigns the relevant files to each printer, eliminating the need to upload them individually.
From this central cockpit, the operator can also carry out all graphic and printing optimisations normally performed on individual machines. Production logs are always available and can be shared with workflow management systems.
INTEGRATION WITH THE FORMING PROCESS FOR A UNIFIED CERAMIC AESTHETIC
By integrating additional digital devices on the line, such as powder dosing units positioned before the forming stage (e.g. DGD for traditional PH presses or V-Nature for Continua+ lines), Sacmi offers a comprehensive, versatile decoration ecosystem capable of managing all surface and through-body treatments for tiles and slabs on a single platform.
The result is a cohesive overall design with perfectly synchronised 3D effects and a distinctive aesthetic that faithfully replicates the look and feel of natural materials. ◼
permettendo il riconoscimento automatico delle lastre/piastrelle indicando di conseguenza alle stampanti quale immagine utilizzare. Il sistema trasmette e riceve dalle diverse macchine sulla linea le indicazioni sulla lavorazione eseguita, così da creare un tracciamento completo al termine del percorso. Line Manager si occupa invece della gestione, da un unico punto di accesso, delle diverse macchine digitali che operano in sequenza. Il sistema permette di operare sulla linea da un punto centralizzato dal quale “vedere” l’insieme di stampanti come una sola macchina. L’operatore di linea riceverà dall’ufficio grafico i file complessivi dei prodotti che potrà distribuire sulla linea dal cockpit centrale. Il sistema penserà ad assegnare alle diverse stampanti i file di competenza, eliminando la fase di upload dei file su ogni singola stampante.
Dal cockpit l’operatore potrà eseguire tutte le ottimizzazioni relative alla grafica e alla stam-
pa che normalmente vengono eseguite sulle singole macchine. I log delle produzioni eseguite saranno sempre a disposizione e potranno essere condivisi con sistemi di gestione del workflow
L’INTEGRAZIONE CON LA FORMATURA PER UN “TOTAL LOOK” DEL PRODOTTO CERAMICO
Grazie all’integrazione con gli altri dispositivi digitali presenti sulla linea, come i dispositivi di caricamento polveri in fase di pre-formatura (DGD per presse tradizionali PH e V-Nature per linee Continua+), Sacmi propone un ecosistema completo della decorazione che consente di gestire in modo versatile, su un’unica piattaforma, ogni tipo di esigenza nell’ambito del trattamento superficiale e in massa della piastrella e della lastra. Il risultato è un “total look” del prodotto ceramico, con perfetta sincronizzazione 3D e risultati estetici ineguagliabili, a perfetta imitazione dei materiali naturali. ◼
Three-dimensional surfaces: BVERSO, More Is Less
Superfici tridimensionali: BVERSO , More Is Less
Eros Giavelli, Vetriceramici-Altadia Italia (Fiorano Modenese, Italy)
Today, three-dimensional ceramic surfaces are typically created using additive techniques, applying either solvent- or water-based adhesives followed by grit. The grit is fixed in place either with digital adhesives, which are capable of bonding one or more types of grit, or by new-generation machines that apply water-based digital glazes prior to the engobe.
Now, however, an alternative approach is available: It is BVERSO.
BVERSO is a breakthrough in material application that Vetriceramici aims to position as a new industry standard, offering the ceramic sector a solution for creating products that are both truly unique and increasingly aesthetically appealing.
THE ORIGINS OF BVERSO
In 2021, Vetriceramici introduced a new application method called “3D Before Technology” to a select group of clients. The technique involved applying grit between two layers of engobe and achieved exceptional definition, precise material distribution and a strikingly three-dimensional finish. Vetriceramici was the first to believe in this innovative technology and promote it in the ceramic sector, at a time when no one had yet considered using adhesives and grit prior to engobing and digital decoration. The same spirit of innovation also prompted the company to pioneer the use of water-repellent or resist agents before the engobe application and drying phases, another practice that has now been adopted in a number of facilities.
THREE-DIMENSIONALITY AS A SENSORY EXPERIENCE
There is growing demand in today’s market for textured, three-dimensional surfaces. Architects in particular appreciate materials with pronounced textures, raw surfaces and deliberate imperfections, features that become an integral part of a product’s visual and tactile identity. This trend, which is perhaps sociological as well as aesthetic in nature, extends beyond ceramics to materials such as wood, polycarbonate and plywood as part of a decisive shift towards surface texturisation.
At the same time, environmental sustainability is a growing priority, driving demand for low-impact, locally sourced materials that help reduce carbon emissions.
Attualmente, le superfici ceramiche tridimensionali vengono ottenute mediante l’uso di colle, a solvente o ad acqua, e successiva applicazione di graniglie. La graniglia viene quindi applicata con metodo additivo, creando un rilievo tramite colle digitali che fissano una o più graniglie, oppure con macchine, anche di nuova generazione, che applicano smalti digitali a base acqua prima dell’applicazione degli engobbi.
Vi è poi un metodo alternativo, BVERSO.
BVERSO è la nuova tipologia di applicazione di materiali con cui Vetriceramici punta a realizzare il cambiamento creando la standardizzazione di nuovi comportamenti. Come? Mettendo a disposizione dell’industria ceramica una soluzione con cui realizzare prodotti realmente unici e al contempo esteticamente sempre più belli.
LE ORIGINI DI BVERSO
Già nel 2021 Vetriceramici aveva presentato ad una platea riservata di clienti un’applicazione denominata “3D Before Technology”. Questo metodo prevedeva l’applicazione della graniglia tra due layer di engobbio e si traduceva nell’ottenimento di un’ottima definizione del materiale, di un’ottima quantità di prodotto depositata sul pezzo ceramico e dunque di un sorprendente effetto tridimensionale. Primi a crede-
re a questa innovativa tecnologia, Vetriceramici ne ha guidato l’introduzione nel settore ceramico: all’epoca, infatti, nessuno pensava di poter utilizzare colle e graniglie prima dell’engobbio e della decorazione digitale. Con lo stesso spirito innovatore, il colorificio ha anche contribuito a diffondere l’uso di idrorepellenti o riservanti depositati prima dell’engobbio (e dell’essiccatoio), anche in questo caso una pratica ora adottata in diverse realtà produttive.
TRIDIMENSIONALITÀ COME ESPERIENZA SENSORIALE
Il mercato richiede oggi superfici materiche e tridimensionali. Gli architetti, in particolare, cercano materiali caratterizzati da texture profonde, superfici grezze e imperfezioni volutamente esposte. Imperfezioni che, in buona sostanza, diventano parte della natura estetica dei prodotti. Questa tendenza, di natura estetica ma forse anche sociologica, non si manifesta solo nella ceramica, ma in tutti i materiali utilizzati nell’interior designlegno, policarbonato, multistrato solo per citarne alcuni –, con uno spostamento ormai definitivo verso la texturizzazione delle superfici.
A tutto ciò si affianca una crescente attenzione alla sostenibilità ambientale, con la preferenza verso materiali a “chilometro zero” che impattano sulla riduzione delle emissioni di carbonio.
BVERSO TECHNOLOGY
BVERSO is a patent-pending technology capable of creating three-dimensional ceramic surfaces. It is a simple, innovative method that uses a single grit to generate a variety of finishes and textures and can be integrated into any production line. Initial industrial trials with customers have already delivered promising results.
So what are its advantages?
First, the process is straightforward and easy to adopt on any production line: it involves applying digital products and special abrasives using widely available machines and familiar technologies.
Second, it offers a high level of customisation in ceramic tile design, enabling manufacturers to create unique , natural-looking products that can easily be engineered to meet their specific needs while being recognisable in the marketplace and difficult to imitate
Third, the process allows a wide variety of 3D effects to be obtained on a single ceramic surface. Using a single high-thickness, textured grit, manufacturers can differentiate tiles within a collection or even achieve three or more different finishes (matt, glossy, transparent, opaque or coloured) on a single tile.
THE MATERIALS: B-GRITS AND B-FIX
BVERSO technology is based on two key materials:
• B-Grits: specialty grits with specific chemical and physical properties and particle size;
• B-Fix: textured fixer inks available in solvent-based (Fixer Solvy) and water-based (Fixer Hydro) versions, the latter compatible with high-discharge printheads already available on the market.
LA TECNOLOGIA BVERSO
BVERSO è un brevetto in corso di registrazione che consente di creare tridimensionalità nelle superfici ceramiche. È un metodo semplice e innovativo che permette di ottenere differenti finiture o superfici con una sola graniglia. È adatto a qualsiasi linea produttiva e al momento sono in corso i primi test industriali presso alcuni clienti con risultati positivi. Quali sono i suoi vantaggi? Innanzitutto, è un metodo semplice e facile da implementare in qualsiasi linea produttiva: si tratta infatti di applicare prodotti digitali e graniglie speciali utilizzando macchine e tecnologie ampiamente conosciute. In secondo luogo, consente di sviluppare un’alta personalizzazione nella progettazione della piastrella ceramica per creare soluzioni uniche e naturali, prodotti ingegnerizzabili e personalizzabili da ogni azienda ceramica, riconoscibili sui mercati e difficilmente copiabili
Terzo aspetto, non meno importante, riguarda l’alta differenziazione di effetti 3D sulla medesima superficie ceramica. Ossia, utilizzando sempre un’unica graniglia materica e a spessore, si possono differenziare i pezzi all’interno di una collezione, o, addirittura, si possono ottenere tre o più finiture diverse sullo stesso pezzo ceramico (matt, glossy, trasparente, opaco, colore).
I MATERIALI:
B-GRITS E B-FIX
La tecnologia BVERSO si basa su due materiali:
• le B-Grits, graniglie studiate ad hoc, con particolari caratteristiche chimico-fisiche e un taglio granulometrico speciale;
• i B-Fix, inchiostri fixer materici studiati appositamente, disponibili sia a base solvente (Fixer Solvy) sia a base acqua (Fixer Hydro), questi ultimi applicabili con testine ad alto scarico già presenti sul mercato.
A single B-Grit can yield a wide range of surface effects in combination with any of the four types of B-Fix inks: Snow for white textures, Matt Velvet for material textures such as stone, Satin Stone for soft, waxy textures, and Shine for glossy, transparent textures. These inks can be blended to create intermediate textures or used in combination on a single tile.
LOOKING AHEAD
The excellent results achieved to date show that BVERSO can play an important role in the future of ceramic surfaces. In addition to the advantages described above, particularly the ability to create unique, highly distinctive materials, it delivers clear environmental and operational benefits. By using a single grit and varying only the fixers (which alter the chemical and physical properties of B-Grits), it reduces material waste, pollutant emissions, grit applicator cleaning time and flue emissions (by reducing the amount of material requiring firing) and optimises warehouse management. In short, it is a forward-looking solution for the production of high-value ceramics. ◼
Con una sola B-Grits si possono realizzare diversi effetti superficiali grazie a quattro tipologie di inchiostri B-Fix: Snow per texture bianche, Matt Velvet per texture materiche come ad esempio le pietre, Satin Stone per texture ce-
rose e morbide e infine Shine, per texture trasparenti lucide. Si possono mescolare tra di loro per creare materie intermedie o, come si diceva, si possono far coesistere sullo stesso pezzo.
LE PROSPETTIVE
Osservando gli ottimi riscontri ottenuti finora, BVERSO può configurarsi come una soluzione capace di svolgere un ruolo importante nel futuro delle superfici ceramiche. Peraltro, oltre ai vantaggi descritti – primo fra tutti la capacità di creare materiali unici e distintivi – BVERSO porta con sé una serie di benefici collaterali, sia in termini di maggiore sostenibilità ambientale, che di efficientamento e semplificazione della gestione della produzione. Infatti, utilizzando una sola graniglia e cambiando i fixer successivi (sono loro che modificano la natura chimico-fisica di B-Grits), si riducono gli sprechi di materiale, gli inquinanti, gli interventi di pulizia dei granigliatori, le emissioni al camino (meno materiale da cuocere) e si ottimizza la gestione dei magazzini. In definitiva, una soluzione che consente di realizzare una ceramica di maggior valore. ◼
Flow: the present and future of digital glaze and grit application
Smaltochimica is a company specialising in the production of additives and inks for digital printing, with a product range that spans all stages of the ceramic tile production cycle. In recent years, part of its research has focused on the digitalisation of the glazing process, namely all the operations involved in forming the glassy layer on the surface of a ceramic tile, including engobes, glazes and grits.
This vitreous layer serves a dual purpose: one is a protective function (making the tile waterproof, cleanable and durable), the other prevalently aesthetic in nature. The majority of these operations are still carried out using traditional analogue techniques, although intense efforts are being made to digitalise this stage as well. Current research is focused on two main technologies: piezoelectric printheads (borrowed from digital decoration) and a series of machines that can be described as “digital glaze coaters”.
PIEZOELECTRIC PRINTHEADS
Although this technology is now widely adopted for digital decoration, it still presents certain challenges that restrict its use in the field of glazing.
Extremely fine grain sizes and limited application volumes affect the reactivity of the components, while the performance of the fired product may be inferior to that achieved with traditional techniques, especially in terms of abrasion and chemical resistance. Moreover, despite the use of water-based formulations, emissions during firing can remain high due to the breakdown of organic additives present in the mix.
So while this remains a very promising technology, its application has not yet been fully optimised for all uses.
DIGITAL GLUES FOR GRITS
The digital application of grits is now a well-established and widely used technology. Smaltochimica was one of the first companies to develop materials for this process and today offers an extensive line of digital binders called Digicol These products stand out for their strong bonding capacity, long drying times, broad range of surface finishes and excellent graphic definition. They are compatible with both traditional machines and standalone units with integrated grit applicators.
The Digicol series is divided into three subgroups, each with
Smaltochimica è un’azienda specializzata nella produzione di additivi e inchiostri per la stampa digitale, con una gamma di prodotti che trova collocazione in tutte le fasi del ciclo produttivo ceramico.
Da qualche tempo, parte della ricerca si è concentrata sulle possibilità di digitalizzare il processo di smaltatura ovvero l’insieme delle operazioni che vanno a costruire il “vetrato” sulla superficie delle piastrelle: engobbi, smalti, ma anche graniglie.
Come noto, lo strato vetroso svolge una duplice funzione: una è di tipo protettivo (deve rendere il pezzo ceramico impermeabile, pulibile e resistente), l’altra è prevalentemente estetica.
Nella maggior parte dei casi queste operazioni avvengono ancora con modalità tradizionali analogiche. Tuttavia, vi è una forte spinta per digitalizzare anche questa parte del processo.
Le possibilità valutate riguardano l’utilizzo di testine piezoelettriche (mutuato dalla stampa digitale per la decorazione) e l’uso di vele digitali.
TESTINE PIEZOELETTRICHE
Questa tecnologia, ormai consolidata per la decorazione digitale, presenta ancora alcune criticità che ne limitano l’utilizzo in fase di smaltatura: granulometrie estremamente fi-
ni e ridotti quantitativi applicati hanno un impatto sulla reattività dei componenti, e le prestazioni in cotto, specialmente in termini di resistenza all’abrasione e all’attacco chimico, possono a volte rivelarsi inferiori rispetto alle tecniche tradizionali. Inoltre, le emissioni in fase di cottura, anche con formulazioni a base acqua, possono risultare elevate a causa della decomposizione in cottura dei coadiuvanti organici comunque presenti nei formulati.
Di conseguenza, pur trattandosi di una tecnologia molto interessante, il suo impiego non è ancora perfezionato per tutti gli utilizzi.
COLLE DIGITALI PER GRANIGLIE
L’applicazione di graniglie con tecnica digitale è un processo diffuso e consolidato. Smaltochimica è stata tra i primi a sviluppare materiali per questo tipo di deposizione e oggi dispone di un’ampia famiglia di leganti digitali - le Digicolcaratterizzata da elevata capacità di incollaggio, lunghi tempi di asciugamento, grande varietà di finiture superficiali e un’ottima precisione e definizione grafica. Queste colle sono idonee all’impiego sia in macchine tradizionali che in macchine stand-alone con granigliatore integrato. La serie Digicol si declina in tre sottogruppi, con composizione chimica differente per quanto riguarda la parte liquida, per ge-
FOCUS ON glazing & decoration
a different liquid-phase chemistry tailored to a variety of production needs:
• Digicol Plus: extremely easy to use, with very long drying times and the availability of numerous material effects;
• Digicol Pure: also approved for use with all commercial printheads and formulated above all to minimise odorous emissions;
• Digicol Next: with their high water content, these products significantly reduce carbon, aldehyde and odour emissions, but require compatible printheads and regular maintenance. They are suitable for use with standard digital inks and offer excellent discharge and adhesion characteristics.
DIGITAL GLAZE COATERS
Digital glaze coaters are a diverse family of systems capable of depositing traditional ceramic slips on demand. Exploiting a variety of feeding and application mechanisms, they deposit a sequence of precisely sized droplets that coalesce on the tile surface to form a continuous, uniform layer. Their main advantage is that they represent a way of digitalising the process, allowing for increased flexibility, reduced material use, less waste, lower water consumption and a healthier working environment. Moreover, they apply materials with highly standardised grain sizes and application weights, so final performance after firing is equivalent to that achieved using conventional glazing techniques.
Of course, there are limitations. Difficulties tend to occur at lower application weights, while the characteristic application pattern or texture must be carefully managed. Here, the role of additives becomes crucial.
stire al meglio ogni esigenza:
• le Digicol Plus, caratterizzate dall’estrema facilità d’uso, tempi di asciugamento lunghissimi e disponibilità di numerosi effetti materici;
• le Digicol Pure, omologate, come le precedenti, per tutte le testine presenti in commercio, consentono soprattutto la riduzione delle componenti odorigene delle emissioni;
• le Digicol Next, ad alto contenuto d’acqua, offrono un beneficio importante in termini di emissioni (riduzione drastica di carbonio, aldeidi e odorigeni), ma richiedono testine compatibili e manutenzione attenta; sono utilizzabili con inchiostri digitali di uso comune e presentano elevate possibilità di scarico e adesione.
VELE DIGITALI
Le vele digitali rappresentano una famiglia eterogenea di strumenti capaci di depositare “on demand”, solo quan-
do serve, barbottine ceramiche tradizionali. Sfruttando principi di alimentazione e deposizione differenti, smaltano producendo in successione molteplici gocce di dimensione definita, che, unendosi sulla piastrella, vanno a costituire una superficie continua.
Vale la pena utilizzarle perché rappresentano una modalità di digitalizzare il processo, quindi consentono una maggiore flessibilità, un risparmio di materiali, minori sprechi, minore consumo d’acqua e un migliore ambiente di lavoro.
Depositano materiali con granulometria e grammature pressoché standard, di conseguenza le prestazioni in cotto sono del tutto paragonabili a quelle ottenute con tecniche tradizionali.
Non mancano, ovviamente, alcuni limiti: da un lato, possono verificarsi problemi quando si lavora alle basse grammature; dall’altro, vi è la necessità di gestire il pattern di deposizione caratteristico, la cosiddetta tramatura, che è la cifra distin-
THE IDEAL ADDITIVES AND THE FLOW SERIES
The rheological behaviour of the ceramic suspension and consequently the correct use of additives is key to the effective operation of digital glaze coaters.
In the development phase, an in-depth understanding of the composition of the ceramic suspension must be accompanied by detailed analysis using a rotational rheometer. While behaviour at low shear rates (in minimal stress conditions) determines printing pressure resistance and the characteristics of the suspension, the behaviour at high shear rates (under dynamic stress) simulates the conditions experienced during printing and recirculation.
tiva di questi applicatori. Qui il ruolo degli additivi diventa determinante.
In fase di messa a punto, oltre alla conoscenza della composizione della sospensione ceramica, risulta utile l’analisi approfondita tramite un reometro rotazionale. Mentre il comportamento ai bassi shear rate (ovvero in condizione di minima sollecitazione) restituisce la resistenza alla pressione di stampa e le caratteristiche della sospensione, quello a shear rate elevati (in presenza di una sollecitazione energica), simula il comportamento in fase di stampa e ricircolo.
La semplice misura del tempo di efflusso in coppa ford, ancora molto diffusa come controllo rapido di processo, porta spesso a dati fuorvianti ed incompleti.
Measuring solely the Ford viscosity cup efflux time, a method still widely used for quick process control, often leads to misleading or incomplete results.
Digital glaze coaters are also used for the wet application of grits, with extremely promising results.
Compared to conventional systems such as airless, curtain coaters or bells, the main difference lies in the finer grain size, which helps prevent abrasion inside circuits and dispensers. The so-called nanogrits with extremely fine and controlled particle sizes (generally under 70-80 microns) still deliver good technical properties and a wide variety of surface effects.
For both glazes and suspended grits, the use of properly formulated additives is essential to achieve uniform, high-quality deposition.
Ideally, additives are complex formulations that perform numerous functions:
• binding, to ensure a compact and durable layer;
• suspension-forming, to prevent sedimentation;
• lubricating, to keep the product efficient during recirculation and regulate drying, promoting the formation of a cohesive layer;
GLI ADDITIVI IDEALI E LE SERIE FLOW
Il comportamento reologico della sospensione ceramica e dunque la sua corretta additivazione rappresenta la chiave per l’utilizzo delle vele digitali.
Oltre a smalti ed engobbi le vele digitali trovano impiego nell’applicazione di graniglie per via umida con risultati estremamente interessanti. Rispetto all’applicazione tradizionale con airless, vele o campane, cambia principalmente la dimensione dei grani che si riduce ulteriormente per evitare fenomeni di abrasione su circuiti ed erogatori. Le cosiddette nano-graniglie di granulometrie finissime e controllate, di norma inferiori ai 70-80 micron, sono comunque in grado di conferire al vetrato buone caratteristiche tecniche e grande varietà di superfici.
Sia per gli smalti che per le graniglie in sospensione l’additivazione rappresenta il passaggio fondamentale per la corretta applicazione e l’uniformità della deposizione.
Gli additivi ideali sono formulati complessi che devono assolvere a numerose funzioni:
• legante, per rendere la stesura compatta e resistente;
• sospensivante, impedendo fenomeni di sedimentazioni;
• lubrificante, per mantenere il prodotto efficiente durante il ricircolo e regolare l’asciugamento favorendo la formazione di uno strato coeso;
• livellante, migliorando la fi-
• levelling , to improve surface finish and enhance film uniformity;
• anti-foaming , to prevent the formation of foam during mixing, loading and glazing machine operation and avoid application defects deriving from the formation of bubbles.
Smaltochimica’s R&D and Customer Service teams have developed dedicated products for use with digital glaze coaters. The FLOWJET series for engobes and glazes and the GRANICOL FLOW line for wet application of microgrits are valid solutions to widely varying production requirements while guaranteeing excellent technical characteristics and process continuity.
CONCLUSIONS
The digitalisation of glazing remains an ongoing, evolving process. Additives and an in-depth knowledge of material rheology play a vital role in successful product development. The ceramic production process faces constant challenges in terms of the variety of materials and specific operating conditions involved. There are no universal solutions, so companies have to pursue a tailored approach involving close cooperation between all players in the supply chain. As the long-established hub of ceramic innovation, Sassuolo continues to be the ideal location for pursuing this evolution. ◼
nitura superficiale e di nuovo favorendo l’uniformità del film;
• antischiuma, per contrastare la formazione di schiuma durante le operazioni di miscelazione, carico e gestione a macchina dello smalto evitando difetti di stesura legate alla presenza di bolle.
Smaltochimica, con i propri team di Ricerca e Assistenza Cliente, ha sviluppato prodotti specifici dedicati all’utilizzo delle vele digitali. La serie FLOWJET per l’applicazione di engobbi e smalti e i GRANICOL FLOW per deposizione per via umida di micro-graniglie rappresentano una valida soluzione per esigenza produttive eterogenee garantendo ottime caratteristiche tecniche e continuità di processo.
CONCLUSIONI
La digitalizzazione della smaltatura è un tema tuttora non del tutto risolto, un processo ancora in divenire.
Gli additivi, insieme alla conoscenza approfondita della reologia dei materiali, giocano un ruolo cruciale nella messa a punto dei prodotti.
La ceramica rappresenta una sfida continua per la pluralità dei materiali e le peculiari condizioni di processo.
Non esistono ricette comuni o universali, al contrario, occorre investire su un approccio “su misura” che richiede stretta collaborazione tra tutti gli attori della filiera.
Il distretto di Sassuolo, cuore pulsante dell’innovazione ceramica, è il luogo giusto per portare avanti questa continua evoluzione. ◼
DreamLab and Arteology, fusing ceramic artistry and technology
DreamLab e Arteology: la cultura artistica ceramica incontra la tecnologia
Following the enormous success of DreamLab at the Museum of Contemporary Art of Vilafamés in Spain, Colorobbia has brought the initiative to Fiorano Modenese, opening the doors of its newly renovated showroom and technology centre where the latest digital technologies are used to enhance surfaces in line with the latest ceramic trends.
DreamLab is an event dedicated to innovation and the sharing of ideas, where ceramic artistic culture combines with Colorobbia technology to create next-generation material surfaces, 3D reliefs, new combinations of advanced digital effects and high-performance materials.
The latest solutions are organised by category to meet a range of aesthetic and functional needs for the production and sale of floor and wall tiles and large size products, including panels and kitchen countertops.
MULTI-RELIEFS
FORMA Plus features a comprehensive range of water-based digital glazes (Extra-Glazes), Graffiti inks with water-repellent
Dopo il grande successo presso il Museo di Arte Contemporanea di Vilafamés (Spagna), Colorobbia porta l’evento DreamLab anche a Fiorano Modenese, aprendo le porte sia dello showroom rinnovato, sia del centro tecnologico equipaggiato con le più recenti tecnologie digitali indispensabili per arricchire le superfici secondo le ultime tendenze ceramiche. DreamLab è un evento dedicato all’innovazione e alla condivisione di idee che prendono forma, dove la cultura artistica ceramica incontra la tecnologia di Colorobbia, dando vita a superfici materiche all’avanguardia, rilievi 3D, nuove com-
binazioni fra effetti digitali di ultima generazione e materiali con alte qualità tecniche. Le più recenti soluzioni sono suddivise in categorie che rispondono alle diverse esigenze estetiche e funzionali per la produzione e commercializzazione di pavimenti, rivestimenti e grandi formati, inclusi pannelli e piani cucina.
MULTI-RILIEVI
FORMA Plus include una gamma completa di smalti digitali a base acqua (Extra-Glazes), Graffiti inks (una serie di inchiostri con effetti idrorepellenti) in diverse finiture, tra cui una bianca opaca, e la collezione Neogrits (graniglie e graniglie speciali). Queste soluzioni consentono lo sviluppo di tutti i tipi di rilievi e strutture prima e/o dopo la decorazione digitale, indipendentemente dalla tecnologia o dal formato desiderato. A completamento, una gamma di colle digitali a base solvente e a base acqua AIR Evolution, che riduce emissioni e odori pur essendo pienamente compatibile con tutti i tipi di graniglie (finiture lucide/opache).
SUPERFICI TECNICHE
Le serie Microtech e CReady introducono diversi livelli di opacità (gloss) e texture. Questa nuova serie è stata progettata per coprire un ampio intervallo di temperature di cottura ed è compatibile con tutte le tec-
effects in various finishes, including an opaque white, and the Neogrits collection of standard and specialty grits. These solutions allow for the creation of all types of reliefs and structures before and/or after digital decoration, regardless of the chosen technology or format. Completing the offer is the AIR Evolution range of solvent- and water-based digital glues designed to reduce emissions and odours while remaining fully compatible with all types of grits (glossy/matt finishes).
TECHNICAL SURFACES
The Microtech and CReady series introduce various levels of gloss and texture. Designed to cover a wide range of firing temperatures, these solutions are compatible with all wet-application technologies, whether used alone or in conjunction with glazes. Colorobbia is also proposing the new CReady range consisting of customisable, easy-to-prepare formulations. These technical surfaces have been independently certified by external laboratories for wear resistance, stain resistance and anti-slip performance.
XXL AND COUNTERTOP
To address the need to minimise free quartz in bodies used for kitchen countertops and domestic surfaces, Colorobbia’s ULTRA series includes a Zero Silica solution with an SiO2 content of below 1% that can be tailored to customers’ specific requirements. For the production of extra-large sizes, from panels to countertops, the new Ultra series offers customised solutions such as hyperwhite, translucent and full-body with high colourability, as well as a variety of premium finishes (No Reflex, anti-metal marking and glow, as well as many others).
LUXURY AND CUSTOMISATION
Using traditional full-field and/ or selective digital technologies,
nologie di applicazione a umido disponibili sul mercato, sia utilizzate singolarmente che in combinazione con gli smalti. Inoltre, Colorobbia promuove la nuova serie CReady, caratterizzata da formulazioni su misura, facili e veloci da preparare. Queste superfici tecniche sono state certificate con successo da diversi laboratori esterni per resistenza a macchie e usura e con caratteristiche antiscivolo.
FORMATI XXL E COUNTERTOP
In risposta all’esigenza di ridurre al minimo la presenza di
quarzo libero nell’impasto utilizzato per la produzione di piani cucina e altri spazi domestici, Colorobbia ha introdotto all’interno della serie ULTRA una soluzione “Zero Silica” con un contenuto di SiO2 inferiore all’1%, personalizzabile per soddisfare le esigenze specifiche di ogni cliente. Per la produzione di formati extralarge - dai pannelli ai piani cucina - la nuova serie Ultra offre soluzioni customizzate anche relativamente agli impasti (iperbianco, traslucido e a tutta massa con elevata colorabilità) ed alle finiture premium (No Reflex, anti-metal mark, glow e molte altre).
these exclusive, tailor-made formulations generate a deep iridescent effect within the surface after polishing. These projects can also be decorated with aurodigital gold ink as a final application.
MATT FINISHES (Natural/Smooth)
Colorobbia offers a wide selection of matt finishes for floor and wall applications combining different products, textures and graphics. These solutions stand out for their transparent matt and semi-polished surfaces with different gloss levels and are available with various lappato treatments, combining texture, elegance and durability.
HYBRID DIGITAL
This series features a new transparent matt topcoat ink with low gloss levels and excellent colour development. Designed to replace traditional applications, it optimises the process by significantly reducing water consumption during the final application stage.
ARTEOLOGY, WHERE TRADITION MEETS INNOVATION
An entire room in the DreamLab in Fiorano Modenese has been set aside for the presentation of a special project called Arteology, which can be considered the mirror of Colorobbia’s creative and technological vision. More than any other project, it embodies what the colour specialist stands for today: a
LUSSO E PERSONALIZZAZIONE
Utilizzando tecnologie digitali tradizionali a campo pieno e/o selettive, queste esclusive formulazioni ad hoc riflettono e creano un profondo effetto iridescente all’interno della superficie dopo la lucidatura. Questi progetti possono anche essere decorati con inchiostro oro aurodigitale come applicazione finale.
FINITURE MATT
(Natural/ Smooth)
Colorobbia offre un’ampia gamma di finiture matt per pavimento e rivestimento, combinando diversi prodotti, texture e grafiche. Queste soluzioni sono caratterizzate da superfici matt trasparenti e semilucide, offrono differenti livelli di lucentezza e sono disponibili con diverse finiture lappate, combinando texture, eleganza e resistenza
HYBRID DIGITAL
Questa serie offre un nuovo top coat matt trasparente con un numero di unità lucide molto ridotto e un eccellente sviluppo del colore.
Questa innovazione sostituisce le applicazioni tradizionali, ottimizzando il processo grazie alla significativa riduzione del consumo di acqua nella fase di applicazione finale.
ARTEOLOGY, FUSIONE TRA TRADIZIONE E INNOVAZIONE
All’interno del DreamLab di Fiorano Modenese, un’intera sala è stata riservata alla presentazione di un progetto speciale. Si tratta di Arteology, che può essere definito lo specchio della visione creativa e tecnologica di Colorobbia.
Un progetto che più di ogni altro incarna ciò che il colorificio è oggi: un ponte tra una tra-
bridge between a century-old ceramic tradition and the continuous innovation that guides its work.
Arteology was born from the desire to explore new possibilities, transforming matter into surfaces that inspire and enhance every project. It is the result of collaboration between master craftsmen and highly qualified technicians at the Colorobbia workshop in Fiorano Modenese, where the collection is now on display in an immersive installation.
Arteology draws inspiration from the extraordinary artistic heritage of Manifattura Bitossi , an icon of Italian ceramic design. This dialogue between history and innovation – based on a fusion of art and technology – has guided Colorobbia in the creation of unique surfaces capable of uniting traditional craftsmanship and contemporary experimentation. Each piece tells a story of glossy and matt grits, digitally applied glazes and three-dimensional effects that transform ceramic into a visual and tactile experience. The inspiration lies in the colours, shapes and tones that made the products from Bitossi Ceramiche famous, now reimagined using the most advanced production technologies.
At the heart of this creative process is the Vittoriano Bitossi Foundation , an extraordinary example of an industrial archive devoted to preserving the forms, colours and techniques that have defined ceramic design. With more than 7,000 pieces, prototypes and documents, the Foundation’s archive offers a comprehensive picture of Italian culture, a journey between past and future in which matter is transformed into surfaces while preserving the expressive depth of Italy’s unique ceramic tradition. ◼
dizione ceramica ormai più che centenaria e l’innovazione continua che ne guida il lavoro.
Arteology nasce dal desiderio di esplorare nuove possibilità, trasformando la materia in superfici che ispirano e valorizzano ogni progetto ed è il risultato della collaborazione tra maestri artigiani e tecnici altamente qualificati del laboratorio Colorobbia di Fiorano Modenese, dove trova spazio l’installazione immersiva del nuovo progetto.
Arteology è ispirato all’eccezionale patrimonio artistico della Manifattura Bitossi, un simbolo riconosciuto del design ceramico italiano. Questo dialogo tra storia e innovazione – e il sottinteso connubio tra arte e tecnologia – ha guidato Colorobbia nella creazione di superfici uniche, capaci di coniugare tradizione e avanguardia. Ogni campione in mostra rac-
conta una storia: graniglie lucide e matt, smalti applicati con precisione digitale ed effetti tridimensionali che trasformano la ceramica in un’esperienza visiva e tattile. L’ispirazione viene dai colori, dalle forme e dalle sfumature che hanno reso celebre Bitossi Ceramiche, reinterpretati attraverso le tecnologie più avanzate.
Al centro di questa ispirazione si trova la Fondazione Vittoriano Bitossi, uno straordinario esempio di musealizzazione di un archivio industriale al cui interno convivono forme, colori e tecniche che hanno definito il design ceramico.
Oltre settemila pezzi, prototipi e documenti, l’archivio della Fondazione offre una visione completa della cultura italiana, è un viaggio tra passato e futuro, in cui la materia si trasforma in superficie, conservando intatta la profondità espressiva della grande tradizione ceramica italiana. ◼
Smalticeram
SJSpace is the new generation of digital structuring inks developed by Smalticeram to meet the evolving needs of ceramic glazing and decoration. This cutting-edge technology enhances the aesthetic quality of ceramic surfaces by achieving a perfect balance between structure and colour.
Thanks to its advanced formulation, SJSpace intensifies the colour depth of surface structure, making it more visible and defined with a pronounced yet natural three-dimensional effect. It also resolves common issues relating to graphic alignment, ensuring precise and uniform application that simplifies production and improves overall efficiency.
One of the main advantages of SJSpace is that it can be applied at the beginning of the production line without requiring synchronisation between multiple digital machines. This results in time savings, greater efficiency and reduced waste, ultimately improving both the quality and repeatability of the final product.
SJSpace adapts easily to a wide range of surfaces and decorative projects, integrating readily with existing technologies without the need for complex adjustments. The high-definition structuring effect enhances every graphic element, helping to create ceramic surfaces with strong visual and tactile appeal.
SJSpace is on display as part of a selection of projects at Smaltilab, Smalticeram’s showroom in Roteglia. Here, visitors can get a clear idea of its performance across a variety of ceramic applications and see firsthand how technology and creativity are combined to create a unique, contemporary aesthetic.
With SJSpace, Smalticeram pushes back the boundaries of digital decoration, offering a new vision in which structure and colour are combined in perfect aesthetic and functional harmony. Thanks to continuous research and development, this technology sets a new benchmark for those seeking uncompromising innovation and quality.
■■■
SJSpace è la nuova generazione di inchiostri strutturanti digitali sviluppata da Smalticeram, pensata per offrire una risposta concreta alle nuove esigenze della smaltatura e decorazione ceramica. Una tecnologia all’avanguardia, capace di elevare l’esperienza estetica del prodotto finito attraverso un perfetto equilibrio tra struttura e colore. La formulazione avanzata di SJSpace consente di intensificare e valorizzare la componente cromatica della struttura, rendendola più visibile e definita, con un effetto tridimensionale marcato ma naturale. Questo inchiostro supera le criticità legate al centraggio grafico, offrendo un’applicazione precisa e uniforme che semplifica i processi produttivi. Uno dei vantaggi principali di SJSpace, infatti, è la possibilità di applicazione all’inizio della linea, senza necessità di sincronizzazione tra più macchine digitali. Questo si traduce in un risparmio di tempo, una maggiore efficienza e una riduzione degli scarti, migliorando la qualità e la ripetibilità del risultato finale.
SJSpace si adatta con versatilità a diverse tipologie di superfi-
ci e progetti decorativi, integrandosi facilmente con le tecnologie esistenti, senza richiedere modifiche complesse. L’elevata definizione dell’effetto strutturante valorizza ogni dettaglio grafico, contribuendo a creare superfici ceramiche dal forte impatto visivo e tattile.
SJSpace è esposto presso lo Smaltilab, lo showroom di Smalticeram nella sede di Roteglia, all’interno di alcuni progetti selezionati, dove è possibile scoprirne da vicino le potenzialità e verificarne le prestazioni su diverse applicazioni ceramiche. Una dimostrazione concreta di come tecnologia e creatività possano fondersi per dare vita a superfici dall’estetica unica e contemporanea.
Con SJSpace, Smalticeram ridefinisce i confini della decorazione digitale, offrendo nuove prospettive dal carattere distintivo, dove struttura e colore si fondono in un perfetto equilibrio estetico e funzionale. Grazie alla continua attività di ricerca e sviluppo, questa tecnologia rappresenta un nuovo punto di riferimento per chi desidera coniugare innovazione e qualità senza compromessi.
Sicer
Next Experience Surfaces is the result of research and development carried out with passion and scientific rigour by Sicer’s Technology Lab, raising the standard for material surface design in the ceramic industry. Thanks to the expertise and tireless commitment to innovation of Sicer’s laboratories, Next Experience Surfaces offers a unique combination of aesthetics, functionality and performance, meeting the growing demand from interior designers for fully anti-reflective vitrified surfaces with a soft, tactile feel.
This new product is a specially formulated blend of nano-sized grits with an ultra-fine calibrated particle size capable of creating fully matt, anti-reflective surfaces with excellent cleanability and chemical resistance.
The result is a technical, vitrified surface with a natural look and feel, with a slip resistance rating
from R9 to R12 and a gloss level of between 1.0 and 2.0 Gloss Units.
Thanks to its ready-to-use formulation, it can be applied quickly and easily, without the need for additional preparation or additives.
Next Experience Surfaces is capable of creating ceramic surfaces inspired by natural materials, not only in terms of colour and decoration but also texture. It is ideal for use in combination with 3D application packages with deposition of the new GHR series matt technical grits using the latest Water-Based digital glue Matt SCD3991H. Thanks to its 100% glassy grit formulation, the Next finish achieves fully transparent coverage, even on ceramic collections in darker tones, including absolute black.
Next Experience Surfaces è il risultato di un percorso di ricerca
e sviluppo condotto con passione e rigore scientifico dal Technology Lab di Sicer, che ha permesso di elevare gli standard delle superfici materiche. Grazie all’expertise e alla costante innovazione dei laboratori di Sicer, Next Experience Surfaces offre una combinazione unica di estetica, funzionalità e prestazioni elevate, soddisfacendo le più diverse esigenze degli interior designer che, sempre più, richiedono superfici vetrose totalmente antiriflesso con un effetto molto gradevole al tatto. Questo nuovo prodotto è uno speciale mix di nano graniglie, con granulometria calibrata extra fine, che permette di ottenere superfici materiche, totalmente matt ed antiriflesso, con ottima pulibilità e resistenza agli agenti chimici. Una miscela pronta all’uso, di facilissima preparazione ed applicazione. Il risultato è una superficie naturale vetrificata tecnica, piacevole al tatto ed anti-slip con coefficiente da R9 a R12 e GLOSSY UNIT tra
1.0 e 2.0.
Disponibile nella formulazione “ready to use”, si applica in modo semplice e rapido, senza bisogno di ulteriori preparazioni o additivi. Con Next Experience Surfaces si possono realizzare superfici ceramiche che si ispirano ai materiali naturali, non solo nei colori e nei decori, ma anche nelle texture, in abbinamento ai pacchetti applicativi 3D con deposizione delle nuove graniglie tecniche matt della serie GHR sulla nuovissima colla digitale Water Based Matt SCD3991H.
La finitura Next genera una copertura ideale totalmente trasparente anche per la realizzazione di collezioni ceramiche dai toni più scuri, fino ad arrivare al nero assoluto, grazie alla sua formula composta al 100% da graniglie vetrose.
Officine Smac
The EDGE printer for digital decoration with water-based inks represents a significant step forward in direct printing of bullnose edges thanks to its innovative round drop inkjet technology. It offers a complete, high-performance finishing solution and is the ideal choice for companies seeking the highest standards in print quality and productivity.
The printer works with six colours: the four standard CMYK inks, plus white and an additional channel for glossy finishing. After printing, the pieces are conveyed to the low-temperature EDGEwave oven and then proceed directly to pack-
aging. The printer can apply the same design to all pieces.
• AXXY system for constant height reading, ensuring consistently high-quality printing at any resolution
• Touchscreen control panel with an intuitive user interface. ■■■
EDGE è una stampante per la decorazione digitale con inchiostri a base acqua. Rappresenta un avanzamento significativo nella stampa diretta sul becco del battiscopa, grazie ad una nuova tecnologia inkjet round drop, offrendo così una soluzione completa per la finitura dei pezzi. EDGE è la scelta ideale e de-
inter Ser
I-Nkfiller®, designed and manufactured entirely by I-Tech® and marketed by Inter Ser in several non-European countries, is currently used by more than 180 ceramic manufacturers to refill the tanks of digital printers on glazing lines automatically, consistently and efficiently, an essential requirement for today’s production lines.
I-Nkfiller® is the original, innovative and most widely used automatic filling system for digital inks, materials and glues. Fully compatible with all brands
of digital printers, this automatic transfer system offers an effective solution to many of the most significant and costly challenges of ink and material management in the ceramic industry. Its benefits were immediately evident and certified and are now widely acknowledged by users. The combination of performance and rapid return on investment has led major manufacturing groups to install multiple units across all their production facilities, often starting with a single machine and then expanding.
finitiva per le aziende che desiderano massima qualità e produttività. La stampante può lavorare con 6 colori: 4 colori base CMYK più il bianco e un canale aggiuntivo per la finitura lucida. Dopo la stampa, il materiale viene convogliato nel forno a bassa temperatura EDGEwave per poi procedere direttamente all’inscatolamento dei pezzi. È possibile ottenere stampe ripetitive di una immagine su tutti i pezzi, oppure stampare differenti grafiche su ogni pezzo, per ottenere effetti stonalizzati. Caratteristiche principali:
• Sistema di stampa a 6 colori
• Inchiostro bianco a copertura totale
• Produttività fino a 2.000 pezzi/ ora
• Risoluzione fino a 1280 dpi
• Tecnologia Ricoh Gen5 che offre una qualità di stampa eccezionale, con dettagli nitidi, colori vivaci e una definizione straordinaria
• Software RIP professionale WhiteRIP, con funzioni specifiche per la stampa industriale, volte ad aumentare la produttività e ridurre i tempi di stampa, come la generazione automatica e ottimizzata della base bianca e la stampa con template.
• Sistema AXXY per la lettura costante dell’altezza che assicura stampe di alta qualità in ogni risoluzione
• Pannello di controllo touchscreen per offrire un’interfaccia utente intuitiva.
Compared to manual filling with small cans containing just a few litres of ink, I-Nkfiller® has a clear positive impact in terms of environmental sustainability and operational efficiency.
It eliminates the product waste typically caused by sedimentation inside the cans, while its advanced filtration system ensures that only agglomerate-free ink reaches the printer.
Proper ink storage and filtration significantly improve print quality, even on dark products, and enhance productivity by reduc-
ing both automatic and manual cleaning requirements.
Combined with longer component life and reduced maintenance costs, these improvements lead to a return on investment in under a year
The system also improves operational reliability by eliminating common human errors during refilling, such as using the wrong colour or accidentally introducing foreign objects that could damage the printer’s filters and pumps. In addition, I-Nkfiller® provides real-time monitoring
of material consumption and cost. Using inks supplied in IBC containers further enhances efficiency by reducing transport costs and lowering CO2 emissions, as nearly twice the volume of ink can be shipped per container compared to traditional canisters. It also minimises disposable plastic waste and simplifies container disposal.
I-Nkfiller® meets the criteria to be classified as an Industry 4.0 capital good and operates in accordance with Lean Manufacturing principles.
I-Nkfiller® for inks is available in the two versions BASE and PRO, selected according to the number of printers and their distance from the unit. Both versions can be equipped with IBC (Smarty) containers, which are available in the four sizes 500 l, 700 l, 1000 l and 1300 l (the latter is the only size that allows the entire contents of an IBC to be transferred in a single operation). A highly efficient recirculation system keeps the ink flowing inside the Smarty containers, while the conical base prevents sedimentation and facilitates product take-up.
The I-Nkfiller® system can also be integrated with PIM software for real-time management of key production data, including product registries, stored product inventory, batch traceability and consumption of individual inks by each printer and for each production batch. Interfacing with factory MES/SCADA/ERP systems is also guaranteed. By analysing this data, manufacturers can plan ink reorders accurately and in line with actual production requirements, resulting in improved cost control and inventory management. ■■■
I-Nkfiller®, interamente ideato e realizzato da I-Tech® e commercializzato da Inter Ser in diversi paesi extra-europei, ad oggi è utilizza-
to in più di 180 aziende ceramiche per rifornire in maniera automatica, costante e veloce i serbatoi delle stampanti digitali sulle linee di smalteria, necessità ormai imprescindibile sulle linee produttive. Per rispondere a questa necessità è nato I-Nkfiller®, l’originale, innovativo e più diffuso sistema di riempimento automatico per inchiostri, materie e colle digitali. La soluzione di trasferimento automatico totalmente integrata alle stampanti digitali di qualsiasi marca è ideale per risolvere tutti i più significativi e costosi problemi della gestione degli inchiostri e materie digitali nel settore ceramico. I numerosi vantaggi, da subito evidenziati e certificati, oggi vengono ampiamente confermati da tutti i clienti che lo utilizzano: proprio questi benefici ed il rapido ritorno di investimento, hanno spinto i grandi gruppi ad installare più unità. Sono molte infatti le realtà che, dopo aver iniziato con una sola installazione, hanno deciso di inserire I-Nkfiller® in tutte le loro unità produttive.
Il processo di riempimento automatico I-Nkfiller® rispetto a quello manuale, effettuato con piccole taniche da pochi litri, impatta positivamente sull’intera realtà aziendale e non solo, in un’ottica di sostenibilità ambientale.
Grazie a I-Nkfiller® è possibile eliminare lo spreco di una significativa quantità di prodotto che normalmente tende a sedimentare all’interno delle tanichette.
Inoltre, il suo sistema di filtrazione avanzato invia alla macchina inchiostro privo di agglomerati. Un adeguato stoccaggio e una corretta filtrazione dell’inchiostro migliorano sensibilmente la qualità di stampa, senza compromessi anche su prodotti scuri, e aumentano la produttività, grazie a un minor numero di fermate per le attività di pulizia, sia automatiche che manuali da parte del personale di manutenzione.
Tutto questo, insieme alla maggiore durata dei ricambi e alla significativa riduzione dei costi di manutenzione, si traduce in un ROI inferiore a un anno. Migliora, inoltre, la gestione operativa aziendale, grazie alla prevenzione di potenziale errore umano che può essere commesso durante il rabbocco di un prodotto sulla macchina da stampa (ad esempio travasando un colore diverso o lasciando cadere piccoli oggetti all’interno del deposito, che possono danneggiare filtri e pompe della stampante), ed il monitoraggio di consumi e costi di materiale avviene in tempo reale.
Con l’utilizzo di inchiostri in IBC si riducono i costi di trasporto dell’inchiostro e di conseguenza le emissioni di CO2, grazie alla possibilità di spedire in un container quasi il doppio della quantità contenuta in IBC anziché in tanichette; si riduce anche la quantità di plastica a perdere e si semplifica lo smaltimento dei contenitori nei quali sono forniti gli inchiostri ceramici.
I-Nkfiller® risponde ai requisiti necessari per essere inserito nei beni strumentali di Industria 4.0 ed opera secondo le procedure dettate nei processi di Lean Manufacturing.
I-Nkfiller® per inchiostri può essere fornito in due versioni: BASE e
PRO, selezionate in base al numero di stampanti da alimentare ed alla relativa distanza da esse. Tutte le versioni possono essere dotate di cisterne IBC - gli Smartydisponibili in 4 dimensioni: 500lt, 700lt, 1000lt e 1300lt., l’unico formato a permettere il travaso completo dell’intero contenuto di un IBC in un unico trasferimento. All’interno degli Smarty un sistema di ricircolo ad altissima efficienza mantiene l’inchiostro in movimento; viene inoltre garantito un agevole prelievo di prodotto grazie al suo fondo conico, che ne previene la sedimentazione.
Il sistema I-Nkfiller® può anche essere accessoriato del software PIM per la gestione in tempo reale di importanti informazioni, come l’anagrafica prodotto, l’inventario prodotti in stoccaggio, la tracciabilità dei lotti, i consumi di ogni singolo inchiostro per stampante e lotto produttivo. Sono inoltre garantite l’interfacciabilità e l’interconnessione ai sistemi gestionali MES/SCADA/ERP di fabbrica. Analizzando tali informazioni è dunque possibile programmare in maniera precisa e puntuale il riordino degli inchiostri, in linea con le reali necessità della produzione e con un miglior controllo economico dei volumi a stock.
TECHNOLOGY AND SENSORY
IN CONTEMPORARY CERAMICS
TECNOLOGIA E SENSORIALITÀ NELLA CERAMICA CONTEMPORANEA
by Tosilab, a Coesia brand (Fiorano Modenese, Italy)
During Milan Design Week from 8 to 13 April, our trendwatchers explored the halls of the Salone del Mobile furniture fair and the streets of Milan, drawing inspiration from hundreds of installations filled with vibrant colours, immersive settings and surfaces that speak directly to the senses.
More than anything, this reinforced our awareness that contemporary living is no longer simply about function or aesthetics, but above all about experience. It’s about creating immersive spaces that tell stories, stir emotions and welcome people inside. It’s about defining elements that interact seamlessly, transforming design into a system, a relationship and an emotional experience – one that is increasingly achieved through material itself.
These insights underpin the main trends we have identified for 2025, which involve interpreting reality from two complemen-
Dall’8 al 13 aprile, in occasione della Milano Design Week, i nostri esperti, impegnati nelle attività di trend watching, hanno attraversato le corsie del Salone e le vie della città, lasciandosi ispirare da centinaia di installazioni caratterizzate da colori vibranti, scenografie coinvolgenti e superfici che parlano ai sensi.
Più di tutto, si è rafforzata la consapevolezza che l’abitare contemporaneo non è più solo questione di funzione o di estetica, ma di esperienza. Un’esperienza immersiva dove gli spazi raccontano, evocano e accolgono, e dove gli elementi caratterizzanti si muovono in modo connesso, trasformano il progetto in sistema, in relazione. In emozione. E lo fanno sempre più attraverso la materia
In questa direzione si muovono le principali tendenze che abbiamo identificato per il 2025, dove la realtà viene raccontata da due prospettive complementari: la struttura e la percezione.
RHIZOLUTIVE EMERGENCY
Risolvere le emergenze attraverso il cambiamento. Nel cuore delle esposizioni milanesi, abbiamo respirato la pressione crescente sul tema delle risorse e sulle sfide ambientali che inducono a un ripensamento totale, a un cambiamento proStrutturale
Rhizolutive Emergency nasce proprio da questa consapevolezza e descrive l’evoluzione di una società che trasforma le emergenze ambientali, sociali ed energetiche in humus fertile per soluzioni sostenibili. In effetti il termine “Rhizolutive” richiama l’immagine del rizoma: una rete decentralizzata e interconnessa, che privilegia il molteplice e la relazione.
È il nuovo modello a cui tende la società, e anche il mondo del design: non più lineare, ma reticolare; non più chiuso, ma rigenerativo. Nei progetti emersi al Salone, abbiamo visto riuso creativo, materiali riciclati, sistemi modulabili e adattivi, capaci di cambiare forma e funzione nel tempo. E questa visione rizomatica riguarda anche la ceramica, influenzandone direttamente anche il modo in cui si produce. La tecnologia per il recupero, l’economia circolare, l’ottimizzazione delle risorse, rappresentano stru-
tary perspectives: structure tion
RHIZOLUTIVE EMERGENCY
This trend involves resolving emergen cies through Milan we clearly perceived a growing sense of ur gency around resources and environmental issues, a sensibility that is prompting a complete rethink and fundamental structural change.
The concept of Rhizolutive Emergency stems directly from this awareness and describes the way in which society is transforming environmental, social and energy crises into fertile ground for sustainable solutions. The term “Rhizolutive” itself evokes the image of a rhizome: a decentralised, interconnected network defined by multiplicity and relationships.
This is the direction in which society – and the world of design – is moving: no longer linear, but networked; no longer closed, but regenerative. In the projects hosted at the Salone, we saw examples of creative reuse, re cycled materials and lar, adaptive systems ble of changing their form and function over time.
This rhizomatic ap proach also extends to ceramics, direct ly influencing production methods.
Recycling technologies, circular economy strategies and resource optimisation are now essential tools for generating resilient systems and innovative develop ment models. In this scenario, crises are no longer obstacles but
li di sviluppo innovativi. In questo scenario, la crisi non è più vista come un ostacolo, ma un’opportunità per reinventare processi e materiali, svelando nuove strategie capaci di adattarsi e rigenerarsi costantemente.
SPAZIO
Accanto all’approccio sistemico dettato dalla tendenza del “Rizholutive Emergency”, il Salone ha mostrato un altro fenomeno in forte ascesa: il ritorno alla sensorialità. Alla percezione
“WEAF Weft” è un approccio al design che si basa sui fondamentali della natura – Acqua, Terra, Aria, Fuoco, ossia Water, da cui l’acronimo WEAF – come componenti sensoriali dello spazio abitato.
Il nome stesso richiama una trama, un intreccio (weft, in inglese) in cui ogni elemento entra in relazione con gli altri per generare ambienti integrati tra di loro ed emotivamente coinvolgenti.
Ogni elemento veicola una qualità emozionale: l’acqua porta fluidità e calma, la terra stabilità e calore, l’aria leggerezza e apertura, il fuoco energia e vitalità. Nei migliori allestimenti del Fuorisalone, questi archetipi sono diven-
“WEAF WEFT”, I QUATTRO ELEMENTI NELLO
Water
Fire
opportunities to reinvent processes and ma terials and reveal new strategies capable of continuous adaptation and regener ation.
WEAF WEFT: THE FOUR ELEMENTS IN SPACE
Alongside the systemic approach of Rhizolutive Emergency, we observed another rapidly emerging trend at the Salone: a return to sensory experience and perception
WEAF Weft is a design philosophy inspired by the four fundamental elements of nature – Water, Earth, Air and Fire (hence the acronym WEAF) – reimagined as sensory components of inhabited space.
The term “weft” suggests a wo ven fabric, highlighting the in terconnected nature of these ele ments as they interact to create in tegrated, emotionally engaging envi ronments.
Each element conveys a specific emotion al quality: water evokes fluidity and calm; earth brings warmth and stability; lightness and openness; and fire gy and vitality. In the most memorable installations at the Fuorisalone, these archetypes emerged as ours, sounds and surfaces, resulting in genuinely immersive experiences in which multisensory spaces offered authentic and sustainable solutions to contemporary living needs.
TWO TRENDS, ONE HORIZON
Together, Rhizolutive Emergency and WEAF Weft define a more human, connected future for design. On one hand, we have a need to think in terms of systems and regeneration; on the other, the desire to inhabit spaces that resonate emotionally. Ceramics are also embracing this evolution. Surfaces no longer merely imitate or reproduce natural materials but evoke them deeply, recreating authentic tactile sensations, triggering sensory memories and forging emotional connections. The most advanced R&D centres and cutting-edge technologies are translating this fusion of structure and perception into fully digital processes designed to create hyper-realistic, emotionally engaging surfaces.
A new equilibrium is emerging between material and the senses, innovation and nature. Enhanced by new technologies that expand the possibilities of analysis and design, ceramic surfaces are now acting as a connection between human beings and their sensory memories.
This marks a fundamental shift from design that is simply intended to be “observed”, to design that is to be experienced through all the senses ◼
ture, colori, suoni, superfici, capaci di attivare una vera esperienza immersiva, dove spazi multisensoriali rispondono alle sfide contemporanee con soluzioni autentiche e sostenibili.
DUE TREND, UN UNICO ORIZZONTE
Rhizolutive Emergency e WEAF Weft, insieme, delineano un futuro del design più umano e connesso: da un lato, la necessità di pensare in termini di sistema e rigenerazione; dall’altro, il desiderio di abitare spazi che ci parlino, ci emozionino.
Anche la ceramica segue questo percorso. Le superfici non imitano i materiali naturali e nemmeno li riproducono o li reinterpretano solamente: li evocano nel profondo, fino a restituire la loro tattilità autentica, suscitando memorie sensoriali e connessioni emotive. I più avanzati centri di R&D e le tecnologie più innovative traducono questa commistione di struttura e percezione in processi full digital finalizzati alla realizzazione di superfici sempre più realistiche e coinvolgenti.
C’è un nuovo equilibrio tra materia e sensi, tra innovazione tecnologica e radici naturali, e la materia ceramica, grazie alle nuove tecnologie che amplificano l’analisi e la progettazione, diventa il mezzo di connessione tra l’uomo e la sua memoria sensoriale. È il passaggio da un design da “guardare” a un design da abitare con tutti i sensi.◼
INNOVATION SUSTAINABILITY
MagFace ® : The Next Generation in Sustainable, Adhesive-Free Ceramic Installation Technology
MagFace is the world’s first patented and certified magnetic dry-laying system , developed specifically for ceramic tiles and surfaces.
Recognized by the Ceramic Center of Bologna and TCNA, MagFace is protected by international patents (EU EP3349982 B1, USA US 11,285,699 B2, Mexico 396131, China CN 108290375 B), and redefines the way surfaces are installed without adhesives, mortars, or constraints
A Revolution in Surface Installation
MagFace enables large-format ceramic tiles (up to 160 x 320 cm, 20 mm thick) to be magnetically fixed to a technical base, allowing seamless and precise installation. This innovative system is not only fast, clean, and reversible, but also scalable and industrially integrable by design.
Designed for Industrial Integration – Licensed, Scalable, Profitable
MagFace Technology is available through a flexible licensing program tailored for manufacturers, importers, and distributors of flooring and wall cladding materials.
The technology can be applied to any ceramic format, size, or surface finish, and is also adaptable to materials such as natural stone, wood, quartz, and synthetics. This opens the door to entirely new product lines for markets increasingly demanding dry-lay and sustainable solutions.
Licensees Access the MagFace Academy Program
Licensed partners gain exclusive access to the
MagFace Academy, a dedicated industrial training and onboarding program.
The Academy is designed to help manufacturers industrialize and optimize the integration of MagFace magnetic technology into their existing production lines, ensuring:
• Streamlined production processes;
• Technical training for staff;
• Customized engineering support;
• Guidance on testing, certification, and marketing.
Sustainability: From Product to Installation
The global push toward sustainability now extends beyond the product itself and into how that product is installed. Ceramic manufacturers increasingly recognize that true environmental responsibility must also address the installation phase, traditionally reliant on cementitious mortars, adhesives, and chemical sealants
MagFace offers a radically cleaner, safer alternative:
• No adhesives, no mortars, no chemicals: ensuring safer conditions for installers and eliminating exposure to VOCs and harmful substances.
• Healthier indoor air quality: ideal for residential, commercial, and sensitive environments such as schools, hospitals, and hospitality.
• Full LEED and BREEAM compliance: not only for the tile product, but for the entire installation process—an exclusive value MagFace offers to licensed partners.
• Better sustainability reporting: giving manufacturers a clear advantage in ESG-driven markets and green building projects.
Thanks to MagFace, ceramic brands can now offer certified sustainable installation systems that meet growing market and regulatory demand— while delivering superior performance and design flexibility.
Key Benefits of Surfaces with Integrated MagFace Technology
Integrating MagFace Technology into your products offers immediate added value:
• Rapid Installation: Up to 20 m²/hour with no setting time—surfaces are immediately walkable.
• No adhesives or mortars: Zero dust, zero odors, and no VOC emissions—ideal for sensitive or high-traffic areas.
• Durability & Stability: Certified Heavy Duty (ASTM C627) and impact resistance >55 (ISO EN 10545-5).
• Removability & Maintenance: Surfaces can be removed or replaced without damaging the subfloor.
• Compatibility with Radiant Heating Systems: Thermal performance is not affected by the magnetic layer.
• Moisture Insulation: Effective barrier against rising damp.
• Sustainability: 100% recyclable, zero adhesives, full reusability of materials.
• Vertical Certified Application: Certified up to 110 kg/m² (SPIT Test).
• Health & Safety Certified: VOC- and formaldehydefree (GB18582-2020); pacemaker-safe (Directive 2013/35/EU).
Why MagFace?
Choosing MagFace means offering surfaces that are:
• More versatile: compatible with dry-lay construction systems worldwide;
• More sustainable: enabling LEED and BREEAM certifications;
• More marketable: a strong innovation lever for your sales and specification teams;
• More competitive: a differentiator in an increasingly standardized product landscape.
Join the MagFace Licensing Network
The MagFace Licensing Program is open globally to manufacturers of ceramic, stone, engineered, or hybrid surfaces. Through licensing agreements managed by Bassi Group International Srl, we provide all the tools, know-how, and support to bring your magnetic-ready product lines to market.
MagFace System is a global patent registered by Bassi Group International Srl, Piazzale degli Alberi, 7, 42024 Castelnovo di Sotto, Italy.
www.magface.it - info@magface.it
Electric kilns and dryers: towards decarbonisation of the ceramic process
Forni ed essiccatoi elettrici: verso la decarbonizzazione del processo ceramico
Pier Francesco Vaccari, Sacmi Forni & Filters (Sacmi Imola, Italy)
Since 2023, Sacmi has developed a number of projects for electrically-heated thermal machines. This report outlines the characteristics of gas-electric multichannel roller dryers, gas-electric vertical dryers, electric roller kilns and hybrid roller kilns. Electric spray dryers, the third important thermal machine in the process, will be discussed in a future article.
GAS-ELECTRIC MULTICHANNEL ROLLER DRYERS
The ECP and E7P dryers have one to seven roller decks and are equipped with electric heating elements alongside traditional gas generators. Although capable of fully electric operation, the presence of both heating systems means that the machines can be switched automatically to the most cost-effective energy source. This can be an advantage in the case of energy tariffs (especially in countries where electricity is cheaper) or if for example the ceramic producer has a surplus of self-generated electricity available at certain times of the day or periods of the year.
The electric generators consist of steel boxes housing a series of heating elements (coiled around ceramic tubes) that heat the air passing through them. The installed electrical power per Sacmi module (each 2.8 metres long) ranges from 80 to 300 kW, depending on the dryer’s width and number of decks.
This solution offers a number of advantages, including the option of partial electrification of the dryer thanks to its modular design. For example, in plants with heat recovery systems, hot air from the kiln’s cooling flue can be directed to modules operating at lower temperatures, while electrifying only those operating at higher temperatures. Here too, the machine automatically selects electric mode when it is more cost-effective, such as when self-produced electricity is available.
A partire dal 2023, Sacmi ha sviluppato diversi progetti riferiti a macchine termiche a riscaldamento elettrico. In questa relazione descriviamo le caratteristiche di essiccatoi a rulli multicanale gas-elettrici, essiccatoi verticali gas-elettrici, forni a rulli elettrici e forni a rulli misti. Rimandiamo invece ad un prossimo articolo l’approfondimento sull’atomizzatore elettrico, terza macchina termica importante del processo.
ESSICCATOI A RULLI MULTICANALE GAS-ELETTRICI
Gli essiccatoi ECP ed E7P, da 1
a 7 piani di rulli, sono stati equipaggiati con resistenze elettriche affiancate ai generatori di calore a gas. Pur consentendo il funzionamento in modalità esclusivamente full electric, alloggiano quindi entrambi i sistemi di riscaldamento; un vantaggio importante, poiché permette di adattare automaticamente la macchina alla fonte di energia più conveniente, sia in termini di tariffe (in alcuni Paesi il costo dell’energia elettrica è particolarmente conveniente), sia, ad esempio, qualora l’azienda ceramica che utilizza l’essiccatoio abbia eccedenze di autoproduzione di energia elettrica in certe fasi della giornata o in certi periodi dell’anno.
Gas-electric roller dryer - Essiccatoio a rulli gas-elettrico
I generatori elettrici utilizzati sono le cosiddette “cassette a porcospino”, ossia scatole di acciaio che alloggiano una serie di resistenze (avvolte su tubi ceramici) che erogano il calore al flusso d’aria che le attraversa. La potenza elettrica installata per ogni modulo dell’essiccatoio (quelli Sacmi sono lunghi 2,8 metri ciascuno) va da 80 a 300 kW, a seconda della bocca utile e del numero di piani della macchina. Questa soluzione presenta diversi aspetti che la rendono particolarmente interessante.
Uno di questi, connesso alla modularità della macchina, consiste nella possibilità di un’elettrificazione anche parziale dell’essiccatoio, ad esempio quando l’impianto è dotato di un sistema di recupero: nel caso di un essiccatoio a rulli che riceve già aria calda di recupero dal
Sustainability FOCUS ON
Another major advantage of this solution is that it can be quickly and easily retrofitted onto existing gas dryers
One example is a project carried out in 2024 at a ceramic factory in Portugal , where Sacmi worked on a five-deck ECP dryer with a 2350 mm entrance width, 11.2 m length and a production capacity of around 5,500 kg/h of material with 6% incoming moisture content (equivalent to 300-320 litres/h needing to be removed).
Each of the machine’s four modules was fitted with a 200 kW box, for a total installed power of 800 kW. In full electric mode, the machine’s energy consumption is 530 kW, which drops to 310 kW when kiln heat recovery is active. The dryer is connected to the facility’s rooftop photovoltaic installation and automatically operates in electric, gas or hybrid mode depending on energy availability. In the case of 990 hours/year of full electric operation (out of a total of 7,920 annual operating hours), CO2 emissions are reduced by around 100 tonnes/year.
ELECTRIC VERTICAL DRYERS
The vertical EVA dryers have very similar technical characteristics to the horizontal models. Both gas and electric heating systems are used, allowing for automatic selection of the most advantageous energy source at any given time. Electric heating in these dryers is again provided by means of the boxes described above. The largest machines can accommodate four 375 kW units, providing a total installed capacity of 1,500 kW. As with horizontal dryers, partial electrification is possible and can also be implemented on existing gas dryers.
ELECTRIC KILNS
While electric kilns are not new
camino di raffreddamento del forno, potrebbe essere conveniente concentrare l’aria calda di recupero sui macro-moduli che lavorano a temperature più basse, elettrificando solo i moduli che operano a temperature più alte; anche in questo caso, chiaramente, si opterà per la modalità elettrica quando questa è più conveniente, ad esempio quando è possibile consumare energia elettrica autoprodotta.
Un altro importante vantaggio di questa soluzione riguarda il fatto di essere facilmente applicabile anche ad essiccatoi a gas esistenti, attraverso interventi di revamping studiati per essere il più semplici e rapidi possibile. Un esempio è la realizzazione effettuata nel 2024 in un’azienda ceramica in Portogallo, dove siamo intervenuti su un essiccatoio ECP a 5 piani, con bocca 2350 mm, lunghezza 11,2 metri e una produzione di circa 5.500 kg/h di materiale da essiccare, con umidità in ingresso del 6% (quindi circa 300-320 litri/h da eliminare). Su ognuno dei quattro moduli che costituivano la macchina sono state montate cassette da 200 kW, per una potenza totale installata di 800 kW. Quando la macchina lavora al 100% in modalità elettrica la potenza assorbita è pari a 530 kW, assorbimento che scende a 310 kW quando si attiva il recupero di calore dal forno. In questa particolare installazione l’essiccatoio è connesso all’impianto fotovoltaico posto sul tetto del capannone, e si pone in automatico in modalità elettrica, a gas o mista a seconda della disponibilità di potenza. Considerando un funzionamento full electric per circa 990 ore/anno (su 7.920 ore di lavoro dell’essiccatoio), la riduzione di emissioni di CO2 è di circa 100 tonnellate/anno.
ESSICCATOI VERTICALI ELETTRICI
Il progetto sviluppato per gli es-
Electric vertical dryer - Essiccatoio verticale elettrico
to the ceramic industry, they are more complex than dryers in certain respects. However, they offer several key advantages over gas kilns, particularly lower specific energy consumption (about 15% less energy per kg of fired product) because electric kilns produce fewer flue gases and less heat is lost.
They also generate lower volumes of exhaust gases (around 70% less in full electric mode), reducing the size and energy consumption of the necessary filtering systems. Of course, a full electric kiln completely eliminates CO2 flue emissions from heat generation. Only a small amount (less than 10%) remains, caused by the oxidation of organic compounds released from bodies and glazes.
Electric kilns also offer a number of operational benefits. Particularly in systems operating purely through radiation, they ensure more precise temperature control and less wear on refractory walls and ceilings in the firing zone, thanks to the absence of mechanical abrasion by flue gases and flames.
As mentioned, however, electric kilns do face a number of critical issues
One concerns gap management , which is slower than in highly responsive gas systems. In this case, it is advisable to install a storage buffer at the kiln entrance to avoid feed interruptions.
Another issue is the risk of chemical damage of the electric heating elements in the kiln preheating zone caused by substances released from the ceramic bodies and glazes. In
siccatoi verticali della gamma EVA presenta specifiche molto simili a quelle degli essiccatoi orizzontali. Viene mantenuto sia il sistema di riscaldamento a gas affiancandolo a quello elettrico, in modo che la macchina possa adattarsi automaticamente alla fonte di energia in quel momento più conveniente. Anche in questi essiccatoi i generatori elettrici sono del tipo “cassetta a porcospino”. A variare è la potenza elettrica massima installata: sulla macchina più grande si possono installare 4 cassette da 375 kW per un totale di 1500 kW.
Anche per gli essiccatoi verticali è possibile un’elettrificazione parziale, così come è possibile applicare facilmente questa soluzione ad un essiccatoio a gas esistente.
I FORNI ELETTRICI
Sebbene i forni elettrici non si-
ano una novità nel settore ceramico, per alcuni specifici aspetti presentano una maggiore complessità rispetto a quanto descritto finora relativamente all’essiccatoio. Consentono però diversi benefici interessanti rispetto al forno a gas, primo fra tutti il minor consumo specifico, indicativamente il 15% in meno di chilocalorie per kg di prodotto cotto, soprattutto in funzione del fatto che il forno elettrico genera meno fumi e la dispersione di calore si riduce.
Evidentemente, ha minori volumi di fumi da depurare, circa il 70% in meno in modalità full electric, con conseguente beneficio sui volumi e i consumi elettrici dei sistemi filtranti. Ovviamente, un forno full electric elimina completamente la CO2 al camino prodotta dalla generazione del calore (resterà solo la minima parte, inferiore al 10%, generata dall’ossidazione degli organici che si liberano da impasti e smalti).
Interessanti anche i vantaggi relativi al funzionamento stesso della macchina: in generale, il forno elettrico, specialmente dove lavora a irraggiamento puro, presenta un controllo più preciso della temperatura e assicura una minor usura di volte e pareti refrattarie nella zona di cottura, grazie all’assenza del fenomeno di abrasione meccanica da parte dei fumi e della fiamma.
Come accennato, il forno elettrico presenta però alcune criticità
Una riguarda la gestione dei vuoti, più lenta rispetto ai sistemi molto reattivi sviluppati per i forni a gas: in questo caso, sarebbe quindi opportuno inserire uno stoccaggio all’ingresso del forno elettrico per evitare discontinuità nell’alimentazione. Un altro problema riguarda il rischio di aggressione chimica sulle resistenze elettriche nella zona di preriscaldo del forno, da parte delle sostan-
Electric kiln at Sacmi Forni Laboratory - Il forno elettrico nel laboratorio Sacmi Forni
the past, this problem made it necessary to build hybrid kilns that adopted gas preheating and used electrical power only for the maximum-temperature firing zone.
Yet another problem is the potentially very high total installed electrical power . For instance, a production of 10,000 sqm/day of 60x60 cm tiles with a 9 mm thickness would require about 6-7 MW of installed power, creating obvious infrastructural challenges if large numbers of factories in the Sassuolo area were to switch to electric power simultaneously.
Last but not least is the cost, as electric kilns require a higher initial investment than gas kilns of equivalent capacity.
RESEARCH AT THE SACMI FORNI LABORATORY
To address at least some of these challenges, Sacmi built a small electric kiln in 2024 at its Sacmi Forni laboratory and experimented with innovative technologies that have only recently entered the market. In particular, these include Flow Heaters , electric burners capable of heating air from ambient temperature to around 1100°C in a very small space. They are ideal for the preheating zone, where chemical attack is most severe. Because they are wall-mounted and traversed by a clean air flow, they never come into contact with substances released by bodies and glazes during preheating.
Solutions for the firing zone (from 1100°C to 1250°C) are already well established. These include radiant panels , used in narrow-entrance kilns for more uniform heat distribution, and traditional silicon carbide heating elements , which can also be used for wide-entrance kilns (3-3.5 metres).
HYBRID GAS-ELECTRIC KILNS
As in the case of dryers, hybrid kiln designs are also a viable option. These systems use traditional gas burners for the preheating zone (up to 1100°C) and electric heating elements in the firing zone (up to 1250°C). While the benefit in terms of CO2 reduction is lower than in fully electric kilns, it can still amount to about 30%. In addition, the lower volume of flue gases allows for the use of smaller flue filters. As a result, hybrid kilns may serve as a practical first step towards full electrification of the ceramic firing process. ◼
ze che si liberano da impasti e smalti. In passato, questo problema ha obbligato a realizzare dei forni misti, cioè con preriscaldo a gas e parte elettrica limitata alla sola zona di cottura a massima a temperatura. C’è poi l’aspetto delle potenze elettriche installate che possono anche essere molto importanti: ad esempio, una produzione di 10.000 mq/giorno di 60x60 cm con spessore 9 mm richiederebbe circa 6-7 MW di potenza installata, quantità che rivelerebbero un evidente problema di carenza infrastrutturale se si assistesse ad una massiccia e contemporanea conversione all’elettrico da parte delle aziende ceramiche del comprensorio di Sassuolo.
Infine, i costi: il forno elettrico comporta un investimento maggiore se comparato a un forno a gas di capacità produttiva equivalente.
LA RICERCA NEL LABORATORIO SACMI FORNI
Per studiare soluzioni che possano ovviare almeno ad alcune delle criticità descritte sopra, nel 2024 Sacmi ha realizzato un piccolo forno elettrico nel laboratorio di Sacmi Forni, sperimentando alcuni elementi innovativi affacciatisi sul mercato solo recentemente. Parliamo in particolare dei Flow Heater, ossia bruciatori elettrici che, in uno spazio molto contenuto, riescono a portare un flusso d’aria dalla temperatura ambiente a circa 1100°C. Risultano ideali per la zona di preriscaldo, quella più soggetta ad aggressione chimica, poiché, essendo applicati in parete ed essendo attraversati da un flusso d’aria pulita, non vengono mai a contatto con le sostanze che si liberano in preriscaldo da impasti e smalti. Le soluzioni dedicate alla zona di cottura (dai 1100 ai 1250°C) sono invece abbastanza consolidate. Tra queste vi sono i pannelli radianti, utilizzati nei forni a bocca stretta, che offrono una distribuzione del calore più uniforme, oppure le classiche resistenze in carburo di silicio, utilizzabili anche per l’elettrificazione di forni con bocca larga (3-3,5 metri).
I FORNI MISTI GAS-ELETTRICI
Infine, anche per gli impianti di cottura rimane l’opportunità di realizzare forni misti, equipaggiati con bruciatori a gas tradizionali per le zone di preriscaldo fino a 1100°C e con resistenze elettriche nelle zone di cottura fino a 1250°C. Il beneficio in termini di riduzione delle emissioni di CO2 sarà inferiore rispetto ad un forno full electric, ma comunque nell’ordine di circa il 30%.
A questo si aggiunge il vantaggio di una riduzione delle dimensioni dei filtri del camino, data dai minori volumi di fumi. Una soluzione che, in definitiva, può rappresentare un primo passo verso un’elettrificazione completa anche del processo di cottura. ◼
From energy efficiency to the circular economy: models of sustainable innovation
Dall’efficientamento energetico all’economia circolare: modelli di innovazione sostenibile
GMM Group, a company specialising in the supply of mechanical components for industry, has reaffirmed its commitment to industrial sustainability through concrete actions that involve all its subsidiaries and are designed to meet the real needs of the manufacturing sector.
The group promotes a model of responsible innovation across all its activities, from energy efficiency projects carried out in partnership with Innomotics to the optimisation of compressed air systems developed by BBM in collaboration with Festo and component regeneration led by KCM and E. Malaguti.
These initiatives demonstrate how technology, operational efficiency and environmental responsibility can be successfully integrated while delivering customised solutions for every stage of the production process, from high-efficiency drive systems and predictive maintenance to the recovery of mechanical components. GMM Group’s added value lies in its ability to combine technical expertise with a circular economy vision and a deep understanding of customer needs.
Gmm Group, azienda specializzata nella fornitura di componenti meccanici per l’industria, conferma il suo impegno per la sostenibilità industriale, traducendolo in azioni concrete e diversificate che coinvolgono tutte le aziende del gruppo e che rispondono a bisogni reali del mondo produttivo.
Dai progetti di efficientamento energetico in partnership con Innomotics, all’ottimizzazione degli impianti ad aria compressa sviluppata da BBM insieme a Festo, fino alla rigenerazione dei componenti industriali guidata da KCM e E. Malaguti, il gruppo promuove
un modello virtuoso di innovazione responsabile. Queste iniziative dimostrano come sia possibile coniugare tecnologia, efficienza e attenzione ambientale, offrendo soluzioni personalizzate per ogni fase del processo produttivo: dalla motorizzazione ad alta efficienza alla manutenzione predittiva, fino al recupero di elementi meccanici. In ognuna di esse, il valore aggiunto risiede nella sinergia tra know-how tecnico, approccio circolare e capacità di ascolto dei bisogni dei clienti.
L’INTERVENTO PER GRUPPO GRESMALT PER LA CONVERSIONE DEI MOTORI IE4 AD ALTA EFFICIENZA
Tra i più recenti interventi portati a termine da Gmm Group vi è l’importante progetto di miglioramento dell’efficienza energetica del Gruppo Gresmalt, tra i protagonisti dell’industria italiana produttrice di piastrelle. Il gruppo ceramico, con sede a Sassuolo e tre stabilimenti produttivi, prosegue così il suo percorso verso la sostenibilità ambientale attraverso azioni concrete di efficientamento e miglioramento dei propri processi produttivi.
Obiettivo dell’intervento, articolato in due fasi, era la sostituzione dei motori elettrici obsoleti (principalmente IE1 e IE2) impiegati nei processi produttivi con nuovi motori ad alta efficienza IE4, sviluppati in col-
GMM Group (Fiorano Modenese, Italy)
FOCUS ON
Sustainability
HIGH-EFFICIENCY IE4 MOTOR CONVERSION FOR THE GRESMALT GROUP
One of GMM Group’s latest achievements is a major energy efficiency project for the Gresmalt Group, a leading Italian ceramic tile manufacturer. Headquartered in Sassuolo and with three production sites, the group continues its journey towards environmental sustainability through practical steps to improve the efficiency and quality of its operations. The two-stage project involved replacing the obsolete electric motors (primarily IE1 and IE2) used in production with advanced IE4 motors developed in collaboration with Innomotics. In addition to ensuring compliance with regulations requiring IE4 motors for equipment above 75 kW, the upgrade also extended to lower-powered systems, an exemplary move in a manufacturing district where energy efficiency and emissions reduction are pressing concerns. The project involved replacing the first 40 electric motors. The new IE4 motors were chosen not only for their superior energy performance but also for their technical features, which simplify maintenance and improve operational reliability.
ENERGY SAVINGS ANALYSIS
To evaluate the benefits of this upgrade, GMM Group conducted a detailed analysis using Siemens’ Sinasave software, quantifying the potential energy savings and CO2 reductions that can be achieved by installing IE4 motors instead of IE2 or IE3. The analysis revealed the advantages of IE4 motors in terms of:
• Energy efficiency: IE4 motors operate at higher efficiency, reducing energy consumption and operating costs.
• Sustainability: Lower CO2 emissions improve Gresmalt’s environmental performance in line with regulatory requirements and the company’s sustainability goals.
• Reliability: The installed motors have durable cast-iron construction and integrated grease nipples for easier maintenance and extended service life.
• Cost savings: Energy savings translate into significantly lower annual energy costs and improved return on investment.
The Gresmalt electric motor conversion project illustrates how advanced technologies can help companies meet en-
laborazione con Innomotics. Grazie a questo aggiornamento, Gresmalt non solo si allinea alla normativa che prevede l’installazione di motori IE4 per impianti con potenza superiore ai 75 kW, ma interviene anche sugli impianti di potenza inferiore presenti nei propri stabilimenti: un esempio virtuoso in un comprensorio dove l’efficientamento energetico e la riduzione delle emissioni di CO2 sono sempre più una necessità.
Il progetto ha coinvolto la sostituzione dei primi 40 motori elettrici. I nuovi motori IE4 forniti in sostituzione, oltre che per l’alta efficienza energetica, sono stati scelti per la particolare configurazione tecnica, garantendo una manutenzione più semplice e una maggiore affidabilità operativa.
ANALISI DEL RISPARMIO ENERGETICO
Per dimostrare i vantaggi della conversione, Gmm Group ha condotto uno studio dettagliato utilizzando lo strumento Sinasave di Siemens, che ha permesso di quantificare i risparmi energetici e le riduzioni delle emissioni di CO2 ottenibili installando motori IE4 rispetto ai motori IE2 e IE3.
Lo studio ha evidenziato che i motori IE4 offrono significativi benefici in termini di:
• Efficienza energetica: I motori IE4 sono progettati per operare con un’effi-
cienza superiore, riducendo il consumo energetico e i costi operativi.
• Sostenibilità: La riduzione delle emissioni di CO2 consente a Gresmalt di migliorare il proprio impatto ambientale, in linea con le normative vigenti e il percorso relativo alla sostenibilità intrapreso dall’azienda.
• Affidabilità: I motori installati sono tutti realizzati in ghisa e dotati di ingrassatori di serie, che facilitano la manutenzione e aumentano la durata operativa.
• Risparmio economico: I risparmi energetici si traducono in una significativa riduzione dei costi annuali dell’energia, migliorando il ritorno sugli investimenti.
Il progetto di conversione dei motori elettrici di Gresmalt rappresenta un esempio concreto di come le aziende possano migliorare la propria efficienza energetica e sostenibilità attraverso l’adozione di tecnologie avanzate.
Gmm Group, con la sua esperienza e collaborazione con Siemens, ha dimostrato ancora una volta di essere un partner affidabile e innovativo per le aziende del settore.
EFFICIENTAMENTO ENERGETICO DEGLI
IMPIANTI AD ARIA COMPRESSA
Bbm, consociata del Gruppo
ergy and sustainability targets. GMM Group’s experience and partnership with Siemens confirm its role as a reliable and innovative partner for the industry.
IMPROVING THE ENERGY EFFICIENCY OF COMPRESSED AIR SYSTEMS
GMM Group subsidiary BBM has established a strategic partnership with Festo , a global leader in the field of pneumatics and automation for which it acts as Official Service Provider . Pneumatic automation accounts for a substantial share of industrial energy consumption, but there is considerable scope for improving efficiency. In a production process that makes intensive use of compressed air, pneumatic system leaks are common but difficult to detect. For decades, industry tended to compensate by installing larger compressors rather than carry out extensive maintenance, an increasingly unsustainable approach given current electricity costs.
For instance, a 2.0 mm leak at 7 bar pressure can cost a company around €2,886 per year. In response to rising demand for efficiency, BBM has launched an advanced leak detection and repair service, combining cutting-edge ultrasonic tools with the skills of its in-house technicians and product specialists. These energy audits not only identify leaks but also quantify their economic impact, providing tailored consulting and corrective solutions.
Support includes component replacement, restocking, system upgrades and retrofit options with a constant focus on energy efficiency and circular economy principles.
Ceramica Mariner, Ceramica Valsecchia and Rettifica GMC are among the companies that have successfully adopted BBM’s service, which since early 2023 has seen a significant increase in demand and in follow-up retrofit projects.
A CIRCULAR ECONOMY APPROACH BASED ON COMPONENT RECONDITIONING AND RECOVERY
An important way to improve the sustainability of industrial processes is to adopt good circular economy practices aimed at reducing resource consumption through recycling. Within GMM Group, both KCM and E. Malaguti specialise in regenerating and maintaining plants and components involved in grinding and polishing processes for the ceramic industry.
In the ceramic production process, surface finishing operations such as lapping and grinding are critical not only
Gmm, ha avviato una partnership con Festo, azienda leader nel settore della pneumatica e dell’automazione, per la quale Bbm è Official Service Provider. L’automazione industriale di tipo pneumatico è responsabile di costi energetici significativi, ma presenta anche ampi margini di efficientamento. In un processo produttivo dove vi è un uso intensivo di aria compressa, gli impianti sono soggetti a frequenti perdite, difficili da individuare. Per decenni si è fatto ricorso all’uso di compressori sempre più grandi piuttosto che a una manutenzione approfondita. Con i costi elevati dell’energia elettrica, questa strada non è più percorribile.
Una perdita con un diametro medio di 2.0 mm e una pressione di servizio di 7 Bar causa in un anno una perdita economica di circa 2.886 euro. Rispondendo alla richiesta di soluzioni per ridurre i consumi ed efficientare gli impianti, Bbm ha offerto un innovativo servizio che punta alla ricerca e bonifica delle perdite d’aria. Un sistema all’avanguardia che ridu-
ce gli sprechi energetici e quindi i costi economici.
Il servizio si distingue per la perfetta sinergia tra fattore tecnologico e umano. Grazie a una strumentazione ad ultrasuoni e al know-how di tecnici manutentori e product specialist interni, Bbm è in grado di realizzare un audit energetico che non solo individua eventuali perdite nell’impianto, ma ne quantifica il costo, offrendo una consulenza completa e mirata.
L’azienda cliente può contare su un servizio su misura, con un’ampia scelta di soluzioni: dall’eventuale sostituzione e restock dei componenti danneggiati, alla possibilità di revamping o modifiche su applicazioni preesistenti. Il tutto nell’ottica di un efficientamento energetico conforme alle regole dell’economia circolare.
Ceramica Mariner, Ceramica Valsecchia e Rettifica GMC sono alcune delle aziende che hanno adottato con successo il servizio di Bbm, che dall’inizio del 2023 sta registrando un crescente numero di richieste di service e un forte aumento dei progetti di revamping post ricerca.
Sustainability FOCUS ON
to overall production efficiency but also to the technical and aesthetic quality of finished products.
Boasting more than 30 years of experience, E. Malaguti is a specialist in the electromechanical regeneration of key components, including electric motors, power reducers and grinding line spindles. Over the years, it has undertaken a process of specialisation culminating in the acquisition of Certified Partner SKF status for the reconditioning of grinding spindles, components exposed to high mechanical stress that require continuous and specific maintenance. The most sustainable solution developed by E. Malaguti and certified by SKF is complete spindle reconditioning , which restores the product to the same level of performance as a new component.
Like E. Malaguti, KCM also operates in the field of regeneration and recovery of critical components, thereby contributing to the sustainability of industrial processes. Recently acquired by GMM Group, it has established a strong reputation in the regeneration of critical components such as grinding spindles, spatula heads and Supershine heads. Once regenerated, these components are returned to production with significantly improved performance and durability.
To ensure continuous production, both KCM and E. Malaguti offer the Gemini on-site replacement service. This involves collecting non-functioning spindles directly from customer facilities and immediately replacing them with reconditioned, certified units.
Through these initiatives, GMM Group confirms its role not only as a strategic partner for the ceramic industry but also as a key driver of the ecological transition with a forward-looking vision based on responsibility, innovation and determination. ◼
ECONOMIA
CIRCOLARE ATTRAVERSO LA RIGENERAZIONE E IL RECUPERO DI COMPONENTI
Un importante contributo alla sostenibilità dei processi industriali passa attraverso le buone pratiche di economia circolare, finalizzate a un minor consumo di risorse mediante il recupero dei materiali. In questo campo operano sia KCM che E. Malaguti, entrambe parte del Gruppo Gmm, specializzate nella manutenzione e rigenerazione di impianti e componenti utilizzati nei processi di rettifica e levigatura nell’industria ceramica.
Tra i processi produttivi ceramici, quelli dedicati alla finitura di superfici (lappatura e rettifica, ad esempio) ricoprono un ruolo di primaria importanza sia in termini di efficienza produttiva globale sia per il fondamentale contributo al risultato qualitativo ed estetico del prodotto finale.
E. Malaguti, con oltre 30 anni di esperienza, è specializzata nel recupero e rigenerazione elettromeccanica di elemen-
ti critici, quali motori elettrici, riduttori di potenza e mandrini per linee di rettifica. Nel corso degli anni, ha intrapreso un percorso di specializzazione culminato nell’acquisizione della certificazione “SKF Certified Partner” per la rigenerazione dei mandrini da rettifica, ossia i componenti sottoposti a maggior sollecitazione meccanica e che quindi richiedono continue e specifiche manutenzioni. La soluzione più sostenibile studiata da E. Malaguti, e certificata da SKF, è quella di fornire un revamping completo del mandrino, in grado di ristabilire il livello di efficienza produttiva del prodotto rigenerato al pari del componente nuovo.
Come E. Malaguti, anche KCM opera nel campo della rigenerazione e recupero di componenti critici, contribuendo alla sostenibilità dei processi industriali. KCM, recentemente acquisita dal Gruppo Gmm, ha sviluppato una solida reputazione grazie alla sua capacità di rigenerare e recuperare componenti come mandrini per linee di rettifica, teste spatolanti e teste Supershine. Questi componenti vengono poi reimmessi nei loro sistemi produttivi con notevoli upgrade prestazionali e di durabilità. Per garantire una produzione continua ed efficiente, azzerando i tempi di attesa, sia KCM che E. Malaguti forniscono il servizio di sostituzione in loco “Gemini”, che prevede, direttamente in stabilimento, il ritiro dei mandrini non più funzionanti e la contemporanea consegna di elementi già rigenerati, collaudati e certificati.
Tutte queste iniziative confermano il Gruppo Gmm non solo come partner strategico per l’industria ceramica, ma anche come motore attivo del cambiamento verso una transizione ecologica concreta e misurabile. Un percorso che guarda al futuro con responsabilità, innovazione e determinazione. ◼
CE.SI.’s small-format tiles now more sustainable than ever
I piccoli formati di CE.SI. ancora più sostenibili
CE.SI. Ceramica di Sirone is a family-run company based in Sirone (Lecco) with over 60 years of experience in designing and manufacturing high-quality ceramic tiles and mosaics. Specialising in small-size porcelain stoneware and fullbody coloured porcelain stoneware products, CE.SI. has become a recognised centre of excellence and a point of reference for architects and designers around the world. It is renowned in particular for its research into colour, careful selection of raw materials and attention to both technical and aesthetic quality.
CE.SI. recently completed a major innovation and technology investment aimed at boosting productivity while ensuring the highest levels of environmental sustainability. Its longstanding partnership with Sacmi has continued to grow, resulting in ever-higher production performance.
THE FOURTH SACMI MAESTRO KILN
To further boost productivity, CE.SI. recently installed its fourth Sacmi Maestro kiln dedicated specifically to the production of mosaics in 25x25 mm and 10x30 mm sizes . With a length of 31.5 metres and inlet width of 2.01 metres, the FMS Maestro kiln guarantees precise temperature control and excellent colour and shade uniformity, crucial factors for high-quality firing of small-format tiles.
Equipped with high-efficiency burners , advanced temperature control systems and energy optimisation solutions, the new kiln minimises heat losses and contributes to more sustainable energy use.
CE.SI. Ceramica di Sirone, con sede a Sirone (Lecco), è un’azienda a conduzione familiare che da oltre 60 anni progetta e realizza ceramiche di altissima qualità, mosaici e piastrelle rigorosamente di piccolo formato, in gres porcellanato e gres porcellanato full-body colorato. Ricerca sul colore, materie prime selezionate e qualità tecnica ed estetica l’hanno resa un’eccellenza riconosciuta e riferimento per architetti e designer a livello internazionale.
Recentemente, l’azienda ha completato il suo percorso di innovazione e crescita tecnologica con un investimento finalizzato ad aumentare la produttività, garantendo al contempo la massima sostenibilità dei processi produttivi. Partner del progetto è Sacmi, con cui l’azienda lombarda ha intensificato la collaborazione negli anni per raggiungere sempre migliori performance.
Per aumentare la produttività è stato installato il quarto forno Sacmi Maestro, dedicato specificamente alla produzione di mosaico nei formati 25x25 mm e 10x30 mm. Con una lunghezza di 31,5 metri e una bocca di 2,010 metri, il forno FMS Maestro è stato progettato per garantire il massimo controllo della temperatura e un’elevata uniformità di tono-colore per cuocere con qualità perfetta piastrelle di piccolo formato.
Grazie ai bruciatori ad alta efficienza, ai controlli avanzati di temperatura e ai sistemi di ottimizzazione dei consumi, il nuovo forno riduce le dispersioni termiche, contribuendo a una gestione energetica più sostenibile.
IL SISTEMA DI FILTRAZIONE
Parallelamente all’introduzione
IL QUARTO FORNO SACMI MAESTRO
Giuseppe Miselli (Sacmi) and Federico Fumagalli, Ceo of Ce.Si
Sustainability FOCUS ON
THE ADVANCED FILTRATION SYSTEM
Alongside the introduction of the new kiln, CE.SI. has also invested in a state-of-the-art dust filtration system developed by Eurofilter , the Sacmi brand devoted to green technologies. The new bag filter system, which replaces two outdated cartridge filters, serves multiple departments (press feeding and pressing) and improves both efficiency and use of space. With an airflow capacity of up to 45,000 m³/h and 90 kW of installed electrical power, the system ensures outlet dust concentrations of less than 10 mg/Nm³. This result is significant not only because it is below legal requirements but above all because it translates into a safer and healthier working environment and extends equipment service life.
ROOFTOP PHOTOVOLTAIC SYSTEM
Another key step in CE.SI.’s sustainability strategy is the installation of a new rooftop photovoltaic system, carried out in partnership with Protesa, the Sacmi division specialising in renewable energy solutions. With an installed capacity of 535.92 kWp and a nominal power of 480 kW, the system supplies clean energy directly to the factory, cutting annual CO2 emissions by 195 tonnes, equivalent to the absorption capacity of more than 7,787 trees. By directly consuming the energy it generates, CE.SI. reduces its energy costs and overall carbon footprint. The photovoltaic installation is part of a broader industrial site upgrade, which also included refurbishing the warehouse roof to optimise integration with the photovoltaic panels.
del nuovo forno, CE.SI. ha investito in un sistema di filtrazione avanzato per l’abbattimento delle polveri, sviluppato da Eurofilter, brand dedicato alle tecnologie green di Sacmi. Si tratta di un moderno filtro a maniche a servizio di più reparti (alimentazione presse e pressatura) che sostituisce due filtri a cartucce di vecchia concezione, ottimizzando spazi e prestazioni. Il nuovo impianto, con una portata che può raggiungere i 45.000 m3/h e una potenza elettrica installata di 90 kW, arriva ad una concentrazione di polveri in uscita inferiore a 10 mg/Nm3. Un dato importante, non solo perché inferiore ai limiti imposti dalla legge, ma soprattutto perché significa tutelare la salute dei lavoratori, fare attenzione alla salubrità dell’ambiente di lavoro e garantire una durata maggiore alle macchine dell’impianto.
IL TETTO FOTOVOLTAICO
Un ulteriore tassello della strategia di innovazione sostenibile di CE.SI. è rappresentato dalla nuova copertura fotovoltaica, realizzata in collaborazione con Protesa, divisione di Sacmi specializzata in soluzioni energetiche rinnovabili. Con una potenza installata di 535,92 kWp e una potenza nominale di 480 kW, l’impianto fornisce energia pulita direttamente agli stabilimenti produttivi, garantendo un risparmio annuo di 195 tonnellate di CO2, equivalenti all’assorbimento di oltre 7.787 alberi. Grazie all’autoconsumo dell’energia generata, CE.SI. riduce i costi energetici e abbassa la propria impronta carbonica. Questo intervento si inserisce in un percorso di riqualificazione dell’impianto industriale, che ha visto anche il rifacimento della copertura del magazzino aziendale per favorire un’in-
The rooftop photovoltaic system designed by Protesa Il tetto fotovoltaico progettato da Protesa
Sustainability FOCUS ON
CRAFTSMANSHIP MEETS INNOVATION
With a covered production area of 17,000 square metres , CE.SI. stands out for its combination of artisanal craftsmanship and the most advanced ceramic technologies. The company has earned its leading market position thanks to the exceptional quality of its plain colour tiles and its ongoing research into small-size products. Its wide range of sizes, more than 100 colours and multiple finishes offers architects and designers unlimited scope for creativity and eye-catching compositions. Each CE.SI. tile becomes a palette of perfect, uniform shades, achieved through advanced manufacturing processes that ensure high-quality gloss and matt finishes.
The investments in the fourth kiln, filtration system and photovoltaic array further underscore CE.SI.’s commitment to building a more sustainable future based on manufacturing efficiency and the highest levels of product quality. The company’s development model successfully combines tradition and innovation, benefiting not only its business but also the environment while meeting the needs of a market increasingly focused on excellence in ceramic design. ◼
tegrazione ottimale con il nuovo impianto fotovoltaico.
INNOVAZIONE E ARTIGIANALITÀ
Con una superficie produttiva di 17.000 metri quadrati coperti, CE.SI. si distingue per la sua capacità di coniugare l’artigianalità della lavorazione con le più avanzate tecnologie del settore ceramico. L’azienda ha saputo ritagliarsi un ruolo di primo piano grazie alla qualità delle sue piastrelle monocolore e alla continua ricerca nel settore dei piccoli formati.
La varietà di formati, colori (oltre 100) e finiture disponibili offre ai progettisti la possi-
bilità di creare infinite combinazioni e soluzioni d’effetto. Ogni piastrella CE.SI. diventa una gamma di tinte unite perfette, ottenute grazie ad avanzati processi produttivi che garantiscono un’elevata qualità di finitura sia lucida sia opaca. L’investimento nel quarto forno, nei sistemi di filtrazione e nell’impianto fotovoltaico rappresenta un’ulteriore conferma dell’impegno di CE.SI. verso un futuro più sostenibile, efficiente e orientato alla massima qualità del prodotto. Un modello di sviluppo che unisce tradizione e innovazione, a beneficio dell’azienda, dell’ambiente e di un mercato sempre più attento alle soluzioni ceramiche di eccellenza. ◼
Flue gas filtration system - Sistema di filtrazione
Costruiamo il vostro Alpha. Con passione!
Marcel, Ingegnere Meccanico
Alpha, fusore polivalente ad alte prestazioni.
È il momento della generazione Alpha. Pensare in modo nuovo, puntare su ciò che è collaudato. Perché abbiamo un obiettivo: il vostro successo. Capacità di fusione elevata e affidabilità, componenti durevoli, dimensioni compatte, eccellente sicurezza sul lavoro. Affinché possiate affrontare il futuro in tutta sicurezza.
Scoprite di più su Alpha.
Finishing 5.0 and Green Innovation
Finitura 5.0 e Green Innovation
In recent years, sustainability has become one of the main drivers in industry, not only as a response to environmental challenges, but also as a strategic competitive lever. In the world of B2B, companies that adopt green and circular processes are perceived as more reliable and innovative partners, capable of offering added value across the supply chain. It is within this context that BMR has positioned its offering, integrating sustainability into its production models and transforming it into a driver of technological innovation and a tool for generating new value in the market.
The growing demand for more complex, customised products, shorter life cycles and smaller batch sizes, coupled with fluctuating demand, have shaped a strategy that combines the need to reduce environmental impact with a call for more flexible solutions, while ensuring or even improving production efficiency and quality.
TECHNOLOGIES FOR FINISHING 5.0
At the heart of BMR’s offering is a new generation of finishing technologies developed in line with Industry 5.0 principles focused on energy efficiency, waste recovery, digitalisation and reduced tool consumption. It applies to all product lines, adopting the principles of eco-design and eco-engineering as reference models.
The first advantage of this new approach is a more rational use of resources – energy, tools, raw materials – along with a contribution to improving the quality of the working environment without compromising top-level performance.
BMR’s vision translates into a new way of thinking about ceramic finishing lines , where environmental responsibility is permanently integrated with flexibility and efficiency, fuelling a gradual and customised yet unstoppable transition towards full process automation and digitalisation.
COMPLETE RECOVERY OF SQUARING DUST
BMR has stood out in recent years for the continuous development and modernisation of its machines, offering exclusive solutions capable of delivering immediate competitive advantages. This evolution is driven by the constant technology research and investigation carried out by BMR (part of the Sacmi Group) in close collaboration with leading research institutes, particularly universities.
One of the flagship projects completed in 2024 was a study
Negli ultimi anni la sostenibilità è diventata uno dei principali driver nell’industria, non solo come risposta alle sfide ambientali, ma anche come leva competitiva strategica. In ambito B2B, le aziende che adottano processi green e circolari sono percepite come partner più affidabili e innovativi, in grado di offrire valore aggiunto lungo tutta la filiera. In questo scenario si colloca la proposta di BMR, che ha scelto di integrare la sostenibilità nei propri modelli produttivi, trasformandola in motore di innovazione tecnologica e strumento per generare nuovo valore aggiunto nel mercato.
La crescente richiesta di customizzazione dei prodotti, la loro maggiore complessità, la riduzione del loro ciclo di vita e della dimensione media dei lotti, così come le oscillazioni della domanda, hanno dettato i cardini della strategia che affianca alla necessità di ridurre gli impatti sull’ambiente una richiesta di maggiore flessibilità delle soluzioni, garantendo, se non addirittura migliorando, l’efficienza e la qualità produttiva.
TECNOLOGIE DI FINITURA 5.0
Cuore dell’offerta BMR è una nuova generazione di tecnologie di finitura 5.0 orientate all’efficienza energetica, al recupero degli scarti, alla digitalizzazione e alla riduzione del consumo di utensili. Tale approccio è rivolto a tutte le li-
nee di prodotto, adottando come modello di riferimento i principi di ecodesign ed ecoprogettazione
Il primo vantaggio dell’applicazione di questi concetti è un utilizzo più razionale delle risorse – energia, utensili, materie prime – e, non ultimo, un contributo al miglioramento della qualità dell’ambiente di lavoro, mantenendo le prestazioni al top. La visione di BMR si traduce in un nuovo modo di intendere il fine linea ceramico, dove l’elemento green si integra stabilmente con i concetti di flessibilità ed efficienza, nell’ambito di un approccio graduale, customizzato – ma al tempo stesso “inesorabile” – verso l’automazione e la digitalizzazione dei processi.
RECUPERO INTEGRALE DI POLVERI DI SQUADRATURA
BMR si è distinta in questi anni nel mercato per il continuo sviluppo e aggiornamento delle macchine, con soluzioni esclusive capaci di generare vantaggi competitivi immediati. Alla base di tali sviluppi c’è l’attività di ricerca e scouting tecnologico che l’azienda, parte del Gruppo Sacmi, conduce quotidianamente, collaborando con i principali istituti di ricerca, a partire dall’Università.
Tra i progetti di punta completati nel 2024 c’è proprio lo studio condotto con Unimore (Università di Modena e Reggio Emilia) sul recupero integrale delle polveri di squadratura.
Marco Sichi, BMR (Scandiano, Italy)
Sustainability FOCUS ON
conducted in partnership with Unimore (University of Modena and Reggio Emilia) involving the complete recovery of squaring dust . A daily production of 10,000 square metres of tiles generates at least 3,500 kilograms of dust , a substantial volume that varies according to tile size and thickness and the quantity of scrap produced. The results of the study demonstrated that this material can be entirely recovered and reintroduced into the production cycle , significantly reducing waste and environmental impact.
FROM WASTE TO A VALUABLE RESOURCE: SCIENTIFIC VALIDATION AND INDUSTRIAL APPLICATION
As a technological leader in the dry grinding process capable of adapting grinding wheel compositions to manage the heat generated by surface friction, BMR has demonstrated through this study that the dust produced during squaring is scientifically recoverable and can be classified as high-grade chamotte, transforming what was once considered waste into a valuable resource.
But BMR’s efforts did not stop at academic validation: with the support of leading Italian industrial groups, the company extended the research to laboratory tests and industrial-scale trials.
The project explored multiple options, from simply reintegrat-
In una produzione giornaliera di 10.000 mq, si generano almeno 3.500 kg di polveri, dunque un volume importante, variabile in base a spessore, formato e quantità di sfrido. I risultati ottenuti dimostrano che questo materiale può essere completamente recuperato e reimmesso nel ciclo produttivo, riducendo drasticamente sprechi e impatto ambientale.
DA SCARTO A RISORSA “NOBILE”: LA VALIDAZIONE SCIENTIFICA E ON FIELD
Capofila tecnologico nel processo di rettifica a secco – con relativo adeguamento nel tempo della composizione delle mole per gestire il calore dall’attrito con la super-
ficie della piastrella –, BMR ha confermato con questo studio come le polveri prodotte siano scientificamente recuperabili e classificabili come chamotte pregiata, quindi realmente capace di trasformare i residui di lavorazione da scarto a risorsa nobile.
L’attività di BMR non si è fermata alla validazione dello studio a livello accademico ma, con il supporto di primari gruppi industriali italiani, ha incluso la realizzazione di test prima in laboratorio e poi su scala industriale. Il progetto ha esplorato tutte le strade, dalla semplice re-immissione del ciclo delle polveri originarie allo sviluppo di un impasto apposito, capace di accogliere sia le polveri di squadratura sia eventuali scarti umidi.
Dopo più di sei mesi di pro-
ing the recovered dust into standard bodies to developing special formulations capable of incorporating both squaring dust and wet processing residues.
After more than six months of industrial production, it was confirmed that dry squaring dust, which is easier to manage than sludge from wet post-firing treatments, can be used in quantities of up to 4-5% in standard bodies without causing technological issues or alterations to the tile surface. In specially formulated bodies, this percentage can be increased to 25%, with only minor consequences: unsuitability for superwhite bodies (L value is reduced from 77 to around 70), a modest increase in shrinkage and possible variability in shade according to the material that is undergoing squaring.
These research efforts represent a concrete innovation for the production process that allows for zero-waste manufacturing and 100% recycling of unfired material. As well as contributing to a circular economy model, it brings further tangible benefits in terms of cost reduction and energy optimisation, factors that are always a core focus of BMR’s R&D efforts, for example by adopting individual inverters for calibrating motors, improving both consumption and tooling costs.
SUSTAINABILITY AND VISION
In recent years, all BMR machines have undergone constant technological upgrades and digital enhancements, with the twin aims of improving process efficiency and reducing resource consumption. One example is Squadra Vision Plus, already adopted by key players in the Italian ceramic district and representing the latest evolution in BMR squaring technology. Designed to deliver more precise, quieter and lower-energy machining, the machine integrates BMR’s exclusive vision system with video cameras, reducing grinding wheel consump-
duzione industriale, è stato accertato che le polveri da squadratura a secco, più semplici da gestire rispetto ai fanghi da trattamenti post-cottura a umido, possono essere utilizzate fino al 4-5% in impasto senza causare problemi tecnologici, né alterazioni superficiali delle piastrelle. In impasti formulati ad hoc, tale quota può crescere sino al 25%, con la sola esclusione dei “super-bianchi” (riduzione del valore L colorimetrico da 77 a circa 70), un modesto aumento del ritiro e una possibile variabilità del tono, in funzione della variazione del materiale sottoposto a squadratura.
Questa attività di ricerca rappresenta una concreta innovazione di processo, che consente di lavorare con sfrido zero e ottenere un riciclo del 100% del materiale in crudo, a vantaggio della green technology, dimostrando perciò che un approccio di produzione circolare è possibile e con ulteriori benefici tangibili in termini di riduzione dei
costi e ottimizzazione energetica (questi ultimi sempre al centro dell’attività R&S di BMR, ad esempio con l’introduzione degli inverter singoli per i motori calibratori, che contribuiscono a ridurre sia i consumi sia il costo utensile).
SOSTENIBILITÀ E “VISIONE”
Tutte le macchine BMR sono state oggetto, in questi ultimi anni, di continui aggiornamenti tecnologici e potenziamenti digitali, con l’obiettivo di migliorare l’efficienza di lavorazione e contenere i consumi. Un esempio è Squadra Vision Plus, già adottata da primari player del distretto ceramico italiano ed ultima evoluzione del processo di squadratura BMR. Progettata per garantire lavorazioni più precise, silenziose e con minore impatto energetico, la macchina integra il sistema esclusivo BMR di visione con telecamere, riducendo il consumo della mole fino al 40% rispetto ai sistemi laser, a parità di materiale asportato e velocità. Si ottengono così rispar-
A DAILY PRODUCTION OF 10,000 SQM GENERATES AT LEAST 3,500 KG OF DUST , WHICH IS NOW FULLY RECOVERED AND REINTRODUCED INTO THE PRODUCTION CYCLE
Sustainability FOCUS ON
tion by up to 40% compared to traditional laser systems with no loss of speed or material removal performance. This results in significant savings, greater machining precision and a higher-performance squaring process that is quieter and more efficient than ever before.
More broadly, these new vision systems with digital video cameras form a vital pillar of BMR’s sustainability strategy, not only optimising operations, improving quality and reducing waste, but also allowing for real-time monitoring of all phases – cutting, squaring, finishing and treatment. By applying data knowledge and anomaly detection, it is now possible to anticipate deviations and correct them proactively.
Another major recent development in the field of controls is ShineVision, a solution for advanced quality control of finished tiles developed by BMR in collaboration with Italvision. ShineVision is capable of detecting aesthetic defects and imperfections that until now have been left to subjective evaluation. The main aim of the technology is to optimise the production process, detecting defects that can be corrected by a subsequent reworking during the finishing stage.
SMALLER FOOTPRINT, SAME PERFORMANCE
Improving operational efficiency, reducing process costs and achieving a tangible improvement in the environmental profile of the plant also means being able to intervene on existing lines, reducing the overall footprint without affecting performance.
This philosophy is exemplified by LeviCompact, a patented solution launched two years ago that reduces floor space by up to 45% compared to traditional finishing lines. It marks a further step forward in a practical and profitable green innovation strategy that delivers benefits across the entire value chain. ◼
mi importanti, aumentando allo stesso tempo l’accuratezza delle lavorazioni nell’ambito di un processo di squadratura sempre più performante, efficiente e silenzioso.
Più in generale, i nuovi sistemi di visione con telecamere digitali rappresentano un tassello fondamentale nella strategia di sostenibilità di BMR, consentendo non solo di ottimizzare i processi, aumentare la qualità e ridurre gli sprechi: grazie al monitoraggio in tempo reale di tutte le fasi – taglio, squadratura, finitura, trattamento – è infatti possibile sfruttare la conoscenza del dato in funzione di anomaly detection, individuando con anticipo eventuali deviazioni del processo e correggendole tempestivamente. Sotto il profilo dei controlli, un recente ed ulteriore sviluppo strategico riguarda ShineVision, realizzato con Italvision e pensato per il controllo qualità avanzato delle piastrelle finite. ShineVision consente di rilevare difetti estetici e imperfezioni, finora valutati
in modo soggettivo. L’obiettivo primario della tecnologia è l’ottimizzazione del processo produttivo, intercettando eventuali difetti che possono essere recuperati da un successivo “ripasso” all’interno del processo di finitura.
MINORI INGOMBRI, STESSE PERFORMANCE
L’incremento dell’efficienza operativa, una riduzione dei costi di processo e un miglioramento concreto del profilo ambientale dell’impianto comprende a tutti gli effetti la possibilità di intervenire su linee esistenti, riducendo gli ingombri a terra a parità di performance. Va in questa direzione LeviCompact, la soluzione BMR, sul mercato già da due anni, che ha confermato sul campo la validità della sua configurazione brevettata, con una riduzione degli ingombri a terra fino al 45% rispetto alle lavorazioni tradizionali. Completando così un ulteriore tassello per una green innovation praticabile e profittevole, a vantaggio di tutti gli attori della filiera. ◼
Minerali industriali engineering
The Solution REC series developed by Minerali Industriali Engineering (MIE) meets the need for greater efficiency and sustainability. It consists of a range of extremely versatile processes for recycling waste from a variety of industrial sectors, which can subsequently be reused in companies’ production cycles to deliver a rapid return on investment and significantly reduced disposal costs.
In a context increasingly focused on reducing the environmental impact of production processes, one major innovation is Rec Mud, a plant within the Solution REC series designed to transform industrial sludge and waste materials into valuable new resources for industry.
Today, a signific ant portion of industrial sludge still ends up in landfills, resulting in high financial and environmental costs. In contrast, Rec Mud represents a new frontier in the circular economy that is capable of fully recovering materials previously considered waste and converting them into reusable raw materials.
At the heart of the Rec Mud system is a thermo-mechanical treatment carried out entirely within a single machine across three phases: drying, grinding and particle size separation.
Sludge with an initial moisture content of up to 20% is first dried using a stream of hot air. The resultant material is then transferred to a pendulum mill, where large pendulums apply constant pressure to reduce the material to an ultra-fine powder. Finally, a centrifugal classifier sorts the particles by size: finer
particles make up the finished product, while coarser particles are returned to the mill for further grinding. This all takes place in a single machine.
The result is a highly versatile finished product with a particle size ranging from 0-100 μm to 0-45 μm and a moisture content of less than 0.5%, ready for use in various industries from ceramics to building materials.
Rec Mud’s value lies not only in its advanced technology but also in the sustainable philosophy that inspired it. Each tonne of sludge converted into reusable material means less pollution, use of smaller quantities of natural resources and a substantial reduction in emissions associated with disposal.
With a production capacity ranging from 3 to 10 tonnes per hour, Rec Mud is a strategic ally for companies seeking to reduce their environmental footprint without compromising productivity.
■■■
Con la serie Solution REC, Minerali Industriali Engineering (MIE) risponde all’esigenza di una maggiore efficienza e sostenibilità. Si tratta infatti di una gamma di processi estremamente versatili per il riciclo di scarti provenienti da diversi settori industriali, che si prestano ad essere reimpiegati nel ciclo produttivo interno alle aziende, garantendo un rientro dell’investimento in tempi estremamente brevi ed un consistente abbattimento dei costi di smaltimento.
In un contesto sempre più orientato alla riduzione dell’impatto ambientale dei processi produttivi, nasce Rec Mud, un impianto della serie Solution Rec, capace di trasformare fanghi e materiali di scarto in una preziosa risorsa per l’industria.
Oggi, una parte significativa dei fanghi industriali finisce ancora in discarica, con costi elevati sia in termini economici che ambientali. Rec Mud, invece, rappresenta una nuova frontiera dell’economia circolare, permettendo il recupe-
ro completo di materiali considerati fino a ieri “rifiuti” e rendendoli nuovamente utilizzabili come nuova materia prima.
Il cuore del sistema Rec Mud è un trattamento termo-meccanico che si sviluppa in un’unica macchina in tre fasi: essiccazione, macinazione, separazione granulometrica. I fanghi, con un’umidità iniziale fino al 20%, vengono prima essiccati grazie a un flusso d’aria calda; il materiale passa poi alla macinazione tramite un mulino pendolare, dove grandi pendoli esercitano una pressione costante per rendere il materiale una polvere finissima; a questo punto, un classificatore centrifugo seleziona le particelle in base alla granulometria desiderata: quelle più fini costituiscono il prodotto finito, mentre quelle più grosse vengono reinviate al mulino per essere macinate. Il tutto in un unico macchinario. Il risultato è un prodotto finito versatile che può avere una granulometria da 0÷100 μm fino a 0 ÷ 45 μm e con umidità inferiore allo 0,5%, pronto per essere impiegato in diversi settori industriali, dal comparto ceramico a quello dei materiali da costruzione. Il valore aggiunto di Rec Mud non è solo nella tecnologia, ma nella filosofia sostenibile che lo guida e lo contraddistingue. Ogni tonnellata di fango trasformata in materia riutilizzabile significa infatti meno inquinamento, meno sfruttamento delle risorse naturali e una drastica riduzione delle emissioni legate allo smaltimento.
Con una capacità produttiva variabile tra 3 e 10 tonnellate all’ora, Rec Mud si propone come alleato strategico per tutte le aziende che vogliono ridurre il proprio impatto ambientale senza rinunciare alla propria produttività.
LATEST TECHNOLOGIES ON
Sustainability
PoPPi CleMentino
At a time when sustainability and energy efficiency are becoming increasingly essential, ceramic companies are called upon to make ever greater efforts to reduce their environmental impact and optimise consumption. In this rapidly-evolving landscape,
Poppi Clementino is a strategic partner capable of guiding the transition towards a greener and more competitive future. The company specialises in energy recovery , developing cutting-edge solutions tailored to the specific needs of the ceramic industry. With its in-depth knowledge of the sector’s energy-intensive processes, from firing to drying, it understands just how vital it is to recover and reuse otherwise wasted thermal energy.
This knowledge is translated into innovative systems that capture waste heat and reintegrate it into the production cycle, either as thermal energy for other processes or for the prod uction of electricity. This circular approach not only leads to significant energy savings, but also plays an active role in reducing greenhouse gas emissions, in line with international climate goals and increasingly stringent regulations.
Poppi Clementino’s technologies bring the following benefits for ceramic manufacturers:
• Lower fossil fuel consumption, reducing dependence on traditional and volatile energy sources.
• Reduced operating costs, as recovered energy translates directly into savings.
• A smaller environmental footprint, contributing to the sector’s decarbonisation.
• Enhanced competitiveness, with energy efficiency translating into more competitive products on the market.
• Access to incentives and funding, as efficiency projects often qualify for national and EU support programmes.
Poppi Clementino does far more than deliver advanced technology, it offers a comprehensive service from initial energy assessments to bespoke system design, installation and maintenance, providing ongoing, tailored support for its ceramic sector clients.
Firm in the belief that sustainability and energy efficiency are not just obligations but real opportunities for innovation and growth for the ceramic sector, Poppi Clementino helps companies transform environmental challenges into concrete competitive advantages.
In un’epoca in cui la sostenibilità e l’efficienza energetica sono imperativi categorici, le aziende del comparto ceramico sono chiamate a un impegno sempre maggiore per ridurre il proprio impatto ambientale e ottimizzare i consumi. In questo scenario dinamico, la Poppi Clementino si pone come un partner strategico per guidare la transizione verso un futuro più verde e competitivo.
Specializzata nel recupero energetico, offre soluzioni all’avanguardia progettate specificamente per le esigenze uniche dell’industria ceramica. L’azienda ha un profondo know how in tema di intensità energetica dei processi produttivi, dalle fasi di cottura all’essiccazione, ed è ben consapevole di quanto sia cruciale massimizzare il riutilizzo del calore disperso. La sua conoscenza si traduce in sistemi innovativi che intercettano e valorizzano l’energia termica altrimenti sprecata, reimmettendola nel ciclo produttivo sotto forma di calore utile per altri processi o per la produzione di energia elettrica. Questo approccio circolare non solo riduce significativamente i costi energetici per le aziende ceramiche, ma contribuisce attivamente alla diminuzione delle emissioni di gas serra, in linea con gli obiettivi di sostenibilità globale e le normative sempre più stringenti. Attraverso l’implementazione delle tecnologie fornite da Poppi Clementino, le aziende ceramiche possono beneficiare di:
• riduzione dei consumi di combustibili fossili: diminuendo la dipendenza da fonti energetiche tradizionali e volatili.
• abbattimento dei costi operativi: l’energia recuperata si traduce direttamente in un risparmio
economico tangibile.
• miglioramento della propria impronta ambientale: contribuendo concretamente alla decarbonizzazione del settore.
• aumento della competitività: un’efficienza energetica maggiore si traduce in prodotti più competitivi sul mercato.
• accesso a incentivi e finanziamenti: le soluzioni di efficienza energetica spesso rientrano in programmi di sostegno governativi ed europei.
La Poppi non si limita a fornire tecnologie avanzate, ma offre un servizio completo che include l’analisi preliminare dei fabbisogni energetici, la progettazione su misura delle soluzioni, l’installazione e la manutenzione dei sistemi, garantendo un supporto costante e personalizzato ai clienti del settore ceramico. L’azienda, fermamente convinta che la sostenibilità e l’efficienza energetica non siano solo obblighi, ma vere e proprie opportunità per l’innovazione e la crescita del settore ceramico, affianca i propri clienti trasformando le sfide ambientali in vantaggi competitivi concreti.
Sustainability LATEST TECHNOLOGIES ON
geniteC
Ceramic sanitaryware is expected to meet high standards of sustainability in everyday use. To achieve this objective, sustainability must begin with the industrial production process, including the equipment and systems used to manufacture these products. With this in mind, Genitec offers a range of machinery designed to reduce the environmental impact of production, contributing to the long-term pursuit of environmental, economic and social sustainability. One of these solutions is the GHC 1005, a high-pressure casting system for three-part WC bowls. By adopting high-pressure technology, the GHC allows for an efficient production process with high productivity while significantly reducing operational disruptions. The system also pro-
motes more efficient use of materials. One of the key strengths of the GHC 1005 is its ability to maximise output per unit time: depending on the conditions of the plant in which it is installed, it can produce between 250 and 350 WC bowls per day. The system’s structure is equipped with connections capable of withstanding high closing forces and is resistant to the corrosive effects of water and humidity. The control panel is designed for both manual and automatic operation and can be adapted to suit any production requirement. The electrical system includes high-quality motor safety switches and contactors, hydraulic units and relays. All parameters are accessible via a user-friendly control interface, which also features secure access
for authorised users and optional remote operation. Mould-related operations are managed by the Genitec PLC.
The system also features special vacuum centrifugal pumps, high-quality piping and actuator valves, as well as a manual casting bench. Optional equipment is also available for integration with a conveyor belt system. For safety purposes, the machine is equipped with visual and audible warning signals activated during movement, as well as an emergency stop switch.
Genitec provides a full suite of basic and advanced support services for its machines, covering everything from initial suitability assessments to maintenance in order to ensure full operational efficiency. Assistance is also available to address technical issues
during operation. In short, Genitec offers a comprehensive service designed to help customers achieve the highest levels of production capacity.
I sanitari di ceramica sono tra gli articoli di uso quotidiano da cui ci si aspetta la massima sostenibilità. Una sostenibilità che deve partire innanzitutto dalla loro produzione industriale, quindi dagli impianti e attrezzature impiegati per fabbricarli. In questo contesto, Genitec dispone di varie tipologie di macchinari che rispondono alla necessità di ridurre l’impatto ambientale del processo produttivo, contribuendo al raggiungimento a lungo termine e in modo equilibrato di una sostenibilità non solo ambientale, ma anche economica e sociale.
Uno di questi macchinari è il GHC 1005, il sistema di colaggio ad alta pressione di WC in tre parti. Proprio grazie alla tecnologia dell’alta pressione, il GHC consente di realizzare un processo produttivo efficiente, caratterizzato da elevata produttività e forte riduzione di eventuali inconvenienti durante il suo funzionamento. Inoltre, questa tecnologia permette un uso più efficiente dei materiali. La caratteristica principale di GHC 1005 è la capacità di produrre la massima quantità possibile per unità di tem
bilimento in cui è installato: può infatti raggiungere una produzione giornaliera di 250-350 pezzi. La struttura del sistema è dotata di connessioni capaci di resistere alla elevata forza di chiusura, oltre ad essere resistente agli effetti corrosivi dell’acqua e dell’umidità. Il pannello di controllo è progettato per gestire il sistema sia in modalità manuale che automatica, adattandosi a ogni esigenza. L’equipaggiamento elettrico prevede interruttori di sicurezza per motori e contattori di alta qualità, unità idrauli
è possibile visualizzare tutti i dettagli in un linguaggio user-friendly, ed è presente una funzione che consente l’accesso solo agli utenti autorizzati, oltre ad alcune opzioni come il controllo da remoto. Anche le operazioni legate allo stampo sono gestite dal PLC Genitec. Tra le altre dotazioni del sistema figurano speciali pompe centrifughe sottovuoto, tubazioni e valvole attuatrici di alta qualità, oltre ad un banco di colaggio manuale. Sono disponibili anche dotazioni opzionali per il sistema a nastro trasportatore, mentre, per quanto riguarda
la sicurezza, il sistema è dotato di avvisi luminosi e sonori attivati durante il movimento, oltre ad un interruttore per l’arresto d’emergenza. Genitec fornisce ogni tipo di assistenza sui propri macchinari, sia di base che avanzata, dalla valutazione dell’adeguatezza alla manutenzione, fino al completo raggiungimento dell’efficienza operativa e, successivamente, intervenendo in caso di eventuali problemi durante l’utilizzo dei macchinari. Un servizio completo, quindi, per consentire di raggiungere la massima capacità possibile.
seteC
The Economick shuttle kiln for firing sanitaryware and tableware was developed several years ago by Coel Tunnel (Setec Group). While retaining the flexibility typical of shuttle kilns, Economick’s standout feature is the fact that its specific energy consumption levels are comparable to those of tunnel kilns (around 900-1400 kcal/kg), significantly lower than those of traditional shuttle kilns (around 21002700 kcal/kg).
More specifically, the Economick kiln offers the following advantages:
• 45% lower consumption, and consequently reduced emissions, compared to a conventional shuttle kiln;
• precise control of the kiln atmosphere, with reduced excess air and improved combustion;
• complete cold-to-cold firing cycles in 12-14 hours, allowing for up to 2 cycles/day;
• a lower cold-face temperature for greater operator comfort and safety in the kiln area.
One of the key innovations of the Economick kiln lies in its use of pre-heated combustion air and patented high-speed Ipeg burners. The combustion air can reach values of 200°C or higher during the maximum temperature firing stage. This is achieved using a heat exchanger that recovers a significant portion of the heat that would otherwise be lost via the
flue. Because the heat exchanger is located outside the kiln, the internal flow of exhaust gases remains unchanged, avoiding the risk of short-circuiting and ensuring that the thermal energy of the gases is fully transferred to the ceramic products. As a result, the kiln’s internal fluid dynamics remain identical to those of a conventional shuttle kiln.
Another major feature of the Economick kiln is its optimised thermal insulation. The kiln lining is designed to maximise the ratio between insulating power and thermal inertia, delivering significant energy savings. This optimisation reduces heat losses to the surrounding environment and the energy consumed to heat the kiln structure itself. It also explains the lower cold-face temperatures and the ability to achieve rapid firing cycles. For such short cycles, a lightweight kiln structure that heats and cools quickly is essential.
The Economick also benefits from advanced control of air and gas flows using the latest software developed by Setec. Independent control of each air and gas line allows for precise flow regulation and minimisation of excess air, resulting in major energy savings. At the same time, the integration of an oxygen probe allows for continuous monitoring of the kiln atmosphere, improving not only energy efficiency but also emissions
and finished product quality. Furthermore, continuous monitoring of flue gas temperature and the use of automated actuation systems minimise the entry of false air and maximise the recovery of heat for preheating combustion air.
All of these innovations are independent, so it is possible to use just some of the features present on the Economick kiln and not others. As a result, Coel Tunnel can tailor these new kilns to the specific needs of each manufacturer. Some of these improvements, such as internal atmosphere control, can also be retrofitted to enhance the performance of existing shuttle kilns. Last but not least, the burners used on all Setec kilns are compatible with hydrogen fuel mixtures.
■■■
Economick è il forno intermittente per la cottura di sanitari e stoviglie¬ria sviluppato da alcuni anni da Coel Tunnel (Gruppo Setec).
Oltre al vantaggio della flessibilità tipica di un forno intermittente, la prerogativa di Economick è che presenta consumi specifici pa¬ragonabili a quelli di un forno a tunnel (questi si aggirano tra 900-1400 Kcal/kg), quindi molto inferiori ai consumi dei tradizionali shuttle (circa 2100-2700 Kcal/kg). Più in dettaglio, i vantaggi del forno Economick si possono sintetizzare in:
• una riduzione dei consumi, e
quindi delle emissioni, del 45% rispetto ad un forno intermittente tradizionale;
• controllo dell’atmosfera all’interno del forno con abbassamento degli eccessi d’aria e migliore combustione;
• realizzazione di cicli completi (freddo-freddo) in 12/14 ore con conseguente possibilità di realizzare fino a 2 cicli/giorno;
• una minore temperatura di faccia fredda con un maggior benessere e sicurezza per gli operatori presenti nella zona forno.
Una delle principali innovazioni del forno Economick è l’utilizzo di aria di combustione preriscaldata e dei già brevettati bruciatori Ipeg ad alta velocità. L’aria di combustione può raggiungere anche valori superiori ai 200°C durante la permanenza alla massima temperatura. Tale riscaldamento è ottenuto grazie ad uno scambiatore che permette il recupero di una parte importante di calore altrimenti destinata al camino. Tale scambiatore è esterno al forno, pertanto non viene in alcun modo alterato il percorso dei fumi all’interno dell’ambiente forno. Questo evita che i fumi vengano “cortocircuitati”, permettendo di sfruttare a pieno il loro contributo termico necessario per riscaldare i manufatti ceramici. Di fatto la fluidodinamica del sistema resta quindi identica a quella di un forno intermittente tradizionale.
Un’altra caratteristica del forno Economick è l’ottimizzazione dell’i-
solamento termico. Il rivestimento del forno massimizza il rapporto potere isolante/inerzia termica contribuendo sensibilmente al risparmio energetico. È evidente come questa ottimizzazione riduca sia il calore disperso verso l’esterno che quello sprecato per riscaldare le strutture del forno. Questo spiega anche perché la temperatura di faccia fredda sia ridotta e permette di capire come sia stato possibile realizzare cicli così rapidi. Per questi ultimi, infatti, è di fondamentale im-
robateCh
The all-electric Volta hot melt jetting head from Robatech has received an upgrade that makes it even more powerful. With the integrated stitching function, companies can now easily reduce their adhesive consumption by up to 60% – and thus successfully counteract rising production costs. Thanks to this new function, it is now even easier to divide glue beads into shorter beads or glue dots with the Volta application head. The application head control defines how much adhesive is to be saved. This process significantly reduces adhesive consumption without compromising the quality of the application. On the contrary: it even improves adhesion.
Sustainability and energy efficiency are the most important advantages. In addition to the savings potential in adhesive, Volta scores with 60% lower energy consumption compared to conventional pneumatic application heads. It operates entirely without compressed air, which reduces maintenance work and cuts costs. The jetting head is also robust and durable – now with a service life of up to 2 billion operating cycles. All of this helps to significantly reduce the
portanza avere un forno “leggero” e che quindi si scaldi e si raffreddi molto velocemente.
L’altro importante elemento di miglioramento è la gestione delle portate di aria e gas, ottenuta grazie al software sviluppato da Setec. Da un lato, infatti, il controllo delle singole linee aria e gas permette di ottimizzare le portate e di rendere minimi gli eccessi d’aria con importanti risparmi nei consumi. Dall’altro, l’utilizzo della sonda Ossigeno permette di controllare costan-
temente l’atmosfera del forno con conseguenti benefici non solo per i consumi ma anche per la qualità delle emissioni e del prodotto finito. In aggiunta, il controllo continuo delle temperature dei fumi e l’utilizzo di appositi sistemi automatici di azionamento consentono di ridurre al minimo l’ingresso d’aria falsa e quindi di massimizzare lo scambio termico per preriscaldare l’aria di combustione.
Tutte le innovazioni descritte sono tra loro indipendenti, quindi è pos-
sibile utilizzare anche solo alcuni degli accorgimenti presenti nel forno Economick. In altre parole, Coel Tunnel è in grado di modellare questi forni in funzione delle esigenze dei singoli produttori. Non solo. Accorgimenti come il controllo dell’atmosfera interna possono anche implementare le prestazioni di molti forni intermittenti già esistenti.
carbon footprint of production operations.
“Volta is the answer to the growing challenges of rising production costs,” explains Rolf Gräser, Industry Manager Packaging. “With this solution, we offer our customers not only cost efficiency, but also a sustainable and future-oriented alternative for adhesive application.”
The Volta application head can be easily integrated into existing production lines, regardless of the manufacturer of the existing application heads or adhesive application system. Integration takes place via a 24 VDC connection without a booster; an external control is no longer necessary, even for the stitching function.
■■■
La pistola Volta di Robatech, completamente elettrica, è stata ulteriormente ottimizzata con un aggiornamento che ne potenzia le prestazioni. Ora, grazie alla funzione “stitching” integrata, è possibile ridurre facilmente il consumo di adesivo fino al 60% – offrendo una soluzione efficace per contrastare l’aumento dei costi di produzione. Grazie a questa funzione, ora sarà ancora più semplice suddividere i cordoli di adesivo in tratti o
punti più corti con la pistola Volta. Nel programmatore della pistola viene definita la quantità di adesivo da applicare. Questo procedimento riduce significativamente il consumo di adesivo senza compromettere la qualità dell’applicazione. Al contrario, ciò migliora addirittura l’incollaggio.
In primo piano, la sostenibilità e l’efficienza energetica. Infatti, oltre al potenziale di risparmio in termini di adesivo, Volta si distingue per un consumo energetico inferiore del 60% rispetto alle tradizionali pistole pneumatiche. Il funzionamento è completamente privo di aria compressa, il che riduce gli oneri di manutenzione e i costi. Inoltre, la pistola è robusta e durevole – ora con una lunga durata fino a 2 miliardi di cicli operativi. Tutto ciò contribuisce a ridur-
Da segnalare, inoltre, che i bruciatori di tutti i forni Setec sono idonei anche per l’utilizzo di miscele con idrogeno. re sensibilmente l’impronta di CO2 nella produzione.
«Volta è la risposta alle crescenti sfide poste dall’aumento dei costi di produzione», spiega Rolf Gräser, Industrie Manager Packaging. «Con questa soluzione offriamo ai nostri clienti non solo un’efficienza economica, ma anche un’alternativa sostenibile e orientata al futuro per l’applicazione di adesivo.»
La pistola Volta può essere facilmente integrata nelle linee di produzione esistenti, indipendentemente dal produttore delle precedenti pistole applicatrici o dal sistema di applicazione dell’adesivo. Pilotabile direttamente da PLC, tramite segnale 24 VCC senza booster; nessun programmatore esterno nemmeno per la funzione di stitching.
CYBERSECURITY: A NEW CHALLENGE FOR THE EUROPEAN MANUFACTURING INDUSTRY
CYBERSECURITY:
UNA NUOVA SFIDA PER
L’INDUSTRIA MANIFATTURIERA
EUROPEA
The European manufacturing sector is undergoing a profound transformation, driven not only by the introduction of innovative technologies but also by the adoption of new regulations that will affect the safety and efficiency of products and company networks.
With the introduction of the NIS2 Directive, the Cyber Resilience Act, the AI Act, the Data Act and the new Machinery Regulation, Europe is creating a regulatory framework that will have a significant impact on strategic sectors such as capital goods. In the short and medium term, these legislative measures will affect security, competitiveness and innovation of capital goods companies in terms of both products and organisational structures.
According to the Clusit 2024 report on cyberattacks, manufacturing remains by far the most targeted sector in Italy.
As the report reveals, this distribution differs significantly from the global sample, where the manufacturing sector accounts for just 5% of incidents (ranking seventh). In addition, more than a quarter (28%) of all cyber incidents targeting the manufacturing industry worldwide involve Italian companies. Italian and European businesses are increasingly exposed to new vulnerabilities and risks, including:
• loss of sensitive data
• theft of intellectual property, industrial secrets, production data, etc.
• various types of fraud and business interruptions all of which can have devastating economic and legal consequences, as well as causing severe reputational damage.
The same concerns are evident in the United States, where the introduction of the 2023 National Electrical Code includes specific cybersecurity measures and requirements relating to capital goods. Moreover, a review of the latest technical specifications requested by clients from technology suppliers shows that cybersecurity is an increasingly prominent factor, with some
Il settore manifatturiero europeo sta vivendo una trasformazione profonda, non solo per l’introduzione di tecnologie innovative, ma anche per l’adozione di nuovi regolamenti che influenzeranno la sicurezza e l’efficienza dei prodotti e delle reti aziendali stesse.
Con l’introduzione della Direttiva NIS2, del Cyber Resilience Act, dell’AI Act, del Data Act e del nuovo Regolamento Macchine, l’Europa sta delineando un quadro normativo che avrà un impatto decisivo su settori strategici come i Beni Strumentali. Tali strumenti legislativi avranno, nel breve e medio termine, un impatto su sicurezza, competitività e innovazione per le aziende dei Beni Strumentali, sia in termini di prodotto, sia in termini organizzativi. Secondo l’indagine Clusit 2024
sugli attacchi cyber, il settore manufacturing in Italia è di gran lunga quello più colpito.
Come evidenziato dal rapporto, trattasi di una significativa differenza rispetto a quella del campione a livello mondiale in cui il settore manifatturiero raccoglie “solo” il 5% degli incidenti (occupando la settima posizione), mentre oltre un quarto (28%) del totale degli eventi cyber rivolti al manufacturing a livello mondiale riguarda realtà manifatturiere italiane. Sempre più, quindi, le imprese italiane ed europee sono esposte a nuove vulnerabilità e rischi come:
• perdita di dati sensibili,
• furti di proprietà intellettuale, segreti industriali, dati di produzione, ecc
• svariate tipologie di frodi e interruzioni dell’attività, che possono avere impatti disastrosi non solo sul piano economico e legale, ma anche in termini reputazionali.
Le stesse preoccupazioni sono presenti oltreoceano, tant’è che l’introduzione del National Electrical Code ed. 2023 americano prevede già da due anni cautele e adempimenti specifici nell’ambito dei beni strumentali a fini di tutela degli aspetti legati alla cybersecurity. Se si vanno poi a interpellare i capitolati tecnici più recenti che la clientela propone ai fornitori di tecnologia, sempre più il tema cyber è presente, a volte addirittura con la richiesta di specifiche certificazioni.
Stefano Lugli, Stefano Nicolussi, ACIMAC (Italy)
FIG. 1 - CYBERATTACKS IN ITALY DIVIDED UP BY SECTOR Attacchi cyber in Italia suddivisi per settore
customers even requiring specific certifications. For exporter companies worldwide, the cybersecurity of products and networks is a long-term challenge and will become an increasingly strategic competitiveness factor. It is also worth noting that cybersecurity is one of the key enabling technologies of Industry 4.0. As connectivity and data exchange expand, the need to protect critical industrial systems and production lines from cyber threats has never been greater. This article will examine the issue from the perspective of enterprise networks, focusing on the new NIS 2 Directive which is currently being implemented across Europe.
NIS 2 IN DETAIL AND ITS IMPACT ON THE CERAMIC INDUSTRY
The goal of the NIS 2 Directive is to strengthen the security of IT systems across the European Union and to ensure a high level of cybersecurity and cyber resilience by fostering a culture of cybersecurity within strategic companies and organisations. This will be achieved by enhancing the protection of digital networks and infrastructures, which include technologies, applications, data and processes used by businesses, public bodies and essential service operators.
The NIS 2 Directive applies mandatorily to European public and private organisations operating in 11 sectors classified as “essential” and an additional 7 classified as “important”, as outlined in the annexes to the directive (Directive 2022/2555). Mid-size or large machinery and equipment manufacturers (as defined by the EU in terms of employee numbers and turnover) are classified as “important” entities and have been defined by the European Union as a strategic sector in which easy security breaches cannot be permitted.
Conversely, categories that do not fall within the scope of NIS 2 obligations include mould manufacturers (as their ATECO classification is not among those listed in the directive) and companies that solely distribute or repair machinery and equipment, which are similarly excluded. Other key players in the ceramic supply chain (such as ceramic manufacturers, frit and glaze
Va da sé che per aziende esportatrici in tutti i Paesi del mondo, la tematica della cybersicurezza dei prodotti e delle reti ci accompagnerà per tanto tempo e diventerà sempre più fattore strategico di competitività. Va peraltro evidenziato che la cybersecurity è una delle tecnologie abilitanti di Industria 4.0. Con l’aumento della connettività e lo scambio di dati, la necessità di proteggere i sistemi industriali critici e le linee di produzione dai cyber attacchi è decisamente aumentata. In questo articolo sarà analizzato il tema “lato reti aziendali” attraverso la disamina della nuova Direttiva NIS 2 che sta entrando in applicazione in tutta Europa proprio in questi giorni.
LA NIS 2 NEL DETTAGLIO E I SOGGETTI COINVOLTI NEL COMPARTO CERAMICO
L’obiettivo della Direttiva NIS 2 è quello di rafforzare la sicurezza informatica nell’Unione Europea, garantendo un elevato livello di cyber-sicurezza e di cyber-resilienza attraverso la promozione di una cultura della sicurezza cibernetica nelle aziende e nei soggetti ritenuti strategici. Tutto questo tramite il rafforzamento della protezione del-
le reti e delle infrastrutture digitali, ovvero l’insieme di tecnologie, applicazioni, dati e processi adottati da aziende, enti pubblici e operatori di servizi essenziali. La Direttiva NIS2 si applica obbligatoriamente alle organizzazioni europee, pubbliche e private, operative in 11 settori definiti “essenziali” e in altri 7 definiti “importanti” di cui agli Allegati alla Direttiva NIS 2 (Direttiva 2022/2555).
I costruttori di macchine e impianti, purché di medie o grandi dimensioni (ai sensi della definizione comunitaria in termini di numero di dipendenti e di fatturato), rientrano tra i soggetti classificati come importanti, in quanto sono stati appunto definiti a livello UE come settore strategico per il quale “non ci possiamo permettere” facili attacchi in ambito security.
Non rientrano invece tra i soggetti obbligati NIS 2 i costruttori di stampi (avendo una classificazione ATECO che non rientra tra quelle previste), così come chi semplicemente commercializza macchine e impianti beni o li ripara (avendo anche in questo caso una classificazione ATECO che non rientra tra quelle previste). Non rientrano tra i soggetti essenziali o importanti neppure
producers, raw material suppliers, etc.) are likewise not classified as either essential or important entities. For these companies, cybersecurity management remains a matter of individual responsibility, without regulatory-imposed deadlines.
However, under NIS 2, certain sectors (such as the chemical, food and pharmaceutical industries) that in some cases are customers of ceramic technology produced by ACIMAC member companies are also classified as essential or important, with the specific implications regarding the security measures to be adopted towards the entire supply chain, as set out below. Plant and machinery suppliers are required to meet exceptionally stringent standards, adopt rigorous risk assessment and monitoring protocols and adhere to precise reporting obligations in the event of a cyber incident. In other words, the directive requires mid-size and large ceramic technology companies to implement risk management strategies and ensure the security of industrial systems, including their supply chains.
APPLICATION OF NIS 2 IN ITALY AND EUROPE
Legislative Decree 138/2024, which transposed the NIS 2 Directive into Italian law, has been in force since 18 October 2024, fully aligning with the timeframe set by the European directive. However, some countries, including Spain and Portugal – two of Europe’s leading ceramic producers – are lagging behind in the transposition process.
The first fundamental step, which in Italy was completed on 28 February, was the mandatory registration of NIS 2 obligated entities on the portal of the national supervisory authority (in Italy, the National Cybersecurity Agency ACN).
Once registration is confirmed, companies must comply with the various obligations within a specific timeframe.
As of January 2026, essential and important entities must notify ACN without undue delay of any incident that significantly impacts the provision of their services. Within 24 hours, a pre-notification must be sent, followed by a formal incident notification within 72 hours, which must specify whether the incident resulted from unlawful or malicious acts or has cross-border implications.
Essential and important entities also have downstream reporting obligations. When deemed appropriate and feasible, and after consulting with ACN, they must promptly inform the users of their services at risk of a significant cyber threat of any corrective or mitigation measures they can take in response. Additionally, after consulting with ACN and where considered appropriate, essential and important entities must inform these recipients of the nature of the cyber threat.
In cases where a threat may extend to client ceramic companies (for example via installed machinery), suppliers must carefully assess how the risk could extend to their customers.
To meet these requirements, companies must adopt the following:
• Incident response plan: develop and maintain a plan describing the phases of detection, containment, eradication and recovery.
• Incident log: document and analyse each incident to determine its root cause and prevent future occurrences.
• Incident management team: create and train a dedicated response team capable of promptly addressing incidents.
gli altri principali attori della filiera ceramica (produttori di ceramica, colorifici, fornitori di materie prime, ecc.). Per queste aziende la gestione potrà essere svolta senza tempistiche imposte da normative e con un approccio in autonomia. Ai sensi della NIS 2 sono invece considerati soggetti essenziali o importanti anche le aziende di settori (ad esempio l’industria chimica, alimentare e farmaceutica) a volte clienti di tecnologie prodotte dalle aziende ACIMAC, con le conseguenze esplicitate in seguito nel contesto delle misure di sicurezza da adottare nei confronti della catena di approvvigionamento. Le imprese fornitrici di impiantistica sono invece costrette a soddisfare requisiti decisamente severi, adottare misure di analisi dei rischi e di vigilanza particolarmente rigide, e a sottostare a precisi obblighi di comunicazione in caso di incidente cyber. In altre parole, la direttiva obbliga anche le aziende produttrici di tecnologia per la ceramica di medie/grandi dimensioni a implementare strategie di gestione dei rischi e a garantire la sicurezza dei sistemi industriali, ivi comprese le catene di fornitura.
APPLICAZIONE IN ITALIA E IN EUROPA DELLA NIS 2
Il D. Lgs. 138/2024, con il quale è stata recepita in Italia la Direttiva NIS 2, è in vigore dal 18 ottobre 2024, del tutto in linea quindi con le tempistiche richieste dalla Direttiva europea.
Alcuni Paesi, invece, sono in ritardo rispetto al recepimento: tra questi proprio Spagna e Portogallo, cioè gli altri paesi più “ceramisti” d’Europa.
Il primo passaggio fondamentale, che in Italia si è concluso lo scorso 28 febbraio, è stato quello della registrazione obbligatoria quale soggetto “obbligato NIS 2” sul portale dell’Ente di controllo nazionale (per l’Italia l’Agenzia per la Cybersicurezza Naziona-
le – ACN).
Una volta avuta conferma dell’iscrizione, i vari adempimenti dovranno essere assolti con una tempistica definita.
A partire da gennaio 2026 i soggetti essenziali e i soggetti importanti devono notificare, senza ingiustificato ritardo, ad ACN ogni incidente che abbia un impatto significativo sulla fornitura dei loro servizi: entro 24 ore va inviata una pre-notifica, entro 72 ore la notifica di incidente vera e propria che, tra l’altro, deve indicare se l’incidente significativo possa ritenersi il risultato di atti illegittimi o malevoli o possa avere un impatto transfrontaliero.
Non mancano poi gli obblighi di comunicazione “a valle”. Infatti, i soggetti essenziali e i soggetti importanti, se ritenuto opportuno e qualora possibile, sentita l’ACN, devono comunicare, (senza ingiustificato ritardo) ai destinatari dei loro servizi che sono potenzialmente interessati da una minaccia informatica significativa, misure o azioni correttive o di mitigazione che tali destinatari possono adottare in risposta a tale minaccia.
Inoltre, sentita l’ACN, se ritenuto opportuno, i soggetti essenziali e i soggetti importanti comunicano ai medesimi destinatari anche la natura di tale minaccia informatica significativa.
Quindi, laddove la minaccia possa estendersi, ad esempio tramite il macchinario installato, alle aziende ceramiche clienti, le imprese fornitrici dovranno attentamente valutare anche le modalità di diffusione della minaccia relativa ai propri clienti.
Per adempiere a tutto questo sarà di fatto necessario adottare quanto segue:
• Piano di risposta agli incidenti: sviluppare e mantenere un piano che descriva le fasi di rilevamento, contenimento, eradicazione e recupero.
• Registro degli incidenti: documentare e analizzare ogni incidente per comprenderne la
The most critical and challenging requirement, however, will involve the complete adoption of all technical measures outlined in Article 24 of Legislative Decree 138/2024 on IT security risk management by September 2026. This set of ten actions and activities (see Fig. 2) consists of a series of adequate and proportionate technical, operational and organisational measures designed to prevent or minimise the impact of cyber incidents on service recipients and other related services. These measures must follow a multi-risk approach to protect information and network systems, as well as their physical environments, from cyber threats. Key elements include risk analysis policies and IT and network security protocols. Here too, compliance will rely on an effective, transparent and professional preventive risk analysis procedure.
A crucial aspect of NIS 2 compliance concerns supply chain security, including the cybersecurity measures governing relationships between entities and their direct suppliers or service providers. The directive states: “…when considering which measures are appropriate, entities shall take into account the vulnerabilities specific to each direct supplier and service provider and the overall quality of products and cybersecurity practices of their suppliers and service providers, including their secure development procedures.”
This means that technology suppliers must conduct a thorough risk assessment across the entire supply chain, including those of smaller companies that, while not directly obligated under NIS 2, must still implement the directive’s technical measures under contractual agreements imposed by NIS 2-obligated entities. In other words, these suppliers must comply with the cybersecurity requirements determined by their NIS 2-obligated clients based on prior risk analyses.
Companies should therefore prepare for:
• Adoption of supplier evaluation tools: establishing security criteria for selecting and assessing suppliers.
causa e prevenire futuri eventi simili.
• Team di gestione incidenti: formare e addestrare un team dedicato che possa rispondere prontamente agli incidenti.
Ma l’aspetto più importante (e delicato) sarà quello di avere adottato, a partire da settembre 2026, tutte le misure tecniche indicate all’art. 24 del D. Lgs 138/2024 in materia di gestione del rischio per la sicurezza informatica. Trattasi di un decalogo di azioni e attività (vedi Fig. 2) che consiste in misure tecniche, operative e organizzative adeguate e proporzionate, per prevenire o ridurre al minimo l’impatto degli incidenti per i destinatari dei servizi e per altri servizi. Le misure individuate devono essere basate su un approccio multirischio, volto a proteggere i sistemi informativi e di rete, nonché il loro ambiente fisico, da incidenti, e comprendono diversi elementi, a partire da politiche di analisi dei rischi e di sicurezza dei sistemi informativi e di rete. Anche in questo caso tutto parte e tutto si baserà su un’opportuna, onesta e professionale procedura preventiva di anali-
2 - THE TEN AREAS OF APPLICATION OF SECURITY MEASURES
si dei rischi.
Importante evidenziare l’aspetto legato alla sicurezza della catena di approvvigionamento, ivi compresi gli aspetti relativi alla sicurezza riguardanti i rapporti tra ciascun soggetto e i suoi diretti fornitori o fornitori di servizi, su cui la legge si esprime così: “Nel valutare quali misure siano adeguate, i soggetti tengono conto delle vulnerabilità specifiche per ogni diretto fornitore e fornitore di servizi e della qualità complessiva dei prodotti e delle pratiche di sicurezza informatica dei propri fornitori e fornitori di servizi, comprese le loro procedure di sviluppo sicuro”.
Le aziende fornitrici di tecnologia dovranno pertanto analizzare tutta la catena di fornitura, comprese quelle di piccole dimensioni che, pur rientrando indirettamente nella NIS2 (quindi con nessun obbligo di registrazione), dovranno attuare, su base contrattuale, le misure tecniche NIS 2 che gli imporrà il soggetto NIS 2; in altre parole, le misure che il soggetto NIS 2 ha deciso nei confronti dei fornitori sulla base dell’analisi dei rischi precedentemente illustrata.
Risk analysis and IT system security policies
Politiche di analisi dei rischi e di sicurezza dei sistemi informativi
Security of acquisition, development and maintenance [...], including vulnerability management and disclosure
Sicurezza dell’acquisizione, dello sviluppo e della manutenzione [...], compresa la gestione e la divulgazione delle vulnerabilità
management
degli incidenti
Policies and procedures for evaluating the effectiveness of cybersecurity risk management measures
Politiche e procedure per valutare l’efficacia delle misure di gestione dei rischi di cybersicurezza
Human resource security, access control strategies and asset management
Sicurezza delle risorse umane, strategie di controllo dell’accesso e gestione degli assetti
Business continuity, including backup management and disaster recovery, and crisis management
Continuità operativa, inclusa la gestione del backup e il ripristino in caso di disastro, e gestione delle crisi
Basic cyber hygiene practices and cybersecurity training
Pratiche di igiene informatica di base e formazione in materia di cybersicurezza
Use of multi-factor or continuous authentication systems and secure communication systems
Uso di soluzioni di autenticazione a più fattori o di autenticazione continua e di sitemi di comunicazione protetti
Supply chain security, including aspects relating to the security of relationships with direct suppliers or service providers
Sicurezza della catena di approvigionamento, compresi aspetti relativi alla sicurezza dei rapporti con i diretti fornitori o fornitori di servizi
Policies and procedures relating to the use of encryption and, where appropriate, cryptography
Politiche e procedure relative all’uso della crittografia e, se del caso, della cifratura
FIG.
• Contractual clauses: contracts should include security requirements and reporting responsibilities in the event of an incident.
• Continuous monitoring: conducting periodic checks to ensure that suppliers comply with agreed security standards.
NIS 2-obligated entities could also include NIS 2 machinery manufacturers that integrate third-party products into their own supplies, as well as customers in previously listed sectors (chemicals, food, etc.) that are classified under NIS 2. These evaluations may also be conducted by machinery manufacturers’ clients to ensure the cybersecurity compliance of the services and products they procure, given their potential exposure to cyber threats.
PENALTIES FOR NON-COMPLIANCE
While the directive’s intent (encouraging preventive measures and ensuring companies implement appropriate cybersecurity protocols) is highly commendable, the penalty framework for non-compliance appears excessively strict and can have severe financial and legal consequences. For important entities (such as machinery manufacturers), the most serious violations can result in administrative fines of up to €7,000,000 or 1.4% of total annual worldwide revenue. Penalties for essential entities are even more severe. Furthermore, liability extends beyond the employer to the entire company management. Under Article 23 of Italian Legislative Decree 138/2024, sanctions apply to those who:
1. approve the implementation methods for IT security risk management measures;
2. oversee compliance with obligations;
3. are responsible for violations under this decree.
CONCLUSIONS
All ceramic technology suppliers must prepare for NIS 2 compliance, either because they are directly subject to the directive (as mid-size or large machinery manufacturers) or because they are involved due to supply chain obligations.
After completing an NIS 2 application assessment (Am I an essential or important entity or am I part of the supply chain of any such entity?), a minimal roadmap for implementation should include the following steps:
1. Conducting an initial gap analysis (What level of risk is my company exposed to in the event of a cyber incident? Are there any prevention and notification procedures in place? Do my products comply with industry standards? What is the level of security of my suppliers?).
2. Preparing administrative and management bodies (training, etc.) and establishing an internal organisational structure
• Adozione di strumenti di valutazione dei fornitori: stabilire criteri di sicurezza da applicare nella selezione e valutazione dei fornitori.
• Clausole contrattuali: inserire nei contratti i requisiti di sicurezza e responsabilità di reporting in caso di incidente.
• Monitoraggio continuo: Verifica periodica affinchè i fornitori rispettino i requisiti di sicurezza concordati.
I soggetti NIS 2 potrebbero essere anche altri produttori di macchine NIS 2 che integrano prodotti sulle proprie forniture, così come clienti dei settori precedentemente elencati (chimico, alimentare, ecc.) rientranti tra i soggetti NIS 2. Queste valutazioni potranno essere effettuate anche dai clienti di fabbricanti di macchine in quanto questi ultimo forniscono servizi e prodotti potenzialmente soggetti ad attacchi e che richiedono quindi di porre in essere pratiche di sicurezza informatica.
LE SANZIONI IN CASO DI INOTTEMPERANZA
Per quanto lo scopo sia condivisibile (incentivare la prevenzione e garantire che le aziende adottino misure adeguate alla sicurezza informatica), l’apparato sanzionatorio previsto a supporto degli adempimenti è oltremodo severo e penalizzante. Infatti, per i soggetti importanti (quali i produttori di macchine) la violazione degli obblighi è punita, nei casi più gravi, con sanzioni amministrative pecuniarie fino a un massimo di euro 7.000.000,00 o dell’1,4% del totale del fatturato annuo su scala mondiale. Nel caso dei soggetti essenziali le sanzioni sono ancora più rilevanti. Da notare che i destinatari delle sanzioni non sono soltanto “il datore di lavoro”, ma tutto il management aziendale ovvero tutti coloro che, secondo l’art. 23 del D. Lgs. 138/2024: 1. approvano le modalità di im-
plementazione delle misure di gestione dei rischi per la sicurezza informatica adottate; 2. sovrintendono all’implementazione degli obblighi; 3. sono responsabili delle violazioni di cui al presente decreto
CONCLUSIONI
Tutte le aziende fornitrici di tecnologia ceramica si devono preparare all’applicazione del provvedimento, o perché veri e propri soggetti NIS 2 (produttori di macchine con dimensione aziendale medio/ grande) o perché coinvolti come obblighi della catena di fornitura.
Una volta ultimata la Valutazione di applicazione NIS2 (sono soggetto essenziale o importante o faccio parte della supply chain di uno di questi soggetti?) una road map “minima” per l’applicazione del provvedimento può essere la seguente:
1. Esecuzione di una Gap Analysis iniziale (qual è il livello di rischio nella mia azienda in caso di incidenti cyber? Ci sono delle procedure di prevenzione e di notifica? I miei prodotti sono conformi allo stato dell’arte? Qual è il livello di sicurezza dei miei fornitori?);
2. Preparazione degli organi di amministrazione e direttivi (formazione, ecc.) e definizione di un modello organizzativo interno di gestione;
3. Predisposizione di misure di sicurezza adeguate (firewall avanzati, sistemi di rilevamento delle intrusioni, crittografia dei dati e backup regolari, ecc.
4. Misure tecniche relative alla catena di approvvigionamento (sistemi di tracciabilità dei flussi informativi, adozione di modelli contrattuali, ecc.)
5. Adozione di un approccio di sensibilizzazione alla cybersicurezza (formazione del personale, procedure di notifica incidenti, ecc.). ◼
TRAVEL NOTES OF A BACKPACKING GEOLOGIST
CHAPTER 3: AFRICA
APPUNTI DI VIAGGIO DI UN GEOLOGO “ZAINO IN SPALLA” CAPITOLO 3: L’AFRICA
Gian Paolo Bertolotti
(geo.bertolotti@libero.it)
Africa is far and away the continent I have visited most frequently for work over the past decade. Since 2014, I have undertaken no fewer than 22 trips here for geological research into raw materials, primarily in Côte d’Ivoire, Kenya, Morocco and South Africa.
That this extraordinary continent would come to play such an important part in my life should have been obvious from the start, as my very first geological mission in the ceramic sector was in Africa.
DURING THE EARTHQUAKE IN ALGERIA
In 1989, I embarked on my first geological mission to Algeria together with a colleague, an experienced geologist, to search for raw materials for six new single-fire ceramic tile projects. The trip turned out to be a real adventure, as we found ourselves just a few kilometres from the epicentre of a powerful earthquake. Letting our families know how we were proved to be a dauting task. The telephone lines were down and it wasn’t until the following day that we stumbled upon a working fax machine and were able to send a message that was as heartfelt as it was brief: “Powerful earthquake, we’re OK, please inform our families” – a copy of which I still keep to this day.
DODGING LIONS AND ELEPHANTS IN SOUTH AFRICA
Among my many journeys to the African continent, South Africa holds a special place as it is a true paradise for geologists, and not just because of its fascinating raw materials. I’ve experienced countless adventures and memorable moments here, but one that stands out is a close encounter with an aggressive young elephant who threatened to charge our jeep and had begun hurling stones at us with his trunk after we unwittingly encroached on his territory. Fortunately, we all stayed calm, and the situation ended without incident. Another memorable visit took place at a feldspar quarry near Kruger Park. That day, we were fortunate as a family of lions that according to local technicians often strolled around the site didn’t make an appearance!
UNFORGETTABLE ENCOUNTERS IN CÔTE D’IVOIRE
Between 2018 and 2020, I participated in several clay raw material prospections in Côte d’Ivoire on behalf of a South African client planning to establish a joint venture with a local com-
L’Africa è in assoluto il continente che per lavoro ho visitato di più negli ultimi dieci anni. Basti dire che dal 2014 a oggi, ho contato ben 22 viaggi per ricerche geologiche di materie prime, effettuati perlopiù tra Costa d’Avorio, Kenya, Marocco e Sudafrica.
Che questo straordinario continente fosse destinato a entrare nella mia vita in maniera così prepotente avrei dovuto capirlo dall’inizio, o per meglio dire dalla mia prima missione geologica nel settore ceramico: che è stata proprio in Africa.
IN ALGERIA DURANTE IL TERREMOTO
Era il 1989 e con un collega, esperto geologo, mi recai in Algeria per cercare materie prime utili a sei nuovi progetti di piastrelle ceramiche in monocottura. Già quel primo viaggio fu un’autentica avventura, dato che ci trovammo a pochi chilometri dall’epicentro di un forte terremoto. Avvisare a casa sulle nostre condizioni fu un’impresa titanica, i telefoni erano tutti fuori uso e solo il giorno dopo le scosse, casualmente, trovammo un fax funzionante per trasmettere un messaggio tanto accorato quanto telegrafico: “forte terremoto, noi tutto bene, si prega di informare le famiglie” (lo conservo tuttora!).
IN SUDAFRICA, SCHIVANDO LEONI ED ELEFANTI
Tra i tanti viaggi nel continente africano, uno spazio speciale ce l’ha il Sudafrica, vero e proprio paradiso per i geologi. E non solo e unicamente per le interessantissime materie prime presenti.
Tanti gli aneddoti e le avventure vissute qui. Tra queste, non dimenticherò mai l’incontro ravvicinato con un giovane e aggressivo elefante, che minacciava di attaccare la nostra jeep e intanto ci lanciava sassi con la proboscide: avevamo invaso il suo territorio. Per fortuna, mantenemmo la calma e tutto finì bene.
Fummo fortunati anche in occasione di un sopralluogo in una cava di feldspato nei pressi del Kruger Park: quel giorno, la famiglia di leoni che, a detta dei tecnici locali, era solita “passeggiare” sul sito, non si presentò!
INCONTRI
INDIMENTICABILI
IN COSTA D’AVORIO
Tra il 2018 e il 2020 ho partecipato a numerose prospezioni di materie prime argillose in Costa d’Avorio per conto di un cliente sudafricano che aveva intenzione di realizzare una joint venture nel Paese con una società locale (progetto frenato purtroppo dall’inizio della pandemia).
Oltre alle temperature da sauna che si raggiungevano nelle foreste ivoriane durante i tanti son-
pany, a project unfortunately delayed by the onset of the pandemic. In addition to the sauna-like heat of the Ivorian forests during these surveys, one experience stands out vividly in my personal album of memories. Together with a local company, I was tasked with conducting surveys in an area potentially rich in kaolin. However, before any work could begin, it was crucial to meet the village chief. In rural Africa, the authority of the village chief often surpasses that of local government representatives, and securing his permission was essential to access the land under his jurisdiction. The meeting took place beneath a large tree in the forest. I was the only white person present, facing 14 local villagers seated in a semicircle, with the village chief at the centre. Although dressed in Western-style clothing, the chief wore gold jewellery and bracelets that marked his status. Those accompanying me began with a series of ritual phrases, such as “We have brought good news…”, before presenting the chief with a bottle of local liqueur. To my surprise, he handed the bottle to an assistant, who walked over to a tree and poured the contents onto its trunk. I later learned that this was a ritual offering to the spirits of past generations, a necessary step before our request for temporary access to the land could be formally considered. Only after this ceremony were we granted the authorisation we needed.
daggi effettuati, un’esperienza davvero incredibile mantiene un posto speciale nel mio personale album dei ricordi. Insieme a una società locale dovevo fare dei sondaggi in un’area potenzialmente interessante per la presenza di caolini. Un incontro con il capo villaggio era imprescindibile: nelle aree rurali dell’Africa il capo villaggio comanda più dei rappresentanti del governo locale ed è essenziale disporre del suo permesso per entrare nel territorio sotto la sua “giurisdizione”.
L’incontro avvenne sotto un grande albero della foresta: io l’unico bianco di fronte a 14 abitanti locali seduti a semicerchio con il capo villaggio al centro, il quale, anche
se vestito alla foggia occidentale, si presentava con monili e bracciali d’oro per sottolineare la sua importanza. Le persone che mi avevano accompagnato, dopo una serie di frasi rituali come “abbiamo portato una buona novella…”, donarono al capo villaggio un liquore locale. Costui consegnò la bottiglia ad un collaboratore che, con mia grande sorpresa, si diresse verso un albero per versarne il contenuto sul fusto della pianta stessa: si trattava –come mi spiegarono dopo – del rituale necessario per presentare la nostra richiesta di temporanea occupazione del territorio agli spiriti delle generazioni precedenti, solo così avremmo potuto ricevere una formale autorizzazione. Che ottenemmo.
Algeria, 1989
South Africa, 2014
South Africa, 2015 Dangerous encounters / Incontri pericolosi
THE ULTRA-PURE KAOLINS OF
RWANDA
Another country of immense charm and beauty that holds a special place in my heart is Rwanda, the “land of a thousand hills”. After the devastating civil war of 1994, it now stands as a beacon for many other African nations. My most recent visit to Rwanda was in 2022, when I served as a geological consultant in the search for raw materials for the country’s first ceramic tile factory. Prior to this, I had already had the opportunity to study extraordinary deposits of exceptionally pure kaolin in the laboratory. These deposits, largely underutilised, are by-products of mining for strategic minerals such as coltan, cassiterite and wolframite.
From my direct experience, I can confidently say that Africa possesses abundant reserves of high-quality raw materials for ceramic production. I am firmly convinced that this continent will play an increasingly significant role in shaping the global ceramic industry in the years to come. ◼
Un altro Paese di grande fascino e bellezza che mi è rimasto nel cuore è il Rwanda, il Paese delle “mille colline”. Oggi, dopo la terribile guerra tribale del 1994, è diventato un esempio per molte altre nazioni africane. L’ultima mia visita in questo Paese risale al 2022, quando ho collaborato come consulente geologico nella ricerca di materie prime per la prima fabbrica di piastrelle installata nel Paese. Già prima, però, avevo avuto modo di visionare e stu-
diare in laboratorio straordinari depositi di caolini purissimi, ancora poco utilizzati, poiché sottoprodotto di minerali strategici come coltan, cassiterite e wolframite.
Per esperienza diretta posso confermare come l’Africa disponga di grandi risorse di materie prime di alta qualità per la produzione di ceramica. Per questo, sono fermamente convinto che nei prossimi anni questo continente giocherà un ruolo sempre più importante nello scenario mondiale dell’industria ceramica. ◼
I CAOLINI PURISSIMI DEL RWANDA
Côte d’Ivoire, 2019
In a coltan mine in Rwanda, 2022 / In una miniera di coltan in Rwanda, 2022