Blazing the trail
Henrik Gilstring, CEO at leading global agricultural equipment manufacturer, Väderstad, reveals how the business places innovation at the heart of its operations

Electric vehicles: There are still many questions to be answered around EVs, as Markus Winkler reports, not least of which is the customer experience
Additive manufacturing: AM can be implemented to help future-proof supply chains and manufacturing plants, providing on-demand solutions at the point of consumption
Digital transformation: Most industrial assets are still not connected and manufacturers are missing out on the power to make better decisions – why?
Issue 202 2022www.manufacturing-today.com

Editor’s Letter
Hello and welcome to the July issue of Manufacturing Today
If there is a topic that we are definitely going to be returning to time and again in 2022, it’s electric vehicles. As consumer confidence and demand continues to grow and manufacturers launch new models and commit to increased battery manufacturing operations, this market is primed with opportunities. But as our contributor Markus Winkler, Executive Vice President of Global Automotive at Capgemini, discusses in his feature this month, there are still many questions that need to be answered around electrification, including battery issues. It’s an interesting perspective and worth a read.
We also look at additive manufacturing – something else I feel has been bubbling around on the agenda for a little while now. Farhan Khan, Senior Manager Applications Engineering at Xerox EMEA talks about the benefits of adding 3D printing to the supply chain, something which recent supply chain challenges has brought to the fore as a possible solution to disruption.
Finally, Sherif El-Meshad, Digital Lead, Electrification at ABB, shares his take on digitalization, and links it to sustainability, with these two areas being two of the biggest drivers of change across industries today.
I hope that there’s something in our pages that you find interesting – if there’s a topic you’d like to talk about, then please do get in touch.



Our cover story this month looks at the activities of the Väderstad Group, a leading global manufacturer of agricultural equipment. Having recently celebrated its 60th anniversary, the company may have mature roots, but its approach to R&D and its willingness to adopt new and innovative practices on the shop floor are thoroughly modern. MT was fortunate enough to speak to Henrik Gilstring, the current CEO. Grandchild of Väderstad’s founder, Rune Stark, Henrik understands the importance of family and feelings of connectedness across the company. For the full story of what makes the business tick, turn to page 24.
Blazing the trail
Libbie Hammond EDITOR libbie@schofieldpublishing.com | lhammond@finelight-media.com ON THE COVER www.manufacturing-today.com l 1 Chairman Andrew Schofield Group COO Joe Woolsgrove Editor Libbie Hammond Staff Writers Daniel Baksi • Alex Caesari Danielle Champ • Jessica Olley Editorial Administrator Amy Gilks Managing Art Editor Fleur Daniels Art Editors Paul Gillings • David Howard Artwork Administrator Rochelle Broderick-White Sales Director Alasdair Gamble Business Development Director Philip Monument Head of Global Media Programs Mark Cawston mcawston@schofieldpublishing.com Operations Manager Adam Blanch Research Managers Michelle Fontaine • Natalie Griffiths Jo-Ann Jeffery • Ben Richell • Basil Sharpe Laura Thompson Editorial Researchers Victoria Burke • Mark Cowles Jeff Goldenberg • Dan Harrison Melanie Joyce • James Page • Wendy Russell Richard Saunders • Kieran Shukri Markus Wellington Advertising Sales Johanna Bailey • Mike Berger Jessica Eglington • James Fuller Will Gwyther • Alex Hartley Reid Lingle • Sam Surrell Florida General Manager Ryan Finn Boston General Manager Joy Francesconi Custom Media Sales Dan Bess Subscriptions i.kidd@schofieldpublishing.com Administration Natalie Fletcher • Rory Gallacher Ibby Mundhir Schofield Publishing Ltd Corporate Head Office Cringleford Business Centre, 10 Intwood Road, Cringleford, Norwich, NR4 6AU, UK Tel: (312) 854-0123 Tel: 044 (0)1603 274130 www.manufacturing-today.com Please note: The opinions expressed by contributors and advertisers within this publication do not necessarily coincide with those of the editor and publisher. Every reasonable effort is made to ensure that the information published is accurate, and correct at time of writing, but no legal responsibility for loss occasioned by the use of such information can be accepted by the publisher. All rights reserved. The contents of the magazine are strictly copyright, the property of Schofield Publishing, and may not be copied, stored in a retrieval system, or reproduced without the prior written permission of the publisher.
@MfgTodayMag Follow us at: Manufacturing Today Magazine Finelight Media 2240 West Woolbright Road, Suite 402 Boynton Beach, FL 33426, USA Tel: (561) 778-2396 © 2022 Schofield Publishing Ltd
Electric vehicles: There are still many questions to be answered around EVs, as Markus Winkler reports, not least of which is the customer experience Additive manufacturing: AM can be implemented to help future-proof supply chains and manufacturing plants, providing on-demand solutions at the point of consumption Digital transformation: Most industrial assets are still not connected and manufacturers are missing out on the power to make better decisions – why?
Issue 202 2022www.manufacturing-today.com Henrik Gilstring, CEO at leading global agricultural equipment manufacturer, Väderstad, reveals how the business places innovation at the heart of its operations
ISSUE

6 Electric vehicles
Automotive companies face many decisions around electrification. The best way to make those decisions is from the perspective of holistic sustainability

8 Additive manufacturing

Additive Manufacturing may be the answer to operational resilience; future-proofing supply chains and providing on-demand solutions at the point of consumption

10 Digital transformation
Manufacturers are missing out on the clarity of connectivity. With advances and more quantifiable outcomes, the digitalization dilemma is outdated


STORY

2 l www.manufacturing-today.com Contents INSIDE THIS
FEATURES 10 Balluff Evtec Automotive 14 42 COVER
EV FOCUS


www.manufacturing-today.com l 3 Avgol Cambridge Sensotec Väderstad Group Graham Engineering Company, LLC Aerotron Belzona 18 22 24 34 46 52








4 l www.manufacturing-today.com ...Contents continued Hi-Force Churchill China The Hammock Source The Systems Group IPS Flow Systems Osborn Manufacturing 58 84 106 64 88 110



www.manufacturing-today.com l 5 Ultra Machining Company Stephenson Walbro, LLC Munchkin Astonish Anomatic 70 94 116 78 100 120
Keep an open mind
Electric ‘pure plays’ are prominent on the automotive scene but traditional automakers, too, are putting battery electric vehicles (BEVs) at the center of their strategies. This makes sense in the context of growing stakeholder pressure for sustainability and already-strong consumer demand for BEVs. However, this article will show that many questions remain around electrification. Some are about how best to achieve it; I’ll explain why success in this area goes far beyond just manufacturing excellent BEVs. I’ll also try to show that the more we widen our view of sustainability, the better our decisions will be.

Battery issues
When thinking about sustainability, it’s easy to fixate on details. For instance, there’s an ongoing quest for alternatives to today’s lithium-ion batteries that will make better use of energy and scarce minerals. Solidstate batteries are a current R&D focus, and may appear in premium markets in the next few years, according to some experts.
This is valuable research, partly because batteries represent a significant proportion of the cost of a BEV and, in my opinion, will continue to do so for the foreseeable future barring a surprise technological breakthrough.
From a sustainability perspective, though, the technological context is arguably even more important. It’s vital to optimize the electric ‘powertrain’ that integrates the electric engine into the vehicle. The key here is software – and effective software-based battery management can make a big difference to battery performance.
Battery sustainability depends not just on performance but on lifetime impact, from production to recycling or disposal. Battery design – like the design of the vehicle as a whole – must facilitate reuse, especially of scarce materials.
Is battery swapping the way to go?
A few brands are exploring swapping pre-charged batteries into cars on the road to avoid the need for drivers to wait while a fixed
6 l www.manufacturing-today.com
The journey to electric vehicles isn’t as simple as A to BEV says Markus Winkler
Other BEV issues
Of course, there’s more to BEV success than battery sustainability. Along with price, cost, and availability, a major success factor will be customer experience, not least in relation to charging. Discussion to date has focused on questions about range and charging time, but what about the way the charging process feels to the customer? There’s a huge difference between wrestling with a heavy charging cable and simply driving your car onto an induction charging pad –something we’ll increasingly see.
Charging infrastructure, too, will be critical, and there are a variety of ways for automakers to influence its development, from building their own charging stations to partnering with specialists. ‘Charging-as-aService’ also brings opportunities for these companies.
Beyond BEVs
Nor are BEVs the only answer to electrification. Hydrogen fuel cells are candidates for powering heavy commercial vehicles such as trucks. Despite intrinsic logistical disadvantages, hydrogen brings practical advantages where batteries would have to be prohibitively bulky and heavy.
Electrification won’t be appropriate for all regions, anyway – for example, in parts of Africa, South America, and Asia, geo-economic conditions will make it difficult to establish the necessary infrastructure. Here, the most sustainable option may be conventional internal combustion engine vehicles powered by alternative fuels. While biofuels are problematic, there may be opportunities to convert biowaste into synthetic fuels using renewable energy to power the process.
Holistic view of sustainability
We need to remember that the real aim is sustainability, not electrification – and sustainability is about much more than the vehicle. Optimization of the manufacturing process is vital too; an Intelligent Industry approach can improve both sustainability and performance.

Automakers are also evaluating new business models that could increase sustainability. For example, mobility services could enable customers to seamlessly combine private vehicles with public transport, bicycle hire, and so on to reach their destination with minimal environmental impact. And simply helping customers to share their cars with others when not in use may reduce the number of vehicles needed.
Automotive companies face many decisions around electrification. The best way to make those decisions is within a holistic sustainability perspective: one that takes account of the whole vehicle lifecycle – including circular economy issues about maintenance, reuse, and recycling – and that considers transportation in the widest sense. And, of course, all of these considerations need to be seen in the context of the company’s strategy and target markets, and balanced against traditional objectives such as profitable growth.
In navigating this complex journey, it’s vital to keep an open mind about technological innovations, considering not just electrification but anything that may – whether sooner or later – contribute to a more sustainable society. v
For a list of the sources used in this article, please contact the editor.
Electric vehicles battery charges. However, this option relies on an infrastructure of battery swap shops, which probably implies battery standardization if the infrastructure is to scale beyond a single company. With battery technology still evolving rapidly, perhaps it’s too early to freeze development by imposing a standard. And, in the meantime, advances in battery charging may weaken the case for swapping… another tricky decision for manufacturers.
Markus Winkler is Executive Vice President of Global Automotive at Capgemini. Capgemini is a global leader in partnering with companies to transform and manage their business by harnessing the power of technology. The Group is guided everyday by its purpose of unleashing human energy through technology for an inclusive and sustainable future. It is a responsible and diverse organization of over 340,000 team members in more than 50 countries. With its strong 55-year heritage and deep industry expertise, Capgemini is trusted by its clients to address the entire breadth of their business needs, from strategy and design to operations, fueled by the fast evolving and innovative world of cloud, data, AI, connectivity, software, digital engineering and platforms.
www.manufacturing-today.com l 7
www.capgemini.com/gb-en
Markus Winkler
A gateway to innovation
Adding additive manufacturing to the supply chain.
By Farhan Khan
Over the past few years, we have all witnessed the fragility of our global supply chains. From Covid-19 to the Suez Canal, the need for operational resiliency to ensure that businesses can maintain operations and recover from unexpected setbacks has never been so important.
Recent challenges have shone a light on the incredibly complex variables of supply chains, where even the smallest change in environment could make manufacturers and customers vulnerable. As it stands our supply chains are only surviving; all it takes it one more storm and teams will once again be scrambling to remain operative.
Unsurprisingly because of this, 89 percent of companies are currently planning to invest in improving the agility of their supply chains over the next two years. Additive Manufacturing (AM) is one solution manufacturers are looking at to build agility and resilience. Already, it has proven to be an essential component for multiple applications, delivering quick cycle times and eliminating costly retooling fees.
More importantly, AM can be implemented to help future-proof supply chains and manufacturing plants, providing on-demand solutions at the point of consumption. Such technologies can act as critical
components to manufacturing and digital warehousing, providing vital support to those orchestrating supply chains around the world.
Time and cost
Across all industries and sectors, organizations are trying to manage a multitude of supply chain inefficiencies. Not only can these mean that it takes weeks before new parts are sourced, but it also comes at a high cost to manufacturers, both in terms of the parts themselves, and the time needed to get production back up and running.
AM can be seen as one solution to this, aiding in the production of a wide range of parts, from a simple component to a highly complex, technical robotic arm. Alongside continued innovations in AM, 3D printers are now increasingly using superior alloys and producing parts with higher functionality to handle challenging operational needs. This not only reduces cycle times but does so for a fraction of the cost manufacturers would have previously forked out.
Next-generation warehousing
Working hand-in-hand, digital warehousing and AM can automate and optimize warehouse processes. Through digital warehousing, supply
8 l www.manufacturing-today.com
chain organizations have the ability to improve the efficiency and accuracy of workflows, with much greater visibility across the entire value chain.
More so, by enabling on demand manufacturing at the point of consumption, AM works as a key enabler – equipping workers with the tools required to continuously reduce cost, improve performance, and reduce lead times. The hope for manufacturers is that this next generation of digital warehousing will remove the need to stockpile parts and reduce logistical migraines caused by having to transport spares and repair parts around the world (in less than 90 days).
Looking local for supply chain resilience
One critical component for successful AM is distributed manufacturing – getting the parts where you need them, when you need them. But this requires a clear strategy in terms of how you’re producing and procuring parts and spares in time to predict disruption.
Manufacturers know that market demand and supply chains are increasingly volatile, so they have to be equipped with agile solutions. Using additive manufacturing to add resilience to local supply chains reduces a company’s reliance on global supply chains, which, while
Additive manufacturing
still important, are also a large contributor to environmental issues.
Research from Capgemini shows that up to 80 percent of greenhouse gas emissions in industries come from the supply chain. So, any organization looking at their environmental cost should be assessing cleaner alternatives for transportation, data transfer, and even communications – AM offers one such solution with a much smaller carbon footprint than traditional production methods.
Looking to the future, it’s clear that organizations in all industries need to assess the fragility of their supply chains and how they can make them more resilient in preparation for any upcoming challenges. Innovative, new solutions are required to support and serve these networks,
enabling them to continue operating and keep economies functioning as normally as possible.
For any new strategies however, manufacturers need to be asking the right questions – could AM bridge the gaps in our supply chain disruptions? Could AM compress innovation lead-time? Does AM provide greater resilience? For a wide number of applications, the answer to all three is a resounding yes, all the while setting businesses up for future success as digital warehousing comes to the fore and sustainability is put under an intense magnifying glass. v
For a list of the sources used in this article, please contact the editor.
Farhan Khan
more than 100 years, Xerox has continually redefined the workplace experience. Today, Xerox scientists and engineers are continuing its legacy of innovation with disruptive technologies in digital transformation,
reality, robotic process automation, additive manufacturing,
Internet
www.manufacturing-today.com l 9
Farhan Khan is Senior Manager Applications Engineering at Xerox EMEA.
For
augmented
Industrial
of Things and cleantech. www.xerox.com
Let’s get digital!
Digitalization is a must for every manufacturer looking to improve sustainability. So why isn’t everyone doing it? Here, Sherif El-Meshad, looks at some of the reasons why businesses are reluctant to embrace digitalization into their operations and puts the record straight about some of the most common myths and barriers to implementation
Digitalization and sustainability are two of the biggest drivers of change across industries today1, with an estimated $7 trillion being spent globally on digital transformation between 2020 and 2023.
In 2022, ABB commissioned a global research study which asked more than 700 key decisionmakers from 12 industrial sectors about their digital transformation and sustainability strategies. Ninety-six percent said digitalization was essential to sustainability, but despite almost unanimously agreeing on the importance of it and the pandemic accelerating most companies’ digital plans, just 35 percent of those surveyed were implementing industrial IoT at scale.
The fact is most industrial assets are still not connected, and only a fraction of the enormous volume of operational data that industry generates is being used to drive decisions. Manufacturers are missing out on the power to make better decisions using the visibility and understanding that comes with connectivity and analytics – but why?
Making the business case for digitalization
The first challenge our customers face is making the business case for digitalization. Decisionmakers want to see a clear return on investment, and there seems to be a misconception that economics
and profitability don’t go hand in hand with sustainability.
That is not our experience; thanks to advances in industrial IoT technology, manufacturers can work smarter, not harder using digitalization. It can make operations more efficient, and the same equipment can give more output using the same – or less – energy. Digitalization is an incremental effort too - the more you do, the more you see the value of it.
Some early adopters are sharing the value of digitalization to their businesses through white papers, so industry knowledge is increasing all the time. This can be used to making a more compelling business case, particularly around how digitalization overlaps mega trends like sustainability.
Creating trust in digitalization
Cybersecurity is another major barrier to implementing IoT solutions at scale. Keeping digital systems safe and secure from unauthorized access is incredibly important, and the first thing customers must consider. But we also need to be able to trust the data the system generates. After all, if you are basing decisions on the data provided, it has to be accurate, and nobody should be able to influence it.
When we started our digital journey with our ABB Ability™ digital
10 l www.manufacturing-today.com
Digital transformation
platform, cybersecurity was, and still is, top of the agenda. That’s why we partner with companies like Microsoft who have invested a great deal in the security of their systems, adding our own guidelines and test protocols as an additional layer to their rigorous security. Without trust in the security and integrity of the data collected by digitalization, actionable insights are on unsteady ground.
Skilled people are needed to implement digital solutions
Digitalization is not just about computers - it needs human knowledge to succeed, from developing the strategy to setting goals. It also needs the input of people with operational knowledge of how assets behave and the input of skilled people who can understand the data collected, clean it and contextualize it into actionable insights. These are distinct skill sets; people with both operational technology and information technology knowledge are few and far between.
Overcoming the skills challenge is not simply about attracting Millennials and Gen Z who are digital natives, as they need to have experience of operating the hardware too. To bridge the knowledge gap between operating technology and information technology, we provide a learning portal with a wide range of training material, that is essential to upskill the workforce. Without suitably skilled people, the insights digitalization offers cannot be understood or actioned.
Reducing energy costs and the transition to renewable energy
The current energy crisis has certainly sharpened manufacturers’ focus on how and where they use energy and how this can be done more cost-effectively. Less fossil fuels and a greater integration of renewable energy is essential to reaching net zero targets, reducing costs and becoming more self-reliant. What many don’t know is that digitalization is key to making this a reality.
Renewable energy sources are intermittent, but of course manufacturers still need to power equipment when the sun isn’t shining, and the wind isn’t blowing. Battery energy storage systems (BESS) can be used to store excess energy so that it can be used when generation drops off; digital tools are needed to regulate this new era of self-supply and demand.
As well as meeting sustainability goals, both renewable energy and BESS integrations are tangible outcomes, which can be measured against digitalization investment to show ROI and quantify savings achieved.
New innovations to bring down barriers
Digitalization is always evolving and there are developments on the horizon which will further open the door for manufacturers to implement it. Advances in edge and cloud computing and new business models will shift the emphasis from paying for everything upfront to paying for services on subscription. By moving from CAPEX to OPEX, these cutting-edge technologies will become more affordable.
Advances in Artificial Intelligence and Machine Learning will move digitalization systems on to the next level of functionality, so a system can learn how to read its own data and take actionable insights unsupervised – for example, turning off an asset if its monitoring system detects lead-to-fault conditions.

The impending roll out of 5G will also make digitalization faster. It has better latency and more bandwidth to send and receive information faster, and action it quicker by sending control signals back to take corrective actions.

Looking ahead
If we fast forward five to ten years, we will see a greater convergence of digitalization and sustainability. Together, these megatrends can move the dial on the 35 percent of companies who have implemented IoT at scale, to match the 96 percent who see digitalization’s importance to a net zero and profitable future. With new business models, advances in technologies and services and more quantifiable outcomes, the question over digitalization for manufacturers will not be why, but why not. v
Sherif El-Meshad is Digital Lead, Electrification at ABB. Electrifying the world in a safe, smart and sustainable way, ABB Electrification is a global technology leader in electrical distribution and management from source to socket. As the world’s demand for electricity grows, its 50,000+ employees across 100 countries collaborate with customers and partners to transform how people connect, live and work. It develops innovative products, solutions and digital technologies that enable energy efficiency and a low carbon society across all sectors. By applying global scale with local expertise, it shapes and supports global trends, delivers excellence for customers and powers a sustainable future for society.
www.manufacturing-today.com l 11
1 https://telecoms.com/507803/digital-transformation-spending-forecast-toskyrocket-to-6-8-trillion/
www.abb.com/electrification
Sherif El-Meshad

A century of solutions
After celebrating 100 years of business and record sales, Balluff has set the wheels in motion for future growth as it increasingly seeks to dominate sensor and automation markets across a vast range of industrial sectors
Balluff is a globally positioned, fourth-generation family business that specializes in the design, development, and manufacture of cutting-edge sensor and automation solutions for industrial settings. Headquartered in Neuhausen auf den Fildern, Germany, technological innovation and progress have

14 l www.manufacturing-today.com
remained the company’s methodological and ideological anchor for more than a century.
Indeed, 2021 marked a hundred years since the company was first set up by Gebhard Balluff as a small repair workshop in BadenWürttemberg. Both Balluff and its products have come a long way since then.
The workshop soon gave way to a handicraft business for turned and milled parts, before the 1950s saw the company transition to a medium-sized firm manufacturing electrical switchgear products for the machine tool industry. Technical advancements over the next few decades led Balluff to produce inductive proximity switches, the first RFID systems,
as well as magnetostrictive transducers and magnet-encoded position sensors. Today, Balluff leads the way in intelligent automation systems and is driving progress in digitization through groundbreaking software and automation solutions.
As its line of products continued to advance and expand, so too did the company’s global footprint. Balluff established its first Austrian subsidiary in 1971, and soon after expanded into the US in 1985, before establishing its own production site in Hungary in 1986.
Though a strong start, the company would sustain this growth strategy over the coming decades and end up dwarfing its initial footprint; what was once a diminutive workshop has metamorphosed into a truly global company. Balluff now employs over 3600 people in over 60 countries around the world.

Yet 2021 was not merely a cause for historical celebrations. With total sales of 504 million euros, the sensor and automation specialist achieved a record result within that financial year.
Across the group, sales were up from 410 million euros the previous year, showing an impressive 23 percent growth. One key driver of this increased yield was the company’s Asia Pacific region, where one of Balluff’s two major production sites (one in China; the other in Hungary) is located. In China, sales skyrocketed by nearly 40 percent when compared to data from 2020.

While, of course, surges in, say, the e-mobility market have spurred Balluff’s unprecedented growth, it is important to remind ourselves that another fundamental factor behind that explosion in sales is the way in which the company itself operates. Namely, through family. “One of the main advantages of being a family-run company, when compared with firms that are listed on the stock market, is we have complete control over things like sustainability and our long-term orientation,” contends Katrin Stegmaier-Hermle, Managing Director at Balluff. “We have more decision-making freedom to tackle things differently.
“I also believe that this involves employees; in our company, the team determines success or failure, and that fosters extremely strong feelings of togetherness,” she continues. “It is one thing to write that on a poster but something else entirely to really experience a sense of unity in difficult situations. The values that have been passed down over the years give us security. The entire team at Balluff tackles challenges, including those that come from outside of the company, with a sense of openness and commitment. To work on a
worked with purpose.”
Another challenge brought about by the Covid-19 crisis was – and still is – the difficult global supply shortages for electronic components. In order to keep the impact on its customers at a minimum, Balluff established a global task force in early 2021, connecting experts and specialists from various company divisions and assigning attainable production volumes that could be manufactured.
The company also quickly investigated additional sources of supply and developed product variants that were less reliant on scarce electronic components, thereby unpicking many of the constraints that disrupted supply chains had since thrust upon the company. “In the last 18 months, we have had to cope with an economic recession and the Covid-19 pandemic,” reflects Katrin. “This was and still is a great challenge for us. The pandemic was unexpected and could not have been planned for. It was a real challenge – facing up to an unprecedented global health emergency while trying to find the best solutions for Balluff so that we could come out of it again – together. To put this in positive terms: we all developed very quickly.”
That sentiment, as discussed previously, is evident in the data. Despite the economic and health challenges faced by Balluff, the company managed to record its highest ever sales rates in 2021, which was still very much in the heart of the pandemic timeline. “We paved the way for mobile working and Covid-19 showed us that it was a viable model for us,” explains Katrin. “In my opinion, one positive outcome of the pandemic was that, as a global company, our international colleagues were all thrust
www.manufacturing-today.com l 15
Balluff
together via online communication and, as a result, are now closer than before.
“Instead of moving on, we are taking the experience of working through the pandemic with us into the future,” she goes on. “More specifically, the lessons we have learned are being carried forward into our new building in Neuhausen. Firstly, we have clearly demonstrated through the start of the construction work that nothing has changed in our commitment to the plant and our aspiration to offer modern working worlds for our team. Secondly, while we are all naturally looking forward to more social contact, we understand that remote working represents increased flexibility for many employees, and we intend to fulfill that by striking a balance with regards to this workplace going forward.”
Steering companies out of the economic downturn brought on by the pandemic and toward the plurality of prospects offered
by digital manufacturing, Balluff is laying foundations for factories of the future. Once more, though, the path of that progress finds its roots in how the company pivoted throughout the Covid-19 crisis.

As Hubertus Breier, Senior Vice President, Head of Technology at Balluff, tells Manufacturing Today, an incubator program was launched in 2020 to cultivate in-house start-ups and thus accelerate the development of new business concepts with customers. One successful product to come out of the scheme was the Portable Monitoring System (PORTABLE). “The main difference between other electronic development companies and Balluff is that, instead of sending projects and start-ups outside of the organization, we are utilizing our own team to develop them,” he observes. “We start with the discovery phase, where a value proposition is made, and we can then decide how that particular innovation will
be introduced to the market, allowing us to quickly run customer-focused tests.
“Then we move onto the real validation phase,” Hubertus reveals. “Here, the wheels begin to turn regarding the development of a product. By carrying out these processes internally, we are adding value to our offering; it shows that we are creative and have the ability to think outside of the box. Portable, a system which utilizes a standard IO-Link to communicate and transmit data between the life signals of industry equipment (a ventilator, motor, gearbox) and a cloud-based dashboard, was born out of this incubator scheme. We learnt an awful lot and created an incredible product in the process.”
While a centenary and record sales are certainly a cause for celebration, Balluff does not intend to rest on its laurels; instead, the digital manufacturing pioneer intends to keep blazing new trails long into the future. “From a technology perspective, we have lots of new and exciting products in the pipeline, and we will continue to promote recent launches like the IO-Link Wireless, which is an absolute game-changer, especially in the robotics space – an area that will only get bigger in scale,” concludes Hubertus. “In the next five years, we will roll out more IOLink networking innovations, supporting our conditioning monitoring features, and create more smart and accessible technology. We have many good ideas, but we do not intend to talk about them; rather, we intend to use them and systematically achieve the success they so evidently promise us.” v
Balluff
www.balluff.com
Services: Industrial sensors and automation solutions
16 l www.manufacturing-today.com










www.balluff.com The future of automation is digital and connected. As your automation partner, we support you step by step to smart factory solutions. Together with Balluff you are ready for the IloT. INDUSTRIAL INTERNET OF THINGS #B_IIoT
Resins to believe
A leader in the manufacture of high-performance spunmelt nonwovens, Avgol is pioneering innovative new technologies to support the sustainable transformation of the hygiene and medical sectors

“While the pandemic posed a significant challenge to our capabilities and capacities, it wasn’t as if we could simply turn away from the continuing demand,” he goes on. “In many countries, the need for hygiene products was heightened as many consumers began to stockpile. Avgol met each of these incremental requests for component materials while ensuring no existing or new customers were met with shutdowns or loss of supply.”
When Avgol began its operations in 1988, its primary focus was the manufacture of fabrics for baby diapers, along with baby bags, feminine hygiene pads, adult incontinence pads, and other products for the hygiene sector. “Until 2019, that constituted 95 percent of our business,” reveals Tommi Bjorman, CEO at Avgol. “Then along came Covid-19.”
When first identified in late 2019, few could have predicted the full extent of the impact of Covid-19. Although much of life ground to a halt in the ensuing months, Avgol found itself busier than ever – identified as a critical manufacturer,
the company quickly pivoted towards the supply of personal protective equipment (PPE).
“The Covid-19 pandemic was, and continues to be, an event during which Avgol has played a globally pivotal role in doctor, nurse, and patient PPE supply,” Tommi states. “Key component materials required for personal protection and hospital care are now produced on our lines. Although prior to the pandemic we had focused much of our commercial efforts on being a leader in hygiene products, the urgent need to effectively fight against the virus allowed Avgol to rapidly step up and flex its technical capabilities to manufacture products for the medical and PPE markets.
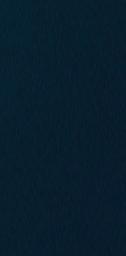
Today, Avgol is the global market leader in the manufacture of high-performance spunmelt nonwoven materials, catering to a wide range of sectors, including hygiene, medical, and functional materials. “Our manufacturing lines typically begin with polypropylene pellets , in volumes ranging from 30-kilogram bags, all the way up to whole train cars full of resin,” Tommi explains. “We take that resin, melt it, extrude it in different ways, and convert it directly into fabric.”
Avgol entered a new chapter in 2018, when the business was acquired by Indorama Ventures Limited (IVL), a world-class chemicals company with a global integrated leader in PET and fibers. But despite the change in ownership, Avgol continues to develop industry-leading products – for which Tommi is keen to stress the continued importance of taking a consumer perspective.
“There is the adage that ‘an ounce of prevention is worth a pound of cure’,” he says.
18 l www.manufacturing-today.com
Avgol
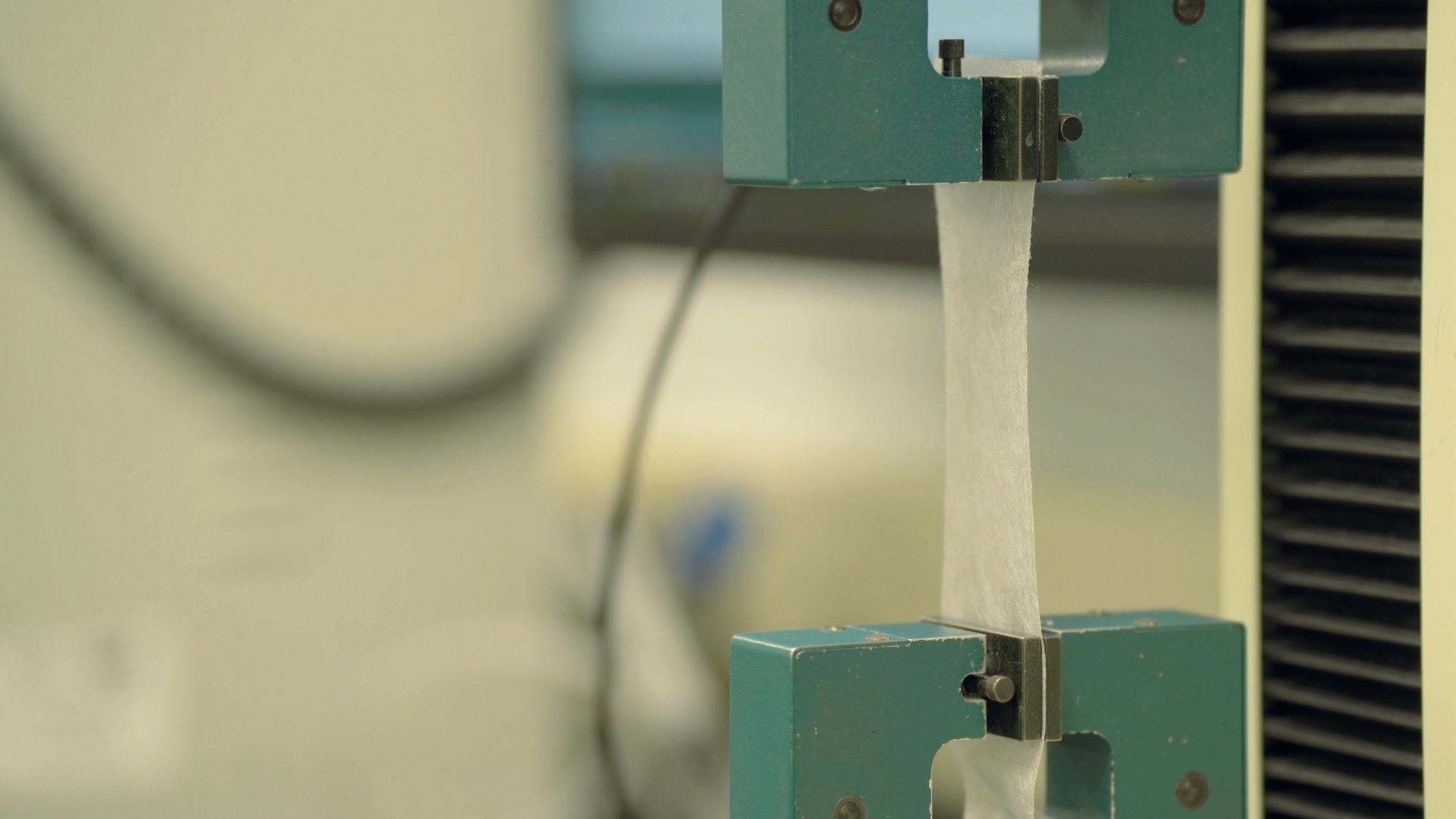
“At Avgol, we could not agree more. That’s why we developed and now follow our Forward Innovative Thinking (FIT) component strategy, allowing product designers the ability to intermix functions and capabilities to generate consumer products that improve the quality of life.”
At the heart of Avgol’s FIT strategy are currently five families of capabilities that specifically target ways to eliminate issues that negatively impact the consumer experience. These are: beneFIT, focused on system components that reduce the potential negative effects of microbes, improve skin integrity and problems such as rashes; comfortFIT, focused on methods to improve user experience including softness and liquid management; enhanceFIT, covering functionalities that address breathable barrier and absorbency enhancement; formFIT, which includes ways and means to change the fundamental fabric construction and composition; and natureFIT, which centers around achieving the above with bio-sourced alternatives, and a reduced environmental impact.
“When the FIT strategy is applied as a combination of capabilities, component materials are produced that help reduce many of the negative issues that consumers can experience when using hygiene products, including those that require personal expenditure to resolve,” Tommi tells us. “Such expenditure includes purchasing salves and ointments, or potentially the worsening of such issues over time and the need for medical attention, and the related complexities of having the time and means for acquiring such remedies. We collaborate closely with our customers to ensure problems such as rashes can be prevented when hygiene products are thoughtfully created, versus having to cure problems that might result.”
The majority of Avgol’s traditional consumer research has centered around comfort, enhancement, and form. But recently, product sustainability has become an increasingly important factor that is driving consumer habits. “Both the diaper and PPE industries generate a lot of waste,” Tommi points out.

“What do you do with all that waste? That’s where we are more involved with new technologies, exploring the environmental impacts of what we produce, and how we produce it.”
For Tommi, it’s possible to breakdown this process into three distinct phases. “The first is the beginning-of-life, where you’re looking for such things as plant-based resins instead of crude oil-based resins,” he outlines. “Then you
www.manufacturing-today.com l 19
get into the in-use phase. In the example of the top sheet for a baby diaper, those fabrics might once have been 20–25 grams-per-squaremeter in weight. Nowadays, you can find products that are 11–12 grams-per-squaremeter, that achieve the exact same, or even better results. This is quite important when it comes to reducing how much resin is used to make these components.”
The final phase is end-of-life. “This is where you get into such things as recyclability, which can be a little complicated when you think about a diaper, because they’re comprised of so many different parts,” Tommi explains. “For us, this is where we look at such things
as making a larger number of components out of the same kind of resin, so that it’s more homogeneous. We can also look at biotransformation technology.”
Biotransformation is a unique functionality, created in close collaboration with Polymateria Limited (www.polymateria.com), wherein a conventional nonwoven fabric can be modified to react to certain triggers, including the combined effects of air, moisture, and sunlight, to initiate a fundamental chemical change of the polymer resin into a wax. This resulting wax is readily consumed by natural bacteria normally found in the environment. Once triggered, the material will continue to the
point of forming low molecular weight wax compounds, with no microplastics left behind to cause other environmental problems.
“End of life issues with products that are comprised of nonwoven fabrics are as complicated as they are numerous,” Tommi concedes. “Used-product wastes, whether the simplest wipe material, the most prolific face masks, or the most complicated baby diapers, all utilize polymeric resins that suffer from a two-edged sword – a high degree of inertness and stability, while also being difficult to recycle and degrade.
“By bringing biotransformation technology to the disposable wipe, PPE, and hygiene markets, we hope to offer a real-world solution to this issue,” he continues. “In particular, we want to address aspects of the creation of fugitive waste, and the removal of such waste from the environment without causing additional, and potentially more dangerous problems.”
To facilitate these ambitions, Avgol has made some significant investments in its manufacturing footprint across recent years. Among its purchases is a host of new Reicofil equipment from renowned German-based brand Reifenhäuser. “They’re the company with the most patents, and the biggest support infrastructure for equipment for the production of spunlaid fabric,” Tommi indicates. “We currently have Reicofil 3s and Reicofil 4s, but a fifth generation has been introduced, which we target bringing to our future expansions.”


20 l www.manufacturing-today.com
Avgol currently boasts six manufacturing locations throughout Israel, the US, Russia, China, and India. In July, Avgol celebrated the latest addition to this footprint, with a new manufacturing site at Halol, located in the Indian state of Gujurat. It’s a move that’s set to deliver an expanded capacity Reicofil line, while also bringing greater domestic capability to support advanced spunlaid products, including spunbonded meltblown laminates. As Tommi explains, it’s an investment designed to meet Avgol’s increasing demand from the Indian market.

“There’s a growing penetration rate, in which more and more people within that market are looking to use products that include spunlaid nonwoven fabrics as part of their construction,” he says. “With the development of the Indian middle class, families are now finding that they have the discretionary income to purchase items like diapers and incontinence products. India is also a rapidly growing organic market, and one very interested in internalizing its production capabilities, relying less heavily on imports.”
Turning to the future, Avgol hopes to maintain its focus on product design, with plans to introduce yet more sustainable polymer technologies. But for Tommi, the challenge of sustainability can’t be solved by any one company alone. Instead, he argues, the industry will need to work together in order to stay relevant.

“When you look at the nonwoven industry, the vast majority of our products have very short, or single use-lives,” Tommi argues. “With that in mind, we have to be conscious about how we’re using resources, whether it’s the resins we utilize, or how we obtain the energy to run our lines, to being considerate with regards to our logistics. We’ve got to be smarter about how we obtain plastics, how we use plastics, and how we recycle plastics back into alternate or similar applications. We’re pushing our industry organizations to take a lead in making sure we’re working in harmony across all aspects of the supply chain. By doing that, we can make the kinds of improvements that people want to see.” v

Services
Spunmelt nonwoven fabrics
www.manufacturing-today.com l 21 Avgol Avgol https://www.avgol.com
:
manufacturing
Like so many great ideas, the story of Cambridge Sensotec begins in a bedroom – in this case, that of Mark Swetnam. In the year 2000, he – along with Donald Kings and Victor Stekly – combined their wealth of industry and manufacturing knowledge in order to develop their Rapidox range of bench-mounted oxygen analyzers.
Moving into a small factory premises, the company steadily grew, developing its range to include the analysis of a number of other gases, including oxygen and multi-gas solution options and accessories.
Based – as its name suggests – in Cambridge, today the company boasts a global reach, and supplies products to a host of industries, including medical, pharmaceutical, food, additive manufacturing, biogas, and more. Not only does the company manufacture these products, but it also maintains them; an impressive aftersales service ships back more than 80 percent of serviced machines to customers within just a single week. As Mark Swetnam, now the Managing Director at Cambridge Sensotec, explains: “We are experts in enabling and supporting mid-to-large volume manufacturers with our comprehensive range of OEM products.”
The past five years have seen the company further underline this status, becoming more involved in processes including additive manufacturing, metal heat treatment, and solder reflow in the electronic industry, as it looks to cater to the need among OEMs for an evermore customized set of products.
At the heart of Cambridge Sensotec’s success is a strong emphasis on research and
From strength to strength in gas analysis
Founded at the turn of the century, Cambridge Sensotec has established itself as a leading name in a competitive field, and is now bringing forward an even greater set of innovations to gas analysis
development. Among a number of new product introductions, a significant recent addition has been Cambridge Sensotec’s SF6 analyzer. As Mark explains, the SF6 is principally designed for use in high-voltage environments. “It’s a product that’s under constant development to comply with the changes in the market, for example the move away from greenhouse gasses.”
“We’ve also been investing in bringing our comprehensive range of gas analysis devices for OEM applications to SIL 2 compliance very soon,” Tomas Diaz, Group Sales & Marketing Manager at Cambridge Sensotec adds. “As the industry is turning to relative risk reduction level and performance measurement for safety instrumented functions, supplying SIL 2 compliant devices will enable our OEM customers to improve their competitive position in the marketplace.”
Innovative programs
A history of agility and innovation has driven Cambridge Sensotec since its inception, enabling it to grow and diversify to its present state, and retain its position of relevance within a competitive industry. “We’ve recognized innovation as such an important element for our continuous success, and we have recently rolled out cross-functional innovation programs to emphasize the role it has to play as a core value for both the business and our employees,”Tomas comments. “Ideas and proposals from our innovation programs are studied, weighed and filtered into our new product development process.
“We’re also looking into designing and implementing a lean manufacturing program that
could help us increase efficiency in both space utilization as well as process optimization,” he adds. “This will allow us to maximize productivity without compromising product quality or the working environment.”
Businesses of all stripes and sizes have been hit hard over the last couple of years, and Cambridge Sensotec is no exception. Discussing life during the pandemic, Mark speaks proudly of how the company was able to adapt.
“We set up a designated team who helped us manage the situation,” he confirms.
“That included working with everyone on an individual basis to make sure their needs were being met, and ensuring that they felt comfortable and supported. We introduced new technology to the company, especially in the shape of IT and telephone equipment.
“Owing to the nature of the business, we were also keen on getting our staff safely back to the offices as soon as possible,” he continues. “We introduced enhanced hygiene standards, implementing these throughout the factory in line with the government guidelines. We also developed new working patterns, and remain open to hybrid working if it’s suitable to the job role.”
Bright future
Such was the success of the company’s approach in maximizing productivity, it delivered what turned out to be a recordbreaking year in terms of performance. As Mark explains, it’s once again a testament to the support and dedication of the company’s employees.
22 l www.manufacturing-today.com
Cambridge Sensotec
“From a staffing point of view, the pandemic period really made us realize the degree to which our staff are our most valuable asset,” Mark reflects. “To an extent, that has always been the case – hiring people with the right skills and education is a familiar challenge, but the last few years have really cemented that thinking.
“At the same time, 2022 has been one of our most challenging years, primarily because of the delays and shortages in terms of sourcing supplies and components, many of which are obviously dependent on the circumstances
in other countries,” he adds. “We try to think ahead and adapt the components of our products to spread the risks of postponing our own production. We’ve also changed our processes in terms of planning our stock levels, in order to keep up with the shortages and delays in lead times of the components.”
Before we conclude, Tomas is keen to underline what is a bright future in store for Cambridge Sensotec. “We have a clear business intention to double our sales within the next five years,” he insists. “We’re working on intensifying
business in the domestic market, energizing, our current network of value distribution and OEM accounts, as well as establishing solid partnership agreements with new customers. We will exploit all the knowledge, experience and success gained in the sectors we currently address, while developing unaddressed industry sectors.” v
Cambridge Sensotec

www.cambridge-sensotec.co.uk Services: Gas analyzers


www.manufacturing-today.com l 23
Blazing the trail

24 l www.manufacturing-today.com
Väderstad Group
Having recently celebrated its 60th anniversary, now more than ever, the Väderstad Group aims to push the boundaries of modern agriculture through its groundbreaking machinery and equipment
www.manufacturing-today.com l 25
Väderstad Group
For the Väderstad Group (Väderstad), a leading global manufacturer of agricultural equipment headquartered in Sweden, the last few years have been busy. Since we last spoke, the firm has steadily increased its turnover, peaking at 420 million euros in 2021, as well as its number of employees.
Last year, the Swedish company acquired Agco Amity JV (AAJV), a US manufacturer of tillage and seeding equipment operating out of North Dakota. The investment forms part of Väderstad’s wider ambitions to increase its market share in North America. “We now have a product portfolio that can really help American farmers,” begins Henrik Gilstring, CEO at Väderstad. “With this acquisition, we have access to a large dealer network spanning
Continental
the US, a sizable factory in North Dakota, and many skilled and experienced new coworkers. As a result, we’re in a very strong position to prove to US customers that we’re their best choice for perfect crop emergence – time after time.”
As this acquisition demonstrates, despite recent challenges in the global economy, Väderstad has gone from strength to strength over the last few years. “We were very fortunate not to be hit as hard by Covid-19 as many other businesses,” admits Henrik. “However, naturally, the pandemic has affected us in terms of delivery disruption and the rate of sick leave in our company. In the summer of 2020, when material shortages were at their peak, we decided to keep our factory closed for an additional two weeks, using that extra
time to make some key improvements to the facility and expand its overall capacity. We did not have to seek any financial support from the Swedish Government over the course of the Covid-19 crisis – fortunately, demand for our products has continued to be very high.
“The biggest change for us during the pandemic was probably having to adapt our ways of working,” he adds. “We are a customerfacing company; close partnerships and being able to meet people face-to-face is an integral part of the business. With the pandemic making this impossible, we had to find new digital ways to meet customers and dealers. We learned a lot during this period, and we hope to have gained some useful digital experience that we can benefit from in the future. Needless to say, we are all very happy that the pandemic
With a successful history of over 20 years, Väderstad and Continental have proven that a close cooperation brings the best possible results. In this case, it was efficient seed drills and fertilizing machinery that all farmers can depend upon to help ease the challenges of modern-day agricultural entrepreneurs.

As the right attention has been given to quality product innovation over the years, both partners have developed hoses with special conductive compounds and specific inner layers for the best flow characteristics, as well as hoses that, through the choice of abrasion resistant materials, will guarantee the longest possible life on avant-garde machines.
This has resulted in a range of innovative products, well-adapted to the extreme weather conditions and application circumstances in which top of the range seeding and fertilizing equipment must function.
Even the most difficult challenges of the last few years have not been able to put a dent in the trust and cooperation between these two industry-leading companies that look to the future with great confidence.
26 l www.manufacturing-today.com

the importance of family and feelings of connectedness across the company. Though customer-facing, Väderstad also places great weight on its intra-company relations. “Our values are derived from how we as a family have managed the business and treated both our customers and colleagues over the years,” he explains. “Those values – being innovative, accessible, and reliable – are very much alive in our daily work. I think our staff appreciate the company’s genuine drive to make a difference to the businesses and livelihoods of our customers.

“We have the same drive when it comes to the improvement of our internal processes,” continues Henrik. “We are always looking at how we can make things better and be more

28 l www.manufacturing-today.com
the business helps to make people feel they are seen and that their work is appreciated. We want our employees to be part of our growth journey. That means, as the company develops, so do they.”
In 1962, Väderstad first sought to create new solutions for persistent agricultural problems –60 years later, that spirit lives on. Since its inception, the company has brought multiple gamechanging pieces of equipment to the market, revolutionizing the way farmers approach tillage, drilling, and planting. In turn, Väderstad has secured its
Väderstad Group
place at the fore of the agricultural industry, helping to create the optimum environment for cultivation, seedbed preparation, and seed placement in farms all over the world.
Tine cultivators, rollers, combination and disc cultivators, harrows, rapid seed drills, tempo planters, and front-mounted fertilizer hoppers. All these and more offer cost-effective, highspeed solutions without compromising on quality, precision, or accuracy.
“Some of our most renowned products include the Rapid, the Carrier, and the Tempo, the latter making it possible to plant row crops, including corn and sunflower, at double the speed of what was previously possible with improved precision,” Henrik details. “One of the
keys behind our success through the years is that we always stand behind our farmers. We have a unique partnership with them; we listen to their challenges and help them overcome obstacles by providing technological leaps that push the boundaries of modern agriculture.
Simplifying work and improving results for farmers is in our DNA – and that will never change.”
Indeed, the Väderstad Proceed, a new concept presented last year, represents the pioneering company’s next technological leap. “This machine will set a completely new standard for the industry,” Henrik proclaims.
“Proceed can take the smallest of seeds and place them at the perfect depth with millimeter

www.manufacturing-today.com l 29


30 l www.manufacturing-today.com
Väderstad Group
precision, offering significant improvements to yield levels and reducing the number of inputs (for example, fertilizer) required. Our field trials have shown that Proceed can cut the wheat seed rate by half, compared to modern, conventional seed drills, and that crops emerge stronger and more even across all growth stages. It is a huge leap from current seeding technology; we are very excited about the impact Proceed will have on farmers all over the world, particularly in terms of crop emergence, business viability, and overall sustainability.”
In June 2022, Väderstad blazed new trails with the official launch of its Carrier XT at DLG Field Days, a field exhibition hosted
BETEK Agricultural Technologies
by the German Agricultural Society. “The Carrier family of disc cultivators has been an important part of our portfolio since 1999,” explains Henrik. “It can handle everything from ultra-shallow tillage to deeper incorporation.
The Carrier XT has a new feature: hydraulically rotating disc axles. By changing the disc angle towards the soil, farmers will be better able to optimize cut-out performance at shallow depths and increase precision at deeper working depths.
“As this launch makes clear, innovation is at the heart of product development at Väderstad,” he continues. “We have a large research and development team who are intent on bringing new, high-performing
BETEK tungsten carbide-wear tools are developed and tested, together with Väderstad, to ensure perfect performance for all kinds of tillage machines. Only grades of tungsten carbide that are specifically suited in terms of hardness and durability are utilized for these applications. With the patented BETEK tungsten carbide tools for soil tilling machines, you reap the benefits of quality, time and cost:
• Significant longer life time than traditional steel tools
• Consistent working depth and tillage quality
• Permanently sharp cutting edges, less traction power required
products to the market. Innovation at Väderstad starts with a customer challenge. With our development of new products, we always aim to simplify and improve the work of farmers. For us, product development and innovation go hand-in-hand with company growth and increasing customer value. To achieve consistently excellent results, we have incorporated a high degree of automation and single-piece flow across our component manufacturing lines. In recent years, for instance, we have invested heavily into our laser facilities, enabling the efficient cutting, bending, and machining of tubes and metals with a short throughput time. As a result of increased customer demand, we have several ongoing projects looking at how we can increase manufacturing capacity across all our facilities.”
The Swedish manufacturer has just completed the Väderstad Tour, a massive company-wide event that hosted around 2000 farmers and dealers from all over the world, inviting them to view production facilities, observe field demonstrations, and meet the family behind the groundbreaking machines.
“We haven’t been able to host the event for
www.manufacturing-today.com l 31
several years because of the pandemic, so we’re really excited to finally reconnect with our customers,” explains Henrik. “As we move forward into the rest of the year, we intend to manufacture and deliver as many machines as possible. Sales have been strong recently, and we currently have a large order book;
however, following on from Covid-19, we have experienced constraints and disruptions across our supply chain. Nevertheless, we are aiming for another record year in terms of sales, and we hope to have many happy new Väderstad customers join us by the end of the year.
“Looking further ahead, we see very good growth potential in the US,” concludes Henrik.
“Within five years, we hope Väderstad will have become a true alternative for many American farmers, offering new solutions to keep costs down, improve yields, and maintain good soil health. We also actively work in Chile, Paraguay,

32 l www.manufacturing-today.com
and Bolivia through local importers. Going forward, we intend to progress the scope of our operations across South America. However, this terrible war in Europe, which has caused needless human suffering and increased the
volatility of global markets, means that the future ultimately remains uncertain. Yet we hope, with all our hearts, that the war ends as soon as possible, and that the world goes back to a more normal situation once again.” v
Väderstad Group
Väderstad Group

www.manufacturing-today.com l 33
www.vaderstad.com Products: Agricultural equipment
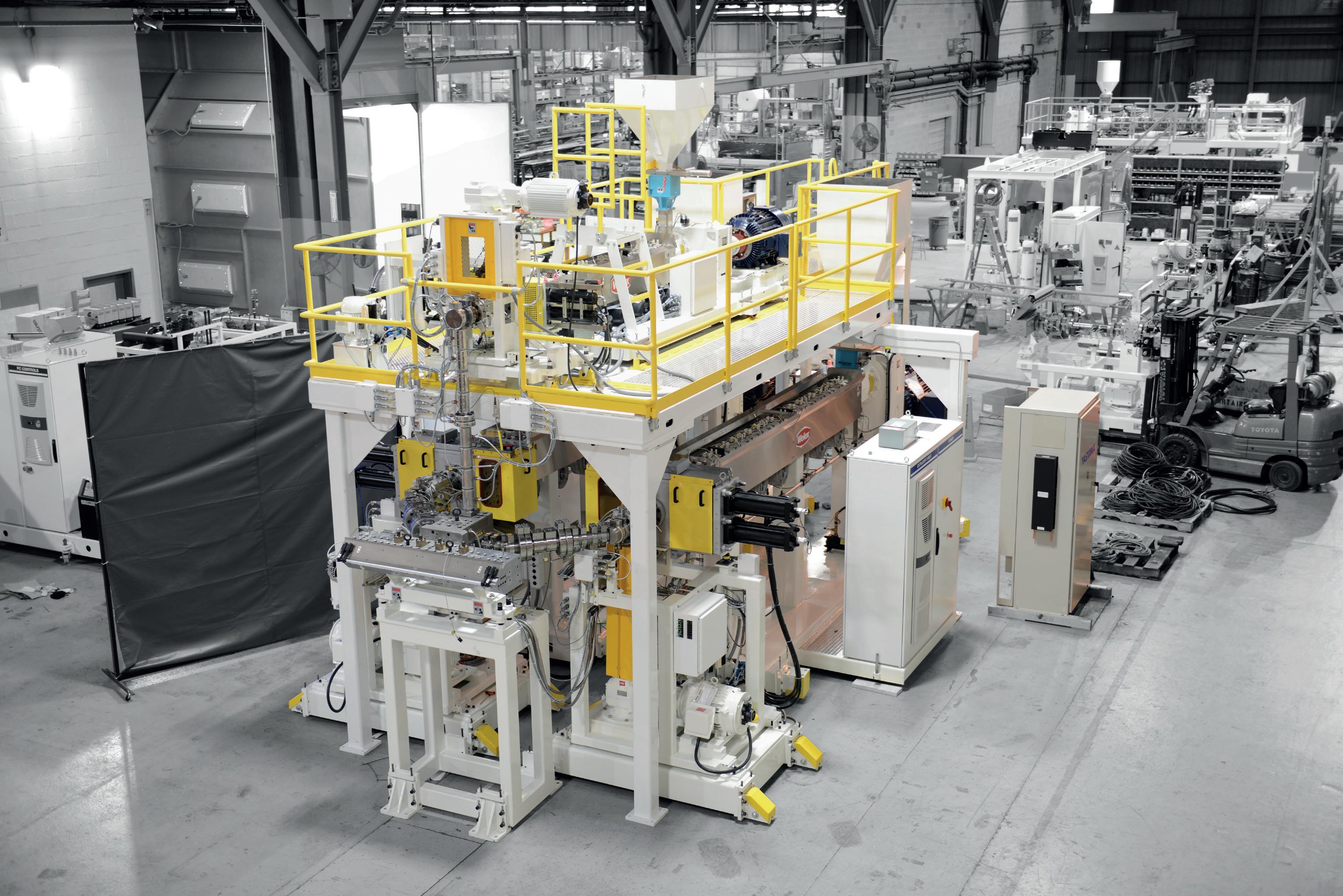
Extrusion made easy

34 l www.manufacturing-today.com
Graham Engineering Company, LLC
Industry-leading precision engineer, Graham Engineering Company LLC, delivers quality polymer extruders and extrusion systems in blow molding, sheet, pipe, profile, wire and cable, and medical tubing solutions to customers globally, including integrated downstream solutions engineered to maximize manufacturing capabilities
www.manufacturing-today.com l 35
Graham Engineering Company, LLC

Using over 100 years’ worth of combined extrusion experience, Graham Engineering Company
LLC. (GEC), designs and manufactures innovative engineering solutions for customers across a range of industries.
With consistent investment in the latest plant, and a team of industry experts, the company innovates at the cutting edge of extrusion technology. As it continues to adapt its diverse, multi-product portfolio to meet the changing needs of manufacturers everywhere, GEC sees ongoing success and incredible growth.

Decades of engineering excellence have helped make GEC what it is today. As the company’s President and Chief Executive Officer, David Schroeder, discusses: “The company started in 1960. It was founded by Don Graham, an entrepreneurial engineer who introduced the rotary extrusion blow molding wheel, which revolutionized how customers
Plasti-Co Equipment Co
make bottles and containers for detergents, motor oil, and food products.”
From what started from a modest farmhouse basement in central Pennsylvania, evolved into several global manufacturing businesses which were later divested. In 2012 Graham Engineering returned to its roots of focusing on technology and equipment solutions that help customer create a bridge
between manufacturing and technology by leveraging Graham’s extrusion, engineering, and integration capabilities.” With a strategy to diversify into other extrusion end markets, we acquired American Kuhne, a Rhode Island-based extrusion equipment company, broadening our capabilities in wire & cable, pipe, profile, and most notably precision medical extrusion markets. We then went
Since 1982 Plasti-Co Equipment Co has been servicing the plastics injection molding, extrusion and blow molding industry. Plasti-Co’s extensive inventory of finished barrels, screws and valves offer short lead times for the following brands of IMM, extruders and blowmolders: Nissei, Van Dorn, Van Dorn Demag, Sumitomo, Milacron, Robosot, Haitian, Yizumi-HPM, Engel, Arburg, Toshiba/Shibaura, UBE, U-MHI Mitsubishi, JSW, Krauss Maffei, Battenfeld, Borche, Boy, Akron, Davis Standard, American Kuhne, Bekum, Berlyn and others.
With over 2600 screws, 850 barrels, and over 2600 valves in stock, the company’s flexible inventory allows for the shortest lead times in the industry for barrels, screws and nozzle bodies.
Plasti-Co has been a supplier for Graham Engineering since 2019, and has been named its Number One Supplier for barrels and screws.
Plasti-Co’s specialty products offer great solutions to processing issues. Its TYPHOON-X mixing nozzle with a risk-free trial available, boasts a sure-shot valve assembly with fastest shut off and shot repeatability.
36 l www.manufacturing-today.com

on to acquire Welex in 2013, adding sheet extrusion equipment.
“Today, our mission is to use our 100+ years’ of combined extrusion experience to offer unparalleled extrusion solutions and service. We have effectively sewn together what used to be three separate companies, distilled the technologies and capabilities of each, and in doing so we have driven and vetted a range of leading extrusion solutions. It’s worth remembering that Welex and American Kuhne also started in extrusion, so we really do have a wealth of expertise and application experience. Whether you are making a bottle, sheet, precision tubing, polymer extrusion is a vital part of that process.”
Nearly ten years following the acquisitions, Graham Engineering has fully streamlined operations and business processes with project management and service at the heart of everything it does. “Our task was to leverage infrastructure of the York, Pennsylvania facility and consolidate the polymer processes knowledge into a single brand, Graham Engineering. The integration process took nearly five years, between 2013 and 2018, and, in that time, we did a lot of cross-pollination in terms of the technologies and systems that we used, which meant every aspect of the company benefitted from consolidation.
“In addition, we formalized our engineering process. This meant standardizing our engineering design systems, and standardizing
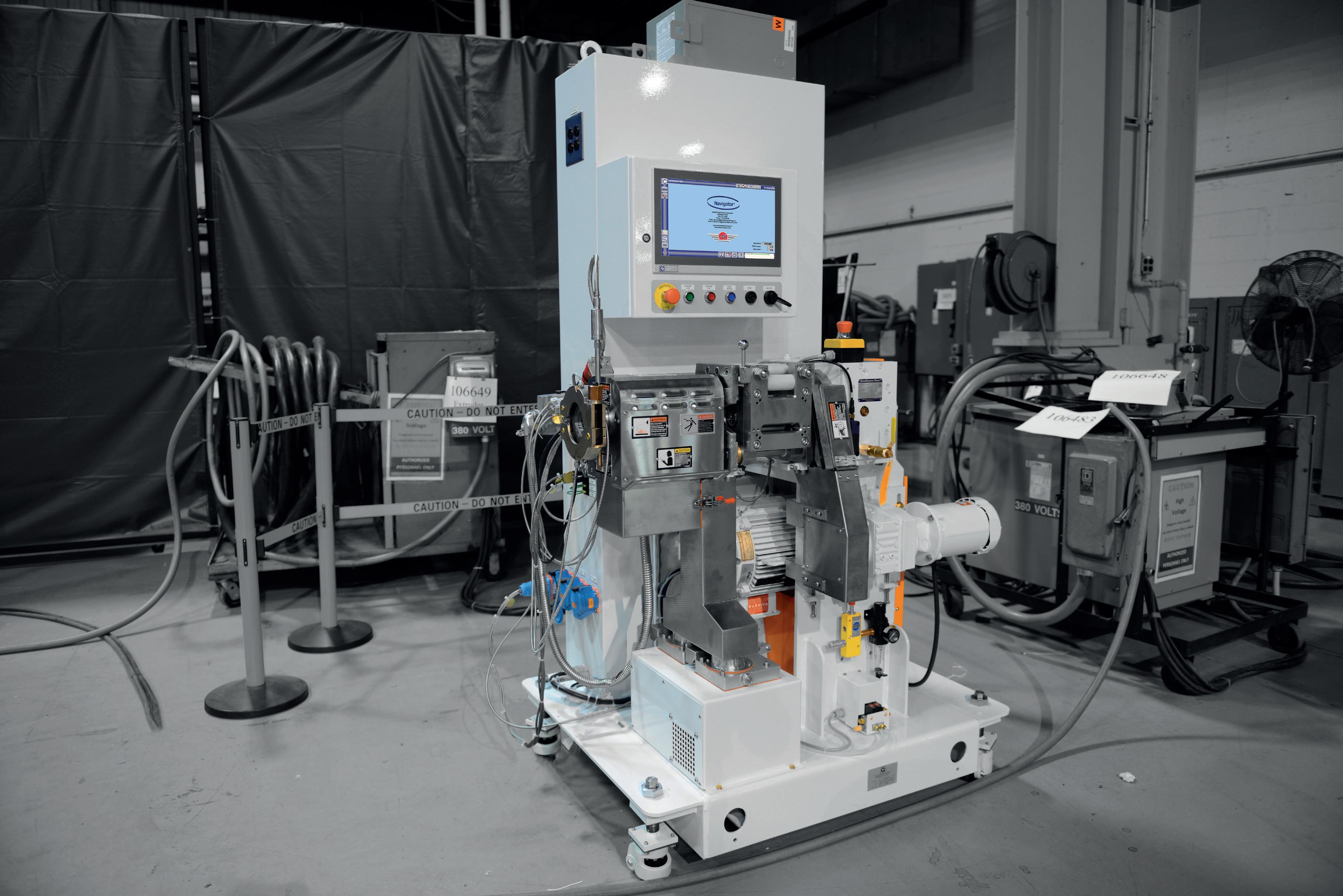
how our engineers and operations teams execute projects. We rolled out Graham’s NavigatorTM control system and intuitive operator interface which enables the ‘Internet of Things’ and facilitates customer service. Today, NavigatorTM is the control system installed across all of our machines, irrespective of the end product,” David reveals.
Now organized as one entity, GEC effectively provides a range of services in four key areas.
“We have integrated extrusion systems with a mix of end markets and products, including precision medical extrusion solutions, packaging, wire and cable, profile, and sheet extrusion. We also sell stand-alone extruders, some of which are standardized and configurable for quick delivery, and others that are fully customizable to unique customer applications.
38 l www.manufacturing-today.com
“The third leg is blow molding, which is typically for bottles and containers. We accomplish this with the use of a rotary extrusion blow molding wheels. For larger articles, such as barrels and tanks, we offer our industrial accumulator head blow molding systems.

“Our fourth, is our true differentiator, our after-market services, such as spare parts, field service, upgrades and maintenance contracts which are critical in supporting over 8000 of our machines installed in more than 70 countries, some of which are over 30 years old. We are here to support customers in maintaining the expected performance of a Graham system to the standard we set. Lifelong service support is foundational to our brand,

Graham
and we will continue to invest and add to our service offering in support of our customers.
“A very important part of our after-market strategy is our customer intimacy model. We don’t acquire materials from lowcost countries, so our products are quality,
and built to last. We dedicate ourselves to looking after our products throughout their lifecycle, by upgrading ageing systems, offering modifications, in-field repairs, relocating equipment and refurbishment services,” David details.
www.manufacturing-today.com l 39
Engineering Company, LLC
Going the extra mile to provide its customers with total integration, GEC routinely works with third-party experts. “Many of our integrated solutions include third party equipment. We work with a handful of trusted up-stream and down-stream suppliers who offer third party insight depending on the client’s application.
“Some customers have preferred suppliers for up-stream and down-stream equipment. From our side it’s all about offering that flexibility, so that customers can enjoy the integrated solutions of their choice engineered, tested, and proven by us and the third parties they trust. Some suppliers have prior experience integrating machinery for our customers, which means they can be a real asset when combining their equipment with our technology to provide a truly comprehensive solution,” David asserts.
The company’s ability to work effectively with third parties and customers across a range of industries and applications has helped it stand out of the crowd. Flexibility and adaptability are key assets for GEC, as
David confirms: “There are three things that set us apart within our industry: innovation, operational excellence, and customer intimacy. We have a strong focus on both innovation and operational optimization, and these assets are vital to our overall strategy of building longterm customer relationships.
“We work closely with customers to ensure that we understand their applications 100 percent. Our mission is to always provide what we call a ‘best total solution’. This often requires the inclusion of downstream equipment and flexibility, but always requires taking the time to be truly listening and understanding the customer’s needs!
“We are not going to try and make a catalog product fit our customers’ application, that’s not what we do. We are an engineering business, meaning we build solutions. We consistently manufacture products that allow our customers to differentiate themselves from others in their market, which in turn sets us apart from our own competition.
“We have a really deep and widespread knowledge of engineering within our team
– starting with our sales team who are consultative, capable of understanding what is important in addressing customer applications. We also keep the door open for lab testing and process development. We have a range of machinery in-house that is readily available for customers to use in developing products, vetting designs, and testing new materials.”
With a strong ability to adapt, and keen insight into industry trends, Graham Engineering keeps its portfolio relevant, diverse and of exceptional quality. As Michael Duff, Vice President of Sales and Service at GEC, affirms: “We are always focused on product diversity. To maintain this, we are continuing to develop new features using our control platform and moving forward with new applications in all
40 l www.manufacturing-today.com
of our diversified markets. This is an ongoing effort that keeps us up-to-date and able to easily integrate our services with customers’ production lines.”
This effective and ever-growing portfolio of products has been vital to GEC’s success over the last few years, as David explains: “We keep our portfolio very diverse, offering multiple products across a range of industries, all with a common core, EXTRUSION. This helps us remain focused on our specialist capabilities, which are in and around the extrusion process, whilst working in a variety of different markets.
“Our multi-product portfolio model helped the company pivot with the market during the pandemic. When elective surgeries were prohibited in hospitals, and medical extrusion
Graham Engineering Company, LLC
negatively impacted, we were able to serve the increased demand in blow molding for wipes, containers and patio furniture as few examples.
“Now that we are post-pandemic, we see the market changing yet again where we have enjoyed the return of building products and industry resulting in increased demand in wire and cable. Because of the diversity of our portfolio, and how we work we have built a business capable of quickly adapting to the market which has resulted in incredible growth.
“The key is being able to adapt. We continue to reinvent ourselves to stay relevant and provide what the market needs. On top of that, we build strong customer relationships, we care and want to help customers solve problems and capitalize on opportunities.”
As a nimble, malleable, and reliable company, GEC sees ongoing success. A strong focus on operational excellence, innovation and customer service will continue to be its focus, as David concludes: “The last few years have been difficult for all of us, but with the support of our amazing team, suppliers, and customers, we have continued to grow, develop our technologies, and extend our capabilities. Graham Engineering combines an incredible depth and breadth of knowledge, which means we can support our customers who in turn support us.” v
Graham Engineering
www.manufacturing-today.com l 41
Company, LLC Grahamengineering.com Services: Polymer Extrusion Machinery & Process Solutions
The single-source supplier
What do automotive OEMs including Jaguar Land Rover, Ford, and Aston Martin all have in common? They’re all clients of Evtec Automotive (Evtec), a singlesource, people-led parts and assembly supplier.
As a provider of complete assemblies to leading OEMs, with a sizable percentage of disabled employees, Evtec Automotive is rewriting the narrative around manufacturing as a sector for those of all abilities

As a self-described expert in simplifying customer supply chains, Evtec provides complete assemblies to OEMs, simplifying sourcing, saving time on procurement, and increasing production efficiency. Equipped with its own internal engineering, commercial, quality, and supply chain departments, Evtec’s “everything under one roof” service has the capability to take ownership of all suppliers within the assembly process, up to a total of 25 for any one commodity. In return, Evtec’s customers enjoy a single point of contact, providing exemplary control over each and every
component within the assembly BOM.
“We have a large portfolio of trusted suppliers, many of whom can offer competitive quotations on various materials and components,” explains Kevin Hubbard, Managing Director at Evtec. “At the same time, we can also work with our customers’ chosen or nominated suppliers.
“Our internal engineering department collaborates with our customers throughout the early stages of product development,” he adds. “Working with our customers’ CAD, engineering, and commercial functions from such an early stage in the development allows us to offer suggestions or guidance that can offer cost and assembly efficiencies, such as using the latest manufacturing techniques and materials.”
42 l www.manufacturing-today.com
A new era
The history of Evtec stretches back to 1944, and a government-funded initiative to offer employment to ex-servicemen and people with disabilities: Remploy. The initiative ran for almost 60 years prior to the withdrawal of funding in 2013. Its automotive sector was acquired, however, since which the initiative has operated under private ownership. The company’s Coventry site was purchased by Evtec in January 2021, and continues to offer employment to people with disabilities.
“Evtec is a people-oriented business,” says Kevin. “We’re proud to practice industry leading ESG, and prove that having a sizable disabled workforce has no impact on our ability to deliver on time, and in full.”
As proof of its focus on ESG, Evtec ensures
EV
Evtec Automotive
that all of its equipment is accessible for employees of all abilities, with support offered to adapt tooling where necessary. The company also offers as much training as required to ensure complete employee confidence in the use of all equipment.



“By embracing everyone’s unique skillsets to drive improvement and positive change, we believe many employers are missing a golden opportunity, overlooking some very adaptable people in the job market,” Kevin continues.
“Our recruitment practices understand the
www.manufacturing-today.com l 43
FOCUS
challenges people face when applying for jobs and interviewing, and we have the privilege of working with specific disability schools and colleges, offering work placements of up to ten months each year with a variety of eager students who we watch flourish during their time here. We also have various events throughout the year to support charities while bringing everyone together, and we celebrate and embrace each other’s ethnic backgrounds and beliefs.”
Through a tough trading period during Covid-19, Brexit and a global semiconductor shortage, Evtec has proved its resilience. Now, the company is looking forward to a new era of supplying assemblies for the fast-growing electric vehicle market.

“We are committed to supporting OEMs in the fast-paced growth of the EV sector,” Kevin confirms. “As technology, processes, and materials constantly evolve, we’re working closely with
our network of manufacturing engineers. We’ve noted the transition to robust but lightweight materials used in fuel, cooling, and electrical systems. Moving away from heavy metals to lightweight but robust plastics, we see this transition in many of the assemblies we supply.

“In response, we’re rapidly increasing our in-house manufacturing abilities in these areas,” he develops. “We need to ensure that we’re recognized as a key supplier to our OEM’s, and offer not only competitive costs, but quality assurance achieved through shorter, more tightly controlled supply chains. In doing so, we benefit from our fantastic supplier base, from extremely large corporations to single-site entities. Each supplier contributes significantly to our product evolution.”
Transforming operations
As part of its drive to support the EV sector, Evtec is currently in discussions with one major OEM to assist in the development of a battery enclosure. It’s a daily process of collaboration, in which Evtec is taking an active role in identifying potential design improvements, removing material, and reducing tooling complexity. The company is also cooperating with key suppliers to offer feedback in areas outside of its area of expertise.
“We’re also working with another OEM to explore ways of improving the efficiency in the assembly of a battery module system,” Kevin reveals. “We are not involved in the design from a functional perspective, but our expertise in manufacturing has supported the OEM in reducing the overall complexity of assembly.”
It’s the latest project in what is Evtec’s impressive record of working alongside OEMs, including a well-known UK-based bus manufacturer, for the assembly and supply of electronic distribution boards containing 50+ complex electrical components. As Kevin indicates: “As part of this contract, we had to quickly implement critical changes to these assemblies, and support them with quick turnarounds of new bespoke parts.”
44 l www.manufacturing-today.com
In parallel with its efforts to support a more sustainable future for the automotive sector, Evtec is hard at work transforming its own operations. The company has set an ambitious date of December 2025 to achieve carbon neutrality, one that Kevin insists is necessary, if hopes of tackling climate change and protecting the planet are to be realized.
“The way we track our carbon footprint has changed to really understand our usage, and we’re already making strides in our journey,” he tells us. “For instance, we work quite closely with the Coventry Food Bank through the upcycling of our cardboard boxes, which they then send around the world to people in need. Our in-house manufacturing strategy will help
Genex UK
to further reduce our carbon footprint, and we’ve already commenced with the installation of EV charging points.”
In taking these steps, Kevin gives credit to an engaged and informed leadership. “Our chairman is exploring some very interesting engineering potential, which will not only support our carbon neutral target, but which will also support our transformation in our aftermarket and customer care range,” he says.
For Evtec, it’s only the early stages, but the signs are looking positive.
As it looks to the future, Evtec’s vision continues to be shaped by the present, in which semiconductor shortages and other constraints continue to disrupt the automotive sector.
Genex UK have worked with Evtec for many years, striving to provide the best service with high quality products, services and support. Our capabilities have allowed us to be proactive and responsive on a number of automotive projects. Good collaboration has facilitated a good understanding of the product to meet the end customers’ need. Whether it is a basic pressed component, or a more complex assembly with value added components, Genex have a proven track record of high-quality parts, and, more importantly, Genex delivers on time.

Evtec Automotive
Nevertheless, the company continues to invest, as it looks to drive forward its EV journey. At the time of writing, Kevin was looking ahead to the upcoming launch of Evtec’s new ERP business system, complete with a streamlined manufacturing unit, offering additional space for a next-generation strategy.
“Looking further ahead, our five-year business plan transforms Evtec from what was a traditional pick and pack business to a modern manufacturing unit, that enhances technology and product offerings,” Kevin confirms. “Whilst our engineering team continues to work with our customers on product innovation and best practices for the mainstream OEM, we will continue our diversification program for the aftermarket. Amid this exciting journey, we continue to remember our core values and DNA: our employees, and enhancing our social and corporate responsibilities.” v
Evtec Automotive www.evtec-automotive.com
Services: Tier one automotive assembly supplier
www.manufacturing-today.com l 45
First-class manufacturing
As it seeks to become a global leader within the wider aviation industry, Aerotron’s composite division is swiftly moving through its impressive three-phase plan for success

Aerotron is one of Europe’s leading suppliers to the aviation industry. Serving civil, commercial, and military markets, the Gatwick Airport-based company specializes in
providing first-class component support solutions to its global client list of airlines, original equipment manufacturers (OEMs), and maintenance, repair, and operations (MROs) outfits.
46 l www.manufacturing-today.com
One key section of the wider organization is Aerotron Composites. Established in 2019, it delivers a varied range of industry expertise and aerospace and defense experience through its design and manufacturing of quality
composites and structures for numerous types of aircraft.
“We’re an important division within the broader Aerotron family,” begins Andrew Leslie, Director at Aerotron Composites.
Aerotron
“We operate out of our new, purpose-built facility in North Cambridgeshire, where we focus on components and tooling for the aerospace and defense industries. With aims of becoming a global leader in the aerospace

www.manufacturing-today.com l 47
Aerotron
and defense industries, our mission is to firmly establish ourselves as the partner-of-choice for our growing list of customers. That means consistently delivering best-in-class product development, manufacture, and repair, thus covering the entire life cycle of a product. We now find ourselves in a stronger position than ever. Before we moved to our state-ofthe-art facility in the height of the pandemic, we had just 45 people on our books. Now, as the threat of Covid-19 begins to fade, we’ve increased that figure to more than 100. Fortunately, that growth is ongoing.
“Now, more than ever, communication is key,” he continues. “We’ve faced many
challenges since our inception: Brexit, the pandemic, and now everything we’re seeing happen in Europe. Although challenging, working through all these various unknowns has certainly bolstered the company. Being able to effectively share information
Bowes Fastrac Ltd
with stakeholders means we get better decisions with buy-in from all parties; these collaborations simply wouldn’t be possible without this transparency. Another central lesson we’ve taken from these turbulent times is that, generally, longer supply chains have been unable to cope with the aforementioned uncertainty compared to local solutions. While there still may be a cost difference, the actual amount is much smaller when all of the other hidden costs are revealed. As such, we’re incorporating this knowledge in our decisionmaking process, especially when determining who we partner with in the future.”
Though it began operations a little over three years ago, Aerotron Composites has already secured a strong reputation for its work with the latest materials and specifications as well as older and legacy engineering methods.


“By operating in this way, we’re equally comfortable with creating new parts from scratch and continuing to support mature platforms across a 20-to-30-year life cycle,” explains Andrew. “Whether that means small and simple monolithic laminates or larger multi-
For a number of years, Bowes Fastrac Ltd have been supporting Aerotron with the design and manufacture of composite tooling, jigs and fixtures. Our project management and CAD design teams liaise closely with Aerotron engineers and QA to ensure our designs and tooling are both fit for purpose, and meet with the high standards Aerotron demands for quality, budget control and functionality. At Bowes Fastrac, we work tirelessly to provide comprehensive engineering solutions for our customers always keeping up to date with the latest manufacturing practises and advanced materials.
48 l www.manufacturing-today.com
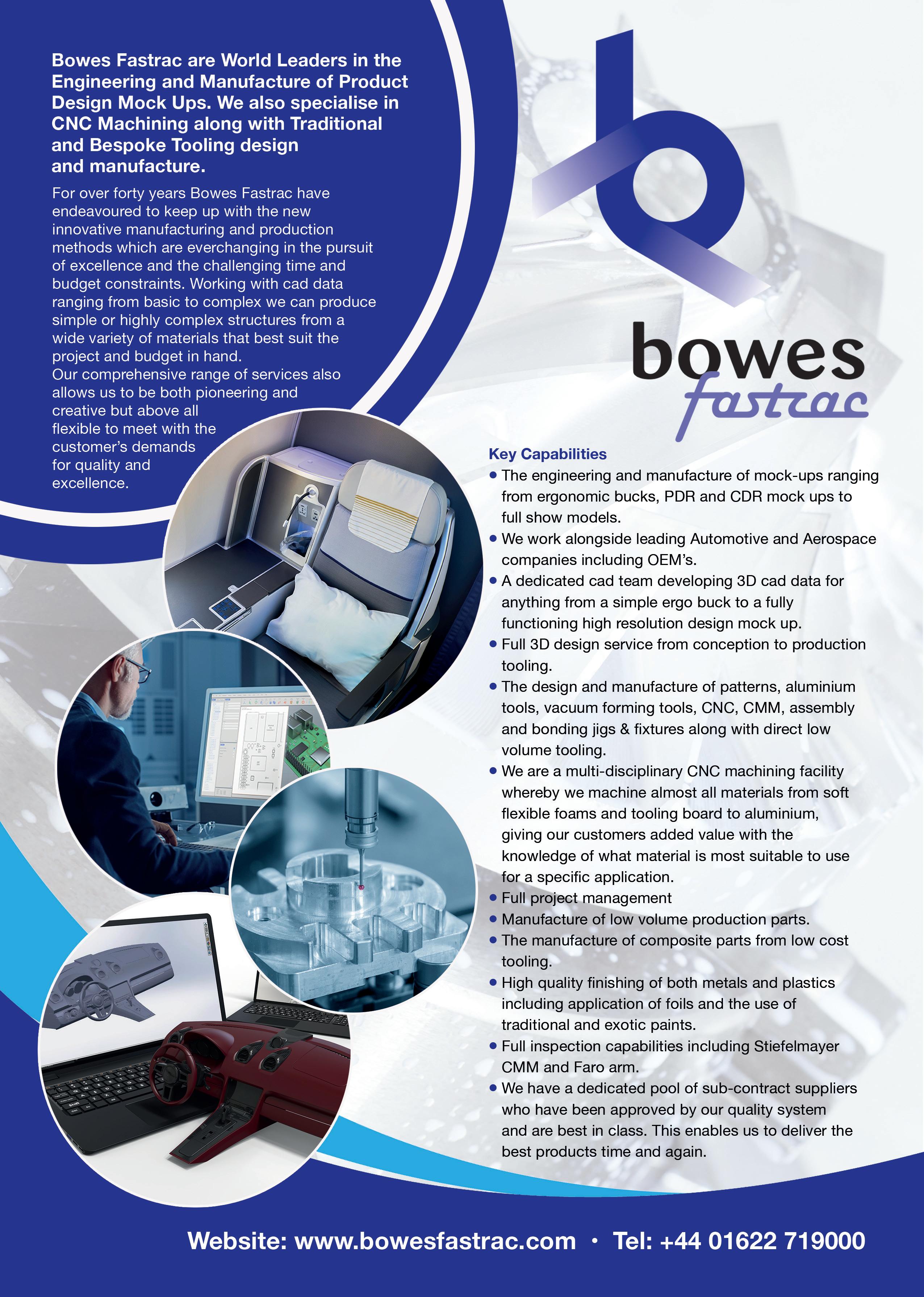
cored complex assemblies, our customers can be assured that we will supply them with the finest of aerospace and defense parts. Recently, we’ve noticed that many customers want to extend both their current production systems and their tooling, which means we have had to pivot and undertake the reintroduction of what we call old product implementation (OPI) and new product implementation (NPI). Adapting to customer needs in this way truly sets us apart from the competition; each process requires different methods, knowledge bases, and skill sets.”
In a rocky global climate, companies have to evolve and find new ways to replace contingency with consistency. To that end, Aerotron Composites is making the most of its build-to-print and reverse engineering abilities. As its competitors struggle, the North Cambridgeshire-based firm has been in a position to design and create its own tooling to suit the facility in which these processes take place.
As Andrew points out, having to act in this way enabled the company to fine-tune its methodologies and deliver more consistent and affordable end components as a result.
“Our sizeable team works with a range of clients on bespoke plans from the beginning of development to make sure that their products are efficiently manufacturable,” he details. “Everyone gets what they want from day one. We’re always supporting customers; one of our major rotorcraft clients, for instance, had to relocate its composite manufacturing partner overnight. We agreed to assist them in their tight predicament. This example demonstrates how we approach relationships with our customers. Though some parts were simple, others were quite complex. More than 350 manufactured composite parts later, we’ve helped guide that client through its entire relocation and, at the same time, have produced some of the best assemblies they’ve seen.
“From a national perspective, our work will benefit the UK supply chain as more of that company’s platforms can now be manufactured domestically,” he adds. “With some of our suppliers, like most of our customers, we will invite them to become a partner within the wider Aerotron family, helping us solve global challenges every day, particularly with regards to material availability. Another form of partnership we’re proud of is our Chatteris Town Football Club sponsorship, through which we provide over 100 home, away, and training kits for the team. By using recycled structures from our site

50 l www.manufacturing-today.com
Aerotron
development, moreover, we plan to rebuild their locally significant stadium in the near future. As we continue to grow, we hope to develop more of these robust partnerships and deliver better value to the supply chain, build company resilience, and improve our overall sustainability. We feel the environment we’ve chosen to base ourselves in offers great work and life opportunities for our employees, and we look forward to becoming part of North Cambridgeshire’s industries.”
For Andrew, that location – North Cambridgeshire – is significant. It marks a deliberate move out of what is often called ‘motorsport valley,’ that is to say, the swathe of land in the West Midlands and Oxfordshire that has since become the center of transport engineering expertise within the UK. “We wanted to separate ourselves from that rollercoaster ride,” he reveals. “It was a hard decision for us to make because it meant moving away from a well-established resource pool; however, in the long run, the relocation was certainly worthwhile. In terms of aerospace and composite manufacturing, we can now access the untapped potential of North Cambridgeshire, and we know that will serve us well as we continue to grow. To make the most of the new location and give something back, we will be employing many apprentices this (and every) year, putting them through a new, purpose-built training center in Chatteris.
“Our company is built around people, and apprenticeships such as these are a fantastic opportunity to show that to the local community,” Andrew elaborates. “We encourage diversity of thought and promote teamwork to enhance our collaborative future. On site, we have people with experience from a diverse range of industries – aerospace, defense, aviation, marine, motorsport, automotive, food processing, financial, renewable energy, and military. People also come to us with a range of educational experience, from university and apprenticeship graduates to those training onthe-job, and we make sure to utilize each unique skill set in order to achieve the best end results.”
Taking on all it has learned over the last few years, Aerotron Composites has put a clear, scalable growth plan in place. The first phase –manufacture composite components and tooling within a purpose-built 80,000-square-foot facility – is already complete. However, as it progresses to phase two, the company will increase its MRO, machining and fabricating capabilities while adding non-destructive testing (NDT) to its growing collection of services. To facilitate this phase, an additional 60,000-square-foot facility will be built nearby, incorporating renewable energy systems to improve sustainability.

The final phase is truly colossal. By this point, the company will have utilized the remaining footprint of its nine-acre site, building another 160,000-square-foot facility to enable further growth and add more storage space. “Coupled
with Aerotron’s expanding communal links, these builds will allow us to leverage our knowledge and experience to further solidify the company as a major player across the aerospace, defense, and aviation markets,” says Andrew. “Going forward, we will remain agile in our ability to react to what is happening in the world around us. Our formal plans are very simple: build stronger relationships with our current customers and make use of our three phase-plan to assist them in their growth, while also adding new organizations to the wider Aerotron family.
“More recently, we’ve seen manufacturing come to the fore of the UK’s Build Back Better agenda, and therefore we need to ensure that we’re creating more high-value jobs in global industries,” he concludes. “The UK is a major player in the aerospace and defense sectors, and to keep it that way, more support is required in educating the next generation, encouraging them to take up careers in engineering and manufacturing. Though Cambridgeshire is not typically known as an aerospace area, our manufacturing campus aims to change that and reinforce the government’s Levelling Up initiative. It’s good to know we’re doing our bit for the future.” v
Aerotron
www.manufacturing-today.com l 51
www.aerotron.co.uk Services: Aviation parts
Repair, improveprotect,
Though not necessarily a household name in the consumer market, Belzona is widely recognized for its advanced polymer technology in myriad industries – oil and gas, marine, renewable energy, waste-to-power, petrochemicals, steel, and wastewater treatment to name just a few. Now, though, it’s turning its attention to plant-based chemicals as a source of sustainable polymer products
Having specialized in combating erosion, corrosion, and chemical attack for 70 years, Belzona has become the go-to provider of
innovative, high-performance polymer coating solutions, allowing its industrial partners to repair and protect a wide range of machinery, buildings, and equipment.


52 l www.manufacturing-today.com
Jevon Pugh
Offering us an insight into the chemistry and methodologies employed behindthe-scenes is Jevon Pugh, Research and Development Director at Belzona. “Our core

technology is polymer chemistry,” he begins.
“In our laboratories, we design, formulate, and manufacture a range of coating solutions, enabling our industrial customers to protect
assets that would otherwise suffer from the effects of aggressive service conditions. For instance, slurries and strong chemicals cause abrasion and corrosion as they pass down pipes


www.manufacturing-today.com l 53 Belzona
and through production equipment, and factors such as these as well as elevated temperatures mean that conventional protective coatings won’t survive. Therefore, companies must turn to a high-performance polymer solution to

appropriately protect their assets – and that’s where we come in.
“The company was born in 1952 off the back of pioneering zinc-rich corrosion protection technology,” Jevon adds. “It could be applied to
One key challenge that wind turbines face is the gradual erosion of the leading edge of their blades, which wear down over time due to the combination of high velocity and rain or dust impacts that each individual blade will experience. To combat this and improve efficiency, thereby generating more clean electricity, we applied our knowledge of abrasion resistant coatings from other industries to create a polymer system that can be used to restore the original profile of the blade, and then protect it from future erosion – all in situ
all kinds of steel structures, creating a polymerzinc barrier that would resist aggressive corrosion and protect the integrity of the steel beneath it. Belzona then developed a range of polymer coatings and repair pastes – the original being Super Metal which has been widely copied over the years – for the repair and rebuilding of assets, before then coating and protecting them against any future damage. These metallic pastes can be applied onto a damaged or worn surface in thick layers, allowing it to be reshaped and reformed back to its original profile. The paste then sets rock hard, almost like the steel itself, and brings that original asset back to life.”
Testing capability
Since then, the company has gone on to develop high temperature immersion linings, which are widely used in the oil and gas industry on structures that have to contend with water, steam, oil, sand, and chemicals throughout their processing life. Belzona has also developed composite repair systems made from densely woven structural fabrics made from glass fiber or carbon fiber, that can be used to return strength and fortify compromised pipes or other structures.
“Composite repair is a rapidly growing market,” says Jevon. “For that niche, we have a brand called SuperWrap, which effectively creates a composite pipe that surrounds the original steel pipe. When a steel pipe is damaged or corroded, perhaps through chemical attack, then it will ultimately lose strength and can, in the worst cases, leak. This can result in entire plants or facilities being shut down for extensive periods of time. This is a major issue, and one that could result in millions of dollars being lost every day. To protect our customer’s assets, we developed a solution that restores the integrity of that pipe via a composite wrap; bringing back its original strength and improving it, through increased rigidity, corrosion resistance and chemical resistance.”
To create market-leading products of this kind and supply them to global industries, a lot of research and development (R&D) must take place. To that end, Belzona has two R&D facilities – one in Harrogate, UK and the other in Miami, US. Both of which also possess manufacturing capabilities, which enables the company to not only design, formulate, and test its polymer solutions, but also produce them on a commercial scale.
“Going back to my chemist roots, it’s wonderful to walk through our facilities and follow the journey of our products,”
54 l www.manufacturing-today.com
explains Jevon. “Our chemists are involved at all stages, through design, development and manufacture. You can see people working at the metaphorical drawing board all the way through to those supervising the first batch of a new polymer solution being made. As part of the development and manufacturing process, we focus on sourcing materials that are commercially available, can provide the requisite performance, are of the highest quality, and which are as safe and sustainable as possible. By working with different chemical manufacturers, who create the building blocks of these solutions, we’re able to apply our
LANXESS
scientific knowledge and expertise, creating an easily appliable, safe, high-performance polymer product.
“A key step in the development process is testing,” he continues. “We have fully equipped testing laboratories at our UK and US sites, allowing us to study and characterize the performance of our products, and thereby optimize our formulations. We put every solution through an extensive programme of testing – which is defined by the intended end-use for the product. For example, abrasion resistance testing for a slurry pump lining, or weathering testing for an exterior anti-corrosion
coating – the majority of which is carried out in-house. It is Belzona’s investment in this testing capability which sets us apart from most competitors.”
Sustainable solutions
While the UK and US serve as the two core bases for Belzona’s global operations, its footprint expands into further territories.
It also has corporate presences in the form of training and support centers in Thailand, Canada and China, and a global network of distributors in over 120 countries. Increasingly, the popular polymer coatings manufacturer is
Smart and sustainable products for the polyurethane industry
The topic of sustainable raw material selection, combined with reducing occupation health exposure of diisocyanates within the workplace, is more important than ever. LANXESS understand the sustainability requirements in the PU industry, and continue to develop new low hazard polyisocyanates for CASE markets. LF prepolymers are used in high performance coating applications, where processing can be undertaken safely, in various application scenarios (field or factory applied), due to their 100 percent reactive content at <0.1 percent free monomer. In addition to 100 percent reactive PU technologies, LANXESS also manufacture, and continue to develop, water-based crosslinkers, which are used to enhance the performance of industrial coatings, and adhesion for substrates processed at high temperature. As well as being water-based, the processing temperatures can be reduced to improve on energy consumption depending on the blocking technology selected. https://ure.lanxess.com

www.manufacturing-today.com l 55 Belzona
turning its attention to expanding its portfolio of sustainable solutions.

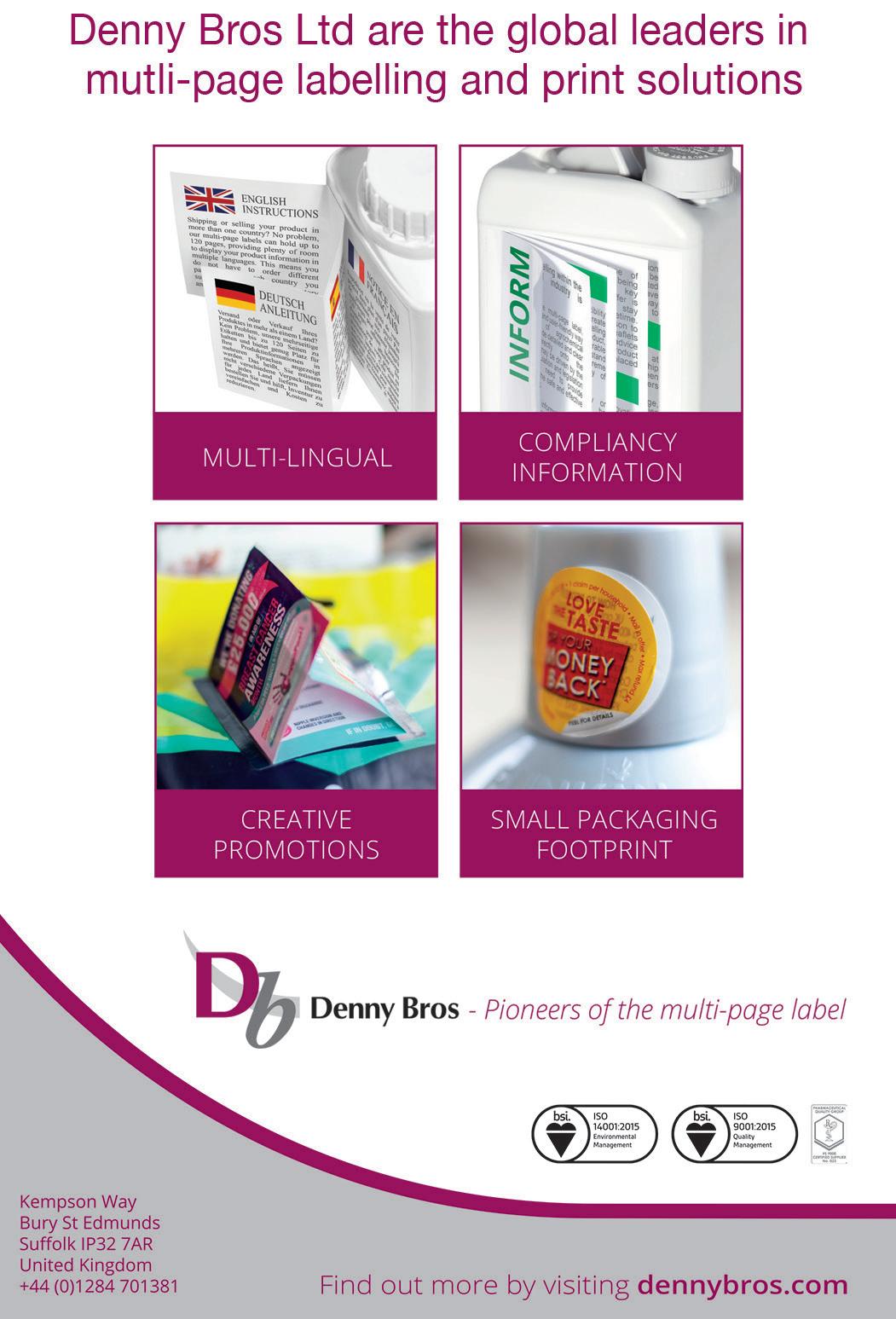
“The latest step in Belzona’s journey is its work in the renewable energy sector,” Jevon details. “We talked earlier about repairing assets instead of replacing them. That’s always been fundamental to the Belzona philosophy. Originally, though, that philosophy would’ve been primarily driven by cost: it’s generally cheaper to repair an asset than to buy a new one, so the customer saves money. To this day, that logic remains. However, there’s another, increasingly important, aspect in play today: sustainability. The planet is moving away from fossil fuels to more renewable sources of energy, and looking for new ways to reduce waste and improve efficiency, and Belzona intends to be a part of that journey.
“For example, we’re now heavily involved in the maintenance and repair of wind turbines,” he explains. “One key challenge that wind turbines face is the gradual erosion of the leading edge of their blades, which wear down over time due to the combination of high velocity and rain or dust impacts that each individual blade will experience. To combat this and improve efficiency, thereby generating more clean electricity, we applied our knowledge of abrasion resistant coatings from other industries to create a polymer system that can be used to restore the original profile of the blade, and then protect it from future erosion – all in situ. In practical terms, that means the asset doesn’t have to be decommissioned and dismantled; instead, a contractor can repair and protect the blade on-site with a suite of Belzona products and restore the integrity and efficiency of the turbine, eradicating the possibility of having to replace the asset. In fact, we’re currently finalising a second-generation leading edge protection coating, which we look forward to presenting with other Belzona solutions at a wind exhibition in Hamburg later this year, as well as delivering to our customers in due course.”
Problem solvers
Another fascinating part of Belzona’s sustainability drive is its investigation into the efficacy of plant-based polymer solutions. As Jevon informs us, one negative aspect of working with polymers is that the chemical building blocks used throughout the performance coatings sector are derived from oil, which carries an environmental impact. However, that’s starting to change. “More recently, we’ve been exploring the development of high-performance polymer solutions using feed stocks derived from a renewable carbon source: plants,” he observes. “Though plant-based chemicals have
56 l www.manufacturing-today.com
been available for low-performance solutions, including decorative paints, for some time, it has not previously been possible in the heavy industry market.
“But, more and more, chemical manufacturers are recognizing the need for plant-derived polymers,” Jevon notes. “And it’s now possible to achieve very similar performance to oil-derived equivalents. At Belzona, we’re really excited about this ongoing change within the chemical industry, and as a down-stream producer, we intend to pull together with manufacturers, encouraging the adoption of more renewablecarbon solutions that don’t compromise on quality or performance. It’s a win for our business, our customers, and the environment.”
Going forward, that focus on sustainability and conservation of the planet’s resources is informing much of Belzona’s future endeavors. For example, the company’s engineering and chemist teams will be continuing to optimize systems for containing SF6 leaks (sulfur hexafluoride), a gas commonly used in electrical switch gear and power transmission equipment due to its insulating qualities. As
Jevon points out, this greenhouse gas is many thousands of times more damaging than carbon dioxide, so even small leaks must be repaired. “This is a massive problem, and one that we’re really excited to be working on in partnership with industry,” he concludes. “The SF6 project reflects an increasingly important mission being adopted by Belzona: creating products that solve industrial problems in a safe and sustainable way. As we move into
the next part of our company’s history, we will continue to fulfil that mission because it makes good business sense, but also because it’s what our customers and staff want.” v

Belzona
Polymer coatings
www.manufacturing-today.com l 57 Belzona
www.belzona.com Products:
Exploring new avenues
A leader in its field, Hi-Force is now looking to take its substantial portfolio of hydraulic products to new customer markets around the globe

Catering to a wide variety of industries, Hi-Force is the UK’s leading designer, manufacturer, and supplier of hydraulic tools. The company’s product range encompasses over
2000 products, including hydraulic cylinders, jacks, toughlift jacking systems, torque tools, bolt tensioners, hydrotest pumps, puller kits, crimpers and cutters, nut splitters, flange spreaders, and more. Hi-Force also offers a
complete range of services, including shortand long-term tool rental, on-site bolting solutions, on-site lifting and jacking services, tool repair, maintenance and calibration, and a comprehensive range of training services, including ECITB-approved mechanical joint integrity certification.
When asked about the last few years, Craig Brown, Group Managing Director at Hi-Force admits that “there have been some challenges.” Nevertheless, the company
58 l www.manufacturing-today.com
has proved itself more than capable of weathering the storm. “During the pandemic, we obviously had to make some strategic decisions,” Craig continues. “These primarily involved protecting and improving our strong cash position, thanks to a focus on payment collection. We also took a more stringent view on stock, without forgetting the fact that we have always been a company that has met demand faster than our competition, something that remains the case today. All
in all, our company has adapted well and remained agile as we navigated through that.”
Although the worst of the Covid-19 pandemic is now behind us, new challenges are emerging. As demand continues to tick upwards, supply chains are creaking worldwide.
Today, Hi-Force must grapple with a different question: how best to meet customer needs?
“The fact that the vast majority of our components are manufactured under our own roof means we are meeting demand better
Hi-Force
than our competitors,” Craig indicates. “That’s evidenced in the record order intake we had at the factory in March.”
But Hi-Force isn’t resting on its laurels. Taking a proactive approach to an evolving situation, the company has been investing heavily at its 9000-square-meter, state-of-the-art facility in Daventry, spending more than £600,000 on upgrades to two of its existing DMG Mori machines, replacing its NL3000s with two NLX3000s.
www.manufacturing-today.com l 59
to the continued high-quality production of our mid-range capacity hydraulic cylinders, and to some of our larger bolt tensioner models, which make up a substantial part of our product range,” Craig comments. “Whilst the machines are replacements, they do also offer lower levels of power consumption and improved productivity and efficiency.

“Later this year, we will add further machinery as part of a project to bring the manufacture of some specific components in-house,” he adds. “It has always been our opinion that, provided it makes commercial sense, we are far better off manufacturing components and products in-house, as it gives us complete control of our scheduling, rather than being dependent on the priorities of a subcontract machine shop.”
objectives at Hi-Force at present, a need that is driven by two major factors: firstly, the company’s desire to keep production costs as low as possible, to ensure that it remains competitive and highly profitable; and secondly, factory space. Hi-Force has grown significantly since taking up occupancy in Daventry back in 2010, and is now exploring new ways to position its machines in order to make effective use of its factory floor, and further improve its operator versus machine requirements.
“Earlier this year, we also created a new position within our business for a dedicated offline programmer, whose main objective is to reduce machine set up times,” Craig notes. “We’ve set an ambitious target of a 50 percent reduction which,
and will add considerable machining hours to our capacity. This has been complemented by further machine tooling investment to squeeze every minute we can out of set up times by ensuring all machines are well stocked with tooling. We’re already starting to see the benefits.”

The investments don’t end there. Hi-Force is also directing significant funds towards the introduction of new robotic technology throughout its factory floor, with a view to further improving production efficiencies.
“Crucially, this will enhance our ability to carry out lights-out manufacturing,” Craig reveals. “At present, this technology is only in-place on one of our 15 CNC machines, but it
60 l www.manufacturing-today.com
is a journey that we’re looking to explore. It’s a move that will help us to continue increasing our productivity levels, and remain highly competitive in the future.”
With its upgrades made, Hi-Force will be looking to add to what is already an impressive track record of product development. “Whether it be improvement and the upgrading of existing products or the creation of something entirely new, innovation with regards to new products is very important to us,” Craig confirms. “Projects normally come about through our experienced global sales network, who are constantly talking to customers, understanding their requirements and tool applications, and then feeding that information back into the business for consideration. Our ability to carry out feasibility, design, prototyping, and project completion all under one roof gives us complete control of the journey from an initial idea, right through to product launch and serial production.”


www.manufacturing-today.com l 61 Hi-Force
The driving force behind Hi-Force’s success is a personal and inclusive culture – an asset that has seen the company attract and retain talent for a number of years, often from larger manufacturers. “They want to be part of an organization where they feel they can make a difference,” Craig tells us. “We also have a dynamic leadership team who are actively involved in the business on a daily basis, which ensures that everyone feels part of something. It is our belief that staff take motivation from the excellent facilities that we provide, the high level of job security, and the progression that is visible all around them.”

Looking to the future, Hi-Force is in a strong position, with a healthy order book, and a series of new products in the pipeline that are set to add to its portfolio, and continue to drive an increase in revenues. But profitability isn’t the only goal that Hi-Force has in mind. The company is also looking for ways to reduce its environmental impact, following a recent move to prioritize digital catalogues and promote online content.
“Here at our UK headquarters, of the six directors and four senior managers we have in the business, all are driving fully electric vehicles, with the exception of one hybrid,” Craig says, underscoring the company’s commitment to its sustainability goals. “We are continually monitoring the market with a view to changing all of our company vehicles

62 l www.manufacturing-today.com
to fully electric or hybrid as soon as it is feasible.”
It’s a strategy that Hi-Force has already set in motion at one of its subsidiaries: Protec, a leading Italian-based supplier of industrial equipment and tools. Prior to moving into a new premises earlier this year, Protec carried out an extensive renovation of the facilities, including a substantial solar installation. Now, Hi-Force is obtaining proposals for similar installations across each of its global premises.
“We expect to make some decisions on those proposals in the autumn of this year,” Craig outlines. “With locations in the UAE
M-Seals UK
and Malaysia, we are quite certain they will be both cost-effective and highly productive.”
Already with an international footprint, HiForce is now hoping to expand its presence worldwide, having appointed a new Sales Manager to lead its expansion into the African market. “Whilst we have always had strong business levels from some parts of Africa, this recent appointment has opened doors we hadn’t been to before,” Craig explains. “In a very short period of time, we’ve already seen business coming in from countries where customers weren’t always easy for us to access.
“Over the next three to five years, I see Africa being our biggest growth area,” he concludes. “I’m very excited about what we can achieve there. With new markets, new products and increased capability here at the factory, I am confident the future is very bright for our agile, responsive, independent business.” v
Hi-Force https://hi-force.com/en-uk/home


Since the outset of working with Hi-Force over 15 years ago, we have continually supported the development of a wide range of products, working closely with the design, purchasing, quality, sales, and senior management teams.
M-Seals UK supports Hi-Force with high pressure, low friction, bespoke, and standard engineering solutions.



Hi-Force has continually made heavy investments into state-of-the-art machinery, improving their already impressive production capabilities. This allows Hi-Force to support their extensive network of global distributors and network of turn-key clients. The other aspect to the Hi-Force success story, is their continued investment in people, which has been key to their growth.
M-Seals UK invitation to the Manufacturing Today magazine provides a fantastic platform for us to demonstrate our strong relationship, and continued long-term commitment to another well-established UK manufacturer.
Chris Dickinson, Group Operations Director commented, “Hi-Force recognize M-Seals UK as a key partner in both technical support, and supply of specialised sealing solutions, offering excellent communication and service in meeting our exacting requirements.”

www.manufacturing-today.com l 63 Hi-Force
Services
: Hydraulic tools design, manufacture, and supply
SPECIALISTS IN DESIGN, MANUFACTURING AND DISTRIBUTION OF SEALS FOR THE GLOB AL MARKETPLACE ww w .ms e a l s . c o m High-performance seals for rotar y, reciprocating & static applications All specification, design and manufacture carried out in-house in our 24/7 manufacturing facility Over 253 different seal profiles OEM engineered seal design – typically 3-5 days versus 8-10 weeks industr ystanda d TECHNICAL DISTRIBUTION CENTRE Leicester +44 (0) 116 275 4720 TECHNICAL INSPECTION CENTRE Newcastle +44 (0) 191 422 4200 ENGINEERED SEALS DIVISION Sheffield +44 (0) 114 243 2777 Responsive to urgent seal demandsameday or next day where possible Over £2.5m of semi-finished material and finished sealing products kept in stock Rapid turnaround in quotations with access to extensive stockholding of industr y-standard products

64 l www.manufacturing-today.com
A safer future for steel
Taking care of the customer is a number-one priority for The Systems Group (TSG). With a range of services specifically tailored to the steel industry, the company has been a valuable source of knowledge and support for steel makers across the US, and beyond, for over 50 years. Today, the company pioneers safer, more sustainable steel production with its innovative Spray-Cooled™ technology, and advanced contracting division.
Becoming a true specialist in steel manufacturing has helped TSG see ongoing success since being established in 1970. As company president, Lee Morgan, discusses: “The Systems Group is a set of companies focused on the steel industry, specifically tailoring products and services for electric arc furnace applications. Our mission statement is: ‘Engineered Solutions for a Safer, More Productive Steel Industry.’
“We are a 52-year-old company, which started as a small pipe fitter in Arkansas servicing the local chemical, oil & gas industry in South Arkansas. Nucor hired Systems in 1988 to pipe up the EAF of the new Nucor-Yamato steel mill being built in Arkansas. Nucor Steel at the time was a small steel maker but they grew and grew and took Systems to every steel mill they built. Today, Nucor is the biggest steel maker in America, with 22 steel mills and hundreds of downstream support plants. We are proud to have supplied products and contracting services for every single one of those steel mills and work in many of the downstream facilities.
Steel industry revolution
“Today, The Systems Group also makes patented Spray-Cooled systems for electric furnaces and offers refurbishment and maintenance support alongside that. Additionally, we have a dedicated contracting division, which helps build new steel mills across America, and a network of fabrication shops to support this growth.
“The company has Spray-Cooled equipment installed in over 100 steel mills in 20 countries, however our contracting services are only available in the US. We are really excited about the resurgence of the steel industry across America and Europe, because it marks the beginning of a whole new chapter for us.”
www.manufacturing-today.com l 65 The Systems Group
As a trusted partner of the booming US steel industry, The Systems Group enjoys unprecedented demand for its expert services and innovative cooling solutions
The Systems Group
Recent developments in mini-mill technology have opened up the possibility for more sustainable steel production and led to a massive boom across the industry. With renewed activity in mills across the US, The Systems Group has stepped up to support the steel industry’s transition to more modern manufacturing.
“There is a massive evolution happening within the steel industry. We have seen a

lot of stagnation in recent decades, because the production of these metals is so carbon intensive. However, by re-melting scrap metal, which is a process that has a far lower carbon emission rate, steel makers have been able to make a comeback.
“The original scrap metal recycled steel was primarily only used to make rebar, which was your cheapest, lowest-quality metal. With more
advanced technology today, steel makers have been able to create a solution that takes the impurities out of scrap metal, which means it can be used to create any alloy mix, including incredibly high-grade metals.
“Many more companies than just Nucor are now expanding their mini-mill recycling ranks. Steel Dynamics, Commercial Metals, and Big River Steel are leading recyclers. US Steel, one of the oldest steel mill companies in America just bought Big River Steel and have greatly expanded their recycling capacity. Cleveland Cliffs used to be an iron ore company, but now they have expanded into buying up mini-mills to add recycling to their iron ore integrated mill processes.”
Important development
This new era for steel production has created massive demand for TSG’s specialist products and services, as Lee confirms: “Bringing back the ability to make steel, in a newly sustainable and modern way, is really good for us as a business that only serves the steel industry.
“We currently have four divisions that make up The Systems Group: Systems Plant Services, Systems Contracting, Systems Spray-Cooled, and Systems Fab & Machine. Our portfolio is designed to provide comprehensive support to the steel industry. Our Spray-Cooled technology does the cooling in the melt shop, our Contracting division helps build steel mills and provides them with piping and equipment setting, our Plant Services division provides maintenance, and our fabrication shops provide vital products for steel manufacturers.
“The electric arc furnace part of TSG has grown tenfold in the last two years, thanks to the renewed vitality of the steel industry in America. We are actively supporting this growth, having just finished helping construct three new steel mills, the industry will be breaking ground on four more, worth an estimated $6+ billion, at the start of 2023.”
These advanced capabilities have placed TSG at the forefront of modern steel making technology. As Lee already mentioned, the
Penn Tool Sales and Service Inc
Penn Tool Sales and Service Inc is a veteran-owned company, designed to support the needs of customers in the heavy industrial construction market. Our goal is to provide excellent service and products to meet the needs of our clients. We do this by building custom solutions through a wide range of products, rental inventory, repairs, and on-site solutions. We can offer competitive pricing, while maintaining the highest levels of service to end users. Building relationships with clients like The Systems Group has been the key over the years. By working together, we can create a plan that helps ensure success on this job and the next. Working together like this helps us continue to grow as a company into new products, areas, and markets. Some of the products we offer include tools (air, electric and hydraulic), consumables, safety and PPE, rigging, welding supplies and more! Penn Tool also maintains a full-service repair shop. Penn Tool is certified to repair all the tools, rigging, and welding equipment, including torches and gauges. We also have access to a large fleet of rental tools and equipment as an option instead of purchase.
Penn Tool will work hard to meet and exceed your expectations. We are based out of Youngstown, OH and have 12 locations across the country. We have been in the business since 1978, and plan to continue expanding into new markets soon. Feel free to reach out to one of our locations. We are here to help!

66 l www.manufacturing-today.com

This expansion comes at the right time for The Systems Group, as it continues to manage numerous major projects across the US.
“One of our latest projects is the new Steel Dynamics Inc steel mill in Sinton, Texas. It’s the newest and biggest steel mill in America, and we provided the Spray-Cooled equipment and piping for the entire melt shop, which is just incredibly exciting

company’s latest innovation, Spray-Cooled, is a particularly important development. “Our Spray-Cooled system is a really effective piece of equipment that significantly improves furnace safety. Electric arc furnaces can be dangerous, they reach incredibly high temperatures and explosions are not uncommon. It puts people at risk, which is why we developed our cooling product.
Traditionally, water is wrapped around the furnace in essentially a radiator and used to cool
the upper shell and roof. However, if anything goes wrong, this system can actually exasperate the issue by shooting large amounts of water, which then becomes steam, into the furnace and blowing it up. Our technology drastically reduces this risk, by removing the high-pressure water and spraying water on the furnace wall. This builds up a frozen layer of slag on a protective plate. With no water pressure exposed to the furnace, only small amounts of water can get in if a hole is formed, and the plate can be
maintained and repaired without having to cool the furnace down.
“Steel makers are becoming more modern, and a big part of that is spray cooling. We are rapidly converting steel mills around the world to use Spray-Cooled technology, improving safety and longevity,” Lee explains.
Exciting times
In order to provide the ever-growing steel industry with the spray cooling and piping technology it needs to succeed, TSG has made major investments into people and plants. “We are currently in the process of expanding our main fabrication and machine shop in El Dorado, which will add 47 acres of land and at least 60 new employees. The project primarily involves installing a new high bay with some additional cranes. In buying four 20-ton overhead cranes, we will be able to lift our industrial-sized spray cooling equipment much more efficiently.
“Another one of the key additions we will be making to the facility is our new range of welding machines. This new equipment is top-of-the-range, so it comes with a lot of
68 l www.manufacturing-today.com
new processes, including spray arc and surface tension transfer. This added functionality will improve our weld speed and quality, and improve efficiency by adding another automated element to our overall process.
“We are also creating an in-house welding school, with 12 available booths, in order to grow our labor force. There is a shortage of trained welders and fitters across the country, and so this investment is really as much about ensuring the future of industry as it is about our personal growth. We have a dedicated welding instructor on staff, and they will be training up young people who are interested in the profession,” Lee reveals.
McCULLOUGH STEEL PRODUCTS
This expansion comes at the right time for The Systems Group, as it continues to manage numerous major projects across the US. “One of our latest projects is the new Steel Dynamics Inc steel mill in Sinton, Texas. It’s the newest and biggest steel mill in America, and we provided the Spray-Cooled equipment and piping for the entire melt shop, which is just incredibly exciting.
“Additionally, there have been two brand-new Nucor rebar mills built in Florida, and Missouri, and Systems did all the piping. We are now working with Nucor, in Brandenburg and Gallatin Kentucky. Brandenburg is a new mill going in with Spray-Cooled technology and Gallatin is an expansion with Spray-Cooled technology, and
The Systems Group
we are doing piping for both.
“We have so many more interesting projects to look forward to. Big River Steel is duplicating one of their most successful plants, and we will be doing construction and Spray-Cooled equipment for them very soon. There are also numerous projects with various steel mills coming up over the next few months. It’s an incredibly busy time for us right now,” enthuses Lee.
McCullough Steel Products was founded in 1974 by Glenn McCullough. It was started at a time when valves and piping materials were all domestic, and lead times were long. McCullough Steel Products was built by going the extra mile to fill the piping needs of our customers in a timely manner. We continue to serve many fine companies, such as THE SYSTEMS GROUP. We pride ourselves on having one of the most experienced sales staff in the business, and we represent some of the finest manufacturers in the world. We look forward to growing our relationships in the years ahead!
It is clear that this is only the beginning of an exciting journey for The Systems Group, as Lee concludes: “We are experiencing a period of rapid growth, and the real challenge now is meeting the increased demand without compromising on quality & safety. We are investing in expanding our facilities and training new people, so that we are equipped to fully support the steel industry’s transition into the future.” v
The Systems Group
www.tsg.bz
Services: Solutions for the steel production industry
www.manufacturing-today.com l 69
Precision and purpose
For 54 years, Ultra Machining Company has served as a leading precision manufacturing partner for innovators in the medical, aerospace, and defense industries. Following a mammoth expansion to its Minnesota-based factory, it intends on continuing that legacy

To show how far Ultra Machining Company (UMC) has come, it’s worth briefly returning to its humble origins. Established by Terry Tomann in 1968, the leading precision parts manufacturer initially operated out a very small facility: Terry’s garage. On a mission to create a different kind of machine shop, Terry sought to bring curiosity and technology together to go
beyond simple part manufacturing and instead deliver inventive solutions that not only bolster individual projects, but also entire companies and industries.
Like-minded colleagues joined Terry, offering new opportunities for continued growth, learning, and community involvement. UMC’s relentless pursuit of continued innovation and quality improvement has led to the company’s
70 l www.manufacturing-today.com
now widely recognized status as a leading US precision manufacturer.
Terry’s son, Don Tomann, who now serves as CEO at UMC, offers an insight into the rapidly growing company: “Some of the world’s most demanding, quality-focused companies depend on us to solve their toughest precision manufacturing challenges,” he begins. “We build long-term relationships
Ultra Machining Company
on trust, collaboration, and transparency; our partnerships are an opportunity for us to build and grow with others, elevating industries by leading with a bigger picture of what is possible. For more than half a century, we’ve focused on creating a culture of learning, innovation, and partnership, which is much needed in today’s ever-changing manufacturing world.”
As it stands, UMC has over 1400 active part numbers and over 215 employees. In 2021, it manufactured more than one million complex, precision-machined parts for clients across numerous sectors. The company specializes in difficult-to-machine materials and is recognized for its expertise, particularly with regards to projects requiring adherence to the strictest of quality standards.
www.manufacturing-today.com l 71
UMC’s capabilities include tolerances ranging from millionths to thousandths and low micro surface finishes to exacting standards. The company offers dedicated prototyping sources, value engineering services, a fully integrated quality management system, supply chain and procurement services, and finishing and assembly processes.
More specifically, UMC provides five-, seven-, nine-, and 12-axis machining, CNC turning, Swiss machining, electrical discharge machining (EDM), and works with materials like high temperature alloys, aluminum, carbon
steel, plastics, titanium, copper alloys, stainless steels, and cobalt alloys. Specialist services include anodization, laser welding, chrome plating, passivation, electropolishing, sinker EDM, grinding, heat treatment, stamping, and electrochemical etching. The list truly goes on.
All this and more takes place at UMC’s state-of-the-art facility in Monticello, Minnesota. First built in 2003, the evolving company soon began to outgrow the initial 72,000-square-foot site. Thus, earlier this year, UMC carried out a mammoth 58,000-square-foot expansion to the facility, integrating the latest manufacturing

and automation technology to streamline and optimize its internal processes.
“The new UMC Innovation Center showcases best-in-class precision manufacturing capabilities and a flexible, modular footprint that allows us to experiment with automation, technology, and processes as we work with clients,” explains Don. “The facility is thermo-regulated and vibration-controlled to support the exacting environment required for precision machining; the expansion complements the existing building, creating a campus-like vibe while preserving the
72 l www.manufacturing-today.com
opportunity for us to expand as is needed. The changes reflect our wider quest to bring people and technology together to transform the future of manufacturing.
“Highlights include a wrap-around mezzanine, offering elevated views of the manufacturing floor; maximized use of glass, visually-connecting office and production areas; and manufacturing spaces that double as meeting and presentation areas,” he continues.


“Large windows maximize daylight throughout the facility, and a campus-wide path and landscaped patio provide places of respite for

Ultra Machining Company
www.manufacturing-today.com l 73
thinking, creativity, and collaboration. Thoughtful design is at the center of what we do. By incorporating design for manufacturability (DFM), we help our customers reduce the risk of technical issues and delays arising during manufacturing, thereby increasing the probability of a successful product launch. To back that up, UMC maintains several quality assurance certifications, including AS9100D, ISO-13485, and Nadcap accreditation.”
However, never to rest on its laurels, UMC is currently exploring novel opportunities to invest in new technology and equipment to enhance its manufacturing capabilities. “As a company, we continue to procure cuttingedge technology and automation to meet the increasingly complex needs of our customers, exceeding expectations for what is possible with precision manufacturing technology,”

Manufacturing Solutions, Inc
says Don. “As we learn, we’re also preparing our facility, team, customers, and community for the future of manufacturing. The recent expansion means we can add machines and automation in a flexible, scalable way to meet both the current and forthcoming needs of our customers. To get the most out of the new site, our automation engineering team has mapped space for equipment lines, transportation, maintenance support, automation lanes, training, process development, staffing amenities, and access; they’ve also identified areas and equipment to automate ancillary services such as air and water supply, bulk fluid storage and distribution, waste metal, and waste fluid recovery systems.”
As this impressive expansion demonstrates, UMC shows no signs of slowing down –even if there are nationwide labor shortages
and global supply chain disruptions. “We’ve addressed labor shortages in manufacturing for over 30 years,” says Don. “We’re involved and have invested in schools, technical colleges, apprenticeships, and other programs that introduce students to STEM and manufacturing. Our facility is also strategically placed next to the local high school, allowing us to host tours, classes, and clubs for those living in the area. People who join UMC quickly find they have access to a level of technology that they wouldn’t have anywhere else. A fundamental part of tackling labor shortages is employee retention; we’re able to retain top talent by constantly assessing and realigning employee compensation, benefits, and environments with the needs and desires of the current workforce. To that end, we recently rolled out initiatives to address employee feedback about
Ultra Machining Company (UMC) has been a customer of MSI’s since 2010. UMC is highly advanced with their operations team and incredibly innovative with their processes and improvements. MSI service almost 100 integrated customers, and take pride in the level of technical expertise and support we provide. The MSI team enjoys working with shops like UMC where together we collaborate and utilize our systems to their full capabilities (website, vending, reports, data-analysis, and much more). UMC utilizes our systems in a way that not many others do. Together, we are capable of predictive ordering through MSI’s vending solutions based on future jobs that are scheduled. UMC utilizes this in-hand with MSI’s kitting function, which has proven to be extremely efficient and has helped ease the pain of outages due to long lead times and special tooling.
74 l www.manufacturing-today.com


www.manufacturing-today.com l 75

76 l www.manufacturing-today.com
our use of Lean manufacturing and Six Sigma practices has allowed us to continually streamline our supply chain – despite persistent problems we are seeing crop up globally.”
Recently, UMC completed an implant project that consisted of six assembly jobs, 11 subcomponents, 352 unique assemblies, and 4,978 individual components – all within a six-month timeline. Thanks to UMC’s experience and project management capabilities, the deadline was met with ease. As it looks towards a post-pandemic future, the Minnesota-based company intends on staying at the forefront of the market it so evidently dominates.
“We’re eagerly preparing for a flexible, responsive, and data-driven future,” explains
Quality & Service Machine Tool
Ultra Machining Company
Don. “We seek out and pursue technology that maximizes peoples’ skills, imagination, and creativity. As the year goes on, we’ll keep improving our relationship with technology, data, and automation to accelerate our abilities. That way, we can continue to meet our customers’ demands and prepare ourselves, our clients, and the industries we serve for the future of manufacturing.
“Looking further ahead, we plan on adding new machines and automation to our facility to help us create better parts more efficiently for our customers,” he concludes. “We will continue to push the envelope on what is possible with precision manufacturing, leading with courage and collaboration to tackle today’s challenges while moving towards the future.” v
Ultra Machining Company
www.ultramc.com
Products: Machined parts and assemblies
Quality & Service Machine Tool is focused on supplying leading tooling and metalworking fluid technology for the precision machining industry. We congratulate UMC on their success, and honor the relationship with many of their employees over the years. They utilize our onsite inventory vending in their supply chain management. This reduces time and cost in the process of getting cutting tools when and where they are needed. Working with UMC to deliver improved tool performance with cutting fluids made for materials used for medical and aerospace parts is another cost and quality benefit.
Service, technical support and training have been key to delivering our commitment to customers since 1963.

www.manufacturing-today.com l 77
Love thynature
Over the last three decades, Munchkin has secured a glowing reputation for its inventive infant and toddler products. Now it’s using cutting-edge bioassimilation technology to reduce the impact of that merchandise on the planet


Based in Los Angeles, California, Munchkin has proudly provided parents with creative, innovative, and modern infant and toddler products for over 30 years. Munchkin’s product categories range from feeding and care to diapering and bath; and the company doesn’t stop there, offering mothers a unique range of prenatal and lactation support items via its Milkmakers brand.
On a mission to become the world’s most loved baby lifestyle brand, Munchkin has garnered more than one million five-star reviews, won 180 international product and brand design awards, and has registered 310 patents thus far. The company has multiple offices across the globe and two successful podcasts, StrollerCoaster: A Parenting Podcast and Strollercoaster: STORYTIME. Needless
78 l www.manufacturing-today.com
to say, with over 300 employees and a strong market share in more than 45 countries, Munchkin is firmly on its way to achieving that mission.
Moreover, as a member of the United Nations Global Compact, the children’s lifestyle brand has demonstrated its ongoing commitment to social responsibility, environmental protection, and animal welfare.
Munchkin
Indeed, Munchkin is proud to support a variety of worthy causes, including the Children’s Hospital in Los Angeles, Operation Gratitude, St. Joseph Center, Toys for Tots, and the Valley Food Bank.
In June 2020, the company also launched Radiant Colors, which donates 100 percent of all profits garnered each Monday from Munchkin.com to organizations that celebrate
diversity, support anti-racism, and promote inclusive education among young people. Former recipients of these funds include Roots Connected, Teaching Tolerance, the Institute for Anti-Racist Education, and EmbraceRace.
More recently, Munchkin has been spearheading its own sustainability drive, investing heavily in Smart Plastic Technologies’ latest bio-assimilation and zero waste
www.manufacturing-today.com l 79
Munchkin
technology to reduce its carbon footprint. When Steven Dunn, CEO at Munchkin, founded the company 32 years ago, he sought to simplify parenting by investing in cuttingedge, reliable products. While that ambition remains today, the scope has somewhat changed. “Our newest innovations look beyond immediate usage and focus on longterm environmental sustainability,” he asserts at the beginning of Munchkin’s 2022 Sustainability Report. “It’s not complicated. We invest in our children’s future, just as parents do each day. Kids grow fast, so we need to work faster. Our ongoing commitment to the United
Nations Global Compact and our recent announcement with Smart Plastic Technologies reinforce the various actions we’re taking to preserve our children’s playground.”
Personalized stainless-steel cups, baby swings, feeding bottles, highchairs, sippy cups, utensils, tableware, bento boxes, bath toys, and baby gates. The list of Munchkin products goes on.

Each product is carefully designed to improve the lives of the families that purchase them. But now the business wants to create products that keep on giving – to the end user without harming the planet in which they live.
Handsome Manufacturing Company Limited
For instance, Munchkin’s WildLove product line supports the company’s donation to the International Fund for Animal Welfare (IFAW), a leading charity for wildlife protection that works to safeguard animal populations and their increasingly endangered habitats. The product range, which continues to expand, spotlights numerous at-risk animals in its designs. For example, WildLove cups feature illustrations of endangered animals including the polar bear, the red fox, orcas and more. All cup packaging includes a letter written in first-person by each of the at-risk animals describing their daily habits, diet and interesting facts. The special
Handsome Manufacturing Company Limited, wholly owned by Handsome Industrial Company Limited, is a trusted OEM partner with Munchkin for over 20 years, supporting their business development by increasing their range of products.
Founded in Hong Kong in 1968, Handsome Industrial specializes in OEM production of children’s toys, baby toys and products, electronic products, gifts and Bluetooth audio products.
Serving major brand customers across North America, Europe and Asia, Handsome owns and operates four state-of-the-art production facilities in China and in Indonesia with a fifth facility in construction in Indonesia. Facilities are ISO 9001, IETP/ICTI, C-TPAT, BSCI certified.
Handsome is proud of strict quality control and well-equipped in-house chemical and physical laboratories. Its technicians support product testing by complying with the highest safety standards, which include ASTM, CCPSA, EN71, RoHS, REACH, ST.
Handsome Manufacturing Company Limited provides total
such
80 l www.manufacturing-today.com
solutions to customers with production capabilities in: • Injection moulding • Blow moulding • Vertical injection moulding • Injection then blow moulding (for containers) • Blister moulding (packaging) • Rotocasting • SMT, PCB assembly line and Final assembly line • Sewing • Major decoration processes
as tempo printing, silk screen, spray painting, hot-stamping and more



packaging for the WildLove cups is made of 100 percent recycled and recyclable material.
Put simply, it’s a win-win for the company, customers, and the planet alike. Last year, Munchkin extended the line with its Wild Bath Squirts, a collection of fun and educational bath toys representing endangered species like the African elephant and the pangolin, to further promote core values of empathy and global citizenship.

Munchkin’s giving back efforts extend to other product categories as well. For every diaper pail sold, Munchkin plants a tree to offset gassy emissions. Through its partner, Trees for the Future, Munchkin has planted three million trees in countries across Africa. Trees for the Future implements their Forest Garden Approach, a four-year program that supports farmers as they regenerate their land and gain agroforestry education. With stronger potential
economic returns for farmers, local growers can send their children to school and therefore end the vicious cycle of poverty.
However, there’s no mistaking that plastic is the primary material used across Munchkin’s vast range of products. Though one of the safest materials to use in baby and toddler items, it’s a significant polluter and has many adverse effects on the environment. Yet that all stands to change. As Dunn mentioned
82 l www.manufacturing-today.com
previously, Munchkin is proud to announce its new partnership with Smart Plastic Technologies, a US-based leader in sustainable polymer solutions, to integrate its SPTek ECLIPSE™ technology into select products in the future.
By utilizing an additive that breaks down polyethylene and polypropylene at the end of a product’s functional life, ECLIPSE™ seeks to alter the very nature of plastic. In short, within

the next four-to-six years, Munchkin packaging and products incorporating this cutting-edge polymer technology will effectively disappear from the Earth after use, resulting in zero waste. After each product’s programmed life span, the ECLIPSE™ technology breaks down carbon-to-carbon bonds within the plastic, providing a fuel source for microorganisms to consume until there is nothing left but CO2, biomass, and water. Munchkin has already taken the first step by utilizing SPTek ECLIPSE™ Stretch Film in its shipping and logistics. Once fully implemented, the landmark partnership will remove 15 million pounds of plastic waste from the planet every year – that’s the same weight as 4000 cars or 95 space shuttles.
“Through our partnership with Smart Plastic Technologies, we’re committed to a development process that considers the complete use and lifecycle of our products from ideation to disposal,” states Dunn in a recent press release announcing the exciting collaboration. “The goal of our partnership is to make as many Munchkin products as possible
disappear after their useful life. With Smart Plastic’s ECLIPSE™ technology, our products can still be recycled; but if they find their way into landfills or waterways, then they will fully break down, resulting in zero microplastics. Now is the time to act. Our planet, our children, and their children need us to make the change now.”
Indeed, currently, around 91 percent of plastic isn’t recycled; instead, it pollutes our forests, oceans, and waterways. Therefore, bio-assimilation technology like ECLIPSE™ represents a critical step in the future pathway of our species and its relationship with the planet. One thing is certain: our current output of waste is no longer tenable. Change is needed. Fortunately, Munchkin understands that – and, most importantly, it’s doing something about it. v
Munchkin
www.manufacturing-today.com l 83 Munchkin
www.munchkin.com Products: Infant and toddler products
No cracking under the pressure
With over 225 years of innovation in the ceramics industry, Churchill China (Churchill) is passionate about providing tableware products that withstand the toughest environments in the hospitality sector

At Churchill, the principal purpose is to serve the growing international hospitality market, and provide high performance tableware to a number of sectors. With customers in restaurant and hotel chains, sports and conference venues, health and education establishments and contract caterers, the company has become the UK’s market leader in ceramic tableware manufacturing.
We speak with James Roper, the company’s Sales Director and a member of the family that has been part of the business for over 100 years, about the steady investment in new product development happening at Churchill. James is on a mission to modernize
the ceramic industry, and he shares with us how his company has been able to maintain its manufacturing and technical excellence through a consistent investment in improved capability process development and new manufacturing technology.
“Owing to the customers we serve, their tableware has to meet very high standards of presentation, quality and performance. The ceramic body we use is one of the strongest in the world. It’s built to deliver presentation that lasts, which is very important for products that get used in professional kitchens. We then test our products to meet a total of 11 European & UK Standards, including a dishwasher test up to 5,000 cycles, compared to most retail sectors,
84 l www.manufacturing-today.com
where the consumer tests are only between 200 and 500 cycles. This is why our selection is much more durable than something one might buy in the supermarket,” he says.
As James shares, Churchill’s products are designed specifically for those working in highintensity environments within the hospitality sector. The company offers solutions for chefs who work in fast-moving, disciplined back-ofhouse environments. “This is why you will often hear us talking about the relationship between performance and purpose,” he explains.
The tableware must also look pleasing, and a carefully crafted design is equally important. This is why the business invests extensively in collating customer research, which is then used


to inspire the aesthetic of Churchill’s products. “We cover the entire range of designs, whether our clients are after a traditional floral pattern, or the more contemporary layouts, we create them all. One of our favorite and latest designs is drawn from the ancient Japanese art of mending broken pottery, known as ‘kintsugi’. This layout replicates the unique golden cracks that glue two pieces together, but the materials used to create those colors are no different to what we use for the more vintage prints.”
One of the main reasons as to why Churchill is a leader in the ceramic industry is owed to the way in which it operates, which differs significantly from its competitors. “Firstly, our ceramic is a unique blend of clay and other raw materials that are specifically designed for strength and durability. One of the raw materials used in the body is alumina. We use it to help soften the body to make it more shock absorbent. This eliminates any brittleness so that when the product is knocked on its side, it is less likely to chip or break.
Churchill
“Secondly, our production process is also quite interesting. The way we make ceramics is different to the way it’s made elsewhere, because we adopted the methods used by one of the industry legends: Josiah Wedgwood, who moved away from the processes being used in places like China. As a general practice, ceramics are twice fired. However, at Churchill, our first fire is hotter than the second, whereas everyone else does that in reverse. By increasing the temperature in the first fire, we make the product stronger, and, in addition, we are able to decorate the product with brighter colors as the second firing temperature is lower, allowing brighter colors to survive,” James elaborates.
Transforming the traditional
We then direct the conversation to the ways in which Churchill is able to make its investments into these various processes possible. The company prides itself in maintaining a strong, ungeared balance sheet, and strives to improve performance steadily on a long-
www.manufacturing-today.com l 85
China
term basis. Through this strategy, it is able to generate cash each year to reinvest within the business, and provide an attractive return to shareholders.“We have no debt, there’s high cash in the bank, and because we’ve looked after the business and our different stakeholders, we have been able to establish great financial

disciplines so that when times are difficult, we have greater flexibility,” James expresses.
This approach has served the company particularly well over the last two years when the manufacturing industry has experienced one of the most turbulent times in its history. “During lockdown, we completed three extensions
to the factory, and finished what we call ‘the biscuit warehouse’. That is where we store the products made after the first firing, and being able to keep them in one place has allowed us to be more efficient with our second stage gloss firing process. However, the biggest move the company made during Covid-19 was additional investments in our manufacturing processes.”
According to James, Churchill has worked hard over the years to transform what used to be a traditional craft-based industrial process into a more engineering-driven, automated and modern facility. “Recently, we installed a new robotic pressure cast machine, which is similar to an injection molding machine, but geared towards ceramics. It helps improve efficiency, reduce waste, and use less energy than the traditional ceramic processes.”
Further to this, in 2020, Churchill purchased its raw material supplier, in order to integrate itself within its supply chain, and mitigate the challenges currently facing material delivery across the industry. “It has enabled us to have total transparency on what raw materials we’re buying and how much stock is available.We have been able to talk directly to our source suppliers about what’s happening with their costs and supplies,” James highlights.


Further modernizations
Although these investments in machinery are indeed impressive, James recognizes that the key to the company’s success is its people. As a result, he shares how Churchill works tirelessly to support and strengthen its team. “We invest heavily in the continuous improvement of our staff, and we host training programs at all levels. One in particular is called our Master Class, which specializes in educating staff on how to use problem solving techniques, such as pareto or diagnostic analysis, to empower colleagues to
86 l www.manufacturing-today.com
Churchill
solve their own problems. We’ve been running that for about seven years now. Last year, we ran 11 Master Classes, engaging and empowering more than 100 people.”
On the note of continual growth, we then steer the conversation towards the future. With a focus on improving its sustainability efforts, as well as pushing the team to its full potential, Churchill’s journey ahead looks promising. When asked about where he would like to see the company in about five years’ time, James’s response rests firmly in how he wants to change the current perception of the ceramics industry. “Whenever we make an investment, the purpose is always to modernize, and it will be something that we continue to do for many more years.”
Hellmann Worldwide Logistics Limited

Taking these plans into consideration, it is clear that Churchill is determined to refine all aspects of its business. In conclusion, James is
Churchill continuously focusses on quality, service and exceeding customer expectations. This is in line with our company ethos and values, which has resulted in immediate synergies between our two companies. We are immensely proud of being selected to operate Churchill’s new DC, which is aimed at increasing product availability within the EU marketplace. We also recognize the benefits of our partnership on this project to prevent any disruption, due to Brexit-related supply chain issues.
excited for his company’s potential, and with its graduate scheme moving on leaps and bounds, and manufacturing processes making fantastic advancements, his goal to modernize the traditional operations of the ceramic sector is on the horizon. v
Churchill China
Services
Ceramic
www.manufacturing-today.com l 87
China
www.churchill1795.com
:
manufacturer
Maintaining the flow

88 l www.manufacturing-today.com
In only 12 months, IPS Flow Systems has invested heavily in its infrastructure, sustainability efforts and its people, to ensure that the company remains a dependable and exemplary leader in the manufacturing industry
IPS Flow Systems
There have been some impressive developments at IPS Flow Systems (IPS) since we last spoke with the business over a year ago. For Andrew Lamb, the company’s Managing Director, the most significant has been the departure of two of its key people, which happened in March. The business, which has been in existence for 32 years, said goodbye to Sales Director Steve Hunter and Operations Director David Stidolph, who served for 30 and 27 of those years respectively. “I’d like to thank them for their critical role in making IPS the success it is today,” Andrew begins. “Steve and David left behind them a legacy of dedication, a customer-focused ethos and key relationships with both supplier and customers that were built over such an extended period.”
Over the last 12 months, IPS has been hard at work with some exciting innovations, particularly regarding its piping systems solutions. “We are currently working on a sheet lining system for drinking water storage structures, which uses PE80 in sheet form to line existing or new build structures,” shares Andrew. He continues to add that the benefits of this development include the ability to repair and return the asset into service more quickly, with longer periods between maintenance, improved water quality, and cost-efficiency. “We believe this system could be revolutionary for the water sector in the coming years.”
Complementing its product innovation, IPS is also expanding its range and customer base through a combination of organic developments and strategic additions. “We represent around 20 of the leading global manufacturers, and they are all constantly developing new products. We support them with marketing research, which ensures their products are suitable for markets in the UK and Ireland. Having said that, we are also continually looking for new products, or new supply partners to enhance our existing range. We are currently in discussions with a number of interesting potential partners who we feel will be excellent additions as well.”
Furthermore, Andrew highlights that the company is in the process of expanding its external sales and marketing team, with a mixture of new appointments and investments into some of its existing resources. “These ventures will give us the time and focus to develop existing accounts, and work with new customers, which we believe will serve us well when it comes to achieving our goals for sustainable growth,” he adds.
IPS has always stood by its mission to be the number one partner for its customers,
www.manufacturing-today.com l 89
suppliers and people. Accordingly, the company aims to fully integrate into its umbrella group, Indutrade, as well as its supply chain, to ensure customers have the products they need, at the right price. “Although we are able to hold large volumes of stock locally in Seaham and Ireland, it is impossible to hold large volumes for every product type. So, we constantly discuss future requirements with our customers, and feed this back to our suppliers.
“In many organizations, the opportunities to align customer requirements are often missed. Siloed organizations can sometimes see their sales and supply chain functions operating as separate entities. At IPS, we recognize this as an essential component in our strategic supply chain planning. By closely working with our customers and supply partners, we can ensure the products that our customers require are available as and when they need them,” he says.

In his reflections on the company’s success during the last 12 months, Andrew sheds light on one particular area that has been

90 l www.manufacturing-today.com
paramount to the company’s success: the IPS team. “Our people are our biggest assets. In a recent discussion with a colleague, it was articulated that customers value our expert advice and high level of service, which is owed entirely to our fantastic staff. In terms of culture, we focus on employee development and wellbeing, and work hard to create an environment in which everyone can thrive. Later in the year, we aim to also encourage community by hosting a day where staff, and their families and friends, can get together.”
Continuing on the topic of the company’s people and development, IPS is focused on skills and training, and Andrew shares that the business is actively promoting knowledge sharing, in which staff are encouraged to share their expertise with other colleagues. “These connections promote sharing of best practices, and widen our support networks. We are extremely proud that the IPS management team recently delivered a ‘Power of Purchasing’ webinar for our European colleagues. This
comprised of a range of our operation secrets that we have developed to become a reference organization within the group.
“We also have access to a wide range of inhouse training courses. These vary from

IPS Flow Systems
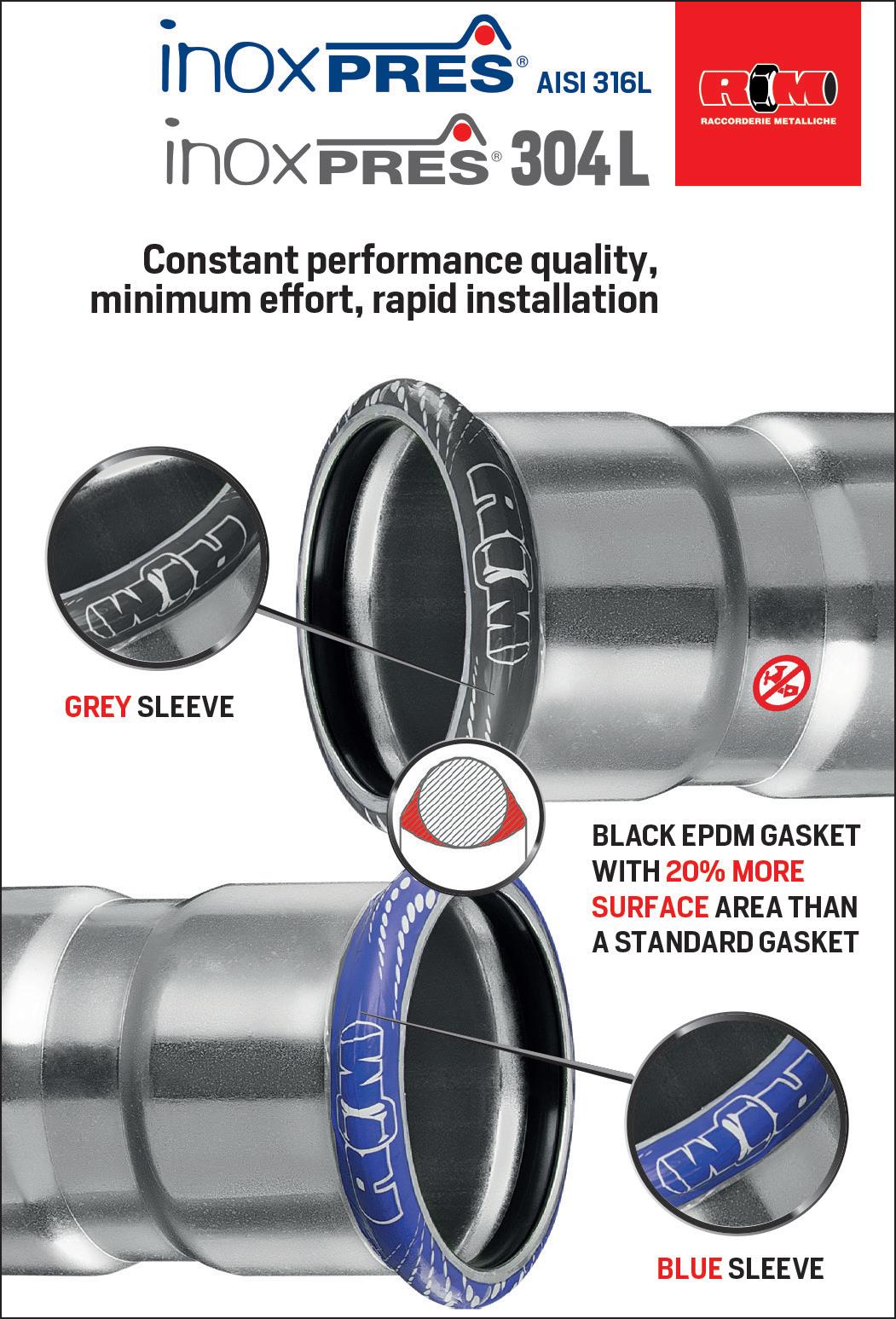
practical operations and focused skills, through to leadership and management. In addition to the training received during these sessions, it is also a brilliant way to develop relationships with the group’s companies,” he shares.
www.manufacturing-today.com l 91
With this in mind, our discussion turns to what lies in store for IPS in 2022. According to Andrew, the company is anticipating a promising year with an upturn in the main industries it serves. “Like most businesses, we have growth ambitions, and we have been fortunate to navigate the past two years of Covid-19 without too much impact. I think this is due to the breadth of the markets we support, where we can rely on the growth in particular sectors when there is a downturn in others.
“Our traditional markets, which include water and wastewater, industrial processing and leisure, continue to grow, and we are seeing some exciting developments in new sectors, such as green energy. We are also very proud to support the development of our
people. By promoting our strong corporate values, providing our staff with opportunities to progress in their careers, alongside our excellent training programs, we can ensure we have the very best people in place for our growth journey.”
Sustainability is also becoming an important part in the company’s operations. As well as being certified with ISO14001, IPS now records and reports its environmental impacts using Worldfavor software. “This means that we can effectively monitor our performance. It ensures we are continually adopting policies and practices aimed at minimizing our impact on the environment. We have set up a collective of colleagues from across the different business functions to review our green strategies.
“We recycle all waste cardboard onsite, which is then used as packaging. During the rest of 2022, we are aiming to develop a long-term sustainability roadmap that looks at all aspects of our operations. From a social responsibility aspect, we encourage all staff to get involved in causes that matter to them personally, and we have volunteers within various trade bodies, local charities, sports teams and local environment groups as well.”
This is an exciting time for IPS. Although the company is facing the same challenges as the wider market regarding raw material shortages, price rises, Covid-19 and Brexit, it boasts a dedicated and hardworking team, with whom no challenge is too tricky. “I believe the mix of

92 l www.manufacturing-today.com
IPS Flow Systems

experience and talent is very strong in our company, and we also have our tried and tested ranges that are currently awaiting approval for their first use in the UK,” he divulges.
The company has very clear goals in relation to how it will achieve its growth over the next five years. However, Andrew believes that its primary aim is to grow the capability of its people and systems. This will allow the group to expand its possibilities, and cement its success for the next few decades, and beyond. v
Copely
Copely
British hose manufacturer
over 50 years of experience.
design and manufacture an extensive range of hoses, tubes, and profiles for a wide variety of applications. Our flair for innovation has brought many unique, and often pioneering, products into the marketplace, including our dual hose containment range.

By working in partnership with our customers and suppliers,
continue to move forward, supplying quality and diverse products to an expanding customer base, both inside and outside of the UK.
www.manufacturing-today.com l 93
is a
with
We
we
IPS Flow Systems www.ipsflowsystems.com Services: Piping systems
Solid format personal care made sustainably

94 l www.manufacturing-today.com
For over a century, Stephenson has been producing innovative products for manufacturers worldwide
Based in Leeds, Stephenson is one of the UK’s leading manufacturers of sustainable personal care products.
With innovative ideas, expert teams, and great products, the company has continued to serve a diverse customer base for over 100 years. Today, Stephenson looks to expand its presence in the sustainable soap product category, with brand new product recipes and major brand partnerships.

The philosophy behind Stephenson has undergone a significant transformation over the last few years. As Chief Executive Officer, Jamie Bentley, states: “We are a longstanding business, which means we have a lot of knowledge, but also some very traditional values and ways of doing things. About three years ago we decided it was time to re-evaluate our culture, in order to really engage our people in the overall strategy of the business.
“I’ve always used this particular analogy to explain our change in direction: everyone views the business as a train set, they have their space, and they focus on making it as efficient as possible, but they are also closely connected to every other part of the track. It’s really about showing people the role they play in the success of the company, and how important they are. We have a lot of very bright people working for us, people with a lot of respect for each other’s time and abilities, and by emphasizing that connectedness we have built a real sense of team spirit. When Covid-19 hit, it really showed how effective our people are when they come together as a team.”
In order to successfully overhaul the company’s working culture, Jamie and his team invested heavily in training and communication. “The company is made up of lots of different individuals with different capabilities; we have a lot of very young, bright and ambitious graduates working alongside much more experienced workers, and so the real challenge is getting people to work together as effectively as possible.
“We wanted the synergy between groups to come from the people themselves, rather than it being instructed, so we focused on structuring operations in such a way that clear communication would be organically fostered between different groups, and between individuals within the same department.
“The other element of our strategy was just being very transparent with everyone about our goals. We came up with a document called ‘strategy on a page’, (S.O.A.P) which essentially conveyed exactly what we wanted to achieve over the next couple of years. It really helped
people feel involved, which meant that everyone was working toward a common goal. From there, we committed to ongoing transparency - we share all the important company data with our employees, including KPI’s for every part of the train set.
“We also established two core principles. The first is profit; it is no secret that in order to be successful, a company needs to be profitable. The second principle is purpose beyond profit – we asked all of our employees to really think about the larger purpose behind what we do. A good example of this kind of thinking in action is our £20,000 investment in a new 3D printer; yes, it is useful, it supports profitability, but it also allows our people a lot of new opportunities to learn and be creative. We are still learning loads as a consequence of having that new piece of technology, which is a value in and of itself,” Jamie reveals.
With a renewed sense of community, Stephenson was able to weather the storm of Covid-19. As Jamie details: “One of the
www.manufacturing-today.com l 95 Stephenson
Stephenson
major challenges we faced, particularly as a result of the pandemic, was the transition from working in the factory and offices to working primarily from home. The commercial, sales and administration teams all began working remotely, and everyone did a really fantastic job, in part due to the new company culture that we had established. We also had a lot of very hardworking people in our factory, who came in to produce essential goods all throughout the pandemic. Their presence helped maintain our visibility in the market more broadly,

after an extended period of working separately
working from home, especially young graduates
Focus on communication
For Stephenson, the pandemic highlighted the importance of collaborative working. As Jamie asserts: “In order to maintain our company culture, and support the needs of our people, we are trying to achieve a flexible working model. We do quite a lot of training across the different groups, and we have also appointed Lucy Bilbrough as our Director of Supply Chain and Continuous Improvement in order to oversee those efforts. She is a Master blackbelt in lean manufacturing, which means she is able to work with each and every employee, solving problems and offering general support where it’s needed.
“One thing she is particularly good at is getting different departments to work together effectively. For example, one project might require input from a salesperson, an engineer and a factory operator. If we can get all of those different skill sets working together in harmony, then the problem is going to be solved a lot quicker. That’s why we have such a strong focus on training and communication; we understand each other, and that makes our team incredibly valuable.”

96 l
team, so we worked hard to establish a hybrid model that worked for everyone.”
These changes have helped Stephenson become a forerunner in the sustainable personal care product category. With its revolutionary formula for a sustainable soap bar alternative, the company has partnered with numerous international brands, as well as

dozens of small artisanal businesses. “We are currently working with some major cosmetics and personal hygiene brands to produce products that need less packaging. Sustainable products are on the rise globally, and so we have been focusing our energies on producing
solid products that will produce less packaging waste; that includes things like shampoos and conditioners, as well as traditional soap bars. We have created a shampoo base soap that works really well, which is exciting for us because it’s an ever-increasing market.

“Stephenson has been manufacturing soap for over 100 years, and it has evolved a lot during that time. We’ve gone from making washing wool and newsprint, which was actually one of the earliest sustainable products, to making soap for the rubber industry and numerous personal care products. All the time we have kept our technology centered around solid format goods, which makes us the ideal partner for companies that are now looking to produce solid-form, sustainable personal care products.
“In response to the rising popularity of sustainable personal care products, we have developed our technology even further, using a much more modern and high-performing surfactants to replace actual soap. We have also combined our efforts in manufacturing the shampoo bar with a sustainability drive that has helped reduce the amount of plastic packaging and shipping needed to distribute the item,” Jamie comments.
Spirit of innovation
These successes secure Stephenson’s position as a world-leading innovator and manufacturer. As the effects of the pandemic linger, Jamie discusses the year ahead: “For the rest of 2022, we will really be focusing on managing the day-to-day. Inflation has been challenging for us as a business, because we have a lot of clients running smaller businesses, and it’s really important that we find ways of managing that cost increase to limit the impact on them.
“We will also be investing heavily in innovation. We can support our business and the customer base by producing new products with fresh, new ideas that will allow all of us to flourish for years to come.”
98 l www.manufacturing-today.com
Chemlink Specialities, a member of HARKE GROUP, is a dynamic company offering an application and formulation led approach to chemical distribution. Supported by a comprehensive range of products from quality manufacturers.

We offer an integrated formulation and sampling service that benefits principals and customers alike.
Drawing upon our extensive database of formulations enables us to develop tailor made samples for immediate customer evaluation.
Our unique service, with collectively over 150 years of expert technical experience, spans a spectrum of industries ranging from HI&I, cosmetics and personal care, and pharmaceutical.
Stephenson
This spirit of innovation will no doubt take Stephenson a long way, as it continues to offer a sustainable, disruptive solution to brands across the world. “In the next three-to-five years, I would like to double the size of the business through innovation. We aren’t looking to move to a different site, so it will be all about creative thinking, and generating capacity through strategic maneuvers, capable people, and investment in the latest technology.
“There are challenges at the moment, however, in line with industry trends, we anticipate that they will correct themselves in time. If you think about how much shampoo is sold around the world every day, we only need to produce a fraction of that to remain profitable, and make a real positive change to the sustainability of the industry as a whole. That potential is enormous, and it’s very exciting,” Jamie concludes. v
Stephenson www.stephensonpersonalcare.com
Services: Personal care product manufacturer

www.manufacturing-today.com l 99
Always astonishing results
With a strong ethical code of practice, Astonish has already won the support of a dedicated UK customer base – now the cruelty free cleaning pioneer is looking to expand its export business following a high profile move to a staggering new facility

Astonish is a verb. It means to surprise or impress someone greatly. How fitting. As one of the UK’s most preeminent
manufacturers of cleaning products, Astonish is used to surprising and impressing people.
From humble beginnings, selling its original oven and cookware cleaner door-to-door,
100 l www.manufacturing-today.com
Astonish has since catapulted itself to the forefront of the household cleaning niche, distributing its products to more than 30 countries worldwide. Always best-in-class and
Astonish
delivering astonishing results, the UK-based manufacturer has garnered a strong reputation for its impressive performance-to-price ratio, maintaining high standards while keeping costs
down to a minimum, across its vast range of ethical cleaning products.
When we last sat down with Howard Moss, Managing Director at Astonish, the pandemic
www.manufacturing-today.com l 101
had only just started to change the world as we once knew it. Now, speaking again with Manufacturing Today as the threat of Covid-19 begins to fade, Howard reflects on how the company, which was founded by his father some 50 years ago, has fared since we last spoke.
“The last two years have gone by in the blink of an eye,” he begins. “However, we can also see that the business is demonstrably different in terms of its positioning, distribution, and depth of product in the marketplace. In short, we’ve been on a monumental journey. We saw record sales and profits during the financial

year ending in 2021, with sales growing by 28 percent and profits doubling. The following financial year, which ended in May 2022, turnover increased by an additional six percent, and while profits shrank due to the external factors, including a deeply challenging supply chain, the fact that we’ve built on top of the extra business we gained at the start of the pandemic is really impressive.

“To manifest that growth, we had to adapt and evolve throughout the pandemic,” he continues. “As things took a bad turn, we worked even more closely with our supply chain and procurement team. We’re indebted
to them; they supported us throughout the crisis and ensured that we were made a key priority. Fortunately, we didn’t suffer as much as many of our competitors, especially in terms of packaging and the procurement of raw materials. That stands as a testament to the excellent suppliers we work with. But challenges do persist, and in all my 27 years of working, I can safely say I’ve never seen anything like the supply chain issues we’re now experiencing. You can’t even get a fixed quote for the day! However, unlike many other brands, we’ve never offloaded that financial burden onto the customer. Instead of hiking
102 l www.manufacturing-today.com
prices, we investigate how we can improve efficiency, taking costs out of the business without compromising our fantastic value for money proposal.”
From general household cleaning products like disinfectant, floor cleaner, and grease lifter to more task-specific items like all-in-one dishwasher tablets, antibacterial handwash, and fabric stain remover, Astonish ensures that its customers have all the bases covered when it comes to cleaning – at a price everyone can get behind.
As Howard has pointed out, Astonish balances high quality and performance with very low consumer costs. However, amid the ensuing supply chain issues we have discussed, this must certainly prove a challenge to the company. “If I’m honest, ensuring the affordability of our products is incredibly hard at the moment,” he reveals. “We’re living in a world which is currently experiencing unprecedented increases to the costs of living. As a result, people will turn to Astonish and its products because they offer incredible value for money. We’re always very confident that, once a customer switches to our brand, they will stay with us because of the unrivalled performance and affordability we have always stood for. When a company wants to lower costs, product performance can often be compromised. However, we will never compromise on the quality of our products. If we can’t guarantee the best-in-class
Astonish
www.manufacturing-today.com l 103
performance of a specific item, then you won’t see it on the shelves.”
Astonish is also known for its robust code of ethics, particularly its insistent refusal to test on animals and its commitment to achieving zero wastage throughout its entire manufacturing process. Indeed, today, the company remains the only UK-manufactured household cleaning brand to be certified by Cruelty Free International, the Vegetarian Society, and the Vegan Society. “We pioneered the ethics within this business,” asserts Howard. “We’ve always been ahead of the curve; none of our products contain animal ingredients and we’ve never tested on animals. This isn’t a new marketing spin we’ve suddenly come to the table with because it’s on trend. These are well-established ethical codes that we’ve lived and operated by for decades, and that’s something we’re really proud of.
“We were manufacturing biodegradable products over 30 years ago,” he adds. “We’ve a long history of saying no to materials that have an adverse effect on the environment –aerosols, corrosives, and toxic chemicals, for instance. In fact, just recently, we launched a new product: The Good One. As its name suggests, the multi-purpose cleaning paste is made from 100 percent naturally derived ingredients, and by harnessing the power of nature, it not only delivers high performance but also boasts an infinitely recyclable metal packaging. We’re confident that this is a step forward for the industry. At Astonish, we’re working incredibly hard to reduce our plastic content, especially in light of the new plastic tax laws that came into
effect in April of this year. The Good One proves our commitment to eliminating plastic, and where we can’t take out the plastic, we want to use 100 percent recycled versions of the same material.”
To stay ahead of the curve, Astonish recently invested £25 million in a staggering new production facility, increasing the company’s manufacturing footprint from 52,000 square feet to a whopping 128,000 square feet. The bespoke, purpose-built premises will feature state-of-the-art technology, equipment, and processes to ensure the consistent and efficient delivery of high-quality cleaning products. Once more, Astonish has chosen West Yorkshire as the base of its operations – a place it has proudly called home since the company’s inception.
“We’re about to go live with the new site,” Howard details. “The development started in November 2020. Though the actual building was completed late last year, for the past eight months we’ve been carrying out a complex and detailed factory fit out, and that’s proved a challenge. For instance, many software and hardware parts have been delivered behind schedule, delaying the overall build, with a major supplier of our control panels going into administration at the beginning of the year. Naturally, we had to absorb quite a large deposit cost and start the process all over again. Yet, once complete, we’ve no doubt that the new site will be nothing short of magnificent.
“Across our seven production lines, three will be completely automated; everything, from filling and capping bottles to final packaging and palletization, will be controlled by

automated processes,” he elaborates. “However, we’re not losing any personnel or making redundancies; skilled operatives are still integral, and consequently we’re actually going to be increasing our staff by around ten percent, as we continue to develop our laboratory and research and development teams.”
Along with its sister brand, Moss & Adams, Astonish was recently bestowed the prestigious Queen’s Award for Enterprise in recognition of the sensational growth it has experienced across international markets over the last few years. Buoyed by 25 exclusive global partners, Astonish has demonstrated consistent, year-on-year growth in the UK and overseas, with exports increasing across markets such as Israel, Korea, and Pakistan.
“Winning the Queen’s Award for Enterprise was a huge honor,” reveals Howard. “It was magnificent not only for the company, but also for the international trade relations we aim to continue fostering. Currently, 75 percent of our business is conducted within the UK and 25 percent is through exports; however, over the next few years, we expect exports to grow significantly. Having previously prioritized our UK base due to Covid-19 and the restrictions it imposed upon businesses, we’re really excited about the future.
“With our new manufacturing site, we can double our business,” he concludes. “Turnover is currently just shy of £40 million, but within five years we genuinely believe that we can bring this figure up to £80 million. Our business is purely independent; we don’t have any outside influences in terms of private equity or external
104 l www.manufacturing-today.com
Astonish

Tirrit
Tirrit
the foremost expert in and supplier of trigger spray heads,
and pumps.
specialists when it comes to providing packaging to dispense products

customer’s exact requirements, with our wide range of stock and years of experience across diverse markets.

advise on dosage measures, spray patterns, closure sizes, printing features and much more. Our sample service is complimentary and our range is fully customisable so that our clients can create tailored variations that best suit their needs.
you require an off-the-shelf product or a bespoke specification,
help innovative
www.manufacturing-today.com l 105
is
caps
We’re
to our
We
Whether
we
companies with our practical solutions. Astonish https://astonish.co.uk/ Services: Cleaning products
Redefining relaxation
The world’s leading manufacturer of hammocks and outdoor furniture, The Hammock Source, sees enduring success with a new range of innovative, sustainably made products

For over 50 years, The Hammock Source (Hammock Source) has produced exceptional quality, handwoven hammocks for customers all across the world. As a leading producer of outdoor leisure furnishings, the company now offers its customers everything from chic patio furniture, to recycled plastic tables and chairs. Using its tried and tested blend of traditional and modern manufacturing methods, Hammock Source now sees organic growth, and ongoing success in a range of international markets.
Starting out as a family company, The Hammock Source has grown over five decades and two generations into the global operation it is today. As Chief Executive Officer, Walter Perkins III, reveals: “The business began with my father. He was a buyer for the American Tobacco Company in the early 1970’s, and his job took him all over the country. Before one of his trips to South Carolina, my grandparents asked him to go down to Pawley Island to get a hammock for the beach house, and my father did as they asked. On his way, he realized how far he needed to travel just to get their hammock, and so he bought two, one for the beach house, and one to take apart, so he could learn how to make them.
“After that, he started making and selling hammocks out of the back of his car while he traveled around buying tobacco. He would stay in hotels, work all day, and peddle hammocks in the evenings. He named the company Hatteras Hammocks, and picked up his first major customer a few years later. LL Bean was a large catalogue retailer, and it gave him his first step into the world of national commerce. He learned how to work with big businesses, and in 1997 he was doing so well that he was able to buy the Pawleys Island Hammock Company.
“Following the acquisition, Hatteras Hammocks became The Hammock Source. In 2004, we bought another hammock company called Nags Head Hammocks, which was on the outer banks of North Carolina. It had several brick-and-mortar stores, and an established website, which helped step up The Hammock Source in terms of infrastructure.
“Today, the company imports and manufactures hammocks alongside a range of other products. We make goods and sell them to retailers through our catalogs, and we also do our own retail business. Since the early 2000’s, we have diversified our product offering to include other outdoor furnishings, including
106 l www.manufacturing-today.com
Photography
credit: Michele Garcia
a range of garden and camping furniture, and outdoor rugs.”
Cultural symbol
Throughout its long history, Hammock Source has earned a reputation for exceptional quality and hands-on manufacturing. As Walter explains: “Culturally we have always been a manufacturer first and a retailer second. My father started out making his own hammocks, and we have kept that tradition alive. We also really enjoy branching out and making new products.

“Our catalog now includes a range of outdoor furniture products alongside our core range of hammocks. We have a variety of hammock stands, pillows, single and double swings, wood, metal and additional moving parts. Recently, we ventured into High Density Polyethylene (HDPE) products, including Adirondack chairs and bar stools.
“Materials are a big focus, so we use really high-quality fabrics and rope for our swing seats, and we also have a lot of textiles in our portfolio that can be used for outdoor curtains and other enclosures. We have also innovated with traditional products to create something original of our own, for example, Hammock
The Hammock Source
Source’s tufted hammocks are very unique. They are heavy tufted like a mattress for additional comfort, and our customers absolutely love them.”
The authentic, hand-woven feel of the company’s hammocks and textile furnishings are an important part of Hammock Source’s enduring brand. As Walter enthuses: “People

associate hammocks with luxury and peacefulness, which makes them a powerful cultural symbol. We have used that allure as part of our brand, and it has been well-received.
“We offer people a product that provides them with ultimate relaxation in a variety of contexts. For example, we produce camping and travel hammocks for customers across North
www.manufacturing-today.com l 107
America, as well as more permanent fixtures for holiday homes or people living in sunnier regions. We also offer our products at an entry level price point, so people can access the luxury world of hammocks without the cost that usually comes with it.”


Creative development
All of The Hammock Source’s furnishings are designed to fit seamlessly into outdoor environments. Similarly, the company’s manufacturing process is all about being ecoconscious and sustainably driven. “When my father started this business, he didn’t have any money, so everything was saved and reused where possible. We were very strict about reducing waste, and saved everything, I even climbed in dumpsters for cardboard and packaging that we could re-purpose. Those experiences really instilled environmental consciousness and minimal waste as important values within the business.
“That’s where the sustainability drive came from. Our HDPE line is made from recycled materials, and can be recycled at the end of its lifecycle. It’s also incredibly durable, and comes with a lifetime warranty, which reduces waste,” explains Walter.
Mixing authentic, hand-weaving manufacturing practices with the efficient use of cutting-edge technology means that Hammock Source’s facilities are both sustainable and effective. “Our current footprint is about 300,000-square-feet. We have a facility in Greenville, North Carolina, that does all of our manufacturing and warehousing. The hammock manufacturing operation is very low-tech and manual. All of our hammocks are hand-woven, using a very simple loom that’s made of two pieces of vertically standing pipe. For the stands, we have welders and electrostatic powder finishing systems in-house; the end-product is a nice blend of traditional and modern manufacturing methods that draws on the best of both.

“We use more cutting-edge technology to produce our HDPE products. For those, we use CNC machines, automatic chop saws and robotic assembly. We also use advanced IT systems to run all of this equipment. Our IT team is really great, they’ve been able to keep everything running smoothly as the company has grown into more sophisticated manufacturing over the years.
“There is also a seasonal element to the way we manufacture. A lot of the hand-woven products are done in advance, due to the extra time they take to complete. In the off-season, mostly the winter months, we continue to
108 l www.manufacturing-today.com
manufacture and store those for sale in the spring and summer months. We sell a lot of products through major retailers in the US, that we import from our international partners in Asia and India, who we have really strong, longstanding relationships with,” Walter discusses.
Today, the people behind Hammock Source are hard at work designing and prototyping exciting new products for next year’s spring and summer seasons. As Walter concludes: “We are now coming into our off-season for the rest of 2022, which means we will shift into creative development gear ready for 2023. People have
INCA Hammock Manufacturing & Export INCA and THS, past and present:
The Hammock Source
been investing more into their private outdoor spaces since the pandemic, so we will continue to grow our HDPE line, as well as our other product ranges, to meet the increased demand. We see ourselves moving more into the recycled plastic category, with lots of big things in the future.” v
The Hammock Source
www.hammocksource.com
Products: Hammocks and outdoor furnishings

It was early 1992 when INCA Hammocks (INCA) and The Hammock Source (THS), then called Hatteras Hammocks, started their operations together. INCA and THS started with a single item - the traditional cotton rope hammocks. After this, there was no looking back. At one point in time, INCA had close to 81 SKU’s being made and supplied solely for THS, the world’s most renowned hammock company.
Over years of closely working with their teams as partners, INCA was always striving to be at the forefront of the industry. Together, the two have designed and introduced more than a dozen products in three decades.
As their association grew stronger by the day, so did the interdependence. When the team at INCA imagines a synergy of two - what the institution has to offer and what they can contribute to it – the goal is to proactively work towards a better industry in the making.
Three decades have passed, and we are looking forward to the next two decades to celebrate our golden jubilee partnership.
www.manufacturing-today.com l 109
110 l www.manufacturing-today.com
Osborn
A continuous evolution
Being an industry leader takes time and experience, and Osborn has had 135 years’ worth in surface finishing. With an excellent team and innovative technology, the business takes pride in refining its operation
www.manufacturing-today.com l 111
Manufacturing
Osborn is proud to invest in its high-quality surface finishing products. According to Tim Ebner, the company’s Vice President for Polishing Products, Osborn’s catalogue is intended for industrial use, a uniqueness that gives the company its industry edge. “The items we produce are used in demanding environments, which is why they have to have much higher quality and performance. Our industrial customers, who use them around the clock, depend on their longevity,” he says.
As an industry leader, the products that Osborn brings to market may seem simple, but the materials it incorporates within these items are often the best in the business. “Even a wire brush may seem ordinary, but we use proprietary materials and tooling. Each of

our products are exemplary, because we fully believe in performance and durability, which has been in our DNA since we began. We have hundreds of patents on products and processes across all our different segments, which is a result of our passion for innovation, evolving and improvement,” he shares.
Historically, the business has been a specialist in industrial brushes, used for deburring, weld-preparation and clean up. Now, Tim is happy to share that the company has expanded its capabilities. “Another segment of the business is our industrial polishing. This operation, which includes scratch removal and polishing surfaces, is often used in the automotive environments for polishing surfaces and for pre-plating preparation. These processes assist in ensuring that the underlying metal is pristine.
“In other cases where the requirements are for sanding lines, plumbing or hardware fixtures, a customer may want different finishes. We can create a mirror finish, a matt finish, or whatever our clients need. So, we’re really trying to broaden our horizons in terms of what we can do and supply for our clients.”
Osborn also has a third key business segment of roller technologies, which utilizes the latest brush developments into its operation. “We use them to transport steel and aluminium metal plates when they are being formed. Consider a steel mill, for example. What we do is when those products come off, they are moved across rollers, and if there are any contaminants, we work to ensure those contaminants are embedded in the wire, rather than the sheet, which is only possible because of the brush technologies we use,” says Tim.
112 l www.manufacturing-today.com
Alongside these impressive abilities, the company also boasts a substantial global footprint, and has expanded its manufacturing significantly over the years, with its headquarters based in Richmond, Indiana with additional operations in Ohio as well as Mexico. “We have our European operations located in Germany, Romania and Portugal as well. Both continents produce the same types of products, but they are nuanced ever so slightly for their respective markets. I believe this is where our innovation truly shines.”

Tim expresses that the business synergizes the product development between both locations, which has led to significant improvements in Osborn’s material sources. “We are exploring what we call our Advanced Technology Brushing™ (ATB) in our North America market. Osborn’s ATB brushes are

Osborn Manufacturing

www.manufacturing-today.com l 113
made with nylon abrasive bristles that are impregnated with various different cutting elements, such as ceramic or zirconium that provide superior cutting for those industrial applications, most commonly used in CNC machines to eliminate hand deburring operations.”
Considering these traits that make Osborn such a successful company, we ask Tim what he believes are the key specialisms that differentiate Osborn from the competition. To which he shares that, simply, the company strives to offer solutions. “It’s very important to us that
we work with our customers to select the right solutions for them. Whether it’s deburring an automotive part for an engine block or cylinders, or polishing, we have custom products that we develop for specific applications, and for specific customers.

“Our polishing is very similar. We have a myriad of polishing wheels and compounds, but it’s all about the application. We strive to provide our customers with the best cost/benefit solutions possible to promote productivity, cost reduction, and the highest quality results.”
Furthermore, when it comes to innovation, Osborn depends on a combination of customer feedback and market trends to bring to life its catalogue of products. “I mentioned the nylon abrasives that can be impregnated earlier, and that is a great example of how we evolve to provide better solutions.”
With that, Tim shares one of the biggest projects the company is currently undertaking in polishing compounds. He says that Osborn is investigating ways to make this particular product safe and more environmentally friendly. “One of the most prevalent compounds has been the use of abrasives formulated with silica. The problem with silica in high concentrations is that in adults, it can cause silicosis. So, we have been working on new formulations that do away with silica to reduce or eliminate that risk,” Tim highlights.
Another topic that ties in with the company’s social responsibility is its culture, and the relationships it curates with its staff. “Our global presence allows us to have experience with different customers and an infinite variety of challenging applications around the world. Our teams stay connected and harmonize our global synergies to make sure our customers get the best possible solution. My team and I make sure we stay connected, and that the company presents itself in a manner that is consistent regardless of where our team is in the world. We want to portray the
Stainless Steel Products
Stainless Steel Products is a leading supplier of alloy metals in various forms in support of industrial manufacturing. We produce round and flat wire, as well as stock wire, strip, and tubing. In addition, we offer value-added metals processing services with a ‘can do’ attitude. When it comes time for material selection and technical requirements, the choices and issues can be intimidating. Our vast experience across industries and applications has resulted in a knowledge base that can be easily leveraged by customers who want assistance. Please visit our website: www.stainlesswires.com, email us: sales@stainlesswires.com, or call us today toll free: 888-767-3040.
114 l www.manufacturing-today.com
Osborn Manufacturing


same vision of our business wherever we go.
As a result, both continents are on the same page, and I am very proud of that.”
That is not to say that having a global business is always plain sailing. “Of course, the pandemic was tricky, but one thing we learned is that the digital world has become so important. As much as we would like to be in front of our customers and with our staff, it became more challenging. We have a global supply base, and we have situations where certain materials are difficult to obtain, but we made sure we worked closely with our customers to navigate those challenges, and our continued success is owed to our brilliant team.”
Tim says that the company will offer alternatives, substitutions, and short-term solutions to address the long-term challenges currently facing the supply chain. “Our endusers are not always buying our products for the sake of stocking them. If we run out, it shuts down their operations, so it’s crucial that we keep our operation going. Although we continue to struggle with the fact that certain raw materials are unavailable at the moment, we are working with alternatives and substitutions. Thankfully, our customers have also been understanding of these challenges, because they are experiencing the same difficulties.”
With this mind, Tim has big plans for 2022, particularly regarding the company’s supply diversification, which he believes will serve as another strategy to combat the turbulence currently facing the manufacturing industry. “During the pandemic, we found ourselves in situations where we may not have adequate stock for all of our needs. Now, we make sure we have multiple sourcing alternatives, depending on the urgency and importance of the material.”
Taking this one step further, Osborn’s longterm plan is to continue to innovate within its existing categories in order to remain ahead of the competition. Tim emphasizes that with this approach, the company’s future will be prosperous. “We want to be the go-to product developer. We want to be able to support all our customers’ needs. Whether they are looking for the highest performing product, or something on a smaller scale, we are determined to be their one-stop shop,” he concludes. v
www.manufacturing-today.com l 115
Osborn Manufacturing www.osborn.com Services: Surface finishing
Driving global expansion
A Leader in the Powersports, Marine, and Lawn and Garden markets, Walbro LLC, expands once more with a determination to remain a manufacturing front-runner for the engine management and fuel systems sector
Established over 70 years ago, Walbro LLC (Walbro) began in Fenton, Michigan, as a specialist in carburetors for mobile engines. The company’s continued success allowed for expansions into Mexico and Arizona, and, following this, a joint venture was then formed with a company in Japan, which served as a passage for the business to move across international borders.
Now, Walbro operates globally from its headquarters in Tucson, with additional manufacturing locations in Thailand and China.
Throughout these expansions, the business has become an expert in manufacturing carburetors, electronic fuel injection systems, ignition systems, fuel tanks and pumps, valves
and fuel storage, and distribution systems, as well as offering value-added machining, electronics and assembly capabilities.
Manufacturing Today speaks with Mike Coyle, Walbro’s Fuel Systems President, as well as Chris Quick and David Fuelleman, who serve as the EVP and General Manager respectively, about Walbro’s recent developments, and its plans for continuous improvement. “We have the company organized into three business units to service an array of customers,” begins Mike. “First, we have the engine management business unit, which makes carburetors and coils for small engines. Then we have the fuel systems business, and finally, we have our Aftermarket products, through which we sell
spare parts,” he shares. Although its primary focus is Powersports, the company provides fuel systems to just about any customer in the industry.
Walbro has established a reputation built on trust and reliability, which has garnered it a client base that ranges from Husqvarna to Suzuki. However, according to Mike, what has truly driven Walbro’s success is its team’s effort of combining superior quality and technical expertise in the field. “Our team are always looking to the future to see what is around the corner, and make sure we keep ahead of the curve to offer our customers industry-leading solutions. At present, we are in the middle of a significant shift in our market, as the use of
116 l www.manufacturing-today.com
gasoline applications continues to decrease. We started about ten years ago on some of our smaller products, such as the handheld lawn and garden tools, but we have made some significant developments to expand this range that I am very excited about,” shares Mike.
Another noteworthy development was the launch of the company’s latest state-of-the-art multilayer blow molding machine, whereby it can supply larger capacity fuel systems. In May 2022, the business hosted a ribbon cutting ceremony to unveil the latest expansion in its Cass City, Michigan manufacturing facility. The location is now home to the largest investment of automated lines that Walbro has made for its fuel systems business to date.
To complement its technological investments, the business also places a massive emphasis on its people, and while Walbro is proud to be a leader in manufacturing, it takes great pride in developing strong partnerships with its customers and employees. “What

Walbro,
I think is really unique about us is our customer partnerships and their associated global footprints, and they are continuously expanding. Quite often, this feeds directly into the innovation of our product ranges, and allows us to take our products and move
www.manufacturing-today.com l 117
LLC
with them, which has opened up a selection of opportunities for us,” shares Chris.
Tying in with this, Chris elaborates on an example in which the partnership with an internationally recognized customer has recently provided exciting opportunities for Walbro. “We have recently launched a full fuel assembly production line with a world leading motorcycle company, and they are using those designs both in the US and in Thailand. We can support and supply our customer in all
locations with our capabilities. This has been a big win for us, and the growth opportunities available with this added customer as a partner are endless, and we are very excited about that,” says Chris.
David shares that with partnerships like this, the team is ready to take their capabilities to the next level. “We are looking at our next generation of fuel systems that will replace the current outdated ones, and positioning our core competencies and abilities to make


sure we have a sustainable future. We are also advancing technology developments, so we can go to customers with presentations on how to keep up with regulations, and what we will be offering to help overcome any of their challenges,” says David.
All three gentlemen agree that Walbro is particularly excited about the next generation of employees coming into the company, and the wealth of knowledge and expertise they will bring with them. This intake of new engineering minds, will drive innovation in the future. “We have a culture that values employee growth and contribution. For this reason, employees stay with us for a long time and we don’t see the turnover common in other industries”, says Mike. “In fact, I just saw someone the other day celebrating 52 years with us, which is absolutely amazing,” says Chris.
Prior to the pandemic, one aspect of Chris’s job that he thoroughly enjoyed was being able to travel between the company’s various locations, and meet with the teams that make up the Walbro business. “Each step in our global footprint is distinctly unique. The culture in our Thailand plant couldn’t be more different from Michigan’s. Although one might think that having a network this
118 l www.manufacturing-today.com
Walbro, LLC
wide is challenging, the diversity is actually incredibly rewarding.
“We have worked through so many supply chain challenges, and our team deserves huge praise for the way they have navigated the last two years according to their region. They pivoted in excellent time to find alternative materials and suppliers, and this speaks into why a global operation has worked in our favor. We can lean on other regions to grab materials and learn about international solutions and how we can apply them to the rest of the world,” shares Chris.
David continues sharing his sentiments on the company culture. He says that Walbro feels like working in a small family-owned company, and that is true regardless of where an office or manufacturing plant is located. “Everybody knows everyone, and our people are so focused. As the leadership team, we want to give people the opportunity to expand with in experience, and move up in their careers. For example, one of my superintendents started as an operator, then he became a mold technician, then a senior technician and now he holds a highly respected title. We have loads of stories like that in which we help the team push themselves, and I think that is a neat culture to work in.”
Our conversation then draws to a close on plans for the future. Although the business has already come so far, neither of the three leaders intend on slowing down. Mike has instigated a strategic ten-year plan that will include an array of technologies being introduced into Walbro’s operations, as well as further expansions. “What will sustain us into the future is our traditional markets, but we are very keen to innovate solutions for fuel injection to reduce emissions, and extend operating time. It’s no surprise that fuel injection has been used in cars since the mid-80s, but it is so expensive and it is not viable for smaller engines.
“The Walbro engineers have developed a solution for those small engines that is basically the same cost as a carburetor. We can put that on a small engine, and achieve the same benefit as fuel injection, so that has been in the works for probably about five years now, and we are keen to see that take off as a bridge towards more sustainable options.
“Beyond that, we are looking at where we can provide the best value in a full range of alternative energy solutions that will include hydrogen combustion, hydrogen fuel cells, and electronic controls. There is a lot of potential in that regard to stay ahead of the transition, and make sure we are there for our customers when they need us,” says Mike. There is no

doubt that new and exciting opportunities lie ahead for Walbro, and all three gentlemen concur that massive achievements will follow suit. With its strong, resilient and motivated team, continued success is definitely on the horizon. v
Walbro, LLC
Services: Engine management and fuel systems manufacturer

www.manufacturing-today.com l 119
https://www.walbro.com/
Aluminum, again and again
As a global leader in anodized aluminum, Anomatic is making strides following achieving EcoVadis Gold Status by pioneering new approaches to the development of fully recyclable packaging components

Founded in 1965, Anomatic has come a long way since it began as a provider of anodizing services to the beauty packaging sector. From there, they added metal stamping in 2000, built a complete greenfield facility in China in 2007 and new headquarters in New Albany, Ohio, in 2011 along with a state-ofthe-art tooling center in Naugatuck, Connecticut and rounding out their five locations, is an injection molding plant in Blacklick, OH.
Today, Anomatic’s service offering encompasses tooling design and development, metal stamping, anodizing, injection molding, decorating, assembly, and metallization. As Damien Dossin, President & CEO at Anomatic explains, we are a “one-stop-shop” for beauty packaging, focused primarily on skin care, personal care, and fragrance closures.
“Our metal stamping sees us take aluminum in strip form, drawing the aluminum utilizing
120 l www.manufacturing-today.com
carbide tooling, which is built at our Tooling Center of Excellence, to its desired form ensuring a cosmetic finish within very precise tolerances,” Damien explains. “From there our proprietary anodizing system carries components through a series of steps to yield the customer’s desired finish ranging from matte to satin to high gloss. The component is then anodized, which by definition is the electrochemical oxidation of aluminum. This introduces
the desired custom color, followed by treatments to seal, protect and prepare the component for downstream steps like decoration to assembly, which marries the anodized component to another part. Assembled parts come in a wide range of shapes, sizes and functionality used for beauty and personal care products. In doing so, Anomatic optimizes its anodizing and stamping capacity, which is the largest in North America, at 1.5 billion parts per year in stamping, and 2.5
Anomatic
billion parts in anodizing,” Damien confirms. “Added to that, we assure supply continuity by having multiple sites performing the same processes allowing us to run uninterrupted.”
The most recent addition to Anomatic’s footprint came in 2019, with the acquisition of an injection molding facility in Blacklick, OH – its third in the Columbus metropolitan area. As Damien explains, this enabled Anomatic to provide a clear vision to the market by
www.manufacturing-today.com l 121
Anomatic
integrating all manufacturing processes to drive future growth and do what they do best: Design. Manufacture. Finish.
“Typically, we buy a lot of plastic subcomponents and assemble them to our metal parts,” he states. “Our customers asked us to add plastic molding to unluck the benefits of responsiveness, quality control and pricing. This allows our customers to purchase a finished product directly from us, rather than engaging two suppliers with two development lead
times and the complexity of managing multiple components.”
Not only is the Blacklick acquisition confirmation of Anomatic’s commitment to service and quality, but it also underlines the company’s willingness to work more closely with their customers to better meet their needs for the future. “We have strong relationships with major brands,” Damien insists. “We work closely with them to plan how best to improve or expand our capacity to better meet their needs.
Another example is adding more automation to deliver greater consistency, output, and price competitiveness.”

One particular area of focus for Anomatic is sustainability. By earning the EcoVadis Gold Rating in 2021, the company has taken significant steps to improve its environmental credentials, in line with a burgeoning industry-wide trend. “It’s a topic at the forefront of every conversation we have with our customers,” Damien reflects.
“We are already a manufacturer of recyclable aluminum packaging but have now developed PCR aluminum-based products using at least 60 percent recycled content with full lifecycle traceability.”

Damien is very optimistic about the future, and Anomatic is already back to pre-Covid revenues and volumes, even though the sector was deeply impacted by the pandemic, requiring the company to streamline its operations. “We are back to 2019 levels and the lesson we took from that was to not to put all our eggs in one basket. We are targeting the acquisition of new business while also servicing our existing customers, to achieve a diversified portfolio.”
Similarly, Anomatic places a strong emphasis on long term supplier relationships. “Our suppliers are essential to us, especially our aluminum suppliers, because it’s such a significant part of what we do,” Damien indicates. “We collaborate regularly with them, to ensure our supply, and to maintain an ecosystem in which we can team up on product development.”
Turning to 2022 and beyond, Anomatic is focused on growing its business with its current customers and adding a few high potential clients. “My strategy is to continue doing what we do well and get further up the value chain with our customers, rather than expand into categories or areas that we’ve never explored before,” Damien concludes. “We are focused on doing things better, and continuing to hone our skills in the areas we already have proven expertise.” v
122 l www.manufacturing-today.com
Anomatic www.anomatic.com Products: Anodized aluminium and metallized components and packaging
Head into the comfort zone
Your business is built on your reputation. That means delivering a quality service on time, on budget, and to your customer’s total satisfaction. You can’t let them down. And neither do we. Working with Interpon gives you access to thousands of quality powder coatings that are recognized as the best performing products on the market. We have the credibility to prove it.
gtc.interpon.com
Increase your visibility with a Bespoke Exclusive Feature
Prepared by our in-house writing & design teams, the Exclusive Feature will appear in the digital and printed version of the

Further value can be added through the creation of printed, hard-copy brochures, a digital flip book (provided as a link for you to share)

PLUS the Exclusive Feature as both High and Low resolution PDF files and an e-blast to the magazine’s digital subscriber database.
Your Exclusive Feature will be automatically included on the magazine’s website, with the option of a top of the screen leader board ad for your company that links directly back to your own site, guiding the readership to your company information.

also create your own
connects directly to
share
story,
Bespoke
magazine. You can
on your website that
the
making it easier for you to
the article online, and reach customers across the globe via online search and advertising opportunities.
article written for you – PLUS options for online advertising, printed brochures, digital flip book, high/low resolution PDF, and e-blasts to approx. 319,000 digital subscribers. For more information please contact Alasdair Gamble at: agamble@schofieldpublishing.com or call +1 312 625 8723 / +44 (0)1603 274144 Manufacturing BEST PRACTICES FOR INDUSTRY LEADERS today advanced data center cooling
