
Executive Forum
Executive Forum
Avery Dennison’s Michael Colarossi
Avery Dennison’s Michael Colarossi
General
Investment Roundup ■ QFOM: lululemon/Samsara Eco ■ VARIANT3D: Digital Sampling Investment Roundup ■ QFOM: lululemon/Samsara Eco ■ VARIANT3D: Digital Sampling
March/April 2024 Founded 1868
Cotton The Original Sustainable Fiber Cotton The Original Sustainable Fiber
Recycled Ltd.
Recycling Aramids Works
General Recycled Ltd. Recycling Aramids Works


Features
8 Executive Forum: Exploring RFID Technologies
Textile World recently interviewed Avery Dennison’s Michael Colarossi about RFID technologies and their potential to assist in garment recycling.
12 The “Sustainable Fabric Of Our Lives”
Cotton Incorporated is a sustainability focused industry resource charged with promoting cotton’s benefits and increasing cotton’s market share.
18 Aramid Recycling: Solving A Tricky Environmental Issue
In a closed-loop process, General Recycled collects and shreds flame-resistant (FR) workwear into recycled fiber for new FR garments that are just as effective as virgin fiber products.
22 Innovations In Testing & Quality Control
Part II of a two-part feature reviewing improved tests for fabric performance along with automated inspection and digitalization technologies.
Photograph courtesy of Cotton Incorporated
Photography by Steve Makowski

26 Annual U.S. Textile Investment Roundup
The year 2023 proved to be an active year for acquisitions, expansions, and new facilities and equipment purchases.
March/April2024 TextileWorld.com Founded 1868
Departments 4 From The Editor 6 News 35 Bulletin Board 36 People 37 Calendar 38 Quality Fabric Of The Month ON THE COVER: Cotton is the “original” sustainable fiber, and Cotton Incorporated continues to understand, research and support all aspects of the business — from the farm to textile innovations and consumer behavior.
Fiber World Knitting/Apparel 10 News 31 News 32 Game Changing Benefits Of 3D Digital Sampling 3D sampling is an environmentally friendly way of reducing lead times and waste in the apparel industry. A Publication VOL. 174, No. 2 / TEXTILE WORLD (ISSN 0040-5213) is published bimonthly by Textile Industries Media Group, LLC, PO Box 683155, Marietta, GA 30068, and incorporates Modern Textiles, Textile Industries, Fiber World and Knitting/Apparel magazines, which remain the property of Textile Industries Media Group, LLC. Copyright 2023, Textile Industries Media Group, LLC Title registered with the U.S. Patent Office. All rights, including translation into other languages, reserved. Subscription rates for one year are: $65 (US); $85 (Canada and Mexico); $130 (Other International). Single copy rates are: $15 per copy. All prices are in U.S. dollars and all orders must be prepaid. Questions may be submitted to jdavis@textileworld.com. To obtain electronic copies of print articles, please contact ProQuest at www.proquest.com. To obtain microform copies, please contact NA Publishing at www.napubco.com. POSTMASTERsend address changes to: Textile Industries Media Group, LLC, PO Box 683155, Marietta, GA 30068. Send Canadian address changes to: Textile World, c/o The Mail Group, P.O. Box 25542, London, ON N6C 6B2, Canada. Customer #7007632 Publications Agreement #40612608.
From Editor The Power Is Power

TThe United States’industrial history is largely tied to the search and location of inexpensive,reliable sources of power that were harnessed to turn the wheels of industry.
In the form of waterpower — turning millstones at the local grist mill to the powerful flow of Brandywine Creek grinding together the explosive components of DuPont’s gunpowder — or as coal mined from deep within Pennsylvania or Virginia,energy was,and is, the life blood of industry and everyday living.
The U.S.textile industry transitioned from the dammed rivers of the North to the electrified South as hydroelectric power transformed the agrarian South into the new manufacturing frontier with open land and an approachable workforce.
Power is at the core of life in modern America.
Coal — abundant,local and inexpensive — blazed an energy trail forward complementing hydroelectric power,which soon was met with nuclear technologies.
Environmental awareness rose in the 1960s,and several accidents later — Three Mile Island,Chernobyl,and Fukushima — the use of nuclear technology set alarm bells ringing.Mounting concerns about nuclear waste didn’t help.And for better or worse,the power industry was forced onto a new path.
Now,in the early 21st century,understanding the unintended consequences of the nation’s energy development,there is a thirst for a new source of power — clean,cheap and reliable.
The green movement has focused,in what some might characterize as a knee-jerk reaction,on an all-in renewable energy future with no time to spare.This is a lofty and virtuous goal with a heartfelt central tenet of decarbonization but,unfortunately, without existing technology to support aggressive timelines.
Fossil fuels maintain an important role in generating power and providing refined industrial components.A focus on using them efficiently with the lowest emissions possible only makes sense.Developing a portfolio of improved energy generating technologies — wind,solar, natural gas,clean coal,hydrogen,and yes, nuclear — seems to be the smart road.
The real Holy Grail,however,will be new clean technologies built around nuclear fission and more so,fusion.Though advanced small modular reactors (SMRs) based on fission are gaining in interest,the technology still faces the fuel and waste challenges.Fusion technology,however,is the real game changer. With ever abundant hydrogen as fuel with no waste,fusion technology is a remarkable answer to a historically confounding problem.
Fusion technology took a big step forward in December of 2022 when scientists at Livermore,Calif.-based Lawrence Livermore National Laboratory’s National Ignition Facility achieved fusion and generated more power than what was used to cause the reaction — net positive power production.Proof positive that fusion is possible,and with the advancements in computational power,material science and artificial intelligence — a glidepath to commercialization appears to be forming.
Fusion is the transformative,clean technology that will change power generation and everyday life as we know it in unimaginable ways.
Power is power,and harnessing fusion technology completely changes the environment,economy,global fossil fuel-based power structure and everyday life.
Textiles in a fusion future — sounds amazing.
James M. Borneman jborneman@TextileWorld.com
EDITOR IN CHIEF
James M. Borneman
EXECUTIVE EDITOR
Rachael S. Davis
TECHNICAL EDITORS
Dr. Lisa Parillo Chapman, Dr. Peter J. Hauser, Dr. Trevor J. Little, Dr. William Oxenham, Dr. Behnam Pourdeyhimi, Dr. Abdel-Fattah Seyam, Dr. Andre West
CONTRIBUTING EDITORS
Jim Kaufmann
INTERNET CONTENT EDITOR
Rachael S. Davis
CIRCULATION MANAGER
Julie K. Brown-Davis
ADVERTISING BUSINESS MANAGER
Denise Buchalter
ART DIRECTOR & PRODUCTION MANAGER
Julie K. Brown-Davis
OWNER/PUBLISHER
James M. Borneman
A Publication
ADVERTISING REPRESENTATIVES
UNITED STATES & CANADA
Turner Marketing &Media, LLC
Telephone +864-594-0921
E-mail: sturner@textileworld.com
EUROPE (except ITALY)
Sabine Dussey
Telephone +49-171-5473990
E-mail: sabine.dussey@dussey.de
ITALY
Ferruccio &Filippo Silvera
Telephone +39-022-846716
Fax +39-022-8938496
E-mail: info@silvera.it
ASIA
James M. Borneman
Telephone +678-483-6102
E-mail: jborneman@textileworld.com
MEXICO, CENTRAL & SOUTH AMERICA
Virgilio L. Gonzalez
Telephone +58-412-622-2648
Fax +58-212-985-7921
E-mail: vlgonzalezp@gmail.com
CLASSIFIEDS & INTERNET
Julie Davis
Telephone +678-522-0404
E-mail: jdavis@textileworld.com

PO Box 683155
Marietta, Georgia 30068, USA
Telephone +678-483-6102
www. T e x t i l e W o r l d .com
Milliken & Company Makes 2024 List Of Best Midsize Employers
Milliken & Company was named to the list of America’s Best Midsize Employers for the sixth year running.The list — compiled by Forbes magazine and data company Statista after a survey of more than 170,000 employers — honored 400 U.S.-based organizations employing between 1,000 and 4,000 people. Milliken is the only organization headquartered in South Carolina to make the list, and one of only 17 manufacturing and engineering companies.Milliken notes that it has introduced a number of employee-centric education and development programs over the past year,as well as continued to invest in its diversity and inclusion initiative.
“At Milliken,we know that success is rooted in the engagement of our people.Together,we’re creating a culture that encourages teamwork and promotes respect,”said Milliken President and CEO Halsey Cook.“We’re thrilled to be recognized for our efforts to make a positive impact in the lives of our people,and on the world around us.”
Gap To Use Ambercycle’s Cycora®In Athleta Products
San Francisco-based Gap Inc.has announced that beginning in 2026, it will use cycora® fiber at
scale in its Athleta apparel. Cycora is a regenerated polyester produced by Ambercycle,Los Angeles. Ambercycle’s technology uses end-of-life textiles as feedstock for the molecular regeneration process to produce new fiber that is on par with virgin polyester with regards to quality.
“As a mission-driven, B Corp-certified brand, Athleta is committed to reducing our environmental footprint by using recycled materials like cycora, which not only aligns with our values but also meets our uncompromising quality standards,”said Athleta CEO Chris Blakeslee.
“As the demand for circular materials rises,we are delighted to collaborate with like-minded brands in the performance sector, such as Athleta.Together, we are not only creating high-quality garments but also driving forward the circular fashion movement,”said Shay Sethi, CEO of Ambercycle.
Ralph Jones III
Becomes Majority Shareholder Of Jones Family Of Companies
The Jones Family of Companies,Humboldt, Tenn.,reports Ralph Jones III,CEO and chairman of the board,is now the company’s majority shareholder.Jones represents the third generation of family leadership for the company and is excited to
UNIFI®Releases 2023 Sustainability Snapshot
REPREVE® fiber
manufacturer Unifi Inc., Greensboro,N.C.,recently released its Sustainability Snapshot for FY2023.The report includes a new commitment to transform 1.5 billion T-shirts worth of textile and yarn waste into new products by FY2030.Other goals noted in the report,which builds upon its FY2022 release,include a 30-percent reduction in Scopes 1 and 2 greenhouse gas emissions by FY2030,and a pledge to achieve zero non-compliant water discharges each year.The company also reiterated its intent to divert 50 billion landfill-bound plastic bottles from the waste stream by December 2025 and noted it had reached a milestone of
reinvest in the company. “Jones has been in my family for nearly nine decades,”Jones said.“It is important not just to me but to the employees and customers of this company to show my dedication to helping our Jones Family of Companies to remain industry leaders for the next generations.”
In addition,the company has expanded production capacity at a facility in Charlotte,N.C., and acquired Cades Consulting,a mechanical and engineering company providing consulting and maintenance services to the textile industry.
38 billion bottles in FY2023.
The report also shared that Unifi reduced landfill waste by 93 percent at its Central America-based production site,and by 55 percent at a Brazil-based site.The Global Reporting Initiative and Sustainability Accounting Standards Board frameworks guided the snapshot report.
“Our fourth annual sustainability publication showcases UNIFI’s continuous progress and ongoing commitment to setting and exceeding new sustainability goals,”said Unifi CEO Eddie Ingle.“In 2023,we made significant strides in recycling volume, waste reduction,and strategy refinement.We look forward to building upon our goal of making waste useful at UNIFI.”
“Bringing Cades on board will dramatically increase our services to the nonwovens industry,”Jones noted.“We now have the ability to not only grow our own business,but also provide support services to other nonwovens manufacturers across the U.S.”
Patagonia Teams With Eastman To Recycle Apparel
Patagonia provided 8,000 pounds of unusable apparel — comprised of pre- and post-consumer textile waste — to Eastman, Kingsport,Tenn.,to recycle using its molecular recycling technology.
News 6 MARCH/APRIL 2024 TextileWorld.com

“We know apparel waste is a major problem, and consumers increasingly want better,more sustainable solutions when their most loved clothing reaches the end of its life,” said Natalie Banakis, materials innovation engineer for Patagonia.
“Our collaborations show the world what’s possible when it comes to sustainability,”said Carolina Sister Cohn, global marketing lead for Eastman textiles.“We have the technology to make the textiles industry circular,and we know it requires collaboration with
innovative brands to make circular fashion possible. This is only the beginning, and we look forward to more collaborations throughout 2024.”
GALLS®Buys LVI
Public safety and military supplier GALLS®, Lexington,Ky.,has acquired LVI,a third party logistics partner with more than 28 years of experience supporting the Defense Logistics Agency, Army,Navy,USMC and Air Force with clothing and textiles,logistics and supply chain solutions.
“The recent acquisition
of LVI aligns seamlessly with our strategic objectives,bolstering our commitment to the men and women in uniform,” said Mike Fadden,CEO, GALLS.“It provides GALLS with unique opportunities to enter DLA contracts and solidifies our relationships with key branches of the military,including the U.S.Army and Navy.”
RISD Installs
State-Of-The-Art
Jacquard Loom
The Rhode Island School of Design (RISD) recently installed a state-of-the-art Itema jacquard loom to elevate the offerings of its Textiles department.In order to complete the installation in its Metcalf Building, the school had to perform some structural changes including a steel I-beam
“cage”to support the weight of the loom.
The purchase of the new loom from the Italy-based machinery company was a collaborative effort between faculty,staff, engineers,manufacturing partners,as well as funding from the Pevaroff-Cohn Endowed Chair discretionary funds and industry partnerships.Contributors to the project of note include former Mary Anne Friel,Textiles department head,Jack Silva,vice president of Campus Services, among other contributors.
The machine was selected for its flexibility. The weaving machine supports a wide range of student projects in a research and development setting.“The flexibility of the equipment is extremely important,”said Anna Gitelson-Kahn,head of the Textiles department. TW
Syre Venture To Focus On Textile-To-Textile Recycling
Syre — a new venture developed by Vargas and H&M Group,both based in Sweden — was recently launched with the objective to decarbonize and dewaste the textile industry.Beginning with polyester,the venture will focus on textile-totextile recycling,with the opportunity to reduce carbon dioxide emissions by up to 85 percent compared to emissions created when producing oil-based virgin polyester.Syre is supported
by an offtake supply agreement with H&M worth some $600 million over seven years to fulfill H&M’s long-term need for recycled polyester in an increasingly competitive bottle-to-fiber marketplace.Syre’s first production facility for textileto-textile circular polyester (cPET) recycling will be built in North Carolina and is expected to be operational in 2024.The company plans a rapid scale up with 12 gigascale plants in operation
within 10 years generating more than 3 million metric tons of cPET.The platform also may be expanded into other fibers in the future.
“Syre marks the start of the great textile shift. We envision a world where every textile fiber sees a new day.By implementing true textile-to-textile recycling at hyperscale,we want to drive the transition from a linear to a circular value chain by putting textile waste to use,over and over
again,”said Dennis Nobelius, Syre CEO.
“The new venture Syre is an important next step on H&M Group’s journey to integrate circularity across our business.With this solution to rapidly scale textile-to-textile recycling,we want to continue to drive and inspire more industry players to join us in closing the loop and accelerating the shift towards a more sustainable future,”said Daniel Ervér, H&M Group CEO.
News Textile World MARCH/APRIL 2024 7
“Then and Now” image showing RISD’s old and new looms.
ExecutiveForum
Exploring RFID Technologies As A Tool For Garment
Recycling
Textile World recently interviewed Avery Dennison’s Michael Colarossi about RFID technologies and their potential to assist in garment recycling.
TW Special Report
 Michael Colarossi
Michael Colarossi
AAvery Dennison Corp.,Mentor,Ohio, is a materials science and digital identification solutions company. It is a global operation with approximately 35,000 employees in more than 50 countries.The company’s products include labels and functional materials, radio-frequency identification (RFID) inlays and tags,software applications, and a variety of brandenhancing packaging and display information.
According to Avery Dennison,its products are used to optimize labor and supply chain efficiency; reduce waste; advance sustainability,circularity and transparency; and better connect brands and consumers.The company operates different divisions serving a variety of industries including its $2 billion Apparel Solutions division.
Recently, Textile World had the opportunity to talk to Michael Colarossi, Avery Dennison’s vice president of Innovation, Product Line Management and Sustainability,about
the potential role of RFID technologies in textile recycling.Avery Dennison sees the tags as a potential game changer when it comes to identifying the fiber content of end-of-life apparel so it can be sorted and recycled.Colarossi leads a global technical innovation team that is focused on creating products and solutions in labeling and functional materials,RFID inlays and tags,software applications that connect the physical and digital,and data-driven solutions enhancing the customer experience while promoting circular business models.Prior to his position at Avery Dennison,Colarossi worked for the Netherlands-based AkzoNobel for 15 years in manufacturing and engineering roles.He holds a B.S.in Chemical Engineering,as well as an M.B.A.
TW : You mentioned that Avery Dennison envisions a future where every consumer-facing good will be assigned a unique digital ID.Can you explain more about that?
Colarossi: There is no end in sight for the trend of digitization.In line with that trend,at Avery Dennison, we believe that every physical item will eventually have a unique digital ID assigned to it,connecting the physical and digital worlds.Through that connection,we are seeking to solve our clients’biggest challenges,including supply chain efficiency and waste, transparency and circularity, and connectivity between brands and consumers.It’s why we continue to invest in physical sensor technologies like RFID and have built a connected product cloud called atma.io.
TW : Please explain a little about Avery Dennison’s RFID capabilities.
Colarossi: Avery Dennison is the world’s largest producer of ultra-high frequency (UHF) RFID inlays.We have the capability to innovate,design and manufacture new RFID technologies for uses in multiple environments, including apparel,general retail,beauty,grocery and automotive.
TW : How do you see these RFID technologies driving sustainability in the textile and apparel industry? What is the potential?
Colarossi: Efficient sortation is one of the biggest challenges for recyclers.We can store information about a textile’s composition on an RFID chip,and a recycler with an RFID scanner can then immediately identify the composition of a garment and use that data to automatically sort garments. For that to happen,of course,RFID needs to be permanently attached or integrated into a garment. We’ve innovated a solution to do just that,while also ensuring that personal data is secure and not shared.
TW : Are there additional technologies that could be blended with the RFID tags to enhance implementation and successful use in recycling programs?
Colarossi: Yes.In fact, because RFID is not a consumer-facing technology today,pairing RFID with other technologies is important for creating a
8 MARCH/APRIL 2024 TextileWorld.com
complete recycling solution. Using a consumer facing digital sensor like a QR code,in conjunction with RFID,brands can communicate care instructions to prolong a garment’s life, suggest resale or secondlife options,and provide information on how and where to recycle clothing. And what’s exciting is that we’re already doing it today.
TW : What will it take for the industry to begin implementing these technologies and have them play a role in circularity?
Colarossi: There are likely two paths toward adoption.The first is for brands to recognize the value that adopting digital label technologies can bring to their businesses. Reducing waste,improving inventory visibility,creating post-sale connections with consumers,ensuring authenticity,enhancing the retail experience and establishing item level supply chain transparency all can be enabled through these technologies.The second is mandatory regulations.Pending legislation around the EU digital product passports, extended producer responsibility,and supply chain due diligence are all set to impact the industry.
But,we also need to remember that the technologies alone will not be sufficient.We also need to accelerate investments in collection and sortation infrastructure,and textile-to-textile recycling technologies like Circ,a company into which Avery Dennison has invested and continues to partner.

TW : How are the RFID tags attached to garments? Are there any downsides or issues that need to be addressed to ensure their longevity and efficacy as a tool for circularity?
Colarossi: Historically, RFID technologies have been integrated into branded hang tags or price tickets and attached to garments via fastener,or they have been integrated into fabric care and content labels and sewn into garments.More recently, Avery Dennison has innovated new technology that allows us to sew RFID directly into a garment.AD TexTrace™ is our solution portfolio of integrated RFID labels for Connected Textiles.They can be sewed in as visible brand labels or invisible inlays in the seam

or overlock,meaning they remain in the product during its entire lifecycle.
To enable circularity, RFID technology needs to survive the life of a garment,including all of the wash cycles.And so,Avery Dennison continues to innovate technologies that enhance the durability of RFID inlays to ensure they are functional at a garment’s end of life.
TW : Are there regulation issues that need to be considered or that may impede the process?
Colarossi: Iam not aware of any issues.I would actually argue that
the current regulatory environment in Europe and the United States makes RFID even more critical.
TW : What intrigues you about RFID technology?
Colarossi: RFID technology adoption in the apparel industry was largely driven by inventory accuracy and visibility.But now that the technology is more widespread,we are starting to see the technology enable new use cases. From enabling self-checkout to enhancing brand protection and authenticity to enabling circularity,I’m excited to see these future use cases take flight. TW
ExecutiveForum Textile World MARCH/APRIL 2024 9
AD TexTrace™is Avery Dennison’s portfolio of integrated RFID labels for connected textiles. RFID labels can communicate a variety of information about a garment to assist with care instructions and end-of life options, among other data.
Fiber World
Spinnova, Suzano Sign LOI
Finland-based Spinnova has signed a letter of intent (LOI) with Brazil-based Suzano S.A.for a potential new 20,000 metric ton per year capacity SPINNOVA® fiber production facility.Suzano will secure funding and own and operate the plant,while Spinnova will provide the fiber production technology for the wood-based fiber.The non-binding LOI includes preliminary terms and conditions as well as requirements for moving into a pre-engineering phase.The two companies previously collaborated to open the Woodspin Spinnova fiber facility in 2020 in Finland — the first Spinnova plant.
“This marks a huge milestone for Spinnova in scaling our fiber technology by a technology sale to Suzano,”said Spinnova’s CEO Tuomas Oijala.“Together with Suzano,we will continue to work intensely to reach the level where the Spinnova process and fiber are ready for large-scale industrial production.”
Hexcel Launches HexTow® IM9 24K Carbon Fiber
Hexcel Corp,Stamford,Conn., used the recent JEC World trade show to officially launch its new HexTow® IM 24K continuous carbon fiber.This intermediate modulus (IM) fiber of 24,000 filaments features a 12-percent improvement in tensile strength compared to the baseline Hexcel IM7 fiber — used heavily in airline engine fan blades and aerospace applications.The IM9 fiber also has an average tow tensile strength of more than 6,300 megapascals,a modulus of 298 gigapascals and a strain of 9 percent.
“Hexcel developed HexTow IM9 24K to be a workhorse fiber that builds on the company’s proven legacy of intermediate modulus fibers,”said Imad Atallah,vice president,Product Management, Composite Materials.“We are excited to offer our customers a dependable carbon fiber solution for high-rate manufacturing and high-performance material designs.”
Leigh Fibers Buys Martex Assets, Forms Revive Fiber
Leigh Fibers,Wellford,S.C.,has purchased the operating assets of Martex Fiber.The business will be rebranded as Revive Fiber and will operate as a separate,but related, sister company to Leigh Fibers under a joint management structure.The companies operate several production facilities in South Carolina and one in Brownsville,Texas,with a focus on textile recycling.All products will continue to be manufactured in the United States to support industries in North and South America,as well as Europe.
“The acquisition of these assets will benefit customers of both companies,”said Daniel Mason,co-owner of Leigh Fibers and Revive Fiber. “While the companies will remain separate,we have broadened and deepened our resources,improving our capabilities and expertise. Nobody else can provide the same breadth of products from recycled fibers,eco-friendly chemistry,toll manufacturing,and nonwoven solutions.Sustainability is core to who we are.We’re passionate about developing green solutions that are good for profit and the planet.”
Kraig Labs Creates Spider Silk, Pima Cotton Blend Yarn
Kraig Biocraft Laboratories Inc. (Kraig Labs),Ann Arbor,Mich., has developed a yarn featuring its recombinant spider silk fiber blended with Pima cotton.The yarn is targeted at luxury dress wear and apparel markets to expand the technical applications for its spider silk materials.The company also is developing other blends that are suitable for formalwear segments.
“This is just the first of many new materials we have planned that incorporate our revolutionary spider silk,”said CEO and Founder Kim Thompson.“It seemed only fitting that our first composite yarns be blended with Pima cotton, a luxurious natural fiber that compliments the natural elegance of our recombinant spider silk.With our spring production trials quickly approaching,identifying these first end markets and applications for commercial volumes of silk is a key focus of our team.”
Stein Fibers, Fiberpartner Announce Cooperation
Stein Fibers,Albany,N.Y.,has signed an agreement with Denmarkbased Fiberpartner ApS for the distribution of environmentallyfriendly fiber solutions.
“We are pleased about this collaboration with Fiberpartner ApS in promoting our supply chain solutions in conjunction with their innovative fiber solutions,”said Jaren Edwards,president at Stein Fibers.“This partnership aligns perfectly with our mission to provide cutting-edge fiber materials with a lower footprint to our customers. We believe that these innovative fibers will play a vital role in reducing the environmental impact of the industries we serve.” TW
10 MARCH/APRIL 2024 TextileWorld.com






Cotton Incorporated is a sustainability focused industry resource charged with promoting cotton’s benefits and increasing cotton’s market share.
By Rachael S. Davis, Executive Editor
Decrease Soil Loss Per Acre
Decrease Water Use
Decrease Energy Use
The Sustainable “Fabric Of Our Lives”
CCary, N.C.-based Cotton Incorporated is a research and promotion not-for-profit charged with the mission to increase the demand and profitability of cotton. The company — funded by U.S. growers of upland cotton and importers of cotton textile products — was founded in 1970 in response to the rise of synthetic textile fibers and their impact on cotton’s market share.
Today, cotton continues to face competition from synthetic fibers, and also faces an increasing threat from man-made cellulosic fibers that are growing in popularity because of their sustainable attributes. But cotton is the “OG,” or original, sustain-
able fiber, and arguably, recycled cotton is the most sustainable fiber out there.
Promoting Cotton’s Benefits
Cotton Incorporated maintains its focus on cotton’s desirable attributes in this changing marketplace. “Cotton Incorporated recognizes the evolving landscape of the textile industry,” said Mark Messura, senior vice president, Global Supply Chain Marketing.“Our approach to positioning cotton in this competitive environment is multifaceted, focusing on cotton's inherently natural benefits while embracing sustainability and innovation. Research indi-
cates cotton has improved abrasion resistance compared to other manmade cellulosic fibers. That durable quality makes cotton long lasting.”
“In any comparison of fibers, there are bound to be trade-offs between materials,” noted Dr. Jesse Daystar, vice president of sustainability and chief sustainability officer at Cotton Incorporated. “When selecting materials, durability is among the most crucial factors, and historically, cotton has excelled in this regard. Even after a cotton garment's initial use, its second and third lives contribute to the sustainability of both the garment and the material.”
Cotton can be reused and repur-
12 MARCH/APRIL 2024 TextileWorld.com
COTTON
30%
13% 39% 50% 18% 15%
10 YEAR GOALS FOR U.S. COTTON
Increase Soil Carbon
Increase Land Use Efficiency Decrease Greenhouse Gas Emissions
Figure 1
posed making it an excellent sustainable choice for textile products. Recycled cotton can be found in apparel, but also in applications such as diapers, wipes, cosmetic and wound care products, insulation materials, product packaging, and more.
“Recycled cotton fibers in new apparel and home textiles can be blended with virgin cotton fibers to create high quality products that meet sustainability and circularity objectives,” Messura noted. “This approach maximizes the lifecycle of cotton products, diverting waste from landfills and reducing environmental impact without compromising the integrity of new cotton products.”
Resource Management
A significant factor in the overall sustainability of a cellulose-based fiber is the thoughtful management of resources. “Land use change and deforestation pose significant challenges for rayon/viscose materials,” Dr. Daystar said. “Recent reports have highlighted concerns that many major producers of man-made cellulose are obtaining their trees from rainforests and other biodiverse regions. In contrast, cotton has not been associated with such land use changes. Increases in cotton production over the years have led to improved yields rather than expanding acreage.”
“Fibers made from wood cellulose are manufactured and do not occur in nature,” Messura added. “We don’t wear trees. Chemical and manufacturing processes are needed to transform cellulose from wood into fibers that can be used in industry. Cotton is given to us by nature as a ready-to-use fiber.
“Grown from the earth, cotton fiber is naturally breathable, comfortable, soft, absorbent, and hypoallergenic which makes it the fiber of choice for many apparel, home and nontraditional applications,” Messura continued.“It also has many sustainability benefits throughout its circular lifecycle.It is renewable, biodegradable, compostable and recyclable.”
All these properties make cotton the ideal sustainable fiber, but there is
always the opportunity to research and improve. This opportunity is right in Cotton Incorporated’s wheelhouse.
Improving Cotton’s Sustainability Reputation
Sustainability is built into Cotton Incorporated’s ethos from environmentally viable farming solutions to fiber and yarn development, and beyond. The company’s Sustainability Division is focused on improving
able fibers like cotton is important in combating plastic pollution.”
Dr. Daystar continued: “Composting cotton offers an elegant circular solution with near-term scalability, presenting numerous environmental benefits. The application of composted cotton to cotton fields has the potential to reduce the need for synthetic nutrients, enhance soil carbon levels, and mitigate methane emissions from discarded apparel in landfills.”

cotton’s sustainability reputation in a variety of areas. “Ongoing research and communication efforts with stakeholders aim to position cotton at the forefront of sustainable fiber choices for decision-makers,” said Dr. Daystar. “This involves exploring sustainable growing practices, establishing metrics for sustainability, and understanding the full lifecycle of cotton—from its use to its potential for reuse and return to the earth.”
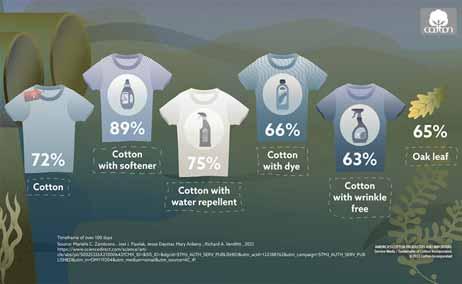
When it comes to biodegradability and composting, Cotton Incorporated recently engaged with a research team at Ithaca, N.Y.-based Cornell University to investigate the compostability of cotton. Published results demonstrate that cotton biodegrades in a variety of conditions including landfill, soil, composting and aquatic. “We've also shown that cotton can break down with applied chemistry in different environments,” Dr. Daystar added. “To put it in context, cotton breaks down faster than an oak leaf and toilet paper. As plastic pollution remains a big problem, using natural, biodegrad-
Lifecycle Assessment
To address controversy and challenges that currently exist in measuring cotton sustainability, Cotton Incorporated also has teamed with Cascale — formerly known as the Sustainable Apparel Coalition — and the Cotton Expert Methodology Group to establish a common approach to collecting cotton data to model within the Life Cycle Assessment (LCA) framework. “We are completing the first-ever U.S. cotton life cycle assessment,” Dr. Dystar said.“Data from more than 700 cotton producers were collected and used for this study. The study is about to undergo peer critical review from industry experts before being published later this year. Data from this study will be submitted to LCA databases and the Higg index.”
Sustainability Goals, U.S. Cotton Trust Protocol
Cotton Incorporated, in conjunction with a sustainability task force and other cotton industry leaders,
Textile World MARCH/APRIL 2024 13
Images from the biodegradability and composting study performed by researchers at Cornell University. Photo: Insights International Inc.
published 10-Year Sustainability
Goals in 2015 for cotton growing to further improve the sustainability of cotton (See Figure 1) . “Continuing our commitment, we have invested in research aimed at improving cotton production and cotton sustainability,” Dr. Daystar offered. Improved technologies, management and conservation have resulted in gradual improvements over the past 35 years — including reductions in land, energy and water use; soil loss; and greenhouse gas emissions — but the industry wants to continue such improvements and keep pushing the boundaries. The 10-year goals are based on science-based assessments such as key performance indicators
climate-smart cotton production practices of reduced/no-tillage, cover crops, and nutrient management,” Dr. Daystar said. “Under this grant, a carbon inset program will be developed.Throughout the project, the expected carbon emissions reductions are over a million metric tons of carbon dioxide.”
Marketing Sustainability
Cotton Incorporated has long participated in consumer marketing programs to promote cotton at the end of the supply chain. Consumers are familiar with its “The Fabric of Our Lives” catchy campaign jingle, which over the years since it was first launched in 1989 has been reimag-
for producing each pound of cotton.
The U.S. Cotton Trust Protocol, a sustainability program for U.S. cotton growers supported by Cotton Incorporated and launched in 2020, will help the industry meet the 10-year goals. The program offers access to full supply chain transparency and science-based field-level verified data, and aims to drive continuous improvement across six key sustainability metrics.
“Under the U.S. Cotton Trust Protocol, the Climate Smart Cotton Program is a five-year, collaborative initiative to increase the adoption of
ined and covered by many famous singers including Aaron Neville and Miranda Lambert.
In addition, the trademark Seal of Cotton logo, also widely recognized, celebrated its 50th anniversary last year (See “Cotton Incorporated Celebrates 50 Years Of The Iconic Seal Of Cotton,” TW , July/August 2023).
In today’s era of sustainable textiles and sustainable production, one of Cotton Incorporated’s goals is to ensure consumers understand the benefits of cotton. The good news is that Cotton Incorporated polls have shown that the majority of con-
sumers already see cotton as a sustainable fiber.
“From a recent 2023 global sustainability survey, we know that 70 percent of global consumers say sustainability influences their clothing purchases and the same number of consumers globally —70 percent — typically check labels for information about the sustainability of a clothing item,” said Kim Kitchings, senior vice president of consumer marketing. “An overwhelming 83 percent of global consumers believe cotton is safe for the environment, more than any other fiber, natural or man-made.”
According to Kitchings, data shows Cotton Incorporated still has an opportunity to further educate the consumer though because 35 percent or fewer are familiar with the terms “traceable,” “circular” and “grown using rengenerative agricultural practices.”
“With these data in mind, our multi-faceted marketing activities educate consumers about the sustainability of cotton in a variety of ways including: two recycling programs — Blue Jeans Go Green™ in the United States and Cotton Lives On™ in the United Kingdom; brand and retailer partnerships that share sustainable facts about cotton; influencer campaigns that educate about cotton as a sustainable, biodegradable fiber; the creation of national youth curriculum; and advertising messaging and public relations activities that help correct misinformation,” Kitchings added. “We keep our message simple, in terms the consumer understands, by highlighting cotton as a natural fiber with a simple call to action —check the label for cotton. Since eight out of 10 consumers recognize the Seal of Cotton and associate it with attributes like durability, sustainability, and quality, we encourage them to look for the Seal of Cotton on products. Today, 82 percent ofconsumers associate the Seal of Cotton with the termsustainable up from59 percent in 2016. Now that’s true sustainability — no matter your definition!”
14 MARCH/APRIL 2024 TextileWorld.com
Cotton microfibers treated with common textile finishes biodegrade by more than 60 percent over a period of three months, which is a rate similar to a natural oak leaf.
Cotton In The Curriculum Grant Program Advances Knowledge Of Cotton At The Wilson College Of Textiles
The Cotton in the Curriculum (CIC) Grant Program, a competitive grant program sponsored by Cary, N.C.-based Cotton Incorporated aims to further the understanding and knowledge about cotton among students preparing for careers in the apparel and textile industry.The program has been instrumental in shaping textile design education at NC State’s Wilson College of Textiles, Raleigh, N.C. Through student competitions and experiential learning, the textile design projects funded by this grant program have successfully engaged students in exploring the potential of cotton across various design themes, and fostered a deep understanding of this versatile fiber.
Since 2020, the team of five textile design faculty — comprised of Janie Woodbridge, Dr. Traci Lamar, Dr. Kavita Mathur, Kate Nartker and Dr. Lisa Chapman — have received CICgrants enabling them to incorporate experiential-based curriculums with industry artists, designers and experts, workshops, and field trips. The CICGrant Program funds have allowed the university to showcase remarkable
Cotton Incorporated: Industry Resource
student projects that highlight the significance of textiles in contemporary design.
For instance, the current project focuses on how craft knowledge influences modern textile industry practices, emphasizing the tactile experience and craftsmanship associated with cotton materials. Similarly, the 2023 project centered on high-performance products for an active lifestyle, reflecting consumers’ desire for both functionality and comfort in their textiles.
Each of the projects funded by the grant encouraged design students to reflect on contemporary industry topics and address them using cotton. The 2022 project focused on sustainability and innovation and delved into circularity in a digital industry. This theme underscored the importance of sustainability in textile design and explored how application of digital textile design and development tools can enhance cotton’s sustainability profile. In another example, the 2021 project highlighted universal design principles, showcasing cotton’s versatility in creating inclusive and accessible textile products
Cotton Incorporated is so much more than its sustainability division. Its research and promotion efforts span the cotton supply chain from farm to garment across the globe. The organization is there to help and wants industry players to lean on Cot-

for diverse demographics.
Looking back at the 2020 competition, which focused on heritage and high-performance textiles, students were challenged to reinterpret historic cotton fabrics for modern consumers. This project celebrated cotton’s rich heritage while encouraging students to innovate and meet the demands of contemporary lifestyles.
Through workshops, field trips, and exhibitions, students participating in these projects have gained invaluable hands-on experience and insights into the multifaceted world of cotton in textile design, an experience that would have not been possible without the support of the CIC Grant
ton Incorporated as a resource. The not-for-profit utilizes its expertise to make better cotton, use cotton better and develop technologies to make better cotton fibers, yarns and fabrics. It also performs market research and collects data in a variety of arenas that support research and marketing both industrially and on the consumer side.
Program. These projects’ successes lie in their ability to inspire creativity, foster sustainability practices, and equip students with the skills needed to excel in the ever-evolving textile industry, especially in relation to the use of cotton fiber.
The CIC Grant Program stands as a beacon of innovation and education in textile design, shaping future designers who are not only skilled but also conscious of sustainability and consumer needs. By bridging academia with industry through funded projects, this program continues to help us to nurture talent and push boundaries in textile design education in Wilson College of Textiles.
TW Special Report
Starting at the field, Cotton Incorporated supports agricultural research to help farmers maximum yields, increase profitability and save costs. Cotton Incorporated works with the U.S. Department of Agriculture, universities and private companies, sponsoring some 400 research projects each year. “We are taking a
Textile World MARCH/APRIL 2024 15
Designs by Chloe Belton, winner of the “Cotton for Universal Design” competition, as part of the Cotton in the Curriculum Grant Program.
Engineered Fiber Selection® (EFS®): MILLNet™ Software Reaches 40th Anniversary
Introduced in 1982 and signing its first two licensees in 1984, Cotton Incorporated’s Engineered Fiber Selection® (EFS®) MILLNet™ software is celebrating 40 years as a trusted resource for cotton bale management. An industry standard for bale management, MILLNet is an array of management tools that allows a mill to select the right cotton for the end-product

in question, matching cotton specifications at the lowest raw material cost. MILLNet is key to understanding the value of each bale of cotton based on a standardized set of specifications and in managing copious amounts of cotton data to make the best financial and quality decisions.
“We’re excited to celebrate the 40th anniversary of the first adoption of the EFS MILLNet software and four decades of industry trust in our bale management system,” said Vikki Martin, vice president of Fiber Competition. “Our longest-running licensee has used the system for 38 years to manage cotton processing. That’s a strong indication of the endurance and importance of the EFS® System software.”
In addition to MILLNet, today the EFS software suite also comprises:
•USCROP™, which lets users view HVI® data for USDA classified
more holistic approach than before,” said Dr. Ryan Kurtz, vice president, Agricultural and Environmental Research. “We are developing a program that look at all aspects of a growing region because they are all different as far as soil and climate goes and the needs are different.”
The Fiber Competition Division works closely with the U.S. Depart-
cotton, which leads to informed buying decisions.
•Cotton Communicator™, which permits cotton merchants and mills to exchange cotton buying and selling information using electronic data exchange and ASCII files.
According to Cotton Incorporated, an estimated 20,000 bales of cotton valued at $7.5 million are processed each day using the EFS MillNet software, and more than 56 million bales have been managed by EFS-licensed mills since 2016. Some 75 percent of these bales were U.S. cotton.
Licensees using the software suite are able to produce a higher quality, more consistent yarn that is stronger and more uniform, according to Cotton Incorporated. The more than 50 global licensees have access to technical support specialists from Cotton Incorporated offices in Cary, N.C., Mexico City and Hong Kong.
“The relationship we build with our licensees is exceedingly critical,” Martin stressed. “The software is tailored to meet each mill’s unique requirements, a process that begins with understanding their operational intricacies. Our commitment goes beyond providing software. We offer personalized customer support and access to a wide range of services from Cotton Incorporated, including fiber quality, economic information, and fiber processing technical support. In many cases, these relationships span decades, evolving to a point where our licensees become like an extension of our division.”
ment of Agriculture (USDA) to classify each bale of cotton across a range of properties including length, length uniformity, strength, thickness, color and elongation. When it comes to fiber competition, this data is invaluable when cotton is competing against very uniform polyester or man-made cellulosic fibers that are cut to very precise staple lengths. The
department also offers its Engineered Fiber Selection ® (EFS ® ) software suite to help companies deal with copious amounts of cotton data and make sound financial and quality decisions. The MILLNet™ portion of the software suite is celebrating 40 years in the industry in 2024 (See sidebar, this page).
Product Development & Implementation
As part of its global supply chain marketing strategy, Cotton Incorporated is engineering value into cotton. Some 90,000 square feet of the 120,000-square-foot Cotton Incorporated headquarters building in Cary are dedicated to laboratory space. The organization does not charge for any of the technology it develops. Manufacturers are qualified to use the technologies and then Cotton Incorporated helps connect brands with those companies producing products featuring Cotton Incorporated innovations. Additionally, the brands do not have to carry the Cotton Incorporated product name if they use the technology. “There are many products out in the marketplace featuring Cotton Incorporated technology that do not carry the Cotton Incorporated name,” Messura said. “Brands are free to name and brand a product as they wish to stay inline with their product marketing strategy.”
Cotton Incorporated scientists have developed, and continue to research, functional finishes to help cotton compete with man-made fibers. Some of the latest technologies include:
•ToughCotton™ —which enhances the abrasion resistance of cotton to extend the lifetime of a cotton garment;
•PurePress ™ —a non-formaldehyde finish for cotton wovens and knits that improves strength and abrasion resistance as well as wrinkle resistance without compromising the softness of the fabric;
•STORM COTTON™ —a durable water repellent (DWR) finish that confers water resistance for the
16 MARCH/APRIL 2024 TextileWorld.com
lifetime of a garment without compromising breathability and comfort;
•TransDry ® —a moisture management technology that imparts wicking and fast-drying performance to cotton garments; and
•Natural Stretch™ —a mechanical innovation designed for 100-cotton woven fabrics that provides stretch without the need for spandex.
“Cotton is an innovative and versatile fiber that can be designed and manufactured to outperform competitive fibers,” Messura noted. “Cotton can be designed to repel water, wick moisture and withstand the toughest durability challenges through Cotton Incorporated’s suite of performance technologies.”
Cotton Incorporated’s latest development, RESTech COTTON ™ , was invented to combat the increasing use of non-cotton fibers in bedding products (See “Soft, Sustainable ZZZs,” TW, November/December 2023). The technology imparts improved softness, moisture management properties and durability to cotton sheeting for a more restful night’s sleep. Cotton’s market share in home furnishings is an area where Cotton Incorporated sees opportunities for growth.
The company’s headquarters location also houses carding and spinning equipment — which covers all the spinning methods — knitting machines, sample weaving machines and a fully equipped dyeing and finishing lab to research, innovate and develop samples to inspire the industry. It’s yearly FABRICAST™ collections, featuring 100-percent cotton and cotton-rich woven and knit fabrics, are produced as a resource to help product development teams, manufacturers and retailers to get the most out of cotton. The collection highlights new yarns, unusual weaves or knit constructions, the latest in dyeing and finishing technologies, and Cotton Incorporated’s performance technologies.
Users may create a free account at cottonworks.com to access fabric innovations, trend forecasts, market
and consumer information, technical education, and sustainability information. A new virtual showroom houses digital twins of the physical Fabricast collection styles in 3D and augmented reality. Plans are in the works for some gaming features also.
Beyond apparel and home applications, Cotton Incorporated’s fiber research extends further as the company looks to challenge man-made fibers in other areas such as injection molding and composites. One area of interest is converting cellulose to glucose. Cotton waste such asold garmentsmay be mixed with enzymes to produce glucose that can be used in cosmetic and detergent applications. With sustainability very much at the forefront of Cotton Incorporated’s research and development, that means using the entire plant. Cotton Incorporated is even promoting cotton seed oil to the cooking industry as an alternative to other traditional cooking oils.
Student outreach also is important to Cotton Incorporated (See sidebar on page 15).
Global Outlook
Cotton is a global commodity and Cotton Incorporated’s efforts are supported by its global network of offices. The company has a strong presence in Latin America. “Cotton Incorporated continues to be a unifying force for many Latin American textile and apparel companies,” said Jaime Flores Cornejo, senior director of Supply Chain Marketing, Latin America, who is based in Mexico City. “With an extraordinary suite of resources, Cotton Incorporated brings mills, brands and retailers to a common point, to better serve their respective customers through innovation and a sustainable approach to their products. Companies working with Cotton Incorporated find tools to become more competitive. Particularly, in the recent year, Latin American mills have strengthened their export power incorporating cotton performance fabrics, while local brands and retailers have connected

more strongly with the shopper through licensing the Seal of Cotton, incorporating cotton fiber’s sustainable and recycling attributes to their sales message, and adding more education on fashion, technical, and cost-related decisions on sourced fabrics and garments.”
Cotton: Nature’s Ready-To-Use Fiber
Cotton Incorporated’s dedication to the industry hasn’t wavered since its founding in 1970, and if the nonprofit has anything to do with it, cotton will endure as “The Fabric of Our Lives.” Data-driven studies show cotton to be a responsible, sustainable choice and the natural benefits of cotton are enhanced on a continual basis through Cotton Incorporated’s research and development efforts. The organization also wants the industry to view it as a resource, especially when it comes to data.
“The textile industry today is a lot different than it was years ago, but while we are all navigating a changing industry, Cotton Incorporated continues to understand, research and support all aspects of the business —from the farm to textile innovations and consumer behavior,” Messura said. “That enduring commitment to cotton is the best form of sustainability.” TW
Textile World MARCH/APRIL 2024 17
A FABRICAST™ collection by Cotton Incorporated.
Aramid Recycling: Solving a Tricky Environmental Issue
In a closed-loop process, General Recycled collects and shreds flame-resistant workwear into recycled fiber for new FR garments that are just as effective as virgin fiber products.
By Rachael S. Davis, Executive Editor
FFlame-resistant (FR) workwear performs an extremely important function keeping workers in highrisk jobs who are in industries with a high risk of exposure to fire hazards, electrical arcs or combustible dust —such as oil and gas workers, electricians, welders, airline and commercial laundry employees, and firefighters, among other occupations — safe while at work. Sadly, these allimportant garments become a nuisance at the end of their useful life.
They cannot be incinerated because of the benzene found in the polymer’s chemical structure as well as possible hazardous chemical finishes, and instead, must be sent to a landfill. Estimates vary on how much aramid fiber is produced each year and it’s difficult to quantify how many garments are discarded annually. Some estimates suggest annual demand for para- and meta-aramid fibers exceeds 100,000 tons. But there is no question it is a global issue adding hazardous waste to landfills. Additionally, garments produced using meta- and para-aramid fabrics are 100-percent non-biodegradable. And even if the garments eventually begin to break down, any residual chemicals released into the landfill are toxic. In some cases, landfills are refusing to take such waste because

of this persistence and the associated environmental issues. The clear answer is to keep them out of landfills in the first place, but where can the garments go and what can we do with the material?
These are questions asked more than 10 years ago by Ted Parker, Dave Kasper and Larry Suzuki — three men with more than 100 combined years of experience in the textile industry. “There was a conversation among colleagues, and we realized that fiber from used meta and paraaramid garments would have some value at the end of their lifecycle if we could turn the garments back into fibers, yarns and fabrics,” Parker recalled. However, while the men had lots of textile industry experience, textile recycling was new to them and they had to learn a lot very quickly.
Their initial conversation led to the formation of General Recycled Ltd., a Canada-based FR garment recycling business established in 2012 where Parker is president, Suzuki is vice president of Finance, and Kasper is vice president of Sales & Product Development. The company is headquartered in Burnaby, British Columbia, operates an aramid shredding facility in Val-des-Sources,
Quebec, and owns a warehouse in Leduc, Alberta. “Quebec is where the textile infrastructure in Canada is located, along with some of the value chain, and it made sense for us to build our facility there,” Parker said.
“Canada is a big oil and gas producer with the third largest global oil reserves, which means there are a lot of workers wearing aramid personal protective equipment for protection against flash fire hazards abundant within the industry,” Parker added.
Tackling The Problem
The first step in recycling FR workwear is to gather the discarded garments. Clean FR garments are collected from end-users —a single source, companies and governments. To make this process as easy as possible, General Recycled works with the end-use companies to create a collection process that works for them and there is no one size fits all
18 MARCH/APRIL 2024 TextileWorld.com
SUSTAINABILITY
Workwear jacket featuring recycled Nomex® fleece produced by Canadabased Oratex Inc.
solution. “Some customers control their own flow of garments on the back end where we will arrange for our transport to pick up, or they can ship their garments to us,” Kasper said. “Other customers use commercial laundries for their garment program, and it is easy for us to arrange collection at those pick-up points. We also help customers to identify costs associated with disposal that they currently are faced with to work those costs into the cost of the recycling program. Even with collection costs included, there are savings to be had by using recycled aramid fiber in yarns, fabrics and finished products. Everyone in the respective supply chains will know that 20 to 50 percent of the fiber input of recycled fabrics will be significantly cheaper than if they had used virgin fiber.”
When collecting garments, General Recycled is looking for fiber content —the type of garment isn’t of importance. “Because we are dealing with standards, all garments are typically labeled accordingly so it is easy to identify fiber content,” Kasper noted. All garments must be clean with no residual contamination and any oils collected during the drycleaning process can be recycled. Before the garments are shredded, any brass zippers or brass snaps are removed also to be recycled. In addition, any high-visibility FR reflective striping can be recycled too. “Each garment is decommissioned manually to remove the zippers and snaps, and if there is any doubt as to the fiber content, the garment is removed from the waste stream,” Parker said.
Tough To Shred
Aramid fibers are aromatic polyamides prized for their strength and abrasion resistance as well as their low melting point and low flammability. But these positive attributes become a detriment at an FR garment’s end-of-life. “A regular pair of scissors won’t work to deconstruct the garments, and aramids eat machinery,” Parker stressed. “Unless the machinery is

purposefully built to handle aramids, a conventional shredding line would go down very quickly costing tens of thousands of dollars to repair.”
Knowing this, General Recycled worked with machinery suppliers to develop a shredding line that features a carbon blade cutting system, reinforced tearing drums and twin carding and opening systems that can handle aramid fiber. The bonus to this type of machinery is that if it can handle aramids, it can shred any type of fiber, so General Recycled also can shred any other type of textile garment. “Yes, our focus has been primarily on aramids, but we quickly understood that the proposed shredding plant we were building would be able to handle other fibers as well,” Parker noted.
The plant shreds a variety of fibers including Nomex IIA ® , Kermel ® , Kevlar ® , Nomex ® , Conex, Twaron, polybenzimidazole (PBI) fiber and Tecasafe® Plus. It also handles a limited amount of treated cotton and cotton/nylon blend fabrics, while conducting research and development on these recycled fibers and blends.
Next Steps
Once the garments are shredded into reuseable fiber, the fiber is blended. General Recycled can blend
the fiber, or, most often, the spinners blend the fiber in their own operation.
Fiber is processed based on color. “So royal blue only gets combined with royal blue, navy with navy and orange with orange, for example,” Parker said. “We receive every shade imaginable from the same end-user because variables such as how many times has the garment been washed and has it experienced ultraviolet degradation, among others, impact the color.”
The recycled fiber is shorter than a virgin aramid fiber — as is typical for any shredded, recycled fiber —so in order to ensure the fiber is suitable for spinning, it is blended with some quantity of virgin fiber based on a patented formula developed by General Recycled. The resulting fiber blends contain between 20 and 50 percent post-consumer recycled aramid fiber depending on the desired yarn count. “Generally speaking, the coarser the yarn count, the more recycled content can be used in the blend,” Kasper explained. “When blending for a coverall or shirt and pant application, there may be between 20 and 30 percent recycled fiber in the blend. But in the case of a very heavy fleece or cut sleeve application, the recycled content may be as high as 50 percent.
Textile World MARCH/APRIL 2024 19
End-of-life royal blue coveralls collected from Schlumberger —an oilfield service company — showing the wide variances in color prior to shredding.


“Think of it as baking a cake,” he continued. “We follow our recipe or create a new one for the end user. Our patents are on process and product with a wide margin to play with fiber input.” Depending on what specification the customer has and the standards they wish to achieve, the virgin aramid may be Nomex, Conex, Yantai or Arawin. The blends also may contain different modacrylics, antistatics or FR viscose fiber.
Ring spinning, open-end spinning and Vortex spinning have all been used to make yarn using the recycled fiber with successful results.
“We are shortening the staple fiber during recycling, and as a result, the fiber can never be as strong as a fiber made from a standard 50- to 51-millimeter-long virgin fiber,” Kasper said. “That being said, once blended with virgin fiber, the result is a product just about on par with virgin aramid in terms of strength with no loss of performance. Our recycled aramid prod-
Above: Reclaimed orange Nomex® scraps running through General Recycled’s carbon blade cutting system.
Left: A finished bale of recycled yellow Nomex® III.
ucts compare very favorably, meeting the same parameters as virgin aramid products on the market.”
According to Kasper, the cost of recycled aramid fibers is significantly less than virgin fiber. “It’s never a race to the bottom on price though as even generic aramid fiber is expensive,” Kasper said. “But there absolutely are savings to be had.”
Downstream Processing
General Recycled is just the recycler. So once the fiber bales are ready for spinning, they move downstream in the process to yarn spinners and then fabric manufacturers, followed by dye houses and garment producers. The company has developed its own value chain of spinners, weavers and knitters across North America, but also sells fiber to existing value chains that an end user of FR garments already has in place. Key to its program is the idea that the recycling program does not upset existing value chains that an end-user has established. “Typically we would sell recycled fiber to an end-users preferred yarn spinner who would sell the yarn to the end-users fabric supplier who would sell the fabric to the garment supplier,” Parker said. “The only difference is that garments made using our fiber now contain some recycled content. And impor-
tantly, these very garments can be recycled repeatedly. In fact, the best thing about the process is that recycled garments can be recycled repeatedly in a closed-loop process.”
Industry partners include:
• Yarn spinners —Regitex Inc., Saint-Josephe-de-Beauce, Quebec; Coats Group in the United States; and Mexico-based Argentum Textil;
• Circular knitting, dyeing and finishing —Montreal-based Oratex Inc.; and
•Aramid fiber suppliers —The Netherlands-based Teijin Aramid; France-based Kermel; and Yantai Tayho Advanced Materials Co. Ltd., China.
Performance And Accidental Discovery
Fabric styles most commonly are 4.5-ounce plain weaves, 6- and 7ounce twills, plaited jersey, athletic fleece, polar fleece and FR cuffs. The fiber also may be used to produce nonwovens.
All fabrics are certified by independent third parties such as Groupe CTT, Saint-Hyacinthe, Quebec, Torontobased Kinectrics and the Protective Clothing & Equipment Research Facility at the University of Alberta. The third party testing established that the recycled fabrics meet or exceed the necessary flash fire and arc flash protection requirements determined by the following standards: Canadian General Standards Board (CGSB) 155.20; National Fire Protection Association (NFPA) 2112 Flash Fire Standard; Canadian Standards Association CSA Z462, Workplace Electrical Safety Standard; and NFPA 70E, Electrical Safety in the Workplace.
UL certification also can be provided, and additional tests may be performed when requested.
A well-known aramid fiber manufacturer published some 4 second manikin burn test results showing that its fiber, in a 6 ounce fabric, achieved 40 and 45 percent combined second- and third-degree burns. “We suspect aramid producers like to
20 MARCH/APRIL 2024 TextileWorld.com
show this result to highlight how well aramids perform in a 4 second burn test compared to a cotton/nylon or 100-percent cotton fabric that has been treated with a fire retardant,” Kasper surmised. “These fabrics, usually heavier than aramids, perform very well at 3 seconds, but fail miserably at 4 seconds where it is not uncommon to see 85 to 90 percent combined second- and third-degree burns. It would be impossible to survive such a scenario.”
A 6 ounce fabric incorporating General Recycled fiber showed excellent results in a 3 second manikin burn test achieving only 7.3 percent second-degree burns, surpassing any results compared to virgin aramid garments of the same or similar fabric weights. To have an idea of where the fabric truly failed, the company decided to experiment and test in a 5 second manikin burn scenario to see what happened. “On a 5 second test, we achieved 21.5 percent second degree burn only!” Kasper reported. “This was excellent and unexpected and 100 percent better than the leading aramid fabric of the same weight. We knew we were onto something.”
It was discovered that the inclusion of recycled fiber in the yarn process builds additional thermal protective characteristics into the final yarn composition. General Recycled’s customers report similar test results in their independent testing.
Getting The FR Garment Industry On Board
In order to help the adoption of its recycled fiber, General Recycled focused on education. “We knocked on doors, made presentations and pushed for companies to trial our process,” Kasper noted. “We discovered early on that speaking to procurement was not necessarily the right way to go about things. It was important to also have waste management people in the room. The program starts with collection and we needed to educate the industry about the costs associated with disposing of these hazardous garments,
which was easily zeroed in on by the waste management folks. Safety techs also helped to tell the story as the recycled fabrics were certified prior to testing in the field.”
Paradigm Shift
According to Parker, aramid recycling is a global issue that has a global impact. Sadly, there has been only a slow movement towards recycling. “Aramids are specified the world over to most personnel working in the oil and gas sectors,” he said. However, he also expressed that there is more interest in the process from jurisdictions outside of North America than in North America.
“Companies need to follow through on their sustainability messaging,” Parker urged. “They tend to spread the message that they are doing all they can in relation to sustainable practices and waste management but continue to allow used garments to go to landfill. Knowing that it’s possible to recycle the garments into a new garment that performs the same or better than a virgin fiber product in a cost-effective manner should make the choice a no brainer. Companies send their garbage to landfills because they can with impunity.”
Parker expressed that a paradigm shift in thinking is needed. “A company has to be open to considering the options for recycling their garment waste properly,” he said. “FR garment recycling doesn’t appear to be high on anyone’s list, and far too often, the ‘out of sight, out of mind’ mentality gets in the way. But that doesn’t mean non-biodegradable FR garments shouldn’t be disposed of properly when there are technologies available to give them a second life. This problem only continues to grow and will continue to be a major problem in the future.”
Parker also emphasized that extended producer responsibility (EPR) —a policy approach that gives the manufacturer a greater level of responsibility to manage the endof-life for products they make —

puts pressure on producers to get involved and make the shift.
The Solution Exists
General Recycled has created a true closed-loop and cost-effective recycling program for the proper disposal and reuse of aramid workwear. The company wants the industry to see that the solution is here because garments made using recycled content are cheaper, provide increased thermal insulation protection, are third-party independently certified and can be recycled repeatedly. The recycling process also solves a tricky environmental issue. “Does the idea require a different way of looking at the disposal issue? Yes!” Kasper said. “But the proof is here for all to see.
“Chasing the technology and developing what we have has been exciting as well as challenging,” Kasper mused. “Every step of the way, people have told us we are nuts and it will never work. And yet, every step of the way we have proved the naysayers wrong. Recycling aramids not only works, but the resulting recycled products are without a doubt just as good, if not better, than the leading virgin products. That is exciting!” TW
Textile World MARCH/APRIL 2024 21
Dave Kasper observing recycled fiber running on a ring-spinning machine.

Innovations In Testing & Quality Control
II of a two-part feature reviewing improved tests for fabric performance along with automated inspection and digitalization technologies that reduce product defects and waste to help improve the textile supply chain.
By Dr. Kavita Mathur
able new benefits to designers, mills and brands; and is configured with all-LED tunable calibrated light sources as standard including CIE D65, CIE D50, L40-8, L35-8, L30-8, L31-9, CIE illuminant A, and UV. As the light is tunable, suppliers can avoid purchasing multiple light cabinets and the LEDs eliminate the need for the regular bulb changes necessary with fluorescents, providing significant energy savings. The UltraView incorporates the company’s A rated CIE D65 and CIE D50 artificial daylight light sources while being fully tunable for recalibration to the individual requirements of each customer.
IIn the January/February 2024 issue of Textile World, Part I of “Innovations In Testing & Quality Control” focused on fiber and yarn measurement, and fabric performance testing. Part II delves into color measurement and communication, tactile measurement, and quality control measurement technologies.
Color Measurement And Communication
Grand Rapids, Mich.-based X-Rite Inc. (Pantone) offers solutions for color specification and communication, color formulation for textile dyeing, production and quality control, and visual assessment. The company presented its industry-leading color measurement solutions for all aspects of the workflow on a variety of textile materials and applications. For color specification, there was the Ci7860 Sphere Benchtop Spectrophotometer, an instrument for digital color standard generation that provides measurement flexibility with switchable reflectance and optional transmission apertures, and the Color iQC, a feature-rich quality control software that monitors color from specification to material suppli-

ers to manufacturing and assembly. For color formulation for textile dyeing, the Color iMatch software accurately identifies recipes containing the most likely dye combinations using proprietary search metrics and provides tools to optimize and improve existing legacy color data from a variety of systems. For production and quality control, the company presented its MetaVue VS3200, a noncontact imaging spectrophotometer used to measure color on multicolored fabric samples to quantify the true color and ensure design intent is achieved on wet and dry paints, plastics, cosmetics, and small and odd-shaped samples. For visual assessment, the company offers the SpectraLight QC light booth to assess large samples and evaluate special effects under all relevant lighting conditions. The booth includes seven different light sources, including a dimmable filtered-tungsten halogen daylight and an optional LED.
England-based VeriVide Ltd. launched three new products — UltraView and VisionView, both allLED light booths; and OmniStretch, a fabric opacity assessment tool. UltraView brings a range of sustain-
VeriVide’s VisionView product includes a DigiEye viewing station for non-contact color measurement and digital imaging. It allows for visual and digital color assessment by combining both visual and digital color workflows in a single light booth. DigiEye overcomes the limitations of spectrophotometers, which are limited to products with a solid color appearance. Normally, spectrophotometers can only measure “average” color, assessing only the area of the fabric exposed in the instrument’s aperture. Additional limitations arise if the product has multicolored characteristics or appearance, an uneven or inconsistent surface, a color area too small to be captured by the instrument or any kind of surface effect, for example carpet pile or the sheen of satin and silk.
The company’s OmniStretch enables stretch-based opacity assessment of knitted fabrics, across different stretch levels. Two assessment plates are included with the product, which enables grading the translucency of fabrics and assesses “grinning” associated with undyed elastane to guarantee the product is squat proof.
Thousand Lights Lighting (Changzhou) Ltd. (Thouslite) , China, exhibited its multi-channel
22 MARCH/APRIL 2024 TextileWorld.com
Part
QUALITY CONTROL
Mahlo’s Orthopac RXVMC straightening concept
LED lighting technology. The company emphasized its concept of Total Appearance for communication and reproduction of color using the LEDSimulator. This digital communication platform with cabinet aims to shorten the design cycle and eliminate wasteful sampling. It allows reproducibility of color, texture, gloss and translucency. The LEDSimulator features the LEDView cabinet and the ColorWay color design software. It is a powerful tool for communicating Total Appearance throughout the supply chain, allowing color to be visualized on a wide range of textures and matched between virtual and real samples. The system has a viewing cabinet that includes the standard CIE illuminants D50, D65 and D75 to reproduce any phase of daylight in terms of Color Rendering Index (CIE Ra) 99 and Metamerism Index (MI) Grade A.
Lawrenceville, N.J.-based Datacolor offers a series of color management tools and software, including benchtop and portable spectrophotometers, color lab dispensing systems for visual evaluation and multiple color management software applications. At ITMA, the company focused on providing insights and best practices on color solutions with guests, and Datacolor speakers gave presentations and spoke on a range of topics. Particular attention was given to its new product CloudQC, a cloud-based quality control software to manage, evaluate and share QTX files for fast color approval, to work remotely or from different office locations and eliminate time-consuming and costly evaluation of physical samples between manufacturers and customers.
Italy-based Barbieri Electronic’s competencies center on intelligent instruments such as spectrophotometers and color measuring instruments to enable accurate and consistent color reproduction on almost any kind of media. At ITMA, the company showcased its award-winning spectrophotometer Spectro LFP qb Textile edition. The instrument is a
fully automated reflection/transmission spectrophotometer for color management in dye-sublimation and direct-to-garment printing. It has a dedicated software and accessories including a special textile holder for easy and secure fixation of fabrics for measurements. Many textiles —such as cotton, silk, polyester, viscose, wool, linen and mixed fabrics — can be automatically measured. The spectrophotometer comes with an air blowing system to prevent textile fibers from contaminating the optics.
Tactile Measurement
Testing device manufacturer Emtec Electronic GmbH , Germany, showcased the new features of its Tactile Sensation Analyzer (TSA). Originating in the tissue paper industry under the name Tissue Softness Analyzer, the TSA has since become an established industry standard for haptic measurement worldwide. This is a redesigned model that has been adapted to meet the specific needs of the textile and nonwovens industry. Some of the needs of the industry include assigning an objective number to the way a fabric subjectively feels to the touch. The TSA measures the three basic parameters that determine the human hand feeling — the real softness, which comes from the fiber stiffness; the roughness, which comes from the surface profile of the sample; and the stiffness, which is determined
by the fiber behavior, the production technology and chemicals. The availability of these three basic parameters — roughness/smoothness, real softness and stiffness/deformation — allows the use of the device in various application areas.
The TSA already offers a unique approach to softness measurement by simulating the sensory capacities of the human hand via sound analysis. Haptic parameters such as softness, smoothness, flexibility, deformation and springback behavior can be objectively measured and the results digitized within a fraction of the time needed for traditional handpanel testing methods — 90 seconds is standard. The digitized results can be searched and reproduced from anywhere in the world. This is done via a new cloud-based haptic library by the updated TSA. The company says that especially for garments there is a strong need to quickly and reliably reproduce certain haptic qualities that consumers prefer.
Thermetrics LLC introduced Liz, a full-body thermal manikin for clothing and environmental testing on the female form. The Seattlebased company uses Liz for testing women's performancewear. Featuring 30 independent thermal zones and with a maximum power output of 700 Watt per square meter, the manikin — at 5 feet, 5 inches (167 centimeters) in height — provides

Textile World MARCH/APRIL 2024 23
Testa Group’s SuperTestaRossa
realistic garment properties and thermal comfort data, more applicable to the actual end-user. The product is useful for companies developing performance wear or protective apparel for women or for institutions that establish worker safety guidelines.
In addition to its line of fabric performance and testing, Roaches International chose ITMA 2023 as the ideal platform to launch its highly anticipated Sentire product line for measuring finished fabric tactile properties. To provide customers with a better understanding of how specific garments will feel and perform, since 2020 the company has been developing its performance haptics tester in collaboration with Leeds University, based on the Leeds University Fabric Handle Evaluation System (LUFHES). The product works by placing fabric samples into LUFHES, which then runs a series of tests to generate quantitative fabric tactile properties. This is akin to a fingerprint for the fabric, which can then be communicated digitally to partners in different locations and compared against other samples.
WLAN card for reliable communication with a smartphone, tablet or any other mobile terminal device. A dedicated app is also available. Special seams can be tested or defined offline. If a cross-seam is detected, a digital output in the sensor is switched so that for example the calendar rollers can be opened, the shearing blade raised briefly, or the seam left to run through the digital printing press without printing.

Quality Control Measurement
Germany-based Erhardt+Leimer presented novel products in the area of inspection technology including the ELSEAMTEX SI 1001 seam sensor for detecting cross seams, and the Elmeta MDA 1005/1006 metal detector that can be used to optimize production processes and make them safer.
The Elseamtex SI 1001 seam sensor detects optically, and therefore without contact, any type of seam on printed or single-color fabrics. Especially when there are large differences in thickness, such as with carpets and towels, no adjustment work is necessary. Software based on artificial intelligence makes it possible for the first time to detect cross-seams at the level of human perception. Along with a light transmitter and a matrix camera with lens, the sensor also includes a
gence (AI) fabric inspection technology at its booth at ITMA. The company offers a large range of textile equipment, but highlighted the AI Automated Visual Inspection System (ST-Thinkor). The ST-Thinkor can be incorporated into many types of fabric inspection machines. The system is designed to help textile manufacturers automate the textile inspection process and keep them focused on quality. The ST-Thinkor provides automatic defect marking, automatic linear fabric end-cutter, 24 hours unmanned operation in the inspection section and high efficiency, at production speeds of up to 60 m/min. With AI deep learning, precision detection is also highly improved as well.
During the production of textiles, small metal particles find their way into the web due to the various processing steps. If these particles are not all detected, extremely costly damage may occur on the downstream calendar rollers and shearing tools. In addition, there is also a risk of catalytic reactions in wet finishing. As a result, whole web sections are often converted into scrap. The metal detector Elmeta MDA 1005/1006 reliably and accurately detects the smallest metal particles over the entire width of the web at the production speeds from 2 to 500 meters per minute (m/min). For each segment — 300 millimeters — a signal LED on the sensor indicates the position of the metal particle in the web. The metal detector can be used for dry and damp web textiles, nonwoven fabrics and carpets.
China-based Suntech Textile Machinery invited its customers to learn about its latest artificial intelli-
Italy-based Testa Group S.r.l. specializes in machines for inspection, cutting and packaging to help reduce fabric waste. Testa Group’s systems allow customers to have machines able to work with all types of fabrics, from elastic ones and denim, to all ranges of technical materials. At its ITMA 2023 booth, the company presented its SuperTestaRossa model, an automatic cutting and packing machine. A high-performance machine, it is equipped with some significant technical innovations. The inspection and cutting process consist of a first phase fabric inspection with no cuts, followed by a cutting optimization that takes into account a mapping of the defects of the fabric batch and then establishing a cutting execution plan performed according to the capabilities of the cutting machine. This optimized management of the inspection and cutting phases, improves quality control and reduces the amount of production waste and the number of machines involved in the process of roll packaging.
Germany-based Mahlo GmbH & Co. KG — with an offering focused on in-line measurement, control and automation solutions for continuous processes in textile manufacturing — presented its latest developments for
24 MARCH/APRIL 2024 TextileWorld.com
Erhardt+Leimer’s ELSEAMTEX SI 1001
process optimization. The company has a modular system architecture with a wide variety of sensors, which allows its customers to optimize their production sustainably with individualized solutions that allow for measuring critical material properties such as thickness, weight, density, moisture, and temperature. For distortion detection and correction, the company showcased its new Orthopac RXVMC straightening concept, which was presented for the first time in Milan and that can remove distortions in textile fabric webs even faster and more precisely than other systems. The company’s Patcontrol PCS for pattern recognition and the Famacont PMC for controlling weft and stitch course density were also on display. Both systems help producers maintain the residual shrinkage values they guarantee in their products. Mahlo also presented its continuously developed digital smart data environment mSmart. This allows historical data to be used to optimize processes and eliminate weak points.
Smartex , Portugal, which originally developed its Smartex CORE, an AI-enabled automated quality control product, presented the Smartex LOOP fabric-roll level traceability tool. Smartex LOOP enables suppliers to take advantage of fabric-roll level data collection as well as directly address the call from fashion brands for better supply chain data. This solution represents a significant advancement to revolutionize supply chain communication for the modern textile factory. Users can quickly scan any fabric roll’s information or review all of their rolls on the Smartex Platform via their desktop or mobile and instantly access a wealth of information about that roll’s production history and quality. Smartex LOOP allows factories to pinpoint fabric roll issues, identifying the exact machine, worker or yarn supplier involved. Smartex LOOP provides irrefutable evidence of product quality through a digital roll map, to prevent supply chain disputes.
England-based Shelton Machines Ltd. (Shelton Vision) provides automated surface inspection systems using machine vision to help reduce waste in many applications within the textile and apparel industries. The company presented a new fabric inspection technique for accurately detecting the most subtle defects on patterned fabrics during high-speed production. Fully validated and already in use on industrial installations, this patent-pending system has been integrated into the company’s WebSpector platform. The Shelton WebSpector machine vision system offers automated defect detection of more than 97 percent, while traditional methods for defect detection that rely on human inspection have detection rates under 65 percent. The WebSpector system has been until now restricted to plain textiles, but now the company has developed template-matching techniques for the resolution of complex pattern deformations. This allows the system to detect defects in the pattern as well as underlying defects.
Supply Chain Improvements
ITMA 2023 in Milan included a good number of innovations in testing and quality control, and provided an excellent platform to assess the future direction of the textile industry in this area, which builds expectations for the next ITMA in Hanover in 2027. Advances in QC and testing technologies have a significant effect on standardization and improve today’s textile supply chain. Test methods and standards also are in constant development. In today’s textile manufacturing environment, testing and QC are at the center of meeting tight specifications required to satisfy the performance and quality expectations of consumers.
By reducing product defects, automating inspection via digitalization and improving tests for fabric performance, the QC and testing machinery showcased will surely help with energy, water and other resource optimization for textile man-


ufacturing. Inline process controls, sensors and simulation systems will take textile manufacturing, dyeing and finishing beyond the current realm of the black-box of trial-anderror. QC and improved testing will also help with the ultimate goal of replacing the fossil resources that heavily dominate today’s textile industry. Human-assisted or semiautonomous AI systems already are helping predict and optimize manufacturability, material compositions and physical parameters, minimize production resource footprint and provide data for traceability, reporting and certification requirements. TW
Editor’s Note: Dr. Kavita Mathur is an associate professor in the department of Textile and Apparel, Technology and Management, at Raleigh, N.C.-based NC State’s Wilson College of Textiles. This article was adapted for Textile World from a paper by Dr. Mathur published in the NC State Wilson College of Textiles’ Journal of Textile and Apparel, Technology and Management (JTATM). Part I of this article appeared in the January/February 2024 issue of TW
Textile World MARCH/APRIL 2024 25
Smartex LOOP fabric traceability tool

Annual U.S. Textile Investment Roundup
The year 2023 proved to be an active year for acquisitions, expansions, and new facilities and equipment purchases.
TW Special Report
Brothers has helped apparel brands tell the story of identity and belonging through brand insignia and embellishments that bring meaning and connection to each brand, community and consumer,” said Susan Ganz, owner of Lion Brothers. “We are excited to become part of Avery Dennison and will continue telling this story together.” Lion Brothers is now a part of the Apparel Solutions business within the Solutions Group of Avery Dennison.
AAreview of T e x t i l e W o r l d .com’s “New Plant & Equipment, M&A” news section for 2023, yields some insight as to where investors see future opportunities in U.S. textiles. Though not a complete list, TW ’s annual investment roundup provides a sense of economic activity in an array of textile sectors.
Acquisitions, Mergers
The U.S. textile industry is fertile ground for acquisitions and consolidations — a proven method for scaling businesses, gaining efficiencies and consolidating costs. The year 2023 saw activity among some wellknown firms.
Albany, N.Y.-based Stein Fibers LLC, a distributor of textile products, acquired Fibertex Corp. ’s North American fiber operations. According to the company, this strategic move aims to broaden the fiber product portfolio in North America, enhancing the capabilities of both compa-
nies to better serve their customers. Ernest Elias, president of Fibertex, expressed enthusiasm about the partnership, emphasizing shared core values and the potential for strengthened relationships with customers and suppliers. Jaren Edwards, president of Stein Fibers, echoed his sentiments. “It is a privilege to partner with such a well-respected industry expert in Ernest who takes so much pride in customer service and business integrity,” Jaren said.
Mentor, Ohio-based Avery Dennison acquired Owings Mills, Md.based Lion Brothers , a designer, and manufacturer of apparel brand embellishments. This acquisition is expected to significantly expand Avery Dennison’s Embelex portfolio. The collaboration aims to leverage Lion Brothers’ expertise, innovation, and service to enhance Avery Dennison’s presence in high-value solutions and drive growth in external embellishments. “Since 1899, Lion
Lyndhurst, N.J.-based Lion Brand Yarn — a fifth-generation, family-owned global marketer and distributor of knitting and craft yarn —acquired Quince & Co. , a Maine-based premium hand knitting yarn company. The acquisition, in celebration of Lion Brand’s 145th anniversary, aligns with Lion Brand’s commitment to creating a colorful, connected, comforting, and caring world. Quince & Co.’s focus on responsibly farmed natural, renewable fibers complements Lion Brand’s dedication to quality and innovation in the craft yarn industry.
Apex Mills, Inwood, N.Y., a specialist in warp knit fabrics for industrial and technical applications, announced an investment of $3.1 million to acquire the former HanesBrands facility in Patrick County, Va. “The Apex Mills family of companies has been manufacturing Made in the USA textiles for 80 years” said Jonathan Kurz, Apex Mills president and CEO. “When we became aware of the imminent closing of the HanesBrands Woolwine operation and learned more about the rich tradition of textile manufacturing in Patrick County, we ultimately made the decision that this was where we wanted to locate our next fabric formation facility.”
Dahlonega, Ga.-based RefrigiWear, a supplier of insulated work apparel for the cold chain, has acquired Avaska, a newcomer in the insulated workwear industry known
26 MARCH/APRIL 2024 TextileWorld.com
TEXTILE INVESTMENT
The 500,000-square-foot Panda Hemp Gin industrial hemp processing plant.

for its premium quality and modern European style. The acquisition aims to provide customers in the cold chain and extreme temperature environments with a diverse range of options. The combined portfolio, including Samco Freezerwear, positions RefrigiWear as a comprehensive solution provider for those working in freezing temperatures. “Avaska really helps us round out our brand portfolio to serve customers in the cold chain and in any environment where extreme temperatures create challenges,” explained Ryan Silberman, RefrigiWear CEO. “Giving customers flexibility helps us serve the ever-changing and demanding environments they face in every step of the cold chain.”
Miami-based Intradeco Holdings — a global vertical-manufacturing company specializing in supplying high-quality casual clothing and thermal underwear to retailers in the United States, Mexico, and Canada — announced its acquisition of Yadkinville, N.C.-based thermal underwear supplier Indera Mills . John Willingham, owner of Indera Mills, has continued as president of Indera, a division of Intradeco Apparel Inc. “We at Indera Mills are excited to become part of Intradeco,” Willingham said. “For 109 years, our familyowned company has built a successful business based on integrity, commitment and hard work. These important values align with those of Intradeco. Together, we will build a thermal underwear business second to none in the world.” MMG Advisors facilitated the transaction.

Wellford, S.C. -based Leigh Fibers has purchased the operating assets of Martex Fiber, rebranding the business as Revive Fiber. The two companies, now operating as separate but related sister companies, are focused on recycling in North America. “The acquisition of these assets will benefit customers of both companies,” said Daniel Mason, coowner of Leigh Fibers and the newly formed Revive Fiber. “While the companies will remain separate, we have broadened and deepened our resources, improving our capabilities and expertise. Nobody else can provide the same breadth of products from recycled fibers, eco-friendly chemistry, toll manufacturing, and nonwoven solutions. Sustainability is core to who we are.”
GALLS®, Lexington, Ken., a supplier to America’s public safety and military professionals, completed the acquisition of LVI , a multi-faceted third-party logistics partner with extensive experience in military logistics. This strategic move enhances GALLS’ position in the military and defense sector, providing unique opportunities to enter Defense Logistics Agency contracts and solidify relationships with key branches of the military. According to the company, this acquisition follows previous strategic moves, such as the acquisition of Patriot Outfitters in 2017 and U.S. Patriot in 2022.
Partnerships Formed
Navis TubeTex, Lexington, N.C., a provider of machinery solutions, has announced a strategic partner-
ship with Fibroline , a pioneering technology and engineering company based in France. Fibroline is known for its patented dry impregnation technologies, capable of precisely impregnating powder-form materials into porous structures. Fibroline has four business units covering medical solutions, nonwovens and textiles, technical yarns and composite materials. Through the partnership, Navis TubeTex and Fibroline will launch “Fibroline USA,” an innovation center dedicated to promoting Fibroline’s dry impregnation solutions in the U.S. market. Navis TubeTex also will handle manufacturing and delivery of the machinery required for U.S. customers, ensuring seamless access to Fibroline’s groundbreaking technology. “Fibroline’s expertise in dry impregnation technology aligns seamlessly with our commitment to delivering cutting-edge solutions to our customers,” said Will Motchar, president and CEO at Navis TubeTex. “This collaboration further demonstrates our strategic mission to provide sustainable solutions for coating, dyeing, and impregnation.
Dallas-based Panda Biotech has announced an equity partnership deal with the Southern Ute Indian Tribe Growth Fund, marking a significant milestone for the Panda High Plains Hemp Gin (PHPHG)
Textile World MARCH/APRIL 2024 27
Left: Apex Mills recently bought a former HanesBrands facility in Patrick County, Va. Right: Galls acquired LVI, a third-party logistics partner with experience in military logistics.



project. The strategic alliance, facilitated by growth fund subsidiary AkaAg LLC positions PHPHG to become the largest hemp decortication center in the United States and one of the world’s largest industrial hemp processing facilities. The Southern Ute Indian Tribe’s strong credit rating and commitment to sustainability align with Panda Biotech’s vision for an eco-friendlier future. Panda Biotech President Dixie Carter said of the deal: “Panda Biotech could not have selected a better equity partner for our first project, the Panda High Plains Hemp Gin. The Southern Ute Indian Tribe and its subsidiaries bring numerous strategic opportunities to what is anticipated to be a successful, long-term partnership.”
Latco America Polymers , a recycled polyester staple fiber manufacturer based in Queretaro, Mexico, has appointed FiberQuest , Florence, S.C., its exclusive sales distribution partner for North America. In operation since 2019, Latco America Polymer’s Fiber Division produces 6,000 tons per month of recycled polyester staple fiber for various
applications, including home furnishings, apparel, consumer goods, automotive, filtration and geotextiles. The company plans to expand its capacity over the next five years. FiberQuest, specializes in the sale and distribution of polyester staple fiber, with more than 15 years of experience in the industry.
FiberQuest Owner Brad Dutton, stated: “We are extremely happy to be working with Latco America Polymer Fiber Division, as they are a quality driven company. The team they have assembled and the facility they have built is second to none. This partnership will allow us to provide the best quality and service for all our customers.”
Expansions Show Growth
Kernersville, N.C.-based specialty textiles manufacturer Tex-Tech Industries , announced an investment exceeding $24.8 million that will establish a new manufacturing center in Winston-Salem, N.C. TexTech’s focuses on textile research, development and manufacturing of high-performance fabrics and coat-
ings for the aerospace, automotive, defense, medical and protective apparel industries.
Hollingsworth & Vose (H&V), a global manufacturer of advanced materials, announced that it will invest $40.2 million to expand its facility in Floyd County, Va. “We’ve been a part of the Floyd, Virginia, community since 1976,”said Josh Ayer, H&V CEO.“This facility is essential to serving both our global and domestic customers. We chose Virginia for this expansion because of its positive business environment and strong support from the Commonwealth of Virginia and Floyd County.”
FUZE Biotech has relocated its headquarters to Salt Lake City. The new facility will allow a tenfold increase in the production of its antibacterial solution. Applied as a mist to various materials, FUZE’s permanent treatment fights odors, accelerates evaporation, and provides protection against ultraviolet (UV) A and UVB radiation. “As brands increasingly look for sustainable, high-performance solutions, we are scaling up production to meet growing demand,” said Andrew Peterson, chief technology officer of FUZE Biotech. “Our new facility is state of the art and will help us better serve our expanding roster of sustainability-focused partner brands in North America and abroad.”
Medina, Ohio -based Fire-Dex, a manufacturer of personal protective equipment for first responders, has opened a new production facility in Old Fort, N.C. This marks the company’s fourth major production center and reinforces its commitment to quality craftsmanship and fast shipping. The 25,000-square-foot facility is expected to play a vital role in supporting Fire-Dex’s continued growth. “While our footprint is rapidly expanding westward, we serve a large portion of the East Coast with many relationships that go back decades,” said John Karban, vice president of Operations for Fire-Dex. “Old Fort presents a unique opportunity to posi-
28 MARCH/APRIL 2024 TextileWorld.com
Top right: Firefighter PPEmanufacturer Fire-Dex opened a new production facility in Old Fort, N.C.
Top left: Sage Automotives, producer of automotive interior materials expanded its Sharon Plant in Abbeville, S.C.
Left: Tex-Tech, producer of OASIS super absorbent fiber among other products, is investing $24.8 million in a new plant.
tion critical resources closer to major customers and, at the same time, boost the local economy by keeping a number of jobs in Old Fort.”
Sage Automotive Interiors , a global provider of automotive interior materials, announced the expansion of its Sharon Plant in Abbeville, S.C., with a $10.45 million investment. This expansion will create 95 new jobs, reinforcing Sage’s dedication to meeting the evolving needs of the automotive industry. Headquartered in Greenville, S.C., Sage is a global company with offices and manufacturing locations in North and South America, Europe, the Middle East, Africa and Asia. Sage’s U.S. manufacturing facilities are in South Carolina and Georgia.
Greensboro, N.C.-based Phase Change Solutions (PCS) , a temperature management product manufacturer, is set to expand its operations in Guilford County, N.C. With an investment exceeding $3.5 million, PCS reports it will create 35 new jobs at this new U.S. headquarters and manufacturing facility in Greensboro. According to the company, PCS specializes in advanced materials for various industries, offering energy-efficient solutions with innovative technology. The new location will expand the company’s production capacity, and consolidate research and development, warehouse, and headquarters operations to Greensboro.
Birmingham, Ala.-based Motion Industries Inc. announced a new Motion Ai facility in Beverly, Mass., to meet increasing demand for automation and robotic solutions. With 33,000 square feet, the new facility complements existing locations in Danvers and Woburn, providing a total of 62,000 square feet of manufacturing space in the Boston area. “The expanded manufacturing space will allow us to meet growing customer needs while adding future opportunities across our entire automation and robotic platforms,” said Aurelio Banda, Motion’s senior vice president, Automation Intelligence. “This
includes additional OEM business and the ability to accept larger orders in quantity and physical size. We expect this new facility to fuel economic growth for the region, contributing beneficial, long-term impact.”
New Facilities Reveal
Foreign Investment
Kaumagraph International , Canada, announced a Latin America expansion with a new plant in Queretaro, Mexico. According to the company, the new facility will serve primarily Latin American customers. Kaumagraph is a specialty transfer manufacturer in the textile industry specializing in transfers for applications such as apparel, denim, gloves, shoe sockliners, socks, intimate apparel and tennis balls.
Vietnam-based tire manufacturer Tin Thanh Group Americas unveiled plans to establish its first United States operations. With an investment of $68 million in Allendale County, S.C., the company’s new facility will focus on manufacturing and retreading large commercial vehicle tires while promoting sustainability initiatives such as recycled energy and closed industry-agriculture practices. Operations are slated to commence by September 2024.
Australia-based EPOC Enviro, a per- and polyfluoroalkyl susbstances (PFAS) remediation company, is set to invest more than $4.1 million in its first North American production site
to be established in Statesville, N.C. The company aims to combat water pollution with its SAFF® technology, to address PFAS substances in water, soil, and industrial systems. “After looking at possible sites all over America we are delighted to have settled on North Carolina as the hub for our U.S. business activities,” said Peter Murphy, EPOC Enviro president. “Statesville is perfectly situated in a beautiful corner of the country, and it is exactly the kind of community we were hoping to become an integral part of.”
New Equipment And Technology
Northfield, Vt.-based outdoor sock brand, Darn Tough Vermont ® , announced the expansion of its manufacturing capabilities with the addition of 22 new state-of-the-art knitting machines at its Waterbury mill. The move comes in response to escalating demand, while upholding the company’s commitment to American-made socks. “Since we opened our second mill [Waterbury], we have increased our capacity significantly,” said Ric Cabot, president & CEO of Darn Tough. “Increased capacity means that we can provide more opportunities for our communities — that makes us proud.”
WPT Nonwovens, Beaver Dam, Ky., announced an investment in a new thermobonding line for filter media, partnering with Trützschler

Textile World MARCH/APRIL 2024 29
England-based Pincroft invested in TexCoat G4 finishing technology from St. Louisbased Baldwin Technology.
Nonwovens and Schott & Meissner , suppliers both based in Germany. The cutting-edge line, equipped with advanced technology, ensures reliable fiber preparation and web forming processes for various filtration media, catering to demanding market needs. The investment underscores WPT Nonwovens’ commitment to growth and innovation in supplying technical nonwovens. WPT Nonwovens is a specialist not only for filtration media, but also for nonwovens used in the medical, hygiene and industrial sectors. The company started its business in 2008 and is a supplier of spunbond, needlepunched, wet-laid and carded nonwovens.
Pincroft — an England-based textile dyer, printer, and finisher — announced it invested in environmentally friendly technology for fabric finishing developed by St. Louis-based Baldwin Technology Co. Inc. The TexCoat G4 machine is said to reduce water, chemical, and energy usage while enhancing productivity. Pincroft’s investment reflects its dedication to environmental stewardship and delivering highquality products tailored to customer needs. Rick Stanford, Baldwin’s vice president of Global Business Development, commented: “I worked with Ian [Rawcliffe, Pincroft’s technical manager] and Pincroft for many years prior to joining Baldwin. Pincroft are known to seek out the latest in cutting edge technology and their evaluation and implementation of TexCoat G4 was no different.”
Germany-based Monforts, widely known for its durable textile machinery, emphasizes retrofitting options to enhance existing manufacturing lines’ performance and sustainability.
Monforts recently undertook a major modification project on a Montex tenter that was first commissioned back in 1995 for Grupo Kaltex , Mexico City. According to the company, the project included a complete switch cabinet exchange, and all control panels were updated to the latest technical specifications
including new frequency converters, transport drives and a gearbox. Circulation fans also were modified. In addition, the Montex tenter was equipped with full PLC control, 24inch touchscreen PC control and the very latest Monforts visualization software. “Compared to a new machine, upgrades are a low-cost investment that deliver clearly defined benefits,” said Monforts Marketing Manager Nicole Croonenbroek. “Monforts is the right partner to assist valued customers in offering retrofits to help with enhanced production, sustainable operation and energy savings.”
machine as well as the quality of products. This was, of course, an important consideration in the choice of supplier for our new investment. We relied on Andritz during a supply chain crisis to deliver a necessary machine on time to fulfill the growing demand for our velour product line.”

Austria-based ANDRITZ delivered a new velour loom to Foss Floors in Rome, Ga., which will be used for the production of high-quality flooring from recycled plastic. The investment aligns with Foss Floors’ commitment to sustainability, utilizing recycled materials to meet customer demand for eco-friendly products. Kevin Nasser, general manager of Operations at Foss Floors, said: “We bought our first velour loom from ANDRITZ in 2019 and have been very satisfied with the operation and performance of the
In addition to the investment in its new production facility referenced earlier in this article, Fire-Dex also adopted Fashion On Demand by Paris-based Lectra to enhance manufacturing processes and overcome supply chain challenges. According to Lectra, the Industry 4.0 solution digitizes production processes, improving efficiency and flexibility. Fire-Dex’s collaboration with Lectra underscores the importance of advanced technology in addressing evolving market demands and maintaining competitiveness in the textile industry. “By integrating Lectra’s Fashion On Demand cutting room with the latest version of its cloud nesting solution, Fire-Dex has been able to improve its workflow and plan its cutting room more efficiently, while giving everyone clear visibility on the entire process,” Karban said. “We’re seeing the start of industry 4.0 in the fashion cutting room, and it’s very exciting.”
Textile Investment Coverage
As in years past, many textile investments in the United States go unreported because of privacy, the competitive nature of the textile business and lack of a source willing to go on the record. But 2023 proved to be an active year for business activity. As 2024 takes shape — with significant headwinds including election year politicking, inflation, higher interest rates and still struggling consumers — opportunities to grow and strengthen businesses still exist and will make for good reporting.
The editors of T W continue to report as news breaks, and if textile investment is of particular importance to you, keep an eye on TextileWorld com’s “New Plant & Equipment, M&A” news section. TW
30 MARCH/APRIL 2024 TextileWorld.com
Foss Floors recently purchased a new SDV velour loom from ANDRITZ.
Knitting / Apparel
SRTX Opens Fully-Vertical Facility In Montreal
SRTX, producer of the patentpending Sheertex® Rip-Resistant knits — has opened a state-of-theart facility in Montreal including inhouse extrusion equipment for the fabric’s ultra-high molecular weight polyethylene (UHMWPE) polymer. The fully-vertical operation encompasses 300,000 square feet and is more than twice the size of the company’s previous manufacturing plant.
The UHMWPE currently is used in SRTX’s Sheertex tights, but the new facility gives the company the opportunity to expand the use of the polymer into other apparel applications at mass market pricing. The company aims to take the polymer into areas beyond the fishing line, bullet proof vest, climbing equipment and other technical applications where it is most typically used.
Thermore Introduces Freedom
The Italy-based Thermore Group recently introduced Freedom — a dynamic stretch insulation material suitable for a variety of applications including skiing, running, golfing, fishing and cycling, among other applications. According to the company, the insulation material, made using 50 percent post-consumer recycled polyester, exhibits “incredible” elasticity in dynamometer testing and repeatedly “recovers to 100 percent of its prestrech size.”
Avient Develops New TPE
Avient Corp., based in Avon Lake, Ohio, has launched Versaflex™ TF Adhesive Thermoplastic Elastomer (TPE), which is compatible with nylon and polyester fabric when used in laminations. According to Avient, Versaflex TF ensures the fabric remains soft when laminated, is stretchable and breathable, and looks uniform in
thickness and overall appearance in such applications as sportswear and underwear. Testing shows the TPE provides shape recovery of up to 99 percent after 300 percent elongation over 1 minute. Versaflex also washes well in temperatures up to 60°C.
Available in colored and transparent versions, the TPEs comply with the OEKO-TEX® 100-2 standard.
Mayer & Cie. Opens New China-Based Facility
Germany-based Mayer & Cie. has announced its China-based sales and service subsidiary, Mayer & Cie CN Changzhou LLC, has relocated to Jiangsu Province in the SinoGermany Innovation Park, Jintan. The new facility comprises 5,000 square meters of production space where the company will assemble Mayer & Cie. machines for the domestic market using locally sourced parts. Mayer & Cie. reports it has qualified all suppliers to ensure they follow the company’s high standards with no comprise on quality.
Previously, select machines were produced in China but the circular knitting heads were only produced in a facility in the Czech Republic then transported to China. Production at the new facility is expected to begin in April 2024, and the company has closed its existing Shanghai location.
Anthropologie Joins Blue Jeans Go Green™ Program
For the third consecutive year, Philadelphia-based Anthropologie reports it will participate in the Blue Jeans Go Green™ denim recycling program developed by Cotton Incorporated, Cary, N.C. Anthropologie will collect pre-loved denim items containing at least 90 percent cotton at any of its more than 200 retail stores from customers, which will then head to a recycling facility to be turned into insulation materials
New Name For Sustainable Apparel Coalition (SAC)
The Amsterdam-based Sustainable Apparel Coalition (SAC) has changed its name to Cascale. The non-profit organization encourages collaboration and restorative business practices “to catalyze impact at scale and give back more than they take from the planet,” in line with its vision. It’s more than 300 members include retailers, brands, manufacturers, governments, industry associations, academics, and non-governmental organizations and nonprofits around the globe.
The new name comes from a play on the SAC moniker — “Cas” from SAC backwards, “CA” for collective action, and “scale” as a reference to scaled ambitions. In addition, the non-profit reports the “C” elicits a new phase similar to a lunar cycle, moonlight or a mirrored reflection. A new logo represents Cascale’s three member categories and external stakeholders.
“As Cascale evolves to address the needs of a broader scope of consumer goods beyond apparel and footwear, I’m proud to celebrate this new vision of an organization that is close to my heart,” said Rick Ridgeway, author, adventurer, former vice president of sustainability and public engagement at Patagonia, and Cascale’s co-founder.
through Cotton Incorporated’s consumer sustainability program. Anthropologie hopes to promote meaningful change through conservation efforts and non-profit partners as part of its “A Greater Good” platform. TW
Textile World MARCH/APRIL 2024 31

Game-Changing Benefits Of 3D Digital Sampling
The 3D clothing sampling process digitizes, corrects, and plots the pattern faster than manual setups. No water or chemicals are used for the creation or usage of digital fashion. The production of a digital garment, on average, generates 97-percent less carbon dioxide and no microplastic shedding or soil degradation compared to the production of a physical garment, according to the United Nations Alliance for Sustainable Fashion.
Over the past five years, lead times for garment production have shrunk in half. Yet traditional sampling methods have stayed the same, slowing the process and stretching teams. What’s more, 40 percent of sampling does not move forward in production, which is why traditional methods of sampling are a major source of waste in the garment industry.
By Garrett Gerson
TThe inexorable momentum of 3D digital sampling is reshaping the landscape of the textile industry, charting the trajectory toward an inevitable future. As the paradigm shift gains acceleration, enterprises find themselves at a crossroads, where prudent choices not only economize resources and time but also demonstrate a commitment to ecological responsibility in the face of climate imperatives.
Overall, 3D digital design is a more efficient and lower-impact way of designing and prototyping not just clothing but textiles in general. For the apparel industry, it is critical to move forward. Simply put, the benefits of using 3D digital renderings, when integrated into the design process, yield dramatic results and play a major role in facilitating and reducing material waste.
What Is 3D Digital Sampling?
Technological advancements and the adoption of 3D models have been prominent in manufacturing and engineering industries for decades, working with products such as furniture, automobiles, computer chips, planes and more.Yet 3D technology only recently has been adopted by the apparel industry as more benefits of its use are coming to light.
In the world of fashion design and clothing production, samples play a crucial role in the development process. However, the traditional method of prototyping and sampling is time-consuming and damaging to the environment. Physical samples can take weeks or even months to produce and require the use of materials and labor. In contrast, digital samples reduce the design approval time from weeks to hours.
3D software capabilities allow designers to create virtual clothing with different materials and textures, providing them with a realistic representation of how the final product will look. In turn, designers can experiment with various fabrics and patterns before committing to a particular layout and see how their designs will appear on a model before producing the garment, all while reducing waste and saving time in the process.
This review process helps to identify any design flaws or issues with the fabric, such as how it drapes on the body. Designers can also explore endless color combinations by using a Pantone color bank or similar online shade bank in their 3D designs. It allows them to make accurate decisions before creating a final physical product. By making these adjustments before producing garments, costly mistakes can be avoided.
Advantages Of Virtual Sampling Technology
With features like real-time updates, virtual reality presentations, and drag-and-drop model creation, 3D sampling technology is pioneering
32 MARCH/APRIL 2024 TextileWorld.com KNITTING/APPAREL
3D sampling is an environmentally friendly way of reducing lead times and waste in the apparel industry.
VARIANT3D’s software is able to create complex patterns with 3D textures.
a more efficient and environmentally conscious way of producing textiles. It’s evident textiles are pervasive in our lives, from automotive interiors to everyday clothing and footwear. The latest 3D digital sampling software advancements reshape the textile industry by expediting prototyping and enabling localized production, resulting in substantial waste reduction and minimized carbon footprints.
The advantages of incorporating virtual samples and digital twins into textile development are profound. By leveraging features such as real-time updates, immersive virtual reality presentations, and intuitive drag-anddrop model creation, 3D sampling technology is at the forefront of an efficient and environmentally conscientious textile production approach.
For suppliers and vendors, the ability to digitally review designs, even remotely, eliminates the necessity for global sample creation and shipping. Iterations for color, fabric, and shape adjustments can seamlessly occur online. This technology also streamlines content production, circumventing the need for teams to travel to various locations to photograph new collections.
Furthermore, emerging technologies like the Metaverse and augmented reality (AR) are revolutionizing how clothing items are accessed online. This simplifies the decision-making process for buyers, enabling them to make informed choices without physical representation. Consequently, manufacturers can curtail excessive production, aligning output more accurately with consumer demand. This confluence of virtual sampling and innovative technologies ushers in a new era of efficiency and enhanced customer experience within the textile industry.
CAD/CAM software is being used to design textile products and manufacture prototypes. For example, VARIANT3D has developed LOOP™, a web-based platform for the collaborative design of 3D knitted fabrics and products. It offers a hyper-realistic preview of the knitted fabric, providing designers and engineers with a
clear pre-production simulation prior to committing to a sample. Another 3D software company in the field of fashion design is CLO. It has created a true-to-life garment visualization program that allows users to perfect their ideas before they go into cut-and-sew production. These emerging technologies result in a waste-reduced production process.
Often, garments require corrections or adjustments which involve a new version of the product to be cut, sewn, and shipped to the buyer. Virtual sampling takes care of any necessary changes that need to be made before the garment is sewn, saving on fabric costs, shipping costs, as well as fit-model costs.
Reducing Waste With Digital Sampling
Did you know that the fashion industry is the second-largest consumer of water in the world? This is because many clothes are cottonbased, a very water-intensive plant. “The apparel industry uses enough fresh water to quench the thirst of five million people a year, produces 20 percent of global wastewater, and has a carbon intensity that exceeds aviation and shipping combined,” Morgan Stanley analysts wrote in a May 2022 report on the sector.
Some 85 percent of clothing made ends up in landfills each year, and 25 percent of those are samples that will never be seen more than once or twice. According to the EPA, landfills receive 11.3 million tons of textile waste annually. To minimize the adverse environmental impacts of production, brands must consider alternatives to traditional sampling methods.
Many brands currently using digital sampling ask for just one “top” physical sample before launching production, while some have done away with physical samples altogether. This dramatically reduces wasted fabric and eliminates the unnecessary logistics of getting the samples between the factory and designers, as well as reducing the time and costs involved: good news for businesses and the planet.
What Does 3D Virtual Sampling Mean For Businesses & The Environment?
The push toward replacing physical samples with 3D samples stems from several driving factors. Recent supply chain disruptions illustrated how quickly best-laid plans can go awry. Additionally, challenged by the swing toward remote working, brands need a new approach.
Furthermore, the turnaround time to make and receive physical fabric

Textile World MARCH/APRIL 2024 33
LOOP by VARIANT3D’s digital twins takes into account proprietary visualization models allowing for accurate representations demonstrated by this Ovagon XII Lamp.

samples — just to eliminate or change designs completely — is incredibly inefficient. The fashion industry has to react quickly when consumers are ready to spend. It’s not sensible to spend weeks spinning, programming, weaving/knitting, cutting, sewing, and shipping samples back and forth before production can even begin.
The visuals generated from the 3D simulations also are used to drive marketing and e-commerce. Marketing teams can showcase all the variations of a collection, and brands can easily see a photo-realistic version of product variations, eliminating the need for photo shoots. Brands can easily promote products through their website or social media channels, and customers can purchase them before physical products are produced.
3D technology can create virtual samples of an upcoming collection, which can be sent to buyers anywhere, with a much lower carbon footprint. The fashion industry is starting to make more environmentally conscious decisions, from materials choices, manufacturing processes, and the recycling of products at the end of their life cycle. The key feature in implementing all these processes? Technology.
The use of 3D software changes the design process and associated methodologies and permits better and faster communication among different departments and professionals. Importantly, digitally-driven wholesale activities can track and archive the interactions between brands and
buyers. The resulting data analytics and metrics provide valuable insights for developing customized and collaborative digital collections.
The application of 3D technologies allows for the optimization of digital made-to-measure and ondemand generation — swinging the balance of production back onshore to locally-based microfactories. This change is paramount.
Brands such as Under Armour, Coach, Victoria’s Secret, Hugo Boss, Maggy London, Phillip Van Heusen, Nike, Abercrombie & Fitch, and others already are using 3D virtual sampling technologies, with many more brands expected to do so in the near future.
Consumer Influence
Consumers invariably influence the fashion industry. Right now, they are demanding a paradigm shift to sustainable manufacturing, ethical practices and transparency being the standard. According to Heuritech Data, the social media hashtag #sustainablefashion, has skyrocketed in popularity, up 1,000 percent since 2018. The fashion industry is finally listening and is transitioning to this new standard to satisfy customers and earn their trust.
According to the Global Fashion Market Place sustainability report, 82 percent of brands believe that they need sustainable business development and innovation support. This transformation is neither simple nor quick to implement, and fashion
brands have realized that marketing and vague statements are not enough, as consumers will call them out for greenwashing.
As for consumers, the pandemic accelerated their familiarity with digital platforms, virtual reality, and augmented reality tools. Increased digitization will be central to the post-pandemic future of fashion. This shift is happening, and brands must explore the opportunities to digitize their sampling processes now or risk being left behind.
With a rising number of returns and landfill waste, the fashion industry desperately needs technologies to help address poor fit. Recently, Google launched new artificial intelligence software that takes a clothing image and reflects how it drapes, folds, clings, and stretches on a diverse set of real models in various poses. In the fashion retail space, several fashion companies, including Macy's and luxury brands like Louis Vuitton and Dior, are exploring the potential of AR clothing try-on technology.
What’s Next?
Embracing digital technology is a fundamental way to stop wasteful behaviors in the larger textile industry. As consumers grow more environmentally conscious, some of the most popular brands are moving away from the inefficient methods of the past and adopting new technology to help bring about significant improvements.
3D sampling is a vital tool in transforming the industry in endless ways. From design to production and marketing, it is enabling processes to become more efficient, considered, and customer-focused. It can positively impact all facets of the supply chain when implemented correctly.
As 3D technology continues to advance, it will redefine the future of the textile industry. TW
Editor’s Note: Garrett Gerson is the founder and CEO of VARIANT3D, a Malibu, Calif.-based company that offers rapid prototyping and product iteration for 3D knitted products.
34 MARCH/APRIL 2024 TextileWorld.com
VARIANT3D’s three locations validate the shift towards demonstrative manufacturing supported by LOOP’s unique capabilties.
Bulletin Board
Germany-based DietzMotoren — a producer of electric motors,fans and blowers that supplies textile companies — has joined the Zurich-based International Textile Manufacturers Federation (ITMF) as a corporate member.
Orion S.A.,Houston, reports it has maintained its EcoVadis Gold medal rating,ranking among the top 2 percent of the companies assessed in a wide range of sustainability areas.
The Germany-based Institut für Textiltechnik of RWTH Aachen University (ITA) has installed a new winder from Italy-based Comoli Fermo S.r.l. for elastic filament yarn development.

Marking the largest acquisition in its history,Westlake,Ohio-based Q-Lab Corp. reports it recently acquired Arizona Desert Testing LLC (AZTEST) The combined business — located at AZTEST’s current site in Wittmann,Ariz.— will be known as Q-Lab Arizona Desert Testing. Staff and equipment from
a nearby Q-Lab operation in Buckeye,Ariz.,will be transferred to Wittmann.
Trivantage®,Burlington, N.C.,has introduced the Seamstick Taper,a tool designed to simplify adding seam tape to zippers,webbing and trim.

Houston-based Ascend Performance Materials recently announced price increases beginning March 1,where contracts allow, on a variety of products as follows: neat polyamide (PA) 66 polymer,PA6 and PA66 compounds,and hexamethylene diamine, 30 cents per kilogram (cents/kg); adipic acid, 25 cents/kg; FlexaTrac® DME,10 to 25 cents/kg; FlexaTram™-BHM and FlexaTram-DAM,10 to 50 cents/kg; and Hexatran™ and Prionil®,5 to 30 cents/kg.
Florida firefighter Sean Conant recently launched a new company, FILO Apparel,that supplies affordable,fire-resistant clothing.
Sweden-based Eltex of Sweden AB is celebrating its 60th anniversary this year.

Carnegie’s Go-To Collection
New York City-based Carnegie has introduced the Go-To Collection of more than 100 sustainable fabric styles made using biobased Xorel Strie.
Bemis Associates Inc., Shirley,Mass.,has expanded its EverFit™ line of elastic replacement adhesives with the addition of 10 new options.
Founded in 1974, Cygnet Texkimp,England — a composites technology company and custom machine builder — is celebrating its 50th anniversary.

Atlas Material Testing Technology,Mount Prospect,Ill.,has introduced the Atlas S3T system for continuously measuring the specific surface temperature of individual samples during live tests using the WeatherOmeter® C14400 and Ci5000 instruments.
Fire-Dex,Medina,Ohio, has introduced AeroFlex™ turnout firefighter gear designed to reduce the risk of heat stress and cardiac-related issues by using a one-way ventilation system that helps the body better regulate its core temperature.
Seattle-based apparel brand Arvin Goods has introduced a new sock collection featuring 36-percent Recover™ recycled cotton fiber along with 43-percent recycled polyester.
New York City-based Informa Markets Fashion — owner of a variety of B2B fashion brands including Sourcing at MAGIC — announced a name change to MMGNET Group.
Laguna Beach,Calif.-based swimwear brand Vitamin A has introduced ReLux,a new swimwear collection that was made using a 100-percent recycled fabric developed by Korea-based Hyosung and Vietnambased Hung Yen Knitting &Dyeing.The fabric is made using an 80-percent regen Ocean post-consumer nylon and 20-percent recycled regen spandex. TW
Textile World MARCH/APRIL 2024 35
Cygnet Texkimp is celebrating its 50th anniversary.
ITA winder from Comoli Fermo S.r.l.
Trivantage ® Seamstick Taper
People

New Zealandbased TMC Ltd., owner of Nuyarn® and Herculan® textile technologies, has named Tim Liao International Footwear Account manager.
Spain-based Recover™ has named Hans Ploos Van Amstel to its board of directors.

Avery Dennison, Mentor, Ohio, has appointed Ryan Yost president, Materials Group.
President Biden recently named new appointees — including Amy Bircher Bruyn, founder and CEO of MMI Textiles — to the Advisory Committee for Trade Policy and Negotiations. The group provides policy advice to the United States Trade Representative on trade policy matters.

The Association of the Nonwoven Fabrics Industry (INDA), Cary, N.C., recently named Dan Noonan director of Memberships and Business Develop-
ment. INDA, who elects one-third of its board each year for a three year term, also announced five new board members for 2024: Jaren J. Edwards, president, Stein Fibers; Edward McNally, sales director Nonwovens, Oerlikon Nonwoven; Thomas Olsen, senior vice president, Americas Business Area, Suominen; Patricia A. Sargeant, vice president, Glatfelter Corp.; and Paul Wood, president, Ontex North America.
Herculite Products Inc., Emigsville, Pa., has named Jake Ritchie new business manager for it Custom Engineered Solutions –Agricultural Barn Curtain division.

Jeff McKee has been promoted from CFO to president of X-Rite Inc., Grand Rapids, Mich.
HeiQ AeoniQ Holding, Zurich — a subsidiary of HeiQ Group — has named Julien Born CEO.
Denver-based VF Corp. has appointed Caroline Brown to its board of directors. Brown has more than 30 years of experience with global companies in the apparel and fashion sector.
Lindsey Josepayt was promoted to the newly
created position of vice president, Design and Marketing, for United Fabrics.

Paige Seadler has joined Culp Inc., High Point, N.C., as director of Product Marketing for Culp Home Fashions, the company’s mattress fabrics division.
Atlanta-based Spanx LLC recently named Caroline “Cricket” Whitton CEO and Jeanne Jackson executive chair.

Milliken & Company has confirmed Bethany Smith as senior vice president and chief human resources officer. She had served as interim chief human resources officer since October 2023.
Unifi Inc., Greensboro, N.C., recently promoted the following people to leadership positions: A.J. Eaker to executive vice president and CFO; Meredith S. Boyd to executive vice president and chief product officer; Brian D. Moore to executive vice president and president of Unifi Manufacturing Inc.; and Gregory K. Sigmon to
executive vice president, general counsel and corporate secretary with expanded responsibilities over Sustainability and Government Affairs.
Germany-based Sympatex has expanded its team with the addition of Eric Brendel and Leandra Reisner.

Lynsey Jones was named executive director of the Americas Apparel Producers’ Network (AAPN), Atlanta.
Zac Posen was named executive vice president and creative director of Gap Inc., San Francisco. He also was appointed chief creative officer of Old Navy.

Molly Kremidas has joined the business development team at Apex Mills, Inwood, N.Y. She is responsible for driving the growth of warp and circular knits, elastics, 3D spacer fabrics including enhanced finishes and treatments within the shapewear, activewear and intimate apparel sectors.
Michelle Gass is the new president of Levi Strauss & Co., San Fransisco. TW
36 MARCH/APRIL 2024 TextileWorld.com
Liao
Yost
Noonan
Seadler
Kremidas
Jones
McKee
Smith
MAY
1-3 :SEAMS,The Association & Voice of the U.S.Sewn Products Industry,2024 Annual Spring Conference,Myrtle Beach,S.C.Visit seams.org.
5-7 :ATA Outlook® Conference,Wild Dunes Resort,Isle of Palms,S.C.Visit usinfi. textiles.org/events/outlook-conference.
5-7 :Elementary Nonwovens Course, organized by the Association of the Nonwoven Fabrics Industry (INDA), INDAheadquarters.Visit inda.org/ training/elementary-training.php.
19-21 :2024 Southern Textile Research Conference (STRC),Hilton Myrtle Beach Resort,Myrtle Beach,S.C.Visit thestrc.org.
19-21 :AAPN 2024 pro:Americas Annual Conference,The Biltmore, Coral Gables,Fla.Visit aapnetwork.net.
20-23 :SAMPE 2024 Conference and Exhibition,Long Beach Convention Center,Long Beach,Calif.Visit nasampe.org.
21-23 :Emitex/Simatex/Confemaq 2024,La Rural Trade Center,Buenos Aires,Argentina. Visit industriatextilexpo.ar.messefrankfurt.com.
JUNE
4-8 :Hightex 2024 – International Technical Textiles and Nonwoven Trade Fair,Tüyap Istanbul Fair and Congress Center,Istanbul,Turkey.Visit hightex.com.tr.
Calendar
4-8 :ITM 2024,Tüyap Instanbul Fair and Congress Center,Istanbul,Turkey. Visit itmexhibition.com/itm2024.
13-14 :Furniture Manufacturing Expo,Hickory Metro Convention Center,Hickor y,N.C.Visit furnituremanufacturingexpo.com.
17-19 :Outdoor Retailer,Salt Palace Convention Center,Salt Lake City, Utah.Visit outdoorretailer.com.
17-20 :WOW World of Wipes® International Conference,organized by INDA,Hyatt Regency Minneapolis, Minneapolis,Minnesota. Visit worldofwipes.org.


Textile World MARCH/APRIL 2024 37
WAREHOUSING BEAMING RECYCLING www.tirecordusa.com FIBERS & TEXTILES Tire Cord USA ‘Since 1989’ — Advertiser Index — JOMAR SOFTCORP INTERNATIONAL................11 Rieter .........................................C2 Techtextil North America 2024..........C4 CLASSIFIEDS CLASSIFIEDS Place Your Classified Ad Today! Call Julie Davis at (678) 522-0404 or e-mailjdavis@textileworld.com Place Your Classified Ad Today! Call Julie Davis at (678) 522-0404 or e-mailjdavis@textileworld.com Sign Up For Your FREE e-Newsletter & Digital Edition The latest textile news and online-only features delivered directly into your inbox. Made in USA— Since 1982 From Fishnet to Fine Lace TRICOT & RASCHEL Automotive Headliner, Ticking, Upholstery, Tubular, Fishnet, PPE, Erosion, Agricultural, Sports, Industrial, Medical, Geogrid, Flat GERBER w/ Laser Guided CUTTING & SEWING Knitting Dyeing Finishing Coating to 230 INCHES 336-622-1000 • info@supertex-inc.com supertex-inc.com
Quality Month Fabric Of The
By Rachael S. Davis, Executive Editor
Circular Nylon 6,6Milestone
CONTACTS:
For more information, visit corporate.
lululemon.com/
our-impact and samsaraeco.com
Go online to TextileWorld.com for archived Quality Fabric articles.
IIt’s not too long ago that the term molecular recycling entered the textile vernacular. In a depolymerization process, the technology breaks down hard to recycle items and mixed plastic waste streams into their molecular building blocks enabling a second life for items beyond plastic bottles that have typically been recycled using mechanical methods. Together, the two recycling technologies — molecular and mechanical — may make it possible to eventually repeatedly recycle most textile waste to create a fully circular economy.
While several companies now have technologies to depolymerize a wide variety of plastics — including polyester, high density polyethylene, polypropylene and other plastics — nylon was missing from the equation … until now.
Samsara Eco is an Australia-based company that has developed Eos Eco, a patentpending, enzyme-based technology that can extract nylon 6,6 from end-of-life textiles and reuse it in a fully circular ecosystem. Similar to other molecular recycling technologies, Samsara Eco’s process generates virgingrade products, and can be used repeatedly with no degradation or quality loss. “Our enzymatic recycling is the only solution on the market that allows the textile industry to unlock nylon 6,6 amongst mixed feedstocks to prevent textiles from ending up in landfills,” explained Sarah Cook, chief commercial and operations officer of Samsara Eco.
Canadian/American athletic apparel brand lululemon partnered with Samsara Eco last year —the brand’s first-ever minority investment in a recycling company. The two companies are now working together to develop recycled nylon and polyester products from clothing waste. lululemon uses nylon 6,6 in many of its garments —including its Swiftly Tech Long-Sleeve Top, and Align and Wunder Train leggings —because of its high-performance properties in athletic apparel. The partnership with Samsara Eco moves lululemon closer to its goal of making

samples of lululemon’s Swiftly Tech top comprised of more than 90-percent enzymatically recycled nylon 6,6 from Samsara’s Eos Eco process. Lululemon reports the samples feel the same, fit no differently, and carry the same quality its customers expect from its apparel.
“The lululemon Swiftly top samples go beyond material innovation — they represent the exciting possibilities and impact that can be achieved through collaboration and cross-industry partnership,” said Yogendra Dandapure, vice president, Raw Materials Innovation at lululemon. “This breakthrough not only signals a turning point for sustainable innovation in apparel, but for all industries looking to shift towards more circular models. We look forward to continuing to work with Samsara Eco to help scale this new technology in the months and years ahead.”
“Our work with lululemon represents a groundbreaking step forward in tackling the challenge of textile waste and demonstrates the potential to create a fully circular ecosystem for apparel,” said Paul Riley, CEO and founder of Samsara Eco. “We’ve started with nylon 6,6, but this sets the trajectory of what’s possible for recycling across a range of industries as we continue expanding our library of plastic-eating enzymes. This is an incredibly significant moment for the future of sustainable fashion and circularity. TW
38 MARCH/APRIL 2024 TextileWorld.com
Samsara Eco’s partnership with apparel brand lululemon moves circular nylon closer to reality.
read / share / engage TextileWorld.com website / magazine / e-newsletter Subscribe to Textile World for complete coverage of the U.S. and global textile manufacturing industry — the latest technologies, applications, regulations and trends. Now you can receive your Textile World magazine anywhere you go. Print advertisers receive additional reach and linking with free inclusion in Digital Editions. + New Digital Edition Digital Editions Are Here Add Your Digital Delivery Today







AUGUST 20 – 22, 2024
RALEIGH, NORTH CAROLINA







SMART TEXTILES
Network with the creators shaping the industry AUTOMATION ADVANCEMENTS
View and engage with the latest technology CIRCULARITY
Gather insight and stay up-to-date on future trends
REGISTER NOW FOR EARLY BIRD PRICING!



Stay connected to the world of technical textile innovation

Interested in exhibiting? Contact us at ttnasales@usa.messefrankfurt.com







Scan the QR code for registration information.














@TechtextilNA @TechtextilNA /Techtextil-North-America @TechtextilNA
